Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO RIO DE JANEIRODepartamento de Engenharia Mecânica
DEM/POLI/UFRJ
MELHORIA DA PERFORMANCE NOS PROCESSOS DE PLANEJAMENTO, PROGRAMAÇÃO E CONTROLE DA
MANUTENÇÃO DOS EQUIPAMENTOS PORTUÁRIOS: REACH STACKERS E EMPILHADEIRAS
Daniele Barbosa Thiago
RIO DE JANEIRO, RJ - BRASIL
JULHO DE 2013

��
Agradecimento
À Deus, que me possibilitou o ir e vir de cada dia me dando força e abrindo
caminhos para a conclusão desse trabalho.
Ao professor Fábio Luiz Zamberlan pela compreensão e colaboração no
desenvolvimento desse trabalho.
Aos meus pais, que souberem me guiar e sempre estiveram do meu lado
me apoiando e dando força em todos os momentos, com muita dedicação para a
realização desse sonho que é um sonho em conjunto. Essa graduação é em
homenagem a vocês.
Ao meu noivo Hugo que me acompanha desde o início da faculdade e me
deu muito apoio em todos os momentos, e estamos terminando mais essa etapa
juntos e dando início á próxima etapa. Sem ele nada disso teria se realizado.
Aos meus amigos, pela compreensão nos momentos de ausência e apoio
nos momentos difíceis.

���
"Desaprender para aprender. Deletar para escrever em cima.
Houve um tempo em que eu pensava que, para isso, seria preciso nascer de
novo, mas hoje sei que dá pra renascer várias vezes nesta mesma vida. Basta
desaprender o receio de mudar"
Martha Medeiros

����
Resumo
Um bom projeto de engenharia não deve apenas estar preocupado em
simplesmente alcançar certo objetivo, é necessário considerar todos os fatores
que influenciam e/ou são influenciados no alcance dessa meta, como ambiente,
pessoas e custos, visando propiciar uma solução que não afete a qualidade e
segurança do ambiente em questão.
Com esses parâmetros, a autora desse projeto realizou um estudo de caso
na coordenação de manutenção da empresa Sepetiba Tecon, que é uma
empresa que atua no segmento portuário e faz parte do grupo da multinacional
CSN. Em primeiro lugar a autora faz um levantamento de todo o setor da
manutenção estudando processos, métodos e índices de medição utilizados
para gerenciar a eficiência e eficácia do setor em estudo.
Após esse mapeamento foram identificados gaps pela autora através do
levantamento de dados históricos, dessa forma foi possível identificar melhorias
a serem feitas principalmente na parte de planejamento programação e controle
da manutenção através da implantação de novos índices de controle (aderência
à programação e manutenção a demanda) e também do acompanhamento de
índices largamente conhecidos (confiabilidade e disponibilidade).
Com as melhorias propostas e implantadas o setor de manutenção obteve
ganhos significativos nos seus índices de medição além de ter sido possível
realizar uma relação com um índice econômico (lucro operacional) trazendo
ganhos para o terminal.

���
Abstract
A good engineering project should not only be concerned with reaching its
goal, it shall also be taken into account all factors that influence or that are
influenced by the reaching of this goal, like the environment, personnel and cost,
in order to result in a solution that does not affect the quality and safety of the
aforementioned environment.
With these parameters, the author of this project performed a case study on
the company Sepetiba Tecon maintenance coordination, which is a company that
is present on the port segment and is part of the multinational CSN group. First,
the author researches of the maintenance sector as a whole, studyinh processes,
methods and measuring indexes utilized to manage the efficiency and
effectiveness of the sector in study.
After this, gaps were identified by the author by using historic data, making it
possible to identify improvements to be done, mainly in programming planning
and maintenance control, by inserting new control indexes (adherence to
schedule and maintenance demand) and also by considering indexes largely
known (reliability and availability).
With the improvements proposed and inserted, the maintenance sector saw
significative gains on its measuring indexes, and it was possible to make a
relation between economic index (operational profit) bringing gains to the
terminal.

��
Conteúdo�
1.� Introdução������������������������������������������������������������������������������������������
2.� Local para estudo de caso����������������������������������������������������������������
2.1.� Companhia Siderúrgica Nacional – CSN�����������������������������������
2.2.� Sepetiba Tecon����������������������������������������������������������������������������
2.2.1.� Equipamentos utilizados�������������������������������������������������������
3.� Definições e conceitos sobre manutenção�������������������������������������
3.1.� História da manutenção�������������������������������������������������������������
3.2.� Técnicas de manutenção����������������������������������������������������������
3.2.1.� Manutenção a demanda������������������������������������������������������
3.2.2.� Manutenção preventiva��������������������������������������������������������
3.2.3.� Manutenção sistemática�������������������������������������������������������
3.2.4.� Manutenção preditiva�����������������������������������������������������������
3.2.5.� Otimização da manutenabilidade����������������������������������������
4.� Índices de manutenção���������������������������������������������������������������������
4.1.� Aderência à programação����������������������������������������������������������
4.2.� Manutenção a demanda�������������������������������������������������������������
4.3.� Confiabilidade de equipamentos�����������������������������������������������
4.4.� Disponibilidade de equipamentos���������������������������������������������
4.5.� Lucro operacional���������������������������������������������������������������������� �
5.� Diagnóstico da manutenção no Sepetiba Tecon�����������������������������
5.1.� Estrutura da equipe do setor de manutenção���������������������������
5.2.� SIGMA������������������������������������������������������������������������������������������
5.3.� Execução e análise de preventivas e extras�����������������������������
5.4.� Execução e análise de manutenção a demanda������������������� �
5.5.� GERROT����������������������������������������������������������������������������������� �
���
6.� Avaliação analítica da manutenção no Sepetiba Tecon��������������� ��
6.1.� Delimitação dos pontos de atuação do projeto���������������������� ��
6.2.� Cenário inicial da manutenção no Sepetiba Tecon���������������� ��
6.2.1.� Aderência à programação�����������������������������������������������������
6.2.2.� Manutenção a demanda��������������������������������������������������������
6.2.3.� Confiabilidade�����������������������������������������������������������������������
6.2.4.� Disponibilidade��������������������������������������������������������������������� �
7.� Propostas e implantação das melhorias������������������������������������������
8.� Definições de metas e resultados alcançados��������������������������������
8.1.� Aderência à programação����������������������������������������������������������
8.2.� Manutenção a demanda�������������������������������������������������������������
8.2.1.� Reach Stacker’s���������������������������������������������������������������������
8.2.2.� Empilhadeiras�����������������������������������������������������������������������
8.3.� Confiabilidade e disponibilidade������������������������������������������������
8.3.1.� Reach Stacker’s������������������������������������������������������������������� �
8.3.2.� Empilhadeiras������������������������������������������������������������������������
9.� Avaliação financeira�������������������������������������������������������������������������
10.� Conclusão���������������������������������������������������������������������������������������
11.� Definição de termos����������������������������������������������������������������������
12.� Referências������������������������������������������������������������������������������������
13.� Apêndices������������������������������������������������������������������������������������ �
13.1.� Tipos de serviços������������������������������������������������������������������ �
13.1.1.� Cabotagem������������������������������������������������������������������������ �
13.1.2.� Longo Curso���������������������������������������������������������������������� �
13.1.3.� Transbordo��������������������������������������������������������������������������
13.2.� Tipos de contêineres��������������������������������������������������������������

����
13.2.1.� Contêiner seco��������������������������������������������������������������������
13.2.2.� Contêiner aberto no topo��������������������������������������������������
13.2.3.� Contêiner com laterais dobráveis�������������������������������������
13.2.4.� Contêiner Refrigerado��������������������������������������������������������
13.2.5.� Contêiner Tanque����������������������������������������������������������������
13.2.6.� Contêiner de grandes volumes�������������������������������������������
13.3.� Mapa de janelas�����������������������������������������������������������������������
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�

�����
�
Lista de figuras
Figura 1 - Vista aérea Sepetiba Tecon ........................................... 15
Figura 2 - Imagem 4 PT’s operando no mesmo navio ..................... 17
Figura 3 - Reach Stacker do fabricante Terex ................................. 19
Figura 4 - Empilhadeira de 12 ton do fabricante CVS Ferrari .......... 20
Figura 5 - Transteiner em operação ............................................... 22
Figura 6 - Mobile em operação ...................................................... 24
Figura 7 - SIGMA .......................................................................... 38
Figura 8 - Exemplo de uma ordem de serviço ................................. 40
Figura 9 - Ordem de serviço executada e já avaliada ..................... 41
Figura 10 - Exemplo de um check-list ............................................ 43
Figura 11 - Índice do arquivo GERROT .......................................... 45
Figura 12 - Comparação do total de horas de manutenções a
demanda e preventivas ......................................................................... 47
Figura 13 - Fluxo do planejamento ................................................. 48
Figura 14 - Aderência à programação Janeiro a Junho 2011 ........... 50
Figura 15 – Manutenção a demanda das Reach Stacker’s .............. 51
Figura 16 – Manutenção a demanda das empilhadeiras ................. 52
Figura 17 – Histórico confiabilidade Reach Stacker’s ..................... 53
Figura 18 – Histórico confiabilidade Empilhadeiras ......................... 53
Figura 19 – Histórico disponibilidade Reach Stacker’s .................... 54
Figura 20 – Histórico disponibilidade Empilhadeiras ....................... 54
Figura 21 - Exemplo da planilha de ajuste de mão de obra ............. 55
Figura 22 - Exemplo da planilha de retorno de mão-de-obra ........... 57
Figura 23 - Aderência à programação final ..................................... 59
Figura 24 – Manutenção a demanda final das Reach Stacker’s ...... 61
Figura 25 – Manutenção a demanda final das Empilhadeiras .......... 63
Figura 26 - Confiabilidade Reach Stacker’s .................................... 64
Figura 27 - Disponibilidade Reach Stackers ................................... 65
Figura 28 - Confiabilidade Empilhadeiras ....................................... 65
Figura 29 - Disponibilidade Empilhadeiras ..................................... 66�
� �

���
Lista de tabelas
�
Tabela 1 - Mapeamento das consequências ................................... 49
Tabela 2 – Histórico aderência à programação ............................... 58
Tabela 3 - Cálculo da meta ............................................................ 59
Tabela 4 – Manutenção a demanda das Reach Stacker’s ............... 60
Tabela 5 – Cálculo da meta para manutenção a demanda das reachs
stacker’s ............................................................................................... 60
Tabela 6 - Histórico manutenção a demanda das Empilhadeiras ..... 62
Tabela 7 - Cálculo da meta para manutenção a demanda das
empilhadeiras ....................................................................................... 62
Especificações de Contêineres ...................................................... 76�

���
1. Introdução
Esse trabalho tem seu foco no setor de manutenção da empresa Sepetiba
Tecon que é uma empresa 100% do grupo da multinacional CSN, a autora explica a
relação entre as duas empresas bem como os equipamentos utilizados no Sepetiba
Tecon e suas particularidades em relação à manutenção.
Em seguida são esclarecidos alguns conceitos sobre manutenção, com a
finalidade de facilitar o entendimento de todo decorrer do trabalho. A autora fala um
pouco sobre a história da manutenção e em seguida explica as variadas técnicas
de manutenção (a demanda, preventiva, sistemática, preditiva e otimização da
manutenabilidade).
Após essa introdução sobre o posicionamento da manutenção e suas técnicas
de atuação a autora segue a ordem lógica de entendimento e fala sobre alguns
índices de manutenção que serão avaliados nesse projeto. Existe uma grande
variedade de índices que podem ser utilizados, porém no caso desse projeto a
autora foca na aderência à programação, manutenção a demanda, confiabilidade,
disponibilidade e lucro operacional, dessa forma a autora consegue interligar
melhorias na manutenção que afetam na operação e no lucro da empresa.
Com os conceitos e índices de manutenção esclarecidos, a autora realiza um
diagnóstico inicial da manutenção no Sepetiba Tecon, falando sobre a estrutura da
equipe os programas e arquivos utilizados pela equipe de manutenção e também
faz uma análise da forma que as manutenções preventivas, preditivas e a demanda
são feitas e relatadas no setor.
Como consequência desse levantamento é possível fazer uma avaliação
analítica de todos os dados apresentados e a autora realiza uma consolidação de
dados para delimitar os pontos de atuação do presente projeto e em seguida faz
uma análise sobre o cenário inicial dos índices que serão acompanhados até o fim
do projeto, apresentando os valores praticados até então.
Com esse estudo prévio, a autora já é capaz de propor e implantar melhorias
em todo processo de planejamento programação e controle do setor de
manutenção, sendo possível definir metas e conferir os resultados alcançados
mediante as melhorias propostas, inclusive apresentando um ganho financeiro.
Na conclusão do projeto a autora apresenta os pontos de dificuldade e também
como esse projeto pode ser expandido buscando um alto nível de desempenho do
setor de manutenção.

���
2. Local para estudo de caso
O local onde foi realizado esse estudo de caso, a fim de melhor ilustrar as
aplicações dos conceitos de manutenção, é a empresa Sepetiba Tecon que é uma
empresa 100% do grupo da Companhia Siderúrgica Nacional – CSN e atua no
ramo da logística. Essa escolha foi feita devido à autora do presente trabalho atuar
no setor de manutenção dessa empresa e estar vivenciando no dia a dia a
realidade da aplicação e controle dos conceitos sobre manutenção que serão
explicitados mais a frente nos próximos capítulos.
Primeiro a autora fala sobre a CSN por ser a empresa mãe de todas as outras
empresas envolvidas no processo, e também para explicitar toda a cadeia
produtiva. O início de tudo se dá pela mineração e o fluxo continua com atuação
nas áreas de siderurgia, cimentos, energia e logística, onde todas essas empresas
estão interligadas de uma forma que visa à integração e maior lucro para todo
grupo CSN.
Após essa explicação a autora fala mais detalhadamente sobre o setor de
logística, onde atua a empresa Sepetiba Tecon que será o foco para o estudo de
caso sobre manutenção deste presente trabalho. Serão descritos os equipamentos
presentes na empresa bem como as suas particularidades sobre manutenção, e em
anexo teremos outras informações que envolvem o setor portuário, como tipo de
serviços (ver Apêndice 1 – Tipo de serviços) e tipo de contêineres (ver Apêndice 2
– Tipo de contêineres), porém não são definições e conceitos relevantes e
essenciais para o entendimento do setor de manutenção que será estudado.
2.1. Companhia Siderúrgica Nacional – CSN
A CSN foi construída na década de quarenta no interior do Rio de Janeiro na
região do Vale do Paraíba no município de Volta Redonda, sendo nessa ocasião
uma empresa do ramo siderúrgico e a principal empresa responsável pela
economia e empregabilidade da região. Com o passar desses 72 anos, a empresa
cresceu e se ampliou para outros ramos estando presente hoje na mineração,
siderurgia, cimentos, energia e logística. Com tamanha variedade a empresa
também se expandiu para outros estados.
Essa expansão ocorreu de forma ordenada e previamente pensada em todo
processo produtivo, ou seja, todas as filiais estão interligadas seja fornecendo

��
matéria-prima ou um serviço de uma planta da empresa para outra, assim atinge a
verticalização da produção e ganha em competitividade e rentabilidade. No início
da cadeia produtiva temos o setor de mineração que conta com três minas na
região do Quadrilátero Ferrífero em Minas Gerais e mais uma mina em Rondônia,
sendo todas elas favorecidas pela combinação mina – ferrovia – porto da própria
CSN, diminuindo assim os custos de produção.
Seguindo a cadeia produtiva temos a siderurgia como próximo ramo. Localizada
a 141 km da cidade do Rio de Janeiro, com 3,76 Km² e com capacidade de
produção de 5,8 milhões de toneladas/ano, a usina tem uma posição estratégica
em relação aos principais centros de consumo, fornecedores de matéria-prima e
também do escoamento de seus produtos. Atualmente a siderúrgica conta com o
funcionamento de dois alto-fornos que produzem 13500 toneladas de ferro-gusa
por dia, dando origem ao seu produto bruto que é o aço, sendo utilizado para
diversos fins e com diferentes acabamentos. Entre os principais processos
existentes nessa usina podemos citar sinterização, aciaria, lingotamento contínuo,
laminação a quente, laminação a frio, zincagem, cromagem e estanhamento
eletrolítico. O aço é vendido em forma de placas, bobinas, lingotes e folhas
conforme sua aplicação, um dos principais clientes está localizado bem próximo a
usina e atua no ramo automobilístico.
Falando agora do próximo ramo industrial que a CSN está inserida, temos a
planta de Cimentos também localizada em Volta Redonda e que foi inaugurada em
maio de 2009. Atualmente o cimento fabricado tem em sua composição 60% da
mistura clínquer e gesso, 35% de escória e os 5% restantes de outros materiais,
sendo classificado como cimento CP III, e essa composição é favorável a empresa
já que a mesma possui uma mina de clínquer e utiliza a própria escória do seu
processo siderúrgico para a fabricação do cimento.
Fechando o ciclo temos os ramos de energia e logística, sendo a logística um
setor que engloba tanto ferrovias como portos, essa integração proporciona uma
grande vantagem competitiva a CSN além de gerar uma maior autonomia e maior
controle e gerenciamento de custos. Para o ramo energético, a CSN assegura o
suprimento de energia para todas as suas unidades industriais contando com a
participação nas usinas hidrelétricas de Itá e Igarapava além da própria produção
na central termoelétrica dentro da Usina em Volta Redonda. Falando de ferrovias
temos a Transnordetina Logística S.A. que foi incorporada a companhia em 2008 e
conta com uma enorme abrangência na região Nordeste do país visto que é
atuante em sete dos nove estados Nordestinos, visando assim o desenvolvimento

���
regional. A empresa possui também uma participação na MRS Logística,
assegurando assim o transporte de matéria prima das suas minas até a usina bem
como a distribuição dos produtos acabados aos seus clientes em todo Brasil. No
ramo portuário a companhia conta com dois portos localizados na região de
Itaguaí, um exclusivo para transporte de carvão e minério e outro para
movimentações de contêineres. Toda região onde estão alocados os dois terminais
é arrendada pela Companhia Docas do Rio de Janeiro e tem um tempo de
concessão de 25 anos prorrogáveis por mais 25. No primeiro terminal citado temos
a importação do carvão que será utilizado na siderurgia e a distribuição desses
insumos para as outras unidades da empresa. No terminal de contêineres, a CSN
exporta sua produção além de realizar transporte de outras cargas para clientes em
todo o mundo. Essas cargas não são de conhecimento da empresa, pois temos
somente a obrigação de armazenar, embarcar e desembarcar os contêineres, o
conteúdo deles é de responsabilidade dos chamados armadores e seus clientes e
também da Receita Federal, que é o órgão que está presente dentro do terminal
para controle alfandegário dessas cargas. É nesse terminal de contêineres que
esse trabalho terá seu foco.
�
�
2.2. Sepetiba Tecon
Falando especificamente do setor logístico de transporte de cargas, temos a
empresa Sepetiba Tecon, que é a empresa responsável por toda movimentação de
carga dentro de contêineres. Fica localizada em Itaguaí, e possui uma área de 400
mil m² e opera três berços de navios conteineiros (301, 302 e 303) com um
comprimento total de 810m e calado de 14,5m.
No início da década de 90 foi desenvolvido pela Companhia Docas do Rio de
Janeiro com apoio do Governo Federal o projeto do Terminal de Conteineres
Sepetiba Tecon, visando aumentar a capacidade de movimentação de cargas do
estado do Rio de Janeiro (já que o porto do Rio já não estava mais suportando a
demanda necessária). Foi realizado um leilão público em Setembro de 1998 onde a
empresa Sepetiba Tecon S.A. (até então uma associação das empresas
Companhia Siderúrgica Nacional – CSN e Companhia Vale do Rio Doce – CVRD)
ganhou o arrendamento da região na Baía de Sepetiba sendo o contrato assinado
em Outubro de 1998 e a área devidamente repassada em Fevereiro de 1999. A
partir dessa data passou a vigorar o contrato de arrendamento de 25 anos
� �
renováveis por mais 25 anos. É importante ressaltar que a partir de Dezembro de
2003 a Sepetiba Tecon S.A. passa a ser uma empresa 100% CSN. Abaixo temos o
cronograma de eventos desde o leilão da área até o momento de entrega em
definitivo do terminal para a Sepetiba Tecon S.A.
14/4/98 - Publicação do Edital de Leilão do Terminal de Contêineres de Sepetiba.
29/6/98 - Inauguração do Terminal de Contêineres do Porto de Itaguaí.
3/9/98 - Leilão realizado na Bolsa de Valores do Rio de Janeiro. Arrematação do Terminal pelos acionistas.
11/9/98 - Criado o consórcio CSN - CVRD para arrendamento do Porto.
23/10/98 - Assinatura do Contrato de Arrendamento do Porto.
5/2/99 - Assinatura do Termo de Transferência de Bens Imóveis, que diz respeito à transferência do domínio e posse dos imóveis e bens integrantes do Terminal.
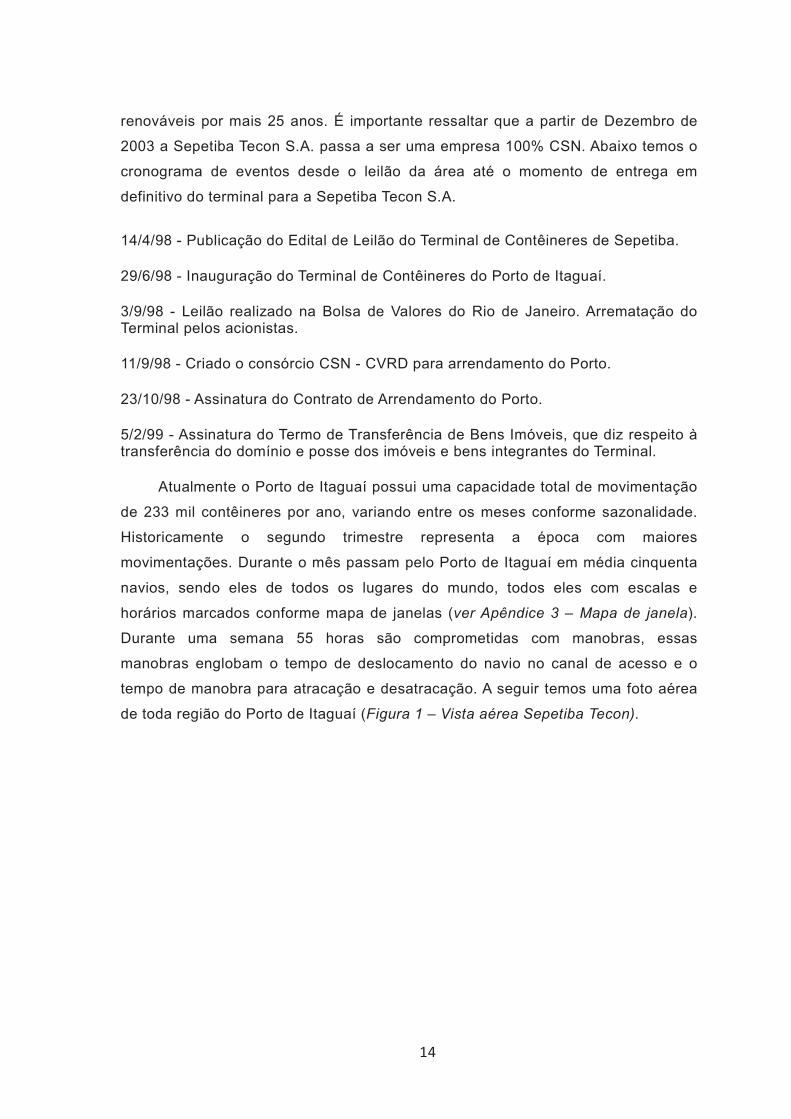
Atualmente o Porto de Itaguaí possui uma capacidade total de movimentação
de 233 mil contêineres por ano, variando entre os meses conforme sazonalidade.
Historicamente o segundo trimestre representa a época com maiores
movimentações. Durante o mês passam pelo Porto de Itaguaí em média cinquenta
navios, sendo eles de todos os lugares do mundo, todos eles com escalas e
horários marcados conforme mapa de janelas (ver Apêndice 3 – Mapa de janela).
Durante uma semana 55 horas são comprometidas com manobras, essas
manobras englobam o tempo de deslocamento do navio no canal de acesso e o
tempo de manobra para atracação e desatracação. A seguir temos uma foto aérea
de toda região do Porto de Itaguaí (Figura 1 – Vista aérea Sepetiba Tecon).

���
�
Figura 1 - Vista aérea Sepetiba Tecon
Fonte: Divulgação interna Sepetiba Tecon
2.2.1. Equipamentos utilizados
São cinco tipos de equipamentos que operam de formas diferentes e para fins
específicos, sem falar também nas suas particularidades quando falamos em
manutenção. Temos os porteineres, reach stacker’s, empilhadeiras, transteiner e
mobile.
Todos os equipamentos nesse terminal portuário são identificados por siglas
que resumem o seu nome e seguidos de uma numeração, que representa a ordem
com que os equipamentos foram adquiridos. Se tivermos dez equipamentos iguais
à numeração vai de um a dez, e assim quantos números forem necessários. Abaixo
a autora lista os diferentes equipamentos bem como suas numerações e
referências com a manutenção.
2.2.1.1. Porteineres (PT’s)
É o principal equipamento de um terminal portuário, essa importância esta
relacionada ao tipo de serviço que realiza. Tem como função o embarque e

���
desembarque dos contêineres para o navio, é através da quantidade de
movimentações feitas por esse equipamento que medimos a produtividade do
terminal. O Sepetiba Tecon conta atualmente com um total de quatro equipamentos
desse tipo para suas operações (PT01, PT02, PT03 e PT04), sendo dois do
fabricante ZPMC (empresa chinesa) e outros dois do fabricante IMPSA (empresa
argentina), são equipamentos de 140m de altura e capazes de suportar até 70
toneladas. Dependendo da extensão do navio os quatro equipamentos podem
operar juntos no mesmo navio, aumentando assim a produtividade e diminuindo o
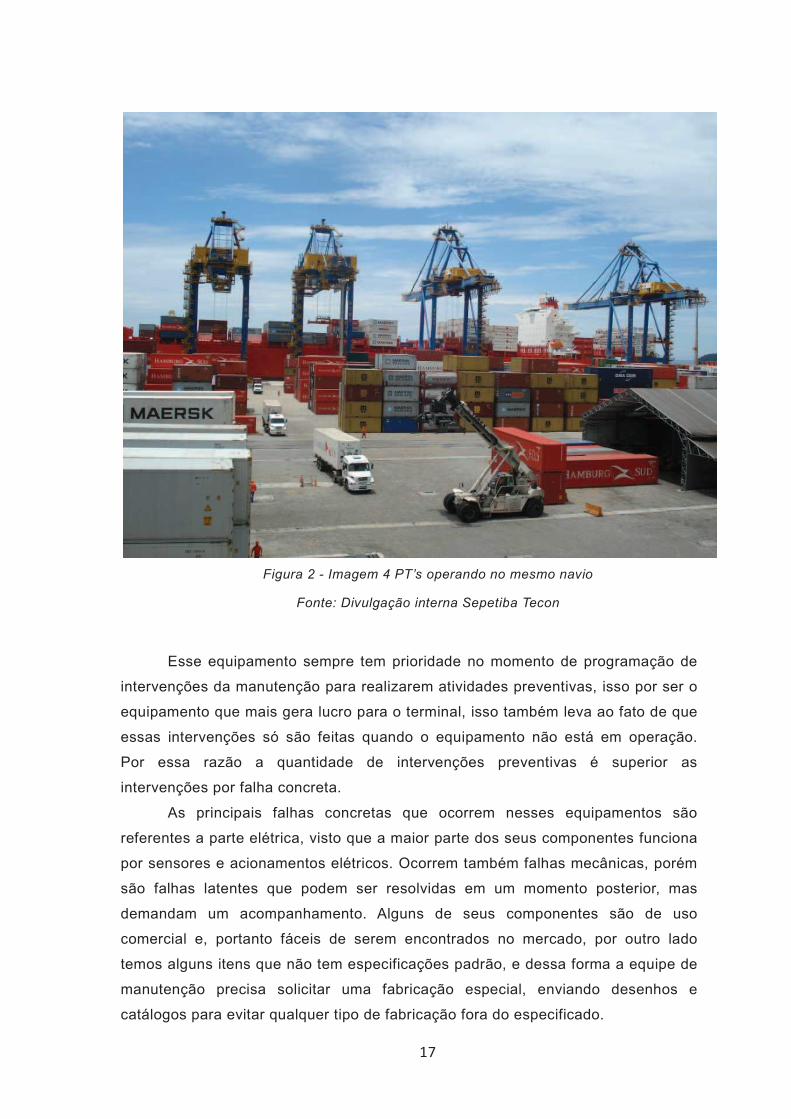
tempo que o navio ficará atracado no cais do terminal. Na Figura 2 – Imagem 4PT’s
operando no mesmo navio, conseguimos visualizar o tamanho e complexidade de
uma operação de embarque e desembarque com apenas um navio para
produtividade do terminal.
As intervenções feitas pela manutenção devem ser realizadas no próprio
local de operação do equipamento, isso é devido a sua elevada altura,
complexidade de estrutura, alimentação de cabos elétricos que possuem limitação
de comprimento e também por sua movimentação ser feita sobre trilhos (o que gera
uma lenta movimentação).
��
�
Figura 2 - Imagem 4 PT’s operando no mesmo navio
Fonte: Divulgação interna Sepetiba Tecon
�
Esse equipamento sempre tem prioridade no momento de programação de
intervenções da manutenção para realizarem atividades preventivas, isso por ser o
equipamento que mais gera lucro para o terminal, isso também leva ao fato de que
essas intervenções só são feitas quando o equipamento não está em operação.
Por essa razão a quantidade de intervenções preventivas é superior as
intervenções por falha concreta.
As principais falhas concretas que ocorrem nesses equipamentos são
referentes a parte elétrica, visto que a maior parte dos seus componentes funciona
por sensores e acionamentos elétricos. Ocorrem também falhas mecânicas, porém
são falhas latentes que podem ser resolvidas em um momento posterior, mas
demandam um acompanhamento. Alguns de seus componentes são de uso
comercial e, portanto fáceis de serem encontrados no mercado, por outro lado
temos alguns itens que não tem especificações padrão, e dessa forma a equipe de
manutenção precisa solicitar uma fabricação especial, enviando desenhos e
catálogos para evitar qualquer tipo de fabricação fora do especificado.

���
Os gastos com peças e sobressalentes em geral é alto, pois quando falamos
na parte elétrica temos muitos sensores que possuem grande complexidade e na
parte mecânica peças que precisam ser fabricadas sob encomenda, aumentando
assim o custo com manutenção. Por outro lado nas intervenções preventivas o
custo é baixo, pois os planos são focados em lubrificação, revisão de sensores e
limpeza de contatos elétricos para evitar interferências e falta de comunicação do
sistema.
2.2.1.1. Reach Stacker’s (RS’s)
No total são dezoito equipamentos, sendo oito do fabricante Terex (RS11 até
RS18) e dez do fabricante CVS Ferrari (RS01, RS02, RS05 até RS07 e RS18 até
RS24) sendo que atualmente cinco dessas RS’s Ferrari estão fora de utilização e
as outras cinco ainda estão cobertas pelo tempo de garantia do fabricante por
terem sido recém – adquiridas, portanto seu desempenho não influencia ainda nos
indicadores da manutenção sobre esses equipamentos.
São utilizados para movimentações de contêineres dentro do pátio do
terminal, não fazem movimentação nos navios. Seu funcionamento para
deslocamento é semelhante ao de um veículo qualquer, porém em escala muito
maior. Suportam até 50 toneladas e no momento do içamento o contêiner pode
estar empilhado até a quarta altura (quatro contêineres sobrepostos) e esse
içamento é feito através do que chamamos de spreader que é localizado na ponta
da lança do equipamento e possui em suas extremidades quatro twist-locks que
travam no contêiner possibilitando assim que seja deslocado para cima de uma
carreta ou até mesmo para outro local no pátio.
Por ser um equipamento que se desloca por todo o pátio (como vemos na
Figura 3 – Reach Stacker do fabricante Terex), em velocidades razoáveis e sua
altura não ultrapassar a altura do galpão da manutenção, qualquer atividade do
referido setor deve ser realizada dentro do galpão, evitando assim a obstrução de
qualquer área do pátio com equipamentos que estejam fora de operação, além da
proximidade com o setor de almoxarifado para possível reposição de peças.
Somente será feita a manutenção no local que estiver o equipamento no caso de
impossibilidade de locomoção como, por exemplo, pneu furado e falha no motor de
partida, nesses casos será feito um atendimento paliativo no próprio local a fim de
liberar a movimentação do equipamento para o mesmo ser deslocado para o
galpão da manutenção.

���
�
Figura 3 - Reach Stacker do fabricante Terex
Fonte: Divulgação interna Sepetiba Tecon
Suas falhas concretas ocorrem na maioria das vezes por vazamento de óleo
hidráulico, e a primeira ação tomada é identificar o ponto de vazamento e analisar
as conexões e mangueiras ali presentes. São peças de fácil reposição e em
medidas comerciais, caso não tenha em estoque no momento existem
fornecedores na região de Itaguaí que fazem pronta entrega desses componentes.
Os custos com os materiais sobressalentes são altos devido a presença de
cilindros, mas não são maiores que os gastos com materiais para os PT’s.
As falhas desses equipamentos são falhas concretas em sua maioria, isso
ocorre devido ao fato da operação nem sempre liberar os equipamentos para
serem feitas as manutenções preventivas, e a consequência dessa ação são as
falhas concretas. Nesse ponto que temos um aumento dos gastos com manutenção
das RS’s, pois caso fossem feitas as preventivas corretamente algumas falhas
concretas poderiam ser evitadas.
�
�

��
2.2.1.2. Empilhadeiras (EP’s)
Já esses equipamentos não carregam contêiner cheio, somente se estiverem
vazios devido à capacidade das empilhadeiras, no total são vinte e seis
equipamentos, oito com capacidade de duas e meia toneladas, quatro
empilhadeiras de cinco toneladas, duas empilhadeiras de sete toneladas, todas
essas são do fabricante Heli. São também três empilhadeiras de doze toneladas,
duas empilhadeiras de dezesseis toneladas, cinco empilhadeiras de vinte e cinco
toneladas e duas empilhadeiras de trinta e duas toneladas, essas são do fabricante
CVS Ferrari, um exemplo desses equipamentos está ilustrado abaixo na Figura 4 -
Empilhadeira de 12 ton do fabricante CVS Ferrari. São utilizadas nas
movimentações de pátio e carregam bobinas, fardos de chapas de aços, sacos de
café entre outras coisas.
Assim como as Reach Stacker’s, possuem capacidade de deslocamento por
todo pátio e sua altura não é superior ao galpão da manutenção, a maioria das
atuações da manutenção (sejam elas atividades preventivas ou corretivas) serão
feitas dentro do galpão da manutenção, salvo os casos que o equipamento não tem
condições de locomoção.
�
Figura 4 - Empilhadeira de 12 ton do fabricante CVS Ferrari
Fonte: Divulgação interna Sepetiba Tecon
��
Devido à grande quantidade de equipamentos desse tipo junto com a baixa
utilização dos mesmos, as manutenções e falhas são feitas e controladas, porém
esse controle não é tão rigoroso como nos outros equipamentos já apresentados
anteriormente. Sendo assim a quantidade de horas de manutenção por falha
concreta é bem superior quando comparada as horas de manutenção preventiva, o
que gera um aumento com os gastos de manutenção.
Em relação a peças sobressalentes, são peças comercialmente vendidas mas
existem algumas exceções, e nesses casos se faz necessária a fabricação sob
encomenda desses itens. Mas não são peças muito caras, o que compensa o fato
de já possuir outras em estoque, a maior perda financeira ficaria por conta de
produtividade do equipamento, mas como já dito antes as EP’s não operam tanto,
logo a perda por produtividade também não representa altos valores.
�
2.2.1.3. Transteiner (RTG)
Esse equipamento também é responsável pela movimentação no pátio, porém
sua estrutura lembra um pouco os PT’s, mas com a mesma função das RS’s, na
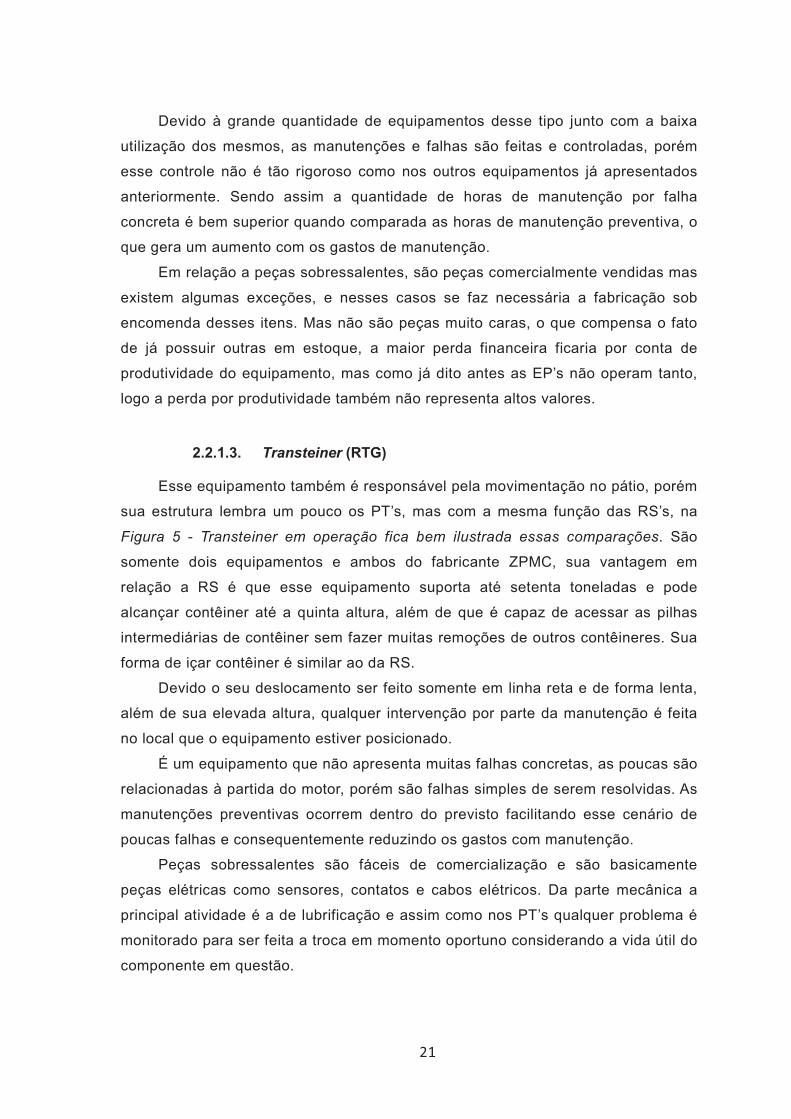
Figura 5 - Transteiner em operação fica bem ilustrada essas comparações. São
somente dois equipamentos e ambos do fabricante ZPMC, sua vantagem em
relação a RS é que esse equipamento suporta até setenta toneladas e pode
alcançar contêiner até a quinta altura, além de que é capaz de acessar as pilhas
intermediárias de contêiner sem fazer muitas remoções de outros contêineres. Sua
forma de içar contêiner é similar ao da RS.
Devido o seu deslocamento ser feito somente em linha reta e de forma lenta,
além de sua elevada altura, qualquer intervenção por parte da manutenção é feita
no local que o equipamento estiver posicionado.
É um equipamento que não apresenta muitas falhas concretas, as poucas são
relacionadas à partida do motor, porém são falhas simples de serem resolvidas. As
manutenções preventivas ocorrem dentro do previsto facilitando esse cenário de
poucas falhas e consequentemente reduzindo os gastos com manutenção.
Peças sobressalentes são fáceis de comercialização e são basicamente
peças elétricas como sensores, contatos e cabos elétricos. Da parte mecânica a
principal atividade é a de lubrificação e assim como nos PT’s qualquer problema é
monitorado para ser feita a troca em momento oportuno considerando a vida útil do
componente em questão.

�
�
Figura 5 - Transteiner em operação
Fonte: Divulgação interna Sepetiba Tecon

��
2.2.1.4. Mobile (MHC)
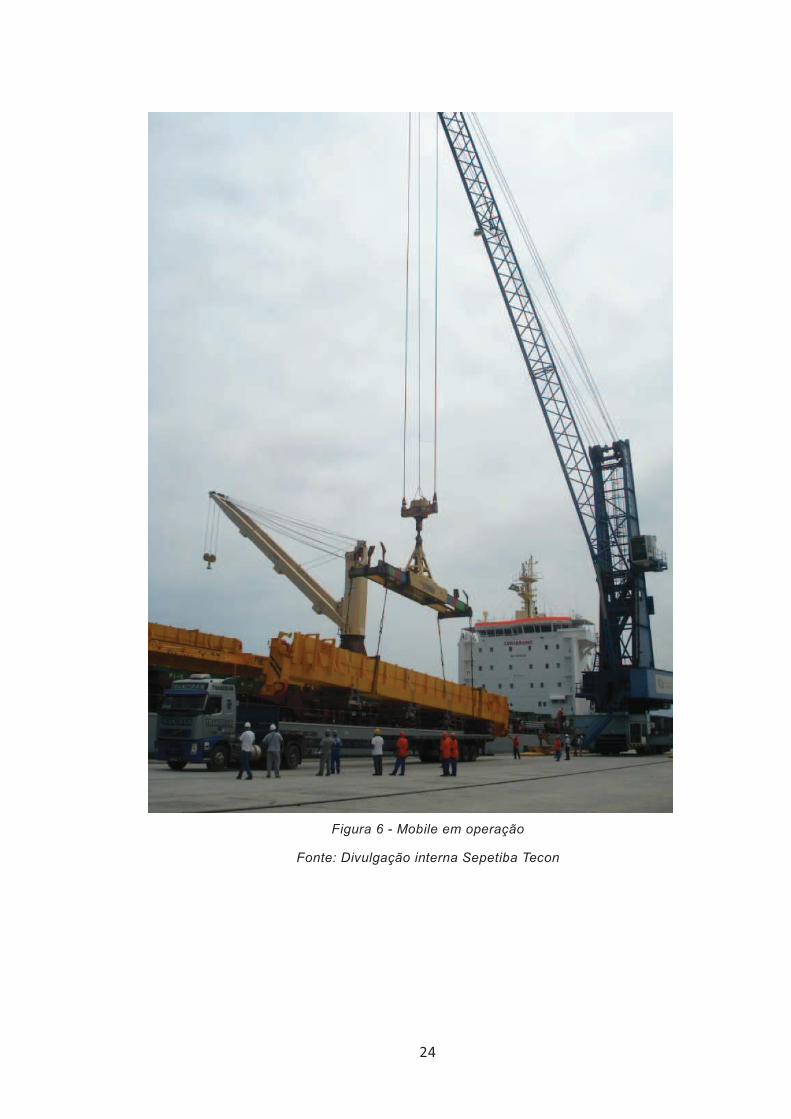
Atualmente são equipamentos pouco utilizados, mas são similares a
guindastes e são um total de dois equipamentos do fabricante Gottwald. São
utilizados nas movimentações de pátio que tratam de cargas denominadas como
cargas de projeto, ou seja, não são contêineres e possuem tamanhos irregulares e
necessitam de correntes para serem deslocadas, esse tipo de movimentação está
ilustrado na Figura 6 - Mobile em operação. Seu deslocamento é em pequenos
perímetros, portanto qualquer tipo de manutenção deverá ser feito no local onde
está o equipamento no pátio.
Como são equipamentos obsoletos, suas peças sobressalentes para
reposição tem um custo altíssimo e na maioria das vezes precisam ser importadas,
pois nenhum fornecedor no Brasil trabalha mais com elas. Com isso qualquer
necessidade de compra de material gera um alto custo para manutenção, em
alguns casos é possível à adaptação de algum item ou componente mais simples,
porém é muito importante garantir a segurança de todos que irão trabalhar com tal
equipamento.
Devido as suas poucas horas de operação, as oportunidades para realização
de atividades preventivas são grandes e com isso reduz a quantidade de horas de
intervenção por falha concreta, o que reduz um pouco os gastos tanto com
materiais para troca em emergência como paradas com perda de produção.
�
�
Figura 6 - Mobile em operação
Fonte: Divulgação interna Sepetiba Tecon
�
�
�

��
3. Definições e conceitos sobre manutenção
Nesse capítulo a autora primeiro faz um resumo sobre a história da
manutenção para melhor entendimento sobre a forma com que surgiram as
técnicas de manutenção mais aplicadas e suas evoluções.
Em seguida serão abordadas as técnicas de manutenção como preventiva,
preditiva, a demanda e sistemática, bem como suas vantagens e desvantagens
para a empresa que utilizar de cada uma dessas técnicas citadas anteriormente.
Outro ponto que será relacionado com as técnicas apresentadas é o princípio de
cada uma, ou seja, em qual ponto cada técnica atua, na falha latente, falha
concreta ou vida útil dos equipamentos e componentes.
��
3.1. História da manutenção
Manutenção dentro de qualquer indústria é um setor que está diretamente
ligado a produção/operação, seja nos dias de hoje ou antigamente quando todo
esse processo teve seu início. Para fazer mais sentido podemos dizer que a
manutenção é tão sofisticada quanto à evolução das operações fabris onde estiver
alocada, isso porque se faz necessária uma capacidade de manutenção para
atender as novas contingências operacionais.
Com a Revolução Industrial surgiram também as primeiras máquinas a vapor,
porém nesse momento da história ainda não existiam profissionais com
conhecimentos específicos em manutenção, nem muito menos um setor que
cuidasse disso nas indústrias. O que acontecia é que os próprios operadores
efetuavam as manutenções, porém faziam apenas a troca de algumas partes
gastas e a lubrificação conforme eles achavam necessário, para falhas mais graves
a presença dos fabricantes se tornava essencial para a troca do item específico.
Foi nesse momento que surgiu o conceito do operador-mantenedor, que nada mais
é que o operador que realiza alguns poucos serviços de manutenção, o que para a
realidade de hoje não seria uma boa ideia devido a evolução das máquinas e
equipamentos.
Em um segundo momento, mais especificamente entre os anos de 1914 e
1930, ocorreu a 1ª Guerra Mundial que levou a evolução da indústria e
consequentemente a evolução da manutenção. Porém nesse momento as
intervenções eram feitas após uma falha concreta das máquinas e/ou quebra de

��
algum componente da mesma. Surgiu aí a nossa hoje conhecida como manutenção
a demanda.
Continuando as mudanças, entre 1930 e 1940 ocorreu a 2ª Guerra Mundial e
com ela veio o surgimento da manutenção preventiva, pois foi ai que surgiu a
necessidade de que as falhas fossem corrigidas rapidamente para evitar a perda
de produção e cumprir as metas estabelecidas. Nessa situação a equipe de
manutenção se viu pressionada a pensar e executar serviços que prevenissem as
falhas nas máquinas mais importantes, e com isso essas falhas eram denominadas
como falhas latentes, que podem ocorrer a qualquer momento.
Novas necessidades apareceram como, por exemplo, a de manter um
estoque de sobressalentes, meios para evitar o retrabalho e melhoria nos métodos
de trabalho focando a qualidade da equipe e confiabilidade das máquinas.
Juntando essas prioridades ao surgimento do computador, se tornou mais fácil a
forma de desenvolvimento de controles e histórico das intervenções, e para isso foi
criado o setor de engenharia de manutenção que tinha por objetivo garantir o
cumprimento dos planos especificados pelo fabricante que eram baseados no
tempo de vida útil de cada componente. Essa é a técnica denominada de
manutenção sistemática.
Já que nesse momento existiam controles e dados para análise, foi possível
reparar que se uma equipe acompanhasse os gráficos com tendências de falha
ficaria mais fácil para alguns casos a intervenção no equipamento somente quando
fossem colapsar. Essa percepção surgiu entre os anos de 1960 e 1970, e desde
então surgiram equipamentos e técnicas que possibilitam a análise de óleo, análise
de vibração de um mancal, ruído de um rolamento entre outras características que
apontam para a hora certa da substituição da peça, e é assim que nasce a
manutenção preditiva.
Como consequência de toda essa evolução era natural que novas ideias
surgissem dentro da equipe de manutenção com o intuito de agilizar e melhorar as
condições de manutenção existentes até então. Foi assim que se deu o início da
otimização da manutenabilidade, que visa a alteração no projeto das máquinas,
mas sem pensar em ganho de produção e/ou otimização de processo.

�
3.2. Técnicas de manutenção
Existe uma pequena divergência entre autores que falam sobre os tipos de
manutenção, mas segundo Viana [1] os tipos de manutenção são apenas as
diferentes formas de direcionamento das intervenções nos equipamentos. Abaixo
falaremos das manutenções mais conhecidas e citadas por Pinto e Xavier [2], mas
também temos as considerações feitas em notas de aula da matéria de
Planejamento da Manutenção Mecânica ministrada pelo Professor Fábio Luiz
Zamberlan (também orientador do presente trabalho) no curso de Engenharia
Mecânica da UFRJ.
Entre as principais e mais utilizadas técnicas, temos a manutenção a
demanda, manutenção preventiva, manutenção sistemática, manutenção preditiva
e otimização da manutenabilidade. Nesse tópico a autora aborda as técnicas
citadas falando um pouco de suas vantagens e desvantagens.
3.2.1. Manutenção a demanda
Esse foi o primeiro tipo de manutenção a surgir nas indústrias, e ainda
perduram até os dias de hoje. Uma manutenção pode ser enquadrada nessa
categoria quando tem por objetivo restabelecer o sistema o mais rápido possível, e
sua forma de ocorrência é no momento da falha propriamente dita no equipamento,
o que podemos chamar de falha concreta.
Nessa técnica de manutenção não são muitas as vantagens que podem ser
listadas, temos, por exemplo, uma maior utilização do equipamento (porém com o
risco da quebra), no início das operações tem-se um menor número de
interrupções (isso é devido ao equipamento estar ainda em seu tempo de
maturidade e trabalhar a pleno vapor) e por último temos que considerar que para
uma rápida solução da falha concreta significa que a equipe de manutenção está
com uma mão-de-obra qualificada.
Como desvantagens podemos citar a perda de produção devido a interrupção
forçada, uma possibilidade de ocorrer o efeito cascata que seria nada mais do que
falhas concretas acontecendo em sequência, a possibilidade de não ter as peças
necessárias em estoque e como consequência teremos um maior custo para essas
peças de reposição (devido a urgência em solucionar o problema).

��
3.2.2. Manutenção preventiva
É o tipo de manutenção largamente conhecido, e tem por princípio a
intervenção nos equipamentos com tempos determinados, seja por horas de
operação ou por tempo calendário (semanal, mensal, bimensal, trimestral, anual e
etc). Esses intervalos para manutenção devem ser muito bem delimitados e
estudados para evitar que gere uma intervenção de manutenção a demanda. Em
geral recomenda-se utilizar os catálogos enviados pelo fabricante de cada
equipamento e fazer ponderações sobre o ambiente que a máquina funciona, no
caso de ambientes muito empoeirados e com particulados, é interessante rever o
plano de lubrificação, já nos casos de equipamentos móveis e ambientes com piso
desnivelado, vale a pena conferir e ajustar os planos referentes à fixação de
componentes devido à trepidação. Outro fator importante são as condições
climáticas, muitas vezes os equipamentos são projetados e fabricados fora do
Brasil em locais com climas amenos e frios, então quando esses equipamentos
operam em um clima mais tropical é de extrema importância a revisão dos planos
constantemente a fim de evitar falhas e perdas.
A falha existente nessa técnica é a denominada falha latente, ou seja, a falha
está presente, mas ainda não se manifestou. Como vantagens podemos citar a
interrupção programada sem afetar na produção, facilidade em programar o
estoque presente no almoxarifado e uma redução de refugos na produção.
3.2.3. Manutenção sistemática
Entende-se por manutenção sistemática a técnica que leva em consideração
somente as recomendações dos fabricantes que estão descritas nos manuais,
dessa forma não é possível associar um tipo de falha a essa técnica, pois não são
feitas inspeções ou avaliações referentes aos equipamentos.
Com essa técnica temos vantagens como, por exemplo, a simplicidade na
operação devido a não necessidade de inspeção, o custo com mão-de-obra não
precisa ser muito alto já que basta seguir as orientações do fabricante e bem ou
mal a empresa está resguardada no fato de que respeita os prazos estabelecidos
pelo fabricante. Olhando pelas desvantagens, temos a falta de acompanhamento
das falhas latentes e também o não aproveitamento da vida útil real do
equipamento e/ou componente.

��
3.2.4. Manutenção preditiva
Nesse tipo de manutenção temos a intervenção nos equipamentos levando
em consideração a condição e/ou desempenho dos mesmos. Em geral são feitas
medições com o equipamento em funcionamento com o auxílio de ferramentas para
medir temperatura e vibração, além dos casos que podem ser avaliados com a
inspeção visual.
Dentre as vantagens apresentadas pela aplicação dessa técnica de
manutenção temos como principal delas uma melhor programação do estoque
evitando assim uma grande quantidade de ativos parados no almoxarifado.
Podemos citar também a máxima utilização da vida útil, uma maior confiabilidade
do sistema e apenas interrupções programadas. As desvantagens estão
relacionadas somente a custo, pois se faz necessário uma estrutura de equipe com
mão-de-obra mais qualificada além do investimento em todo material e ferramentas
que propiciem uma boa condição de acompanhamento das falhas para que não
gere surpresas evitando assim chegar no ponto da falha concreta.
3.2.5. Otimização da manutenabilidade
Essa técnica está relacionada pura e simplesmente com melhoras feitas no
projeto de equipamentos, mas visando uma maior facilidade para a manutenção
atuar em determinadas falhas ou em determinados sistemas. O foco da melhoria de
projeto é a manutenção e não a operação, portanto não visa o aumento de
produtividade.

���
4. Índices de manutenção
São números e dados que agrupados da forma mais conveniente, e para cada
caso, geram uma possibilidade de controle do processo. Os índices mais usuais
medem a eficácia de ações tomadas dentro de uma organização tanto na visão de
produtividade como também custos, compararam dados históricos com a realidade
atual e também comparam com dados de empresas concorrentes.
Nesse capítulo do trabalho a autora explica teoricamente a função e
determina as fórmulas de cálculo de alguns índices que medem a produtividade
dos equipamentos, ou seja, que levam em consideração as horas de manutenção
preventiva e manutenção a demanda gastas em cada equipamento (disponibilidade
e confiabilidade). Em seguida explica também índices que focam exclusivamente
nas manutenções preventiva e a demanda, falando de preventiva é medida a
eficiência da manutenção realizada, ou seja, quantas horas de preventivas foram
realmente cumpridas (aderência à programação), já na manutenção a demanda o
índice mede o percentual de horas gastas com manutenção a demanda dentro do
tempo global de manutenção (manutenção a demanda). Por último, mas não menos
importante a autora fala sobre o índice econômico que relaciona o índice de
disponibilidade com faturamento líquido para a empresa desse estudo de caso
(lucro operacional)
4.1. Aderência à programação
Esse é um índice que foi criado pela autora para o estudo de caso específico
desse projeto, pois conforme será mostrado mais adiante o setor de planejamento,
programação e controle da manutenção não estava atuando efetivamente no
controle, que está diretamente relacionado ao cumprimento do plano de preventiva
que é gerado pelo sistema.
Com essa falta de controle e visão sobre o processo de execução das ordens
de serviço preventivas, fica complicado avaliar se uma falha recorrente na
manutenção a demanda pode ser sanada com alguma melhoria de plano preventivo
ou até mesmo quando foi a última vez que a manutenção foi realizada.
Nesse índice a autora levou em consideração o número total de ordens de
serviço preventivas geradas para a semana e a quantidade que foi possível realizar

���
de acordo com a mão-de-obra disponível para atuar na manutenção. A seguir a
fórmula de cálculo proposta para esse índice.
����� ����� �� �������������������������
�� ��������������������������������
Dessa forma o acompanhamento fica mais fácil e podemos rastrear e criar
históricos sobre a execução de cada atividade, entendendo melhor o momento que
um equipamento começar a apresentar muita falha concreta por falta de preventiva.
Para garantir um bom cumprimento do plano preventivo, um valor ideal para
aderência a programação seria em torno de 90%.
4.2. Manutenção a demanda
Esse índice foi adaptado pela autora para as necessidades do presente
projeto. Ele tem o objetivo de mostrar o percentual de horas de manutenção a
demanda dentro do tempo global de manutenção de cada equipamento.
Caso a aderência à programação não esteja satisfatória e a manutenção a
demanda esteja baixa, esse é o momento da equipe se reunir para revisar o plano
preventivo e estudar a real necessidade de cada plano que está sendo gerado.
Afinal se não estamos tendo intervenções a demanda e as preventivas que estão
sendo feitas estão cumprindo seu papel (evitando perda de produção), algum plano
preventivo que não está sendo executado é desnecessário.
Para o cálculo da manutenção a demanda só precisamos das horas de
manutenção a demanda e preventiva conforme mostra a fórmula abaixo.
�
�� ��
�� � ��������
Onde, TD é o tempo total de manutenção a demanda e TP o tempo total de
manutenção preventiva.
Valores usados pela autora como referências para avaliar esse índice, foram
baseados em pesquisas feitas em outros terminais portuários e outras empresas
que também usam o mesmo índice de medição. Ficou claro que valores inferiores a
25% são ideais, valores entre 25% e 50% são aceitáveis, mas precisam de

��
atenção, e por fim valores acima de 50% mostram que o setor de manutenção está
trabalhando somente atuando em falhas concretas, o que é muito conhecido por
ser um setor que está sempre apagando incêndio. Sendo assim valores acima de
50% mostram uma empresa com setor de manutenção em estado de caos, e que
precisam rapidamente de alguma mudança nesse quadro, pois quando entra nesse
ritmo tudo vai se tornando uma bola de neve, que para retornar as preventivas o
setor encontra muita dificuldade.
4.3. Confiabilidade de equipamentos
A confiabilidade também é um exemplo de índice de manutenção largamente
utilizado e reconhecido. Por parte da operação é um dos índices mais importantes
a serem vistos, pois ele mede a porcentagem de horas que o equipamento
apresentou falha concreta durante um processo produtivo, ou seja, falha com perda
de produção.
Para esse índice levamos em consideração somente as horas operacionais e
as horas de manutenção a demanda, abaixo temos a fórmula de cálculo para esse
indicador.
�� ��� �!����� ���"���"������ �! # ��
���"���"������ �!������
Onde TD é o tempo de manutenção a demanda.
Nesse caso a influência é somente por parte das intervenções de manutenção
a demanda, o que pode nos mostrar o quão eficaz está sendo as manutenções
preventivas. Nesse índice podemos fazer a associação direta de quanto maior o
valor melhor, pois se o valor de confiabilidade estiver em torno de 90% significa
que das horas trabalhadas tivemos 10% desse tempo com perda de produção por
falha. O valor ótimo para esse indicador é muito variável conforme a área de
atuação da empresa, no setor portuário, por exemplo, um valor ótimo estaria em
torno de 92%, mas para siderúrgicas pode variar de outra forma.
4.4. Disponibilidade de equipamentos
A disponibilidade é um indicador que pode ser medido e avaliado em qualquer
tipo de sistema que gere falhas, podendo ser uma central de computadores até
���
toda uma linha integrada para geração de energia de uma hidroelétrica por
exemplo. Na manutenção esse indicador normalmente é utilizado para relatórios
mensais, e dessa forma mede a capacidade de um equipamento operar em
condições de produzir durante todas as horas do mês em questão.
Essas horas que são somadas durante todo o mês podem ser chamadas de
tempo calendário, pois são as horas existentes pela soma das 24horas de cada dia
do mês. Para o cálculo da disponibilidade também é essencial a informação de
horas de parada por manutenção a demanda, preventiva e qualquer outro tipo de
manutenção aplicada. A seguir temos a fórmula de cálculo desse índice.
���"� � �!����� ���"����!� ����� # �� # ��
���"����!� �����������
Onde, TD é o tempo gasto com manutenção a demanda e TP o tempo gasto
com preventiva.
Se alguma empresa apresentar um índice de disponibilidade muito alto,
vamos supor que seja 90%, não significa diretamente que os equipamentos são
muito bons, porque esse valor quer dizer que, por exemplo, se estivermos medindo
dentro de um tempo calendário de 100 horas, em 90 dessas horas o equipamento
estava disponível e somente 10 horas estava em manutenção. Nesse momento
cabe a avaliação dessas 10 horas, quanto tempo foi gasto com manutenção a
demanda ou com preventiva?
Podemos ter dois cenários, o primeiro com pouca ou quase zero intervenção
a demanda e o restante em preventiva (mas ainda sim devemos avaliar se o tempo
de preventiva foi o suficiente para atender ao plano de manutenção), e o segundo
com pouca preventiva e muita falha concreta, o que sinaliza que temos algo de
errado e que precisa ser revisto no processo de programação das manutenções.
Por isso esse índice não deve ser avaliado sozinho, e sim com outros índices
correlatos juntos para tirarmos melhores conclusões sobre os números
apresentados.
�
�
�

� �
4.5. Lucro operacional
Esse índice foi adaptado pela autora através de um cálculo para medir os
valores em reais de ganho para empresa com as melhorias apresentadas pela
manutenção. Cada reach stacker do Sepetiba Tecon possui uma média de
movimentos de contêineres que realiza por hora (6,25cntr/h), cada movimento gera
um valor a ser cobrado do cliente (R$17,36), logo se aumentarmos a
disponibilidade (tempo de máquina em operação) o equipamento será capaz de
realizar mais movimentos por hora e consequentemente irá trazer ganhos
financeiros para o terminal. Abaixo temos a fórmula de cálculo determinada pela
autora para esse índice, considerando a operação de apenas uma RS:
$� � %�&'()����*���*������� ��� �!�����+
Onde QCH é a quantidade de contêiner movimentado por hora, HTD são as
horas trabalhadas por dia e a confiabilidade é o índice medido pela manutenção.
Dessa forma é possível avaliar aonde a manutenção impacta em ganhos ou
perdas financeiras para o terminal. O valor de R$17,36 por movimentação de
contêiner foi determinado pelo setor operacional levando em consideração o salário
do operador do equipamento, custo com combustível e peças sobressalentes.
���
5. Diagnóstico da manutenção no Sepetiba Tecon
Nesse capítulo a autora explicita a forma com que o setor de manutenção é
estruturado, quantos funcionários e as responsabilidades de cada equipe bem
como seus horários de trabalho.
Em seguida temos uma explicação sobre o programa SIGMA (Sistema
Integrado de Gestão da Manutenção), que é o carro chefe da manutenção no
Sepetiba Tecon. A autora exemplifica como é feito o cadastramento dos
equipamentos dentro do sistema e também dos planos de manutenção preventiva.
Seguindo a ordem lógica a autora fala sobre as rotinas de execução e análise
das manutenções preventiva, preditiva (que no Sepetiba Tecon é chamado de
atividade extra) e manutenção a demanda, explicando cada documento que deve
ser preenchido para o registro de cada uma dessas citadas e também a forma de
tratativa dos dados expostos.
Para finalizar o capítulo a autora explica o arquivo usado no Sepetiba Tecon
denominado como GERROT (Gerenciamento da Rotina), que é o arquivo gerado
mensalmente pelo setor de planejamento da manutenção e que tem por objetivo
consolidar todos os dados sobre manutenções executadas e apresenta todos os
índices para medição da eficiência e eficácia do setor de manutenção.
5.1. Estrutura da equipe do setor de manutenção
A equipe de manutenção é composta por um coordenador, dois engenheiros
de manutenção, um supervisor de planejamento, quatro técnicos de planejamento,
nove inspetores, um supervisor de mecânica, dois encarregados mecânicos, quinze
mecânicos, seis lubrificadores, um supervisor de elétrica, um encarregado elétrico,
dez eletricistas e dois técnicos de eletrônica. Todos os citados trabalham em
horário administrativo para atender as demandas de manutenção preventiva e
inspeção (atividades que se assemelham a manutenção preditiva). Existem
também três turnos (A, B e C) que são responsáveis pelos atendimentos de
manutenção a demanda e trabalham nos seguintes horários: turno A de 00:20hs às
08:20hs, turno B de 08:20hs às 16:20hs e turno C de 16:20hs às 00:20hs, em cada
turno temos um supervisor, um encarregado, seis mecânicos e quatro eletricistas.
No total somando as equipes de administrativo e turno são sessenta e sete
funcionários.

���
A equipe de planejamento tem por obrigação gerar as atividades preventivas
e preditivas, encaminhá-las a execução (administrativo) e gerar os índices de
medição do setor de manutenção bem como o desempenho dos equipamentos. É a
equipe responsável por alimentar todo setor de informações. Já a equipe de
inspeção é responsável pela constante avaliação dos planos preventivos, pela
execução de atividades preditivas, responsável também pela avaliação dos planos
preventivos executados além de também fazerem as análises de falha visando à
melhoria contínua do desempenho dos equipamentos.
Já a equipe do administrativo é responsável pela execução das preventivas
geradas pelo planejamento, bem como munir a equipe da inspeção das
informações necessárias para as melhorias que podem ser realizadas. Seguindo a
mesma linha de raciocínio, a equipe que trabalha em turno tem por objetivo o
atendimento das manutenções a demanda e também por munir a inspeção de
informações importantes que devem ser levadas em consideração para sanar
alguma falha concreta recorrente nos equipamentos.
�
5.2. SIGMA
Sigla referente à Sistema Integrado de Gestão da Manutenção. Sendo esse o
nome dado ao software desenvolvido pela própria CSN com o intuito de armazenar,
gerar e controlar todos os dados referentes às manutenções preventivas e
preditivas, a Figura 7 – SIGMA ilustra como é a tela do sistema utilizado na
empresa. Os dados e valores utilizados nas propostas a serem apresentadas mais
a frente no presente trabalho são retiradas desse sistema, o que gera uma
confiabilidade dos dados já que todos ficam armazenados em um banco de dados
que não é possível fazer alterações.
Para cadastro de qualquer equipamento dentro do sistema é necessário que
se obedeça à forma de preenchimento conforme descrito abaixo:
� Setor: número que se refere a cada planta da empresa, no caso do Sepeteiba
Tecon é sempre utilizado o número 30 por determinação dos desenvolvedores
do sistema;
� Sistema Operacional: varia conforme equipamentos móveis (Reach Stacker,
Empilhadeira, MHC e RTG) e equipamentos de cais (Porteiner);

��
� Unidade Operacional: especifica cada máquina através de uma numeração, por
exemplo, RS11 é identificada pelo número 016. Até esse campo é de
preenchimento obrigatório para busca de qualquer informação;
� Sistema Funcional (SF): separa cada sistema da máquina para uma pesquisa
mais especifica, são sistemas como, por exemplo: ar condicionado, estrutural,
motor, direção e etc;
� Unidade Funcional (UF): possibilita uma busca ainda mais específica, pois
desmembra cada componente do SF, por exemplo, na direção temos quatro UF
(conjunto articulação lado esquerdo, conjunto articulação lado direito, cilindro e
bloco de comando)
Nesse sistema as manutenções preventivas são chamadas de plano manter e a
manutenção preditiva é denominada como plano de ronda, a cada atividade de
ronda executada e que seja registrada alguma anormalidade a equipe de inspeção
cria uma atividade denominada de atividade extra (que nada mais é do que uma
ação preditiva). É nele que ficam cadastrados todos os planos de manutenção
preventiva, esse software trabalha com base na numeração das semanas do ano,
sendo assim a programação gerada é sempre semanal.
Toda quinta-feira é gerado um pacote de OS’s (ordens de serviço) a serem
executadas pelos mecânicos e eletricistas, esse pacote engloba as ordens de
serviço de preventiva e também as ordens de serviço das atividades extra, com
isso a equipe de planejadores, conforme a disponibilidade de mão-de-obra e
quantidade de homem/hora solicitado, programa essas OS’s a cada dia da semana.
No caso do não cumprimento de alguma delas, entra o processo de
reprogramação, e as executadas devem ser dadas baixa. Esses processos de
baixa e reprogramação são efetuados manualmente dentro do SIGMA.

���
Figura 7 - SIGMA
Fonte: Sistema usado no Sepetiba Tecon

���
5.3. Execução e análise de preventivas e extras
O pacote de preventivas engloba planos cadastrados pelo método de tempo
calendário, que são manutenções feitas de forma semanal, mensal ou anual, ou
pelo método de horímetro, que é baseado no tempo de operação de cada
equipamento, e geralmente é calculado a cada 250 horas de operação. A cada
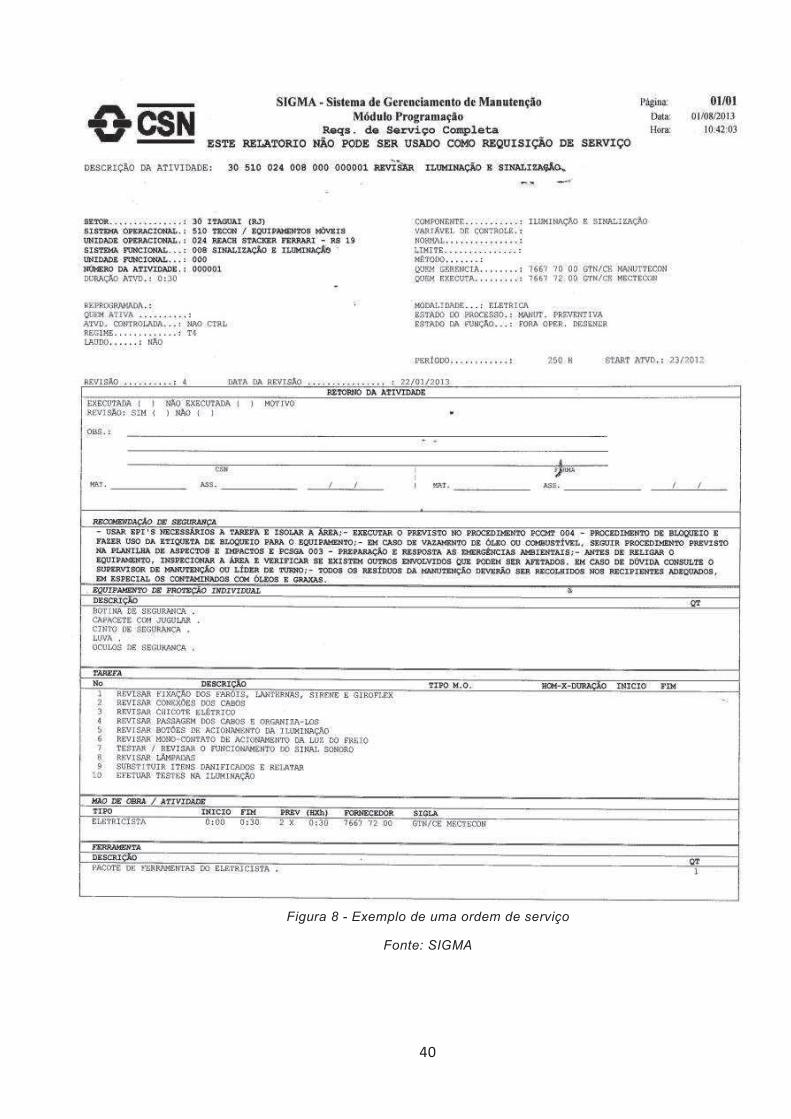
quinta-feira são gerados os pacotes de manutenções preventivas e atividades
extras (como mostra a Figura 8 – Exemplo de uma ordem de serviço) para a
semana seguinte, cada ordem de serviço carrega consigo uma programação de
homem/hora que será necessário para sua execução, esse valor até então não era
avaliado e a partir daí tomava-se a decisão em conjunto para descartar algumas
ordens de serviço que geram menor impacto no equipamento, essas ordens de
serviço descartadas já são reprogramadas dentro do sistema e já entram como
parte da programação da próxima semana.
A cada atividade executada pela equipe do administrativo, as ordens de
serviço devem ser preenchidas por eles dizendo se cada atividade ali contida foi
feita de forma satisfatória, se foi encontrada alguma anormalidade, se foi
necessária a troca de algum componente e também o tempo que eles levaram para
executar cada ordem de serviço, como vemos na Figura 9 - Ordem de serviço
executada e já avaliada. Após essa etapa concluída, os executantes entregam a
ordem de serviço para o seu supervisor e o mesmo analisa as informações e
assina, informando que está de acordo com o executado. Essa mesma ordem de
serviço passa então para a equipe de inspetores que irá verificar se houve alguma
anormalidade com o objetivo de avaliar essa anormalidade para gerar ou não uma
atividade extra, além disso, os inspetores também avaliam o tempo de execução
para ver se está de acordo com o tempo cadastrado dentro do SIGMA, caso haja
muita divergência nesses tempos é papel da equipe de inspeção avaliar um
histórico de execução da referida ordem de serviço e avaliar a necessidade de
revisão do plano preventivo para ajuste da mão-de-obra cadastrada para realização
do mesmo. Dessa forma o plano preventivo está em constante observação
valorizando o conceito de melhoria contínua.
��
Figura 8 - Exemplo de uma ordem de serviço
Fonte: SIGMA

��
�
Figura 9 - Ordem de serviço executada e já avaliada
Fonte: arquivo setor manutenção
�

�
Após essas análises a ordem de serviço deve ser entregue ao setor de
planejamento para que o técnico responsável dê o devido retorno ao SIGMA,
informando a data de execução e o sistema entende assim que já pode começar a
contar o tempo necessário para a próxima semana de execução daquela ordem de
serviço.
5.4. Execução e análise de manutenção a demanda
Na execução das manutenções a demanda, a tratativa é bem diferente da
descrita para preventiva e extra, nesse caso o ponto inicial é dado através da
comunicação do operador do equipamento no momento que o mesmo apresentou a
falha concreta. Essa comunicação é feita através dos rádios de comunicação ou
por telefone, a primeira avaliação deve ser realizada pelo rádio para identificar se o
equipamento será deslocado para a oficina (no caso das empilhadeiras e reach
stacker’s) ou se será necessário mecânicos e/ou eletricistas para os equipamentos
que são atendidos no local de operação.
A partir daí a operação preenche o documento chamado de check-list (que
pode ser visto na Figura 10 - Exemplo de um check-list) e deixa o mesmo com a
manutenção, nesse documento é obrigação da operação preencher o horário de
parada do mesmo e a falha que foi relatada na comunicação via rádio/telefone, já a
manutenção tem a obrigação de descrever toda e qualquer intervenção que foi feita
levando em consideração peças e componentes que foram trocados, e logo após o
restabelecimento do equipamento preencher o horário de liberação. Dessa forma
será fácil calcular o tempo que o equipamento esteve fora de operação, porém em
atendimento pela manutenção, o que irá contribuir para o cálculo dos índices de
medição do setor.

��
�
Figura 10 - Exemplo de um check-list
Fonte: arquivo setor manutenção
�

�
Caso a intervenção no equipamento não seja finalizada dentro do turno que
deu início ao atendimento, o check-list deve ser afixado no equipamento para que
todo o histórico fique acessível ao turno seguinte podendo assim dar continuidade
no serviço. No final do atendimento de cada equipamento a manutenção tem por
obrigação informar a operação por meio de rádio e/ou telefone que o equipamento
encontra-se liberado e disponível para operação, nesse momento o operador
assina o check-list confirmando o recebimento do equipamento no momento
registrado pela manutenção.
A cada final de turno é enviado para toda equipe de manutenção via e-mail
um arquivo onde o turno que teve fim informa quais equipamentos foram atendidos
no seu horário, quanto tempo levou cada atuação, qual a falha encontrada em cada
caso e as medidas que foram tomadas para sanar cada problema, dessa forma
temos um histórico de intervenções o que irá facilitar futuras avaliações de falhas
recorrentes em cada equipamento.
5.5. GERROT
Sigla que significa Gerenciamento de Rotina, que nada mais é do que um
arquivo preparado mensalmente pelo setor de planejamento da manutenção
agrupando os dados das manutenções a demanda e preventivas, de onde serão
extraídos todos os índices que medem o desempenho do setor de manutenção e
dos equipamentos do terminal.
Nesse documento são lançadas informações como horas de preventiva, horas
de manutenção a demanda, tempo de operação, tempo calendário (que são as
horas totais do mês em questão) e todas as intervenções de falhas concretas
detalhando as falhas, com o objetivo de gerar um gráfico com as maiores falhas,
denominado de pareto de paralizações, todas essas informações são referentes a
cada grupo de equipamentos.
Abaixo temos a ilustração da capa do arquivo de GERROT na Figura 11 –
Índice do arquivo GERROT, que é utilizado atualmente, após a aplicação desse
presente projeto.

��
�
Figura 11 - Índice do arquivo GERROT
Fonte: arquivo setor manutenção
�
Com esses dados lançados, automaticamente são gerados os índices de
confiabilidade, disponibilidade e o pareto de paralizações, que são apresentados a
toda equipe da manutenção em uma reunião mensal mostrando o índice alcançado
no mês corrente, comparando com o mês anterior e anos anteriores. Cada
equipamento possui uma meta a ser alcançada em cada índice citado.
Esse é o documento base para o setor de manutenção, todo o histórico de
intervenções, e acompanhamento da evolução do desempenho podem ser
verificados por ele.
6. Avaliação analítica da manutenção no Sepetiba Tecon
Foi realizada pela autora a análise dos meses de Janeiro a Junho de 2011
nas horas totais de manutenção a demanda e preventivas em cada tipo de
equipamento, com a finalidade de focar nos equipamentos mais críticos, e nesse
momento a autora definiu dois equipamentos (reach stacker’s e empilhadeiras)
como foco para esse projeto.

��
Em seguida a autora fez uma avaliação do setor de planejamento da
manutenção através de questionamentos para encontrar gaps que pudessem guiar
as sugestões de melhoria.
Com os equipamentos definidos e delimitando os pontos fracos encontrados
no processo de planejamento, programação e controle da manutenção, a autora fez
o levantamento dos dados históricos dos índices que serão acompanhados para
mostrar o impacto do presente projeto no setor de manutenção. Serão
apresentados os dados históricos de disponibilidade, confiabilidade, aderência à
programação e manutenção a demanda, sendo que para avaliação do setor de
manutenção a autora utiliza os valores da aderência à programação e manutenção
a demanda, para avaliação econômica a autora utiliza a confiabilidade e por fim a
disponibilidade servirá para uma avaliação crítica.
6.1. Delimitação dos pontos de atuação do projeto
Com o intuito de definir até aonde o projeto atuaria, a autora fez um
levantamento entre os meses de janeiro a junho de 2011 do total de horas de
manutenção preventiva e também de manutenção a demanda realizadas em cada
grupo de equipamentos. A criticidade dos equipamentos foi definida baseada na
diferença da quantidade de horas entre esses dois tipos de manutenção citadas.
Como podemos ver na figura abaixo (Figura 12 – Comparação do total de horas de
manutenções a demanda e preventivas), esses equipamentos com maior
disparidade nas horas de manutenção a demanda e horas de preventivas são as
Reach Stacker’s e Empilhadeiras, ou seja, os equipamentos que possuem mais
horas de manutenção a demanda do que horas de preventivas estão em estado
crítico e serão o foco do trabalho.

Figura 12 - Comparação do total de horas de manutenções
Em paralelo a essa análise
processo desde a programação até o retorno ao siste
13 – Fluxo do planejamento
informação estaria sendo perdida e que poderia esta
levando a essa enorme diferença entre horas de atua
preventivas nesses equipamentos. Com esse mapeament
foram feitas no meio do fluxo de informações focand
controle. Abaixo temos o fluxo referente à parte de
0:00
1200:00
2400:00
3600:00
4800:00
6000:00
7200:00
8400:00
PT
�������
������
Horas de Manutenção Realizada por Equipamento
�
Comparação do total de horas de manutenções a demanda e
Fonte: a autora
Em paralelo a essa análise a autora também realizou mapeamento de todo
processo desde a programação até o retorno ao sistema (como ilustrado na
Fluxo do planejamento), com o objetivo de identificar os pontos onde alguma
informação estaria sendo perdida e que poderia estar prejudicando o setor e
levando a essa enorme diferença entre horas de atuação em falhas concretas
preventivas nesses equipamentos. Com esse mapeamento algumas perguntas
foram feitas no meio do fluxo de informações focando no setor de planejamento e
controle. Abaixo temos o fluxo referente à parte de programação:
RS EP MHC
����������� �����
������
����
������
�����
����������� ����������
Horas de Manutenção Realizada por Equipamento
����������
�
a demanda e preventivas
mapeamento de todo
(como ilustrado na Figura
com o objetivo de identificar os pontos onde alguma
r prejudicando o setor e
falhas concretas e
o algumas perguntas
o no setor de planejamento e
RTG
������
����� ������
Horas de Manutenção Realizada por Equipamento

��
�
Figura 13 - Fluxo do planejamento
Fonte: a autora
�
�
�
�
�

��
Cada numeração no fluxo acima representa uma pergunta que foi feita e
observado um déficit no controle das informações até então gerenciadas. Com isso
temos o levantamento dos pontos que necessitam de atenção e suas possíveis
consequências apresentados na tabela abaixo:
Tabela 1 - Mapeamento das consequências
Fonte: a autora
Etapa Perguntas Respostas Consequências
1
A quantidade de homem/hora demandado com essas atividades é examinada pelo planejamento e
inspeção?
Não
Dificuldade para controle da real necessidade de
homem/hora programado para cada ordem de serviço
2
No momento da programação das atividades era avaliada a
quantidade de homem/hora demandada com a quantidade
real?
Não
Programação de ordens de serviço além do que pode
ser executado, sem histórico do que não foi
executado.
3Existe algum controle de qual
funcionário está executando qual atividade e por quanto tempo?
NãoFalta de visão sobre
alocação e produtividade da equipe.
4
A relevância e necessidade de execução de cada ordem de serviço são avaliadas pelos
responsáveis?
NãoO conceito de melhoria
contínua não estava sendo executado conforme teoria.
5Existe alguma forma de controle do
percentual de ordens de serviço programadas x realizadas?
NãoFalta de mapeamento do
percentual de cumprimento do plano preventivo.
A partir dessas informações, soluções foram pensadas para a melhoria
desse processo que envolve as partes de planejamento, programação e controle do
setor de manutenção do Sepetiba Tecon visando um melhor aproveitamento da
mão de obra disponível, maior controle sobre informações que estavam sem
mapeamento além de um melhor desempenho de todo setor.
6.2. Cenário inicial da manutenção no Sepetiba Tecon
Para medir a eficiência da implantação do presente projeto, é necessário que
tenhamos dados numéricos para avaliar o real ganho que foi obtido. Dessa forma a
autora fez o levantamento da disponibilidade, confiabilidade, aderência à

���
programação e manutenção a demanda, definindo assim o cenário inicial que será
usado para comparações futuras, porém para avaliação do setor de manutenção
teremos a definição de metas para os índices de aderência à programação (feita
com base em todos os equipamentos) e manutenção a demanda (somente reach
stacker e empilhadeira), já para a análise econômica a ser mostrada mais a frente
a autora utiliza os valores apresentados na confiabilidade.
6.2.1. Aderência à programação
Esse índice é o responsável pela medição do cumprimento do plano
preventivo que foi programado. A metodologia de cálculo é baseada na quantidade
de ordens de serviço realizadas dividido pelas ordens de serviço programadas, em
percentual. Porém por uma limitação do SIGMA, o relatório que informa a
quantidade de ordens de serviço realizadas não permite que seja filtrado por
equipamentos, então dessa forma esse índice é referente a todos os equipamentos
presentes no terminal. Abaixo temos o histórico levantado pela autora na Figura 14
– Aderência à programação Janeiro a Junho 2011 (pois esse índice não era
avaliado até o momento) entre os meses de janeiro a junho de 2011.
È importante ressaltar que por mês são geradas em média 1000 (mil) Ordens
de serviço, sendo assim com a aderência em torno de 50% significa que estão
sendo realizadas somente 500 ordens de serviço pelo setor de manutenção.
Figura 14 - Aderência à programação Janeiro a Junho 2011
Fonte: a autora com dados de arquivos do Sepetiba Tecon
��� ������
����
�����
� ���
�����
��
���
��
���
��
���
���
��
� !"�#$ %"�"#"�#$ � #&$ �'#�( � �$ �)!*$
� ���������������������
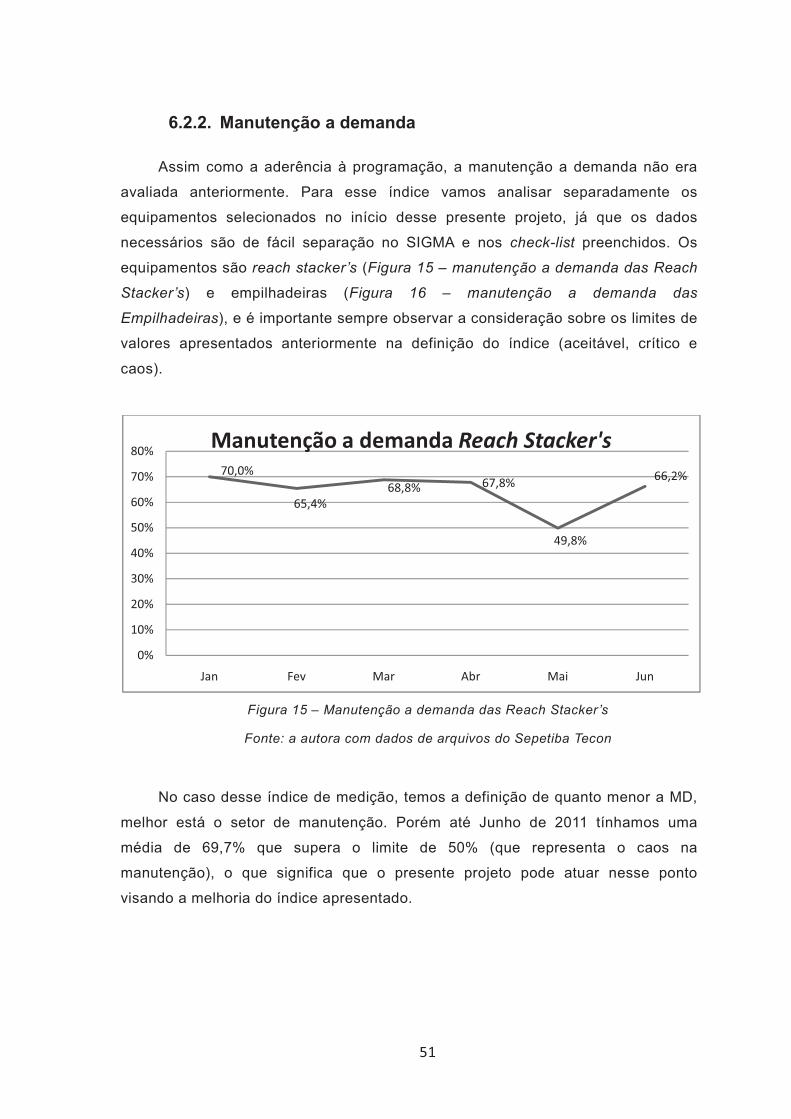
���
6.2.2. Manutenção a demanda
Assim como a aderência à programação, a manutenção a demanda não era
avaliada anteriormente. Para esse índice vamos analisar separadamente os
equipamentos selecionados no início desse presente projeto, já que os dados
necessários são de fácil separação no SIGMA e nos check-list preenchidos. Os
equipamentos são reach stacker’s (Figura 15 – manutenção a demanda das Reach
Stacker’s) e empilhadeiras (Figura 16 – manutenção a demanda das
Empilhadeiras), e é importante sempre observar a consideração sobre os limites de
valores apresentados anteriormente na definição do índice (aceitável, crítico e
caos).
�
Figura 15 – Manutenção a demanda das Reach Stacker’s
Fonte: a autora com dados de arquivos do Sepetiba Tecon
�
No caso desse índice de medição, temos a definição de quanto menor a MD,
melhor está o setor de manutenção. Porém até Junho de 2011 tínhamos uma
média de 69,7% que supera o limite de 50% (que representa o caos na
manutenção), o que significa que o presente projeto pode atuar nesse ponto
visando a melhoria do índice apresentado.�
����
��� �
����� ����
����
����
��
���
��
���
��
���
���
��
���
� ! %"� � # �'# � � �)!
������������� ���� ���������������

��
�
Figura 16 – Manutenção a demanda das empilhadeiras
Fonte: a autora com dados de arquivos do Sepetiba Tecon�
�
Assim como para as reach stacker’s, quanto menor o valor de IC melhor está o
setor de manutenção. Com o levantamento feito até Junho de 2011 a média estava
em 66,6%, o que novamente supera o limite de 50% (que representa o caos na
manutenção), e da mesma forma o projeto é uma boa chance para a autora avaliar
melhorias.�
�
6.2.3. Confiabilidade
Para a operação o índice mais importante em relação a manutenção é a
confiabilidade, já que ele indica o percentual de perda nas horas que o
equipamento estava em operação. Esse índice será apresentado separadamente
para os equipamentos reach stacker’s (Figura 17 - Histórico confiabilidade Reach
Stacker’s) e empilhadeiras (Figura 18 - Histórico confiabilidade empilhadeiras).
Abaixo temos a confiabilidade entre os meses de janeiro a junho de 2011 desses
equipamentos respectivamente.
���
����
�����
���
����� �����
��
���
��
���
��
���
���
��
���
���
� ! %"� � # �'# � � �)!
������������� ���� �� ���!"� ����#

Figura
�
Figura
�
�
�
�
85,6%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Jan
Confiabilidade
67,9%75,1%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Jan
���
Figura 17 – Histórico confiabilidade Reach Stacker’s
Fonte: Arquivos do Sepetiba Tecon
Figura 18 – Histórico confiabilidade Empilhadeiras
Fonte: Arquivos do Sepetiba Tecon
78,7%84,1% 81,8% 80,0%
Fev Mar Abr Mai
Confiabilidade Reach Stacker's
75,1% 73,2%80,4% 80,6%
Fev Mar Abr Mai
Confiabilidade Empilhadeiras
Histórico confiabilidade Reach Stacker’s
�
Histórico confiabilidade Empilhadeiras
80,0% 80,0%
Mai Jun
80,6% 78,9%
Mai Jun

6.2.4. Disponibilidade
A disponibilidade relaciona o tempo total do mês com
manutenções preventivas e
disponibilidade para os dois equipamentos do foco desse
referentes aos meses de janeiro a junho de 2011, com levantamento f
autora. Primeiro temos os dados das
disponibilidade reach sctaker’s
disponibilidade empilhadeiras.
Figura
�
Figura
81,7% 83,6%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Jan
74,9% 71,9%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Jan
� �
Disponibilidade
disponibilidade relaciona o tempo total do mês com
manutenções preventivas e manutenções a demanda efetuadas. Abaixo temos a
os dois equipamentos do foco desse
eses de janeiro a junho de 2011, com levantamento f
Primeiro temos os dados das reach stacker’s na Figura 1
disponibilidade reach sctaker’s e depois das empilhadeiras na Figura
sponibilidade empilhadeiras.
Figura 19 – Histórico disponibilidade Reach Stacker’s
Fonte: Arquivos do Sepetiba Tecon
Figura 20 – Histórico disponibilidade Empilhadeiras
Fonte: Arquivos do Sepetiba Tecon
83,6% 83,6% 80,2% 77,3%
Fev Mar Abr Mai
Disponibilidade Reach Stacker's
71,9%
94,5%
80,4%
93,8%
Fev Mar Abr Mai
Disponibilidade Empilhadeiras
disponibilidade relaciona o tempo total do mês com os tempos das
efetuadas. Abaixo temos a
os dois equipamentos do foco desse projeto, também
eses de janeiro a junho de 2011, com levantamento feito pela
Figura 19 - Histórico
Figura 20 - Histórico
Histórico disponibilidade Reach Stacker’s
Empilhadeiras
77,3%84,5%
Mai Jun
93,8% 94,5%
Mai Jun

���
7. Propostas e implantação das melhorias
Para guiar as ordens de melhoria, a autora se baseou pela ordem das
perguntas feitas por ela mesma no fluxo do planejamento apresentado na Figura 13
– Fluxo de Planejamento no item 6.1 desse projeto. O primeiro passo dado com
foco na melhoria do setor de manutenção está relacionado de uma forma geral com
a adequação do homem/hora, o que já atinge as três primeiras perguntas do
processo, sendo assim foi criada pela autora uma sistemática de avaliação a cada
quinta-feira (junto com a liberação das ordens de serviço para a semana seguinte)
da quantidade de homem/hora gerada pelos planos preventivos e de atividades
extras, como mostrado a seguir na Figura 21 - Exemplo da planilha de ajuste de
mão de obra. Na reunião de planejamento da semana, é feita uma avaliação pela
equipe de inspeção juntamente com o supervisor da execução do administrativo e o
setor de planejamento, a fim de adequar as manutenções geradas com a mão de
obra disponível (caso o homem/hora gerado seja maior que o disponível).
�
Figura 21 - Exemplo da planilha de ajuste de mão de obra
Fonte: arquivo setor manutenção
Nessa figura que exemplifica a planilha de ajuste de mão de obra fica claro
que o saldo de homem/hora de elétrica está negativo, logo para a elétrica se faz
necessária a revisão de todas as ordens geradas para ajustar esse déficit de
64h10min de mão de obra.

���
Após esse ajuste é feita a programação para a semana seguinte, e a partir
daí esse acompanhamento é feito diariamente com base no homem-hora real
(nesse momento tratamos de homem-hora real, pois podemos ter funcionários que
faltaram e será necessária a reprogramação de alguma atividade). Esse
acompanhamento diário é feito com o direcionamento da mão de obra no início do
dia, assim que a equipe do administrativo chega para trabalhar o supervisor junto
com o técnico de planejamento direcionam qual funcionário irá atuar em cada
atividade já programada para aquele dia, essa programação é enviada para todo
setor e dessa forma todos estão cientes de quem está fazendo qual atividade e
quanto tempo tal atividade vai levar. No meio do dia esse mesmo arquivo é enviado
novamente com o status da mão de obra até o momento, nessa etapa conseguimos
visualizar se alguma atividade vai terminar antes do tempo programado ou até
mesmo se alguma atividade foi interrompida por algum fator externo. Já no final do
dia o status é reenviado para fechamento das atividades. Esse status é conferido
pelo setor de planejamento junto à execução. No final do capítulo temos a imagem
de um retorno de mão de obra enviado ao final de um dia de trabalho (Figura 22 –
Exemplo da planilha de retorno de mão-de-obra).
Em seguida a atuação de cobrança por melhorias é feita na equipe de
inspeção, que nesse primeiro momento não avaliava de forma correta as
observações feitas pela equipe de execução nas ordens de serviço, então de uma
forma conjunta com o retorno dado também pela equipe do turno atuante nas
corretivas, foi implantada a rotina de desenvolvimento de planos de ação usando
como base o pareto de paralisações apresentado no GERROT. Eles receberam
treinamentos que falavam sobre técnicas de brainstroming e classificação de
prioridades, dessa forma temos a possibilidade de reduzir ou até eliminar algumas
falhas recorrentes nos equipamentos.
Focando na última consequência que trata da falta de mapeamento do
percentual de cumprimento do plano preventivo, a autora criou um novo índice para
medição do setor de manutenção que é a aderência à programação. Como já falado
anteriormente esse índice representa o percentual de atividades geradas no plano
preventivo que foram executadas dentro do mês analisado, dessa forma é possível
medir o back-log e traçar estratégias para zerar essas pendências. Como esse não era
um índice utilizado até então, foi necessário realizar uma busca nos arquivos passados
para termos números históricos para comparação e medirmos o real ganho dessa
ferramenta, mas todo o histórico e ganhos serão apresentados no capítulo seguinte.

��
Pensando no gráfico inicial sobre horas de manutenção a demanda e horas de
preventivas, a autora criou também um novo índice para controle, que é a manutenção a
demanda. Esse índice representa o percentual de manutenção a demanda dentro do
tempo global de manutenções realizadas nos equipamentos e da mesma forma que a
aderência global à programação esse índice não era avaliado e, portanto se fez
necessário o levantamento histórico que já foi apresentado no capítulo anterior.
Figura 22 - Exemplo da planilha de retorno de mão-de-obra
Fonte: arquivo setor manutenção

���
8. Definições de metas e resultados alcançados
Para falar em resultados devem ser apresentados também os valores
históricos já realizados, para assim o estudo de uma meta a ser alcançada com a
implantação das ações contidas nesse projeto seja real.
Nesse capítulo a autora define as metas a serem alcançadas através dos
dados históricos e já mostra também os resultados alcançados com a implantação
das ações descritas no capítulo anterior. Primeira a autora fala sobre o índice de
medição de aderência à programação e de manutenção a demanda. Em seguida a
mostra a evolução dos índices de disponibilidade e confiabilidade dos
equipamentos, lembrando que esses índices são somente para avaliação financeira
ainda a ser explicitada e por não ser o foco do projeto não foi necessário uma
definição de meta para tais.
8.1. Aderência à programação
Para definição de uma meta dentro da realidade, foi necessário que a autora
fizesse um levantamento do histórico desse índice, já que ele não era medido
anteriormente. Na tabela abaixo temos os índices atingidos desde 2008, o que fica
claro que com o passar dos anos esse índice teve uma queda brusca, e se
continuar nesse ritmo a tendência seria do setor de manutenção atuar somente na
correção de falhas latentes.
Tabela 2 – Histórico aderência à programação
Fonte: a autora com dados de arquivos do Sepetiba Tecon
Histórico
2008 2009 2010 2011
76,5% 76,0% 69,0% 54,0%
A definição da meta para esse índice foi feita também pela autora e baseada
no histórico desde 2008, seu cálculo foi feito através da média dos índices
alcançados nos últimos três anos e acrescentado 10%, para tornar uma meta mais
agressiva e com desafios, conforme mostra o cálculo na tabela abaixo:

Fonte:
Média 2008 a
73,8%
Com as ações explicitadas anteriormente,
programação e controle passou
programação, a ação que gera mais impacto para esse
de mão de obra, pois dessa forma todo o setor
qual funcionário está atuando aonde
do administrativo que é a responsável pela execução
preventiva.
Abaixo temos o gráfico que mostra a evolução da ade
(Figura 23 – Aderência à programação final
alcançada, porém ainda é necessário um acompanhamen
meta foi superada em apenas 0,6
significativo, porém se olharmos o ganho entre 2011
25,2% o que demonstra um melhor mapeamento de todas
mostra que o presente projeto foi de grande valia p
Fonte:
��
���
��
���
��
���
���
��
���
���
����
���
���
Tabela 3 - Cálculo da meta
Fonte: a autora com dados de arquivos do Sepetiba Tecon
Média 2008 a
2010
10% do valor
da médiaMeta
73,8% 7,4% 81,2%
Com as ações explicitadas anteriormente, o setor de planejamento,
programação e controle passou a controlar mensalmente o índice de aderência à
programação, a ação que gera mais impacto para esse índice é o direcionamento
, pois dessa forma todo o setor de manutenção tem visibilidade de
qual funcionário está atuando aonde, aumentando assim a produtividade da equipe
do administrativo que é a responsável pela execução das ordens de serviço de
Abaixo temos o gráfico que mostra a evolução da aderência à programação
Aderência à programação final), mostrando que a meta proposta foi
alcançada, porém ainda é necessário um acompanhamento bem de perto porque a
ada em apenas 0,6%. Em relação à meta o ganho não foi tão
significativo, porém se olharmos o ganho entre 2011 e 2012 temos um aumento de
5,2% o que demonstra um melhor mapeamento de todas as atividades geradas e
mostra que o presente projeto foi de grande valia para o setor de manutenção.
Figura 23 - Aderência à programação final
Fonte: a autora com dados de arquivos do Sepetiba Tecon
64,6%
Aderência à programação
�� �+"#,!-� ��#$.# / &0$
vos do Sepetiba Tecon
o setor de planejamento,
a controlar mensalmente o índice de aderência à
índice é o direcionamento
tem visibilidade de
aumentando assim a produtividade da equipe
das ordens de serviço de
rência à programação
ndo que a meta proposta foi
to bem de perto porque a
Em relação à meta o ganho não foi tão
e 2012 temos um aumento de
as atividades geradas e
ara o setor de manutenção.
�
com dados de arquivos do Sepetiba Tecon
81,8%
�"1
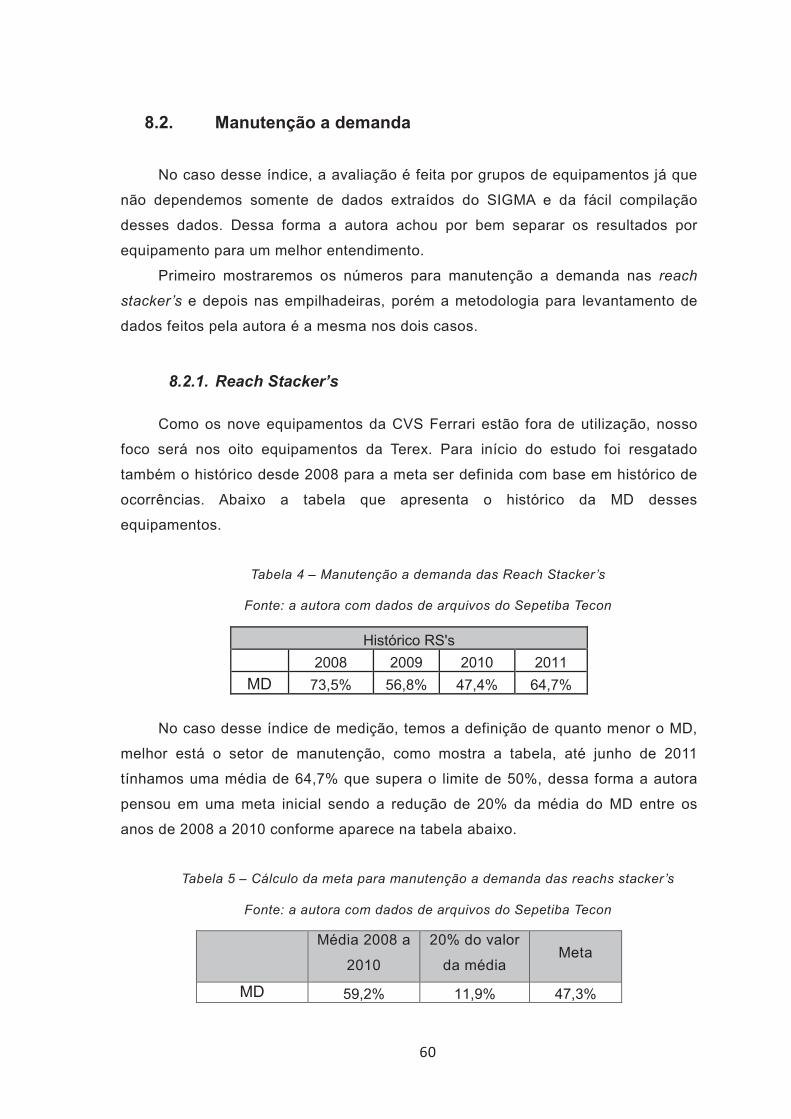
���
8.2. Manutenção a demanda
No caso desse índice, a avaliação é feita por grupos de equipamentos já que
não dependemos somente de dados extraídos do SIGMA e da fácil compilação
desses dados. Dessa forma a autora achou por bem separar os resultados por
equipamento para um melhor entendimento.
Primeiro mostraremos os números para manutenção a demanda nas reach
stacker’s e depois nas empilhadeiras, porém a metodologia para levantamento de
dados feitos pela autora é a mesma nos dois casos.
�
8.2.1. Reach Stacker’s
Como os nove equipamentos da CVS Ferrari estão fora de utilização, nosso
foco será nos oito equipamentos da Terex. Para início do estudo foi resgatado
também o histórico desde 2008 para a meta ser definida com base em histórico de
ocorrências. Abaixo a tabela que apresenta o histórico da MD desses
equipamentos.
Tabela 4 – Manutenção a demanda das Reach Stacker’s
Fonte: a autora com dados de arquivos do Sepetiba Tecon
Histórico RS's
2008 2009 2010 2011
MD 73,5% 56,8% 47,4% 64,7%
No caso desse índice de medição, temos a definição de quanto menor o MD,
melhor está o setor de manutenção, como mostra a tabela, até junho de 2011
tínhamos uma média de 64,7% que supera o limite de 50%, dessa forma a autora
pensou em uma meta inicial sendo a redução de 20% da média do MD entre os
anos de 2008 a 2010 conforme aparece na tabela abaixo.
Tabela 5 – Cálculo da meta para manutenção a demanda das reachs stacker’s
Fonte: a autora com dados de arquivos do Sepetiba Tecon
Média 2008 a
2010
20% do valor
da médiaMeta
MD 59,2% 11,9% 47,3%
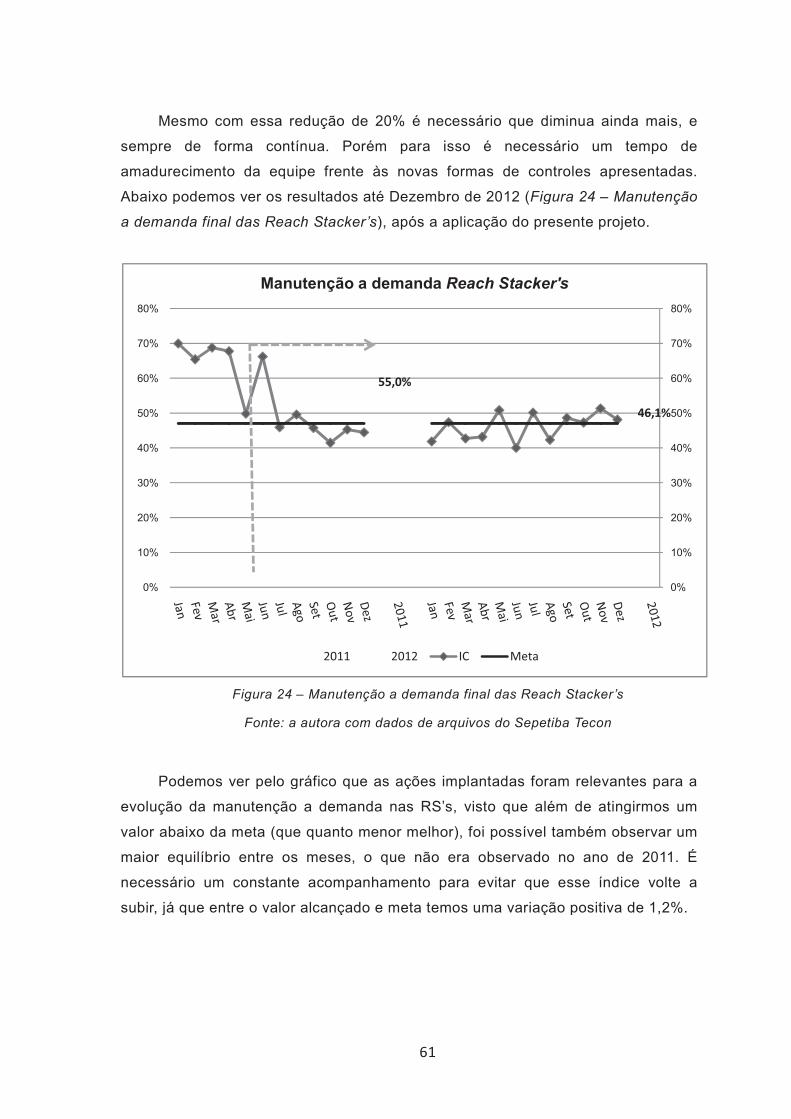
Mesmo com essa redução de 20%
sempre de forma contínua. Porém para isso é necessá
amadurecimento da equipe frente
Abaixo podemos ver os resultados até Dezembro de 20
a demanda final das Reach Stacker’s
Figura 24
Fonte:
�
Podemos ver pelo gráfico que as ações impla
evolução da manutenção a demanda
valor abaixo da meta (que quanto menor melhor), foi
maior equilíbrio entre os meses, o que
necessário um constante acompanhamento para evitar
subir, já que entre o valor alcançado e meta tem
0%
10%
20%
30%
40%
50%
60%
70%
80%
Manutenção a demanda
���
Mesmo com essa redução de 20% é necessário que diminua ainda mais, e
sempre de forma contínua. Porém para isso é necessário um tempo de
amadurecimento da equipe frente às novas formas de controles apresentadas.
Abaixo podemos ver os resultados até Dezembro de 2012 (Figura 24
a demanda final das Reach Stacker’s), após a aplicação do presente projeto.
24 – Manutenção a demanda final das Reach Stacker
Fonte: a autora com dados de arquivos do Sepetiba Tecon
pelo gráfico que as ações implantadas foram relevantes para a
manutenção a demanda nas RS’s, visto que além de atingirmos um
valor abaixo da meta (que quanto menor melhor), foi possível também observar um
maior equilíbrio entre os meses, o que não era observado no ano de 2011. É
necessário um constante acompanhamento para evitar que esse índice volte a
subir, já que entre o valor alcançado e meta temos uma variação positiva de 1,2
��$�%
Manutenção a demanda Reach Stacker's
��� �� �� �"1
é necessário que diminua ainda mais, e
sempre de forma contínua. Porém para isso é necessário um tempo de
novas formas de controles apresentadas.
Figura 24 – Manutenção
, após a aplicação do presente projeto.
�
final das Reach Stacker’s
com dados de arquivos do Sepetiba Tecon
ntadas foram relevantes para a
nas RS’s, visto que além de atingirmos um
possível também observar um
não era observado no ano de 2011. É
que esse índice volte a
os uma variação positiva de 1,2%.
��$�%
0%
10%
20%
30%
40%
50%
60%
70%
80%

��
8.2.2. Empilhadeiras
Continuando a lógica utilizada até então, foi necessário também que a autora
resgatasse o histórico da manutenção a demanda para as empilhadeiras, e fizesse
da mesma forma que foi feito para as RS’s, com a mesma base de arquivos e
critérios. Abaixo temos a tabela que informa o histórico de 2008 até 2010 além da
média de Janeiro a Junho de 2011.
Tabela 6 - Histórico manutenção a demanda das Empilhadeiras
Fonte: a autora com dados de arquivos do Sepetiba Tecon
Histórico EP's
2008 2009 2010 2011
MD 79,9% 50,6% 50,2% 66,6%
Assim como para as reach stacker’s, quanto menor o valor de MD melhor está
o setor de manutenção. Com o levantamento feito até Junho de 2011 a média
estava em 66,6%, o que novamente supera o limite de 50% (que representa o caos
na manutenção), e da mesma forma de antes a autora considerou a meta inicial
sendo a redução de 20% da média do MD entre os anos de 2008 a 2010 conforme
aparece na tabela abaixo.
Tabela 7 - Cálculo da meta para manutenção a demanda das empilhadeiras
Fonte: a autora com dados de arquivos do Sepetiba Tecon
Média 2008 a
2010
20% do valor
da médiaMeta
MD 60,2% 12,0% 48,2%
As empilhadeiras são equipamentos que possuem uma visibilidade menor do
que quando comparada as reach stacker’s dentro do terminal, esse é um fator que
leva a um maior descaso e falta de controle nos índices de desempenho desses
equipamentos. Com a evolução desse projeto fica claro o melhor desempenho dos
mesmos, conforme mostra o gráfico abaixo (Figura 26 – Manutenção a demanda
final das empilhadeiras) que representa os novos valores para a manutenção a
demanda das empilhadeiras.

Figura 25
Fonte:
�
8.3. Confiabilidade e disponibilidade
Como descrito anteriormente o intuito desse projeto
diretamente os índices de disponibilidade e confiab
mostrar que com o controle nas manutenções e interv
possível melhorar o desempenho
comparam a média de 2011 com a média de 2012 mostra
ano de 2012. Primeira a autora mostra a evolução nas reach stack
posteriormente nas empilhadeiras mantendo a ordem l
��
���
��
���
��
���
���
��
���� !
%"�
� #
�'#
� �
�)!
�)(
Manutenção a demanda Empilhadeiras
���
25 – Manutenção a demanda final das Empilhadeiras
Fonte: a autora com dados de arquivos do Sepetiba
Confiabilidade e disponibilidade
Como descrito anteriormente o intuito desse projeto não era avaliar
diretamente os índices de disponibilidade e confiabilidade, porém é importante
mostrar que com o controle nas manutenções e intervenções no equipame
possível melhorar o desempenho dos mesmos. Abaixo mostraremos gráficos que
comparam a média de 2011 com a média de 2012 mostrando a evolução durante o
Primeira a autora mostra a evolução nas reach stack
posteriormente nas empilhadeiras mantendo a ordem lógica adotada até aqui.
58,3%
�.$
�"1
�)1
�$�
�"2
���
� !
%"�
� #
�'#
� �
�)!
�)(
�.$
�"1
Manutenção a demanda Empilhadeiras
��� �� �� �"1
�
final das Empilhadeiras
com dados de arquivos do Sepetiba Tecon
Como descrito anteriormente o intuito desse projeto não era avaliar
ilidade, porém é importante
enções no equipamento é
dos mesmos. Abaixo mostraremos gráficos que
ndo a evolução durante o
Primeira a autora mostra a evolução nas reach stacker’s e
ógica adotada até aqui.
����
��
���
��
���
��
���
���
��
���
�"1
�)1
�$�
�"2
��

8.3.1. Reach Stacker’s
Abaixo temos a ilustração gráfica que mostra a evol
nas reach stacker’s (Figura 26
após o início do projeto houve um ganho de 6,0
a operação o equipamento parou menos tempo por inte
Aqui temos a disponibilidade que relaciona o tempo total do mês
tempos das manutenções
disponibilidade para Reach Stacker
Stacker’s). Nesse índice o ganho foi
������
���
���
��
���
���
����
�3+�
���
%"�"#"�#$
� �
Reach Stacker’s
Abaixo temos a ilustração gráfica que mostra a evolução da confiabilidade
Figura 26 – Confiabilidade Reach Stacker’s),
o projeto houve um ganho de 6,0%. Esse ganho representa que para
a operação o equipamento parou menos tempo por intervenção em falhas latentes.
Figura 26 - Confiabilidade Reach Stacker’s
Fonte: Arquivos do Sepetiba Tecon
disponibilidade que relaciona o tempo total do mês
tempos das manutenções a demanda e preventivas efetuadas. Abaixo temos a
Reach Stacker’s (Figura 27 – Disponi
Nesse índice o ganho foi ainda maior, representando 7,9
%"�"#"�#$ �'#�( �)!*$ �.$41$ �)1)'#$
Confiabilidade Reach Stacker's
ução da confiabilidade
), ficando claro que
%. Esse ganho representa que para
rvenção em falhas latentes.
disponibilidade que relaciona o tempo total do mês com os
preventivas efetuadas. Abaixo temos a
Disponibilidade Reach
ainda maior, representando 7,9%.
����
�)1)'#$ �"2"/'#$
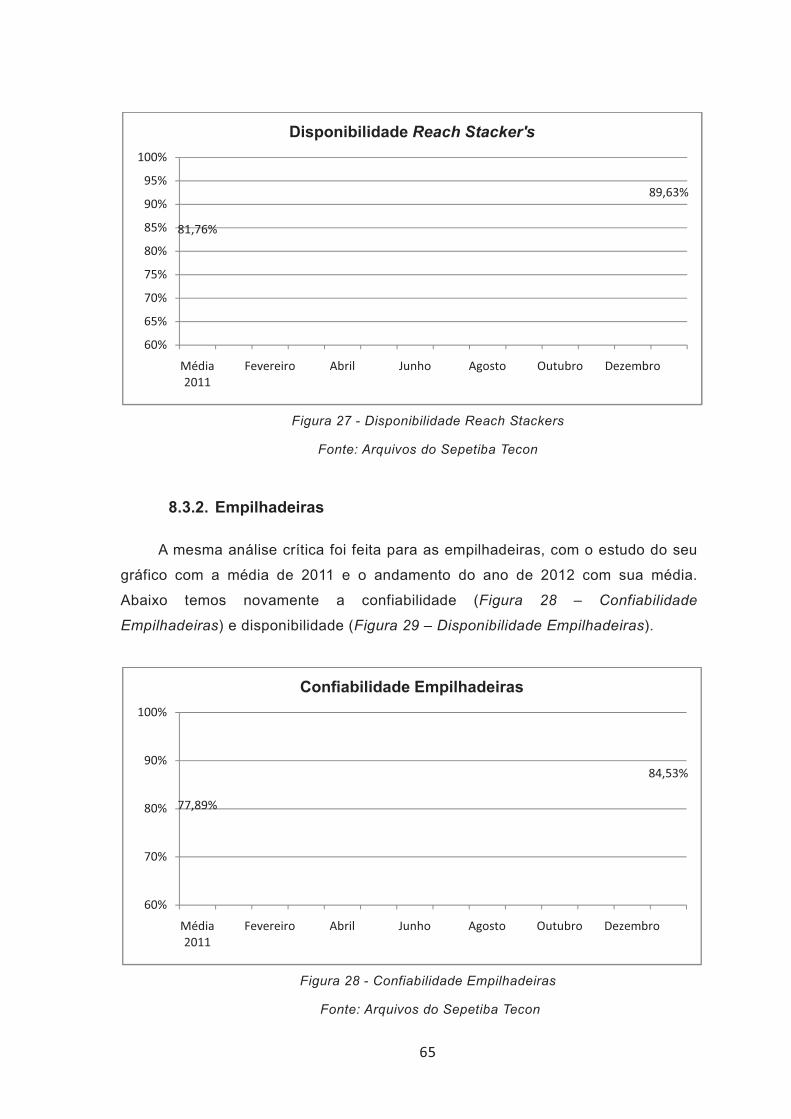
8.3.2. Empilhadeiras
A mesma análise crítica foi feita para as empilhade
gráfico com a média de 2011 e o andamento do ano de
Abaixo temos novamente a confiabilidade
Empilhadeiras) e disponibilidade
�����
���
���
��
��
���
���
���
���
����
�3+�
���
%"�"#"�#$
����
���
��
���
���
����
�3+�
���
%"�"#"�#$
���
Figura 27 - Disponibilidade Reach Stackers
Fonte: Arquivos do Sepetiba Tecon
Empilhadeiras
A mesma análise crítica foi feita para as empilhadeiras, com o estudo do seu
gráfico com a média de 2011 e o andamento do ano de 2012 com sua média.
Abaixo temos novamente a confiabilidade (Figura 28
e disponibilidade (Figura 29 – Disponibilidade Empilhadeiras
Figura 28 - Confiabilidade Empilhadeiras
Fonte: Arquivos do Sepetiba Tecon
%"�"#"�#$ �'#�( �)!*$ �.$41$ �)1)'#$
Disponibilidade Reach Stacker's
%"�"#"�#$ �'#�( �)!*$ �.$41$ �)1)'#$
Confiabilidade Empilhadeiras
iras, com o estudo do seu
2012 com sua média.
– Confiabilidade
Empilhadeiras).
������
�)1)'#$ �"2"/'#$
� ����
�)1)'#$ �"2"/'#$

Novamente foram apresentados melhores resultados no
foram influenciados pelas mudanças realizadas no pr
anteriormente as empilhadeiras tem uma menor visibi
alterações foi possível um melhor r
6,6% e na disponibilidade foi de
�� �
���
��
���
���
����
�3+�
���
%"�"#"�#$
���
Figura 29 - Disponibilidade Empilhadeiras
Fonte: Arquivos do Sepetiba Tecon
Novamente foram apresentados melhores resultados nos dois índices, e que
foram influenciados pelas mudanças realizadas no presente projeto. Como dito
anteriormente as empilhadeiras tem uma menor visibilidade, e com essas
alterações foi possível um melhor rastreamento. Na confiabilidade o ganho foi de
% e na disponibilidade foi de 3,1%.
%"�"#"�#$ �'#�( �)!*$ �.$41$ �)1)'#$
Diponibilidade Empilhadeiras
s dois índices, e que
esente projeto. Como dito
lidade, e com essas
astreamento. Na confiabilidade o ganho foi de
�����
�)1)'#$ �"2"/'#$

��
9. Avaliação financeira
Para as considerações de ganhos financeiros, a autora utilizou o índice de
lucro operacional explicitado anteriormente. Por informações coletadas pela autora
com o setor operacional, cada máquina opera em média 10 horas/dia e movimenta
em média 6 contêineres/hora, dessa forma o lucro operacional para 365 dias de
trabalho no ano de 2011 que apresentou uma confiabilidade de 81,1% nas RS’s é
dado como se segue:
$� � %�&'()����*���*������� ��� �!�����+ x 365
$� � %�&'()���)���������',��+���()-
$� �./�(�,�(01'00�
Já para o ano de 2012, com os mesmos valores de 6 conteineres
movimentados por hora, com uma RS operando 10 horas por dia durante os 365
dias do ano com a confiabilidade que subiu de 81,1% para 87,1%, chegamos ao
seguinte valor de lucro operacional por equipamento no ano de 2012:
$� � %�&'()����*���*������� ��� �!�����+ x 365
$� � %�&'()���)���������',&�+���()-
$� �./�((���2�'0)
Dessa forma a autora mostra que com as ações de melhorias implantadas
visando um melhor desempenho da manutenção, também foi possível um ganho
financeiro para o terminal do Sepetiba Tecon que teve um aumento do lucro
operacional por cada reach stacker em um ano de R$ 22811,04.
�
�
�
�
�
�
�
�

���
10. Conclusão
O foco dado pela autora nesse presente trabalho foi na coordenação de
manutenção da empresa Sepetiba Tecon, mais especificamente no setor de
planejamento, programação e controle da manutenção. Esse setor é o responsável
por avaliar e armazenar todos os dados que dizem respeito à coordenação como
um todo, ou seja, é o setor que calcula e armazena todos os índices de
desempenho da manutenção.
Na primeira etapa de execução do projeto a autora passa uma fase de
diagnosticar o setor em estudo, nessa etapa a autora descreve a estrutura da
equipe, fala sobre o SIGMA (carro chefe da manutenção, sistema de armazenagem
de dados sobre preventivas e preditivas) e o GERROT (arquivo gerado
mensalmente com os índices de medição da manutenção), e em seguida mapeou
todo o processo de execução e registro de realização das atividades preventivas,
preditivas e a demanda com a finalidade de entender como essas técnicas eram
aplicadas e também a forma com que esses dados são armazenados e tratados,
com o mapeamento pronto foram feitas perguntas nos intervalos do processo e
dessa forma a autora identificou alguns gaps, que nesse momento se tornaram
uma oportunidade de melhoria. Foi identificada a necessidade de um melhor
controle sobre a mão de obra e melhoria dos planos preventivos já existentes.
Nesse momento entra a fase de avaliação analítica onde a autora fez um
levantamento entre os meses de janeiro a junho de 2011 e pode identificar que os
equipamentos que estavam tendo um maior número de atendimentos por falha
concreta eram as reach stacker’s e empilhadeiras, e dessa forma o projeto teve
seu foco ainda mais delimitado. Nesse momento a autora identifica a necessidade
de um controle para o cumprimento do plano preventivo, sendo assim foi criado o
índice de aderência à programação para medir a quantidade de preventivas que
estão realmente sendo executadas. Outro ponto de atenção é em relação a
quantidade de horas elevadas de manutenção a demanda, então a autora criou o
índice de manutenção a demanda que mede o percentual de atendimento para
falhas concretas dentro de todo tempo de manutenção executada no equipamento.
Para esses dois índices que foram criados pela autora, foram necessários
levantamentos históricos feitos pela mesma para melhor comparação futura.
Após o histórico foram sugeridas melhorias no controle da mão de obra
empregada para a realização das manutenções preventivas, foi elaborada pela

���
autora uma planilha que mostra no início do dia quem foi destinado a qual
atividade, no meio do dia essa mesma planilha é enviada para acompanhamento e
no final do dia novamente para o correto encerramento das atividades, dessa forma
foi possível aumentar as horas de manutenção preventiva realizadas nos
equipamentos. Outra ação focando nas preventivas foi a elaboração de uma
planilha que mostrasse a quantidade de horas de preventivas geradas para a
semana, comparando com a mão de obra disponível, dessa forma só é programado
o que a equipe é capaz de realizar. Visando a redução de horas de manutenção a
demanda, foi implantado pela autora o conceito de desenvolvimento de planos de
ação com análise de falhas para a equipe de inspetores dando todo embasamento
teórico com treinamento e explicações na prática para reduzir essas horas de
falhas concretas.
Como ganhos tangíveis têm como exemplo os ganhos de produtividade e
ganhos financeiros. No índice de aderência a programação até junho de 2011 a
média estava em 64%, já no final de 2012 o índice foi elevado para 81,8%
superando a meta proposta de 81,2% (calculada através do histórico de 2008 a
2010 levantado pela autora). Sobre o índice de manutenção a demanda nas reach
stacker’s até junho o acumulado estava em 64,7%, porém esse índice é medido de
forma contrária, ou seja, quanto menor melhor, e no final do ano de 2012 o valor
alcançado foi de 46,1%, nas empilhadeiras o mesmo índice foi de 66,6% para
40,7%. Nos dois casos a meta determinada pela autora foi alcançada.
Falando na confiabilidade as reach stacker’s terminaram o ano de 2011 com o
valor de 81,1% e terminaram 2012 com o índice em 87,1%, as empilhadeiras
tiveram sua confiabilidade aumentada em 6,6%. Na disponibilidade (que leva em
consideração também as preventivas) as reach stacker’s tiveram um ganho de
7,9% do final de 2011 para o final de 2012, já as empilhadeiras fecharam o
acumulado de 2012 com 85,8%, o que representa um ganho de 3,0%. Com o índice
de confiabilidade é possível medir também um ganho financeiro, já que se a
confiabilidade for maior significa que estamos tendo menos perdas por falhas
concretas, no índice de lucro operacional o terminal teve um ganho de R$ 22811,04
por máquina no final de um ano.
Falando em ganhos intangíveis, temos o melhor posicionamento da equipe de
manutenção perante a operação, bem como uma maior satisfação de todos os
envolvidos, o que gera maior produtividade e pró-atividade da mão de obra
alocada. Vale ressaltar que todas as melhorias alcançadas foram feitas sem a
necessidade de aumentar ou diminuir o quadro de funcionários, e tudo foi realizado

��
com recursos próprios, treinamentos internos (alguns deles dados pela própria
autora).
Durante a realização do projeto a autora enfrentou algumas dificuldades que
impuseram limites aos estudos, primeiro para o cálculo do índice de aderência a
programação não foi possível separar o índice por equipamento devido a uma
limitação nos relatórios que são gerados pelo SIGMA, dessa forma a solução
encontrada foi a de medir esse índice de uma forma global, ou seja, de todos os
equipamentos juntos. Outro fator que gerou limitações foi o fato de algumas RS’s
do fabricante Ferrari estarem saindo de operação, mas em alguns momentos esses
equipamentos operavam e com isso mascarava os índices de medição, a solução
encontrada foi desconsiderar essas poucas horas de operação já que em pouco
tempo esses equipamentos serão realmente retirados de circulação por estarem
obsoletos. Por último a autora deveria desenvolver todo o projeto sem gerar novos
custos para a empresa, enfrentando assim uma limitação financeira que se não
existisse poderia ser utilizado o recurso para uma melhor capacitação da equipe de
manutenção.
Para futuros estudos vale a pena estender a mesma avaliação para os outros
equipamentos que não foram contemplados nesse projeto (porteineres,
transteineres e móbile), dessa forma o setor de manutenção tenderá a alcançar o
limite de excelência e poderá se tornar referência entre os portos brasileiros. É
possível também algum estudo que direcione a equipe de manutenção a aplicar
mais a técnica de otimização da manutenabilidade, que hoje em dia não é muito
utilizada. Vale lembrar que nada disso seria possível sem o engajamento da equipe
para encarar todas essas mudanças de forma positiva e com disposição para
elevar o nível da coordenação de manutenção do Sepetiba Tecon.
��
11. Definição de termos
Área de fundeio: É o nome dado à região em alto-mar aonde os navios que
chegam antes do horário acordado ancoram para aguardar o momento certo para
sua atracação, pode também ser chamado de barra. Assim que o navio chega
nessa área, ele emite uma mensagem ao terminal para ciência da sua presença,
para ser liberado o seu acesso ao porto assim que possível.
Armador: Empresa dona do navio que irá transportar mercadorias, como
exemplo temos: Log-in, MSC e Aliança.
Atracação: Ato de o navio ancorar no cais do porto em questão para realizar
as operações de embarque e desembarque de mercadorias.
Cais: Plataforma construída pelo porto a margem do mar onde é feito o
embarque e desembarque de pessoas e/ou mercadorias.
Calado: Nome dado a profundidade que cada navio está submerso na água,
conta da lâmina d’água até o fundo da embarcação. Essa medida é variável de
porto a porto, e em alguns casos acaba limitando o tamanho dos navios que os
portos podem receber.
Canal de acesso: Canal que liga a área de fundeio ao porto propriamente dito.
Esse canal de acesso pode ser natural ou artificial e de dupla ou única via, ou seja,
dupla via temos a possibilidade de passagem de dois navios ao mesmo tempo e
única via apenas um navio por vez.
Check-list: Documento preenchido pela área de operações portuária que será
entregue ao setor de manutenção para registro de falhas dos equipamentos, nele
são preenchidos dados como tipo de falha, hora inicial da falha e horário final de
atendimento.
Desatracação: Ato do navio desancorar do cais, pois as operações de
embarque e desembarque de mercadorias já finalizaram.
EP: Sigla utilizada para os equipamentos denominados de empilhadeiras.
GERROT: Sigla que significa Gerenciamento de Rotina, que nada mais é do
que um arquivo preparado mensalmente pelo setor de planejamento da
manutenção agrupando os dados das manutenções preventivas e corretivas, de
onde serão extraídos todos os índices que medem o desempenho do setor de
manutenção.
Mapa de janelas: Programação do tempo destinado a cada navio dentro do
terminal portuário. Esse tempo é previamente acordado entre a área comercial e o

�
armador, e consequentemente influencia no limite de embarque e desembarque do
navio.
MHC: Sigla utilizada para os equipamentos denominados mobile.
Ordens de serviço: Documentos gerados pelo SIGMA que serão direcionados
para a equipe de execução, nesses documentos estão descritas todas as
atividades que devem ser realizadas em cada equipamento. Como sigla o termo
OS é largamente aplicado.
PT: Sigla utilizada para os equipamentos denominados porteineres.
RS: Sigla utilizada para os equipamentos denominados reach stacker’s.
RTG: Sigla utilizada para os equipamentos denominados transteineres
SIGMA: Sigla referente à Sistema Integrado de Gestão da Manutenção.
Sendo esse o nome dado ao software desenvolvido pela própria CSN com o intuito
de armazenar, gerar e controlar todos os dados referentes às manutenções
preventivas e preditivas.
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�

��
12. Referências
�
[1] VIANA, HERBERT R., PCM, Planejamento e Controle da Manutenção, 1 ed.,
Qualitymark, Rio de Janeiro, 2002
[2] PINTO, ALAN K., XAVIER, JÚLIO N., Manutenção: Função Estratégica, 1 ed.,
Qualitymark, Rio de Janeiro, 1999
[3] FILHO, GIL B., Dicionário de Termos de Manutenção, Confiabilidade e
Qualidade, 3 ed., Editora Ciência Moderna, Rio de Janeiro, 2004
[4] Ilustração cedida por Sepetiba Tecon
[5] MOURA, CÍCERO, Gestão da Manutenção, Ceará, 2009
[6] CAMPOS JÚNIOR, E. E., Reestruturação da Área de Planejamento,
Programação e Controle na Gerência de Manutenção Portuária – CVRD, Grau
Engenheiro Mecânico, Universidade Estadual do Maranhão, São Luís, MA,
Brasil, 2006
[7] GLOSSÁRIO portuário. In: Porto sem Papel: Governo Federal Portal de
Informações Portuárias Brasil. Disponível em:
<http://www.portosempapel.gov.br/glossario?pathbar=glossario_portuario>
Acessado em 9 mar 2013.
[8] TIPOS containers. In: Transmeridian Logistics. Disponível em
<http://www.transmeridian.com.br/tipos_containers.htm> Acessado em 10 mar
2013.
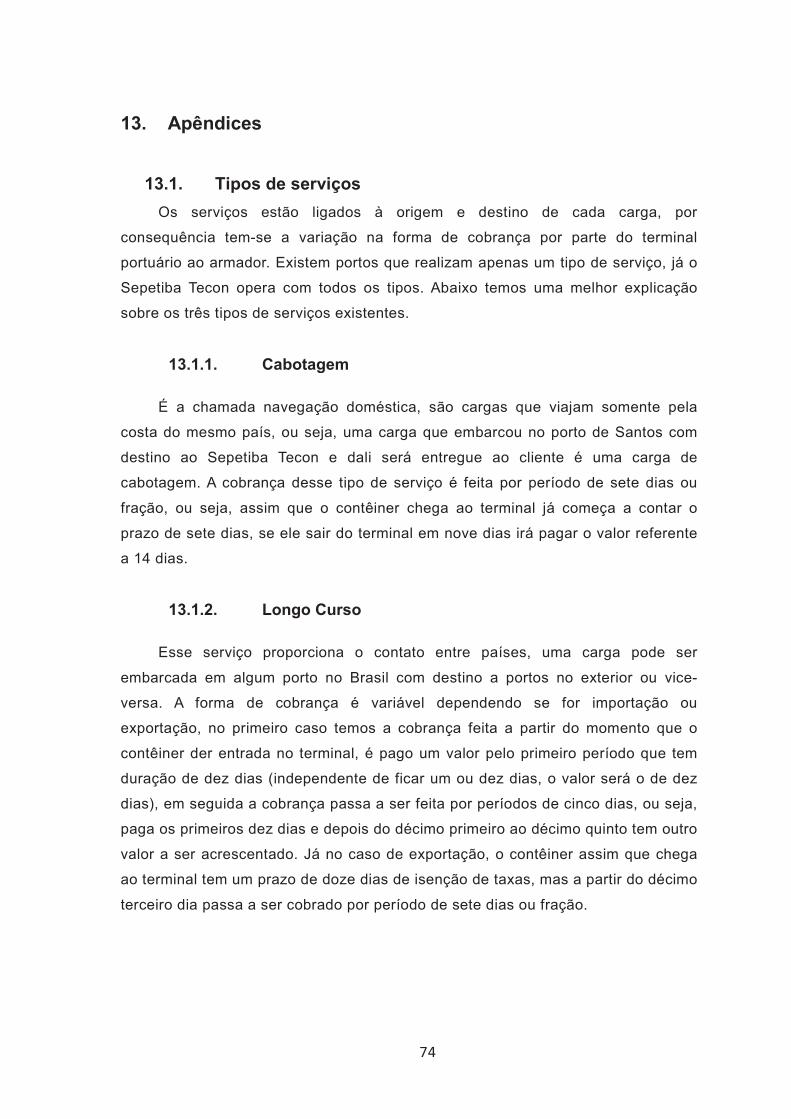
�
13. Apêndices
�
13.1. Tipos de serviços
Os serviços estão ligados à origem e destino de cada carga, por
consequência tem-se a variação na forma de cobrança por parte do terminal
portuário ao armador. Existem portos que realizam apenas um tipo de serviço, já o
Sepetiba Tecon opera com todos os tipos. Abaixo temos uma melhor explicação
sobre os três tipos de serviços existentes.
13.1.1. Cabotagem
É a chamada navegação doméstica, são cargas que viajam somente pela
costa do mesmo país, ou seja, uma carga que embarcou no porto de Santos com
destino ao Sepetiba Tecon e dali será entregue ao cliente é uma carga de
cabotagem. A cobrança desse tipo de serviço é feita por período de sete dias ou
fração, ou seja, assim que o contêiner chega ao terminal já começa a contar o
prazo de sete dias, se ele sair do terminal em nove dias irá pagar o valor referente
a 14 dias.
13.1.2. Longo Curso
Esse serviço proporciona o contato entre países, uma carga pode ser
embarcada em algum porto no Brasil com destino a portos no exterior ou vice-
versa. A forma de cobrança é variável dependendo se for importação ou
exportação, no primeiro caso temos a cobrança feita a partir do momento que o
contêiner der entrada no terminal, é pago um valor pelo primeiro período que tem
duração de dez dias (independente de ficar um ou dez dias, o valor será o de dez
dias), em seguida a cobrança passa a ser feita por períodos de cinco dias, ou seja,
paga os primeiros dez dias e depois do décimo primeiro ao décimo quinto tem outro
valor a ser acrescentado. Já no caso de exportação, o contêiner assim que chega
ao terminal tem um prazo de doze dias de isenção de taxas, mas a partir do décimo
terceiro dia passa a ser cobrado por período de sete dias ou fração.

��
13.1.3. Transbordo
A carga que viaja em transbordo é transferida para seu porto de destino,
porém no decorrer do percurso passa por outros portos. Podemos fazer associação
com vôos que fazem escala, seria a mesma lógica de pensamento. Vamos supor
que uma carga está saindo do porto de Houston nos EUA e seu destino final será o
porto de Hamburgo na Alemanha, mas o serviço que partiu de Houston não vai até
a Alemanha em contrapartida passa pelo porto de Copenhagen na Dinamarca,
então essa carga é desembarcada na Dinamarca e fica a espera de algum serviço
que vá até seu destino final que é a Alemanha. A forma de cobrança é feita com as
mesmas condições e valores do que no caso de viagens de longo curso,
obedecendo às diferenças entre importação e exportação. No meio portuário é
comum dizer que para importação a cobrança é feita no momento que o contêiner
bate no chão, bateu pagou, portanto para fins econômicos do terminal é mais
vantajosa a movimentação de importação.�
�
13.2. Tipos de contêineres
Existem vários tipos de contêineres, cada um tem sua particularidade e
exemplos de aplicações dependendo do tipo de carga a ser transportada. A
primeira explicação necessária para entender esse ponto está relacionada à
unidade de medida utilizada que é o TEU (Twenty-foot Equivalent Unit), 1 TEU
representa a medida de um contêiner de 6,10m (20’) de comprimento, logo quando
falamos em 2 TEU’s temos um contêiner de 12,20m (40’) de comprimento. Abaixo
seguem explicações sobre os variados tipos de contêineres utilizados no mercado
e alguns exemplos de cargas para cada um deles.
Abaixo temos uma tabela que resume os tamanhos e capacidades de todos
os tipos de contêineres que serão explicitados logo a seguir.
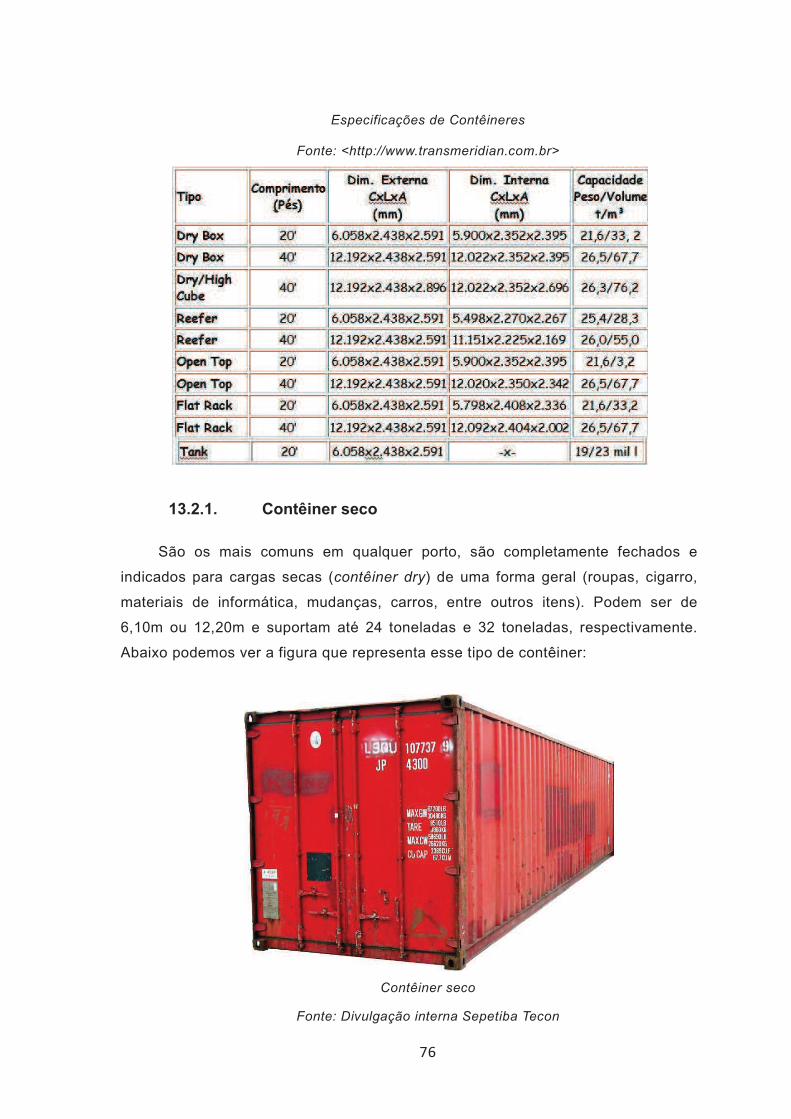
��
Especificações de Contêineres
Fonte: <http://www.transmeridian.com.br>
�
13.2.1. Contêiner seco
São os mais comuns em qualquer porto, são completamente fechados e
indicados para cargas secas (contêiner dry) de uma forma geral (roupas, cigarro,
materiais de informática, mudanças, carros, entre outros itens). Podem ser de
6,10m ou 12,20m e suportam até 24 toneladas e 32 toneladas, respectivamente.
Abaixo podemos ver a figura que representa esse tipo de contêiner:
�
Contêiner seco
Fonte: Divulgação interna Sepetiba Tecon

�
13.2.2. Contêiner aberto no topo
Esse tipo de contêiner (contêiner open top) é largamente utilizado para
cargas de tamanhos irregulares que excedam a capacidade do contêiner seco, ou
cargas que só possam ser carregadas por cima do contêiner. Para proteger a carga
algumas vezes esse contêiner é fechado com uma lona no topo, mas tem a
restrição de empilhamento, já que sua superfície superior é irregular. Também
existem os tamanhos de 6,410m e 12,20m. Uma carga muito comum para esse tipo
de contêiner são os pneus de caminhão e foras de estrada (como são chamados os
tratores e afins). Abaixo uma ilustração desse tipo de contêiner:
�
Contêiner aberto no topo
Fonte: Divulgação interna Sepetiba Tecon
13.2.3. Contêiner com laterais dobráveis
Esse é um modelo indicado para cargas muito pesadas ou completamente
fora de padrões de medidas, que excedem os limites lateral e superior do
contêiner. Este modelo também pode ser de 6,10m e 12,20m. São indicados para
transporte de veículos, cabos, bobinas de aço, lanchas entre outros. Suas abas
laterais podem ser dobradas para baixo ficando parecido com uma plataforma
(contêiner flat rack). Abaixo uma ilustração desse contêiner carregado:

��
�
Contêiner com laterais dobráveis
Fonte: Divulgação interna Sepetiba Tecon
13.2.4. Contêiner Refrigerado
São contêineres apropriados para carregar qualquer tipo de carga que seja
necessário o acompanhamento da temperatura (contêiner reefer), possuem uma
tomada que é ligada ao navio ou em painéis de tomadas quando estão
armazenados no pátio dos terminais. Assim como os outros também pode ser dos
tamanhos 6,10m e 12,20m, suas cargas podem ser carne, peixe, frutas e até
mesmo filmes fotográficos. Em geral são contêineres brancos, o que facilita o
reconhecimento visual, como mostrado na figura a seguir:

��
�
Contêiner refrigerado
Fonte: Divulgação interna Sepetiba Tecon
�
13.2.5. Contêiner Tanque
Contêineres especiais para carregar cargas perigosas, cargas químicas,
líquidos, vapor e qualquer outra carga especial. Possuem a estrutura metálica
formando uma caixa vazada e seu interior é realmente um tanque que pode ser
utilizado com pressão interna. As cargas levadas nesse tipo de contêiner são
chamadas de cargas IMO (International Maritime Organization), que é a sigla de
um órgão afiliado a ONU, responsável por classificar as cargas para
transporte marítimo. Assim como os outros tipos existem os contêineres de
6,10m e 12,20m. Abaixo um exemplo de um contêiner tanque:

���
�
Contêiner Tanque
Fonte: http://universodalogistica.wordpress.com
�
13.2.6. Contêiner de grandes volumes
Por fim chegamos ao contêiner de grandes volumes (contêiner high cubic),
que é uma variação do contêiner seco, porém sendo indicado para cargas em que
o volume supera o peso, ou seja, cargas de pequena densidade. Nesse caso só
temos o de 6,10m, não faria sentido um contêiner para cargas de volume tendo
12,20m.
�
Contêiner de grandes volumes
Fonte: http://www.transmeridian.com.br/tipos_containers.htm

���
13.3. Mapa de janelas

302
303
302
303
302
303
302
303
302
303
302
303
302
303
00:0
000
:00
01:0
001
:00
02:0
0N
GX
1S
B/W
B02
:00
03:0
0A
LC
T3
SB
03:0
004
:00
04:0
005
:00
05:0
006
:00
06:0
007
:00
07:0
008
:00
VIT
OR
IA08
:00
09:0
0F
EE
DE
RA
LC
T2
NB
09:0
010
:00
SA
EC
1S
B10
:00
11:0
0A
MA
ZO
NA
S/
11:0
012
:00
ME
RC
OS
UL
NW
CC
ON
OS
UR
12:0
013
:00
LIN
E13
:00
14:0
014
:00
15:0
0U
SA
15:0
016
:00
AT
LA
NS
UL
NB
16:0
017
:00
NB
17:0
018
:00
AL
CT
1N
B(P
rov
isio
na
l18
:00
19:0
0B
as
is)
19:0
020
:00
20:0
021
:00
21:0
022
:00
22:0
023
:00
AT
LA
NS
UL
23:0
0
!"#$%&'
Wee
kly
Cab
otag
ean
dM
erco
sur
serv
ice
oper
ated
byA
lianç
a. !"#$()'
Wee
kly
Cab
otag
ean
dM
erco
sur
serv
ice
oper
ated
byA
lianç
a. !"#$*&'
Wee
kly
Cab
otag
ean
dM
erco
sur
serv
ice
oper
ated
byA
lianç
a. #! &$)+!$&',)'
Wee
kly
Cab
otag
ean
dM
erco
sur
serv
ice
oper
ated
byLo
g-in
- ./& )
Wee
kly
Cab
otag
ese
rvic
eop
erat
edby
Mer
cosu
lLin
e) 0"$*)',$&1"$23
Wee
kly
serv
ice
betw
een
Eur
ope
and
Sou
thA
mer
ican
Eas
tCoa
st,j
oint
lyop
erat
edby
Ham
burg
Süd
,Cm
a-C
gm,H
apag
Lloy
dan
dM
SC
.&45$*)',1
'W
eekl
yse
rvic
ebe
twee
n F
arE
asta
ndS
outh
Am
eric
anE
astC
oast
,joi
ntly
oper
ated
byH
ambu
rgS
üdan
dM
aers
k."/&/)+6
Wee
kly
serv
ice
betw
een
Sou
thA
mer
ican
Eas
tCoa
stan
dS
outh
Am
eric
anW
estC
oast
,ope
rate
dby
CS
AV
and
Ham
burg
Sud
.&1"$2,$) 0"($&'
Wee
kly
serv
ice
betw
een
Med
iterr
anea
nan
dS
outh
Am
eric
aE
astC
oast
oper
ated
byM
SC
(slo
tcha
rter
Mae
rsk/
Cm
a-C
gm/H
ambu
rgS
ud/C
sav
-H
apag
Lloy
d).
32#/62 $700806
Wee
kly
serv
ice
Fee
der
cone
ctio
nfr
oman
d to
Vito
riaop
erat
edby
MS
C+) $&'
Wee
kly
serv
ice
betw
een
Eas
tCoa
stN
orth
Am
eric
a/M
exic
anG
ulf
and
Sou
thA
mer
ica
Eas
tCoa
stop
erat
edby
MS
C(C
MA
-CG
M,C
SA
V,H
apag
Lloy
de
ZIM
Line
s.).
Off
icia
lBer
thin
gW
ind
ow
sat
ST
SA
-In
Fo
rce
asfr
om
Feb
ruar
y23
rd/2
013
Su
nd
ayM
on
day
Tu
esd
ayW
edn
esd
ayT
hu
rsd
ayF
rid
ayS
atu
rday
NOTAVAILABLE
PD
Fcr
ea
ted
with
pd
fFa
cto
ry t
ria
lve
rsio
nw
ww
fact
ory.
com