Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO PARANÁ
GABRIELA GARCIA
INTEGRAÇÃO DO LEAN MANUFACTURING E A INDÚSTRIA 4.0: UM ESTUDO DA UTILIZAÇÃO DA REALIDADE AUMENTADA
CURITIBA 2019

GABRIELA GARCIA
INTEGRAÇÃO DO LEAN MANUFACTURING E A INDÚSTRIA 4.0: UM ESTUDO DA UTILIZAÇÃO DA REALIDADE AUMENTADA
Artigo apresentado como requisito parcial à conclusão do Curso de Especialização em Engenharia de Produção, Setor de Tecnologia, Universidade Federal do Paraná. Orientador: Prof. Dr. Marcelo Gechele Cleto
CURITIBA
2019

Integração do Lean Manufacturing e a Indústria 4.0: um Estudo de Caso da Utilização da Realidade Aumentada
Gabriela Garcia
RESUMO Diante do novo cenário industrial globalizado e competitivo, as empresas têm buscado diminuir os prazos e custos, assim como melhorar a qualidade aliada a maior flexibilidade da produção. O sistema Lean de produção já é muito difundido no mercado e de grande importância para melhoria contínua nas empresas. A chegada da quarta revolução industrial trouxe a necessidade de atualização do sistema de gestão anteriormente dominado pelo Lean Manufacturing. A integração entre as ferramentas Lean e a Indústria 4.0 revelam questionamentos pertinentes, os quais são abordados no presente artigo. Tendo em vista ambos os conceitos citados, este trabalho tem o objetivo de verificar, através de pesquisas bibliográficas, a aderência de novos conceitos da Indústria 4.0, em especial a Realidade Aumentada, aos conceitos consolidados do sistema de produção enxuta. A partir do estudo de aplicações da Realidade Aumentada na indústria, buscou-se analisar os pontos de integração entre o Lean Manufacturing e a Indústria 4.0, a fim de esclarecer a contribuição de ambos os métodos para evolução dos sistemas de produção. Palavras-chave: Indústria 4.0. Produção enxuta. Lean Manufacturing. Realidade Aumentada.
1 INTRODUÇÃO
Com o aumento da competitividade, as empresas têm buscado diferentes formas
de se manterem no mercado atual. Entretanto, após a segunda e terceira revolução
industrial, os avanços nesse setor vêm acontecendo de forma incremental, ou seja,
apenas utilizando-se de conceitos e ferramentas que já são amplamente incorporados
pela indústria. Como exemplo dessa transformação, pode-se citar o sistema Lean de
produção, o qual estabelece processos robustos e padronizados para que se eliminem
desperdícios e que se aumente a eficiência da fábrica.

A quarta revolução industrial surgiu em meio aos rápidos avanços tecnológicos
ocorridos nos últimos anos. A Indústria 4.0, como também é conhecida, chegou
trazendo conceitos inéditos e novos recursos, os quais são capazes de trabalhar de
maneira integrada com as ferramentas já existentes. Para que as iniciativas desta
nova revolução industrial sejam implementadas de maneira eficaz, é necessário que
os processos já existentes na indústria sejam bem estabelecidos.
As ferramentas da Indústria 4.0 podem circular em praticamente todas as áreas de
uma organização. A aplicação estudada é a utilização da tecnologia de Realidade
Aumentada em diferentes segmentos do processo industrial. Essa ferramenta possui
a característica de mesclar o mundo real com conteúdo virtual, sendo capaz de
fornecer informações relativas ao processo de uma forma completamente diferente
dos meios tradicionais, que usam documentos físicos e imagens em 2D, por exemplo.
2 REVISÃO DE LITERATURA
2.2 Lean Manufacturing
O Lean Manufacturing, também conhecido por Sistema Toyota de Produção,
foi criado no Japão após a Segunda Guerra Mundial onde, na década de 60, o
mercado exigia maior flexibilidade e juntamente com o crescimento dos concorrentes
conduzia a um novo sistema de produção (OHNO, 1997)
O sistema de produção enxuta tem como foco a eliminação sistemática dos
desperdícios (SHINGO, 1996). Dessa forma opera para que o produto final seja
produzido na quantidade e momento certo, conforme demanda do cliente, além de
compor um fluxo contínuo de materiais na produção.
Com o objetivo de eliminar os desperdícios a fim de tornar a empresa mais
flexível e capaz de responder as necessidades dos clientes, entregando produto ou
serviço no menor tempo possível com qualidade e baixo custo, a Produção Enxuta
apoia-se em cinco princípios (WOMACK et al., 2004):
Valor: A empresa deve identificar e atender a necessidade do cliente e por fim
cobrar o preço específico de forma a manter a competitividade no mercado.
Fluxo de Valor: Identificar o fluxo de valor analisando toda a cadeia produtiva
identificando e corrigindo as atividades que não agregam valor ao cliente.

Fluxo Contínuo: Criar um fluxo de processo sem interrupções, desperdícios e
estoques de forma que fluam os processos e as atividades reduzindo tempo de
produção.
Produção Puxada: A produção puxada acontece quando a demanda em
determinada seção ou célula é gerada pela necessidade da seção ou célula de
trabalho seguinte. (SEVERO, 2006).
Perfeição: É o aprimoramento contínuo em busca da perfeição. A partir do
momento em que a empresa especifica o valor com exatidão, identifica o fluxo
de valor, busca o fluxo contínuo de seu processo e deixa que o cliente puxe o
valor a perfeição deixa de ser uma utopia.
Para a implantação da produção enxuta, conforme Shah e Ward (2007), deve-se
trabalhar com diversas ferramentas, práticas gerenciais e com a mentalidade Lean de
forma integrada. Busca-se atingir os objetivos, apoiando-se sobre as práticas
estabelecidas pelos pilares do Just in Time e do Jidoka (autonomação). Há uma
constante aplicação de ferramentas que estruturam e garantem o funcionamento
desses pilares e uma interação constante com o Kaizen (melhoria contínua), pautados
sobre a padronização do trabalho e o nivelamento da produção (Heijunka).
2.2 .1 Ferramentas do Lean Manufacturing
A fim de sustentar a mentalidade enxuta, garantindo a identificação e eliminação
de desperdícios, certas ferramentas e práticas devem ser aplicadas, algumas das
principais serão abordadas a seguir.
2.2.2 5 S
O 5s surgiu no Japão em meados do século XX e consiste basicamente no
empenho das pessoas em organizar o local de trabalho por meio de manutenção
apenas do necessário, da limpeza, da padronização e da disciplina na realização do
trabalho, com o mínimo de supervisão possível.
O programa cinco sensos, mais conhecido como 5S, é considerado o passo inicial
para a implantação de programas de qualidade (CAMPOS, 1992). Ele se baseia nas
iniciais de cada senso escrito em japonês. As palavras são Seiri (seleção), Seiton
(ordenação), Seisoh (limpeza), Seiketsu (padronização) e Shitsuke (disciplina).
(ISHIKAWA, 1986). A grande virtude do programa, além de ser uma introdução para

outros programas de qualidade, está na mudança de comportamento dos funcionários
envolvidos e a busca de um ambiente de trabalho agradável. Sendo assim, as
empresas têm visto no programa uma forma de integração dos funcionários e
padronização das atividades, por isso ele tem sido amplamente difundido. (OSADA,
1992).
2.2.3 Just in Time – incluindo a produção puxada, nivelamento da produção e o sistema Kanban
O Just in Time é um aglomerado de procedimentos que são planejados e
elaborados para atender uma alta quantidade de produtos a produzir, adotando-se
assim estoques reduzidos de matérias-primas, estoques entre as etapas produtivas e
pertences já efetuados. Ele tem como objetivo fundamental à melhoria contínua do
processo produtivo.
Segundo Corrêa (2009), a principal característica da filosofia JIT é trabalhar com
a produção puxada ao longo do processo, de acordo com a demanda. O material só́
é solicitado se realmente existe a necessidade de sua utilização. Percebe-se
verdadeiramente um combate ao desperdício, totalmente contrária à produção
empurrada, onde se acumulam estoques e custos para mantê-los. Neste caso, as
operações são disparadas pela disponibilidade do material a processar. Uma vez
completada a primeira operação, o lote é enviado para a operação seguinte,
esperando sua vez de encabeçar o lote a ser processado.
O Heijunka, ou nivelamento da produção, está associado em manter um padrão
repetitivo de sequência de modelos de produtos em termos de mix de produtos e
volume da produção. Desta forma, Liker (2005) afirma que ao invés de produzir cada
tipo de produto apenas uma ou poucas vezes ao mês, o nivelamento busca produzir
diariamente cada tipo de produto.
O sistema Kanban é um sistema de controle do fluxo de informações e produção
em um ambiente JIT, que controla harmoniosamente a produção necessária na
quantidade e no tempo necessário, reduzindo os tempos de espera, diminuindo os
estoques, melhorando a produtividade e interligando todas as operações de produção
interna na fábrica e os processos de fornecimento de materiais de fornecedores
externos. Kanban significa cartão, literalmente, um registro ou placa visível, usada
como meio de comunicação, transmissão de dados e informações.

2.2.4 Mapeamento de Fluxo de Valor (VSM)
O Mapeamento de Fluxo de Valor é uma ferramenta simples e visual baseada
em processos, a qual permite a documentação, visualização e compreensão de fluxos
de processos, a fim de identificar os desperdícios e providenciar sua eliminação. Além
disso, engloba uma variedade de práticas de gestão, tais como, Just in time, sistemas
de qualidade, células de manufatura, gestão de suprimentos, entre outras.
O VSM é uma análise detalhada dos materiais e informações que fluem através
dos vários níveis de uma estrutura de produção. Isso permite identificar as fontes de
desperdício e propor um estado futuro desejado que guiará a implementação do Lean.
O mapeamento de fluxo de valor é construído pelos seguintes passos: primeiro a
definição do produto ou família de produtos a ser mapeada, o segundo passo trata-se
do desenho do estado atual, identificando suas oportunidades de melhoria e o terceiro
consiste na criação do mapa futuro com a eliminação das ineficiências (ROTHER,
2012).
2.2.5 Manutenção Produtiva Total (TPM)
Pode-se definir a TPM como sendo um sistema de manutenção que envolve a
participação de todos os setores e escalões da empresa, principalmente produção e
manutenção, objetivando a melhoria na eficiência dos equipamentos e a
responsabilização de todos sobre a manutenção dos bens produtivos (NAKAJIMA,
1989).
A Manutenção Preventiva Total se apoia sobre oito pilares para atingir maior
eficiência produtiva, sendo eles: Melhoria Focada ou Específica, Manutenção
Autônoma, Manutenção Planejada, Treinamento e educação, Gestão antecipada,
Manutenção da Qualidade, Segurança, saúde e o meio ambiente e Melhoria dos
processos.
A partir dos oito pilares citados, a metodologia TPM vislumbra a qualidade total em
todo seu processo produtivo. Portanto, está presente em todas as etapas e para que
ocorra de forma positiva e eficaz, faz-se necessário que o grupo dentro de suas

atribuições estejam dispostos a cumprir suas etapas, sendo necessária formação
prévia e pessoal capacitado para nortear todo o processo.
2.2.6 Single Minute Exchange of Dies (SMED)
Segundo Shingo (1985), uma das maiores dificuldades que as empresas
enfrentam é causada por uma produção muito diversificada associada a um baixo
volume. O que acaba por originar várias mudanças de setup, durante as quais não se
produz, apenas se aumenta o custo e o tempo. Ambos devem ser entendidos como
desperdícios, portanto é necessário reunir esforços para o eliminá-los. E da
necessidade de mitigar estas dificuldades, surgiu a metodologia Single Minute
Exchange of Die, baseada em conceitos teóricos e técnicos para a realização das
tarefas de setup em menos de dez minutos. E mesmo quando não é possível reduzir
esses tempos para valores inferiores a dez minutos, esta metodologia garante
normalmente reduções significativas.
O SMED é uma das ferramentas Lean utilizadas com o intuito de reduzir
desperdícios e aumentar a flexibilidade, através da redução do tempo de mudança de
setup. Esta redução permite às empresas diminuir o tamanho dos lotes a produzir e
melhorar o fluxo do processo. Esta necessidade deve-se ao fato de o mercado exigir
cada vez mais uma maior diversidade de produtos com ciclos de vida cada vez menor
e com a necessidade das empresas reduzirem o seu inventário.
2.2.7 Poka-yoke
Um dispositivo Poka-yoke dentro da manufatura tem como funções básicas a
paralisação de um sistema produtivo (máquina, linha, equipamento etc.), o controle
de características pré-estabelecidas do produto e/ou processo e a sinalização
quando anormalidades são detectadas. Tais funções básicas são utilizadas para
prevenir defeitos, impedindo a sua ocorrência ou detectando-o após o seu evento,
podendo, assim, serem classificadas como função reguladora ou mecanismos de
detecção (MOURA et al., 1996).
Shingo (1996) classifica os dispositivos Poka-yoke da seguinte forma:
Método do Controle: Para a linha ou a máquina de forma que a ação
corretiva seja imediatamente implementada;

Método da Advertência: Detecta a anormalidade e sinaliza a ocorrência
através de sinais sonoros e/ou luminosos para atrair a atenção dos
responsáveis;
Método do Contato: Detecta a anormalidade na forma ou dimensão
através de dispositivos que se mantêm em contato com o produto;
Método do Conjunto: Utilizado em operações executadas numa sequência
de movimentos ou passos pré-estabelecidos, garantindo que nenhum dos
passos seja negligenciado;
Método das Etapas: Evita que o operador realize, por engano, uma
etapa que não faz parte da operação, executada através de
movimentos padronizados.
2.2.8 Kaizen
Segundo Oishi (1995), a palavra Kaizen é expressa como sinônimo de melhoria.
E através dele, a empresa busca melhorias em vários pontos de vista (técnico,
eficiência, econômico, etc.). Isso significa que através da melhoria contínua criam-se
esforços para implantação de ações visando a resolução de problemas. Em geral,
estas ações buscam a redução de gastos, melhoria da qualidade e aumento da
produtividade.
A filosofia Kaizen se baseia exclusivamente na eliminação de desperdícios
utilizando resolução de problemas que sejam baratos e de bom senso, e que se
apoiem na criatividade e motivação dos funcionários para melhorar a prática em seus
processos de trabalho, com foco na busca pela melhoria contínua (SHARMA, 2003).
A metodologia Kaizen, apesar de buscar a melhoria contínua, exige também
padronização, pois acredita-se que não pode haver melhoramento onde não existem
padrões e é válido mencionar ainda que os padrões criados servem apenas para
serem substituídos por padrões melhores. O foco da metodologia é voltado aos
processos, e não especificamente aos resultados, pois só a partir da melhoria de
processos, os resultados serão afetados (IMAI, 1992).
2.2.9 Standardized Work (SW)

O Standard Work, ou trabalho normalizado, é composto por um conjunto de
procedimentos de trabalho (uma rotina padrão) que visa estabelecer os melhores
métodos e sequências para cada processo e para cada trabalhador (THE
PRODUCTIVITY PRESS DEVELOPMENT TEAM, 2002). As operações devem ser
seguidas exatamente como estão definidas, não havendo margem para a
improvisação e é referido muitas vezes como padrão de trabalho inflexível (AREZES
et al., 2010). Para Feng e Ballard (2008) o Standard Work é um método onde se define
como é que as operações devem ser realizadas num posto de trabalho de um sistema
produtivo, impedindo que os operadores executem as operações de forma aleatória.
Esta inexistência de aleatoriedade nos processos de fabricação permite reduzir
variações nos tempos de ciclo pois a sequência das operações, e é definida de acordo
com o takt time, de modo a responder às necessidades da procura (MONDEN, 1998).
Ou seja, o objetivo destas restrições está relacionado com a eliminação de Mura
(variabilidade) de forma a que seja possível melhorar a qualidade, a segurança,
eficácia e o planejamento (AREZES et al., 2010).
As operações e procedimentos normalizados permitem produzir eficientemente
com o mínimo de desperdícios possível, utilizando regras e métodos eficientes (LIM
et al., 1999). Losonci et al. (2011) afirmam que ao estarem descritas as operações a
executar, os operadores conseguem tornar-se polivalentes, pois têm acesso a toda a
informação e podem aprender a executar novas tarefas, o que garante uma maior
flexibilidade do sistema de produção.
2.2 Indústria 4.0
A 1ª Revolução Industrial ocorreu entre 1760 e 1840, em decorrência da
construção de ferrovias e pela invenção das máquinas a vapor. Já a 2ª Revolução
Industrial, iniciada no final do século XIX foi consequência da introdução da energia
elétrica e da linha de montagem, possibilitando a produção em massa. A 3ª Revolução
Industrial começou na década de 1960 e foi impulsionada pelo desenvolvimento dos
semicondutores, da computação pessoal e da Internet. A 4ª Revolução Industrial teve
início no início dos anos 2000 e é caracterizada pela maior integração da Internet nos
processos produtivos, sensores menores e mais baratos e inteligência artificial
aplicada nas máquinas. (SCHWAB, 2016).

Schwab (2016) afirma que a 4ª Revolução Industrial permitirá avanços sócio
econômicos com a integração da economia global, criando novas demandas para
serviços e produtos. Ainda segundo o autor, a 4ª Revolução Industrial irá provocar o
esforço da comunidade governamental e empresarial para aproveitar plenamente as
facilidades oferecidas pelos recursos digitais.
Hermann et al. (2016) definem Indústria 4.0 como um termo coletivo para
tecnologias e conceitos da cadeia de valores da organização. Ainda de acordo com
os autores, dentro das Fábricas Inteligentes, em inglês Smart Factories, estruturadas
ao molde da Indústria 4.0, os Sistemas Físicos Cibernéticos monitoram os processos
físicos, criam uma cópia virtual do mundo físico e tomam decisões descentralizadas.
Outro aspecto levantado por Hermann et al. (2016) é que os Sistemas Físicos
Cibernéticos são integrados com a Internet das Coisas, em inglês Internet of Things,
com os humanos, e com a Internet dos Serviços, sendo que esta última oferece
serviços, tanto de natureza interna quanto externa, utilizados pelos stakeholders da
cadeia de valor.
De modo a implementar a Indústria 4.0, Kagermann et al. (2013) sugerem três
características principais a serem consideradas:
Integração Horizontal: a organização deve, ao mesmo tempo, competir e
colabor com outras organizações relacionadas. Por meio desta cooperação,
ambas corporações podem se fortalecer através da formação de um
ecossistema eficiente de troca de informações, o qual poderá agregar valor aos
seus modelos de negócios.
Integração Vertical: uma fábrica possui vários sistemas e departamentos, como
controle e gerenciamento de produção, planejamento coorporativo e sistemas
de sensores, sendo essencial a integração entre todos esses sistemas e
departamentos para permitir um sistema de manufatura flexível e configurável
por meio de um sistema auto organizado que se adapta dinamicamente a
diferentes tipos de produtos e processa um grande volume de informações.
Engenharia de ponta a ponta: em um processo de criação de valor centrado no
produto, toda a cadeia de atividades envolvida, desde o processo de coletar e
identificar requisitos do cliente até o processo de reciclagem do produto, deve
estar integrada por meio de um modelo de produto contínuo e coerente.
Rüßman et al. (2015) identificam que os avanços tecnológicos implicaram em um
aumento de produtividade na indústria com o passar dos anos. Ao referir-se a tal

assunto, os autores apontam que a 4ª Revolução Industrial surge como uma nova
onda de transformação tecnológica industrial digital e é sustentada por 9 pilares
fundamentais, sendo eles: Big Data, Robôs Autônomos, Simulação, Integração
Vertical e Horizontal, Internet das Coisas, Segurança Cibernética, Nuvem, Manufatura
Aditiva e Realidade Aumentada.
2.3 Realidade Aumentada
A Realidade Aumentada (RA), é a interação entre uma plataforma virtual e o
ambiente real, através da utilização de um conjunto de aparelhos constituído por
câmeras, computador e visor. Este conceito cria uma fusão entre o ambiente real e o
ambiente virtual, o que leva a uma interação em tempo real. Os objetos virtuais são
colocados no ambiente real e nunca o contrário e para que haja interação entre os
dois ambientes, é necessário que o posicionamento e alinhamento dos objetos
virtuais, calculados pelo computador, estejam de acordo com a orientação e
posicionamento do ambiente real (AZUMA et al., 2001).
Na realidade aumentada é muito importante o posicionamento e alinhamento dos
elementos virtuais. Para haver interação entre os dois ambientes é necessário que
existam alguns comandos de entrada de dados, além de imagens, sensores e GPS.
Deste modo a realidade aumentada necessita de muita informação. Essa informação,
depois de captada, é processada e enviada para o periférico de visualização. É
necessário que haja rapidez no processamento da informação, pois a interação entre
o ambiente real e o virtual é quase instantânea (AZUMA et al., 2001).
No início de seu desenvolvimento, a realidade aumentada era uma tecnologia
considerada cara e, portanto, o desenvolvimento de aplicações exigiam altos
investimentos. Depois de décadas de aprimoramento da tecnologia, com o
melhoramento das câmeras, sensores, algoritmos de rastreamento e tecnologias de
visualização, e com a evolução da tecnologias de informação, a RA entrou no
mercado de consumo (AZUMA, 2016). Na atualidade a realidade aumentada é
reconhecida como uma das principais tecnologias na 4ª revolução industrial, chamada
Indústria 4.0.
No caso de aplicações em Realidade Aumentada, aplicativos utilizam a câmera de
dispositivos compatíveis (smartphones, tablets, óculos especiais) para mapear
ambientes reais. Após o tratamento e seleção dos dados, informações ou instruções
interativas mais relevantes para aquela determinada situação, o software sobrepõe

elementos visuais como gráficos, botões ou outras formas de visualização sobre a
visão que o usuário possui em seu dispositivo, permitindo que ele extraia mais
conteúdo, ou até mesmo que envie comandos aos objetos por meio da própria
aplicação.
A estratégia na Indústria 4.0 é integrar toda a cadeia de valor para atender uma
demanda crescente da indústria mundial e a RA é uma das principais novas
tecnologias abordadas por esse conceito por ajudar os processos industriais a se
tornarem mais inteligentes, principalmente nas operações que requerem
procedimentos, na manutenção e assistência remota, no treinamento dos
colaboradores, no controle da qualidade, na gestão de riscos, no design de produtos
e na logística.
3 METODOLOGIA
Neste capítulo primeiramente serão apresentados métodos de utilização da
tecnologia de realidade aumentada para implantação de ferramentas do lean
manufacturing na indústria.
3.1 5S
O método dos 5S é normalmente a primeira ferramenta a ser utilizada quando se
quer implementar a filosofia Lean e também uma das mais importantes pelo seu
caráter educacional e disciplinar. Esta técnica está direcionada para a limpeza e
organização, de modo a permanecer nos postos de trabalho apenas e só́ o que é
necessário para a produção (SIMONS et al., 2010).
A conciliação do método 5S com a realidade aumentada pode trazer melhores
resultados para as empresas. Por exemplo, utilizando QRcodes, os funcionários
conseguem ativar o sistema de RA em seus óculos, os quais poderiam demonstrar
como sistematizar, arrumar e limpar seus postos. Com isso os empregados serão
instruídos, de maneira didática, à reavaliar o que é realmente necessário para efetuar
seu trabalho e o que pode ser eliminado, visando a efetividade do modelo 5S.
Pensando em ambientes como armazéns ou almoxarifados, o 5S é uma
ferramenta essencial para manter os postos de trabalho organizados. Por exemplo, o
funcionário pode utilizar um óculos de realidade aumentada ativado por marcas

fiduciais (QRcode ou código de barras, por exemplo), assim ele visualizará o ambiente
real acrescido de elementos virtuais, os quais o levariam à realizar os 5 passos do
método 5S.
Começando pelo primeiro passo do método 5 S, o Seiketsu, nele o trabalhador
aprenderia a sistematizar a organização e limpeza de seu espaço. Em segundo lugar
ele faria uma triagem dos objetos de seu ambiente, aprendendo quais deles são
essenciais para realização de seu trabalho, utilizando o chamado Seiri. Em seguida o
empregado passaria pelo Seiso, que é o passo direcionado à retirada das sujidades
do local. O quarto passo seria o Seiton, nele o utilizador é instruído em como organizar
seus objetos de modo à estarem sempre acessíveis. No último passo chamado de
Shitsuke, o óculos de realidade aumentada resumiria os quatro passos anteriores para
que o operador fixasse o método e também percebesse melhorias possíveis de serem
aplicadas.
3.2 Kanban
O sistema Kanban é uma técnica de gestão de materiais e de produção, um
método empregado para puxar os materiais, para repor a quantidade requerida pelo
cliente ou pelo processo seguinte, portanto, é o oposto do sistema tradicional que
empurra o material para o processo seguinte ou para o estoque com base numa
expectativa de consumo, previsão ou plano. Para controlar a prioridade de produção,
quando um posto de trabalho produz mais de um tipo de peça, é utilizado o quadro de
controle do Kanban. Este quadro é um painel com objetivo de orientação e priorização,
onde cada coluna representa um item, e as três faixas de cores que definem a sua
criticidade, como um semáforo.
O Kanban eletrônico é uma solução tecnológica desenvolvida para ser um sistema
integrado provedor de informações de apoio a implantação e sustentação de
metodologias de produção puxada. As principais funções de um sistema de Kanban
eletrônico são o controle de cartões Kanban de forma eletrônica, através de código de
barras ou RFID, e a extensão deste controle para outras áreas produtivas que não
sejam controladas por quadro Kanban, criando assim uma malha de identificação de
operações por toda a linha de produção das empresas
O sistema Kanban utilizando cartões evoluiu para o sistema eletrônico e pode
tornar-se ainda mais tecnológico com a utilização de óculos de realidade aumentada.

Os operadores ao utilizarem os óculos podem comunicar-se entre si sem necessidade
de preencherem cartões Kanban manualmente (LAGE, 2010). O sistema funcionaria
da seguinte forma: quando um lote de determinadas peças acabasse, o colaborador
poderia enviar um QRcode para o posto de trabalho anterior. O operador deste posto
ao fazer a leitura da marca fiducial imediatamente visualizará um cartão Kanban
virtual. Em seguida ele posicionará este cartão em um quadro Kanban, existente no
ambiente real, mas preenchido apenas virtualmente. Ou seja, os funcionários só
conseguem visualizar o quadro com informações através do uso do óculos de RA. E
em seguida um novo lote de peças tem que ser produzido. Ao encerrar a produção do
lote, é enviado um novo QRcode ao posto de trabalho posterior. No monitor do posto
de trabalho, o funcionário visualizará o cartão Kanban virtual referente ao lote
produzido. Assim o fluxo de produção se tornará muito mais ágil e assertivo (LAPPE
et al., 2014)
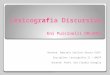
A Figura 1 representa a visão do operador utilizando óculos de realidade virtual.
Com a leitura do código de barras ele consegue enxergar a ordem de serviço a ser
cumprida, assim como registrar o término da atividade, assim substituindo o uso de
cartões Kanban físicos.
FIGURA 1 – ERUGA REALIDADE VIRTUAL NA LOGÍSTICA
FONTE: ERUGA (2018)

3.3 Manutenção Produtiva Total (TPM)
O objetivo do TPM é engajar um senso de união e responsabilidades entre os
supervisores, operadores e técnicos da manutenção. A ideia é não se limitar a
simplesmente manter o equipamento funcionando, mas também estender e otimizar
o seu desemprenho global.
A percepção tradicional que se tem do trabalho da manutenção é consertar
equipamentos que estejam quebrados. Com esta visão, tem-se que as atividades de
manutenção estão delimitadas em ações reativas de reparar ou substituir algo. Este
fenômeno é conhecido como manutenção reativa ou manutenção de quebras ou
manutenção corretiva.
Entretanto, uma visão mais recente da manutenção a define como sendo todas as
atividades desenvolvidas para manter ou restaurar um item em seu estado físico, com
relação as suas especificações originais, para obtenção do rendimento projetado.
Obviamente o escopo da manutenção não deve ficar restrito somente a ações
reativas, mas também deve incluir ações proativas como: inspeções periódicas,
substituições preventivas e monitoramento das condições.
A área de manutenção é uma das mais promissoras para utilização da tecnologia
de Realidade Aumentada. Um exemplo de aplicação já implantado é utilização de
tablets capaz de fazerem o reconhecimento das máquinas no ambiente real,
fornecendo manuais, tutorias e instruções em tempo real para o operador. Há ainda
a possibilidade de exercer a mesma função através de óculos de RA, os quais
facilitariam o acesso à informação, pois o operador não precisaria utilizar as mãos
para comandá-los, já que os tablets necessitam dos comandos manuais
(HENDERSON, 2007).
Outro exemplo, é o uso de óculos de realidade aumentada para realizar a
manutenção à distância. Caso um funcionário não consiga realizar a manutenção de
determinada máquina, ele pode transmitir o que vê, em tempo real, para um
especialista que pode resolver o problema de onde estiver, passando instruções
também via RA. Isso só é possível, pois esta tecnologia tem a capacidade de fornecer
uma visão interna das máquinas e processos. Com um dispositivo de RA é possível
analisar características internas de um processo produtivo ou uma máquina, assim o
trabalho dos técnicos fica muito mais eficiente e didático (MASONI et al., 2017)

Treinamentos também podem ser aplicados com auxílio da realidade
aumentada, assim os operadores podem aprender como as máquinas funcionam
internamente e qual o passo a passo para realização da manutenção com eficiência,
aumentando a confiabilidade do processo
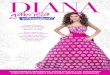
A Figura 2 representa a utilização de óculos de realidade aumentada para
realização de manutenção em máquina. Neste caso o operador pediu auxílio de um
especialista, o qual mantém contato direto em uma chamada de vídeo e supervisiona
a atividade do operador in loco.
FIGURA 2 – UTILIZAÇÃO DA REALIDADE EUMENTADA NA MANUTENÇÃO
FONTE: ERUGA (2018)
3.4 Single Minute Exchange of Die (SMED)
O método SMED, conhecido como troca rápida de ferramentas, tem como objetivo
a diminuição do tempo de mudança de ferramentas ou moldes das máquinas,
chamado de setup. A redução deste intervalo é de grande importância para que a
linha de produção permaneça pouco tempo parada sem produzir.
O óculos de realidade aumentada pode auxiliar na troca de ferramentas das
máquinas da seguinte maneira: usando um comando de voz, o utilizador aciona o
óculos de RA, este equipamento irá sobrepor elementos virtuais ao ambiente real de
trabalho, ou seja, o operador visualizará a máquina na qual deve trocar ferramentas e

junto à ela serão acrescidas orientações de como realizar esta mudança (GOLCHEV,
2018).
Estas orientações podem ser feitas de maneira gradativa, ao utilizar o primeiro
comando de voz o empregado visualizará o primeiro passo, por exemplo desapertar
um parafuso. Com um novo comando de voz, será demonstrado o segundo passo,
como retirar uma peça, por exemplo. E assim sucessivamente até que a troca de
ferramenta seja concluída na máquina.
Outro parâmetro que pode ser utilizado no óculos de RA, é o tempo. Ele é essencial
na realização do setup. Considera-se importante estabelecer metas de tempo para
conclusão das tarefas, pois com a utilização desta tecnologia o operador sente-se
mais seguro e amparado ao realizar as mudanças estabelecidas. Com isso ele se
tornará mais ágil e especializado, o que resultará numa redução de tempo do setup e
consequentemente melhores resultados à empresa.
Além da utilização de óculos de RA durante o setup, sugere-se que sejam feitos
treinamentos utilizando-se desta tecnologia, não só com o uso de óculos de RA, mas
também de dispositivos como tablets, por exemplo. Estes treinamentos têm como
objetivo explicar de maneira didática como os operadores devem executar cada passo
da mudança de ferramentas e assim deixa-los mais confiantes ao efetivamente
realizá-las. Na Figura 3 é demonstrada a visão de um operador ao utilizar os óculos
de RA para treinamento para troca de ferramentas. Nela está representada a máquina
na qual será realizada a troca de setup, juntamente com as instruções para
cumprimento da atividade.
FIGURA 3 – REALIDADE VIRTUAL – TREINAMENTO 4.0

FONTE: ERUGA (2018)
3.5 Poka-yoke
O Poka-yoke tem como objetivo prevenir possíveis erros ou defeitos durante o
processo produtivo. O método de controle e de advertência são amplamente utilizados
na indústria, ambos já foram esclarecidos anteriormente. No método de controle,
quando uma avaria ou uma falha é detectada, a máquina é imediatamente parada,
em alguns casos a linha inteira de produção tem que ser interrompida. A linha só irá
voltar a produzir após o reparo da máquina. Já no método de advertência o operador
tem autonomia para tomada de decisão, pois o erro é apenas detectado e ele deve
decidir qual providência tomar.
Em empresas que o controle de qualidade é extremamente importante, por
exemplo na indústria automotiva, o Poka-yoke aliado à realidade aumentada pode
facilitar as inspeções da área da qualidade. Utilizando óculos de realidade aumentada,
o operador conseguiria fazer a leitura da peça através de um QRcode. Para
inspecioná-la, esta tecnologia poderia sobrepor uma peça (com malha renderizada),
considerada perfeita dentro dos padrões de qualidade estabelecidos, à peça que o
utilizador tem que realizar a inspeção. Se a peça inspecionada conferir com a peça
ideal, a qualidade exigida é comprovada. Já se houverem diferenças entre elas, o
operador tem a função de determinar se o erro ou avarias são passíveis de correção
(NÖLLE et al., 2016). Caso haja solução de reparação, o método do Poka-yoke de

controle é acionado. Mas se não houver como transformar a não conformidade da
peça em conformidade, o Poka-yoke de advertência é utilizado.
Com a utilização da Realidade Aumentada, o processo de inspeção da qualidade
pode ter sua confiabilidade aumentada, assim como maior grau de agilidade. Porém
segundo Nölle et al. (2016), os óculos de realidade aumentada ainda não possuem
qualidade suficiente de renderização para inspeções minuciosas. Mas como esta
tecnologia vem avançando exponencialmente, acredita-se que este avanço está
próximo de ser alcançado.
Como exemplo de empresa utilizadora da realidade aumentada, a Renault tem se
demonstrado pioneira na área. Os óculos de RA são ferramentas usadas nas
inspeções de qualidade dos carros já montados. Através do óculos o operador
consegue ter acesso à informação dos pontos de atenção que devem ser
inspecionados e através do áudio ele também recebe alertas. Esta aplicação tem
como objetivo apoiar os inspetores na realização do trabalho e trazer excelência aos
índices de qualidade da empresa. Na Figura 4 é demonstrado parte da aplicação do
óculos de RA na Renault.
FIGURA 4 – RENAULT LEVA REALIDADE AUMENTADA PARA PROCESSO PRODUTIVO
FONTE: GOEPIK (2018)
3.6 Standardized Work (SW)
Como foi descrito anteriormente, o trabalho padronizado apresenta como
finalidade documentar e controlar de acordo com padrões a execução de operações

e tarefas indiretas, de modo a eliminar variações (desperdícios), permitindo melhorias
contínuas. Além disso, ele auxilia a orientação do trabalho, fazendo com que se
encontre um padrão entre turnos para ergonomia, qualidade, produtividade e
segurança, diminuindo assim a variabilidade do processo.
Durante o processo de padronização é importante utilizar ideias dos próprios
funcionários para aprimorar as instruções de trabalho, dando a oportunidade para eles
contribuírem de forma efetiva na melhoria contínua do processo. As pessoas desejam
poder assumir a responsabilidade por seus próprios recursos e querem sentir que
estão dando uma contribuição pessoal para algo importante.
Para garantir a constância da qualidade e o fluxo contínuo das peças é necessário
a realização de treinamentos para todos os operadores compreenderem a
padronização do trabalho. Durante o treinamento os operadores devem entender a
importância de realizar as operações da mesma maneira. Isto não significa que um
novo modo de trabalho não possa ser sugerido pelos operadores e implantado para
todos os turnos, mas sim que estas alterações devem ser feitas de maneira
controlada.
Assim como foi descrito nas seções anteriores, a realidade aumentada pode ser
implementada na fase de treinamento, neste caso a fim de obter a padronização na
execução das atividades. Outro cenário interessante para implementação da
realidade aumentada, seria em uma linha de montagem de placas de circuitos
eletrônicos, por exemplo. Se os operadores utilizassem óculos de realidade
aumentada, ativados através de QRcodes presentes nas placas a serem montadas,
eles poderiam visualizar o layout dos componentes e assim saberiam exatamente qual
seria o circuito a ser construído. Essa função poderia ser ativada para diferentes tipos
de placas eletrônicas, ou seja, diferentes lotes de produção, cada um com sua marca
fiducial específica para orientar os operadores. A implantação da Realidade
Aumentada garantiria mais confiança para os funcionários no processo de montagem,
trazendo a padronização da atividade de maneira didática e eficiente (GORECKY,
2013).
A Figura 5 demonstra uma linha de montagem de placas eletrônicas, na qual as
operadoras executam as soldas orientadas pelo layout apresentado nas telas. A
utilização dos óculos de RA executaria a mesma função das telas, mas de maneira
interativa. Os seja, o layout virtual dos circuitos poderia ser projetado de maneira
virtual sobre as placas pertencentes ao ambiente real. Esta tecnologia traria melhoria

no aspecto ergonômico do posto de trabalho, pois as operadoras não precisariam
inclinar a cabeça para enxergarem a tela, já que estariam utilizando os óculos como
guia. E também é importante citar que a atividade padronizada traria mais agilidade,
menos desperdícios e erros e também reduziria o tempo de ciclo da montagem das
placas. FIGURA 5 – SETOR DE MONTAGEM DA EMBTECH
FONTE: POÇOS JÁ (2019). 4 DISCUSSÃO
A união do Lean Manufacturing com a Indústria 4.0 é uma importante área de
estudo que necessita ser explorada pela pesquisa. Com o surgimento de um novo
modelo de indústria de manufatura, as indústrias estão buscando cada vez mais novas
formas de modo eficiente para acomodar a união dos conceitos da Indústria 4.0 nas
configurações de industriais já existentes (SANDERS et al., 2017). No entanto, surge
um grande dilema com relação a compatibilidade da filosofia Lean e da Indústria 4.0
para uma nova transformação industrial, isso ocorre devido os princípios do sistema
Lean tentarem reduzir a complexidade para alcançar soluções simples por meios
simples, enquanto a Indústria 4.0 busca simplificar a complexidade do ponto de vista
do utilizador com um controle descentralizado e assistentes inteligentes.
A implantação de equipamentos de automação eleva a qualidade do produto, ao
mesmo tempo em que torna os processos de fabricação mais eficientes. Porém, o
sistema de automação só deve ser integrado à indústria após melhorar o fluxo da
produção, o que pode ser obtido com o sistema Lean. Dessa forma e com uma visão
mais tecnológica, pode-se considerar que a filosofia Lean é um complemento à
automação (SATOGLU et al., 2018), pois não deve-se confiar totalmente nas
tecnologias, devido nem sempre melhorarem o desempenho, e no entanto, podem
tornar o sistema mais complicado, sendo que a complexidade dos sistemas de

produção devem serem reduzidos por práticas enxutas. Assim, é possível verificar
que o sistema Lean e a Indústria 4.0 podem ser perfeitamente integrados em um
sistema de gerenciamento de produção bem sucedido, pois não são mutuamente
exclusivas (SATOGLU et al., 2018).
A integração entre o sistema Lean e a Indústria 4.0 ainda será capaz de superar as
deficiências das práticas convencionais, melhorando a produtividade e eliminando os
resíduos (SANDERS et al., 2016). O processo de transição para a Industria 4.0 ocorre
de forma gradativa e o Lean Manufacturing impulsiona essa transição por ser uma
forma de gestão que visa eliminar os desperdícios e aumentar a produtividade. Isto
permite que as empresas se organizem internamente e revejam seus índices de
produtividade para posteriormente investir em automação. Somente a utilização de
tecnologias não será suficiente para garantir a eficiência da produção e, por isso, o
Lean é muito importante na Industria 4.0. Antes de automatizar processos, instalar
robôs ou sensores, é imprescindível realizar melhorias nos processos e eliminar os
desperdícios. Por outro lado, a Industria 4.0 auxilia a jornada Lean e facilita a
especificação do que é valor para o cliente, auxiliando a sua empresa a manter-se
competitiva no mercado.
Mesmo com o advento da Indústria 4.0 é provável que o sistema Lean torne-se
mais importante para o sucesso da implementação da Indústria 4.0 do que
desaparecer. Pois, antes da implantação da Indústria 4.0 é necessário a aplicação
com sucesso da filosofia Lean, pois a Indústria 4.0 não resolve os problemas de má
gestão e/ou da fraca organização (SATOGLU et al., 2018). Em suma, quando a
tecnologia começa a ser empregada de forma mais efetiva, existe também um
desenvolvimento da manufatura enxuta que faz com que empresas passem a realizar
suas atividades de maneira muito mais ágil e precisa.
A tecnologia de Realidade Aumentada pode incorporar novas interfaces homem-
máquina para a fabricação de aplicações e ativos de TI, exibindo KPIs (Key
Performance Indicator) e feedbacks em tempo real sobre os processos de fabricação,
a fim de melhorar a tomada de decisões (GORECKY, 2014). Desta forma, a RA torna-
se também uma tecnologia de habilitação chave para o ambiente da Indústria 4.0, à
medida que melhora a transferência de informações entre os mundos digital e físico e
auxilia na cooperação entre seres humanos e máquinas (ROMERO, 2016). Através
de informações intuitivas e combinando a inteligência do operador com a flexibilidade

do sistema, a RA aumenta a eficiência do trabalho manual e ao mesmo tempo melhora
sua qualidade (GORECKY, 2013).
Também é importante mencionar que os seres humanos desempenham um papel
fundamental na Indústria 4.0. Os seres humanos têm vantagens em relação às
máquinas devido à criatividade, experiência e resolução de problemas, devido às suas
habilidades senso motoras. A tarefa dos seres humanos dentro da Indústria 4.0 é
definir os objetivos e as regras de produção, enquanto que os sistemas cyber físicos
pertencentes à Indústria 4.0 são capazes de verificar e otimizar sistemas de produção
inteiros (SENDLER, 2013). No entanto, para poder usar todo o potencial da Indústria
4.0, é necessário que os usuários sejam capazes de entender e trabalhar com as
tecnologias no cotidiano da produção (BAUERNHANSL et al., 2014).
De acordo com Brown (2018), a natureza do trabalho no chão de fábrica irá
requerer empregados mais bem capacitados. Ao invés de operar uma única máquina
e monitorar a sua saída, os colaboradores precisarão saber como trabalhar com
computadores para monitorar diversas máquinas de uma só vez e utilizar ferramentas
automatizadas para diagnosticar e resolver problemas de qualidade. Essa novo
requisito tornará essencial competências que antigamente eram raramente
requisitadas de um trabalhador de linha produtiva, como por exemplo: pensamento
crítico, resolução de problemas, gestão de problemas e tomadas de decisão.
6 CONCLUSÃO
A Indústria 4.0 vem trazendo diversos questionamentos a respeito de sua
implementação e também a respeito de sua possível substituição à conceitos
tradicionais de gestão industrial. O presente artigo buscou mostrar que as técnicas da
Indústria 4.0 e do Lean Manufacturing são complementares e não substitutivas, dessa
forma, ambas podem ser trabalhadas de maneira a fortalecer a estratégia da empresa.
Ambos conceitos são claramente aplicáveis de forma paralela, sendo que um
sustenta-se como base para uma melhor implementação do outro e vice-versa.
Embora estes sistemas cyber físicos estejam atualmente numa fase inicial, no
futuro, o uso da tecnologia RA no ambiente industrial será muito mais amplo, visto que
as empresas já constataram que a sua utilização pode oferecer vantagens
significativas na autonomia dos operadores, bem como na melhoria do controle da
qualidade, como foi abordado anteriormente neste artigo.

Diante de tamanha revolução proporcionada pela evolução da indústria, é possível
que num futuro próximo tais sistemas possam implicar enormes impactos tanto no
conteúdo do trabalho quanto na organização do trabalho, e podem mudar a forma
como o fator humano está participando e agregando valor em muitas cadeias de valor
industriais.
REFERÊNCIAS
AREZES, P.; CARVALHO, D.; ALVES, A. Threats and Opportunities for Workplace Ergonomics in Lean Environments. Porto: 17th International Annual EurOMA Conference – Managing Operations in Service Economics, 2010.
AZUMA, R. T.; BAILLOT, Y.; BEHRINGER R.; FEINER S.; FEINER, S. Recent advances in augmented reality. Computers and Graphics IEEE, 2001. AZUMA, R. T. The Most Important Challenge Facing Augmented Reality. Presence: Teleoperators and Virtual Environments, 25(3), pp. 234-238. Cambridge: MIT, 2016. BAUERNHANSL, T.; VOGEL-HEUSER, Birgit; TEN HOMPEL, M. Industrie 4.0 in Produktion, Automatisierung und Logistik. Wiesbaden: Springer Vieweg, 2014. BROWN, A. The State of the American Manufacturing,The Magazine of ASME, issue 5, pp 40-41, 2018.
CAMPOS, V. F. Qualidade Total: Padronização de empresas. Belo Horizonte: Fundação Cristiano Otoni, 1992. ERUGA. Canal da Eruga. Disponível em: <https://www.youtube.com /channel/UCaGyFiPobnmB4dWqTSt5hEw/featured>. Acesso em: abril de 2019. CORRÊA, H.L.; GIANESI, I. Just In Time, MRP e OPT: um enfoque estratégico. São Paulo: Atlas, 2009.

FENG, P.; BALLARD, G. Standardized Work from Lean Theory Perspective, Proceedings of the 16th Annual Conference of the International Group for Lean Construction, Manchester, 2018.
GOEPIK. GoEPIK Indústria 4.0. Disponível em: < https://www.youtube.com/channel/UCX0JklMboMkS3lZ9isKvjyg/featured>. Acesso em: Abril de 2019. GOLCHEV, R. Inter-dependencies Between Lean Manufacturing and Industry 4.0 - A systematic state of the art literature review. Milão (Itália): Politecnico Milano, 2018. GORECKY, D.; CAMPOS, R.; CHAKRAVARTHY, H.; DABELOW, R.; SCHLICK, J.; ZÜHLKE, D. Mastering mass customization - a concept for advanced, human-centered assembly. Romania: Academic Journal of Manufacturing Engineering, [s.l.], v.2, n.11, p.62-67, 2013. GORECKY, D.; SCHIMITT, M.; LOSKYLL, M. Humanmachine-interaction in the industry 4.0 era. Porto Alegre: 12th IEEE International Conference on Industrial Informatics (INDIN), pp.289-294, 27-30, 2014. HENDERSON, S.J.; FEINER, S.K. Augmented Reality for Maintenance and Repair (ARMAR) . Nova York: Columbia University , 2007. HERMANN, M.; PENTEK, T.; OTTO, B. Design principles for industrie 4.0 scenarios. 49th Hawaii International Conference on. IEEE, 2016.
IMAI, M. Kaizen : A Estratégia para o Sucesso Competitivo. São Paulo: Instituto Imam, 1992. ISHIKAWA, K. TQC, total quality control: estratégia e administração da qualidade. São Paulo: IMC, 1986. KAGERMANN, H.; WAHLSTER, W; HELBIG, J. Recommendations for implementing the strategic initiative INDUSTRIE 4.0. Berlin : Forschungsunion,, 2013. LAGE, M J.; Filho, G. M. Variations of the kanban system: Literature review and classification. Amsterdam: Int. J. Production Economics, vol. 2010, no. 125, pp. 13–21. LAPPE, D.; VEIGT, M.; FRANKE, M.; KOLBERG, D.; SCHLICK, J.; STEPHAN, P.; GUTH, P.; ZIMMERLING, R. Vernetzte Steuerung einer schlanken Intralogistik: Simulationsbasierte Potentialanalyse einer bedarfsorientierten Materialversorgung in der Fertigung. Alemanha: Werkstattstechnik online, 104 (2014), no. 3, pp. 112–117 LIKER, J.K. O Modelo Toyota, 14 Princípios de Gestão do Maior Fabricante do Mundo. São Paulo: Bookman, 2005.

LIM, K.; AHMED, P.; ZAIRI, M. Managing waste and looking beyond: the IMI approach. Bingley (Reino Unido): The TQM Magazine, 1999.
LOSONCI, D.; DEMETER, K.; JENEI, I. Factors influencing employee perceptions in lean transformations. Amsterdam: Inernationl Journal of Production Economics, 2011. MASONI, R.; FERRISE F.; BORDEGONI, M.; GATTULLO M.; UVA, A. E.; FIORENTINO, M.; CARRABBA, E.; DONATO, M. Supporting remote maintenance in industry 4.0 through augmented reality. Modena (Itália): 27th International Conference on Flexible Automation and Intelligent Manufacturing, 2017.
MONDEN, Y. Toyota Production System: an integrated approach to Just-In-Time. Norcoss: Engineering and Management Press, 1998. MOURA, R. A.; BANZATO, E. Redução do Tempo de Setup: Troca Rápida de Ferramentas e Ajustes de Máquinas. 1 ed. São Paulo, SP: Instituto Imam, 1996. NAKAJIMA, S. Introdução ao TPM - Total Productive Maintenance. Tradução Mário Nishimura. São Paulo: IMC Internacional Sistemas Educativos, 1989. NÖLLE, S.; KLINKER, G. Augmented Reality as a Comparison Tool in Automotive Industry - Mixed and Augmented Reality. IEEE/ACM International Symposium on, pages 249-250, 22-25 Santa Barbara (EUA), 2006. OHNO, T. O sistema Toyota de produção – Além da produção em larga escala. Porto Alegre: Bookman, 1997. OISHI, M. TIPS: Técnicas Integradas na Produção de Serviços. 1ª ed. São Paulo: Editora Pioneira, 1995. OSADA, T. Housekeepíng 5S: seiri, seiton, seiso, seiketsu, shitsuke. São Paulo: Atlas, 1992. POÇOS JÁ. Placas Eletrônicas – Conheça a empresa poços-caldense de alta tecnologia. Disponível em: < http://www.pocosja.com.br/2019/04/11/placas-eletronicas-conheca-a-empresa-pocos-caldense-de-alta-tecnologia/> . Acesso em: abril de 2019. ROMERO, D.; STAHRE, J.; WUEST, T.; NORAN, O.; BERNUS, P.; FAST-BERGLUND, A.; GORECKY, D. Towards an operator 4.0 typology: a human-centric perspective on the fourth industrial revolution Technologies. Tianjin (China): International Conference on Computers & Industrial Engineering. Nova York (EUA): Curran Associates, Inc., p.1-11, 2017. RÜßMANN, M. et al. Industry 4.0: The future of productivity and growth in manufacturing industries. Boston: Boston Consulting Group, v. 9, 2015. SANDERS, A.K.; ELANGESWARAN, C.; WULFSBERG, J. Industry 4.0 implies Lean Manufacturing: Research activities in Industry 4.0 function as enablers for Lean

Manufacturing. Valencia (Espanha): Journal of industrial engineering and management, 2016. SANDERS, A. K.; SUBRAMANIAN, K. R.; REDLICH, T.; WULFSBERG, J. P. Advances in Production Management Systems. The path to intelligent, collaborative and sustainable manufacturing. Hamburgo (Alemanha): IFIP Advances in information and communication technology. Parte 2, p.341-349, 2017. SATOGLU, S.; USTUNDAG, A.; CEVIKCAN, E.; DURMUSOGLU, M. B. Lean Production systems or Industry 4.0. In: USTUNDAG, A.; CEVIKCAN, E. Industry 4.0: Managing the digital transformation. 1.ed. Estados Unidos: 2018. cap. 3, p.43-59. SENDLER, U. Industrie 4.0 – Beherrschung der industriellen Komplexität mit SysLM (Systems Lifecylce Management). Heidelberg: Springer Vieweg, 2013. SEVERO, J. Administração de logística integrada: materiais, PCP e marketing. Rio de Janeiro: E-papers, 2006. SHAH, R.; WARD, P. Manufatura enxuta: contexto, pacotes de prática e desempenho. Journal of Operations Management, Amsterdam. 2007 vol. 21, p. 129-149. SHARMA, A., MOODY, P. A Máquina Perfeita: Como Vencer na Nova Economia Produzindo com Menos Recurso. São Paulo: Editora Prentice Hall, 2003. SHINGO, S. A Revolution in Manufacturing: The SMED System. Product Press. Cambrigde, MA, 1985. SHINGO, S. O Sistema Toyota de produção do ponto de vista da Engenharia de Produção. 2ª Ed. Porto Alegre: Bookman, 1996. SCHWAB, K. A quarta revolução industrial. São Paulo: Edipro, 2016.
SIMMONS, L.; HOLT, R.; DENNIS, G.; WALDEN, C. Lean Implementation in a Low Volume Manufacturing Environment: a Case Study. Canton (EUA): Proceedings of the 2010 Industrial Engineering Research Conference,2010.
THE PRODUCTIVITY PRESS DEVELOPMENT TEAM. Standard Work for the Shop Floor. New York: Productivity Press, 2002. WANG, S. et al. Implementing smart factory of industrie 4.0: an outlook. International Journal of Distributed Sensor Networks, v. 12, n. 1, p. 3159805, 2016. WOMACK, J.; JONES, D. A mentalidade enxuta nas empresas: elimine o desperdício e crie riqueza. Rio de Janeiro: Elsevier, 2004.