Embed Size (px)
Citation preview

UNIVERSIDADE ESTADUAL DO OESTE DO PARANÁ
CENTRO DE ENGENHARIAS E CIÊNCIAS EXATAS
PROGRAMA DE PÓS-GRADUAÇÃO “STRICTO SENSU” EM
ENGENHARIA QUÍMICA – NÍVEL DE MESTRADO
DESENVOLVIMENTO DE TECNOLOGIA ALTERNATIVA PARA TRATAMENTO
DE EFLUENTES DE OFICINAS MECÂNICAS UTILIZANDO
ELETROCOAGULAÇÃO
Cláudio Vinicius Arcego
TOLEDO – PR - BRASIL
Março de 2017
Cláudio Vinicius Arcego
DESENVOLVIMENTO DE TECONOLOGIA ALTERNATIVA PARA
TRATAMENTO DE EFLUENTES DE OFICINAS MECÂNICAS UTILIZANDO
ELETROCOAGULAÇÃO
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia Química em cumprimento parcial aos requisitos para obtenção do título de Mestre em Engenharia Química, área de concentração em Monitoramento e Controle Ambiental. Orientador: Prof. Dr. Camilo Freddy Mendoza Morejon
TOLEDO – PR - BRASIL
Março de 2017



ii
AGRADECIMENTOS
Agradeço a Deus pela oportunidade de crescimento intelectual e moral
concedida nesses dois anos de trabalho.
Ao professor Camilo por sua dedicação, paciência e sabedoria durante o
processo de orientação.
Aos professores do PEQ que tanto contribuíram para meu aperfeiçoamento
intelectual e profissional.
Ao professor Espinoza por conceder um espaço em sua bancada para
realização dos testes experimentais.
Ao Gerpel, nas pessoas do Cleudimar e Adriana pelo trabalho, boa vontade
e flexibilidade.
A todos os funcionários da Unioeste que, de alguma forma, contribuíram para
a realização desse trabalho.
Aos companheiros Elias e Eduardo, dois grandes amigos feitos nesse
período, pela parceria, conversas e experiências compartilhadas.
Ao colega Alcides pela disponibilidade e boa vontade providenciais para a
realização do trabalho.
À Jéssica, sempre amiga e companheira, pelo suporte e apoio fundamentais
para a conclusão da jornada.
À Capes pelo apoio financeiro dado ao projeto, sem o qual não teria sido
possível a realização do trabalho.

iii
SUMÁRIO
1. INTRODUÇÃO ............................................................................................ 1
1.1. Objetivo .................................................................................................... 2
1.2. Objetivos Específicos ............................................................................. 3
1.3. Justificativa ............................................................................................. 3
2. REVISÃO DE LITERATURA ....................................................................... 4
2.1. Atividades em Postos de Combustíveis ............................................... 4
2.2. Atividades em Oficinas Mecânicas ........................................................ 5
2.3. Efluentes Oleosos ................................................................................... 6
2.3.1. Óleos lubrificantes ....................................................................... 6
2.3.2. Óleo emulsionado ......................................................................... 8
2.3.3. BTX ................................................................................................ 9
2.3.4. HPA’s ........................................................................................... 10
2.3.5. Impacto ambiental ...................................................................... 11
2.4. Legislação Ambiental Específica ......................................................... 12
2.5. Tratamentos Convencionais ................................................................ 14
2.5.1. Coagulação ................................................................................. 15
2.5.2. Tratamento com membranas ..................................................... 15
2.5.3. Flotação ....................................................................................... 16
2.5.4. Processos Convencionais Para Tratamento de Efluentes de
Oficinas Mecânicas, Lavagem de Veículos e Postos de Combustíveis17
2.6. Eletrocoagulação .................................................................................. 19
2.6.1. Tipos de Reatores ....................................................................... 22
2.6.2. Fenômenos Envolvidos no Tratamento Eletroquímico ........... 25
2.6.3. Mecanismos da Eletrocoagulação ............................................ 26
2.6.4. Fatores que Influenciam o Tratamento Eletroquímico ............ 29
2.6.5. Vantagens e Desvantagens ....................................................... 34
2.7. Planejamento Experimental ................................................................. 35
2.7.1. Superfície de resposta ............................................................... 35
2.7.2. Box Behnken ............................................................................... 37

iv
2.8. Estado da Arte e Prospecção Tecnológica ......................................... 39
2.9. Considerações Sobre a Revisão .......................................................... 41
3. MATERIAIS E MÉTODOS ......................................................................... 42
3.1. Caracterização da Fonte Geradora ...................................................... 42
3.2. Caracterização do Efluente .................................................................. 42
3.3. Prospecção Tecnológica ...................................................................... 44
3.4. Planejamento, projeto e Construção do Módulo de bancada ........... 45
3.4.1. Módulo Experimental ................................................................. 45
3.4.2. Planejamento experimental ....................................................... 47
3.5. Desenvolvimento do protótipo ............................................................ 48
3.6. Avaliação dos Requisitos para Proteção Intelectual ......................... 48
4. RESULTADOS E DISCUSSÃO ................................................................ 49
4.1. Caracterização da Fonte Geradora ...................................................... 49
4.1.1. Dados Sobre a Frota ................................................................... 49
4.1.2. Diagnóstico dos estabelecimentos em estudo ........................ 51
4.1.3. Etapas geradoras de efluentes .................................................. 55
4.1.4. Origem da água Utilizada ........................................................... 57
4.1.5. Consumo da água utilizada ....................................................... 57
4.1.6. Tipos de tratamentos ................................................................. 59
4.1.7. Troca de óleo .............................................................................. 60
4.2. Caracterização do Efluente .................................................................. 61
4.3. Projeto, Construção e Operacionalização do Módulo de Bancada .. 61
4.3.1. Testes com Reator Eletrolítico .................................................. 61
1.3.2. Eficiência na Remoção da Cor Aparente e Turbidez ............... 66
1.3.3. Eficiência na Remoção da DQO ................................................ 75
1.3.4. Desejabilidade Global ................................................................ 82
1.4. Proposição de Tecnologia Inovadora .................................................. 83
1.5. Avaliação de requisitos de novidade e proteção intelectual ............. 88
5. CONCLUSÃO .......................................................................................... 101
6. REFERÊNCIAS ....................................................................................... 102

v
LISTA DE FIGURAS
Figura 2.1 - Estrutura molecular dos compostos BTEX (Fonte: Vieira, 2004) .. 10
Figura 2.2 – Configuração básica de um reator eletrolítico .............................. 23
Figura 2.3 - Reator de EC em escala de bancada com eletrodos monopolares em:
(a) paralelo e, (b) série (Mollah et al., 2000)..................................................... 24
Figura 2.4 - Reator de EC em escala de bancada com eletrodos bipolares em
paralelo (Mollah et al., 2000). ........................................................................... 25
Figura 2.5 – Mecanismos de eletrocoagulação (Holt et al., 2002). ................... 27
Figura 2.6 – Matriz do planejamento Box Benhken .......................................... 38
Figura 2.7- Espaço tridimensional explorado por um fator de 3 níveis BB. Baseia-se
em um arranjo fatorial 33 (Fonte: Leon et al., 2010) ......................................... 39
Figura 2.8 - Evolução do número de artigos científicos sobre efluentes de oficinas
mecânicas e lavagem de veículos entre o período de 1969 e primeiro semestre de
2016. ................................................................................................................ 40
Figura 3.1 – Reator de bancada utilizado no planejamento experimental ........ 46
Figura 4.1 – Distribuição da frota municipal quanto ao tipo de veículo. ........... 50
Figura 4.2 – Distribuição do ano dos veículos do município ............................ 51
Figura 4.3 – Tipos de oficinas mecânicas quanto ao tipo de veículo atendido . 52
Figura 4.4 – Tipos de postos quanto aos serviços fornecidos .......................... 53
Figura 4.5 - Mapa de risco do município de Toledo/Pr ..................................... 54
Figura 4.6 – Balanço de massa para o processo de lavagem de veículos ....... 55
Figura 4.7 – Balanço de massa para o processo de lavagem de pisos e instalações
.............................................................................................................................. 56
Figura 4.8 – Balanço de massa para o processo de lavagem de peças .......... 56
Figura 4.9 – Origem da água utilizada nos estabelecimentos de lavagem ...... 57
Figura 4.10 – Consumo médio mensal de água das oficinas mecânicas
pesquisadas. .................................................................................................... 58
Figura 4.11 – Consumo médio mensal de água dos postos de lavagem
pesquisados. .................................................................................................... 59
Figura 4.12– tratamento de efluentes utilizado em oficinas mecânicas ........... 59
Figura 4.13 – tratamento de efluentes de postos de combustíveis .................. 60
Figura 4.14 – quantidade de estabelecimentos que executam a troca de óleo 60

vi
Figura 4.15 – Diagrama representativo da variação do pH durante o processo de
eletrocoagulação. ............................................................................................. 64
Figura 4.16 – Diagrama de Pareto para a variável resposta (a) cor aparente e (b)
turbidez ............................................................................................................ 68
Figura 4.17 – (a) Superfície de resposta para remoção de cor aparente em função
da densidade de correte e da concentração; (b) Superfície de contorno para
remoção de cor aparente em função da densidade de correte e da concentração;
......................................................................................................................... 72
Figura 4.18 – (a) Superfície de resposta para remoção de turbidez em função da
densidade de correte e da concentração; (b) Superfície de contorno para remoção
de turbidez em função da densidade de correte e da concentração; ............... 72
Figura 4.19 – (a) Superfície de resposta para remoção de cor aparente em função
da concentração e do pH; (b) Superfície de contorno para remoção de cor aparente
em função da concentração e do pH; ............................................................... 73
Figura 4.20 – (a) Superfície de resposta para remoção de turbidez em função da
concentração e do pH; (b) Superfície de contorno para remoção de turbidez em
função da concentração e do pH; ..................................................................... 73
Figura 4.21 – (a) Superfície de resposta para remoção de cor aparente em função
da densidade de corrente e do pH; (b) Superfície de contorno para remoção de cor
aparente em função da densidade de corrente e do pH; ................................. 74
Figura 4.22 – (a) Superfície de resposta para remoção da turbidez em função da
densidade de corrente e do pH; (b) Superfície de contorno para remoção da
turbidez em função da densidade de corrente e do pH; ................................... 75
Figura 4.23 – Diagrama de Pareto para variável de resposta DQO ................. 77
Figura 4.24 – (a) Superfície de resposta para remoção de DQO em função da
densidade de correte e da concentração; (b) Superfície de contorno para remoção
de DQO em função da densidade de correte e da concentração;.................... 80
Figura 4.25 – (a) Superfície de resposta para remoção de DQO em função da
concentração e do pH; (b) Superfície de contorno para remoção de DQO em função
da concentração e do pH; ................................................................................ 81
Figura 4.26 – (a) Superfície de resposta para remoção de DQO em função da
densidade de corrente e do pH; (b) Superfície de contorno para remoção de DQO
em função da densidade de corrente e do pH;................................................. 81
Figura 4.27- Gráficos estatísticos para a função desirability global. ................. 83
vii
Figura 4.28 – Sistema de tratamento composto por: 1-Calha de alimentação; 2 -
compartimento de sedimentação e flotação; 3 – Raspador; 4 – Reservatório de óleo;
5 - segundo compartimento de sedimentação e flotação; 6 – fonte de corrente
contínua; 7- Raspador; 8 - Raspador; 9 – Reservatório de óleo; 10 - Peneira; 11 –
Reservatório de água clarificada; ..................................................................... 84
Figura 4.29 – Corte frontal do primeiro estágio de sedimentação caracterizado por:
1 – Fonte corrente contínua; 2-Raspador; 3-Peneira; 4-Placas sobrepostas de
ajuste de nível; 5-Registro boia; 6-Motor; 7-Eixo do raspador da câmara de
eletrocoagulação; 8-Corrente. .......................................................................... 85
Figura 4.30 – Corte frontal do compartimento de eletrocoagulação caraterizado por:
Raspadores (1, 2 e 3); Janelas de alimentação (4 e 5); Conjuntos de placas
inclinadas (9 e 10); Parede divisória entre meio reacional e compartimento de água
clarificada (7 e 8); Compartimento da água clarificada. ................................... 86
Figura 4.31 – Corte lateral do equipamento caracterizado por: 1-Motor; 2-Corrente
transmissora; 3-Registro boia; 4-Primeira câmara de sedimentação e flotação; 5-
Rapador da primeira câmara de sedimentação; 6-Tubo de pvc; 7-Segunda câmara
de sedimentação; 8-Janela de alimentação para câmara eletrolítica; 9-Raspadores
da câmara eletrolítica; 10-Compartimento eletrolítico; 11-Orifício de alimentação do
reservatório da água clarificada; 12 – Janela de alimentação para o reservatório do
óleo; 13-Reservatório do óleo; 14-Reservatório da água clarificada; 15-Sistema de
esgotamento da água clarificada; 16-Sistema de esgotamento do óleo. ......... 87
Figura 4.32 - Caixa separadora de água e óleo. .............................................. 89
Figura 4.33 – Estação modular para separação in loco de derivados de petróleo
contido em efluentes industriais. ...................................................................... 91
Figura 4.34 - Dispositivo auxiliar para separação de água e óleo .................... 92
Figura 4.35 – Caixa separadora de água e óleo com bomba manual .............. 93
Figura 4.36 - Configuração de caixa separadora de água e óleo. .................... 94
Figura 4.37 – Dispositivo modular filtrante para separação de água contaminada
com óleo ........................................................................................................... 95
Figura 4.38 - Dispositivo modular filtrante para separação de água contaminada
com óleo associado em série ........................................................................... 96
Figura 4.39 – Processo de reciclagem e recuperação de água. ...................... 97
Figura 4.40 - Processo de reciclagem e recuperação de água com base em
princípios físicos ............................................................................................... 98

viii
Figura 4.41 – Tratamento de efluentes utilizando floculação/flotação. ............. 99
Figura 4.42 – Tratamento de efluentes de oficinas mecânicas utilizando
eletrocoagulação ............................................................................................ 100
ix
LISTA DE TABELAS
Tabela 2.1 – Comparação de eficiências entre DCCR, PBB, MD e planejamento
fatorial. ............................................................................................................. 37
Tabela 3.1 – Caracterização das amostras para diferentes composições ....... 43
Tabela 3.2 – Descritores utilizados de acordo com o banco de patentes pesquisado.
......................................................................................................................... 45
Tabela 3.3 – Valores das variáveis independentes em cada nível. .................. 47
Tabela 4.1 – Caracterização das amostras para diferentes composições. ...... 61
Tabela 4.2 – Resultados obtidos para eletrocoagulação em função dos diferentes
parâmetros operacionais. ................................................................................. 63
Tabela 4.3 - Eficiências de remoção em função das condições operacionais. 65
Tabela 4.4-Tabela de efeitos para remoção da cor aparente e turnidez .......... 67
Tabela 4.5 – Coeficientes de regressão para o modelo de remoção da cor aparente
e turbidez.......................................................................................................... 69
Tabela 4.6 - Análise de variância (ANOVA) para a resposta cor aparente e turbidez
(intervalo de confiança de 95%). ...................................................................... 70
Tabela 4.7 – tabela de efeitos para a variável resposta DQO .......................... 76
Tabela 4.8 – Coeficientes de regressão para o modelo de eficiência de remoção de
DQO ................................................................................................................. 78
Tabela 4.9 - Análise de variância (ANOVA) para a resposta DQO (intervalo de
confiança de 95%). ........................................................................................... 79

x
LISTA DE ABREVIAÇÕES E SIMBOLOS
APHA - American Public Health Association
BTEX – Benzeno, Tolueno, Etil-Benzeno, Xileno
Conama - Conselho nacional do meio ambiente
EMETE – Estação Modular Eletrolítica de Tratamento de Efluentes
F - Constante de Faraday
HPA’s – Hidrocarbonetos Poliaromáticos
i - Corrente elétrica
M - Massa molar do elemento predominante do eletrodo
mA – Miliamper
mel - Massa do eletrodo consumida
MQ – Média quadrática
n - Número de elétrons envolvidos
Oluq – Óleo Lubrificante queimado
pH - Potencial hidrogenionico
R2 - Coeficiente de correlação
rpm - Rotação por minuto
SQ – Soma Quadrática
t - Tempo de aplicação
ts - Tempo de aplicação da corrente
U - Tensão elétrica
X1 – Concentração de Óleo
X2 – Densidade de corrente
X3 – pH
xi
DESENVOLVIMENTO DE TECNOLOGIA ALTERNATIVA PARA TRATAMENTO
DE EFLUENTES DE OFICINAS MECÂNICAS UTILIZANDO
ELETROCOAGULAÇÃO
AUTOR: CLÁUDIO VINICIUS ARCEGO
ORIENTADOR: CAMILO FREDDY MENDOZA MOREJON
Dissertação de Mestrado; Programa de Pós-Graduação em Engenharia Química;
Universidade Estadual do Oeste do Paraná; Rua da Faculdade, 645; CEP: 85903-
000 - Toledo - PR, Brasil, defendida em 13 de Março de 2017. 115 p.
RESUMO
As tecnologias de tratamento e aproveitamento de efluentes de oficinas mecânicas,
postos de combustíveis e de lavagem de veículos, disponíveis no mercado, ainda
apresentam uma série de limitações técnicas. Esse cenário, aliado ao crescimento
da frota de veículos, exige o desenvolvimento e a proposição de novas tecnologias.
Nesse contexto, o objetivo do trabalho foi desenvolver uma tecnologia alternativa
para o tratamento de efluentes de oficinas mecânicas e postos de lavagem
automotiva. A metodologia contemplou: 1) a caracterização das fontes de geração
dos efluentes (Estabelecimentos localizados no Município de Toledo-PR); 2) a
caracterização qualitativa e quantitativa do efluente em estudo; 3) a prospecção
tecnológica; 4) a proposição da tecnologia; 5) o projeto e construção do protótipo;
6) planejamento experimental e realização de testes operacionais em condições
laboratoriais; 7) a proposição e sistematização da nova tecnologia; e 8) a proteção
intelectual. Destaca-se que os principais parâmetros avaliados neste trabalho foram
a cor aparente, turbidez, pH e DQO. A tecnologia resultante deste trabalho, para
uma condição de maior concentração do efluente (C0=2,5 mg.mL-1), com pH=7 e
densidade de corrente (σ) de 3,42 mA.cm-2 apresentou maior eficiência na remoção
de cor aparente (99,71%) e turbidez (99,75%). O melhor desempenho na redução
da DQO (93,5% de remoção) ocorreu nas condições de C0=1,5 mg.mL- 1, σ=3,42
mA.cm-2 e pH=10. O pH dos efluentes em estudo se encontram na faixa de 4 a 10
e nessa condição foi constatado uma influencia diretamente proporcional na

xii
eficiência de remoção dos parâmetros avaliados. Após a sistematização dos
resultados e prévia avaliação da atividade inventiva, a tecnologia para o tratamento
de efluentes de diversas fontes, em particular de oficinas mecânicas, deve ser
objeto de proteção intelectual junto ao Instituto Nacional de Propriedade Industrial
(INPI). A inovação está classificada na categoria Modelo de Utilidade, pois trata-se
de uma criação de forma, estrutura e disposição, envolvendo ato inventivo que
resultou em melhoria funcional.
Palavras-chave: Eletrocoagulação, Inovação Tecnológica, Efluentes oleosos.
xiii
DEVELOPMENT OF ALTERNATIVE THECNOLOGY FOR MECHANICAL
WASTEWATER TREATMENT USING ELECTROCOAGULATION
AUTHOR: CLÁUDIO VINICIUS ARCEGO
SUPERVISOR: CAMILO FREDDY MENDOZA MOREJON
Master Thesis; Chemical Engineering Graduate Program; Western Paraná State
University; Rua da Faculdade, 645; CEP: 85903-000 - Toledo - PR, Brazil,
presented on March, 13 th 2017. 115 p.
ABSTRACT
The Technologies used for treatment of automotive centers, gas stations and car
wash stations wastewaters, available in the market have a number of operational
limitations. This background, combined with the vehicle fleet increases, requires new
technologies for this aim. In this context the mean goal of this work is develop an
alternative technology for automotive centers and car wash stations wastewaters
treatment. The methodology included: 1) a characterization of the effluent
generation sources; 2) qualitative and quantitative characterization of the studied
effluent; 3) technological prospecting; 4) the technology proposition; 5) the design
and construction of the prototype; 6) experimental planning and performance of
operational tests in laboratory conditions; 7) a proposal and systematization of the
new technology; And 8) intellectual protection. It should be noted that the main
parameters evaluated in this work were the apparent color, turbidity, pH and COD.
The technology resulting from this work, for a condition with a higher effluent
concentration (C0 = 2.5 mg.mL-1), with pH = 7 and current density (σ) of
3.42 mA.cm- ² presented higher efficiency in the removal of apparent color 99.71%)
and turbidity (99.75%). The best performance in reducing the COD (93.5% removal)
occurred under the conditions of test 12 (C0 = 1.5 mg.mL-1, σ = 3.42 mA / cm², pH
= 10). The pH of the effluents was studied in the range of 4 to 10 and at this
condition, it was observed a directly proportional influence between pH and the
removal efficiency. After the results systematization and previous inventive activity
evaluation, the technology for wastewater treatment must be object of intellectual
protection in the National Institute of Industrial Property (INPI). The innovation is

xiv
classified like Utility Model, since it is a creation of form, structure and disposition,
involving an inventive act that resulted in functional improvement.
Keywords: Electrocoagulation, Technological Innovation, Oil Wastewater.

1
1. INTRODUÇÃO
Os frequentes racionamentos e campanhas pró economia de água têm
deixado exposta a dura realidade que se enfrenta na atualidade. A crise hídrica,
que abateu o cenário nacional nos últimos anos, é resultado da soma de diversos
fatores, entre eles: a falta de chuva o qual foi agravado pela má gestão das águas,
falta de tratamento adequado no descarte do recurso utilizado, e o aumento no
consumo doméstico e industrial de água.
Partindo de uma economia diversificada e uma cadeia produtiva altamente
consumidora de recursos naturais é comum que as águas residuais apresentem
uma grande variação na sua composição, que no final comprometem o
desempenho dos sistemas de tratamento centralizado desses efluentes. Assim
posto, deve-se considerar novos modelos gestão com base do tratamento seletivo,
bem como para viabilizar o aproveitamento dos efluentes, sem comprometer os
corpos receptores.
De acordo com Mazumder et al (2011), o tratamento in loco de águas
residuais é uma alternativa potencial para a redução da carga poluidora dos
efluentes líquidos das atividades localizadas nas áreas urbanas, industriais e rurais.
Uma dessas atividades em constante expansão são as estações de serviços de
manutenção, lavagem e abastecimento de veículos automotivos.
Segundo Munasinghe et al (2015), estações de serviços para veículos
automotores utilizam grandes quantidades de água, óleo e detergentes para
lavagem de veículos e demais serviços. O gerenciamento cuidadoso desses
efluentes se faz necessário não somente para atendimento da legislação ambiental,
como também para reduzir a complexidade dos sistemas coletivos de tratamento
dos efluentes.
Estabelecimentos de lavagem de carros e oficinas mecânicas geram seus
efluentes na lavagem de pisos, tanques, veículos, máquinas e peças. Essas
atividades são responsáveis por produzir águas residuais altamente poluidoras,
sendo que, em sua composição incluem óleos e gorduras, detergentes, fosfatos e
ácido fluorídrico que são altamente poluidores.

2
Dentre os diversos poluentes, os que oferecem maior desafio são, sem
dúvida, os derivados graxos. A água oleosa é um termo popular utilizado para
descrever as águas que apresentam níveis consideráveis de óleos, graxas,
lubrificantes e materiais em suspensão. O material graxo, por sua vez, pode se
apresentar em duas formas distintas: livres ou emulsionados. O óleo livre é
facilmente identificável, corresponde ao óleo visível a olho nu e que não se mistura
com a fase aquosa devido a sua insolubilidade. Além disso, é encontrado sempre
flutuando sobre a superfície de água em função da sua baixa densidade. O óleo
emulsionado, por outro lado, não é facilmente distinguível da água devido à
homogeneidade da mistura. A pequena dimensão e a elevada estabilidade desse
sistema tornam o tratamento de águas residuais de estações de serviços
automobilísticos um grande desafio. Economicamente, esse resíduo tem grande
importância uma vez que dispões de um ciclo próprio que inclui descarte, coleta e
reciclagem amparado legalmente pela Resolução 362 do Conama.
Durante muito tempo, buscou-se resolver essa questão com a utilização de
caixas de areia e caixas de gordura. No entanto, esses sistemas ainda não
conseguiram atender as demandas de tratamento eficiente na separação dos óleos
emulsionados e na remoção dos sólidos particulados. Mais recentemente, estudos
apontam na direção de tratamentos químicos e biológicos.
No entanto, um dos grandes gargalos encontrados nos tratamentos químicos
é a dificuldade em se desenvolver um equipamento compacto, viável tecnicamente
e economicamente. Floculadores e sedimentadores convencionais apresentam a
desvantagem de serem muito grandes e demandam um maior tempo de residência
para o tratamento dos efluentes. O mesmo problema ocorre com os reatores
biológicos. Nesse contexto surge a necessidade de novas pesquisas que visem a
proposição de novas tecnologia.
1.1. Objetivo
Diante das limitações das metodologias e tecnologias convencionais, esse
trabalho tem por objetivo a proposição e o desenvolvimento de uma tecnologia
alternativa para o tratamento diferenciado de efluentes de estabelecimentos de

3
serviços automotivos (oficinas mecânicas, postos de combustíveis e de lavagem de
veículos).
1.2. Objetivos Específicos
Para atendimento do objetivo geral foram estabelecidos os seguintes
objetivos específicos: a) a caracterização da fonte geradora; b) a caracterização
qualitativa e quantitativa do efluente líquido; c) a prospecção de métodos processo
e tecnologias; d) o desenvolvimento e proposição de tecnologia alternativa; e) o
planejamento e projeto do protótipo; f) a avaliação de requisitos de novidade para
proteção intelectual; e g) a consolidação e sintetização dos resultados.
1.3. Justificativa
Considerando que os atuais sistemas de tratamento apresentam limitações
como: grande espaço requerido, elevado custo de manutenção e exagerado tempo
de retenção, o trabalho proposto se faz pertinente, uma vez que tem como objetivo
propor uma alternativa tecnológica que supere as limitações citadas,
compreendendo um ativo tecnológico, social e acadêmico.
4
2. REVISÃO DE LITERATURA
2.1. Atividades em Postos de Combustíveis
A indústria de combustíveis compreende uma série de atividades que
contribuem com a dinâmica da economia em escala regional e nacional. Apesar da
sua importância econômica, essas atividades exercem impacto sobre o meio
ambiente e sobre o meio social da região onde estão situadas.
A cadeia produtiva de combustíveis líquidos derivados do petróleo é
composta por 3 grandes etapas: etapa de refino, etapa de distribuição e etapa de
consumo. A etapa de refino é a responsável pela transformação, por meio de
processos físicos e químicos, do petróleo bruto em produtos combustíveis. A etapa
de consumo é composta por automobilistas, caminhoneiros, empresas de
transporte, empresas de turismo, aviação, indústrias e fazendas. A etapa de
distribuição, por sua vez, subdivide-se em canais de venda em atacado
(transportadoras e distribuidoras) e canais de venda em varejo (postos de
combustíveis). O varejo de combustível interfere em outros setores da economia e
na sociedade de modo geral. O revendedor varejista de combustível pode ser
definido como a pessoa jurídica legalmente autorizada para a revenda de
combustíveis automotivos (CADE, 2012).
Dados da Agência Nacional de Petróleo (ANP) indicam que no início de 2015
haviam, no Brasil, 39.763 postos revendedores de derivados de petróleo operando
no País. Desses, 40,2% localizados no Sudeste; 23,8% no Nordeste; 20,2% na
Região Sul; 8,6% no Centro-Oeste; e 7,2% na Região Norte. Os estados com maior
concentração de postos eram: São Paulo (22,3%), Minas Gerais (10,9%), Rio
Grande do Sul (7,8%), Paraná (7,1%), Bahia (6,4%) e Rio de Janeiro (5,3%).
As atividades realizadas em um posto de varejo de combustível podem
envolver, além do abastecimento, a troca de óleo, lavagem de veículos, loja de
conveniência, lanchonete e restaurantes. Os principais resíduos gerados nessas
atividades consistem em restos de alimentos, embalagens de alimentos, vapores
de combustíveis, flanelas e estopas contaminadas, efluentes líquidos, como águas
oleosas, filtros usados, óleo queimado, lodo toxico das caixas separadoras de água
e óleo e embalagens de lubrificantes. Assim, o grau do impacto ambiental e social

5
irá depender dos serviços prestados pelo estabelecimento (LORENZETT et al,
2010, apud Santos, 2005).
Em virtude da quantidade e da natureza das atividades realizadas nos postos
combustíveis, Venâncio et al (2008) classificam os estabelecimentos dessa
natureza como potencialmente geradores de impactos ambientais, caracterizados
por contaminação do solo e das águas subterrâneas e superficiais, por meio de
vazamentos de combustíveis, com riscos de incêndios e explosões. Além disso,
essa atividade vem se tornando cada vez mais complexa, visto que o custo de
acidentes e incidentes ambientais crescem a cada dia. Os postos de combustíveis
devem, portanto, realizar suas atividades de acordo com as normas e leis vigentes,
bem como, estar atentos às boas práticas de trabalho para garantir a minimização
de riscos ao meio ambiente, e à segurança e saúde dos empregados e comunidade
vizinha.
2.2. Atividades em Oficinas Mecânicas
Outra atividade de suma importância para a microeconomia regional é a de
manutenção e reparo de veículos. Esse tipo de atividade oferece suporte para
demais funções. Da mesma maneira que em postos de combustíveis, as mecânicas
oferecem serviços diversos como: troca de óleo, manutenção de motor, freios,
funilaria, pintura, balanceamento e parte elétrica. Cada operação possui o seu grau
de impacto e especificidade.
Segundo Perez et al (2016), em uma oficina mecânica, os agentes
poluidores do meio ambiente são classificados em 4 tipos, sendo eles: Emissões
gasosas, poluição sonora, efluentes líquidos e resíduos diversos. As emissões
gasosas são caracterizadas pelos compostos orgânicos voláteis (VOCs) e
materiais particulados provenientes de serviços de funilaria como lixamento e
pintura dos veículos. Este impacto deve ser controlado através da realização da
pintura e lixamento dentro de cabines apropriadas para o fim. A poluição sonora é
caracterizada pelo ruído perceptível fora dos limites da empresa, oriundo da
atividade de lanternagem, dos compressores e do sistema de exaustão. Este
impacto deve ser controlado através do atendimento à legislação e normas técnicas
vigentes relativas à poluição sonora. Os efluentes líquidos são os efluentes com

6
presença de óleo, sólidos sedimentáveis e detergentes. São gerados nos setores
de lubrificação, troca de óleo, lavagem em geral e cabine de pintura. Também existe
o efluente do esgoto sanitário. Por resíduos diversos entende-se o Óleo Lubrificante
Usado ou Contaminado (Oluc), baterias usadas, latas vazias contaminadas,
estopas contaminadas, lodo da caixa separadora, filtros, borras de tintas,
borrachas, lâmpadas, etc.
De acordo com a descrição das atividades geradoras, fica claro que o grande
desafio em termos de resíduos líquidos corresponde à separação dos óleos e
graxas inerentes aos processos descritos. Esses compostos possuem elevado
potencial poluidor e são prejudiciais aos corpos hídricos receptores, ao solo e à
saúde humana.
2.3. Efluentes Oleosos
Os efluentes gerados nas atividades de varejo de combustíveis, lavagem
automotiva e manutenção de veículos possuem composição bastante similares. A
mistura líquida varia de acordo com a localidade, serviços prestados, época do ano
e tamanho do estabelecimento. Embora a variação percentual seja uma realidade,
a composição qualitativa é constante e determinada por água, óleos, graxas,
surfactantes e inertes. Essa combinação constitui um efluente com elevado
potencial poluidor visto o impacto dos compostos nos corpos receptores, nos
sistemas de tratamento público, na vida animal e sobre o organismo humano.
2.3.1. Óleos lubrificantes
Segundo a APETRO (2016) os lubrificantes modernos são constituídos por
óleos base de origem mineral, quando obtidos nas refinarias a partir do refino, ou
sintéticos quando obtidos por síntese química, a partir de moléculas de
hidrocarbonetos, aos quais se juntam alguns componentes químicos que são
chamados aditivos, responsáveis pelas propriedades lubrificantes a que se
destinam. Óleos e graxas são importantes para evitar o desgaste de peças ou
componentes automotivos que trabalham em movimento e sob atrito.
Como dito, existem dois tipos de óleos lubrificantes: óleos minerais e óleos
sintéticos. Os óleos minerais são produzidos diretamente a partir do refino do

7
petróleo enquanto que os óleos sintéticos, por outro lado, são sintetizados por meio
de reações químicas a partir de compostos derivados do petróleo. Segundo o
Grupo de Monitoramento Permanente da Resolução Conama 362/2005, os básicos
sintéticos têm maior estabilidade térmica e resistência à oxidação, melhores
propriedades a baixas temperaturas e menor volatilidade. Por outro lado, os básicos
minerais possuem menor custo quando comparado aos sintéticos, são mais
versáteis e são facilmente recicláveis.
Classificam-se os óleos minerais, também, quanto à viscosidade. A SAE
(Society of Automotive Engineers), criou um critério de classificação que teve
aceitação generalizada pelos fabricantes de veículos e de lubrificantes. A
classificação SAE divide os óleos lubrificantes em dois grupos: a) óleos de "grau de
inverno", são os óleos que permitem uma fácil e rápida movimentação, tanto do
mecanismo quanto do próprio óleo, mesmo em condições de frio rigoroso ou na
partida a frio do motor, cuja viscosidade é medida em baixas temperaturas e tem a
letra W acompanhando o número de classificação. Os testes para óleos de grau de
inverno levam em consideração a resistência que o mesmo oferecerá na partida a
frio do motor e a facilidade de bombeamento e circulação em baixas temperaturas;
e b) óleos de "grau de verão", constituem-se os óleos que trabalham em altas
temperaturas, sem o rompimento de sua película lubrificante, pois quanto mais
quente o óleo, menos viscoso ele se apresenta. Os óleos de grau de verão têm,
portanto, sua viscosidade medida a altas temperaturas e não possuem a letra W
(na classificação) e trabalham em altas temperaturas. Os valores de viscosidades
de óleos são obtidos experimentalmente em laboratório, utilizando-se um aparelho
chamado viscosímetro, que em sua versão mais simples, mede o tempo que uma
determinada quantidade de fluido leva para escoar através de um pequeno tubo
(capilar) a uma temperatura constante (SILVEIRA et al., 2004).
Outra classificação bastante utilizada é quanto à performance. O API
estabelece padrões de performance para óleos de motor e de engrenagens
“automotive”. Os padrões de performance API para lubrificantes de motor são
expressos com base em duas letras e de acordo com o seguinte critério: Motores
a Gasolina, identificados pelo prefixo S, de “Service Station”; Motores Diesel,
identificados pelo prefixo C, de “Commercial”. Dentro de cada grupo, há diferentes

8
níveis de tecnologia, identificados pela adição de uma letra por ordem alfabética,
após o S, ou o C. Esta segunda letra identifica o nível de evolução do lubrificante
(APETRO, 2015).
Tanto os óleos sintéticos quanto os óleos minerais são insolúveis em meio
aquoso na sua forma natural. No entanto, devido à agitação mecânica ou pela ação
de agentes surfactantes o óleo livre pode se dispersar em pequenas gotículas
tornando sua separação mais onerosa. Entender a natureza desses coloides é
importante para a escolha de um processo de separação adequado.
2.3.2. Óleo emulsionado
Uma emulsão é a mistura de dois ou mais líquidos imiscíveis onde o líquido
predominante é chamado de fase contínua e o em menor quantidade é dito fase
dispersa. A combinação de óleo e água é uma mistura naturalmente instável, no
entanto, quando emulsionada por meio de agitação mecânica essa mistura adquire
um caráter altamente estável na forma de pequenas gotículas dispersas no líquido.
Essa estabilidade pode aumentar ainda pala presença de surfactantes, como
detergentes que exercem influência também sobre a distribuição de tamanho das
partículas que varia de 20 a 150 µm (KUNDU et al, 2013).
Dependendo da origem, as emulsões podem ser classificadas como naturais
ou sintéticas. As emulsões de origem natural são geradas espontaneamente,
encontramos esse tipo de emulsões como resultado de processos de digestão de
comida, lactação, entre outros. Por outro lado, as emulsões sintéticas, formuladas
e geradas em laboratório, são produzidas através de processos mecânicos de
cisalhamento, escoamento submetido à extensão, entre outros mecanismos
(PEÑA, 2007).
Para Becher, 1967 a formação de emulsões sintéticas envolve
principalmente a seleção de três fatores: os fluidos e surfactantes que constituem
a emulsão, a concentração dos seus componentes, e o processo de emulsificação.
Estes três fatores fundamentais determinam as propriedades das emulsões
resultantes tais como tipo de emulsão (água-em-óleo A/O, óleo-em-água O/A, ou
água-em-óleo-em-água A/O/A), a estabilidade das emulsões produzidas

9
(fortemente influenciado pelo tipo de surfactante e concentração das fases) bem
como a distribuição de tamanho de gota.
Dependendo da proporção volumétrica relativa entre as duas fases, as
emulsões podem ser água-em-óleo (A/O) ou óleo-em-água (O/A). Nas emulsões
água-em-óleo (A/O), a água encontra-se dispersa no óleo que atua como fase
externa. Por outro lado, nas emulsões óleo-em-água (O/A), o óleo constitui a fase
dispersa e a água, a fase contínua. Além das emulsões A/O e O/A, existem
emulsões bem mais complexas, como as emulsões múltiplas. Estas podem ser do
tipo água-em-óleo-em-água (A/O/A) ou óleo-em-água-em-óleo (O/A/O) (DAVIES et
al., 1996).
A denominação A/O, O/A, A/O/A, O/A/O continua sendo utilizada, mesmo
que a fase aquosa contenha eletrólitos dissolvidos, álcoois com baixa quantidade
de átomos de carbono, ou em líquidos polares como glicerina. A fase oleosa pode
ser quaisquer líquidos insolúveis em água tais como silicones, flúor-carbonos,
nitroglicerina, etc. Além disso as emulsões são classificadas de acordo com o
tamanho da gota em macro (>0,01µm) e micro (<0,01µm) emulsões (Bencher,
2001).
2.3.3. BTX
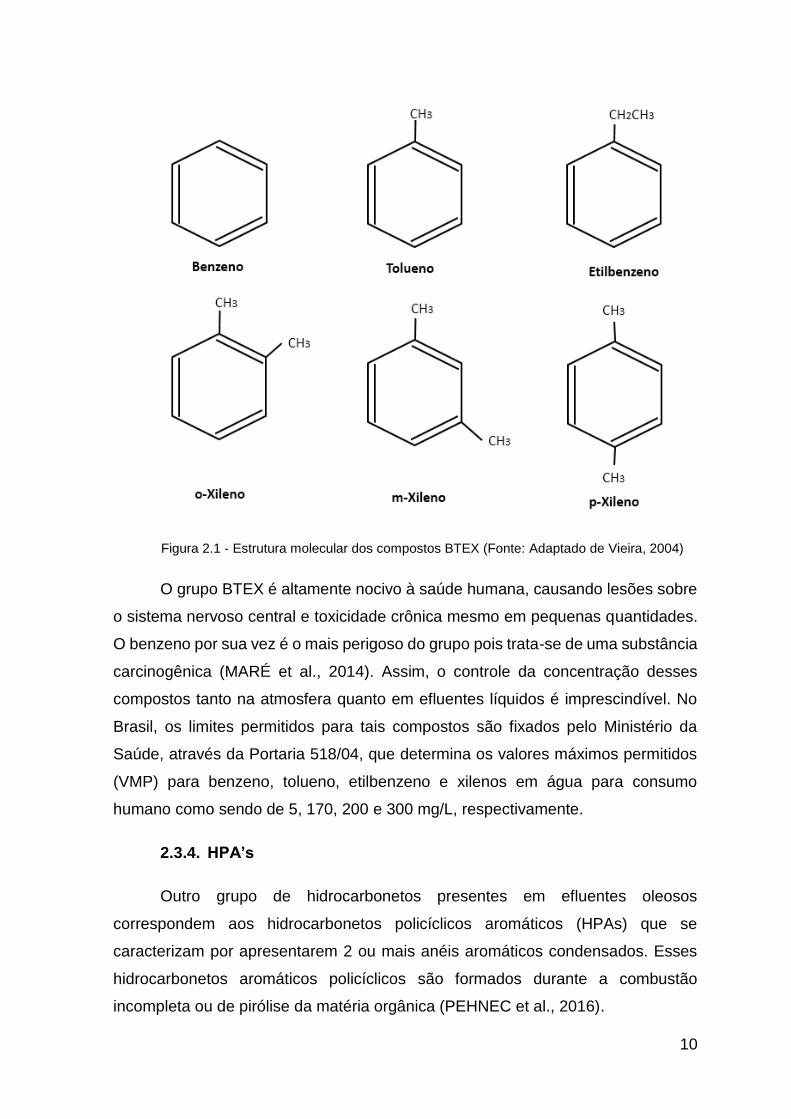
Os compostos aromáticos benzeno, tolueno, etilbenzeno e xilenos (BTEX),
esquematizados na Figura 2.1 são considerados compostos orgânicos voláteis
(VOC’s) e correspondem a cerca de 22% da composição da gasolina comum
(Barbaro et al. 1999). O termo "compostos orgânicos voláteis" é usado para
caracterizar um grupo de compostos definidos como compostos orgânicos cuja
pressão de vapor é de 0,01 kPa ou superior a 20 ° C (Yurdakul et ai, 2013;. Wang
e Austin 2006). Devido a sua alta solubilidade, mobilidade e toxicidade os
hidrocarbonetos BTEX são agentes poluidores bastantes preocupantes (CHEN et
al., 2008).
10
Figura 2.1 - Estrutura molecular dos compostos BTEX (Fonte: Adaptado de Vieira, 2004)
O grupo BTEX é altamente nocivo à saúde humana, causando lesões sobre
o sistema nervoso central e toxicidade crônica mesmo em pequenas quantidades.
O benzeno por sua vez é o mais perigoso do grupo pois trata-se de uma substância
carcinogênica (MARÉ et al., 2014). Assim, o controle da concentração desses
compostos tanto na atmosfera quanto em efluentes líquidos é imprescindível. No
Brasil, os limites permitidos para tais compostos são fixados pelo Ministério da
Saúde, através da Portaria 518/04, que determina os valores máximos permitidos
(VMP) para benzeno, tolueno, etilbenzeno e xilenos em água para consumo
humano como sendo de 5, 170, 200 e 300 mg/L, respectivamente.
2.3.4. HPA’s
Outro grupo de hidrocarbonetos presentes em efluentes oleosos
correspondem aos hidrocarbonetos policíclicos aromáticos (HPAs) que se
caracterizam por apresentarem 2 ou mais anéis aromáticos condensados. Esses
hidrocarbonetos aromáticos policíclicos são formados durante a combustão
incompleta ou de pirólise da matéria orgânica (PEHNEC et al., 2016).

11
HPAs podem afetar negativamente não só a saúde humana através da
ingestão da água contaminada, mas também espécies aquáticas sensíveis (WANG
et al., 2009). Uma grande quantidade de HPAs nos corpos hídricos podem se
acumular nas cadeias alimentares oferecendo uma série de inconvenientes à flora
aquática bem como à saúde pública (YANG et al., 2014; HU et al., 2007).
Em virtude da natureza nociva dos efluentes gerados pelas atividades
descritas e pela necessidade de se preservar o meio ambiente uma série de normas
foram estabelecidas. Essas normas visam regulamentar a utilização, o descarte, e
a reciclagem dos materiais oleosos. Além disso, algumas regras tem como objetivo
balizar as práticas adotadas pelos empreendimentos poluidores afim de reduzir
seus impactos ambientais.
2.3.5. Impacto ambiental
Os compostos oleosos quando descartados nos corpos hídricos formam
uma fina película sobre superfície impedindo a passagem de luz e a troca de
oxigênio com o meio ambiente. Esse impedimento, faz com que a vida aquática
seja comprometida. Quando descartado na rede pública e encaminhado para os
sistemas de tratamento municipal, esse efluente gera uma série de inconvenientes
no tratamento convencional. A presença de óleos e graxas, tanto na forma livre
como emulsionada afeta sobretudo o tratamento secundário, uma vez que tendem
a encapsular outros compostos orgânicos oferecendo resistência para os
microrganismos degradantes.
Uma série de complicações associadas à ingestão de águas contaminadas
com hidrocarbonetos são relatados na literatura. Sun et al., (2015) constatou a
relação entre o potencial desenvolvimento de células cancerígenas e o consumo
de água contaminada com Hidrocarbonetos Policíclicos Aromáticos (HPA’s) dos
reservatórios de Shitou Koumen, na China. Vários componentes dos HPA’s são
capazes de reagir diretamente, ou após metabolizados, com o DNA, tornando-se
potenciais carcinógenos e eficientes mutágenos (O’NEIL et al., 1986; JACOB et al.,
1991).
Outro impacto negativo remete aos compostos Benzeno, Tolueno, Etil-
Benzeno e Xileno (BTEX). Os BTEXs são extremamente tóxicos à saúde humana,

12
apresentando toxicidade crônica mesmo em pequenas concentrações, podendo
levar a lesões do sistema nervoso central. O benzeno é reconhecidamente o mais
tóxico de todos os BTEX, pois trata-se de uma substância comprovadamente
carcinogênica (podendo causar leucemia, ou seja, câncer dos tecidos que formam
os linfócitos do sangue). Uma exposição aguda (altas concentrações em curtos
períodos) por inalação ou ingestão pode causar até mesmo a morte de uma pessoa
(BRITO et al., 2005).
2.4. Legislação Ambiental Específica
As atividades de varejo de combustível e oficina mecânica são reguladas por
uma série de normas ambientais que têm como objetivo minimizar os impactos
provenientes desse tipo de serviço. O primeiro indicativo legal sobre o tema remete
ao Artigo 225 do Capítulo VI da Constituição da República Federativa do Brasil. A
constituição assegura o direito do cidadão a um meio ambiente ecologicamente
equilibrado e seguro, sendo dever do poder público e da coletividade a sua
preservação.
O comércio varejista de combustíveis e os estabelecimentos de manutenção
automobilísticos estão submetido à legislação ambiental desde 1981, pela Lei
Federal nº 6.938, que foi regulamentada pelo Decreto Federal n.º 99.274/90. A
Política Nacional de Meio Ambiente estabelece como instrumentos para sua
aplicação o licenciamento ambiental e suas etapas. Assim, os estabelecimentos de
manutenção automobilístico quanto postos de combustíveis estão sujeitos ao
licenciamento ambiental pela Resolução do Conselho Nacional do Meio Ambiente
(CONAMA) nº 237 em 1997, e mais recentemente regulamenta e padronizada pela
Resolução CONAMA nº 273 de 2000.
Posteriormente, em 1998 foi promulgada a lei 9.605 que dispões sobre as
sanções penais e administrativas derivadas de condutas e atividades lesivas ao
meio ambiente. No capítulo V, sobre crimes ambientais, a lei define que: será
considerado crime causar poluição de qualquer natureza em níveis tais que
resultem ou possam resultar em danos à saúde humana, ou que provoquem a
mortandade de animais ou a destruição significativa da flora, sob pena de detenção,
de seis meses a um ano, e multa. Caso a poluição hídrica venha a interromper o
13
fornecimento de água à população a pena se estenderá à reclusão, de um a cinco
anos.
Apesar da existência de legislações ambientais, foi apenas no ano 2005 que
surgiu uma lei específica para lançamento de óleo em corpos hídricos. A Resolução
do Conama 362/2005 dispõe sobre o recolhimento, coleta e destinação final de óleo
lubrificante usado ou contaminado. Essa resolução, alterada pela resolução
450/2012, considera que o óleo lubrificante após o uso prolongado resulta na
deterioração parcial do mesmo, formando ácidos orgânicos, compostos aromáticos,
carcinogênicos, resinas e lacas. Devido a elevada toxicidade dos compostos
gerados, nocivos aos corpos hídricos, solos e organismos vivos, a resolução
estabelece que: Todo óleo lubrificante usado ou contaminado deverá ser recolhido,
coletado e ter destinação final, de modo que não afete negativamente o meio
ambiente e propicie a máxima recuperação dos constituintes nele contidos.
Outra resolução que impacta sobre as atividades estudadas é a Resolução
CONAMA 420/2009 que dispõe sobre critérios e valores orientadores de qualidade
do solo quanto à presença de substâncias químicas e estabelece diretrizes para o
gerenciamento ambiental de áreas contaminadas por essas substâncias em
decorrência de atividades antrópicas. Também, a resolução CONAMA 357/2005
dispõe sobre a classificação dos corpos de água e diretrizes ambientais para o seu
enquadramento, bem como estabelece as condições e padrões de lançamento de
efluentes. Ainda, a resolução do CONAMA 396/2008 dispõe sobre a classificação
e diretrizes ambientais para o enquadramento das águas subterrâneas.
No âmbito das legislações estaduais, a Lei estadual 14.984/2005 estabelece
que a localização, construção e modificações de revendedoras, conforme
especifica, dependerão de prévia anuência Municipal. Sendo que, um dos
requisitos para instalação e operação do estabelecimento é a apresentação da
licença prévia, de instalação e operação estabelecidos pela Resolução SEMA
021/2011. Essa resolução, especificamente, define:
“...
I. Posto Revendedor - PR - Instalação onde se exerça a atividade de revenda
varejista de combustíveis líquidos derivados de Petróleo, álcool combustível e outros combustíveis
14
automotivos, dispondo de equipamentos e sistemas para armazenamento de combustíveis
automotivos e equipamentos medidores.
II. Posto de Abastecimento - PA - Instalação que possua equipamento e sistemas
para o armazenamento de combustível automotivo, com registrador de volume apropriado para o
abastecimento de equipamentos móveis, veículos automotores terrestres, aeronaves,
embarcações ou locomotivas; e cujos produtos sejam destinados exclusivamente ao uso do
detentor das instalações ou de grupos fechados de pessoas físicas ou jurídicas, previamente
identificadas e associadas em forma de empresas, cooperativas, condomínios, clubes ou
assemelhados, também definido como Ponto de Abastecimento, segundo a Resolução ANP nº
12/07.
III. Instalação de Sistema Retalhista - ISR - Instalação com sistema de tanques para
o armazenamento de óleo diesel, e/ou óleo combustível, e/ou querosene iluminante, destinada ao
exercício da atividade de Transportador Revendedor Retalhista – TRR.
IV. Posto Flutuante - PF - Toda embarcação sem propulsão empregada para o
armazenamento, distribuição e comércio de combustíveis que opera em local fixo e determinado”
Com base nas legislações e normas vigentes, fica claro que além da
preocupação ambiental há ainda o respaldo legal sobre a importância do tratamento
adequado aos resíduos das atividades em questão. Assim sendo, a escolha do
processo de separação é importante para assegurar o cumprimento das normas e
padrões estabelecidos.
2.5. Tratamentos Convencionais
Muitos trabalhos têm sido realizados sobre tratamento de águas oleosas. Em
uma rápida pesquisa sobre o tema utilizando a base de dados do SciVerse Scopus,
um ecossistema científico que integra o conteúdo dos artigos de texto completo do
SciVerse ScienceDirect, utilizando o descritor “oily wastewater”, o resultado aponta
para um total de 1051 trabalhos produzidos desde o ano de 1966. Dessa data até
os dias atuais, alguns autores vêm se destacando em número de trabalhos
publicados. Além disso, grande parte das pesquisas são direcionadas para a
indústria de óleo e gás. Consequentemente há um grande interesse no assunto por
parte de autores e instituições da China, Oriente Médio e Estados Unidos. Os
trabalhos em sua grande maioria são da área de Ciências Ambientais, Engenharias
e Química.
O primeiro trabalho foi publicado por Bhave, R.R. e Fleming, H.L, 1966 teve
como objetivo avaliar o tratamento de água contaminada com óleo mineral

15
utilizando Membralox, uma membrana industrial de Alumínio. Esse trabalho foi o
pioneiro de uma série de pesquisas que objetivaram separar água e óleo por meio
de membranas.
2.5.1. Coagulação
A coagulação é um processo que exige a adição de um agente/sal
coagulante no efluente a ser tratado. Os sais coagulantes agem desestabilizando
as cargas superficiais das moléculas poluentes promovendo a aglutinação e
posteriormente flotação ou sedimentação da lama formada.
A coagulação-floculação é um processo eficaz para remover partículas
coloidais de natureza orgânica no tratamento de águas de superfície. O
desempenho da coagulação normalmente depende do caráter do coagulante. Os
sais de alumínio e sais de ferro são os mais amplamente utilizados industrialmente.
No entanto, coagulantes a base de alumínio e coagulantes de ferro apresentam
algumas desvantagens que limitam suas aplicações. Estudos apontam que há uma
relação causal entre o alumínio e doenças neuropatológicas como a doença de
Alzheimer (HUANG et al., 2016). Em função disso, uma série de outros coagulantes
vêm sendo estudados para tratamento de águas superficiais.
A grande desvantagem desse tipo de processo é a necessidade de se
adicionar agentes químicos que promovem a coagulação e a necessidade de
agitação para acelerar a coagulação.
2.5.2. Tratamento com membranas
O tratamento com membranas se tornou bastante popular nos últimos anos
devido sua alta eficiência, flexibilidade operacional, baixo consumo energético,
estabilidade térmica, resistência à corrosão (YU; HAN; HE, 2013). Em função disso,
a indústria de óleo e gás tem investido massivamente nessa modalidade de
tratamento. Da mesma forma, inúmeros trabalhos científicos têm sido publicados
acerca do tema. Yu, Han e He, (2013) destacam ainda que a tecnologia de
membranas não deve ser utilizada de maneira singular e sim como um tratamento
terciário para polimento do efluente tratado.
16
A operação com membranas é classificada quanto à pressão de operação
em microfiltração, ultrafiltração, nanofiltração e osmose inversa. Salahi et al, 2011
e Harrelkas et al., 2009 asseguram que óleo instável é removido facilmente por
microfiltração (MF), porém o óleo dissolvido passa pelos poros da membrana de
MF de modo que a eficiência de remoção deste processo seja insatisfatória. A
ultrafiltração, por outro lado, demonstra garantir boa eficiência na separação de
emulsões de natureza oleosa (SONG et al, 2007; SUZUKI et al.,1998).
Em função das propriedades físico químicas e reológicas dos efluentes
oleosos o material polímérico utilizado na filtração com membranas deve ser
selecionado cuidadosamente, sendo as membranas de Polietersulfona a mais
indicada para esse tipo de operação (SALAHI et al., 2015). Diferentemente das
membranas poliméricas, as cerâmicas não enfrentam as mesmas resistências
apresentando melhor desempenho e maior fluxo permeado (YANG, et al., 1998).
Apesar das vatagens já citadas, Yeom et al., (2016) aponta para o elevado custo
das membranas cerâmicas bem como sua complexa forma de produção.
2.5.3. Flotação
A flotação consiste em injetar bolhas de ar na mistura oleosa a fim de
acelerar o processo de separação. A separação por flotação de águas residuais
oleosas geralmente requer microbolhas em condições hidrodinâmicas quiescentes
na zona de coleta de células. Um enxame de microbolhas é produzido por um
gerador, influenciando diretamente na eficiência de separação. A taxa de flutuação
e eficiência são, também, afetados pela distribuição de tamanho de bolha (YANG
at al., 2009).
Wang et al., (2010) listou os 4 fatores chaves que influenciam no processo
de flotação: a) geração de bolhas de gás, de modo que o tamanho e o volume das
bolhas de gás geradas em relação à concentração de óleo e o tamanho das
gotículas são muito importantes na formação de um agregado de partículas
estáveis. Bolhas grandes e baixo volume de gás levam a baixa eficiência; b) o
contato entre bolhas de gás e gotículas de óleo necessário para promover a fixação;
c) fixação de bolhas de gás, uma vez que a interação superficial entre as bolhas de
gás e as moléculas do óleo devem garantir a máxima fixação afim de que ocorra a

17
máxima separação. Fixação fraca leva a baixa eficiência de separação óleo-água;
e d) natureza dos agregados responsáveis pela formação da espuma de
contaminantes na superfície que devem ser retirados para garantir um processo de
separação contínua.
Para Saththasivam et al., (2016) a flotação a gás é um método eficaz para a
remoção de óleo e gordura das águas residuais. Sendo possível atingir elevada
eficiência de separação com o aumento da quantidade de bolhas e diminuição do
tamanho das mesmas. Essa medida é justificada uma vez que as gotas de óleo são
geralmente menores do que as bolhas de gás. Assim, a difusão de óleo na
superfície de uma bolha é muito mais fácil para as bolhas de gás menores.
2.5.4. Processos Convencionais Para Tratamento de Efluentes de
Oficinas Mecânicas, Lavagem de Veículos e Postos de Combustíveis
Devido ao caráter oleoso e à complexa composição dos efluentes de oficinas
mecânicas e de lavagem de veículos, seu tratamento deve ser realizado por meio
de uma série de etapas envolvendo tratamentos primários, secundários e terciários
a depender do objetivo em questão. Tratam-se de sistemas envolvendo uma ou
mais operações.
Fall et al., (2007) tratou o efluente de um posto de lavagem utilizando apenas
um separador gravitacional. Os autores conseguiram as seguintes eficiências: 80%
para óleo e graxas, 74% para DQO, 88% para sólidos solúveis e 87% para sólidos
dissolvidos. O tratamento, no entanto, não garantiu a separação do óleo
emulsionado. De modo que, para implementação do processo a fim de atingir as
normas padrões de descarte seria necessário incluir uma segunda etapa com o
objetivo de separar o óleo dissolvido.
Al-Odwani et al., (2006) buscaram avaliar um sistema de tratamento a fim de
reutilizar a água de lavagem de veículos. O sistema era composto por um tanque
de decantação, separador de água e óleo, tanque de produto primário, filtro de
carvão, areia e brita. O estudo demonstrou que foi possível reutilizar cerca de 75%
da água de lavagem alcançando até 98,33% de remoção de óleo. A qualidade da
água tratada permitiu seu reuso na etapa de pré enxague final.

18
Etchepare et al., (2012) também trabalharam com a reciclagem do efluente
de lavagem de veículos. O sistema estudado pelos autores foi composto por uma
coluna de floculação/flotação filtro de areia e cloração como tratamento terciário
(FCF). O tratamento alcançou 76% de eficiência com valores finais de turbidez,
sólidos solúveis, coliformes e E. coli de 9 NTU, 8 mg/L, 3,3 UFC/100mL e
7,4UFC/100mL respectivamente. Em outro estudo realizado pelos mesmos autores
processo forneceu uma água clarificada (10 NTU), baixa formação de espuma
(surfactantes = 1,30 mg/L), ausência de odor e baixa concentração de
microrganismos (E. Coli<1,8 UFC/100mL). Além disso alcançou-se uma eficiência
de remoção de DQO de cerca de 85,94% atingindo valores inferiores aos exigidos
pela legislação local (ETCHEPARE et al., 2014).
Lau et al., (2012) avaliaram o desempenho de três membranas comerciais
UF PVDF100 (MWCO 100 kDa), UF PES30 (MWCO 30 kDa) e NF270. Os
resultados demonstraram que a membrana NF270 apresentou melhor desempenho
na remoção de condutividade, sólidos totais, DQO e turbidez com valores médios
de 62,77%, 60,76%, 81,19% e 96,58% respectivamente. Além disso, a mesma
membrana apresentou fluxos maiores mais estáveis. Contudo, com relação ao
fouling, as outras duas membranas apresentaram melhores desempenhos.
Em função do elevado volume de água utilizado na lavagem de automóveis,
o tratamento do efluente visando a reutilização no processo surge como uma
alternativa vantajosa. Almeida et al., (2010) compararam três garagens de ônibus
na cidade de São Paulo quanto ao processo de lavagem, à capacidade, quantidade
de horas, origem da água, área construída e tratamento utilizado. O estudo
demonstrou que a reutilização da água de lavagem aliada a captação da água da
chuva melhora o desempenho ambiental e operacional do estabelecimento. Além
do menor impacto ambiental, a empresa que possui um sistema de reuso
apresentou melhor eficiência energética por área de veículo lavado.
Os resultados levantados pelos diversos autores apontam para o fato de que
a utilização de processos puramente físicos como sedimentação e flotação atuando
de maneira singular não são suficientes para atingir padrões de qualidades mínimos
que garantam um descarte seguro ou a reutilização. Para que o resíduo tratado
19
atinja os padrões de qualidade mínimo é necessário um conjunto de processos que
garantam a remoção das partículas coloidais.
2.6. Eletrocoagulação
A eletrólise corresponde a um processo não espontâneo onde a energia
elétrica é convertida em energia química por meio de uma célula eletrolítica. Trata-
se do processo inverso de uma pilha onde a energia química é convertida
espontaneamente em energia elétrica. Por se tratar do processo inverso ao que
ocorre na pilha a eletrólise possui conceitos particulares que devem ser entendidos
para melhor compreensão do assunto. A seguir algumas definições relativas ao
processo eletrolítico.
Eletrólise Ígnea
A eletrólise ígnea corresponde ao processo eletrolítico na qual a substância
iônica encontra-se fundida, sem a presença de água. Esse processo é utilizado
para obtenção de elementos simples não encontrados naturalmente como Cloro
(Cl2) e Sódio (Na).
Eletrólise Aquosa
A eletrólise aquosa corresponde ao processo que utiliza a água como
elemento condutor. Nesse processo, o composto iônico dissociado na água forma
íons livres aumentando a condutividade do meio. Outro processo frequente é a auto
ionização da água que produz os íons H+ e OH-.
Anodo
Na eletrólise corresponde ao eletrodo de carga elétrica positiva onde ocorre
a reação de oxidação. Pode ser chamado também de metal de sacrifício, pois é
consumido durante a operação.
Catodo
O catodo corresponde ao eletrodo de carga negativa onde ocorre a reação
de redução. Nesse eletrodo ocorre a deposição e a formação de gás hidrogênio, no
caso da eletrólise aquosa.

20
Condutores eletrolíticos
Condutores nos quais a transferência de massa está associada à passagem
de corrente elétrica. A corrente é transportada pelos íons que percorrem a solução,
em direção aos eletrodos resultando em uma variação de concentração ao longo
da solução. Nestes condutores a corrente está associada ao movimento das
cargas, tanto negativas quanto positivas, em sentidos opostos (WIMMER, 2007).
Resistência
A resistência de um condutor corresponde à dificuldade imposta pelo
material à passagem de corrente elétrica. A resistência é proporcional ao
comprimento (𝑙) e inversamente proporcional à área transversal (A) do material
condutor. Matematicamente pode ser escrito como:
𝑅 = 𝜌𝑙
𝐴
(2.1)
Sendo ρ uma constante de proporcionalidade chamada de resistividade do
material.
Condutividade
A condutividade é uma grandeza definida como sendo o inverso da
resistividade, assim, conforme equação (2.2) e (2.3):
𝑘 =1
𝜌 (2.2)
𝑘 =𝑙
𝑅𝐴
(2.3)
Considerando que pela Lei de Ohm dada pela equação (2.4),
𝑅 =𝑈
𝑖 (2.4)
Então,

21
𝑘 =𝑖𝑙
𝑈𝐴 ou 𝑘 =
𝑖
𝐴𝑈
𝑙
(2.5)
Sendo U a diferença de potencial dada em volt. A grandeza 𝑖/𝐴 é conhecida
como densidade de corrente (σ) e constitui um parâmetro de controle importante
nas operações de eletrocoagulação. O termo 𝑈/𝑙 corresponde ao gradiente de
potencial e representa a queda de potencial elétrico por unidade de comprimento.
Eficiência de Corrente
Segundo Chen, (2004) eficiência de corrente indica a especificidade de um
processo, o desempenho da reação eletrolítica e a transferência de massa
envolvida na operação. Este parâmetro compara a perda de carga sofrida pelo
eletrodo durante o tratamento com o valor teórico.
𝜑 =∆𝑀𝑒𝑥𝑝
∆𝑀𝑡𝑒𝑜. 100
(2.6)
Onde
∆𝑀𝑡𝑒𝑜 =𝑖𝑡𝑀
𝑧𝐹 (2.7)
Sendo j a eficiência de corrente, em %; i a corrente, em A; t a tempo de
aplicação da corrente, em s; M a massa molar do elemento predominante do
eletrodo, em g.mol-1; F a constante de Faraday, 96486 C.mol-1; e z o número de
elétrons envolvidos na reação de oxidação do elemento do anodo. Para o alumínio,
z = 3, e para o ferro, z = 2; ∆𝑀𝑡𝑒𝑜 a massa de eletrodo consumido durante a EC, em
g.
Consumo Específico de energia
O consumo específico de um reator batelada pode ser expresso por:
22
𝐶 =𝑈𝑖𝑡
𝑉
(2.8)
Onde: C é o Consumo de energia, em W.h.m-3; U a tensão elétrica aplicada
no sistema, em V; i a corrente elétrica aplicada, em A; t o tempo de aplicação da
corrente, em h; e V o volume de efluente tratado, em m3.
Custo de operação
Segundo Kobya et al., (2006) o custo operacional é um dos parâmetros mais
importantes no processo na avaliação do processo de tratamento. Para a
eletrocoagulação, os custos operacionais incluem o material, custo de energia, mão
de obra, manutenção entre outros. No cálculo dos custos o valor da energia elétrica
e do eletrodo são contabilizados conjuntamente na forma:
𝐶𝑜𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛𝑎𝑙 = 𝑋𝐶𝑒𝑛𝑒𝑟𝑔𝑖𝑎 + 𝑌𝐶𝑒𝑙𝑒𝑡𝑟𝑜𝑑𝑜 (2.9)
Sendo, Coperação o Custo de operação, R$/m3 efluente; X o custo de energia,
R$/kWh; Cenergia o consumo de energia, kW.h/ m3 efluente; Y o custo mássico da
placa, R$/kg eletrodo; e Celetrodo o consumo do eletrodo, kg/m3 efluente.
2.6.1. Tipos de Reatores
Na sua forma mais simples um reator eletrolítico apresenta dois eletrodos,
sendo um cátodo e um anodo (Figura 2.2). No momento em que uma diferença de
potencial é aplicada sobre os polos o anodo passa a sofrer oxidação enquanto que
o catodo passa a sofrer redução.

23
Figura 2.2 – Configuração básica de um reator eletrolítico
Quanto a configuração os eletrodos podem ser arranjados na forma
monopolar ou bipolar. Na configuração monopolar todos os anodos encontram-se
ligados entre si da mesma forma que os catodos. Essa conexão pode ser em
paralelo ou em série conforme exemplificado a figura 2.3.a e 2.3.b respectivamente.

24
Figura 2.3 - Reator de EC em escala de bancada com eletrodos monopolares em: (a)
paralelo e, (b) série (Mollah et al., 2000).
O arranjo em série exige uma elevada diferença de potencial uma vez que
essa configuração apresenta maior resistência a condutividade elétrica. Assim, a
mesma corrente passa por todos os eletrodos. Por outro lado, no arranjo em
paralelo, a corrente é dividida entre todos os eletrodos de acordo com a resistência
individual de cada célula (Mollah et al., 2000)
Alternativamente, há também a configuração bipolar. Nesse tipo de reator,
apenas os eletrodos externos são conectados à fonte de modo que as células
internas se comportam como eletrodos de sacrifício. Além disso, devido a
passagem da corrente através da solução os eletrodos internos tendem a polarizar
via indução, conforme mostrado na figura 2.4. Para Mollah et al., 2000 este arranjo

25
de células proporciona uma configuração simples, o que facilita a manutenção fácil
durante o uso.
Figura 2.4 - Reator de EC em escala de bancada com eletrodos bipolares em paralelo
(Mollah et al., 2000).
Segundo Chen, (2004) inúmeros reatores são citados na literatura, dos mais
básicos, tais como células tanque, células da placa e quadro, células rotativas, para
sistemas de reatores tridimensionais complicados, como leito fluidizado, células de
leito fixo, ou leito empacotado de carbono poroso.
2.6.2. Fenômenos Envolvidos no Tratamento Eletroquímico
A passagem de corrente elétrica no efluente provoca uma desestabilização
no sistema dando início a inúmeros fenômenos associados ao processor
eletrolítico. No caso particular do tratamento de efluentes oleosos, dois desses
fenômenos merecem maior detalhamento, a saber: eletrocoagulação,
eletroflotação.
Eletrocoagulação
A eletrocoagulação consiste na produção de agente coagulante in situ
devido à oxidação do metal do anodo (CHEN, 2004). Neste processo, espécies
eletricamente carregadas são removidas de águas residuais, através da reação
com um íon de carga oposta, ou interação com flocos de hidróxidos metálicos
gerados dentro do efluente (MOLLAH et al., 2000).
26
A eletrocoagulação é uma alternativa à utilização de sais de metais ou de
polímeros para quebrar emulsões e suspensões estáveis. A tecnologia remove
metais, sólidos coloidais e poluentes inorgânicos solúveis de meio aquoso através
da introdução de hidróxido de metal altamente carregados. Estas espécies
neutralizam as cargas eletrostáticas dos sólidos em suspensão facilitando assim a
aglutinação ou coagulação. O tratamento promove também a precipitação de
determinados sais (MOLLAH et al., 2000).
Eletroflotação
Eletroflotação é um processo que promove a flotação dos poluentes por
pequenas bolhas de gases de hidrogênio e de oxigênio geradas a partir de eletrólise
da água. Portanto, as reações eletroquímicas no cátodo e ânodo são reações de
formação de hidrogênio e oxigênio (CHEN, 2004).
Quando a corrente elétrica é aplicada ao sistema as seguintes reações
ocorrem no anodo e no catodo respectivamente.
Anodo: H2O → ½ O2 + 2H+ + 2e- (2.10)
Catodo: 2 H2O + 2e- → H2 + 2OH (2.11)
O processo de eletroflotação é aplicado principalmente em tratamento de
águas para separação de óleos e graxas, fibras e espessamento de lamas. A
principal vantagem da eletroflotação em comparação com a sedimentação é que
aumenta a eficácia de remoção das partículas mais pequenas ou mais leves, cuja
taxa de sedimentação é muito baixa. Assim, o processo de eletroflotação é
constituído por dois passos: a geração de bolhas e a colisão das bolhas com
partículas dentro dos meios de comunicação reativo. Em geral, a principal diferença
entre os diferentes processos de flotação diz respeito ao modo como as bolhas são
produzidas (JIMÉNEZ et al., 2016).
2.6.3. Mecanismos da Eletrocoagulação
A eletrocoagulação é um processo complexo onde múltiplos mecanismos
ocorrem sinergicamente para remover os poluentes da água. Em função dessa

27
complexidade, é necessária uma abordagem sistemática e holística para entender
a eletrocoagulação e seus parâmetros controladores (MOLLAH et al., 2000)
Para Moreno-Casilla et al., 2007 a partir do momento em que é estabelecido
uma diferença de potencial o mecanismo da eletrocoagulação passa a ocorrer em
5 etapas bem definidas: a) Geração de íons metálicos; b) Formação de hidróxidos
metálicos a partir dos íons gerados; c) Ionização da água onde pequenas bolhas
de oxigênio são produzidas no anodo e pequenas bolhas de hidrogênio são
produzidas no catodo; d) A desestabilização dos contaminantes, suspensão de
partículas, quebra de emulsões e agregação das fases desestabilizadas para
formar flocos; e e) Formação de precipitados ou sobrenadantes (no caso de
emulsões oleosas).
O processo descrito está exemplificado na figura 2.5. No esquema, os
eletrodos utilizados podem ser de Ferro ou Alumínio, materiais comumente
utilizados no processo de eletrocoagulação da matéria orgânica.
Figura 2.5 – Mecanismos de eletrocoagulação (Holt et al., 2002).
De maneira genérica, as reações químicas com o metal M podem ser
representadas da seguinte forma.

28
No anodo:
𝑀𝑠 → 𝑀𝑎𝑞𝑛+ + 𝑛𝑒− (2.12)
2𝐻2𝑂(𝐿) → 4𝐻𝑎𝑞+ + 𝑂2(𝑔) + 4𝑒− (2.13)
No catodo
𝑀𝑎𝑞𝑛+ + 𝑛𝑒− → 𝑀𝑠 (2.14)
2𝐻2𝑂(𝐿) + 2𝑒− → 𝐻2(𝑔)+ 2𝑂𝐻− (2.15)
Considerando os eletrodos de Alumínio e Ferro tem-se:
Para o anodo de alumínio:
𝐴𝑙 → 𝐴𝑙3+ + 3𝑒− (2.16)
Sob condições alcalinas
𝐴𝑙3+ + 3𝑂𝐻− → 𝐴𝑙(𝑂𝐻)3 (2.17)
Sob condições ácidas
𝐴𝑙3+ + 3𝐻2𝑂 → 𝐴𝑙(𝑂𝐻)3 + 3𝐻+ (2.18)
Para o anodo de ferro:
𝐹𝑒 → 𝐹𝑒2+ + 2𝑒− (2.19)
Sob condições alcalinas
𝐹𝑒2+ + 3𝑂𝐻− → 𝐹𝑒(𝑂𝐻)2 (2.20)
Sob condições ácidas
4𝐹𝑒2+ + 𝑂2 + 2𝐻2𝑂 → 4𝐹𝑒3+ + 4𝑂𝐻− (2.21)
Além disso, há também a formação de oxigênio
2𝐻2𝑂 → 𝑂2 + 4𝐻+ + 4𝑒− (2.22)

29
A reação no catodo é
2𝐻2𝑂(𝐿) + 2𝑒− → 𝐻2(𝑔)+ 2𝑂𝐻− (2.23)
2.6.4. Fatores que Influenciam o Tratamento Eletroquímico
Muitos parâmetros afetam o fenômeno da eletrocoagulação de modo que em
uma operação de escala industrial ou laboratorial os efeitos dessas grandezas
devem ser levados em conta.
Densidade de Corrente
A densidade de corrente é um parâmetro importante na eficiência da
eletrocoagulação uma vez que influencia diretamente na dosagem de coagulante
na solução e na geração de bolhas. A quantidade de metal dissolvido na solução
varia linearmente com a corrente que passa pelo sistema. Dessa forma a densidade
de corrente afeta não só o tempo de resposta do sistema, mas também influencia
fortemente o modo de separação do poluente dominante. Sob densidades de
corrente elevadas, o grau de dissolução anódica aumenta, e, por sua vez, a
quantidade de complexos catiônicos aumentam também, resultando em um
aumento na remoção da demanda química de oxigénio e de cor (COD). Contudo,
a maior densidade de corrente permitida não é o modo mais eficiente para operar
o reator (SAHU et al., 2013)
Para Chen, (2004) uma densidade de corrente alta implica em perda de
eficiência da corrente para a água na forma de calor. Dessa maneira, para sistemas
que operam sob longos períodos é indicado um valor de 20-25 A/m². A seleção da
densidade de corrente deve ser feita com base em outros parâmetros operacionais
tais como temperatura, pH e vazão a fim de assegurar uma alta eficiência de
corrente. A eficiência da corrente para o eletrodo de alumínio pode alcançar valores
entre 120-140%, enquanto que para o ferro o valor máximo é de cerca de 100%. A
eficiência de corrente superior a 100% para o alumínio pode ser atribuída ao efeito
de resistência à corrosão, especialmente quando existem íons de cloro presente. A
eficiência da corrente depende da densidade de corrente, bem como os tipos de
ânions.

30
Presença de NaCl
O NaCl é normalmente utilizado para aumentar a condutividade da água ou
de águas residuais a serem tratadas. Além da contribuição iônica na transmissão
da carga elétrica, verificou-se que os íons cloreto podem reduzir significativamente
os efeitos adversos de outros ânions, tais como HCO3-, SO4
2-. A existência dos íons
carbonato ou sulfato conduzem à precipitação dos íons Ca2+ e Mg2+ formando uma
camada de isolamento sobre a superfície dos elétrodos. Esta camada isolante
aumenta drasticamente o potencial entre os eletrodos resultado numa diminuição
significativa na eficiência da corrente. Por conseguinte, recomenda-se que entre os
ânions presentes, a quantidade de Cl- não deve ultrapassar 20% para assegurar
uma operação normal de eletrocoagulação no tratamento de água. A adição de
NaCI também levar à diminuição no consumo de energia por causa do aumento da
condutividade. Além disso, o cloro eletroquimicamente gerado mostra-se eficaz na
desinfecção da água tratada (WONG et al., 2002).
pH
Os efeitos do pH da água ou de águas residuais no processo da
eletrocoagulação são perceptíveis na eficiência da corrente, na solubilidade dos
hidróxidos metálicos e na liberação dos íons cloretos na solução. Além disso,
apesar das particularidades de cada efluente, o pH 7 vem apresentando os
melhores resultados quanto a eficiência de tratamento independentemente da
natureza do resíduo. No entanto, o consumo de energia é superior a pH neutro
devido às variações da condutividade. Quando a condutividade é alta, o efeito do
pH não é significativo (CHEN, 2004).
O comportamento do pH da solução varia conforme o material do eletrodo
utilizado. Assim como o alumínio, os cátions de ferro formam hidróxidos e causam
desestabilização dos coloides. As espécies coagulantes mais eficazes são
formadas em condições de pH ácido, neutro ou ligeiramente alcalino. Em pH
altamente alcalino, formam-se os íons Al(OH)4− e Fe(OH)4
− que apresentam um fraco
desempenho coagulante como Fe (III). O Fe (III) apresenta grande eficácia em uma
área mais ampla de pH do que o Al (III), funcionando também em pH ligeiramente
alcalino. Sabe-se também que os ânions concorrentes têm um efeito sobre o pH

31
ótimo da coagulação. O efeito do pH sobre a eficiência da remoção do poluente
pode ser explicado principalmente pelos mecanismos acima mencionados. No
entanto, o pH aumenta durante o tratamento, tornando-se um parâmetro de
constante mudança (SAHU et al., 2013).
Tem sido relatado que para pH inferior a 3, a taxa de libertação do alumínio
durante a eletrólise com uma carga constante por volume é menor do que a um pH
acima de 3 (Mouedhen et al. 2008). A dissolução química de cátodos de alumínio
ocorre quando o pH aumenta para um nível em que se forma aluminato. Além disso,
observa-se que para valores baixos de pH os íons hidróxidos produzidos são
consumidos pelo ácido na solução inibindo a reação. Contudo a pH ácido, a
dissolução dos eletrodos de ferro é considerada alta mesmo sem a passagem de
corrente elétrica, enquanto que a oxidação de Fe (II) a Fe (III) ocorre apenas com
pH acima de 5 (Sasson et al., 2009). Em contrapartida, a velocidade de dissolução
diminui com o aumento do pH. Isso ocorre em função da redução da taxa de
corrosão do ferro a pH alcalino. Dessa forma é possível concluir que o pH inicial é
um parâmetro fundamental quando se trabalha com coagulação química ou
eletrocoagulação (JIMÉNEZ et al., 2016).
Potencial
Para que a corrente flua através do sistema eletrolítico a diferença de
potencial deve ser superior ao somatório dos potenciais de equilíbrio, do anodo, do
catodo e da solução. Para o potencial do anodo deve-se levar em conta o acréscimo
de potencial em função da passivação do eletrodo, resultado da formação de uma
fina camada sobre a superfície do material.
𝑈0 = 𝐸𝑒𝑞 + 𝜂𝑎,𝑎 + 𝜂𝑎,𝑐 + 𝜂𝑎,𝑝 + |𝜂𝑐,𝑎| + |𝜂𝑐,𝑐| +𝑑
𝑘𝑖
(2.24)
Sendo, 𝐸𝑒𝑞 o Potencial de equilíbrio; 𝜂𝑎,𝑎 o Potencial do ânodo; 𝜂𝑎,𝑐: o
potencial de equilíbrio do anodo; 𝜂𝑎,𝑝: o potencial relativo à passivação do anodo;
𝜂𝑐,𝑎 o potencial do cátodo; 𝜂𝑐,𝑐: o potencial de concentração do cátodo; e 𝑑
𝑘𝑖: o
potencial da solução.
Para eletrodos novos, a equação pode ser simplificada na forma:

32
𝑈0 = 𝐸 +𝑑
𝑘𝑖 + 𝐾1 ln 𝑖
(2.25)
E para eletrodos velhos a equação pode ser aproximada para:
𝑈0 = 𝐸 +𝑑
𝑘𝑖 + 𝐾1 ln 𝑖 +
𝐾2𝑖𝑛
𝑘𝑚
(2.26)
Sendo E, K1, K2, m e n constantes relativas ao eletrodo utilizado. Segundo
Chen et al., (2002) para eletrodos novos de alumínio E = −0.76 e K1 = 0.20. Para
eletrodos velhos E=−0.43, K1 = 0.20, K2 = 0.016 and m = 0.47, n = 0.75.
Para Chen, (2004) o cálculo do potencial varia conforme a configuração do
reator. Para reatores monopolares e bipolares o potencial é dado respectivamente
por:
𝑈 = 𝑈0 (2.27)
𝑈 = (𝑁 − 1)𝑈0 (2.28)
Sendo N o total de placas eletrolíticas. Para valores de N menores que 8 a
eficiência de corrente permanece alta para cada placa e tende a diminuir com o
acréscimo de eletrodos dentro do reator. Outro cuidado necessário diz respeito à
inversão dos polos com o objetivo de reduzir os efeitos da passivação.
Material do eletrodo
Para Mickley (2009) a escolha do eletrodo é um dos principais passos para
alcançar a máxima eficiência do processo. Vários materiais têm sido utilizados na
eletrocoagulação, a saber: Al, Ag, A, Ba, Ca, Cd, Cr, Cs, Fe, Mg, Na, Si, Sr e Zn.
Costumeiramente são utilizados os eletrodos metálicos polivalentes, tais como
alumínio ou ferro uma vez que apresentam melhores eficiências (Pearse 2002).
Alternativamente, materiais como SnO2, PbO2, grafite, níquel, etc, possuem a
vantagem de serem quimicamente mais resistentes e mais eficientes na remoção
de cianetos. Contudo, esses materiais apresentam elevada produção de oxigênio
acarretando em uma baixa durabilidade. Outro empecilho é a elevada toxidade de

33
materiais como Pd2+ e o alto custo de materiais como IrOx e Ti/IrOx– Ta2O5 (SAHU
et al., 2013).
Para Sahu et al., (2013) o material utilizado na eletrocoagulação define não
apenas o coagulante produzido, mas também determina a eficiência de corrente.
Sendo que a condição ótima de operação varia de acordo com o material escolhido.
Espaçamento entre Eletrodos
O espaçamento entre os eletrodos consiste em uma variável importante no
processo de eletrocoagulação que define o tamanho do reator e a energia
necessária. A aumento da distância entre placas tem efeito de aumentar a
resistência à passagem de corrente. A agitação induzida oferece uma alternativa
para reduzir esse efeito. Assim, a geometria e a posição dos eletrodos podem
melhorar a convecção interna do sistema reduzindo também a resistência à
passagem de corrente (Golder et al. 2007).
Considerando que a queda de potencial é proporcional ao espaçamento
entre eletrodos, a redução desse espaçamento é de grande importância para a
redução do consumo de energia de eletrólise (Wang et al., 2009). Espaçamentos
menores melhoram as características de transferência de massa e diminuem a
perda ôhmica. Na presença de gás, uma diminuição na diferença resulta em um
aumento da resistência do eletrólito (Asselin et al. 2008). O distanciamento entre
os eletrodos depende sobretudo das limitações práticas e operacionais. Para
voltagens baixas, que favorecem a formação de flocos bem sedimentáveis,
recomenda-se um espaçamento superior a 10 mm, com inversão de polaridades
periódicas (Asselin et al. 2008). No dimensionamento do reator o espaçamento
deve ser apenas suficiente para fornecer uma turbulência suficiente a fim de
aumentar a transferência de massa e reduzir a queda de potencial ao longo do
tempo. A queda de potencial é dada pela equação 2.29.
𝜂 =𝑖𝑑
𝐴𝑘
(2.29)
Onde 𝑖 é Corrente (A); 𝑑 a distância entre placas (m); 𝐴 a área específica
(m2); 𝑘 a condutividade específica (103 mS.m-1).

34
A partir da equação, observa-se a relação direta entre queda de potencial e
distanciamento entre placas. Durante o tratamento de esgoto, a corrente cai após
algum tempo durante a operação. Assim, a tensão aplicada deve ser aumentada a
fim de manter a entrada de corrente constante para o sistema.
2.6.5. Vantagens e Desvantagens
Mollah et al., (2000) estabelecem 10 vantagens que justificam o uso do
processo de eletrocoagulação: a) O processo requer equipamento simples e de
fácil de operação com faixa operacional ampla para lidar com a maioria dos
problemas encontrados na prática; b) O tratamento fornece água com ausência de
cor, sabor e odor; c) Baixa produção de lodo devido ao teor de água mais baixo; d)
Flocos formados por EC são similares aos flocos químicos, exceto pelo floco da EC
tender a ser muito maior, conter menos água na fronteira; e) Produz efluente com
menos sólidos totais dissolvidos (STD) em comparação aos tratamentos químicos;
f) Processo tem a vantagem de remover partículas coloidais menores, porque o
campo elétrico aplicado as ajusta em um movimento mais rápido, facilitando desse
modo a coagulação; g) O processo dispensa a utilização de produtos químicos uma
vez que o agente coagulante é gerado in situ; h) Bolhas de gás produzidas durante
a eletrólise podem carrear o poluente ao topo da solução onde pode ser mais
facilmente concentrado, coletado e removido; i) Os processos eletrolíticos na célula
CE são controlados eletricamente, sem partes móveis, requerendo assim menos
manutenção; e j) A técnica de EC pode ser convenientemente usada nas áreas
rurais onde a eletricidade não está disponível, desde que um painel solar unido à
unidade seja suficiente para realizar o processo.
Os autores também apresentam uma série de desvantagens: a) Os eletrodos
de sacrifício são dissolvidos na água residuária em consequência da oxidação, e
necessitam serem substituídos regularmente; b) O uso da eletricidade pode ser
caro em muitos lugares; c) Uma película impermeável de óxido pode ser formada
no catodo conduzindo à uma perda de eficiência da unidade de EC; d) É requerida
condutividade elevada da suspensão de água residuária; e e) O hidróxido
gelatinoso pode tender a solubilizar em alguns casos.
35
2.7. Planejamento Experimental
A atividade estatística mais importante não é a análise de dados, e sim o
planejamento dos experimentos em que esses dados devem ser obtidos. A
essência de um bom planejamento consiste em projetar um experimento de forma
que ele seja capaz de fornecer exatamente o tipo de informação que se procura
(FERREIRA et al., 2007). Todo planejamento experimental começa com uma série
inicial de experimentos, com o objetivo de definir as variáveis e o intervalo de
variação. Podem-se ter variáveis qualitativas, como tipo de equipamentos e
variáveis quantitativas como: temperatura, pH, tempo, agitação, corrente elétrica,
etc (CALADO & MONTGOMERY, 2003).
Em qualquer área de pesquisa busca-se sempre saber quais variáveis são
importantes em algum estudo que se esteja realizando, assim como, o limite inferior
e superior dessas variáveis. O planejamento de experimentos vem crescendo e
sendo aplicado às inúmeras atividades científicas e industriais, face à redução de
custos e de trabalho. Através do planejamento, podem-se determinar as variáveis
que exercem maior influência no desempenho de um determinado processo, tendo
como resultado: (a) redução da variação do processo e melhor concordância ente
os valores nominais obtidos e os valores pretendidos; (b) redução do tempo de
processo; (c) redução do custo operacional; e (d) melhoria no rendimento do
processo (CALADO & MONTGOMERY, 2003).
Em suma, o que se quer no planejamento experimental é obter um modelo
matemático representativo, em termos dos parâmetros principais, que descrevem
dentro de certo nível de confiança certos fenômenos, utilizando o mínimo de
experimentos possível. O planejamento experimental também permite o uso de
métodos estatísticos na análise dos dados obtidos, resultando em objetividade
científica nas conclusões (CALADO & MONTGOMERY, 2003).
2.7.1. Superfície de resposta
Metodologia de superfície de resposta (MSR) é um conjunto de técnicas
estatísticas e matemáticas úteis para o desenvolvimento, melhoria e otimização de
processos. Ela também tem aplicações importantes na concepção,
36
desenvolvimento e formulação de novos produtos, bem como na melhoria dos
projetos de produtos existentes (MONTGOMERY et al., 2009).
As mais extensas aplicações de RSM estão no mundo industrial,
particularmente em situações onde inúmeros parâmetros de entrada influenciam
potencialmente alguma medida de desempenho ou característica do produto ou do
processo de qualidade. Esta medida de desempenho ou qualidade característica é
chamada de resposta, normalmente medida em uma escala contínua. A maioria
das aplicações do mundo real de MSR envolve mais de uma resposta. As variáveis
de entrada são, por vezes, chamadas de variáveis independentes, e estão sujeitas
ao controle do engenheiro ou pesquisador, pelo menos, para fins de teste um ou
uma experiência (MONTGOMERY et al., 2009).
Ferreira et al (2007) comparou as eficiências relativas entre os
planejamentos Box Behnken (PBB), composto central (DCCR) e Doehlert (MD). A
comparação foi feita por meio da razão entre o número de coeficientes do modelo
de segunda ordem pelo número de parâmetros avaliados. Na tabela 2.1 observa-
se os resultados obtidos pelos autores.

37
Tabela 2.1 – Comparação de eficiências entre DCCR, PBB, MD e planejamento fatorial.
N°
parâmetros
(k)
N° de
coeficientes
(p)
N° de tratamentos Eficiência
DCCR PBB Fatorial MD DCCR PBB Fatorial MD
2 6 9 - 9 7 0,67 - 0,67 0,86
3 10 15 13 27 13 0,67 0,77 0,37 0,77
4 15 25 25 81 21 0,60 0,60 0,19 0,71
5 21 43 41 243 31 0,49 0,61 0,09 0,68
6 28 77 61 729 43 0,36 0,46 0,04 0,65
7 36 143 85 2187 57 0,25 0,42 0,02 0,63
8 45 273 113 6561 73 0,16 0,40 0,007 0,62
Fonte (Ferreira et al. 2007 e Leon et al., 2010)
A tabela mostra que o a medida que o número de parâmetros cresce, o
número de tratamentos também aumenta. Sendo que, para o planejamento fatorial
completo esse aumento tem comportamento exponencial.
2.7.2. Box Behnken
Segundo Leon et al., 2010 esse método exige a utilização de pelo menos
três parâmetros em três níveis diferentes. Embora, possa ser utilizado para muitos
parâmetros, é comumente utilizado em situações onde há apenas 3 fatores. A
matriz do projeto baseia-se na avaliação de um design incompleto, onde dois
fatores são combinados na forma 2 × 2, enquanto o terceiro fator é realizada no
ponto central. Assim, três blocos incompletos são formados. Estes três blocos
incompletos geram 12 pontos únicos no projeto. A matriz resultante desse
planejamento é:
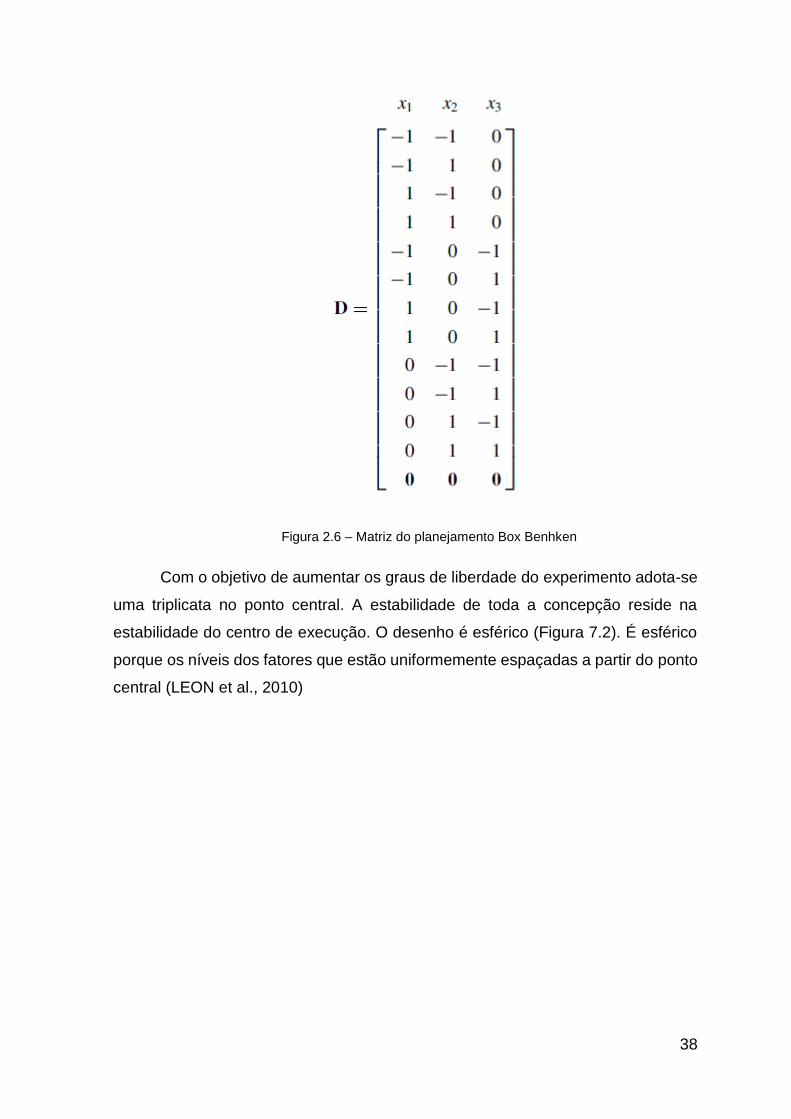
38
Figura 2.6 – Matriz do planejamento Box Benhken
Com o objetivo de aumentar os graus de liberdade do experimento adota-se
uma triplicata no ponto central. A estabilidade de toda a concepção reside na
estabilidade do centro de execução. O desenho é esférico (Figura 7.2). É esférico
porque os níveis dos fatores que estão uniformemente espaçadas a partir do ponto
central (LEON et al., 2010)
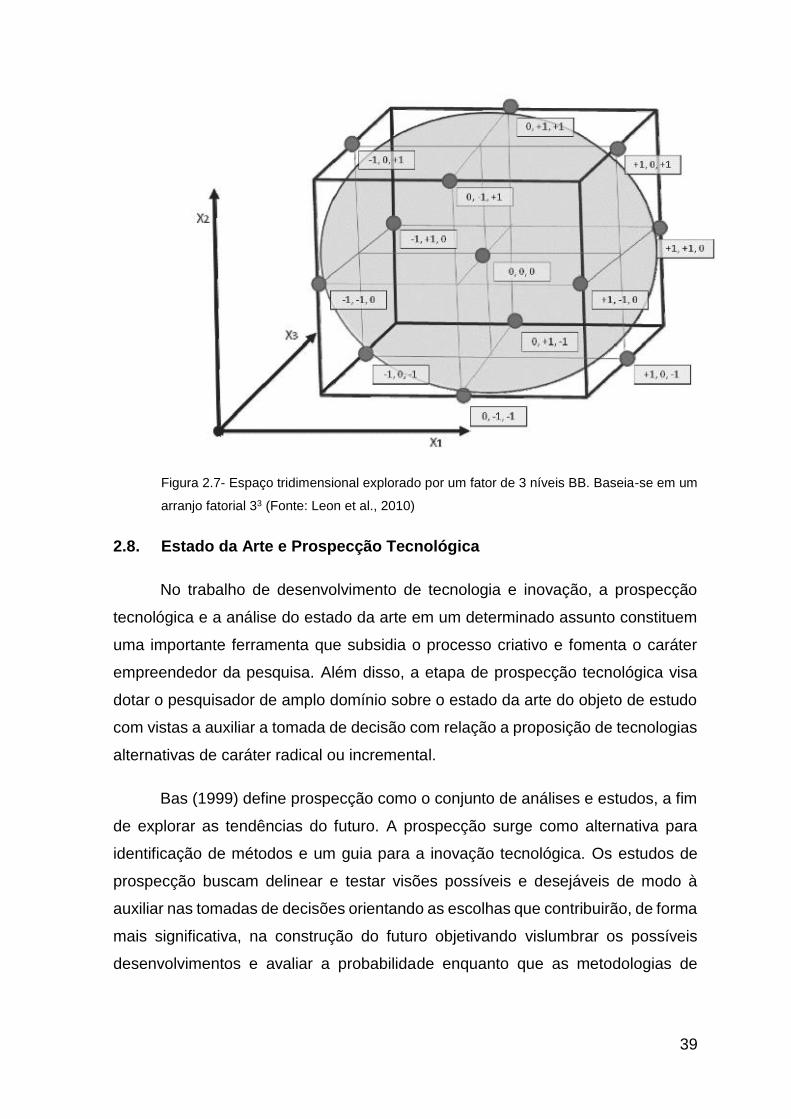
39
Figura 2.7- Espaço tridimensional explorado por um fator de 3 níveis BB. Baseia-se em um
arranjo fatorial 33 (Fonte: Leon et al., 2010)
2.8. Estado da Arte e Prospecção Tecnológica
No trabalho de desenvolvimento de tecnologia e inovação, a prospecção
tecnológica e a análise do estado da arte em um determinado assunto constituem
uma importante ferramenta que subsidia o processo criativo e fomenta o caráter
empreendedor da pesquisa. Além disso, a etapa de prospecção tecnológica visa
dotar o pesquisador de amplo domínio sobre o estado da arte do objeto de estudo
com vistas a auxiliar a tomada de decisão com relação a proposição de tecnologias
alternativas de caráter radical ou incremental.
Bas (1999) define prospecção como o conjunto de análises e estudos, a fim
de explorar as tendências do futuro. A prospecção surge como alternativa para
identificação de métodos e um guia para a inovação tecnológica. Os estudos de
prospecção buscam delinear e testar visões possíveis e desejáveis de modo à
auxiliar nas tomadas de decisões orientando as escolhas que contribuirão, de forma
mais significativa, na construção do futuro objetivando vislumbrar os possíveis
desenvolvimentos e avaliar a probabilidade enquanto que as metodologias de

40
prospecção são ferramentas que buscam entender as forças que orientam o futuro,
visando à construção do conhecimento (AMPARO et al., 2012).
A análise do cenário mundial revela um total de publicações de 99 trabalhos
listados pelas bases Scopus e Web of Science. Do ponto de vista das patentes,
uma busca nas bases INPI, EPO, WIPO e LENS apontam 270 documentos. Na
figura 2.8 é possível perceber a evolução do interesse no tema ao longo dos anos.
Figura 2.8 - Evolução do número de artigos científicos sobre efluentes de oficinas mecânicas
e lavagem de veículos entre o período de 1969 e primeiro semestre de 2016.
Observa-se que no período de 1969 até 1994 foram publicados apenas 10
trabalhos. A partir de 1994 as publicações passaram a ser mais frequentes
atingindo um pico em 2015 com 15 publicações. Nos últimos 5 anos, período
compreendido entre 2010 e 2016 foram publicados 45 trabalhos, representando
45,45% do total da produção cientifica. Além disso, constatou-se que a produção
cientifica apresenta uma taxa de publicação de aproximadamente 1,81 artigos por
ano. Esse valor agrava quando tratamos sob o foco nacional em que se tem uma
média de um pouco mais de 0,15 publicações por ano.
A revista que mais publicou acerca do tema foi a Water Science and
Technology com 5 publicações. Zaneti, Rubio e Etchepare foram os autores que
mais realizaram trabalhos sobre o assunto. Os três autores publicaram enquanto
filiados à Universidade Federal do Rio Grande do Sul, constituindo, dessa forma, a
0
2
4
6
8
10
12
14
16
Nú
mer
o d
e P
ub
licaç
ões
Ano

41
instituição nacional com maior número de trabalhos. Quanto à nacionalidade,
observou-se que a China ganhou destaque com 7 trabalhos.
Verifica-se, portanto, um aumento no interesse por essa temática,
sobremaneira, nos últimos 3 anos, função da necessidade de atendimento a
legislação vigente e ao incremento da mobilidade social frente as questões
ambientais. Esse O comportamento crescente demonstra uma preocupação
contemporânea sobre o tema de estudo. Ademais, o aumento das pesquisas em
1992 coincide com o evento Rio-92 e estabelecimento do documento intitulado
Agenda 21 que fixava, naquele momento, metas para desenvolvimento sustentável
e preservação do meio ambiente em diversas frentes. Todavia, a quantidade de
trabalhos produzidos ainda permanece relativamente baixa quando comparada a
outras palavras chaves como “industrial waste water” (40350 trabalhos e 3825
patentes, referente à base SciVerse Scopus) e “urban waste water” (8284 trabalhos
e 193 patentes, referente à base SciVerse Scopus).
2.9. Considerações Sobre a Revisão
A presente revisão tem por objetivo subsidiar ao leitor as informações
necessárias para compreensão e interpretação dos resultados obtidos. A descrição
das atividades realizadas pelos estabelecimentos poluidores e sua legislação
específica colabora com o entendimento da etapa de caracterização da fonte
geradora. O levantamento bibliográfico acerca da natureza do efluente embasa a
etapa de caracterização e síntese do efluente. Bem como, fornece argumentos
sobre a necessidade e importância do tratamento desse tipo de resíduo.
O entendimento dos fundamentos e mecanismos da eletrocoagulação
promovem a base para assimilação dos resultados práticos. Assim como sua
discussão científica. Por fim, o planejamento experimental tem como razão
colaborar com o entendimento da rotina laboratorial e dos resultados apresentados.
42
3. MATERIAIS E MÉTODOS
3.1. Caracterização da Fonte Geradora
A primeira etapa do trabalho consistiu em realizar um levantamento completo
acerca da situação atual da atividade geradora de efluentes em postos de
combustíveis (PC), postos de lavagem de veículos (PLV) e oficinas mecânicas
(OM). O diagnóstico contemplou as seguintes etapas: a) a identificação de variáveis
e parâmetros relacionados com o elemento de estudo, b) o levantamento
georeferenciado dos PLVs, PCs e OM resultando num mapa temático, c) a
elaboração de um questionário para coleta de dados relacionados ao
funcionamento dos estabelecimentos, d) pesquisa de campo para coleta dos dados
(com auxílio dos questionários), e) desenvolvimento de um banco de dados (BD),
f) implementação dos dados no BD, g) tratamento/processamento dos dados, h)
apresentação de resultados na forma de tabelas, gráficos e mapas temáticos e i)
análise para diagnóstico ambiental e identificação do potencial de consumo de
recursos hídricos e respectivo potencial de geração de efluentes.
O questionário aplicado buscou-se avaliar informações como: localização
dos estabelecimentos, para composição do mapa temático; atividades realizadas
pelo empreendimento; quantidade de veículos automotores atendidos por dia,
estimativa do consumo mensal médio de água por estabelecimento; a origem da
água (Subterrânea, Pluvial e/ou da Rede Pública); a quantidade de efluente mensal
gerado, verificação do tipo de tratamento utilizado, disposição dos resíduos
(quando tratados); tipos de insumos utilizados na lavagem e a proporção de diluição
destes. Para os PLVs buscou-se avaliar ainda o uso ou não de rampa de lavagem
para verificar o tipo de lavagem (total ou de aparência) e a quantidade de água
utilizada para cada tipo de veículo.
3.2. Caracterização do Efluente
Com o objetivo de avaliar o comportamento e a eficiência do sistema frente
à diferentes parâmetros, optou-se por utilizar um efluente sintético. Foram avaliadas
três composições diferentes de acordo coma tabela 4.1

43
Tabela 3.1 – Caracterização das amostras para diferentes composições
Composição 1 Composição 2 Composição 3
Óleos e Graxas
(mg.mL-1) 0,5 1,5 2,5
Surfactantes
(mg.mL-1) 1 3 5
NaCl (g.L-1) 1 1 1
O resíduo foi sintetizado misturando óleo lubrificante queimado (Oluq), de
massa específica 0,830 g.mL-1, surfactante comercial Linear Alquil Sulfonato de
Sódio, água e NaCl nas proporções especificadas pela tabela 3.1. Após a adição
dos compostos executou-se a homogeneização em liquidificador por 30 segundos,
suficiente para obtenção da emulsão oleosa.
Medidas de pH
As medidas de pH foram realizadas através do método eletrométrico
utilizando aparelho digital marca tecnal modelo TEC-2. O equipamento foi calibrado
com padrões de pH 7,0 e de pH 4,0. Os valores iniciais de pH do efluente foram
ajustados para os valores utilizados no planejamento, empregando solução básica
de NaOH e soluções ácidas de HCl 0,1 mol.L-1.
Medidas de cor
As medidas da cor foram obtidas pelo método colorimétrico descrito no
Standard Methods (APHA, 1998). Nas análises utilizou-se o espectrofotômetro da
marca Hach modelo DR/2010 com comprimento de onda de 455 nm. As amostras
antes e após o tratamento foram homogeneizadas e transferidas para as cubetas
de vidro de 25 mL, utilizando como padrão zero de cor a água destilada. As
amostras que ultrapassaram o limite de leitura foram diluídas com água destilada,
de modo a reduzir o teor da cor para um valor abaixo do limite máximo de detecção.
Medida de Turbidez

44
A medida da turbidez de cada amostra foi feita usando o espectrofotômetro
da marca Hach modelo DR/2010 com comprimento de onda de 860 nm. As
amostras antes e após o tratamento foram homogeneizadas e transferidas para as
cubetas de vidro de 25 mL, utilizando como padrão zero de turbidez a água
destilada. As amostras que ultrapassaram o limite de leitura foram diluídas com
água destilada, de modo a reduzir o teor da cor para um valor abaixo do limite
máximo de detecção.
Medida de DQO
As análises de DQO foram realizadas no laboratório de Limnologia Aplicada
da UNIOESTE campus Toledo. Para determinação do parâmetro utilizou-se a
metodologia colorimétrica com refluxo fechado proposta por Standard Methods for
the Examination of Water and Wastewater - APHA, 2005.
3.3. Prospecção Tecnológica
A prospecção de patentes foi realizada nas bases dos principais escritórios
de patentes do INPI, EPO, LENS e WIPO. Com o objetivo de contemplar o maior
número de resultados utilizou-se cinco descritores e seus correspondentes em
português, a fim de otimizar a busca na base de dados do INPI, uma vez que seu
sistema opera em português. Foram utilizados também os operadores lógicos
(AND, OR, NOT, AND NOT) e de truncagem (*, ?, #).
Na tabela 3.2 são apresentadas as palavras chaves, a sua tradução e
variantes utilizadas na busca nos bancos de patentes EPO, LENS, WIPO e INPI.

45
Tabela 3.2 – Descritores utilizados de acordo com o banco de patentes pesquisado.
EPO, LENS, WIPO INPI
Car wash waste water Água de lavagem de veículos
Car wash wastewater Efluente de lavagem de veículos
Gas station waste Água de postos de gasolina
Oil and water separator Separador de água e óleo
Oily wastewater treatment Tratamento de efluentes oleosos
3.4. Planejamento, projeto e Construção do Módulo de bancada
3.4.1. Módulo Experimental
O módulo experimental foi construído em um reservatório de vidro com
capacidade para 2,9 L, seis placas de alumínio, um agitador magnético e uma fonte
estabilizada de corrente contínua com capacidade de 10 A conforme
esquematizado na Figura 4.1.
O recipiente de vidro utilizado possui as seguintes dimensões: 20 cm de
comprimento, 14,5 cm de altura e 10 cm de largura. Além disso, os eletrodos de
alumínio foram cortados com dimensões de 13 cm de altura e 8 cm de largura e 3
mm de espessura, sendo a área efetiva total de 380 cm². As placas de alumínio
foram conectadas com distanciamento de 2 cm conforme configuração monopolar
e fixadas com auxílio de presilhais a um bastão de material polimérico. Com o
objetivo de promover melhor sustentação, rigidez mecânica e isolamento elétrico
os espaços de contato entre as presilhas e as placas foram revestidos com material
celulósico isolante.

46
Figura 3.1 – Reator de bancada utilizado no planejamento experimental
O circuito elétrico consistiu em uma fiação com conectores tipo “jacaré”, presos
à saída da fonte e às placas. Sendo que, a fonte utilizada foi da marca Instrutherm
modelo FA 1030, com tensão máxima de 30 V e corrente máxima de saída variando
10 A com e precisão de Indicação de Corrente de ± 2%. Este equipamento fornece
a tensão elétrica necessária para a passagem de corrente elétrica pelo fluido ou
efluente, cujo valor de corrente depende da condutividade. Para os testes
realizados com este efluente, houve a necessidade de adicionar NaCl, a fim de
aumentar a condutividade elétrica do resíduo, uma vez que a corrente máxima não
foi capaz de atingir a corrente mínima necessária para promover a
eletrocoagulação. Também, para evitar zonas mortas dentro do meio reacional,
manteve-se o sistema sob agitação utilizando agitador magnético da marca NT 130
a 560 rpm.

47
3.4.2. Planejamento experimental
Para esse estudo optou-se por trabalhar com um planejamento Box Behnken
de três níveis com três fatores. Foram avaliadas as influências da concentração
inicial de óleos e graxas, o pH e a densidade de corrente sobre o processo de
eletrocoagulação. Os valores utilizados para cada nível (Tabela 3.3) foram
arbitrados a partir de trabalhos específicos sobre o tema: Ibrahin et al. (2013),
Ozyonar (2015), Sekman et al., (2011), GilPavas et al., (2010), Rincón et al, (2014).
Tabela 3.3 – Valores das variáveis independentes em cada nível.
Variáveis
Fator Nível
X -1 0 1
Concentração
Inicial de
O&G
(mg.mL- 1)
X1 0,5 1,5 2,5
pH X2 4 7 10
Densidade de
Corrente
(mA.cm-²)
X3 0,7 1.0 1,4
O número de experimentos foi calculado por meio da equação:
𝑁 = 2𝐾(𝐾 − 1) + 𝐶0 (3.1)
Onde
𝐾 = 𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑓𝑎𝑡𝑜𝑟𝑒𝑠;
𝐶0 = 𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑜𝑛𝑡𝑜𝑠 𝑐𝑒𝑛𝑡𝑟𝑎𝑖𝑠.

48
Considerando a utilização de uma triplicata no ponto central, foram
realizados 15 experimentos. Para prever o ponto ideal após a realização dos
experimentos, uma equação polinomial de segunda ordem foi montada para
correlacionar a relação entre variáveis e respostas independentes. A forma
matemática geral de segunda ordem equação polinomial é dado abaixo.
𝑌 = 𝛽0 + ∑ 𝛽𝑗𝑋𝑗𝑘𝑗=1 + ∑ 𝛽𝑗𝑗𝑋𝑗
2𝑘𝑗=1 + ∑ ∑ 𝛽𝑖𝑗𝑋𝑖𝑋𝑗
𝑘<𝑗=2𝑖 + 𝑒𝑖 (3.2)
Onde β0, βj, βjj e βij são os coeficientes de interseção, interação linear,
quadrático e de segunda ordem respectivamente e ei é o erro. Esta equação pode
ser ajustada a um processo linear, sob risco de não ser adequada para descrever
completamente a influência de todas as variáveis e as suas interações. Assim, é
recomendável a utilização da equação polinomial a fim de se compreender o
comportamento geométrico e o grau de significância dos parâmetros.
3.5. Desenvolvimento do protótipo
O desenvolvimento do protótipo envolve a idealização do design do vaso
reacional e posteriormente o dimensionamento do mesmo tomando como base os
dados levantados na caracterização da fonte geradora (Consumo de água) e a lei
de velocidade avaliada na etapa da cinética química.
A escolha da geometria do reator deve ter como base a prospecção
tecnológica realizada previamente. Além disso, os mecanismos de separação
devem ser desenvolvidos de modo a superar as limitações observadas nos
documentos de patentes analisados, tais como, tamanho, facilidade de limpeza e
complexidade operacional. O reator eletrolítico deverá também prever
comportamentos observados durante o planejamento experimental garantindo um
desempenho satisfatório na faixa operacional definida.
3.6. Avaliação dos Requisitos para Proteção Intelectual
Avaliou-se as condições para pedido de proteção intelectual e deu-se início
ao processo de patenteamento com base na lei de propriedade intelectual (Lei
Federal 8.958/94) e atos normativos do Instituto Nacional de Propriedade Industrial
- INPI.
49
4. RESULTADOS E DISCUSSÃO
Os resultados obtidos durante o projeto encontram-se presentes nesse
documento obedecendo à seguinte ordem de apresentação: a) contextualização;
b) apresentação; c) descrição; e d) análise e discussão. Essa abordagem tem por
objetivo informar o leitor sobre a necessidade do estudo realizado bem como
apresentar os resultados, seus significados e causas.
4.1. Caracterização da Fonte Geradora
O estudo da fonte geradora ocorreu na cidade de Toledo que está localizada no
Oeste do estado do Paraná, às margens da BR 467. Esta Região localiza-se no
terceiro planalto paranaense, esta área limita-se ao Sul pelo rio Iguaçu, ao Norte
pelo rio Piquiri, a Leste pelo rio Guarani (afluente do Iguaçu) e a Oeste pelo rio
Paraná (barragem de Itaipu). Possui uma área total de 1.198.607 km² segundo
dados do Instituto Paranaense de Desenvolvimento Econômico e Social
(IPARDES). De acordo com IBGE de 2010 aponta para uma população de 119.313,
sendo 11.054 habitantes a população rural (9,3%) e 108.295 habitantes a
população urbana (90,7%). Em 1951 o município foi emancipado de Foz do Iguaçu
através da Lei n° 790. A economia da cidade é caracterizada pela agricultura,
suinocultura, indústrias de alimentos, farmacêutica entre outras.
A caracterização da fonte geradora obedeceu alguns critérios para sua
execução. Primeiramente foram levantados os dados sobre a frota municipal a fim
de se obter o panorama quanto à idade e o número de veículos no município. Em
seguida foram levantados e catalogados os estabelecimentos poluidores quanto ao
segmento, capacidade e atividades desenvolvidas. Por fim, as informações
levantadas por meio da aplicação do questionário foram organizadas na forma de
gráficos e apresentados no texto a seguir. Os dados que seguem correspondem às
informações obtidas junto a 33 oficinas mecânicas e 12 postos de combustíveis que
aceitaram participar da pesquisa.
4.1.1. Dados Sobre a Frota
Dados sobre a frota municipal são indicadores interessantes que apontam
para uma demanda de manutenção. A procura por serviços de manutenção tende
a aumentar à medida que a frota envelhece.
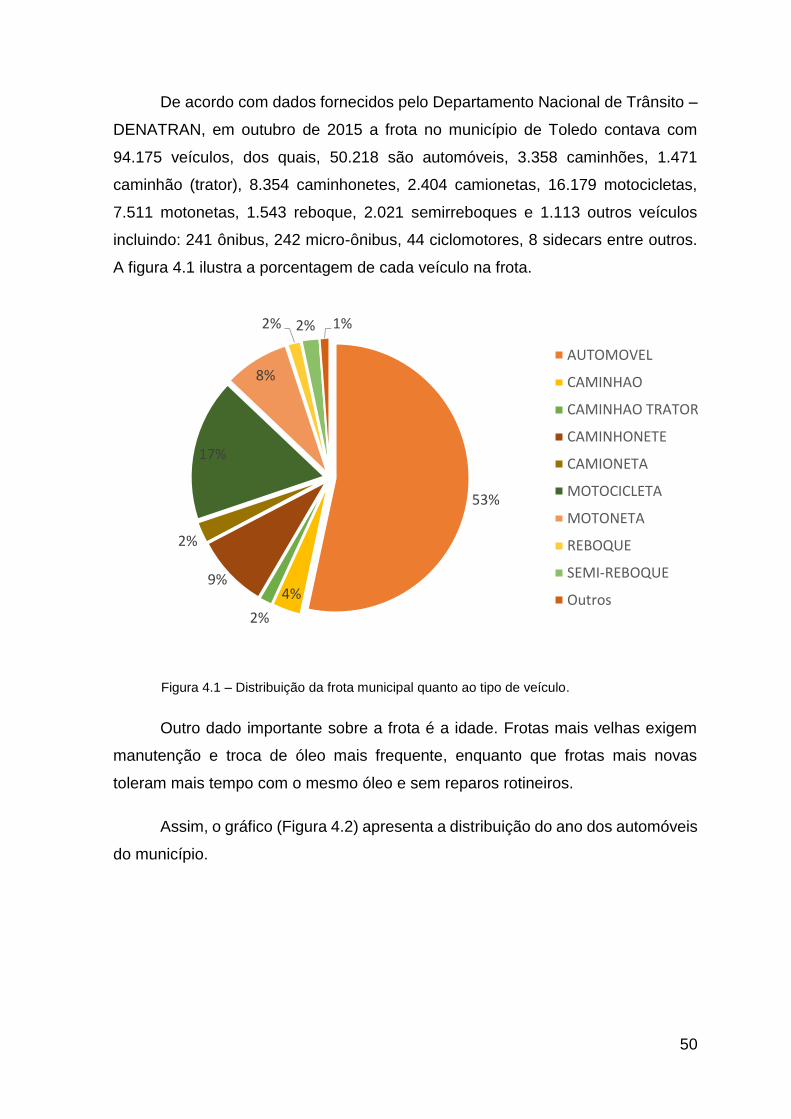
50
De acordo com dados fornecidos pelo Departamento Nacional de Trânsito –
DENATRAN, em outubro de 2015 a frota no município de Toledo contava com
94.175 veículos, dos quais, 50.218 são automóveis, 3.358 caminhões, 1.471
caminhão (trator), 8.354 caminhonetes, 2.404 camionetas, 16.179 motocicletas,
7.511 motonetas, 1.543 reboque, 2.021 semirreboques e 1.113 outros veículos
incluindo: 241 ônibus, 242 micro-ônibus, 44 ciclomotores, 8 sidecars entre outros.
A figura 4.1 ilustra a porcentagem de cada veículo na frota.
Figura 4.1 – Distribuição da frota municipal quanto ao tipo de veículo.
Outro dado importante sobre a frota é a idade. Frotas mais velhas exigem
manutenção e troca de óleo mais frequente, enquanto que frotas mais novas
toleram mais tempo com o mesmo óleo e sem reparos rotineiros.
Assim, o gráfico (Figura 4.2) apresenta a distribuição do ano dos automóveis
do município.
53%
4%
2%
9%
2%
17%
8%
2% 2% 1%
AUTOMOVEL
CAMINHAO
CAMINHAO TRATOR
CAMINHONETE
CAMIONETA
MOTOCICLETA
MOTONETA
REBOQUE
SEMI-REBOQUE
Outros

51
Figura 4.2 – Distribuição do ano dos veículos do município
De acordo com o gráfico 4.2 observa-se que 21,45% dos veículos da cidade
possuem 20 anos ou mais e 30,37% possuem menos do que 5 anos de idade.
Esses valores se mostram coerentes com os valores nacionais e evidenciam uma
frota relativamente nova. Assim, aumenta-se a procura por serviços de lavagem em
detrimento de serviços de manutenção.
4.1.2. Diagnóstico dos estabelecimentos em estudo
O mapeamento geográfico de oficinas mecânicas e postos de lavagem
automotivas é um ponto importante na definição do potencial poluidor desse tipo de
estabelecimento em uma determinada cidade. Além disso, o levantamento
12279905893
244633
11771686
23861879
25892381
21752468
3153
27013385
31933773
31963833
64904154
49895219
49644933
43054193
0 2000 4000 6000 8000 10000 12000 14000
Até 1990
1991
1992
1994
1996
1998
2000
2002
2004
2006
2008
2010
2012
2014

52
individual fornece subsídios para escolha de base de cálculo e o entendimento do
processo de geração de efluentes.
Através do levantamento de dados, feito junto à Secretaria Municipal de Meio
Ambiente e à Associação Comercial de Toledo, foi possível catalogar cerca de 44
oficinas mecânicas e 30 postos de combustíveis na área urbana do município. Com
relação às oficinas catalogadas 58% atendem apenas veículos leves, enquanto que
24% atendem veículos pesados como caminhões e carretas, 13% ocupam-se em
atender máquinas agrícolas e 5% atendem exclusivamente motocicletas conforme
mostra a figura 4.3.
Figura 4.3 – Tipos de oficinas mecânicas quanto ao tipo de veículo atendido
Quanto aos postos de combustíveis, 46% oferecem serviços apenas de
abastecimento, 47% prestam serviços de lavagem e apenas 7% dedicam-se
exclusivamente à lavagem de veículos. A figura 4.4 exemplifica os dados descritos.
58%24%
13%
5%
Linha Leve
Linha Pesada
Maquinário Agrícola
Motocicletas
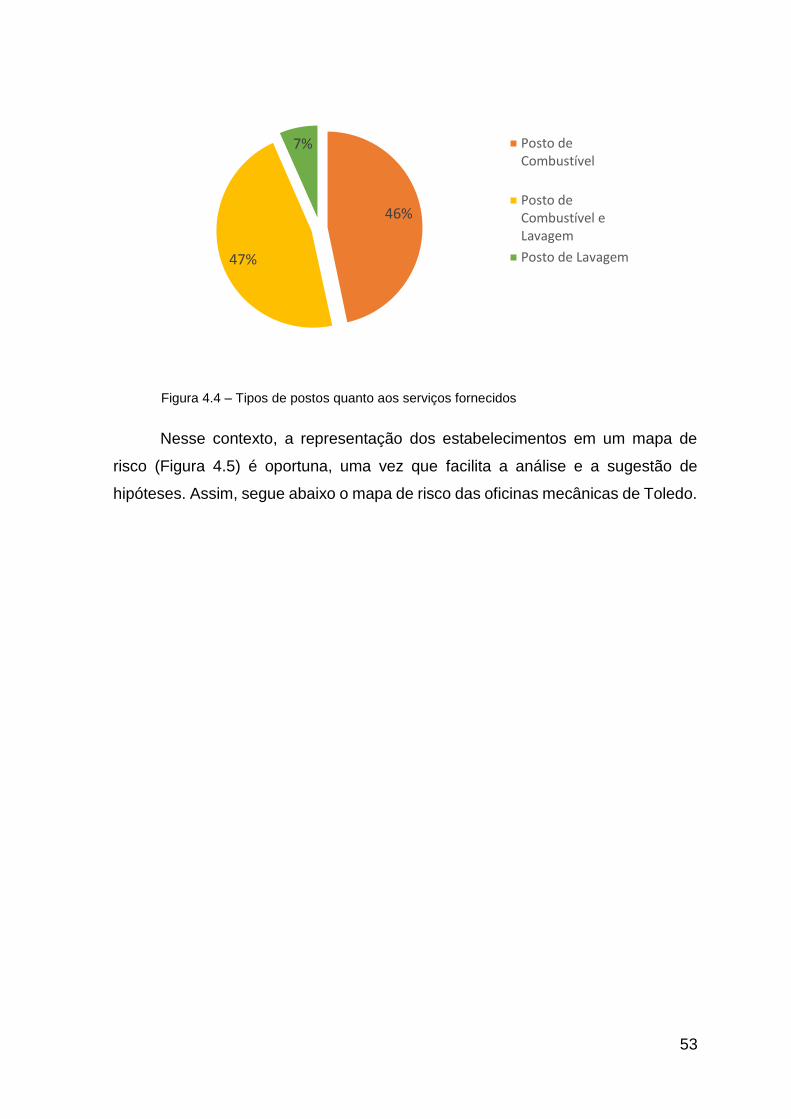
53
Figura 4.4 – Tipos de postos quanto aos serviços fornecidos
Nesse contexto, a representação dos estabelecimentos em um mapa de
risco (Figura 4.5) é oportuna, uma vez que facilita a análise e a sugestão de
hipóteses. Assim, segue abaixo o mapa de risco das oficinas mecânicas de Toledo.
46%
47%
7% Posto deCombustível
Posto deCombustível eLavagem
Posto de Lavagem

54
Figura 4.5 - Mapa de risco do município de Toledo/Pr
A primeira conclusão que se tira do mapa de risco é quanto à concentração
dos postos de combustíveis, postos de lavagem e oficinas de veículos leves na
parte central da cidade. Enquanto que mecânicas de veículos pesados como
caminhões e máquinas agrícolas encontram-se próximos às rodovias. Essa
distribuição colabora com a hipótese de que os estabelecimentos que atendem
veículos leves possuem maior potencial poluidor uma vez que sua localização
contribui para o escoamento das águas até os corpos receptores.

55
4.1.3. Etapas geradoras de efluentes
No processo de geração de efluentes, três etapas se destacam como sendo
as mais poluentes. A saber: lavagem de veículos (Figura 4.6), limpeza de
instalações prediais (Figura 4.7) e limpeza de peças (Figura 4.8). A primeira é
relativa aos postos de lavagem enquanto que a segunda e a terceira são de
responsabilidade das oficinas mecânicas. Os esquemas a seguir ilustram os três
processos destacando suas singularidades.
Figura 4.6 – Balanço de massa para o processo de lavagem de veículos
Na lavagem de veículos o veículo contendo materiais inertes (terra, areia,
entre outros materiais) e óleo entra em contato com uma solução de limpeza
contendo três tipos de insumos: O Shampoo é utilizado em limpezas superficiais e
internas pois proporciona um maior brilho e não apresenta efeito corrosivo devido
à sua natureza neutra. O sabão de base ácida possui base ácida e atua na remoção
das sujeiras aderidas considerados inertes. O detergente alcalino é utilizado para
remoção de óleos e graxas devido à sua natureza básica.

56
Figura 4.7 – Balanço de massa para o processo de lavagem de pisos e instalações
Diferentemente da lavagem automotiva a lavagem das instalações prediais
utiliza como insumo apenas os detergentes. Por meio da ação mecânica e com
auxílio da água corrente carrega-se o efluente contendo água, inertes, óleo e
detergente através das canaletas.
Figura 4.8 – Balanço de massa para o processo de lavagem de peças
O terceiro processo gerador de efluente líquido é o processo de lavagem de
peças. Esse processo possui características peculiares e obedece ao esquema
ilustrado na figura acima. A peça suja contendo derivados de óleo é submetido a

57
uma solução de limpeza contendo água, querosene, detergente e óleo diesel. Evita-
se a utilização de detergentes alcalinos devido à sua alta capacidade corrosiva.
4.1.4. Origem da água Utilizada
Por meio da pesquisa realizada constatou-se que a água utilizada possuía
três fontes distintas (Figura 4.9): poços artesianos (PA), Pluvial (P) e água da rede
pública de abastecimento (RP). No caso das oficinas mecânicas, 100% utilizam a
água da rede pública em suas atividades. Os postos de lavagem por outro lado
apenas 8% dos estabelecimentos utilizam água da rede pública, 46% utiliza a água
de poços artesianos e 8% possuem sistema de reaproveitamento da água da
chuva.
Figura 4.9 – Origem da água utilizada nos estabelecimentos de lavagem
4.1.5. Consumo da água utilizada
Observou-se uma grande diferença entre o consumo de água em oficinas
mecânicas e nos postos de lavagem. Em oficinas mecânicas há um baixo consumo
de água em função da natureza da atividade. Além disso, a falta de uma rotina
sistemática de processo faz com que o consumo de água seja sazonal e aleatório.
Assim, buscou-se reduzir a influência dessa variação anotando-se o consumo
médio. Os gastos resumem-se a atividades pontuais de limpeza limitando-se ao
consumo mínimo mensal de 10 m³. As exceções observadas ocorrem nos
estabelecimentos de maior capacidade. Mecânicas que atendem entre 10 a 15
46%
8%
8%
15%
23%
PA
P
RP
PA+RP
RP+P

58
veículos apresentaram uma tendência a consumir mais água do que as mecânicas
menores. A figura 4.10, indica o consumo discretizado por estabelecimento.
Figura 4.10 – Consumo médio mensal de água das oficinas mecânicas pesquisadas.
O consumo de água em postos de lavagem é maior do que em oficinas
mecânicas. Ainda assim, observa-se um forte caráter sazonal. Desse modo, a
mesma medida remediadora foi adotada. A figura 4.11 mostra individualmente o
consumo dos postos de lavagem pesquisados.
0 5000 10000 15000 20000 25000 30000 35000
Ofic. 33
Ofic. 33
Ofic. 32
Ofic. 31
Ofic. 30
Ofic. 29
Ofic. 28
Ofic. 27
Ofic. 26
Ofic. 25
Ofic. 24
Ofic. 23
Ofic. 22
Ofic. 21
Ofic. 20
Ofic. 19
Ofic. 18
Ofic. 17
Ofic. 16
Ofic. 15
Ofic. 14
Ofic. 13
Ofic. 12
Ofic. 11
Ofic. 10
Ofic. 9
Ofic. 8
Ofic. 7
Ofic. 6
Ofic. 5
Ofic. 4
Ofic. 3
Ofic. 2
Ofic. 1
CONSUMO MÉDIO DE ÁGUA MENSAL (L)
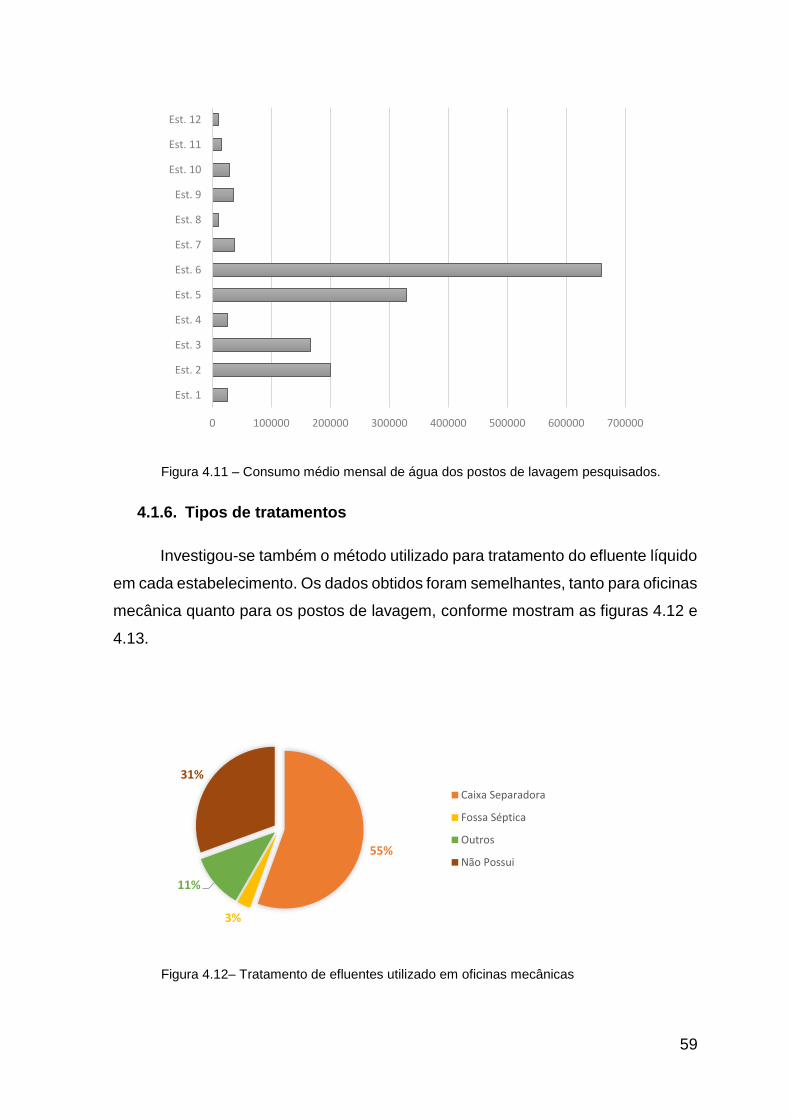
59
Figura 4.11 – Consumo médio mensal de água dos postos de lavagem pesquisados.
4.1.6. Tipos de tratamentos
Investigou-se também o método utilizado para tratamento do efluente líquido
em cada estabelecimento. Os dados obtidos foram semelhantes, tanto para oficinas
mecânica quanto para os postos de lavagem, conforme mostram as figuras 4.12 e
4.13.
Figura 4.12– Tratamento de efluentes utilizado em oficinas mecânicas
0 100000 200000 300000 400000 500000 600000 700000
Est. 1
Est. 2
Est. 3
Est. 4
Est. 5
Est. 6
Est. 7
Est. 8
Est. 9
Est. 10
Est. 11
Est. 12
55%
3%
11%
31%
Caixa Separadora
Fossa Séptica
Outros
Não Possui

60
Figura 4.13 – Tratamento de efluentes de postos de combustíveis
4.1.7. Troca de óleo
Segundo resolução do Conama N° 362, de 23 de junho de 2005, todo óleo
lubrificante usado ou contaminado deverá ser recolhido, coletado e ter destinação
final, de modo a não afetar negativamente o meio ambiente e propiciar a máxima
recuperação dos constituintes nele contidos. Assim, outro parâmetro avaliado foi e
quantidade de estabelecimentos que executam a troca de óleo. Os resultados estão
representados na figura 4.14.
Figura 4.14 – quantidade de estabelecimentos que executam a troca de óleo
Constatou-se que 81% dos estabelecimentos realizaram a troca de óleo.
Desse montante 90,3% entrega o óleo coletado a uma empresa especializada,
outros 6,5% dos estabelecimentos vendem o material e 3,2% encaminham o óleo
a outro destino.
59%
33%
8%
Caixa separadora de óleo
Tanque de retenção
Outros
Não possui
81%
19%
Realiza Troca de Óleo
Não Realiza Troca de Óleo
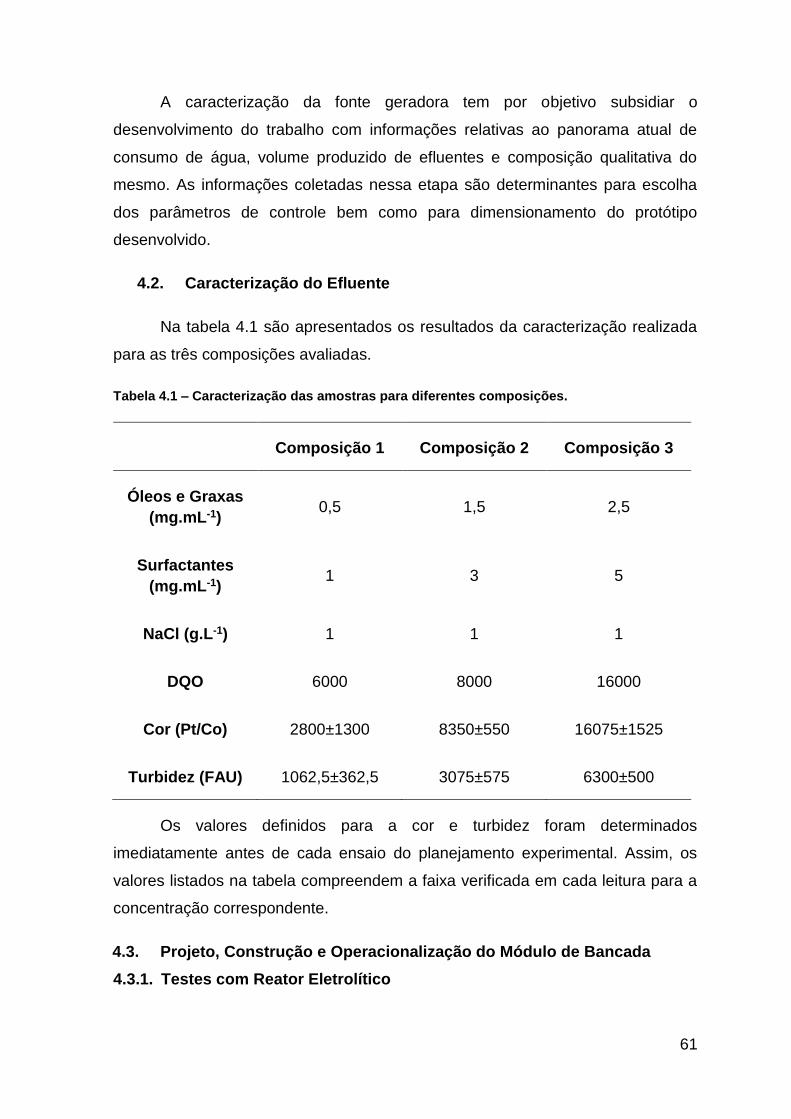
61
A caracterização da fonte geradora tem por objetivo subsidiar o
desenvolvimento do trabalho com informações relativas ao panorama atual de
consumo de água, volume produzido de efluentes e composição qualitativa do
mesmo. As informações coletadas nessa etapa são determinantes para escolha
dos parâmetros de controle bem como para dimensionamento do protótipo
desenvolvido.
4.2. Caracterização do Efluente
Na tabela 4.1 são apresentados os resultados da caracterização realizada
para as três composições avaliadas.
Tabela 4.1 – Caracterização das amostras para diferentes composições.
Composição 1 Composição 2 Composição 3
Óleos e Graxas
(mg.mL-1) 0,5 1,5 2,5
Surfactantes
(mg.mL-1) 1 3 5
NaCl (g.L-1) 1 1 1
DQO 6000 8000 16000
Cor (Pt/Co) 2800±1300 8350±550 16075±1525
Turbidez (FAU) 1062,5±362,5 3075±575 6300±500
Os valores definidos para a cor e turbidez foram determinados
imediatamente antes de cada ensaio do planejamento experimental. Assim, os
valores listados na tabela compreendem a faixa verificada em cada leitura para a
concentração correspondente.
4.3. Projeto, Construção e Operacionalização do Módulo de Bancada
4.3.1. Testes com Reator Eletrolítico

62
Os dados apresentados na tabela 4.2 são os resultados obtidos após 60
minutos de tratamento eletroquímico das soluções sintéticas determinadas a partir
do planejamento experimental. A tabela está organizada com os parâmetros
operacionais, definidos pelo planejamento e os valores iniciais e finais de pH, cor,
turbidez e DQO.

63
Tabela 4.2 – Resultados obtidos para eletrocoagulação em função dos diferentes parâmetros
operacionais.
Ensaio
Parâmetros operacionais
pHf Cor final
[Pt/Co]
Turbidez
final [FAU]
DQOf
[mg.L-1] Co [g.L-1] σ [mA.cm-²] pH0
1 0,5 1,84 7 8,25 35 13 3500
2 2,5 1,84 7 8,6 202 57 2500
3 0,5 3,42 7 9,92 34 14 1350
4 2,5 3,42 7 8,86 50 15 5100
5 0,5 2,63 4 7,75 21 15 3725
6 2,5 2,63 4 6,25 2500 300 4000
7 0,5 2,63 10 9,07 20 5 1625
8 2,5 2,63 10 8,67 65 17 1375
9 1,5 1,84 4 6,76 63 20 7500
10 1,5 3,42 4 8,06 47 17 2750
11 1,5 1,84 10 9,76 40 9 1500
12 1,5 3,42 10 9,85 49 12 500
13 1,5 2,63 7 8,96 73 21 3700
14 1,5 2,63 7 8,87 26 26 3750
15 1,5 2,63 7 8,84 45 14 4000
Uma primeira avaliação acerca da tabela 4.2 apontam para a variação do pH
ao longo do tratamento eletrolítico. A figura 4.15 ilustra o comportamento do pH
antes e após o processo. Essa variação foi prevista por Chen, (2004) que afirma

64
que para soluções inicialmente ácidas o pH aumenta ao longo do processo
enquanto que em soluções inicialmente alcalinas o pH diminui ao longo do
processo. No primeiro caso, em função da saturação da solução com prótons de
hidrogênio a reação de eletrólise no ânodo tende a diminuir (equação 2.22) em
contrapartida a eletrólise da água no cátodo se torna dominante (equação 2.23)
lançando uma maior quantidade de OH− na solução. Por outro lado, a diminuição
do pH deve-se à liberação de íon H+ pelo ânodo, em função da saturação de OH−
na solução.
Figura 4.15 – Diagrama representativo da variação do pH durante o processo de
eletrocoagulação.
Utilizando os dados da tabela 4.2, calculou-se os valores das eficiências de
remoção da cor, da turbidez e da DQO. Na tabela 4.3 encontram-se os valores
aferidos.
0
2
4
6
8
10
12
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
pH
Ensaio
pH inicial
pH final
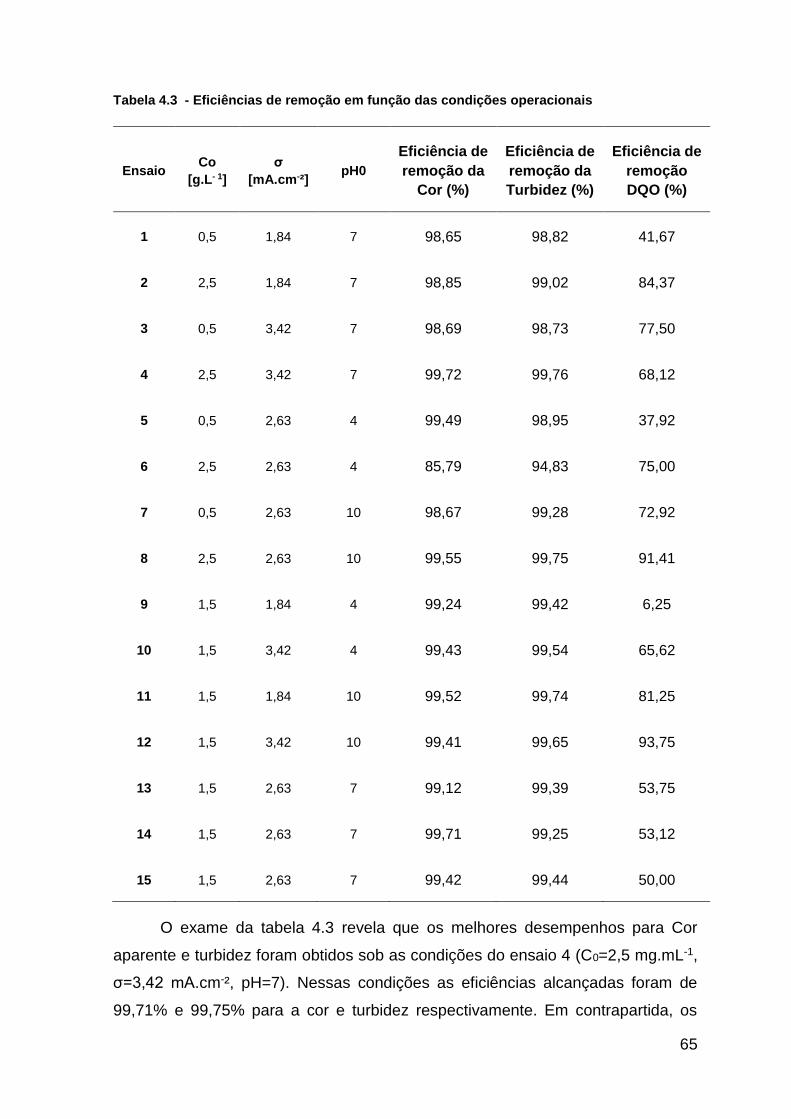
65
Tabela 4.3 - Eficiências de remoção em função das condições operacionais
Ensaio Co
[g.L- 1]
σ
[mA.cm-²] pH0
Eficiência de
remoção da
Cor (%)
Eficiência de
remoção da
Turbidez (%)
Eficiência de
remoção
DQO (%)
1 0,5 1,84 7 98,65 98,82 41,67
2 2,5 1,84 7 98,85 99,02 84,37
3 0,5 3,42 7 98,69 98,73 77,50
4 2,5 3,42 7 99,72 99,76 68,12
5 0,5 2,63 4 99,49 98,95 37,92
6 2,5 2,63 4 85,79 94,83 75,00
7 0,5 2,63 10 98,67 99,28 72,92
8 2,5 2,63 10 99,55 99,75 91,41
9 1,5 1,84 4 99,24 99,42 6,25
10 1,5 3,42 4 99,43 99,54 65,62
11 1,5 1,84 10 99,52 99,74 81,25
12 1,5 3,42 10 99,41 99,65 93,75
13 1,5 2,63 7 99,12 99,39 53,75
14 1,5 2,63 7 99,71 99,25 53,12
15 1,5 2,63 7 99,42 99,44 50,00
O exame da tabela 4.3 revela que os melhores desempenhos para Cor
aparente e turbidez foram obtidos sob as condições do ensaio 4 (C0=2,5 mg.mL-1,
σ=3,42 mA.cm-², pH=7). Nessas condições as eficiências alcançadas foram de
99,71% e 99,75% para a cor e turbidez respectivamente. Em contrapartida, os

66
piores resultados foram obtidos sob as condições do ensaio 6 (C0=2,5 mg.mL-1,
σ=2,63 mA.cm-2, pH=4). A concordância dos resultados revela uma congruência
entre os dois parâmetros.
A lógica observada para os dois primeiros parâmetros não permanece na
análise da DQO. Onde, o melhor resultado foi observado sob as condições do
ensaio 12 (C0=1,5 mg.mL-1, σ=3,42 mA.cm-2, pH=10) e o pior sob condições do
ensaio 9 (C0=1,5 mg.mL-1, σ=1,84 mA.cm-2, pH=4). A comparação dos pontos de
melhor e pior condições apontam para uma forte dependência com relação ao pH.
1.3.2. Eficiência na Remoção da Cor Aparente e Turbidez
Na tabela 4.4, são apresentadas as estimativas dos efeitos principais e de
interação entre as variáveis para o planejamento, bem como os valores obtidos
para o erro padrão, p-valor, valores dos coeficientes das variáveis no modelo,
coeficiente de determinação do modelo R² com um nível de significância 5%
(α=0,05).

67
Tabela 4.4-Tabela de efeitos para remoção da cor aparente e turnidez
Cor aparente R2 = 0,99837; Rajust.: 0,99428
Turbidez
R²=0,99617; Rajust=0,9866
Efeitos p Coeficientes Efeitos p Coeficientes
Interação
Principal 99,1132 0,000002 99,11317 99,32453 0,000000 99,32453
X1 2,94898 0,018230 1,47449 1,42850 0,009260 0,71425
X12 1,98125 0,005900 0,99063 0,83154 0,003950 0,41577
X2 -2,8396 0,016523 -1,41982 -0,93553 0,017862 -0,46776
X22 -3,0854 0,009677 -1,54269 -1,10451 0,008888 -0,55226
X3 4,35496 0,002518 2,17748 1,82638 0,001685 0,91319
X32 1,56009 0,009465 0,78005 0,32502 0,025035 0,16251
X1. X2 -6,6013 0,005887 -3,30065 -2,02681 0,007327 -1,01340
X1. X22 -7,0139 0,003489 -3,50695 -2,44218 0,003384 -1,22109
X1. X3 7,28947 0,001620 3,64474 2,29203 0,001925 1,14602
X12. X3 -3,1701 0,004265 -1,58503 -1,20600 0,003469 -0,60300
Observando-se a estimativa dos efeitos, conforme tabela 4.4, constata-se
que, dentre as variáveis estudadas, todas foram significativas para a variável de
resposta cor. Além disso, por meio do valor de R²=0,99837 e R²=0,99617 pode-se
verificar que os modelos apresentam um bom ajuste matemático.
O Diagrama de Pareto (Figura 4.16) ilustra os efeitos da Tabela 4.1 de forma
padronizada, correspondendo à razão entre o valor estimado do efeito e seu erro
padrão. A linha tracejada representa o nível de significância de 5% (p < 0,05).

68
Figura 4.16 – Diagrama de Pareto para a variável resposta (a) cor aparente e (b) turbidez
Pela análise dos gráficos, pode-se observar que o efeito combinado de
concentração inicial e pH é o que apresenta maior influência na remoção da cor
pelo processo estudado. Além disso, o termo linear de pH, também, apresenta uma
forte influência sobre a eficiência. Enquanto que, os termos lineares de para
concentração e densidade de corrente são consideravelmente menores, embora
significativos.
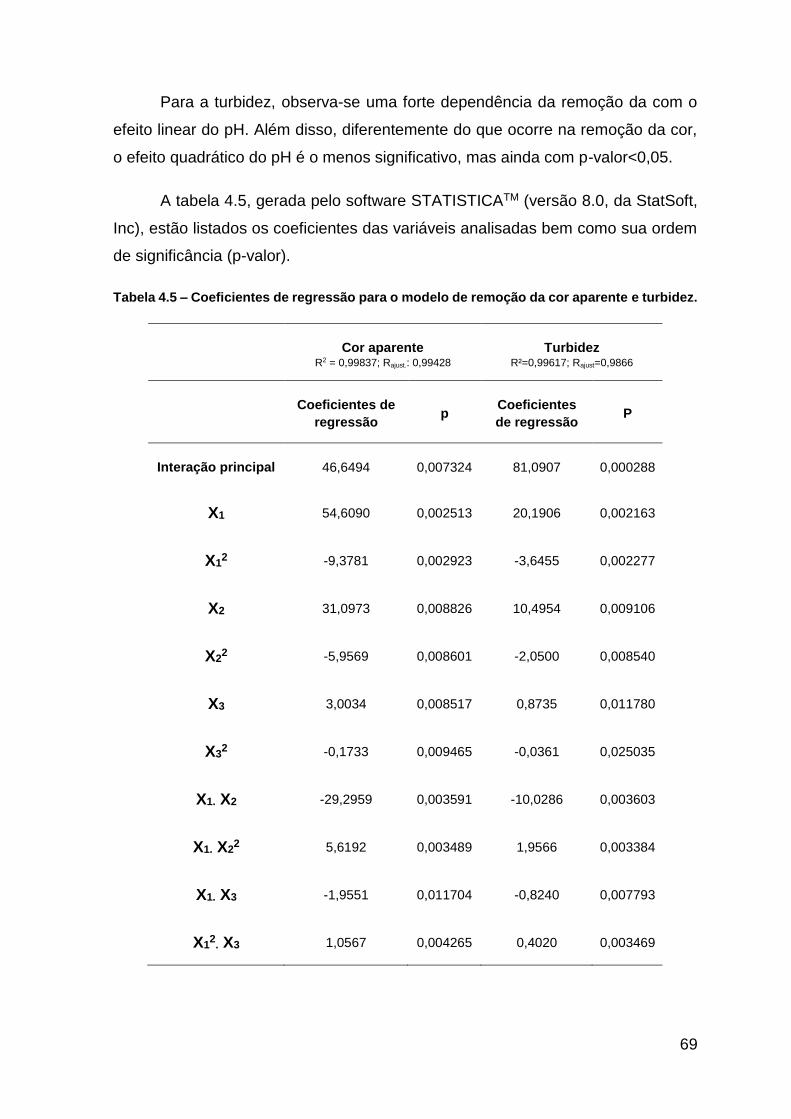
69
Para a turbidez, observa-se uma forte dependência da remoção da com o
efeito linear do pH. Além disso, diferentemente do que ocorre na remoção da cor,
o efeito quadrático do pH é o menos significativo, mas ainda com p-valor<0,05.
A tabela 4.5, gerada pelo software STATISTICATM (versão 8.0, da StatSoft,
Inc), estão listados os coeficientes das variáveis analisadas bem como sua ordem
de significância (p-valor).
Tabela 4.5 – Coeficientes de regressão para o modelo de remoção da cor aparente e turbidez.
Cor aparente
R2 = 0,99837; Rajust.: 0,99428 Turbidez
R²=0,99617; Rajust=0,9866
Coeficientes de
regressão p
Coeficientes
de regressão P
Interação principal 46,6494 0,007324 81,0907 0,000288
X1 54,6090 0,002513 20,1906 0,002163
X12 -9,3781 0,002923 -3,6455 0,002277
X2 31,0973 0,008826 10,4954 0,009106
X22 -5,9569 0,008601 -2,0500 0,008540
X3 3,0034 0,008517 0,8735 0,011780
X32 -0,1733 0,009465 -0,0361 0,025035
X1. X2 -29,2959 0,003591 -10,0286 0,003603
X1. X22 5,6192 0,003489 1,9566 0,003384
X1. X3 -1,9551 0,011704 -0,8240 0,007793
X12. X3 1,0567 0,004265 0,4020 0,003469

70
De posse dos coeficientes apresentados na tabela 4.5 e considerando os
efeitos das variáveis significativas da tabela 4.4, obteve-se o modelo para o cálculo
de eficiência da remoção de cor e turbidez representados pelas equações 4.4 e 4.5
respectivamente.
𝑌 = 46,6494 + 54,6090𝑋1 − 9,3781𝑋12 + 31,0973𝑋2 − 5,9569𝑋2
2
+ 3,0034𝑋3 − 0,1733𝑋32 − 29,2959𝑋1𝑋2 + 5,6192𝑋1𝑋2
2
− 1,9551𝑋1𝑋3 + 1,0567𝑋12𝑋3
(4.4)
𝑌 = 81,0907 + 20,1906𝑋1 − 3,6455𝑋12 + 10,4954𝑋2 − 2,0500𝑋2
2 + 0,8735𝑋3
− 0,0361𝑋32 − 10,0286𝑋1𝑋2 + 1,9566𝑋1𝑋2
2 − 0,8240𝑋1𝑋3
+ 4020𝑋12𝑋3
(4.5)
A fim de se obter uma boa avaliação numérica do ajuste do modelo,
recomenda-se a análise de variância por meio de um exame dos resíduos do
modelo. Na tabela 4.6 estão apresentados os valores de F calculado para a
regressão e para a falta de ajuste.
Tabela 4.6 - Análise de variância (ANOVA) para a resposta cor aparente e turbidez (intervalo
de confiança de 95%).
Cor aparente Turbidez
SQ GL MQ F SQ GL MQ F
Regressão
(d – c) 170,545 10 17,0545 244,4875 20,4788 10 2,04788 104,0457
Resíduo (c =
a+b) 0,2790 4 0,0698 0,07873 4 0,01968
Falta de
Ajuste (a) 0,1065 2 0,05323 0,6169 0,05844 2 0,02922 2,8806
Erro Puro (b) 0,1726 2 0,08628 0,02029 2 0,01014
Total (d) 170,824 14 20,557 14
SQ=Soma quadrática GL=Graus de liberdade MQ=Média quadrática

71
Para a cor aparente obtém-se o valor de Fcalc (244,4875) e considerando o
valor para Ftab(10; 4; 0,05) de 5,96, observa-se que Fcalc>Ftab. Assim posto, admite-
se que a regressão ajusta os pontos obtidos de forma satisfatória, logo o modelo
proposto é válido para predizer o comportamento do processo dentro da faixa
analisada. Além disso, considerando que a razão Fcalc/Ftab= 32,8902 é superior a 4.
Pode-se afirmar que com segurança que o modelo é satisfatório.
A análise de variância é pertinente para a falta de ajuste. Sendo Fcalc=0,6169
e Ftab(2; 2; 0,05)=19, então Fcalc<Ftab, logo rejeita-se a hipótese nula de que a
regressão é inadequada, portanto, a regressão pode ser utilizada.
Para a turbidez, considerando Ftab(10; 4; 0,05)=5,96 e Ftab(2; 2;
0,05)=19 para regressão e para a falta de ajuste respectivamente. Por meio do
exame de resíduos do modelo, observa-se que para a regressão Fcalc>Ftab.
Assim, rejeita-se a hipótese nula de que não há regressão, portanto, o modelo
existe. Considerando ainda que a razão Fcalc/Ftab=37,26175 é superior a quatro,
o modelo é satisfatório. Analogamente, para a falta de ajuste, observa-se que
Fcalc<Ftab. Portanto rejeita-se a hipótese nula de que a regressão é inadequada.
Logo, a regressão pode ser utilizada.
Ademais, para fins de validação do modelo proposto é indicada a análise
gráfica dos resíduos. No Anexo 1 são apresentados os gráficos dos resíduos versus
valores preditos e o gráfico da probabilidade normal dos resíduos para as respostas
avaliadas, provando que os resíduos se distribuem de forma aleatória em torno do
zero, para os valores preditos e não há a presença de outliers.
A figura 4.17 representa a superfície de resposta para a remoção da cor em
função da densidade de corrente e da concentração de óleo no efluente. Analisando
a figura 4.17 (a) verifica-se o comportamento tipo sela para a resposta analisada
com diminuição da eficiência à medida que a concentração aumenta. A resposta se
confirma com a investigação da figura 4.17 (b), onde é possível observar um
comportamento simétrico em relação à densidade de corrente com decréscimo da
eficiência com aumento da concentração.

72
Figura 4.17 – (a) Superfície de resposta para remoção de cor aparente em função da
densidade de correte e da concentração; (b) Superfície de contorno para remoção de cor
aparente em função da densidade de corrente e da concentração;
Figura 4.18 – (a) Superfície de resposta para remoção de turbidez em função da densidade
de correte e da concentração; (b) Superfície de contorno para remoção de turbidez em
função da densidade de corrente e da concentração;
Outra superfície gerada foi a de Eficiência de remoção de cor e turbidez em
função do pH e da concentração, representada na figura 4.18. O exame da figura

73
confirma a forte dependência da cor com o pH da solução. Essa relação é direta
com relação ao pH e inversa com relação à concentração.
Figura 4.19 – (a) Superfície de resposta para remoção de cor aparente em função da
concentração e do pH; (b) Superfície de contorno para remoção de cor aparente em função
da concentração e do pH;
Figura 4.20 – (a) Superfície de resposta para remoção de turbidez em função da concentração e do
pH; (b) Superfície de contorno para remoção de turbidez em função da concentração e do pH;

74
A eficiência de remoção também foi analisada em função do pH e da
densidade de corrente. Verifica-se a presença de uma superfície do tipo sela
simétrica em relação ao pH e à densidade de corrente (Figura 4.19). Esse tipo de
comportamento encerra um ponto de mínimo para 2,6 mA.cm-2. Não obstante, a
eficiência é máxima para pH neutro em todas as densidades testadas.
Figura 4.21 – (a) Superfície de resposta para remoção de cor aparente em função da densidade de
corrente e do pH; (b) Superfície de contorno para remoção de cor aparente em função da densidade
de corrente e do pH;

75
Figura 4.22 – (a) Superfície de resposta para remoção da turbidez em função da densidade de
corrente e do pH; (b) Superfície de contorno para remoção da turbidez em função da densidade de
corrente e do pH;
Essa forma indica que, para cada densidade de corrente utilizada, há um
valor de pH que maximiza a eficiência. Da mesma maneira, para cada pH, ocorre
um valor da densidade de corrente onde a eficiência será mínima. No estudo em
questão, o pH 7 otimiza os resultados enquanto que a densidade de corrente de
2,6 mA.cm-2 minimiza a remoção de turbidez.
Dados da literatura convergem com os resultados encontrados para a
remoção da turbidez. Ozyonar (2015) buscou avaliar os efeitos do eletrodo, da
configuração, do pH e da densidade de corrente sobre a turbidez. O autor atingiu
uma eficiência máxima de 98,5% para o parâmetro estudado, utilizando eletrodo de
Fe/Al em condições de pH 6, σ=7,5 mA.cm-2 e concentração de óleo de 1 mg.mL-1.
Rincón et al (2014), utilizando reator contínuo com eletrodos de Fe/Al, atingiu
eficiência máxima de 99,7% para concentrações de 5 mg.mL-1 e σ=0,6 A.cm-2.
Jimenez et al (2016), utilizando eletrodo de Al, alcançou uma eficiência de 100%
para qualquer valor de densidade de corrente. Foi observado também que a
porcentagem de remoção decaia com o aumento da concentração do óleo
reforçando o resultado encontrado no planejamento em questão.
Tal comportamento pode ser justificado pela análise do diagrama de
espécies que revela a predominância da espécie polimérica Aln(OH)3n na faixa de
pH neutro. Assim, de acordo com Cañizares et al. (2008) o mecanismo primário de
coagulação seria o de varredura, tanto para o estágio reativo quanto no estágio de
estabilização.
1.3.3. Eficiência na Remoção da DQO
Também foi avaliado o desempenho do processo utilizando a DQO como
variável de resposta. Por meio da tabela 4.7 apresentam-se as estimativas de
efeitos principais, combinados e quadráticos do planejamento realizado.
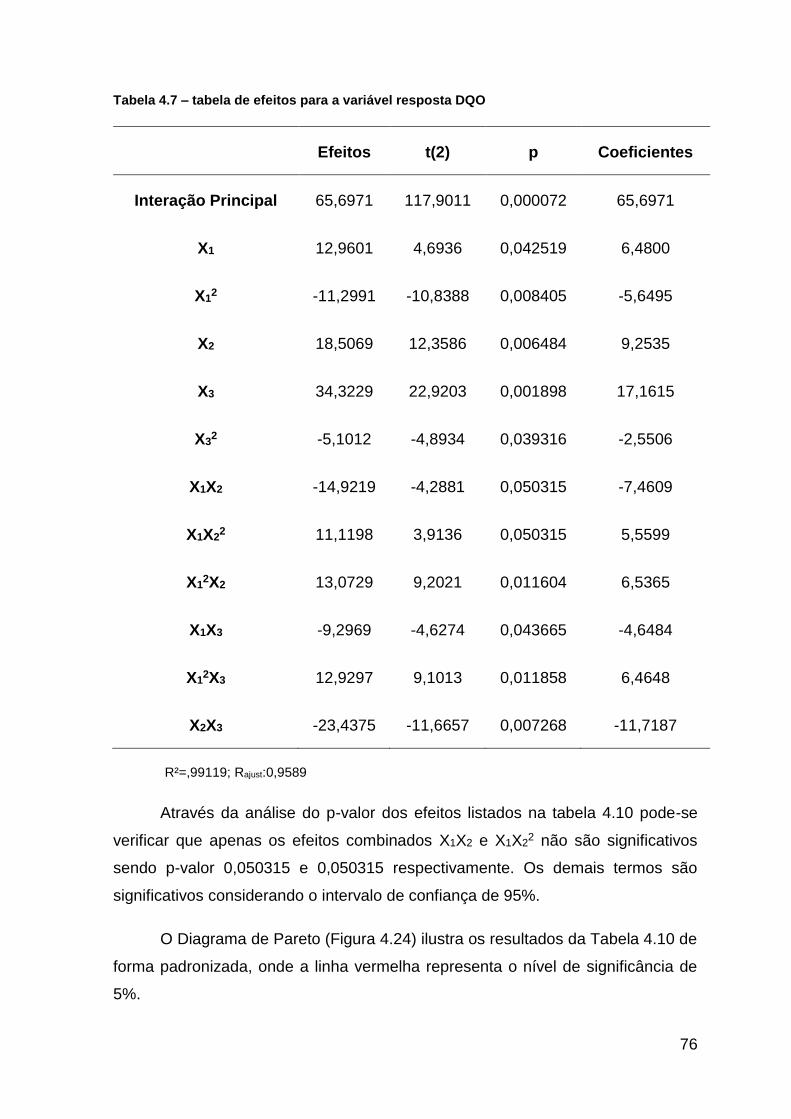
76
Tabela 4.7 – tabela de efeitos para a variável resposta DQO
Efeitos t(2) p Coeficientes
Interação Principal 65,6971 117,9011 0,000072 65,6971
X1 12,9601 4,6936 0,042519 6,4800
X12 -11,2991 -10,8388 0,008405 -5,6495
X2 18,5069 12,3586 0,006484 9,2535
X3 34,3229 22,9203 0,001898 17,1615
X32 -5,1012 -4,8934 0,039316 -2,5506
X1X2 -14,9219 -4,2881 0,050315 -7,4609
X1X22 11,1198 3,9136 0,050315 5,5599
X12X2 13,0729 9,2021 0,011604 6,5365
X1X3 -9,2969 -4,6274 0,043665 -4,6484
X12X3 12,9297 9,1013 0,011858 6,4648
X2X3 -23,4375 -11,6657 0,007268 -11,7187
R²=,99119; Rajust:0,9589
Através da análise do p-valor dos efeitos listados na tabela 4.10 pode-se
verificar que apenas os efeitos combinados X1X2 e X1X22 não são significativos
sendo p-valor 0,050315 e 0,050315 respectivamente. Os demais termos são
significativos considerando o intervalo de confiança de 95%.
O Diagrama de Pareto (Figura 4.24) ilustra os resultados da Tabela 4.10 de
forma padronizada, onde a linha vermelha representa o nível de significância de
5%.

77
Figura 4.23 – Diagrama de Pareto para variável de resposta DQO
A análise do diagrama de Pareto revela que o pH é o parâmetro com maior
efeito sobre a remoção da DQO, concordando com as duas respostas analisadas
previamente. Não obstante, a densidade de correte se apresenta como o segundo
maior efeito sobre o parâmetro resposta em questão. Fato não observado na
remoção da cor aparente e da turbidez.
Na tabela 4.8 estão listados os coeficientes de regressão do modelo ajustado
para a eficiência de remoção da DQO.

78
Tabela 4.8 – Coeficientes de regressão para o modelo de eficiência de remoção de DQO
Coeficientes de Regressão t p
Interação Principal -34,433 -2,2170 0,156929
X1 -178,610 -9,3081 0,011346
X12 85,114 14,5017 0,004721
X2 44,848 9,3204 0,011316
X3 6,096 2,7596 0,110057
X32 0,581 5,0009 0,037737
X1X2 24,063 3,1451 0,087961
X1X22 1,730 1,7252 0,226641
X12X2 -16,548 -9,2021 0,011604
X1X3 11,380 7,7969 0,016054
X12X3 -4,310 -9,1013 0,011858
X2X3 -4,945 -11,6657 0,007268
De posse dos valores apresentados na tabela 4.11 pode-se escrever a
equação que representa o modelo para remoção de DQO (Equação 4.6).
Considerando o valor de R²=0,99119 pode-se admitir que os dados se ajustam ao
modelo de maneira satisfatória .
𝑦 = −34,433 − 178,610𝑋1 + 85,114𝑋12 + 44,848𝑋2 + 6,096𝑋3 + 0,581𝑋3
2
+ 24,063𝑋1𝑋2 + 1,730𝑋1𝑋22 − 16,548𝑋1
2𝑋2 + 11,380𝑋1𝑋3
− 4,310𝑋12𝑋3 − 4,945𝑋2𝑋3
(4.6)
Com o objetivo de verificar a validade do modelo proposto anteriormente foi
realizada a análise gráfica dos resíduos disponível em Anexo II. Observou-se a
distribuição aleatória e a ausência de outliers (nenhum ponto fora da faixa de -2 a

79
+2). Desta forma, é possível utilizar o teste F para verificar a validade do visando à
utilização das superfícies de resposta para prever o comportamento do processo
(Tabela 4.9).
Tabela 4.9 - Análise de variância (ANOVA) para a resposta DQO (intervalo de confiança de
95%).
SQ GL MQ F p
Regressão (d – c) 7613,544 11 692,140 30,6932
Resíduo (c = a+b) 67,651 3 22,550
Falta de Ajuste 59,578 1 59,578 14,7600 0,061561
Erro Puro 8,073 2 4,036
Total 7681,195 14
Considerando Ftab(11; 3; 0,05)=8,790 para a regressão e Ftab(1; 2;
0,05)=18,51 para a falta de ajuste. Então, pela análise sistemática da tabela 4.12,
verifica-se que Fcalc>Ftab para a regressão. No entanto, a razão entre os dois
valores é inferior a 4. Considerando, então, a falta de ajuste, observa-se que
Fcalc<Ftab. Portanto, pode-se considerar que o modelo é válido e a falta de ajuste
não é significativa.
A análise da superfície de resposta % de Remoção da DQO em função da
densidade de corrente e da concentração de óleo (Figura 4.25) apontam para um
aumento de eficiência no sentido do aumento de ambos os parâmetros.

80
Figura 4.24 – (a) Superfície de resposta para remoção de DQO em função da densidade de
corrente e da concentração; (b) Superfície de contorno para remoção de DQO em função
da densidade de correte e da concentração;
De modo semelhante, a figura 4.26 ilustra o comportamento da Remoção da
DQO em função do pH e da concentração. Esse resultado demonstra uma
tendência de aumento da eficiência no sentido do aumento do pH e da
concentração. Assim como na figura 4.25, a superfície sugere a presença de um
ponto de mínimo adjacentes à concentração de 1,2 mg.mL-1 e pH<3.

81
Figura 4.25 – (a) Superfície de resposta para remoção de DQO em função da concentração
e do pH; (b) Superfície de contorno para remoção de DQO em função da concentração e
do pH;
Na superfície de resposta mostrada pela figura 4.27 nota-se que a eficiência
aumenta de maneira linear no sentido do aumento do pH e da densidade de
corrente. Essa constatação reforça os resultados obtidos anteriormente nas figuras,
4.25 e 4.26.
Figura 4.26 – (a) Superfície de resposta para remoção de DQO em função da densidade de
corrente e do pH; (b) Superfície de contorno para remoção de DQO em função da densidade
de corrente e do pH;
Os resultados encontrados para DQO indicam uma tendência de aumento
de eficiência no sentido do aumento do pH. Isso ocorre devido a mudança de pH
provocada pela eletrocoagulação ao longo do processo. Segundo Cañizares et al.,
(2006) o alumínio lançado pelo anodo à solução reage com o hidróxido formado
pela eletrólise da água para formar o coagulante responsável pela aglutinação das
partículas. A espécie formada é fortemente dependente do pH do meio. Sob
condições de pH ácido (0 a 5) a espécie predominante é o monômero Al3+, com
baixo potencial coagulante. Para a faixa de pH entre 5 a 10 há predominância dos
hidróxidos poliméricos, do tipo Aln(OH)3n, cuja capacidade de coagulação é superior
às outras espécies do mesmo elemento.

82
Nas condições de pHi=4 a evolução do pH até condições alcalinas limitou o
desempenho do processo. No ensaio 9, o pH de estado estacionário foi de 6,76.
Consequentemente houve uma predominância das espécies monoméricas e uma
baixa remoção da DQO. Em contrapartida, as melhores eficiências foram
alcançadas quando pHi=10.
A modelagem termodinâmica realizada por Rangel et al., ( 2013) sugere que
na presente condição operacional as espécies predominantes durante o estagio
reativo são o hidróxido de alumínio amorfo (considerando-se especiação
mononuclear do alumínio) e a espécie trimérica positivamente carregada,
Al3(OH)45+ (considerando-se especiação polinuclear do alumínio). O caráter iônico
do coagulante sugere que o mecanismo de coagulação seja o de neutralização das
cargas. Ao mesmo tempo, a formação de precipitados de alumínio indica a
presença do mecanismo de varredura, condizente com a presença de hidróxido de
alumínio amorfo. Deste modo, é razoável supor que a desestabilização da emulsão
ocorra inicialmente por meio de neutralização de cargas, conduzida conjuntamente
pela espécie polimérica e por partículas de hidróxido de alumínio positivamente
carregadas, constituindo o mecanismo primário de coagulação durante o estágio
reativo. Á medida que a espécie trimérica é consumida observa-se uma
modificação gradual do mecanismo de remoção de poluente dominante para
“sweep flocculation” (ou floculacao varredura), que passa a ser predominante na
fase de estabilização. A combinação de ambos os mecanismos para as condições
observadas explica também a elevada formação de precipitado observada durante
os testes.
1.3.4. Desejabilidade Global
A utilização de mais do que uma variável de resposta implica na necessidade
de se encontrar um valor adequado que otimize, com precisão e critério, as
respostas analisadas. Por meio da função Desirability (Desejabilidade), do software
STATISTICATM, otimizou-se simultaneamente todas as variáveis de respostas
maximizando-as num único valor. A Figura 4.28 demonstra a faixa ótima de trabalho
pela superposição das curvas de nível para as respostas avaliadas nos ensaios de
eletrocoagulação.

83
Figura 4.27- Gráficos estatísticos para a função desirability global.
A análise sistemática da figura aponta para o seguinte conjunto de condições
que maximiza a desejabilidade global (1,000):
Concentração de óleo: 2,5mg/mL;
Densidade de corrente: 2,2613 mA/cm²;
pH 10.
Nessas condições, as variáveis de resposta Cor aparente, turbidez e DQO
devem apresentar valores de 100%, 99,987% e 100% respectivamente. A análise
é importante uma vez que aponta valores ótimos para o processo investigado e
delimita uma faixa de operação no qual o tratamento eletroquímico pode ser
utilizado. Dessa maneira, é possível adotar o mesmo sistema de tratamento para
efluentes oleosos diversos desde que os mesmos estejam situados próximos ao
ponto ótimo.
1.4. Proposição de Tecnologia Inovadora
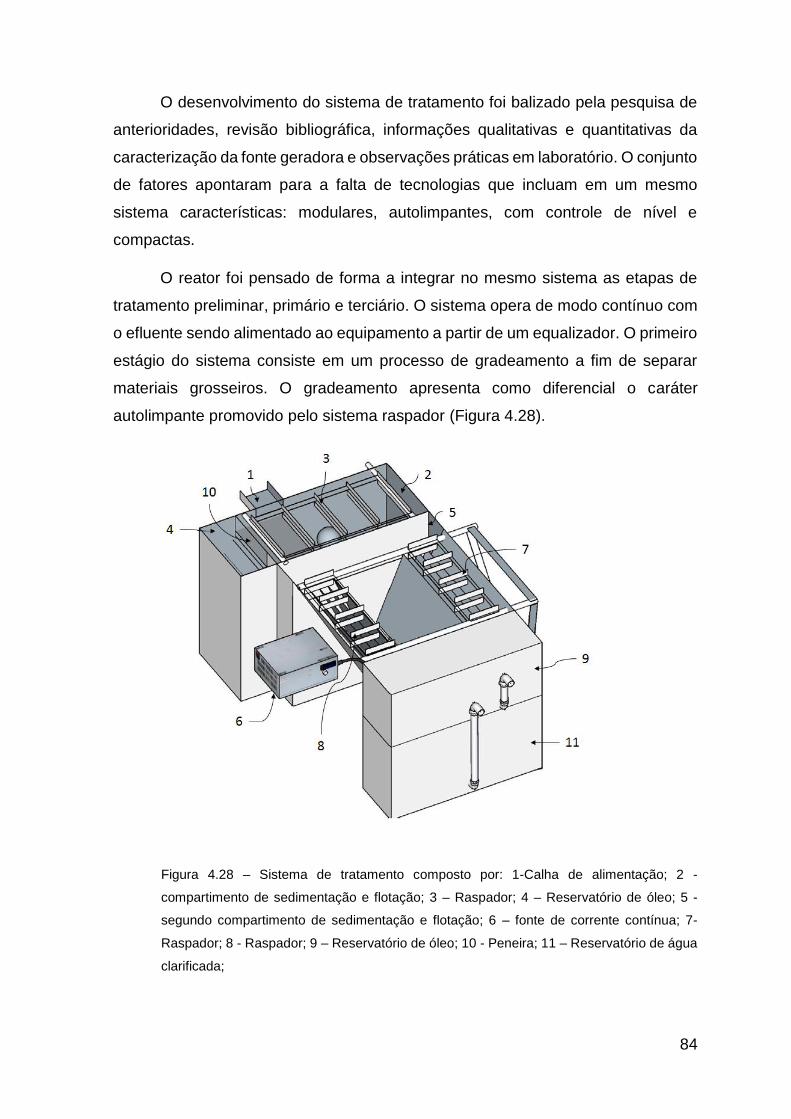
84
O desenvolvimento do sistema de tratamento foi balizado pela pesquisa de
anterioridades, revisão bibliográfica, informações qualitativas e quantitativas da
caracterização da fonte geradora e observações práticas em laboratório. O conjunto
de fatores apontaram para a falta de tecnologias que incluam em um mesmo
sistema características: modulares, autolimpantes, com controle de nível e
compactas.
O reator foi pensado de forma a integrar no mesmo sistema as etapas de
tratamento preliminar, primário e terciário. O sistema opera de modo contínuo com
o efluente sendo alimentado ao equipamento a partir de um equalizador. O primeiro
estágio do sistema consiste em um processo de gradeamento a fim de separar
materiais grosseiros. O gradeamento apresenta como diferencial o caráter
autolimpante promovido pelo sistema raspador (Figura 4.28).
Figura 4.28 – Sistema de tratamento composto por: 1-Calha de alimentação; 2 -
compartimento de sedimentação e flotação; 3 – Raspador; 4 – Reservatório de óleo; 5 -
segundo compartimento de sedimentação e flotação; 6 – fonte de corrente contínua; 7-
Raspador; 8 - Raspador; 9 – Reservatório de óleo; 10 - Peneira; 11 – Reservatório de água
clarificada;

85
O material que não é retido pela peneira alimenta o compartimento inferior onde
ocorre o processo de separação puramente física do óleo livre. Essa etapa
fundamenta-se na diferença de densidade entre sólidos solúveis (materiais
sedimentáveis), a água e óleos e graxas (material flotado). O óleo, menos denso
que a água, é separado naturalmente em função da sua imiscibilidade com
solventes polares. O material particulado, não separado no gradeamento, sofre o
processo de sedimentação em função da sua maior densidade em comparação
com o efluente líquido. O sistema de raspagem promove a transferência do óleo
livre flotado e dos sólidos grosseiro à câmara de armazenamento lateral cuja
entrada tem altura ajustável por meio de duas placas sobrepostas (Figura 4.29).
Figura 4.29 – Corte frontal do primeiro estágio de sedimentação caracterizado por: 1 – Fonte
corrente contínua; 2-Raspador; 3-Peneira; 4-Placas sobrepostas de ajuste de nível; 5-
Registro boia; 6-Motor; 7-Eixo do raspador da câmara de eletrocoagulação; 8-Corrente.
O efluente contendo emulsões é transferido à segunda etapa de sedimentação
e flotação por meio de uma tubulação com sistema de controle de nível de boia. A
válvula boia tem função de controlar a vazão entre as etapas do processo
impedindo o transbordo e o esgotamento dos níveis. A boia possui densidade
intermediária entre o óleo e a água de modo que para baixos níveis o sistema
impede a passagem do efluente à segunda câmara.

86
Da segunda etapa de sedimentação e flotação, o efluente é alimentado ao reator
eletrolítico por meio duas janelas, como mostrado na figura 4.30. A etapa de
eletrocoagulação, por sua vez promove a separação do óleo emulsionado presente
no resíduo. A disposição inclinada das placas foi escolhida levando-se em conta
dois aspectos: Primeiro, o fato de que a configuração de placas inclinadas, para
sistemas de separação de água e óleo, tem efeito de acelerar o processo em função
da promoção da coalescência das partículas de óleo emulsionadas. O segundo
aspecto considerado diz respeito à homogeneização do sistema. A configuração
inclinada tem efeito de promover o contato entre o coagulante produzido e o gás
hidrogênio produzido no processo acelerando ainda mais a aglutinação das
partículas.
Figura 4.30 – Corte frontal do compartimento de eletrocoagulação caraterizado por:
Raspadores (1, 2 e 3); Janelas de alimentação (4 e 5); Conjunto de placas inclinadas (9 e
10); Parede divisória entre meio reacional e compartimento de água clarificada (7 e 8);
Compartimento da água clarificada.
As partículas de óleo aglutinadas, por meio da ação das bolhas de hidrogênio
sofrem o processo de flotação retornando à parte superior da câmara de
eletrocoagulação onde são retiradas pela ação dos sistemas de raspagem. O óleo
separado nessa etapa é conduzido a um reservatório através de duas janelas,
representadas na figura 4.31.
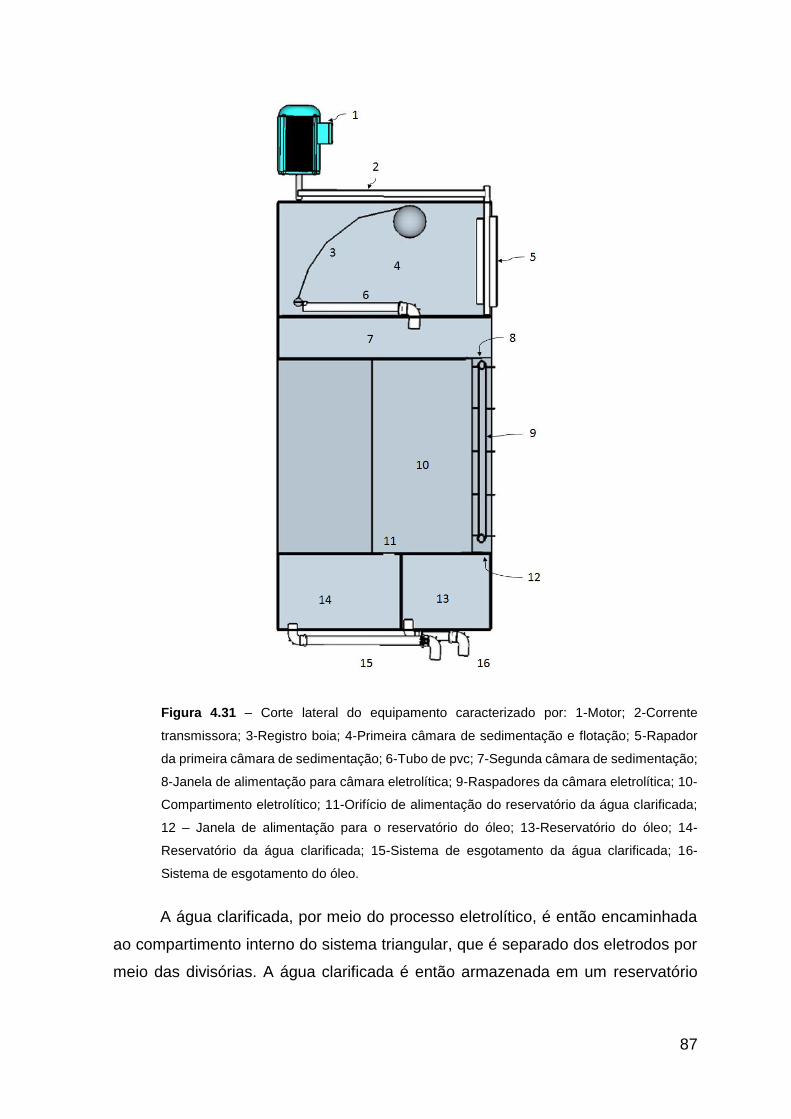
87
Figura 4.31 – Corte lateral do equipamento caracterizado por: 1-Motor; 2-Corrente
transmissora; 3-Registro boia; 4-Primeira câmara de sedimentação e flotação; 5-Rapador
da primeira câmara de sedimentação; 6-Tubo de pvc; 7-Segunda câmara de sedimentação;
8-Janela de alimentação para câmara eletrolítica; 9-Raspadores da câmara eletrolítica; 10-
Compartimento eletrolítico; 11-Orifício de alimentação do reservatório da água clarificada;
12 – Janela de alimentação para o reservatório do óleo; 13-Reservatório do óleo; 14-
Reservatório da água clarificada; 15-Sistema de esgotamento da água clarificada; 16-
Sistema de esgotamento do óleo.
A água clarificada, por meio do processo eletrolítico, é então encaminhada
ao compartimento interno do sistema triangular, que é separado dos eletrodos por
meio das divisórias. A água clarificada é então armazenada em um reservatório
88
através do orifício. Ambos os reservatórios, de óleo e água são dotados de sistemas
de esgotamento para óleo e água respectivamente.
O conjunto de dispositivos garante ao Equipamento Modular Eletrolítico para
Tratamento de Efluentes (EMETE) características singulares como: caráter
modular, tratamentos integrados, capacidade autolimpante, baixo custo de
manutenção, processo contínuo, reservatórios de água e óleo integrados e sistema
para controle de nível.
Afim de verificar a possibilidade de proteção intelectual, é necessário
confrontar a presente invenção com as tecnologias precedentes de modo a
constatar suas vantagens, desvantagens e sobretudo seu caráter inovador.
1.5. Avaliação de requisitos de novidade e proteção intelectual
Segundo a Organização Mundial da Propriedade Intelectual [OMPI]
propriedade intelectual pode ser definida como a soma dos direitos relativos às
obras literárias, artísticas e cientificas, às interpretações e execuções de artistas,
aos fonogramas e às emissões de radiodifusão, às invenções em todos os domínios
da atividade humana, às descobertas científicas, aos desenhos e modelos
industriais, às marcas industriais, comerciais e de serviço, bem como às firmas
comerciais e denominações comercias, à proteção contra a concorrência desleal e
todos os outros direitos inerentes à atividade intelectual nos domínios industrial,
cientifico, literário e artístico.
No mundo corporativo todas as expressões provenientes do intelecto
humano são passíveis de serem convertidas em propriedade privada e,
consequentemente, protegidas por lei por meio do sistema de propriedade
intelectual podendo ser comercializadas como bens imateriais ou intangíveis. A
difusão dos conceitos e a aplicação dos instrumentos de proteção da propriedade
intelectual se tornam fundamentais para empresas e indivíduos assegurarem que
suas criações alcancem o mercado e tenham retorno financeiro quando da
atividade de comercialização desses ativos. Além disso, dentro do atual cenário
econômico e de conhecimento, a propriedade intelectual legalmente protegida
transformou-se em um importante ativo para a competitividade das empresas que
desejam prosperar no mercado cada vez mais exigente. No entanto, para atingir

89
esse objetivo, a empresa deve saber como planejar a estratégia do negócio, como
proteger produtos atuais e futuros, gerando valor para sua capacidade inventiva.
O conceito de propriedade industrial na forma de patente é um mecanismo
de suma importância para a atividade econômica e proteção intelectual. Segundo
a Lei número 9.278 de 1996 é patenteável a invenção que atenda aos requisitos de
novidade, atividade inventiva e aplicação industrial. Além disso, será patenteável
como modelo de utilidade o objeto de uso prático, ou parte deste, suscetível de
aplicação industrial, que apresente nova forma ou disposição, envolvendo ato
inventivo, que resulte em melhoria funcional no seu uso ou em sua fabricação.
No caso dos tratamentos de efluentes de oficinas mecânicas e postos de
lavagem as patentes podem ser tanto de utilidade quanto de invenção. As patentes
de utilidade derivam de processos conhecidos e compreendem modificações
otimizadas dos processos já consagrados ou até mesmo uma nova disposição e
design de equipamento. As patentes de invenção compõem um processo inovador
e inédito.
Com o objetivo de tornar a caixa separadora de água e óleo mais eficiente,
compacta e econômica, Lopes (1996) propôs um equipamento MU 7400986-9
constituido por chicanas internas e placas coalescentes em ângulos de 45° que
asseguram a separação do óleo emulsionado como visto na figura 4.32.
Figura 4.32 - Caixa separadora de água e óleo.
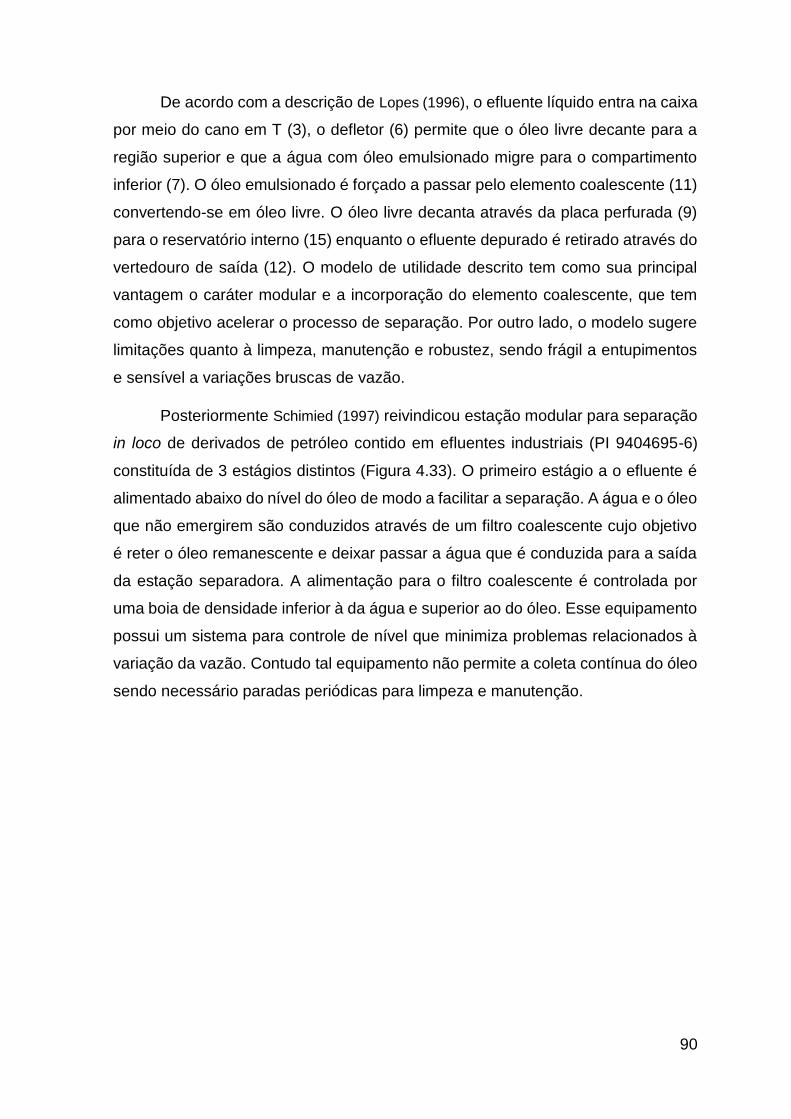
90
De acordo com a descrição de Lopes (1996), o efluente líquido entra na caixa
por meio do cano em T (3), o defletor (6) permite que o óleo livre decante para a
região superior e que a água com óleo emulsionado migre para o compartimento
inferior (7). O óleo emulsionado é forçado a passar pelo elemento coalescente (11)
convertendo-se em óleo livre. O óleo livre decanta através da placa perfurada (9)
para o reservatório interno (15) enquanto o efluente depurado é retirado através do
vertedouro de saída (12). O modelo de utilidade descrito tem como sua principal
vantagem o caráter modular e a incorporação do elemento coalescente, que tem
como objetivo acelerar o processo de separação. Por outro lado, o modelo sugere
limitações quanto à limpeza, manutenção e robustez, sendo frágil a entupimentos
e sensível a variações bruscas de vazão.
Posteriormente Schimied (1997) reivindicou estação modular para separação
in loco de derivados de petróleo contido em efluentes industriais (PI 9404695-6)
constituída de 3 estágios distintos (Figura 4.33). O primeiro estágio a o efluente é
alimentado abaixo do nível do óleo de modo a facilitar a separação. A água e o óleo
que não emergirem são conduzidos através de um filtro coalescente cujo objetivo
é reter o óleo remanescente e deixar passar a água que é conduzida para a saída
da estação separadora. A alimentação para o filtro coalescente é controlada por
uma boia de densidade inferior à da água e superior ao do óleo. Esse equipamento
possui um sistema para controle de nível que minimiza problemas relacionados à
variação da vazão. Contudo tal equipamento não permite a coleta contínua do óleo
sendo necessário paradas periódicas para limpeza e manutenção.
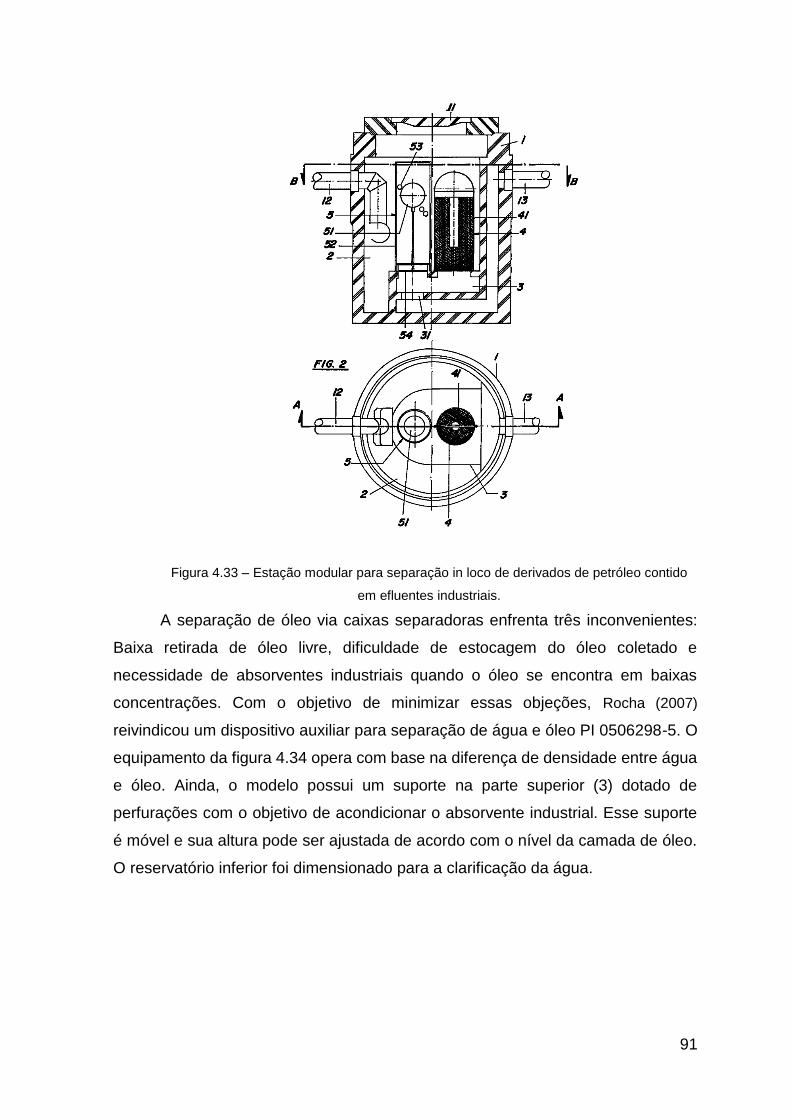
91
Figura 4.33 – Estação modular para separação in loco de derivados de petróleo contido
em efluentes industriais.
A separação de óleo via caixas separadoras enfrenta três inconvenientes:
Baixa retirada de óleo livre, dificuldade de estocagem do óleo coletado e
necessidade de absorventes industriais quando o óleo se encontra em baixas
concentrações. Com o objetivo de minimizar essas objeções, Rocha (2007)
reivindicou um dispositivo auxiliar para separação de água e óleo PI 0506298-5. O
equipamento da figura 4.34 opera com base na diferença de densidade entre água
e óleo. Ainda, o modelo possui um suporte na parte superior (3) dotado de
perfurações com o objetivo de acondicionar o absorvente industrial. Esse suporte
é móvel e sua altura pode ser ajustada de acordo com o nível da camada de óleo.
O reservatório inferior foi dimensionado para a clarificação da água.

92
Figura 4.34 - Dispositivo auxiliar para separação de água e óleo
A patente de invenção descrita, contorna os problemas de limpeza e
manutenção. Contudo, insinua a dependência de tratamentos preliminares, visto
que não prevê a separação de sólidos grosseiros.
Outro modelo de utilidade que também faz uso do elemento coalescente é o
proposto por Cobra (2009) de numeração MU 8702187-0 e representado pela figura
4.35. Trata-se de um tanque cilíndrico com três compartimentos. Na primeira seção
há uma caixa responsável pela retirada do material grosseiro (8). Ainda na primeira
seção ocorre a separação do óleo livre que pode ser retirado com auxílio de uma
bomba manual (6). Na segunda seção ocorre a separação do óleo emulsionado
com o auxílio de um elemento coalescente de placas inclinado em um ângulo de
45°. O óleo separado na segunda seção também é retirado através da bomba
hidráulica manual. Por fim o líquido depurado é retirado na terceira seção pela
tubulação (10).
93
Figura 4.35 – Caixa separadora de água e óleo com bomba manual
A patente MU 8702187-0 apresenta alta sensibilidade a mudanças de vazão,
visto que não possui um sistema para o controle desta, necessidade de drenagem
manual, contato permanente entre a fase aquosa e a fase oleosa, sensibilidade a
mudanças bruscas de vazão e necessidade de paradas periódicas para coleta de
óleo.
Posteriormente, Júnior (2015) reivindicou uma nova configuração de caixa
separadora de água e óleo. O modelo de Utilidade a Configuração aplicada à caixa
separadora de água e óleo, executa a separação de água e óleo formatada em
caixa compacta MU 9002648-9, contendo placas coalescentes (12), placas de
pingo (13) com cesto de retenção de sólidos (03), que facilita a manutenção
dispõem de sistema coletor interno, com manopla de ajuste do nível do óleo (05c)

94
eliminando a necessidade de depósito de óleo externo, sistema de coleta de água
para inspeção (04), produto prático para construção em materiais diversos obtendo-
se assim as qualidades desejáveis. A patente implementa um reservatório
removível para coleta contínua do óleo. Entretanto, tal sistema apresenta
características de difícil manutenção, limpeza e baixa eficiência (Figura 4.36).
Figura 4.36 - Configuração de caixa separadora de água e óleo.
Apesar dos resultados de tratamentos com filtros coalescentes se mostrarem
promissores, esse tipo de tratamento não pode ser considerado como ideal e
definitivo. Pelo contrário, o uso de elementos coalescentes está sujeito à influência
de diversos parâmetros chaves. Os fatores de maior influência em filtros
coalescentes são forma, tamanho e geometria (Almarouf et al., 2015). Assim,
equipamentos que fundamentam seu princípio de funcionamento em outras leis
também ganham espaço. Um exemplo é a centrífuga continua de leito poroso
reivindicado pela patente PI 0517447-3. Esse equipamento opera continuamente
com capacidade de 500 L/h e uma rotação que pode ser variável de 4.600 a 6.600
rpm. Em testes comparativos a operação alcançou eficiência de remoção de 99,2%.
Em contrapartida, a utilização de um equipamento centrífugo pode não ser viável
em postos de lavagem de veículos e oficinas mecânicas.
A patente PI 0902272-4 A2 reivindicou um dispositivo modular filtrante,
esquematizado na figura 4.37 com o objetivo de separar o óleo emulsionado do

95
efluente aquoso. O funcionamento do dispositivo fundamenta-se na
desestabilização das cargas superficiais da emulsão pela passagem de uma
corrente elétrica. Aos serem desestabilizadas, as partículas emulsionadas iniciam
o processo de aproximação aglomerando-se em conjuntos maiores.
Figura 4.37 – Dispositivo modular filtrante para separação de água contaminada com óleo
O processo consiste em submeter o efluente líquido à uma corrente de 12 V
por meio de dois eletrodos envolvidos por um elemento filtrante. O efluente penetra
pela extremidade inferior entrando em contato com o elemento filtrante.
Instantaneamente, os materiais sólidos e gordurosos são atraídos pelos eletrodos
energizados de modo que o líquido permeado se encontra purificado. O inventor
defende ainda que para otimizar o processo e garantir a real purificação dois
elementos podem ser associados em série conforme a figura 4.38.

96
Figura 4.38 - Dispositivo modular filtrante para separação de água contaminada com óleo
associado em série
O dispositivo é compacto e apresenta alta eficiência na remoção de
emulsões. Por outro lado, tem como inconvenientes a baixa vida útil dos eletrodos,
visto sua geometria cilíndrica, a necessidade de troca constante do meio filtrante e
a possibilidade de entupimento. Ainda, por ser um dispositivo, sugere-se a
necessidade de ser utilizado como um suplemento ao processo de tratamento.
Das patentes descritas anteriormente, nenhuma garante a reutilização da
água uma vez que não atingem as condições necessárias para o reuso. Vários
inventores preocuparam-se em propor um processo que permitisse a recuperação
e a reciclagem da água no processo.
O tratamento reivindicado pela patente PI 9302190-9 A consiste em uma
série de etapas físico-químicas que promovem a separação do óleo e a clarificação
do efluente líquido. A figura 4.39 esquematiza o processo.
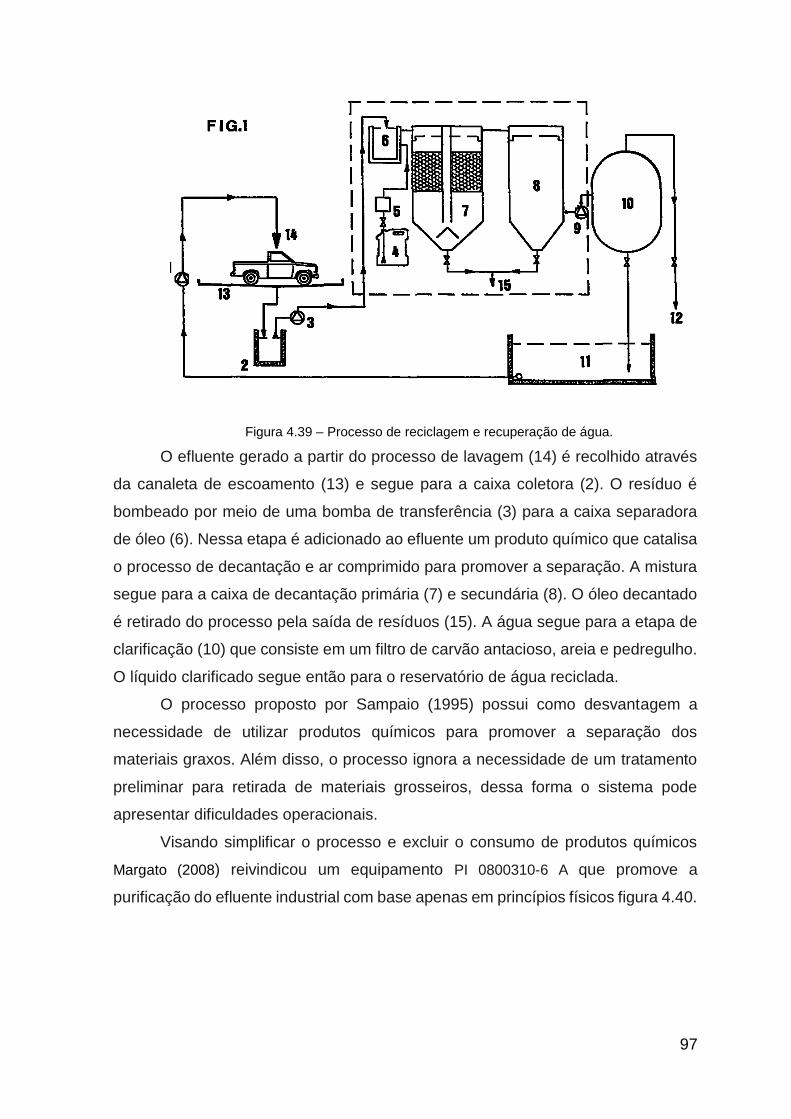
97
Figura 4.39 – Processo de reciclagem e recuperação de água.
O efluente gerado a partir do processo de lavagem (14) é recolhido através
da canaleta de escoamento (13) e segue para a caixa coletora (2). O resíduo é
bombeado por meio de uma bomba de transferência (3) para a caixa separadora
de óleo (6). Nessa etapa é adicionado ao efluente um produto químico que catalisa
o processo de decantação e ar comprimido para promover a separação. A mistura
segue para a caixa de decantação primária (7) e secundária (8). O óleo decantado
é retirado do processo pela saída de resíduos (15). A água segue para a etapa de
clarificação (10) que consiste em um filtro de carvão antacioso, areia e pedregulho.
O líquido clarificado segue então para o reservatório de água reciclada.
O processo proposto por Sampaio (1995) possui como desvantagem a
necessidade de utilizar produtos químicos para promover a separação dos
materiais graxos. Além disso, o processo ignora a necessidade de um tratamento
preliminar para retirada de materiais grosseiros, dessa forma o sistema pode
apresentar dificuldades operacionais.
Visando simplificar o processo e excluir o consumo de produtos químicos
Margato (2008) reivindicou um equipamento PI 0800310-6 A que promove a
purificação do efluente industrial com base apenas em princípios físicos figura 4.40.

98
Figura 4.40 - Processo de reciclagem e recuperação de água com base em princípios
físicos
O efluente líquido entra no sistema pela caixa de retenção de sólidos
grosseiros (3). Nessa etapa, o material grosseiro é retido pela grade de separação
(4) e retirado por raspadores automatizados acionados periodicamente. O líquido
segue para as etapas de sedimentação (1), (5), (6) e (7) onde o óleo livre irá
sedimentar. Posteriormente, o líquido contendo material emulsionado segue para a

99
etapa de filtração com pedra brita. O líquido purificado é então encaminhado para
o reservatório (9). O óleo separado nas etapas (1), (5), (6) e (7) são retirados pelas
canaletas (11) e seguem para o tanque de retenção (13).
Outra invenção que se ocupa com a purificação e a reutilização da água de
lavagem é a patente de número PI0802871-0 A2 proposta por Zaneti et al (2010).
O tratamento, representado pela figura 4.41 consiste em um tratamento
floculação/flotação.
Figura 4.41 – Tratamento de efluentes utilizando floculação/flotação.
O processo inicia-se com a equalização do efluente em um tanque de
armazenamento (1). Em seguida o liquido é bombeado (2) até a etapa de floculação
hidráulica (5) onde receberá a adição de produtos químicos. Posteriormente, o
efluente passará pela etapa de flotação em uma coluna especial (9). Esse processo
garante a recuperação de 67% da água utilizada, no entanto, exige uma etapa de
filtração em areia para garantir a qualidade da água para reuso. (Zaneti et al, 2011)
A patente de número BR 1 O 2013 003010-4 A2, reivindicada por Zeppini et
al (2013) também tem como objetivo a reutilização da água de lavagem de veículos
e da agua utilizada em oficinas mecânicas. O sistema, representado pela figura
4.42, recebe a água da lavagem (100) e eventualmente da manutenção de veículos
(101). O efluente segue para a separação do óleo livre sob processo físico (10). O
óleo é coletado e encaminhado para re-refino enquanto o efluente bruto (EB) segue
para a eletrocoagulação (20) que visa retirar o óleo emulsionado. O processo (40)
tem como objetivo tratar o lodo gerado pela etapa de eletrofloculação. O efluente
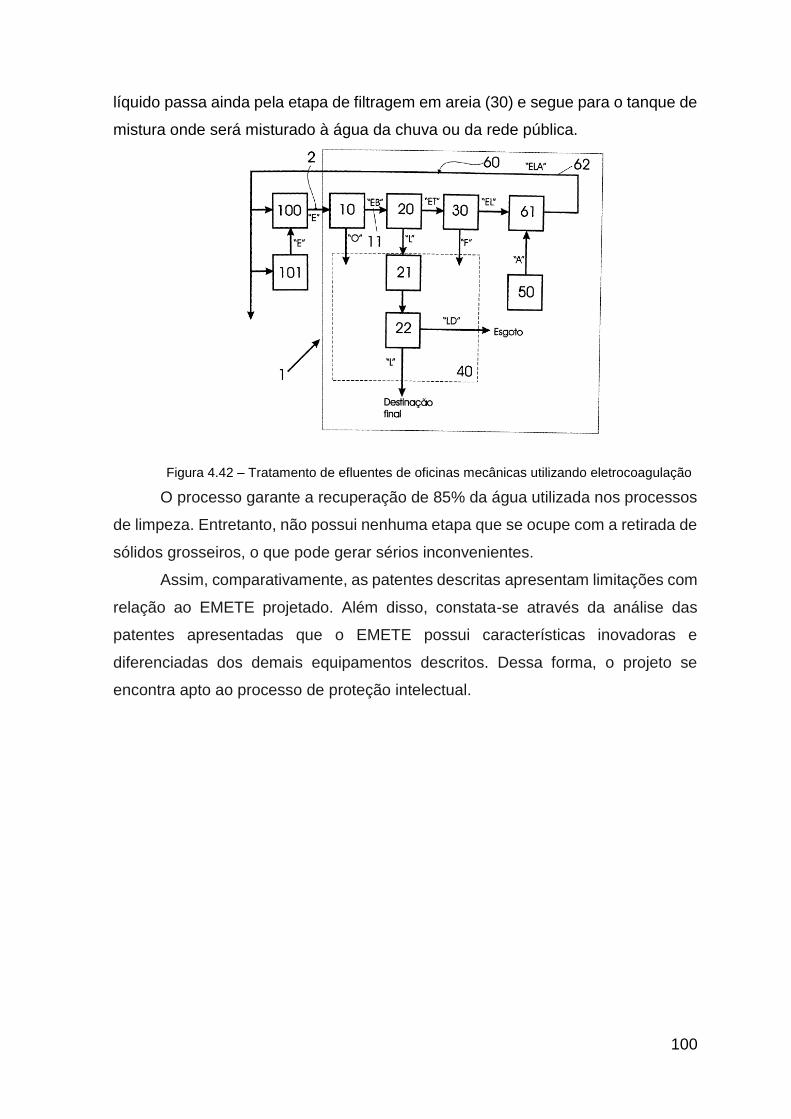
100
líquido passa ainda pela etapa de filtragem em areia (30) e segue para o tanque de
mistura onde será misturado à água da chuva ou da rede pública.
Figura 4.42 – Tratamento de efluentes de oficinas mecânicas utilizando eletrocoagulação
O processo garante a recuperação de 85% da água utilizada nos processos
de limpeza. Entretanto, não possui nenhuma etapa que se ocupe com a retirada de
sólidos grosseiros, o que pode gerar sérios inconvenientes.
Assim, comparativamente, as patentes descritas apresentam limitações com
relação ao EMETE projetado. Além disso, constata-se através da análise das
patentes apresentadas que o EMETE possui características inovadoras e
diferenciadas dos demais equipamentos descritos. Dessa forma, o projeto se
encontra apto ao processo de proteção intelectual.
101
5. CONCLUSÃO
A caracterização da fonte geradora revelou que os estabelecimentos os
estabelecimentos consultados na região urbana do município de Toledo/PR geram
efluentes com composições qualitativamente semelhantes, sendo que a
composição quantitativa varia de acordo com a atividade e capacidade do
estabelecimento. Observou-se, também, uma maior geração de resíduos líquidos
em estabelecimentos de lavagem, comparativamente aos postos de combustíveis
e às oficinas mecânicas, cuja geração fica ligeiramente superior a 10 m³/mês.
Diante da relevância do tema, verificou-se um baixo número de trabalhos
científicos na forma de artigos sobre o assunto, cerca de 99 trabalhos foram
catalogados através das bases analisadas. Contudo, o número de patentes de
classes B01 e C02F levantadas supera o número de trabalhos escritos. Esse
resultado aponta para um maior interesse prático sobre a questão.
Dentre as condições testadas durante o planejamento experimental, foi
observado uma predominância do pH sobre os demais parâmetros operacionais
nas três respostas avaliadas. Ainda, de maneira geral, o processo é favorecido em
pH alcalino, sobretudo na remoção de DQO onde foi alcançada eficiência de
remoção de 93,5%. No caso da cor e da turbidez, as maiores eficiências foram
observadas nas condições de neutralidade do meio, apresentando valores máximo
de 99,71% e 99,75% para a cor e turbidez respectivamente.
Com base nas etapas precedentes constatou-se a necessidade de se
desenvolver um sistema modular, compacto, eficiente e de baixo custo operacional,
de implantação e manutenção. Assim, projetou-se um equipamento, para atender
aos critérios desejados, constituído de quatro etapas: gradeamento, dois estágios
de sedimentação e um estágio de eletrocoagulação. O equipamento foi projetado
também com sistema de coleta de óleo e reservatórios acoplados para garantir sua
operação contínua minimizando as paradas para descarga.
O sistema proposto para o tratamento dos efluentes oleosos provenientes de
oficinas mecânicas, postos de lavagem e postos de combustíveis, por meio de
processo eletrocoagulação, devido as suas características, as quais são
diferenciadas dos sistemas convencionais, configura-se como um método inovador,
o qual resultou em um pedido de patente.

102
6. REFERÊNCIAS
ACIT. Estabelecimentos Associados. Disponível em: <http://acit.org.br/associados.html>. Acesso em: 14 abr. 2016.
AGÊNCIA NACIONAL DE PETRÓLEO, GÁS NATURAL E BIOCOMBUSTÍVEIS - ANP (Brasil). Anuário estatístico brasileiro do petróleo, gás natural e biocombustíveis - 2015. Rio de Janeiro, 2015. Disponível em : < http://www.anp.gov.br/wwwanp/images/publicacoes/Anuario_Estatistico_ANP_2016.pdf> Acesso em Julho 2016
ALMEIDA, C.m.v.b. et al. Identifying improvements in water management of bus-washing stations in Brazil. Resources, Conservation And Recycling, [s.l.], v. 54, n. 11, p.821-831, set. 2010. Elsevier BV. http://dx.doi.org/10.1016/j.resconrec.2010.01.001.
AL-ODWANI, A.; AHMED, M.; BOU-HAMAD, S.. Carwash water reclamation in Kuwait. Desalination, v. 206, n. 1-3, p.17-28, fev. 2007. Elsevier BV. http://dx.doi.org/10.1016/j.desal.2006.03.560
ANP, Agência Nacional do Petróleo. Anuário Estatístico Brasileiro do Petróleo, Gás Natural e Biocombustíveis. Rio de Janeiro: Ministério de Minas e Energia, 2015.
APETRO. Lubrificantes. Disponível em: <http://www.apetro.pt/>. Acesso em: 27 jun. 2016.
Asselin M, Drogui P, Benmoussa H, Blais J, (2008) Effectiveness of electrocoagulation process in removing organic compounds from slaughter house wastewater using monopolar and bipolar electrolytic cells. Chemosphere, 1727–173
Asselin M, Drogui P, Brar SK, Benmoussa H, Blais J (2008a) Organics removal in oily bilgewater by electrocoagulation process. J Hazard Mater 151:446–455
Barbaro JR, Butler BJ, Barker JF (1999) Biotransformation of Gasoline contaminated groundwater under mixed electronacceptor conditions. Research and Development Report. EPA/600/SR-99/012. February 1999
BAS, Enric. Prospectiva: Cómo usar el pensamiento sobre el futuro. 2. ed. Barcelona: Revista Policía y Seguridad Pública, 2002.
Becher P., 1967, Effect of Preparation Parameters on Initial Size Distribution Function in Oil-in-Water Emulsions, Journal of Colloid and Interface Science, Vol. 24, No 1, pp. 91-96.
Becher, P. Emulsion Theory and Practice. 3. ed. New York: Oxford University Press, 2001
BHAVE, R. R.; FLEMING, H. L.. Removal of oily contaminants in wastewater with microporous alumina membranes. New Membrane Materials And Processes For Separation, New York, v. 84, 1966.
103
BRASIL. Constituição (1988). Constituição Federal, de 05 de outubro de 1988. Constituição Federal. ed. Brasília
BRASIL. Lei Nº 9.605, de 12 de Fevereiro de 1998. Brasília,
BRASIL. Resolução Conama nº 273, de 2000. Brasília,
BRASIL. Resolução Conama nº 357, de 2005. Brasília,
BRASIL. Resolução Conama nº 362, de 2005. Brasília,
BRASIL. Resolução Conama nº 396, de 2008. Brasília,
BRASIL. Resolução Conama nº 420, de 2009. Brasília,
BRITO, Flavia do Vale et al. Estudo da Contaminação de Águas Subterrâneas por BTEX oriundas de postos de distribuição no Brasil. In: 3° CONGRESSO BRASILEIRO DE P&D EM PETRÓLEO E GÁS, 3., 2005, Salvador. Anais... . Salvador: Ibp, 2005. p. 1 - 6.
CADE, Conselho Administrativo de Defesa Econômica. Varejo de Gasolina. Brasília: Ministério da Justiça, 2014.
CALADO Verônica e MONTGOMERY Douglas. Planejamento de Experimentos usando o Statistica. 1° ed, editora E-papers. 2003. Rio de Janeiro. 260 p.
Canizares P, Jimenez C,Martínez F, RodrigoMA, Saez C (2009) The pH as a key parameter in the choice between coagulation and electrocoagulation for the treatment of wastewaters. J Hazard Mater 163:158–164
CAÑIZARES, Pablo et al. Break-up of oil-in-water emulsions by electrochemical techniques. Journal Of Hazardous Materials, v. 145, n. 1-2, p.233-240, jun. 2007. Elsevier BV. http://dx.doi.org/10.1016/j.jhazmat.2006.11.018.
Censo Demográfico 2010. Características da população e dos domicílios. Toledo: IBGE, 2016. Disponível em: <http://cidades.ibge.gov.br/xtras/perfil.php?codmun=412770>. Acesso em: 14 abr. 2016.
CHEN, Guohua. Electrochemical technologies in wastewater treatment. Separation And Purification Technology, v. 38, n. 1, p.11-41, jul. 2004. Elsevier BV. http://dx.doi.org/10.1016/j.seppur.2003.10.006.
CHEN, Xueming; CHEN, Guohua; YUE, Po Lock. Investigation on the electrolysis voltage of electrocoagulation. Chemical Engineering Science, v. 57, n. 13, p.2449-2455, jul. 2002. Elsevier BV. http://dx.doi.org/10.1016/s0009-
2509(02)00147-1.
CHEN, Yu Dao et al. Biodegradability of trimethylbenzene isomers under the strictly anaerobic conditions in groundwater contaminated by gasoline. Environmental Geology, [s.l.], v. 56, n. 6, p.1123-1128, 19 fev. 2008. Springer Science + Business Media. http://dx.doi.org/10.1007/s00254-008-1212-5.

104
Davies, G.A.; Nilsen, F.P.; Gramme, P.E. 1996 The Formation of Stable Dispersions of Crude Oil and Produced Water: The Influence of Oil Type, Wax et Asphaltene Content, in Proc. of SPE Annual Technical Conference and Exhibiton, Denver, Colorado, 6-9 october, 163 – 171
DENATRAN. Frota de Veículos por Tipo e Município. Disponível em: <http://www.detran.pr.gov.br/modules/catasg/servicos-detalhes.php?tema=detran&id=469>. Acesso em: 14 abr. 2016.
ETCHEPARE, Ramiro et al. Application of flocculation–flotation followed by ozonation in vehicle wash wastewater treatment/disinfection and water reclamation. Desalination And Water Treatment, [s.l.], v. 56, n. 7, p.1728-1736, 26 ago. 2014. Informa UK Limited. http://dx.doi.org/10.1080/19443994.2014.951971.
FALL, C. et al. Carwash Wastewaters: Characteristics, Volumes, And Treatability By Gravity Oil Separation. Revista Mexicana de IngenierÍa QuÍmica, Toluca, v. 6, n. 2, p.175-184, mar. 2007.
FERREIRA, S.l.c. et al. Box-Behnken design: An alternative for the optimization of analytical methods. Analytica Chimica Acta, v. 597, n. 2, p.179-186, ago. 2007. Elsevier BV. http://dx.doi.org/10.1016/j.aca.2007.07.011.
Golder AK, Samanta AN, Ray S (2007) Removal of Cr3+ by electrocoagulation with multiple electrodes: bipolar and monopolar configurations. J Hazard Mater 141:653–661
HARRELKAS, Farida et al. Treatment of textile dye effluents using coagulation–flocculation coupled with membrane processes or adsorption on powdered activated carbon. Desalination, v. 235, n. 1-3, p.330-339, jan. 2009. Elsevier BV. http://dx.doi.org/10.1016/j.desal.2008.02.012.
HOLT, Peter K et al. A quantitative comparison between chemical dosing and electrocoagulation. Colloids And Surfaces A: Physicochemical and Engineering Aspects, v. 211, n. 2-3, p.233-248, dez. 2002. Elsevier BV. http://dx.doi.org/10.1016/s0927-7757(02)00285-6.
Hu, Y.D.; Bai, Z.P.; Zhang, L.W.; Wang, X.; Zhang, L.; Yu, Q.C. Health risk assessment for traffic policemen exposed to polycyclic aromatic hydrocarbons (PAHs) in Tianjin, China. Sci. Total Environ. 2007, 382, 240–250.
HUANG, Xin et al. Effects of solution pH and synthetic method on destabilization process of polytitanium-silicate-chloride. Journal Of Hazardous Materials, v. 311, p.230-236, jul. 2016. Elsevier BV. http://dx.doi.org/10.1016/j.jhazmat.2016.03.021.
IPARDES, Instituto Paranaense de Desenvolvimento Econômico e Social. Caderno Estatístico: Município de Toledo. Disponível em: <http://www.ipardes.gov.br/index.php?pg_conteudo=1&cod_conteudo=30>. Acesso em: 14 abr. 2016.
JACOB, J. et al. Polycyclic aromatic compounds of environmental and occupational importance ? Their occurrence, toxicity and the development of high-purity certified

105
reference materials. Fresenius' Journal Of Analytical Chemistry, [s.l.], v. 340, n. 12, p.755-767, 1991. Springer Nature. http://dx.doi.org/10.1007/bf00321499.
JIMÉNEZ, C. et al. Optimization of a combined electrocoagulation-electroflotation reactor. Environmental Science And Pollution Research, [s.l.], v. 23, n. 10, p.9700-9711, 5 fev. 2016. Springer Nature. http://dx.doi.org/10.1007/s11356-016-6199-y.
JIMÉNEZ, C. et al. Optimization of a combined electrocoagulation-electroflotation reactor. Environmental Science And Pollution Research, v. 23, n. 10, p.9700-9711, 5 fev. 2016. Springer Nature. http://dx.doi.org/10.1007/s11356-
016-6199-y.
KLEIN, Neiva Catarina Fabris. MUNICÍPIO DE TOLEDO - 2015: Empresas do Município. Toledo: Asdasuio, 2015.
KOBYA, M. et al. Treatment of potato chips manufacturing wastewater by electrocoagulation. Desalination, v. 190, n. 1-3, p.201-211, abr. 2006. Elsevier BV. http://dx.doi.org/10.1016/j.desal.2005.10.006
KOBYA, M. et al. Treatment of potato chips manufacturing wastewater by electrocoagulation. Desalination, v. 190, n. 1-3, p.201-211, abr. 2006. Elsevier BV. http://dx.doi.org/10.1016/j.desal.2005.10.006.
KUNDU, Partha; MISHRA, Indra Mani. Removal of emulsified oil from oily wastewater (oil-in-water emulsion) using packed bed of polymeric resin beads. Separation And Purification Technology, v. 118, p.519-529, out. 2013. Elsevier BV. http://dx.doi.org/10.1016/j.seppur.2013.07.041.
LAU, W.j.; ISMAIL, A.f.; FIRDAUS, S.. Car wash industry in Malaysia: Treatment of car wash effluent using ultrafiltration and nanofiltration membranes. Separation And Purification Technology, v. 104, p.26-31, fev. 2013. Elsevier BV. http://dx.doi.org/10.1016/j.seppur.2012.11.012.
LEON, A.c. de; KIDD, M.t.; CORZO, A.. Box-Behnken Design: alternative multivariate design in broiler nutrition research.Worlds Poult. Sci. J., v. 66, n. 04, p.699-706, dez. 2010. Cambridge University Press (CUP). http://dx.doi.org/10.1017/s0043933910000668.
LORENZETT, Daniel Benitti; ROSSATO, Marivane Vestena; NEUHAUS, Maurício. A Gestão Ambiental Em Postos De Combustíveis. In: XIV SIMPÓSIO DE PESQUISA, ENSINO E EXTENSÃO, 2010.
MARć, Mariusz; NAMIEśNIK, Jacek; ZABIEGAłA, Bożena. BTEX concentration levels in urban air in the area of the Tri-City agglomeration (Gdansk, Gdynia, Sopot), Poland. Air Qual Atmos Health, v. 7, n. 4, p.489-504, 21 mar. 2014. Springer Science + Business Media. http://dx.doi.org/10.1007/s11869-014-0247-x.
MAZUMDER, Debabrata; MUKHERJEE, Somnath. Treatment of Automobile
Service Station Wastewater by Coagulation and Activated Sludge Process.
International Journal Of Environmental Science And Development, [s.l.], p.64-
69, 2011. EJournal Publishing. http://dx.doi.org/10.7763/ijesd.2011.v2.98.
106
MICKLEY, M. Treatment of concentrate. Denver: U.s. Department Of The Interior Bureau Of Reclamation, 2009.
MINISTÉRIO DA SAÚDE. Portaria nº 518, de 2004. Portaria Ms 518/2004. Brasília,
MOLLAH, M et al. Fundamentals, present and future perspectives of electrocoagulation. Journal Of Hazardous Materials, v. 114, n. 1-3, p.199-210, 18 out. 2004. Elsevier BV. http://dx.doi.org/10.1016/j.jhazmat.2004.08.009.
MOLLAH, M. Yousuf A. et al. Electrocoagulation (EC)—science and applications. Journal Of Hazardous Materials, [s.i], p.29-41, dez. 2000.
MORENO-CASILLAS, Hector A. et al. Electrocoagulation mechanism for COD removal. Separation And Purification Technology, v. 56, n. 2, p.204-211, ago. 2007. Elsevier BV. http://dx.doi.org/10.1016/j.seppur.2007.01.031.
MOUEDHEN, G. et al. Behavior of aluminum electrodes in electrocoagulation
process. Journal Of Hazardous Materials, [s.l.], v. 150, n. 1, p.124-135, jan. 2008.
Elsevier BV. http://dx.doi.org/10.1016/j.jhazmat.2007.04.090.
MUNASINGHE, K. A.; ATHAPATTU, B. C. L.. Economical Oil Separator for
Automobile Service Stations in Sri Lanka. Journal Of Engineering And
Technology, Siri Lanka, v. 3, n. 1, p.59-75, jan. 2015.
MYERS, Raymond H.; MONTGOMERY, Douglas C.; COOK, Christine M. Anderson. Response Surface Methodology. Hoboken: Wiley, 2009.
OMPI. Organização Mundial da Propriedade Intelectual. Disponível em: <http://www.wipo.int/academy/pt>. Acesso em: 01 jul. 2016.
O'NEILL, I. K.; FISHBEIN, L.. An IARC Manual Series Aimed at Assisting Cancer Epidemiology and Prevention. Environmental Carcinogens: Selected Methods of Analysis. International Journal Of Environmental Analytical Chemistry, v. 26, n. 3-4, p.229-240, set. 1986. Informa UK Limited. http://dx.doi.org/10.1080/03067318608077117.
OZYONAR, Fuat. Treatment of Train Industry Oily Wastewater by Electrocoagulation with Hybrid Electrode Pairs and Different Electrode Connection Modes. International Journal Of Electrochemical Science, Sivas, v. 11, p.1456-1471, jan. 2016.
PARANÁ. Lei nº 14.984, de 2005. Curitiba,
PARANÁ. Resolução Sema nº 21, de 2011. Curitiba,
PEHNEC, Gordana et al. Influence of ozone and meteorological parameters on levels of polycyclic aromatic hydrocarbons in the air. Atmospheric Environment, v. 131, p.263-268, abr. 2016. Elsevier BV. http://dx.doi.org/10.1016/j.atmosenv.2016.02.009.
Peña B. T. Geração de Emulsões durante a Produção de Petróleo. Tese de Doutorado, DEM, PUC-Rio, 2007.

107
PEREZ, Ilma Conde et al (Org.). Oficinas Mecânicas e Lava a Jato: Orientações para Controle Ambiental. Disponível em: <www.inea.rj.gov.br>. Acesso em: 23 jun. 2016.
PRESIDÊNCIA DA REPÚBLICA CASA CIVIL. Lei nº 8958, de 20 de dezembro de 1994. Brasília , DF.
PRESIDÊNCIA DA REPÚBLICA CASA CIVIL. Lei Nº 9.278, de 10 de Maio de 1996.. Brasília, DF, 1996.
RANGEL, Rodolfo Maia; CARVALHO, Roberto José de; TOREM, Maurício Leonardo. Organic matter removal from oil-water emulsions by electrocoagulation -: 1. Thermodynamic analysis. Metalurgia e Materiais, Ouro Preto, v. 66, p.77-83, jan. 2013.
SAFARI, S.; AGHDAM, M. Azadi; KARIMINIA, H.-r.. Electrocoagulation for COD and diesel removal from oily wastewater.International Journal Of Environmental Science And Technology, v. 13, n. 1, p.231-242, 21 ago. 2015. Springer Science + Business Media. http://dx.doi.org/10.1007/s13762-015-0863-5.
SAHU, Omprakash; MAZUMDAR, Bidyut; CHAUDHARI, P. K.. Treatment of wastewater by electrocoagulation: a review. Environmental Science And Pollution Research, v. 21, n. 4, p.2397-2413, 17 nov. 2013. Springer Science + Business Media. http://dx.doi.org/10.1007/s11356-013-2208-6.
SALAHI, A.; MOHAMMADI, T.. Oily wastewater treatment by ultrafiltration using Taguchi experimental design. Water Science & Technology, v. 63, n. 7, p.1476-1484, 2011. IWA Publishing. http://dx.doi.org/10.2166/wst.2011.383.
SALAHI, Abdolhamid et al. Experimental investigation and modeling of industrial oily wastewater treatment using modified polyethersulfone ultrafiltration hollow fiber membranes. Korean Journal Of Chemical Engineering, v. 32, n. 6, p.1101-1118,11 fev. 2015. Springer Science + Business Media. http://dx.doi.org/10.1007/s11814-014-0310-1.
Sasson MB, Calmano W, Adin A (2009) Iron oxidation processes in an electro-flocculation (electrocoagulation) cell. J Hazard Mater 171: 704–709
SATHTHASIVAM, Jayaprakash; LOGANATHAN, Kavithaa; SARP, Sarper. An overview of oil–water separation using gas flotation systems. Chemosphere, v. 144, p.671-680, fev. 2016. Elsevier BV. http://dx.doi.org/10.1016/j.chemosphere.2015.08.087.
SILVEIRA, José Luz; MACIEL, William da Costa; MOURA, Aparecida Salete da. Ensinando O Estudo Técnico E A Averiguação Da Viscosidade Rotulada De Óleos Lubrificantes Comercialmente Disponíveis: Aplicação Em Motores De Combustão Interna E Componentes Mecânicos. In: CONGRESSO BRASILEIRO DE ENSINO DE ENGENHARIA, 32., 2004, Brasília. Anais.... Brasília: Abenge, 2004
SOCIETY OF AUTOMOTIVE ENGINEERS. Engine Oil Viscosity Classification. Disponível em: <http://standards.sae.org/j300_201501/>. Acesso em: jul. 2016.

108
SONG, Kun-ho; LEE, Kwang-rae. Treatment of oily wastewater using membrane with 2-hydroxyethyl methacrylate-modified surface. Korean Journal Of Chemical Engineering, v. 24, n. 1, p.116-120, jan. 2007. Springer Nature. http://dx.doi.org/10.1007/s11814-007-5020-5.
SUN, Caiyun et al. Human Health and Ecological Risk Assessment of 16 Polycyclic Aromatic Hydrocarbons in Drinking Source Water from a Large Mixed-Use Reservoir. International Journal Of Environmental Research And Public Health, v. 12, n. 11, p.13956-13969, 30 out. 2015. MDPI AG. http://dx.doi.org/10.3390/ijerph121113956.
SUZUKI, T. et al. Removal of soluble organics and manganese by a hybrid MF hollow fiber membrane system. Desalination, v. 117, n. 1-3, p.119-129, set. 1998. Elsevier BV. http://dx.doi.org/10.1016/s0011-9164(98)00077-0.
TIR, Mohamed; MOULAI-MOSTEFA, Nadji. Optimization of oil removal from oily wastewater by electrocoagulation using response surface method. Journal Of Hazardous Materials, v. 158, n. 1, p.107-115, out. 2008. Elsevier BV. http://dx.doi.org/10.1016/j.jhazmat.2008.01.051.
VENANCIO, Tania Luciane; VIDAL, Carlos Magno de Sousa; MOISA, Rubia Elaine. Avaliação da percepção da importância da gestão ambiental em postos de combustíveis localizados na cidade de Irati, Paraná. Ambiência - Revista do Setor de Ciências Agrárias e Ambientais, Guarapuava, v. 4, n. 3, p.397-417, maio 2008.
VIEIRA, F.C.S. Toxicidade de hidrocarbonetos monoaromáticos do petróleo sobre Metamysidopsis elongata atlantica. (Crustacea: Mysidacea). Dissertação de mestrado. Laboratório de Toxicologia Ambiental. UFSC. Florianópolis – SC. 83p, 2004.
Wang C, Chou WL, Kuo YM (2009a) Removal of COD from laundry wastewater by electrocoagulation/electroflotation. J Hazard Mater 164(1):81–86
Wang DKW, Austin CC (2006) Determination of complex mixtures of volatile organic compounds in ambient air: an overview. Anal Bioanal Chem 386:1089–1098
Wang, L.W.; Yang, Z.F.; Niu, J.F.; Wang, J.Y. Characterization, ecological risk assessment and source diagnostics of polycyclic aromatic hydrocarbons in water column of the Yellow River Delta, one of the most plenty biodiversity zones in the world. J. Hazard. Mater. 2009, 169, 462–463.
WANG, Lawrence K. et al. Flotation Technology. Humana Press, 2010.
WIMMER, Ana Christina Souza. Aplicação do Processo Eletrolítico no Tratamento de Efluentes de uma Indústria Petroquímica. 2007. Dissertação (Mestrado) - Curso de Pós-graduação em Engenharia Metalúrgica, Puc, Rio de Janeiro, 2007.
WONG, H.m. et al. Chloride Assisted Electrochemical Disinfection. In: PROCEEDINGS OF THE EIGHTH MAINLAND-TAIWAN ENVIRONMENTAL PROTECTION CONFERENCE, 8., 2002, Tsin Chu.

109
Yang CH, Zhou KJ, Mou XM, Gui WH. Froth color and size measurement method for flotation based on computer vision. Chin J Sci Instrum 2009;30(4):717–21
YANG, Dong Jiang et al. Titanate Nanofibers as Intelligent Absorbents for the Removal of Radioactive Ions from Water. Advanced Materials, v. 20, n. 14, p.2777-2781, 17 jul. 2008. Wiley-Blackwell. http://dx.doi.org/10.1002/adma.200702055.
Yang, Y.Y.; Woodward, L.A.; Li, Q.X. Concentrations, Source and Risk Assessment of Polycyclic Aromatic Hydrocarbons in Soils from Midway Atoll, North Pacific Ocean. PLoS ONE. 2014, 9, doi:10.1371/journal.pone.0086441.
YEOM, Hee-jong et al. Processing of alumina-coated clay–diatomite composite membranes for oily wastewater treatment. Ceramics International, v. 42, n. 4, p.5024-5035, mar. 2016. Elsevier BV. http://dx.doi.org/10.1016/j.ceramint.2015.11.177.
YU, Li; HAN, Mei; HE, Fang. A review of treating oily wastewater. Arabian Journal Of Chemistry, [s.l.], p.1-10, jul. 2013. Elsevier BV. http://dx.doi.org/10.1016/j.arabjc.2013.07.020.
YURDAKUL, Sema et al. Temporal variations of BTX compounds in Bursa/Turkey atmosphere. Int. J. Global Warming, Ankara, v. 5, n. 3, p.326-344, mar. 2013.
ZANETI, Rafael; ETCHEPARE, Ramiro; RUBIO, Jorge. More environmentally friendly vehicle washes: water reclamation. Journal Of Cleaner Production, v. 37, p.115-124, dez. 2012. Elsevier BV. http://dx.doi.org/10.1016/j.jclepro.2012.06.017.
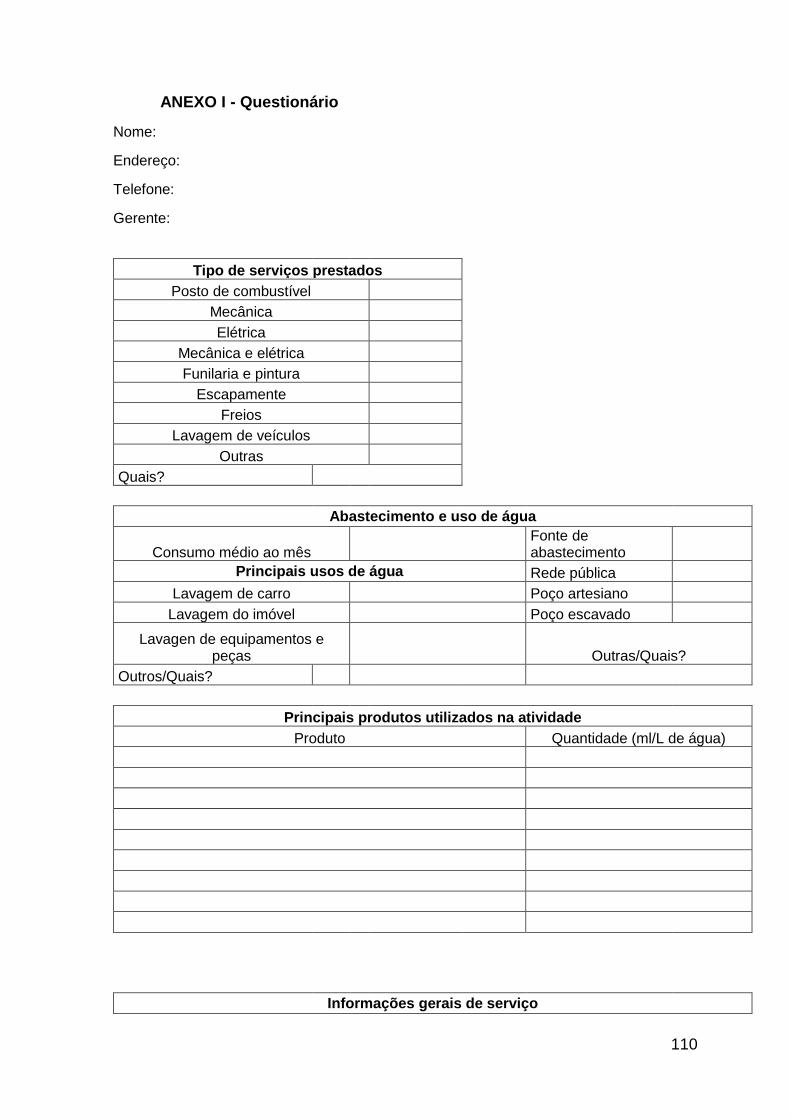
110
ANEXO I - Questionário
Nome:
Endereço:
Telefone:
Gerente:
Tipo de serviços prestados
Posto de combustível
Mecânica
Elétrica
Mecânica e elétrica
Funilaria e pintura
Escapamente
Freios
Lavagem de veículos
Outras
Quais?
Abastecimento e uso de água
Consumo médio ao mês Fonte de abastecimento
Principais usos de água Rede pública
Lavagem de carro Poço artesiano
Lavagem do imóvel Poço escavado
Lavagen de equipamentos e peças Outras/Quais?
Outros/Quais?
Principais produtos utilizados na atividade
Produto Quantidade (ml/L de água)
Informações gerais de serviço

111
Quantidade de veículos atendidos por dia
Tipo de veículos atendidos
Automóvel
Caminhão
Motocicleta
Máquina?Implementos agrícolas
Outros:
Executa a troca de óleo? Sim Não
Qual o destino do óleo coletado? Vendido Doado
Outro destino/qual?
Equipamentos de Tratamento de Efluentes
Quanto ao sistema de tratamento de efluentes, estão presentes na
atividade os seguintes dispositivos.
Caixa separadora de óleos e graxas;
Tanque de acúmulo de águas
Caixa de Areia
Fossa séptica e sumidouros
Outros. Quais?
Corpo receptor (local de despejo) dos esgotos e outros efluentes
Rede pública pluvial
Córrego ou outro manancial
Nome do córrego
Observação
ANEXO II
Gráfico de Valores Preditos vs Valores Observados para Cor Aparente
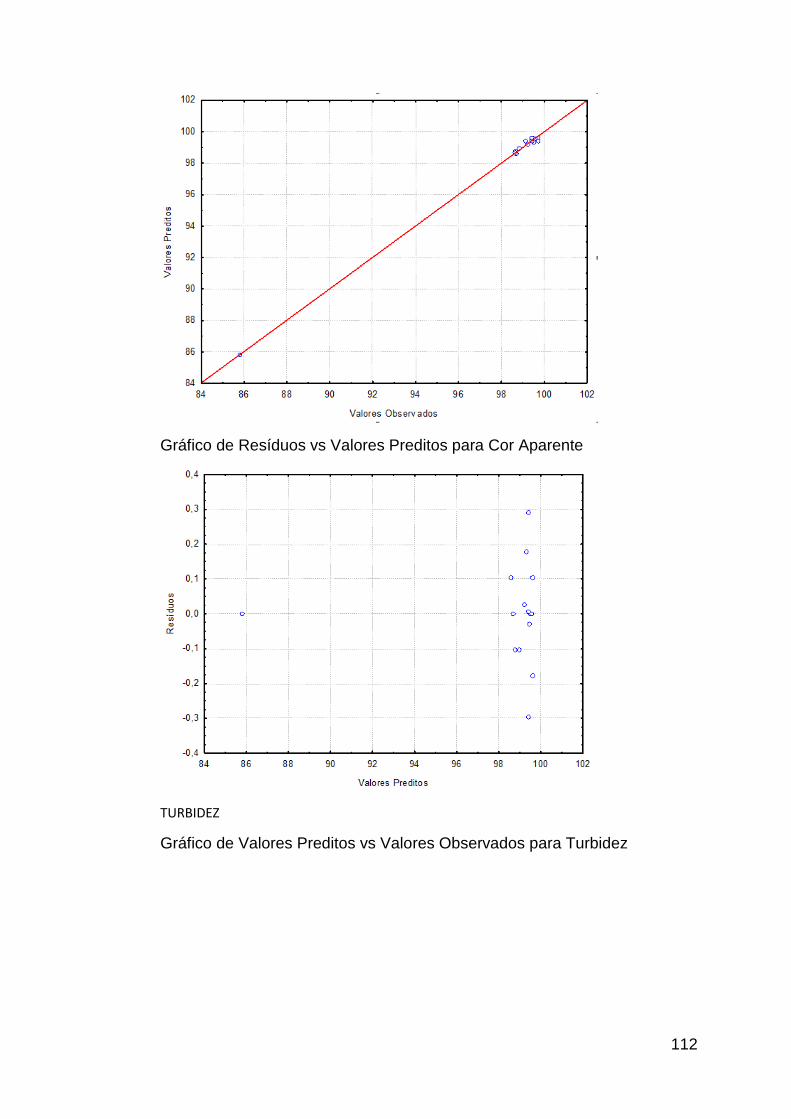
112
Gráfico de Resíduos vs Valores Preditos para Cor Aparente
TURBIDEZ
Gráfico de Valores Preditos vs Valores Observados para Turbidez

113
Gráfico de Resíduos vs Valores Preditos para Turbidez
Gráfico de Valores Preditos vs Valores Observados para DQO

114
Gráfico de Resíduos vs Valores Preditos para DQO





























