Embed Size (px)
Citation preview
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE CIÊNCIAS EXATAS E DA TERRA
PROGRAMA DE PÓS GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE
MATERIAIS
TESE DE DOUTORADO
ESTUDO DA SINTERIZAÇÃO DE CARBETO DE TUNGSTÊNIO
UTILIZANDO LIGANTES ALTERNATIVOS 316L E FeNi COM ADIÇÃO DE
CROMO
ALESSANDRA AGNA ARAÚJO DOS SANTOS
ORIENTADOR: Prof. Dr. UÍLAME UMBELINO GOMES
Tese no 205/PPgCEM UFRN
NATAL-RN
2017

ALESSANDRA AGNA ARAÚJO DOS SANTOS
ESTUDO DA SINTERIZAÇÃO DE CARBETO DE TUNGSTÊNIO
UTILIZANDO LIGANTES ALTERNATIVOS 316L E FeNi COM ADIÇÃO DE
CROMO
ORIENTADOR: UÍLAME UMBELINO GOMES
NATAL-RN
2017
Tese apresentada à Universidade
Federal do Rio Grande do Norte para
obtenção do título de Doutor, pelo
curso de Pós-Graduação em Ciência e
Engenharia de Materiais.
ALESSANDRA AGNA ARAÚJO DOS SANTOS
ESTUDO DA SINTERIZAÇÃO DE CARBETO DE TUNGSTÊNIO
UTILIZANDO LIGANTES ALTERNATIVOS 316L E FeNi COM ADIÇÃO DE
CROMO
BANCA EXAMINADORA
PROF. Dr. UÍLAME UMBELINO GOMES (Presidente)
PROF. Dr. ANGELUS GIUSSEPPE PEREIRA DA SILVA (Avaliador externo á
instituição)
PROF. Dr. JOÃO BAPTISTA MANUEL (Avaliador externo á instituição)
______________________________________________________________________
PROF. Dr. ARIADNE DE SOUZA SILVA (Avaliador externo á instituição)
PROF. Dr. GILSON GARCIA DA SILVA (Avaliador externo á instituição)
NATAL-RN
2017
Tese de doutorado em Ciência e
Engenharia dos Materiais da
Universidade Federal do Rio Grande do
Norte.

“O bom não está na saída nem na chegada, mas na travessia. Qual o
caminho certo da gente? Nem pra frente nem pra trás! Só pra cima! Para
um trabalho que se quer, sempre a ferramenta se tem!”.
Grande sertão: Veredas. João Guimarães Rosa
AGRADECIMENTOS
Agradeço ao meu orientador Prof. Dr. UÍLAME UMBELINO GOMES que me
acompanha e me incentiva desde a graduação. Agradeço pelos ensinamentos, suporte e
motivação.
Agradeço a toda a minha família em especial a minha parceira e mãe, SANDRA
MARIA ARAÚJO DOS SANTOS. Agradeço pelo exemplo de bondade e coletividade,
pelo suporte constante e pelo amor de sempre. MUITO OBRIGADA!
Agradeço ao Prof. Dr. WOLF-DIETER SCHUBERT pela orientação e paciência.
Agradeço á TECHNISCHE UNIVERSITÄT WIEN por fornecer estrutura e
equipamentos necessários na realização dos ensaios.
Agradeço a CATALIN VASILESCU pela amizade e companheirismo durante e
após o doutorado.
Agradeço ao amigo JOÃO BAPTISTA MANUEL, pelos conselhos e suporte
sempre fraternal.
Agradeço á empresa BRATS FILTROS SINTERIZADOS E PÓS METÁLICOS
ESPECIAIS pelo fornecimentos dos pós metálicos.
Agradeço á UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
através do PROGRAMA DE PÓS GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE
MATERIAIS (PPGCEM).
Agradeço á COORDENAÇÃO DE APERFEIÇOAMENTO DE PESSOAL DE
NÍVEL SUPERIOR pelo suporte financeiro através da concessão da bolsa de doutorado
PDSE (Programa de Doutorado Sanduíche no Exterior – Edital Portaria 69).
Agradeço ao CONSELHO NACIONAL DE DESENVOLVIMENTO
CIENTIFÍCO E TECNOLÓGICO pelo suporte financeiro através da concessão da bolsa
de doutorado no Brasil.
Agradeço aos COLEGAS DE LABORATÓRIO DE MATERIAIS CERÂMICOS
E MATERIAIS ESPECIAIS (LMCME) da UFRN, pela convivência fraterna.
Agradeço aos que direta ou indiretamente contribuíram para realização deste
trabalho.

RESUMO
Metal duro do tipo WC-Co é utilizado na usinagem, perfuração e ou fabricação de
ferramentas de corte. Atualmente, 70% das ferramentas de corte são carbetos do tipo WC-
ligante. Em números de produção, aproximadamente 40,000 MT de ferramentas à base
de WC foram produzidas mundialmente desde 2011. Hoje, mais de 90% da produção de
todo o metal duro, do tipo WC-ligante, utiliza o cobalto como ligante principal. A
superioridade do cobalto em relação a outros ligantes está ligada a vários fatores, sendo
o principal a largura da janela de carbono no diagrama de fase. As pesquisas por ligantes
alternativos que possam vir a substituir ao menos de forma parcial o cobalto são de
extrema importância, devido: á escassez e preço do cobalto e principalmente pelo sistema
WC-Co ser carcinogênico. O objetivo da referida tese de doutorado foi analisar a
viabilidade do uso dos ligantes alternativos 316L e FeNi com adição de cromo no WC.
Ambos os sistemas WC-316L (teores de ligante de 5, 7 e 20%) e WC-20%FeNi com
adição de cromo (em 5, 10 e 20%) foram processados pela rota de metalurgia do pó,
seguindo as etapas: preparação das misturas, moagem (1h, 24h), compactação uniaxial
(200 MPa) e sinterização a vácuo (1400oC/1h). As caracterizações realizadas em todas as
amostras sinterizadas foram: microscópia ótica e eletrônica, difração de raios x, saturação
magnética e coercitividade, dureza, ataque químico eletrolítico. Foi realizado cálculos das
secções verticais dos diagramas de fase para o sistema WC-FeNi com adição de cromo.
Os resultados obtidos e discutidos demonstram que o ligante 316L não é uma alternativa
viavél em metal duro devido conter elevado teor de cromo. O ligante alternativo 316L
quando sinterizado com carbeto de tungstênio sempre precipitará fase eta, fato que
inviabiliza sua aplicação como ligante alternativo em WC. Para o ligante FeNi com adição
de cromo, os resultados demonstram que o máximo teor de cromo que pode estar contido
em solução em WC, de forma que não haja precipitação de carbeto de cromo é de
aproximadamente 4%. A adição de cromo acima de 4% em solução, leva à precipitação
de carbetos complexos de cromo, e ainda reduz drasticamente a janela de carbono do
compósito.
Palavras chaves: Metalurgia do pó. Metal duro. Ligantes alternativos. Aço inoxidável
austenítico 316L. Ligante FeNi. Fase eta η, Carbeto de cromo.
ABSTRACT
Hard metal WC-Co is used in the machining, drilling and or manufacturing of cutting
tools. Currently, 70% of the cutting tools are WC-binder carbides. In production numbers,
approximately 40,000 MT of WC-binder tools have been produced worldwide since
2011. Today, more than 90% of all WC-binder production uses cobalt as the main binder.
The superiority of cobalt over other binders is linked to several factors, the main being
the width of the carbon window in the phase diagram. The search for alternative binders
that may at least partially replace cobalt is of extreme importance due to the scarcity and
price of cobalt and especially the WC-Co system being carcinogenic. The goal of this
doctoral thesis was to analyze the feasibility of using alternatives binders 316L stainless
steel and FeNiCr alloy, in tungsten carbide. Both system WC-316L (5, 7 and 20% of
binder contents) and WC-20%FeNi with addition of chromium (in 5, 10 and 20% in
solution) were processed by powder metallurgy route following the steps: preparation of
the mixtures, milling (1h, 24h), compaction uniaxial (200MPa) and vacuum sintering
(1400oC/1h). The all samples were characterized by optical and electron microscopy, x-
ray diffraction, magnetic saturation and coercivity, hardness and electrolytic etching. The
calculation of vertical sections of the phase diagrams for the system WC-FeNiCr was
made. The results obtained and discussed demonstrate that the binder 316L, is not a viable
alternative in hard metal because it contains high chromium content. The binder 316L
when sintered with tungsten carbide will always precipitate eta phase, which makes its
application as an alternative binder in WC impossible. For the binder FeNiCr, the results
demonstrate that the maximum content of chromium that may be contained in solution in
tungsten carbide that there is no precipitation of chromium carbide is approximately 4%.
The addition of chromium above 4% in solution leads to the precipitation of chromium
complex carbides, and further drastically reduces the carbon window of the composite.
Keywords: Powder metallurgy. Hard metal. Alternative binders. Stainless steel austenitic
316L. FeNi binder. Eta phase η. Chromium carbide.
SUMÁRIO
RESUMO
ABSTRACT
SUMÁRIO
LISTA DE FIGURAS
LISTA DE TABELAS
AGRADECIMENTOS
1 INTRODUÇÃO .......................................................................................................... 17
2 REVISÃO DA LITERATURA METAL DURO: FUNDAMENTOS .................. 19
2.1Definição .................................................................................................................... 19
2.2 Classificação ............................................................................................................. 19
2.2.1 Importância do tamanho de grão do carbeto .......................................................... 19
2.3 Processamento do metal duro .................................................................................... 21
2.3.1 Fundamentos da sinterização do metal duro........................................................... 26
2.3.1.1 Sinterização do metal duro no estado sólido ....................................................... 28
2.3.1.2 Sinterização do metal duro em fase líquida ......................................................... 29
2.4 Ligante em metal duro ............................................................................................... 30
2.4.1 Ligantes alternativos ............................................................................................... 31
2.5 Termodinâmica do sistema metal duro á base de WC............................................... 32
2.5.1 W-C-Co .................................................................................................................. 34
2.5.2 W-C-Fe-Ni .............................................................................................................. 38
2.5.3 W-C-Cr ................................................................................................................... 41
2.5.4 W-C-Cr-Fe .............................................................................................................. 42
2.6 Propriedades gerais dos carbetos cementados ........................................................... 45
2.6.1 Propriedades de engenharia e dependência com a microestrutura ........................ 47
2.7 Aplicações gerais ....................................................................................................... 49
3 MATERIAIS E MÉTODOS ...................................................................................... 50
3.1 Materiais iniciais ...................................................................................................... 50
3.1.1 Pós de carbeto de tungstênio ................................................................................. 50
3.1.2 Pó de aço inoxidável austenítico 316L .................................................................. 53
3.1.3 Pó de Fe-Ni (82:18) ................................................................................................ 57
3.1.4 Pó de carboneto de cromo (Cr3C2) ......................................................................... 60
3.1.5 Pó de carbono ......................................................................................................... 60
3.2 Procedimento experimental ...................................................................................... 61
3.2.1 Preparação dos pós ................................................................................................ 61
3.2.2 Moagem em moinho de bolas convencional ......................................................... 63
3.2.3 Moagem em moinho de alta energia (MAE) ......................................................... 64
3.2.4 Compactação uniaxial ............................................................................................ 64
3.2.5 Sinterização ........................................................................................................... 65
3.3 Caracterização dos pós iniciais e das estruturas sinterizadas ................................... 65
3.3.1 Preparação metalográfica das amostras ................................................................. 66
3.3.2 Difração de raios-x ................................................................................................ 66
3.3.3 Microscopia ótica .................................................................................................. 67
3.3.4 Microscopia eletrônica de varredura ..................................................................... 67
3.3.5 Ensaio de dureza Vickers ...................................................................................... 68
3.3.6 Ensaio de saturação magnética e coercitividade .................................................... 69
3.3.7 Ensaio de ataque químico eletrolítico .................................................................... 69
3.3.8 Diagramas de fase da série WC-FeNiCr calculado pelo software Termo-calc2016a
......................................................................................................................................... 70
4 RESULTADOS E DISCUSSÃO .............................................................................. 71
4.1 Análise da viabilidade do ligante alternativo 316L em WC ..................................... 71
4.1.1 Influência do tamanho de partícula do carbeto de tungstênio na estrutura do
compósito sinterizado ..................................................................................................... 71
4.1.2 Influência do tamanho de partícula do ligante e sua relação com a porosidade .... 71
4.1.3 Influência do teor de ligante .................................................................................. 73
4.1.4 Influência do teor de carbono ................................................................................ 74
4.1.5 Análise microestrutural das ligas da série WC-20%316L ...................................... 79
4.1.5.1 Composição química do ligante 316L por EDS após sinterização com carbeto de
tungstênio ....................................................................................................................... 92
4.1.5.2 Composição química da fase eta das ligas da série WC-20%316L por EDS ..... 92
4.1.5.3 Composição química da fase carbeto de cromo das ligas da série WC-20%316L
por EDS .......................................................................................................................... 93
4.1.5.4 Saturação magnética e coercitividade das ligas WC-316L ................................. 95
4.1.5.5 Resultado do ataque químico eletrolítico das ligas da série WC-20%316L ....... 96
4.1.6 Dureza das ligas da série WC-316L ....................................................................... 97
4.2 Análise microestrutural das ligas da série WC-FeNiCr............................................. 99
4.2.1 Porosidade .............................................................................................................. 99
4.2.2 Análise microestrutural das ligas da série WC-20%(FeNi) ................................. 101
4.2.3 Análise microestrutural das ligas da série WC-20%(FeNi5Cr)............................ 104
4.2.4 Análise microestrutural das ligas da série WC-20%(FeNi10Cr).......................... 109
4.2.5 Análise microestrutural das ligas da série WC-20%(FeNi20Cr).......................... 111
4.2.6 Propriedades magnéticas das séries WC-FeNiCr ................................................. 113
4.2.7 Transformações de fase das séries WC-FeNiCr ................................................... 115
4.2.8 Propriedade mecânica de dureza da série WC-FeNiCr ....................................... 116
4.2.9 Influência do teor de cromo e sua relação com a janela de carbono no diagrama de
fase do compósito WC-FeNiCr ..................................................................................... 117
4.2.9.1Cálculos das secções dos diagramas de fase das séries WC-FeNiCr calculado
pelo software Termo-calc2016a ................................................................................... 119
5 CONCLUSÃO .......................................................................................................... 121
REFERÊNCIAS ........................................................................................................ 122
LISTA DE FIGURAS
Figura 1: Classificação do metal duro em relação ao tamanho de grão do carbeto de
tungstênio ........................................................................................................................ 20
Figura 2: Relação entre o tamanho de grão do carbeto e a) dureza b) tenacidade á
fratura respectivamente ................................................................................................... 21
Figura 3: Etapas da manufatura do carbeto de tunsgtênio ............................................ 21
Figura 4: Obtenção do carbeto cementado por metalurgia do pó .................................. 22
Figura 5: Forno típico SINTER-HIP ............................................................................. 24
Figura 6: Diagrama de fase para o sistema WC-10%Co ............................................... 24
Figura 7: Mudanças esquemáticas na microestrutura durante a LPS ............................ 27
Figura 8: Diagrama dos eventos da LPS relacionando densidade vs volume do líquido
......................................................................................................................................... 27
Figura 9: Estágios da sinterização a) estágio inicial, b) estágio intermediário, c) estágio
final ................................................................................................................................. 29
Figura 10: Esquema do ciclo de sinterização via fase líquida para o WC-Co .............. 30
Figura 11: Cortes verticias dos diagramas ternários a) WC-10%Co b) WC-10%Fe. .... 32
Figura 12: Diagrama de fase ternário do M-C-Fe-Co-Ni ............................................... 33
Figura 13: Diagrama de fase do sistema W-C ............................................................... 34
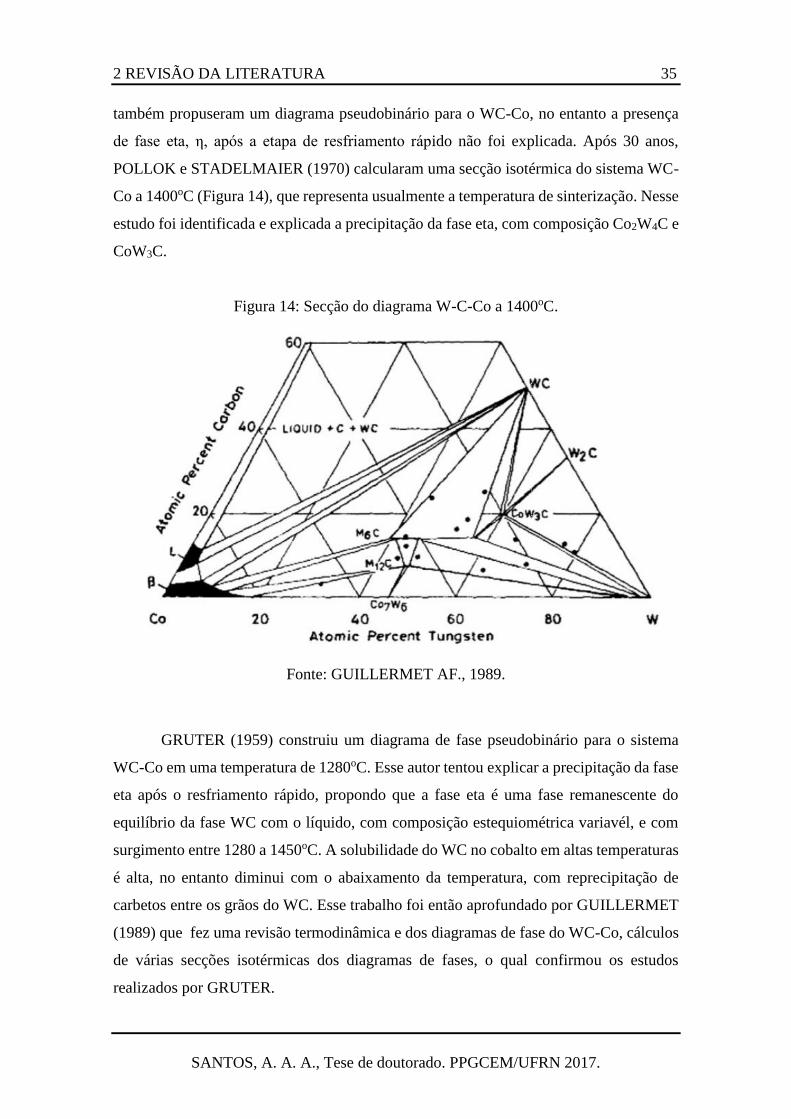
Figura 14: Secção vertical do diagrama W-C-Co a 1400oC .......................................... 35
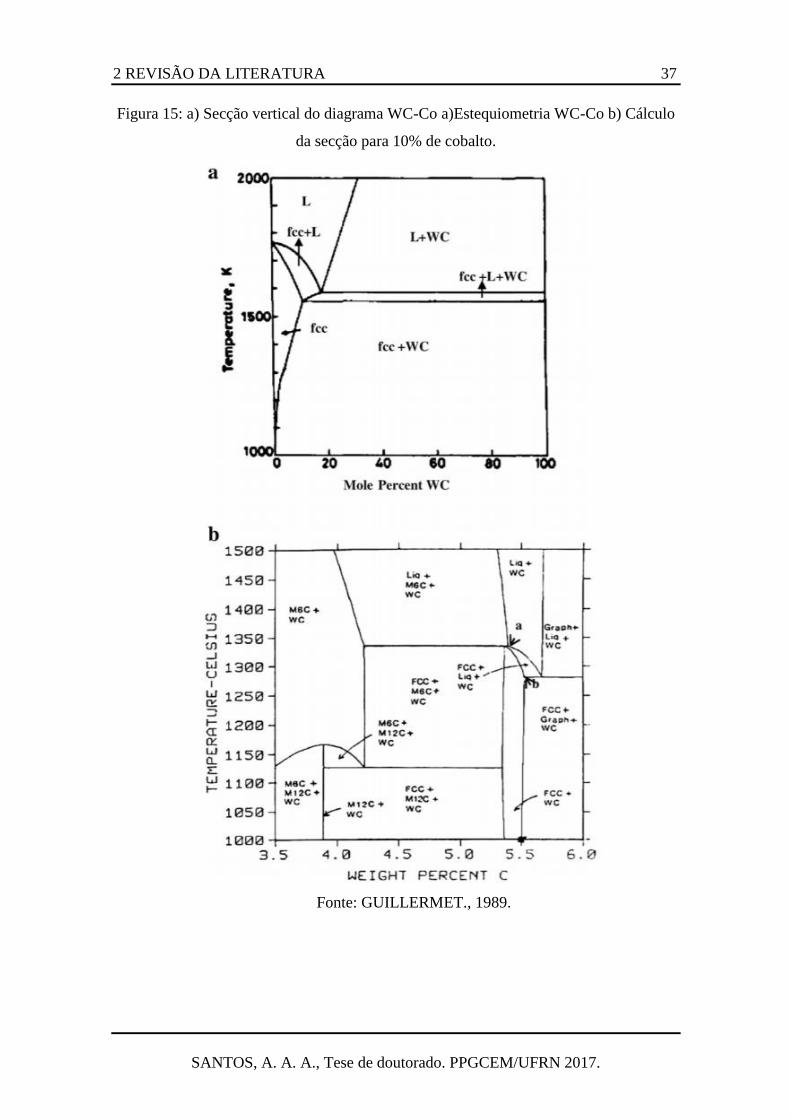
Figura 15: a) Secção vertical do diagrama WC-Co a)Estequiometria WC-Co b) Cálculo
da secção para 10% de cobalto ....................................................................................... 37
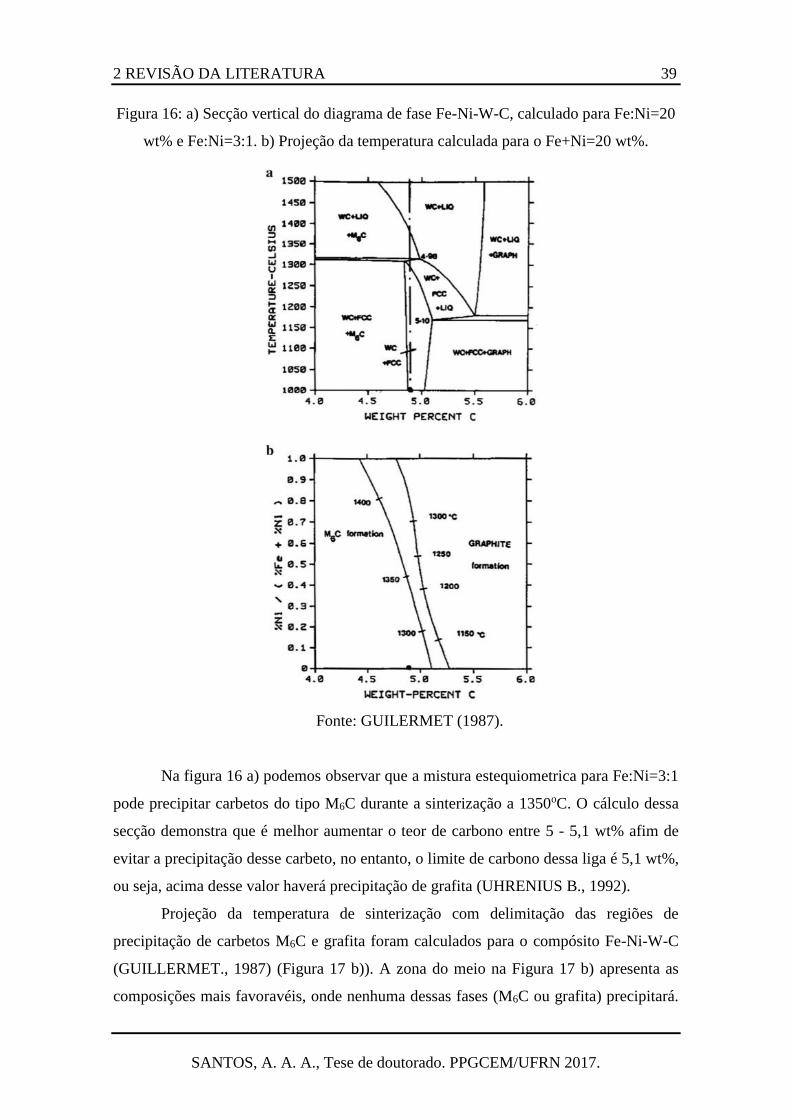
Figura 16: a) Secção vertical do diagrama de fase Fe-Ni-W-C, calculado para Fe:Ni=20
wt% e Fe:Ni=3:1. b) Projeção da temperatura calculada para o Fe+Ni=20 wt% ............ 39
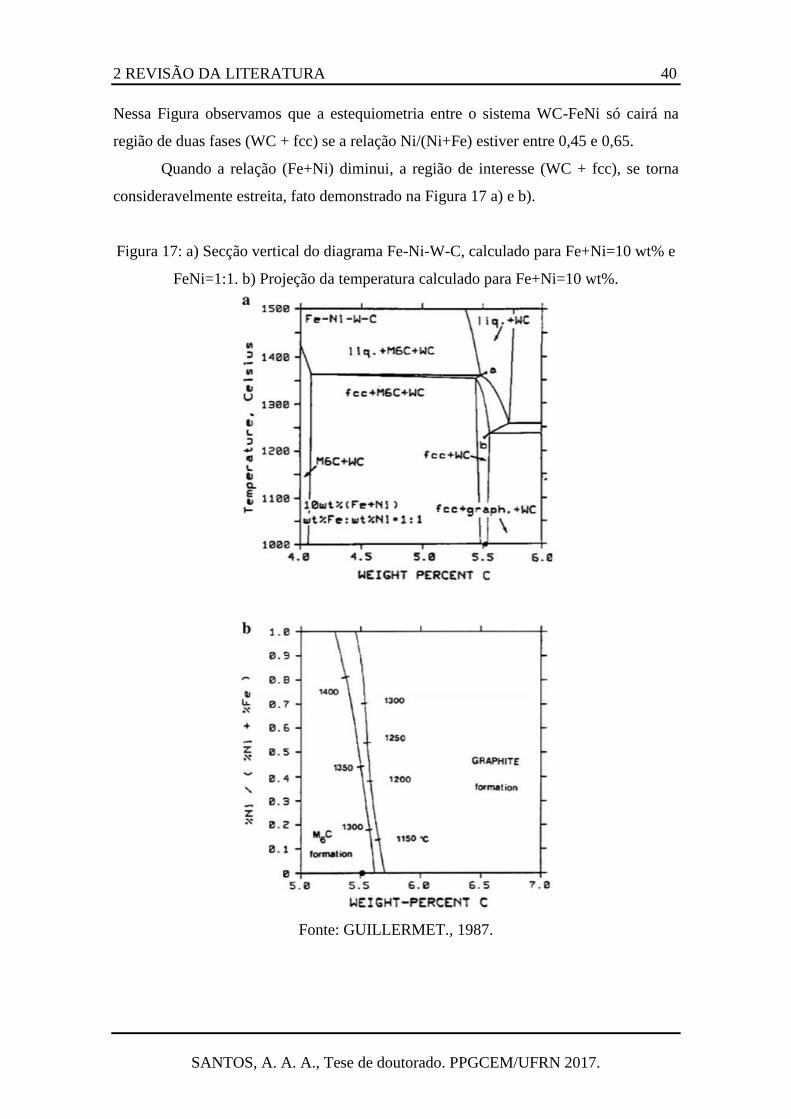
Figura 17: a) Secção vertical do diagrama Fe-Ni-W-C, calculado para Fe+Ni=10 wt% e
FeNi=1:1. b) Projeção da temperatura calculado para Fe+Ni=10 wt%........................... 40
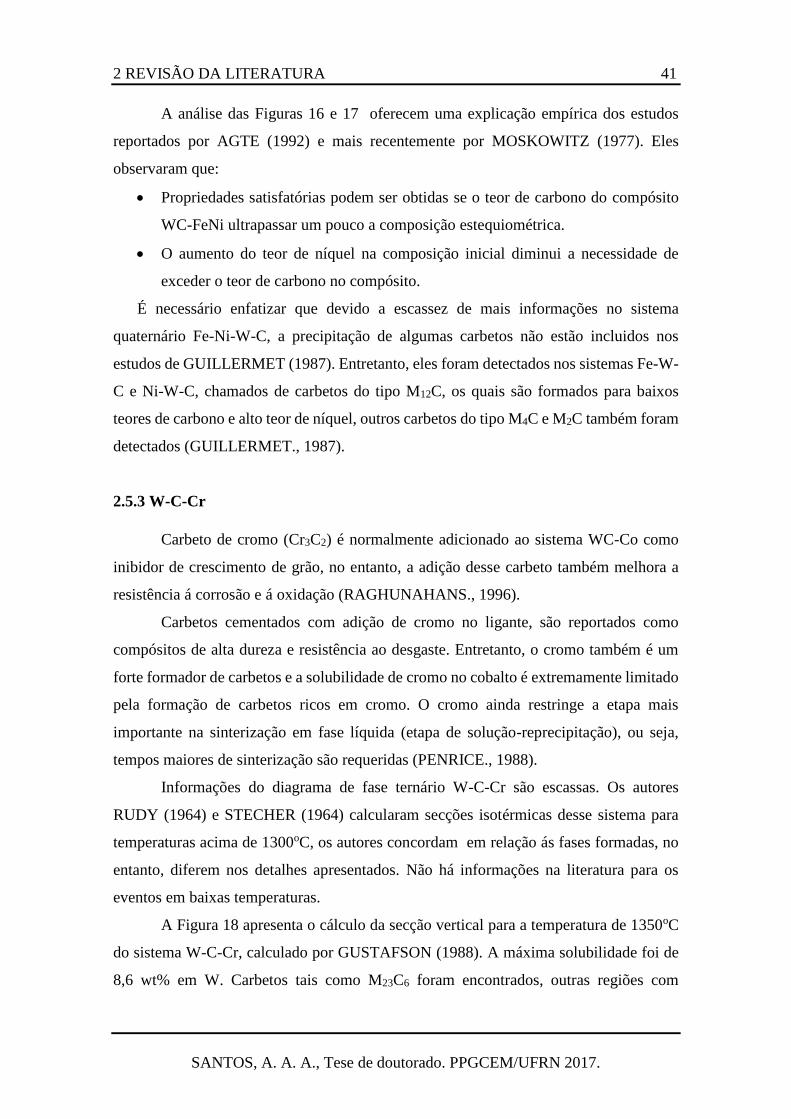
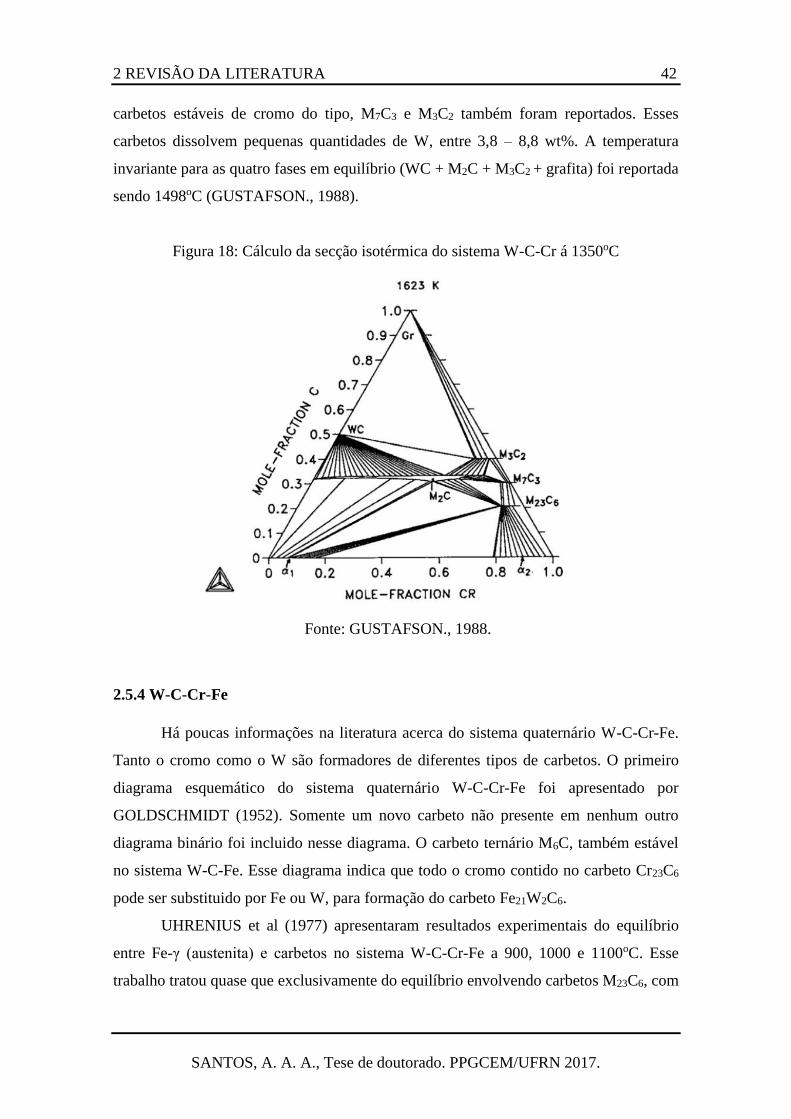
Figura 18: Cálculo da secção isotérmica do sistema W-C-Cr á 1350oC ........................ 42
Figura 19: a) Corte isoplético do sistema W-C-Fe-0Cr (1250oC). b) Corte isoplético do
sistema W-C-Fe-2Cr (1250oC). c) Corte isoplético do sistema W-C-Fe-10Cr (1250oC)
......................................................................................................................................... 44
Figura 20: Diagrama de comparação do módulo de elasticidade vs resistência
mecânica do WC com outras famílias de materiais ........................................................ 46
Figura 21: Tenacidade á fratura vs dureza para carbetos cementado ............................ 48
Figura 22: Relação entre o caminho livre médio (MFP) de carbetos cementado em
relação a a) dureza. b) tenaciade á fratura ...................................................................... 49
Figura 23: Micrografia do pó de WC mostrando sua forma e distribuição de tamanho
de partícula ..................................................................................................................... 51
Figura 24: Micrografia do pó de WC ............................................................................ 51
Figura 25: Micrografia do pó de WC ............................................................................ 52
Figura 26: Carta padrão de difração para o WC (carta 025-1047) ................................ 52
Figura 27: Micrografia do pó 316L mostrando sua forma e distribuição de tamanho de
partícula ........................................................................................................................... 54
Figura 28: Micrografia do pó de 316L .......................................................................... 54
Figura 29: Difratograma do pó de aço inox 316L ......................................................... 55
Figura 30: Carta padrão de difração para o aço inox austenítico (carta 01-071-4649) . 55
Figura 31: Micrografia do pó de FeNi mostrando sua forma e distribuição de tamanho
de partícula ..................................................................................................................... 57
Figura 32: Micrografia do pó de FeNi mostrando sua forma e distribuição de tamanho
de partícula ..................................................................................................................... 58
Figura 33: Micrografia do pó de FeNi mostrando sua forma e distribuição de tamanho
de partícula ..................................................................................................................... 58
Figura 34: Difratograma do pó Fe:Ni (82:18) ............................................................... 59
Figura 35: Carta padrão de difração para o pó de FeNi. (04-017-6681). ....................... 59
Figura 36: Moinho de bolas convencional utilizado na moagem das ligas da série WC-
316L e da série WC-FeNi. ............................................................................................... 64
Figura 37: Prensa utilizada na compactação das ligas. .................................................. 64
Figura 38: Forno a vácuo GCA utilizado na sinterização das ligas. .............................. 65
Figura 39: Struers DP Pann (ensaio metalográfico) ....................................................... 66
Figura 40: Hardness tester M4U 025 by Emco. ............................................................. 68
Figura 41: Equipamento utilizado no ensaio de ataque químico eletrolítico ................ 70
Figura 42: Microscopia ótica da liga WC-5%316L (100x)............................................ 72
Figura 43: Microscopia ótica da liga WC-20%316L C/C 0,783 (100x). ....................... 73
Figura 44: Microscopia ótica da liga a)WC-5%316L b) WC-7%316L C/C 0,283 c)
WC-20%316L C/C 0,783. ............................................................................................... 74
Figura 45: Difratograma das ligas da série WC-316L .................................................. 75
Figura 46: Microscopia ótica da liga após ataque químico com Nital a) WC-5%316L
S/C (200x) b) WC-7%316L C/C 0,283 c) WC-20%316L C/C 0,783. ............................ 76
Figura 47: Microscopia eletrônica da liga WC-5%316L. .............................................. 77
Figura 48: Microscopia eletrônica da liga WC-7%316L S/C. ....................................... 78
Figura 49: Microscopia eletrônica da liga WC-20%316L C/C 0,783. .......................... 78
Figura 50: Microscopia ótica da liga WC-20%316L S/C antes do ataque químico
(200x). ............................................................................................................................. 79
Figura 51: Microscopia ótica da liga WC-20%316L S/C, após ataque químico com
Nital (200x). .................................................................................................................... 80
Figura 52: Microscopia ótica da liga WC-20%316L S/C, após ataque químico com
Murakami (200x). ............................................................................................................ 80
Figura 53: Microscopia eletrônica da liga WC-20%316L S/C (1000x)......................... 81
Figura 54: Microscopia eletrônica da liga WC-20%316L S/C com contraste de cores
(1000x) ........................................................................................................................... 82
Figura 55: Microscopia ótica da liga WC-20%316L C/C 0,783 antes do ataque químico
(50x). ............................................................................................................................... 84
Figura 56: Microscopia ótica da liga WC-20%316L C/C 0,783 após o ataque químico
com Nital (50x). ............................................................................................................... 84
Figura 57: Microscopia ótica da liga WC-20%316L C/C 0,783 após o ataque químico
com Murakami (50x). ...................................................................................................... 85
Figura 58: Microscopia ótica da liga WC-20%316L C/C 0,783 após o ataque químico
com Murakami, evidenciando a fase eta (50x). ............................................................... 85
Figura 59: Microscopia eletrônica da liga WC-20%316L C/C 0,783 ............................ 86
Figura 60: Microscopia eletrônica da liga WC-20%316L C/C 0,783 (1000x). ............. 87
Figura 61: Microscopia ótica da liga a)WC-20%316L C/C 0,9 sem ataque químico;
b)com ataque químico por Nital; c)com ataque químico por Murakami (100x). ............ 89
Figura 62: Microscopia eletrônica da liga WC-20%316L C/C 0,9 (3000x) ................. 90
Figura 63: Microscopia eletrônica da distribuição de carbeto de cromo nas ligas WC-
20%316L; a) WC-20%316L S/C; b) WC-20%316L C/C 0,783; c) WC-20%316L C/C
0,9 respectivamente (1000x)............................................................................................ 94
Figura 64: Difratograma das ligas da série WC-20%316L após ataque químico
eletrolítico. a)liga WC-20%316L S/C; b) liga WC-20%316L C/C 0,783; c) liga WC-
20%316L C/C 0,9 respectivamente. ................................................................................ 97
Figura 65: Microscopia ótica da liga WC-20%(FeNi) S/C (500x). ............................... 99
Figura 66: Microscopia ótica da liga WC-20%(FeNi-5Cr) S/C (500x). ...................... 100
Figura 67: Microscopia ótica da liga WC-20%(FeNi-10Cr) S/C (500x). .................... 100
Figura 68: Microscopia ótica da liga WC-20%(FeNi-20Cr) S/C (500x). .................... 100
Figura 69: Microscopia ótica da liga WC-20%(FeNi) S/C, evidenciando a precipitação
de fase eta (500x). .......................................................................................................... 101
Figura 70: Microscopia ótica da liga WC-20%(FeNi) C/C 0,3, liga sem precipitação de
fase eta (500x). .............................................................................................................. 101
Figura 71: Microscopia ótica da liga WC-20%(FeNi) C/C 0,4, liga com precipitação de
grafita (500x) ................................................................................................................ 102
Figura 72: Microscopia eletrônica da liga WC-20%(FeNi) S/C, liga com precipitação
de fase eta (2000x). ........................................................................................................ 103
Figura 73: Microscopia eletrônica da liga WC-20%(FeNi) C/C 0,3, liga sem
precipitação de fase eta (2000x). ................................................................................... 103
Figura 74: Microscopia eletrônica da liga WC-20%(FeNi) C/C 0,4, liga com
precipitação de grafita (2000x). ..................................................................................... 104
Figura 75: Microscopia ótica da liga WC-20%(FeNi5Cr) S/C, evidenciando forte
precipitação de fase eta (500x). ..................................................................................... 104
Figura 76: Microscopia ótica da liga WC-20%(FeNi5Cr) C/C 0,05, liga com ausência
de precipitação de fase eta (500x). ................................................................................ 105
Figura 77: Microscopia ótica da liga WC-20%(FeNi5Cr) C/C 0,40, liga com
precipitação de grafita (500x). ....................................................................................... 105
Figura 78: Microscopia eletrônica da liga WC-20%(FeNi5Cr) S/C, evidenciando a
precipitação de fase eta e carbeto de cromo. ................................................................. 106
Figura 79: Microscopia eletrônica da liga WC-20%(FeNi5Cr) S/C, evidenciando a
distribuição da fase carbeto de cromo. .......................................................................... 107
Figura 80: Microscopia eletrônica da liga WC-20%(FeNi5Cr) C/C 0,05, com ausência
de precipitação de fase eta ou carbeto de cromo. .......................................................... 107
Figura 81: Microscopia eletrônica da liga WC-20%(FeNi5Cr) C/C 0,40, com
precipitação de grafita. .................................................................................................. 108
Figura 82: Microscopia ótica da liga WC-20%(FeNi10Cr) S/C .................................. 109
Figura 83: Microscopia eletrônica da liga WC-20%(FeNi10Cr) S/C .......................... 109
Figura 84: Microscopia eletrônica da liga WC-20%(FeNi10Cr) S/C, evidenciando a
distribuição da fase carbeto de cromo. .......................................................................... 110
Figura 85: Microscopia ótica da liga WC-20%(FeNi20Cr) S/C .................................. 111
Figura 86: Microscopia eletrônica da liga WC-20%(FeNi20Cr) S/C ......................... 111
Figura 87: Microscopia eletrônica da liga WC-20%(FeNi20Cr) S/C, evidenciando a
distribuição da fase carbeto de cromo. .......................................................................... 112
Figura 88: Cálculos dos diagramas de fase das séries WC-FeNiCr, evidenciando a
redução da janela de carbono com o aumento do teor de cromo. .................................. 118
Figura 89: Diagrama de fase para a liga WC-20%(FeNi4Cr), evidenciando a janela de
carbono (região rachurada em amarelo). ....................................................................... 119
Figura 90: Diagrama de fase para a liga WC-20%(FeNi5Cr), evidenciando a janela de
carbono (região rachurada em amarelo).. ...................................................................... 120
Figura 91: Diagrama de fase para a liga WC-20%(FeNi10Cr), liga sem janela de
carbono. ......................................................................................................................... 120
LISTA DE TABELAS
Tabela 1: Propriedades físicas e mecânicas do WC e outros metais duros ................... 46
Tabela 2: Comparação entre as propriedades mecânicas do WC-Co, cerâmicas e metais
......................................................................................................................................... 47
Tabela 3: Principais características físico-químicas do pó de WC com tamanho médio
de partícula de 6,4 µm .................................................................................................... 50
Tabela 4: Composição química do pó Cr3C2 como fornecido pelo fabricante ............... 60
Tabela 5: Propriedades físicas do pó de Cr3C2 como fornecido pelo fabricante ............ 60
Tabela 6: Propriedades físicas do pó de carbono utilizado ........................................... 60
Tabela 7: Identificação das ligas da série WC-316L ..................................................... 62
Tabela 8: Identificação das ligas das séries WC-FeNi sem e com adição de cromo .... 63
Tabela 9: Composição química ABNT-SAE-AISI para o aço inoxidável 316L............ 82
Tabela 10: Composição da fase ligante 316L na liga WC-20%316L S/C, por EDS. ... 83
Tabela 11: Composição da fase eta na liga WC-20%316L S/C, segundo o mapeamento
eletrônico por EDS. Composição estequiométrica próxima de (Fe,Ni)3(W,Mo,Cr)3C.
......................................................................................................................................... 83
Tabela 12: Composição da fase de carbeto de cromo segundo o mapeamento eletrônico
por EDS. Composição estequiométrica próxima de Cr7C3 ............................................. 83
Tabela 13: Composição da fase ligante 316L segundo o mapeamento eletrônico por
EDS ................................................................................................................................. 87
Tabela 14: Composição da fase eta segundo o mapeamento eletrônico por EDS.
Composição estequiométrica próxima de (Fe,Ni)3(W,Mo,Cr)3C ................................ 88
Tabela 15: Composição da fase de carbeto de cromo segundo o mapeamento eletrônico
com EDS. Composição estequiométrica próxima de Cr7C3 .......................................... 88
Tabela 16: Composição da fase ligante 316L segundo o mapeamento eletrônico por
EDS ................................................................................................................................. 91
Tabela 17: Composição da fase eta segundo o mapeamento eletrônico por EDS.
Composição estequiométrica próxima de (Cr,Fe)7C3 .................................................... 91
Tabela 18: Composição da fase de carbeto de cromo segundo o mapeamento eletrônico
por EDS. Composição estequiométrica próxima de Cr7C3 ............................................ 91
Tabela 19: Composição química do aço 316L sinterizado com carbeto de tungstênio
segundo mapeamento eletrônico por EDS. ..................................................................... 92
Tabela 20: Composição da fase eta segundo o mapeamento eletrônico com EDS das ligas
WC-20%316L .................................................................................................................. 92
Tabela 21: Composição da fase de carbeto de cromo segundo o mapeamento eletrônico
com EDS, nas ligas WC-20%316L. Composição estequiométrica próxima de Cr7C3. . 93
Tabela 22: Valores de saturação magnética e de coercitividade para as ligas da série
WC-316L. ........................................................................................................................ 95
Tabela 23: Resultado do ensaio de dureza para as ligas da série WC-316L. ................. 98
Tabela 24: Composição aproximada do ligante na liga WC-20%(FeNi5Cr) S/C por
EDS. ............................................................................................................................... 107
Tabela 25: Composição aproximada do ligante na liga WC-20%(FeNi10Cr) S/C por
EDS. ............................................................................................................................... 110
Tabela 26: Composição aproximada do ligante na liga WC-20%(FeNi20Cr) S/C por
EDS. ............................................................................................................................... 112
Tabela 27: Propriedades magnéticas das ligas da série WC-FeNi ............................... 113
Tabela 28: Transformação de fase sofrido pelo ligante nas séries WC-FeNi. ............. 115
Tabela 29: Resultado do ensaio de dureza para as ligas da série WC-FeNi................. 117
1 INTRODUÇÃO 17
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
O mineral Wolframita foi encontrado muitas vezes em materiais da epóca da
renascença. Esses materiais foram então corroídos por esse minério que mais tarde foi
chamado de ‘’Wolf”. O metal Tungstênio, de símbolo W, deriva seu nome dessa conexão
histórica. O elemento tungstênio continua sendo chamado mundialmente de ‘’Wolfram’’.
Tungstênio é um elemento metálico que foi isolado pela primeira vez em 1780 pelo
espanhol Juan José D’Elhuyar, estudante de Metalurgia da Torbern Bergman (Z. ZAK
FANG, MARK C. KOOPMAN., 2014).
A síntese do carbeto de tungstênio (WC) foi realizado pelo francês Henri Moissan
in 1890. Já em 1920 na Alemanha, o carbeto de tungstênio (WC) foi combinado com uma
matriz dúctil para produção do carbeto cementado. A primeira aplicação desse novo
material foi na fabricação de matrizes de trefilação de filamentos, substituindo assim o
diamante. A partir daí, a aplicação de carbetos cementados expandiu. Alta dureza e
resistência ao desgaste aliada à boa tenacidade à fratura (tenacidade à fratura na epóca
superior àquela dos materiais duros existentes), elevou a importância desse material.
Carbetos cementados são utilizados quando se requer alta resistência ao desgaste e
abrassão, por exemplo em ferramentas de corte, materiais de moinhos, brocas utilizadas
na indústria de petróleo como também, na fabricação de circuitos integrados. Depois de
aproximadamente um século de pesquisas e desenvolvimento, o carbeto cementado à base
de WC é um dos materiais mais importantes no que tange a ferramentas de corte. Devido
a sua importância tecnológica e vasta aplicabilidade há centenas de artigos, dissertações
e teses acerca de carbetos cementados (Z. ZAK FANG, MARK C. KOOPMAN., 2014).
O cobalto é o ligante mais utilizado em metal duro devido a boa molhabilidade do
sistema WC/Co, adesão e adequada propriedades mecânicas. Entretanto, ligantes
alternativos vem sendo exaustivamente procurados devido à escassez e alto preço do
cobalto, baixa resistência à corrosão e ao desgaste, e principalmente, pelo sistema WC/Co
ser carcinogênico (L. O., SIMONSEN. 2012).
Ligantes alternativos à base de FeNi têm sido estudados, no entanto, para
aplicações especifícas, tais como, as que demandam resistência à corrosão.
Devido à importância do estudo por ligantes alternativos em metal duro, a referida
tese de doutorado teve como objetivo analisar a viabilidade do uso dos ligantes
alternativos 316L e FeNi com adição de cromo no carbeto de tungstênio. Uma vez
verificada a inviabilidade do uso do ligante alternativo 316L, devido ao alto teor de cromo
contido nesse aço, foi adicionado cromo ao ligante FeNi, para verificar qual o teor

1 INTRODUÇÃO 18
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
máximo de cromo que pode estar contido em solução em carbeto de tungstênio.
Tranformações de fase induzidas por plasticidade ‘’Transformation Induced Plasticity’’
(TRIP), foram reportadas em metal duro utilizando ligantes à base de FeNi. Essas
transformações em metal duro são interessantes pois estão relacionadas ao aumento da
resistência mecânica do compósito, como também a valores superiores de
dureza/tenacidade. Essas transformações são reportadas como efeito da ‘’transformação
martensítica’’ sofrida pelo ligante (MOSKOVITZ D., 1970). Com base no exposto acima,
foi também objetivo dessa tese de doutorado verificar se os sistemas WC-316L e WC-
FeNiCr são susceptíveis à transformações de fase induzidas pela plasticidade, para isso
as ligas foram avaliadas através do ensaio de ataque químico eletrolítico e posterior ensaio
de difração de raios-x. Este trabalho é dividido em 5 partes. 1 Introdução. 2 Revisão da
literatura. 3 Materiais e Metódos. 4 Resultados e discussão. 5 Conclusão. E finalizando
com as referências.
2 REVISÃO DA LITERATURA 19
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
METAL DURO: FUNDAMENTOS
2.1 Definição
Metal duro e carbeto cementado são termos equivalentes. O termo metal duro
“hard metal’’é preferencialmente utilizado na Europa, enquanto que nos USA se utiliza
carbeto cementado ‘’cemented carbide’’. Desde sua descoberta por Schröter em 1922,
metal duro que possui a fase WC é chamado ‘’carbeto cementado’’.
De acordo com GERMAN (2005), cermete é um compósito que consiste de uma
fase dura cerâmica em uma matriz metálica.
LENGAUER (2012) fornece uma definição mais precisa: carbetos cementados
são compósitos á base de Ti(C,N) que exibem estrutura de face centrada (CFC). São
compósitos de elevada resistência ao desgaste, vida útil longa e boa qualidade da
superfície de corte. As partículas duras são ricas em nitrogênio e na vizinhança a presença
de elementos de liga tais como, molibidênio e tungstênio, favorecem a molhabilidade
otimizando assim as propriedades mecânicas.
2.2 Classificação
A ampla variabilidade de composição dos carbetos cementados leva a múltiplas
aplicações. Há vários sistemas de classificação dos carbetos cementados, sendo os mais
importantes citados a seguir:
• Classificação de acordo com a norma ISO TC de 29 de abril de 1958;
• Classificação de acordo com o US Industrial Code (Buick-Hardmetal-
Classification);
• Classificação de acordo com a DIN 4990 de 1948;
Outras informações relevantes sobre a classificação de metal duro podem ser
encontradas em SCHEDLER (1988) e TRENT (1991).
2.2.1 Importância do tamanho de grão do carbeto de tungstênio
De forma geral, a alteração nas propriedades do metal duro, WC-Co, está
associado á redução do tamanho de grão do carbeto. Pesquisas mostram que as
propriedades mecânicas do metal duro não são somente função do teor de Co, WC, TiC,
2 REVISÃO DA LITERATURA 20
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
TaC e do grau de carburização na obtenção do WC, mas, também da distribuição do
tamanho do WC.
Geralmente a redução do tamanho de grão leva a um aumento da dureza e
resistência á compressão, no entanto causa a redução da resistência ao impacto. Isso
ocorre devido a maior dissolução de W em Co (SCHUBERT., LASSNER., 2010).
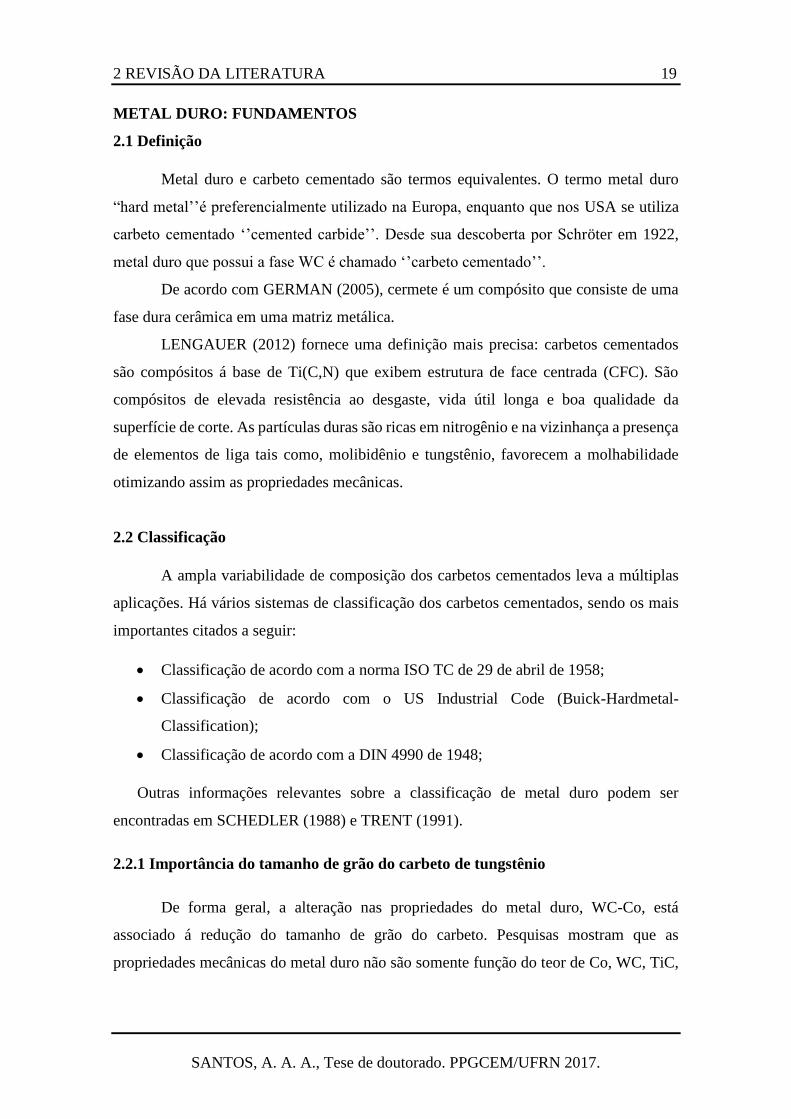
Carbetos cementados de grão fino, ‘’Fine-grained cemented carbides’’, são o
segmento mais importante no que tange a metal duro na indústria desde 1990, devido a
sua alta resistência (acima de 8000 MPa), dureza, microestrutura uniforme e moderada
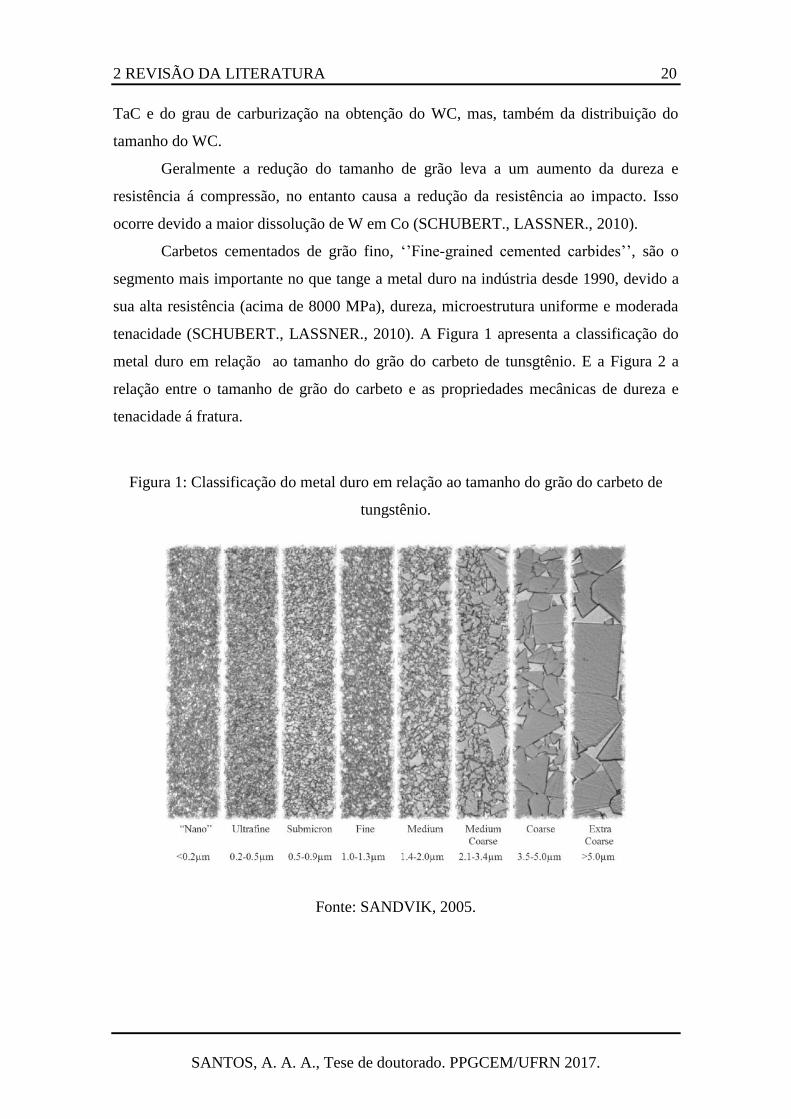
tenacidade (SCHUBERT., LASSNER., 2010). A Figura 1 apresenta a classificação do
metal duro em relação ao tamanho do grão do carbeto de tunsgtênio. E a Figura 2 a
relação entre o tamanho de grão do carbeto e as propriedades mecânicas de dureza e
tenacidade á fratura.
Figura 1: Classificação do metal duro em relação ao tamanho do grão do carbeto de
tungstênio.
Fonte: SANDVIK, 2005.
2 REVISÃO DA LITERATURA 21
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 2: Relação entre o tamanho de grão do carbeto e a) dureza b) tenacidade á
fratura, respectivamente.
Fonte: SANDVIK, 2005.
2.3 Processsamento do metal duro
Carbeto cementado, WC, é um material compósito, constituído de uma fase dura
representada pelo carbeto e uma fase dúctil, representada normalmente pelo cobalto.
Comercialmente, em compósitos do tipo WC-Co, o teor de cobalto varia entre 6 a 16
wt%. No entanto, há aplicações utilizando teores menores de cobalto, 3 wt%, como
também teores maiores de até 25 wt%, todavia essas são composições extremas de pouco
uso prático. O tamanho de grão do carbeto é de suma importância e tem relação direta
com o tipo de aplicação. Em carbetos cementados á base de WC, se utiliza
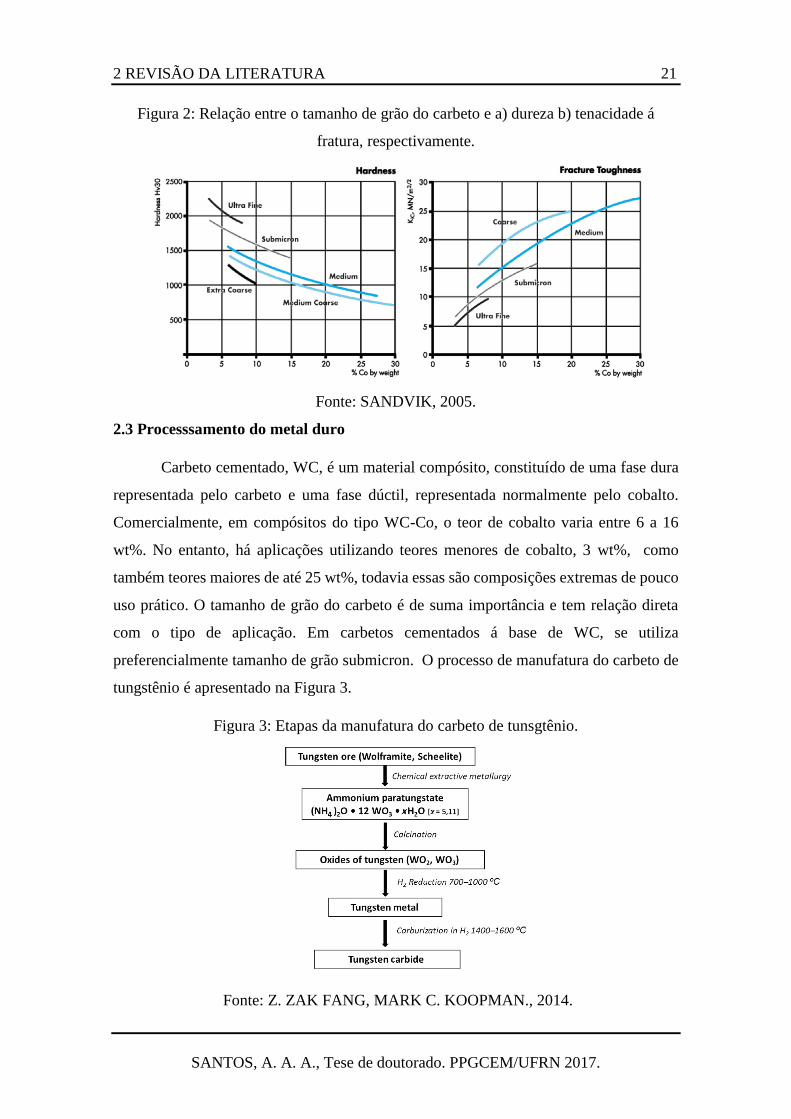
preferencialmente tamanho de grão submicron. O processo de manufatura do carbeto de
tungstênio é apresentado na Figura 3.
Figura 3: Etapas da manufatura do carbeto de tunsgtênio.
Fonte: Z. ZAK FANG, MARK C. KOOPMAN., 2014.
2 REVISÃO DA LITERATURA 22
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Inicialmente, o WC é produzido por carburização do pó de tungstênio, obtido
tanto pela Wolframita [(FeMn)WO4] quanto pela Scheelita (CaWO4). O tungstênio possui
múltiplas etapas metalúrgicas de extração do metal. Os produtos intermediários na etapa
de produção são o APT (paratungstato de amônia), óxido azul de tungstênio (WO2) e
óxido amarelo de tungstênio (WO3). Óxidos de tungstênio são produzidos a partir do APT
pelo processo de calcinação. Esses óxidos são subsequentemente reduzidos pelo
hidrogênio para obtenção do pó de tungstênio (TMP – Tungsten Metal Powder), que
posteriormente é carburizado em misturas com carbono a altas temperaturas para
obtenção do WC. A calcinação do APT e a redução do óxido pelo hidrogênio são etapas
críticas no processo, devido ao tamanho da partícula do óxido possuir forte efeito no
tamanho da partícula do carbeto. O tamanho de partícula do carbeto produzido por esse
método é da ordem de 0.1 a 10 microns (Z. ZAK FANG, MARK C. KOOPMAN., 2014).
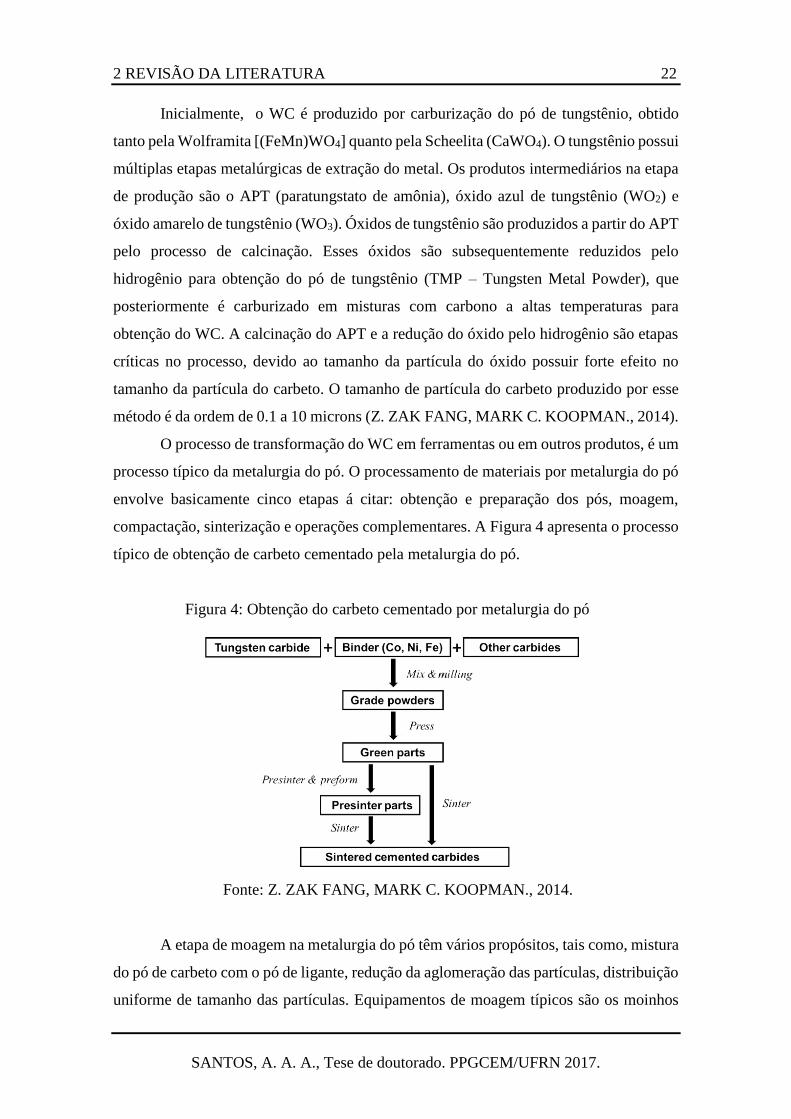
O processo de transformação do WC em ferramentas ou em outros produtos, é um
processo típico da metalurgia do pó. O processamento de materiais por metalurgia do pó
envolve basicamente cinco etapas á citar: obtenção e preparação dos pós, moagem,
compactação, sinterização e operações complementares. A Figura 4 apresenta o processo
típico de obtenção de carbeto cementado pela metalurgia do pó.
Figura 4: Obtenção do carbeto cementado por metalurgia do pó
Fonte: Z. ZAK FANG, MARK C. KOOPMAN., 2014.
A etapa de moagem na metalurgia do pó têm vários propósitos, tais como, mistura
do pó de carbeto com o pó de ligante, redução da aglomeração das partículas, distribuição
uniforme de tamanho das partículas. Equipamentos de moagem típicos são os moinhos
2 REVISÃO DA LITERATURA 23
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
de bolas, moinhos de alta energia, moinhos Atrittor, cada método possui características
particulares. Moinhos de bolas são efetivos na redução de pós de partículas grosseiras (>
2 µm) e podem produzir distribuição fina e homogênea de tamanho de partículas, esse
tipo de pó produzido tem uma baixa tendência ao crescimento de grão durante a
sinterização, obtendo assim um sinterizado de microestrutura homogênea. Por outro lado,
quando se trabalha com distribuição de tamanho de partículas < 2 µm, o moinho de bolas
é pouco efetivo na redução do tamanho das partículas (Z. ZAK FANG, MARK C.
KOOPMAN., 2014).
Moinhos Atrittor são mais agressivos que os moinhos de bolas são
aproximadamente 11 vezes mais efetivos na redução do tamanho de partículas que os
moinhos de bolas. Partículas finas ( < 2 µm) podem ser moídos, entretanto, esses moinhos
têm tendência a produzir partículas muitas finas, as vezes com distribuição de tamanho
bimodal. Partículas com esse comportamento têm tendência a crescimento de grão
durante a sinterização com consequente obtenção de sinterizados de estrutura pouco
uniforme. Ambos os equipamentos, moinhos de bolas e moinhos Atrittor, são utilizados
na indústria, a depender do tipo de microestrutura desejada (Z. ZAK FANG, MARK C.
KOOPMAN., 2014).
Após a moagem os pós são secados e granulados para posterior compactação. Para
consolidação do formato final da peça vários métodos podem ser empregados, a citar:
compactação, extrusão, injeção e etc. Compactação uniaxial é o método mais econômico
e utilizado. Extrusão de carbetos cementados é utilizado na produção de correias. O
método por injeção é utilizado para fabricar peças pequenas de complexa geometria que
não podem ser processadas por outro método (Z. ZAK FANG, MARK C. KOOPMAN.,
2014).
Os carbetos cementados são geralmente sinterizados em fase líquida em condições
de vácuo. A sinterização é a etapa crítica na obtenção das propriedades ótimas. Uma
inovação na etapa de sinterização na indústria de carbetos cementados nas últimas duas
décadas foi o SINTER-HIP. SINTER-HIP é um método de substituição da sinterização á
vácuo convencional. Esse método possui duas etapas: a primeira sinteriza a estrutura em
vácuo, da maneira tradicional, e a segunda é uma sinterização sob pressão isostática que
varia entre 3 e 10 Mpa. Outra vantagem desse método em relação a sinterização
convencional é a eliminação da porosidade residual.
2 REVISÃO DA LITERATURA 24
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
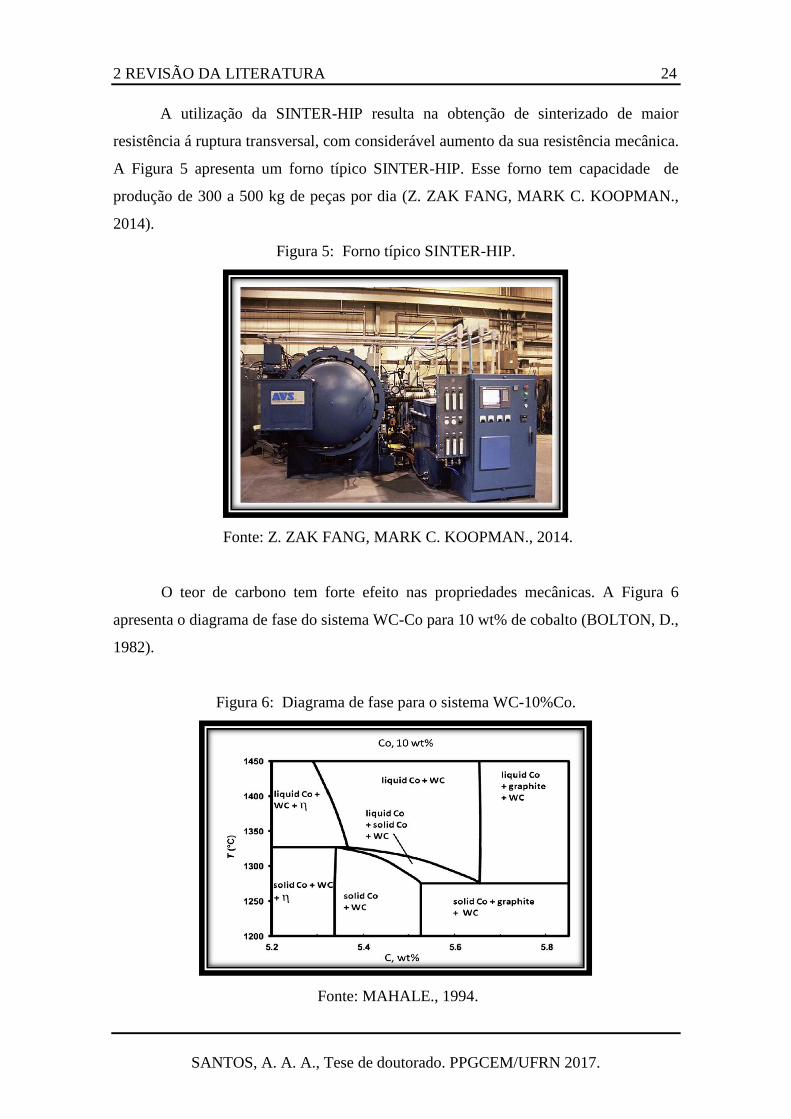
A utilização da SINTER-HIP resulta na obtenção de sinterizado de maior
resistência á ruptura transversal, com considerável aumento da sua resistência mecânica.
A Figura 5 apresenta um forno típico SINTER-HIP. Esse forno tem capacidade de
produção de 300 a 500 kg de peças por dia (Z. ZAK FANG, MARK C. KOOPMAN.,
2014).
Figura 5: Forno típico SINTER-HIP.
Fonte: Z. ZAK FANG, MARK C. KOOPMAN., 2014.
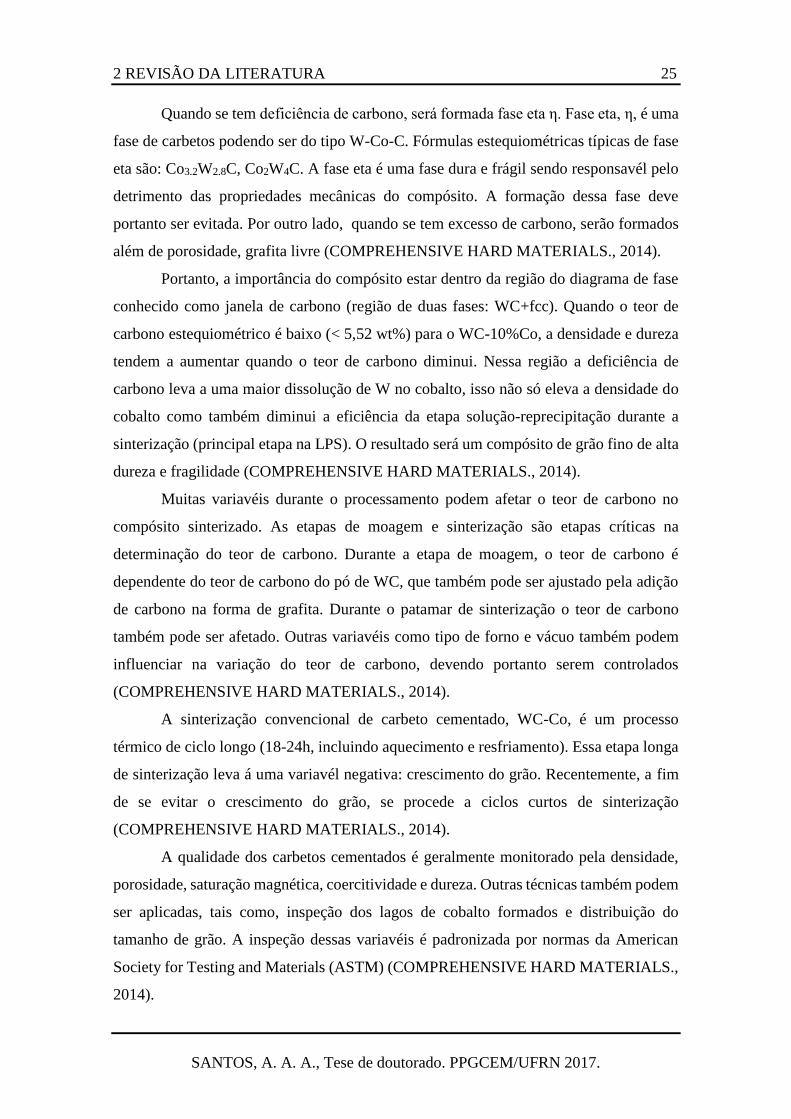
O teor de carbono tem forte efeito nas propriedades mecânicas. A Figura 6
apresenta o diagrama de fase do sistema WC-Co para 10 wt% de cobalto (BOLTON, D.,
1982).
Figura 6: Diagrama de fase para o sistema WC-10%Co.
Fonte: MAHALE., 1994.
2 REVISÃO DA LITERATURA 25
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Quando se tem deficiência de carbono, será formada fase eta η. Fase eta, η, é uma
fase de carbetos podendo ser do tipo W-Co-C. Fórmulas estequiométricas típicas de fase
eta são: Co3.2W2.8C, Co2W4C. A fase eta é uma fase dura e frágil sendo responsavél pelo
detrimento das propriedades mecânicas do compósito. A formação dessa fase deve
portanto ser evitada. Por outro lado, quando se tem excesso de carbono, serão formados
além de porosidade, grafita livre (COMPREHENSIVE HARD MATERIALS., 2014).
Portanto, a importância do compósito estar dentro da região do diagrama de fase
conhecido como janela de carbono (região de duas fases: WC+fcc). Quando o teor de
carbono estequiométrico é baixo (< 5,52 wt%) para o WC-10%Co, a densidade e dureza
tendem a aumentar quando o teor de carbono diminui. Nessa região a deficiência de
carbono leva a uma maior dissolução de W no cobalto, isso não só eleva a densidade do
cobalto como também diminui a eficiência da etapa solução-reprecipitação durante a
sinterização (principal etapa na LPS). O resultado será um compósito de grão fino de alta
dureza e fragilidade (COMPREHENSIVE HARD MATERIALS., 2014).
Muitas variavéis durante o processamento podem afetar o teor de carbono no
compósito sinterizado. As etapas de moagem e sinterização são etapas críticas na
determinação do teor de carbono. Durante a etapa de moagem, o teor de carbono é
dependente do teor de carbono do pó de WC, que também pode ser ajustado pela adição
de carbono na forma de grafita. Durante o patamar de sinterização o teor de carbono
também pode ser afetado. Outras variavéis como tipo de forno e vácuo também podem
influenciar na variação do teor de carbono, devendo portanto serem controlados
(COMPREHENSIVE HARD MATERIALS., 2014).
A sinterização convencional de carbeto cementado, WC-Co, é um processo
térmico de ciclo longo (18-24h, incluindo aquecimento e resfriamento). Essa etapa longa
de sinterização leva á uma variavél negativa: crescimento do grão. Recentemente, a fim
de se evitar o crescimento do grão, se procede a ciclos curtos de sinterização
(COMPREHENSIVE HARD MATERIALS., 2014).
A qualidade dos carbetos cementados é geralmente monitorado pela densidade,
porosidade, saturação magnética, coercitividade e dureza. Outras técnicas também podem
ser aplicadas, tais como, inspeção dos lagos de cobalto formados e distribuição do
tamanho de grão. A inspeção dessas variavéis é padronizada por normas da American
Society for Testing and Materials (ASTM) (COMPREHENSIVE HARD MATERIALS.,
2014).
2 REVISÃO DA LITERATURA 26
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
2.3.1 Fundamentos da sinterização do metal duro
Fatores termodinâmicos dificultam a sinterização no estado sólido do metal duro.
A variante mais utilizada de sinterização em metal duro é a LPS (Liquid Phase Sintering).
90 wt% dos produtos sinterizados comercialmente são processados pela rota LPS
(GERMAN, 2005). LPS, tornou-se a principal rota de processamento não só para o WC-
Co, como também para outros materiais duros tais como, diamante e abrasivos.
A LPS é um modelo bastante conhecido pelos metalurgistas. No entanto, esse
modelo, não é realístico, devido não considerar a presença de sinterização na fase sólida
(SILVA, A. G. P., 1996).
Na LPS, os grãos sólidos são soluvéis no líquido. Essa solubilidade do sólido
causa um espalhamento do líquido e molhabilidade no sólido, que é responsavél pela
capilaridade e posterior junção das partículas. Não há solubilidae do Co no WC, enquanto
que o Co dissolve parte do WC a altas temperaturas. A solubilidade do W e do C no
cobalto depende tanto da temperatura quanto do teor de carbono dissolvido (AKESSON,
1982).
O conceito de LPS teve inicio com a sinterização do W-Ni-Cu em 1930. O
primeiro modelo foi proposto por LENEL (1948). Com base nos trabalhos de Lenel,
KINGERY (1959) propós um modelo quantitativo com três estágios. Recentemente, foi
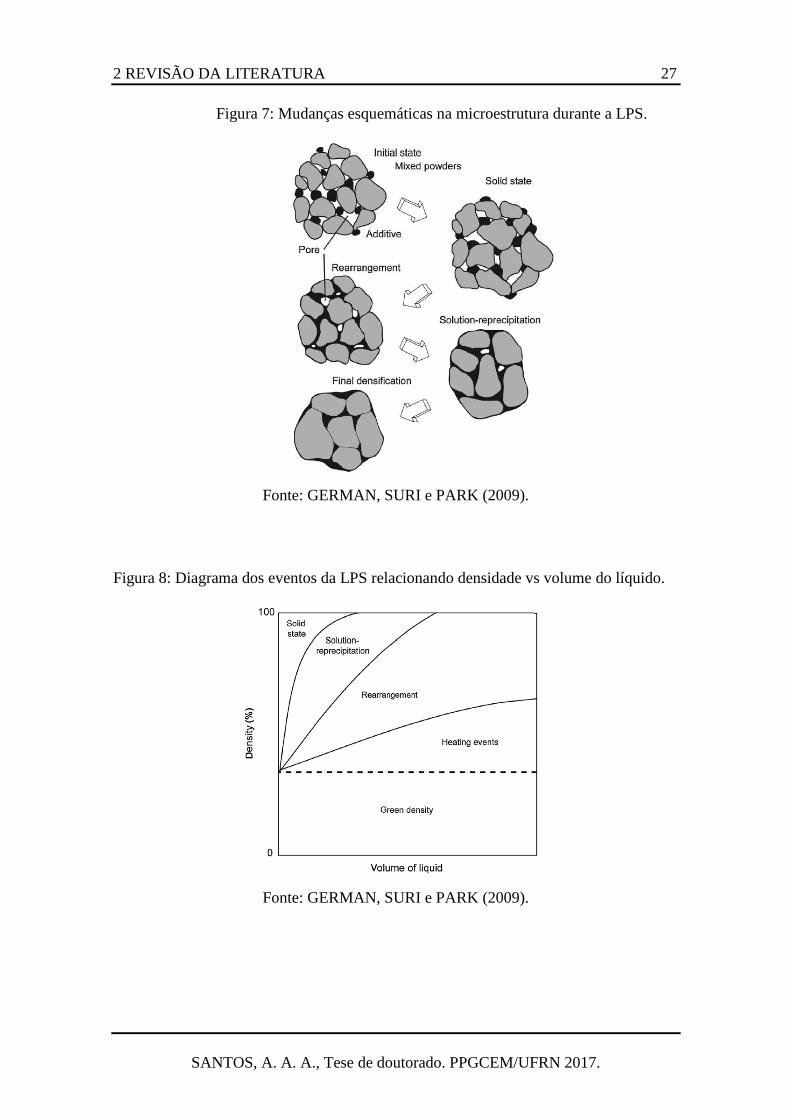
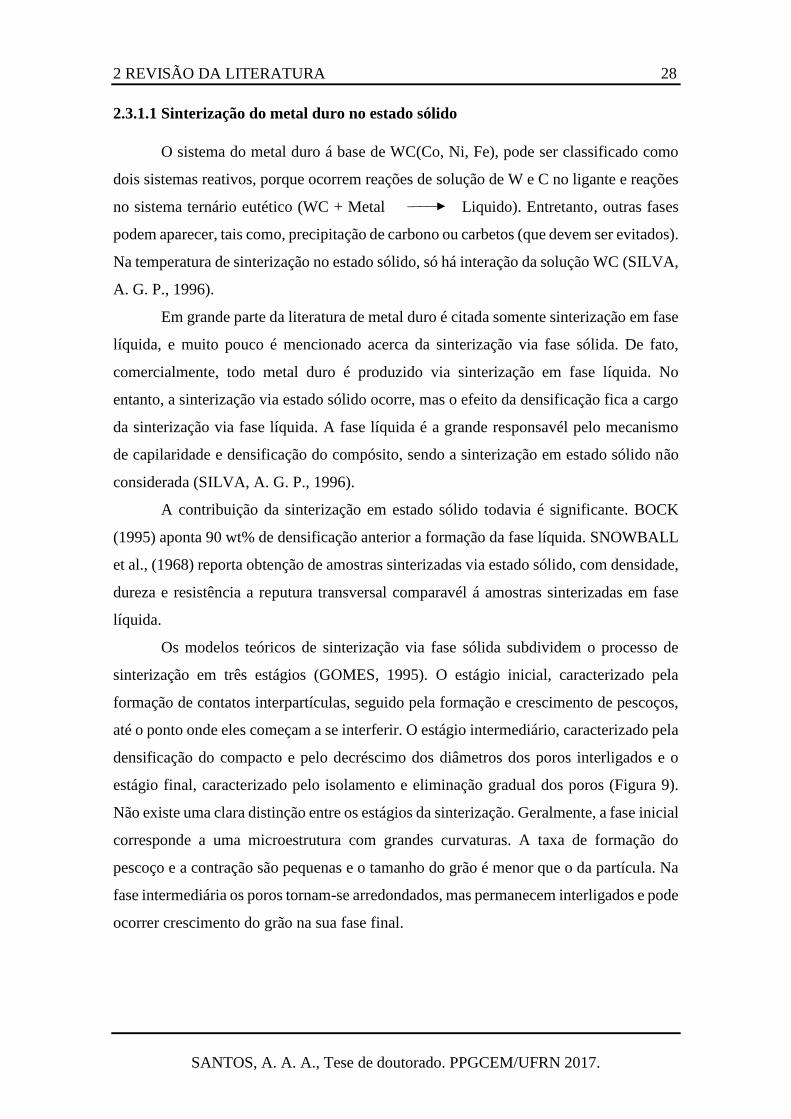
proposto um novo modelo com quatro estágios por GERMAN, SURI e PARK (2009):
estado sólido, rearranjo, solução-reprecipitação, sinterização sólida. A Figura 7 apresenta
as mudanças na microestrutura na LPS descritos por GERMAN, SURI e PARK E a Figura
8 o diagrama dos eventos da LPS relacionando densidade vs volume do líquido.
2 REVISÃO DA LITERATURA 27
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 7: Mudanças esquemáticas na microestrutura durante a LPS.
Fonte: GERMAN, SURI e PARK (2009).
Figura 8: Diagrama dos eventos da LPS relacionando densidade vs volume do líquido.
Fonte: GERMAN, SURI e PARK (2009).
2 REVISÃO DA LITERATURA 28
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
2.3.1.1 Sinterização do metal duro no estado sólido
O sistema do metal duro á base de WC(Co, Ni, Fe), pode ser classificado como
dois sistemas reativos, porque ocorrem reações de solução de W e C no ligante e reações
no sistema ternário eutético (WC + Metal Liquido). Entretanto, outras fases
podem aparecer, tais como, precipitação de carbono ou carbetos (que devem ser evitados).
Na temperatura de sinterização no estado sólido, só há interação da solução WC (SILVA,
A. G. P., 1996).
Em grande parte da literatura de metal duro é citada somente sinterização em fase
líquida, e muito pouco é mencionado acerca da sinterização via fase sólida. De fato,
comercialmente, todo metal duro é produzido via sinterização em fase líquida. No
entanto, a sinterização via estado sólido ocorre, mas o efeito da densificação fica a cargo
da sinterização via fase líquida. A fase líquida é a grande responsavél pelo mecanismo
de capilaridade e densificação do compósito, sendo a sinterização em estado sólido não
considerada (SILVA, A. G. P., 1996).
A contribuição da sinterização em estado sólido todavia é significante. BOCK
(1995) aponta 90 wt% de densificação anterior a formação da fase líquida. SNOWBALL
et al., (1968) reporta obtenção de amostras sinterizadas via estado sólido, com densidade,
dureza e resistência a reputura transversal comparavél á amostras sinterizadas em fase
líquida.
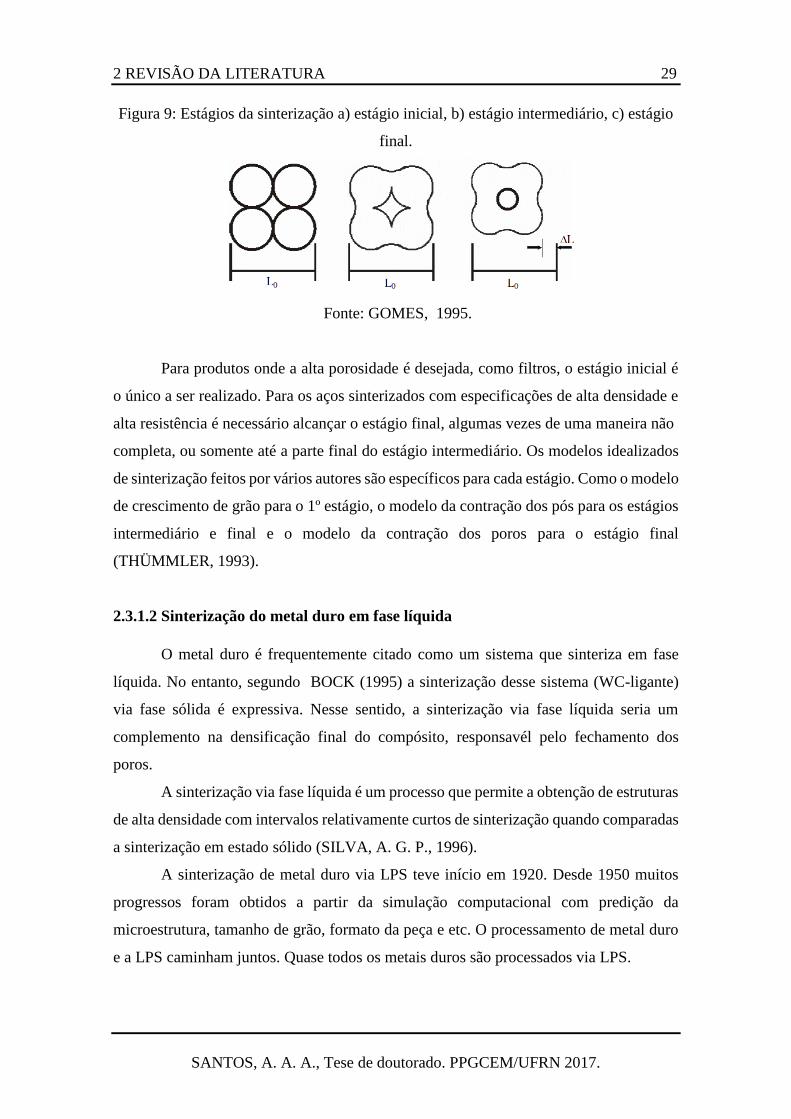
Os modelos teóricos de sinterização via fase sólida subdividem o processo de
sinterização em três estágios (GOMES, 1995). O estágio inicial, caracterizado pela
formação de contatos interpartículas, seguido pela formação e crescimento de pescoços,
até o ponto onde eles começam a se interferir. O estágio intermediário, caracterizado pela
densificação do compacto e pelo decréscimo dos diâmetros dos poros interligados e o
estágio final, caracterizado pelo isolamento e eliminação gradual dos poros (Figura 9).
Não existe uma clara distinção entre os estágios da sinterização. Geralmente, a fase inicial
corresponde a uma microestrutura com grandes curvaturas. A taxa de formação do
pescoço e a contração são pequenas e o tamanho do grão é menor que o da partícula. Na
fase intermediária os poros tornam-se arredondados, mas permanecem interligados e pode
ocorrer crescimento do grão na sua fase final.
2 REVISÃO DA LITERATURA 29
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 9: Estágios da sinterização a) estágio inicial, b) estágio intermediário, c) estágio
final.
Fonte: GOMES, 1995.
Para produtos onde a alta porosidade é desejada, como filtros, o estágio inicial é
o único a ser realizado. Para os aços sinterizados com especificações de alta densidade e
alta resistência é necessário alcançar o estágio final, algumas vezes de uma maneira não
completa, ou somente até a parte final do estágio intermediário. Os modelos idealizados
de sinterização feitos por vários autores são específicos para cada estágio. Como o modelo
de crescimento de grão para o 1º estágio, o modelo da contração dos pós para os estágios
intermediário e final e o modelo da contração dos poros para o estágio final
(THÜMMLER, 1993).
2.3.1.2 Sinterização do metal duro em fase líquida
O metal duro é frequentemente citado como um sistema que sinteriza em fase
líquida. No entanto, segundo BOCK (1995) a sinterização desse sistema (WC-ligante)
via fase sólida é expressiva. Nesse sentido, a sinterização via fase líquida seria um
complemento na densificação final do compósito, responsavél pelo fechamento dos
poros.
A sinterização via fase líquida é um processo que permite a obtenção de estruturas
de alta densidade com intervalos relativamente curtos de sinterização quando comparadas
a sinterização em estado sólido (SILVA, A. G. P., 1996).
A sinterização de metal duro via LPS teve início em 1920. Desde 1950 muitos
progressos foram obtidos a partir da simulação computacional com predição da
microestrutura, tamanho de grão, formato da peça e etc. O processamento de metal duro
e a LPS caminham juntos. Quase todos os metais duros são processados via LPS.
2 REVISÃO DA LITERATURA 30
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
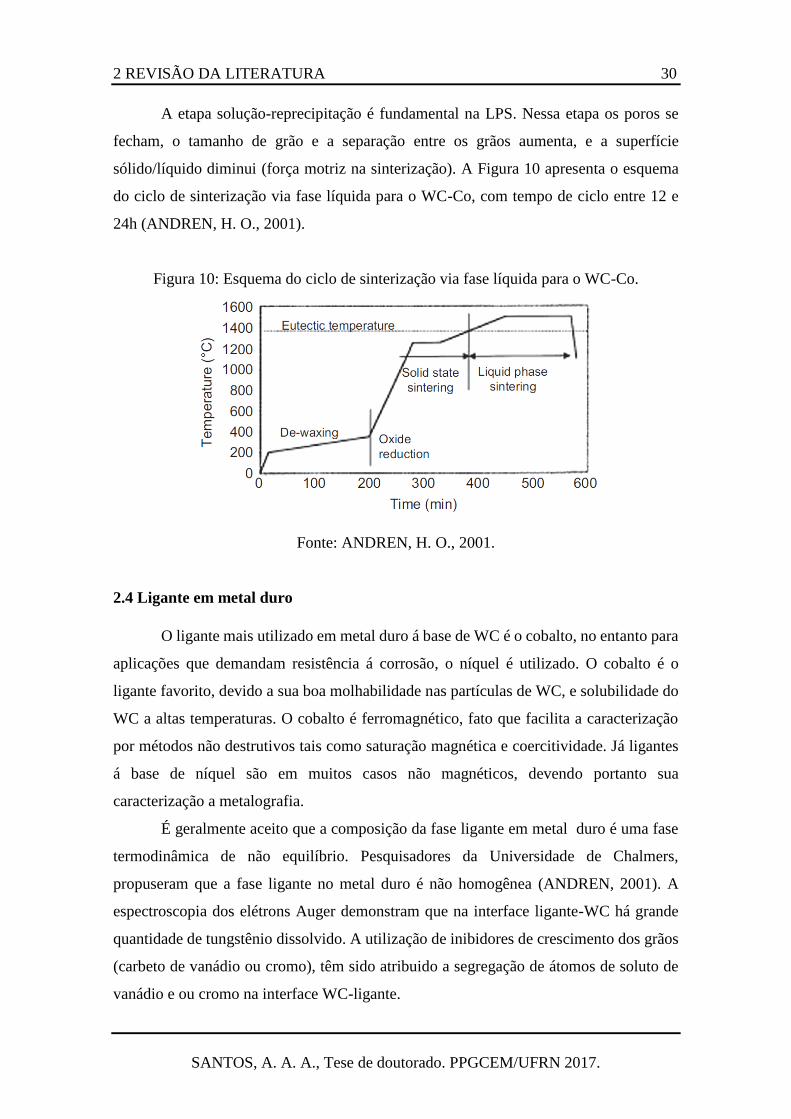
A etapa solução-reprecipitação é fundamental na LPS. Nessa etapa os poros se
fecham, o tamanho de grão e a separação entre os grãos aumenta, e a superfície
sólido/líquido diminui (força motriz na sinterização). A Figura 10 apresenta o esquema
do ciclo de sinterização via fase líquida para o WC-Co, com tempo de ciclo entre 12 e
24h (ANDREN, H. O., 2001).
Figura 10: Esquema do ciclo de sinterização via fase líquida para o WC-Co.
Fonte: ANDREN, H. O., 2001.
2.4 Ligante em metal duro
O ligante mais utilizado em metal duro á base de WC é o cobalto, no entanto para
aplicações que demandam resistência á corrosão, o níquel é utilizado. O cobalto é o
ligante favorito, devido a sua boa molhabilidade nas partículas de WC, e solubilidade do
WC a altas temperaturas. O cobalto é ferromagnético, fato que facilita a caracterização
por métodos não destrutivos tais como saturação magnética e coercitividade. Já ligantes
á base de níquel são em muitos casos não magnéticos, devendo portanto sua
caracterização a metalografia.
É geralmente aceito que a composição da fase ligante em metal duro é uma fase
termodinâmica de não equilíbrio. Pesquisadores da Universidade de Chalmers,
propuseram que a fase ligante no metal duro é não homogênea (ANDREN, 2001). A
espectroscopia dos elétrons Auger demonstram que na interface ligante-WC há grande
quantidade de tungstênio dissolvido. A utilização de inibidores de crescimento dos grãos
(carbeto de vanádio ou cromo), têm sido atribuido a segregação de átomos de soluto de
vanádio e ou cromo na interface WC-ligante.
2 REVISÃO DA LITERATURA 31
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
2.4.1 Ligantes alternativos
A utilização de ligante alternativo em carbetos cementados á base de Fe é uma
alternativa ao cobalto, e foi descrito na patente original de K. Schröter em 1923
(SCHRÖTER K., 1923).
Em 1936, os primeiros sistemas de diagramas de fase ternários Co-W-C, Ni-W-C
e Fe-W-C foram apresentados. Foi demonstrado que o sistema á base de Fe, é complexo
e possui dificuldade de se evitar a precipitação de fase η (M6C) durante a sinterização,
devido a sua alta estabilidade termodinâmica (TAKEDA, S., 1936).
O primeiro êxito no uso de ligante alternativo á base de FeNi em carbeto
cementado foi reportado em 1957 com a relação 3:1 por VEB Hartmetallwerk Immelborn
em operações de usinagem de madeira (AGTE, C., 1957).
MOSKOVITZ et al., (1970) demonstraram que no caso de ligantes á base de FeNi
estruturas metaestáveis são formadas, podendo levar a transformações de tenacificação
durante o resfriamento. Excelente resistência e superiores combinações de dureza e
tenacidade foram reportadas pelos autores, devido a transformação martensítica do
ligante. No entanto, para teores de níquel acima de 30 wt%, não foi observada
transformação martensítica, sendo o teor remanescente de austenita retida, e consequente
redução de dureza. Adição de cobalto a ligantes á base de FeNi leva a um aumento da
dureza e aumento da possibilidade de transformação martensítica.
O conceito de transformação induzida pela plasticidade (TRIP) foi confirmada
por VISWANADHAM et al., que disseram que a composição do ligante deve ser
controlada em relação á temperatura Ms (temperatura de início da transformação
martensítica) e Md (temperatura de formação da martensitica induzida pela deformação).
Trabalhos desenvolvidos por PRAKASH com diagramas ternários Fe-Ni-Co
discutiram o potencial desses ligantes na substituição do cobalto. Ligas com relação 7:2:1
(Fe:Ni:Co) foram comercializadas em 1994, e são utilizadas até hoje.
Nos anos 80, diagramas de fase calculados pelo softaware (CALPHAD) ampliou
o entendimento da sinterização dos sistemas utilizando ligantes alternativos á base de Fe
(GUILLERMET AF., 1987, GUILLERMET AF., 1989, MARKSTRÖM A, et al., 2005).
Uma variável importante na utilização de ligantes á base de Fe em carbeto
cementado é a redução da região no diagrama de fase conhecido como janela de carbono.
Janela de carbono é a região de interesse na indústria de metal duro, região na qual a fase
2 REVISÃO DA LITERATURA 32
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
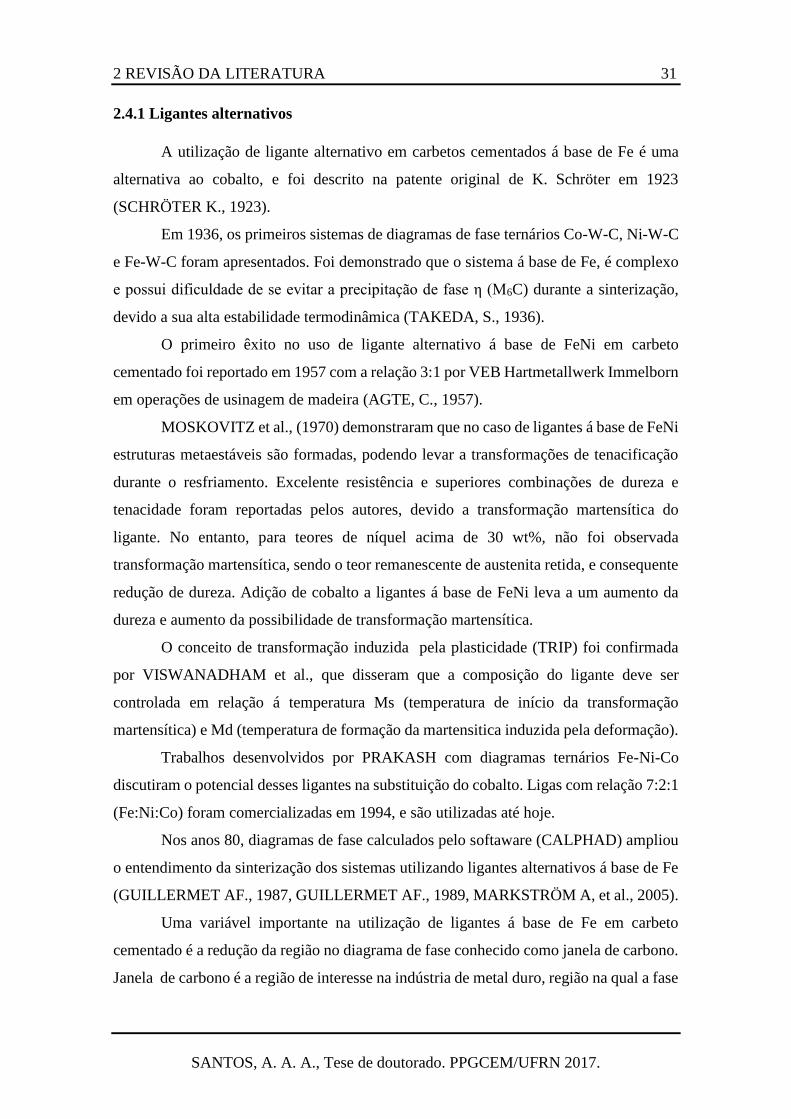
eta e ou precipitação de grafita são evitadas. Na Figura 11 são apresentados cortes
verticais dos diagramas ternários para WC-10%Co e para o WC-10%Fe.
Figura 11: Cortes verticias dos diagramas ternários a) WC-10%Co b) WC-10%Fe.
Fonte: MARKSTRÖM A, SUNDMAN B, FRISK K. 2005.
No diagram a)WC-10%Co podemos citar duas diferenças importantes em relação
ao diagrama b): a região de duas fases (WC+fcc) conhecida como janela de carbono é
significantemente maior, essa característica é particularmente relevante para a indústria
uma vez que, quanto mais larga for a janela de carbono no compósito, mais fácil é de se
evitar a precipitação de fase eta ou grafita. Em segundo lugar, a sobreposição do campo
de duas fases pela região de fase trifásica (liq. + M6C + WC) no diagrama b) faz com que
a janela de carbono desse compósito seja sempre estreita na prática.
Ligantes á base de Fe ou Fe-Ni ou Fe-Ni-Co com relação (50:50 ou Fe:Ni:Co
40:40:20) têm recebido pouca atenção da indústria, embora tenham sido citados como
alternativos ao cobalto (GRIES, B., 2009). Entretanto, o conhecimento desse sistema
ainda é excasso, de forma que é difícil julgarmos de forma clara sua aplicabilidade
(WOLF, M., H. A., 2010).
2.5 Termodinâmica do sistema metal duro á base de WC
O estudo dos diagramas de fase dos carbetos cementados é uma importante
ferramenta para predizer as fases formadas após a sinterização, como também a correta
temperatura de processamento. As propriedades ótimas do compósito WC-Co se
2 REVISÃO DA LITERATURA 33
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
encontram na região do diagrama conhecido como ‘’janela de carbono’’. Secções do
diagrama de fase do sistema WC-ligante, são eutéticos, sendo suas propriedades ótimas
relacionadas a essa particularidade. Os sistemas WC-Fe ou WC-Co ou WC-Ni
apresentam composições eutéticas ricas na fase carbeto, mais que outros sistemas, tal
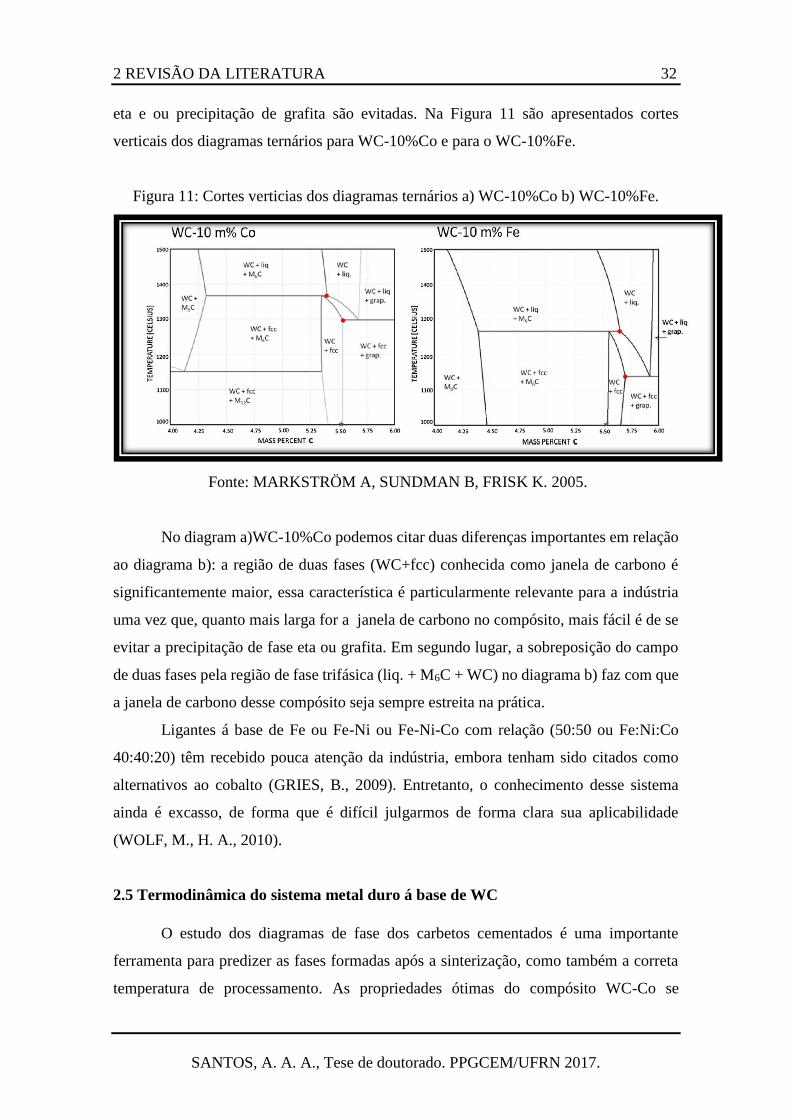
como o TiC-ligante (HOLLECK H., 1983). A Figura 12 apresenta o diagrama ternário
para o M-C-Fe-Co-Ni.
Figura 12: Diagrama de fase ternário do M-C-Fe-Co-Ni
Fonte: HOLLECK H., 1983.
A temperatura de sinterização do metal duro fica acima do ponto eutético, nessa
região há grande quantidade de carbeto em solução o que leva a uma boa densificação na
etapa de solução-reprecipitação, fato que contribui na obtenção de uma microestrutura
densa. Desde que foi difundido o êxito na densificação do metal duro via sinterização em
fase líquida, a temperatura de sinterização deve ser selecionada de forma que a fase
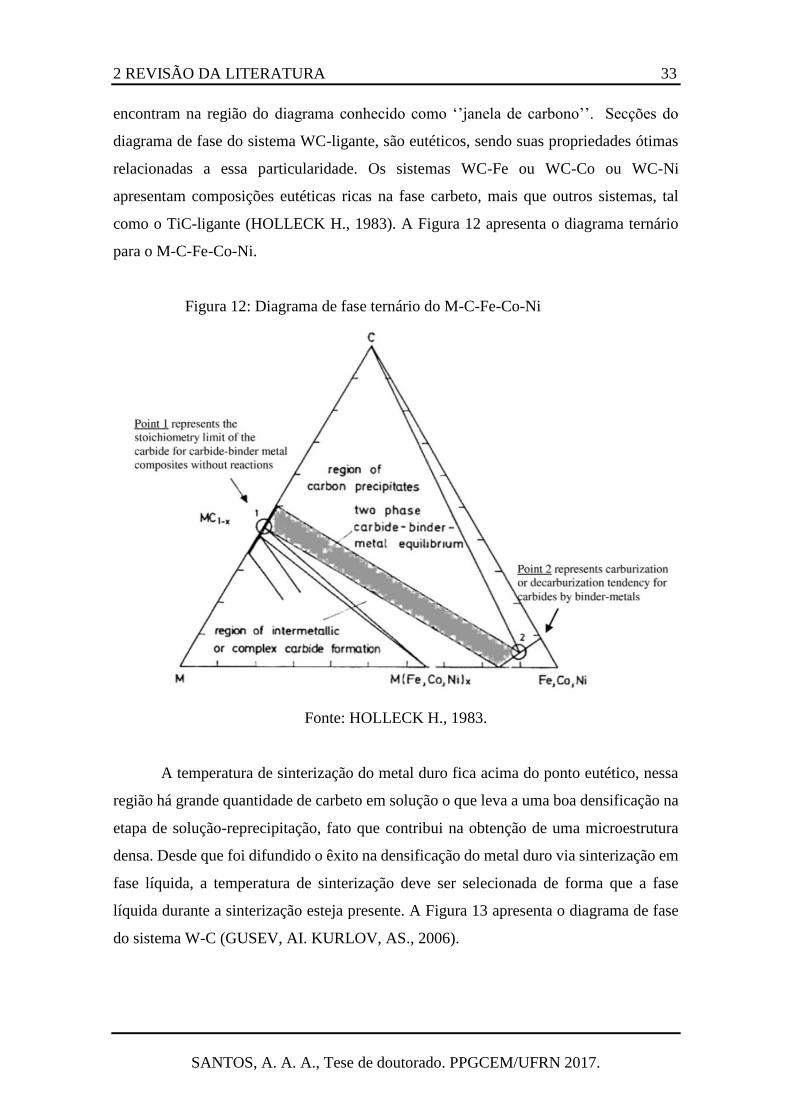
líquida durante a sinterização esteja presente. A Figura 13 apresenta o diagrama de fase
do sistema W-C (GUSEV, AI. KURLOV, AS., 2006).
2 REVISÃO DA LITERATURA 34
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
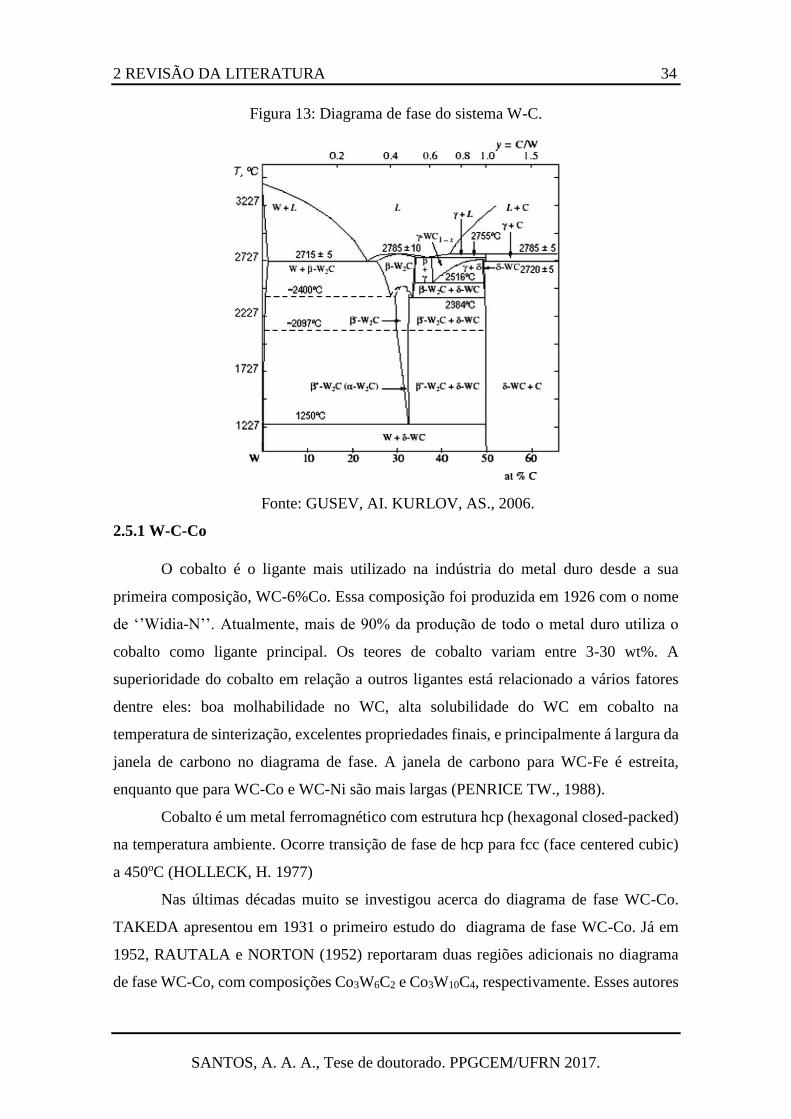
Figura 13: Diagrama de fase do sistema W-C.
Fonte: GUSEV, AI. KURLOV, AS., 2006.
2.5.1 W-C-Co
O cobalto é o ligante mais utilizado na indústria do metal duro desde a sua
primeira composição, WC-6%Co. Essa composição foi produzida em 1926 com o nome
de ‘’Widia-N’’. Atualmente, mais de 90% da produção de todo o metal duro utiliza o
cobalto como ligante principal. Os teores de cobalto variam entre 3-30 wt%. A
superioridade do cobalto em relação a outros ligantes está relacionado a vários fatores
dentre eles: boa molhabilidade no WC, alta solubilidade do WC em cobalto na
temperatura de sinterização, excelentes propriedades finais, e principalmente á largura da
janela de carbono no diagrama de fase. A janela de carbono para WC-Fe é estreita,
enquanto que para WC-Co e WC-Ni são mais largas (PENRICE TW., 1988).
Cobalto é um metal ferromagnético com estrutura hcp (hexagonal closed-packed)
na temperatura ambiente. Ocorre transição de fase de hcp para fcc (face centered cubic)
a 450oC (HOLLECK, H. 1977)
Nas últimas décadas muito se investigou acerca do diagrama de fase WC-Co.
TAKEDA apresentou em 1931 o primeiro estudo do diagrama de fase WC-Co. Já em
1952, RAUTALA e NORTON (1952) reportaram duas regiões adicionais no diagrama
de fase WC-Co, com composições Co3W6C2 e Co3W10C4, respectivamente. Esses autores
2 REVISÃO DA LITERATURA 35
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
também propuseram um diagrama pseudobinário para o WC-Co, no entanto a presença
de fase eta, η, após a etapa de resfriamento rápido não foi explicada. Após 30 anos,
POLLOK e STADELMAIER (1970) calcularam uma secção isotérmica do sistema WC-
Co a 1400oC (Figura 14), que representa usualmente a temperatura de sinterização. Nesse
estudo foi identificada e explicada a precipitação da fase eta, com composição Co2W4C e
CoW3C.
Figura 14: Secção do diagrama W-C-Co a 1400oC.
Fonte: GUILLERMET AF., 1989.
GRUTER (1959) construiu um diagrama de fase pseudobinário para o sistema
WC-Co em uma temperatura de 1280oC. Esse autor tentou explicar a precipitação da fase
eta após o resfriamento rápido, propondo que a fase eta é uma fase remanescente do
equilíbrio da fase WC com o líquido, com composição estequiométrica variavél, e com
surgimento entre 1280 a 1450oC. A solubilidade do WC no cobalto em altas temperaturas
é alta, no entanto diminui com o abaixamento da temperatura, com reprecipitação de
carbetos entre os grãos do WC. Esse trabalho foi então aprofundado por GUILLERMET
(1989) que fez uma revisão termodinâmica e dos diagramas de fase do WC-Co, cálculos
de várias secções isotérmicas dos diagramas de fases, o qual confirmou os estudos
realizados por GRUTER.
2 REVISÃO DA LITERATURA 36
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
GUILLERMET (1989) calculou a secção vertical do diagrama WC-Co para 10
wt% de cobalto (Figura 15 a) e b) respectivamente) o qual facilita o entendimento do que
ocorre a cada temperatura durante o resfriamento. A região delimitada pelas letras a e b,
corresponde ao percentual mínimo e máximo de carbono que pode estar contido no
compósito WC-Co de forma que não haja precipitação de fase eta ou grafita (Figura 14
b)). Essa região do diagrama é conhecida como ‘’janela de carbono’’. Já a precipitação
de grafita para o compósito estequiometrico WC-Co não irá ocorrer durante a
solidificação. Entretanto, aumentando o teor de carbono, e esse excedendo 0,05% wt,
ocorrerá precipitação de grafita durante o resfriamento. O efeito do teor de cobalto na
largura da janela de carbono também foi investigado por GUILLERMET (1989). O autor,
reportou que a variação de cobalto de 6 para 10 wt% induz ao aumento de
aproximadamente 70% do teor de carbono favorável.
A solubilidade do WC em Co é alta, mas, fortemente dependente da temperatura.
A solubilidade do W em Co aumenta com a redução do teor de carbono na liga, essa
solubilidade varia entre 2 a 15 wt% (15% para 1250oC) (CHAPOROVA IN,
SHCHETLINA YEA., 1964).
Já a solubilidade do W no Co em temperatura ambiente é de aproximadamente
3,5% wt. A solubilidade do Co em W é tão baixa que pode ser negligenciada, foi reportado
um teor de 0,02% wt a altas temperaturas (TRACEY VA., 1992).
2 REVISÃO DA LITERATURA 37
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 15: a) Secção vertical do diagrama WC-Co a)Estequiometria WC-Co b) Cálculo
da secção para 10% de cobalto.
Fonte: GUILLERMET., 1989.
2 REVISÃO DA LITERATURA 38
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
2.5.2 W-C-Fe-Ni
Propriedades satisfatórias do sistema WC-Fe-Ni estão associadas ao correto
controle da composição química, de forma a garantir a não precipitação de carbetos do
tipo M6C ou grafita nas ligas sinterizadas (PRAKASH L et al., 1981). Isso significa que
a composição global deve estar dentro da região delimitada pelo diagrama de fase
chamada ‘’janela de carbono’’, e durante o resfriamento, a composição global deve estar
dentro dessa região. Para aplicações especifícas, a metaestabilidade do ligante é explorada
utilizando ligantes á base de Fe-Ni-C, objetivando a tenacificação da liga pela
transformação martensítica (VISWANADHAM., 1987).
Algumas restrições tais como, a composição química do ligante (controle da
relação Fe:Ni e teor de carbono), podem ser utilizadas para se evitar a precipitação de
carbetos M6C ou grafita. Dependendo da relação Fe:Ni e do teor de carbono na liga, o
ligante irá impor uma deformação na vizinhança dos grãos do carbeto, gerando uma
tensão e deformação entre a região do ligante e do carbeto, modificando assim
características da transformação martensítica (KAKESHITA T., 1991).
Modelos termodinâmicos do compósito WC-Fe-Ni foram propostos por
GUILERMET (1987). O autor calculou secções de composição e temperatura para o
sistema WC-Fe-Ni, para Fe:Ni=20 wt% e Fe:Ni com relações 3:1, 1:1 e 1:3. Para
comparação entre os gráficos, quando o teor de níquel aumenta, aumenta a temperatura
de equilíbrio S/L. Simultaneamente, a região conhecida como janela de carbono, se move
para regiões com baixo teor de carbono respeitando a composição estequiometrica do
compósito (Figura 16).
2 REVISÃO DA LITERATURA 39
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 16: a) Secção vertical do diagrama de fase Fe-Ni-W-C, calculado para Fe:Ni=20
wt% e Fe:Ni=3:1. b) Projeção da temperatura calculada para o Fe+Ni=20 wt%.
Fonte: GUILERMET (1987).
Na figura 16 a) podemos observar que a mistura estequiometrica para Fe:Ni=3:1
pode precipitar carbetos do tipo M6C durante a sinterização a 1350oC. O cálculo dessa
secção demonstra que é melhor aumentar o teor de carbono entre 5 - 5,1 wt% afim de
evitar a precipitação desse carbeto, no entanto, o limite de carbono dessa liga é 5,1 wt%,
ou seja, acima desse valor haverá precipitação de grafita (UHRENIUS B., 1992).
Projeção da temperatura de sinterização com delimitação das regiões de
precipitação de carbetos M6C e grafita foram calculados para o compósito Fe-Ni-W-C
(GUILLERMET., 1987) (Figura 17 b)). A zona do meio na Figura 17 b) apresenta as
composições mais favoravéis, onde nenhuma dessas fases (M6C ou grafita) precipitará.
2 REVISÃO DA LITERATURA 40
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Nessa Figura observamos que a estequiometria entre o sistema WC-FeNi só cairá na
região de duas fases (WC + fcc) se a relação Ni/(Ni+Fe) estiver entre 0,45 e 0,65.
Quando a relação (Fe+Ni) diminui, a região de interesse (WC + fcc), se torna
consideravelmente estreita, fato demonstrado na Figura 17 a) e b).
Figura 17: a) Secção vertical do diagrama Fe-Ni-W-C, calculado para Fe+Ni=10 wt% e
FeNi=1:1. b) Projeção da temperatura calculado para Fe+Ni=10 wt%.
Fonte: GUILLERMET., 1987.
2 REVISÃO DA LITERATURA 41
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
A análise das Figuras 16 e 17 oferecem uma explicação empírica dos estudos
reportados por AGTE (1992) e mais recentemente por MOSKOWITZ (1977). Eles
observaram que:
• Propriedades satisfatórias podem ser obtidas se o teor de carbono do compósito
WC-FeNi ultrapassar um pouco a composição estequiométrica.
• O aumento do teor de níquel na composição inicial diminui a necessidade de
exceder o teor de carbono no compósito.
É necessário enfatizar que devido a escassez de mais informações no sistema
quaternário Fe-Ni-W-C, a precipitação de algumas carbetos não estão incluidos nos
estudos de GUILLERMET (1987). Entretanto, eles foram detectados nos sistemas Fe-W-
C e Ni-W-C, chamados de carbetos do tipo M12C, os quais são formados para baixos
teores de carbono e alto teor de níquel, outros carbetos do tipo M4C e M2C também foram
detectados (GUILLERMET., 1987).
2.5.3 W-C-Cr
Carbeto de cromo (Cr3C2) é normalmente adicionado ao sistema WC-Co como
inibidor de crescimento de grão, no entanto, a adição desse carbeto também melhora a
resistência á corrosão e á oxidação (RAGHUNAHANS., 1996).
Carbetos cementados com adição de cromo no ligante, são reportados como
compósitos de alta dureza e resistência ao desgaste. Entretanto, o cromo também é um
forte formador de carbetos e a solubilidade de cromo no cobalto é extremamente limitado
pela formação de carbetos ricos em cromo. O cromo ainda restringe a etapa mais
importante na sinterização em fase líquida (etapa de solução-reprecipitação), ou seja,
tempos maiores de sinterização são requeridas (PENRICE., 1988).
Informações do diagrama de fase ternário W-C-Cr são escassas. Os autores
RUDY (1964) e STECHER (1964) calcularam secções isotérmicas desse sistema para
temperaturas acima de 1300oC, os autores concordam em relação ás fases formadas, no
entanto, diferem nos detalhes apresentados. Não há informações na literatura para os
eventos em baixas temperaturas.
A Figura 18 apresenta o cálculo da secção vertical para a temperatura de 1350oC
do sistema W-C-Cr, calculado por GUSTAFSON (1988). A máxima solubilidade foi de
8,6 wt% em W. Carbetos tais como M23C6 foram encontrados, outras regiões com
2 REVISÃO DA LITERATURA 42
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
carbetos estáveis de cromo do tipo, M7C3 e M3C2 também foram reportados. Esses
carbetos dissolvem pequenas quantidades de W, entre 3,8 – 8,8 wt%. A temperatura
invariante para as quatro fases em equilíbrio (WC + M2C + M3C2 + grafita) foi reportada
sendo 1498oC (GUSTAFSON., 1988).
Figura 18: Cálculo da secção isotérmica do sistema W-C-Cr á 1350oC
Fonte: GUSTAFSON., 1988.
2.5.4 W-C-Cr-Fe
Há poucas informações na literatura acerca do sistema quaternário W-C-Cr-Fe.
Tanto o cromo como o W são formadores de diferentes tipos de carbetos. O primeiro
diagrama esquemático do sistema quaternário W-C-Cr-Fe foi apresentado por
GOLDSCHMIDT (1952). Somente um novo carbeto não presente em nenhum outro
diagrama binário foi incluido nesse diagrama. O carbeto ternário M6C, também estável
no sistema W-C-Fe. Esse diagrama indica que todo o cromo contido no carbeto Cr23C6
pode ser substituido por Fe ou W, para formação do carbeto Fe21W2C6.
UHRENIUS et al (1977) apresentaram resultados experimentais do equilíbrio
entre Fe-γ (austenita) e carbetos no sistema W-C-Cr-Fe a 900, 1000 e 1100oC. Esse
trabalho tratou quase que exclusivamente do equilíbrio envolvendo carbetos M23C6, com
2 REVISÃO DA LITERATURA 43
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
poucos resultados acerca de outros carbetos importantes do tipo M6C e precipitação de
grafita. A solubilidade do Fe no carbeto M23C6 é sempre menor que 50 wt% no sistema
ternário C-Cr-Fe, no entanto, o teor de Fe no carbeto quaternário M23C6 pode ser maior
que 75 wt% (GUSTAFSON., 1988).
A região de existência do carbeto do tipo M6C foi estudada por BERSTRÖ M
(1977). Esse autor reporta a existência de dois novos carbetos, M12C e M4C, também
encontrados em diagramas ternários do sistema C-W-Fe. Os carbetos M6C e M12C,
dissolvem 8 e 4 wt% de Cr respectivamente, em 1250oC. A máxima solubilidade de
cromo em 1250oC em outras fases, tais como, Fe e W, foram reportadas entre 10 e 2 wt%
respectivamente. A secção isotérmica em 1250oC dos sistemas W-C-Fe e W-C-Fe-Cr,
para teores de cromo entre 2 e 10 wt% foram calculador por BERSTRÖM (1977) e
apresentados na Figura 19.
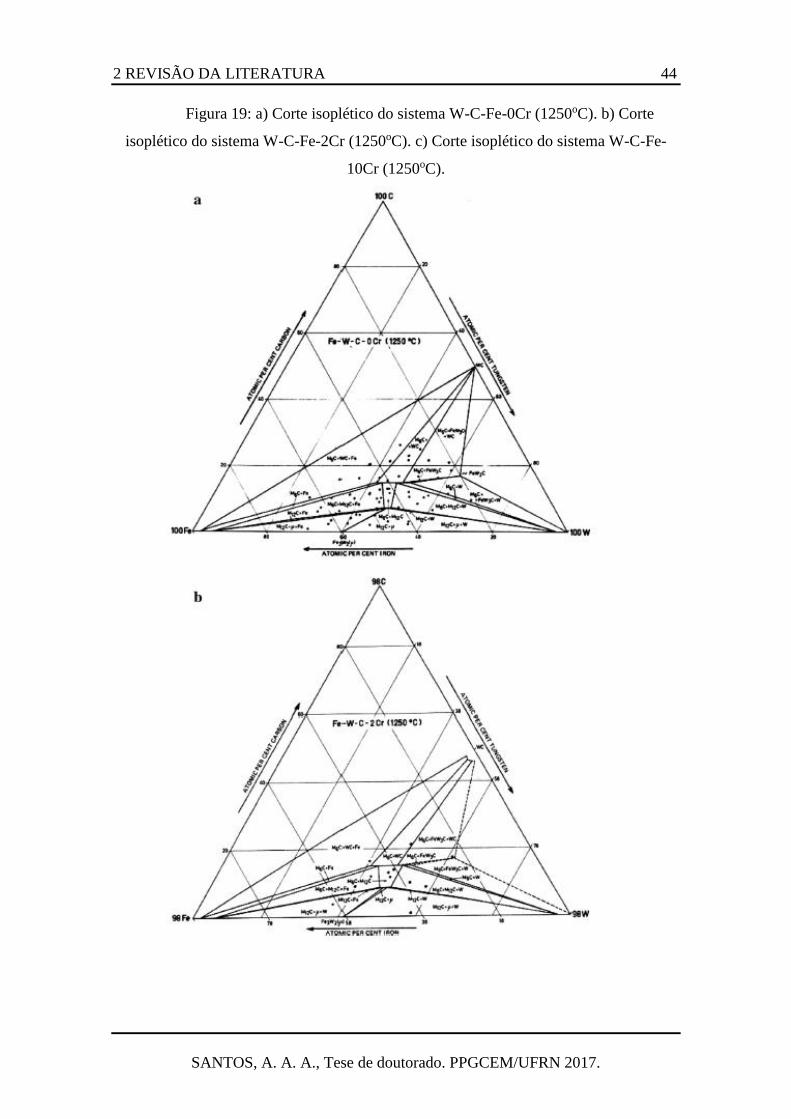
2 REVISÃO DA LITERATURA 44
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 19: a) Corte isoplético do sistema W-C-Fe-0Cr (1250oC). b) Corte
isoplético do sistema W-C-Fe-2Cr (1250oC). c) Corte isoplético do sistema W-C-Fe-
10Cr (1250oC).
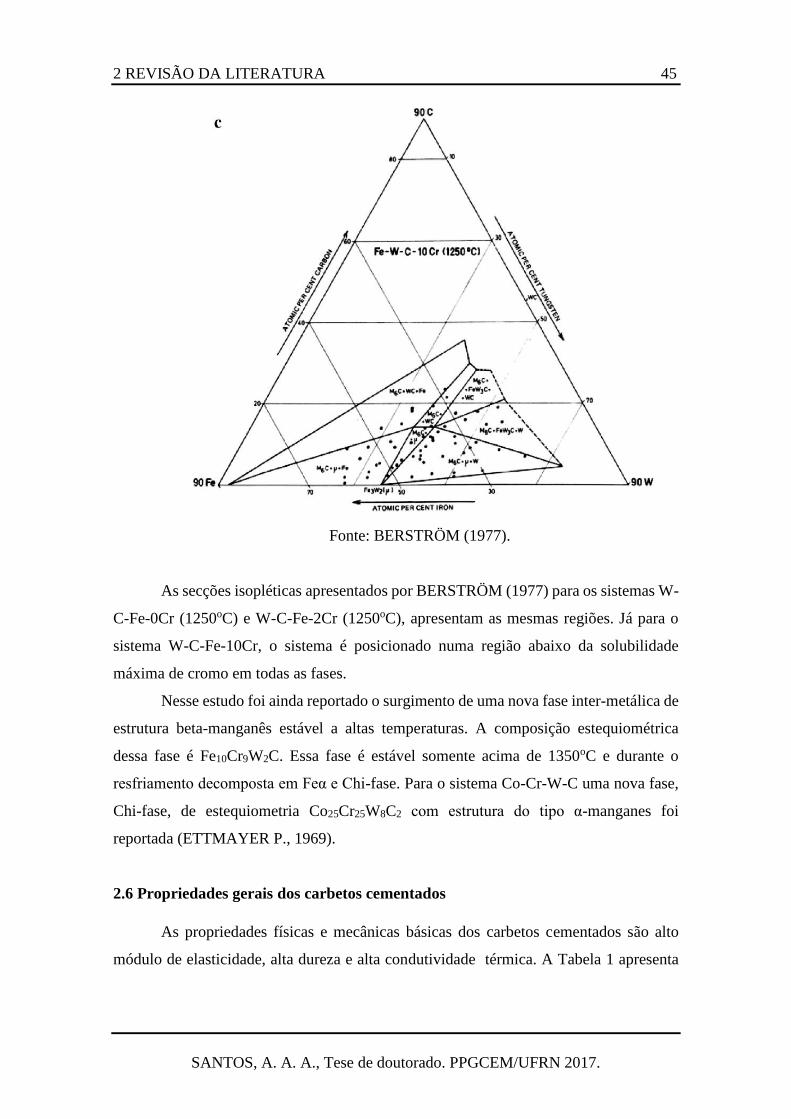
2 REVISÃO DA LITERATURA 45
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Fonte: BERSTRÖM (1977).
As secções isopléticas apresentados por BERSTRÖM (1977) para os sistemas W-
C-Fe-0Cr (1250oC) e W-C-Fe-2Cr (1250oC), apresentam as mesmas regiões. Já para o
sistema W-C-Fe-10Cr, o sistema é posicionado numa região abaixo da solubilidade
máxima de cromo em todas as fases.
Nesse estudo foi ainda reportado o surgimento de uma nova fase inter-metálica de
estrutura beta-manganês estável a altas temperaturas. A composição estequiométrica
dessa fase é Fe10Cr9W2C. Essa fase é estável somente acima de 1350oC e durante o
resfriamento decomposta em Feα e Chi-fase. Para o sistema Co-Cr-W-C uma nova fase,
Chi-fase, de estequiometria Co25Cr25W8C2 com estrutura do tipo α-manganes foi
reportada (ETTMAYER P., 1969).
2.6 Propriedades gerais dos carbetos cementados
As propriedades físicas e mecânicas básicas dos carbetos cementados são alto
módulo de elasticidade, alta dureza e alta condutividade térmica. A Tabela 1 apresenta
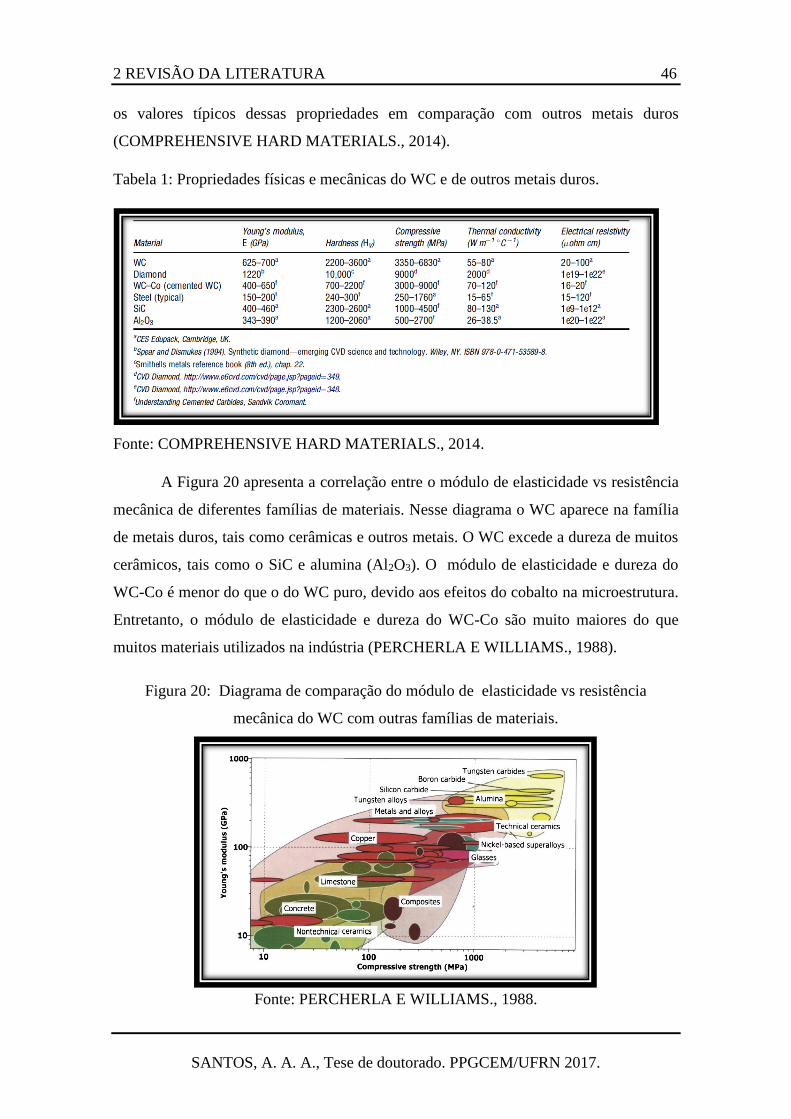
2 REVISÃO DA LITERATURA 46
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
os valores típicos dessas propriedades em comparação com outros metais duros
(COMPREHENSIVE HARD MATERIALS., 2014).
Tabela 1: Propriedades físicas e mecânicas do WC e de outros metais duros.
Fonte: COMPREHENSIVE HARD MATERIALS., 2014.
A Figura 20 apresenta a correlação entre o módulo de elasticidade vs resistência
mecânica de diferentes famílias de materiais. Nesse diagrama o WC aparece na família
de metais duros, tais como cerâmicas e outros metais. O WC excede a dureza de muitos
cerâmicos, tais como o SiC e alumina (Al2O3). O módulo de elasticidade e dureza do
WC-Co é menor do que o do WC puro, devido aos efeitos do cobalto na microestrutura.
Entretanto, o módulo de elasticidade e dureza do WC-Co são muito maiores do que
muitos materiais utilizados na indústria (PERCHERLA E WILLIAMS., 1988).
Figura 20: Diagrama de comparação do módulo de elasticidade vs resistência
mecânica do WC com outras famílias de materiais.
Fonte: PERCHERLA E WILLIAMS., 1988.
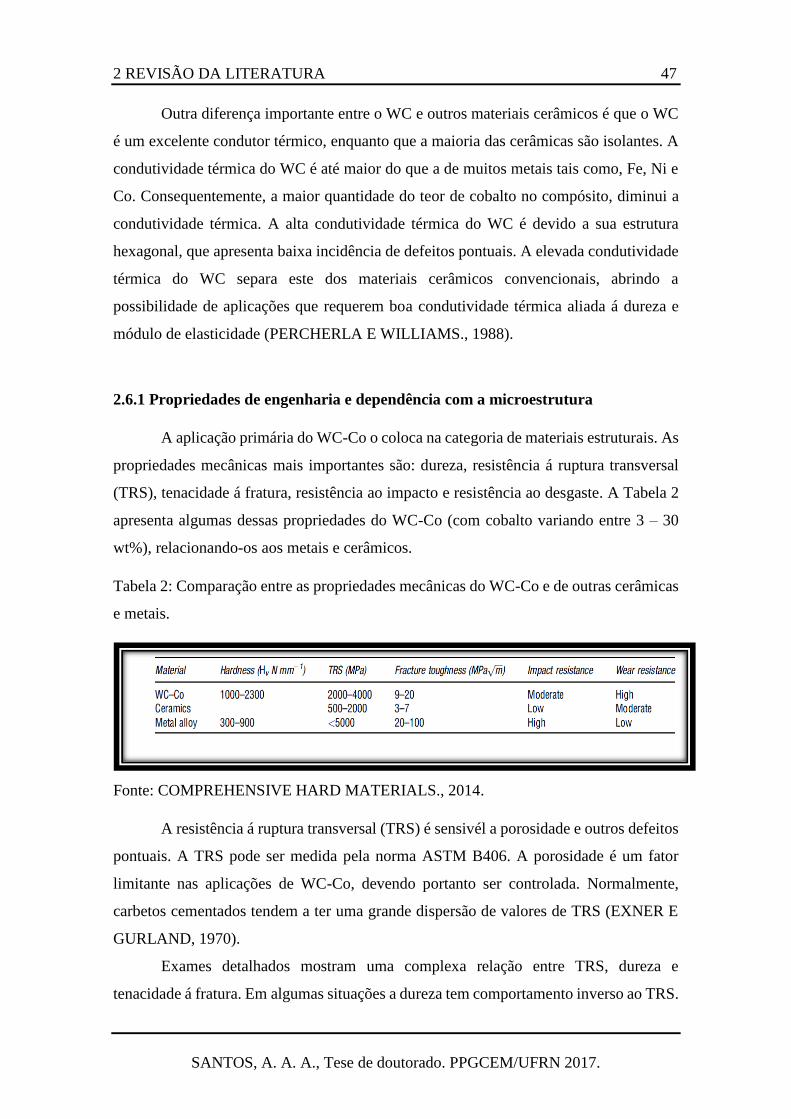
2 REVISÃO DA LITERATURA 47
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Outra diferença importante entre o WC e outros materiais cerâmicos é que o WC
é um excelente condutor térmico, enquanto que a maioria das cerâmicas são isolantes. A
condutividade térmica do WC é até maior do que a de muitos metais tais como, Fe, Ni e
Co. Consequentemente, a maior quantidade do teor de cobalto no compósito, diminui a
condutividade térmica. A alta condutividade térmica do WC é devido a sua estrutura
hexagonal, que apresenta baixa incidência de defeitos pontuais. A elevada condutividade
térmica do WC separa este dos materiais cerâmicos convencionais, abrindo a
possibilidade de aplicações que requerem boa condutividade térmica aliada á dureza e
módulo de elasticidade (PERCHERLA E WILLIAMS., 1988).
2.6.1 Propriedades de engenharia e dependência com a microestrutura
A aplicação primária do WC-Co o coloca na categoria de materiais estruturais. As
propriedades mecânicas mais importantes são: dureza, resistência á ruptura transversal
(TRS), tenacidade á fratura, resistência ao impacto e resistência ao desgaste. A Tabela 2
apresenta algumas dessas propriedades do WC-Co (com cobalto variando entre 3 – 30
wt%), relacionando-os aos metais e cerâmicos.
Tabela 2: Comparação entre as propriedades mecânicas do WC-Co e de outras cerâmicas
e metais.
Fonte: COMPREHENSIVE HARD MATERIALS., 2014.
A resistência á ruptura transversal (TRS) é sensivél a porosidade e outros defeitos
pontuais. A TRS pode ser medida pela norma ASTM B406. A porosidade é um fator
limitante nas aplicações de WC-Co, devendo portanto ser controlada. Normalmente,
carbetos cementados tendem a ter uma grande dispersão de valores de TRS (EXNER E
GURLAND, 1970).
Exames detalhados mostram uma complexa relação entre TRS, dureza e
tenacidade á fratura. Em algumas situações a dureza tem comportamento inverso ao TRS.
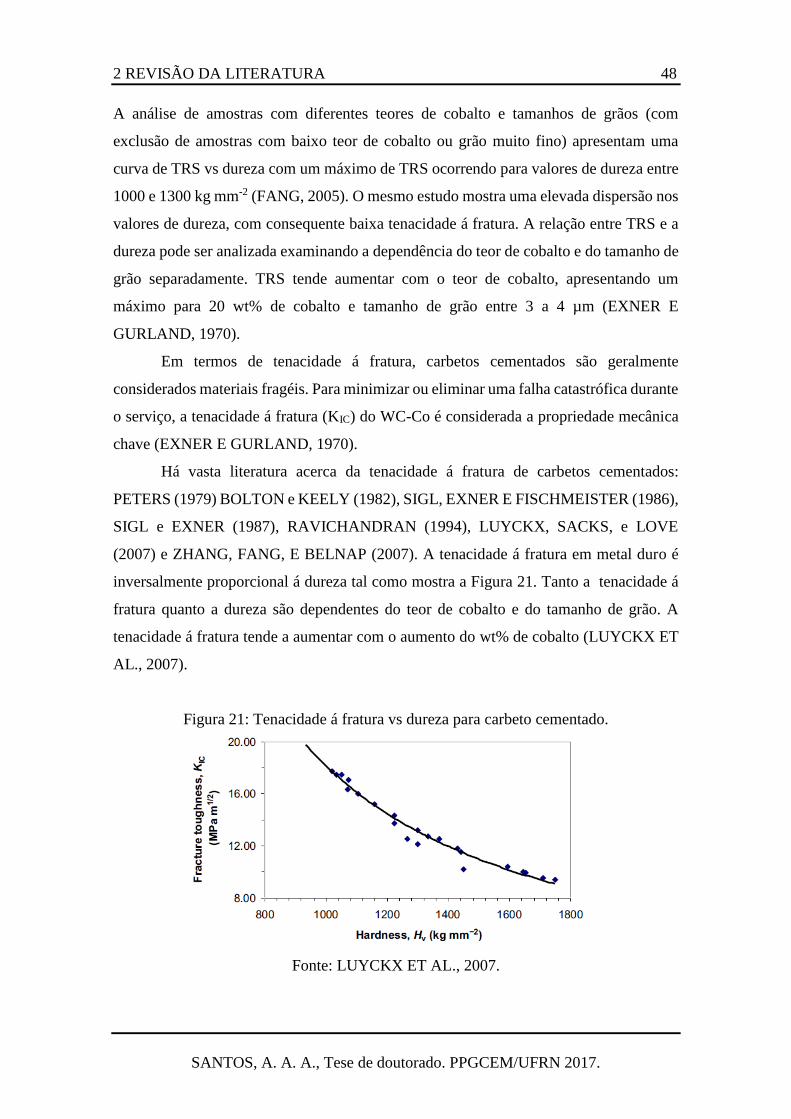
2 REVISÃO DA LITERATURA 48
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
A análise de amostras com diferentes teores de cobalto e tamanhos de grãos (com
exclusão de amostras com baixo teor de cobalto ou grão muito fino) apresentam uma
curva de TRS vs dureza com um máximo de TRS ocorrendo para valores de dureza entre
1000 e 1300 kg mm-2 (FANG, 2005). O mesmo estudo mostra uma elevada dispersão nos
valores de dureza, com consequente baixa tenacidade á fratura. A relação entre TRS e a
dureza pode ser analizada examinando a dependência do teor de cobalto e do tamanho de
grão separadamente. TRS tende aumentar com o teor de cobalto, apresentando um
máximo para 20 wt% de cobalto e tamanho de grão entre 3 a 4 µm (EXNER E
GURLAND, 1970).
Em termos de tenacidade á fratura, carbetos cementados são geralmente
considerados materiais fragéis. Para minimizar ou eliminar uma falha catastrófica durante
o serviço, a tenacidade á fratura (KIC) do WC-Co é considerada a propriedade mecânica
chave (EXNER E GURLAND, 1970).
Há vasta literatura acerca da tenacidade á fratura de carbetos cementados:
PETERS (1979) BOLTON e KEELY (1982), SIGL, EXNER E FISCHMEISTER (1986),
SIGL e EXNER (1987), RAVICHANDRAN (1994), LUYCKX, SACKS, e LOVE
(2007) e ZHANG, FANG, E BELNAP (2007). A tenacidade á fratura em metal duro é
inversalmente proporcional á dureza tal como mostra a Figura 21. Tanto a tenacidade á
fratura quanto a dureza são dependentes do teor de cobalto e do tamanho de grão. A
tenacidade á fratura tende a aumentar com o aumento do wt% de cobalto (LUYCKX ET
AL., 2007).
Figura 21: Tenacidade á fratura vs dureza para carbeto cementado.
Fonte: LUYCKX ET AL., 2007.
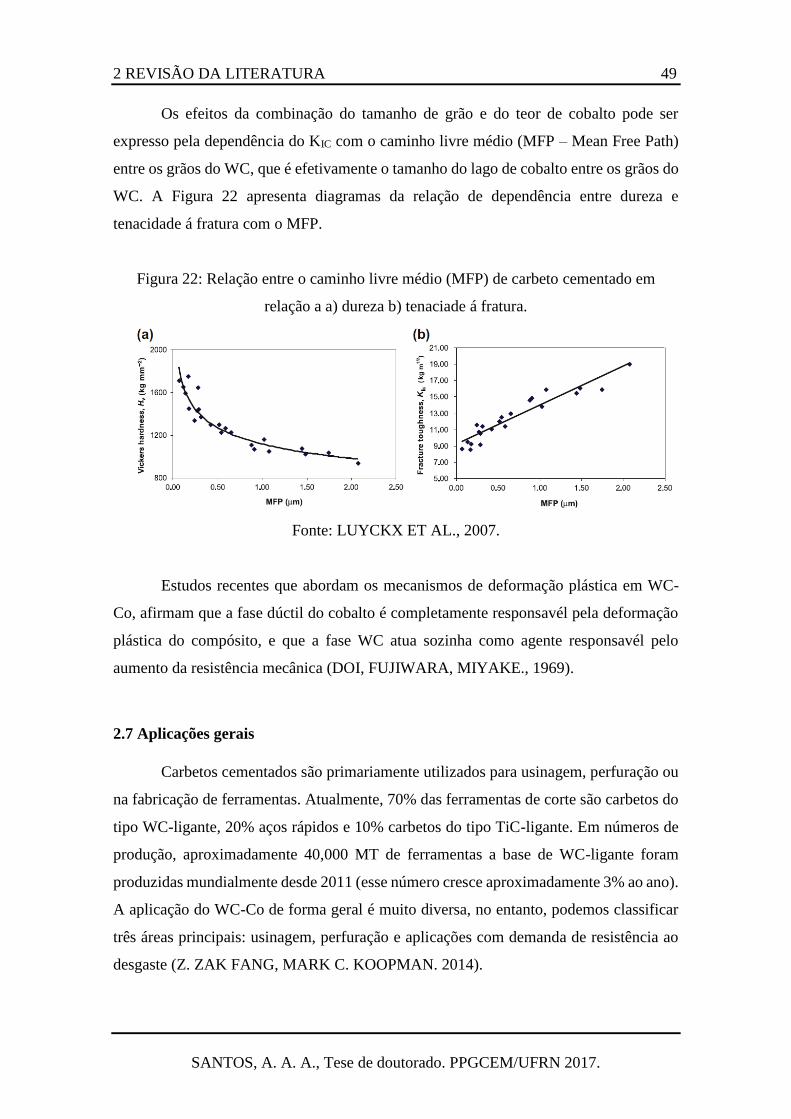
2 REVISÃO DA LITERATURA 49
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Os efeitos da combinação do tamanho de grão e do teor de cobalto pode ser
expresso pela dependência do KIC com o caminho livre médio (MFP – Mean Free Path)
entre os grãos do WC, que é efetivamente o tamanho do lago de cobalto entre os grãos do
WC. A Figura 22 apresenta diagramas da relação de dependência entre dureza e
tenacidade á fratura com o MFP.
Figura 22: Relação entre o caminho livre médio (MFP) de carbeto cementado em
relação a a) dureza b) tenaciade á fratura.
Fonte: LUYCKX ET AL., 2007.
Estudos recentes que abordam os mecanismos de deformação plástica em WC-
Co, afirmam que a fase dúctil do cobalto é completamente responsavél pela deformação
plástica do compósito, e que a fase WC atua sozinha como agente responsavél pelo
aumento da resistência mecânica (DOI, FUJIWARA, MIYAKE., 1969).
2.7 Aplicações gerais
Carbetos cementados são primariamente utilizados para usinagem, perfuração ou
na fabricação de ferramentas. Atualmente, 70% das ferramentas de corte são carbetos do
tipo WC-ligante, 20% aços rápidos e 10% carbetos do tipo TiC-ligante. Em números de
produção, aproximadamente 40,000 MT de ferramentas a base de WC-ligante foram
produzidas mundialmente desde 2011 (esse número cresce aproximadamente 3% ao ano).
A aplicação do WC-Co de forma geral é muito diversa, no entanto, podemos classificar
três áreas principais: usinagem, perfuração e aplicações com demanda de resistência ao
desgaste (Z. ZAK FANG, MARK C. KOOPMAN. 2014).
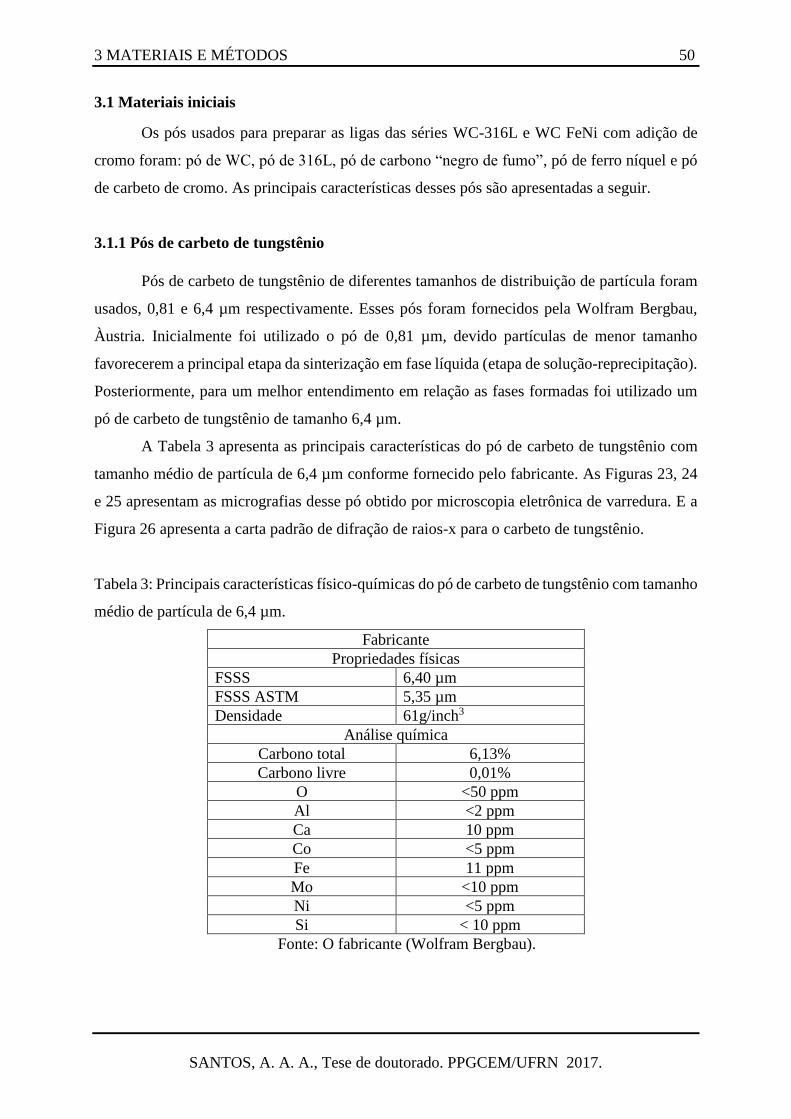
3 MATERIAIS E MÉTODOS 50
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
3.1 Materiais iniciais
Os pós usados para preparar as ligas das séries WC-316L e WC FeNi com adição de
cromo foram: pó de WC, pó de 316L, pó de carbono “negro de fumo”, pó de ferro níquel e pó
de carbeto de cromo. As principais características desses pós são apresentadas a seguir.
3.1.1 Pós de carbeto de tungstênio
Pós de carbeto de tungstênio de diferentes tamanhos de distribuição de partícula foram
usados, 0,81 e 6,4 µm respectivamente. Esses pós foram fornecidos pela Wolfram Bergbau,
Àustria. Inicialmente foi utilizado o pó de 0,81 µm, devido partículas de menor tamanho
favorecerem a principal etapa da sinterização em fase líquida (etapa de solução-reprecipitação).
Posteriormente, para um melhor entendimento em relação as fases formadas foi utilizado um
pó de carbeto de tungstênio de tamanho 6,4 µm.
A Tabela 3 apresenta as principais características do pó de carbeto de tungstênio com
tamanho médio de partícula de 6,4 µm conforme fornecido pelo fabricante. As Figuras 23, 24
e 25 apresentam as micrografias desse pó obtido por microscopia eletrônica de varredura. E a
Figura 26 apresenta a carta padrão de difração de raios-x para o carbeto de tungstênio.
Tabela 3: Principais características físico-químicas do pó de carbeto de tungstênio com tamanho
médio de partícula de 6,4 µm.
Fabricante
Propriedades físicas
FSSS 6,40 µm
FSSS ASTM 5,35 µm
Densidade 61g/inch3
Análise química
Carbono total 6,13%
Carbono livre 0,01%
O <50 ppm
Al <2 ppm
Ca 10 ppm
Co <5 ppm
Fe 11 ppm
Mo <10 ppm
Ni <5 ppm
Si < 10 ppm
Fonte: O fabricante (Wolfram Bergbau).
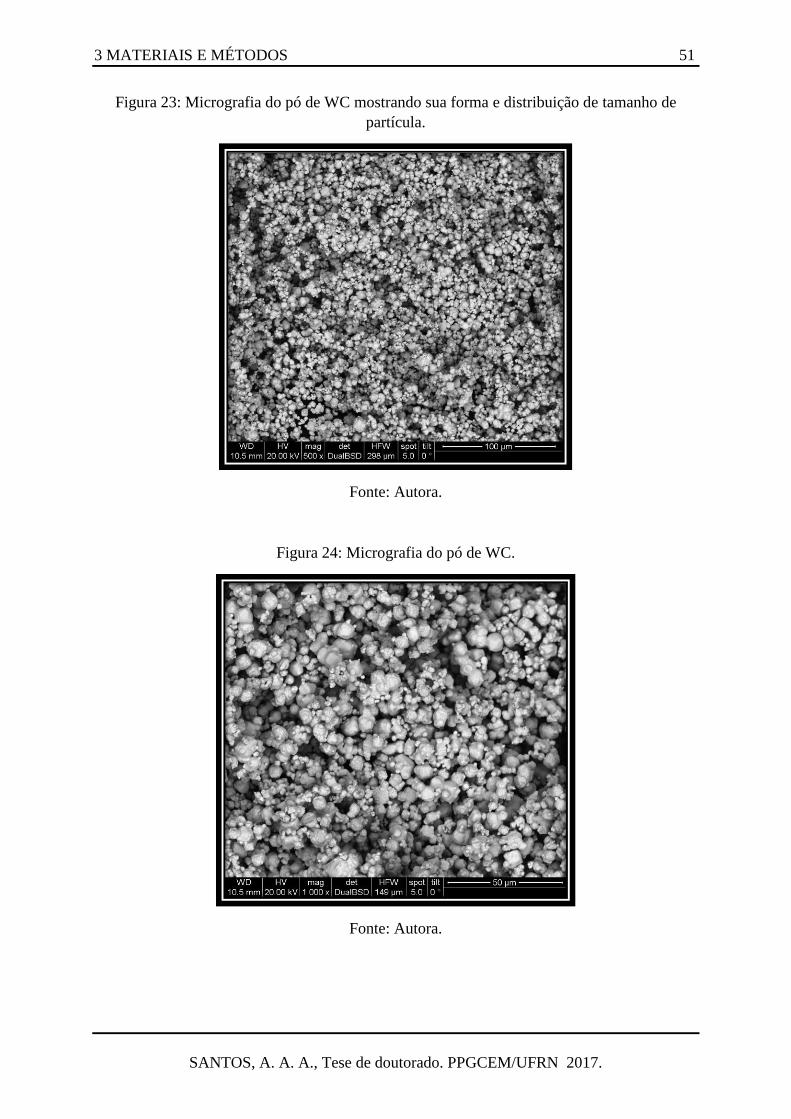
3 MATERIAIS E MÉTODOS 51
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 23: Micrografia do pó de WC mostrando sua forma e distribuição de tamanho de
partícula.
Fonte: Autora.
Figura 24: Micrografia do pó de WC.
Fonte: Autora.
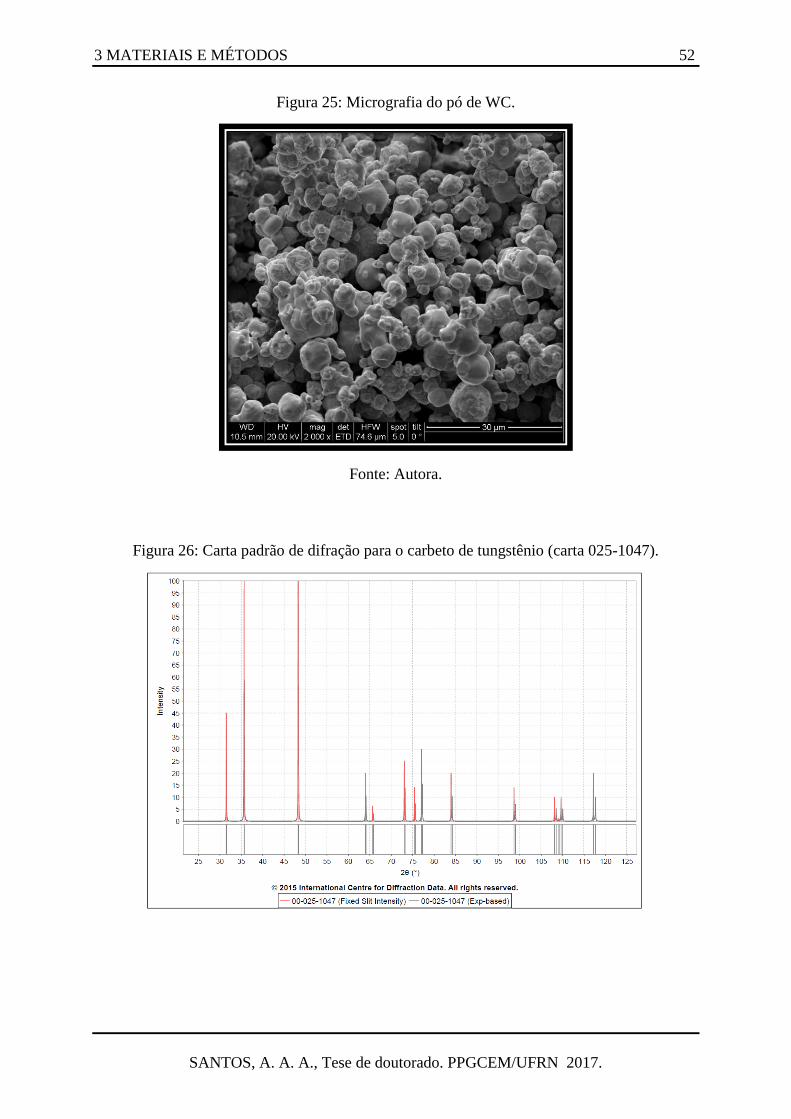
3 MATERIAIS E MÉTODOS 52
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 25: Micrografia do pó de WC.
Fonte: Autora.
Figura 26: Carta padrão de difração para o carbeto de tungstênio (carta 025-1047).
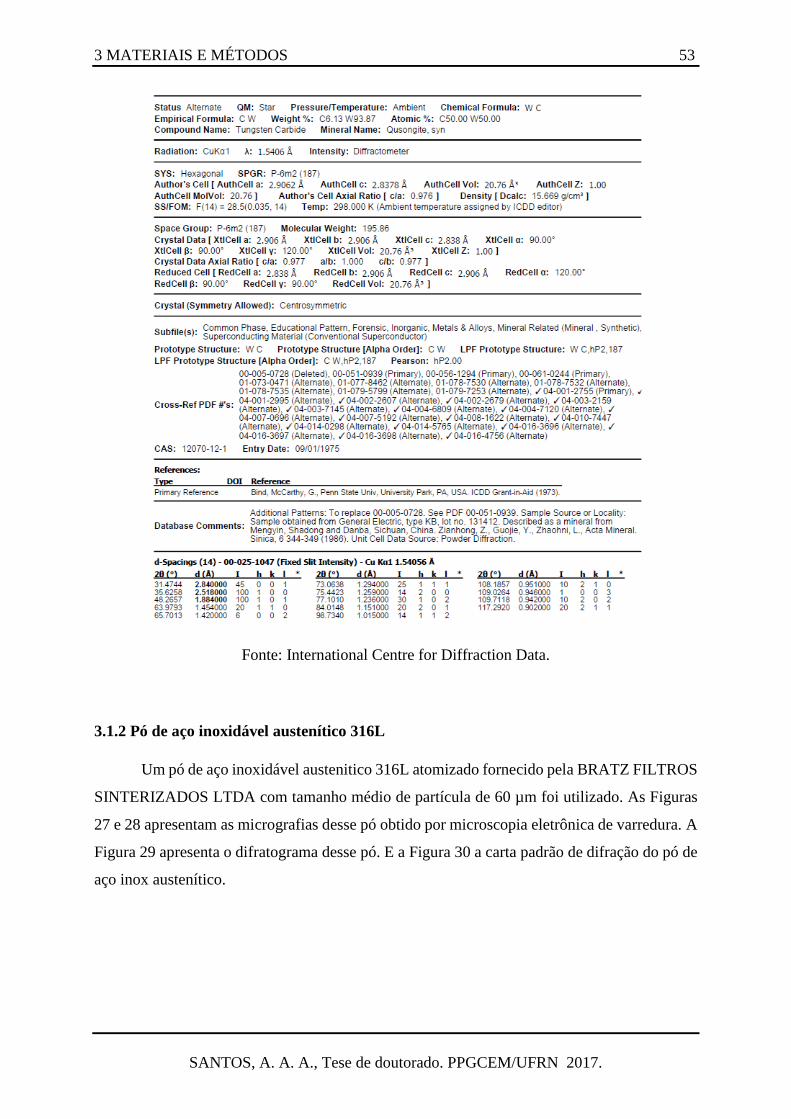
3 MATERIAIS E MÉTODOS 53
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Fonte: International Centre for Diffraction Data.
3.1.2 Pó de aço inoxidável austenítico 316L
Um pó de aço inoxidável austenitico 316L atomizado fornecido pela BRATZ FILTROS
SINTERIZADOS LTDA com tamanho médio de partícula de 60 µm foi utilizado. As Figuras
27 e 28 apresentam as micrografias desse pó obtido por microscopia eletrônica de varredura. A
Figura 29 apresenta o difratograma desse pó. E a Figura 30 a carta padrão de difração do pó de
aço inox austenítico.
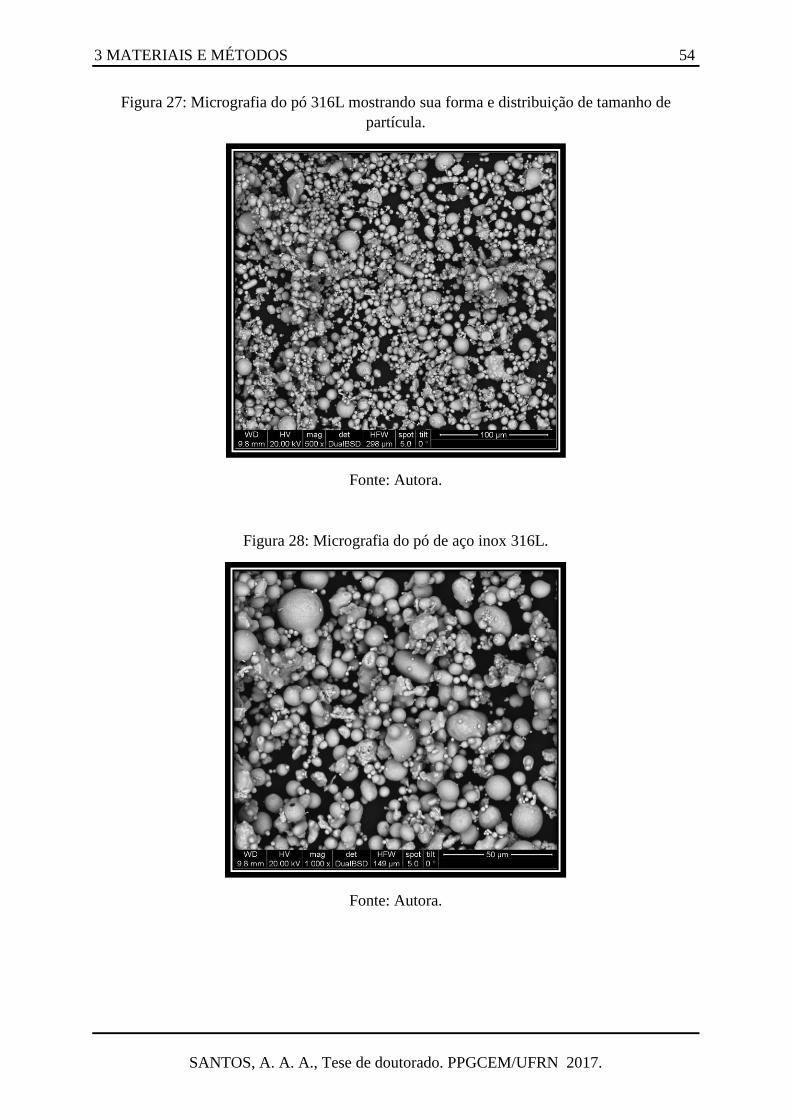
3 MATERIAIS E MÉTODOS 54
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 27: Micrografia do pó 316L mostrando sua forma e distribuição de tamanho de
partícula.
Fonte: Autora.
Figura 28: Micrografia do pó de aço inox 316L.
Fonte: Autora.
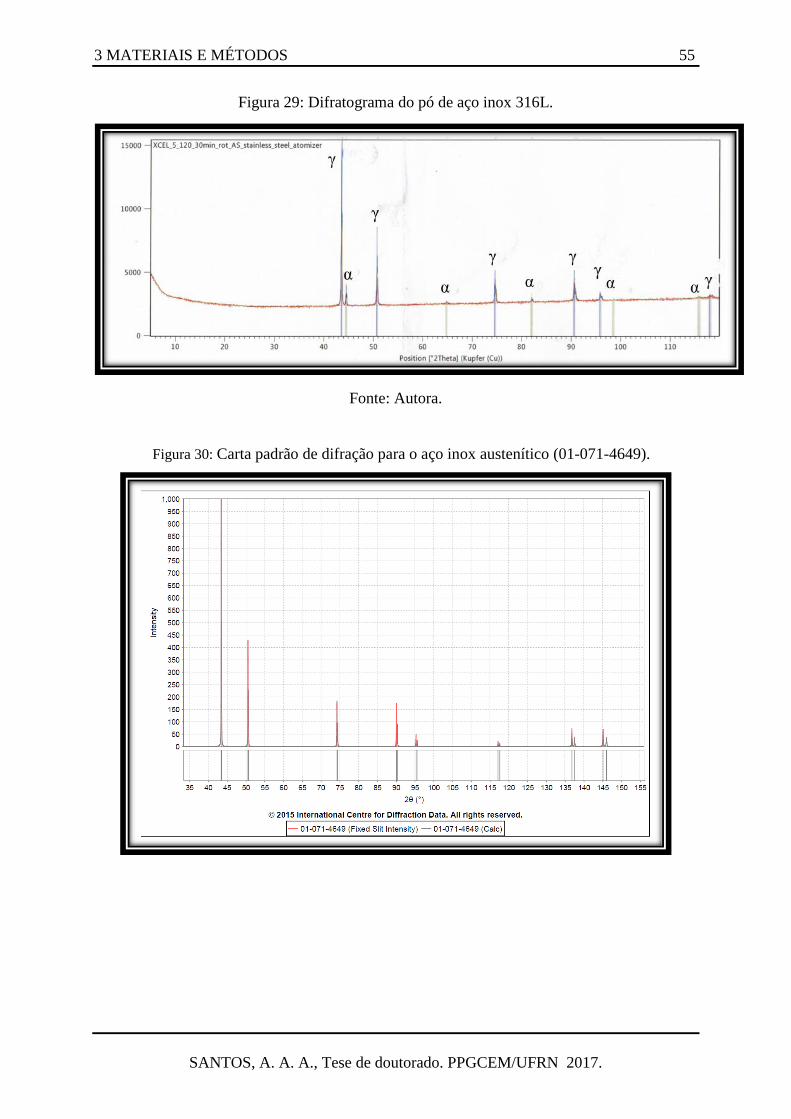
3 MATERIAIS E MÉTODOS 55
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 29: Difratograma do pó de aço inox 316L.
Fonte: Autora.
Figura 30: Carta padrão de difração para o aço inox austenítico (01-071-4649).

3 MATERIAIS E MÉTODOS 56
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Fonte: International Centre for Diffraction Data.
A carta padrão de difração do aço inox austenítico (Figura 30) é a carta padrão para o
material puro, ou seja, a carta apresenta apenas picos referentes a fase CFC (estrutura cúbica
de face centrada). Já o difratograma do pó do 316L utilizado nessa tese de doutorado (Figura
29), apresentou duas fases: a fase austenítica γ (CFC), e a fase ferrítica α (CCC).

3 MATERIAIS E MÉTODOS 57
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
3.1.3 Pó de Ferro níquel (82Fe:18Ni)
Pó de ferro níquel na proporção de 82:18 foi utilizado. As Figuras 31, 32 e 33
apresentam as micrografias desse pó obtida por microscopia eletrônica de varredura. A Figura
34 apresenta o difratograma desse pó. E a figura 35 a carta padrão de difração do pó de FeNi.
Figura 31: Micrografia do pó de FeNi mostrando sua forma e distribuição de tamanho de
partícula.
Fonte: Autora.
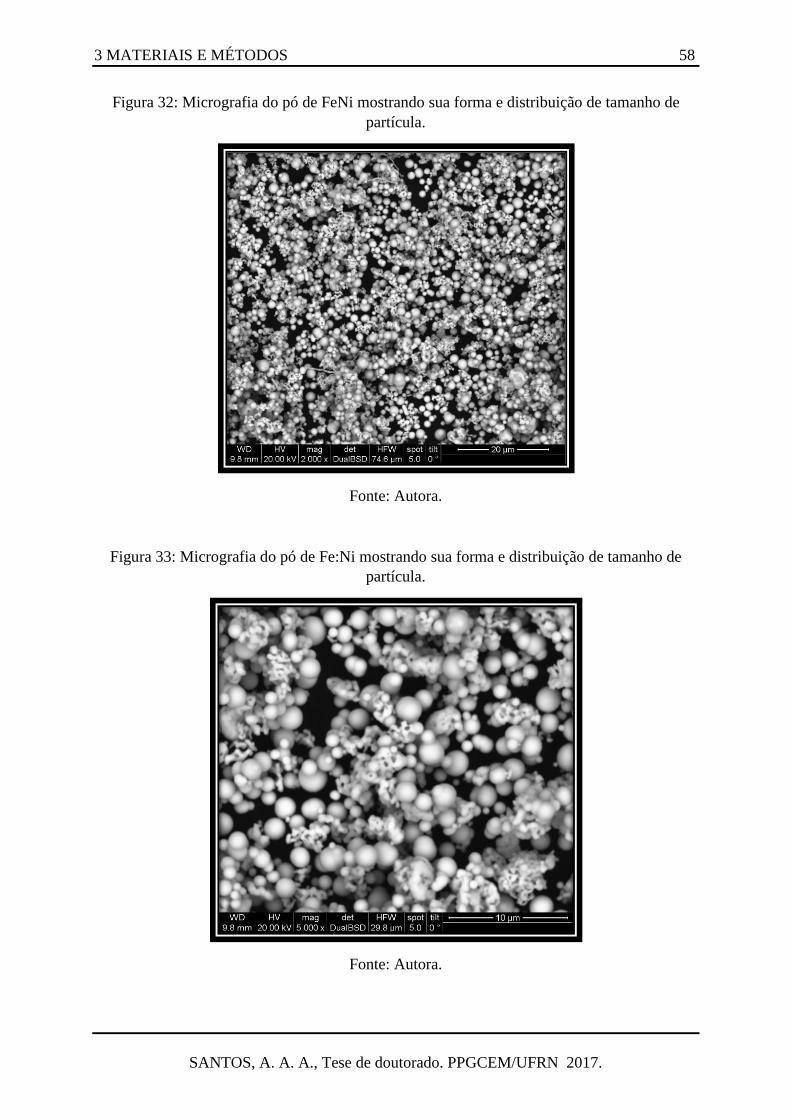
3 MATERIAIS E MÉTODOS 58
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 32: Micrografia do pó de FeNi mostrando sua forma e distribuição de tamanho de
partícula.
Fonte: Autora.
Figura 33: Micrografia do pó de Fe:Ni mostrando sua forma e distribuição de tamanho de
partícula.
Fonte: Autora.
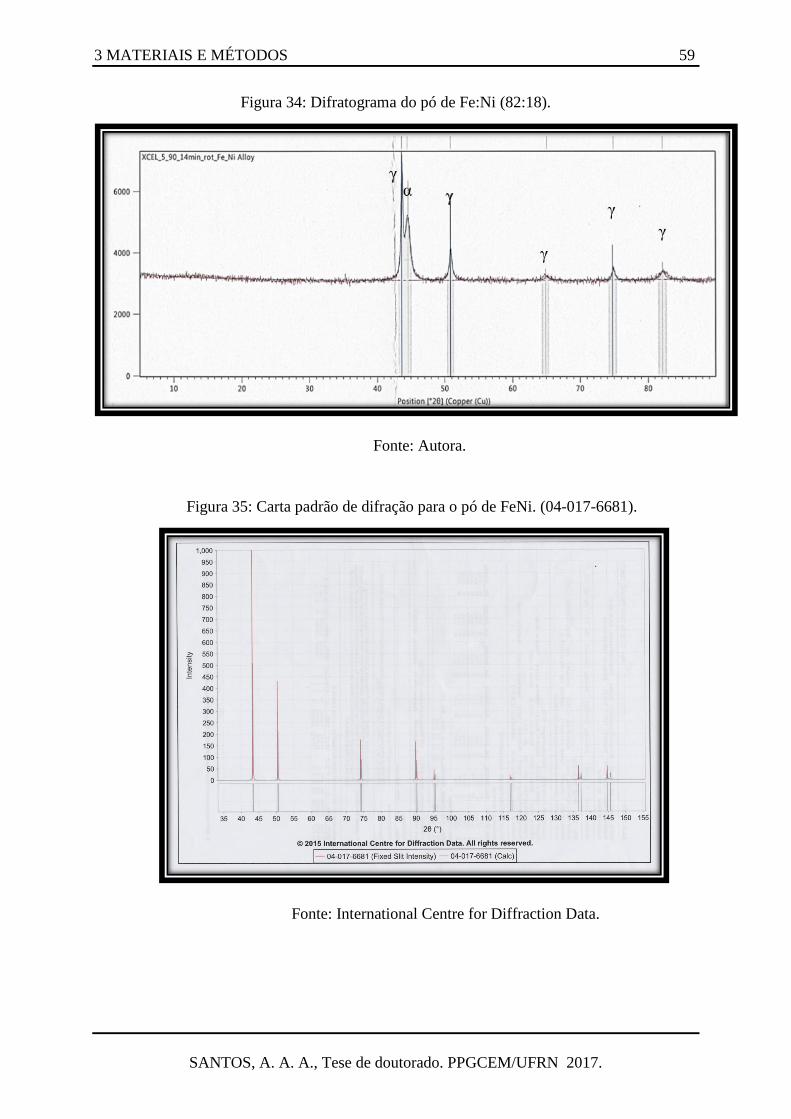
3 MATERIAIS E MÉTODOS 59
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 34: Difratograma do pó de Fe:Ni (82:18).
Fonte: Autora.
Figura 35: Carta padrão de difração para o pó de FeNi. (04-017-6681).
Fonte: International Centre for Diffraction Data.
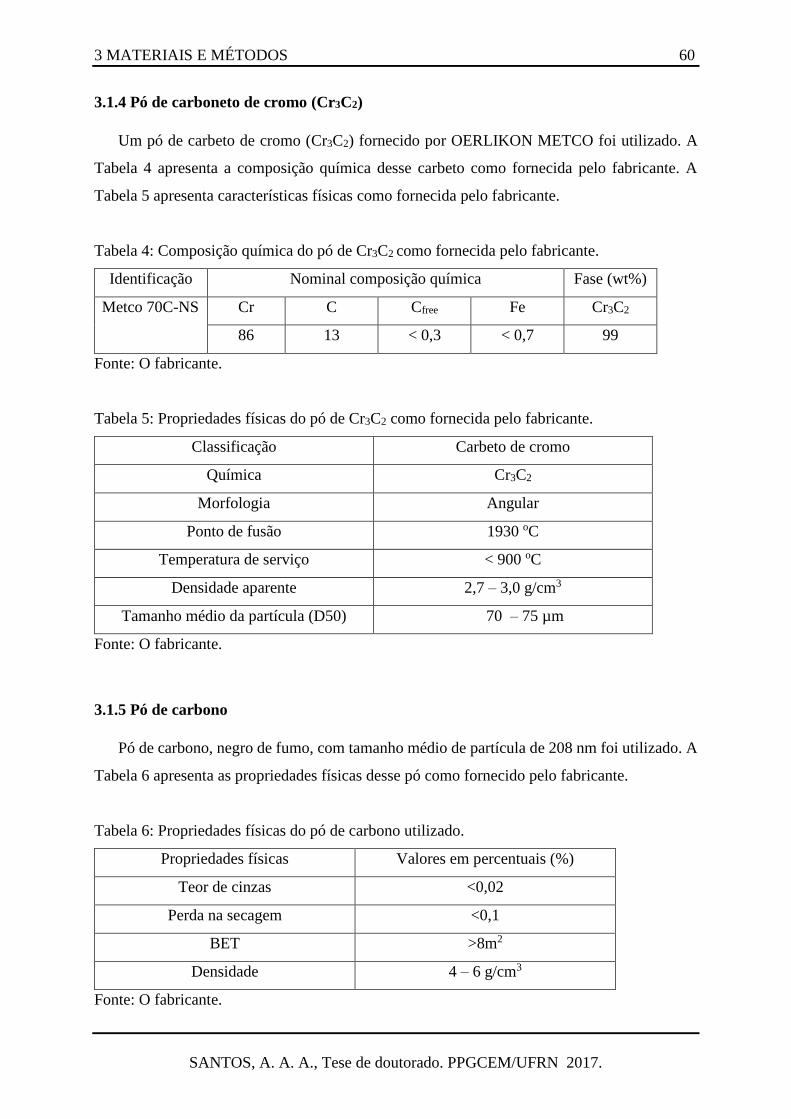
3 MATERIAIS E MÉTODOS 60
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
3.1.4 Pó de carboneto de cromo (Cr3C2)
Um pó de carbeto de cromo (Cr3C2) fornecido por OERLIKON METCO foi utilizado. A
Tabela 4 apresenta a composição química desse carbeto como fornecida pelo fabricante. A
Tabela 5 apresenta características físicas como fornecida pelo fabricante.
Tabela 4: Composição química do pó de Cr3C2 como fornecida pelo fabricante.
Identificação Nominal composição química Fase (wt%)
Metco 70C-NS Cr C Cfree Fe Cr3C2
86 13 < 0,3 < 0,7 99
Fonte: O fabricante.
Tabela 5: Propriedades físicas do pó de Cr3C2 como fornecida pelo fabricante.
Classificação Carbeto de cromo
Química Cr3C2
Morfologia Angular
Ponto de fusão 1930 oC
Temperatura de serviço < 900 oC
Densidade aparente 2,7 – 3,0 g/cm3
Tamanho médio da partícula (D50) 70 – 75 µm
Fonte: O fabricante.
3.1.5 Pó de carbono
Pó de carbono, negro de fumo, com tamanho médio de partícula de 208 nm foi utilizado. A
Tabela 6 apresenta as propriedades físicas desse pó como fornecido pelo fabricante.
Tabela 6: Propriedades físicas do pó de carbono utilizado.
Propriedades físicas Valores em percentuais (%)
Teor de cinzas <0,02
Perda na secagem <0,1
BET >8m2
Densidade 4 – 6 g/cm3
Fonte: O fabricante.
3 MATERIAIS E MÉTODOS 61
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
3.2 PROCEDIMENTO EXPERIMENTAL
Os procedimentos experimentais utilizados nesta tese de doutorado seguiram a rota
usual de processamento de materiais via metalurgia do pó: preparação dos pós e sua
caracterização, compactação, sinterização e a caracterização das estruturas sinterizadas. Neste
capítulo, todos os procedimentos e condições de processamento utilizados são descritos a
seguir.
3.2.1 Preparação dos pós
Todas as ligas foram processadas por moagem convencional (moinho de bolas, 24h).
No entanto, uma liga (liga WC-5%316L) foi moída por moagem de alta energia (1h) para efeito
de comparação. Tanto a moagem convencional quanto a de alta energia foram realizadas à
úmido com cicloexano. Para todas as ligas, com excessão da liga moída por moagem de alta
energia (20g), foi utilizada uma carga de 100g de pó. Após a etapa de moagem o cicloexano foi
evaporado em um rotavapor e o pó residual foi passado em uma peneira de abertura de 200 µm
e subsequente granulado em um tubular mix por 15 minutos.
Nas ligas da série WC-316L foi variado o tamanho de partícula do carbeto de tungstênio
(0,81 a 6,4 µm), percentual de ligante (5 a 20 wt%) e tempo de moagem (1h, 24h).
O percentual mínimo de ligante em metal duro é de 3 wt%. A utilização desse percentual
de ligante é pouco usual pois não favorece a sinterização via fase líquida. Por essa razão
preferimos iniciar a série WC-316L com um teor de ligante de 5 wt%. Não verificamos
correlação entre a fase carbeto de tunsgtênio e o percentual de ligante para 5 wt%, logo, o teor
de ligante foi aumentado para 7 wt%. Continuando a não correlação para 7 wt%, aumentamos
o percentual de ligante para 20 wt% e o tamanho do carbeto de tungstênio para 6,4 µm.
Para melhor efeito de comparação entre as fases formadas foi utilizado percentual de
ligante de 20 wt% e pó de carbeto de tungstênio de 6,4 µm (série WC-20%316L e todas as ligas
das séries WC-FeNiCr).
A Tabela 7 apresenta a identificação das ligas da série WC-316L e a Tabela 8 a
identificação das ligas da série WC-FeNiCr.
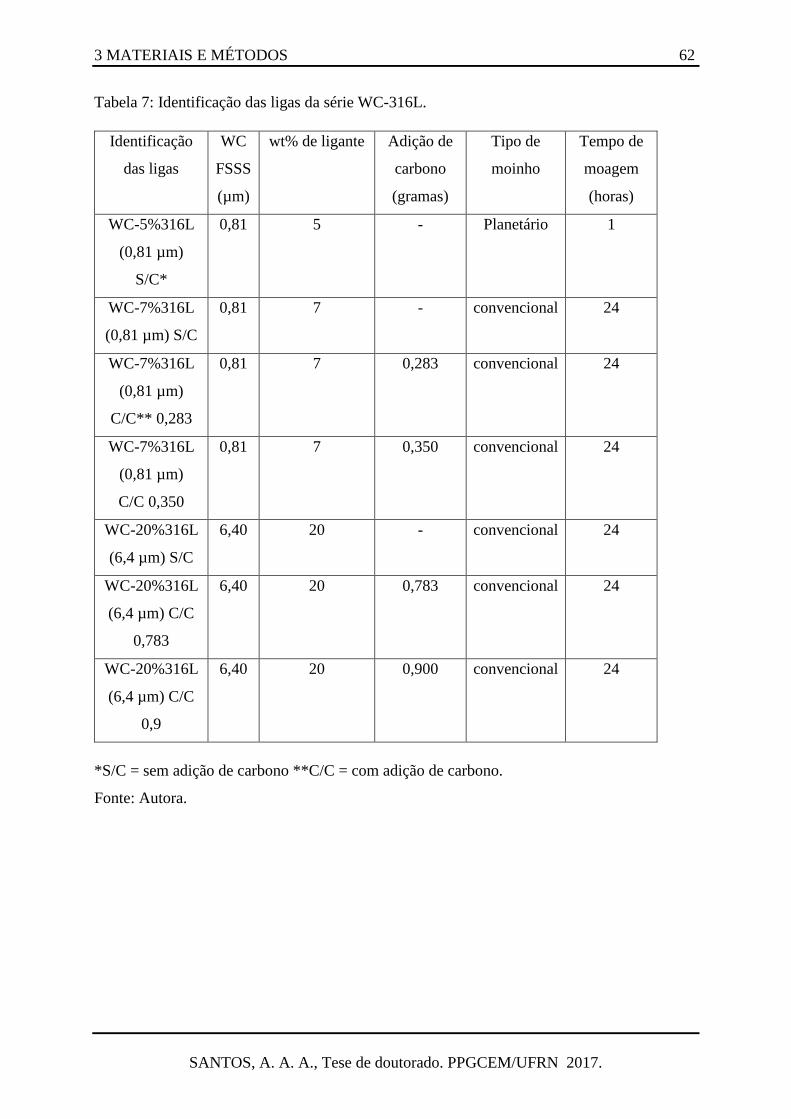
3 MATERIAIS E MÉTODOS 62
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Tabela 7: Identificação das ligas da série WC-316L.
Identificação
das ligas
WC
FSSS
(µm)
wt% de ligante Adição de
carbono
(gramas)
Tipo de
moinho
Tempo de
moagem
(horas)
WC-5%316L
(0,81 µm)
S/C*
0,81 5 - Planetário 1
WC-7%316L
(0,81 µm) S/C
0,81 7 - convencional 24
WC-7%316L
(0,81 µm)
C/C** 0,283
0,81 7 0,283 convencional 24
WC-7%316L
(0,81 µm)
C/C 0,350
0,81 7 0,350 convencional 24
WC-20%316L
(6,4 µm) S/C
6,40 20 - convencional 24
WC-20%316L
(6,4 µm) C/C
0,783
6,40 20 0,783 convencional 24
WC-20%316L
(6,4 µm) C/C
0,9
6,40 20 0,900 convencional 24
*S/C = sem adição de carbono **C/C = com adição de carbono.
Fonte: Autora.
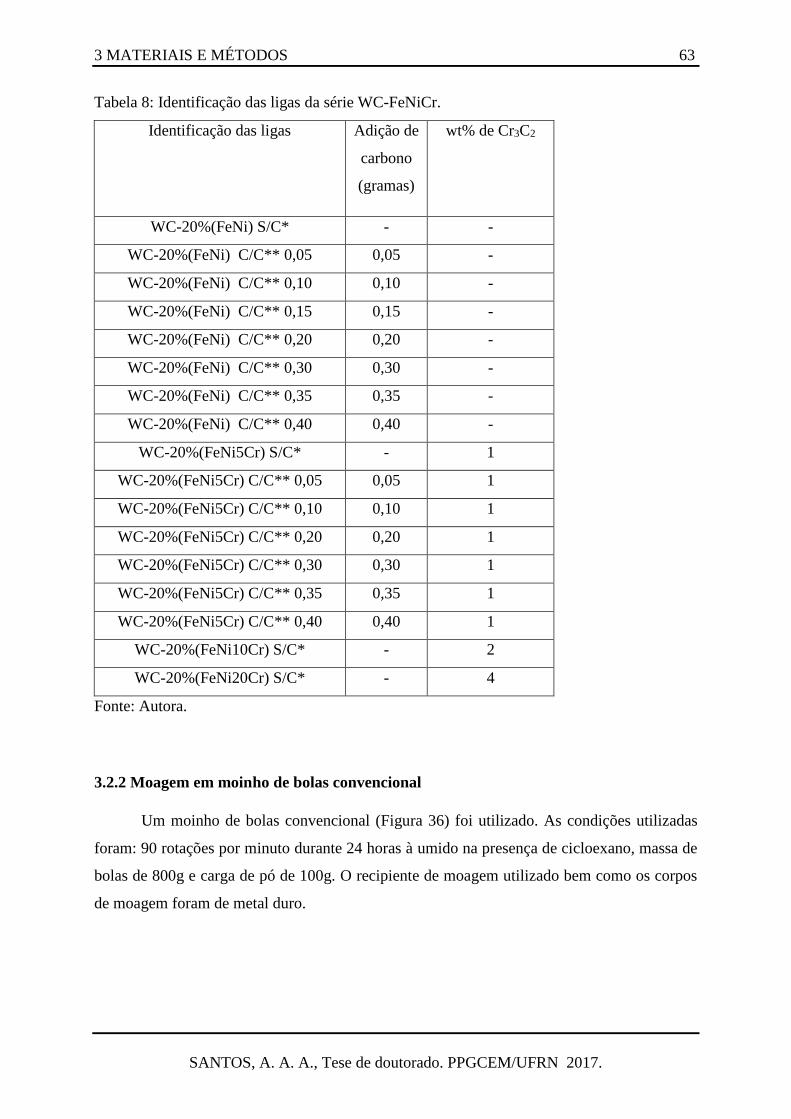
3 MATERIAIS E MÉTODOS 63
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Tabela 8: Identificação das ligas da série WC-FeNiCr.
Identificação das ligas Adição de
carbono
(gramas)
wt% de Cr3C2
WC-20%(FeNi) S/C* - -
WC-20%(FeNi) C/C** 0,05 0,05 -
WC-20%(FeNi) C/C** 0,10 0,10 -
WC-20%(FeNi) C/C** 0,15 0,15 -
WC-20%(FeNi) C/C** 0,20 0,20 -
WC-20%(FeNi) C/C** 0,30 0,30 -
WC-20%(FeNi) C/C** 0,35 0,35 -
WC-20%(FeNi) C/C** 0,40 0,40 -
WC-20%(FeNi5Cr) S/C* - 1
WC-20%(FeNi5Cr) C/C** 0,05 0,05 1
WC-20%(FeNi5Cr) C/C** 0,10 0,10 1
WC-20%(FeNi5Cr) C/C** 0,20 0,20 1
WC-20%(FeNi5Cr) C/C** 0,30 0,30 1
WC-20%(FeNi5Cr) C/C** 0,35 0,35 1
WC-20%(FeNi5Cr) C/C** 0,40 0,40 1
WC-20%(FeNi10Cr) S/C* - 2
WC-20%(FeNi20Cr) S/C* - 4
Fonte: Autora.
3.2.2 Moagem em moinho de bolas convencional
Um moinho de bolas convencional (Figura 36) foi utilizado. As condições utilizadas
foram: 90 rotações por minuto durante 24 horas à umido na presença de cicloexano, massa de
bolas de 800g e carga de pó de 100g. O recipiente de moagem utilizado bem como os corpos
de moagem foram de metal duro.

3 MATERIAIS E MÉTODOS 64
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 36: Moinho de bolas convencional utilizado na moagem das ligas da série WC-316L e
da série WC-FeNiCr.
Fonte: Autora.
3.2.3 Moagem em moinho de alta energia (MAE)
O moinho planetário é um moinho de alta energia e foi utilizado para preparar a liga
WC-5%316L. O processamento dessa liga em moinho planetário Pulverisette 6 foi realizada a
úmido na presença de ciclohexano por 1 hora com rotação de 300 rpm.
3.2.4 Compactação
Após a etapa de moagem amostras cilíndricas foram preparadas para o ensaio de
sinterização. Todas as ligas foram compactadas uniaxialmente, em matriz de simples ação, sob
pressão de 200 MPa. A Figura 37 apresenta o equipamento utilizado na compactação.
Figura 37: Prensa utilizada na compactação das ligas.
Fonte: Autora.
3 MATERIAIS E MÉTODOS 65
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
3.2.5 Sinterização
Após a etapa de compactação todas as ligas foram sinterizadas em forno a vácuo
industrial GCA Vacuum Furnace. O programa de sinterização para todas as ligas foi:
aquecimento a 10K/min até a temperatura de 1250oC, patamar de 20 minutos na temperatura
de 1250oC, aquecimento a 3K/min até a temperatura de 1400oC, finalizando com patamar de 1
hora na temperatura de 1400oC. O resfriamento foi realizado dentro do forno. A Figura 38
apresenta o forno utilizado na sinterização das ligas.
Figura 38: Forno a vácuo GCA utilizado na sinterização das ligas.
Fonte: Autora.
3.3 Caracterizações dos pós iniciais e das estruturas sinterizadas
Os pós iniciais foram caracterizados em relação as fases presentes (difração de raios-x)
e morfologia (microscopia eletrônica de varredura).
As estruturas sinterizadas foram caracterizadas em relação a análise microestrutural,
formação de fases, dispersão, precipitação e porosidade, ensaios magnéticos (saturação
magnética e coercitividade), propriedade mecânica de dureza, avaliação de transformação de
fase sofrida pela ligante (ensaio de ataque químico eletrolítico e posterior ensaio de difração de
raios-x). Foi também realizado o cálculo das secções dos diagramas de fase para o compósito
WC-FeNiCr.
Todas as técnicas utilizadas nesta tese de doutorado, preparação metalográfica, difração
de raios-x, microscópia ótica e eletrônica de varredura, ensaio de dureza Vickers, propriedades
3 MATERIAIS E MÉTODOS 66
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
magnéticas, ensaio de ataque químico eletrolítico e cálculo das secções do diagrama de fase da
série WC-FeNi com adição de cromo são descritas a seguir.
3.3.1 Preparação metalográfica das amostras
A preparação metalográfica foi realizada segundo os procedimentos: corte utilizando
disco abrasivo, embutimento a quente utilizando resina baquelite, lixamento inicial com disco
abrasivo de 120 µm utilizando força de 40N com duração de 3 minutos, polimento com disco
abrasivo de 9 µm utilizando força de 35N durante 15 minutos, polimento com disco abrasivo
de 3 µm utilizando força de 30N durante 10 minutos, polimento com disco abrasivo de 1 µm
utilizando força de 25N durante 5 minutos, seguida por lavagem por agitação ultrassônica por
5 minutos. A Figura 39 apresenta a máquina utilizada no lixamento e polimento mecânico.
Em relação ao ataque químico, as amostras foram atacadas inicialmente com FeCl3-HCl
por 30 segundos e em seguida com Murakami por 5 segundos. A utilização do reagente químico
FeCl3-HCl tem como objetivo revelar o ligante enquanto que o Murakami revela carbetos.
Figura 39: Struers DP pann.
Fonte: Autora.
3.3.2 Difração de raios-X
A difração de raios-X foi utilizado para a identificação das fases presentes nas ligas. O
difratômetro utilizado foi um PANALYTICAL X’PERT PRO BRAG-BRENTANO X RAY
POWDER DIFFRACTOMETER, radiação CuKα, λ = 1,5406 angstrons. As condições de
3 MATERIAIS E MÉTODOS 67
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
medição foram: tempo/scan de 40s e tempo de 30 minutos para cada amostra. As análises dos
difratogramas foi realizada com o auxilio do software PANalytical X’pert Data collector 2.2i,
para medição, software PANalytical X’pert Data Viewer 1.4 para conversão, software
PANalytical X’pert HighScore plus 4.1.
3.3.3 Microscopia ótica
O microscópio ótico é um instrumento óptico, que faz uso da refração da luz oriunda de
uma série de lentes, dotadas, ou não, de filtros multicoloridos e/ou ultravioleta, para ampliar e
regular estruturas invisíveis (ou difíceis de serem visualizadas) à olho nu. É constituído por
uma parte ótica para ampliação das imagens e, uma parte mecânica para suportar o sistema
ótico e realizar a focagem. Após a etapa de preparação metalográfica descrita no item 3.3.1, as
amostras estão prontas para o ensaio de microscopia ótica. Os objetivos da utilização da técnica
de microscopia ótica foram: identificação qualitativa da porosidade, identificação de terceiras
fases como a fase eta ou grafita e análise da distribuição da fase ligante no carbeto de tungstênio.
3.3.4 Microscopia eletrônica de varredura
O microscópio eletrônico de varredura (MEV) é um tipo de microscópio
eletrônico capaz de produzir imagens de alta resolução da superfície de uma amostra. Em um
MEV típico, os elétrons são emitidos termionicamente a partir de um cátodo (filamento)
de tungstênio ou hexaboreto de lantânio (LaB6) e acelerados através de um ânodo, sendo
também possível obter elétrons por efeito de emissão de campo (WIKIPEDIA., 2017).
O feixe de elétrons, o qual normalmente têm uma energia que vai desde as algumas
centenas de eV até 100 keV, é focalizado por uma ou duas lentes condensadoras, em um feixe
com um ponto focal muito fino, com tamanho variando de 0,4 a 0,5 nm. Este feixe passa através
de pares de bobinas de varredura e pares de placas de deflexão na coluna do
microscópio.Tipicamente as lentes objetivas, as quais defletem o feixe horizontal e
verticalmente para que ele varra uma área retangular da superfície da amostra. Quando o feixe
primário interage com a amostra, os elétrons perdem energia por dispersão e absorsão em um
volume em forma de gota, conhecido como volume de interação, o qual se estende de menos
de 100 nm até em torno de 5 µm para dentro da superfície da amostra. O tamanho do volume
de interação depende da energia dos elétrons, do número atômico dos átomos da amostra e da
3 MATERIAIS E MÉTODOS 68
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
densidade da amostra. A interação entre o feixe de elétrons e a amostra resulta na emissão de
elétrons secundários, elétrons retroespalhados, elétrons Auger, raios-x Bremstralung, raios-x
característicos, radiação eletromagnética na região do infravermelho, do visível e do
ultravioleta, fônons além de causar aquecimento da amostra (WIKIPEDIA., 2017).
A morfologia, a dispersão e a distribuição das fases das ligas processadas bem como da
composição das fases foram analisadas utilizando um microscópio eletrônico de varredura
JEOL 6400.
3.3.5 Ensaio de dureza Vickers
O ensaio de dureza Vickers foi realizado numa máquina Hardness tester M4U 025 Emco
(TU Wien), a carga utilizada no ensaio foi de 30 kgf de acordo com a norma ISO 3878. A Figura
40 apresenta o equipamento utilizado. Os valores da dureza apresentados neste trabalho são a
média de 5 indentações.
Figura 40: Hardness tester M4U 025 by Emco.
Fonte: Autora.
A dureza na escala vickers (HV) se baseia na área projetada da impressão residual,
determinada com base nas diagonais da impressão residual: HV = P/A. Onde ‘’P’’ é a carga
máxima do ensaio e ‘’A’’ é a área da impressão residual.
3 MATERIAIS E MÉTODOS 69
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
3.3.6 Ensaio de saturação magnética e coercitividade
O ensaio de saturação magnética é um ensaio não destrutivo que tem como objetivo
mensurar qualitativamente a precipitação de fases indesejadas como a fase eta. O WC é não
magnético no entanto o ligante geralmente o cobalto o é. Logo, a saturação magnética do
compósito WC-Co é a saturação do cobalto puro. Porém, como o cobalto dissolve parte do WC
que é não magnético, a saturação magnética do compósito WC-Co é sempre menor que a
saturação magnética do cobalto puro. Quanto maior for a precipitação de fases não magnéticas,
por exemplo, a fase eta, geralmente, menor será a saturação magnética do compósito. O ensaio
de saturação magnética se inicia pesando um pequeno pedaço do corpo de prova numa balança
ligada ao equipamento que faz a medição de saturação. Após a pesagem, o corpo de prova é
colocado no interior de um porta amostra também ligado ao equipamento. Ao sinal do software
instalado no computador ligado ao equipamento, retiramos rapidamente o corpo de prova do
porta amostra que mede assim a saturação magnética.
A coercitividade também é um ensaio não destrutivo que tem como objetivo ser uma
medida indireta do tamanho de grão do carbeto de tungstênio. O tamanho de grão do carbeto
de tungstênio tem efeito direto no desempenho mecânico da ferramenta. O tamanho de grão
ideal do carbeto vai depender do tipo de aplicação a que se destina a liga. No entanto,
geralmente, em metal duro se busca por um grão fino. A coercitividade é medida colocando o
corpo de prova no interior do equipamento que mede a coercitividade, o valor é dado pelo
softaware instalado no computador ligado ao equipamento.
3.3.7 Ensaio de ataque químico eletrolítico
O ensaio de ataque químico eletrolítico foi realizado nas amostras da série WC-
20%316L e de todas as ligas da série WC-FeNiCr. O ensaio iniciou com a imersão das amostras
em uma solução de NaOH 2,5M fortemente alcalina, com pH 14. A solução de NaOH dissolve
o carbeto de tungstênio deixando inalterado o ligante. Após o ataque eletrolítico as amostras
foram preparadas para o ensaio de difração de raios-x. A partir do ensaio de difração de raios-
x podemos determinar qual a estrutura do ligante e assim verificar se o ligante sofreu
transformação martensítica. A Figura 41 apresenta o equipamento utilizado no ensaio de ataque
químico eletrolítico.
3 MATERIAIS E MÉTODOS 70
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 41: Equipamento utilizado no ensaio de ataque químico eletrolítico.
Fonte: Autora.
3.3.8 Diagramas de fase da série WC-FeNiCr calculado pelo software Termo-calc2016a
Diagramas de fase foram calculados para a série WC-FeNiCr. Os diagramas foram
calculados pela estudante Raquel de Oro Calderon da Universidade Técnica de Viena através
do software Thermo-Calc 2016a, utilizando a base de dados TCFE8.
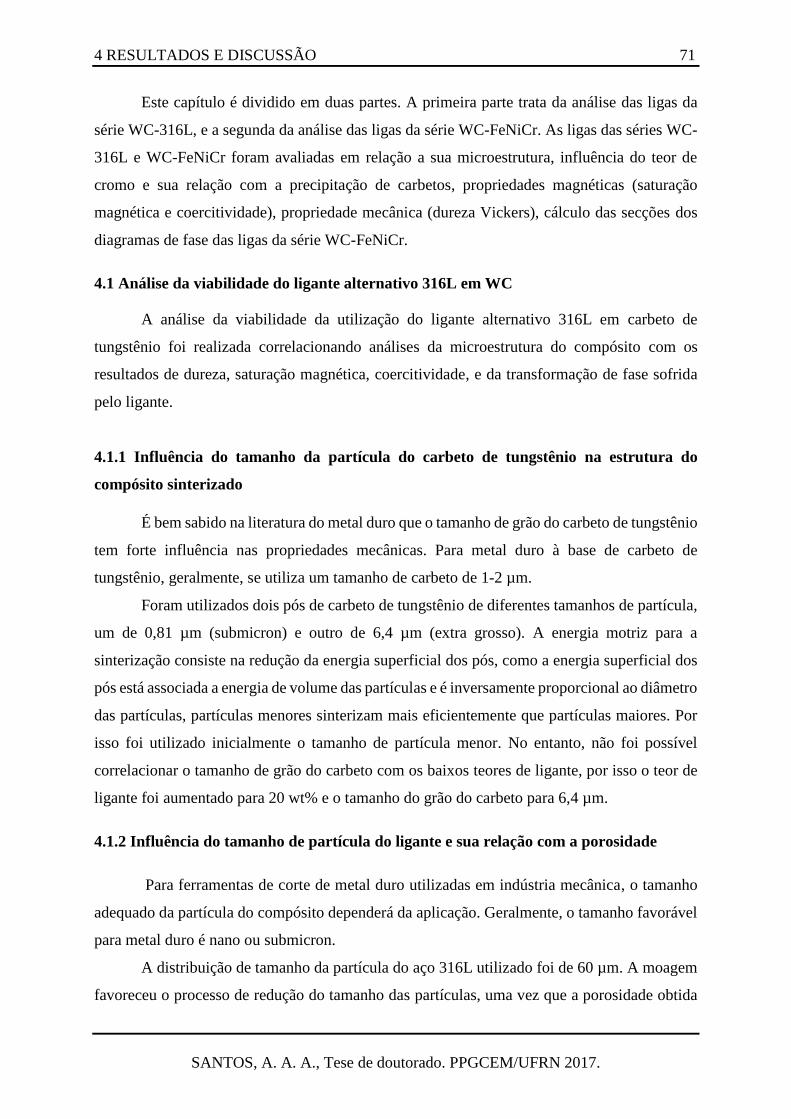
4 RESULTADOS E DISCUSSÃO 71
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Este capítulo é dividido em duas partes. A primeira parte trata da análise das ligas da
série WC-316L, e a segunda da análise das ligas da série WC-FeNiCr. As ligas das séries WC-
316L e WC-FeNiCr foram avaliadas em relação a sua microestrutura, influência do teor de
cromo e sua relação com a precipitação de carbetos, propriedades magnéticas (saturação
magnética e coercitividade), propriedade mecânica (dureza Vickers), cálculo das secções dos
diagramas de fase das ligas da série WC-FeNiCr.
4.1 Análise da viabilidade do ligante alternativo 316L em WC
A análise da viabilidade da utilização do ligante alternativo 316L em carbeto de
tungstênio foi realizada correlacionando análises da microestrutura do compósito com os
resultados de dureza, saturação magnética, coercitividade, e da transformação de fase sofrida
pelo ligante.
4.1.1 Influência do tamanho da partícula do carbeto de tungstênio na estrutura do
compósito sinterizado
É bem sabido na literatura do metal duro que o tamanho de grão do carbeto de tungstênio
tem forte influência nas propriedades mecânicas. Para metal duro à base de carbeto de
tungstênio, geralmente, se utiliza um tamanho de carbeto de 1-2 µm.
Foram utilizados dois pós de carbeto de tungstênio de diferentes tamanhos de partícula,
um de 0,81 µm (submicron) e outro de 6,4 µm (extra grosso). A energia motriz para a
sinterização consiste na redução da energia superficial dos pós, como a energia superficial dos
pós está associada a energia de volume das partículas e é inversamente proporcional ao diâmetro
das partículas, partículas menores sinterizam mais eficientemente que partículas maiores. Por
isso foi utilizado inicialmente o tamanho de partícula menor. No entanto, não foi possível
correlacionar o tamanho de grão do carbeto com os baixos teores de ligante, por isso o teor de
ligante foi aumentado para 20 wt% e o tamanho do grão do carbeto para 6,4 µm.
4.1.2 Influência do tamanho de partícula do ligante e sua relação com a porosidade
Para ferramentas de corte de metal duro utilizadas em indústria mecânica, o tamanho
adequado da partícula do compósito dependerá da aplicação. Geralmente, o tamanho favorável
para metal duro é nano ou submicron.
A distribuição de tamanho da partícula do aço 316L utilizado foi de 60 µm. A moagem
favoreceu o processo de redução do tamanho das partículas, uma vez que a porosidade obtida
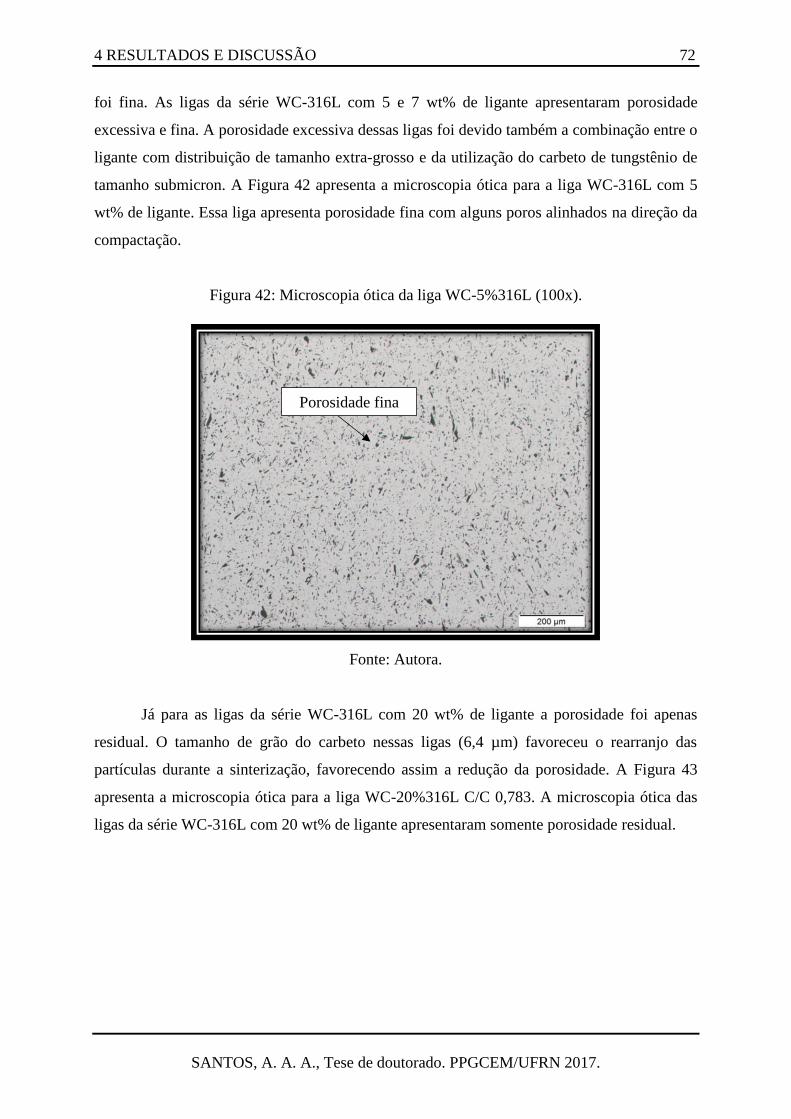
4 RESULTADOS E DISCUSSÃO 72
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
foi fina. As ligas da série WC-316L com 5 e 7 wt% de ligante apresentaram porosidade
excessiva e fina. A porosidade excessiva dessas ligas foi devido também a combinação entre o
ligante com distribuição de tamanho extra-grosso e da utilização do carbeto de tungstênio de
tamanho submicron. A Figura 42 apresenta a microscopia ótica para a liga WC-316L com 5
wt% de ligante. Essa liga apresenta porosidade fina com alguns poros alinhados na direção da
compactação.
Figura 42: Microscopia ótica da liga WC-5%316L (100x).
Fonte: Autora.
Já para as ligas da série WC-316L com 20 wt% de ligante a porosidade foi apenas
residual. O tamanho de grão do carbeto nessas ligas (6,4 µm) favoreceu o rearranjo das
partículas durante a sinterização, favorecendo assim a redução da porosidade. A Figura 43
apresenta a microscopia ótica para a liga WC-20%316L C/C 0,783. A microscopia ótica das
ligas da série WC-316L com 20 wt% de ligante apresentaram somente porosidade residual.
Porosidade fina
4 RESULTADOS E DISCUSSÃO 73
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 43: Microscopia ótica da liga WC-20%316L C/C 0,783 (100x).
Fonte: Autora.
4.1.3 Influência do teor de ligante
O percentual de ligante utilizado em metal duro depende primariamente da aplicação a
que se destina o compósito. Aplicações que requerem maior tenacidade em detrimento de
dureza se prioriza o teor da fase ligante. Já para aplicações que demandam alta dureza e
resistência ao desgaste se prioriza a fase dura. O percentual de ligante em carbeto de tungstênio
varia de 3 a 30%.
O mínimo teor de ligante utilizado em carbeto de tungstênio é de 3%, no entanto a
utilização desse percentual é de difícil sinterização. Sendo assim, preferimos iniciar com um
teor de ligante de 5 wt%. No entanto, não obtivemos correlação entre WC e ligante com esse
percentual. Então, aumentamos o teor de ligante para 7 wt% (a não correlação continuou para
esse teor de ligante). Sendo assim, aumentamos o teor de ligante para 20 wt%, teor a partir do
qual foi possível correlacionar a fase dura e a fase ligante. A Figura 44 apresenta a microscopia
ótica da a)liga WC-5%316L b)WC-7%316L C/C 0,283 c)WC-20%316L C/C 0,783. Nas
figuras a) e b) observamos primariamente 2 fases: WC e porosidade. Ou seja, para esses teores
de ligante (5 e 7 wt%) não há correlação entre WC e ligante uma vez que o ligante não foi
detectado. Na Figura 44 c) observamos 3 fases: WC, porosidade e ligante.
Porosidade residual
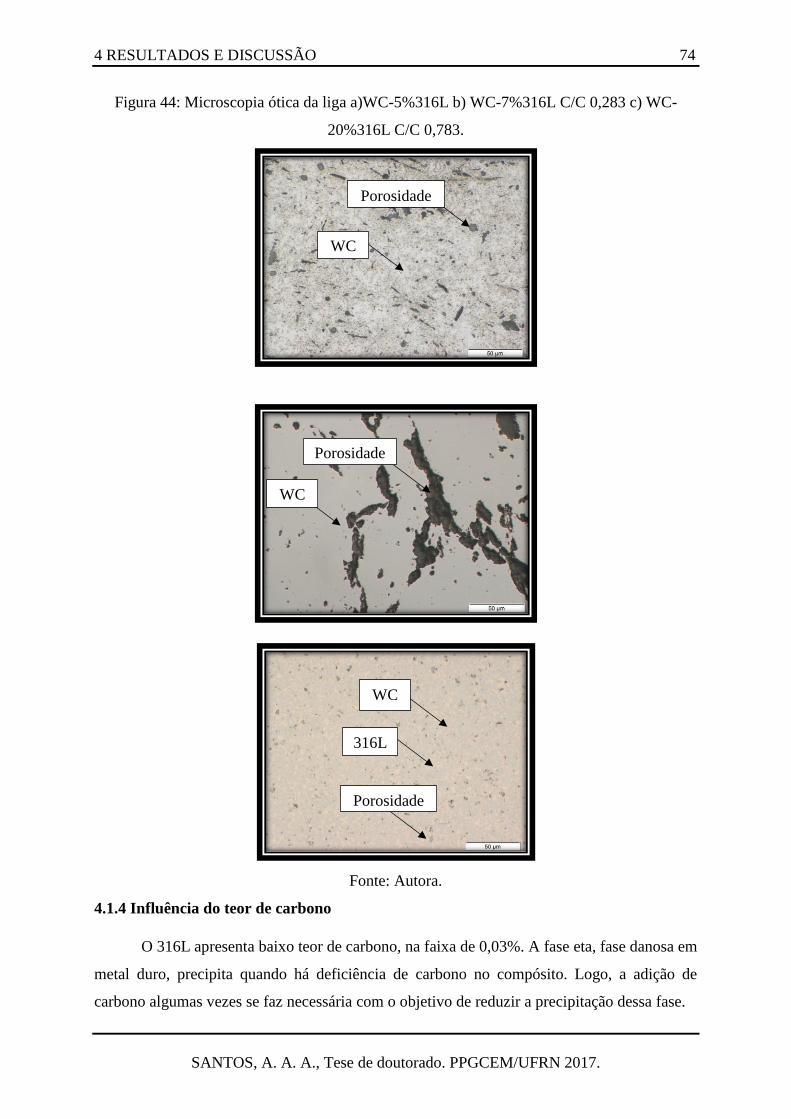
4 RESULTADOS E DISCUSSÃO 74
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 44: Microscopia ótica da liga a)WC-5%316L b) WC-7%316L C/C 0,283 c) WC-
20%316L C/C 0,783.
Fonte: Autora.
4.1.4 Influência do teor de carbono
O 316L apresenta baixo teor de carbono, na faixa de 0,03%. A fase eta, fase danosa em
metal duro, precipita quando há deficiência de carbono no compósito. Logo, a adição de
carbono algumas vezes se faz necessária com o objetivo de reduzir a precipitação dessa fase.
Porosidade
WC
Porosidade
WC
WC
Porosidade
316L
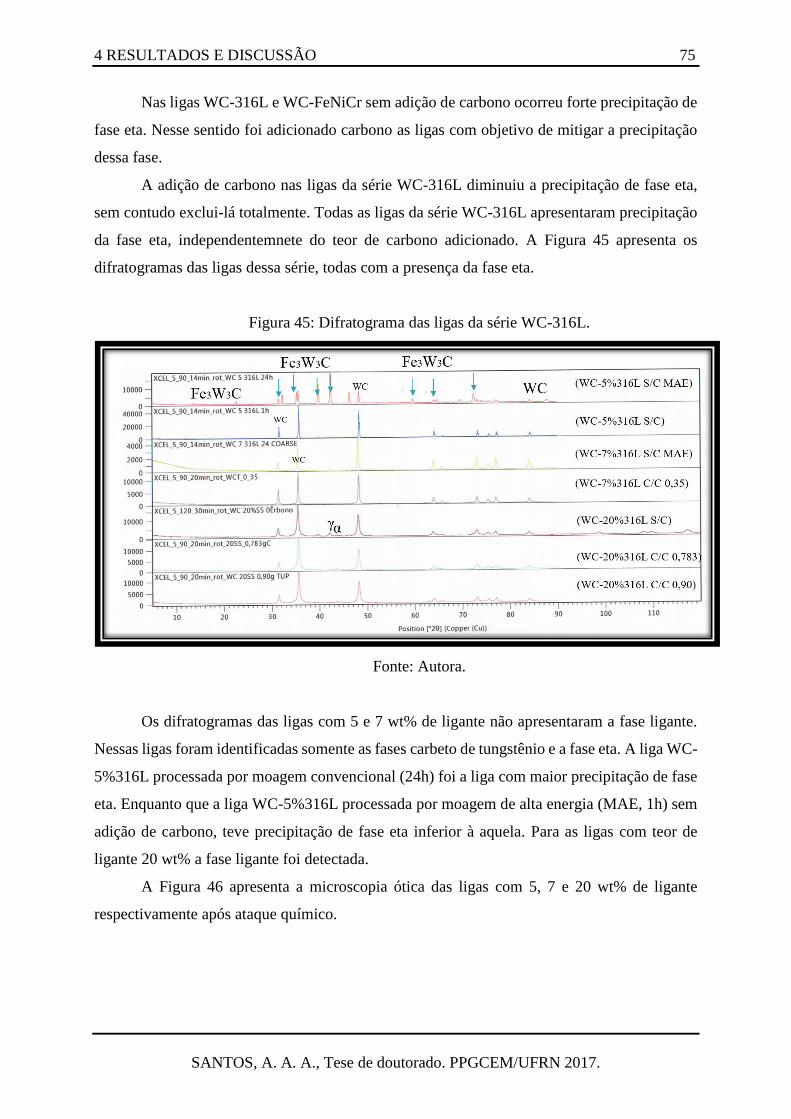
4 RESULTADOS E DISCUSSÃO 75
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Nas ligas WC-316L e WC-FeNiCr sem adição de carbono ocorreu forte precipitação de
fase eta. Nesse sentido foi adicionado carbono as ligas com objetivo de mitigar a precipitação
dessa fase.
A adição de carbono nas ligas da série WC-316L diminuiu a precipitação de fase eta,
sem contudo exclui-lá totalmente. Todas as ligas da série WC-316L apresentaram precipitação
da fase eta, independentemnete do teor de carbono adicionado. A Figura 45 apresenta os
difratogramas das ligas dessa série, todas com a presença da fase eta.
Figura 45: Difratograma das ligas da série WC-316L.
Fonte: Autora.
Os difratogramas das ligas com 5 e 7 wt% de ligante não apresentaram a fase ligante.
Nessas ligas foram identificadas somente as fases carbeto de tungstênio e a fase eta. A liga WC-
5%316L processada por moagem convencional (24h) foi a liga com maior precipitação de fase
eta. Enquanto que a liga WC-5%316L processada por moagem de alta energia (MAE, 1h) sem
adição de carbono, teve precipitação de fase eta inferior à aquela. Para as ligas com teor de
ligante 20 wt% a fase ligante foi detectada.
A Figura 46 apresenta a microscopia ótica das ligas com 5, 7 e 20 wt% de ligante
respectivamente após ataque químico.
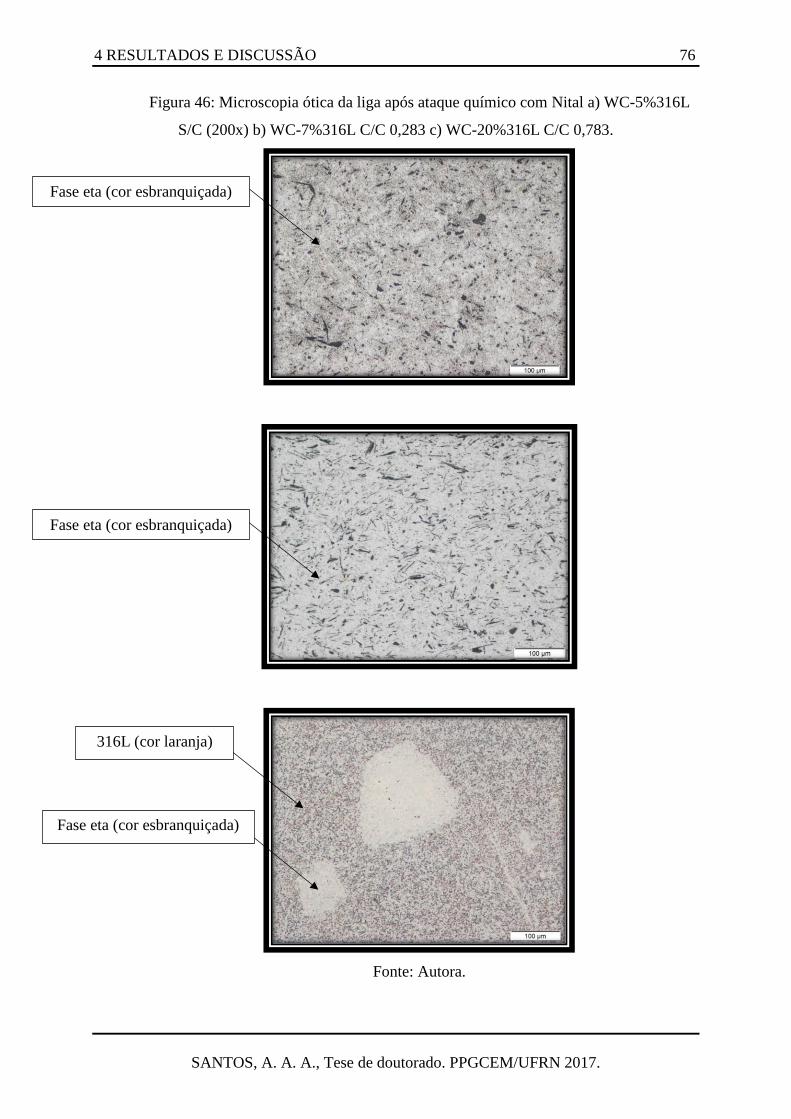
4 RESULTADOS E DISCUSSÃO 76
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 46: Microscopia ótica da liga após ataque químico com Nital a) WC-5%316L
S/C (200x) b) WC-7%316L C/C 0,283 c) WC-20%316L C/C 0,783.
Fonte: Autora.
Fase eta (cor esbranquiçada)
316L (cor laranja)
Fase eta (cor esbranquiçada)
Fase eta (cor esbranquiçada)
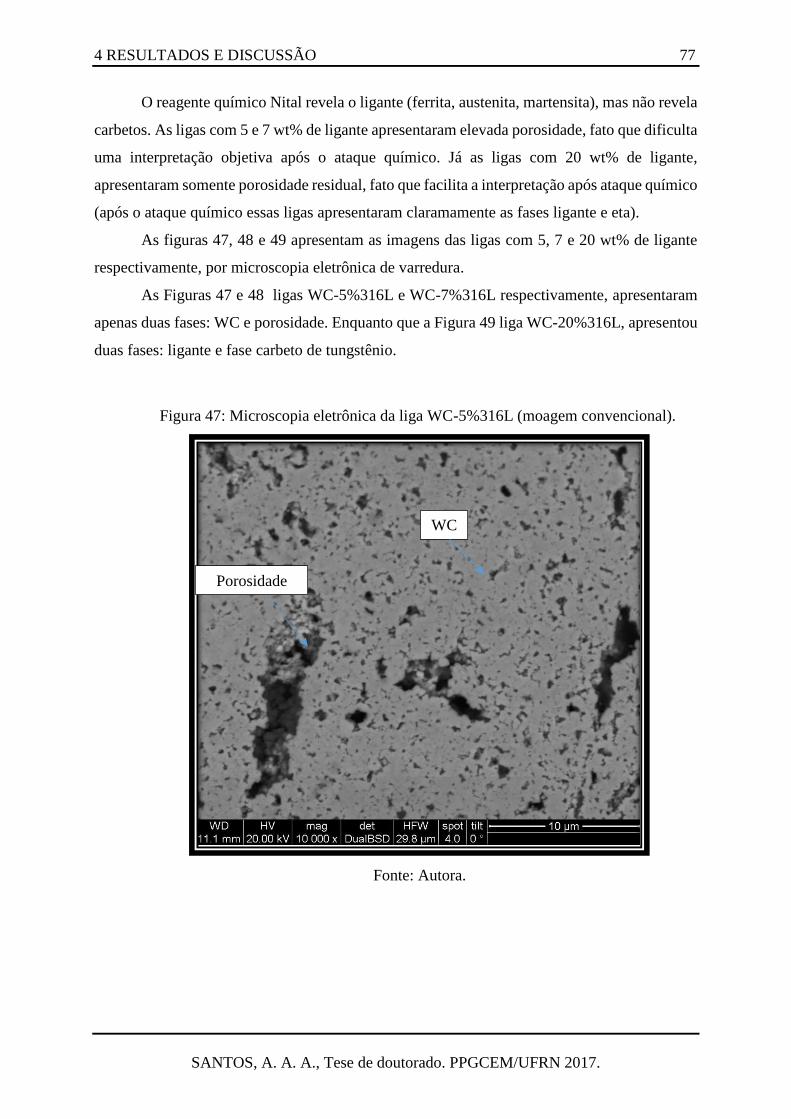
4 RESULTADOS E DISCUSSÃO 77
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
O reagente químico Nital revela o ligante (ferrita, austenita, martensita), mas não revela
carbetos. As ligas com 5 e 7 wt% de ligante apresentaram elevada porosidade, fato que dificulta
uma interpretação objetiva após o ataque químico. Já as ligas com 20 wt% de ligante,
apresentaram somente porosidade residual, fato que facilita a interpretação após ataque químico
(após o ataque químico essas ligas apresentaram claramamente as fases ligante e eta).
As figuras 47, 48 e 49 apresentam as imagens das ligas com 5, 7 e 20 wt% de ligante
respectivamente, por microscopia eletrônica de varredura.
As Figuras 47 e 48 ligas WC-5%316L e WC-7%316L respectivamente, apresentaram
apenas duas fases: WC e porosidade. Enquanto que a Figura 49 liga WC-20%316L, apresentou
duas fases: ligante e fase carbeto de tungstênio.
Figura 47: Microscopia eletrônica da liga WC-5%316L (moagem convencional).
Fonte: Autora.
WC
Porosidade
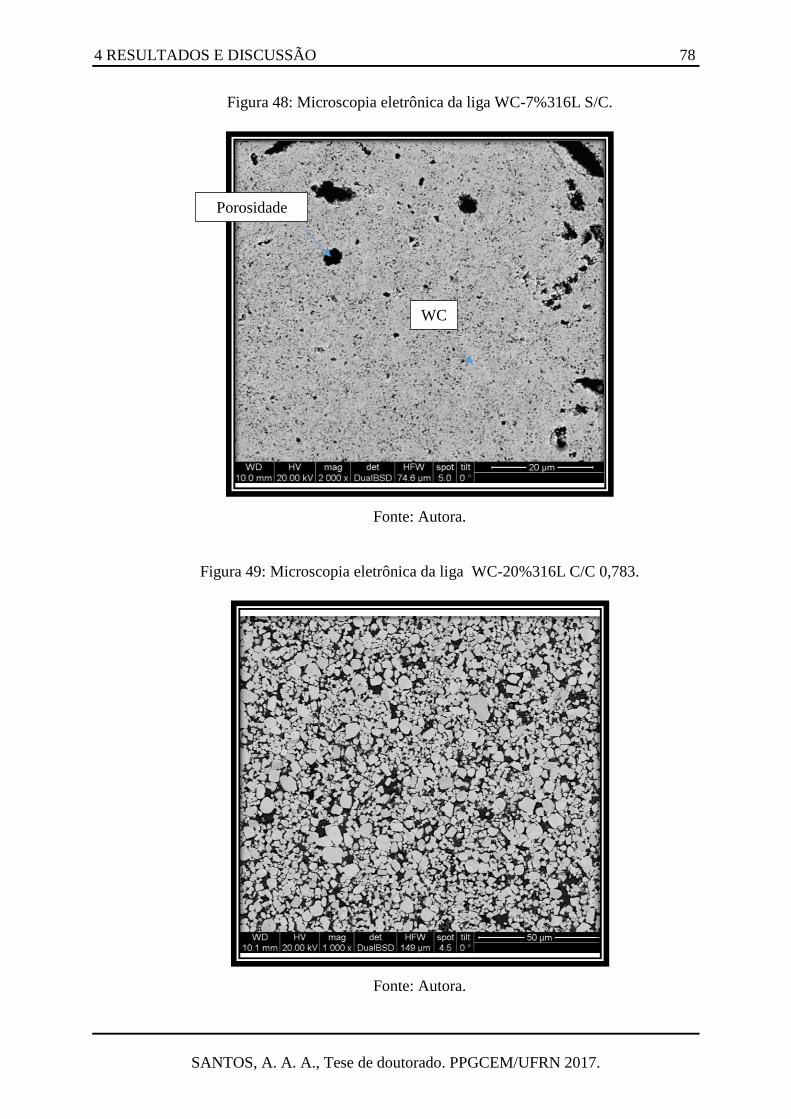
4 RESULTADOS E DISCUSSÃO 78
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 48: Microscopia eletrônica da liga WC-7%316L S/C.
Fonte: Autora.
Figura 49: Microscopia eletrônica da liga WC-20%316L C/C 0,783.
Fonte: Autora.
Porosidade
WC
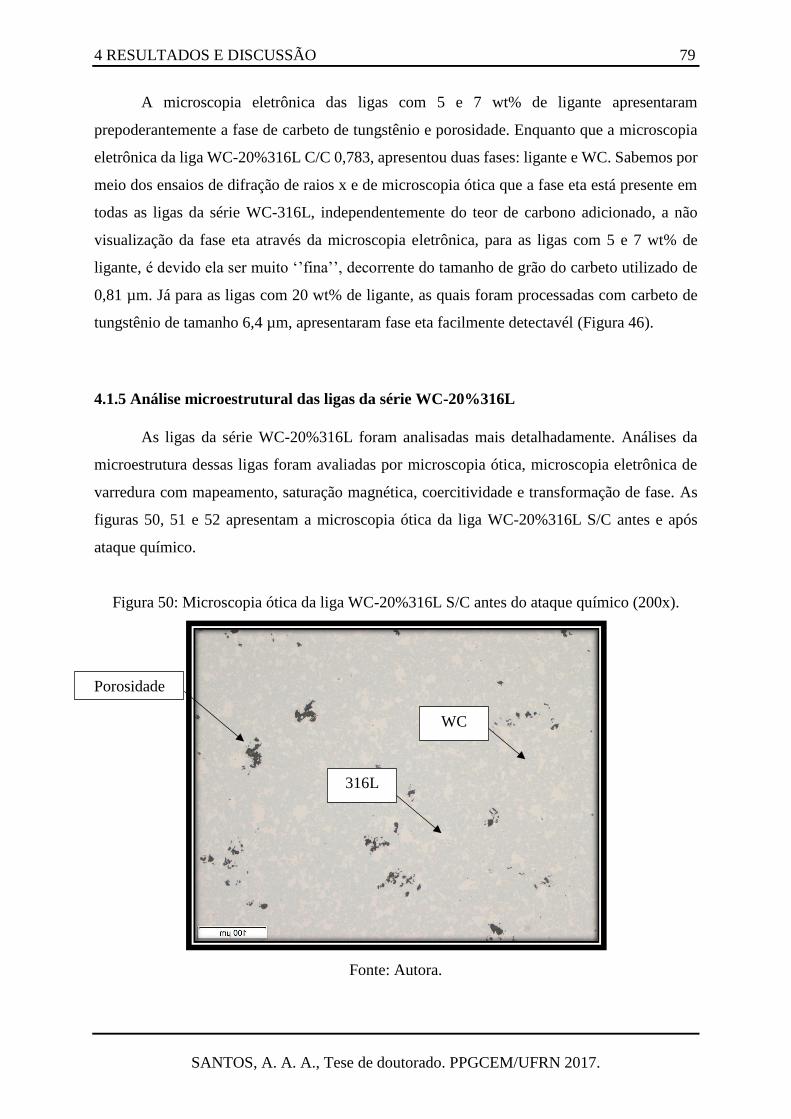
4 RESULTADOS E DISCUSSÃO 79
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
A microscopia eletrônica das ligas com 5 e 7 wt% de ligante apresentaram
prepoderantemente a fase de carbeto de tungstênio e porosidade. Enquanto que a microscopia
eletrônica da liga WC-20%316L C/C 0,783, apresentou duas fases: ligante e WC. Sabemos por
meio dos ensaios de difração de raios x e de microscopia ótica que a fase eta está presente em
todas as ligas da série WC-316L, independentemente do teor de carbono adicionado, a não
visualização da fase eta através da microscopia eletrônica, para as ligas com 5 e 7 wt% de
ligante, é devido ela ser muito ‘’fina’’, decorrente do tamanho de grão do carbeto utilizado de
0,81 µm. Já para as ligas com 20 wt% de ligante, as quais foram processadas com carbeto de
tungstênio de tamanho 6,4 µm, apresentaram fase eta facilmente detectavél (Figura 46).
4.1.5 Análise microestrutural das ligas da série WC-20%316L
As ligas da série WC-20%316L foram analisadas mais detalhadamente. Análises da
microestrutura dessas ligas foram avaliadas por microscopia ótica, microscopia eletrônica de
varredura com mapeamento, saturação magnética, coercitividade e transformação de fase. As
figuras 50, 51 e 52 apresentam a microscopia ótica da liga WC-20%316L S/C antes e após
ataque químico.
Figura 50: Microscopia ótica da liga WC-20%316L S/C antes do ataque químico (200x).
Fonte: Autora.
316L
Porosidade
WC
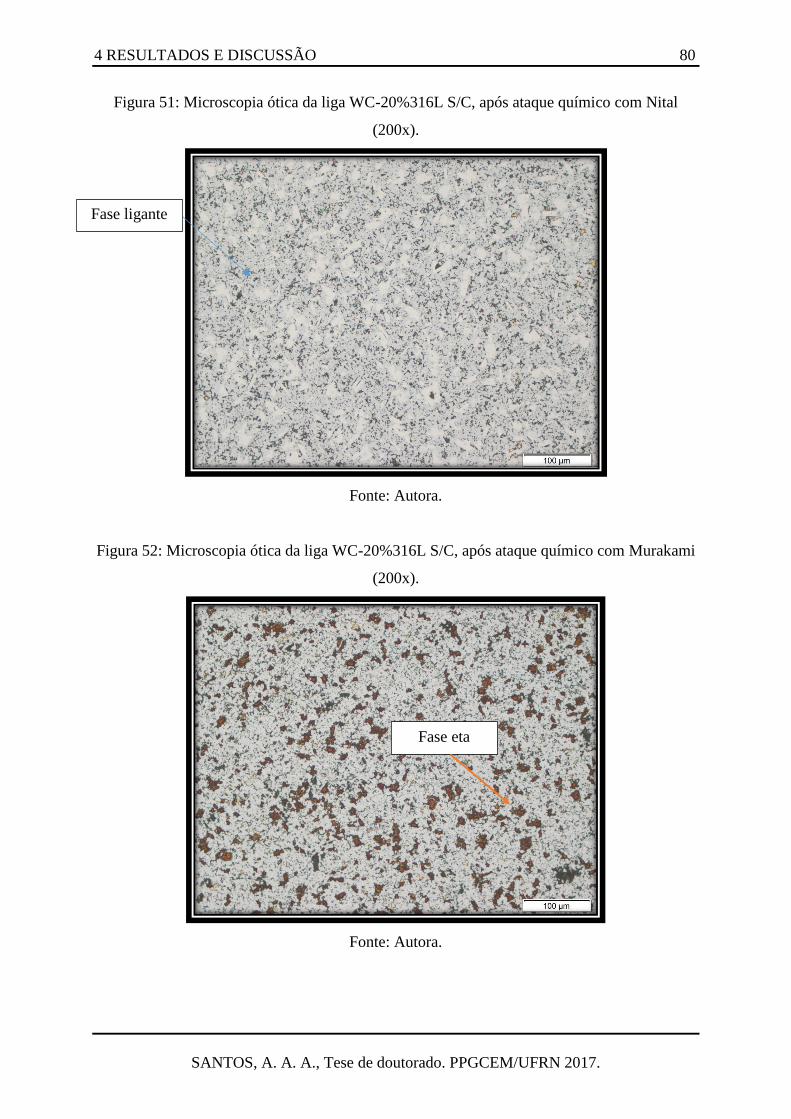
4 RESULTADOS E DISCUSSÃO 80
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 51: Microscopia ótica da liga WC-20%316L S/C, após ataque químico com Nital
(200x).
Fonte: Autora.
Figura 52: Microscopia ótica da liga WC-20%316L S/C, após ataque químico com Murakami
(200x).
Fonte: Autora.
Fase eta
Fase ligante
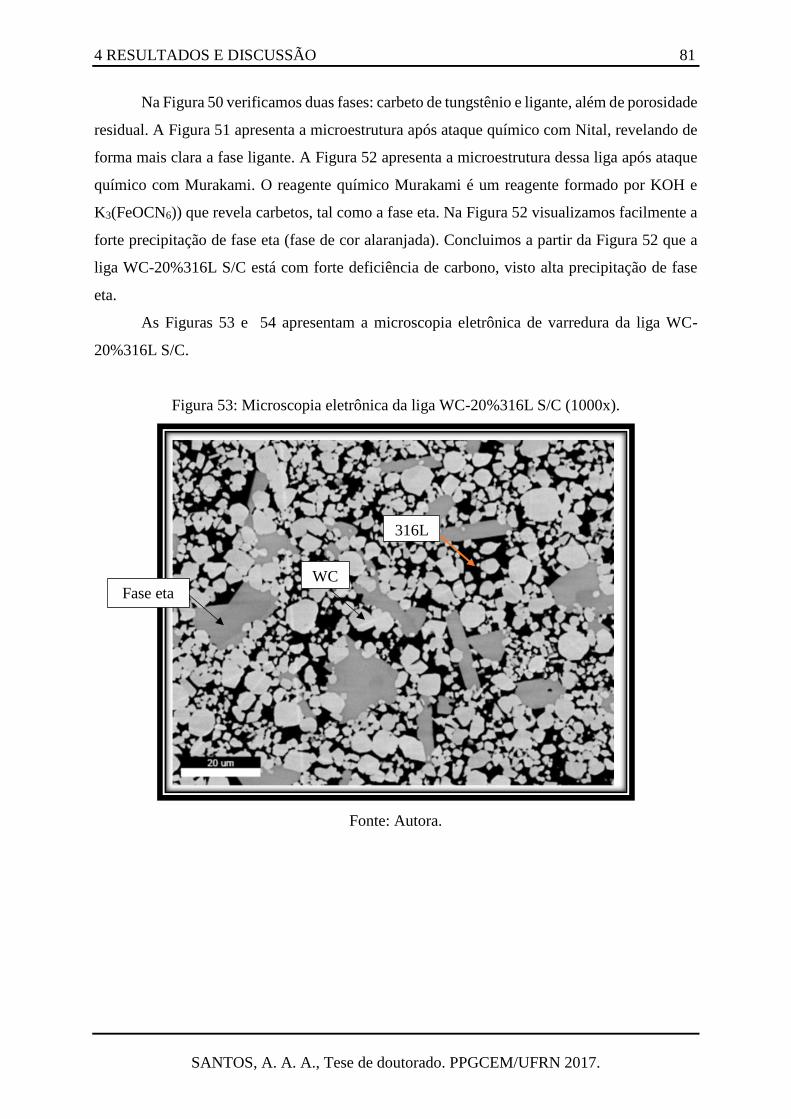
4 RESULTADOS E DISCUSSÃO 81
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Na Figura 50 verificamos duas fases: carbeto de tungstênio e ligante, além de porosidade
residual. A Figura 51 apresenta a microestrutura após ataque químico com Nital, revelando de
forma mais clara a fase ligante. A Figura 52 apresenta a microestrutura dessa liga após ataque
químico com Murakami. O reagente químico Murakami é um reagente formado por KOH e
K3(FeOCN6)) que revela carbetos, tal como a fase eta. Na Figura 52 visualizamos facilmente a
forte precipitação de fase eta (fase de cor alaranjada). Concluimos a partir da Figura 52 que a
liga WC-20%316L S/C está com forte deficiência de carbono, visto alta precipitação de fase
eta.
As Figuras 53 e 54 apresentam a microscopia eletrônica de varredura da liga WC-
20%316L S/C.
Figura 53: Microscopia eletrônica da liga WC-20%316L S/C (1000x).
Fonte: Autora.
WC
316L
Fase eta
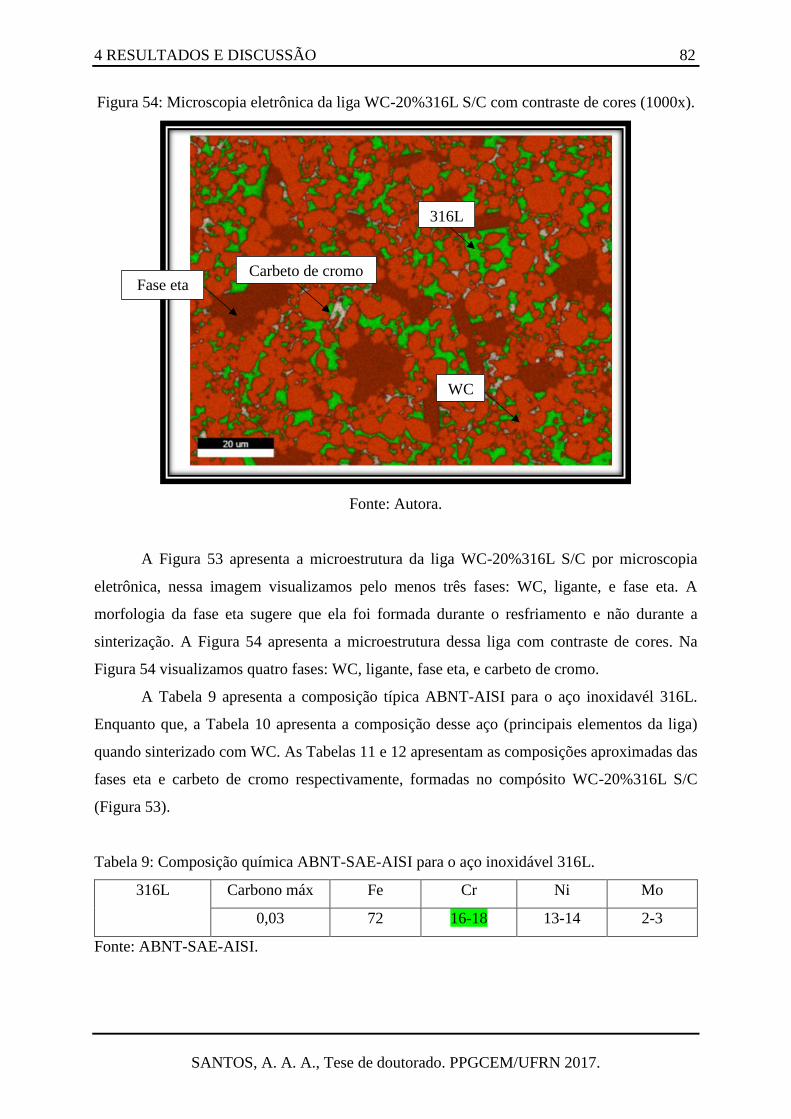
4 RESULTADOS E DISCUSSÃO 82
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 54: Microscopia eletrônica da liga WC-20%316L S/C com contraste de cores (1000x).
Fonte: Autora.
A Figura 53 apresenta a microestrutura da liga WC-20%316L S/C por microscopia
eletrônica, nessa imagem visualizamos pelo menos três fases: WC, ligante, e fase eta. A
morfologia da fase eta sugere que ela foi formada durante o resfriamento e não durante a
sinterização. A Figura 54 apresenta a microestrutura dessa liga com contraste de cores. Na
Figura 54 visualizamos quatro fases: WC, ligante, fase eta, e carbeto de cromo.
A Tabela 9 apresenta a composição típica ABNT-AISI para o aço inoxidavél 316L.
Enquanto que, a Tabela 10 apresenta a composição desse aço (principais elementos da liga)
quando sinterizado com WC. As Tabelas 11 e 12 apresentam as composições aproximadas das
fases eta e carbeto de cromo respectivamente, formadas no compósito WC-20%316L S/C
(Figura 53).
Tabela 9: Composição química ABNT-SAE-AISI para o aço inoxidável 316L.
316L Carbono máx Fe Cr Ni Mo
0,03 72 16-18 13-14 2-3
Fonte: ABNT-SAE-AISI.
Carbeto de cromo Fase eta
WC
316L
4 RESULTADOS E DISCUSSÃO 83
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Tabela 10: Composição da fase 316L na liga WC-20%316L S/C, segundo o mapeamento
eletrônico por EDS.
Elemento m% peso % atômico
Ferro 75,66 78,67
Cromo 5,63 6,28
Níquel 13,51 13,36
Fonte:Autora.
Tabela 11: Composição da fase eta na liga WC-20%316L S/C, segundo o mapeamento
eletrônico por EDS. Composição estequiométrica próxima de (Fe,Ni)3(W,Mo,Cr)3C.
Elemento m% peso % atômico
Tungstênio 65,71 28,43
Ferro 21,8 31,05
Cromo 4,51 6,9
Níquel 3,65 4,95
Fonte: Autora.
Tabela 12: Composição da fase de carbeto de cromo na liga WC-20%316L S/C, segundo o
mapeamento eletrônico por EDS. Composição estequiométrica próxima de Cr7C3.
Elemento m% peso % atômico
Carbono 6,75 25,74
Tungstênio 7,7 1,92
Ferro 43,98 36,08
Cromo 37,92 33,43
Níquel 3,65 2,85
Fonte: Autora.
Na Tabela 9 verificamos que o teor de cromo no ligante 316L varia entre 16-18%. No
entanto, após a sinterização com WC o teor de cromo caiu para 5,63%. Esse resultado sugere
que a quantidade remanescente de cromo seguiu para a formação de fase eta e de outros
carbetos, como o carbeto de cromo.
A liga WC-20%316L S/C apresentou alta precipitação de fase eta, fato que preconiza
deficiência de carbono, sendo assim foi adicionado carbono a próxima liga da série (liga WC-
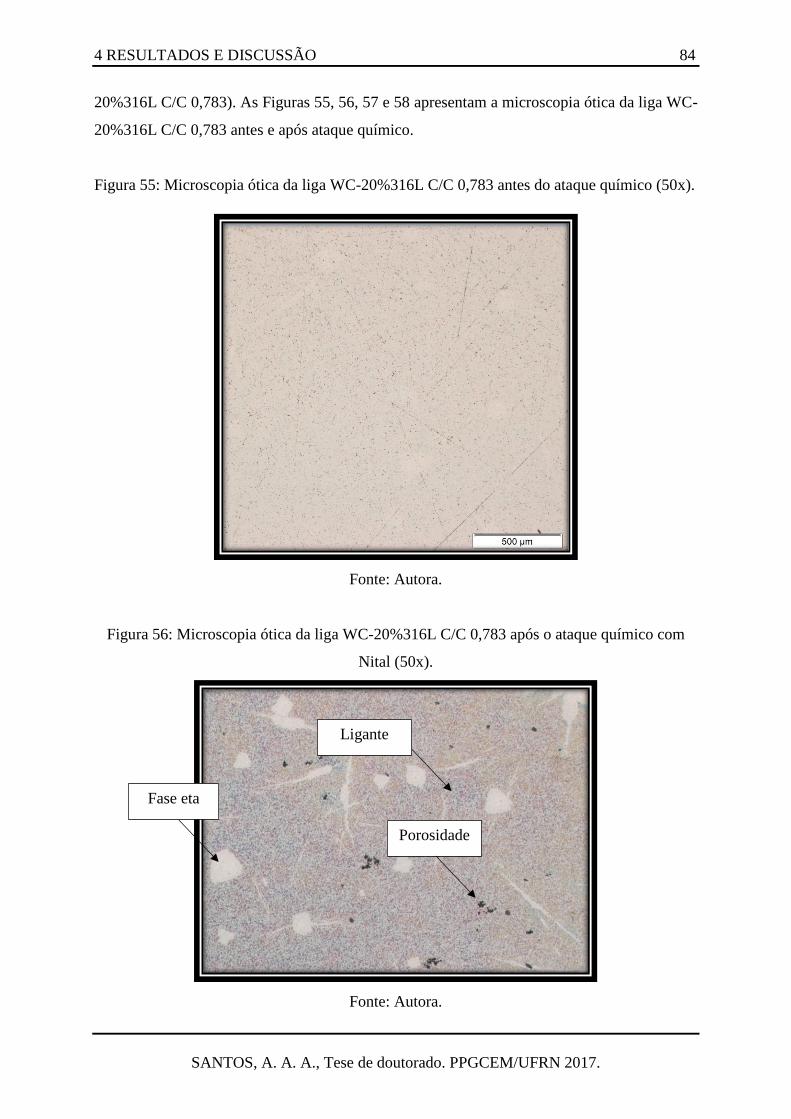
4 RESULTADOS E DISCUSSÃO 84
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
20%316L C/C 0,783). As Figuras 55, 56, 57 e 58 apresentam a microscopia ótica da liga WC-
20%316L C/C 0,783 antes e após ataque químico.
Figura 55: Microscopia ótica da liga WC-20%316L C/C 0,783 antes do ataque químico (50x).
Fonte: Autora.
Figura 56: Microscopia ótica da liga WC-20%316L C/C 0,783 após o ataque químico com
Nital (50x).
Fonte: Autora.
Fase eta
Porosidade
Ligante
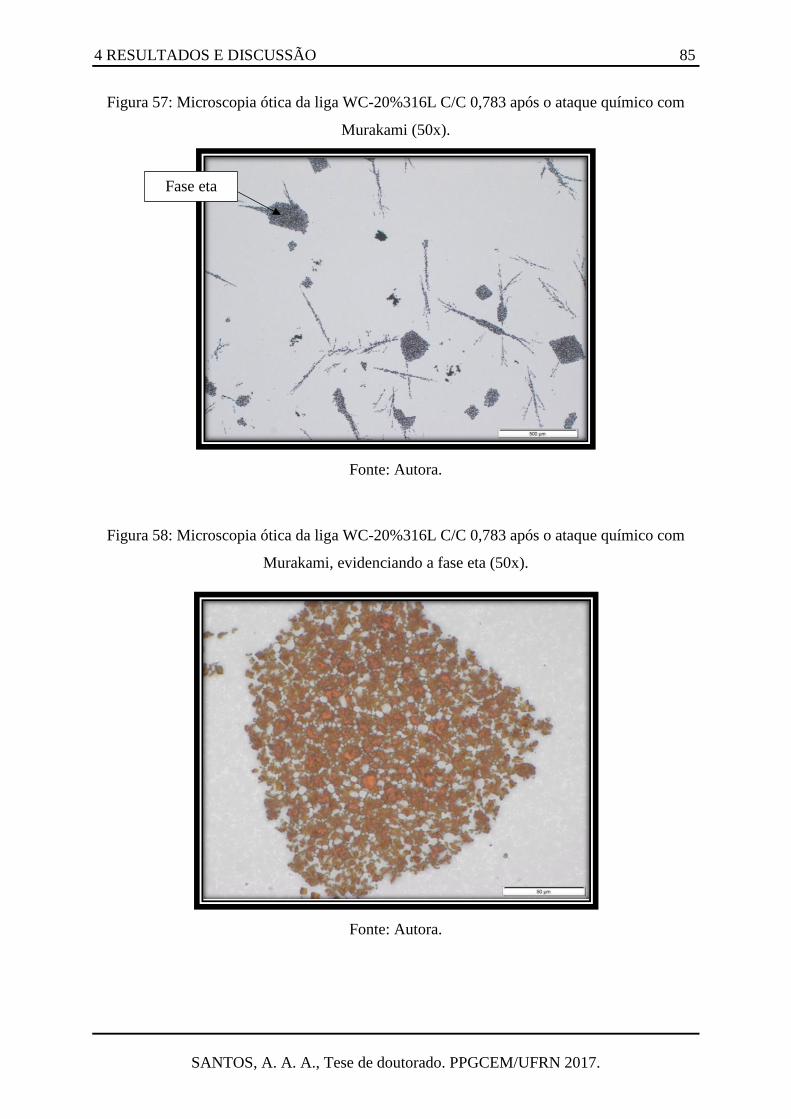
4 RESULTADOS E DISCUSSÃO 85
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 57: Microscopia ótica da liga WC-20%316L C/C 0,783 após o ataque químico com
Murakami (50x).
Fonte: Autora.
Figura 58: Microscopia ótica da liga WC-20%316L C/C 0,783 após o ataque químico com
Murakami, evidenciando a fase eta (50x).
Fonte: Autora.
Fase eta
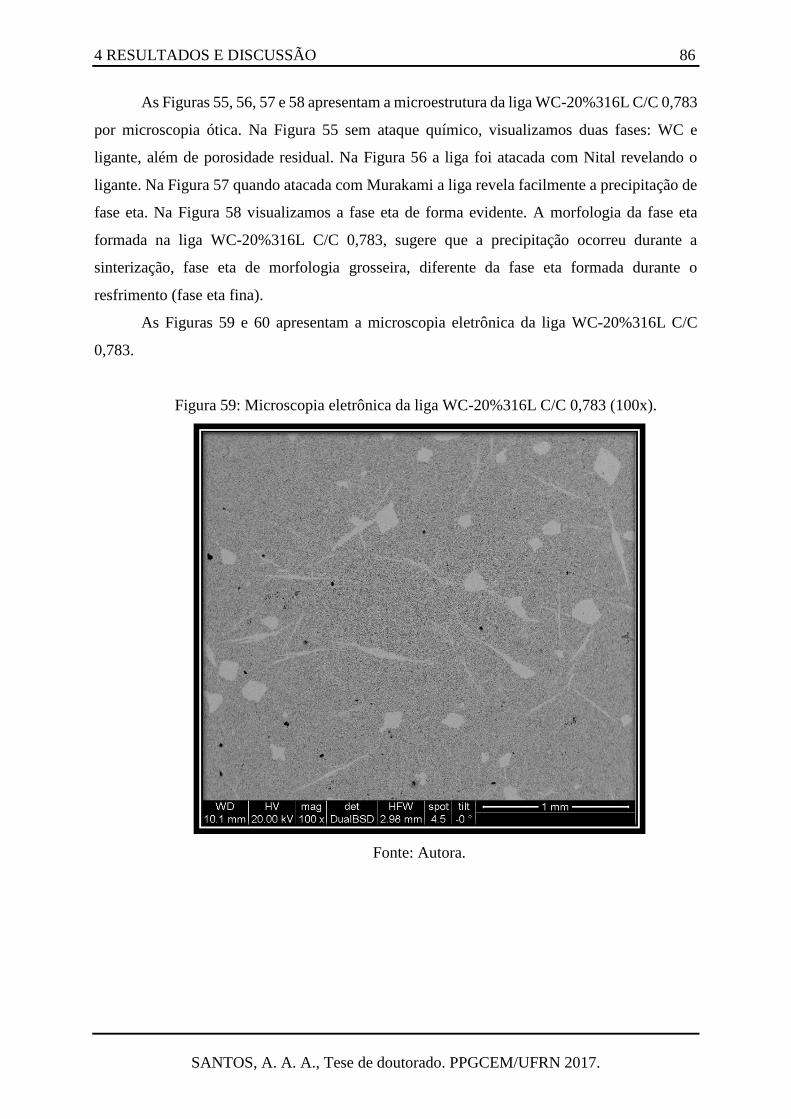
4 RESULTADOS E DISCUSSÃO 86
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
As Figuras 55, 56, 57 e 58 apresentam a microestrutura da liga WC-20%316L C/C 0,783
por microscopia ótica. Na Figura 55 sem ataque químico, visualizamos duas fases: WC e
ligante, além de porosidade residual. Na Figura 56 a liga foi atacada com Nital revelando o
ligante. Na Figura 57 quando atacada com Murakami a liga revela facilmente a precipitação de
fase eta. Na Figura 58 visualizamos a fase eta de forma evidente. A morfologia da fase eta
formada na liga WC-20%316L C/C 0,783, sugere que a precipitação ocorreu durante a
sinterização, fase eta de morfologia grosseira, diferente da fase eta formada durante o
resfrimento (fase eta fina).
As Figuras 59 e 60 apresentam a microscopia eletrônica da liga WC-20%316L C/C
0,783.
Figura 59: Microscopia eletrônica da liga WC-20%316L C/C 0,783 (100x).
Fonte: Autora.
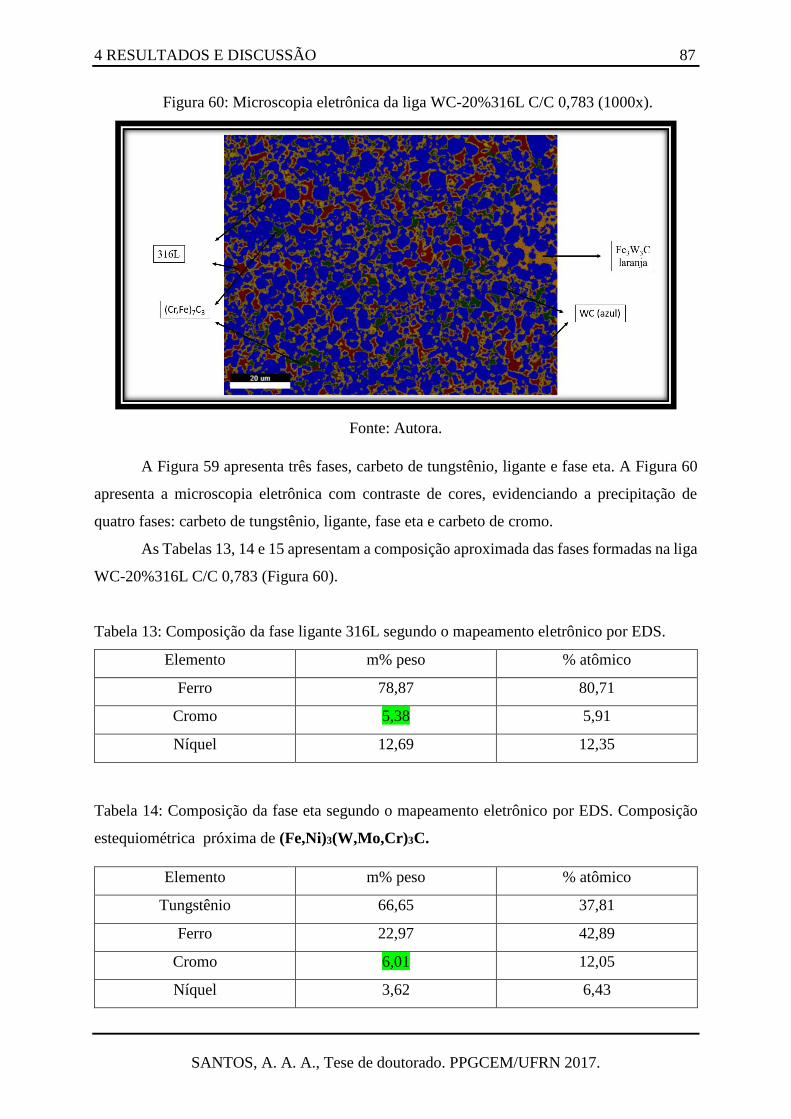
4 RESULTADOS E DISCUSSÃO 87
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 60: Microscopia eletrônica da liga WC-20%316L C/C 0,783 (1000x).
Fonte: Autora.
A Figura 59 apresenta três fases, carbeto de tungstênio, ligante e fase eta. A Figura 60
apresenta a microscopia eletrônica com contraste de cores, evidenciando a precipitação de
quatro fases: carbeto de tungstênio, ligante, fase eta e carbeto de cromo.
As Tabelas 13, 14 e 15 apresentam a composição aproximada das fases formadas na liga
WC-20%316L C/C 0,783 (Figura 60).
Tabela 13: Composição da fase ligante 316L segundo o mapeamento eletrônico por EDS.
Elemento m% peso % atômico
Ferro 78,87 80,71
Cromo 5,38 5,91
Níquel 12,69 12,35
Tabela 14: Composição da fase eta segundo o mapeamento eletrônico por EDS. Composição
estequiométrica próxima de (Fe,Ni)3(W,Mo,Cr)3C.
Elemento m% peso % atômico
Tungstênio 66,65 37,81
Ferro 22,97 42,89
Cromo 6,01 12,05
Níquel 3,62 6,43
4 RESULTADOS E DISCUSSÃO 88
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Tabela 15: Composição da fase de carbeto de cromo segundo o mapeamento eletrônico por
EDS. Composição estequiométrica próxima de Cr7C3.
Elemento m% peso % atômico
Carbono 10,05 36,07
Tungstênio 13,77 3,23
Ferro 34,24 26,43
Cromo 39,81 33,00
Níquel 1,12 0,82
Fonte: Autora.
A quantidade de fase eta na liga WC-20%316L C/C 0,783 diminuiu quando comparada
a liga WC-20%316L S/C, no entanto, a liga WC-20%316L C/C 0,783 continua com deficiência
de carbono. Sendo assim, foi adicionado mais carbono (0,9g em 100g de WC-20%316L) a
próxima liga da série.
A Figura 61 apresenta a microestrutura da liga WC-20%316L C/C 0,9 por microscopia
ótica antes e após ataque químico.
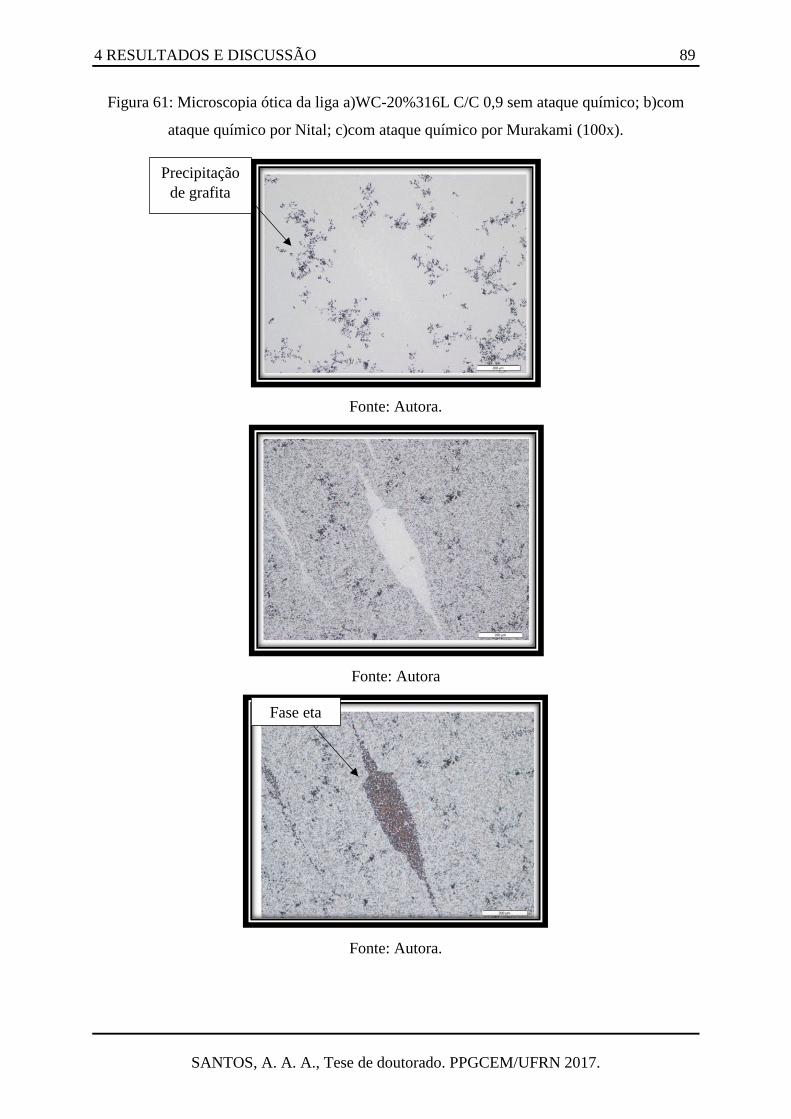
4 RESULTADOS E DISCUSSÃO 89
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 61: Microscopia ótica da liga a)WC-20%316L C/C 0,9 sem ataque químico; b)com
ataque químico por Nital; c)com ataque químico por Murakami (100x).
Fonte: Autora.
Fonte: Autora
Fonte: Autora.
Precipitação
de grafita
Fase eta
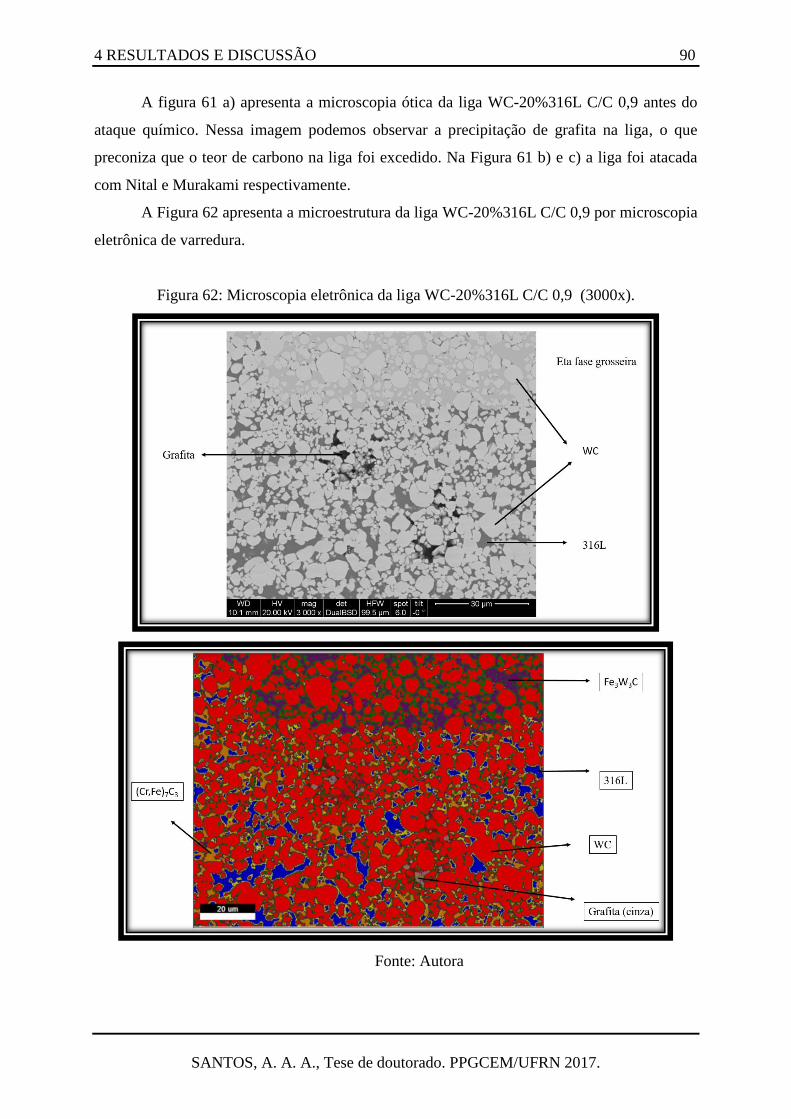
4 RESULTADOS E DISCUSSÃO 90
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
A figura 61 a) apresenta a microscopia ótica da liga WC-20%316L C/C 0,9 antes do
ataque químico. Nessa imagem podemos observar a precipitação de grafita na liga, o que
preconiza que o teor de carbono na liga foi excedido. Na Figura 61 b) e c) a liga foi atacada
com Nital e Murakami respectivamente.
A Figura 62 apresenta a microestrutura da liga WC-20%316L C/C 0,9 por microscopia
eletrônica de varredura.
Figura 62: Microscopia eletrônica da liga WC-20%316L C/C 0,9 (3000x).
Fonte: Autora
4 RESULTADOS E DISCUSSÃO 91
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
A figura 62 a) apresenta quatro fases: carbeto de tungstênio, ligante, fase eta e grafita.
A figura 62 b) apresenta a mesma imagem da Figura 62 a) com contraste de cores. Na Figura
62 b) podemos diferenciar cinco fases formadas: carbeto de tungstênio, ligante, fase eta, grafita
e carbeto de cromo.
As Tabelas 16, 17 e 18 apresentam as composições aproximadas das fases formadas na
liga WC-20%316L C/C 0,9.
Tabela 16: Composição da fase ligante 316L segundo o mapeamento eletrônico por EDS.
Elemento m% peso % atômico
Ferro 78,64 80,47
Cromo 5,17 5,68
Níquel 13,21 12,86
Fonte: Autora.
Tabela 17: Composição da fase eta segundo o mapeamento eletrônico por EDS. Composição
estequiométrica próxima de (Cr,Fe)7C3.
Elemento m% peso % atômico
Tungstênio 63,75 23,92
Ferro 21 25,94
Cromo 4,42 5,87
Níquel 3,75 4,41
Fonte: Autora.
Tabela 18: Composição da fase de carbeto de cromo segundo o mapeamento eletrônico por
EDS. Composição estequiométrica próxima de Cr7C3.
Elemento m% peso % atômico
Carbono 8,57 31,88
Tungstênio 12,66 3,08
Ferro 33,91 27,12
Cromo 42,54 36,54
Níquel 1,01 0,77
Fonte: Autora.
4 RESULTADOS E DISCUSSÃO 92
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
4.1.5.1 Composição química do ligante 316L por EDS após a sinterização com carbeto de
tungstênio
O aço inoxidável 316L possui entre 16-18% de cromo. Aproximadamente 68% do teor
de cromo desse aço quando sinterizado com WC saiu da solução para se precipitar na forma de
carbetos de estequiometria complexa. A Tabela 19 apresenta a composição aproximada desse
aço quando sinterizado com WC para as ligas com 20 wt% de ligante.
Tabela 19: Composição química do aço 316L sinterizado com carbeto de tungstênio segundo
mapeamento eletrônico por EDS.
Identificação da liga wt% Fe wt% Cr wt% Ni
WC-20%316L S/C 75,7 5,6 13,5
WC-20%316L C/C 0,783 78,9 5,4 12,7
WC-20%316L C/C 0,9 78,6 5,2 13,2
Fonte: Autora.
A partir da análise da Tabela 19, chegamos a conclusão que o máximo teor de cromo
que pode estar contido em um ligante Fe-Ni-Cr sinterizado com WC é de aproximadamente
5%. Ligantes alternativos tais como o 316L, com teor de cromo acima de 5%, levará a formação
e precipitação de carbetos complexos tais como a fase eta e carbeto de cromo.
4.1.5.2 Composição química da fase eta por EDS nas ligas da série WC-20%316L
A Tabela 20 apresenta a composição da fase eta segundo mapeamento com EDS das
ligas WC-20%316L.
Tabela 20: Composição da fase eta segundo o mapeamento eletrônico com EDS das ligas WC-
20%316L.
Identificação da liga m%
Fe
% W % Cr % Ni % C
WC-20%316L S/C 22,6 63,5 5,7 3,9 4,3
WC-20%316L C/C 0,783 21,9 63,5 5,7 3,4 5,0
WC-20%316L C/C 0,9 21 63,8 4,4 3,8 6,9
Fonte: Autora.
4 RESULTADOS E DISCUSSÃO 93
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
A fase eta formada nas ligas WC-20%316L S/C e WC-20%316L C/C 0,783 tem
composição química estequiométrica próxima de (Fe,Ni)3(W,Mo,Cr)3C. O teor de cromo e dos
outros elementos de liga permanece praticamente similiar para essas ligas.
O aço inoxidável 316L quando utililizado como ligante alternativo no carbeto de
tungstênio, não apresenta janela de carbono, uma vez que uma pequena variação de carbono de
0,783g para 0,9g levou a precipitação de grafita no compósito (liga WC-20%316L C/C 0,9).
4.1.5.3 Composição química da fase de carbeto de cromo por EDS nas ligas da série WC-
20%316L
A Tabela 21 apresenta a composição aproximada da fase de carbeto de cromo segundo
mapeamento com EDS nas ligas WC-20%316L.
Tabela 21: Composição da fase de carbeto de cromo segundo o mapeamento eletrônico com
EDS, nas ligas WC-20%316L. Composição estequiométrica próxima de Cr7C3.
Identificação da liga m% C % Cr % Fe % Ni % W
WC-20%316L S/C 6,8 37,9 44 3,6 7,7
WC-20%316L C/C 0,783 10 39,8 34,2 1,1 13,8
WC-20%316L C/C 0,9 8,6 42,5 33,9 1,0 12,7
Fonte: Autora.
O carbeto de cromo formado nas ligas tem composição química estequiométrica
próxima de Cr7C3. Na liga que excede o teor de carbono no compósito (liga WC-20%316L C/C
0,9) o teor de carbono no carbeto diminuiu quando comparado a liga WC-20%316L C/C 0,783,
isso ocorreu devido na liga com excesso de carbono parte do carbono precipitou na forma de
grafita, reduzindo assim o teor de carbono no carbeto.
A Figura 63 apresenta a distribuição de carbeto de cromo nas ligas WC-20%316L por
microscopia eletrônica de varredura. Verificamos na Figura 63 que a distribuição de carbeto de
cromo aumenta progressivamente da liga WC-20%316L S/C para a liga WC-20%316L C/C
0,9, evidenciando a afinidade de carbono pelo carbeto.
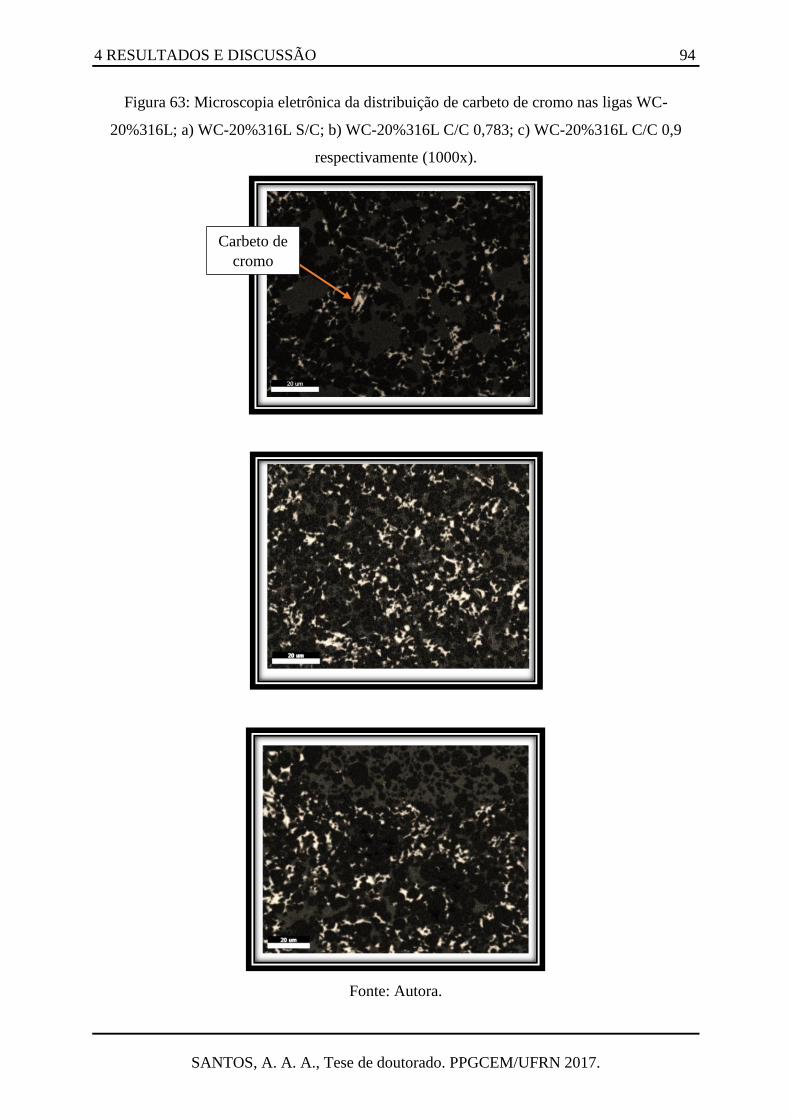
4 RESULTADOS E DISCUSSÃO 94
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 63: Microscopia eletrônica da distribuição de carbeto de cromo nas ligas WC-
20%316L; a) WC-20%316L S/C; b) WC-20%316L C/C 0,783; c) WC-20%316L C/C 0,9
respectivamente (1000x).
Fonte: Autora.
Carbeto de
cromo
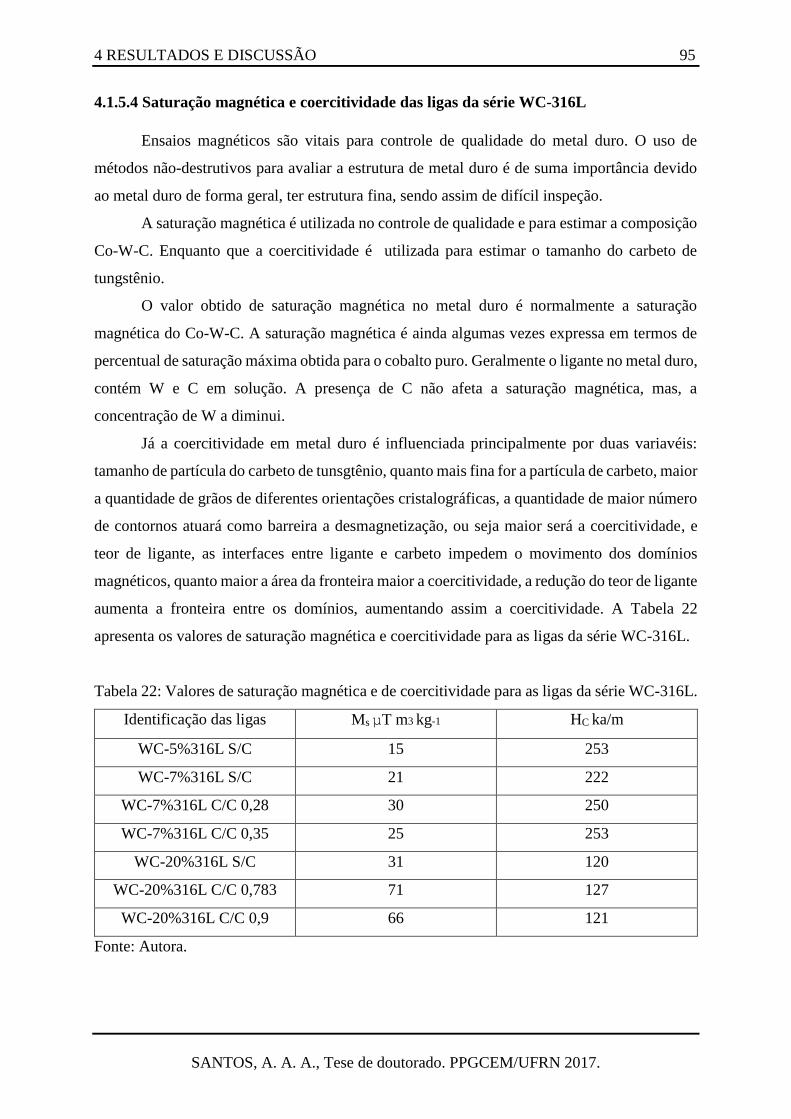
4 RESULTADOS E DISCUSSÃO 95
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
4.1.5.4 Saturação magnética e coercitividade das ligas da série WC-316L
Ensaios magnéticos são vitais para controle de qualidade do metal duro. O uso de
métodos não-destrutivos para avaliar a estrutura de metal duro é de suma importância devido
ao metal duro de forma geral, ter estrutura fina, sendo assim de difícil inspeção.
A saturação magnética é utilizada no controle de qualidade e para estimar a composição
Co-W-C. Enquanto que a coercitividade é utilizada para estimar o tamanho do carbeto de
tungstênio.
O valor obtido de saturação magnética no metal duro é normalmente a saturação
magnética do Co-W-C. A saturação magnética é ainda algumas vezes expressa em termos de
percentual de saturação máxima obtida para o cobalto puro. Geralmente o ligante no metal duro,
contém W e C em solução. A presença de C não afeta a saturação magnética, mas, a
concentração de W a diminui.
Já a coercitividade em metal duro é influenciada principalmente por duas variavéis:
tamanho de partícula do carbeto de tunsgtênio, quanto mais fina for a partícula de carbeto, maior
a quantidade de grãos de diferentes orientações cristalográficas, a quantidade de maior número
de contornos atuará como barreira a desmagnetização, ou seja maior será a coercitividade, e
teor de ligante, as interfaces entre ligante e carbeto impedem o movimento dos domínios
magnéticos, quanto maior a área da fronteira maior a coercitividade, a redução do teor de ligante
aumenta a fronteira entre os domínios, aumentando assim a coercitividade. A Tabela 22
apresenta os valores de saturação magnética e coercitividade para as ligas da série WC-316L.
Tabela 22: Valores de saturação magnética e de coercitividade para as ligas da série WC-316L.
Identificação das ligas Ms μT m3 kg-1 HC ka/m
WC-5%316L S/C 15 253
WC-7%316L S/C 21 222
WC-7%316L C/C 0,28 30 250
WC-7%316L C/C 0,35 25 253
WC-20%316L S/C 31 120
WC-20%316L C/C 0,783 71 127
WC-20%316L C/C 0,9 66 121
Fonte: Autora.
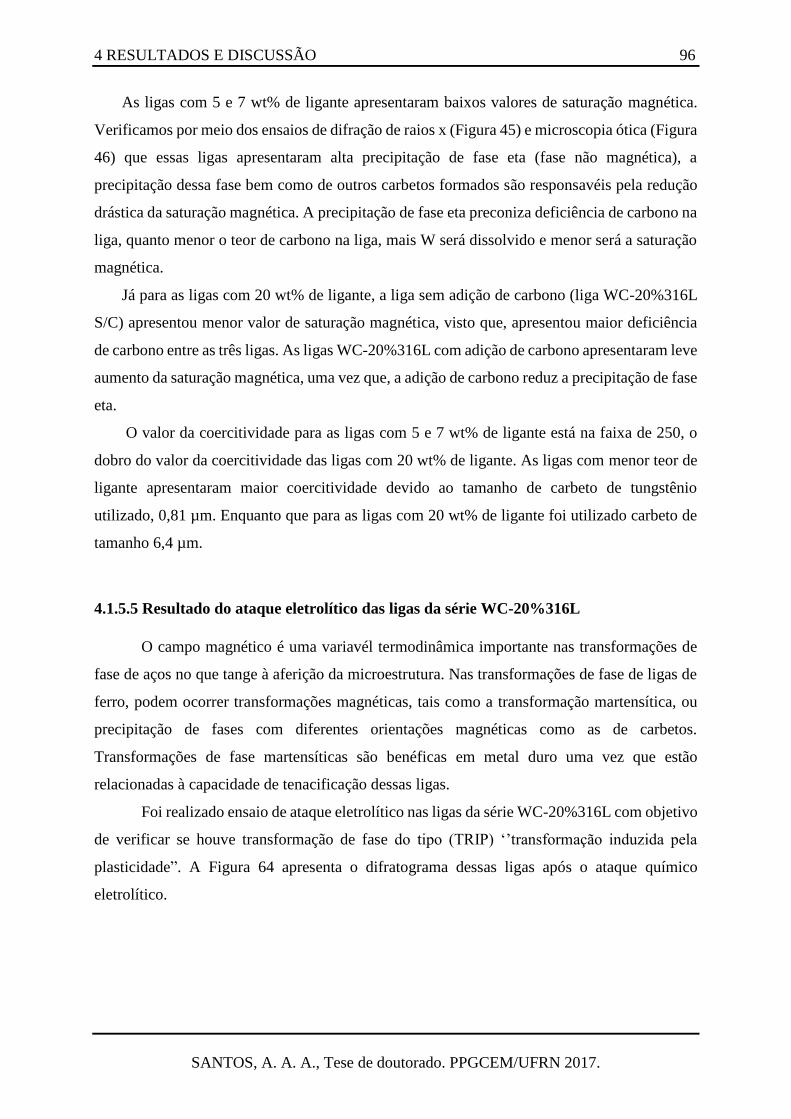
4 RESULTADOS E DISCUSSÃO 96
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
As ligas com 5 e 7 wt% de ligante apresentaram baixos valores de saturação magnética.
Verificamos por meio dos ensaios de difração de raios x (Figura 45) e microscopia ótica (Figura
46) que essas ligas apresentaram alta precipitação de fase eta (fase não magnética), a
precipitação dessa fase bem como de outros carbetos formados são responsavéis pela redução
drástica da saturação magnética. A precipitação de fase eta preconiza deficiência de carbono na
liga, quanto menor o teor de carbono na liga, mais W será dissolvido e menor será a saturação
magnética.
Já para as ligas com 20 wt% de ligante, a liga sem adição de carbono (liga WC-20%316L
S/C) apresentou menor valor de saturação magnética, visto que, apresentou maior deficiência
de carbono entre as três ligas. As ligas WC-20%316L com adição de carbono apresentaram leve
aumento da saturação magnética, uma vez que, a adição de carbono reduz a precipitação de fase
eta.
O valor da coercitividade para as ligas com 5 e 7 wt% de ligante está na faixa de 250, o
dobro do valor da coercitividade das ligas com 20 wt% de ligante. As ligas com menor teor de
ligante apresentaram maior coercitividade devido ao tamanho de carbeto de tungstênio
utilizado, 0,81 µm. Enquanto que para as ligas com 20 wt% de ligante foi utilizado carbeto de
tamanho 6,4 µm.
4.1.5.5 Resultado do ataque eletrolítico das ligas da série WC-20%316L
O campo magnético é uma variavél termodinâmica importante nas transformações de
fase de aços no que tange à aferição da microestrutura. Nas transformações de fase de ligas de
ferro, podem ocorrer transformações magnéticas, tais como a transformação martensítica, ou
precipitação de fases com diferentes orientações magnéticas como as de carbetos.
Transformações de fase martensíticas são benéficas em metal duro uma vez que estão
relacionadas à capacidade de tenacificação dessas ligas.
Foi realizado ensaio de ataque eletrolítico nas ligas da série WC-20%316L com objetivo
de verificar se houve transformação de fase do tipo (TRIP) ‘’transformação induzida pela
plasticidade”. A Figura 64 apresenta o difratograma dessas ligas após o ataque químico
eletrolítico.
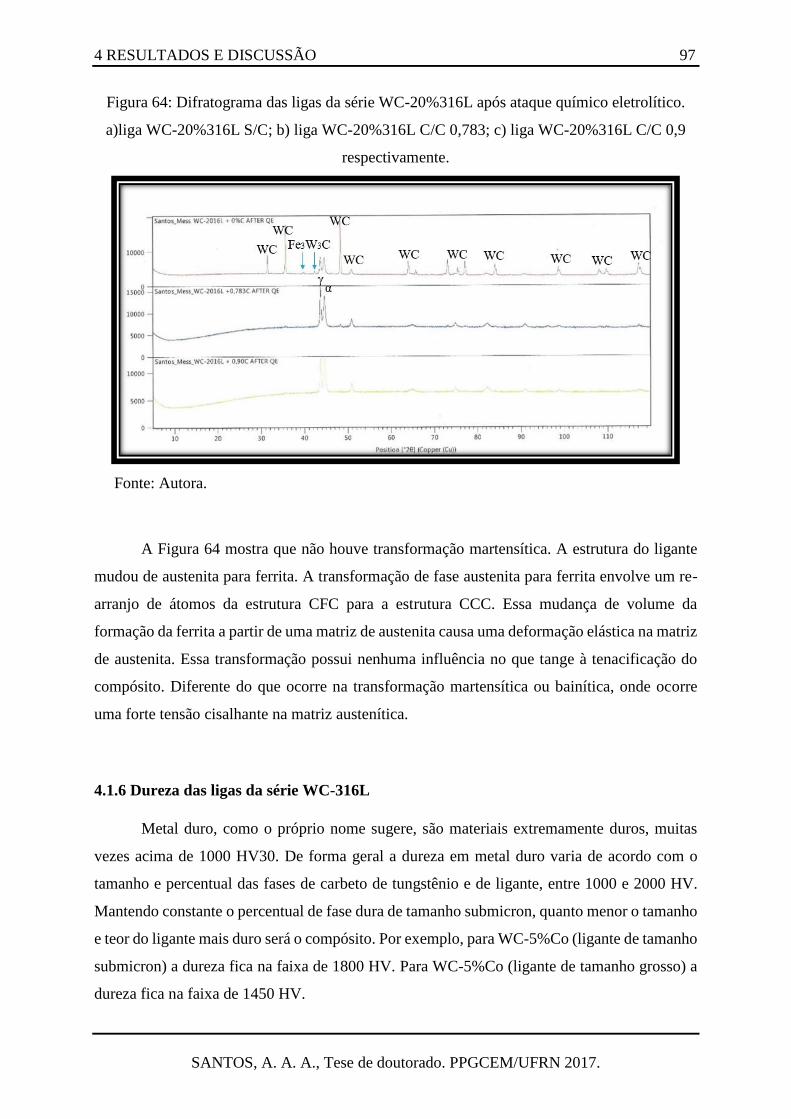
4 RESULTADOS E DISCUSSÃO 97
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 64: Difratograma das ligas da série WC-20%316L após ataque químico eletrolítico.
a)liga WC-20%316L S/C; b) liga WC-20%316L C/C 0,783; c) liga WC-20%316L C/C 0,9
respectivamente.
Fonte: Autora.
A Figura 64 mostra que não houve transformação martensítica. A estrutura do ligante
mudou de austenita para ferrita. A transformação de fase austenita para ferrita envolve um re-
arranjo de átomos da estrutura CFC para a estrutura CCC. Essa mudança de volume da
formação da ferrita a partir de uma matriz de austenita causa uma deformação elástica na matriz
de austenita. Essa transformação possui nenhuma influência no que tange à tenacificação do
compósito. Diferente do que ocorre na transformação martensítica ou bainítica, onde ocorre
uma forte tensão cisalhante na matriz austenítica.
4.1.6 Dureza das ligas da série WC-316L
Metal duro, como o próprio nome sugere, são materiais extremamente duros, muitas
vezes acima de 1000 HV30. De forma geral a dureza em metal duro varia de acordo com o
tamanho e percentual das fases de carbeto de tungstênio e de ligante, entre 1000 e 2000 HV.
Mantendo constante o percentual de fase dura de tamanho submicron, quanto menor o tamanho
e teor do ligante mais duro será o compósito. Por exemplo, para WC-5%Co (ligante de tamanho
submicron) a dureza fica na faixa de 1800 HV. Para WC-5%Co (ligante de tamanho grosso) a
dureza fica na faixa de 1450 HV.
4 RESULTADOS E DISCUSSÃO 98
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Como o ligante 316L utilizado apresentou tamanho de grão classificado como grosseiro,
esperamos obter resultados de dureza abaixo daquela obtida para o compósito convencional
WC-Co utilizando ligante submicron. A Tabela 23 apresenta os resultados do ensaio de dureza
para as ligas da série WC-316L.
Tabela 23: Resultado do ensaio de dureza para as ligas da série WC-316L.
Identificação da liga HV30
WC-5%316L S/C 1453
WC-7%316L S/C 1429
WC-7%316L C/C 0,28 1223
WC-7%316L C/C 0,35 964
WC-20%316L S/C 1117
WC-20%316L C/C 0,783 1077
WC-20%316L C/C 0,9 935
Fonte: Autora.
As ligas com 5 e 7 wt% de ligante apresentaram valores de dureza na faixa do compósito
convencional para o mesmo teor de ligante. No entanto, esses valores não são do compósito e
sim dos carbetos. Visto que nas imagens realizadas por microscopia ótica e eletrônica dessas
ligas verificamos elevada precipitação de fase eta e carbeto de cromo, fases extremamente duras
e fragéis. Além disso essas ligas apresentaram alta porosidade, o que diminui a confiança no
resultado obtido. A liga WC-7%316L C/C 0,35 apresentou precipitação de grafita,
apresentando assim menor dureza, 964 HV30.
Para composições de metal duro WC-15%Co com tamanho de ligante extra grosso, a
dureza está na faixa de 900 HV. Para as ligas com 20 wt% de ligante a dureza ficou acima desse
intervalo. No entanto, sabemos que essas ligas apresentam fase eta e carbeto de cromo. Portanto,
a dureza obtida nessas ligas mais uma vez não é a dureza do compósito e sim dos carbetos
formados.
4 RESULTADOS E DISCUSSÃO 99
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
4.2 Análise microestrutural das ligas da série WC-FeNiCr
As ligas da série WC-FeNiCr foram avaliadas microestruturalmente por microscopia
ótica (porosidade e precipitação de terceiras fases tais como, fase eta e carbeto de cromo),
microscopia eletrônica de varredura (dispersão e mapeamento composicional das fases),
propriedades magnéticas (saturação magnética e coercitividade) e transformação de fase.
4.2.1 Porosidade
Todas as ligas da série WC-FeNiCr foram processadas com carbeto de tungstênio de
tamanho 6,4 µm. As Figuras 65, 66, 67 e 68 apresentam a microestrutura por microscopia ótica
das ligas WC-20%(FeNi) S/C, WC-20%(FeNi5Cr) S/C, WC-20%(FeNi10Cr) S/C, WC-
20%(FeNi20Cr) S/C, respectivamente.
Figura 65: Microscopia ótica da liga WC-20%(FeNi) S/C (500x).
Fonte: Autora.
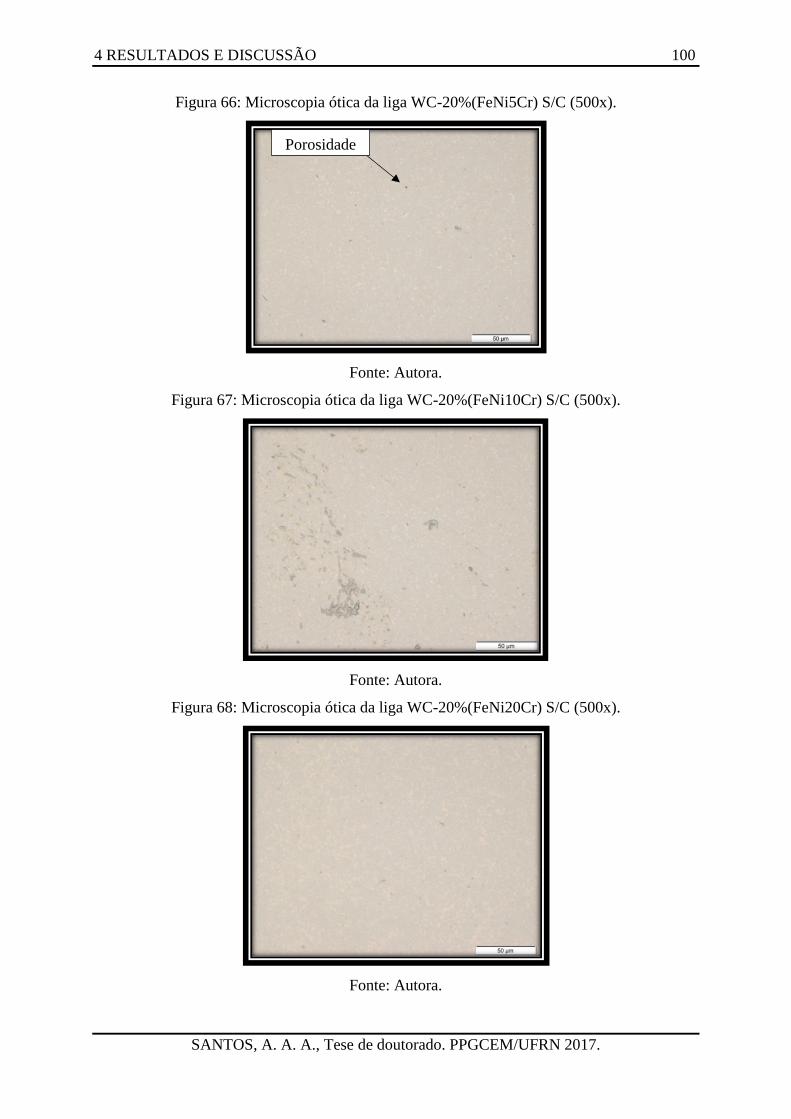
4 RESULTADOS E DISCUSSÃO 100
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 66: Microscopia ótica da liga WC-20%(FeNi5Cr) S/C (500x).
Fonte: Autora.
Figura 67: Microscopia ótica da liga WC-20%(FeNi10Cr) S/C (500x).
Fonte: Autora.
Figura 68: Microscopia ótica da liga WC-20%(FeNi20Cr) S/C (500x).
Fonte: Autora.
Porosidade
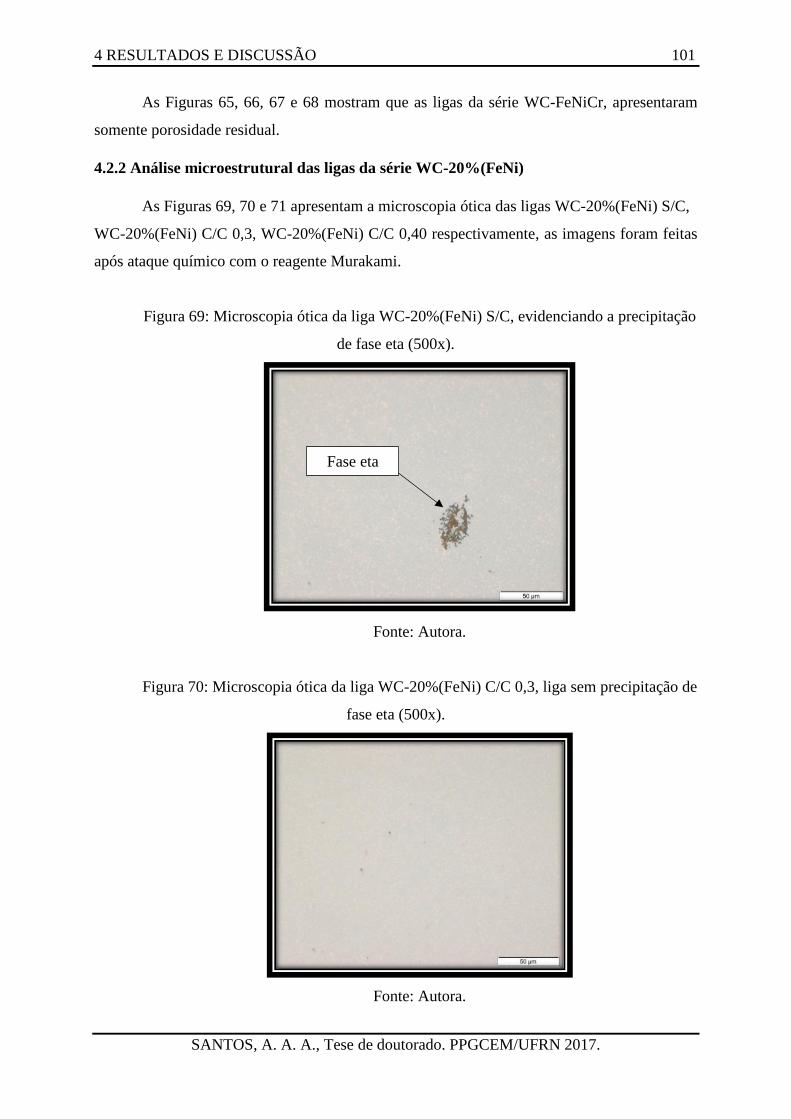
4 RESULTADOS E DISCUSSÃO 101
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
As Figuras 65, 66, 67 e 68 mostram que as ligas da série WC-FeNiCr, apresentaram
somente porosidade residual.
4.2.2 Análise microestrutural das ligas da série WC-20%(FeNi)
As Figuras 69, 70 e 71 apresentam a microscopia ótica das ligas WC-20%(FeNi) S/C,
WC-20%(FeNi) C/C 0,3, WC-20%(FeNi) C/C 0,40 respectivamente, as imagens foram feitas
após ataque químico com o reagente Murakami.
Figura 69: Microscopia ótica da liga WC-20%(FeNi) S/C, evidenciando a precipitação
de fase eta (500x).
Fonte: Autora.
Figura 70: Microscopia ótica da liga WC-20%(FeNi) C/C 0,3, liga sem precipitação de
fase eta (500x).
Fonte: Autora.
Fase eta
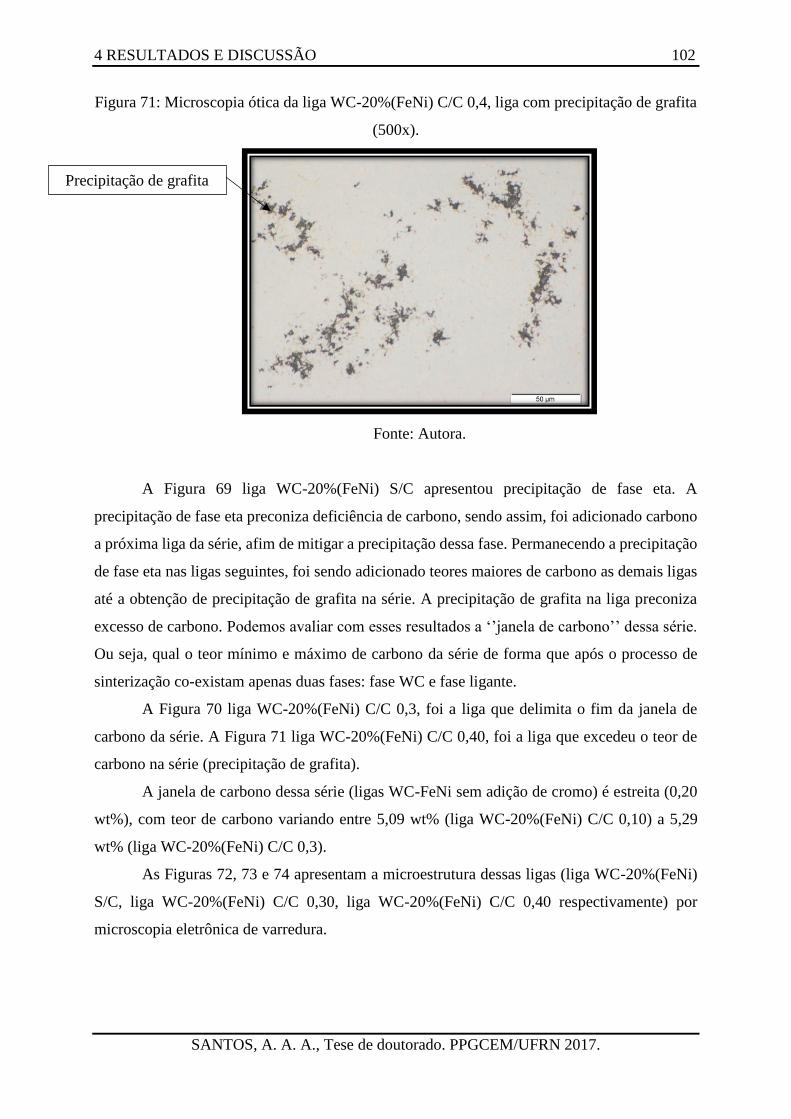
4 RESULTADOS E DISCUSSÃO 102
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 71: Microscopia ótica da liga WC-20%(FeNi) C/C 0,4, liga com precipitação de grafita
(500x).
Fonte: Autora.
A Figura 69 liga WC-20%(FeNi) S/C apresentou precipitação de fase eta. A
precipitação de fase eta preconiza deficiência de carbono, sendo assim, foi adicionado carbono
a próxima liga da série, afim de mitigar a precipitação dessa fase. Permanecendo a precipitação
de fase eta nas ligas seguintes, foi sendo adicionado teores maiores de carbono as demais ligas
até a obtenção de precipitação de grafita na série. A precipitação de grafita na liga preconiza
excesso de carbono. Podemos avaliar com esses resultados a ‘’janela de carbono’’ dessa série.
Ou seja, qual o teor mínimo e máximo de carbono da série de forma que após o processo de
sinterização co-existam apenas duas fases: fase WC e fase ligante.
A Figura 70 liga WC-20%(FeNi) C/C 0,3, foi a liga que delimita o fim da janela de
carbono da série. A Figura 71 liga WC-20%(FeNi) C/C 0,40, foi a liga que excedeu o teor de
carbono na série (precipitação de grafita).
A janela de carbono dessa série (ligas WC-FeNi sem adição de cromo) é estreita (0,20
wt%), com teor de carbono variando entre 5,09 wt% (liga WC-20%(FeNi) C/C 0,10) a 5,29
wt% (liga WC-20%(FeNi) C/C 0,3).
As Figuras 72, 73 e 74 apresentam a microestrutura dessas ligas (liga WC-20%(FeNi)
S/C, liga WC-20%(FeNi) C/C 0,30, liga WC-20%(FeNi) C/C 0,40 respectivamente) por
microscopia eletrônica de varredura.
Precipitação de grafita
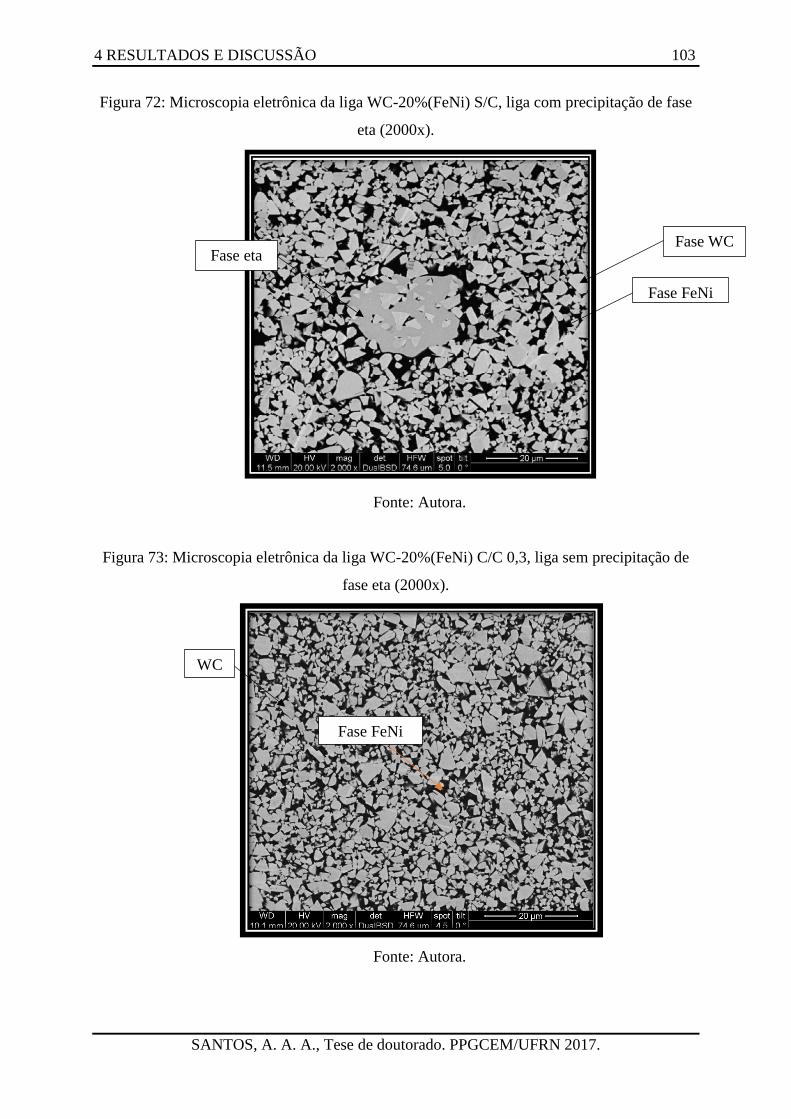
4 RESULTADOS E DISCUSSÃO 103
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 72: Microscopia eletrônica da liga WC-20%(FeNi) S/C, liga com precipitação de fase
eta (2000x).
Fonte: Autora.
Figura 73: Microscopia eletrônica da liga WC-20%(FeNi) C/C 0,3, liga sem precipitação de
fase eta (2000x).
Fonte: Autora.
Fase eta
Fase FeNi
Fase WC
WC
Fase FeNi
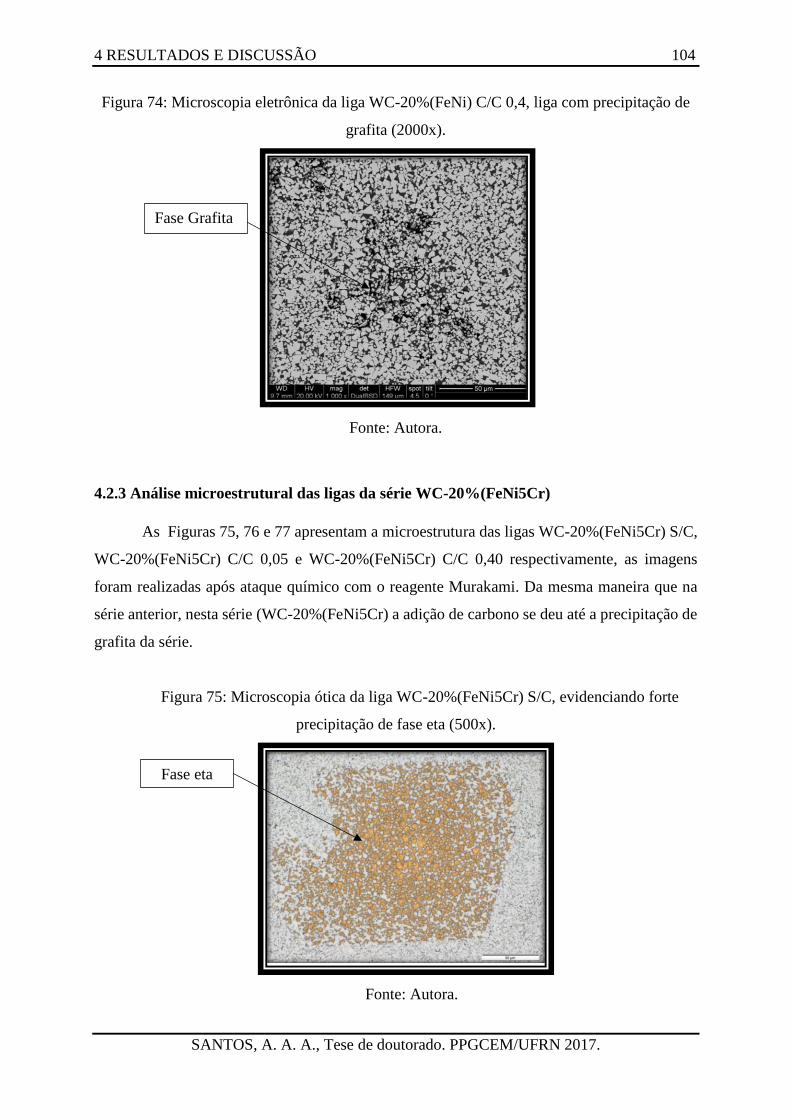
4 RESULTADOS E DISCUSSÃO 104
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 74: Microscopia eletrônica da liga WC-20%(FeNi) C/C 0,4, liga com precipitação de
grafita (2000x).
Fonte: Autora.
4.2.3 Análise microestrutural das ligas da série WC-20%(FeNi5Cr)
As Figuras 75, 76 e 77 apresentam a microestrutura das ligas WC-20%(FeNi5Cr) S/C,
WC-20%(FeNi5Cr) C/C 0,05 e WC-20%(FeNi5Cr) C/C 0,40 respectivamente, as imagens
foram realizadas após ataque químico com o reagente Murakami. Da mesma maneira que na
série anterior, nesta série (WC-20%(FeNi5Cr) a adição de carbono se deu até a precipitação de
grafita da série.
Figura 75: Microscopia ótica da liga WC-20%(FeNi5Cr) S/C, evidenciando forte
precipitação de fase eta (500x).
Fonte: Autora.
Fase Grafita
Fase eta
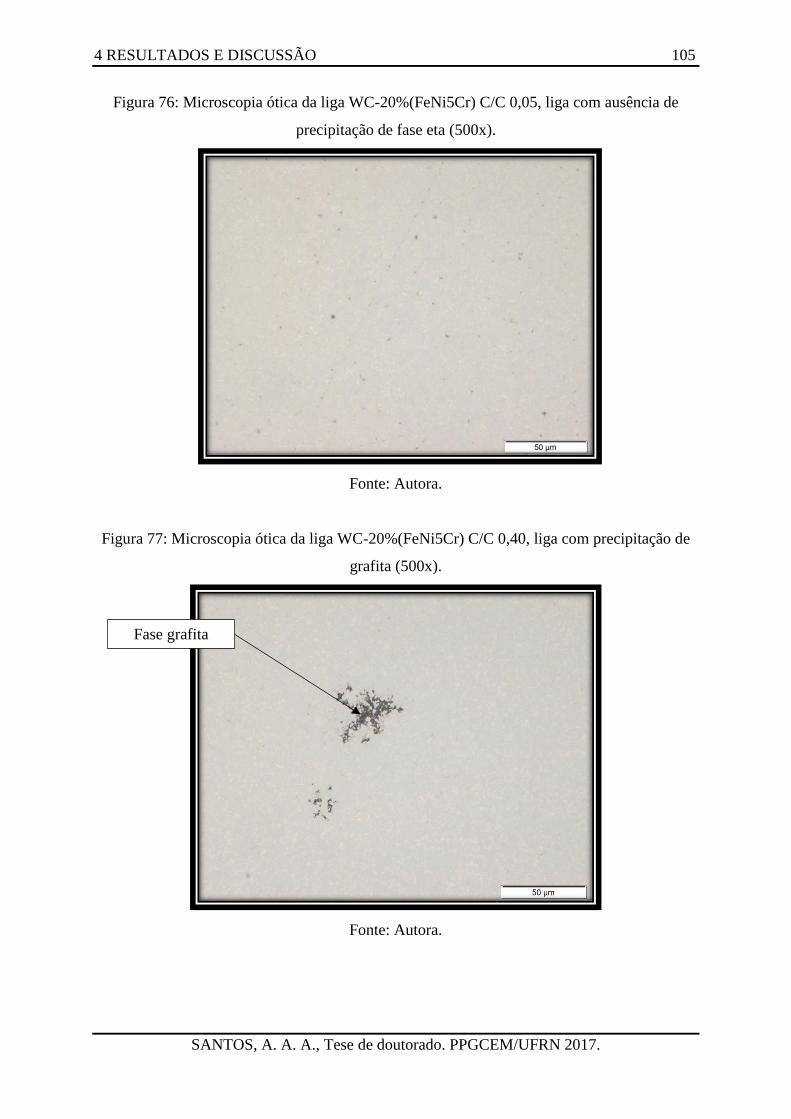
4 RESULTADOS E DISCUSSÃO 105
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 76: Microscopia ótica da liga WC-20%(FeNi5Cr) C/C 0,05, liga com ausência de
precipitação de fase eta (500x).
Fonte: Autora.
Figura 77: Microscopia ótica da liga WC-20%(FeNi5Cr) C/C 0,40, liga com precipitação de
grafita (500x).
Fonte: Autora.
Fase grafita
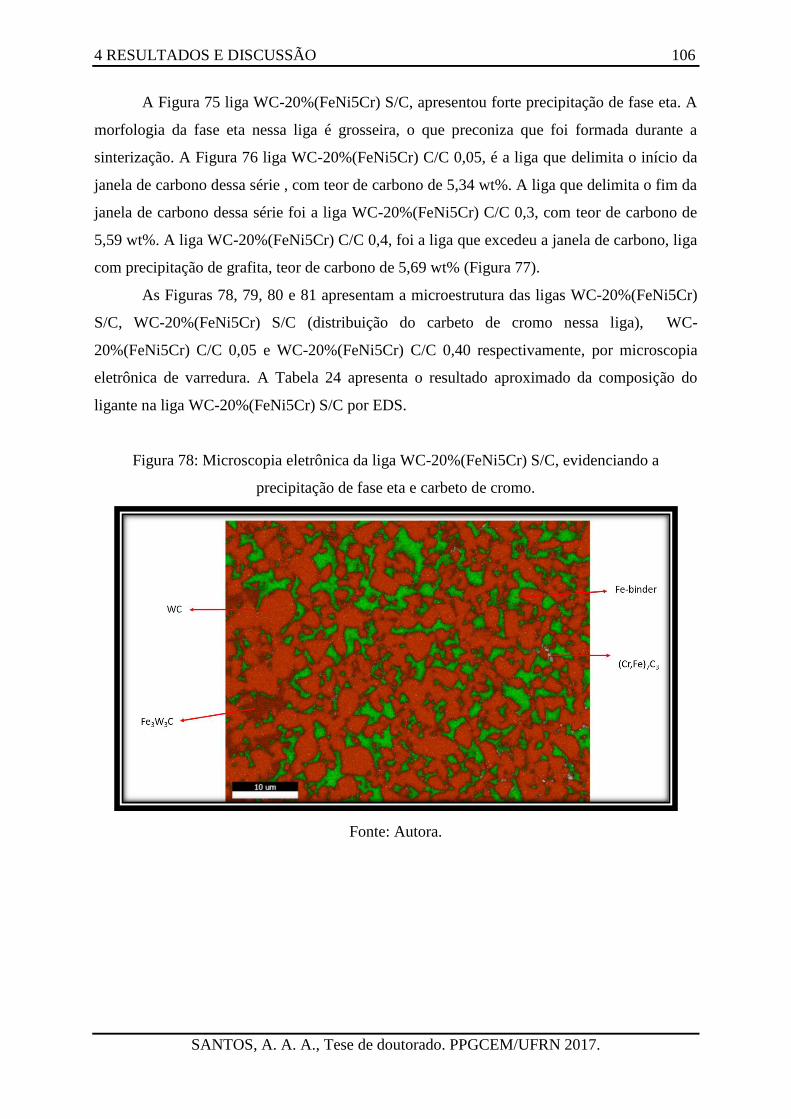
4 RESULTADOS E DISCUSSÃO 106
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
A Figura 75 liga WC-20%(FeNi5Cr) S/C, apresentou forte precipitação de fase eta. A
morfologia da fase eta nessa liga é grosseira, o que preconiza que foi formada durante a
sinterização. A Figura 76 liga WC-20%(FeNi5Cr) C/C 0,05, é a liga que delimita o início da
janela de carbono dessa série , com teor de carbono de 5,34 wt%. A liga que delimita o fim da
janela de carbono dessa série foi a liga WC-20%(FeNi5Cr) C/C 0,3, com teor de carbono de
5,59 wt%. A liga WC-20%(FeNi5Cr) C/C 0,4, foi a liga que excedeu a janela de carbono, liga
com precipitação de grafita, teor de carbono de 5,69 wt% (Figura 77).
As Figuras 78, 79, 80 e 81 apresentam a microestrutura das ligas WC-20%(FeNi5Cr)
S/C, WC-20%(FeNi5Cr) S/C (distribuição do carbeto de cromo nessa liga), WC-
20%(FeNi5Cr) C/C 0,05 e WC-20%(FeNi5Cr) C/C 0,40 respectivamente, por microscopia
eletrônica de varredura. A Tabela 24 apresenta o resultado aproximado da composição do
ligante na liga WC-20%(FeNi5Cr) S/C por EDS.
Figura 78: Microscopia eletrônica da liga WC-20%(FeNi5Cr) S/C, evidenciando a
precipitação de fase eta e carbeto de cromo.
Fonte: Autora.
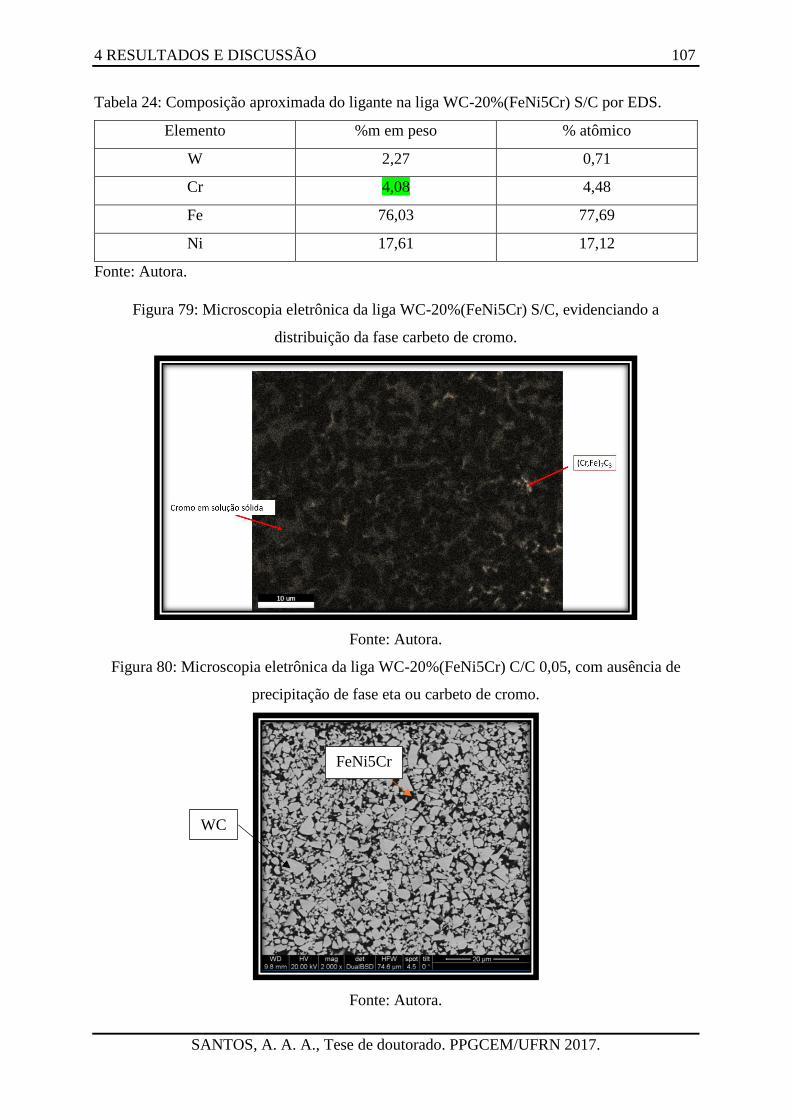
4 RESULTADOS E DISCUSSÃO 107
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Tabela 24: Composição aproximada do ligante na liga WC-20%(FeNi5Cr) S/C por EDS.
Elemento %m em peso % atômico
W 2,27 0,71
Cr 4,08 4,48
Fe 76,03 77,69
Ni 17,61 17,12
Fonte: Autora.
Figura 79: Microscopia eletrônica da liga WC-20%(FeNi5Cr) S/C, evidenciando a
distribuição da fase carbeto de cromo.
Fonte: Autora.
Figura 80: Microscopia eletrônica da liga WC-20%(FeNi5Cr) C/C 0,05, com ausência de
precipitação de fase eta ou carbeto de cromo.
Fonte: Autora.
WC
FeNi5Cr
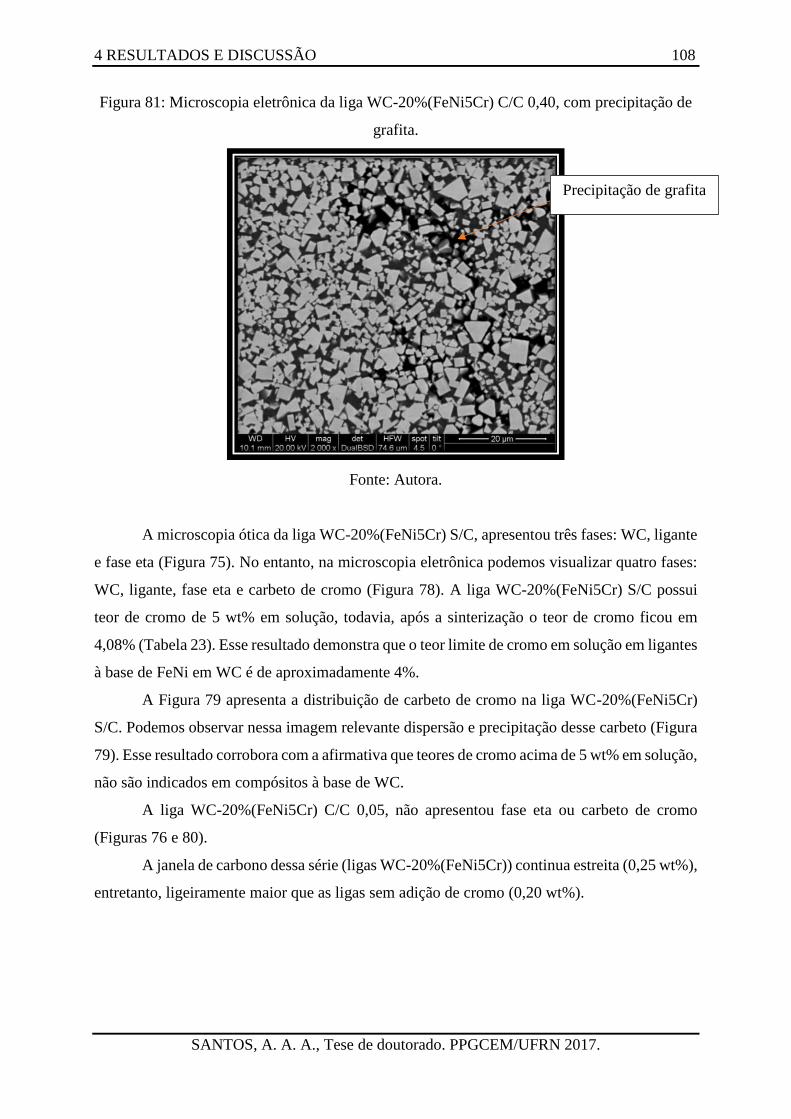
4 RESULTADOS E DISCUSSÃO 108
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 81: Microscopia eletrônica da liga WC-20%(FeNi5Cr) C/C 0,40, com precipitação de
grafita.
Fonte: Autora.
A microscopia ótica da liga WC-20%(FeNi5Cr) S/C, apresentou três fases: WC, ligante
e fase eta (Figura 75). No entanto, na microscopia eletrônica podemos visualizar quatro fases:
WC, ligante, fase eta e carbeto de cromo (Figura 78). A liga WC-20%(FeNi5Cr) S/C possui
teor de cromo de 5 wt% em solução, todavia, após a sinterização o teor de cromo ficou em
4,08% (Tabela 23). Esse resultado demonstra que o teor limite de cromo em solução em ligantes
à base de FeNi em WC é de aproximadamente 4%.
A Figura 79 apresenta a distribuição de carbeto de cromo na liga WC-20%(FeNi5Cr)
S/C. Podemos observar nessa imagem relevante dispersão e precipitação desse carbeto (Figura
79). Esse resultado corrobora com a afirmativa que teores de cromo acima de 5 wt% em solução,
não são indicados em compósitos à base de WC.
A liga WC-20%(FeNi5Cr) C/C 0,05, não apresentou fase eta ou carbeto de cromo
(Figuras 76 e 80).
A janela de carbono dessa série (ligas WC-20%(FeNi5Cr)) continua estreita (0,25 wt%),
entretanto, ligeiramente maior que as ligas sem adição de cromo (0,20 wt%).
Precipitação de grafita
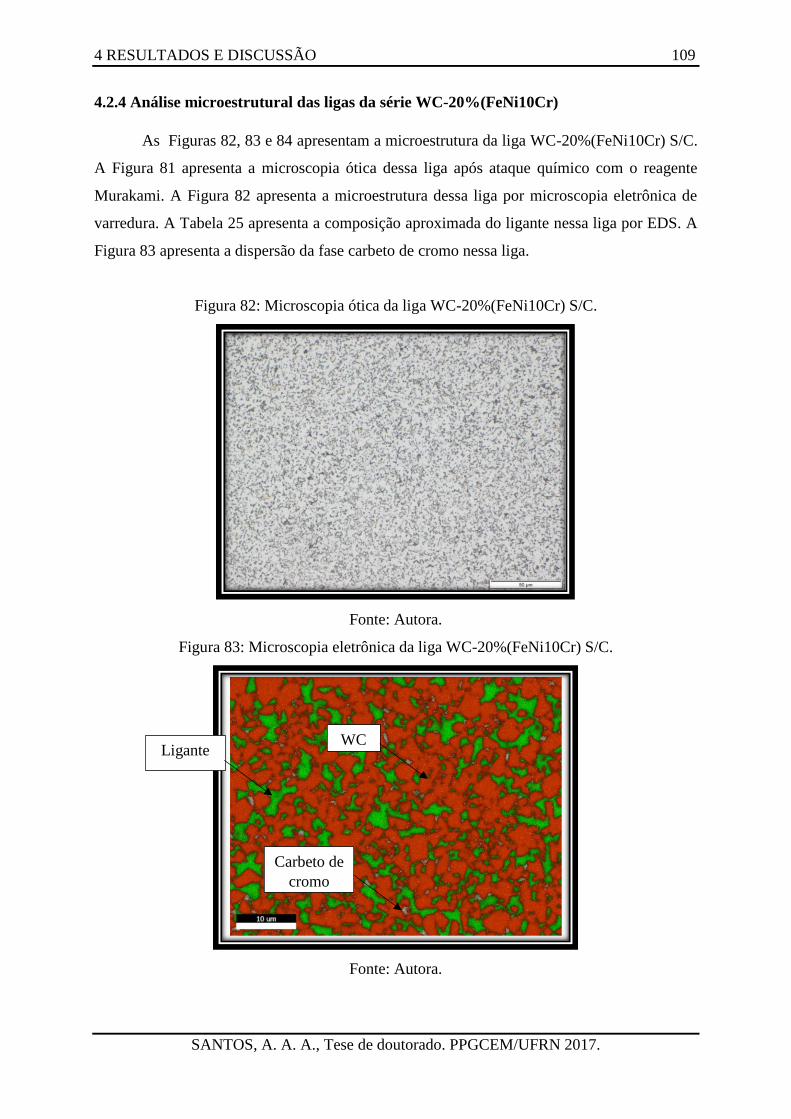
4 RESULTADOS E DISCUSSÃO 109
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
4.2.4 Análise microestrutural das ligas da série WC-20%(FeNi10Cr)
As Figuras 82, 83 e 84 apresentam a microestrutura da liga WC-20%(FeNi10Cr) S/C.
A Figura 81 apresenta a microscopia ótica dessa liga após ataque químico com o reagente
Murakami. A Figura 82 apresenta a microestrutura dessa liga por microscopia eletrônica de
varredura. A Tabela 25 apresenta a composição aproximada do ligante nessa liga por EDS. A
Figura 83 apresenta a dispersão da fase carbeto de cromo nessa liga.
Figura 82: Microscopia ótica da liga WC-20%(FeNi10Cr) S/C.
Fonte: Autora.
Figura 83: Microscopia eletrônica da liga WC-20%(FeNi10Cr) S/C.
Fonte: Autora.
WC
Carbeto de
cromo
Ligante
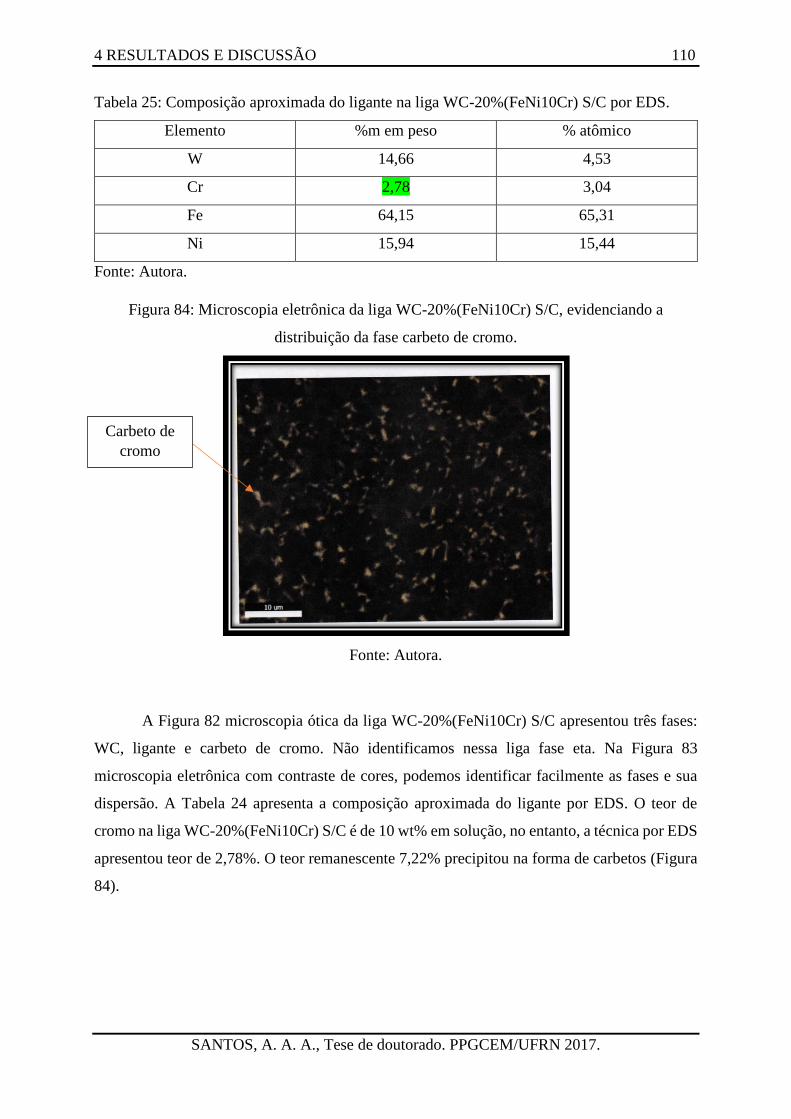
4 RESULTADOS E DISCUSSÃO 110
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Tabela 25: Composição aproximada do ligante na liga WC-20%(FeNi10Cr) S/C por EDS.
Elemento %m em peso % atômico
W 14,66 4,53
Cr 2,78 3,04
Fe 64,15 65,31
Ni 15,94 15,44
Fonte: Autora.
Figura 84: Microscopia eletrônica da liga WC-20%(FeNi10Cr) S/C, evidenciando a
distribuição da fase carbeto de cromo.
Fonte: Autora.
A Figura 82 microscopia ótica da liga WC-20%(FeNi10Cr) S/C apresentou três fases:
WC, ligante e carbeto de cromo. Não identificamos nessa liga fase eta. Na Figura 83
microscopia eletrônica com contraste de cores, podemos identificar facilmente as fases e sua
dispersão. A Tabela 24 apresenta a composição aproximada do ligante por EDS. O teor de
cromo na liga WC-20%(FeNi10Cr) S/C é de 10 wt% em solução, no entanto, a técnica por EDS
apresentou teor de 2,78%. O teor remanescente 7,22% precipitou na forma de carbetos (Figura
84).
Carbeto de
cromo
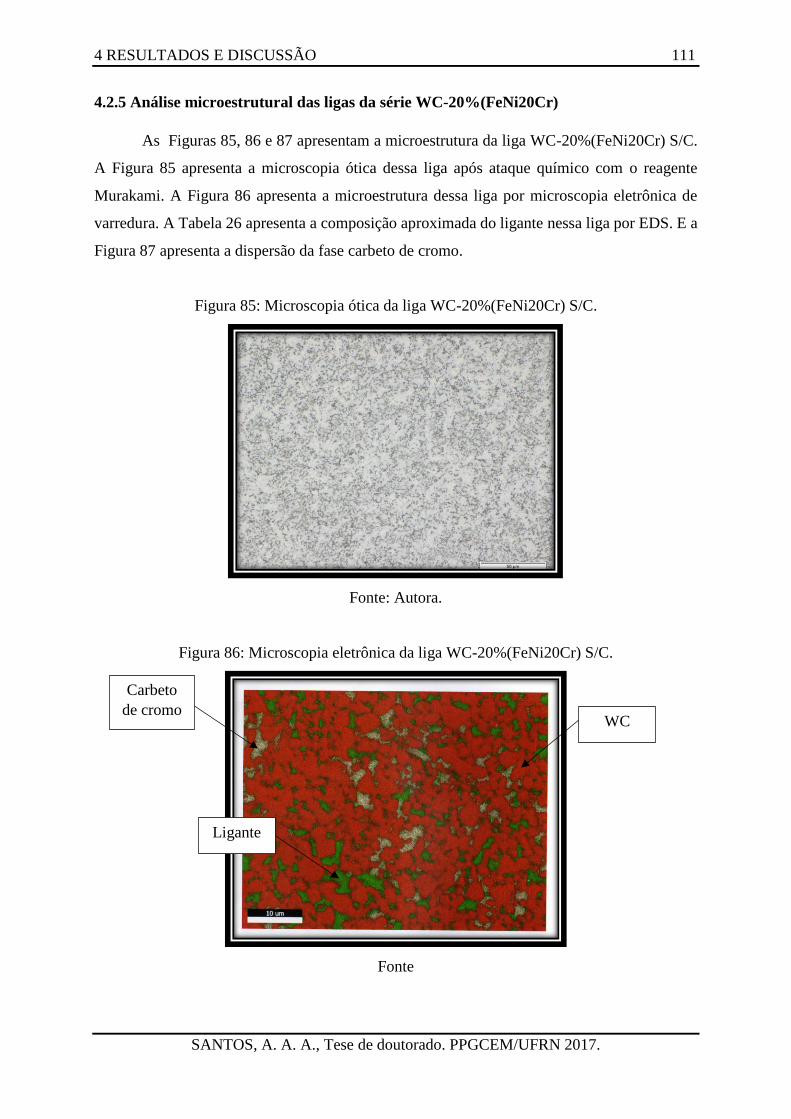
4 RESULTADOS E DISCUSSÃO 111
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
4.2.5 Análise microestrutural das ligas da série WC-20%(FeNi20Cr)
As Figuras 85, 86 e 87 apresentam a microestrutura da liga WC-20%(FeNi20Cr) S/C.
A Figura 85 apresenta a microscopia ótica dessa liga após ataque químico com o reagente
Murakami. A Figura 86 apresenta a microestrutura dessa liga por microscopia eletrônica de
varredura. A Tabela 26 apresenta a composição aproximada do ligante nessa liga por EDS. E a
Figura 87 apresenta a dispersão da fase carbeto de cromo.
Figura 85: Microscopia ótica da liga WC-20%(FeNi20Cr) S/C.
Fonte: Autora.
Figura 86: Microscopia eletrônica da liga WC-20%(FeNi20Cr) S/C.
Fonte
WC
Carbeto
de cromo
Ligante
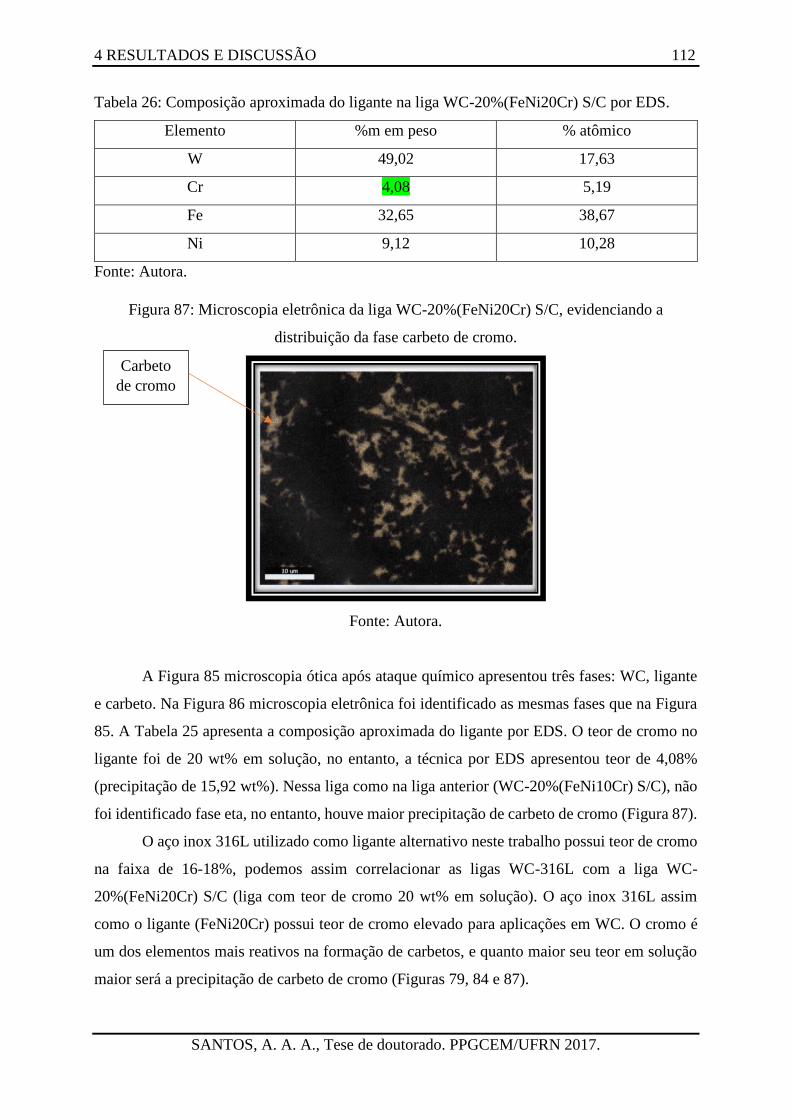
4 RESULTADOS E DISCUSSÃO 112
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Tabela 26: Composição aproximada do ligante na liga WC-20%(FeNi20Cr) S/C por EDS.
Elemento %m em peso % atômico
W 49,02 17,63
Cr 4,08 5,19
Fe 32,65 38,67
Ni 9,12 10,28
Fonte: Autora.
Figura 87: Microscopia eletrônica da liga WC-20%(FeNi20Cr) S/C, evidenciando a
distribuição da fase carbeto de cromo.
Fonte: Autora.
A Figura 85 microscopia ótica após ataque químico apresentou três fases: WC, ligante
e carbeto. Na Figura 86 microscopia eletrônica foi identificado as mesmas fases que na Figura
85. A Tabela 25 apresenta a composição aproximada do ligante por EDS. O teor de cromo no
ligante foi de 20 wt% em solução, no entanto, a técnica por EDS apresentou teor de 4,08%
(precipitação de 15,92 wt%). Nessa liga como na liga anterior (WC-20%(FeNi10Cr) S/C), não
foi identificado fase eta, no entanto, houve maior precipitação de carbeto de cromo (Figura 87).
O aço inox 316L utilizado como ligante alternativo neste trabalho possui teor de cromo
na faixa de 16-18%, podemos assim correlacionar as ligas WC-316L com a liga WC-
20%(FeNi20Cr) S/C (liga com teor de cromo 20 wt% em solução). O aço inox 316L assim
como o ligante (FeNi20Cr) possui teor de cromo elevado para aplicações em WC. O cromo é
um dos elementos mais reativos na formação de carbetos, e quanto maior seu teor em solução
maior será a precipitação de carbeto de cromo (Figuras 79, 84 e 87).
Carbeto
de cromo
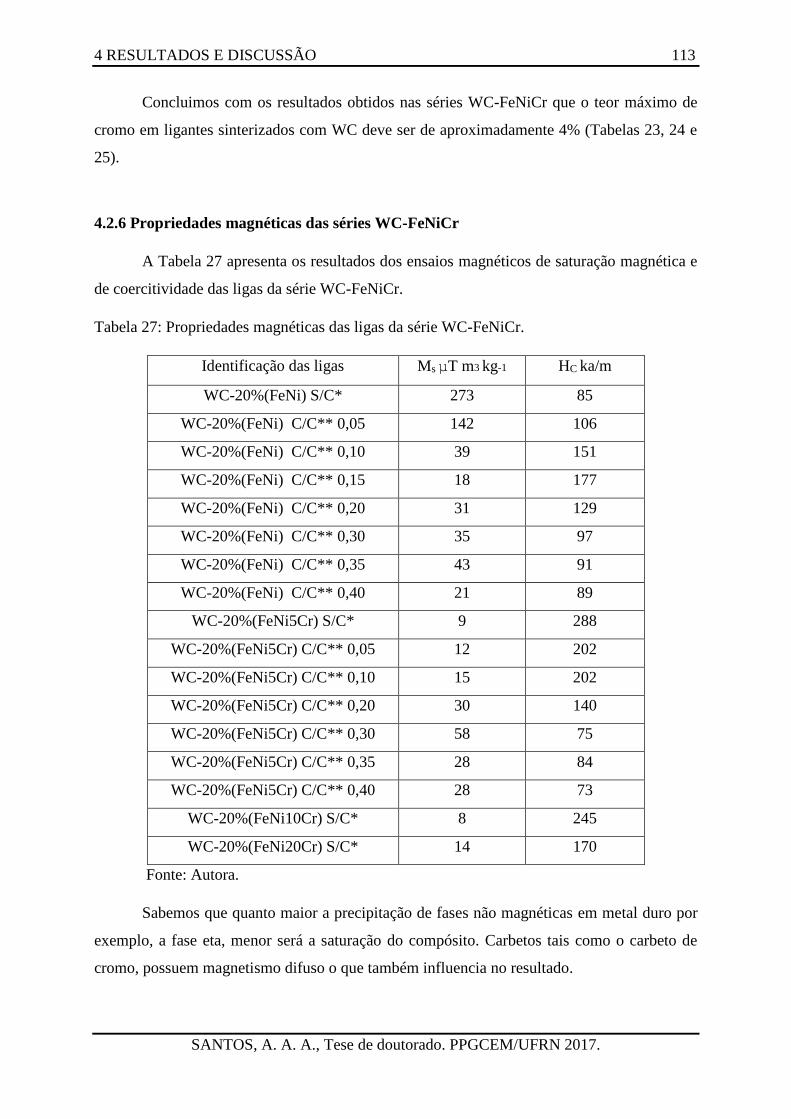
4 RESULTADOS E DISCUSSÃO 113
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Concluimos com os resultados obtidos nas séries WC-FeNiCr que o teor máximo de
cromo em ligantes sinterizados com WC deve ser de aproximadamente 4% (Tabelas 23, 24 e
25).
4.2.6 Propriedades magnéticas das séries WC-FeNiCr
A Tabela 27 apresenta os resultados dos ensaios magnéticos de saturação magnética e
de coercitividade das ligas da série WC-FeNiCr.
Tabela 27: Propriedades magnéticas das ligas da série WC-FeNiCr.
Identificação das ligas Ms μT m3 kg-1 HC ka/m
WC-20%(FeNi) S/C* 273 85
WC-20%(FeNi) C/C** 0,05 142 106
WC-20%(FeNi) C/C** 0,10 39 151
WC-20%(FeNi) C/C** 0,15 18 177
WC-20%(FeNi) C/C** 0,20 31 129
WC-20%(FeNi) C/C** 0,30 35 97
WC-20%(FeNi) C/C** 0,35 43 91
WC-20%(FeNi) C/C** 0,40 21 89
WC-20%(FeNi5Cr) S/C* 9 288
WC-20%(FeNi5Cr) C/C** 0,05 12 202
WC-20%(FeNi5Cr) C/C** 0,10 15 202
WC-20%(FeNi5Cr) C/C** 0,20 30 140
WC-20%(FeNi5Cr) C/C** 0,30 58 75
WC-20%(FeNi5Cr) C/C** 0,35 28 84
WC-20%(FeNi5Cr) C/C** 0,40 28 73
WC-20%(FeNi10Cr) S/C* 8 245
WC-20%(FeNi20Cr) S/C* 14 170
Fonte: Autora.
Sabemos que quanto maior a precipitação de fases não magnéticas em metal duro por
exemplo, a fase eta, menor será a saturação do compósito. Carbetos tais como o carbeto de
cromo, possuem magnetismo difuso o que também influencia no resultado.
4 RESULTADOS E DISCUSSÃO 114
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
A liga WC-20%(FeNi) apresentou maior valor de saturação magnética. O pó do ligante
FeNi apresentou duas fases: Fe-α (fase magnética) e Fe-γ (fase não magnética) (Figura 34).
Após o ensaio de ataque químico eletrolítico da liga WC-20%(FeNi), o difratograma identificou
transformação austenita-ferrita, fato esse que explica o pico de saturação. Na série WC-
20%(FeNi) (série sem adição de cromo) verificamos que à medida que adicionamos carbono as
ligas sua saturação magnética é reduzida. Isso ocorre devido o carbono ser um elemento
austenitizante, ou seja, amplia a establidade da fase austenita (fase não magnética).
A saturação magnética para a série WC-20%(FeNi5Cr) ocorreu comportamento
inverso. À medida que adicionamos carbono as ligas a saturação magnética aumenta (com
exceção das ligas WC-20%(FeNi-5Cr) C/C 0,35 e WC-20%(FeNi-5Cr) C/C 0,40). O cromo é
um elemento ferritizante, amplia a fase ferrítica que é magnética, no entanto, a adição de
carbono amplia a estabilidade da austenita, além de aumentar a estabilidade para a formação de
de carbeto de cromo (fase que possui magnetismo difuso). O carbono também atua modificando
a morfologia do carbeto de tunsgtênio, fato que também influencia nos valores de saturação. Os
valores de saturação magnética dessa série não são de fácil interpretação, uma vez que as fases
envolvidas possuem saturação magnética variavél devido a transformação de fase do ligante
(austenita-ferrita e ferrita-martensita) e da precipitação de carbeto de cromo.
A saturação magnética da liga WC-20%(FeNi-10Cr) S/C, foi a menor de todas as ligas
das séries WC-FeNiCr. O difratograma dessa liga após ataque eletrolítico apresentou estrutura
do ligante austenita (fase não magnética). Também sabemos por meio da microscopia eletrônica
que essa liga apresenta forte precipitação de carbeto de cromo (Figura 84).
A saturação magnética da liga WC-20%(FeNi-20Cr) S/C, tal como na liga com ligante
(FeNi10Cr) foi baixa. O difratograma dessa liga após ataque químico eletrolítico apresentou
duas fases: ferrita e austenita. Essa liga também apresentou maior precipitação de carbeto de
cromo entre todas as ligas das séries WC-FeNiCr (Figura 87).
A coercitividade das ligas das séries WC-FeNi apresentaram dispersão de valores. O
carbeto de cromo em baixos teores é utilizado em metal duro como controlador do tamanho de
grão, e também atua modificando a morfologia do carbeto de tungstênio. O objetivo do ensaio
de coercitividade é mensurar de forma indireta o tamanho de grão do carbeto. Se todas as ligas
da série WC-FeNi foram processadas com o mesmo tamanho de carbeto (6,4 µm), a diferença
de coercitividade se deu devido ao teor de carbono adicionado, visto que o carbono também
atua modificando a morfologia do WC como do teor de cromo adicionado. Por exemplo, da liga
WC-20%(FeNi) S/C para a liga WC-20%(FeNi5Cr) S/C o teor de cromo vai de 0 para 5 wt%
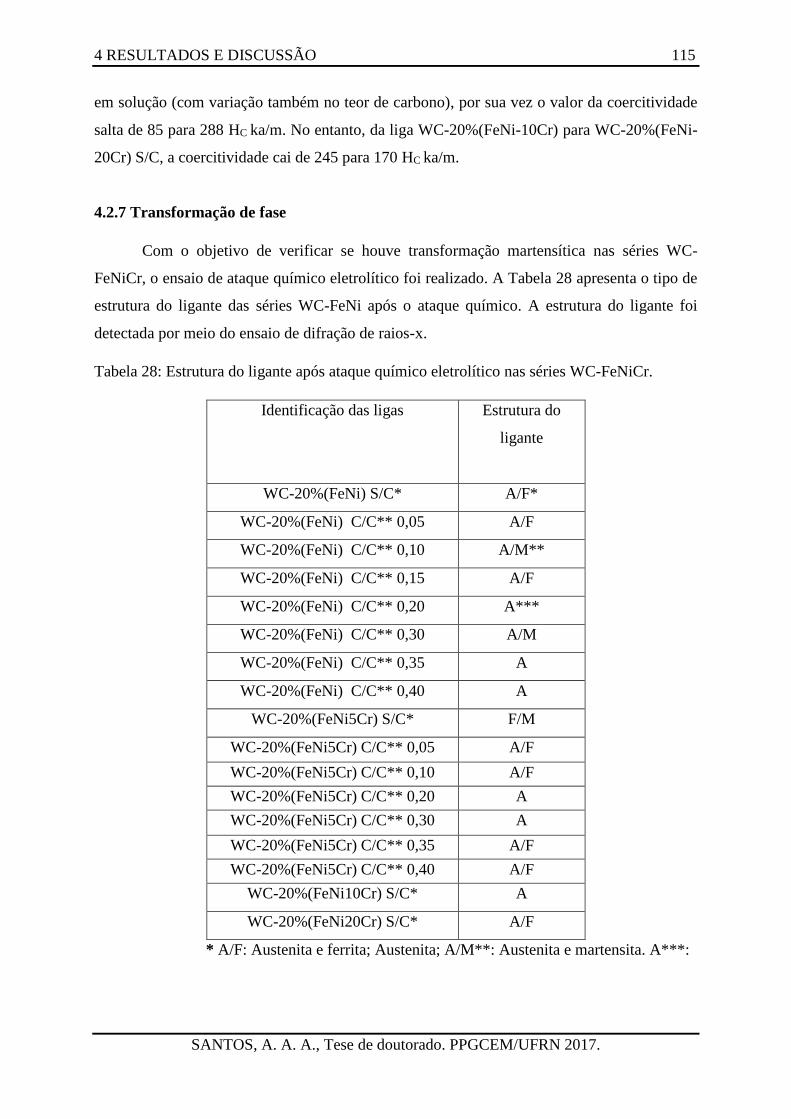
4 RESULTADOS E DISCUSSÃO 115
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
em solução (com variação também no teor de carbono), por sua vez o valor da coercitividade
salta de 85 para 288 HC ka/m. No entanto, da liga WC-20%(FeNi-10Cr) para WC-20%(FeNi-
20Cr) S/C, a coercitividade cai de 245 para 170 HC ka/m.
4.2.7 Transformação de fase
Com o objetivo de verificar se houve transformação martensítica nas séries WC-
FeNiCr, o ensaio de ataque químico eletrolítico foi realizado. A Tabela 28 apresenta o tipo de
estrutura do ligante das séries WC-FeNi após o ataque químico. A estrutura do ligante foi
detectada por meio do ensaio de difração de raios-x.
Tabela 28: Estrutura do ligante após ataque químico eletrolítico nas séries WC-FeNiCr.
Identificação das ligas Estrutura do
ligante
WC-20%(FeNi) S/C* A/F*
WC-20%(FeNi) C/C** 0,05 A/F
WC-20%(FeNi) C/C** 0,10 A/M**
WC-20%(FeNi) C/C** 0,15 A/F
WC-20%(FeNi) C/C** 0,20 A***
WC-20%(FeNi) C/C** 0,30 A/M
WC-20%(FeNi) C/C** 0,35 A
WC-20%(FeNi) C/C** 0,40 A
WC-20%(FeNi5Cr) S/C* F/M
WC-20%(FeNi5Cr) C/C** 0,05 A/F
WC-20%(FeNi5Cr) C/C** 0,10 A/F
WC-20%(FeNi5Cr) C/C** 0,20 A
WC-20%(FeNi5Cr) C/C** 0,30 A
WC-20%(FeNi5Cr) C/C** 0,35 A/F
WC-20%(FeNi5Cr) C/C** 0,40 A/F
WC-20%(FeNi10Cr) S/C* A
WC-20%(FeNi20Cr) S/C* A/F
* A/F: Austenita e ferrita; Austenita; A/M**: Austenita e martensita. A***:
4 RESULTADOS E DISCUSSÃO 116
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Somente as ligas sem adição de cromo sofreram transformação martensítica, ligas WC-
20%(FeNi) C/C 0,10 e WC-20%(FeNi) C/C 0,30. As fases ferrítica e martensítica não são de
fácil diferenciação a partir do difratograma, podendo muitas vezes serem confundidas, liga WC-
20%(FeNi5Cr) S/C (liga com transformação ferrítica e martensítica).
Para a maioria das ligas não ocorreu transformação de fase. A estrutura do ligante
continuou austenita-ferrita tal como no difratograma do pó FeNi utilizado (Figura 34).
4.2.8 Propriedade mecânica de dureza das ligas das séries WC-FeNiCr
Uma das principais propriedades mecânicas em metal duro é a dureza. A dureza em
metal duro varia de 1000 a 2000 HV. É uma propriedade dependente do teor de fase dura, teor
e tipo de fase ligante e tamanho de grão do carbeto. Compósitos WC-10%(FeNi), à depender
ainda da relação Fe:Ni, possuem valores de dureza na faixa de 1500 HV (para WC-
10%(1Fe:1Ni)) a 1800 HV (para WC-10%(10Fe:0Ni)). Neste trabalho todas as ligas possuem
mesma relação Fe:Ni de 82:18 e mesmo teor de ligante, 20 wt%.
A Tabela 29 apresenta o resultado do ensaio mecânico de dureza para as ligas das séries
WC-FeNiCr.
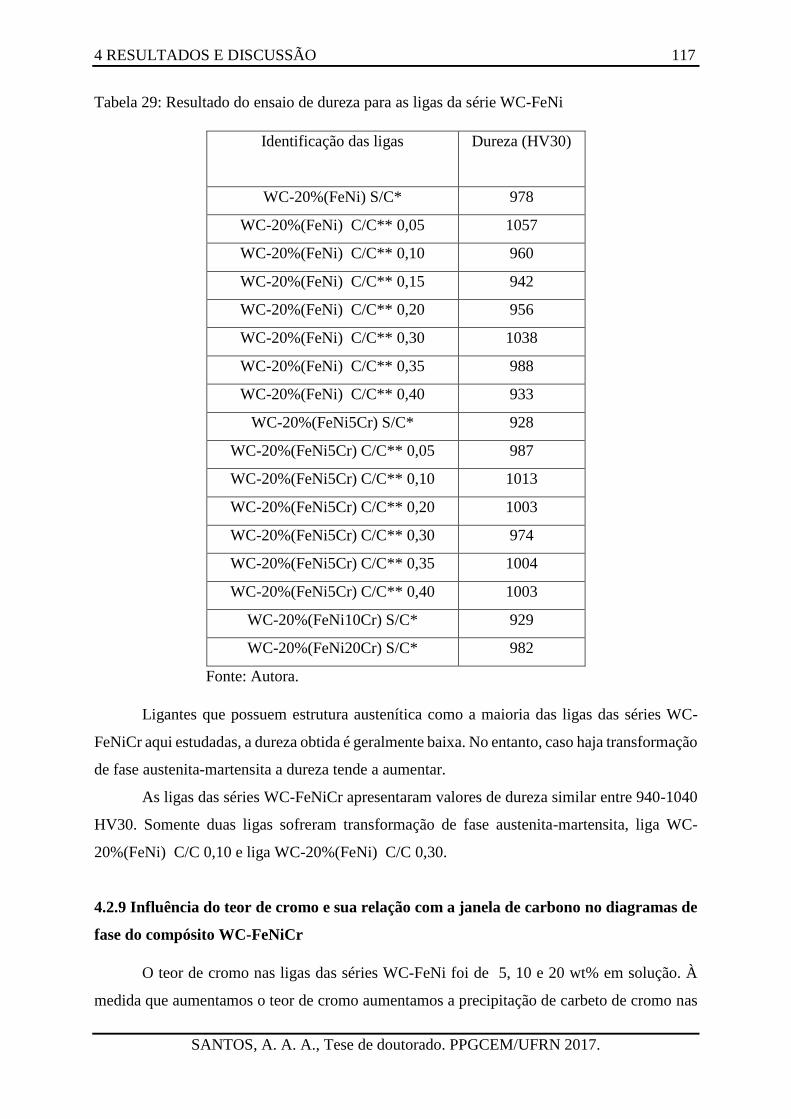
4 RESULTADOS E DISCUSSÃO 117
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Tabela 29: Resultado do ensaio de dureza para as ligas da série WC-FeNi
Identificação das ligas Dureza (HV30)
WC-20%(FeNi) S/C* 978
WC-20%(FeNi) C/C** 0,05 1057
WC-20%(FeNi) C/C** 0,10 960
WC-20%(FeNi) C/C** 0,15 942
WC-20%(FeNi) C/C** 0,20 956
WC-20%(FeNi) C/C** 0,30 1038
WC-20%(FeNi) C/C** 0,35 988
WC-20%(FeNi) C/C** 0,40 933
WC-20%(FeNi5Cr) S/C* 928
WC-20%(FeNi5Cr) C/C** 0,05 987
WC-20%(FeNi5Cr) C/C** 0,10 1013
WC-20%(FeNi5Cr) C/C** 0,20 1003
WC-20%(FeNi5Cr) C/C** 0,30 974
WC-20%(FeNi5Cr) C/C** 0,35 1004
WC-20%(FeNi5Cr) C/C** 0,40 1003
WC-20%(FeNi10Cr) S/C* 929
WC-20%(FeNi20Cr) S/C* 982
Fonte: Autora.
Ligantes que possuem estrutura austenítica como a maioria das ligas das séries WC-
FeNiCr aqui estudadas, a dureza obtida é geralmente baixa. No entanto, caso haja transformação
de fase austenita-martensita a dureza tende a aumentar.
As ligas das séries WC-FeNiCr apresentaram valores de dureza similar entre 940-1040
HV30. Somente duas ligas sofreram transformação de fase austenita-martensita, liga WC-
20%(FeNi) C/C 0,10 e liga WC-20%(FeNi) C/C 0,30.
4.2.9 Influência do teor de cromo e sua relação com a janela de carbono no diagramas de
fase do compósito WC-FeNiCr
O teor de cromo nas ligas das séries WC-FeNi foi de 5, 10 e 20 wt% em solução. À
medida que aumentamos o teor de cromo aumentamos a precipitação de carbeto de cromo nas
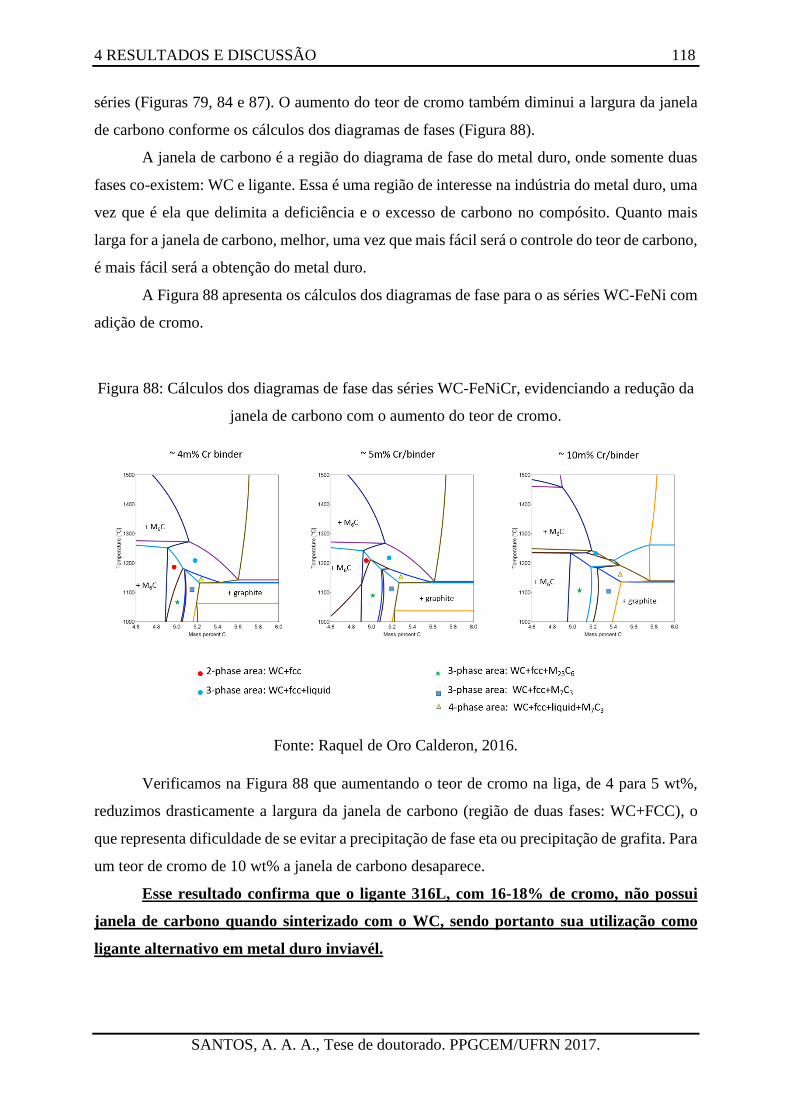
4 RESULTADOS E DISCUSSÃO 118
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
séries (Figuras 79, 84 e 87). O aumento do teor de cromo também diminui a largura da janela
de carbono conforme os cálculos dos diagramas de fases (Figura 88).
A janela de carbono é a região do diagrama de fase do metal duro, onde somente duas
fases co-existem: WC e ligante. Essa é uma região de interesse na indústria do metal duro, uma
vez que é ela que delimita a deficiência e o excesso de carbono no compósito. Quanto mais
larga for a janela de carbono, melhor, uma vez que mais fácil será o controle do teor de carbono,
é mais fácil será a obtenção do metal duro.
A Figura 88 apresenta os cálculos dos diagramas de fase para o as séries WC-FeNi com
adição de cromo.
Figura 88: Cálculos dos diagramas de fase das séries WC-FeNiCr, evidenciando a redução da
janela de carbono com o aumento do teor de cromo.
Fonte: Raquel de Oro Calderon, 2016.
Verificamos na Figura 88 que aumentando o teor de cromo na liga, de 4 para 5 wt%,
reduzimos drasticamente a largura da janela de carbono (região de duas fases: WC+FCC), o
que representa dificuldade de se evitar a precipitação de fase eta ou precipitação de grafita. Para
um teor de cromo de 10 wt% a janela de carbono desaparece.
Esse resultado confirma que o ligante 316L, com 16-18% de cromo, não possui
janela de carbono quando sinterizado com o WC, sendo portanto sua utilização como
ligante alternativo em metal duro inviavél.
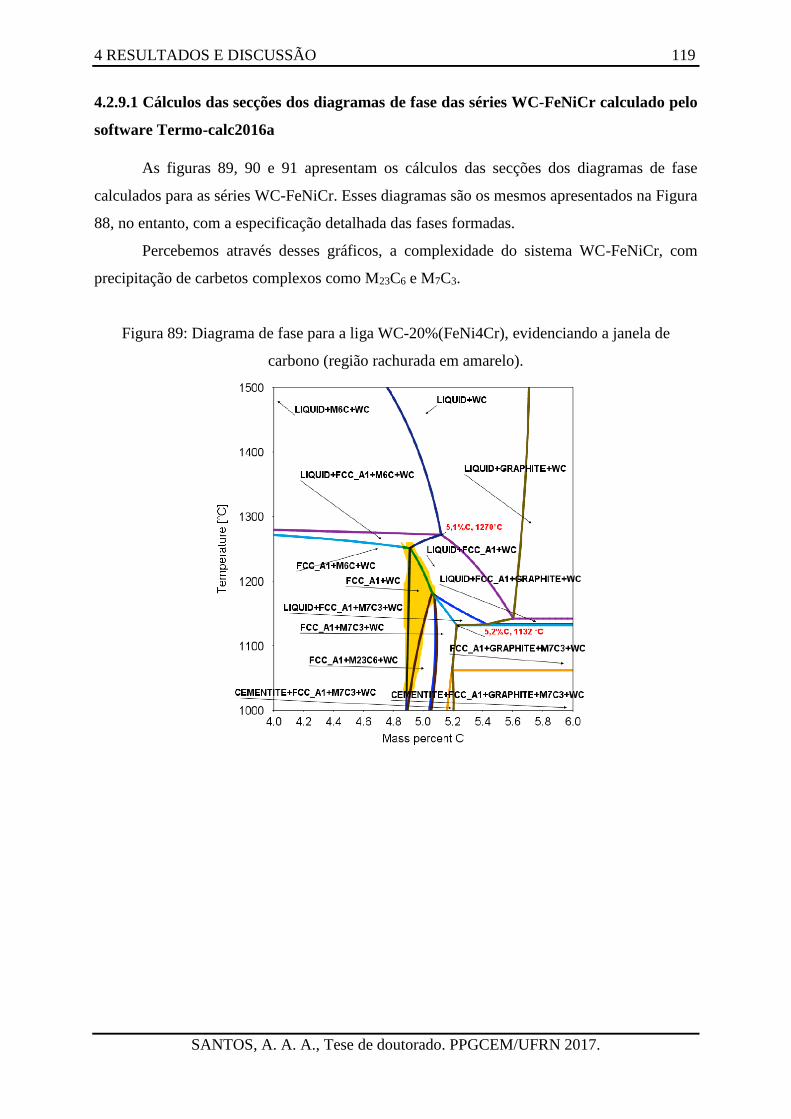
4 RESULTADOS E DISCUSSÃO 119
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
4.2.9.1 Cálculos das secções dos diagramas de fase das séries WC-FeNiCr calculado pelo
software Termo-calc2016a
As figuras 89, 90 e 91 apresentam os cálculos das secções dos diagramas de fase
calculados para as séries WC-FeNiCr. Esses diagramas são os mesmos apresentados na Figura
88, no entanto, com a especificação detalhada das fases formadas.
Percebemos através desses gráficos, a complexidade do sistema WC-FeNiCr, com
precipitação de carbetos complexos como M23C6 e M7C3.
Figura 89: Diagrama de fase para a liga WC-20%(FeNi4Cr), evidenciando a janela de
carbono (região rachurada em amarelo).
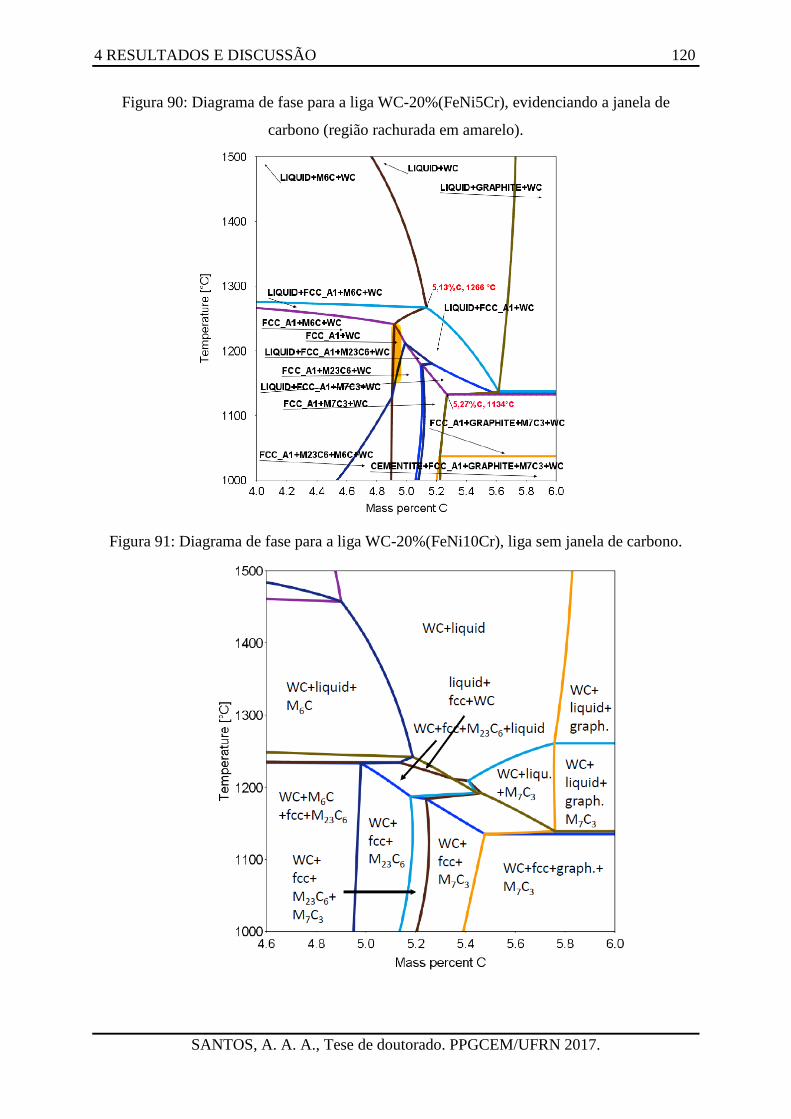
4 RESULTADOS E DISCUSSÃO 120
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
Figura 90: Diagrama de fase para a liga WC-20%(FeNi5Cr), evidenciando a janela de
carbono (região rachurada em amarelo).
Figura 91: Diagrama de fase para a liga WC-20%(FeNi10Cr), liga sem janela de carbono.
5 CONCLUSÃO 121
SANTOS, A. A. A., Tese de doutorado. PPGCEM/UFRN 2017.
O aço inox 316L possui teor de cromo entre 16-18%, o cromo é um dos elementos mais
reativos no que tange a formação de carbetos. A formação de carbeto de cromo em metal duro
não é desejavél uma vez que a formação desse carbeto, está associado a fragilidade da estrutura
do metal duro. O sistema WC-316L estudado nessa tese de doutorado, apresentou em todas as
ligas fase eta e ou carbeto de cromo. O sistema WC-316L é um sistema complexo, com
precipitação de fases duras e frágeis como carbeto de cromo, carbeto de ferro e fase eta. Essas
fases atuam potencializando a concentração de tensões na estrutura do compósito, reduzindo
drasticamente sua resistência mecânica. Em solução com o carbeto de tungstênio, o aço inox
316L, tem seu teor de cromo reduzido em mais de 70% (na fase ligante), sendo o teor
remanescente aproximadamente 13% de cromo, precipitado na forma de carbetos complexos.
O teor de cromo na fase ligante nas ligas da série WC-20%316L ficou em aproximadamente
5% em solução. As ligas da série WC-20%316L não sofreram transformação de fase induzida
pela plasticidade (TRIP). Uma vez demonstrada a inviabilidade do uso do ligante alternativo
316L em carbeto de tungstênio devido ao elevado teor de cromo desse aço, procedeu-se a
segunda etapa do trabalho que foi verificar qual o teor máximo de cromo que pode estar contido
em um ligante à base de FeNi para que possa ser sinterizado com carbeto de tungstênio de forma
que após a sinterização co-existam apenas duas fases: fase carbeto de tungstênio e fase ligante.
Os resultados obtidos das séries com WC-FeNiCr com 5, 10 e 20% de cromo,
apresentaram teor de cromo em solução de aproximamente 4%. Ou seja, o teor máximo de
cromo em solução em ligantes à base de FeNi sinterizados com carbeto de tungstênio é de
aproximadamente 4%. Teor de cromo de até 4% em solução em WC é o limite para que que
não haja precipitação de carbetos. Teores de cromo acima de 4% levam a precipitação de
carbetos complexos e ainda reduz a janela de carbono do compósito. Somente duas ligas da
série WC-FeNi sofreram transformação de fase do tipo TRIP (ligas sem adição de cromo). As
ligas da série WC-FeNi com adição de cromo de 5, 10 e 20% não sofreram transformação de
fase do tipo TRIP. Os resultados obtidos e discutidos das séries WC-FeNiCr comprovam e
reforçam que o aço inox 316L com 16-18% de cromo, não pode ser utilizado como ligante em
carbeto de tungstênio, uma vez que, esse aço possui teor de cromo acima do teor toleravél em
metal duro.
REFERÊNCIAS 122
SANTOS, A. A. A., Tese de doutorado – PPGCEM UFRN 2017.
AGTE C. Entwicklung der Hartmetalltechnik während der letzten Jahre in der
Deutschen Demokratischen Republik. Neue Hütte. 1957.
AGTE C. Development of the tungsten carbide technology in the GDR. Neue Hütte.
1992.
AKESSON, L. An experimental and thermodynamic study of the Co-W-C system in
the temperature range 1473-1698 K. Thesis. Sweden. University of Stockholm. 1982.
ANDREN, H. O., Microstructure of cemented carbides. Materials and design. 2001.
BERGSTRÖM M. The eta-carbides in the quaternary system Fe–W–C–Cr at 1250
°C. Mater Sci Eng. 1977.
BOLTON, D., KEELY, R. J., Effects of nonstoichiometric carbon contents on the
fracture toughness of WC-Co hardmetals alloys. International Jornal of Refractory
Metals and Hard metals. 1982.
BOCK A., Thesis. On grain growth of ultrafine WC durin powder carburization and
hard metal sintering. TUWIEN. 1995.
CHAPOROVA IN, SHCHETLINA YEA. Investigations of the carburizing process in
tungsten carbide hard alloys with cobalt and nickel. Hard Met Prod Technol Res
USSR. 1964.
CVD Diamond, http://www.e6cvd.com/cvd/page.jsp?pageid=349.
CVD Diamond, http://www.e6cvd.com/cvd/page.jsp?pageid=348.
COMPREHENSIVE HARD MATERIALS., Editor by: Daniele Mari, Luis Llanes,
Christopher. Elsevier. 2014.
REFERÊNCIAS 123
SANTOS, A. A. A., Tese de doutorado – PPGCEM UFRN 2017.
DOI, FUJIWARA, MIYAKE., Mechanisms of Plastic Deformation and dislocation
damping of cemented carbides. Transactions of the Metallurgical Society. 1969.
ETTMAYER P. SEIFAHRT H. Über eine neue chi-phase im system Co-Cr-W-C. 1969.
EXNER E GURLAND., A review of parameters influencing some mechanical
properties of Tungsten carbide cobalt alloys. Powder Metallurgy. 1970.
FANG., Liquid Phase Sintering of functionally graded WC-Co Composites. Scripta
Materiala. 2005.
GERMAN, R. M., A-Z of Powder Metallurgy. Oxford. UK. Elsevier Advances
Tecnology. 2005.
GERMAN, R. M., SURI, P., PARK, S. J. Review: liquid phase sintering. Journal of
Materials Science. 2009.
GOMES, U. U. Tecnologia dos Pós: Fundamentos e Aplicações. Natal. Ed. UFRN.
1995.
GOLDSCHMIDT HJ. The structure of carbides in alloy steels part II—carbide
formation in high-speed steels. J Iron Steel Inst. 1952.
GUILLERMET AF. Thermodynamic properties of the Co–W–C system. Metall
Trans. 1989.
GUILLERMET AF. An assessment of the Fe–Ni–W–C phase diagram. Metallkunde.
1987.
GUILLERMET AF. The Co–Fe–Ni–W–C phase diagram: a thermodynamic
description and calculated sections for (Co–Fe–Ni) bonded cemented WC tools.
Metallkunde. 1989.
REFERÊNCIAS 124
SANTOS, A. A. A., Tese de doutorado – PPGCEM UFRN 2017.
GUSEV, AI. KURLOV, AS. Tungsten carbides and W–C phase diagram. Inorg
Mater. 2006.
GUSTAFSON P. A. Thermodynamic evaluation of the C–Cr–Fe–W system. Metall
Trans. 1988.
GRIES. B., Selection Criteria of Fe Containing Hardmetal Binders for Metal Cutting
Tools. EURO PM2009 Kopenhagen; Hard Materials III. 2009.
GRUTER M. Thesis: Untersuch ungen in den Systemen Co–C, Co–WC. Germany,
Münster 1959.
HOLLECK, H. Annual Report, Aufbau, Herstellung, und Eigenschaften
hochschmelzender Verbindungen and Systeme (Harstoffe und Hartmetalle), KfK-Ext.
6/78-1, Institute for Materials and Solid State Research, Kernforschungszentrum in
Karlsruhe, Germany. 57–65 including English translation of Oberacker R. et al.,
“Properties of tungsten carbide hard metals with Fe–Co–Ni binder alloys, part I:
effect of the composition, including carbon content’’. 1977.
HOLLECK H. Constitutional aspects in the development of new hard materials.
1983.
KAKESHITA T, WAYMAN CM. Martensitic transformations in cermets with
metastable austenitic binder I: WC–(Fe–Ni–C). Mater Sci Eng. 1991.
KINGERY, W. D. Densification during sintering in the presence of a liquid phase.
Journal of applied physics. 1959.
LENGAUER, W., Hard Metals and Cermet’s: Actual tendencies of development.
2012.
LENEL, F. V. Sintering in the presence of a liquid phase. Transactions of the
metallurgical society of AIME. 1948.
REFERÊNCIAS 125
SANTOS, A. A. A., Tese de doutorado – PPGCEM UFRN 2017.
L.O. SIMONSEN, ET AL., Cobalt metabolism and toxicology – a brief update.
Science of the Total Environment, Vol. 432, p. 210-215, 2012.
LUYCKX, S., SACKS., LOVE, A., Increasing the abrasion resistance without
decreasing the toughness of WC-Co of a wide range of compositions and grain sizes.
International Journal of Refractory Metals and Hard Materials. 2007.
MAHALE, A. E., Phase diagrams for ceramics., X. USA. American Ceramic Society.
1994.
MARKSTRÖM A, SUNDMAN B, FRISK K. A revised thermodynamic description
of the Co–W–C system. J Phase Equilib Diffus. 2005
MOSKOVITZ D, FORD MJ, HUMENIK M. High strength tungsten carbides. Int J
Powder Metall. 1970.
MOSKOWITZ D. Abrasion resistant iron–nickel bonded tungsten carbide. Mod Dev
Powder Metall. 1977.
PENRICE TW. Alternative binders for hard metals. Carbide Tool J. 1988.
PERCHELA, A., WILLIAMS, W. S., Room Temperature Thermal Conductivity of
Cemented Transition Metal Carbides. Journal of the American Ceramic Society. 1988.
PETERS, C. T., The relationship between palmqvist Indentation Toughness and bulk
fracture toughness for some WC-Co cemented carbides. Journal of Materials Science.
1979.
POLLOCK CB, STADELMAIER HH. The eta carbides in the Fe–W–C and Co–W–
C systems. Metal Trans. 1970.
PRAKASH L. Development of tungsten carbide hardmetals using iron based binder
alloys. [PhD Thesis] Germany: University of Karlsruhe. 1979.
REFERÊNCIAS 126
SANTOS, A. A. A., Tese de doutorado – PPGCEM UFRN 2017.
PRAKASH L, HOLLECK H, THÜMMLER F, WALTER P. The influence of the
binder composition on the properties of WC–Fe/Co/Ni. Mod Dev Powder Metall.
1981.
RAGHUNAHAN S, CARON R, SANDELL P. Tungsten carbide technologies. Adv
Mater Processes. 1996.
RAQUEL DE ORO CALDERON. Institute of Chemical Technology and Analytics at TU
Wien. 2016.
RAUTALA P, NORTON JT. Tungsten–cobalt–carbon system. Trans AIME. 1952.
RAVICHANDRAN, K. S., Fracture toughness of two phase WC-Co cermet’s. Acta
Metallurgica et Materialia. 1994.
RUDY E, CHANG YA. Plansee Proceedings. 1964.
SANDVIK. CEMENTED CARBIDE. New developments and applications, Ref. no. H-
9116 ENG., 2005.
SCHEDLER, W., Hartmetall für den Praktiker. Düsseldorf. 1988.
SCHRÖTER K. Gesinterte harte Metallegierungen und Verfahren zu ihrer Herstellung.
1923.
SCHUBERT, W. D., LASSNER. Cemented Carbides – A Sucess story. Tungsten
Industry Association (ITIA). 2010.
SIGL, L. S., EXNER., FISCHMEISTER, H. F., Science of Hard Metals. UK. 1986.
SIGL, L. S., EXNER., Experimental study of the mechanics of fracture in WC-Co
alloys. Metallurgy and Materials Transactions. 1987.
REFERÊNCIAS 127
SANTOS, A. A. A., Tese de doutorado – PPGCEM UFRN 2017.
SILVA, A. G. P., Sinterização e crescimento de grão em ligas de metal duro á base
de carbeto de tungstênio. Tese de doutorado. TUWIEN. 1996.
SMITHELLS. Metals Reference Book (8 ed). Chap. 22.
SPEAR AND DISMUKES. Synthetic Diamond – Emerging CVD Science and
Tecnology. Wiley. NY. ISBN 978-0-471-53589-8. 1994.
STECHER P, BENESOVKY F, NOWOTNY H. Chromium–tungsten–carbon system.
Planseeber Pulvermet. 1964.
TAKEDA S. A. metallographic study of the action of the cementing materials for
cemented tungsten carbide. Sci. Rep. Tohôku Univ. Honda-Festband; 1936.
TAKEDA S. Technol Rep Tohoku Imp Univ. 1931.
TRACEY VA. Nickel in hardmetals. Refract Met Hard Mater. 1992.
THÜMMLER, F., OBERACKER, R. An Introduction to Powder Metallurgy. The
Institute of Materials. 1993.
TRENT, E. M., Metal Cutting 3ed. Oxford. London. 1991.
UHRENIUS B. Phase diagrams as a tool for production and development of
cemented carbides and steels. Powder Metall. 1992.
UHRENIUS B, FRONDELL S. Met Sci 1977.
VISWANADHAM RK, LINDQUIST PG. Transformation-toughening in cemented
carbides. Metall Trans A. 1987.
REFERÊNCIAS 128
SANTOS, A. A. A., Tese de doutorado – PPGCEM UFRN 2017.
Z. ZAK FANG, MARK C. KOOPMAN., Cemented Tungsten Carbide Hard metal –
An Introduction. Department of Metallurgical Engineering, University of Utah, Salt
Lake City, UT, USA. Elsevier. 2014.
ZHANG, FANG, E BELNAP. Quasi plastic deformation of WC-Co composites
loaded with a spherical indenter. Metallurgy and Materials Transactions. 2007.
WIKIPEDIA. https://pt.wikipedia.org/wiki/Microscopio_eletronico_de_varredura.
WOLF M, HELLDÖRFER A, SCHMIDT D. Sintered Properties of Cemented
Carbides Manufactured with Different Binder Alloys. PM2010 Florence. 2010.





























