Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DE JUIZ DE FORA
CURSO DE GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO
PEDRO IVO GONÇALVES MAGALHÃES
A VALIDAÇÃO DE PROCESSOS COMO GARANTIA DE CONFORMIDADE DOS
PRODUTOS NA INDÚSTRIA DE DISPOSITIVOS MÉDICOS
JUIZ DE FORA
2010

PEDRO IVO GONÇALVES MAGALHÃES
A VALIDAÇÃO DE PROCESSOS COMO GARANTIA DE CONFORMIDADE DOS
PRODUTOS NA INDÚSTRIA DE DISPOSITIVOS MÉDICOS
Trabalho de Conclusão de Curso apresentado a
Faculdade de Engenharia da Universidade
Federal de Juiz de Fora, como requisito parcial
para a obtenção do título de Engenheiro de
Produção.
Orientador: M.Sc., Jane Azevedo da Silva
Co-Orientador: M.Sc., Thaís Cristina Pereira Ferraz
JUIZ DE FORA
2010

PEDRO IVO GONÇALVES MAGALHÃES
A VALIDAÇÃO DE PROCESSOS COMO GARANTIA DE CONFORMIDADE DOS
PRODUTOS NA INDÚSTRIA DE DISPOSITIVOS MÉDICOS
Trabalho de Conclusão de Curso apresentado a
Faculdade de Engenharia da Universidade
Federal de Juiz de Fora, como requisito parcial
para a obtenção do título de Engenheiro de
Produção.
Aprovada em 09 de Novembro de 2010.
BANCA EXAMINADORA
____________________________________________________
M.Sc., Jane Azevedo da Silva
Universidade Federal de Juiz de Fora
___________________________________________________
M.Sc., Thais Cristina Pereira Ferraz
Universidade Federal de Juiz de Fora
___________________________________________________
M.Sc., Roberto Malheiros Moreira Filho
Universidade Federal de Juiz de Fora

AGRADECIMENTOS
Gostaria de agradecer por este trabalho primeiro a Deus, que torna todas as coisas
possíveis, aos meus familiares, que fizeram que a minha formação nesse curso fosse possível
e sempre me deram força em todos os momentos, além de terem me ensinado a sempre lutar
por aquilo que eu quero. Agradeço também à minha namorada, pelo apoio e compreensão
incondicionais. Por fim, gostaria de agradecer aos meus amigos, pois a alegria que me
proporcionaram no dia a dia fez dessa jornada algo mais simples.

RESUMO
Atualmente, as empresas que atuam no ramo de produção de dispositivos médicos são
reguladas pela legislação dos países aos quais seus produtos são destinados. A FDA (Food
and Drug Administration) nos Estados Unidos e a ANVISA, no Brasil, regulam o comércio
deste tipo de produto. Uma das exigências destes órgãos reguladores é garantir a integridade
dos usuários dos produtos. Dessa forma, ambas exigem que as empresas validem os processos
cujos produtos não serão 100% inspecionados. Assim, a validação de processos surge como
uma ferramenta importante com a finalidade de garantir que um processo produz produtos
dentro das especificações, evitando a necessidade de inspeção total e, dessa forma, reduzindo
custos, atendendo a regulamentações e, conseqüentemente aumentando a satisfação dos
clientes. A validação de processos utiliza de diversas ferramentas analíticas e estatísticas tais
como DOE (Design of Experiments), MSA (Measurement System Analysis), Capabilidade de
Processo, FMEA (Failure Mode and Effect Analysis), entre outras. O objetivo deste trabalho é
apresentar a metodologia de realização de uma validação de processos, apresentando, para
isso, um estudo de caso da validação de um processo numa empresa pertencente à indústria de
dispositivos médicos.
Palavras-chave: Validação de processos. Ferramentas estatísticas da qualidade. Dispositivos
médicos.

ABSTRACT
Currently, companies that operate in the medical devices production business are regulated by
the law of the countries to which their products are intended. FDA (Food and Drug
Administration) in the United States and ANVISA, in Brazil, regulate trade in this kind of
product. One of the requirements of regulatory bodies is to ensure the integrity of the users of
the products. This way, both demand for companies to validate the processes whose products
will not be 100% inspected. Therefore, the process validation emerges as an important tool in
order to ensure that a process produces products within specifications, avoiding the need for
total inspection and, thus, reducing costs, meeting the regulations, thus, increasing customer
satisfaction. Process validation uses several statistical and analytical tools such as DOE
(Design of Experiments), MSA (Measurement System Analysis), Process Capability, FMEA
(Failure Mode and Effect Analysis), among others. The aim of this paper is to present the
methodology for conducting a validation process, featuring, for this, a case study of a process
validation in a company belonging to the medical device industry.
Keywords: Process Validation. Quality Statistical Tools. Medical Devices.

LISTA DE FIGURAS
Figura 1 - Fluxograma de Decisão de Validação ................................................................. 19
Figura 2 - Planejamento Fatorial Completo de 2 níveis ....................................................... 26
Figura 3 - Vício de um sistema de medição ......................................................................... 29
Figura 4 - Precisão de um sistema de medição ..................................................................... 29
Figura 5 - Exatidão de um sistema de medição .................................................................... 30
Figura 6 - Ciclo de Vida de Validação .................................................................................. 37
Figura 7 - Fluxograma do Processo de Moldagem ............................................................... 38
Figura 8 - Etapa de Alimentação da Máquina ...................................................................... 39
Figura 9 - Etapa de Carregamento da Resina ....................................................................... 39
Figura 10 - Etapa de Derretimento ....................................................................................... 40
Figura 11 - Etapa de Injeção ................................................................................................. 40
Figura 12 - Etapa de Resfriamento/Recalque ........................................................................ 41
Figura 13 - Etapa de Abertura do Molde/Extração ............................................................... 41
Figura 14 - Resultado MSA Conicidade 1 ............................................................................ 50
Figura 15 - Resultado MSA Conicidade 2 ............................................................................ 51
Figura 16 - Resultado MSA Diâmetro Interno ...................................................................... 51
Figura 17 - Resultado Tempo de Recalque ........................................................................... 55
Figura 18 - Corridas do DOE exploratório 1 ........................................................................ 58
Figura 19 - Análise do Resultado para média do DOE Conicidade .................................... 60
Figura 20 - Análise do Resultado para desvio padrão do DOE Conicidade ......................... 60
Figura 21 - Análise do Resultado para média do DOE Diâmetro Interno ............................ 61
Figura 22 - Análise do Resultado para desvio padrão do DOE Diâmetro Interno ............... 62
Figura 23 - Análise do Resultado do DOE Visual ................................................................ 63
Figura 24 - Análise do Resultado do DOE Vazamento ........................................................ 63
Figura 25 - Análise do Resultado de Efeitos Principais do DOE Vazamento ...................... 64
Figura 26 - Análise do Resultado do DOE Rebarba ............................................................. 65
Figura 27 - Análise do Resultado de Efeitos Principais do DOE Vazamento ...................... 65
Figura 28 - Corridas DOE Otimização ................................................................................. 66
Figura 29 Análise do Resultado de Efeitos Principais do DOE Otimização para
Conicidade ............................................................................................................................ 67
Figura 30 Análise do Resultado de Efeitos Principais do DOE Otimização para Diâmetro
Interno ................................................................................................................................... 68

Figura 31 Análise do Resultado de Efeitos Principais do DOE Otimização para Visual .... 69
Figura 32 Cálculo Tamanho da Amostra OQ ...................................................................... 73
Figura 33 Cálculo do OEE ................................................................................................... 76

LISTA DE QUADROS
Quadro 1 - Exemplos de processos a serem verificados e validados ...................................... 19
Quadro 2 - Descrição das Técnicas de Planejamento e Análise de Experimentos ................. 25
Quadro 3 - Escala de FMEA ................................................................................................... 32
Quadro 4 - Verificações necessárias da fase de IQ ................................................................. 43
Quadro 5 - Resultados da etapa de IQ .................................................................................... 46
Quadro 6 - Tipos de defeitos e suas descrições ...................................................................... 47
Quadro 7 - Testes da Etapa de Benchmarking ....................................................................... 53
Quadro 8 - Categorias de Risco para FMEA ......................................................................... 71
Quadro 9 - Modos de Falha com NPR maior que 64 ............................................................ 71
Quadro 10 - Definição das Corridas de OQ .......................................................................... 73
Quadro 11 - Exemplos de Plano de Controle ........................................................................ 75
Quadro 12 - Corridas de PQ .................................................................................................. 75

LISTA DE TABELAS
Tabela 1 - Exemplo de Tabela Cruzada .................................................................................. 30
Tabela 2 – Verificação de Utilidades da Etapa de IQ ............................................................. 44
Tabela 3 – CTQ avaliadas no processo ................................................................................... 48
Tabela 4 – Critérios de Aceitação do MSA para cada tipo de CTQ ....................................... 49
Tabela 5 – Resultado pressão de recalque .............................................................................. 54
Tabela 6 – Resultado Tempo de Recalque ............................................................................. 54
Tabela 7 – Valores obtidos empiricamente para as CTQ ....................................................... 55
Tabela 8 – Dados para o cálculo da amostra .......................................................................... 58
Tabela 9 – Dados Variáveis DOE exploratório 1 ................................................................... 58
Tabela 10 – Dados Atributo DOE exploratório 1 .................................................................. 59
Tabela 11 – Dados variáveis obtidos DOE de otimização ..................................................... 66
Tabela 12 – Dados atributo obtidos DOE de otimização ....................................................... 67
Tabela 13 – Piores casos para os parâmetros CTQ Conicidade ............................................. 68
Tabela 14 – Piores casos para os parâmetros CTQ Diâmetro Inter ........................................ 69
Tabela 15 – Piores casos para os parâmetros CTQ Visual ..................................................... 69
Tabela 16 – Corrida de Verificação DOE otimização ............................................................ 70
Tabela 17 – Parâmetros a serem desafiados no OQ ............................................................... 70
Tabela 18 – Resultados do OQ .............................................................................................. 74
Tabela 19 – Resultados de PQ ................................................................................................ 76
Tabela 20 – Cálculo do OEE .................................................................................................. 77

LISTA DE ABREVIATURAS, SIGLAS E SÍMBOLOS
AIAG – Automotive Industry Action Group
ANOVA – Analysis of Variance (Análise de Variância)
ANVISA – Agência Nacional de Vigilância Sanitária
CP – Capacidade do Processo
CPK – Capacidade Real do Processo
CTQ – Critical to Quality (Crítica para a Qualidade)
DI – Diâmetro Interno
DOE – Design of Experiments (Planejamento de Experimentos)
FDA – Food and Drug Administration
FMEA – Failure Mode and Effect Analysis (Análise do Modo e Efeito de Falha)
GHTF – Global Harmonization Task Force
IQ – Installation Qualification (Qualificação da Instalação)
KPIV – Key Process Input Variables (Variáveis Chave de Entrada do Processo)
LTPD – Lot Tolerance Percent Defective (Tolerância por Lote do Percentual de Defeituosos)
MP – Manutenção Preventiva
MSA – Measurement System Analysis (Análise do Sistema de Medição)
MSR – Método da Superfície de Resposta
NPR – Número de Priorização de Risco
NQA – Nível de Qualidade Aceitável
OEE – Overall Equipment Efficiency (Eficiência Global do Equipamento)
OQ – Operation Qualification (Qualificação da Operação)
PQ – Performance Qualification (Qualificação do Desempenho)

SUMÁRIO
1. INTRODUÇÃO ............................................................................................................................ 14
1.1 CONSIDERAÇÕES INICIAIS ........................................................................................ 14
1.2 JUSTIFICATIVA ............................................................................................................. 15
1.3 ESCOPO DO TRABALHO ............................................................................................. 15
1.4 FORMULAÇÃO DE HIPÓTESES .................................................................................. 16
1.5 ELABORAÇÃO DOS OBJETIVOS ................................................................................ 16
1.6 DEFINIÇÃO DA METODOLOGIA ............................................................................... 16
1.7 ESTRUTURA DO TRABALHO ..................................................................................... 17
2. REVISÃO DE LITERATURA ................................................................................................... 19
2.1 REFERENCIAL TEÓRICO ............................................................................................. 19
2.2 ETAPAS DA VALIDAÇÃO DE PROCESSOS .............................................................. 22
2.3 APLICAÇÃO DE FERRAMENTAS ANALÍTICAS E ESTATÍSTICAS NA
VALIDAÇÃO .......................................................................................................................... 24
3. DESENVOLVIMENTO .............................................................................................................. 36
3.1 DESCRIÇÃO DO PROTOCOLO DE PESQUISA .......................................................... 36
3.2 DESCRIÇÃO DA UNIDADE DE ANÁLISE.................................................................. 37
4. RESULTADOS ............................................................................................................................. 38
4.1 RESULTADOS ALCANÇADOS .................................................................................... 38
4.1.1 UMA VISÃO GERAL DA METODOLOGIA DE VALIDAÇÃO DE PROCESSOS DA BECTON
DICKINSON ............................................................................................................................................ 38
4.1.2 O PROCESSO DE MOLDAGEM DE COMPONENTES ESTUDADO...................................................... 39
4.1.3 PLANEJAMENTO DA VALIDAÇÃO.................................................................................................. 42
4.1.4 IQ .............................................................................................................................................. 43
4.1.5 DESENVOLVIMENTO DE PROCESSO ............................................................................................. 47
4.1.6 OQ ............................................................................................................................................. 73
4.1.7 PQ ............................................................................................................................................. 75
4.2 DISCUSSÃO DOS RESULTADOS ................................................................................ 78

5. CONCLUSÕES ............................................................................................................................ 80
6. REFERÊNCIAS ........................................................................................................................... 81

14
1. INTRODUÇÃO
1.1 CONSIDERAÇÕES INICIAIS
Atualmente, as empresas que atuam no ramo da produção de dispositivos médicos
são altamente reguladas pela legislação dos países aos quais sua produção se destina. Órgãos
como o FDA (Food and Drug Administration), nos Estados Unidos, a ANVISA no Brasil,
entre outros, exigem uma série de requisitos regulatórios a serem atendidos para que uma
empresa possa atuar no setor.
Um dos principais requisitos exigidos por estes órgãos diz respeito à validação de
processos. Segundo o FDA (2005), a validação de processos significa estabelecer, por meio
de evidências objetivas, que um processo, consistentemente, produz um resultado ou produto
que atende às suas especificações pré-determinadas.
Pelo fato dos produtos normalmente produzidos pela indústria em questão terem a
capacidade de colocar em risco a vida de seus usuários caso apresentem algum defeito, a FDA
exige que todos os processos de uma empresa pertencente ao ramo sejam validados, caso seus
produtos não sejam 100 % inspecionados. Como a inspeção 100% em todo um mix de
produtos seria inviável para a grande maioria das empresas, a validação é a solução adotada
para que estas se encontrem em conformidade com os requisitos regulatórios (HOJO, 2004).
Para validar um processo, isto é, para provar que ele irá consistentemente produzir
um resultado que atinja aos pré-requisitos determinados, é necessário conhecer funcionamento
do processo em questão, bem como garantir que as saídas do processo serão medidas
corretamente e seus riscos identificados e mitigados. Assim, durante a validação de processos,
normalmente são utilizadas diversas ferramentas estatísticas (MSA – Measurement System
Analysis, Análise de Capabilidade, DOE – Design of Experiments, etc.) e analíticas (Exemplo:
FMEA – Failure Mode and Effect Analysis).
Dessa forma, este trabalho mostra como funciona a metodologia de validação numa
empresa de grande porte da área de dispositivos médicos, bem como sua relação com várias
ferramentas analíticas e estatísticas utilizadas durante a sua execução.

15
1.2 JUSTIFICATIVA
A validação de processos, apesar de ser uma metodologia requerida pelos órgãos
regulatórios citados anteriormente, é capaz de levar ao entendimento e controle de um
processo produtivo, aprimorando a qualidade dos produtos, reduzindo custos e os riscos de o
cliente utilizar um produto não conforme. Assim, é importante divulgar métodos de realização
da validação, bem como a forma como diversas ferramentas estatísticas e analíticas podem ser
utilizados no seu desenvolvimento, de forma que, não somente as empresas que atuam no
ramo de produtos médicos, mas também quaisquer outras cujos resultados de seus produtos
possam oferecer riscos ao consumidor.
Por ser exigida pelos órgãos citados anteriormente, a validação de processos é uma
ferramenta muito importante na empresa em estudo, que tem como objetivo validar todos os
seus processos cujos produtos não são 100 % inspecionados.
Além disso, o tema é interessante dentro da engenharia de produção, pois está
intimamente ligado à gestão e melhoria de processos, através das principais ferramentas
apresentadas no estudo.
1.3 ESCOPO DO TRABALHO
O presente trabalho aborda a metodologia de validação de processos utilizada na
Becton Dickinson, empresa multinacional, líder do ramo de dispositivos médicos, bem como
as principais ferramentas que auxiliam esta metodologia a garantir que o processo atingirá os
patamares pretendidos pelos requisitos regulatórios.
Para tanto, as principais referências utilizadas no estudo estão ligadas á
regulamentação existente sobre o tema (principalmente em relação ao FDA), aos manuais de
referência que guiam as empresas na condução de uma validação, aos artigos que buscam
relacionar a validação às ferramentas de qualidade e, por fim, às fontes que descrevem a
utilização das ferramentas em estudo.
Através de um estudo de caso tomando como exemplo a validação do processo de
moldagem de um componente plástico, pretende-se responder à seguinte questão: A
metodologia de validação utilizada na Becton Dickinson, através de suas ferramentas
analíticas e estatísticas, é capaz de garantir que um processo, consistentemente, produz um
produto que atende às suas especificações?

16
Este trabalho não pretende se aprofundar em termos das ferramentas apresentadas,
apenas demonstrar sua utilização integrada à metodologia de validação e os resultados obtidos
em sua aplicação.
1.4 FORMULAÇÃO DE HIPÓTESES
Hipótese formulada:
A metodologia de validação de processos, fornece evidências
objetivas de que um processo produz, consistentemente, um produto
que atende aos seus requisitos.
1.5 ELABORAÇÃO DOS OBJETIVOS
Objetivo Geral:
Apresentar a metodologia de realização de validação de processos na empresa
anteriormente citada tendo como base um o estudo de caso de uma validação
realizada recentemente na empresa,
Objetivos específicos:
Demonstrar que a metodologia utilizada na empresa, em conjunto com suas
ferramentas, é capaz de atingir os resultados esperados pelos órgãos
regulatórios;
Demonstrar que a validação de processos pode ser utilizada para entender e
controlar o processo, aumentando seu nível de qualidade e;
Mostrar alguns benefícios alcançados com a aplicação das diversas
ferramentas apresentadas
1.6 DEFINIÇÃO DA METODOLOGIA
A Natureza desta pesquisa pode ser considerada aplicada, visto que o estudo tem
interesse prático e os seus resultados podem ser utilizados ao seu término. Seus objetivos se
encaixam na categoria descritiva, já que busca descrever a utilização de uma metodologia já
existente. A abordagem do trabalho é qualitativa, uma vez que, apesar de demonstrar o

17
funcionamento de ferramentas estatísticas relacionadas ao tema, o foco do trabalho é o estudo
da aplicação da metodologia em si. Dentro desta abordagem, a técnica de pesquisa é o estudo
de caso. (MIGUEL, 2010).
O estudo de caso é um dos tipos de pesquisa qualitativa que tem sempre um forte
cunho descritivo, caracterizado pelo fato de que o pesquisador não pretende interferir sobre a
situação, mas sim proporcionar o conhecimento tal qual essa situação lhe surge. Com isso
pode. Com isso pode utilizar vários instrumentos e estratégias, implicando que o estudo de
caso não precisa ser unicamente descritivo (MIGUEL, 2010). Portanto, é uma técnica de
pesquisa que envolve o estudo profundo e exaustivo de um ou poucos objetos, neste caso,
uma validação de processos realizada na Becton Dickinson, de forma que se permita seu
amplo e profundo conhecimento, que é um dos objetivos deste trabalho.
O principal procedimento de coleta de dados aplicada no estudo será a coleta de
dados de arquivos, a partir dos protocolos, relatórios e registros obtidos na validação citada
anteriormente.
O trabalho foi desenvolvido na empresa Becton Dickinson, multinacional que atua
no ramo de dispositivos médicos. A empresa foi escolhida devido à facilidade de acesso às
informações, já que o autor pratica a atividade de estágio nessa.
A partir da revisão de literatura do capítulo 2, o autor apresentará o procedimento de
validação utilizado na empresa, utilizando para isso o exemplo de uma validação do processo
de moldagem de um componente plástico. Este processo foi selecionado por apresentar uma
validação completa, com as 3 etapas que normalmente a compõem, utilizando também todas
as ferramentas apresentadas na revisão bibliográfica. Portanto, será verificado, através do
estudo de caso, se a metodologia de validação utilizada na empresa em estudo, é capaz de
provar a hipótese levantada no item 1.4.
1.7 ESTRUTURA DO TRABALHO
O trabalho será formado por cinco principais capítulos: Introdução, Revisão
Bibliográfica, Desenvolvimento, Resultado e Conclusão. A Introdução aborda a
contextualização inicial do tema, os objetivos do trabalho, as hipóteses levantadas, a
metodologia de pesquisa, a estrutura do trabalho e o seu cronograma.

18
A Revisão Bibliográfica aborda o estado da arte sobre o tema selecionado, buscando
mostrar todo o referencial teórico pesquisado sobre o tema e a relação que pode ser construída
entre as diversas fontes encontradas.
O Desenvolvimento apresenta o plano de pesquisa e a definição das unidades de
análise.
O Resultado versará sobre os principais resultados obtidos e a análise em si que foi
realizada a partir dos relatórios e registros da validação que será utilizada. Esta análise
englobará a forma como as ferramentas foram aplicadas durante a validação.
A Conclusão, por sua vez, evidenciará o que se pode concluir a partir do
desenvolvimento e do resultado do trabalho e se a hipótese levantada pôde ser comprovada ou
refutada.

19
2. REVISÃO DE LITERATURA
2.1 REFERENCIAL TEÓRICO
O Food and Drug Administration (2005), órgão regulatório que regulariza a venda de
diversos tipos de produtos nos Estados Unidos, desde alimentos a dispositivos médicos, diz
em seu capítulo sobre dispositivos médicos que:
Onde os resultados de um processo não possam ser totalmente verificados por inspeção
subseqüente e testes, o processo deve ser validado com alto grau de confiança e aprovado de
acordo com procedimentos estabelecidos. As atividades e resultados da validação, incluindo os
dados e assinaturas do pessoal aprovando a validação e, onde apropriado o equipamento
validado, devem ser documentados.
O FDA ainda define validação como sendo o estabelecimento, por meio de
evidências objetivas, que um processo, consistentemente, produz um resultado ou produto que
atende às suas especificações pré-determinadas.
Dessa forma, segundo Dixon (2006), a validação de processos é um requisito para
grande parte das indústrias altamente regulamentadas, como por exemplo, as indústrias
aeroespacial e de dispositivos médicos. Organizações como a FDA e a ANVISA (no Brasil),
exigem, para o caso das indústrias de dispositivos médicos, entre outras, que processos sejam
validados como um requisito regulatório.
Em 2004, o GHTF (Global Harmonization Task Force), um grupo de voluntários
formado por representantes de agências reguladoras de dispositivos médicos e empresas do
ramo, lançou, liderados por Taisuke Hojo, o Process Validation Guidance, com o objetivo de
prover um guia sobre a maneira como a validação deveria ser conduzida, quais etapas ela
deveria conter e quais ferramentas ela poderia utilizar em cada uma das etapas. Assim,
segundo Hojo (2004), antes de se validar um processo é necessário definir se ele precisa ser
validado ou se é vantajoso validá-lo.
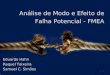
Para isso, ele sugere que se utilize um fluxograma como o demonstrado na Figura 1.

20
Figura 1 Fluxograma de Decisão de Validação
Fonte: HOJO, 2004. (Adaptado)
Portanto, segundo o autor, inicialmente, o fabricante deve analisar primeiro se os
resultados de um processo podem ser completamente verificados, ou seja, podem ser
avaliados para saber se atendem aos seus requisitos. Caso a resposta seja positiva, deve-se
avaliar se os custos dessa verificação são efetivos, a ponto de que seja melhor verificar o
processo a validá-lo. Caso qualquer uma das respostas seja negativa, têm-se duas opções:
redefinir/redesenhar o processo, de forma que seja possível verificar seus resultados a um
custo relativamente baixo ou então validar o processo.
Hojo (2004) ainda cita uma lista de exemplo de processos da indústria de
dispositivos médicos que devem ser validados e outros cuja verificação seria possível. Alguns
exemplos dessa lista podem ser vistos no Quadro 1.
Exemplos de processos que devem ser
validados
Exemplos de processos cuja verificação 100%
seria uma melhor opção
Processos de Esterilização Processos de corte manual
Processos de Embalagem
Processos de Tratamento térmico Processos de Inspeção visual
Processo de Moldagem
Quadro 1 Exemplos de processos a serem verificados e validados
Fonte: HOJO, 2004. (Adaptado)

21
Uma validação deve começar, segundo Hojo (2004), a partir da definição da equipe
de validação. Esta equipe deverá ser multidisciplinar, e, se possível, deverá contar pelo com
membros das áreas de:
Garantia da Qualidade;
Engenharia; e
Operações.
Após a definição da equipe, o próximo passo que deve ser seguido é o planejamento
da validação. Este planejamento deve conter, segundo Hojo (2004), pelo menos os seguintes
tópicos:
Planejar a abordagem e definir os requisitos;
Identificar os processos;
Especificar os parâmetros e as saídas desejadas;
Selecionar métodos e ferramentas para a validação;
Criar os protocolos de validação.
Segundo Dixon (2006), independente da forma como uma validação está planejada,
um protocolo deverá ser escrito para cada etapa detalhando os testes que serão executados e
os seus critérios de aceitação, que deverão ser baseados nas especificações do produto. Os
testes então serão realizados e um relatório será elaborado a partir dos seus resultados. Caso
os critérios de aceitação não sejam atingidos, pode ser necessário alterar o processo de alguma
maneira até que eles sejam atingidos.
Para Hojo (2004), protocolos detalhados para realizar a validação são essenciais para
garantir que o processo está sendo validado adequadamente. Um protocolo de validação,
segundo o autor, deve conter pelo menos os seguintes tópicos:
Identificação e descrição do processo;
Identificação dos dispositivos que serão produzidos no processo;
Critérios mensuráveis para avaliar o sucesso da validação;
Turnos, operadores e o equipamento a ser usado na validação;
Identificação das utilidades para o equipamento do processo;

22
Especificações do produto, materiais e componentes;
Parâmetros dos processos que serão monitorados;
Características do produto que serão monitoradas;
Métodos Estatísticos para coletar e analisar os dados.
2.2 ETAPAS DA VALIDAÇÃO DE PROCESSOS
A validação, de acordo com Dixon (2006), na indústria de dispositivos médicos
normalmente é divida em três fases: Installation Qualfication (Qualificação da Instalação ou
IQ), Operational Qualification (Qualificação da Operação ou OQ) e Performance
Qualification (Qualificação do Desempenho ou PQ).
2.2.1 IQ (Installation Qualification – Qualificação da Instalação)
A Qualificação da Instalação, para Dixon (2006), visa estabelecer que todos os
aspectos da instalação de um equipamento dentro de um processo estão de acordo com as
especificações do fabricante. Para Hojo (2004), o IQ verifica simplesmente se o processo está
corretamente instalado. Algumas considerações que o autor considera importante são:
Condições de instalação (utilidades, funcionalidades, etc.);
Sistema de suporte (calibração, manutenção preventiva, programação de
limpeza);
Características de segurança;
Documentação do fornecedor do equipamento (desenhos, manuais);
Peças de reposição;
Condições ambientais necessárias (temperatura, umidade, etc.)
2.2.2. OQ (Operation Qualification – Qualificação da Operação)
Segundo Dixon (2006), a Qualificação da Operação visa demonstrar que o
equipamento pode operar sob condições normais, principalmente nos extremos da janela de
operação de suas variáveis de entrada. Para Hojo (2004), nesta fase os parâmetros de operação

23
devem ser desafiados para garantir que eles resultaram num produto que atenderá todos os
seus requisitos sob qualquer condição antecipada de operação, ou seja, é um teste de pior
caso. Alguns itens que devem ser considerados para o autor:
Limites de controle do processo (tempo, temperatura, pressão, velocidade da
linha, etc.);
Especificações de matéria prima;
Procedimentos de operação do processo;
Requisitos de manuseio do material;
Treinamento;
Estabilidade e capabilidade do processo no curto prazo;
Modos de falhas potenciais;
Condições de pior caso;
Utilização de técnicas estatísticas para estabelecer os parâmetros chave e
otimizar o processo.
2.2.3. PQ (Performance Qualification – Qualificação do Desempenho)
Para Dixon (2006), a Qualificação do Desempenho visa garantir que o processo
produz produtos dentro da especificação quando em condições normais de operação. Segundo
Hojo (2004), durante o PQ, desafios ao processo devem simular condições que serão
encontradas durante a operação real do processo. Os desafios devem ser repetidos tantas vezes
quantos forem necessários para garantir que os resultados são significativos e consistentes.
Independente da etapa da validação, Hojo (2004) afirma que o protocolo deve conter:
O que será verificado/medido;
Como será verificado/medido;
Quantos serão verificados/medidos (ou seja, a significância estatística);
Determinar quando verificar/medir;
Definir os critérios de aceitação;
Definir a documentação requerida.

24
Saber exatamente os requisitos do produto e os parâmetros chave pode ser necessário
para definir o que será verificado. Para definir quantos deverão ser medidos, pode ser
necessário utilizar algum método estatístico (HOJO, 2004).
2.3 APLICAÇÃO DE FERRAMENTAS ANALÍTICAS E ESTATÍSTICAS NA
VALIDAÇÃO
De acordo com Hojo (2004), a validação de processos requer que um processo seja
estabelecido de forma que consiga atender aos seus requisitos e que testes sejam feitos para
que isso seja demonstrado. O desenvolvimento e a otimização de processos podem levar
diretamente à validação do mesmo. Para Dixon (2006), como a validação, conforme citado
anteriormente, visa garantir que um processo produz consistentemente produtos dentro da
especificação, é fundamental conhecer o processo e os efeitos de seus parâmetros nas
características críticas para a qualidade. As especificações do produto e do processo precisam
ser conhecidas antes que um equipamento seja validado, já que tais informações deverão fazer
parte do protocolo de validação. Somente então um equipamento poderá ser testado de forma
a garantir que ele é capaz de operar consistentemente dentro destas especificações.
Para Weese (1998), aplicar técnicas apropriadas estatísticas e de gestão em cada uma
das etapas de validação pode contribuir na obtenção de resultados mais confiáveis. Ainda,
segundo o autor, as tarefas mais críticas na preparação de uma validação de processo são: a
definição de quais processos validar, identificar os principais parâmetros que influenciam no
processo e garantir que a medida das saídas do processo possui repetibilidade e
reprodutibilidade.
Hojo (2004) cita uma série de ferramentas analíticas e estatísticas que podem ser
utilizadas durante a validação de processos, entre elas:
Design of Experiments (Planejamento de Experimentos ou DOE);
Measurement Systems Analysis (Análise do Sistema de Medição ou MSA);
Failure Modes and Effects Analysis (Análise do Modo e Efeito de Falha ou
FMEA).
Análise de Capabilidade.

25
2.3.1 DOE (Design of Experiments - Planejamento de Experimentos)
Caracterizar um processo significa definir a relação entre os parâmetros do processo
(variáveis de entrada) e as saídas mensuráveis do processo (variáveis de saída). De acordo
com Weese (1998), a abordagem mais eficiente para se caracterizar um processo e identificar
quais parâmetros que o influenciam é através da aplicação do planejamento de experimentos
(Design of Experiments – DOE). Um DOE fornece informações sobre o efeito de cada
parâmetro do processo ou das interações entre os parâmetros nos resultados obtidos no
processo.
Para Montgomery (2003), as técnicas de planejamento e análise de experimentos são
utilizadas para melhorar as características de qualidade dos produtos e processos de produção.
Com o objetivo de aumentar a qualidade, a produtividade o desempenho do produto e os
custos das operações, as empresas realizam experimentos a fim de encontrar os parâmetros
ótimos que regulam seus processos de fabricação.
Um experimento planejado é um teste, ou série de testes, no qual são feitas mudanças
propositais nas variáveis de entrada de um processo, de modo a podermos observar e
identificar mudanças correspondentes na resposta. O processo pode ser visualizado como uma
combinação de máquinas, métodos e pessoas, que transforma um material de entrada em um
produto.
Para Hojo (2004), DOE é um termo geral que engloba análise de variância
(ANOVA), estudos de superfície de resposta e experimentos fatoriais. Em geral, o DOE
propõe descobrir o efeito de um parâmetro controlado de um processo em uma das suas
saídas, podendo dizer, assim, que um experimento planejado é um teste, ou série de testes, no
qual são feitas mudanças propositais nas variáveis de entrada de um processo, de modo que
possa ser observado e identificadas mudanças correspondentes na resposta.
Segundo Paiva (2008, p. 24), para realização de um experimento deve-se considerar
três estratégias que podem ser adotadas de forma individual ou combinadas. São elas:
a.Réplicas: consistem na repetição de um mesmo teste várias vezes, em unidades
experimentais diferentes, criando-se uma variação para a variável de resposta que
pode ser utilizada para se avaliar a significância estatística do incremento
experimental;
b. Aleatorização: ao se aleatorizar um experimento, aumenta-se sua validade, porque
aumenta a chance dos efeitos desconhecidos serem distribuídos através dos níveis e
fatores;
c. Blocagem: quando não for possível manter a homogeneidade das condições
experimentais, deve-se empregar a blocagem. Essa técnica permite avaliar se a falta de
homogeneidade interfere nos resultados. Um bloco consiste de uma parte do
experimento completo que se presume ser mais uniforme do que o todo.

26
Galdamez (2004) confirma a afirmação acima, dizendo que diversas técnicas podem
ser aplicadas em planejamento de experimentos, a seguir (Quadro 2):
Ferramenta Característica
Planejamento Fatorial Utilizada quando todas as combinações dos níveis dos fatores de controle
são realizadas.
Planejamento Fatorial 2k Técnica com dois níveis e 2 é o número de combinações de k fatores.
Planejamento Fatorial fracionado
2k-p
Utilizado quando há vários fatores de controle e não é viável
economicamente para as empresas realizar todas as combinações dos
experimentos.
Metodologia de superfície de
resposta
Response surface methodology (MSR) é um conjunto de técnicas de
planejamento e análise de experimentos, usadas na modelagem
matemática de respostas. Ou seja, procura-se identificar o relacionamento
que existe entre os parâmetros, representados por variáveis quantitativas,
como tempo, velocidade, pressão, temperatura, etc., e as respostas do
sistema analisado.
Planejamento Fatorial com pontos
centrais
Esse método consiste em adicionar um ponto de experimentação no nível
intermediário aos níveis investigados para os k fatores de controle.
Análise de Variância Análise de Analysis of variance (ANOVA), é uma ferramenta que permite
estudar se há diferenças significativas entre as respostas experimentais.
Gráficos Os gráficos de efeitos principais ilustram a variação média das respostas
em função da mudança no nível de um fator, mantendo os outros fatores
constantes.
Os gráficos de efeitos de interação descrevem a variação média de um
fator em função dos níveis de outros fatores.
O gráfico de probabilidade normal é utilizado nas situações em que não é
possível repetir um experimento e é importante obter uma estimativa
independente do erro experimental para julgar a importância dos efeitos
principais e de interação.
Quadro 2 Descrição das Técnicas de Planejamento e Análise de Experimentos
Fonte: GALDAMEZ, 2004 (Adaptado).
Segundo Nocera (2007), um DOE pode ser aplicado em três tipos de problemas:
exploração, otimização e teste de robustez. Para o autor, o primeiro é utilizado a fim de se
descobrir os fatores que mais influenciam as saídas e que amplitude de operação deve ser
investigada. O segundo é utilizado para definir quais as combinações de importantes fatores
resultarão em condições ótimas de operação. Já o último tem como objetivo determinar o
quão sensível é determinado produto a uma pequena variação no fator de entrada.

27
Nocera (2007) afirma que em um DOE são realizadas várias corridas, variando os
parâmetros de entrada, para que seja possível analisar qual o efeito da combinação de vários
fatores na saída do processo ou produto. Para o autor, através de análise de regressão é
possível estimar o que acontecerá com a saída ao variar as entradas. A análise também pode
ser feita através do desenvolvimento de uma equação gerada pelo estudo, como, por exemplo:
γ= β1X1 + β2X2 + … + βkXk + ε, onde:
γ : superfície de resposta;
βk : o efeito do k-ésimo fator;
Xk : k-ésimo fator.
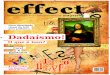
De acordo com Nocera (2007), existem muitos modelos para se realizar um DOE,
sendo que um desses é conhecido como planejamento fatorial completo de 2 (dois) níveis.
Segundo o autor, planejamentos deste tipo são utilizados quando se tem de 2 a 4 fatores.
Neste tipo de planejamento, todas as variáveis são testadas em dois níveis (alto e baixo),
sendo possíveis todas as combinações, conforme a Figura 3.
Figura 2 Planejamento Fatorial Completo de 2 níveis
Fonte: MONTGOMERY, 2003 (Adaptado).
Dessa forma e de acordo com os requisitos de uma validação de processos, fica evidente a
importância de se conhecer o processo a ser validado. Conforme Weese (1998, p. 16),
Planejamento de Experimentos, (...), Análises de Variância, (...), estão sendo utilizados por um
número crescente de fabricantes de produtos médicos para aumentar a qualidade, reduzir custos
e aumentar a confiança nos resultados. Quando você aplica estas técnicas nos seus processos,
também pode obter validações de processo confiáveis.

28
Coleman & Montgomery (1993) propõem as seguintes etapas para o
desenvolvimento de um Planejamento de Experimentos na Indústria:
Caracterização do problema e definição dos objetivos do experimento;
Escolha dos fatores de influência que devam variar, os seus intervalos sobre os
quais esses fatores vão variar e os níveis específicos nos quais cada corrida será
feita;
Seleção das variáveis resposta devendo se certificar de que essas variáveis
realmente vão fornecer informações úteis sobre o processo em estudo;
Determinação de um modelo de planejamento de experimento, sendo que
escolha desse modelo leva em consideração o tamanho da amostra (número de
replicações), seleção de uma ordem adequada de rodadas para as tentativas
experimentais, lembrando também se a formação de blocos ou outras restrições
no que se refere a aleatorização estão envolvidas, A determinação do modelo é
dependente das condições de operação do processo, custos, disponibilidades, etc;
Condução do experimento, sendo extremamente importante monitorar o
processo para que não haja erros e que tudo ocorra de acordo com o planejado.
Observações e críticas, do início ao fim do experimento, são vitais para que os
objetivos sejam alcançados;
Análise dos dados por meio de ferramentas analíticas e estatísticas (descritivas
e inferenciais) que poderão ser aplicadas utilizando-se pacotes estatísticos
disponíveis no mercado;
Conclusões e recomendações baseando-se nos resultados dos itens anteriores.
2.3.2 MSA (Measurement System Analysis - Análise do Sistema de Medição)
Para Nocera (2007), é imprescindível antes de começar a validação de um processo,
que todo o sistema de medição (métodos, pessoas e instrumentos) tenha sido qualificado a
partir de um estudo criterioso de MSA. Todas as características críticas do produto a ser
produzido pelo processo em questão devem ser inspecionáveis e deve haver um estudo de
MSA para cada característica.
Segundo o Manual de Referência do Automotive Industry Action Group – AIAG
(2002), dados medidos são usados mais freqüentemente e de maneiras cada vez mais

29
diferentes do que já foram antes. Em muitos casos, uma decisão sobre um processo é tomada
baseada em dados que foram medidos. O benefício de se tomar uma decisão baseada em
dados é determinado, em grande parte, pela qualidade dos dados. Assim, para assegurar que o
benefício obtido de dados que foram medidos é grande o suficiente para garantir o custo de
obtê-los, a devida atenção deve ser dada à qualidade dos dados.
Para o AIAG (2002), assim como qualquer processo, um sistema de medição é
afetado por fontes de variação aleatórias e sistemáticas e essas, por sua vez, são devidas às
causas comuns e especiais, respectivamente. Para controlar a variação de um sistema de
medição, deve-se: 1) Identificar as causas potenciais de variação; 2) Eliminar, quando
possível, ou monitorar estas fontes.
Segundo Balestrassi (2002), se o erro de medição for independente do valor
verdadeiro da grandeza, pela lei de soma de variâncias, pode-se escrever:
σ²total = σ²processo + σ²medição, onde:
σ²total: variância total observada ao se realizarem medidas da característica em
questão;
σ²processo: variância dos valores verdadeiros da característica;
σ²medição: variância inerente da medição (erro de medição).
O erro inerente à medição, por sua vez, decompõe-se em duas parcelas, da seguinte
maneira (BALESTRASSI, 2002):
σ²medição = σ²repe + σ²repro
Para entender o significado das variâncias σ²repe e σ²repro, é necessário conhecer os
conceitos de repetitividade e reprodutibilidade (BALESTRASSI, 2002). A repetibilidade é o
nível de concordância entre resultados de medições sucessivas de uma mesma peça sob as
mesmas condições de medição. Reprodutibilidade é o grau de concordância entre os
resultados das medições de uma mesma peça efetuadas sob condições variadas de medição,
variando, por exemplo (mais comum), o operador.
Outros conceitos importantes de se entender ao se realizar um MSA são, segundo
Nocera (2007): vício, precisão e exatidão. Segundo Balestrassi (2007), o vício ou erro

30
sistemático de um instrumento de medição estima a diferença existente entre o valor real da
característica medida e a média da distribuição dos resultados fornecidos pelo aparelho. Já a
precisão de um instrumento de medição quantifica a proximidade entre medidas individuais
da característica de interesse geradas pelo aparelho. Por fim, a exatidão de um instrumento de
medição quantifica a proximidade existente entre o valor real da característica medida e os
resultados fornecidos pelo aparelho, estando intimamente relacionada ao vício ou tendência
do instrumento de medição. As Figuras 4, 5 e 6, adaptadas de Nocera (2007), ilustram estes
conceitos.
Figura 3 Vício de um sistema de medição
Fonte: NOCERA, 2007 (Adaptado).
Figura 4 Precisão de um sistema de medição
Fonte: NOCERA, 2007 (Adaptado).

31
Figura 5 Exatidão de um sistema de medição
Fonte: NOCERA, 2007 (Adaptado).
Para sistemas de medição nos quais a característica medida é do tipo atributo, o AIAG
(2002) cita que um método que pode ser utilizado na análise é o método da análise por Teste
de Hipótese através de Tabelas Cruzadas. O objetivo das tabelas cruzadas é determinar o grau
de concordância entre os operadores e também a capacidade do sistema de diferenciar peças
boas de peças ruins. Uma tabela cruzada entre dois operadores, A e B, por exemplo, tem a
seguinte forma (Tabela 1):
Tabela 1 - Exemplo de Tabela Cruzada
Fonte: AIAG, 2002 (Adaptado).
A partir das tabelas cruzadas, segundo o AIAG (2002), é calculado um índice
nomeado de kappa. Este índice mede a concordância entre as avaliações de dois operadores
quando estes estão medindo os mesmos objetos. O valor do Kappa é dado por:

32
Kappa = (po – pe)/(1- pe), onde:
po: soma das proporções observadas nas células diagonais.
pe: soma das proporções esperadas nas células diagonais.
De acordo com o AIAG (2002), a tabela cruzada também deve ser construída para
avaliar a concordância de cada avaliador com o valor de referência de cada peça e o valor do
kappa calculado. A partir daí pode-se então calcular a eficiência do sistema de medição, que é
o número de decisões corretas dividido pelo total de oportunidades de decisão. Por fim pode-
se julgar o tamanho da estatística kappa utilizando o erro padrão para construir uma estatística
t. Dessa maneira, os valores encontrados são comparados com valores pré-estabelecidos e o
sistema de medição pode ser classificado em aceitável, marginal e inaceitável.
2.3.3 FMEA (Failure Mode and Effect Analysis - Análise do Modo e Efeito de Falha)
Segundo Vincent e Honeck (2004), FMEA é um método sistemático utilizado para
identificar e prevenir falhas em produtos e processos antes delas ocorrerem. O foco do FMEA
é prevenir defeitos, melhorar a segurança e aumentar o grau de satisfação dos clientes. Para os
autores, em geral a elaboração de um FMEA passa pelas seguintes etapas:
a. Escolha da equipe.
b. Revisão do processo.
c. Brainstorming.
d. Construção da planilha de FMEA.
e. Priorizar as etapas, definir critérios para classificar os itens severidade,
ocorrência e detecção.
f. Investigar e avaliar as informações disponíveis.
g. Desenvolver ações corretivas e designar pessoas para cada uma delas.
h. Finalizar e documentar as ações corretivas.
Uma planilha de FMEA geralmente tem os seguintes Itens (VINCENT e HONECK,
2004):
Etapa do Processo;

33
Modo de Falha Potencial: A maneira como a etapa do processo pode vir a
falhar;
Efeito de Falha Potencial: O efeito que a falha na etapa do processo causa;
Causa Potencial: A causa que pode gerar a falha;
Controles Atuais: os controles que são mantidos atualmente para detectar a
falha.
A partir da definição destes itens para cada etapa do processo é definido um valor de
severidade, para o efeito da falha, de ocorrência, para a causa da falha e de detecção, para o
controle atual. A escala para classificar estes três itens deve ser definida anteriormente pela
equipe. De acordo com Vincent e Honeck (2004), geralmente as equipes adotam uma escala
que vai de 0 a 10 conforme o Quadro 3 :
Escala Severidade Ocorrência Detecção
10 Perigosamente alta Muito alta: Falha quase inevitável. Absolutamente Incerta
1 Nenhuma Remota: Falha é improvável Quase certa
Quadro 3 Escala de FMEA
Fonte: VINCENT e HONECK, 2004 (Adaptado).
A partir da classificação de cada modo de falha para as três características, é
calculado, segundo Vincent e Honeck (2004), o NPR (Número de Priorização de Risco).
Geralmente o NPR é calculado multiplicando-se os valores de severidade, ocorrência e
detecção. A equipe compara o NPR de cada modo de falha com um valor pré-estabelecido e,
caso o NPR seja maior que este valor, ações devem ser tomadas para mitigar o risco. Estas
ações, segundo os autores, podem ter como objetivo diminuir a severidade o grau de
ocorrência ou aumentar a probabilidade de detecção da falha. Assim, a ação deve garantir que
o NPR seja reduzido até um valor menor do que o valor pré-definido pela equipe.
2.3.4 Análise de Capabilidade
Segundo Montgomery (2003), a fim de controlar a qualidade de um processo, é
necessário obter informações sobre a sua capacidade quando este operar sob controle
estatístico. O autor cita o gráfico de tolerância e o histograma como ferramentas úteis para

34
estimar a capacidade. Porém, uma outra maneira de expressar a capacidade (capabilidade) do
processo é através de um índice, Cp , como a seguir:
Cp = (LSE – LIE)/ 6*σ , onde:
LSE: Limite Superior de Especificação;
LIE: Limite Inferior de Especificação;
σ: Desvio padrão do processo.
Dessa forma, enquanto o numerador é a largura das especificações, o denominador é
chamado de largura do processo (MONTGOMERY, 2003). Geralmente, um índice de
capabilidade maior que 1 garante que muito poucas peças defeituosas ou não-conformes serão
produzidas. Um índice igual a 1 significa mais unidades defeituosas serão produzidas e um
índice menor que 1 refere-se a um processo onde muitas unidades não-conformes serão
produzidas.
De acordo com Montgomery (2003), a definição da capacidade considera que o
processo esteja centralizado na dimensão nominal. Caso o processo esteja fora do centro, sua
capacidade real será menor do que a indicada pelo Cp. Assim, usualmente, pensa-se na Cp
como a capacidade potencial do processo, caso ele esteja centralizado. A capacidade real do
processo é geralmente definida como Cpk:
Cpk=Mínimo [(LSE-μ/3* σ), (μ-LIE/3* σ)], onde:
μ: Média do processo.
Assim, caso o processo esteja centralizado, o Cp será igual ao Cpk, caso contrário o Cp
será maior que o Cpk.
Conforme demonstrado durante toda a revisão bibliográfica, por meio da validação
de processos, pode-se obter um conhecimento aprofundado de cada processo. Apesar de
muitos fabricantes de dispositivos médicos verem a validação como um fardo a ser carregado
pelo setor, os requisitos exigidos pelos órgãos reguladores a respeito da validação de processo,
quando auxiliados por ferramentas estatísticas e analíticas adequadas, podem ser tomados
como uma oportunidade para aumentar o conhecimento dos processos, garantir que o

35
processo esteja sendo operado em condições ótimas, aumentando assim a qualidade e
conseqüentemente, reduzindo custos (DIXON, 2006).

36
3. DESENVOLVIMENTO
3.1 DESCRIÇÃO DO PROTOCOLO DE PESQUISA
A pesquisa foi realizada com base no método, Estudo de Caso. Embora o autor já
estivesse familiarizado com a metodologia de Validação de Processos utilizada na empresa
em estudo, foi necessário a realização de uma coleta de dados sobre esse método, a partir do
procedimento padrão de validação de processos, o guia de validação de processos utilizado
como treinamento em todas as plantas da empresa em questão, denominado toolkit, demais
procedimentos padrão de apoio à realização da validação de processos relacionados a técnicas
estatísticas, a saber:
Procedimento de realização de MSA;
Procedimento de realização de FMEA;
Procedimento de realização de Estudo de Engenharia (DOE);
Procedimento de técnicas estatísticas de amostragem.
Além disso, o fluxograma de validação divulgado no toolkit também foi estudado.
De forma a trazer os procedimentos e as técnicas estatísticas e analíticas à realidade
do que é atualmente realizado na empresa, foram selecionados alguns pacotes de validação
para estudo. Por pacote de validação deve-se entender o conjunto de protocolo e relatórios
produzidos durante a validação de um processo, englobando todas as suas etapas, além de
todos os dados obtidos durante o estudo. Foram selecionados três pacotes de validação,
sugeridos pelo líder de validação da planta, cargo este responsável por coordenar e gerenciar o
andamento de todas as validações que ocorrem na planta. Os três pacotes foram sugeridos
pelo fato de serem de validações relativamente recentes, de processos de moldagem de
componentes e nas quais foram realizadas as três etapas da validação (IQ, OQ e PQ). Além
disso, foi informado também que as três validações sugeridas tinham sido realizadas por
pessoas com certa experiência na realização da metodologia, de forma que o protocolo estaria
bem escrito e a validação teria sido realizada de maneira eficaz.
Definidos os pacotes de validação, partiu-se ao estudo dos mesmos. Além dos
pacotes, foram estudados também os protocolos e relatórios dos MSA e Estudos de
Engenharia (DOE), relacionados às validações em questão. Embora relacionados, estes

37
pacotes costumam ser arquivados separados da validação, uma vez que podem ser utilizados
por mais de uma validação.
A partir deste estudo, pôde-se definir qual o pacote de validação seria estudado. O
pacote selecionado foi aquele considerado mais completo, onde o Estudo de Engenharia foi
melhor desenhado e cujo o próprio estudo pudesse ser considerado mais rico.
Definida a validação foco do estudo, foi feita uma coleta e análise de dados
minuciosa nos arquivos da mesma. Algumas análises de dados foram estudadas em
comparação com seus dados, de forma a garantir que os resultados descritos nos relatórios de
validação eram condizentes com os dados obtidos durante o estudo. A partir desta última
análise, por fim, pôde-se desenvolver o presente trabalho.
3.2 DESCRIÇÃO DA UNIDADE DE ANÁLISE
As unidades de análise do estudo foram os pacotes de validação do processo de
moldagem de um componente de um dos produtos produzidos pela Becton Dickinson, na
cidade de Juiz de Fora; os protocolos e relatórios de realização dos MSA e o Estudo de
Engenharia, relacionados à validação do processo em questão. Os pacotes de validação
incluem os protocolos e relatórios das etapas da validação (IQ, OQ e PQ), os dados obtidos
durante o estudo e o FMEA de processo relacionado. Os protocolos descrevem como um
MSA ou Estudo de Engenharia deveriam ser realizados e os relatórios descrevem a forma
como foram realizados na prática.
As unidades de análise referem-se a uma validação realizada no período de maio a
agosto de 2009.

38
4. RESULTADOS
4.1 RESULTADOS ALCANÇADOS
4.1.1 Uma Visão Geral da Metodologia de Validação de Processos da Becton Dickinson
A realização de uma validação de processos na empresa estudada segue uma
metodologia própria, que é conhecida como o ―Ciclo de Vida‖ da Validação. Esse ciclo de
vida, apresentado nos toolkits de validação e utilizado como base para a elaboração dos
procedimentos que guiam a validação em cada planta, pode ser visualizado na Figura 6.
.
Figura 6 Ciclo de Vida de Validação
Fonte: Autor.
Dentre as etapas apresentadas neste fluxograma, este estudo não abordará apenas as
duas primeiras (Controle de Mudança e Controle de Projeto), pelo fato de estas etapas serem
fases burocráticas, durante as quais não é realizado nenhum estudo do processo em si. A etapa
de controle de mudanças é realizada a partir de qualquer mudança que possa impactar os
processos. Durante esta etapa, é preenchido um formulário pelo autor da mudança, relatando a
mudança e seus impactos. Após este preenchimento, é realizada uma reunião com os
envolvidos na mudança, a pessoa responsável pelos controles de mudança da planta, além do

39
líder de validação. Nessa reunião será definida a necessidade de realização ou não de uma
validação.
A etapa de controle de projeto está relacionada ao desenvolvimento de novos
produtos, porém, a validação estudada se refere a produtos já existentes, portanto, a etapa
também não será abordada.
As demais etapas serão apresentadas nos tópicos seguintes, a partir da descrição da
maneira como foram executadas na validação foco deste estudo.
4.1.2 O Processo de Moldagem de Componentes Estudado
Antes de explicar os passos da validação realizada, faz-se necessária uma breve
explicação do funcionamento do processo que foi validado. Um fluxograma do processo pode
ser visualizado na Figura 7.
Figura 7 Fluxograma do Processo de Moldagem
Fonte: Autor.
O processo de injeção de plásticos é considerado um processo de transformação.
Alguns cuidados com a matéria-prima e o molde devem ser tomados antes de iniciar o
processo. O molde de injeção consiste de várias partes móveis e caminhos por onde o plástico

40
irá passar até chegar a uma cavidade no formato da peça desejada. Durante a manutenção,
montagem e instalação do molde, alguns cuidados devem ser tomados para não afetar de
alguma forma o processo de injeção. Cuidados como: correta montagem das partes móveis,
instalação dos pinos (de acordo com o calibre desejado), lubrificação das partes móveis,
medição e registro das características críticas para a qualidade, verificação de danos no molde
entre outros.
Após a instalação do molde, é realizado o ajuste do processo, onde o operador deve
ajustar a janela de operação da máquina, de acordo com seus procedimentos. Após este ajuste,
é feita a alimentação da máquina com a resina apropriada (Figura 8).
Figura 8 Etapa de Alimentação da Máquina
Fonte: Autor.
O processo de injeção inicia-se com o carregamento da resina no canhão de
plastificação. A resina termoplástica que está no funil irá entrar no canhão à medida que a
rosca iniciar o seu movimento. A rosca irá carregar o material para frente e irá se deslocar
para trás. Ao redor do sistema de alimentação da entrada da resina existe um sistema de
refrigeração (Figura 9).
Figura 9 Etapa de Carregamento da Resina
Fonte: Autor.

41
Na passagem da resina pelo canhão é realizada a etapa de derretimento ou
plastificação da resina plástica. Esta plastificação acontece quando é gerado calor na resina.
Três são as fontes de calor na resina plástica: o aquecimento das resistências ao redor do
cilindro, velocidade de rotação da rosca e contra-pressão ou força aplicada na rosca para
evitar o movimento de recuo da mesma (Figura 10). Quando bem dimensionados estes
parâmetros, o processo torna-se mais rápido e eficaz.
Figura 10 Etapa de Derretimento
Fonte: Autor.
Agora a resina plástica fundida encontra-se na frente da rosca. Com movimento
rápido, no seu sentido axial, a rosca move-se para frente injetando certa quantidade de
plástico para dentro do molde. Este processo só é possível porque na frente da rosca de
injeção existe uma válvula que comanda a passagem do plástico dependendo do movimento
desta rosca. A resina irá passar pelo bico de injeção da máquina injetora, pelos canais do
molde (podem ser canais quentes ou frios, isto depende do tipo de resina), passar pelo ponto
de injeção e finalmente alcançar a cavidade onde é formada a peça (Figura 11).
Figura 11 Etapa de Injeção
Fonte: Autor.
Após a injeção, com uma pressão controlada, começa a fase de recalque, cuja função
é manter as características dimensionais do produto e desta forma minimizar o impacto da
contração da peça. Inicia-se também nesta fase o processo de resfriamento da peça. O molde

42
de injeção é refrigerado (no caso estudado com água) para acelerar o ―congelamento‖ da peça
(Figura 12).
Figura 12 Etapa de Resfriamento/Recalque
Fonte: Autor.
Com a peça completamente ―congelada‖ é realizado o processo de extração. O molde
irá abrir e com o auxílio de pinos as peças serão extraídas da cavidade (Figura 13). Por fim, as
peças irão cair em bandejas apropriadas.
Figura 13 Etapa de Abertura do Molde/Extração
Fonte: Autor.
4.1.3 Planejamento da Validação
Conforme o toolkit de Validação de Processos da BD, na etapa de Planejamento da
Validação serão definidos a estratégia e o cronograma da validação. As principais entradas
que auxiliarão nesta etapa serão o Desenvolvimento de Processo e os Requisitos do Produto.
A partir da definição da estratégia, será elaborado o protocolo de validação. Este
protocolo pode ter duas formas: O ―Tudo-em-um‖ e os protocolos múltiplos. O ―Tudo-em-
um‖ engloba todas as etapas de validação que serão realizadas (IQ, OQ e PQ). Para elaborar
este protocolo, o desenvolvimento de processo (e seu respectivo DOE) deve ter sido realizado
previamente. Já no caso de múltiplos protocolos, é escrito um protocolo para cada etapa da
validação. Neste caso, o desenvolvimento de processos deve ser realizado antes da criação do

43
protocolo de OQ. No caso do processo estudado, optou-se pela utilização de protocolos
múltiplos, de forma que o IQ pudesse ser realizado em paralelo ao desenvolvimento de
processo, reduzindo assim o tempo de realização da validação.
A definição da estratégia de validação é uma das partes mais importantes no
planejamento de validação. A partir de dados como especificações de produto, fluxograma do
processo, análise de risco preliminar, MSA, critérios de aceitação, estudos de engenharia,
critérios de inspeções e testes, etc., deve-se responder as seguintes perguntas:
Por que o processo precisa ser validado?
Por que as características críticas para a qualidade são relevantes ao escopo
da validação?
Qual a relação entre os riscos-chave do processo e os controles a eles
associados?
Qual a ciência ou tecnologia por trás do produto e/ou processo?
Como a funcionalidade do equipamento será verificada durante a etapa de
Qualificação da Instalação?
Como a janela de processo foi determinada e qual a relação entre as variáveis
chaves de entrada e as características críticas para a qualidade?
Qual a relação entre a criticidade das características críticas para a qualidade,
a amostragem e os critérios de aceitação?
Qual o pensamento por trás do número e tamanho das corridas?
Como para esta validação foram escritos múltiplos protocolos, a estratégia da
validação não será definida neste ponto do trabalho, mas sim nos tópicos relativos a cada
etapa da validação, onde será explicado o que estava definido no protocolo, bem como aquilo
que foi feito e seus devidos resultados.
4.1.4 IQ
Segundo o procedimento de validação da empresa, a fase de IQ deve estabelecer,
através de evidências objetivas, que todos os aspectos chaves do processo, do equipamento e
sistemas auxiliares estão atendendo as especificações e recomendações do fornecedor. Deve-

44
se, ainda, evidenciar a correta instalação dos equipamentos de produção, medição e suporte.
Além disso, o toolkit de validação diz que o IQ deve responder às seguintes perguntas:
1. O equipamento está instalado de acordo com as exigências do fabricante e da
planta?
2. O equipamento funciona como planejado, incluindo operações seguras?
3. Existem sistemas de suporte no local para manter o estado validado?
Para responder a cada uma das questões acima, devem ser realizadas as seguintes
verificações, quando apropriadas, do Quadro 4:
Questão 1 Questão 2 Questão 3
-Utilidadades : Qualquer serviço
fornecido com o equipamento
(Eletricidade, ar—comprimido,
água, vácuo, etc.)
-Ambiente: Condições específicas
do local (Qualidade do ar,
umidade)
-Ajuste do equipamento: Operação
correta
-Segurança: Operação segura
(Portas de Segurança, aterramento,
etc.)
-Requerimentos de operação do
equipamento, amplitude pretendida
de uso (velocidade, alimentação)
-Atividades de manutenção
preventiva (MP) programadas no
sistema
-Instrumentos de medição
calibrados e programados no
sistema
-Operadores treinados nas
atividades de calibração, MP, etc
-Lista de peças de reposição
definidas e incluídas no sistema
-Localização dos desenhos dos
equipamentos definida
Quadro 4 Verificações necessárias da fase de IQ
Fonte: Autor
Assim, seguindo o toolkit e o procedimento de validação, no protocolo de IQ da
validação estudada foi definida a estratégia de qualificação. Esta estratégia foi devidamente
dividida em sete passos: Instalação, Manutenção, Calibração, Segurança, Documentação,
Funcionamento do Equipamento e Treinamento.
Para verificar o passo de Instalação, o Engenheiro responsável pela manutenção do
processo deveria verificar se a máquina estava corretamente instalada, e se as utilidades
necessárias para o bom funcionamento da mesma se encontravam nos valores adequados. As
utilidades e os valores definidos podem ser visualizados na Tabela 2.

45
Tabela 2 – Verificação de Utilidades da Etapa de IQ
Utilidade Unidade Necessidade Tolerância
Ar-comprimido Bar 6 +/- 2
Tubulação ar comprimido Polegadas Min ¾‖ Max 1‖
Tensão Volts 440 +/- 10%
# Fases N/A 3 N/A
Frequência nominal Hz 60 +/- 2
Temperatura da água no molde °C 13 +/- 3
Pressão da água Bar 5 +/- 3
Fonte: Autor
Para fazer a verificação da Manutenção deveria ser feita uma verificação para
conferir se as atividades de manutenção preventiva para o equipamento estavam incorporadas
no sistema de gerenciamento das manutenções. Além disso, a equipe responsável pela
manutenção do equipamento deveria criar uma lista de peças de reposição, verificando
também a quantidade existente de cada uma dessas peças.
Na etapa de Calibração, deveria ser confirmada a calibração e existência de um
plano de calibração para todos os equipamentos utilizados para monitorar o processo e os
produtos. Além disso, para todos estes equipamentos, deveria ser averiguada sua presença no
sistema de controle de calibração. Para o processo estudado, os equipamentos que deveriam
ser verificados eram:
Dois microscópios;
Um Projetor de Perfil;
Um Sistema de medidas por vídeo (chamado de Tridimensional);
Duas balanças.
Para a verificação de Segurança, o protocolo demandava a realização de uma
inspeção de segurança para o equipamento, de forma a se evitar acidentes e danos aos
associados. Essa avaliação deveria realizada através de um formulário apropriado, a partir do
qual o engenheiro ou técnico de segurança verifica se a máquina possui condições seguras de
operação e funcionamento.
Na parte de Documentação, deveria ser realizada uma verificação de toda a
documentação que afeta de alguma forma o processo de injeção de plástico do componente
considerado. Os documentos que deveriam ser verificados eram:

46
Especificações de matérias-primas;
Especificações e desenhos do produto;
Desenhos do equipamento e suas peças;
Manual do fabricante;
Procedimento de Calibração;
Procedimento de Manutenção;
Procedimento de Recebimento de Materiais;
Procedimentos de Treinamento dos associados envolvidos com o processo
(Operação, Calibração e Manutenção).
Para verificar o Funcionamento do Equipamento, seriam realizados dois testes. No
primeiro, uma corrida de aceitação seria realizada a vazio (sem produtos), durante duas horas,
para simular o funcionamento do equipamento durante a produção. Os seguintes pontos
deveriam ser observados durante esta corrida: vazamentos, barulhos não esperados, desgastes
excessivos de peças, funcionamento adequado das partes móveis, avarias, funcionamento
adequado das principais funções da máquina e verificação do sistema de lubrificação do
equipamento. Já no segundo, o equipamento seria avaliado quanto a paradas de emergência e
queda e recuperação de energia, para confirmar que após estas ocorrências o equipamento
continua se comportando da mesma maneira, conforme indicado no manual do fabricante.
Por fim, na etapa de treinamento foi exigido que todos os envolvidos no processo de
moldagem (operadores, inspetores de qualidade e time de manutenção) estivessem treinados
nos respectivos procedimentos. Uma cópia do certificado de seus treinamentos deveria ser
anexada ao relatório de IQ.
Com o protocolo aprovado, o IQ foi realizado e os resultados obtidos podem ser
verificados no Quadro 5.
Etapa Sub-etapa Resultado Passa/Falha
Instalação Verificação da Instalação
Instalação correta do
equipamento
Passa
Utilidades Utilidades dentro dos limites
tolerados
Passa

47
Manutenção Atividades de MP Existentes e Incorporadas ao
sistema de MP
Passa
Lista de peças de reposição Criada. Número de peças
disponíveis verificado
Passa
Calibração Sistema de Calibração Planos de Calibração
incorporados aos sistema
Passa
Calibração dos equipamentos Equipamentos Calibrados Passa
Segurança Verificação de Segurança Verificação realizada/
Formulário preenchido.
Passa
Documentação Verificação da Documentação Documentos existentes Passa
Funcionamento do
Equipamento
Corrida de verificação Equipamento operando sem
vazamentos, barulhos não
esperados, desgastes excessivos
de peças e avarias.
Funcionamento adequado das
partes móveis, funcionamento
adequado das principais funções
da máquina e sistema de
lubrificação do equipamento
funcionando conforme o
esperado
Passa
Parada de Emergência/ Queda
e Recuperação de Energia
Equipamento funcionando
normalmente após estas
ocorrências, conforme passado
pelo fabricante.
Passa
Treinamento Operações Treinamento realizado/existente
Inspeção de Qualidade Treinamento realizado/existente
Manutenção Treinamento realizado/existente
Quadro 5 Resultados da etapa de IQ
Fonte: Autor
Assim, de acordo com a estratégia do protocolo de IQ, a etapa de qualificação da
instalação foi concluída com sucesso, sendo possível então passar para a próxima etapa (OQ).
4.1.5 Desenvolvimento de Processo
Antes de iniciar a fase de Qualificação da Operação, é necessário que o processo
tenha sido bem desenvolvido, possua uma janela parâmetros de funcionamento definida, seus
sistemas de medição tenham sido avaliados e uma análise de risco preliminar seja realizada.

48
Isso porque durante as etapas de OQ e PQ esses parâmetros, os riscos e os sistemas de
medição serão desafiados.
Assim, durante a validação estudada, paralelamente à etapa de planejamento e de IQ,
foram realizados os testes necessários para o desenvolvimento do processo. Nos tópicos
abaixo serão demonstrados os testes que foram realizados, bem como os seus resultados.
4.1.5.1 MSA
A análise do sistema de medição foi realizada para todas as características críticas
para a qualidade (CTQ) que devem ser medidas após o processo pelos inspetores de
qualidade. Cada CTQ é classificado como Maior, Funcional A, Funcional B e Menor, de
acordo com a sua criticidade. A descrição de cada tipo pode ser vista no Quadro 6.
Tipo de defeito Descrição
Maior Características que tenham defeitos que trazem riscos ao paciente ou que devam possuir segurança
aos cuidados da saúde. Ou que tenham defeitos que comprometam a identificação ou esterilidade
do produto
Funcional A Uma característica que resulte de uma alta probabilidade (ex: 80%) de falha no produto, mas não
trazem perigo ao paciente ou que devam possuir segurança aos cuidados da saúde. É um defeito
que é quase certo que chame a atenção do consumidor e resulte em rejeição, improvisação ou
substituição. Que tenham um defeito que por si só causará rejeição ou descarte do produto durante
os processos de fabricação seguintes.
Funcional B Uma característica que tenha um defeito, além do MAIOR e FUNCIONAL A que pode impactar
na função do produto, especialmente em combinação com outros defeitos ou circunstâncias.
Menor Uma característica que tenha um defeito que não afete o uso do produto na sua proposta de uso. O
defeito pode não ser reparado rapidamente pelo cliente mas se identificado pode causar
insatisfação em relação a qualidade do produto.
Quadro 6 Tipos de defeitos e suas descrições
Fonte: Autor
A classificação da CTQ definirá o Nível de Qualidade Aceitável (NQA) do produto,
ou seja, a porcentagem máxima de produtos com determinado defeito para o processo
estudado. Por sua vez, o NQA é diretamente relacionado ao tamanho das amostras utilizadas
para que se possa avaliar o processo. Cada uma das CTQ avaliadas neste processo, seus
métodos de inspeção, o tipo de dado obtido, bem como sua classificação e seu respectivo
NQA estão definidas na Tabela 3.

49
Tabela 3 – CTQ avaliadas no processo
CTQ Método de
Inspeção
Classificação do
dado
Classificação do
defeito
NQA
Conicidade Calibre Atributo Funcional A 0,65%
Diâmetro Interno Calibre Atributo Funcional B 1,5%
Rebarba Interna Lupa Atributo Funcional A 0,65%
Rebarba Externa Lupa Atributo Funcional B 1,5%
Peça incompleta Visual Atributo Funcional B 1,5%
Cor fora do
especificado
Visual Atributo Maior 0,1%
Matéria estranha Visual Atributo Funcional A, B ou
menor
De acordo com a
classificação
Vazamento Visual Atributo Funcional A 0,65%
Fonte: Autor.
Apesar de parecer estranho que as CTQ Conicidade e Diâmetro Interno sejam do tipo
atributo, na verdade não é feita a medida da característica. Apenas é utilizado um calibre do
tipo ―passa/não passa‖, que define se as características estão dentro do especificado, porém
sem definir exatamente o valor. Para a validação estudada, foram realizados quatro estudos de
MSA, agrupando CTQs similares, da seguinte forma:
MSA 1: Inspeção Visual (Peça incompleta, Cor fora do especificado e
Matéria Estranha);
MSA 2: Análise de Rebarba dos Componentes Moldados (Rebarba Interna e
Externa);
MSA 3: Teste de Vazamento;
MSA 4: Diâmetro Interno e Conicidade.
Pelo fato de que o teste feito foi o mesmo para todas as características (já que todas
são do tipo atributo) e todos os testes foram aprovados, será apresentado o procedimento e os
resultados apenas de um teste, que será o número 4, diâmetro interno e conicidade.
Na empresa estudada, no caso de CTQ do tipo atributo cujo teste seja do tipo não-
destrutivo, o MSA consiste de uma análise de concordância de dados atributos (Attribute
Agreement Analysis) que é realizado pelo software Minitab®. Neste teste, certo número de
operadores (pelo menos 2), testam um certo número de peças, sendo que, parte dela é boa e a
outra, ruim. Cada operador testa cada peça pelo menos 2 vezes. Em seguida os dados são

50
analisados pelo programa que fornece, para cada operador, o intervalo de confiança da
concordância entre as diferentes medidas de cada operador (Within Appraisers) e o intervalo
de confiança da concordância do operador com o padrão correto de cada peça. Para que o
MSA seja aprovado, os limites inferiores dos intervalos de confiança dos dois indicadores
para todos os operadores devem atingir um valor mínimo definido de acordo com a criticidade
do CTQ avaliado, conforme a Tabela 4.
Tabela 4 – Critérios de Aceitação do MSA para cada tipo de CTQ
Classificação da CTQ Critério de Aceitação
Maior Limite inferior do Intervalo de Confiança = 99%
Funcional A Limite inferior do Intervalo de Confiança = 95%
Funcional B Limite inferior do Intervalo de Confiança = 95%
Menor Limite inferior do Intervalo de Confiança = 90%
Fonte: Autor.
Para o teste realizado, de acordo com a tabela e a classificação das CTQ, foi definido
que o critério de aceitação do MSA seria que todos os operadores atingissem um limite
inferior do IC de 95% para as duas concordâncias avaliadas e para ambas as características
(Conicidade e Diâmetro Interno). Foram selecionados 17 inspetores da qualidade para
participar do MSA. O número de amostras foi definido como o mínimo possível para que os
inspetores conseguissem atingir o critério de aceitação definido, ou seja 60 peças. Com menos
peças, o limite inferior do intervalo de confiança nunca atingiria o valor de 95%.
Foi definido que dessas 60 peças, 30 seriam boas e 30 ruins. As peças foram
numeradas para que houvesse um controle da concordância. Os operadores deveriam medir
cada peça duas vezes, retirando-as aleatoriamente para que fosse possível avaliar a
concordância do operador consigo mesmo (Within Appraisers). Aqueles operadores que não
conseguissem atingir o critério de aceitação deveriam ser treinados novamente no
procedimento de inspeção e, em seguida, realizarem novamente o MSA.
Todos os testes foram devidamente realizados e os resultados para o CTQ conicidade
podem ser encontrados na Figura 14.

51
Hilári
oEliva
nW
altenci
rClo
doald
oJo
rge
Em
ilso
nM
arc
osL
uz
Ald
oH
enri
que
José
Nels
on
Eduard
oPaulo
Am
aury
Agnald
oM
arc
osL
opes
Fabrí
cio
Bru
no
100
95
90
85
80
75
70
65
Appraiser
Pe
rce
nt
95,0% C I
Percent
Hilári
oEliva
nW
altenci
rClo
doald
oJo
rge
Em
ilso
nM
arc
osL
uz
Ald
oH
enri
que
José
Nels
on
Eduard
oPaulo
Am
aury
Agnald
oM
arc
osL
opes
Fabrí
cio
Bru
no
100
95
90
85
80
75
70
65
Appraiser
Pe
rce
nt
95,0% C I
Percent
Date of study: Agosto de 2009
Reported by: Rafaela Dias
Name of product: MSA CONICIDADE
Assessment Agreement
Within Appraisers Appraiser vs Standard
Figura 14 Resultado MSA Conicidade 1
Fonte: Autor
Conforme a figura, apenas 1 operador não atingiu o critério de aceitação. Conforme
definido anteriormente, este operador foi treinado novamente no procedimento de inspeção da
característica avaliada. A partir disso, realizou novamente o teste, cujo resultado está
demonstrado na Figura 15.

52
JorgeVeloso
100
99
98
97
96
95
Appraiser
Pe
rce
nt
95,0% C I
Percent
JorgeVeloso
100
99
98
97
96
95
Appraiser
Pe
rce
nt
95,0% C I
Percent
Date of study: Agosto de 2009
Reported by: Rafaela Dias
Name of product: MSA CONICIDADE
Assessment Agreement
Within Appraisers Appraiser vs Standard
Figura 15 Resultado MSA Conicidade 2
Fonte: Autor
De acordo com este resultado o MSA para esta característica foi aprovado.
Para a característica Diâmetro Interno, os resultados foram os seguintes (Figura 16):
Eliva
nW
altenci
rEm
ilso
nClo
doald
oJo
rge
Hilári
oM
arc
osL
uz
Am
aury
Ald
oFabrí
cio
Bru
no
Marc
osL
opes
José
Nels
on
Eduard
oAgnald
oH
enri
que
Paulo
Marq
ues
100
99
98
97
96
95
Appraiser
Pe
rce
nt
95,0% C I
Percent
Eliva
nW
altenci
rEm
ilso
nClo
doald
oJo
rge
Hilári
oM
arc
osL
uz
Am
aury
Ald
oFabrí
cio
Bru
no
Marc
osL
opes
José
Nels
on
Eduard
oAgnald
oH
enri
que
Paulo
Marq
ues
100
99
98
97
96
95
Appraiser
Pe
rce
nt
95,0% C I
Percent
Date of study: Agosto de 2009
Reported by: Rafaela Dias
Name of product: MSA DIAMETRO INTERNO - CANHÃO SCALP
Misc:
Assessment Agreement
Within Appraisers Appraiser vs Standard
Figura 16 Resultado MSA Diâmetro Interno
Fonte: Autor

53
Pelos resultados acima, pode-se ver que o MSA para esta CTQ também foi aprovado.
Os MSA realizados para as demais características obtiveram resultados semelhantes,
por isso, pode-se dizer que todos os sistemas de medição do processo estudado foram
aprovados em suas análises.
4.1.5.2 Estudo de Engenharia (DOE)
Uma vez que todos os sistemas de medição foram aprovados, pôde-se então seguir
para a próxima fase do desenvolvimento de processo, que é o estudo de engenharia, que
deveria definir a janela de operação adequada para o processo, através da análise por um DOE.
Na empresa estudada, este tipo de estudo é separado em duas partes. A primeira, o
desenvolvimento de processo – benchmarking envolve um estudo que é feito sem rigor
estatístico, com o objetivo de definir os limites dos parâmetros que serão testados na segunda
etapa, que envolve um DOE exploratório e, se for o caso, um DOE de otimização.
Durante a etapa de benchmarking, em geral, são realizados testes nos quais um ou
mais parâmetros do processo são variados enquanto os demais permanecem constantes. Os
testes que deveriam ser realizados bem como as variáveis chave de entrada do processo
(KPIV ou Key Process Input Variables) são definidos no Quadro 7.
Teste Objetivo KPIVs relacionadas
Estabelecer o Ponto de
Transferência
Determina o ponto de transferência
da injeção para recalque
(normalmente, em torno de 25% do
preenchimento da peça). Este
ponto será determinado
considerando a posição da rosca
para garantir a quantidade de
material plástico durante o
preenchimento.
Ponto de transferência
Estudo da viscosidade da matéria-
prima
Determina a janela operacional
para a temperatura de fusão e
identifica a temperatura nominal de
operação.
Temperatura do Bico/
Temperatura do Manifold /
Velocidade de Injeção

54
Estudo da pressão de recalque Utilizando os parâmetros definidos
no estudo de viscosidade, o intuito
deste teste é definir a janela de
operação para a pressão de
recalque. Desta forma, diminui-se
a pressão de recalque e realiza o
teste até as peças ficarem
incompletas e aumenta-se a
pressão até as peças apresentarem
pequenas rebarbas (flash). A partir
destes resultados, é possível definir
uma janela de operação para a
pressão de recalque.
Pressão de recalque
Estudo para determinar o tempo de
recalque
Este teste identifica qual é o ponto
ideal de ―congelamento‖ do ponto
de injeção, ou seja, o ponto onde a
pressão de recalque não está mais
afetando a formação da cavidade.
Tal fato pode ser constatado
quando o peso das peças torna-se
constante. Assim, este teste
determina a mínimo tempo de
recalque que deverá ser utilizada
para otimizar o ciclo de produção.
Tempo de recalque
Estudo para otimizar o ciclo de
produção
O objetivo deste teste é determinar
o menor tempo de resfriamento
necessário para manter a
integridade e funcionalidade do
molde.
Tempo de resfriamento
Quadro 7 Testes da Etapa de Benchmarking
Fonte: Autor.
Todos os testes são empíricos e não é o objetivo desse estudo avaliá-los. Dessa forma,
será demonstrada a metodologia e funcionamento de dois dos testes realizados bem como seus
resultados.
O primeiro teste que será explicado é o Estudo para determinar a pressão de
recalque. Este estudo é conduzido da seguinte forma: utilizando o perfil de temperatura
definido no estudo de viscosidade, deve-se reduzir a pressão até que as peças comecem a
apresentar pequenas falhas. Em seguida, deve-se aumentar a pressão até que as peças

55
apresentem pequenas rebarbas e problemas de injeção. Amostras devem ser coletadas para
cada mudança de pressão e uma análise visual deve ser feita pelo operador. O resultado deste
teste está demonstrado na Tabela 5:
Tabela 5 – Resultado pressão de recalque
Pressão de recalque Análise Visual
180 Não OK
190 OK
200 OK
250 OK
300 OK
350 OK
400 OK
450 OK
500 OK
510 OK
520 OK
530 OK
540 OK
550 OK
560 Não OK
Fonte: Autor.
Como na pressão de 180 bar, o material não completava e, na pressão de 560 as
peças começaram a ficar aderidas ao molde, definiu-se os valores máximo e mínimo que
seriam utilizados no DOE exploratório como 180 bar e 560 bar, respectivamente.
O segundo teste cujo funcionamento será demonstrado aqui é o Estudo para
determinar o tempo de recalque, no qual o tempo de recalque é variado e para cada tempo
estabelecido, o peso de todas as peças desse ciclo de injeção é medido. Este peso serve para
que se possa definir se há peças incompletas. Os resultados do teste podem ser vistos na
Tabela 6 e na Figura 17.
Tabela 6 – Resultado Tempo de Recalque
Amostra Tempo de Recalque Peso (g)
1 0,0 20,1192
2 0,2 20,2004
3 0,4 20,3657

56
4 0,6 20,5015
5 0,8 20,6384
6 1,0 20,7136
7 1,2 20,7688
8 1,4 20,8149
Fonte: Autor.
GATE FREEZE
18,0000
18,5000
19,0000
19,5000
20,0000
20,5000
21,0000
21,5000
22,0000
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4
Tempo de Recalque
Peso
(g
)
Figura 17 Resultado Tempo de Recalque
Fonte: Autor
De acordo com o relatório de benchmarking, como a partir do tempo de 0,4 s o peso
do ciclo pouco se alterou, os valores mínimos e máximos para o KPIV a serem testados no
DOE exploratório foram 0,4 e 1,4 s, respectivamente.
Para os demais testes, seguiram-se procedimentos semelhantes e os valores mínimo e
máximo para todos os KPIVs podem ser visualizados abaixo (Tabela 7)
Tabela 7 – Valores obtidos empiricamente para as CTQ
Parâmetro Mínimo Máximo
Tempo de Recalque 0,4 1,4
Pressão de Recalque 190 550
Temperatura do bico 215 245
Velocidade de Injeção 60 130
Temperatura do Manifold 230 260
Tempo de resfriamento 4 8
Fonte: Autor.

57
Além desses valores, foi definido empiricamente e de acordo com o conhecimento do
time de validação sobre processos de moldagem que o parâmetro Ponto de Transferência de
injeção deveria permanecer constante em todo o processo com o valor de 15cm³.
Após a definição dos valores a serem testados no DOE exploratório, partiu-se para a
execução do mesmo. Todos os CTQ definidos na Tabela 3 deveriam ser testados quando à
variação dos parâmetros definidos, porém, as CTQ Conicidade e Diâmetro Interno, nesse
estudo, seriam avaliadas como variáveis, ou seja seus valores seriam medidos. Isso ocorreu
devido ao fato de que a empresa possui um sistema de medidas por vídeo (chamado de
Tridimensional), que é um equipamento muito preciso, que geralmente é utilizado em estudos
de DOE, que requerem uma análise mais precisa. O equipamento não é utilizado na produção
ou nos testes de validação pelo fato de que sua utilização é lenta, o que inviabilizaria o
processo de inspeção para o ritmo de produção executado.
Alguns pressupostos foram definidos antes da determinação dos testes. Ficou
definido que as respostas que deveriam ser analisadas pelo DOE em cada corrida seriam a
média e o desvio padrão para os dados contínuos e o limite superior do intervalo de confiança
do percentual de defeituosos para os dados do tipo atributo. Além disso, para o cálculo das
amostras para dados contínuos, deveriam ser utilizadas as seguintes fórmulas:
, onde:
Zc = Z(α/2): Z crítico é igual a 1.96 p/ α = 0,05 ;
S: Desvio padrão histórico de uma amostra. Será usado o maior desvio
padrão das medições das CTQ realizadas previamente.
Precisão: É a precisão que você quer detectar (será 10% do valor do limite
inferior de especificação do CTQ que possuir maior desvio padrão).
Já para os dados do tipo atributo, a fórmula deveria ser a seguinte:
, onde:
Zc = Z(α/2): Z crítico é igual a 1.96 p/ α = 0,05 ;
p: É uma estimativa da proporção que se deseja estimar;
2
22
Pr
*
ecisão
ZSn C
2
22
Pr
*1
ecisão
Zppn C

58
Precisão: É a precisão que você quer detectar (será 10% do LTPD - Lot
Tolerance Percent Defective do CTQ).
O experimento a ser realizado foi definido como um experimento exploratório
fatorial fracionado, com três pontos centrais, para identificar as KPIV estatisticamente
relevantes, os efeitos sobre as CTQ do processo e a interação existente entre elas. As
características do experimento foram:
6 fatores;
2 níveis;
Resolução III;
3 pontos centrais;
Sem réplica;
1 bloco;
11 corridas no total;
Não aleatório.
A ocorrência de o experimento ser não-aleatório foi definida pelo fato de que o
molde demora um tempo considerável para aquecer, assim o experimento deveria iniciar com
as temperaturas mais baixas, incrementando-as em seguida. A utilização de 3 pontos centrais
se deve à necessidade de se verificar a presença de curvatura, o que poderia influenciar na
escolha do tipo de experimento de otimização, se fosse o caso. Por fim, foi definido que, caso
a curvatura fosse significativa, deveria ser utilizado o modelo de superfície de resposta com
um planejamento composto central com dois níveis. Porém, caso o número de variáveis que
fossem consideradas estatisticamente significativas inviabilizassem o uso deste método,
devido ao número de corridas exigidas, deveria ser usado o experimento fatorial com
resolução III com dois níveis.
A partir das definições acima, obteve-se as seguintes corridas (Figura 18):

59
Figura 18 Corridas do DOE exploratório 1
Fonte: Autor
Após a definição das corridas, foram definidos os tamanhos das amostras a serem
coletadas no estudo. Utilizando as fórmulas definidas acima e a partir dos parâmetros abaixo
(Tabela 8), pôde-se chegar aos tamanhos.
Tabela 8 – Dados para o cálculo da amostra
Dados contínuos Dados variáveis
Maior desvio (S) 0,03168 P (pior caso) 0,0065 (NQA 0,65%)
Z (α/2) 1,96 Z(α/2) 1,96
Precisão 0,455 Precisão 0,00065 (10% de 0,065)
Fonte: Autor.
Dessa forma, o tamanho da amostra calculado para os dados variáveis foi de 3,84
peças, aproximadamente e para os dados atributos, 379,18, aproximadamente. Porém, como o
molde possui 72 cavidades e cada ciclo de injeção produz este número de peças, decidiu-se
por utilizar o próximo múltiplo de 72 do valor definido. Assim, para os dados variáveis
seriam coletados 72 peças e para os atributos, 432.
Com todos os parâmetros do experimento definidos, o mesmo foi realizado. Para a
coleta e análise dos dados, os CTQ Rebarba Interna e Externa foram coletados e analisados
em conjunto assim como os CTQ Matéria Estranha e Peça Incompleta, agrupados sob o nome
de defeitos Visuais. Assim, os dados obtidos nas 11 corridas estão descritos nas tabelas abaixo
(Tabela 9 e Tabela 10)
Tabela 9 – Dados Variáveis DOE exploratório 1
Corrida Média Conicidade Desvio Conicidade Média diâmetro interno Desvio diâmetro interno
1 4,29 0,01 1,95 0,04
2 4,30 0,01 1,96 0,03
3 4,30 0,01 1,96 0,04
4 4,30 0,02 1,96 0,04

60
5 4,29 0,01 1,96 0,03
6 4,30 0,02 1,97 0,03
7 4,30 0,01 1,97 0,03
8 4,30 0,01 1,97 0,03
9 4,29 0,01 1,97 0,03
10 4,30 0,01 1,97 0,03
11 4,30 0,01 1,97 0,03
Fonte: Autor.
Tabela 10 – Dados Atributo DOE exploratório 1
Corrida Vazamento Rebarba Visual
1 0,00% 0,69% 0,00%
2 0,00% 0,00% 0,00%
3 0,00% 1,39% 0,00%
4 0,00% 0,00% 0,00%
5 0,00% 1,16% 0,00%
6 1,39% 0,00% 0,00%
7 0,00% 0,46% 0,00%
8 0,00% 6,02% 20,14%
9 0,00% 0,69% 0,00%
10 0,00% 1,16% 0,46%
11 0,00% 1,16% 0,00%
Fonte: Autor.
A partir dos dados obtidos, foi feita a análise do experimento, utilizando o Minitab®.
Os resultados dessas análises foram separados para cada CTQ. Para a CTQ Conicidade, têm-
se os seguintes resultados, para a média e desvio padrão, respectivamente (Figura 19 e Figura
20):

61
E
F
AF
A
B
C
D
43210
Te
rm
Standardized Effect
4,303
A Pressão de recalque
B Temperatura do bico
C Tempo de recalque
D Tempo de resfriamento
E V elocidade de injeção
F Temperatura do manifold
Factor Name
Pareto Chart of the Standardized Effects(response is Diâmetro 4.29mm - encaixe com o plug, Alpha = 0,05)
Figura 19 Análise do Resultado para média do DOE Conicidade
Fonte: Minitab 14®
F
D
AF
B
E
A
C
543210
Te
rm
Standardized Effect
4,303
A Pressão de recalque
B Temperatura do bico
C Tempo de recalque
D Tempo de resfriamento
E V elocidade de injeção
F Temperatura do manifold
Factor Name
Pareto Chart of the Standardized Effects(response is desvio diâmetro encaixe com plug, Alpha = 0,05)
Figura 20 Análise do Resultado para desvio padrão do DOE Conicidade
Fonte: Minitab 14®
De acordo com os gráficos acima, nenhuma KPIV é estatisticamente significativa
para a média da CTQ conicidade. Porém, para o desvio padrão, o KPIV Tempo de Recalque é
significativo. O desvio foi considerado porque, apesar da média ter ficadx o dentro do
especificado, algumas medidas estavam fora. Assim, será possível reduzir a variabilidade do
processo atuando na variável de entrada especificada. Porém, como, de acordo com o
benchmarking, a janela dessa KPIV já estava praticamente fechada, a equipe decidiu por
alterar a pressão de recalque, pois os dois parâmetros atuam em conjunto e, apesar de não ter

62
sido considerada estatisticamente significativa, tem um grande impacto, de acordo com a
Figura 19.
Desta forma, para o DOE de otimização foi definido que seria testada uma nova
janela para a variável pressão de recalque para verificar se o impacto do desvio será reduzido.
A nova janela a ser testada seria de 190 a 500. Isso porque, de acordo com dados obtidos no
benchmarking, para uma pressão de 500 bar, a média está em torno de 4.297 e o desvio em
torno de 0.015. Desta forma o valor máximo do diâmetro seria em torno de 4.312, valor bem
próximo do limite superior de especificação. Assim, a nova janela definida para pressão de
recalque pode resolver o problema de peças acima do especificado. Para o valor mínimo, o
problema também seria resolvido uma vez que este valor ficaria em torno de 4.282, valor
acima do limite inferior de especificação.
Também foi definido que no DOE de otimização seria testada a janela de tempo de
recalque de 0.4 a 1.4 por ser a mais significativa. Como explicado, esta janela não seria
alterada por já ser suficientemente pequena.
Para a CTQ Diâmetro Interno, os resultados foram (Figuras 21 e 22):
AF
A
F
D
C
E
B
43210
Te
rm
Standardized Effect
4,303
A Pressão de recalque
B Temperatura do bico
C Tempo de recalque
D Tempo de resfriamento
E V elocidade de injeção
F Temperatura do manifold
Factor Name
Pareto Chart of the Standardized Effects(response is Diâmetro Interno, Alpha = 0,05)
Figura 21 Análise do Resultado para média do DOE Diâmetro Interno
Fonte: Minitab 14®

63
C
F
A
D
AF
B
E
6543210
Te
rm
Standardized Effect
4,303
A Pressão de recalque
B Temperatura do bico
C Tempo de recalque
D Tempo de resfriamento
E V elocidade de injeção
F Temperatura do manifold
Factor Name
Pareto Chart of the Standardized Effects(response is desvio do diâmetro interno, Alpha = 0,05)
Figura 22 Análise do Resultado para desvio padrão do DOE Diâmetro Interno
Fonte: Minitab 14®
Para a média do DI, pode-se notar que nenhum parâmetro é significativo. Já para o
desvio, o gráfico mostra que os parâmetros Temperatura do bico e Velocidade de Injeção são
significativos. Porém, como nenhuma peça durante o DOE ficou fora da especificação, a
equipe decidiu por não alterar a janela de operação. Apesar de o desvio impactar na
variabilidade dos dados, essa variabilidade não foi suficiente para retirar as peças de dentro do
seu limite de especificação, o que foi considerado aceitável para o processo.
Após a análise dos dados variáveis, passou-se à análise dos dados atributo. A CTQ
Visual encontrou os seguintes resultados (Figura 23):

64
D
B
E
C
A
F
AF
0,050,040,030,020,010,00
Te
rm
Effect
A Pressão de recalque
B Temperatura do bico
C Tempo de recalque
D Tempo de resfriamento
E V elocidade de injeção
F Temperatura do manifold
Factor Name
Pareto Chart of the Effects(response is Visual, Alpha = 0,05)
Figura 23 Análise do Resultado do DOE Visual
Fonte: Minitab 14®
Ou seja, para essa CTQ, nenhum parâmetro é significativo.
Para a CTQ Vazamento, o resultado foi (Figuras 24 e 25):
Figura 24 Análise do Resultado do DOE Vazamento
Fonte: Minitab 14®
A
E
D
C
B
F
AF
0,00350,00300,00250,00200,00150,00100,00050,0000
Te
rm
Effect
A Pressão de recalque
B Temperatura do bico
C Tempo de recalque
D Tempo de resfriamento
E V elocidade de injeção
F Temperatura do manifold
Factor Name
Pareto Chart of the Effects(response is Vazamento, Alpha = 0,05)

65
550370190
0,003
0,002
0,001
0,000
245230215 1,40,90,4
864
0,003
0,002
0,001
0,000
1309560 260245230
Pressão de recalque
Me
an
Temperatura do bico Tempo de recalque
Tempo de resfriamento V elocidade de injeção Temperatura do manifold
Corner
Center
Point Type
Main Effects Plot for VazamentoData Means
Figura 25 Análise do Resultado de Efeitos Principais do DOE Vazamento
Fonte: Minitab 14®
Apesar de nenhum parâmetro ter sido significativo, o time de validação resolveu
testar uma nova janela para velocidade de injeção (de 60 a 110 cm³/s), pois uma corrida
apresentou vazamento, o que é considerada uma característica importante para o processo.
Esse vazamento ocorreu ao lado do ponto de injeção e, de acordo com o conhecimento da
equipe, uma velocidade muito alta pode ter deixado a peça tensionada.
Por fim, para a CTQ Rebarba, os resultados foram (Figura 26 e Figura 27):

66
C
AF
E
B
F
D
A
121086420
Te
rm
Standardized Effect
4,30
A Pressão de recalque
B Temperatura do bico
C Tempo de recalque
D Tempo de resfriamento
E V elocidade de injeção
F Temperatura do manifold
Factor Name
Pareto Chart of the Standardized Effects(response is Rebarba, Alpha = 0,05)
Figura 26 Análise do Resultado do DOE Rebarba
Fonte: Minitab 14®
550370190
0,020
0,015
0,010
0,005
0,000
245230215 1,40,90,4
864
0,020
0,015
0,010
0,005
0,000
1309560 260245230
Pressão de recalque
Me
an
Temperatura do bico Tempo de recalque
Tempo de resfriamento V elocidade de injeção Temperatura do manifold
Corner
Center
Point Type
Main Effects Plot for RebarbaData Means
Figura 27 Análise do Resultado de Efeitos Principais do DOE Vazamento
Fonte: Minitab 14®
De acordo com os resultados, todos os parâmetros são significativos. Todavia, optou-
se por não considerar esse CTQ, pois as relações entre os KPIV e a rebarba não estão
consistentes, uma vez que os dados são do tipo atributo e não foi encontrada relação entre os
parâmetros do processo de injeção.

67
Após a análise dos dados do experimento exploratório, partiu-se para o experimento
de otimização. Foi escolhido por se realizar um experimento fatorial fracionário, com as
seguintes características:
3 fatores;
2 níveis;
Fatorial completo;
3 pontos centrais;
Sem réplicas;
1 bloco;
11 corridas no total.
As corridas a serem executadas foram definidas baseando-se nos resultados do DOE
exploratório e estão demonstradas na Figura 28.
Figura 28 Corridas DOE Otimização
Fonte: Minitab 14®
Os resultados obtidos nas corridas encontram-se nas Tabelas 11 e 12.
Tabela 11 – Dados variáveis obtidos DOE de otimização
Corrida Média diâmetro plug Desvio plug Média diâmetro tubo Desvio tubo
1 4,30 0,02 1,98 0,03
2 4,30 0,01 1,97 0,03
3 4,30 0,01 1,97 0,03
4 4,30 0,02 1,98 0,02
5 4,30 0,01 1,98 0,03
6 4,30 0,02 1,97 0,03
7 4,30 0,02 1,97 0,03
8 4,30 0,02 1,97 0,04

68
9 4,30 0,02 1,97 0,03
10 4,30 0,01 1,97 0,02
11 4,30 0,02 1,97 0,02
Fonte: Autor.
Tabela 12 – Dados atributo obtidos DOE de otimização
Corrida Vazamento Rebarba (flash) Visual
1 0,00% 0,00% 0,00%
2 0,00% 0,00% 0,00%
3 0,00% 0,00% 0,00%
4 0,00% 0,00% 0,00%
5 0,00% 0,00% 0,00%
6 0,00% 0,00% 0,00%
7 0,00% 0,00% 0,00%
8 0,00% 0,00% 0,00%
9 0,00% 0,00% 0,00%
10 0,00% 0,00% 0,00%
11 0,00% 0,00% 0,00%
Fonte: Autor.
Para os dados acima, foram analisados somente os gráficos de efeitos principais, uma
vez que os parâmetros significativos já tinham sido definidos no DOE de exploração. Para a
CTQ Conicidade¸ segue o gráfico (Figura 29):
500345190
4,3015
4,3010
4,3005
4,3000
1,40,90,4
1108560
4,3015
4,3010
4,3005
4,3000
Pressao de recalque
Me
an
Tempo de recalque
Velocidade injeção
Corner
Center
Point Type
Main Effects Plot for ConicidadeData Means
Figura 29 Análise do Resultado de Efeitos Principais do DOE Otimização para Conicidade
Fonte: Minitab 14®

69
Para essa CTQ, foram analisados os limites superior e inferior de especificação. A
peça deveria estar entre 4.29±0.02 mm. Dessa forma, foram definidos os piores casos para
cada parâmetro (Tabela 13).
Tabela 13 – Piores casos para os parâmetros CTQ Conicidade
Parâmetros Limite superior Limite inferior
Pressão de recalque 190 500
Tempo de recalque 1,4 0,4
Velocidade de injeção 110 60
Fonte: Autor.
Para o CTQ Diâmetro Interno, os resultados foram os seguintes (Figura 30):
500345190
1,975
1,974
1,973
1,972
1,971
1,40,90,4
1108560
1,975
1,974
1,973
1,972
1,971
Pressao de recalque
Me
an
Tempo de recalque
Velocidade injeção
Corner
Center
Point Type
Main Effects Plot for Diâmetro InternoData Means
Figura 30 Análise do Resultado de Efeitos Principais do DOE Otimização para Diâmetro Interno
Fonte: Minitab 14®
Da mesma forma como na CTQ Conicidade, para esta, de acordo com os resultados,
foram definidos os piores casos para cada parâmetro (Tabela 14).

70
Tabela 14 – Piores casos para os parâmetros CTQ Diâmetro Inter
Parâmetros Limite superior Limite inferior
Pressão de recalque 190 500
Tempo de recalque 1,4 0,4
Velocidade de injeção 110 60
Fonte: Autor.
Para as CTQs do tipo atributo, o resultado encontrado foi o mesmo. Dessa forma,
para ilustrar, segue o gráfico (Figura 30) e a tabela de piores casos (Tabela 15) para o CTQ
Visual.
500345190
0,00060
0,00045
0,00030
0,00015
0,00000
1,40,90,4
1108560
0,00060
0,00045
0,00030
0,00015
0,00000
Pressao de recalque
Me
an
Tempo de recalque
Velocidade injeção
Corner
Center
Point Type
Main Effects Plot for VisualData Means
Figura 31 Análise do Resultado de Efeitos Principais do DOE Otimização para Visual
Fonte: Minitab 14®
Tabela 15 – Piores casos para os parâmetros CTQ Visual
Parâmetros Limite superior
Pressão de recalque 190
Tempo de recalque 0,4
Velocidade de injeção 60
Fonte: Autor.
Para essas CTQ, é analisado somente o limite superior, por se tratar do percentual de
defeituosos.

71
Executado o DOE, o time de validação optou por realizar uma corrida de verificação
com todos os parâmetros, alinhados nos piores casos de cada CTQ para verificar o real
impacto dos parâmetros nestas características.
As corridas de verificação que deveriam ser realizadas, de acordo com as Tabelas 13,
14 e 15 eram:
Avaliar o CTQ Conicidade na especificação mínima;
Avaliar o CTQ Conicidade na especificação máxima;
Avaliar o CTQ Diâmetro Interno na especificação mínima;
Avaliar o CTQ Diâmetro Interno na especificação máxima;
Avaliar os CTQ do tipo atributo.
Dessa forma, têm-se as corridas e seus parâmetros (Tabela 16)
Tabela 16 – Corrida de Verificação DOE otimização
Parâmetro 01 02 03 04 05
Tempo de Recalque 0,4 1,4 0,4 1,4 0,4
Pressão de Recalque 500 190 190 500 190
Temperatura do cilindro [215 – 245] [215 – 245] [215 – 245] [215 – 245] [215 – 245]
Velocidade de Injeção 60 110 60 110 60
Temperatura do manifold [230 – 260] [230 – 260] [230 – 260] [230 – 260] [230 – 260]
Tempo de resfriamento [4 – 8] [4 – 8] [4 – 8] [4 – 8] [4 – 8]
Fonte: Autor.
As corridas foram realizadas e nenhum problema foi encontrado. Dessa forma,
definiu-se os seguintes parâmetros para o processo, a serem desafiados durante o OQ (Tabela
17):
Tabela 17 – Parâmetros a serem desafiados no OQ
Parâmetro DI mín DI máx Conicidade mín Conicidade e CTQ atributo max
Tempo de Recalque 1,4 0,4 1,4 0,4
Pressão de Recalque 190 500 500 190
Temperatura do cilindro [215 – 245] [215 – 245] [215 – 245] [215 – 245]
Velocidade de Injeção 110 60 110 60
Temperatura do manifold [230 – 260] [230 – 260] [230 – 260] [230 – 260]
Tempo de resfriamento [4 – 8] [4 – 8] [4 – 8] [4 – 8]
Fonte: Autor

72
4.1.5.3 Análise de Risco (FMEA)
O último estudo que foi realizado durante o Desenvolvimento de Processo foi a sua
análise de risco. Esta análise foi realizada utilizando-se a metodologia FMEA, apresentada no
capítulo 2 do presente trabalho. Para essa análise, cada etapa do processo foi minuciosamente
destrinchada, para que os riscos de cada sub-etapa, por menor que fosse, pudesse ser avaliado.
A avaliação seguiu uma classificação muito similar à apresentada no Quadro 5. Após cada
etapa do processo ter sido avaliada, foi calculado o NPR dessas, multiplicando os índices de
Severidade, Ocorrência e Detecção. Com este valor para cada etapa, na empresa estudada,
dever-se-ia seguir o Quadro 8, para definir a categoria do risco e a ações que deveriam ser
executadas para mitigá-los.
Categoria do
Risco
Limite Inferior
do NPR
Limite Superior
do NPR
Ação de mitigação
Geralmente
Aceitável
1 64 Não é necessária
Alerta 65 124 Opcional
Intolerável 125 100 Deve ser tomada alguma ação para mitigar o
risco e, assim, diminuir seu NPR
Quadro 8 Categorias de Risco para FMEA
Fonte: Autor
Durante a realização do FMEA do processo, foram encontrados apenas dois modos de
falha com NPR maiores que 64. A análise de ambos pode ser visualizada no Quadro 9.
Etapa do
Processo
Modo de Falha
Potencial
Causa Potencial de
Falha
Efeito Potencial
de Falha
Controles
Atuais
NPR
Verificar
condições de
operação
Refrigeração
ineficiente do molde
Elemento Filtrante
saturado
Atraso na
produção/
Retrabalho
Controles
Visuais
72
Resfriar a peça Peça não resfria Excesso de sólidos
na água do chiller
Retrabalho Controles
Visuais
150
Quadro 9 Modos de Falha com NPR maior que 64
Fonte: Autor
Para o primeiro caso apresentado, como uma ação para mitigar o risco não era
obrigatória, mas a equipe não queria deixar de lado o risco, foi sugerido ao time de

73
manutenção que programasse uma verificação periódica dos filtros. A sugestão seria avaliada,
porém nenhuma ação tinha sido tomada até o fim da validação.
Já no segundo caso, a equipe deveria tomar alguma medida para reduzir o risco
encontrado. Dessa forma, a equipe decidiu por instalar filtros nas máquinas, em alguns canais
de refrigeração, evitando que sólidos passassem para a água do chiller. Como a possibilidade
de ocorrência diminuiu bastante, o NPR para este modo de falha passou de 150 para 30. Dessa
forma, não havia mais nenhum modo de falha potencial com risco considerável de prejudicar
o processo.
4.1.6 OQ
Finalizada a etapa de Desenvolvimento do Processo, tornou-se possível prosseguir
com a validação. A próxima etapa a ser realizada seria a Qualificação da Operação. De acordo
com o procedimento de validação da empresa, através do OQ deve-se evidenciar que o
processo consegue produzir produtos dentro da especificação em seus piores casos, ou seja, a
janela de parâmetros do processo deve ser desafiada para seus piores casos.
O principal critério para que a fase de OQ seja aprovada, de acordo com o toolkit, é
provar, com confiança, que os requerimentos dos clientes serão atendidos ao longo da janela
de operação. Assim, com base neste critério é que as corridas que serão realizadas no OQ
serão definidas.
Dessa forma, para o processo em questão, foi definido que o objetivo da etapa de OQ
seria desafiar a janela de parâmetros definida na fase de Desenvolvimento de Processo. Os
parâmetros deveriam ser ajustados para a pior condição de cada CTQ e, mesmo assim, os
produtos produzidos deveriam estar dentro das especificações e atender aos critérios de
aceitação do protocolo.
Com esse objetivo formulado, as corridas de OQ puderam ser definidas. A Tabela
17, apresentada no item do presente trabalho relacionado ao DOE, definiu o número de
corridas, bem como a configuração dos parâmetros para cada corrida. Como todos os
parâmetros do processo deveriam ser desafiados nos piores casos para cada CTQ, ficou
definido que seriam 4 corridas de OQ para que os piores casos demonstrados pela Tabela 17
fossem testados.
Uma vez definido o número de corridas, foi necessário definir quantas peças seriam
produzidas em cada corrida e quantas seriam testadas quanto à qualidade de suas CTQ, ou

74
seja, o tamanho das amostras. Para o OQ, que deve representar o processo na forma como este
será seguido, todas as CTQ foram consideradas atributos. Para estes casos, na empresa
estudada, o tamanho da amostra é definido através do seguinte critério: deve-se definir a
menor amostra cujo limite superior do intervalo de confiança da proporção de itens
defeituosos seja menor que o NQA da CTQ avaliada, caso não seja encontrada nenhuma peça
defeituosa na amostra. Ou seja, o critério de definição do tamanho da amostra para avaliar
cada CTQ é uma espécie de teste 1-Proportion ao contrário. O critério de aceitação para este
caso deveria ser não encontrar nenhuma peça defeituosa na amostra coletada.
Foi definido pela equipe de validação que a única CTQ que não seria avaliada
durante o OQ seria a Cor Fora do Especificado, pelo fato de que esta característica não é
influenciada pelos parâmetros do processo. Para as demais CTQ, definiu-se a amostra pelo
pior caso, ou seja, de acordo com o NQA mais baixo (0,65%). O cálculo do Minitab para 0
defeitos pode ser visualizado na figura abaixo (Figura 32).
Test and CI for One Proportion 90% Upper
Sample X N Sample p Bound
1 0 354 0,000000 0,006483 Figura 32 Cálculo Tamanho da Amostra OQ
Fonte: Minitab 14®
Dessa forma, as corridas de OQ e suas respectivas amostras definidas podem ser
visualizadas no Quadro 10.
Corrida CTQs desafiadas Tamanho da Amostra
1 Diâmetro Interno Mínimo 354, Aceita 0 Rejeita 1
2 Diâmetro Interno Máximo 354, Aceita 0 Rejeita 1
3 Conicidade Mínimo 354, Aceita 0 Rejeita 1
4 Conicidade e CTQs atributos Máximo 354, Aceita 0 Rejeita 1
Quadro 10 Definição das Corridas de OQ
Fonte: Autor
Portanto, para a etapa de OQ ser aprovada, os produtos das amostras retiradas em
todas as corridas não poderiam apresentar nenhum defeito. O protocolo de OQ ainda frisava
que todas as medidas e testes feitas durante o OQ só poderiam ser realizadas por inspetores de
qualidade cujo MSA tivesse sido previamente aprovado.
As corridas de OQ foram realizadas de acordo com o protocolo. Os resultados podem
ser visualizados na Tabela 18.

75
Tabela 18 – Resultados do OQ
Corrida Número de Produtos Defeituosos Passa/Falha
1 0 Passa
2 0 Passa
3 0 Passa
4 0 Passa
Fonte: Autor.
Dessa forma, mesmo desafiando os piores casos do processo para as CTQs avaliadas,
pôde-se perceber que todas as CTQ ficaram abaixo do limite superior do intervalo de
confiança para seu índice de produtos defeituosos, ou seja, podemos afirmar com 90% de
confiança que as CTQ mantêm seus respectivos Níveis de Qualidade Aceitáveis mesmo em
seus piores casos. Conseqüentemente, a etapa de OQ foi aprovada, podendo-se passar para a
etapa final da validação.
4.1.7 PQ
Durante a etapa de PQ, de acordo com o procedimento de validação de processos
avaliado, será evidenciado que o processo consistentemente produzirá produtos aceitáveis
dentro das condições normais de operação. Para o toolkit, o PQ tem como objetivos:
demonstrar o desempenho do processo sob condições normais de operação, introduzir
elementos típicos de variação do processo e elaborar e verificar se o plano de controle do
processo é efetivo. O plano de controle do processo é uma ferramenta utilizada que define o
que o operador do processo deve fazer para cada etapa do processo, quais características deve
verificar e com qual freqüência, além de quais ações se deve tomar caso o mesmo mostre
algum problema ou tendência a sair de controle. Um exemplo de uma sub-etapa para o Plano
de Controle do processo estudado pode ser verificado no Quadro 11.

76
Quadro 11 Exemplos de Plano de Controle
Fonte: Autor
As corridas de PQ são definidas a partir da idéia de se conseguir reproduzir as
condições normais nas quais o processo estará operando. Dessa forma, durante as corridas de
PQ, as KPIV devem ser utilizadas nos valores nominais que serão utilizados no processo
diariamente.
Para o processo avaliado, foi definido que seriam realizadas 3 corridas, uma para
cada turno, de forma a demonstrar que o processo tem a mesma performance e o plano de
controle é efetivo independente do turno. De acordo com o protocolo de PQ, operadores,
inspetores da qualidade e outras variações que podem ocorrer na execução normal do
processo estariam sendo avaliadas durante o PQ.
A definição da amostragem a ser avaliada em cada corrida segue a mesma diretriz
utilizada no OQ, para CTQ do tipo atributo. A única diferença é que no PQ essas amostras
serão coletadas da produção normal em intervalos eqüidistantes durante os turnos, enquanto o
OQ somente produz as peças que serão testadas. Destarte, as corridas a serem realizadas
durante o PQ, bem como suas respectivas amostras podem ser vistas no Quadro 12. Todas as
características seriam verificadas na mesma amostra, uma vez que as testes não são
destrutivos.
Corrida Amostragem (CTQ dimensionais, visuais e vazamento)
01 NQA=0,65% - 354 peças – Ac 0 Rej 1
02 NQA=0,65% - 354 peças - Ac 0 Rej 1
03 NQA=0,65% - 354 peças - Ac 0 Rej 1
Quadro 12 Corridas de PQ
Fonte: Autor
Outra característica que é avaliada durante o PQ é o OEE (Eficiência geral do
equipamento ou Overall equipment efficiency), que é calculado da seguinte maneira (Figura
33):
Etapa N.
Processo
Máquina/
Dispositivo/
Ferramenta
Resp. Características Tipo de
Característica
Técnica
de
Avaliação
Valor
Especificado
Amostra Plano de
Reação Produto Processo Tamanho Freqüência
04 Ajustar
parâmetros
de
Inspeção
Injetora Preparador - Velocidade
de Injeção
KPIV Visual 60 a 90 cm/
s
100% A cada 3h. Segregar
produção
do último
período e
proceder
conforme
inspeção
estatística

77
Figura 33 Cálculo do OEE
Fonte: Autor
Onde:
TEMPO FUNC: Tempo de funcionamento do equipamento durante as
corridas;
TEMPO TOTAL: Tempo total disponível durante as corridas;
PROD: Produção durante as corridas;
VELOC: Velocidade nominal de produção;
PERDA: Número de peças descartadas pela qualidade;
O valor de OEE que a etapa de PQ deveria atingir foi determinado pelo Gerente de
Produção da área do equipamento validado. Esse valor foi de no mínimo 60%.
Definidas as corridas de PQ, essas foram realizadas, suas amostras coletadas e os
testes executados. Os resultados destas corridas, para a análise das CTQ, de acordo com o
relatório final da validação podem ser visualizados na Tabela 19.
Tabela 19 – Resultados de PQ
Corrida Número de Produtos
Defeituosos –
Conicidade, Diâmetro
Interno
Número de Produtos
Defeituosos –
CTQ Visuais
Número de
Produtos
Defeituosos –
Vazamento
Passa/
Falha
1 0 0 0 Passa
2 0 0 0 Passa
3 0 0 0 Passa
Fonte: Autor.
A análise do OEE, por sua vez, pode ser observada na Tabela 20.
EFICIÊNCIA GERAL DO EQUIPAMENTO
DISPONILIDADE DESEMPENHO QUALIDADE OEE (%)
TEMPO FUNC PROD PROD - PERDA
TEMPO TOTAL VELOC x TEMPO FUNC PRODx = DISP x DESEMP x QUALIDx

78
Tabela 20 – Cálculo do OEE
Característica Valor OEE
PROD 315410 84,50%
PERDA 0 peças
VELOC 15552 peças/h
TEMPO TOTAL 24 horas
TEMPO FUNC 19 horas
Fonte: Autor.
Pelos resultados obtidos acima, pode-se concluir que a etapa de PQ pôde ser
aprovada, uma vez que atingiu todos os seus critérios. Com o relatório final aprovado pela
gerência da fábrica, o processo passou a se encontrar em estado validado, estando apto a ser
utilizado durante a produção normal.
4.2 DISCUSSÃO DOS RESULTADOS
Os resultados analisados no item anterior demonstram que a metodologia de
validação de processos da empresa em estudo é uma maneira robusta de atingir os requisitos
de qualidade exigidos pelos órgãos reguladores, além de poder garantir que o processo
alcançará um certo nível de qualidade e controle antes mesmo de ser colocado em produção
normal.
Pôde-se perceber que a empresa busca de todas as formas ―cercar‖ o processo, de
uma maneira que ele tenha o mesmo desempenho que teve na etapa de PQ em condições
normais. Isso porque, na verdade, não há como o projeto escapar dessas condições. Pelas
atividades desenvolvidas no IQ, tudo leva a crer que todos os sistemas de suporte funcionem.
Ou seja, raramente haverá problemas de quebra de máquinas, uma vez que existem sistemas
de manutenção preventiva e preditiva. Além disso, também, tudo indica que não haverá
problemas quanto a funcionários mal preparados, uma vez que verificou-se o treinamento de
todos os envolvidos, além da verificação dos procedimentos e demais documentos que serão
utilizados no processo. As utilidades também não ocasionarão problemas, uma vez que são
fornecidas de acordo com a especificação do fabricante. Por fim, existe uma grande
probabilidade de que as medições serão exatas, já que todos os instrumentos possuem um
programa de calibração adequado e o MSA garante que o sistema de medição é preciso e
exato.

79
O Desenvolvimento de Processos, por sua vez, garante que a janela de operação dos
parâmetros do processo foi bem definida, através do DOE. O FMEA garante que os modos de
falha potenciais de maior risco tenham sido mitigados.
Pelo OQ, pode-se garantir que as janelas definidas no DOE produzem produtos
dentro das especificações em seus piores casos. Por fim, no PQ introduz-se variações normais
do processo e pode-se garantir por ele que essas variações não trarão problemas ao
desempenho do processo.
Portanto, em conjunto, todas as etapas da validação de certa forma ―cercam‖ o
processo, impedindo-o que surjam problemas por quaisquer que sejam as causas.
Vale à pena ressaltar algumas críticas da análise dos resultados obtidos: a primeira
diz respeito ao modo como o DOE foi conduzido, num primeiro momento, durante a fase
exploratória, de maneira correta. Porém, na fase de otimização, a equipe de validação parece
ter optado por uma análise mais simples, utilizando um experimento fatorial ao invés de
ferramentas mais adequadas, como o Método de Superfície de Resposta, apresentado
brevemente no capítulo 2. Além disso, outras decisões durante o experimento também foram
tomadas empiricamente ou através do conhecimento da equipe, não utilizando de técnicas
estatísticas que seriam mais apropriados para o tipo de decisão realizada. Como contra-
análise, vale ressaltar que no OQ as janelas definidas pelo DOE foram desafiadas e nenhum
problema foi encontrado com as CTQ dos componentes produzidos no processo.
A segunda crítica diz respeito ao MSA realizado que, embora tenha avaliado a
repetitividade do sistema, através de comparações entre cada operador consigo mesmo e com
o padrão estabelecido, não avaliou a reprodutividade do sistema, ou seja, as comparações
entre os diversos operadores.
Por fim, vale ressaltar a utilização extensiva de dados do tipo atributo. Mesmo
quando seria possível realizar a medida, como no caso dos CTQ Conicidade e Diâmetro
Interno, os engenheiros do processo optaram pela utilização de calibres, tornando os dados do
tipo atributo. Apesar de se poderem fazer análises estatísticas para este tipo de dado, as
informações fornecidas pela análise de dados do tipo variável são mais ricas, como, por
exemplo, o Cpk do processo, que fornecem informações sobre a variabilidade do processo em
relação às suas especificações, além de informar se o processo está centralizado.

80
5. CONCLUSÕES
De acordo com todas as informações detalhadas neste trabalho, além da análise dos
dados, que mostrou que a metodologia de validação de processos utilizada na empresa em
estudo ―cerca‖ o processo contra diversos tipos de problemas, pode-se concluir que a hipótese
formulada no início deste trabalho foi comprovada qualitativamente. Ou seja, a metodologia
de validação de processos fornece evidências objetivas de que um processo produz,
consistentemente, um produto que atende aos seus requisitos.
Além disso, conseguiu-se atingir todos os objetivos pretendidos pelo trabalho. Pôde-
se apresentar detalhadamente, através do estudo de um caso específico, como funciona a
metodologia de validação de processos adotada pela Becton Dickinson. De acordo com os
resultados demonstrados, pôde-se também demonstrar que essa metodologia é capaz de
atingir os resultados esperados pelos órgãos reguladores, que são a principal razão pela qual a
validação é realizada.
Vale ressaltar também que a metodologia apresentada, através do estudo de caso,
serviu para mostrar que a validação, mais do que algo exigido pelos órgãos reguladores, pode
ser utilizada para se entender e controlar de maneira robusta o processo, aumentando sua
qualidade. As diversas ferramentas utilizadas fornecem um conhecimento rico do processo
que pode ser utilizado pela empresa como um meio de aumentar consideravelmente a
qualidade de seus produtos e, assim, conseguir uma vantagem sobre a concorrência.
Apesar dos objetivos terem sido atingidos, as críticas apresentadas, relacionadas a
forma como o DOE e o MSA foram realizadas, além da utilização na maioria das vezes de
dados do tipo atributo, demonstram que o caso estudado poderia ser mais completo
apresentando uma análise mais elaborada. Sugere-se para novos trabalhos, que se busque
explorar estas deficiências, analisando-se uma validação que utilize dados do tipo variável e
na qual os instrumentos DOE e MSA tenham sido utilizados de maneira mais completa.

81
6. REFERÊNCIAS
AUTOMOTIVE INSUSTRY ACTION GROUP. Measurement System Analysis Reference
Manual. 3. ed. AIAG, 2002.
BALESTRASSI, Pedro Paulo. Avaliação de Sistemas de Medição. In: ROTONDARO, R. G.
(Org.). Seis Sigma - Estratégia Gerencial para a Melhoria de Processos, Produtos e
Serviços. 1. ed. São Paulo: Atlas, 2002.
COLEMAN, D. E.; MONTEGOMERY, D. C. A systematic approach to planning for a
designed industrial experiment. Technometrics, v.35, n.1, 1993.
DIXON, Dorian et al. Application of Design of Experiment (DOE) Techniques to Process
Validation in Medical Device Manufacture. Journal of Validation Technology, vol. 12, n.2,
p. 35-44, primavera, 2006.
FOOD AND DRUG ADMINISTRATION. Code of Federal Regulations, Title 21, Volume
8, Part 820 Quality System Regulation, 2005.
GALDAMEZ, Edwin V. Cardoza; CARPINETTI, Luiz C. Ribeiro. Aplicação de técnicas de
planejamento e análise de experimentos no processo de injeção plástica. Gestão & Produção,
vol. 11, n. 1, p. 121-134, jan-abr, 2004.
HOJO, Taisuke. Quality Management Systems - Process Validation Guidance. 2. ed.
Global Harmonization Task Force, 2004. Disponível em: < http://www.ghtf.org/ sg3/sg3-
final.html>. Acesso em: 15 mar. 2010.
MIGUEL, P. A. C. (organizador). Metodologia de pesquisa em engenharia de produção e
gestão de operações. Rio de Janeiro: Elsevier, 2010.
MONTGOMERY, Douglas C.; RUNGER, George C. Estatística Aplicada e Probabilidade
para Engenheiros. 2. ed. Rio de Janeiro: LTC, 2003.

82
NOCERA, Eduardo de Carvalho. Validação de processos na indústria de dispositivos
médicos. 2007. Trabalho de Conclusão de Curso (Graduação em Engenharia de Produção) –
Universidade Federal de Juiz de Fora, Juiz de Fora, 2007.
PAIVA, EJ. Otimização de Processos de Manufatura com múltiplas respostas baseada
em índices de capacidade. Dissertação de Mestrado. Universidade Federal de Itajubá, Itajubá,
2008.
VINCENT, David W.; HONECK, Bill. Risk Management Analysis Techniques for Validation
Programs. Journal of Validation Technology, vol. 10, n. 3, p. 235-251, Maio, 2004.
WEESE, Daniel L. Conducting Process Validations with Confidence. Medical Device &
Diagnostic Industry Magazine, vol. 20, n. 1, p.107-112, janeiro, 2008.