Embed Size (px)
Citation preview

89Rev. Bras. Farm., 88(2), 2007
Monitoramento do processo de compressão decomprimidos de captopril utilizando controle
estatístico de processoThe application of statistical process control in monitoring
the compression process of captopril tablets
João Rui Barbosa de Alencar1, Carlos Edison Lopes2 & Maurício Bezerra de Souza Jr.3
Recebido em 18/01/2007 e atualizado em 29/3/20071Doutorando em Tecnologia de Processos Químicos e Bioquímicos pela EQ/UFRJ; 2 PhD pela Aston University, Birmingham Inglaterra, Prof. Adjunto pela UFPE
3 D.Sc. Engenharia Química pelo PEQ/COPPE/UFRJ, Prof. Associado I EQ/UFRJ
1. INTRODUÇÃO
O monitoramento contínuo da variabilidade dos pro cessos tem sintonia com os modernos sistemas de
qualidade e com o novo modelo de boas práticas defabricação para indústria farmacêutica. O Controle Es-tatístico do Processo (CEP) é uma poderosa coleção deferramentas de resolução de problemas útil na verifi-cação da estabilidade e na melhoria da capacidade dosprocessos através da redução da sua variabilidade queo qualifica, também, para monitoramento on line daqualidade de medicamentos.
Muito pouco se tem publicado sobre aplicações in-dustriais de controle estatístico de processo. Para pro-cessos farmacêuticos estas são ainda mais raras. Emalguns poucos trabalhos Alencar et al. (2004, 2005)voltados para esse segmento industrial aplicaram CEPpara avaliar a estabilidade do processo e determinaçãodos limites de controle para aplicações futuras numprocesso farmacêutico de fabricação de formas sólidas,utilizando dados de produção de comprimidos de gli-benclamida 5mg. Neste trabalho, utilizaram-se dados
industriais da produção do medicamento captopril com-primidos de 25mg produzidos pelo Laboratório Farma-cêutico do Estado de Pernambuco S/A-LAFEPE (Reci-fe/PE, Brasil) para sistematizar a utilização do controleestatístico de processo para monitoramento do proces-so de formas farmacêuticas sólidas e servir como evi-dência de garantia de qualidade na validação dos pro-cessos.
2. Controle Estatístico de Processo (CEP)As cartas ou gráficos de controle são as ferramentas
principais utilizadas no controle estatístico de proces-so e têm como objetivo detectar desvios de parâmetrosrepresentativos do processo, reduzindo a quantidadede produtos fora de especificações e os custos de pro-dução. Trata-se de gráficos temporais que apresentamos valores de medição da variável de interesse no eixovertical e os pontos no tempo nos quais as mediçõessão efetuadas no eixo horizontal. O objetivo principaldo CEP é monitorar o desempenho da variável de inte-resse, atuando corretivamente sobre o processo quan-do necessário, de forma a garantir a qualidade futurados itens. Os dados de entrada das cartas de controle
Controle de processos l Artigo de pesquisa
Rev. Bras. Farm., 88(2): 89-97, 2007
SUMMARY � Statistical analysis is an excellent alternative to establish the degree of required securityprocess. The objective of this work was to use statistical process control (SPC) tools to study and validate,retrospectively, the stage compression performance of the industrial process production of solid pharmaceu-tical forms by LAFEPE (Recife-PE, Brazil), as well as to verify the statistical process stability using historical data � 2004 and 2005 � to anti-hipertensive medicine, captopril tablets 25mg. The results point out to astraight way to demonstrate the high degree of security required for this type of process.KEYWORDS � Statistical Process Control, process monitoring, quality control, tablet production, captopril.
RESUMO � Técnicas estatísticas podem ser excelentes para demonstrar o grau de segurança requerido porum processo farmacêutico, especificamente na validação. O objetivo deste trabalho foi utilizar ferramentasdo controle estatístico de processo (CEP) para estudar e validar, retrospectivamente, o desempenho daetapa de compressão do processo industrial de produção de formas farmacêuticas sólidas do LAFEPE
(Recife � PE, Brasil), bem como, verificar a estabilidade estatística do processo, utilizando dados históricosda produção de 2004 e 2005 do medicamento anti-hipertensivo, captopril comprimidos 25mg. Os resultadosapontam para uma forma objetiva de demonstrar o alto grau de segurança requerida para este tipo deprocesso.
PALAVRAS-CHAVE � Controle Estatístico de Processo, monitoramento de processos, controle de qualidade,produção de comprimidos, captopril.

90 Rev. Bras. Farm., 88(2), 2007
podem ser medições de um parâmetro de processo oude uma característica de qualidade de interesse.
Na estratégia do CEP, é usual monitorar tanto ovalor médio das variáveis quanto a sua variabilidade.O controle da média do processo é usualmente feitoatravés do gráfico de controle para médias ou gráficode . A variabilidade do processo pode ser monitora-da tanto através do gráfico de controle do desvio-pa-drão, chamado gráfico S, como pelo gráfico para a am-plitude móvel, chamado gráfico R, este último utiliza-do neste trabalho. Exemplificando melhor a função decada gráfico, o gráfico de monitora a variabilidadeentre amostras e o gráfico de S ou R monitora a varia-bilidade dentro da amostra. Os pontos plotados nosgráficos de controle são unidos por linhas retas se-qüencialmente e são interpretados em função de li-nhas horizontais, chamados de limite superior de con-trole (LSC), linha média (LM) e limite inferior de contro-le (LIC) dados pelas equações 1, 2 e 3 para o gráficoda média e 4, 5, e 6 para o gráfico da amplitude móvel(Montgomery, 2001).
Limites de Controle para o Gráficodas Medidas Individuais
Limites de Controle para o Gráficoda Amplitude Móvel
onde é a média dos pontos do gráfico para cadavariável e MRi = | xi - xi-1|, isto é, a diferença entredois valores subseqüentes de cada variável, asmédias das amplitudes, e os parâmetros c4, B3 e B4 pord2, D3 e D4 são tabulados (Montgomery, 2001).
2.1. Capacidade do processoA relação entre os níveis de variabilidade do pro-
cesso em relação às exigências de especificação é feitaatravés da análise da capacidade do processo. A verifi-cação da capacidade do processo em atender com se-gurança às especificações foi demonstrada pelo cálcu-lo do parâmetro C pk, definido pela equação 7, 8 e 9. Talparâmetro representa a razão entre a tolerância da es-pecificação e a dispersão total do processo.
Cpk = min[Cpi, Cps] (7)
O índice Cpk avalia a distância da média do proces-so aos limites da especificação, tomando aquela quefor menor, e, portanto, mais crítica em termos de chan-ces de serem produzidos itens fora de especificação.
Em anos recentes, muitas companhias adotaram cri-térios para avaliar seus processos baseados em índicesde capacidade do processo bem rígidos. Por exemplo,o programa �seis-sigma� patrocinado pela Motorolaexige essencialmente que, quando o processo está sobcontrole, não estará a menos de 6 desvios-padrão dolimite de especificação mais próximo, isto é, que Cpkseja no mínimo 2,0 (Montgomery, 2001). Outros auto-res (Kieffer, R. & Torbeck, 1998) consideram que o Cpkmínimo a ser adotado na etapa de validação de umprocesso farmacêutico é de 2,0, porém, admitem quetal rigor é desnecessário, uma vez que durante as ope-rações de rotina, a variabilidade dos processos é bemmaior que aquelas obtidas no estágio de validaçãoquando normalmente se utiliza análise de três lotes.No presente trabalho, utilizamos um critério interme-diário de Cpk mínimo de 1,25 como a segurança reque-rida para processos farmacêuticos existentes desta na-tureza.
3. METODOLOGIA
Foram estudados os dados de 149 lotes do medicamen-to captopril produzidos no ano de 2004 e 2005, cada lotede tamanho nominal de 1.200.000 comprimidos. Foramutilizadas observações de controle do processo relativoaos parâmetros peso médio, dureza, friabilidade, desin-tegração, teor, teor de dissulfeto de captopril, dissoluçãoe uniformidade de conteúdo dos comprimidos, informa-ções estas, coletadas dos laudos analíticos do produtoacabado de cada lote. A Tabela I apresenta as especifica-ções farmacopéicas (Brasil, 2003) do produto acabado.
Para a construção dos gráficos de controle seguiu-se a seguinte metodologia:
• Coleta de Dados: Utilizaram-se como fonte dos da-
TABELA IParâmetros de qualidade do medicamento captopril
Parâmetro Especificação
Peso Médio 150mg + 7,5%
Dureza Mínimo 3 Kgf/cm2
Friabilidade Máximo 2%
Tempo de Desintegração Máximo 30 min
Teor 90 a 110%
Teor de Dissulfeto de Captopril Máximo 3%
Uniformidade de Conteúdo 85 a 115%
Dissolução > 80% / 20 minutos

91Rev. Bras. Farm., 88(2), 2007
dos, os laudos analíticos de liberação do produto acabado;• Construção dos Gráficos de Controle: Foram uti-
lizados os 50 primeiros lotes da base de dados paradeterminação dos limites de controle inferior, média esuperior do gráfico de controle da média e da amplitu-de móvel; utilizou-se como ferramenta para tratamentodos dados, o pacote computacional Statistica® (Statsoft,2005) no módulo: Quality Control Charts.
• Fase 1 - Avaliação da Estabilidade do Processo:Plotagem de cada uma das variáveis seqüencialmenteem função dos limites de controle tentativos obtidos;Interpretação de cada um dos gráficos obtidos acima,observando a presença de pontos fora dos limites decontrole. Caso algum ponto se apresente fora dos limi-tes, excluí-se e recalculam-se os limites de controle.Caso não haja pontos fora dos limites de controle, pas-sa-se para a Fase 2 de monitoramento quando o pro-cesso é tido sob controle ou estatisticamente estável;
• Fase 2 - Monitoramento: Fixando os limites decontrole obtidos na Fase 1, plota-se em cada gráfico decontrole, os resultados dos 100 lotes subseqüentes paraverificação se o processo permanece estável. Em per-manecendo sob controle, calculam-se os índices de ca-pacidade do processo para cada variável. A obtenção eaplicação dos limites de controle (Fase 1) na fase demonitoramento, demonstram a evidência de garantiade qualidade requerida na validação do processo.
• Fase 3 - Avaliação da capacidade do processo: Oprocesso, estando sob controle, deve ser avaliado quan-to à sua capacidade de atender às especificações far-macopéicas do produto.
4. RESULTADOS
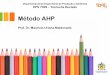
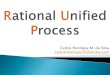
4.1 Avaliação do Peso MédioAs Figuras 1 e 2 apresentam, respectivamente, os
gráficos de controle da amplitude e da média para oparâmetro peso médio dos comprimidos para os primei-ros 50 lotes. Em ambas as figuras, observa-se que o pro-cesso mantém-se dentro dos limites de controle tentati-vos, os quais são estabelecidos para o processo, quaissejam 0 e 4,62mg para os limites de controle inferior esuperior com média em torno de 1,42mg para o gráficoda amplitude móvel e 146,6 e 154,3mg, respectivamen-te, para os limites de controle inferior e superior, commédia em torno de 150,5mg para o gráfico da média.
Após a obtenção dos limites de controle do processopara a variável peso médio, Fase 1, procurou-se ava-liar o comportamento do processo em relação a essavariável em função dos limites de controle estabeleci-dos considerando, agora, novos lotes produzidos.
A Figura 3 apresenta o comportamento do gráfico decontrole após a adição de cerca de 100 novos lotes doproduto. Observa-se que o processo se mantém dentrode uma estabilidade estatística, não apresentando sinaisde desvios além daqueles limites. Observa-se tambématravés do histograma constante da mesma figura, que adistribuição do teor dos comprimidos obedece com boaaproximação, uma distribuição normal, requisito impor-tante para aplicação dos gráficos de controle. Após estacomprovação calculou-se o índice de capacidade do pro-cesso para essa variável tendo sido obtidos valor de Cpkde 2,86, considerando o desvio-padrão calculado para oprocesso de 1,25, para o índice de capacidade unilateralsuperior o que qualifica o processo como capaz.
FIG. 3 - Gráfico da média dos pesos - Fase 2
FIG. 1 - Amplitude móvel para peso médio
FIG 2 - Gráfico da média dos pesos
4.2 Avaliação da durezaA especificação farmacopéica do produto requer uma
dureza mínima de 3Kgf/cm2 não havendo uma faixa decontrole estabelecida para o monitoramento dessa va-riável. As Figuras 4 e 5 apresentam os gráficos de con-trole da amplitude e da média para esse parâmetro paraos primeiros 50 lotes da base de dados. Em ambas asfiguras, observam-se que tanto para o gráfico da am-plitude móvel, como para o gráfico da média, o proces-so mantém-se dentro dos limites de controle tentati-vos. Tais limites foram 0 e 2,0Kgf/cm2 respectivamente,para os limites de controle inferior e superior, com médiaem torno de 0,64Kgf/cm2 para o gráfico da amplitudemóvel e 3,65 a 7,05Kgf/cm2 respectivamente, para oslimites de controle inferior e superior e com média emtorno de 5,35Kgf/cm2.

92 Rev. Bras. Farm., 88(2), 2007
Após a obtenção dos limites de controle do processopara a variável dureza na Fase 1 de implantação dosgráficos de controle, avaliou-se o comportamento des-sa variável em função destes limites de controle consi-derando, agora, novos lotes subseqüentes que foramproduzidos. A Figura 6 apresenta o comportamento dográfico de controle após a adição de cerca de 100 no-vos lotes do produto. Observa-se que o processo nãose mantém dentro da estabilidade apresentada inicial-mente na Fase 1, apresentando inclusive, uma mudan-ça crescente na média do processo, e por volta do lote90, uma série de lotes apresentam valores de durezaelevados e fora dos limites estabelecidos na Fase 1.Comprimidos com dureza muito elevada podem in-fluenciar a taxa de dissolução e ter repercussão na efi-
cácia terapêutica. Observa-se que o processo não pos-sui controle consistente dessa variável, uma vez que,sua média aumentou progressivamente indicando a pre-sença de causas não aleatórias, atuando sobre o pro-cesso. Tal constatação inviabiliza a manutenção dos li-mites obtidos na Fase 1 como definitivos para valida-ção do processo, devendo ser recalculados com novoslotes. Apesar disso, considerando os limites de contro-le obtidos na Fase 1, no qual o processo apresentou-seestável, verificou-se que o processo possuiria índicede capacidade de 1,37, considerando o desvio-padrãodo processo de 0,566, o que o qualificaria como umprocesso potencialmente capaz.
4.3 Avaliação da friabilidadeA especificação farmacopéica do produto requer uma
friabilidade máxima de 2,0% e a exemplo da dureza,não há uma faixa de controle estabelecida para o moni-toramento dessa variável. As Figuras 7 e 8 apresentamos gráficos de controle da amplitude e da média paraesse parâmetro para os primeiros 48 lotes da base dedados. Em ambas as figuras, observam-se que tantopara o gráfico da amplitude móvel como para o gráficoda média, o processo mantém-se dentro dos limites decontrole tentativos. Tais limites foram 0,0 a 0,410% res-pectivamente, para os limites de controle inferior e su-perior, com média em torno de 0,20% para o gráfico daamplitude móvel e 0 e 0,23% respectivamente, para oslimites de controle inferior e superior e com média emtorno de 0,07%.
Após a obtenção dos limites de controle do processopara a variável dureza na Fase 1 de implantação dos
FIG. 5 - Gráfico da média da dureza
FIG. 7 - Amplitude móvel para a friabilidade
FIG. 6 - Gráfico de controle da média de dureza - Fase 2
FIG. 8 - Gráfico da média para friabilidade
FIG. 4 - Amplitude móvel para a dureza

93Rev. Bras. Farm., 88(2), 2007
gráficos de controle, avaliou-se o comportamento des-sa variável em função desses limites de controle consi-derando, agora, novos lotes subseqüentes que foramproduzidos. A Figura 9 apresenta o comportamento dográfico de controle após a adição de cerca de 100 no-vos lotes do produto. Observa-se que o processo apre-senta alguns poucos pontos fora de controle que nãocomprometem a estabilidade apresentada inicialmentena Fase 1, dada a elevada distância da média do pro-cesso em relação ao limite superior da especificação(2%). Essa constatação se traduz no cálculo do índicede capacidade o qual apresentou valor de 9,28, consi-derando o desvio-padrão do processo de 0,0693, indi-cando que o processo é potencialmente capaz.
4.4 Avaliação da desintegraçãoA especificação farmacopéica do produto captopril
requer um tempo de desintegração máximo de 30 min.Também aqui não há uma faixa de controle estabeleci-da para o monitoramento dessa variável. A Figura 10 e11 apresenta os gráficos de controle da média e ampli-tude para esse parâmetro para os primeiros 48 lotes dabase de dados. Em ambas as figuras, observam-se queo processo mantém-se dentro dos limites de controletentativos os quais foram estabelecidos para o proces-so, como sendo 0 e 1,0 min respectivamente, para oslimites de controle inferior e superior, com média emtorno de 0,31 min para o gráfico da amplitude móvel e0,3 a 2 min respectivamente, para os limites de contro-le inferior e superior e com média em torno de 1,2 minpara o gráfico da média. Outra observação que se fazdessas figuras é que os dados apresentaram muito pouca
variabilidade com vários pontos consecutivos apresen-tando o mesmo valor, sugerindo falta de aleatoriedaderequerida nesse tipo de gráfico.
Após a obtenção dos limites de controle do processopara a variável friabilidade na Fase 1 de implantaçãodos gráficos de controle, avaliou-se o comportamentodo processo considerando, a inclusão de novos lotessubseqüentes que foram produzidos. A Figura 12 apre-senta o comportamento do gráfico de controle após aadição de cerca de 100 novos lotes do produto. Obser-va-se que o processo apresenta vários pontos fora decontrole e não mantém a estabilidade apresentada ini-cialmente na Fase 1. Neste gráfico observa-se clara-mente que o processo teve sua média alterada paravalores da ordem de 8 min a partir do lote 100, queinviabiliza os limites de controle obtidos na Fase 1 comodefinitivos para validação do processo, devendo serrecalculados com novos lotes produzidos. Este compor-tamento provavelmente tem relação com o aumento dadureza dos comprimidos observado na Fig. 6. Apesardisso, considerando os limites de controle obtidos naFase 1, no qual o processo apresentou-se estável, olimite superior da especificação como 30 min e a médiado processo nessa fase, 2 min verificou-se que o pro-cesso possuiria índice de capacidade Cpk de 34,6, paraum desvio-padrão do processo de 0,2775, o que o qua-lificaria como um processo potencialmente capaz.
4.5 Avaliação do teorA especificação farmacopéica do produto captopril
requer que o teor do princípio ativo esteja na faixa de90 a 110% em relação ao valor rotulado, isto é, para um
FIG. 11 - Gráfico da média para desintegração
FIG. 12 - Gráfico da média da desintegreação - Fase 2FIG. 10 - Amplitude móvel para a desintegração
FIG. 9 - Gráfico da média da friabilidade - Fase 2

94 Rev. Bras. Farm., 88(2), 2007
comprimido de 25mg, se aceita que o comprimido pos-sua de 22,5mg a 27,5mg da substância ativa. As Figu-ras 13 e 14 apresentam os gráficos de controle da am-plitude móvel e da média para o teor considerando osprimeiros 50 lotes da base de dados. Em ambas as fi-guras, observa-se que o processo mantém-se dentro doslimites de controle tentativos, quais sejam 0 e 9,6% res-pectivamente, para os limites de controle inferior e su-perior, com média em torno de 2,9%. Para o gráfico daamplitude móvel, 93,4 a 108,9% respectivamente, paraos limites de controle inferior e superior e com médiaem torno de 101,2% para o gráfico da média.
Após a obtenção dos limites de controle do processopara a variável teor, avaliaram-se o comportamento doprocesso em relação aos limites de controle estabeleci-
dos, considerando os lotes subseqüentes que foram pro-duzidos. A Figura 15 apresenta o comportamento do grá-fico de controle após a adição de cerca de 100 novos lotesdo produto. Observa-se que o processo se mantém den-tro da estabilidade estatística não apresentando sinais dedesvios além desse limite. Este desempenho permitiu ocálculo do índice de capacidade do processo para essavariável, obtendo-se o valor de Cpk de 1,13 para um des-vio-padrão do processo de 2,596, o que, como um proces-so capaz, porém, inferior ao requerido de 1,33.
4.6 Avaliação do teor de dissulfeto de captoprilA especificação farmacopéica do produto captopril
requer um teor de dissulfeto de captorpil máximo de3% não havendo uma faixa para controle estabelecidapara o monitoramento dessa variável. Nos primeiros50 lotes da base de dados houve uma grande quanti-dade de pontos fora dos limites de controle. Esse con-junto de dados foi descartado dado à extensa variabili-dade. Foram tomados lotes subseqüentes, cerca de mais50 lotes, para o estabelecimento dos limites de contro-le. As Figuras 16 e 17 apresentam os gráficos de con-trole da amplitude e da média para esse conjunto dabase de dados. Em ambas as figuras, observam-se queo processo manteve-se dentro dos limites de controletentativos os quais foram estabelecidos para o proces-so, como sendo 0 e 0,19% respectivamente, para os li-mites de controle inferior e superior, com média emtorno de 0,06% para o gráfico da amplitude móvel e0,24 a 0,55% respectivamente, para os limites de con-trole inferior e superior, com média em torno de 0,40%para o gráfico da média.
FIG. 13 - Amplitude móvel para o teor
FIG. 14 - Gráfico da média para teor
FIG. 15 - Gráfico da média da teor - Fase 2
FIG. 16 - Amplitude móvel para a dissulfeto
FIG. 17 - Gráfico da média para dissulfeto

95Rev. Bras. Farm., 88(2), 2007
Após a obtenção dos limites de controle do processopara a variável dissulfeto de captopril, avaliou-se ocomportamento do processo em relação aos limites decontrole estabelecidos na Fase 1 considerando, novoslotes subseqüentes que foram produzidos. A Figura 18apresenta o comportamento do gráfico de controle apósa inclusão desses lotes. Nela se observa que o proces-so não se mantém dentro da estabilidade estatísticaapresentada na Fase 1 quando do estabelecimento doslimites de controle. Contudo, determinou-se o índicede capacidade do processo para essa variável, obten-do-se valores de C pk de 14,4 para o índice de capacida-de unilateral superior o que qualifica o processo comocapaz para obtenção do valor alvo desejado. Observa-se, que vários lotes apresentaram valores da impurezadissulfeto de captopril acima do limite superior obtidona Fase 1, motivada, conforme investigado pela res-pectivo aumento dessa impureza no insumo captoprilutilizado na fabricação desses lotes. Tal constataçãoinviabiliza a manutenção dos limites obtidos na Fase 1como definitivos para validação do processo, devendoser recalculados com novos lotes. Contudo, conside-rando os limites de controle obtidos na Fase 1, no qualo processo apresentou-se estável, verificou-se que oprocesso possuiria índice de capacidade de 16,4, comdesvio-padrão do processo de 0,053, o que o qualifica-ria como um processo potencialmente capaz.
4.7 Avaliação da dissoluçãoA especificação farmacopéica do produto captopril
requer que uma taxa de dissolução mínima de 80% em20 min, porém, não há uma faixa para o controle do
monitoramento dessa variável ao longo do processo.As Figuras 19 e 20 apresentam os gráficos de controleda amplitude e da média e, para este parâmetro e paraos primeiros 50 lotes da base de dados. Em ambas asfiguras, observam-se que o processo mantém-se den-tro dos limites de controle tentativos os quais foramestabelecidos para o processo, como sendo 0 e 13,8%respectivamente, para os limites de controle inferior esuperior, com média em torno de 4,2% para o gráficoda amplitude móvel e 92,8 a 115,2% respectivamente,para os limites de controle inferior e superior, com médiaem torno de 104,0% para o gráfico da média.
Após a obtenção dos limites de controle do processopara a variável dissolução, avaliaram-se o comporta-mento do processo em relação aos limites de controleestabelecidos considerando, os lotes subseqüentes queforam produzidos. A Figura 21 apresenta o comporta-mento do gráfico de controle após a adição de cerca de100 novos lotes do produto. Nela observa-se que o pro-cesso apresenta somente três pontos fora dos limitesde controle o que não compromete a estabilidade doprocesso obtida na Fase 1, uma vez que tais pontos seapresentam como fatos isolados. Este desempenho per-mitiu o cálculo do índice de capacidade do processopara essa variável tendo sido obtidos valor de Cpk de2,14, considerando o desvio-padrão do processo de3,746, para o índice de capacidade unilateral inferior oque qualifica o processo como capaz para e acima doíndice desejado de 1,33.
4.8 Avaliação da uniformidade de conteúdoA especificação farmacopeica do produto captopril
FIG. 19 - Amplitude móvel para a dissolução FIG. 21 - Gráfico da Média do Dissolução - Fase 2
FIG. 20 - Gráfico da média para dissoluçãoFIG. 18 - Gráfico da média do dissulfeto - Fase 2

96 Rev. Bras. Farm., 88(2), 2007
requer que uma uniformidade de conteúdo na faixa de85 a 115 %, porém não há fixado uma faixa para controlepara o monitoramento desta variável ao longo do pro-cesso. Foram pois, obtidos limites de controle para o pro-cesso visando o atendimento da especificação acima. AsFiguras 22 e 23 apresentam os gráficos de controle daamplitude e da média para este parâmetro para os pri-meiros 50 lotes da base de dados. Em ambas as figuras,observa-se que o processo mantém-se dentro dos limi-tes de controle tentativos para o processo quais sejam, 0e 7,0 % respectivamente para os limites de controle infe-rior e superior com média em torno de 2,1 % para o grá-fico da amplitude móvel e 96,6 a 108,0 % respectiva-mente para os limites de controle inferior e superior ecom média em torno de 102,3% para o gráfico da média.
Após a obtenção dos limites de controle do processopara a variável dissolução, avaliou-se o comportamen-to do processo em relação aos limites de controle esta-belecidos considerando, os lotes subsequentes que fo-ram produzidos. A Figura 24 apresenta o comporta-mento do gráfico de controle após a adição de cerca de100 novos lotes do produto. Nela observa-se que o pro-cesso não se mantém dentro da estabilidade estatísticaobtida por ocasião da fase 1 uma vez que uma série delotes apresentou valores de uniformidade abaixo do li-mite inferior de controle. Contudo, foi avaliado o índi-ce de capacidade do processo considerando o conjuntode lotes utilizado para a fase 1 de estabelecimento doslimites de controle. O índices de capacidade do pro-cesso - Cpk - obtido para esta variável foi de 1,92 paraos índice de capacidade unilateral superior, conside-
rando o desvio padrão do processo de 2,208, o quequalifica o processo como potencialmente capaz.
4.9 Comentários e DiscussãoA Tabela II resume alguns parâmetros obtidos dos
gráficos de controle desenvolvidos para a produção docaptopril. Uma análise destes gráficos e da Tabela IImostra que o processo não é capaz de atender a todasas especificações do produto, uma vez que, algumasvariáveis apresentaram instabilidades manifestadasatravés do não atendimento aos limites de controle es-tabelecidos para o processo. Observa-se que, durantea fase 1, todos os parâmetros de controle do processomantiveram-se dentro dos limites de controle mas, poroutro lado, causa não aleatórias foram percebidas nafase de monitoramento o que inviabilizou os limites decontrole como definitivos par ao processo. Quanto aosíndices de capacidade observamos que o processo pro-duziu elevados índices de capacidade, porém, paraas variáveis dureza, friabilidade, desintegração, dis-sulfeto de captopril e uniformidade de conteúdo osíndices calculados são meramente ilustrativos, umavez que a estabilidade requerida não foi mantida nafase de monitoramento. Para as demais variáveis oprocesso apresentou-se como capaz de atender as es-pecificações do produto. Outra discussão que emer-giu destas observações é quais fatores influenciaramo processo a ponto de desviá-lo da estabilidade obti-da na fase 1 de implantação dos gráficos de controle?Numa avaliação feita conjuntamente com a operação,
TABELA IILimites de Controle e Estudo de Capacidade - Fase 1 -
Captopril
Parâmetro Especificação Limites de Controle Cpk Observação
Peso Médio 150mg+7,5% 146,7 a 154,36mg 2,86 Processo Capaz
Dureza Mínimo 3Kgf/cm2 3, 7 a 7,0Kgf/cm2 1,37 Potencialmente Capaz
Friabilidade Máximo 2% 0 a 0,41% 9,28 Potencialmente Capaz
Desintegração Máximo 30 min 0,37 a 2,03 min 34,6 Potencialmente Capaz
Teor 90 a 110% 93,4 a 108,9% 1,13 Processo Não-Capaz
Dissulfeto Máximo 3% 0,24 a 0,55% 16,4 Potencialmente Capaz
Dissolução > 80% em 20min 92,8 a 115,2% 2,14 Processo Capaz
Uniformidade 85 a 115% 95,5 a 108,8% 1,96 Potencialmente Capaz
FIG. 22 - Amplitude móvel para a Uniformidade
FIG. 24 - Gráfico da Média da Uniformidade - Fase 2
FIG. 23 - Gráfico da média para Uniformidade

97Rev. Bras. Farm., 88(2), 2007
foram listadas algumas possibilidades dentre as quaisdestacamos:
- Alteração das propriedades do fármaco, tamanhode lotes, motivadas por alteração de fabricantes e oufornecedores do mesmo e por falta de padronização.Foram observados que durante o período de produçãoavaliado o fármaco foi originado de três fabricantes dis-tintos todos de origem chinesa.
- Desgastes de punções da máquina compressora emanutenção deficiente nestes equipamentos;
- Alteração das propriedades dos excipientes e ta-manho de lotes, motivadas por alteração de fabricantese ou fornecedores do mesmo e por falta de padroniza-ção.
5. CONCLUSÕES
Neste trabalho utilizou-se o controle estatístico deprocesso para demonstrar a performance de um pro-cesso industrial de compressão do produto captopril,comprimidos de 25mg, produzido pelo Laboratório Far-macêutico do Estado de Pernambuco S.A. � LAFEPE(Recife-PE, Brasil) e estabelecer uma sistemática paravalidação do processo pelo uso da ferramenta do con-trole estatístico. A técnica de controle estatístico de pro-cesso (CEP) aqui utilizado possibilitou a revelação deinformações acumuladas em dados históricos de pro-dução até então não utilizadas para quaisquer finali-dades permitindo o conhecimento dos níveis de varia-ção produzidos pelo processo, ponto de partida praimplantação de um processo de melhoria contínua. Autilização do CEP se contrapõe a atual abordagem uti-lizada na indústria farmacêutica de se comparar seusresultados somente às especificações farmacopéicas eignorar as variações dentro do processo, o que nãopermite revelar como o processo funciona ou respondea variações intencionais ou não feitas sobre o mesmo.A utilização da técnica do controle estatístico se consti-tui também numa sistemática de validação contínua dos
processos, uma vez que este poderá ser gerenciadocontinuamente, ao contrário da superada forma de va-lidação por três lotes do produto.
A utilização do controle estatístico de processo pos-sibilitou a revelação de instabilidades não percebidaspela simples comparação a metas das especificações euma oportunidade de desencadear ações de melhoriacontínua. O fato de o processo possuir um caráter mul-tivariável, no qual várias características precisam seratendidas simultaneamente torna o ajuste e a identifi-cação das causas especiais um processo bastante desa-fiador. Vale salientar ainda que, as possíveis correla-ções entre as variáveis foram aqui ignoradas para quea técnica pudesse ser aplicada. Correlações e autocor-relações tendem a produzir alarmes falsos sugerindo apresença de causas especiais no processo quando, naverdade, são motivadas pelas próprias correlações exis-tentes.
6. REFERÊNCIAS
1. Alencar, J. R. B., de Souza J. M. B., Rolim Neto, P. J., Lopes, C. E. Uso de ControleEstatístico de Processo (CEP) para Validação do Processo de fabricação deGlibenclamida Comprimidos. Rev. Bras. Farm. 85(3), p.115-119, 2004.
2. Alencar, J. R. B., de Souza J. M. B., Rolim Neto, P. J., Lopes, C. E. Uso de ControleEstatístico de Processo (CEP) para Avaliação da Estabilidade e Validação daFase de Compressão de Formas Farmacêuticas Sólidas. Acta Farm. Bonaeren-se. 23(3), p.426-435, 2005.
3. Brasil, Ministério da Saúde, Resolução RDC Nº150 de 17.06.2003, Fascículo 4da Parte II, da 4ª Edição da Farmacopéia Brasileira, Agência Nacional de Vigi-lância Sanitária (ANVISA), DOU de 20.06.2003, 2003.
4. Kieffer, R. & Torbeck, L ., Validação e Condições do Processo, PharmaceuticalTechnology, Edição Brasileira, Agosto, pp.28-34, 1998.
5. Montgomery, D. C., Introduction To Statistical Quality Control, 4Th Edition, JohnWiley & Sons, Inc., 2001.
6. Statsoft, www.statsoft.com, Acesso: Janeiro de 2005.
Endereço para correspondênciaJoão Rui Barbosa de AlencarE-mail: [email protected], [email protected]