Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL
ESCOLA DE ENGENHARIA
ENGENHARIA DE MATERIAIS
ENG 02298 TRABALHO DE DIPLOMAÇÃO
ESTUDO DA INTERAÇÃO AÇO/ATMOSFERA EM FORNOS DE TRATAMENTO TÉRMICO
Aluno: Rafael Wagner Florêncio dos Santos Matrícula: 2801/97-5
Professor Orientador: Nestor Cezar Heck
Setembro de 2002

2
sumário 1. Introdução.................................................................................................................................................8 2. REVISÃO BIBLIOGRÁFICA.................................................................................................................9
2.1 FUNDAMENTOS DO COMPORTAMENTO DOS GASES............................................................9 2.1.1 Pressão gasosa .............................................................................................................................9 2.1.2 Difusão ......................................................................................................................................10 2.1.3 Densidade ..................................................................................................................................10 2.1.4 Viscosidade ...............................................................................................................................11 2.1.5 Efeito da temperatura no estado dos gases ................................................................................11
2.2 PRINCIPAIS GASES E VAPORES ................................................................................................12 2.2.1 Oxigênio ....................................................................................................................................12 2.2.2 Nitrogênio..................................................................................................................................12 2.2.3 Dióxido de carbono e monóxido de carbono .............................................................................13 2.2.4 Hidrogênio.................................................................................................................................14 2.2.5 Hidrocarbonetos ........................................................................................................................16
2.3 REAÇÕES ENTRE OS GASES NAS ATMOSFERAS DE FORNOS ...........................................16 2.3.1 Dióxido de carbono mais hidrogênio.........................................................................................18 2.3.2 Reação do gás d’água ................................................................................................................18
2.4 CLASSIFICAÇÃO DAS ATMOSFERAS PREPARADAS............................................................20 2.5 PERIGO DAS ATMOSFERAS DOS FORNOS..............................................................................20
2.5.1 Risco de fogo.............................................................................................................................20 2.5.2 Risco de explosão ......................................................................................................................21 2.5.3 Toxidade....................................................................................................................................21
2.6 ATMOSFERAS DE BASE EXOTÉRMICA ...................................................................................21 2.6.1 Atmosferas exotérmicas ricas ....................................................................................................22
2.6.1.1 Produção do gás..................................................................................................................23 2.6.2 Atmosferas exotérmicas pobres.................................................................................................23
2.6.2.1 Produção do gás..................................................................................................................24 2.7 ATMOSFERAS DE BASE ENDOTÉRMICA ................................................................................25
2.7.1 Aplicações .................................................................................................................................25 2.7.2 Geração de atmosferas endotérmicas.........................................................................................25
2.8 ATMOSFERAS EM BASE DE NITROGÊNIO PREPARADO .....................................................27 2.8.1 Classificação..............................................................................................................................27 2.8.2 Vantagens e desvantagens .........................................................................................................27 2.8.3 Aplicações .................................................................................................................................28
2.9 ATMOSFERAS EM BASE DE NITROGÊNIO COMERCIAL .....................................................29 2.9.1 Tipos de atmosferas em base de nitrogênio comercial ..............................................................29
2.9.1.1 Atmosferas protetivas .........................................................................................................30 2.9.1.2 Atmosferas reativas ............................................................................................................30 2.9.1.3 Atmosferas com carbono controlado ..................................................................................31
2.9.2 Vantagens ..................................................................................................................................31 2.9.3 Componentes .............................................................................................................................33 2.9.4 Aplicações .................................................................................................................................33
3. PROCEDIMENTO EXPERIMENTAL .................................................................................................35 3.1 Trabalho prático................................................................................................................................35
3.1.1 Dados gerais ..............................................................................................................................35 3.1.1.1 Material...............................................................................................................................35 3.1.1.2 Atmosfera ...........................................................................................................................35 3.1.1.3 Fornos.................................................................................................................................36 3.1.1.4 Medidor de gases ................................................................................................................37
3.1.2 Metodologia empregada ............................................................................................................37 3.1.2.1 Esferoidização ....................................................................................................................37 3.1.2.2 Coleta dos gases .................................................................................................................38 3.1.2.3 Análise metalográfica .........................................................................................................38
3.2 Trabalho teórico................................................................................................................................39 3.2.1 Programa de simulação..............................................................................................................39 3.2.2 Simulações.................................................................................................................................39
3.2.2.1 Sistema de equilíbrio Fe-O .................................................................................................39 3.2.2.2 Decomposição do vapor d’água..........................................................................................40 3.2.2.3 Interação aço/atmosfera do forno .......................................................................................40

3
4. RESULTADOS E DISCUSSÃO............................................................................................................46 4.1 Trabalho prático................................................................................................................................46
4.1.1 Coleta dos gases ........................................................................................................................46 4.1.2 Análise metalográfica ................................................................................................................47
4.2 trabalho teórico.................................................................................................................................49 4.2.1 Sistemas de equilíbrio Fe-O e decomposição do vapor d’água .................................................49 4.2.2 Interação aço/atmosfera do forno ..............................................................................................50
5. CONCLUSÕES......................................................................................................................................53 6. SUGESTÕES PARA OUTROS TRABALHOS ....................................................................................54 7. BIBLIOGRAFIAS..................................................................................................................................55

4
LISTA DE FIGURAS
Figura 1 – Curvas de equilíbrio para formação dos óxidos FeO/Fe3O4 quando o ferro é aquecido em uma atmosfera CO/CO2 ......................................................14
Figura 2 - Curvas de equilíbrio para formação dos óxidos FeO/Fe3O4 quando o ferro é aquecido em uma atmosfera H2/H2O.......................................................16
Figura 3 – Composição da atmosfera exotérmica em função da relação ar-metano22 Figura 4 – Fotografia de um dos fornos utilizados no tratamento térmico.............37 Figura 5 – Fotografia do medidor de gases instalado para coleta ........................38 Figura 6 – Imagem mostrando os valores inseridos no programa de simulação ....45 Figura 7- Micrografia obtida na região superficial do aço. Observa-se uma
descarbonetação nesta região. .................................................................48 Figura 8 – Gráfico Temperatura x Log p(O2).....................................................50 Figura 9 – Resultados obtidos na simulação do sistema teórico...........................51

5
LISTA DE TABELAS
Tabela 1: Propriedades de gases e vapores comuns..........................................11 Tabela 2 – Composição química do aço SAE 10B22 ...........................................35 Tabela 3 – Características do nitrogênio empregado..........................................36 Tabela 4 – Resultados obtidos no forno com fios-máquina com carepa ................46 Tabela 5 – Resultados obtidos no forno vazio ...................................................46 Tabela 6 – Resultados obtidos no forno com fios-máquina sem carepa ................47

6
RESUMO
O presente trabalho mostra as atmosferas mais importantes
que são utilizadas em fornos de tratamento térmico. Além do mais,
dados práticos foram obtidos na esferoidização de um aço SAE
10B22, que utilizou uma atmosfera em base de nitrogênio comercial.
Para a verificação destes dados, foi realizado um trabalho teórico,
onde foram feitos cálculos para obtenção de um sistema teórico
semelhante ao sistema real. Os dados teóricos obtidos foram
simulados em um programa de simulações termodinâmicas.

7
ABSTRACT
The present work shows the most important atmospheres that
are used in heat treating furnaces. Besides, pratical data was
obtained from a spheroidizing heat treatment of a SAE 10B22 steel,
that used a prepared nitrogen-based atmosphere. For the verification
of these data, a theoretical work was accomplished where was made
calculations for obtaining of a theoretical system similar to the real
system. The obtained theoretical data were simulated in a program of
thermodynamic simulations.

8
1. INTRODUÇÃO
O controle da atmosfera dos fornos é de extrema importância
para se conseguir um tratamento térmico bem sucedido com uma
boa precisão na obtenção das especificações metalúrgicas requeridas.
A prevenção da oxidação da superfície quando os metais são
expostos a temperaturas elevadas é uma das atribuições da
atmosfera do forno. Quando propriamente aplicada e controlada esta
atmosfera é a fonte de elementos em alguns tratamentos térmicos,
como a nitretação; provoca a limpeza superficial de peças que
sofreram outros processos e é um ambiente protetor contra efeitos
adversos do ar quando metais são expostos à alta temperatura.
O estudo da interação entre a carga e a atmosfera do forno é
de extrema importância, pois através deste estudo poderá haver uma
previsão se as propriedades mecânicas do material submetido ao
tratamento térmico será afetada de acordo com os componentes
presentes na atmosfera do forno.
O objetivo deste trabalho é a verificação dos dados práticos que
serão obtidos em uma esferoidização de um aço SAE 10B22,
utilizando uma atmosfera em base de nitrogênio comercial, através
da termodinâmica computacional. A verificação destes dados será
realizada através de cálculos e de simulações feitas em um programa
de simulação termodinâmica, onde o sistema teórico encontrado
deverá ser o mais semelhante possível com o sistema real.

9
2. REVISÃO BIBLIOGRÁFICA
2.1 FUNDAMENTOS DO COMPORTAMENTO DOS GASES
As moléculas gasosas estão na maioria das vezes bem
separadas e se movem incessantemente no espaço em que elas estão
confinadas. Os gases se diferem dos líquidos em dois aspectos; gases
são altamente compressíveis e preenchem qualquer recipiente
fechado no qual estejam presentes. Entretanto, gases se assemelham
a líquidos no sentido de que ambos são capazes de escoar, exercer
pressão em superfícies que estão em contato e exibir uma velocidade
de escoamento que pode ser medida através de um orifício [1].
Embora não exista uma distinção clara entre gases e vapores, o
termo vapor é usualmente aplicado para o gás que está próximo da
sua temperatura de liquefação. O dióxido de carbono é usualmente
referido como vapor, pois é fácil de liqüefazer. Ar, hidrogênio e
nitrogênio ordinariamente são chamados de gases [1].
2.1.1 Pressão gasosa
A característica da compressibilidade dos gases leva a uma
relação muito simples entre a pressão de um gás e seu volume. Essa
relação é conhecida como lei de Boyle, que define que o volume de
um gás confinado varia inversamente com a pressão absoluta, sendo
que a temperatura esteja constante. A pressão do gás confinado pode
ser medida por um manômetro com tubo em forma de U contendo
mercúrio ou outros líquidos. O gás cuja pressão quer ser medida é
conectado a um dos lados do manômetro, enquanto o outro lado
permanece aberto. A pressão exercida pelo gás irá forçar o líquido a
sair pelo lado aberto. A diferença de altura do líquido nas duas
colunas multiplicada pela densidade do líquido irá indicar quanto que
a pressão gasosa excede a pressão atmosférica [1].

10
2.1.2 Difusão
Quando dois ou mais recipientes fechados, originalmente
contendo gases diferentes, são juntados para que cada gás tenha
acesso a todos os recipientes, e assumindo que não haja reação
química, o movimento molecular provoca que cada gás penetre em
todos os recipientes postos em contato. Por esta difusão, a mistura,
conseqüentemente, se torna homogênea. De acordo com a lei de
Boyle, a pressão absoluta de cada gás é reduzida a um valor menor
chamado de pressão parcial. A pressão da mistura gasosa resultante
será igual a soma das pressões parciais dos constituintes gasosos [1].
A lei de Avogrado estabelece que, em uma mesma temperatura
e pressão, volumes iguais de diferentes gases contem número igual
de moléculas. Quando esta lei é aplicada para uma quantidade
particular de um gás, esta quantidade é conhecida como mol. O
número de moléculas em um mol de gás é conhecido como número
de Avogrado. Um mol de qualquer gás contem 6 x 1023 moléculas,
sendo que a 0�C e pressão atmosférica padrão de 760 mmHg ocupa
22,4 l de espaço [1].
2.1.3 Densidade
A densidade de um gás é a quantidade de massa contida por
unidade de volume, e a densidade é influenciada pela pressão e pela
temperatura. A densidade e a pressão crescem na mesma proporção,
e os gases expandem quando aquecidos e contraem quando
resfriados. A densidade do ar foi determinada com muito cuidado,
sendo que 1 litro de ar em temperatura e pressão padrões pesa
1,293g e sua densidade é de 1,293 Kg/m3. A densidade relativa de
um gás é a densidade do gás comparada com a densidade do ar [1]
(Tabela 1).

11
Tabela 1: Propriedades de gases e vapores comuns [1]
GÁS SÍMBOLO QUÍMICO
PESO MOLECULAR APROXIMADO
DENSIDADE (Kg/m3)
DENSIDADE RELATIVA
Ar --- 28,97(a) 1,293 1,000
Dióxido de carbono
CO2 44,02 1,965 1,520
Monóxido de carbono
CO 28,01 1,250 0,967
Hidrogênio H2 2,02 0,090 0,070
Metano CH4 16,04 0,716 0,552
Nitrogênio N2 28,01 1,250 0,968
Oxigênio O2 32,00 1,429 1,105
Propano C3H8 44,09 1,968 1,522
(a)Devido ao ar ser uma mistura, não possui um peso molecular verdadeiro. Este valor é um peso molecular médio dos constituintes.
2.1.4 Viscosidade
Viscosidade está presente nos gases, assim como nos líquidos,
entretanto devido ao espaçamento maior entre as moléculas gasosas,
a viscosidade dos gases é bem menor do que a dos líquidos. Esta
fricção entre as moléculas retarda o movimento dos gases através de
canais como tubos ou dutos. O coeficiente de viscosidade aumenta
com a temperatura para os gases e diminue para os líquidos [1].
2.1.5 Efeito da temperatura no estado dos gases
A lei de Charles estabelece que o volume de uma massa fixa de
gás e sua pressão variam diretamente com sua temperatura
absoluta. Usando o efeito da temperatura uma lei geral dos gases
pode ser escrita na forma de uma equação matemática, como a que
segue:
P1V1 = P2V2
T1 T2

12
Onde P é a pressão absoluta, V é o volume da massa fixa, T é a
temperatura absoluta e 1 e 2 duas condições diferentes de pressão,
volume e temperatura [1].
Quando a atmosfera de um forno é requerida para contribuir
com elementos durante o tratamento térmico, essas leis
fundamentais dos gases se tornam importantes. Muitas formas de
controle são usadas para desenvolver um potencial de carbono, ou
potencial de um elemento, com a atmosfera [1]. Uma medida
quantitativa de um elemento pode ser obtida através da pressão
parcial dos gases da fórmula usados para produzir o elemento.
2.2 PRINCIPAIS GASES E VAPORES
Ar é um gás importante na atmosfera dos fornos porque está
presente em fornos que não utilizam atmosferas protetoras e porque
é constituinte majoritário em muitas atmosferas preparadas. O ar é
constituído quimicamente de 79% de nitrogênio e 21% de oxigênio,
com traços de dióxido de carbono [1]. Entretanto, sabe-se que o ar
se comporta como uma atmosfera de oxigênio, pois este é o
constituinte mais reativo do ar.
2.2.1 Oxigênio
O oxigênio reage com a maioria dos metais para formar óxidos.
Além disso, o oxigênio reage com o carbono dissolvido no aço
reduzindo assim a quantidade de carbono superficial
(descarbonetação) [1].
2.2.2 Nitrogênio
Nitrogênio molecular é passivo para ferrita e inteiramente
satisfatório para uso como atmosfera no recozimento/esferoidização
de aços baixo carbono; entretanto, deve estar completamente seco
para ser utilizado como atmosfera protetiva para aços alto carbono,

13
porque mesmo pequenas quantidades de vapor d’água no nitrogênio
podem provocar descarbonetação. Nitrogênio molecular é reativo com
vários aços inoxidáveis e não pode ser utilizado no tratamento
térmico destes [1].
2.2.3 Dióxido de carbono e monóxido de carbono
Estes dois gases são muito importantes na atmosfera utilizada
para processamento dos aços. Em temperaturas de austenitização,
dióxido de carbono reage com o carbono da superfície dos aços para
produzir monóxido de carbono:
(C) + CO2 � 2CO
Onde (C) representa o carbono dissolvido na austenita. Esta
reação continua até que não haja mais dióxido de carbono disponível
ou até que a superfície do aço esteja completamente sem carbono -
neste ponto, se existir um fornecimento contínuo de dióxido de
carbono, ferro e óxido de ferro irão oxidar segundo as seguintes
reações:
Fe + CO2 � FeO + CO
3 FeO + CO2 � Fe3O4 + CO
Óxido ferroso (FeO) é o óxido estável formado acima de 555 �C,
enquanto o óxido magnético (Fe3O4) é formado abaixo de 555 �C,
como mostra a Figura 1 [1].

14
Figura 1 – Curvas de equilíbrio para formação dos óxidos FeO/Fe3O4 quando o ferro é aquecido em uma atmosfera CO/CO2 [1]
As reações acima irão continuar até o equilíbrio for
estabelecido, sendo que estas evoluem em uma taxa que depende do
tempo, temperatura e pressão do sistema [1].
2.2.4 Hidrogênio
O hidrogênio reduz o óxido de ferro para ferro. Sob certas
condições, hidrogênio pode agir como agente descarbonetante do
aço. O efeito descarbonetante do hidrogênio no aço depende da
temperatura do forno, quantidade de umidade (do gás e do forno),
tempo em temperatura e quantidade de carbono do aço. O efeito
descarbonetante do hidrogênio em 705 �C ou abaixo é desprezível,
mas aumenta significadamente acima desta temperatura. Vapor
d’água aumenta o efeito descarbonetante, porque esta dissocia e
passa a ser uma fonte de hidrogênio nascente e oxigênio. O
hidrogênio reage com o carbono do aço para formar metano [1]:
(C) + 4H � CH4
Oxigênio reage com o carbono do aço para formar monóxido de
carbono [1]:

15
(C) + O � CO
Mesmo uma atmosfera de hidrogênio com ponto de orvalho
baixo possui algum efeito descarbonetante, particularmente em aços
alto carbono devido à habilidade do gás, mesmo quando não está na
condição de nascente, em reagir com o carbono [1]:
(C) + 2H2 � CH4
Obviamente, o potencial descarbonetante do hidrogênio em
ambas as condições é marcadamente influenciada pela quantidade de
carbono do aço e é esperado que aumente diretamente com o
aumento da quantidade de carbono.
Vapor d’água é oxidante para o ferro [1]:
Fe + H2O � FeO + H2
E combina com o carbono do aço para formar monóxido de
carbono e hidrogênio [1]:
(C) + H2O � CO + H2
É reativo com a superfície do aço em temperaturas baixas e
com pressões parciais baixas. É a principal causa do azulamento
durante o ciclo de resfriamento. O efeito do vapor d’água na oxidação
do ferro em várias temperaturas está indicado pelas curvas de
equilíbrio mostradas na Figura 2 [1].

16
Figura 2 - Curvas de equilíbrio para formação dos óxidos FeO/Fe3O4 quando o ferro é aquecido em uma atmosfera H2/H2O [1]
2.2.5 Hidrocarbonetos
Os gases hidrocarbonetos que são normalmente adicionados ou
encontrados em atmosferas de fornos são metano (CH4), etano
(C2H6), propano (C3H8) e butano (C4H10). Estes gases conferem uma
tendência cementante para a atmosfera do forno. A atividade química
em reagir com a superfície quente do aço depende da decomposição
térmica de cada um e da tendência de formar carbono nascente na
superfície do aço, além da temperatura do forno e da carga utilizada.
A decomposição térmica resulta na formação de fuligem em
quantidades proporcionais ao número de átomos de carbono nos
hidrocarbonetos; portanto, propano e butano são mais suscetíveis a
formação de fuligem na câmara dos fornos do que etano e metano
[1].
2.3 REAÇÕES ENTRE OS GASES NAS ATMOSFERAS DE
FORNOS
Os gases presentes em fornos de queima direta são os gases
criados na combustão de um combustível hidrocarboneto. A

17
composição destes gases dentro do forno é uma mistura de alguns,
ou todos, os gases citados a seguir: dióxido de carbono, monóxido de
carbono, hidrogênio, oxigênio, nitrogênio e vapor d’água [1].
Quando os queimadores são ajustados para operar com um
excesso de ar, os produtos de combustão incompleta como monóxido
de carbono e hidrogênio são minimizados, mas existem quantidades
residuais de oxigênio. Inversamente, em queimadores operando com
uma deficiência de ar de combustão, consomem todo o oxigênio
disponível antes da combustão completa do combustível. Nesse caso,
oxigênio residual é minimizado e produz-se monóxido de carbono e
hidrogênio em maior quantidade. Sob todas as circunstancias,
quantidades substanciais de vapor d’água são produzidas pela
combustão [1].
Outros fatores que podem afetar os gases constituintes da
atmosfera do forno são a eficiência do queimador, a selagem do forno
e o tamanho da porta de abertura. As aberturas influenciam em uma
possível infiltração de ar e por seguinte um aumento do teor de
oxigênio dentro do forno. Não obstante, fornos equipados com
múltiplos queimadores podem operar com taxas ar-combustível
variadas produzindo uma atmosfera de composição imprevisível [1].
Quando a atmosfera possui oxigênio em excesso, além de
vapor d’água e dióxido de carbono, o potencial de oxidação promove
uma formação de carepa no aço. Operação de queimadores com
deficiência de ar de combustão produzem muito menos oxigênio e
grandes quantidades de monóxido de carbono e hidrogênio, que são
redutores e podem causar a descarbonetação da superfície do aço. O
óxido formado pelo dióxido de carbono e pelo vapor d’água é
aderente e não é removido com facilidade. A quantidade de carepa
formada é função da temperatura do forno e do tempo que o material
é mantido em temperatura [1].

18
2.3.1 Dióxido de carbono mais hidrogênio
O hidrogênio irá reagir, ou com o dióxido de carbono, ou com o
oxigênio para formar vapor d’água [1]. O vapor d’água possui um
alto potencial oxidante ou descarbonetante do aço, portanto deve ser
bem controlado na atmosfera.
2.3.2 Reação do gás d’água
As reações listadas abaixo, nas quais aço ou ferro são oxidados
em elevadas temperaturas, são irreversíveis e não podem ser
controladas [1]:
2 Fe + O2 � 2FeO
4 Fe + 3 O2 � 2 Fe2O3
3 Fe + 2 O2 � Fe3O4
Outras reações de oxidação gás-metal, entretanto, são
reversíveis e podem ser controladas [1], além de poderem ser
empregadas vantajosamente. São elas:
Fe + H2O � FeO + H2
Fe + CO2 � FeO + CO
Vapor d’água e dióxido de carbono são gases oxidantes, e
hidrogênio e monóxido de carbono são gases redutores. As
quantidades de gases redutores ou gases oxidantes podem ser
grandes o suficiente para uma anular o efeito do outra. Através de
um controle apropriado destas reações, pode ser produzido um efeito
neutro, oxidante ou redutor [1].
Estas reações opostas podem ser controladas através da reação
do gás d’água [1], que é a seguinte:

19
CO + H2O � CO2 + H2
Os gases presentes na reação do gás d’água reagem com a
superfície do aço para causar oxidação ou redução, dependendo da
condição de equilíbrio correspondente a temperatura e composição do
sistema [1].
A 830 �C, o potencial oxidante do dióxido de carbono e do
vapor d’água são iguais, e o potencial redutor do monóxido de
carbono e do hidrogênio também. Nesta temperatura, portanto, a
constante de equilíbrio da reação do gás de água tem valor unitário.
Acima de 830 �C, o dióxido de carbono é um agente oxidante mais
forte que o vapor d’água, e o hidrogênio é um agente redutor mais
forte que o monóxido de carbono. Abaixo de 830 �C o inverso é
verdadeiro [1].
Considerando as reações:
C + CO2 � 2CO
CO + H2O � CO2 + H2
C + H2O � CO + H2
Suas constantes de equilíbrio são respectivamente:
K1 = [CO2] [CO]2
K2 = [CO][H2O] [CO2][H2]
K3 = [H2O]__ [CO][H2]

20
2.4 CLASSIFICAÇÃO DAS ATMOSFERAS PREPARADAS
Grande parte das atmosferas preparadas são normalmente
referidas por seu nome genérico. A American Gas Association (AGA)
classificou estas atmosferas comerciais em seis grupos [1], mas
neste trabalho serão descritas as três mais importantes.
�� Classe 100, base exotérmica: formada por uma combustão
parcial ou completa de uma mistura ar-gás; o vapor d’água
deve ser removido para a obtenção de um ponto de orvalho
desejável.
�� Classe 200, base de nitrogênio preparado: Uma atmosfera
de base exotérmica com o dióxido de carbono e o vapor
d’água removidos.
�� Classe 300, base endotérmica: Formada pela reação parcial
de uma mistura de ar e gás combustível em uma câmara
externa catalisadora aquecida.
2.5 PERIGO DAS ATMOSFERAS DOS FORNOS
As atmosferas dos fornos constituem uns dos pontos mais
perigosos em um tratamento térmico [1]. Em geral, são considerados
três grandes riscos: risco de fogo, risco de explosão e toxidade.
2.5.1 Risco de fogo
Quando as atmosferas contem mais de 4% de gases
combustíveis são classificadas como flamáveis. Incluída nesta
porcentagem está uma margem de segurança que não deve ser

21
ignorada. Os gases combustíveis H2, CO, CH4 e outros
hidrocarbonetos nunca devem ser inseridos nas câmaras dos fornos
em temperaturas inferiores a 760 �C sem ter ocorrido uma purga
apropriada com gás inerte [1].
2.5.2 Risco de explosão
Em algum ponto, misturas de ar e gás combustível irão explodir
se sofrerem ignição. Quando uma câmara de forno é propriamente
gaseificada com temperaturas da câmara em 760 �C ou maior, os
gases combustíveis irão queimar antes de criar um perigo de
explosão [1].
2.5.3 Toxidade
Muitos dos gases constituintes das atmosferas dos fornos são
tóxicos. Os produtos devem ser ventilados para fora do local de
trabalho para evitar uma diluição do oxigênio local disponível [1].
2.6 ATMOSFERAS DE BASE EXOTÉRMICA
Gases exotérmicos (classe 100) tem sido utilizado por muitos
anos como atmosferas preparadas de baixo custo. Atmosferas
exotérmicas são divididas em duas classes básicas: rica e pobre.
Atmosferas exotérmicas ricas (classe 102) possuem uma capacidade
de redução moderada com uma combinação de 10 a 21% de
monóxido de carbono e hidrogênio, enquanto que atmosferas
exotérmicas pobres (classe 101), usualmente com uma combinação
de 1 a 4% de monóxido de carbono e hidrogênio, possuem uma
capacidade redutora mínima [1].

22
Figura 3 – Composição da atmosfera exotérmica em função da relação ar-metano [1]
2.6.1 Atmosferas exotérmicas ricas
As propriedades redutoras das atmosferas exotérmicas ricas
podem ser variadas para a adequação desta para processos
específicos, como recozimento de aço ou sinterização de pós
metálicos [1]. A Figura 3 indica o range usual de operação do gerador
de gás e as mudanças ocorridas, pela medição do volume seco, dos
seguintes constituintes gasosos em diferentes ajustes da relação ar-
gás: dióxido de carbono, monóxido de carbono, hidrogênio e metano
não queimado. O restante da mistura é nitrogênio.
Devido a essas atmosferas possuírem um potencial de carbono
abaixo de 0,1%, o tratamento térmico dos aços geralmente é
limitado para processos de aços baixo carbono para minimizar a
descarbonetação. Vapor d’água está presente em quantidades
substanciais e deve ser removido parcialmente por um resfriamento
inicial e por uma secagem refrigerante até um ponto de orvalho
equivalente de 5 �C. Este procedimento deve ser seguido por uma

23
desidratação com um dessecante adsorvente para pontos de orvalho
finais de –40 a –50 �C, segundo as aplicações requeridas [1].
2.6.1.1 Produção do gás
Um gás exotérmico rico é produzido pela combustão de um
hidrocarboneto combustível, como metano e propano, com uma
relação ar-gás bem controlada. Essa mistura ar-gás é queimada em
um espaço confinado para manter uma temperatura de reação de
pelo menos 980 �C em tempo suficiente para permitir que a reação
de combustão alcance o equilíbrio. Calor é obtido diretamente da
combustão. O gás resultante é então resfriado para remover parte do
vapor d’água formado pela combustão [1].
Neste processo, a reação teórica simplificada do metano com o
ar é:
CH4 + 1,25 O2 + 4,75 N2 � 0,375 CO2 + 0,625 CO + 0,88 H2 + 4,75
N2 + 1,12 H2O + calor
Onde 1 volume de combustível e 6 volumes de ar produzem
6,63 volumes de produto de mistura gasosa, com o vapor d’água
removido. Na prática, geradores de gás exotérmico são raramente
operados com uma relação ar-gás inferior a 6,6 para 1, para prevenir
a formação de fuligem como resultado da reação incompleta.
Porcentagens traço de metano que não reagiu também existem no
produto gasoso [1].
2.6.2 Atmosferas exotérmicas pobres
Atmosferas exotérmicas pobres geralmente possuem uso
limitado na maioria dos processos de tratamento térmico,
particularmente para materiais ferrosos, exceto quando estas

24
atmosferas são usadas intencionalmente como agentes oxidantes
superficiais ou em operações especializadas em baixa temperatura
[1]. Pode-se observar na Figura 3 o range usual de operação do
gerador de gás e as mudanças ocorridas nos produtos gasosos
constituídos de dióxido de carbono, monóxido de carbono e
hidrogênio. O balanço da mistura é nitrogênio. A capacidade redutora
da atmosfera é limitada e o processo de retirada do vapor d’água,
presente em grandes quantidades, é o mesmo utilizado nas
atmosferas exotérmicas ricas [1].
2.6.2.1 Produção do gás
Um gás exotérmico pobre é produzido pela combustão de um
hidrocarboneto combustível, como metano e propano, com uma
relação ar-gás bem controlada. A mistura ar-gás é queimada em um
espaço confinado por tempo suficiente para permitir que a reação
alcance o equilíbrio. O gás resultante é então resfriado para
condensar parcialmente o vapor d’água formado pela combustão [1].
A reação teórica simplificada do metano com o ar é:
CH4 + 1,9 O2 + 7,6 N2 � 0,9 CO2 + 0,1 CO + 0,1 H2 + 7,6 N2 + 1,9
H2O + calor
Onde 1 volume de combustível e 9,5 volumes de ar produzem
8,7 volumes de produto de mistura gasosa, com o vapor d’água
removido. Na prática, geradores de gás exotérmico são raramente
operados com uma relação ar-gás maior que a requerida para
produzir um mínimo de 1% total de monóxido de carbono e
hidrogênio, a fim de se evitar quantidades residuais de oxigênio. Uma
exceção envolve certas aplicações de purga onde pequenas
quantidades de oxigênio podem ser toleradas e a presença de
combustíveis não é desejada. Neste caso, a relação ar-gás é

25
aumentada para operar com uma pequena quantidade de excesso de
ar, mantendo 1 a 2% de oxigênio no produto gasoso [1].
2.7 ATMOSFERAS DE BASE ENDOTÉRMICA
Atmosferas de base endotérmica são produzidas em geradores
que utilizam ar e um gás hidrocarboneto como combustível. Esses
gases são misturados com uma proporção controlada, sendo
levemente comprimidos e depois passam por uma câmara que
contem um catalisador. Esta câmara é aquecida externamente a
aproximadamente 1040 �C. Os gases reagem na câmara para formar
um gás endotérmico. A atmosfera endotérmica produzida deve ser
resfriada rapidamente para assegurar a integridade da composição
química [1].
Gases endotérmicos produzidos pela queima do metano
possuem a típica análise seguinte: 40,4% hidrogênio, 39%
nitrogênio, 19,8% monóxido de carbono, 0,5% metano, 0,2% vapor
d’água e 0,1% dióxido de carbono [1].
2.7.1 Aplicações
Atmosferas endotérmicas podem ser usadas em praticamente
em todos os processos de forno que requerem uma alta condição
redutora. Outra aplicação é sendo utilizado como gás portante na
cementação gasosa [1].
2.7.2 Geração de atmosferas endotérmicas
Na geração de atmosferas endotérmicas, o gás hidrocarboneto
e o ar são medidos em proporções que assegurem um oxigênio
suficiente para formar monóxido de carbono e hidrogênio, sem estar
em excesso para formação de dióxido de carbono e vapor d’água [1].

26
Para uma reação completa do gás de análise consistente, a
temperatura dentro do catalisador deve estar de 980 �C a 1040 �C.
Após a passagem pelo catalisador, os gases são resfriados para uma
temperatura inferior a 315 �C, prevenindo assim uma reação reversa
que forme carbono e dióxido de carbono a partir do monóxido de
carbono [1]:
2 CO � C + CO2
A reação na direção indicada predomina em temperaturas entre
705 �C e 480 �C [1].
Devido o gás natural ser composto praticamente só de metano,
a reação química geral ocorrida no gerador de gás endotérmico que
utiliza gás natural como combustível pode ser expressa como:
2 CH4 + O2 � 2 CO + 4 H2
Negligenciando 3,8 volumes de nitrogênio (antes e depois) para
cada 2 volumes de metano [1].
A reação é processada em dois estágios. No primeiro, parte do
metano queima com ar gerando calor. No segundo, o metano
restante reage com o dióxido de carbono e com o vapor d’água
produzidos no primeiro estágio, provocando uma reação endotérmica.
Alta temperatura e uma câmara catalítica limpa são requeridas para a
obtenção de uma reação completa do gás, minimizando dióxido de
carbono, excesso de metano e de vapor d’água. Na prática, uma
reação completa é aquela na qual a quantidade de metano no
produto não excede 0,4 a 0,8% [1].

27
2.8 ATMOSFERAS EM BASE DE NITROGÊNIO
PREPARADO
Atmosferas em base de nitrogênio preparado são atmosferas
exotérmicas, produzidas pela combustão de ar e gás hidrocarboneto,
nas quais quase todo o dióxido de carbono e o vapor d’água são
removidos. A combinação de um ponto de orvalho baixo
(aproximadamente –40 �C) com a ausência virtual de dióxido de
carbono provoca a diferença entre as propriedades e aplicações da
atmosfera preparada de base de nitrogênio e a atmosfera de base
exotérmica [1].
A definição acima descrita está conforme o sistema de
classificação da Associação de Gás Americana (AGA). Ainda, o termo
atmosfera preparada de base de nitrogênio não é apropriado para
atmosferas de fornos consistentes de uma mistura de nitrogênio
comercial e outros gases, nem para atmosferas de base de amônia,
embora estas possuam uma base de nitrogênio. As altas
concentrações de dióxido de carbono e de vapor d’água no produto
da combustão podem ser reduzidas aos baixos níveis desejados por
duas maneiras diferentes [1].
2.8.1 Classificação
Indiferente ao método de geração, as atmosferas em base de
nitrogênio preparado são de duas grandes classes, pobre e rica.
Importantes subclasses envolvem a remoção de praticamente todo o
monóxido de carbono, sendo que a atmosfera gerada consiste quase
exclusivamente de nitrogênio e hidrogênio [1].
2.8.2 Vantagens e desvantagens
A principal vantagem das atmosferas em base de nitrogênio
preparado é a sua aplicabilidade a uma variedade de operações de

28
tratamento térmico para aços baixo, médio e alto carbono, além de
alguns outros metais. Devido ao baixo ponto de orvalho e a ausência
virtual de dióxido de carbono estas atmosferas, na ausência de
oxigênio contaminante introduzido como resultado de operações no
forno, não são oxidantes nem descarbonetantes, contrastando com a
atmosfera de base exotérmica. Adicionalmente, o custo nominal por
unidade de volume de atmosfera produzida é mais baixo que para a
maioria das outras atmosferas protetivas [1].
As desvantagens deste tipo de atmosfera devem-se ao alto
custo inicial dos equipamentos, o espaço requerido e a necessidade
de uma manutenção e de um controle maior dos geradores [1].
2.8.3 Aplicações
Estas atmosferas podem ser usadas em praticamente todas as
aplicações de fornos que não necessitem altas condições redutoras.
Como a atmosfera não é descarbonetante, pode ser utilizada em
recozimento/esferoidização, normalização e têmpera de aços alto e
médio carbono. Entretanto, sua utilidade no tratamento térmico do
aço está relacionada com o baixo ponto de orvalho, que pode ser
mantido se o design do forno e sua operação prevenirem uma
contaminação da atmosfera do forno com ar ou qualquer outra fonte
de oxigênio. Conseqüentemente, na prática atual são usados fornos
sino (bell-type) para recozimento/esferoidização de bobinas de aço.
Para esta aplicação relações de 9 partes e ar para 1 parte de gás
natural são empregadas para produção de uma atmosfera seca, não
descarbonetante e não explosiva contendo 4% de combustíveis [1].

29
2.9 ATMOSFERAS EM BASE DE NITROGÊNIO
COMERCIAL
As atmosferas industriais em base de nitrogênio comercial são
tecnicamente aceitas para a maioria dos processamentos metálicos. A
troca de muitas operações de tratamento térmico para atmosferas
em base de nitrogênio comercial acelerou no fim dos anos 70 devido
às mudanças ocorridas nos valores dos combustíveis hidrocarbonetos
[1].
Os sistemas de atmosferas em base de nitrogênio comercial
empregados na indústria de tratamento térmico utilizam gases e
equipamentos que são comuns entre a maioria das aplicações. Em
muitas ocasiões o componente majoritário da atmosfera é nitrogênio
gasoso industrial, que é fornecido para o forno através de um sistema
que consiste de um tanque de armazenamento, de um vaporizador e
de uma estação de controle de pressão e vazão. O nitrogênio serve
como um gás puro, seco e inerte que promove uma purga eficiente
no interior do forno de tratamento térmico. O fluxo de nitrogênio
pode ser enriquecido com um componente reativo, sendo que a
composição resultante e a vazão são determinadas pelo design do
forno, temperatura e material que sofrerá o tratamento térmico.
2.9.1 Tipos de atmosferas em base de nitrogênio
comercial
A classificação dos sistemas de atmosferas em base de
nitrogênio comercial é feita de acordo com as três maiores categorias
de função da atmosfera – proteção, reatividade e controle de
carbono.

30
2.9.1.1 Atmosferas protetivas
Os sistemas de atmosferas requeridos para estas aplicações
devem prevenir a oxidação ou descarbonetação da superfície metálica
durante o tratamento térmico. Essas reações ocorrem se houver a
presença de oxigênio residual ou vapor d’água dentro do forno como
resultado de uma infiltração de ar ou purga inadequada. Sabe-se que
mesmo os nitrogênios comerciais mais puros possuem oxigênio livre
(até 10ppm), suficiente para oxidar o ferro [2]. Assim, a atmosfera
empregada pode ser de nitrogênio puro ou de nitrogênio com
pequenas quantidades de um gás reativo como hidrogênio. O
hidrogênio reagiria com o oxigênio livre formando vapor d’água em
todas as temperaturas normalmente encontradas nos processos de
tratamento térmico. Em um forno típico de
recozimento/esferoidização, uma atmosfera de nitrogênio comercial
com aproximadamente 3% de hidrogênio evitaria a oxidação do aço,
mas, por não haver uma fonte de carbono e pelo hidrogênio ser
redutor, ocorreria uma descarbonetação. No entanto, se a relação
hidrogênio-vapor d’água for alta e a adição de hidrogênio pequena, a
descarbonetação será menor [2].
2.9.1.2 Atmosferas reativas
Estes sistemas de atmosferas requerem uma concentração de
gases reativos maior que 5% para reduzir os óxidos metálicos ou
para transferir pequenas quantidades de carbono para materiais
ferrosos. Os componentes reativos são geralmente hidrogênio e
monóxido de carbono. As concentrações dependem da quantidade de
óxido a ser removida e do nível de produtos de reação, vapor d’água
e dióxido de carbono que são formados na atmosfera do forno.
Aplicações típicas são em sinterização e redução de pós metálicos
[1].

31
2.9.1.3 Atmosferas com carbono controlado
A principal função deste sistema de atmosfera é de reagir com
o aço de uma maneira controlada para que quantidades significantes
de carbono possam ser adicionadas ou removidas da superfície do
aço. Estas atmosferas são caracterizadas pelas altas concentrações
de gases reativos no nitrogênio e pelo requerimento que a taxa e a
quantidade de carbono transferida deve ser controlada pela
composição da atmosfera. Podem ser citados componentes típicos da
atmosfera como 10 a 50% H2, 5 a 20% CO e traços (acima de 3%)
de CO2 e vapor d’água. As aplicações mais comuns de atmosferas de
carbono controlado incluem cementação, têmpera neutra,
sinterização de pós metálicos e recuperação de carbono em materiais
trabalhados à quente ou forjados [1].
2.9.2 Vantagens
Os sistemas de atmosfera de base de nitrogênio promovem
uma substituição tecnicamente viável para as atmosferas geradas na
maioria das aplicações de tratamento térmico. Embora os resultados
desejados são praticamente os mesmos tanto para atmosferas
comerciais de base de nitrogênio, quanto para atmosferas geradas,
existem diferenças significativas em relação ao equipamento,
operação e função entre estes sistemas [1].
As atmosferas geradas promovem uma composição de saída
fixa, que é determinada pela relação ar-gás de entrada, dos
equipamentos de purificação do gerador e a condição dos
equipamentos e do catalisador. Os sistemas de atmosferas comerciais
de base de nitrogênio geralmente iniciam com componentes
elementares guardados em recipientes separados, depois formam
uma blenda com uma composição de atmosfera desejada, sendo esta
introduzida no forno. A composição resultante pode ser variada em
tempos diferentes durante o ciclo [1,2].

32
A maioria dos componentes das atmosferas em base de
nitrogênio comercial é produzido ou por processos criogênicos ou por
refino químico. Como resultado, os níveis de impureza são baixos,
normalmente menores que 20 ppm de impureza total para o
nitrogênio líquido. Adicionalmente, como não há produtos de queima
de misturas ar-gás, a atmosfera resultante geralmente possui um
ponto de orvalho menor que –60 �C e níveis de impureza e dióxido de
carbono menores que 10 ppm [1,2].
O potencial redutor ou cementante de uma atmosfera é
determinado por várias reações, que estão associadas com
constantes de equilíbrio [1]. Entre estas estão inclusas:
FeO + H2 � Fe + H2O
Fe + 2CO � FeC + CO2
Fe + CO + H2 � FeC + H2O
Devido as blendas em base de nitrogênio comercial reduzirem
significativamente as quantidades de vapor d'água e dióxido de
carbono na atmosfera do forno, o nível de gases reativos também
pode ser reduzido para manutenção de potenciais termodinâmicos
aceitáveis. O resultado é que atmosferas geradas que contem
aproximadamente 60% de produtos combustíveis estão sendo
trocadas para atmosferas em base de nitrogênio comercial contendo
menos que 10% de hidrogênio e monóxido de carbono [1].
A possibilidade de controle da composição também permite
uma flexibilidade das taxas de vazão durante o ciclo do tratamento
térmico. Uma das vantagens mais comuns desta característica é o
uso de uma alta taxa de vazão durante o carregamento dos fornos
equipados com portas. Quando a porta é aberta, existe uma mudança
da vazão de nitrogênio para redução da infiltração de ar para dentro
do forno. Após a porta ser fechada a vazão retorna ao nível requerido

33
para manutenção da pressão adequada ao forno fechado e continuar
as reações superficiais gás-metal requeridas [1,2].
2.9.3 Componentes
Nitrogênio é o componente principal da maioria dos sistemas
comerciais de base de nitrogênio. Como o nitrogênio é um não
corrosivo, materiais especiais para construção não são requeridos,
exceto que estes devem ser adequados à temperatura do nitrogênio
líquido [1].
Hidrogênio é usado como gás redutor reativo na maioria das
atmosferas de tratamento térmico. Em atmosferas em base de
nitrogênio comercial normalmente forma uma blenda com nitrogênio
para formar uma atmosfera com composição de 90% nitrogênio e
10% hidrogênio [1].
Em atmosferas em base de nitrogênio comercial, metanol é
utilizado como fonte de hidrogênio e monóxido de carbono para
sistemas de atmosfera reativos e de controle de carbono. Metanol é
adicionado ao forno como líquido ou vapor. Quando exposto a
temperaturas de forno maiores que 760 �C, o metanol dissocia de
acordo com a seguinte reação [1,2]:
CH3OH � 2 H2 + CO
Atmosferas em base de nitrogênio comercial contendo 20
a 40 % de metanol podem ser utilizadas em
recozimento/esferoidização com temperaturas entre 690 a 810 �C
[2].
2.9.4 Aplicações
Atmosferas reativas são requeridas para aplicações de
tratamento térmico como sinterização de pós metálicos. A atmosfera

34
reage com a superfície do metal para remover todos os óxidos
metálicos. Na sinterização de pós metálicos, a redução dos óxidos na
superfície do pó é necessária para promover uma difusão e ligação
efetiva do pó compactado. A natureza reativa dessas atmosferas
também pode ser aplicada para transferência de carbono. Na
sinterização de pós metálicos de aço, lubrificantes podem ser
removidos em uma seção do forno e o carbono se tornar disponível
para o aço em outra seção [1].
Atmosferas de carbono controlado transferem carbono da
atmosfera para a superfície da peça metálica (C) através de reações
controladas gás-metal [1]:
2 CO � C + CO2
CO + H2 � C + H2O
Como a transferência de carbono é requisitada para muitas
destas aplicações, é comum encontrar concentrações mais altas de
monóxido de carbono e de hidrogênio nestas atmosferas do que em
atmosferas protetivas e reativas [1].
Os sistemas de atmosferas de carbono controlado são usados,
por exemplo, na cementação superficial de peças de aço e em
têmpera neutra. O essencial na aplicação destas atmosferas é o
controle. Na têmpera neutra, o potencial de carbono da atmosfera
deve estar similar ao da superfície do aço para evitar
descarbonetação ou cementação [1].

35
3. PROCEDIMENTO EXPERIMENTAL
O procedimento experimental pode ser dividido em duas partes.
Na primeira parte foi efetuado um trabalho prático, onde um
material foi submetido a um processo de esferoidização, sendo então
feitas as aquisições dos dados da atmosfera. Posteriormente, foram
realizadas análises metalográficas em uma amostra do material que
foi submetida ao processo de tratamento térmico citado
anteriormente.
Na segunda parte foi efetuado um trabalho teórico, onde foi
tentada a verificação dos resultados práticos através de cálculos e de
simulações realizadas em um programa de computador.
3.1 TRABALHO PRÁTICO
3.1.1 Dados gerais
3.1.1.1 Material
O material utilizado foi um aço baixo carbono SAE 10B22. Este
material estava em forma de fios-máquina com diâmetro de 1,31cm.
A composição química típica deste aço está expressa na Tabela 2.
Este aço está classificado na classe de aços construção mecânica
ligados para deformação a frio [3].
Tabela 2 – Composição química do aço SAE 10B22 %C %Si %Mn %P %S %Cr %Ni %Mo %Ti %Al %Cu %B
0,18
0,21
0,15
0,25
0,70
0,85 0,025 0,015 0,20 0,25 0,06
0,04
0,06
0,025
0,040 0,35
0,002
0,003
3.1.1.2 Atmosfera
A atmosfera utilizada no ciclo da esferoidização foi uma
atmosfera em base de nitrogênio comercial. O nitrogênio é de alta
pureza proveniente da White Martins. Algumas características do gás
estão descritas na Tabela 3 [4].

36
Tabela 3 – Características do nitrogênio empregado Produto NITROGÊNIO
Nome Químico NITROGÊNIO
Grupo Químico Considerado como gás inerte
Fórmula N2
Peso Molecular 28,01
Ponto de Ebulição (760 mmHg) -195,8 ºC
Ponto de Congelamento -209,9 ºC
Massa específica (kg/m3) 1,153
Densidade do Vapor (ar=1) 0,967
Percentagem de Matéria Volátil
em Volume 100
Aparência e Odor Gás incolor e inodoro a pressão e
temperatura normais; sem gosto.
Impurezas <5ppm O2, <5ppm H2O
3.1.1.3 Fornos
Os fornos onde foram realizados o tratamento térmico de
esferoidização são fornos tipo sino da Brasimet. Estes fornos são
operados através de pontes rolantes. A câmara interna destes fornos
possui um diâmetro de 4,05 m e uma altura de 5,9 m. Na Figura 4
observa-se um dos fornos utilizados para a realização do tratamento
térmico. Estes fornos são capazes de tratar de 20 a 22t por carga.

37
Figura 4 – Fotografia de um dos fornos utilizados no tratamento térmico 3.1.1.4 Medidor de gases
O equipamento que foi utilizado para a aquisição dos dados da
atmosfera foi um medidor de gases BACHARACH ECA-450. Este
equipamento mede diretamente os teores de CO (ppm), HC (%), NO
(ppm), SO2(ppm), O2(%), variação de pressão, temperatura do ar
primário ou de referência e temperatura do gás de saída. O
equipamento também calcula, para o caso de combustão, outros
parâmetros a partir dos dados medidos.
3.1.2 Metodologia empregada
3.1.2.1 Esferoidização
Primeiramente foram colocadas dentro do forno sino bobinas de
fio-máquina do material a ser tratado. Foi iniciada então uma purga
da atmosfera interna através da vazão de nitrogênio para dentro do
forno. Após a purga inicial, a vazão de nitrogênio para dentro do
forno é diminuída, sendo efetuada somente para manter pressão de
nitrogênio dentro do forno levemente positiva durante o ciclo para
evitar a infiltração de ar.
A temperatura foi elevada lentamente, da temperatura
ambiente até a temperatura de trabalho, que é normalmente de

38
725 ºC [5]. A carga permaneceu nesta temperatura por algumas
horas, sendo posteriormente resfriada em uma taxa lenta até a
temperatura ambiente.
Durante o ciclo foi observado o ponto de orvalho da atmosfera.
3.1.2.2 Coleta dos gases
Os gases foram coletados através da sonda do aparelho que foi
colocada na tubulação dos gases de saída, sendo que o local de coleta
se situava em um corredor subterrâneo embaixo da base dos fornos,
conforme pode ser visto na Figura 5.
Figura 5 – Fotografia do medidor de gases instalado para coleta
Com o objetivo de se avaliar as diferentes interações entre
carga e atmosfera do forno, primeiramente foram realizadas coletas
da atmosfera onde foi utilizada carga de fios-máquina com carepa,
sendo posteriormente coletados os dados em um forno vazio, e por
último, em um forno com carga de fios-máquina sem carepa.
3.1.2.3 Análise metalográfica
Para a execução da análise metalográfica foram cortadas
amostras dos fios-máquina submetidos ao processo de

39
esferoidização. Estas amostras então foram embutidas com baquelite,
lixadas nas lixas 100, 200, 400, 600 e 1000, sendo posteriormente
polidas em panos de 4 e 1 µm com pastas de diamante. Após polidas,
as amostras foram atacadas com Nital 2%, sendo levadas a um
microscópio ótico para a identificação e obtenção de micrografias da
microestrutura das amostras.
3.2 TRABALHO TEÓRICO
3.2.1 Programa de simulação
O programa utilizado para a realização das simulações dos
possíveis gases que seriam formados através da interação da carga
com a atmosfera do forno foi o ChemSage v. 4.1 [6]. O criador do
programa foi o sueco Gunnar Erikson e o programa foi desenvolvido
dentro da RWTH-Aachen (Alemanha). Entretanto, a versão comercial
do programa foi feita pela GTT-Technologies.
A lógica utilizada pelo programa é a de calcular o equilíbrio
químico entre as fases por meio da técnica de minimização da
energia livre de Gibbs. Os dados termodinâmicos necessários para a
realização dos cálculos são provenientes de um consórcio de
laboratórios de 7 países (SGTE).
3.2.2 Simulações
3.2.2.1 Sistema de equilíbrio Fe-O
Esta simulação foi realizada para verificar as pressões parciais
de oxigênio em um sistema Fe-O nas quais o ferro estaria na forma
oxidada ou na forma reduzida. Foram feitas então duas simulações:
1 – Sistema composto por Fe – O2 – FeO
2 – Sistema composto por Fe – O2 – Fe3O4

40
As temperaturas utilizadas nas simulações estavam entre 400 e
800 ºC utilizando um intervalo de 50 ºC. Após a obtenção dos dados
fornecidos pelo programa, estes foram plotados em um gráfico
Temperatura x Log p(O2).
3.2.2.2 Decomposição do vapor d’água
Devido a existência de quantidades traço de vapor d’água
mesmo nos nitrogênios mais purificados, foram realizadas simulações
para verificar se estas quantidades são suficientes para oxidar o
ferro.
As simulações foram realizadas em um sistema Fe – N2 – H2O,
sendo utilizadas quantidades de H2O no nitrogênio de 5, 50 e 500
ppm. As temperaturas utilizadas nas simulações estavam entre 400 e
800 ºC utilizando um intervalo de 50 ºC. Após a obtenção dos dados
fornecidos pelo programa, foram observadas as pressões parciais de
oxigênio em equilíbrio, formadas pela decomposição do vapor d’água.
Estes dados foram plotados no gráfico Temperatura x Log p(O2)
obtido anteriormente.
3.2.2.3 Interação aço/atmosfera do forno
Para a realização das simulações da interação do aço com a
atmosfera do forno, primeiramente foram realizados cálculos para a
obtenção de dados que tornasse o sistema teórico adequado e
coerente com sistema encontrado na prática. Para a adequação dos
sistemas foram realizados os seguintes cálculos:
1) Determinação da área superficial total da carga dentro do forno.
Para a determinação da área superficial total da carga dentro do
forno foram consideradas a massa total de carga (MAÇO) e a
densidade do aço (�). Isto foi necessário, pois não foi possível
determinar a quantidade de fios-máquina por bobina inserida no

41
forno, nem o comprimento de cada um deles. Os cálculos realizados
para a determinação da área superficial total estão descritos a seguir.
MAÇO = 20000 kg (carga utilizada)
� = 7800 kg/m3
� = MAÇO / VAÇO � VAÇO = MAÇO / �
VAÇO = 20000 (kg) / 7800 (kg/m3)
VAÇO = 2,564 m3
Volume de um fio = � r2 h, onde h é o comprimento e r o raio
do fio. Sabendo-se que o diâmetro do fio é de 0,0131m, o seu raio é
de 0,00655m. Portanto:
VAÇO = � r2 h � h = VAÇO / � r2
h = 2,564 m3 / � (6,55 x 10-3 m)2
h = 19024,06 m
Área superficial de um fio = 2 � r h:
AT = 2 � r h
AT = 782,93 m2
2) Determinação da relação volume de gás por área superficial de
material. Para a determinação desta relação primeiramente foi
calculado o volume da câmara interna do forno VF:
VF = � R2 H, onde R é o raio e H a altura da câmara interna do
forno. Sabendo–se que R = 2,025 m e D = 5,9 m:
VF = � R2 H

42
VF = � (2,025 m)2 (5,9 m)
VF = 76,0066 m3
Em seguida, para determinar o volume disponível de gás (VGÁS)
dentro da câmara do forno contendo a carga de 20000 kg de aço, foi
determinado que:
VGÁS = VF – VAÇO
VGÁS = 76,0066 m3 - 2,564 m3
VGÁS = 73,4426 m3
A relação volume de gás por área superficial de material pode
agora ser determinada por VGÁS / AT:
VGÁS / AT = 73,4426 m3 / 782,93 m2
VGÁS / AT = 0,0938 m3/m2
Entretanto, para uma melhor quantificação do número de móis
de gás presentes na atmosfera, transformou-se o volume encontrado
em normal metro cúbico (Nm3). Sabe-se que para condições normais
de temperatura e pressão (CNTP), isto é, para uma temperatura de
273 K (0ºC) e uma pressão de 1 atm, o volume de 1m3 de gás possui
44,615 móis. Pela Lei de Charles temos que para uma pressão
constante, o volume de uma determinada massa gasosa é
diretamente proporcional a temperatura absoluta [7]. Portanto
transformando para Nm3:
0,0938 m3/m2 ----- 1023 K
x ----- 273 K
x = 0,025 Nm3/m2
3) Determinação da quantidade de vapor d’água em equilíbrio na
atmosfera. Para determinação da quantidade de vapor d’água na

43
atmosfera foi utilizada uma fórmula que relaciona o ponto de orvalho
com a porcentagem de água presente. A fórmula é [8]:
%H2O = (e14,7316 – (5422,18/T+273,16)) x 100
Onde T é o ponto de orvalho da atmosfera. O analisador de
ponto de orvalho, no dia em que foi feita a coleta dos gases, indicava
um ponto de orvalho de –20ºC. Aplicando a fórmula para T = -20ºC,
temos:
%H2O = 0,1248% = 1248 ppm
4) Determinação da quantidade de Fe-C inserida no sistema teórico.
Para a determinação da quantidade de Fe-C inserida no sistema
teórico foi considerado um cubo de 1m3 de aço contendo 0,2% de
carbono. Os cálculos realizados para a obtenção destas quantidades
foram:
� = 7800 kg/m3 � � = 7800000 g/m3
VCUBO = 1m3
� = MCUBO / VCUBO � MCUBO = � X VCUBO
MCUBO = 7800000 g
Sendo a quantidade de carbono em gramas GC, e a quantidade de
ferro em gramas GFe, temos:
GC = MCUBO x 0,002 GFe = MCUBO x 0,998
GC = 15600 g GFe = 7784400 g
5) Determinação da quantidade de móis de nitrogênio inseridos no
sistema teórico. Para a determinação da quantidade de móis de

44
nitrogênio inseridos no sistema, primeiramente se calculou quantos
móis de gás por m2 de área superficial estariam presentes no
sistema. Assim:
VGÁS / AT = 0,025 Nm3/m2
nGÁS = (0,025 Nm3/m2) X (44,615 móis/Nm3)
nGÁS = 1,115375 móis/m2
Posteriormente, foi calculada a pressão parcial de nitrogênio na
atmosfera. Se haviam 1248 ppm de vapor d’água em equilíbrio na
atmosfera ou 0,1248%, a pressão parcial do vapor d’água é
0,1248/100 ou 0,001248 atm. Portanto:
p(N2) = 1 – p(H2O)
p(N2) = 0,998752 atm
Assim, o número de móis de nitrogênio na atmosfera é:
nN2 = 1,115375 x p(N2)
nN2 = 1,1139830 móis
6) Inserção dos dados no programa. Para o início da simulação do
sistema teórico, foram inseridos os dados das massas de ferro (Fe) e
de carbono (C) em gramas, o número de móis de nitrogênio (nN2) e a
pressão parcial do vapor d’água em equilíbrio. A Figura 6 mostra os
valores na tela de inserção dos dados do programa.

45
Figura 6 – Imagem mostrando os valores inseridos no programa de simulação

46
4. RESULTADOS E DISCUSSÃO
4.1 TRABALHO PRÁTICO
4.1.1 Coleta dos gases
Os resultados obtidos durante a coleta dos gases na
temperatura de trabalho (725ºC) estão mostrados nas Tabelas 4, 5 e
6. Os dados das Tabelas 4, 5 e 6 foram obtidos em fornos com fios-
máquina com carepa, em forno vazio, e, com fios-máquina sem
carepa, respectivamente.
Tabela 4 – Resultados obtidos no forno com fios-máquina com carepa
T (ºC) O2 CO NO NO2 SO2 HC
725 0,10 7600 0,00 0,00 35 xxx
725 0,10 7728 0,00 0,00 36 xxx
725 0,09 7979 0,00 0,00 39 xxx
725 0,10 9980 0,00 0,00 42 xxx
725 0,09 10374 0,00 0,00 48 xxx
725 0,09 10401 0,00 0,00 50 xxx
725 0,09 10454 0,00 0,00 51 xxx
725 0,08 10536 0,00 0,00 52 xxx
Tabela 5 – Resultados obtidos no forno vazio
T (ºC) O2 CO NO NO2 SO2 HC
790 0,17 15 0,00 0,00 0,20 0,00
790 0,15 20 0,00 0,00 0,40 0,00
790 0,15 25 0,00 0,00 0,50 0,00
790 0,12 31 0,00 0,00 0,90 0,00
790 0,15 43 0,00 0,00 1,09 0,00

47
Tabela 6 – Resultados obtidos no forno com fios-máquina sem carepa
T (ºC) O2 CO NO NO2 SO2 HC
725 0,15 9458 1,49 0,00 37,41 xxxx
725 0,14 9.698 2,32 0,00 39,80 xxxx
725 0,12 44.002 4,64 0,00 137,40 xxxx
725 6,89 38.773 47,51 0,00 139,79 1,51
725 6,21 40.800 50,99 0,00 147,65 1,56
725 0,11 50.406 0,00 0,00 212,91 xxxx
725 0,08 73.452 0,00 0,00 239,38 xxxx
Os sinais xxxx presentes na coluna dos hidrocarbonetos (HC)
indicam que a concentração de hidrocarbonetos na atmosfera
excedeu a capacidade de leitura do equipamento. É importante
ressaltar que esta capacidade está correlacionada com a quantidade
de oxigênio presente, isto é, para um determinado teor de oxigênio
na atmosfera, existe um teor máximo de hidrocarbonetos que o
equipamento consegue medir. Observa-se que a atmosfera apresenta
teores significantes de monóxido de carbono para os fornos que
foram monitorados contendo carga de material. Estes teores não
estão condizentes com os encontrados em uma atmosfera em base
de nitrogênio comercial.
4.1.2 Análise metalográfica
A microestrutura das amostras analisadas pode ser observada
nas Figuras 6 e 7, que estão apresentadas a seguir.

48
Figura 6 – Micrografia obtida na região de núcleo do aço. Observa-se uma microestrutura típica de um aço baixo carbono esferoidizado.
Figura 7- Micrografia obtida na região superficial do aço. Observa-se uma descarbonetação nesta região.
A micrografia obtida na região de núcleo da amostra analisada
apresenta uma microestrutura típica de um aço baixo carbono
esferoidizado, com cementita esferoidizada em uma matriz ferrítica.
Entretanto, na região superficial é notada uma certa descarbonetação
do aço.

49
Analisando os resultados apresentados nas Tabelas 4, 5 e 6,
observa-se que a atmosfera presente dentro da câmara do forno não
está correspondente a uma atmosfera em base de nitrogênio
comercial, haja visto o teor do gás de monóxido de carbono (CO)
encontrado. A hipótese inicial de que o monóxido de carbono seria
formado devido à degradação das graxas utilizadas para lubrificação
de componentes internos do forno foi descartada com a verificação
dos resultados obtidos na coleta da atmosfera realizada com o forno
vazio. Portanto, pôde ser considerado que o carbono presente no
monóxido de carbono foi proveniente do aço. Este fato está mostrado
na Figura 7, onde pode se observar uma descarbonetação na região
superficial da amostra analisada, entretanto a profundidade da
camada não pôde ser medida pois não está bem resolvida.
Segundo a literatura, os óxidos presentes na superfície do aço
(carepa) poderiam reagir com o carbono presente na superfície do
aço e formar monóxido de carbono. Entretanto, foi verificado que o
aço que estava com carepa formou uma quantidade de monóxido de
carbono menor que o aço sem carepa. Assim, foi considerado que na
atmosfera do forno estavam presentes elementos oxidantes ao aço,
como o vapor d’água, e a carepa presente no aço serviu como um
filme protetor, evitando o contato do hidrogênio e do oxigênio,
provenientes da dissociação da água, com a superfície do aço.
4.2 TRABALHO TEÓRICO
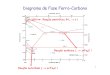
4.2.1 Sistemas de equilíbrio Fe-O e decomposição do vapor d’água A Figura 8 apresenta as curvas resultantes dos processos de
simulação dos sistemas de equilíbrio Fe-O e da decomposição do
vapor d’água em um gráfico Temperatura x Log p(O2).

50
Figura 8 – Gráfico Temperatura x Log p(O2)
O gráfico Temperatura x Log p(O2) da Figura 8 mostra que as
três curvas assimétricas paralelas, que representam uma atmosfera
de nitrogênio contendo, da esquerda para direita, 5, 50 e 500 ppm de
água, estão na região de oxidação do ferro. Portanto, nas
temperaturas utilizadas para esferoidização, o ferro,
termodinamicamente, tenderia a se oxidar mesmo com quantidades
mínimas de vapor d’água na atmosfera.
4.2.2 Interação aço/atmosfera do forno
Os resultados obtidos na simulação do sistema teórico
N2 – H2O – Fe – C estão apresentados na Figura 9.
350
400
450
500
550
600
650
700
750
800
850
-35,00 -30,00 -25,00 -20,00 -15,00 -10,00 -5,00 0,00Log(pO2) [Log(atm)]
T [°
C]
Fe
Óxidos

51
Figura 9 – Resultados obtidos na simulação do sistema teórico
Os resultados apresentados na Figura 9 mostram que a
quantidade de monóxido de carbono formada até o equilíbrio
termodinâmico está bem próxima dos valores obtidos no sistema
real. Uma fração molar de 0,05751 é igual a 5,751% ou 57510 ppm.
A diferença encontrada entre os valores do sistema real e do sistema
teórico pode estar associada à ação de alguns efeitos cinéticos e
também a situação de adição, quando foi necessária, de nitrogênio
para dentro do forno para manter a pressão levemente positiva.
Através dos resultados apresentados na simulação também se
estimou a profundidade de camada descarbonetada provocada pela
ação da atmosfera. Para isso, primeiramente, foram somadas as
quantidades de móis do monóxido de carbono (CO), do dióxido de
carbono (CO2) e do metano (CH4). Posteriormente, para sabermos a
quantidade de carbono presente nos gases, esta soma foi
multiplicada por 12, pois 1 mol de carbono pesa 12 gramas. Assim:
GC = (0,068024+0,0018466+0,00025158) mol X 12 g/mol
GC = 0,8415 g
T = 750.00 C P = 1.00000E+00 atm V = 9.93065E-02 m3 STREAM CONSTITUENTS AMOUNT/mol Fe 1.3939E+05 C 1.2988E+03 N2/GAS/ 1.0400E+00 H2O/GAS/ 7.3200E-02 EQUIL AMOUNT MOLE FRACTION FUGACITY PHASE: GAS mol atm N2 1.0400E+00 8.7926E-01 8.7926E-01 H2 7.1214E-02 6.0207E-02 6.0207E-02 CO 6.8024E-02 5.7510E-02 5.7510E-02 CO2 1.8466E-03 1.5612E-03 1.5612E-03 H2O 1.4831E-03 1.2539E-03 1.2539E-03 CH4 2.5158E-04 2.1269E-04 2.1269E-04 O2 1.4784E-23 1.2499E-23 1.2499E-23 TOTAL: 1.1828E+00 1.0000E+00 1.0000E+00

52
Para determinar a camada descarbonetada, calculou-se a
quantidade de carbono que um aço com 0,2 %carbono possuiria em
um volume com 1 m2 de área superficial e 1 �m de profundidade:
1 m3 ---- 1 m2 x 1 m
x ---- 1 m2 x 10-6 m
x = 10-6 m3
Como 1 m3 de aço possui 15600 g de carbono, 10-6 m3 possui
0,0156 g. Assim, a profundidade de camada descarbonetada PD é:
PD = (0,8415 g) / (0,0156 g/�m)
PD = 53,9 �m
É importante ressaltar que a camada descarbonetada obtida foi
considerando uma descarbonetação total. Os valores encontrados
normalmente na empresa não foram liberados.

53
5. CONCLUSÕES
A partir dos resultados experimentais obtidos neste trabalho,
conclui-se que:
��A descarbonetação do aço submetido ao processo de
esferoidização foi conseqüência da presença de uma alta
concentração de vapor d’água no interior da câmara do forno.
Esta concentração não foi derivada do nitrogênio, mas pode ter
entrado adsorvida na superfície da carga metálica ou por
problemas na tubulação de entrada de nitrogênio;
��É possível, através de cálculos, a utilização da termodinâmica
computacional como auxílio na simulação das interações
aço/atmosfera existentes nos fornos para tratamento térmico;
��As atmosferas em base de nitrogênio comercial protetivas,
mesmo sendo as mais puras na sua função, ainda podem
promover uma descarbonetação do aço. Este efeito
descarbonetante pode ser diminuído através de um controle do
ponto de orvalho da atmosfera, evitando-se ao máximo a
infiltração de vapor d’água para dentro do forno.

54
6. SUGESTÕES PARA OUTROS TRABALHOS
��Realização de trabalhos práticos e simulações para diferentes
pontos de orvalho de uma atmosfera em base de nitrogênio
comercial para avaliação do efeito do vapor d’água na
descarbonetação dos aços;

55
7. BIBLIOGRAFIAS
1 Johnson, P. “Furnace Atmospheres”, ASM Handbook, vol.4,
1991, p.542-568
2 Disponível em: <http://www.b2.boc.com/STEEL.PDF>. Acesso
em: 2 de setembro 2002.
3 Disponível em: <http://www.gerdau.com.br/produtoeservicos>
Acesso em: 28 de agosto 2002.
4 Disponível em: <http://www.praxair.com.br/gases> Acesso
em: 30 de agosto 2002.
5 Bramfitt, B. L. “Annealing of Steel”, ASM Handbook, vol.4, 1991
p.48
6 ERIKSSON, G.; HACK, K.: ChemSage – a computer program for
the calculation of complex chemical equilibria, Met. Transactions B,
vol.21B, 1990, p.1013-1023
7 Disponível em: <http://www.microsafety.com.br/SILO7>
Acessado em: 2 de setembro 2002.
8 Stickels, C. A. “Gas Carburizing”, ASM Handbook, vol.4, 1991,
p.317