Embed Size (px)
Citation preview

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
MATEUS MARTINS CARVALHO
Práticas da qualidade com ênfase em Lean Six Sigma no processo
produtivo do álcool
Lorena, 2012

MATEUS MARTINS CARVALHO
Práticas da qualidade com ênfase em Lean Six Sigma no processo
produtivo do álcool
Monografia apresentada como requisito
parcial para a conclusão de Graduação do
Curso de Engenharia Industrial Química
Orientador: Prof. Dr. Marco Antônio
Carvalho Pereira
Lorena, 2012

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA
FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.


DEDICATÓRIA
À minha esposa Cibele Rosa Oliveira Carvalho, pelo incentivo e
compreensão em todos os momentos, principalmente no tempo que
ocupei para fazer esse trabalho, e pelo amor e dedicação.
“A casa e os bens são herança dos pais; porém do SENHOR vem a
esposa prudente” (Provérbios 19.14).
Aos meus pais, Virgílio José Carvalho e Noemi Martins Carvalho,
pela educação e incentivo aos meus estudos, e pelo amor e carinho
até aqui.
À minha irmã, Gislene Martins Carvalho, pela companhia, carinho e
amor.
Obrigado! Amo muito vocês!


AGRADECIMENTOS
Ao Prof. Dr. Marco Antonio Carvalho Pereira, pela orientação
segura e apoio na condução deste trabalho, onde transformou esses
momentos em amizade.
Aos Professores que contribuíram para ampliação dos meus
conhecimentos neste curso.
Às Usinas que colaboraram cedendo os dados e informações para
realização deste trabalho.
À Escola de Engenharia de Lorena pela oportunidade dada para me
tornar um engenheiro.
À todos meus amigos.


RESUMO
CARVALHO, M. M. - Práticas da qualidade com ênfase em Lean Six Sigma no
processo produtivo do álcool. 2012. Trabalho de conclusão de curso – Escola de
Engenharia de Lorena, Universidade de São Paulo, 2012.
O álcool obtido da cana-de-açúcar é um combustível menos poluente, e desta forma, as
nações preocupadas em diminuir seus índices de poluição atmosférica têm considerado
como uma importante solução viável a adoção do álcool como combustível automotivo. Os
avanços tecnológicos ao longo do período mostram que, nos anos iniciais, as preocupações
foram centradas em aumentar a produção rapidamente (produtividade de equipamentos e
processos), e em seguida, os aumentos da eficiência passaram a ser mais importantes. E a
terceira dessas “fases” foi o avanço em técnicas gerenciais de produção, que levou a
grandes reduções de custo. Hoje, o processamento industrial da cana para o álcool é uma
tecnologia que já atingiu sua maturidade plena. Mas de qualquer forma, podem-se esperar
avanços incrementais, ou existem áreas a explorar com grandes margens de
aperfeiçoamento para saltos importantes na competitividade. O objetivo desse trabalho foi
apresentar a aplicação de ferramentas da qualidade visando melhorias no processo de
produção do álcool. Através de um questionário enviado para algumas empresas do setor,
analisou-se o grau de práticas da qualidade dentro dessas empresas, observando melhorias
que foram feitas em seus processos utilizando várias práticas e ferramentas, principalmente
da metodologia Lean Six Sigma. Através da comparação entre as empresas, ficou evidente
que há empresas desse setor que estão no caminho correto para alcançar uma aplicação
plena do Lean Six Sigma, mas outras ainda têm baixa aplicação da metodologia. Apesar
das dificuldades, as Usinas participantes aprovam o uso da metodologia Lean Six Sigma e
não enxergam desvantagens em usar as suas ferramentas, ao contrário, conseguem
vantagens através da maior competitividade no mercado, reduzindo custos internos e
aumentando a qualidade final dos produtos.
Palavras-chave: Processo de produção do álcool; Lean Six Sigma; Otimização dos
processos.


ABSTRACT
CARVALHO, M. M. – Quality practise with emphasis in Lean Six Sigma in the
production process of alcohol. 2012. Monograph - School of Engineering of Lorena,
University of São Paulo, 2012.
The alcohol obtained from sugarcane is a less polluting fuel, and this way, the countries
which are concerned about decreasing their air polluting indexes have considered as an
important viable solution adopting the alcohol as automotive fuel. The technological
advances during the period show that, in the initial year, the concerns were centred on
increasing the production rapidly (productivity of equipments and process), and after that,
the effectiveness increasing became more important. And the third of these “phases” was
the advance in production management techniques, which generated high cost reduction.
Today, the industrial processing from sugarcane to alcohol is a technology that has already
reached its full maturity. But anyway, they can expect increasing advances, or there are
areas to explore wide improvement margins for important jumps in the competitiveness.
The objective this work was to present the application of quality tools aimed improvements
in the alcohol production process. Through a questionnaire sent to some companies in the
sector, examined the degree of quality practices within these companies, noting
improvements that have been made in their process using various practices and tools,
mainly of Lean Six Sigma Methodology. Through the comparison between companies, it
was evident that there are companies in this sector which are on the right path to achieve
full application of Lean Six Sigma, but others still have low application of methodology.
Despite the difficulties, the participating alcohol plants approve the use of Lean Six Sigma
methodology and don’t see disadvantages in using its tools, rather, get advantages through
of more competitiveness on the market, reducing internal costs and increasing final quality
of the products.
Keyword: Production process of alcohol; Lean Six Sigma; Process optimization.


LISTA DE FIGURAS
Figura 1 – Reação em cadeia da produtividade e qualidade .............................................. 29
Figura 2- Resumo histórico do Six Sigma ........................................................................ 32
Figura 3 - Método Six Sigma para melhorias ................................................................... 33
Figura 4- As fases da metodologia DMAIC ..................................................................... 38
Figura 5 - Um processo e suas variáveis de entrada e saída .............................................. 39
Figura 6 - Princípio do não-custo ..................................................................................... 45
Figura 7 - Sistema Toyota de Produção ........................................................................... 47
Figura 8 - PDCA – Método de Gerenciamento de Processos ............................................ 48
Figura 9 - Lean Six Sigma como programa estratégico e operacional. .............................. 52
Figura 10: As Ferramentas usadas no Six Sigma e no Lean. ............................................. 56
Figura 11 - Operações agrícolas da produção de cana-de-açúcar ...................................... 60
Figura 12 - Volume de controle do processamento industrial da cana-de-açúcar .............. 62
Figura 13 - Fluxograma do processo de produção de etanol ............................................. 63
Figura 14 - 1º tronco de destilação ................................................................................... 66
Figura 15 - 2º tronco de destilação ................................................................................... 67
Figura 16 - Exemplo de diagrama de pesquisa ................................................................. 72
Figura 17 - Diagrama de causa e efeito ............................................................................ 84
Figura 18 - Hierarquia de detecção de defeitos e prevenção. ............................................ 85
Figura 19: Fluxograma das perdas no processo produtivo ................................................ 87

LISTA DE GRÁFICOS
Gráfico 1- Distribuição normal com e sem variação. ........................................................ 35
Gráfico 2: Custo da produção agrícola sucroenergética. ................................................... 59
Gráfico 3 - Porcentagem de aplicação dos quesitos nas Usinas. ....................................... 78
Gráfico 4 - porcentagem da aplicação dos quesitos em cada grupo de assunto. ................ 80
Gráfico 5 - Exemplo de uma carta de controle da viabilidade celular na dorna ................. 83


LISTA DE QUADROS
Quadro 1: Índice de capacidade Cpk ................................................................................ 37
Quadro 2 - Principais características da manufatura tradicional e da LM.......................... 44
Quadro 3 - Ferramentas Básicas nas Fases DMAIC ......................................................... 54
Quadro 4 - Tipos de Gráficos........................................................................................... 55
Quadro 5 - Resultados obtidos durante a coleta de dados. ................................................ 79


LISTA DE TABELAS
Tabela 1-Tradução do nível e custo da qualidade ............................................................. 36
Tabela 2 - Estimativa sobre a agroindústria canavieira no Brasil e no Estado de São Paulo.
.................................................................................................................................... 73
Tabela 3 - Estimativa sobre a produção de etanol no Brasil e no Estado de São Paulo. ..... 74
Tabela 4 - Planejamento para execução da coleta de dados .............................................. 74
Tabela 5 - Resultados obtidos na etapa da pesquisa.......................................................... 74
Tabela 6 - Variáveis controladas pelo CEP ...................................................................... 83


SUMÁRIO
1 – INTRODUÇÃO ....................................................................................................... 23
1.1 - Justificativa ............................................................................................................ 24
1.2 - Objetivo ................................................................................................................. 25
2 - LEAN SIX SIGMA................................................................................................... 27
2.1 - GESTÃO DA QUALIDADE ................................................................................. 27
2.1.1 - Otimização e melhoria da qualidade e produtividade ...................................... 27
2.2 - CONTEXTUALIZAÇÃO DO SIX SIGMA ......................................................... 31
2.2.1 - O que é Six Sigma? ............................................................................................. 31
2.2.2 - Focos do Six Sigma ............................................................................................. 32
2.2.3 - Fundamentação teórica e estatística do Six Sigma. ........................................... 34
2.2.4 - As fases DMAIC ................................................................................................. 37
2.2.5 - Empresas que tiveram sucesso na implementação do Six Sigma ...................... 39
2.3 - CONTEXTUALIZAÇÃO DO LEAN MANUFACTURING............................... 41
2.3.1 - O que é o Lean Manufacturing .......................................................................... 41
2.3.2- O propósito do Lean Manufacturing .................................................................. 42
2.3.3 - Princípios e conceitos fundamentais do pensamento enxuto ............................ 45
2.3.4 - As 7 Perdas ......................................................................................................... 48
2.4 - A INTEGRAÇAO ENTRE LEAN MANUFACTURING E SIX SIGMA........... 51
2.4.1- Gestão de Projetos Lean Six Sigma .................................................................... 51
2.4.2 - Principais ferramentas em comum entre as metodologias ................................ 53
3 - A INDÚSTRIA DO ÁLCOOL ................................................................................. 57
3.1 - Análise do Setor Sucroalcooleiro .......................................................................... 57
3.2 - Peculiaridades das usinas de açúcar e etanol ....................................................... 58
3.3 - Processos logísticos da cana-de-açúcar na área agrícola ..................................... 59
3.4 - Processos Básicos de produção do álcool .............................................................. 61

3.5 - Qualidade no setor sucroalcooleiro .......................................................................68
3.6 - Perspectivas de evolução tecnológica e otimização dos processos atuais. ............69
4 - METODOLOGIA .....................................................................................................71
4.1 - Classificação metodológica ....................................................................................71
4.2 - Universo e Amostra ................................................................................................72
4.3 - Coleta de Dados ......................................................................................................73
4.4 - Tratamento dos dados ............................................................................................75
4.5 - Limitações da Pesquisa ..........................................................................................75
5 - ANÁLISE DOS RESULTADOS ..............................................................................77
5.1 - Análise das práticas da qualidade no setor sucroalcooleiro. ................................77
5.2 - As ferramentas Lean Six Sigma utilizadas no processo do álcool. .......................82
5.3 - Facilidades e dificuldades na plena utilização do Lean Six Sigma .......................86
6 - SUGESTÕES NA OTIMIZAÇÃO DO PROCESSO PRODUTIVO DO ÁLCOOL.
........................................................................................................................................87
7 - CONCLUSÃO. ..........................................................................................................89
REFERÊNCIAS .............................................................................................................91
APÊNDICE A.................................................................................................................97

23
1 – INTRODUÇÃO
Muitos setores industriais estão enfrentando uma crescente competição global, isso
devido às rápidas mudanças tecnológicas e ao aumento de variedades de produtos, o que
tem levado as indústrias a mudarem para permanecerem competitivas, sendo forçadas a
implementar novas tecnologias e melhorias em seus processos.
As empresas que desejam garantir a sua sobrevivência, ou atingir uma margem
maior de participação no mercado, ou vencer seus concorrentes, têm apostado em formas
de melhorar suas vantagens competitivas, ligadas diretamente à satisfação do cliente. Para
alcançar estas vantagens competitivas, a maioria das empresas utilizam programas de
qualidade consagrados, ou seja, que já funcionam com outras empresas, como é o caso do
Lean Manufacturing e o Six Sigma em grandes empresas.
Segundo Cabrera (2006), as empresas que obtiveram sucesso com a abordagem
Lean Six Sigma eram todas de grande porte e com negócios complexos e diversificados.
De acordo com esse autor, foi esta abordagem que possivelmente salvou tais empresas de
sofrerem quedas significativas em suas posições competitivas.
O processo de reestruturação da economia mundial, oriunda da crise econômica
financeira, e seus reflexos sobre a economia sucroalcooleira, o aumento nos níveis de
concorrência e as exigências do mercado nacional e mundial, levaram as empresas do setor
a se empenhar em diminuir os desperdícios decorrentes do processo produtivo do álcool,
melhorar seus processos e consequentemente aumentar o seu rendimento e faturamento
industrial.
A qualidade é um tema que tem ganhado cada vez mais atenção no setor
sucroalcooleiro. Segundo Baccarin (2005), o setor teve que se atentar à qualidade dos seus
produtos a fim de diminuir os custos de produção e consequentemente se tornar mais
competitivo. A gestão de programas de qualidade nesse setor tem exigido que executivos e
empresários busquem combinações de programas, ferramentas e técnicas que aperfeiçoem
os resultados necessários para o sucesso de suas organizações.
Sendo assim, surge o Lean Six Sigma como uma metodologia eficaz, tendo maior
aplicabilidade nas indústrias com o objetivo de medir a variabilidade existente nos
processos, proporcionando melhorias na qualidade do produto e redução dos custos de
produção por meio da redução de desperdícios.

24
A implementação do Lean Six Sigma é um processo complexo e central que
depende de vários fatores considerados críticos para o sucesso da implementação, pois
segundo Porter (1996), uma vantagem competitiva traz a superioridade a uma empresa
sobre as demais somente se for estabelecida uma diferença que possa ser sustentada com
relação a seus competidores.
Pelo exposto, pode-se constatar uma supervalorização do Lean Six Sigma como
estratégia de melhoria dos processos e da competitividade. Porém, apesar de apresentar
bons resultados para um grupo de empresas, não apresenta o resultado esperado para
outras. Por se tratar de um programa de melhoria da qualidade na qual a capacitação das
pessoas que estão ligadas aos processos da organização é de fundamental importância na
aplicação de conhecimentos complexos nos quais se baseia o Lean Six Sigma. Somente
empresas que incluem a preocupação com a capacitação dos seus colaboradores,
conseguem aplicar de forma plena o programa e obter sucesso.
1.1 – Justificativa
A utilidade e justificativa desse trabalho residem exatamente na dificuldade de
otimizar e melhorar um processo já existente, trabalhando com as várias variáveis
existentes nele. Por isso, com base na metodologia Lean Six Sigma, supervalorizada nos
dias atuais como estratégia de melhoria baseada na eliminação de variabilidade em
processos e redução de desperdícios, propõe-se o estudo da utilização das ferramentas e
técnicas estatísticas, de gerenciamento e análise e solução de problemas, mostrando como
otimizar diversos processos químicos em indústrias utilizando dessas ferramentas.
De maneira focada, será estudado o processo de produção do álcool, a partir do
processamento da cana-de-açúcar. Trata-se de um processo que, relativamente, está em um
nível de desenvolvimento maduro, o que não significa que melhorias não possam ser feitas
ou sugeridas ao processo e ao ambiente industrial. Mostrar que, até em situações que não
se imagina mudanças e melhorias, atualmente é possível enxergá-las.
Com base no conhecimento adquirido em um treinamento de 80 horas de Green
Belt em Lean Six Sigma, em fase de conclusão, vislumbra-se a possibilidade da aplicação
prática desse trabalho.

25
1.2 - Objetivo
Este trabalho tem como objetivo principal analisar o grau de práticas da qualidade
dentro de empresas do setor sucroalcooleiro, observando melhorias feitas em seus
processos utilizando várias práticas e ferramentas, principalmente da metodologia Lean Six
Sigma. A melhoria acima mencionada não se refere apenas à qualidade do produto
percebida pelo cliente, mas também à qualidade e confiabilidade dos processos industriais.
Os objetivos secundários da proposta são:
Estudar o processo de produção de álcool e verificar quais as necessidades do
processo produtivo que levaram ao uso de práticas e ferramentas da qualidade
visando melhorias.
Listar as técnicas e ferramentas de Lean Six Sigma que foram usadas nas
empresas para melhorias em seus processos, principalmente no ambiente
industrial.
Propor, através do estudo do processo, a otimização deste, levando em conta a
produção enxuta, ou seja, redução de desperdícios no processo.
Espera-se, de forma concreta, ao final deste trabalho, responder a seguinte questão
de pesquisa: Quais as facilidades e dificuldades para a plena utilização de Lean Six Sigma
nos processos produtivos do álcool combustível?

26
27
2 - LEAN SIX SIGMA
2.1 - GESTÃO DA QUALIDADE
No parecer de Xavier et al (2011), a gestão da qualidade é entendida como o
conjunto de práticas utilizadas, em diversos setores da empresa, para obter-se, de forma
eficiente e eficaz, a qualidade pretendida para o produto, de acordo com os requisitos do
cliente. Na gestão da qualidade e sua abrangência, deve-se entender o que é qualidade, bem
como os mecanismos utilizados pela gestão da qualidade para obter a qualidade pretendida.
Segundo Lobos (1991), a qualidade refere-se com o processo pelo qual os produtos
ou serviços são materializados, pois se o processo for realizado devidamente,
consequentemente obterá um bom produto.
A qualidade deve ser buscada por todas as empresas por meio de um conjunto de
atividades que possa definir e obter a qualidade desejada em seu produto. Esta função vai
desde atuar sobre um amplo conjunto de atividades que abrange todo ciclo de vida do
projeto até o consumo final (TOLEDO, 2001; PALADINI, 2005).
2.1.1 - Otimização e melhoria da qualidade e produtividade
Embora haja o consenso sobre a importância da melhoria permanente dos
processos, muitas empresas têm tido dificuldades na definição das estratégias mais
adequadas para obter melhorias relevantes e sustentadas. Muitas iniciativas perdem força
ao longo do tempo por falta de objetividade e de resultados que justifiquem os
investimentos realizados.
Hoje, tem-se a necessidade de inovação e aquisição de novas competências para
atender as exigências de mercados e clientes. Porém, há necessidade de introduzir
metodologias e filosofias direcionadas a mudança, de forma que propicie a gestão da
mudança ao considerar resistências e a complexidade dos mais diversos processos.
Mas, segundo Siqueira (2005), antes de comprometer valiosos recursos com
quaisquer técnicas ou metodologias disponíveis é essencial que a empresa conheça com
clareza e profundidade:
Os requisitos de desempenho decorrentes de seus objetivos estratégicos e as
áreas críticas para a realização destes objetivos;

28
O seu atual estágio de maturidade gerencial e a sua capacidade de incorporar e
lidar com novas técnicas gerenciais de gestão e melhoria de desempenho;
O que precisa ser feito para viabilizar a introdução de novas técnicas gerenciais
e maximizar seus benefícios.
Para isto é necessária uma metodologia que proporcione meios para:
Avaliar a capacidade dos processos vis-à-vis os objetivos estratégicos do
negócio;
Avaliar o estágio de maturidade da gestão de processos da organização;
Identificar prioridades e definir metas realistas;
Selecionar técnicas de gestão e melhoria compatíveis com o nível de
maturidade gerencial;
Planejar e monitorar os progressos na melhoria contínua do desempenho dos
processos críticos.
Para Lovelock e Wirtz (2006), a produtividade (trabalhar mais rápido e de forma
mais eficiente para redução de custos) e a qualidade sempre foram aspectos importantes na
gestão de um processo e as melhorias nessas áreas requerem seleção, treinamento e
supervisão para que represente otimização e redução de custos.
Para Caravantes et al. (1997) a qualidade é a capacidade de satisfazer necessidades:
na hora da fabricação, compra e durante a utilização, ao melhor custo possível,
minimizando as perdas e oferecendo produtos e serviços melhores do que os concorrentes.
Segundo Juran (1999), o controle da qualidade sempre ocorreu durante o processo
produtivo, examinando as variáveis que afetam a qualidade final e não sob a forma de
inspeção após o produto pronto.
Em 1950, numa conferência no Japão, Deming apresentou também uma teoria aos
gerentes japoneses, que dizia que com o foco na qualidade se alcançariam todos os demais
objetivos. Ele referiu-se a isso como “reação em cadeia da produtividade e qualidade”
(DEMING, 1990), mostrada na Figura 1.

29
Figura 1 – Reação em cadeia da produtividade e qualidade
Fonte: adaptado de Deming (1990, p. 4).
De acordo com Satolo e Simon (2007), a partir dos conceitos de gestão da
qualidade, há recomendações comuns para se aplicar uma metodologia buscando a
qualidade total em um processo:
Comprometimento da alta administração;
Estabelecimento de uma política de aperfeiçoamento contínuo;
Estabelecimento de um programa de treinamento em todos os níveis;
Padronização dos procedimentos;
Estabelecimento de um gerenciamento participativo para resolução de
problemas;
Integração nos níveis horizontal (entre setores/departamentos) e vertical (entre
níveis hierárquicos);
Constância de propósitos;
Estabelecimento de relação de mútuo benefício com os fornecedores;
Utilização de análises estatísticas;
Controle de custos relativos à qualidade.

30
31
2.2 - CONTEXTUALIZAÇÃO DO SIX SIGMA
2.2.1 - O que é Six Sigma?
Segundo Eckes (2001), na década de 80, um engenheiro da Motorola começou a
estruturar o conceito de Deming sobre a variação do processo. Mikel Harry iniciou seus
estudos sobre a variação como uma forma de melhorar o desempenho. Essa variação é
representada pela letra grega sigma (σ). Tais variações eram medidas por meio do desvio
padrão, e a meta de melhoria adotada por essa empresa foi de Six Sigma, que representa
uma variação das características de resposta do processo analisado, de seis desvios padrões
em torno de seu valor central, e que também foi adotada como nome desta abordagem de
melhoria. Bob Galvin, presidente da Motorola, atento ao potencial dessa abordagem, logo a
adaptou a todas as atividades de negócio, elegendo esta como a maneira de fazer negócio
de sua empresa (ECKES, 2001). A Figura 2 mostra a ordem cronológica da história do Six
Sigma, e as principais empresas que obtiveram sucesso e ganhos com a metodologia.
O Six Sigma substituiu o programa Total Quality Management (TQM). Segundo
Mikel Harry (ALONSO, 2007), um dos criadores do programa, o TQM não apresentara os
resultados esperados, pois lhe faltava um objetivo. A metodologia foi criada no setor da
produção da empresa pela necessidade de concorrência com produtos estrangeiros,
promovendo uma série de benefícios operacionais, redução de defeitos, resultando em uma
produção mais rápida e limpa.
A General Electric também adotou o Six Sigma como um processo para a melhoria
contínua na produção e gestão de projetos. Devido às vantagens que resultaram, foram
treinados todos os funcionários para multiplicar as melhores práticas, possibilitando a
replicação dos projetos em toda a empresa e adoção de ferramentas estatísticas avançadas,
controle da qualidade, processos de aceleração de mudança e gestão da tecnologia
(RECHULSKI, 2004).

32
Ganhos obtidos até maio de 1998: US$
1,2 bilhão
Ganhos obtidos em
1999: US$ 1,5 bilhão
Ganhos superiores a R$ 20
milhões em 1999
Ganhos de US$ 2,2 bilhões entre o final da década de 80 e o início da década de 90
Ganho médio de US$ 898 milhões/ano em um período de dois anos
Grupo
Brasmotor
Motorola
Asea Brown
Boseri -
ABB
AlliedSignal
General
Electric
1987 1995199319911989 19991997
Início do Six sigma
Grupo Brasmotor
inicia o Six Sigma no
Brasil
Resumo da história do Six Sigma
Figura 2- Resumo histórico do Six Sigma (WERKEMA, 2002)
2.2.2 - Focos do Six Sigma
Hoje, parte da popularidade do programa é devido ao seu foco na redução de custos
e na melhoria da lucratividade. Conforme Andrietta e Miguel (2002), essa melhoria é
obtida através de rastreamento e eliminação das causas raiz dos defeitos, assim como na
melhoria da eficiência em todas as operações, desde o chão de fábrica até os níveis
gerenciais. A eliminação de falhas em processos e produtos no Six Sigma envolve a
medição e melhoria da capacidade do processo na produção de itens conformes.
Na prática, em empresas onde a metodologia está fortemente implantada, Six
Sigma é um processo altamente disciplinado que ajuda a focalizar o desenvolvimento e a
entrega de produtos e serviços “quase perfeitos”.
Assim, dentro deste conceito, a ideia central por trás de Six Sigma é: se for possível
medir quantos “defeitos” existem em um processo, também é possível otimizá-los e,
chegar o mais próximo possível a “zero defeitos”.
A mentalidade Six Sigma começa pela compreensão daquilo que é crítico na
qualidade dos resultados que conduz à insatisfação do cliente e ao retorno financeiro da
empresa (PANDE, 2001). Six Sigma está focado nos valores dos clientes, que são
traduzidos em objetivos de melhoria do negócio. Segundo Eckes (2001), essa é uma

33
responsabilidade do “dono do processo”, que também é responsável, entre outros, pelo
conhecimento das necessidades e expectativas do cliente, pela identificação das fontes de
falhas e defeitos nos processos, e pela implantação de ações que agreguem valor às
necessidades dos clientes.
Isto se deve ao impacto do Six Sigma nas vantagens competitivas, a saber:
Velocidade
Custo
Mix de produtos
Confiabilidade na entrega
Qualidade
O Six Sigma foi e em muitos casos ainda é compreendido como panaceia geral,
mas é na realidade uma solução ótima de médio e longo prazo, se aplicado com seriedade e
sem falsas expectativas.
Muitas empresas têm tido sucesso em sua aplicação e obtenção de resultados,
enquanto tantas outras têm falhado. Eckes (2001) afirma que isso não desqualifica a
filosofia em si, pois o sucesso depende definitivamente da maneira como a estratégia foi
implantada.
Uma implementação bem sucedida de Six Sigma associa o conhecimento estatístico
ao conhecimento técnico da gestão de processos, para estabelecer onde e como utilizar os
métodos. A Figura 3 mostra as etapas de aplicação do método dentro de um processo. O
uso de ferramentas não é motivado apenas pela necessidade de se mostrar o emprego de
uma determinada técnica, mas sim pela utilização de um conjunto de métodos para
solucionar problemas específicos do processo e dos negócios.
Figura 3 - Método Six Sigma para melhorias (BLAKESLEE JR., 1999)

34
Pande (2001) afirma ainda que o Six Sigma proporciona:
1. A geração de um sucesso sustentado, pois desenvolve as habilidades e a cultura
necessárias a uma revitalização constante nas empresas e nos processos;
2. A determinação das metas de desempenho, que é a base sobre a qual está
alicerçada a metodologia Six Sigma, em virtude de o nível de desempenho
aproximar da perfeição;
3. A intensificação do valor para os clientes, considerando que o foco nele é o
ponto vital do método, que busca compreender o significado e a importância do
valor para o consumidor;
4. O aprimoramento das melhorias, que é garantido pela utilização de várias
ferramentas de gestão empresarial disciplinadas pela estrutura do método;
5. A promoção da aprendizagem, em virtude de o Six Sigma aumentar o
desenvolvimento e acelerar o compartilhamento de ideias inéditas dentro das
empresas;
6. A execução de mudanças estratégicas, pois a sua incorporação possibilita a
compreensão detalhada dos processos e procedimentos das empresas,
oferecendo, assim, a capacidade de implementação de simples ajustes a
complexas mudanças.
2.2.3 - Fundamentação teórica e estatística do Six Sigma.
O Padrão Six Sigma expressa uma meta de qualidade de 3,4 defeitos por milhão de
oportunidades, na qual oportunidade de defeitos representa a chance de existir um defeito
por unidade de produto ou serviço fornecido. Quando o processo é considerado estável, ou
seja, a média não desvia mais de 1,5 desvios padrões do seu valor nominal calculado para o
processo em questão, e, portanto, que o número de oportunidades de defeitos esperado por
milhão de oportunidades será de 0,001, e a variabilidade dos resultados de mais ou menos
Six Sigma a partir da média Nominal (MITRA, 2004). No Entanto, todo processo
apresenta uma variação natural, que os estatísticos da Motorola, pais da metodologia Six
Sigma, após verificar o comportamento de muitos resultados de processos, determinaram
para esta variação o valor de 1,5 desvios padrões (σ) (MONTGOMERY, 2004). Esta
explicação pode ser observada através do Gráfico 1, que mostra a distribuição com e sem
variação do desvio padrão.

35
Gráfico 1- Distribuição normal com e sem variação.
1Six Sigma Guide, (2001-2004, adaptado de CABRERA, 2006)
Atualmente, a maioria das empresas competitivas está situada entre três a quatro
Sigma. Para efeito de comparação, a Tabela 1 mostra os custos da pobre qualidade em
relação ao nível Sigma de um processo, relacionando o número de defeitos por milhão de
oportunidades (DPMO). O nível Sigma adequado para um dado processo dependerá dos
requisitos dos clientes: nível Sigma acima significa desperdício de esforço por parte da
empresa ou processo sem a contrapartida de valor reconhecido pelo cliente.
É possível determinar em um processo sua capacidade de atender ao requisito do
cliente. Essa medida é dada pelo cálculo do Cp e Cpk do processo. O Cp é o coeficiente de
potencial do processo, e o Cpk é o coeficiente de capacidade do processo. As avaliações de
capacidade do processo são medidas estatísticas que indicam a quantidade de variação
existente em um processo em relação às especificações do cliente.
1 New To Six Sigma – A Six Sigma Guide For Both Novice And Experienced Quality Practitioners. 2001 – 2004.
6σ
12σ
Média do
Processo
Valor
NominalLSELIE
33369 defeitos
por milhão de
oportunidades
3,4 defeitos por
milhão de
oportunidades
Processo 3 sigma centrado em torno do valor nominal: representa um total de
66.738 de defeitos por milhão de oportunidades fora do limite superior e inferior
dos limites de especificação
Processo 6 sigma: total de 3,4 defeitos por milhão de oportunidades
36
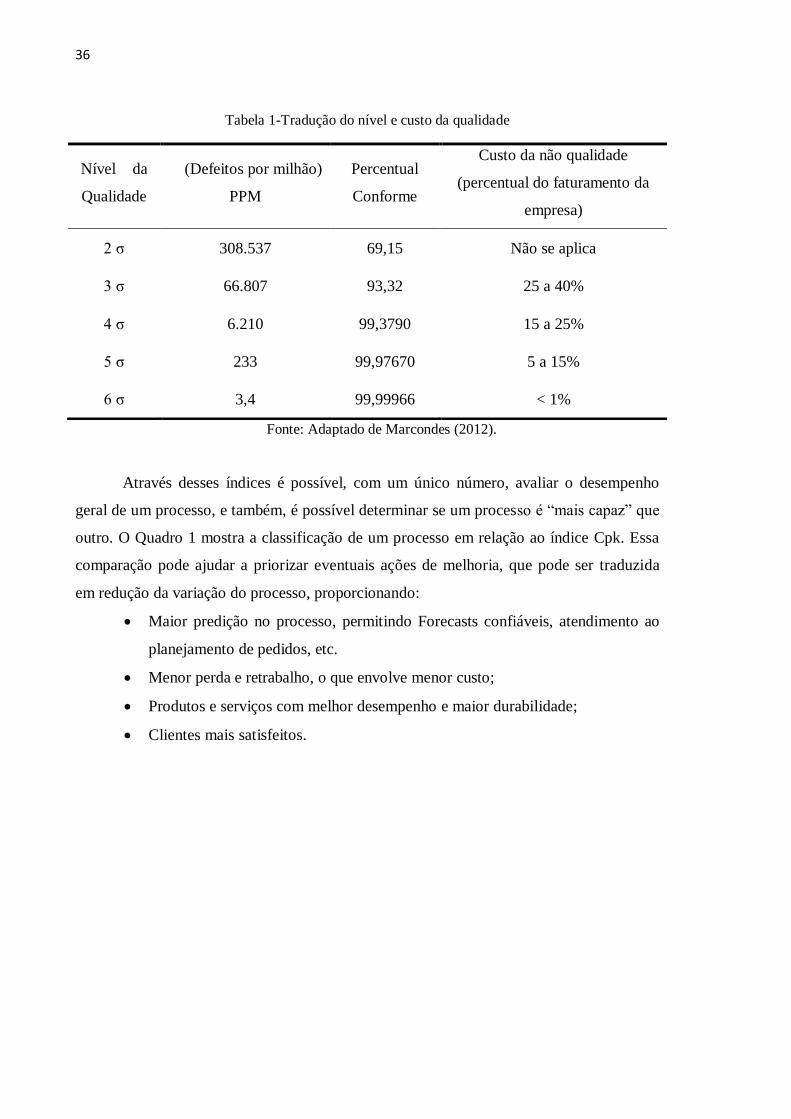
Tabela 1-Tradução do nível e custo da qualidade
Fonte: Adaptado de Marcondes (2012).
Através desses índices é possível, com um único número, avaliar o desempenho
geral de um processo, e também, é possível determinar se um processo é “mais capaz” que
outro. O Quadro 1 mostra a classificação de um processo em relação ao índice Cpk. Essa
comparação pode ajudar a priorizar eventuais ações de melhoria, que pode ser traduzida
em redução da variação do processo, proporcionando:
Maior predição no processo, permitindo Forecasts confiáveis, atendimento ao
planejamento de pedidos, etc.
Menor perda e retrabalho, o que envolve menor custo;
Produtos e serviços com melhor desempenho e maior durabilidade;
Clientes mais satisfeitos.
Nível da
Qualidade
(Defeitos por milhão)
PPM
Percentual
Conforme
Custo da não qualidade
(percentual do faturamento da
empresa)
2 σ 308.537 69,15 Não se aplica
3 σ 66.807 93,32 25 a 40%
4 σ 6.210 99,3790 15 a 25%
5 σ 233 99,97670 5 a 15%
6 σ 3,4 99,99966 < 1%

37
Cpk Interpretação Ações Pertinentes
Cpk ≥ 2,0
Processo excelente, altamente
confiável.
Os operadores têm perfeito
controle do processo
1,33 ≤ Cpk < 2,0 Processo capaz, relativamente
confiável.
Os operadores têm que monitorar
para evitar deteriorização
1,0 ≤ Cpk < 1,33 Processo relativamente incapaz,
pouco confiável.
Exige dos operadores controle
contínuo
0 ≤ Cpk < 1,0 Processo incapaz, podemos ter
produção defeituosa. Exige dos operadores controle de
100% da produção Cpk ≤ 0
Processo totalmente incapaz, não
tem condições de manter as
especificações.
Fonte: Adaptado dos índices Cpk do modelo de Soares (2001)
Quadro 1: Índice de capacidade Cpk
2.2.4 - As fases DMAIC
Os projetos Six Sigma passam por cinco fases, que são conhecidas pela sigla
DMAIC (Define, Measure, Analyse, Improve e Control) (PANDE, NEUMAN E
CAVANAGH, 2001). Segundo Rotondaro (2002), a metodologia DMAIC (Figura 4)
significa seguir determinadas etapas na condução de um estudo no qual se deseja otimizar
processos e produtos, consequentemente com a redução de custos e aumento de
produtividade, e que são compostas por:
1. D - Define (Definir): Definir com precisão o escopo do projeto Six Sigma que
está sendo aberto, o time de trabalho, o detalhamento do problema e sua
interface com o cliente, bem como seu objetivo.
2. M - Measure (Medir): Determinar a localização ou foco do problema. Nesta
fase, as métricas das variáveis dependentes do processo são medidas numa série
temporal, da qual se identifica o valor da média e se quantifica a variabilidade
atual do processo.
3. A – Analyse (Analisar): Determinar as causas de cada problema prioritário. A
fase de análise identifica as possíveis variáveis independentes (X’s), prioriza-as

38
e quantifica seu poder explicativo sobre o comportamento da variável
dependente (Y).
4. I – Improve (Implementar ou Melhorar): Propor, avaliar e implementar soluções
para cada problema prioritário. Uma vez comprovadas as variáveis
independentes (X’s) relevantes na fase de Análise, a fase de melhorias testa ou
simula mudanças nas variáveis independentes selecionadas. Com isso cria-se
um protótipo de solução.
5. C – Control (Controlar): Garantir que o alcance da meta seja mantido em longo
prazo. Nessa fase criam-se novos procedimentos de trabalho e novas atribuições
de papéis e responsabilidades, para se garantir que as melhorias atingidas pelo
projeto sejam mantidas continuamente.
Figura 4- As fases da metodologia DMAIC (MARCONDES, 2012)
Para definir um projeto Six Sigma, primeiramente se define o processo ou método
de condução do projeto. Ao longo do projeto, as análises buscam identificar as variáveis
independentes que mais contribuem para explicar uma mudança na variável dependente
que expressa o desempenho do processo. A Figura 5 mostra as entradas e saídas de um
processo, a variável dependente que é denominada Y e as variáveis independentes, de X.
Tem-se, então, que Y=f(X).

39
Figura 5 - Um processo e suas variáveis de entrada e saída
2.2.5 - Empresas que tiveram sucesso na implementação do Six Sigma
O caso que ganhou maior visibilidade foi o da General Electric (EUA) que se
tornou um benchmark no assunto, pois a empresa investiu US$ 380 milhões na
implementação do Seis Sigma, em 1996, e apurou a obtenção de ganhos da ordem de US$
1,5 bilhões dois anos depois (HENDERSON; EVANS, 2000). Outro caso que também
ganhou destaque foi o da empresa Dow Chemicals (EUA) que em um curto espaço de
tempo - apenas três anos - obteve em 1999, US$ 1,5 bilhões de ganhos, estimulando outras
unidades do grupo a incorporarem o programa independente do produto fabricado ou da
área funcional da empresa (MOTWANI et al., 2004).
No Brasil, o caso mais conhecido é o do Grupo Brasmotor, tanto por ter sido a
primeira empresa com tecnologia nacional a aplicar o Six Sigma no país, quanto por ter
conseguido auferir em 1999 - dois anos após a implementação do programa - ganhos da
ordem de R$ 20 milhões (WERKEMA, 2002a).
Depois de 1999, após a divulgação do êxito obtido pelo Grupo Brasmotor com o
Six Sigma, o programa se tornou amplamente conhecido e até 2003 já estava difundido em
muitas empresas brasileiras, tais como: Brahma, Belgo Mineira, Votorantim Cimentos,
Votorantim Metais, GE Plastics, Maxion, Grupo Gerdau, ALL, Líder Táxi Aéreo, Nokia,
Tupy Fundições, Fiat Automóveis, entre outras.

40
41
2.3 - CONTEXTUALIZAÇÃO DO LEAN MANUFACTURING
2.3.1 - O que é o Lean Manufacturing
O sistema de produção Toyota Production System (TPS) foi concebido e
desenvolvido pela Toyota Motor Co. Para que suas fábricas se tornassem capazes de operar
Just in time (JIT), ou seja, fabricar e entregar somente produtos necessários, na quantidade
exata e no momento certo.
Na década de 80, esse sistema foi apontado pelos pesquisadores do Massachusetts
Institute of technology (MIT) como o modelo de produção automobilístico mais
competitivo do mundo. Esse modelo ganhou notoriedade com a divulgação de um projeto
de pesquisa conduzido pelo MIT, que estudou as práticas gerenciais e os programas de
melhorias adotados e constatou que a adoção destes princípios em muito contribuía para
reforçar a competitividade 2(WOMACK; JONES; ROOS, 2001 apud SILVA et al., 2011).
O sistema de produção Lean encontra-se atualmente em processos de ampla difusão
nos mais diversos segmentos industriais, da fabricação de remédios à produção de aviões,
não mais se restringindo ao setor automotivo ou às grandes empresas.
Ainda há algumas empresas que se frustram pela incapacidade de reproduzir o
desempenho da Toyota. Segundo 3Spear e Bowen (1999, apud SIMÃO, 2003), a questão
da cultura japonesa, argumento tão utilizado para refutar a implantação do Lean
Manufacturing em outros países, é minimizada pelo acompanhamento dos sucessos de
implantação nos EUA e pelo fracasso de algumas empresas no Japão. Segundo os autores,
a principal questão é a diferença entre a implantação de ferramentas e práticas do Lean e o
sistema propriamente dito.
Um ponto crucial na proposta dos autores é de que o método não é imposto pela
empresa, mas emerge da estrutura montada pelo Lean. Em assim sendo, foram
identificadas quatro regras que definem esta estrutura:
1º. Todos os trabalhos devem ser minuciosamente especificados em termos de
conteúdo, sequência, tempo e resultado;
2º. Todas as conexões cliente-fornecedor devem ser diretas e binárias (sim/não)
para enviar solicitações e receber respostas;
2 WOMACK, J. P.; JONES, D. T.; ROSS, D. A Máquina Que Mudou o Mundo. Rio de Janeiro: Campus, 2001. 3 SPEAR, S., BOWEN, H. B. Decodificando o DNA do Sistema Toyota de Produção. Harvard Business Review, PP. 97-106, September-October, 1999.

42
3º. Todos os fluxos dos produtos e serviços devem ser simples e diretos;
4º. Todas as melhorias precisam ser feitas continuamente e em conformidade com
o método, sob orientação de um líder e no nível mais baixo da organização.
2.3.2- O propósito do Lean Manufacturing
A motivação central da metodologia LM é buscar a redução do tempo entre o
pedido do cliente e a entrega por meio de eliminação de desperdícios. Ela promove a
identificação do que agrega valor (e do que não agrega) na perspectiva do cliente; a
interligação das etapas necessárias à produção de bens no fluxo de valor, de tal modo que
este avance sem interrupções, desvios, retornos, esperas e refugos; e a operação deste fluxo
puxada pela demanda (SILVA et. al., 2011).
Um dos conceitos fundamentais do Lean Manufacturing é a melhoria contínua
(chamado de Kaizen), considerada a chave do sucesso do método. Partindo do princípio de
que o tempo é o melhor indicador de competitividade, atua de forma ampla para
reconhecer e eliminar os desperdícios existentes na empresa, sejam em processos
produtivos já existentes ou em fase de projeto, produtos novos, manutenção de máquinas
ou, ainda, em processos administrativos.
Para o Kaizen, é sempre possível fazer melhor, nenhum dia deve passar sem que
alguma melhora tenha sido implantada, seja ela na estrutura da empresa, no processo ou no
indivíduo (MARCONDES, 2012).
Segundo Riani (2006), o foco do Lean é otimizar os processos e procedimentos
através da redução contínua de desperdícios. Seus objetivos fundamentais são:
Otimização e a integração do sistema de manufatura: é preciso integrar todas as
partes do sistema de manufatura, buscando sempre a otimização do sistema
como um todo;
Qualidade: o sistema precisa e exige um ambiente produtivo que forneça
produtos com qualidade. Cada processo de produção deve passar produtos com
qualidade para a etapa seguinte, ou seja, a qualidade deve ser assegurada ao
longo de todo o processo;
Flexibilidade do processo: é minimizar os fatores de restrição na produção;
Produção de acordo com a demanda: a empresa tem que organizar sua
produção de acordo com os pedidos dos clientes;

43
O compromisso com clientes e fornecedores: manter os compromissos é o elo
final que permite que as empresas fabricantes individuais se juntem em um
processo industrial contínuo;
Redução de custo de produção: é o objetivo mais evidente e factível com a
implementação do Lean Manufacturing, que declara “guerra” ao desperdício.
No Quadro 2 podemos ver as principais características e elementos do LM que o
distinguem do paradigma tradicional de manufatura.
Para eliminação destes desperdícios e alcance das metas estabelecidas, a
metodologia Lean Manufacturing lança mão de um conjunto de técnicas e ferramentas
como o Valor e cadeia de valor, Kanban, Heijunka, Kaizen, 5S Hausekeeping, o Setup
Rápido, o TPM, o combate às 8 perdas, OEE, Mapa de Fluxo de Valor (VSM - Value
Stream Mapping), dentre outras.

44
Características Manufatura Tradicional Lean Manufacturing
Pla
nej
am
ento
e c
on
tro
le d
as
op
era
ções
Objetivo gerencial
Busca da eficiência pela maximização
do uso de recursos e aumento da
produção
Busca da eficácia e eficiência com
foco na criação de valor e redução de
desperdícios
Gestão de estoques Manutenção de estoques suficientes
para proteger a produção
Redução de estoques para evidenciar
os problemas de produção
Acionamento da
produção
Produção empurrada (push) por ordens
de produção e previsões de demanda
Produção puxada (pull) pela demanda
e entrega Just-in-time (JIT)
Con
figu
raçã
o f
ísic
a d
o
sist
ema p
rod
uti
vo
Arranjo físico Limitado a arranjos do tipo linear (por
produto) ou funcional (por processo)
Agrupamento de produtos por famílias
para implantação de células de
manufatura
Tipo de
equipamentos
Equipamentos com baixa flexibilidade
devido a tempos de setup longos
Equipamentos com alta flexibilidade
que incorporam sistemas de Troca
Rápida (TR)
Fluxo de material Lead time longo por falta de conexão
entre as etapas de processo
Manufatura de Fluxo Contínuo (MFC)
com lead time curto
Tamanho do lote Lotes grandes dimensionados pelo
modelo do lote econômico Lotes pequenos e one piece flow
Pro
cess
o d
e m
elh
ori
a
Procedimentos de
trabalho
Variação e ineficiência devido à falta de
atualização dos procedimentos e falta de
aderência aos padrões
Aderência aos procedimentos
melhorados e formalizados como
trabalho padrão (TP)
Controle da
qualidade
Inspeção no embarque, controle sob
responsabilidade do departamento de
controle de qualidade
Inspeção na fonte, cultura da
qualidade total (TQM), aplicação de
Poka Yoke (PY) em sistemas à proca
de erro
Gestão da
manutenção
Predominantemente corretiva,
responsabilidade dos técnicos de
manutenção
Promoção da Manutenção Produtiva
Total (MPT)
Visão do processo
de melhoria
Foco na eficiência de recursos limita a
abrangência dos resultados
Visão sistêmica das necessidades de
melhoria pelo Mapeamento de Fluxo
de Valor (MFV)
Quadro 2 - Principais características da manufatura tradicional e da LM
(adaptado de MANN, 2005)

45
2.3.3 - Princípios e conceitos fundamentais do pensamento enxuto
De acordo com Silva et al. (2007) “o pensamento enxuto inicia-se pela definição de
valor – o que é importante para o cliente, ou seja, o foco é a criação de valor para o
cliente”. Todas as ferramentas e técnicas do Pensamento Enxuto são meios para se atingir
essa finalidade e não fins em si mesmos.
A figura 6 representa as diferenças entre a abordagem tradicional e a proposta, a
partir do pensamento enxuto.
Figura 6 - Princípio do não-custo.
Adaptado de Giannini (2007)
Para Giannini (2007), o pensamento enxuto ou STP tem como objetivo produzir
produtos ou serviços com nível de qualidade classe mundial, para suprir a expectativas dos
clientes e ser um modelo de responsabilidade corporativa, dentro da indústria e a
comunidade ao redor.
Barros Filho (2003) salienta que a tradicional equação de formação de preço dos
produtos:
Preço = Custo + Lucro, é substituída pelo Lucro = Preço – Custo

46
Womack, Jones e Roos (1992) ainda comentam que a produção enxuta consistia
em produzir, com o máximo de economia de recursos, para representar a forma de
produção desenvolvida na Toyota.
Slack, Chambers e Johnston (2002) postulam que o sistema de produção da Toyota
é formado por apenas quatro regras implícitas, que guiam a concepção, o projeto, operação
e melhoria de qualquer atividade, relação ou fluxo para produto e serviço. As quatro regras
são:
1. Todo trabalho deve ser altamente especificado no seu conteúdo, sequência,
tempo e resultado.
2. Toda relação cliente-fornecedor (interno e externo) deve ser direta, com um
canal definido e claro para enviarem pedidos e receber respostas.
3. O fluxo de trabalho e processo para todos os produtos e serviços deve ser
simples e direto.
4. Qualquer melhoria deve ser feita pelo método científico, sob a coordenação de
um orientador e no nível mais baixo da organização (SLACK et al., 2002)
Slack, Chambers e Johnston (2002) comentam que essas quatro regras requerem
que as atividades, relações e fluxos de trabalho e processo possam sinalizar problemas
automaticamente. É essa contínua resposta aos problemas que faz com que esse sistema,
aparentemente rígido, seja na verdade extremamente flexível e adaptável às mudanças. A
Figura 7 resume o Sistema Toyota de Produção e suas principais ferramentas e técnicas.
A sustentação do Sistema Toyota de Produção é baseada em dois pilares, jidoka e o
just-in-time e a base do sistema é a estabilidade. A estabilidade é considerada a base do
Sistema Toyota de Produção, como um todo, pois auxilia na garantia da produção de itens
livres de defeitos (pilar Jidoka), na quantidade e momento certo (pilar Just-in-Time)
O conceito kaizen advém de uma filosofia organizacional e comportamental, por
meio de uma cultura voltada à melhoria contínua, com foco na eliminação de perdas em
todos os sistemas de uma organização (MARTINS; LAUGENI, 2005).

47
Figura 7 - Sistema Toyota de Produção.
Adaptado de Martins e Laugeni (2005)
Outro conceito fundamental da filosofia Lean ou um dos pilares do STP é
metodologia PDCA (Figura 8) – Plan, Do, Check, Act, centrada na resolução de
problemas, identificação da causa e na procura da melhor solução (OSONO, 2008).
Para Simão (2003), um ponto crucial é de que o método não é imposto pela
empresa, mas emerge da própria filosofia Lean. Em assim sendo foram identificadas quatro
regras que definem esta estrutura:
1ª regra - Todos os trabalhos devem ser minuciosamente especificados em
termos de conteúdo, sequência, tempo e resultado.
2ª regra - Todas as conexões cliente-fornecedor devem ser diretas e binárias
(sim/não) para enviar solicitações e receber propostas.
3ª regra - Todos os fluxos dos produtos e serviços devem ser simples e
diretos.

48
4ª regra - Todas as melhorias precisam ser feitas continuamente e em
conformidade com o método científico, sob orientação de um líder e
no nível mais baixo da organização.
Figura 8 - PDCA – Método de Gerenciamento de Processos Adaptado de Aguiar (2002)
2.3.4 - As 7 Perdas
A filosofia de reduzir e eliminar desperdícios consiste em identificar atividades que
agregam valor e as atividades que não agregam valor, livrando-se das últimas (Liker,
2005). A Toyota identificou os sete principais desperdícios comumente encontrados em
processos produtivos:
a. Superprodução ou produção em excesso: Produção antecipada ou excessiva
(acima da demanda). Gera excesso de pessoal, excesso de estoque e transporte
desnecessário. Tem a propriedade de esconder outras perdas;

49
b. Excesso de estoque: Excesso de matéria-prima, de estoque em processo ou
produto acabado. Caracteriza dinheiro parado, que ainda gera custo excessivo,
baixo desempenho do serviço prestado ao cliente, longo lead time, produtos
danificados e atrasos. Oculta problemas como desbalanceamento de produção,
defeitos no produto ou em equipamentos e longo tempo de setup;
c. Defeitos: Problemas de qualidade, retrabalhos e descarte. Geram custos de
recuperação ou perda total de material e tempo, havendo risco de perda de
confiança do cliente caso o defeito não seja detectado;
d. Espera: Ociosidade de pessoas, informação, matéria-prima ou produto semi-
acabado. Pode ter basicamente as seguintes causas: espera por um
processamento atrasado; espera de processamento de todas as peças do lote;
espera por falta de estoque; espera por uma ferramenta; e espera gerada quando
o funcionário é forçado a permanecer junto à máquina para vigiá-la ou devido
ao desbalanceamento das operações. Gera longo lead time;
e. Transporte desnecessário: movimento de estoque por longas distâncias ou
transporte ineficiente. Em empresas de produção de bens é uma atividade que
não agrega valor e deve ser minimizada, pois despende capital, tempo e
energia. Mudanças simples de layout diminuem a necessidade de transporte;
f. Movimentação desnecessária: movimentos que o funcionário tem que fazer
para procurar, pegar ou empilhar. Está relacionado à desorganização do
ambiente, gera perda de tempo e pode ser eliminado através do estudo de
tempos e movimentos ou modificação de layout;
g. Superprocessamento ou processamento incorreto: Processamento desnecessário
ao valor que o cliente deseja ou processamento inadequado. Causa movimentos
desnecessários, perdas de tempo e esforço e ainda pode produzir defeitos.
Produto com qualidade superior a esperada pelo cliente é considerado
desperdício.
Hines e Taylor (apud Oliveira et al., 2009) definem três diferentes tipos de
atividades quanto ao desperdício:
a. Atividades que agregam valor: atividades que agregam valor para o
consumidor, ou seja, atividades que fazem com que o consumidor queira pagar
pelo produto;

50
b. Atividades desnecessárias que não agregam valor: atividades que aos olhos do
consumidor são desperdício e devem ser eliminadas em curto e médio prazo,
pois não agregam valor em situação alguma;
c. Atividades necessárias que não agregam valor: atividades necessárias à
empresa, mas que não agregam valor aos olhos do consumidor. São
desperdícios difíceis de serem eliminados em curto prazo.

51
2.4 - A INTEGRAÇAO ENTRE LEAN MANUFACTURING E SIX SIGMA
A primeira integração e popularização do Lean com o Six Sigma ocorreu em 1986,
por George Group (SALAH; RAHIM e CARRETERO, 2010). Mas a evolução do Lean
Six Sigma teve início nos anos 2000 (BYRNE et. al., 2007). Sheridan (2000) usou o termo
Lean Six Sigma para descrever o sistema da combinação de ambos Lean Manufacturing e
Six Sigma.
A forma como o Lean Manufacturing e o Six Sigma tem se relacionado é
integralmente aceitável hoje, e mais empresas estão estabelecendo programas Lean Six
Sigma, especialmente depois de comprovarem a capacidade do Lean Six Sigma dentro das
empresas como GE e Toyota. Recentemente, algumas empresas tem ensinado essa
integração internamente, o que tem facilitado a expansão e adequação às práticas conjuntas
dessas duas metodologias (SALAH; RAHIM e CARRETERO, 2010)
A abordagem Six Sigma oferece um conjunto de ferramentas para identificação,
medição e análise de problemas e o sistema Lean preconiza a adoção de técnicas e
procedimentos que tornam o modo de produção mais competitivo, ou seja, enquanto o Six
Sigma é voltado para o diagnóstico, análise e planejamento, o Lean ajuda a reconfigurar o
modo de operar de um sistema de produção.
2.4.1- Gestão de Projetos Lean Six Sigma
A fase mais importante do Lean Six Sigma é o seu início, pois existem aspectos que
são essenciais no processo de inserção do programa nas organizações. Entre os principais
fatores que podem assegurar a eficácia do Lean Six Sigma destaca-se o comprometimento
da gerência com o programa, em virtude da necessidade da alocação de recursos que
sustentem sua manutenção.
Outro fator relevante é a mudança cultural, pois a implementação do Lean Six
Sigma exige ajustes na cultura da organização e uma nova atitude dos funcionários que
devem se sentir continuamente motivados para os desafios e o rigor que o programa impõe,
em especial, no que se refere à coleta e mensuração dos dados dos processos (ANTONY,
2004).
Considera-se também como um fator decisivo para iniciar uma gestão Lean Six
Sigma, a necessidade de existir nas empresas uma infraestrutura organizacional adequada e

52
que assegure a introdução, desenvolvimento e continuidade do programa (WIPER;
HARRISON, 2000).
A Figura 9 explicita essa ideia e sugere que o programa Lean Six Sigma esteja
realmente inserido no contexto da gestão da qualidade e da gestão estratégica como um
programa amplo que contempla atividades de planejamento, medição e priorização de
ações de melhoria. Os projetos são derivados da ação e dinamismo do ambiente (de seus
agentes diretos) sobre a orientação estratégica e missão, que direcionam a formulação da
estratégia competitiva e a definição dos objetivos e metas estratégicos e operacionais.
Ambiente
Clientes; meio ambiente;
tendências; fornecedores;
concorrência.
Orientação
estratégica/
missão
Estratégia
competitiva
Objetivos e
metas
estratégica
Objetivos e
metas
operacionais
Planejamento
Medição
Ações de Melhoria
Programa
estratégico
Programa
operacional
Programa Lean
Six Sigma
Projetos Lean
Six Sigma
Bens/serviços e processos melhoresFeedback
Figura 9 - Lean Six Sigma como programa estratégico e operacional.
O gerenciamento de projetos nos moldes do Lean Six Sigma deu mais foco para as
atividades e possibilitou um maior comprometimento das pessoas pelo fato de os projetos
serem formalizados por meio de contrato celebrado entre membros de uma equipe
composta por profissionais de níveis hierárquicos e funções diferenciadas (ROTONDARO,
2002).
A formação e capacitação de uma equipe de especialistas é necessária, com
identificação própria (master black belts, champion, black belts e green belts) para compor
um grupo dos profissionais mais aptos para desenvolverem e promoverem o crescimento
do desempenho do negócio, aplicando métodos de redução de perdas e desperdícios e
técnicas estatísticas para implementarem projetos definidos e/ou direcionados
estrategicamente.
Goh (2002) aponta que a implementação dos projetos Lean Six Sigma está atrelada
a problemas interfuncionais e multidisciplinares, e embutem uma forma fértil de se gerar e
enriquecer ideias e técnicas, tendo o pensamento estatístico como um denominador
comum. Usar uma abordagem orientada para dados e projetos é uma característica

53
fundamental que aumenta a habilidade de reconhecer, descrever, gerenciar, controlar e
mesmo utilizar a variação existente nos diversos processos.
2.4.2 - Principais ferramentas em comum entre as metodologias
O sucesso que as empresas conseguem com a utilização da metodologia Lean Six
Sigma deve-se principalmente ao uso de poderosas ferramentas que, aplicadas em
situações específicas e de maneira correta, proporcionam um significativo auxílio à
melhoria dos sistemas administrativos e de manufatura, à gestão da qualidade e ao
gerenciamento de processo.
Entre as ferramentas mais usadas (Quadro 3) destacam-se o Controle Estatístico de
Processo (CEP) e os Gráficos de Controle, para a identificação de problemas; as Provas de
Significância Estatística (Qui-quadrado, Teste-T e Análise de Variância), para definição do
problema e análise da causa-raiz; a Correlação e Regressão, análise de causas-raiz e
previsão de resultados; o Planejamento de Experimentos (DOE), para análise de soluções
ótimas e validação de resultados; a Análise de Modo e Efeitos de Falha (FMEA), para
priorização e prevenção de problemas; os Dispositivos à Prova de Falhas (POKA-YOKE),
para prevenção de defeitos e aperfeiçoamento do processo, e o Desdobramento da Função
da Qualidade (QFD), para produtos, serviços e projeto de processos (ANDRIETTA E
MIGUEL, 2002).
Segundo Júnior (2007), As representações gráficas são importantes para permitir a
visualização imediata do conjunto de dados, além de evidenciar as relações existentes entre
os atributos ou variáveis observadas. Este tipo de recurso é geralmente característico da
segunda fase da metodologia DMAIC, ou seja, a fase MEDIR, conforme apresenta no
Quadro 4.

54
ETAPA ATIVIDADES & FERRAMENTAS
DEFINIR
Identificação do Problema
Escolha do Projeto
Plano de Projeto (Project Charter)
SIPOC
VOC/CTQ
Fluxogramas
Indicadores do Estado Atual
MEDIR
Avaliação de Sistemas de Medição
IPO (Processo)
Ferramentas de “Funneling”
Planilhas de Coletas de Dados
Cartas de Controle
Diagrama de Pareto
ANALISAR
Brainstorming
Diagrama de Causa & Efeito
Teste de Hipóteses
Análise de Regressão
Projetos de Experimentos (DOE)
IMPLEMENTAR
Matriz de Priorização
GUT
5W2H
CONTROLAR
Validação
Cartas de Controle
Gráficos “Antes X Depois”
Padronização
Quadro 3 - Ferramentas Básicas nas Fases DMAIC (MARCONDES, 2012).

55
Tipo de Gráfico Função
Histograma Segundo MONTGOMERY (2004), o histograma é uma representação
visual dos dados que nos possibilita três propriedades do conjunto de
dados do processo, a forma, a tendência central e a dispersão.
Box-Plot Revela grande parte da estrutura dos dados e dele podem ser extrídas as
seguintes características dos dados: posição ou tendência central; dispersão
ou variabilidade; assimetria; comprimento das caudas; e observação
discrepante.
Diagrama de
Dispersão
Trata-se de um gráfico utilizado para a visualização do tipo de
relacionamento existente entre as duas variáveis. Este gráfico é útil para
facilitar o entendimento dos tipos de relações existente entre as variáveis
associadas a um processo, para facilitar a detecção de possíveis problemas
e para o planejamento das ações de melhoria a serem adotadas.
Diagrama de
Pareto
Esta ferramenta tem por função descrever graficamente os dados, que
representam a característica de interesse, de maneira que se possa detectar
os itens com melhores oportunidades de melhoria e desta forma direcionar
e concentrar esforços nestes (ROTANDARO, 2002). É um recurso
utilizado na fase MEDIR da metodologia DMAIC.
Quadro 4 - Tipos de Gráficos - adaptado de Júnior, 2007.
As ferramentas usadas em Lean e Six Sigma não foram todas inventadas nessas
metodologias, mas elas foram usadas para estruturar a forma de cada metodologia. Ambas
podem conviver em uma mesma caixa de ferramentas, onde certamente uma ferramenta
pode ser usada mais do que outra, dependendo da natureza do problema ou oportunidades
encontradas. Muitas ferramentas são em comum entre Six Sigma e Lean (McADAM e
DONEGAN, 2003), e a Figura 10 mostra um exemplo disso.
A fusão das duas metodologias é o caminho para as organizações aumentarem o
potencial de melhorias em seus processos e serviços 4(BHUIYAN e BAGHEL, 2005 apud
SALAH; RAHIM e CARRETERO, 2010). Através dessa união, é identificado caminhos
para melhorar simultaneamente, de maneira significativa, custos, qualidade, variabilidade e
lead time 5(LEAN SIGMA INSTITUTE, 2008 apud SALAH; RAHIM e CARRETERO,
2010).
4 BHUIYAN, S. and BURCHER, P. (2006) – “Lean Viewed as a Philosophy”, Journal of Manufacturing
Technology Management, Vol. 17, No. 1, pp. 56-72 5 LEAN SIGMA INSTITUTE (2008) – “Lean Six Sigma overview”, a boutique consultant in Lean Six Sigma, available at: www.sixsigmainstitute.com

56
Figura 10: As Ferramentas usadas no Six Sigma e no Lean (próprio autor)
Kanban
Visual Workplace
Kaizen
OEE
5S Housekeeping
O combate as 8 perdas
Teste de Hipóteses
Cartas de Controle
Regressão
DOE
Analisé de Capacidade
Diagrama de Pareto
Brainstorming
Mapa de Fluxo de Valor
Mistake-proofing
Algumas ferramentas de
Six Sigma
Algumas ferramentas de
Lean Manufacturing
Algumas ferramentas em
comum

57
3 - A INDÚSTRIA DO ÁLCOOL
3.1 - Análise do Setor Sucroalcooleiro
A cultura da cana-de-açúcar no Brasil se confunde com a própria história do país,
tendo sido uma das primeiras culturas agrícolas a serem organizadas no período da
colonização. Até o século XIX, toda a atividade característica do setor sucroalcooleiro,
tanto do cultivo da cana como da produção e comercialização do açúcar, era restrita,
exclusivamente, à região nordeste do país, devido ao clima e solo propícios e incentivos
através de financiamentos bancários para os aqueles que se comprometessem a estabelecer
a cultura da cana em suas terras (COSTA, 2003). Nos dias de hoje o Brasil tornou-se um
dos maiores produtores e exportadores mundiais de álcool e açúcar, tendo parte de sua
história ligada a esta atividade, com o “Ciclo da Cana-de-Açúcar”, iniciado em 1532 pelos
portugueses, se expandindo para o Nordeste e tornando o Brasil, o maior fornecedor de
açúcar para o mercado europeu na época e desbravador de novos mercados atualmente
(ÚNICA, 2005).
De acordo com Macedo (2007), nos próximos anos, será possível implementar as
tecnologias disponíveis ainda em uso parcial. A evolução “contínua” de processos incluirá:
agricultura “de precisão”, variedades para as novas áreas, avanços na mecanização
agrícola, novos processos de separação do etanol, e automação industrial. Em médio prazo
(5–10 anos), diversos co-produtos derivados da sacarose e novos subprodutos serão
incorporados. Em médio e longo prazo, poderá ocorrer a difusão de variedades
geneticamente modificadas de cana-de-açúcar. Isto, e o uso de novas variedades poderão
aumentar significativamente o valor da produção.
Tecnologias ainda não comerciais poderão ser as chaves para esta transformação: a
hidrólise de biomassa e diversas fermentações dos açúcares resultantes, a gaseificação de
biomassa, para energia elétrica ou síntese de combustíveis, e possivelmente a engenharia
genética, no suporte ao melhoramento da cana. Macedo (2004) afirma que os custos na
produção do etanol prometem diminuir ainda mais, com melhorias no processo, inovações
em variedades transgênicas de cana-de-açúcar, novos processos industriais e novos
produtos (entre estes, energia elétrica a partir do bagaço e da palha de cana).
Conforme histórico, o Brasil é hoje o que pode oferecer menor custo de produção
de etanol e de açúcar a partir da cana. A tendência é de que esses custos diminuam ainda

58
mais devido a melhorias na produção, inovação em variedades de cana (transgênicas),
novos processos industriais e novos produtos (como energia elétrica a partir do bagaço e da
palha da cana) (MACEDO, 2004).
3.2 - Peculiaridades das usinas de açúcar e etanol
Segundo Yamada (2002), o processo produtivo sucroalcooleiro é caracterizado pela
sazonalidade: na época da safra, a usina trabalha com sua maior capacidade e, na
entressafra faz sua manutenção e gerencia seu estoque.
O período de moagem é definido por três fatores relacionados ao clima seco.
Primeiramente, a cana tem seu teor de sacarose aumentado, em virtude do stress hídrico
causado pela menor disponibilidade de água. Em segundo lugar, do ponto de vista
agronômico, a colheita apresenta menor risco de causar danos, como a compactação do
solo e o dilaceramento de soqueiras (raízes de cana), devido à movimentação das máquinas
no campo. Finalmente, a interrupção frequente do processo de colheita e transporte, devido
à chuva, reduz a confiabilidade de entrega de cana na indústria (AMARAL et al., 2008).
As diferentes etapas do trabalho, no processo de produção canavieira, vêm sendo
reestruturadas, tecnológica e gerencialmente, objetivando a diminuição de custos da
produção, que representam, em média, 62% do custo total das empresas (TEIXEIRA,
2006).
De acordo com Cerri (2008), 60% dos custos de produção estão associados ao setor
agrícola; e o corte, carregamento e transporte somam 47%, como se observa no Gráfico 2.
Neste processo, a gestão agrícola tem de administrar a intensificação da
mecanização da lavoura integradamente à indústria processadora (SILVA, 2006).
Diferente dos demais países produtores de cana-de-açúcar, no Brasil, o
processamento industrial é integrado verticalmente à produção agrícola. Desta forma, a
usina mói cana própria (ou arrendada) e de fornecedores e dependendo do tipo de contrato,
as operações agrícolas de preparo de solo, plantio e tratos culturais, além do próprio corte,
carregamento e transporte (CCT) da cana, são realizadas pela usina (AMARAL et al.,
2008).

59
Gráfico 2: Custo da produção agrícola sucroenergética.
Fonte: Cerri (2008).
Outra característica peculiar da indústria sucroalcooleira é a continuidade de suas
operações. Uma vez iniciada a safra e a moagem na indústria, o abastecimento de cana
deve ser contínuo, pois os custos decorrentes da interrupção do fornecimento de cana e
warm-up para a retomada das atividades são muito altos; daí, a necessidade de um
planejamento adequado das operações de corte, carregamento e transporte da cana-de-
açúcar para a indústria, cujo principal aspecto é a otimização dos recursos alocados nestas
operações, ou seja, mínimo de perdas (SILVA, 2006).
3.3 - Processos logísticos da cana-de-açúcar na área agrícola
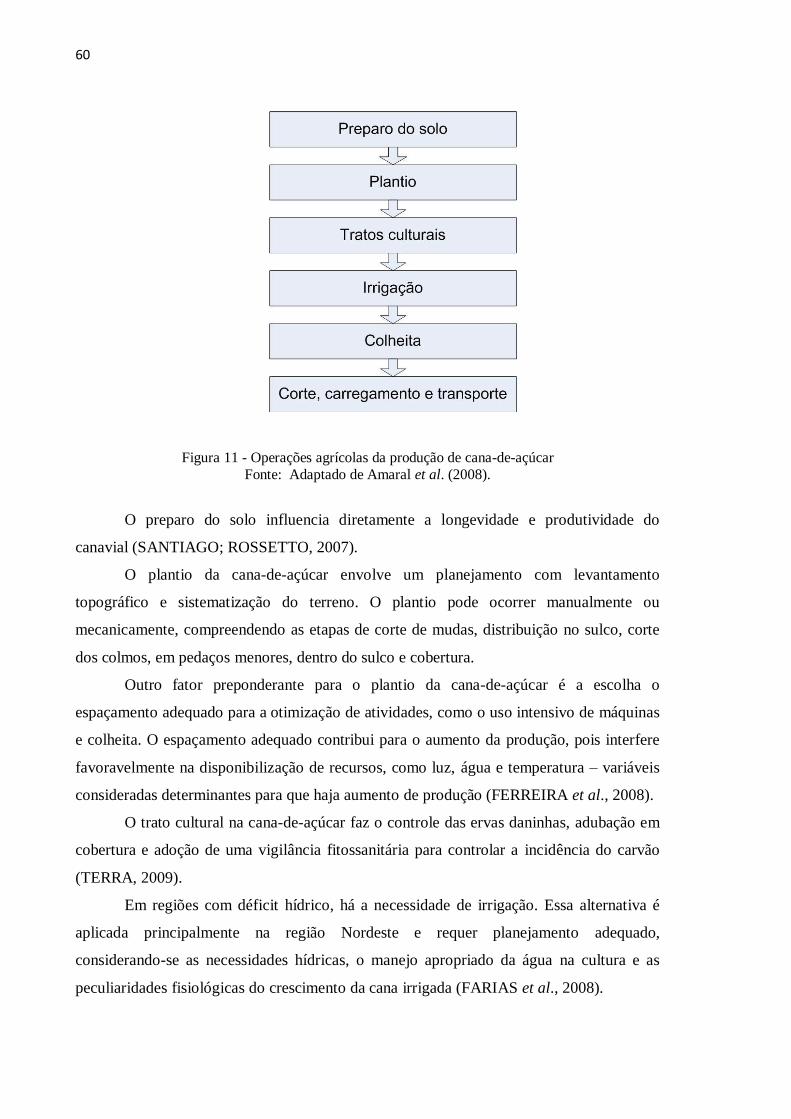
Segundo Amaral et al. (2008), a produção agrícola da cana compreende preparo do
solo, plantio, tratos culturais, irrigação, colheita, corte, carregamento e transporte (Figura
11).
O processo agrícola é distribuído ao longo dos 12 meses do ano (TEIXEIRA,
2006).
Para o plantio da cana-de-açúcar, há a necessidade de preparar o solo, removendo-
se a vegetação existente e plantas indesejáveis, criando-se condições favoráveis à
germinação e ao desenvolvimento da cultura.
Transporte 18%
Carregamento 8%
Corte 21%
Plantio 20%
Tratos culturais - planta
5%
Tratos culturais - soca 28%
60
Figura 11 - Operações agrícolas da produção de cana-de-açúcar
Fonte: Adaptado de Amaral et al. (2008).
O preparo do solo influencia diretamente a longevidade e produtividade do
canavial (SANTIAGO; ROSSETTO, 2007).
O plantio da cana-de-açúcar envolve um planejamento com levantamento
topográfico e sistematização do terreno. O plantio pode ocorrer manualmente ou
mecanicamente, compreendendo as etapas de corte de mudas, distribuição no sulco, corte
dos colmos, em pedaços menores, dentro do sulco e cobertura.
Outro fator preponderante para o plantio da cana-de-açúcar é a escolha o
espaçamento adequado para a otimização de atividades, como o uso intensivo de máquinas
e colheita. O espaçamento adequado contribui para o aumento da produção, pois interfere
favoravelmente na disponibilização de recursos, como luz, água e temperatura – variáveis
consideradas determinantes para que haja aumento de produção (FERREIRA et al., 2008).
O trato cultural na cana-de-açúcar faz o controle das ervas daninhas, adubação em
cobertura e adoção de uma vigilância fitossanitária para controlar a incidência do carvão
(TERRA, 2009).
Em regiões com déficit hídrico, há a necessidade de irrigação. Essa alternativa é
aplicada principalmente na região Nordeste e requer planejamento adequado,
considerando-se as necessidades hídricas, o manejo apropriado da água na cultura e as
peculiaridades fisiológicas do crescimento da cana irrigada (FARIAS et al., 2008).

61
Atualmente, a colheita da cana-de-açúcar, no Brasil, além da colheita manual, é
processada mecanicamente, num processo que combina a operação de colheita com a de
carregamento.
Perfila-se um novo conceito de colheita da cana-de-açúcar, sem queima prévia, que
visa ao aproveitamento integral da planta, envolvendo operações adicionais para a retirada
das folhas e a disposição adensada de colmos e palhiço para o transporte (BRAUNBECK;
MAGALHÃES, 2006).
3.4 - Processos Básicos de produção do álcool
A Etapa do processamento industrial do processamento da cana-de-açúcar pode ser
dividida em cinco grandes volumes de controle: Sistema de Extração, Planta de
Tratamento de Caldo, Produção de Açúcar, Sistema de Cogeração e Produção de Álcool.
Conforme pode ser visto na Figura 12, há uma grande interação entre os diferentes
processos, assim alterações em um desses influencia a operação dos demais e, portanto,
nos custos de produção.
O processo produtivo do álcool é constituído de quatro processos básicos de
produção: extração do caldo, tratamento do caldo, fermentação e destilação. A Figura 13
mostra o fluxograma do processo de produção do etanol, construído a fim de mostrar de
forma simples e abrangente todo o processo produtivo. Nas subseções seguintes são
descritas as etapas do processo.

62
Figura 12 - Volume de controle do processamento industrial da cana-de-açúcar
( PELLEGRINI, 2009)

63
Figura 13 - Fluxograma do processo de produção de etanol
Adaptado de Oliveira (2010).

64
Preparo da cana
A primeira fase do processamento da cana é o descarregamento. Os caminhões são
descarregados na mesa alimentadora e a cana é colocada diretamente no processo. A
extração do caldo tem início com o preparo da cana, com o objetivo de aumentar a sua
densidade e a capacidade de moagem. Assim a cana passa por um jogo de facas, e ao ser
picada, a cana segue para um desfibrador, onde cerca de 85 a 92% de suas células são
rompidas, o que facilita a extração do caldo (OLIVEIRA, 2010). Logo em seguida, a carga
uniforme é enviada para a fase de extração de caldo, onde alimenta o primeiro terno de
moendas.
Extração do caldo
O principal objetivo dessa fase é extrair o máximo de caldo de cana. O caldo
extraído é direcionado a um tanque, de onde é distribuído para a etapa seguinte. A cana que
veio do primeiro terno é embebida com o caldo oriundo do terno subsequente até chegar ao
último terno, que é embebido com água. O objetivo da embebição é diluir o caldo
remanescente e aumentar a extração deste.
Preparo de caldo
O preparo de caldo é um processo de grande importância para se obter um produto
final de qualidade, pois é nesta fase do processo que se realiza a purificação do caldo,
retirando deste as matérias estranhas solúveis e insolúveis. É nesta fase do processo que
ocorre o peneiramento, sulfitação, calagem e decantação.
Preparo do mosto
O mosto é uma solução de açúcar com concentração ajustada de forma a facilitar
sua fermentação. É constituído por uma mistura de caldo e mel final proveniente do
processo de obtenção do açúcar. Na usina estudada, a concentração brix é determinada em
função do tempo de fermentação, podendo chegar até 26º brix. Quando o brix do mosto
está acima do desejado, a solução é diluída com água.

65
Tratamento do fermento
No processo de fermentação alcoólica utilizada na empresa em estudo, as leveduras
são recuperadas pela centrifugação do vinho que as contém. O vinho levurado entra na
centrífuga que separa o vinho delevurado, enviado para a dorna volante, do leite de
levedura. O tratamento da levedura consiste em adicionar água e ácido sulfúrico até que o
pH atinja 2,5 ou 2, conforme necessidade de eliminar alguma infecção bacteriana.
Fermentação
O processo de fermentação, geralmente, utilizado nas destilarias do Brasil é o de
Melle-Boinot, cuja característica principal é a recuperação da levedura através da
centrifugação do vinho (mosto fermentado). Na fermentação os açucares são
transformados em álcool. Essas reações ocorrem em tanques denominados dornas de
fermentação, onde se misturam o mosto e o pé-de-cuba, que é uma suspensão de fermento
diluído e acidificado.
O tempo de fermentação é de aproximadamente 8 horas, e ao final desse período, o
então chamado vinho levurado é centrifugado e passa a ser chamado de vinho delevurado.
As leveduras são enviadas para o processo de tratamento e o vinho delevurado é enviado
para a dorna volante, espécie de pulmão onde fica até ser bombeado para as colunas de
destilação.
Destilação
O vinho que vem da fermentação possui, em sua composição, 7º a 12°GL (% em
volume) de álcool, além de outros componentes de natureza líquida, sólida e gasosa.
Dentro dos líquidos, além do álcool, encontra-se a água com teores de 89% a 93%,
glicerol, álcoois homólogos superiores, furfural, aldeído acético, ácidos succínico e acético
entre outros, em quantidades bem menores. Já os sólidos são representados por bagacilhos,
leveduras e bactérias, açúcares não fermentescíveis, sais minerais, matérias albuminoides
entre outros, e os gasosos, principalmente pelo CO2 e SO2.
O álcool presente no vinho é recuperado por destilação. Nesse processo são
utilizadas as diferenças de ponto de ebulição das diversas substâncias voláteis presentes,

66
separando-as. A operação é realizada com auxílio de sete colunas distribuídas em quatro
troncos.
O tipo de destilação mais utilizado em indústrias de grande porte é a destilação
fracionada. Na destilação fracionada é possível a separação em várias frações, pois pode
haver temperaturas, vazões e composições constantes em dado ponto da coluna
(RASOVSKY, 2009).
Na primeira parte do processo são utilizadas três colunas superpostas, conforme
Figura 14, onde o etanol é separado do vinho inicialmente com 7º a 12°GL. Este tronco de
destilação elimina também as impurezas (ésteres e aldeídos). O vinho é alimentado no topo
da coluna A1 e desce pelas bandejas sobre epuração, sendo a flegma retirada pela coluna
A, com 35 a 65°GL, e enviado para outra coluna. Na coluna A também gera como
subproduto a vinhaça, que é retirada em uma proporção aproximada de 13 litros para cada
litro de álcool produzido. (MENEGUETTI, MEZAROBA e GROFF, 2010).
Figura 14 - 1º tronco de destilação (SEJIMO 2011)

67
A flegma é alimentada em outro tronco de retificação, conforme Figura 15, que se
caracteriza por apresentar uma coluna de esgotamento (B1) e uma coluna de concentração
(B). A flegma é concentrada e purificada, sendo retirada, sob a forma de álcool hidratado,
duas bandeja abaixo do topo da coluna, a uma graduação de aproximadamente 97ºGL. Há
a separação dos produtos de cauda (flegmaça), centro (óleo fúsel) e de cabeça (álcool
hidratado, aldeídos e ésteres).
Figura 15 - 2º tronco de destilação (SEJIMO 2011)
O resultado do processo de destilação é o álcool hidratado com 97ºGL, que pode
ser comercializado como etanol carburante, que é o etanol utilizado nos automóveis leves.
O volume de álcool produzido é medido por hidrômetros e em tanques calibrados. Em

68
seguida ele é encaminhado para tanques onde é estocado até a comercialização e retirada
por caminhões.
Uma característica bastante interessante e peculiar do processo de produção do
álcool é o aproveitamento de muitos (ou quase todos) de seus resíduos em atividades
relacionadas á cadeia de produção da cana e de seus produtos. Assim, esses resíduos
podem ser vistos muito mais como subprodutos (PELLEGRINI, 2009).
Contudo, existem outras rotas de aproveitamento desses subprodutos, que podem
ser aproveitados no próprio processo, para geração de energia, gás, insumos energéticos e
outros. Isso mostra que nos processos derivados da cana-de-açúcar, principalmente o
processo de produção de álcool, há muitas oportunidades de otimização e melhorias,
redução de custos e melhor aproveitamento de seus subprodutos.
3.5 - Qualidade no setor sucroalcooleiro
Atualmente é muito comum encontrar no meio industrial inúmeras aplicações de
indicadores de desempenho, sobretudo indicadores ligados a aspectos da qualidade. O
monitoramento e análise dessas variáveis da qualidade vêm se provando cada vez mais
indispensáveis para a tomada de decisão baseada em fatos.
Dessa forma, a qualidade é um tema que tem ganhado cada vez mais atenção no
setor sucroalcooleiro. Segundo Baccarin (2005), o setor teve que se atentar à qualidade dos
seus produtos a fim de diminuir os custos de produção e consequentemente se tornar mais
competitivo. O autor explica que isso foi motivado pela desregulamentação do setor na
década de 1990 e por uma série de mudanças institucionais com o intuito de liberar os
preços e diminuir o amparo público ao complexo sucroalcooleiro, que desde então era
concedida pelo Programa Nacional do Etanol (Proetanol).
Outra justificativa para a melhoria da qualidade no setor vem do âmbito
econômico. De acordo com Corrêa (2009), somando-se todas as demandas do ano de 2009,
o setor precisaria moer cerca de 612 milhões de toneladas de cana, o que significa uma
expansão de 8,74% em relação ao ano anterior. Isso implica em investimentos da ordem de
US$ 4 bilhões. Para garantir esse sucesso vivido pelo setor sucroalcooleiro é que surge a
necessidade de assegurar a qualidade dos processos e produtos através de monitoramentos
e análises estatísticas, utilizando de metodologias que assegurem a busca por resultados
expressivos.

69
Portanto, há a necessidade de assegurar a qualidade do processo e do etanol através
da aplicação de ferramentas da qualidade. A implantação dessas ferramentas pode ser feito
a custos relativamente baixos e isso pode trazer ganhos como redução de custos, menores
variações na produção, aumento da produtividade e maior competitividade no mercado.
3.6 - Perspectivas de evolução tecnológica e otimização dos processos atuais.
Uma questão que se coloca no momento é: quais são as possibilidades de ainda se
obterem grandes avanços tecnológicos e otimização no processo de produção do álcool nos
próximos anos? O Processamento industrial da cana para o álcool, como realizado hoje, é
uma tecnologia que já atingiu sua maturidade plena; houve grandes avanços entre 1970 e
1990. Dessa forma, podem-se esperar avanços incrementais, ou existem áreas a explorar
com grandes margens de aperfeiçoamento para saltos importantes na competitividade.
A evolução contínua dos processos em uso poderá levar também nos próximos anos
a ganhos relevantes de produtividade, mediante a agricultura “de precisão”,
desenvolvimento de melhores variedades, maior integração da
colheita/carregamento/transporte, novos processos de separação do álcool, automação
industrial, o uso de processos industriais mais eficientes (geração e uso da energia) está
levando o setor a tornar-se um potencial de oportunidades de investimentos e otimizações
em seus processos.
Os ganhos de produtividade industrial (L/t cana) e agroindustrial (L/ha), associados
tanto ao desenvolvimento tecnológico quanto a melhorias nos processos existentes podem
levar, nas melhores condições, a grandes aumentos na produção de álcool por hectare. As
melhorias nas práticas gerenciais e administrativas nas usinas levarão também a algumas
reduções de custo de produção (MACEDO; NOGUEIRA, 2004).

70

71
4 - METODOLOGIA
Esta seção descreve o tipo de pesquisa realizada, o critério da escolha da amostra
em relação ao universo e como foram realizados a coleta e o tratamento dos dados.
4.1 - Classificação metodológica
Esse trabalho utilizou-se da abordagem pesquisa qualitativa e de forma
exploratória. O método de pesquisa utilizado foi o estudo de caso e as fontes de coletas de
dados foram oriundas várias empresas do setor sucroalcooleiro e de sites, livros e artigos
publicados acerca do tema de estudo.
Conforme observa Bryman (1995), o pesquisador consegue, através da pesquisa
qualitativa, um senso geral do contexto, propiciando facilidade e entendimento do que
ocorre no objeto de estudo. O pesquisador compõe um panorama geral da situação da
empresa, de seus problemas e de suas necessidades através do auxílio da pesquisa
qualitativa. Sobre a pesquisa qualitativa, Goldenberg (2000) afirma que:
Na pesquisa qualitativa, a preocupação do pesquisador não é com a
representatividade numérica do grupo pesquisado, mas com o aprofundamento
da compreensão de um grupo social, de uma organização, de uma instituição, de
sua trajetória, entre outros (GOLDENBERG, 2000)
Segundo Barros e Lehfeld (1999, p.14) a pesquisa “é a exploração, é a inquisição, é
o procedimento sistemático e intensivo, que tem por objetivo descobrir e interpretar os
fatos que estão inseridos em uma determinada realidade”.
Já Para Gil (2007), a pesquisa pode ser utilizada quando não se tem respostas e
soluções diante de um problema, ou até mesmo quando as respostas (informações)
disponíveis estão de um modo que não haja uma adequação ao problema relacionado.
Para o desenvolvimento deste trabalho e a realização da pesquisa foi utilizado
como modelo o esquematizado por Gil (2007) na Figura 16, lembrando que o exemplo
citado não se torna regra no desenvolvimento deste, pois o pesquisador tem a liberdade de
manipular seu trabalho de acordo com a situação encontrada ao longo de seus estudos.

72
Figura 16 - Exemplo de diagrama de pesquisa Adaptado de Gil (2007)
A escolha pela realização do estudo de caso veio da necessidade de se observar a
teoria apresentada, para se responder a questão da pesquisa. O estudo de caso é um dos
meios mais importantes de pesquisa em gestão de operações, especialmente no
desenvolvimento de novas teorias. É caracterizado pela análise em profundidade de um
objeto de pesquisa (um indivíduo, uma família, uma organização, entre outros), reunindo
segundo Martins e Lintz (2010) por meio de diferentes técnicas de coleta de dados
(observação, observação participante, questionário, entrevistas, análise de conteúdo, etc.)
um maior número de informações detalhadas, possibilitando uma profunda penetração na
realidade do tema.
Muitos conceitos inovadores e teorias em gestão de operações, da produção enxuta
à estratégia de manufatura foram desenvolvidos com base em estudos de casos (VOSS et
al., 2002).
4.2 - Universo e Amostra
O universo desta pesquisa são as indústrias do setor sucroalcooleiro, mais
especificamente as usinas produtoras de álcool.
A amostra, escolhida por critérios não probabilísticos, são algumas usinas produtoras
de açúcar e álcool. O interesse principal foi estudar as práticas de ferramentas da qualidade no
processo produtivo do álcool, mas sabendo que essas práticas também são aplicadas como
forma de controle da qualidade no processo produtivo do açúcar.

73
4.3 - Coleta de Dados
Nesta pesquisa verificou-se qualitativamente o nível de utilização de ferramentas e
técnicas de gestão da qualidade aplicada pelas empresas, com ênfase principalmente na
metodologia Lean Six Sigma, ampliando e aprofundando o conhecimento existente, sendo,
portanto uma pesquisa de campo do tipo exploratória.
A coleta de dados foi através de um questionário, conforme Apêndice A. A
estruturação de parte desse questionário baseou-se em um estudo realizado por Rogers
(1998) no qual determinou quais são as melhores práticas ou best practices quando se trata
de Gestão da Qualidade. Nessa parte, utilizou-se de perguntas fechadas, de forma que
ficaram ordenadas de maneira clara e lógica, segundo a qual o entrevistado ao se deparar
com os termos abordados não encontrou dificuldades para respondê-lo. A outra parte do
questionário foi elaborada com perguntas abertas, onde o entrevistado pode responder com
mais detalhes informações cruciais para a elaboração da discussão e resposta do objetivo
principal deste trabalho.
A condução da coleta de dados se deu com as empresas situadas no Estado de São
Paulo e cadastradas no sindicato nacional do setor a UNICA (União da Agroindústria
Canavieira de São Paulo). A decisão de se restringir a pesquisa às empresas localizadas no
Estado de São Paulo pode ser justificada pela análise dos dados do levantamento realizado
em agosto de 2012 pela CONAB – Companhia Nacional do Abastecimento (2012), órgão
ligado ao Ministério da Agricultura, Pecuária e Abastecimento, sobre a produção de cana-
de-açúcar e produção de álcool para a safra 2012/2013. Os resultados desse levantamento
mostram que o Estado de São Paulo é a “Locomotiva da Agroindústria” no setor, como
pode ser visto nas Tabelas 2 e 3.
Tabela 2 - Estimativa sobre a agroindústria canavieira no Brasil e no Estado de São Paulo.
Safras 2012/2013 Brasil Estado de São Paulo % da produção nacional
Área (em mil há) 8.527,770 4.419,460 51,8%
Produtividade (em Kg/há) 339.271 73.114 21,6%
Produção (em mil t) 596.629,8 323.124,4 54,2%
Fonte: CONAB – Companhia Nacional do Abastecimento (2012).

74
Tabela 3 - Estimativa sobre a produção de etanol no Brasil e no Estado de São Paulo.
Safras 2012/2013 Brasil Estado de São
Paulo
% da produção
nacional
Etanol Total (Em 1000L) 23.491.182,6 11.870.770,0 50,5%
Etanol Anidro (Em 1000L) 9.213.502,5 5.078.623,7 55,1%
Etanol Hidratado (Em 1000L) 14.277.680,1 6.792.146,3 47,6%
Fonte: CONAB – Companhia Nacional do Abastecimento (2012).
Definida a amostra, iniciou-se a coleta de dados. Durante os meses de agosto e
setembro de 2012 foram realizados contatos com várias empresas com o intuito de coletar
os dados qualitativos necessários para a realização do trabalho. As etapas e os
procedimentos seguidos para realizar essa coleta são descritos no cronograma da Tabela 4.
Os resultados obtidos na coleta de dados são apresentados na Tabela 5, onde é
possível verificar que foram retornados 8,42% dos emails enviados a endereços existentes.
Desses emails retornados, apenas 3 empresas aceitaram participar colaborando com os
dados necessários a realização do trabalho. Aqueles que não aceitaram a participação
comunicaram o momento da safra em que estavam e dos compromissos assumidos até
aquele momento, o que resultou o não atendimento a participação.
Tabela 4 - Planejamento para execução da coleta de dados
Etapa Procedimento Período Data
1ª Etapa Envio de carta de apresentação 2 semanas 06/082012 à 20/08/2012
2ª Etapa Envio do questionário de pesquisa 2 semanas 21/08/2012 à
04/09/2012
3ª Etapa Envio de carta de cobrança 1 semana 05/09/2012 à
12/09/2012
4ª Etapa Envio de agradecimento às empresas 1 dia 17/09/2012
Tabela 5 - Resultados obtidos na etapa da pesquisa
Usinas
contatadas
Endereços
de emails
contatados
Emails não
existentes
Emails que
não tiveram
retorno
Emails que
tiveram
resposta
Usinas que
colaboraram
124 202 99 95 8 3

75
4.4 - Tratamento dos dados
Para realizar a interpretação dos dados qualitativos, foi feito a extração das
respostas dos entrevistados e utilizou-se o Microsoft Visio 2007, Excel 2007 e o Word
2007, onde foram elaborados gráficos, tabelas e fluxogramas com o intuito de esclarecer os
resultados da pesquisa.
Na primeira etapa, elaborou-se gráficos a partir das perguntas fechadas do
questionário, a fim de compreender melhor as respostas e analisar as práticas da qualidade
usadas em cada empresa. A partir das perguntas abertas, foi possível analisar com mais
detalhes o grau de qualidade em cada empresa, com a finalidade de observar as mudanças
que as empresas fizeram para adequar ao uso das práticas da qualidade.
Na segunda etapa, analisou algumas ferramentas do Lean Six Sigma utilizadas em
cada empresa. Nesta etapa, procurou evidenciar as principais ferramentas atualmente
utilizadas para controle e melhoria dos processos, e as vantagens que as empresas
descreveram sobre o uso dessas ferramentas.
Na terceira etapa, abordou as principais dificuldades e facilidades que as empresas
descreveram sobre o uso da metodologia Lean Six Sigma. E finalizando, o próprio autor
apresentou possíveis soluções para redução de desperdícios no processo produtivo, com
base nas perdas que o processo gera.
4.5 - Limitações da Pesquisa
A analise feita é a partir da realidade as 3 empresa que responderam
detalhadamente o questionário elaborado por este autor. Suas informações são relevantes e
permitem que se faça uma análise parcial do setor em relação ao objetivo pretendido. Por
outro lado, as conclusões deste trabalho não podem ser generalizadas, pois são feitas em
função de somente 3 empresas em um universo de mais uma centena de empresas.

76

77
5 - ANÁLISE DOS RESULTADOS
O Estudo de caso foi realizado em três usinas do setor sucroenergético. As
empresas possuem alguns programas de qualidade em áreas distintas do processo de
produção do álcool, o que resultou em ganhos de produtividade e melhoria da
competitividade no setor.
A primeira Usina foi a Empresa A, localizada no município de Junqueirópolis (SP).
Sua produção contempla açúcar e álcool, onde sua capacidade operacional gira em torno de
até 2,5 milhões de toneladas de cana processadas por safra, gerando uma produção de mais
de 60 milhões de litros e mais de 42 mil toneladas de açúcar.
A segunda Usina foi a Empresa B, localizada no município de Cerqueira César
(SP), próximo a cidade de Avaré.. A Usina produz açúcar, álcool e energia. Sua capacidade
de produção diária é de 550 mil litros de álcool, 10 mil sacas de açúcar e gerar 30 MW de
energia elétrica.
A terceira Usina a participar foi a Empresa C, localizada na cidade de Ariranha
(SP). A Usina produz açúcar e álcool, onde sua capacidade de produção diária é de mais de
500 mil litros de álcool e mais de 42 mil sacas de açúcar. Sua capacidade de moagem é em
torno de 25 mil toneladas de cana por dia.
As pessoas que responderam o questionário situam-se no nível de gerência e
coordenadoria dentro da empresa, e atuam na área industrial, setor diretamente relacionado
ao tema da pesquisa, o que valoriza o conteúdo das informações obtidas.
5.1 - Análise das práticas da qualidade no setor sucroalcooleiro.
O processo de reestruturação da economia mundial, devido à crise econômica
financeira, ao aumento dos níveis de concorrência e as exigências que o mercado impõe,
leva as empresas do setor a se empenhar em diminuir as perdas (determinadas e
indeterminadas) decorrentes do processo industrial e consequentemente aumentar o seu
rendimento industrial bem como o seu faturamento aplicando melhorias nos processos
atuais. Diante da instabilidade financeira mundial, fica evidente a preocupação das
empresas em conter gastos, evitar desperdícios e perdas.
Para minimizar as perdas no processo produtivo e aumentar a produtividade torna-
se necessário a implantação de um programa de qualidade para os atuais processos de
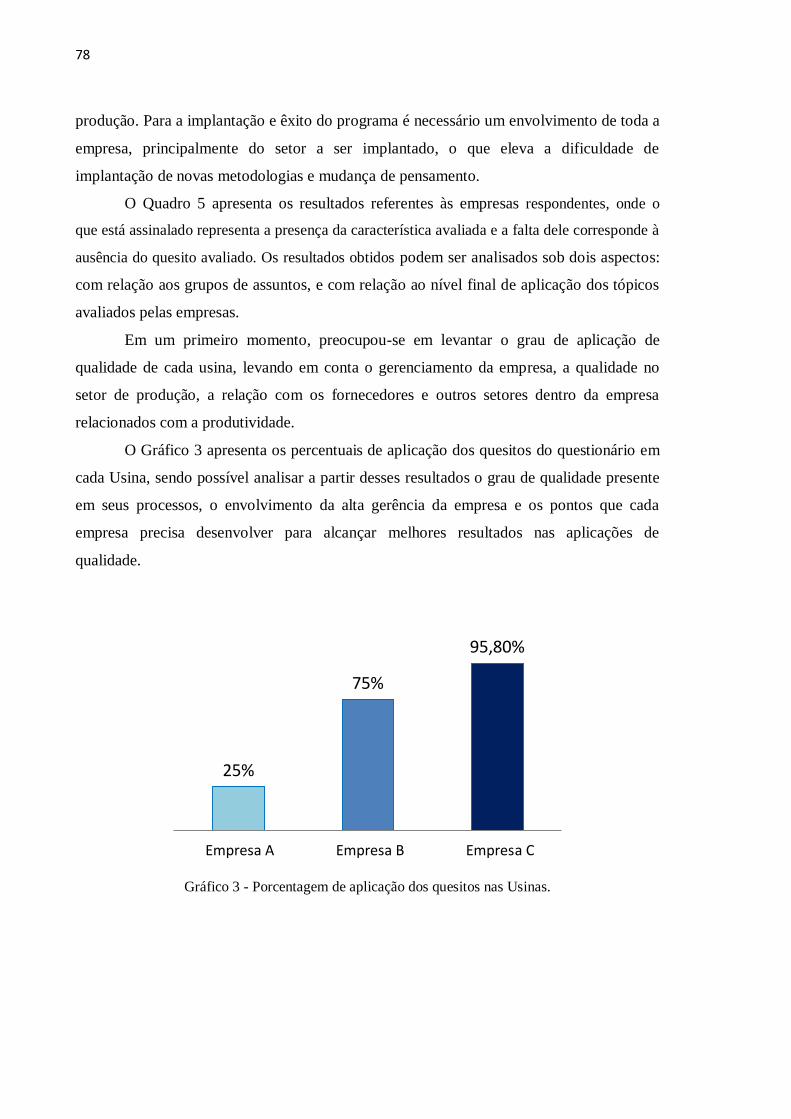
78
produção. Para a implantação e êxito do programa é necessário um envolvimento de toda a
empresa, principalmente do setor a ser implantado, o que eleva a dificuldade de
implantação de novas metodologias e mudança de pensamento.
O Quadro 5 apresenta os resultados referentes às empresas respondentes, onde o
que está assinalado representa a presença da característica avaliada e a falta dele corresponde à
ausência do quesito avaliado. Os resultados obtidos podem ser analisados sob dois aspectos:
com relação aos grupos de assuntos, e com relação ao nível final de aplicação dos tópicos
avaliados pelas empresas.
Em um primeiro momento, preocupou-se em levantar o grau de aplicação de
qualidade de cada usina, levando em conta o gerenciamento da empresa, a qualidade no
setor de produção, a relação com os fornecedores e outros setores dentro da empresa
relacionados com a produtividade.
O Gráfico 3 apresenta os percentuais de aplicação dos quesitos do questionário em
cada Usina, sendo possível analisar a partir desses resultados o grau de qualidade presente
em seus processos, o envolvimento da alta gerência da empresa e os pontos que cada
empresa precisa desenvolver para alcançar melhores resultados nas aplicações de
qualidade.
Gráfico 3 - Porcentagem de aplicação dos quesitos nas Usinas.
25%
75%
95,80%
Alta Paulista Rio Pardo Colombo Empresa A Empresa B Empresa C
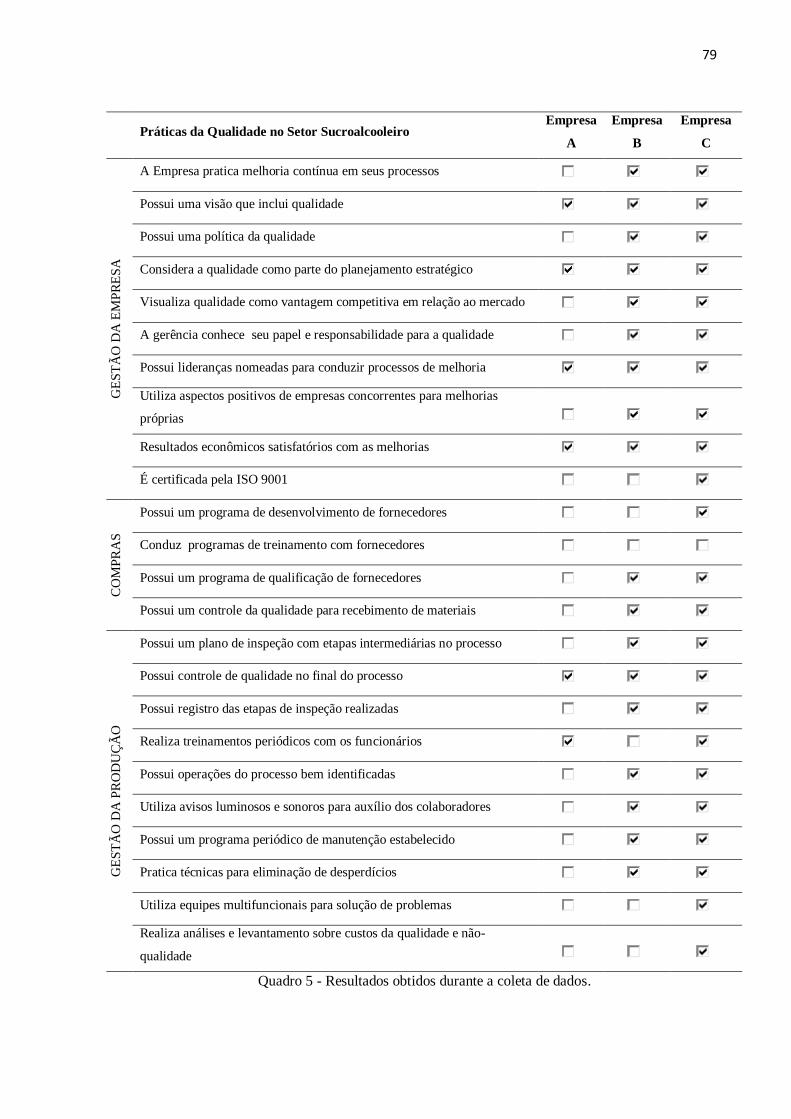
79
Quadro 5 - Resultados obtidos durante a coleta de dados.
Práticas da Qualidade no Setor Sucroalcooleiro
Empresa
A
Empresa
B
Empresa
C
GE
ST
ÃO
DA
EM
PR
ES
A
A Empresa pratica melhoria contínua em seus processos
Possui uma visão que inclui qualidade
Possui uma política da qualidade
Considera a qualidade como parte do planejamento estratégico
Visualiza qualidade como vantagem competitiva em relação ao mercado
A gerência conhece seu papel e responsabilidade para a qualidade
Possui lideranças nomeadas para conduzir processos de melhoria
Utiliza aspectos positivos de empresas concorrentes para melhorias
próprias
Resultados econômicos satisfatórios com as melhorias
É certificada pela ISO 9001
CO
MP
RA
S
Possui um programa de desenvolvimento de fornecedores
Conduz programas de treinamento com fornecedores
Possui um programa de qualificação de fornecedores
Possui um controle da qualidade para recebimento de materiais
GE
ST
ÃO
DA
PR
OD
UÇ
ÃO
Possui um plano de inspeção com etapas intermediárias no processo
Possui controle de qualidade no final do processo
Possui registro das etapas de inspeção realizadas
Realiza treinamentos periódicos com os funcionários
Possui operações do processo bem identificadas
Utiliza avisos luminosos e sonoros para auxílio dos colaboradores
Possui um programa periódico de manutenção estabelecido
Pratica técnicas para eliminação de desperdícios
Utiliza equipes multifuncionais para solução de problemas
Realiza análises e levantamento sobre custos da qualidade e não-
qualidade

80
Analisando esses dados de aplicação (do questionário fechado) dos quesitos nas
Usinas, vemos que há empresas que se comprometem com a qualidade e melhoria de seus
processos, principalmente na área produtiva.
O Gráfico 4 mostra o percentual de aplicação dos quesitos de acordo com cada
grupo de assunto dividido no Quadro 5. Dessa forma foi possível analisar o grau da gestão
da qualidade de cada Usina em relação a cada grupo de assunto.
Gráfico 4 - porcentagem da aplicação dos quesitos em cada grupo de assunto.
O grupo “Gestão da Empresa” foi o que apresentou maior índice de aplicação dos
quesitos entre as Usinas, com um índice médio de 76,7% de aplicação. Isso mostra que as
empresas estão preocupadas com a qualidade em sua gestão, formulando as estratégias de
crescimento do negócio com base no universo de aplicações dos programas de qualidade.
Pode-se notar um comprometimento da alta administração com a qualidade de toda a
empresa, estabelecendo políticas de melhorias, gerenciamento participativo e uma
integração horizontal entre os setores administrativos.
O grupo “Compras” foi o que apresentou o menor índice de aplicação dos quesitos,
apenas 41,7% em média. Através dos dados, nota-se que a relação com os fornecedores
ainda passa por dificuldades. Nessas três empresas não há programas de desenvolvimento
com seus fornecedores. Em contra partida, em duas Usinas (Empresa B e C) há programas
de qualificação de fornecedores e controle de qualidade para recebimento de materiais.
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
Usina Alta Paulista Usina Rio Pardo Usina Colombo
Gestão da Empresa
Compras
Gestão da Produção
Empresa A Empresa B Empresa C

81
O grupo “Gestão da Produção” teve um índice médio de 63,3% de aplicação dos
quesitos. Nota-se que as Usinas estão preocupadas com as melhorias de seus processos de
produção, com a qualidade de seus produtos principalmente no final do processo, onde as
três usinas disseram que possuem um controle de qualidade. A aplicação de métodos para a
otimização dos processos têm aumentado nesse setor, principalmente no processo do
álcool, onde o controle da etapa de fermentação é essencial para o rendimento do processo
e uma das etapas mais complicadas e difíceis de ser controlada.
Analisando as respostas das perguntas abertas do questionário, analisou-se com
mais detalhes o grau de qualidade dentro de cada empresa, a implementação de
metodologias, ferramentas de controle e melhoria dos processos e em alguns casos uma
mudança de cultura que levou a uma maior disseminação dos programas de qualidade,
principalmente algumas técnicas do Lean Six Sigma que é a metodologia de estudo deste
trabalho.
De acordo com o entrevistado da Empresa C, houve uma mudança de cultura dentro
da empresa, partindo da alta administração o convencimento dos benefícios oriundos da
implantação de sistemas de gestão, e disponibilizando recursos para essas mudanças, como
cursos de qualificação aos colaboradores, sendo abordadas as metodologias implantadas,
equipamentos necessários para a implementação e acompanhamento das melhorias feitas
nos processos. Conforme os dados, eles tiveram um aumento da produtividade da Usina
nos últimos anos, atribuído a adoção de programas de qualidade, em especial programas de
gestão estratégica e de redução de desperdícios (ISO 9000, Lean Manufacturing e Six
Sigma).
A Empresa B também segue com o mesmo princípio de investimento de melhorias
em seus processos, utilizando de várias metodologias e passando por mudanças culturais
dentro da empresa.
De acordo com a empresa, para a implantação dos programas de qualidade, houve a
necessidade de planejar todo o sistema a ser utilizado, analisando as metodologias e a
distribuição de espaço e a infraestrutura da empresa. Porém, tiveram dificuldades devido
ao fato de terem iniciado os processos produtivos sem os programas de qualidade estarem
totalmente implantados, ocorrendo problemas como adequação física dos processos,
divergências em informações, principalmente quando se trata de armazenamento de dados
(Sistema ou programa utilizado), falta de tempo necessário para uma boa qualificação e
aprendizagem das ferramentas da qualidade a serem usadas.

82
Por outro lado, ainda há empresas desse setor que tendem buscar melhores práticas
para a qualidade de seus processos, porém encontram várias dificuldades. É o caso da
Empresa A, que têm controle sobre vários processos, usando algumas ferramentas e
metodologias isoladamente, mas sem uma disseminação generalizada de tais práticas. De
acordo com a empresa, outro problema encontrado é com a qualificação dos colaboradores,
onde a maioria tem nível primário, o que torna o processo de mudança de cultura e
capacitação mais demorado. No processo de produção do álcool foi possível implementar
um programa de qualidade graças a substituição dos operadores por pessoas com níveis
mais técnicos.
Um fator decisivo que pesa na adequação de uma empresa aos programas de
qualidade é a existência de uma infraestrutura organizacional adequada, dando suporte à
continuidade do programa, e um envolvimento de toda gestão, incluindo todas as áreas da
empresa. Não há dados suficientes para generalizar tal afirmação, mas através dos dados
do questionário, pode-se prever que muitas empresas desse setor ainda não conseguem
implementar programas de qualidade com total sucesso, pois elas precisam adequar-se às
mudanças que o programa exige, o que leva tempo.
5.2 - As ferramentas Lean Six Sigma utilizadas no processo do álcool.
As Usinas participantes deste estudo usam em seus processos várias ferramentas do
Lean Six Sigma, sendo que alcançaram significativas melhorias com o uso delas. A
utilização de análises estatísticas principalmente no controle da etapa de fermentação é a
aplicação principal utilizada pelas Usinas. Ferramentas como CEP (controle estatístico de
processo) é a principal ferramenta nessa área.
A Empresa A, avaliando integralmente seu processo de fabricação do álcool,
constatou que a etapa de preparo do mosto e fermentação oferecia maior impacto na
produtividade, e consequentemente nos resultados financeiros da empresa. A Tabela 6
descreve em detalhes as variáveis que indicam o nível de qualidade em cada uma dessas
fases, sendo essas variáveis controladas pelo CEP.
Com essa ferramenta, foi possível identificar as variáveis importantes que afetam a
produtividade da usina e acompanhar seus indicativos em tempo real através de cartas de
controle, conforme exemplificado no Gráfico 5, podendo tomar ações mais rápidas
evitando quedas bruscas de produtividade e desperdícios.

83
Tabela 6 - Variáveis controladas pelo CEP
Etapa Variável Frequência Valor-
alvo
Limite inferior
de especificação
(LIE)
Limite superior
de especificação
(LSE)
Gráfico
Preparo do
mosto
Brix do mosto
(%) 6h 24 16 Não tem
Amplitudes
móveis
Fermentação
Viabilidade
celular na dorna
(%)
2h 70 60 100 Amplitudes
móveis
Fermentação Tempo de
fermentação (h) - 8 4 12
Amplitudes
móveis
Fermentação
Temperatura do
vinho de
fermentação (ºC)
1h 33 32 34 Amplitudes
móveis
Fermentação Teor alcoólico
do vinho (ºGL) 4h 10 8 Não tem
Amplitudes
móveis
Fermentação Eficiência da
fermentação (%) Diário 80 60 100
Amplitudes
móveis
Adaptado de Oliveira e Lima (2010)
Gráfico 5 - Exemplo de uma carta de controle da viabilidade celular na dorna
(próprio autor)
50
60
70
80
90
100
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
% v
iab
ilid
ade
cel
ula
r
tempo (h)
LIE = 60
X= 79,13
LSE = 100

84
A Empresa A também usou as técnicas de análise de problemas, usualmente
utilizadas para levantar as causas que geram um determinado efeito ou problema. Segundo
a Usina, essas técnicas foram utilizadas principalmente na discussão para o aumento da
eficiência do processo de fermentação, o que ajudou na aplicação de técnicas da qualidade
nessa etapa do processo.
Além do CEP, a análise de problemas através de diagramas de causa e efeito,
ilustrado na Figura 17, contribuiu para o começo das melhorias. Com uma representação
gráfica que o diagrama proporciona, é possível determinar os fatores que levam aos
resultados desejados e as causas de problemas que precisam ser evitadas.
Problema
Mão de Obra
Máquina
Material
Meio AmbienteMétodo
Medição
Causas Efeito
Figura 17 - Diagrama de causa e efeito
Adaptado de Marcondes (2012)
Já na Empresa C, uma das ferramentas utilizadas são os dispositivos e ferramentas
Poka-Yoke, cujo nome, derivado do japonês, significa “à prova de erros”. Consiste na
criação de dispositivos que previnem as causas especiais de um processo produtivo que
resultam em defeitos (produtos não conformes) e inspecionam a baixo custo, ou sem
nenhum custo, 100% dos produtos para determinar se são aceitáveis. A estratégia è prova
de erros consiste:
Tornar difícil a geração de erros;
Tornar possível reverter os erros;
Tornar o erro óbvio;
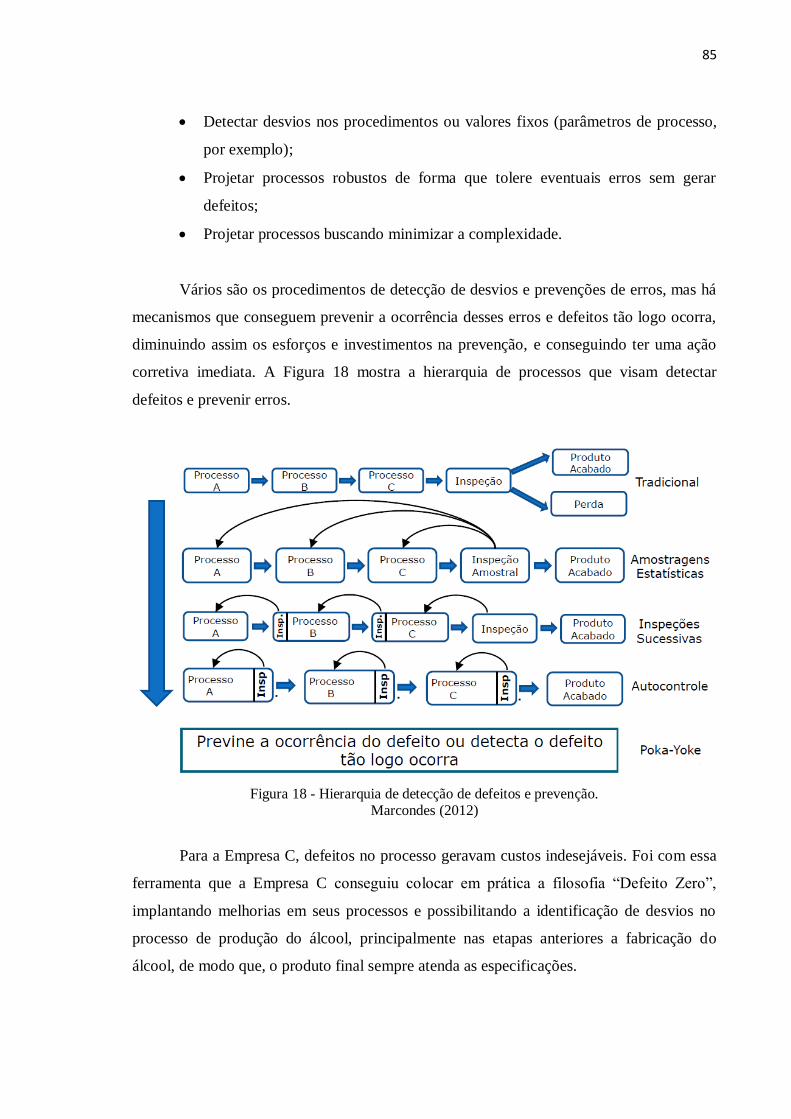
85
Detectar desvios nos procedimentos ou valores fixos (parâmetros de processo,
por exemplo);
Projetar processos robustos de forma que tolere eventuais erros sem gerar
defeitos;
Projetar processos buscando minimizar a complexidade.
Vários são os procedimentos de detecção de desvios e prevenções de erros, mas há
mecanismos que conseguem prevenir a ocorrência desses erros e defeitos tão logo ocorra,
diminuindo assim os esforços e investimentos na prevenção, e conseguindo ter uma ação
corretiva imediata. A Figura 18 mostra a hierarquia de processos que visam detectar
defeitos e prevenir erros.
Figura 18 - Hierarquia de detecção de defeitos e prevenção. Marcondes (2012)
Para a Empresa C, defeitos no processo geravam custos indesejáveis. Foi com essa
ferramenta que a Empresa C conseguiu colocar em prática a filosofia “Defeito Zero”,
implantando melhorias em seus processos e possibilitando a identificação de desvios no
processo de produção do álcool, principalmente nas etapas anteriores a fabricação do
álcool, de modo que, o produto final sempre atenda as especificações.
86
O mecanismo adotado criou uma prevenção de erros e desvios à primeira vista,
otimizando os recursos, diminuindo o retrabalho no processo e aumentando a satisfação
dos clientes com a produção de álcool de melhor qualidade.
5.3 - Facilidades e dificuldades na plena utilização do Lean Six Sigma
Em ambas as Usinas que fizeram parte desse estudo de caso não há uma plena
utilização da metodologia Lean Six Sigma em seus processos, principalmente no processo
produtivo do álcool.
Como já mencionado, as empresas sabem da importância de metodologia, mas
reconhecem que ainda passam por adaptações em seus processos, e principalmente, uma
mudança de cultura de toda a organização como parte essencial para a aplicação plena do
Lean Six Sigma.
Há a necessidade de uma integração entre os níveis horizontais com os níveis
verticais, ou seja, entre setores e/ou departamentos e entre os níveis hierárquicos. O
convencimento da diretoria da empresa sobre os benefícios da implantação de Lean Six
Sigma ainda é um desafio, pois é necessário um tempo para mudança e padronização dos
procedimentos, estabelecer uma política de aperfeiçoamento contínuo dos vários processos
da empresa, e principalmente conviver com os custos relativos à implantação da
metodologia.
A facilidade que as Usinas encontram é a utilização das ferramentas que a
metodologia proporciona, de maneira isolada, principalmente referente à eliminação de
desperdícios no processo do álcool. Como abordado no item 5.3, várias são as ferramentas
utilizadas.
Como ainda a metodologia não se difundiu completamente, a utilização dessas
ferramentas facilita o controle, as decisões e o aperfeiçoamento do processo do álcool.
Porém, umas das etapas que mais se encontra dificuldades no uso dessas ferramentas é a
etapa de fermentação, considerada o “coração” de todo processo.
Apesar das dificuldades de implantação do “Pensamento Lean” e do Six Sigma
como forma de controle estatístico dos processos, ambas as Usinas aprovam o uso da
metodologia e não enxergam desvantagens em usar as suas ferramentas, ao contrário,
conseguem vantagens através da maior competitividade no mercado, reduzindo custos
internos e aumentando a qualidade final dos produtos.

87
6 - SUGESTÕES NA OTIMIZAÇÃO DO PROCESSO PRODUTIVO DO ÁLCOOL.
Neste tópico é apresentada algumas possíveis soluções para a minimização dos
desperdícios no processo produtivo. Uma vez que o mesmo atua diretamente no
planejamento que aumente o faturamento das Usinas em estudo.
Vários são os desperdícios ao longo do processo produtivo, principalmente perdas
indeterminadas, ou seja, todas as perdas que não são detectadas e mensuradas ao longo do
processo produtivo, podendo ser por transbordamento, erro de amostragem, vazamentos,
movimentação desnecessária, etc.
A Figura 19 representa um fluxograma elaborado do processo produtivo do álcool,
mostrando as principais perdas no processo.
Figura 19: Fluxograma das perdas no processo produtivo

88
Para minimizar os desperdícios no processo produtivo, torna-se necessário a
implantação de projetos de redução de desperdícios. Para a implantação e êxito dos
projetos é necessário ter um cronograma de atividades, e esse cronograma pode ser feito a
partir das fases DMAIC. Começa com a definição do problema, medição do estado atual,
análise dos resultados e um plano de ação para chegar ao objetivo do projeto.
Além de ter um cronograma, creio que é essencial fazer um VSM (Mapa de Fluxo
de Valor) de todo o processo, etapa por etapa, para identificar as oportunidades de
eliminação de desperdícios. É uma forma de vislumbrar o estado futuro, visando à
melhoria do desempenho do processo.
A grande missão é monitorar todas as operações envolvidas no processo produtivo
do álcool, tendo como foco principal os pontos que geram as perdas. Precisam-se definir os
responsáveis de cada área, os principais indicadores do processo e a ferramenta para
monitorar as variáveis; estabelecer metas de redução e principalmente aplicar treinamento
em toda a equipe envolvida tendo o comprometimento de todos.
Como já foi dito, um programa se torna eficaz quando há o envolvimento de todos
da empresa, uma cultura formada a partir dos ideais necessários ao sucesso do programa.
Desta forma, precisa haver o acompanhamento por parte da gerência da empresa, de todas
as ações realizadas e o possível aumento do faturamento com a realização das ações.
Não são necessárias muitas ferramentas para os projetos de redução de
desperdícios. Há ferramentas com conceitos simples, mas eficazes, que podem auxiliar no
controle e na aplicação de melhorias em todo o processo: 5W2H, 5 porquês, Fases
DMAIC, VSM, Carta de Controle e Diagrama de Causa e Efeito.
89
7 - CONCLUSÃO.
Este trabalho evidencia o Lean Six Sigma como uma valiosa e estratégica
metodologia na busca pelo aumento da competitividade em empresas do setor
sucroalcooleiro. Sendo assim é valido ressaltar que diante da instabilidade financeira em
que o mundo se encontra, fica evidente a necessidade do uso da metodologia, que se bem
aplicada, proporciona o controle dos gastos, evita desperdícios, bem como a otimização
contínua dos processos, visando a alta competitividade e a vida da empresa.
Há empresas desse setor que estão no caminho correto para alcançar uma aplicação
plena do Lean Six Sigma, comprometendo toda a estrutura e pessoal em prol da
disseminação da cultura que a metodologia proporciona. Porém, também há empresas que
ainda tem baixa aplicação, usando de maneira isolada as ferramentas em meio a um
pensamento quase nulo em relação ao Lean Six Sigma. Caso a empresa opte por seguir
intensamente esse pensamento, investimentos deverão ser feitos.
Existe uma necessidade das empresas em “aprender a enxergar” as oportunidades
de melhorias com a aplicação de ferramentas da qualidade. Muitos gestores, por falta de
conhecimento, tempo e por subestimarem seus colaboradores não avaliam seus processos
adequadamente. Como se mostrou nos resultados, ganhos de competitividade pode ser
atingido com mudanças na gestão dos processos via ferramentas gerenciais.
Como esta pesquisa foi realizada em apenas três empresas do setor sucroalcooleiro,
umas das limitações é o impedimento quanto à generalização das conclusões para outras
empresas, embora as empresas do setor tenham características muito parecidas.

90

91
REFERÊNCIAS
AGUIAR, S. (2002). Integração das ferramentas da qualidade ao PDCA e ao
Programa Seis Sigma. Nova Lima: INDG Tecnologia e Serviços Ltda, 2002.
ALONSO, V. (2007). Conselhos do padrinho. São Paulo, HSM Management, n.38,
maio/junho, 2007.
AMARAL, Y. N. (2008). Gestão do custo por atividade aplicado a uma indústria
agrícola canavieira do Estado de Alagoas. In: XVIII ENCONTRO NACIONAL DE
ENGENHARIA DE PRODUÇÃO, 13 a 16., 2008, Rio de Janeiro. A integração de cadeias
produtivas com a abordagem da manufatura sustentável: anais. Rio de Janeiro, Abepro,
2008.
ANDRIETTA, J. M.; MIGUEL, P. A. C. (2002). A Importância do Método Seis Sigma
na Gestão da Qualidade Analisada sob uma Abordagem Teórica. 2002. Revista de
Ciência & Tecnologia, V. 11, Nº 20, 2002.
ANTONY, J. (2004). Some pros and cons of Six Sigma: an academic perspective. The
TQM Magazine, v. 16, n. 4, 2004.
BACCARIN, J. G. (2005). A desregulamentação e o desempenho do complexo
sucroalcooleiro no Brasil. São Carlos. Dissertação de doutorado. Universidade Federal de
São Carlos, 2005.
BARROS FILHO, A. (2003). Utilização de ferramentas de confiabilidade em um
ambiente de manufatura de classe mundial. 2003. Dissertação (Mestrado em Engenharia
Mecânica) - Faculdade de Engenharia Mecânica, São Luis.
BARROS, A. J. P.; LEHFELD, N. A. S. (1999). Projeto de Pesquisa: Propostas
Metodológicas. 2. ed. Rio de Janeiro: Vozes, 1999.
BLAKESLEE JR., J. A. (1999). Achieving quantum leaps in quality and
competitiveness: implementing the Six Sigma solution in your company. Proc. 53th
Annual Quality Congress of the Quality, Anaheim, Califórnia, 1999.
BRAUNBECK, O. A.; MAGALHÃES, P. S. G. (2012). Colheita de cana-de-açúcar com
auxílio mecânico. Disponível em:
<http://homologa.ambiente.sp.gov.br/etanolverde/saibaMais/artigos/Producao/Auxilio_Me
canico_Colheita_Cana.pdf>. Acesso em: 11 ago. 2012.
BRYMAN, A. (1995). Research methods and organization studies. London : Routledge
1995.
BYRNE, G., LUBOWE, D. And BLITZ, A. (2007). “Using a lean Six Sigma approach
to drive innovation”, Strategy & Leadership, Vol. 35, No. 2, pp. 5-10.
CABRERA, A. J. (2006). DIFICULDADES DE IMPLEMENTAÇÃO DE
PROGRAMAS SIX SIGMA: Estudos de casos em empresas com diferentes níveis de

92
maturidade. Dissertação (Mestrado) - Escola de Engenharia de São Carlos, Universidade
de São Paulo, São Carlos.
CARAVANTES, G. et al. (1997). Administração e Qualidade. São Paulo: Makron
Books, 1997.
CERRI, D. G. (2008). Sistema de monitoramento de corte, carregamento e transporte
de cana-de-açúcar para gerenciamento de frota. In: WORKSHOP SOBRE
GERENCIAMENTO AGRÍCOLA NO SETOR SUCROALCOOLEIRO, 2., 2008,
Piracicaba. Anais... Piracicaba, Centro de Tecnologia Canavieira (CTC), 2008.
CONAB – Companhia Nacional do Abastecimento (2012). Acompanhamento da Safra
Brasileira - Safra 2012/2013 Levantamento Agosto/2012. Disponível em:
<http://www.conab.gov.br/OlalaCMS/uploads/arquivos/12_09_05_09_11_59_boletim_can
a_portugues_-_agosto_2012_2o_lev.pdf> Acesso em: 20 set. 2012.
CORRÊA, A. L. (2009). Gangorra no setor sucroalcooleiro. Jornal Valor Econômico.
Abril.2009.
COSTA, M. L. (2003). O. Setor Sucroalcooleiro. Editora Método. São Paulo, 2003.
DEMING, W. E. (1990). Qualidade: a revolução na administração. Rio de Janeiro:
Marques Saraiva, 1990.
ECKES, G. (2001). A Revolução Six Sigma: O método que levou a GE e outras
empresas a transformar processos em lucros. Tradução do livro: The Six Sigma
Revolution. Por Reynaldo Cavalheiro Marcondes – Rio de Janeiro: Campos, 2001.
FARIAS, C. H. A. et al. (2008). Índices de crescimento da cana-de-açúcar irrigada e de
sequeiro no Estado da Paraíba. Revista Brasileira de Engenharia Agrícola e Ambiental.
Campina Grande: UAEAg/UFCG, v. 12, 2008.
FERREIRA, M. C. et al. (2008). Tratamento de toletes de cana-de-açúcar para o
controle da podridão-abacaxi em pulverização conjugada ao plantio mecanizado.
Eng. Agríc. Jaboticabal. v. 28, nº 2, 2008.
GIANNINI, R. (2007). Aplicação das ferramentas do pensamento enxuto na redução
de perdas em operações de serviços. 2007. Dissertação (Mestrado em Engenharia) -
Escola Politécnica da Universidade de São Paulo, São Paulo.
GIL, A. C. (2007). Como Elaborar Projetos de Pesquisa. 4. ed. São Paulo: Atlas, 2007.
GOH, T. N. (2002). The role of statistical design of experiments in six sigma:
perspectives of a practitioner. Quality Engineering, v. 14, n. 4, 2002.
GOLDEMBERG, M. A arte de pesquisar: como fazer pesquisa qualitativa em Ciências
Sociais. Rio de Janeiro: Record. 2000.
HENDERSON, M. H.; EVANS, J. R. (2000). Successful implementation of Six Sigma:
benchmarking General Electric Company. Benchmarkng An International Journal, v. 7,
n. 4, 2000.
93
JURAN, J. M. (1999). Controle da qualidade. São Paulo: Fundação Getúlio Vargas,
1999.
LIKER, J. K. (2005). O modelo Toyota: 14 princípios de gestão do maior fabricante do
mundo. Porto alegre: Bookman, 2005.
LOBOS, J. (1991). Qualidade através das pessoas. São Paulo, J. Lobos, 1991.
LOVELOCK, C.; WIRTZ, J. (2006) Marketing de serviços. 5.ed. São Paulo: Pearson
Prentice Hall, 2006.
MACEDO, I. (2007). Cana-de-açúcar e energias renováveis no Brasil: a perspectiva
tecnológica. Revista Opiniões, edição 012 – Abri/Jun 2007.
MACEDO, I. C., NOGUEIRA, L. A. H. (2004). Avaliação e expansão da produção de
etanol no Brasil. Centro de Gestão e Estudos Estratégicos, Brasília, 2004.
MANN, D. W. (2005). Creating a lean culture: tools to sustain lean conversions. New
York: Productivity Press, 2005.
MARCONDES, V. A. (2012). Introdução aos conceitos de Six Sigma. In: Curso de
Formação de Green Belts Lean Six Sigma, 2012, Lorena.
MARTINS, G. A. & LINTZ, A. (2010). Guia para elaboração de monografias e
trabalhos de conclusão de curso. 2.ed. São Paulo: Atlas, 2010.
MARTINS, P. G.; LAUGENI, F. P. (2005). Administração da Produção. 2ª. ed. São
Paulo: Saraiva, 2005.
McADAM, R. And DONEGAN, S. (2003). “A comparative analysis of trilateral and
concurrent business improvement methodologies in the high technology sector”.
International Journal of Manufacturing Technology and Management, Vol. 5, No. 3, pp.
210-31.
MENEGUETTI, C.C.; MEZAROBA, S.; GROFF, A. M. (2010). Processos de produção
do álcool etílico de cana-de-açúcar e os possíveis reaproveitamentos dos resíduos
resultantes do sistema. In. IV Encontro de Engenharia de Produção Agroindustrial, de 17
a 19 de Novembro, 2010. FECILCAM, Campo Mourão, 2010.
MITRA, A. (2004). Six Sigma Education: a critical role for academy. The TQM
Magazine. Volume 16 – Número 4, 2004.
MONTGOMERY, D. C. (2004). INTRODUÇÃO AO CONTROLE ESTATÍSTICO
DA QUALIDADE. Traduzido por Ana Maria de Farias e Vera Regina Lima de Farias e
Flores. Revisão técnica de Luiz da Costa Laurencel. Rio de Janeiro. Editora LTC.
MOTWANI, J; KUMAR, A.; ANTONY, J. (2004). A business process change
framework for examining the implementation of six sigma: a case study of Dow
Chemicals. The TQM Magazine, v. 16, n. 4, 2004.

94
OLIVEIRA, M. L. M.; COSTA, R. F. S.; XAVIER, A. F.; MONTEVECHI, J. A. B.
(2009). Ensino do mapeamento Lean utilizando como recurso didático a simulação
computacional a eventos discretos. XVI Simpep, 2009.
OLIVEIRA, W. A. (2010). Modelos estatísticos integrados à metodologia Lean Six
Sigma visando ao aumento da produtividade na obtenção do etanol. 139 p. Tese
(Doutorado em Ciências) – Escola Superior de Agricultura “Luiz de Queiroz”, Piracicaba,
2010.
OSONO, E. (2008). Relatório Toyota: contradições responsáveis pelo sucesso da maior
montadora do mundo. São Paulo: Ediouro, 2008.
PALADINI, E. P. (2005). Gestão da Qualidade: Teoria e casos. Rio de Janeiro: Elsevier,
2005.
PANDE, P. S., NEUMAN, R. P. e CAVANAGH, R. R. (2001). Estratégia Six Sigma,
Qualitymark, Rio de Janeiro, 2001.
PANDE, S. (2001). Estratégia Six Sigma: Como a GE, a Motorola e outras grandes
empresas estão aguçando seu desempenho. Rio de Janeiro: Qualitymark, 2001.
PELLEGRINI, L. F. (2009). Análise e otimização termo-econômica-ambiental
aplicada à produção combinada de açúcar, álcool e eletricidade. 350 p. Tese
(Doutorado em Engenharia Mecânica) – Escola Politécnica da Universidade de São Paulo,
Universidade de São Paulo, São Paulo, 2009.
PORTER, M. E. (1996). What is strategy? Harvard Business Review.
Novembro/Dezembro. 1996.
RASOVSKY, E. M. (2009). Álcool: Destilarias, Instituto do Açúcar e do Álcool.Rio de
Janeiro: Coleção Canavieira, 2009.
RECHULSKI, D.K. (2004). Programas de qualidade seis sigma – Características
distintas do modelo DMAIC e DFSS. PIC-EPUSP, n.2, 2004.
RIANE, A. M., (2006). Estudo de Caso: O Lean Manufactuiring Aplicado na Becton
Dickinson. 44p. Trabalho de Conclusão de Curso (Engenharia de Produção) – Faculdade
de Engenharia, Universidade Federal de Juiz de Fora, UFJF, Juiz de Fora, 2006.
ROGERS, H. Benchmarking your plant against TQM best-practices plants. Quality
Progress, ABI/INFORM Global, v.31, n.3, p.49-55, mar. 1998.
ROTONDARO, R. G. (2002). Six Sigma: estratégia gerencial para melhoria de
processos, produtos e serviços. São Paulo: Atlas, 2002.
SALAH, S.; RAHIM, A.; CARRETERO, J. A. (2010). The integration of Six Sigma and
lean management. International Journal of Lean Six Sigma, v. 1, n.3, 2010.
SANTIAGO, A. D.; ROSSETTO, R. (2007). Preparo do solo. Empresa Brasileira de
Pesquisa Agropecuária – Embrapa. 2007.
SATOLO, E. G. S.; SIMON, A. Y. S. (2007). Nível de utilização de práticas da
qualidade no complexo sucroalcooleiro. In: XXVII ENCONTRO NACIONAL DE
95
ENGENHARIA DE PRODUÇÃO, 9 a 11 de outubro, 2007, Foz do Iguaçu. A energia que
move a produção - um diálogo sobre integração, projeto e sustentabilidade: anais. Foz do
Iguaçu, Abepro, 2007.
SEJIMO, W. N. (2011). Obtenção do álcool anidro. 2011. Monografia. Centro Estadual
de Educação Tecnológica Paula Souza, Araçatuba, SP. 2011.
SHERIDAN, J. H. (2000). “Lean sigma synergy”, Industry Week, Vol. 249, No. 17, 2000.
SILVA et al., (2011). Integrando a promoção das metodologias Lean Manufacturing e
Six Sigma na busca de produtividade e qualidade numa empresa fabricante de
autopeças. Gestão da Produção, São Carlos, v.18, n. 4, p. 687-704, 2011.
SILVA, I. B. et al. (2011). Integrando a promoção das metodologias Lean
Manufacturing e Six Sigma na busca de produtividade e qualidade numa empresa
fabricante de autopeças. 2011. Gest. Prod., São Carlos, v. 18, n. 4, 2011.
SILVA, J. E. A. R. (2006). Desenvolvimento de um modelo de simulação para auxiliar
o gerenciamento de sistemas de corte, carregamento e transporte de cana-deaçúcar.
São Carlos: ESALQ, 2006.
SILVA, N. F. et al. (2007). Análise do sistema Toyota de produção em duas empresas
de ramos industriais distintos. In: XXVII ENCONTRO NACIONAL DE
ENGENHARIA DE PRODUÇÃO, 9 a 11., 2007, Foz do Iguaçu. A energia que move a
produção - um diálogo sobre integração, projeto e sustentabilidade: anais. Foz do Iguaçu,
Abepro, 2007.
SIMÃO, L. A. P. M. (2003). Estruturação da lições aprendidas na implantação da
produção enxuta na Alcoa de Poços de Caldas. 2003. Dissertação de Mestrado.
Universidade Federal de São Carlos, São Carlos, SP. 2003.
SIQUEIRA, J. (2005). O Modelo de Maturidade de Processos: como maximizar o
retorno dos investimentos em melhoria da qualidade e produtividade. 2005.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. (2002). Administração da produção. 2ª.
ed. São Paulo: Atlas, 2002.
SOARES, G. M. V. P. (2001). Aplicação do controle estatístico de processos em
indústria de bebidas: Um estudo de caso. Florianópolis. Dissertação de Mestrado.
Universidade Federal de Santa Catarina, 2001.
TEIXEIRA, A. A. (2006). Setor sucroalcooleiro: desenvolvimento, degradação,
contradições e promessas. In: IV CICLO DE DEBATES EM ECONOMIA
INDUSTRIAL, TRABALHO E TECNOLOGIA. 25 abr. 2006, São Paulo. Anais.... São
Paulo, EITT - PUCSP, 2006.
TERRA, H. V. (2012). Como construir, montar e operar uma microdestilaria de
etanol combustível (etanol) de capacidade de 100 litros/dia. Disponível em:
<http://www.scribd.com/doc/19407213/Curso-de-Micro-Destilaria 2009>. Acesso em: 10
ago. 2012.

96
TOLEDO, J. C. (2001). Conceitos básicos de qualidade de produto. In: BATALHA,
M.O. Gestão Agroindustrial. v. 1. 2. ed. São Paulo: Atlas, 2001.
ÚNICA, União da Agroindústria Canavieira de São Paulo. (2005). Agronegócio no Brasil.
Artigo: Cana: a energia que vem da terra. São Paulo: Ministério das Relações
Exteriores, 2005.
VOSS, C et al. (2002). Case research in operations management. International Journal
of Operations & Production Management. v. 22, n. 2, 2002.
WERKEMA, M. C. C. (2002). Criando a cultura Six Sigma. Série Six Sigma Volume 1.
Rio de Janeiro: Qualitymark, 2002.
WERKEMA, M. C. C. (2002a). Criando a Cultura Seis Sigma. Rio de Janeiro:
Qualitymark, v. 1, 2002a.
WIPER, B.; HARRISON, A. (2000). Deployment of Six Sigma methodologies in
Human Resource function: A case study. Total Quality Management, v. 11, n. 4, 2000.
WOMACK, J. P.; JONES, D. T.; ROOS, D. (1992). A máquina que mudou o mundo.
3ª.ed. Rio de Janeiro: Campus, 1992.
XAVIER, A. A. P. et al. (2011). Utilização do controle estatístico do processo (cep)
para monitoramento da graduação alcoólica (°inpm) na produção de álcool. Revista
Brasileira de Tecnologia Agroindustrial. Universidade Tecnológica Federal do Paraná,
Ponta Grossa. 2011.
YAMADA, M. C. (2002). Aplicação dos conceitos de modelagem e de redes Petri na
análise do processo produtivo da indústria sucroalcooeira. Dissertação mestrado
Universidade de São Paulo (USP) - Escola de Engenharia de São Carlos (EESC) - 2002.

97
APÊNDICE A
Questionário de análise
Perguntas Abertas:
1) Quais foram as principais dificuldades em implementar um programa de qualidade
visando melhorar os processos e produtos?
2) Para a empresa, quais são as vantagens e desvantagens de aplicar melhorias e
otimizar processos utilizando os princípios do Lean Six Sigma e suas ferramentas?
3) Quais tipos de melhorias foram feitas no processo de produção do álcool usando as
práticas e ferramentas do Lean Six Sigma? (exemplos: redução de desperdícios,
reaproveitamento de subprodutos, controle de processos, etc)
4) Quais partes do processo de produção do álcool são mais críticos a aplicação de
melhorias e utilização de ferramentas da qualidade?
Perguntas fechadas:
Fatores Críticos - baseado em sua experiência sobre os programas de qualidade
dentro da empresa, indique a existência ou não de cada situação abaixo:

98
Práticas da Qualidade no Setor Sucroalcooleiro Sim Não
A Empresa pratica melhoria contínua em seus processos
Possui uma visão que inclui qualidade
Possui uma política da qualidade
Considera a qualidade como parte do planejamento estratégico
Visualiza qualidade como vantagem competitiva em relação ao mercado
A gerência conhece seu papel e responsabilidade para a qualidade
Possui lideranças nomeadas para conduzir processos de melhoria
Utiliza aspectos positivos de empresas concorrentes para melhorias próprias
Resultados econômicos satisfatórios com as melhorias
É certificada pela ISO 9001
Possui um programa de desenvolvimento de fornecedores
Conduz programas de treinamento com fornecedores
Possui um programa de qualificação de fornecedores
Possui um controle da qualidade para recebimento de materiais
Possui um plano de inspeção com etapas intermediárias no processo
Possui controle de qualidade no final do processo
Possui registro das etapas de inspeção realizadas
Realiza treinamentos periódicos com os funcionários
Possui operações do processos bem identificadas
Utiliza avisos luminosos e sonoros para auxílio dos colaboradores
Possui um programa periódico de manutenção estabelecido
Pratica técnicas para eliminação de desperdícios
Utiliza equipes multifuncionais para solução de problemas
Realiza análises e levantamento sobre custos da qualidade e não-qualidade





























