Embed Size (px)
Citation preview

A MANUTENÇÃO HOJEA MANUTENÇÃO HOJEA MANUTENÇÃO HOJE….A MANUTENÇÃO HOJE….
UMA SOLUÇÃO ?UMA SOLUÇÃO ?UMA SOLUÇÃO ?UMA SOLUÇÃO ?
OU UM PROBLEMA ?OU UM PROBLEMA ?OU UM PROBLEMA ?OU UM PROBLEMA ?Daniel E CastroDaniel E. Castro

Evolução dos Sistemas de Produção
1800 1850 200019701800 1850 20001970
OPERAR
CONSERTAR
PREVENIR

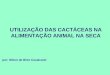
Evolução dos Sistemas de Produção
1960 1970 1980 1990 2000
Ocidente MRP PM, Preditiva Automação
CEP
Reengenharia
ISO 9000 aCEP ISO 9000
RCM II
ERP ra E
nxut
a
ERP
Man
ufat
ur
Japão CCQ TPM
TQC
JIT
KANBAN
Células M

Ocidente PRODUÇÃO
Empurrar através de Sistemas Informatizados (TI)
ÃJapão
Puxar através de autocontrole
PRODUÇÃO
Puxar através de autocontrole

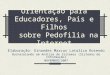
O ConceitoO ConceitoTotal Productive Manufacture
Manufatura Enxuta (TOYOTA)
Ocidente
Empurrar através deEmpurrar através dePRODUÇÃO
Empurrar através de Empurrar através de Sistemas Informatizados (TI)Sistemas Informatizados (TI)
Japão
Puxar através dePuxar através de
PRODUÇÃO
Puxar através de Puxar através de autocontrole autocontrole
PRODUÇÃOPRODUÇÃO

Total Productive Manufacture
Manufatura Enxuta (TOYOTA)
Reduzir o Tamanho dos
Lotes
Eliminar as Interrupções de
Fluxo
Negociar com Fornecedores e
Clientes
Minimizar o Ponto de
Minimizar os Custos
Just in Time de Fornecedores
Just in Time de ClientesPonto de
Equilíbrio do Produto
os Custos de
Preparação
Fornecedores de Clientes
Qualidade Assegurada de Fornecedores
Garantir a Garantir o Minimizar o Disponibilidade e Confiabilidade
Fluxo de Informações
Deslocamento (Tempos Mortos)

Avanços Tecnológicos
• 300 anos de jornal podem ser transmitidos em 1 segundo
• Desde 1995 são vendidos no mundoDesde 1995 são vendidos no mundo mais computadores do que televisores A d ti id d í l t• A produtividade agrícola aumentou 400% nos últimos 100 anos

Hoje:Hoje:• 50.000 pessoas vão adquirir um celular• 148 milhões de pessoas entrarão na148 milhões de pessoas entrarão na
Internet5 ilhõ d E il tã d lid• 5 milhões de E-mails estão sendo lidos enquanto você está lendo o texto deste slide
• o comércio eletrônico movimenta 2• o comércio eletrônico movimenta 2 trilhões de US$ (representa 5% do
é i di l)comércio mundial)

Ciclo de vida curto
• HP : 1 impressora nova a cada 6 meses• GM: 1 modelo de carro a cada 3 meses• Novos biscoitos a cada 15 dias• Novos biscoitos a cada 15 dias• Sony: 1 modelo de som a cada 2 meses
• A única certeza é que TUDO VAI MUDARTUDO VAI MUDAR

E como está hoje a situação dasituação da
Manutenção ???


Quanto custa a Manutenção ???Manutenção ???

DADOS ESTATÍSTICOS (ABRAMAN 2009)
CUSTO DIRETO / FATURAMENTO = 4,14 %
DISPONIBILIDADE = 90,27 %
INDISPONIBILIDADE POR MANUTENÇÃO = 5,43 %
VALOR DO ESTOQUE/ CUSTO DE MANUT. = 13,11 %
MANUTENÇÃO CORRETIVA = 29,85 %
100 % FATURAMENTO100 % FATURAMENTO
GARANTIR 89,89%
10,11 %

DADOS ESTATÍSTICOS (ABRAMAN 2009)
100 % FATURAMENTO
1,53%GARANTIR 89,89%2009 10,11 %
2007 GARANTIR 89,42%9,73%
Taxa média de
aumento
2005 GARANTIR 89,42%10,47%
aumento anual
GARANTIR 89 85%2001 10 15%
2003 GARANTIR 89,42%10,58%
GARANTIR 90,35%1999 9,65 %
GARANTIR 89,85%2001 10,15%
G 90,35%1999 ,

Menor Maior

CUSTO DA MANUTENÇÃO EM RELAÇÃO AO FATURAMENTO DASRELAÇÃO AO FATURAMENTO DAS
EMPRESAS
AUMENTO CONTÍNUO DE APROX. 7,5 BILHÕES REAIS POR ANO

IMPORTÂNCIA DA MANUTENÇÃO NA ECONOMIA DO BRASILBRASIL
4,14 % PIB 19,8 % PIB, % 19,8 % PIB

Como se gasta na Manutenção ???Manutenção ???

TENDÊNCIA DOS GASTOS COM PESSOAL NA ÁREA DE MANUTENÇÃOPESSOAL NA ÁREA DE MANUTENÇÃO
MÃO OBRA: 58,84 %
MATERIAL: 33,43 %MATERIAL: 33,43 %
OUTROS: 9,47 %

A RECEITA DO BOLO !!!!!!60%
PESSOAL10% PESSOAL
30% MATERIAL
10% OUTROS
ÉÉ o que em média se gasta com cadagasta com cada
conserto !!!

Como se utilizam as ferramentas daferramentas da
Manutenção ???

CONTROLE DA MANUTENÇÃO APLICAÇÃO DE RECURSOS
Hh apropriados em serviços de Manutenção em relação ao “Totalde Homens hora Trabalhados”de Homens.hora Trabalhados”.
CORRETIVA:
PREVENTIVA:
PREDITIVA:
OUTROS:

CUSTO DE MANUTENÇÃO: 11% DO FATURAMENTOÇ
CORRETIVO PREV+ PRED.+ OUTROSCO O
29,85%
OU OS
70,15%
FUNCIONA 94% 6%
TEMPO DISPONÍVEL: 100%
FUNCIONA: 94% 6%
OUTRAS PERDAS FUNCIONAIS Paradas
Velocidade Baixa Set –Upreduzida qualidade
p
Preventiva
A eficiência Real de um sistema não passa de 60% !!! ?

Ca sas da perda de eficiência falhas repetiti asCausas da perda de eficiência: falhas repetitivas, pequenas e freqüentes
I õ l id d lInterrupções, velocidade lenta,
…………. FALHAS HUMANAS !!!

QUALIDADE NA MANUTENÇÃO FERRAMENTAS DA QUALIDADE

UTILIZAÇÃO DE FERRAMENTAS (%)UTILIZAÇÃO DE FERRAMENTAS (%)
25
30
20
25
15
5
10
0
5
5S RCM RCFA FMEA TPM 6 SIGMA5S RCM RCFA FMEA TPM 6 SIGMA

RESULTADOS OBTIDOS:RESULTADOS OBTIDOS:
SEGURANÇA ORGANIZAÇÃO E LIMPEZA
VAZAMENTO QUEBRAFONTE DE SUJEIRA

C táComo está a nossa performance de
t ã dimanutenção no dia a dia ???

CONTROLE DA MANUTENÇÃO INDICADORES DE DESEMPENHOINDICADORES DE DESEMPENHO
O Cliente vem em 7o Lugar !!!!!

CONTROLE DA MANUTENÇÃO DISPONIBILIDADE OPERACIONALDISPONIBILIDADE OPERACIONAL
Existem outras paradas: Falta de pedidos falta deExistem outras paradas: Falta de pedidos, falta de energia, falta de pessoal, manutenção preventiva, set-up, etc......em geral estas paradas são de responsabilidadeetc......em geral estas paradas são de responsabilidade mista (Produção + Manutenção)

A produção faz sua parte !!
A Manutenção está sempre no mesmo lugar !!

DesorganizaçãoFalta de
Padronização nas atividades
Contaminação de
equipamentosnas atividades equipamentos
F lt d id dFalta de cuidados com a segurançã e meio
ambienteFalta de Controle e
Programação

TREINAMENTO E DESENVOLVIMENTO TECNOLÓGICO: HORAS TREINAMENTOTECNOLÓGICO: HORAS TREINAMENTO
Não existe melhoria nos últimos 14 anos !!!!

TREINAMENTO E DESENVOLVIMENTO TECNOLÓGICO: TECNOLOGIATECNOLÓGICO: TECNOLOGIA
Verbal ?...... Muito Pouco !!

TREINAMENTO E DESENVOLVIMENTO TECNOLÓGICO: ENG. DE MANUTENÇÃOTECNOLÓGICO: ENG. DE MANUTENÇÃO

APESAR DOS AVANÇOS NAS TÉCNICAS PRÓAPESAR DOS AVANÇOS NAS TÉCNICAS PRÓ-ATIVAS (PREVENTIVAS + PREDITIVAS) E NA
IMPLEMENTAÇÃO DE SOFTWARES DEIMPLEMENTAÇÃO DE SOFTWARES DE MANUTENÇÃO PORQUE PREVALECE A
FALHA CORRETIVA, ORIGINANDO SIGNIFICATIVAS PERDAS NO CUSTO DE PRODUÇÃO E COM CONSEQUÊNCIAS
NEGATIVAS PARA A SEGURANÇA PESSOAL ENEGATIVAS PARA A SEGURANÇA PESSOAL E PARA O MEIO AMBIENTE ???

Vamos a ver alguns exemplos de degradação:

FP = -
Ondulação da porta(ID1-9)
RPN = 160 FP = -
Produto batendo na porta (IC1-9)
RPN = 150FP RPN 150
Sensor fora deDesgaste dos Mancais PARADA
DO
Forças inerciais
Sensor fora de posição(IB1-9)
FP = 8,35
(IA2-7)RPN = 150
DO FORNO
excessivas, atuando nos
mancaisDano na tampa dos
FP = 87,47 RPN = 450
Dano nasDesprendimento
FP = -
Dano na tampa dos mancais (IA3-7)
RPN = 150
Dano nas tubulações de resfriamento
(IA1-7)FP = -
do refratário(IA2-8)
RPN = 450
FP > 10% / RPN > 300
FP < 10% / RPN < 300
FP = - RPN = 180Causa Raiz: A manutenção
tirou uma FP < 10% / RPN < 300válvula do
sistema hidráulico

O caso da comportacomporta
maldita ???

DERRAMAMENTO DE CARVÃO ATRAVÉS DA COMPORTA 2 DO
SILO 1
NÃO CUMPRIMENTO
DO PADRÃO OPERACIONAL PO-R / COQ -
0043
ABERTURA DA COMPORTA 2 DO SILO 1
SEM O CARRO DE CARREGAMENTO
ACIONAMENTO DO CILINDRO HIDRÁULICO
130 SEM O CARRO POSICIONADO NA PARTE INFERIOR DA COMPORTA
2 DO SILO 1
W0
II-10
FALHA DO CIRCUITO
ELÉTRICO CE1
FTA01 / A1
II-9
W3
TRAVAMENTO DA HASTE DA VÁLVULA 92 VAZÃO
ACIONAMENTO INDEVIDO DA VÁLVULA DIRECIONAL 80
PRESSÃO INDEVIDA NA LINHA P-B DA VÁLVULA DIRECIONAL 80
I II
II-10CURTO-
CIRCUITO NOS CABOS DE LIGAÇÃO
ENTRE S1 E CE1
CURTO-CIRCUITO
NO PRÓPRIO
CE1
DEFEITO NO SENSOR S1
II 9
II-11 II-12 II-13
W8VÁLVULA 92 INSUFICIENTE DE
ÓLEO NO SISTEMA HIDRÁULICO
VAZAMENTO INTERNO NA
VÁLVULA DIRECIONAL 92 NA POSIÇÃO DE
REPOUSO
FALHA NA MOLA DA VÁLVULA
DIRECIONAL 92
ACIONAMENTO MANUAL
INDEVIDO DA VÁLVULA
DIRECIONAL 92
VAZAMENTO INTERNO NA
VÁLVULA DIRECIONAL 172
ENERGIZAÇÃO INDEVIDA DO SOLENOIDE DA VÁLVULA
DIRECIONAL 172
I-1 I-2 I-3 I-4 I-5II-1W1
EXCESSO DE
VIBRAÇÃO
EXCESSO DE
CORRENTE
DEFEITO DE FABRICAÇÃOMAL CONTATO
NAS CONEXÕES COM O SENSOR
TRAVAMENTO DA HASTE DA VÁLVULA 92
ÓLEO HIDRÁULICO
CONTAMINADO
W2 W3 W4 W5
E O CE1
DESCONHECIMENTO DA Ú
VAZÃO INSUFICIENTE DE ÓLEO NO
SISTEMA HIDRÁULICO
MOVIMENTAÇÃO PEQUENA DO SENSOR S2
FALHA DO SENSOR S2FALHA DO CIRCUITO ELÉTRICO CE1
INTERRUPÇÃO NO CABO DE LIGAÇÃO ENTRE O SENSOR S2 E
O CE1
A1 A2
II-2 II-3INTERRUPÇÃO NO CABO DE LIGAÇÃO
ENTRE O SENSOR S2 E O CE1FTA01 / A2
II-14 II-15
W5VIDA ÚTIL DO SENSOR S2
DESCONHECIMENTO DA VIDA ÚTIL
DO SENSOR S2
DEFEITO DO SENSOR S2 POSICIONAMENTO INCORRETO DO SENSOR S2
II-4
II-5 II-6 II-7 II-8
W6 W7
MAL CONTATO NAS CONEXÕES COM O SENSOR
E O CE1
CORTE DO CABO POR AGENTES
EXTERNOS
DEFEITO DE FABRICAÇÃO DO
SENSOR
EXCESSO DE CORRENTE REGULAGEM
INDEVIDA
FALHA DE ENGENHARIA
(PROJETO)
ANÁLISE DAS CAUSAS

CASE I• Empresa Transporte Coletivo – Minas Gerais
• Realiza transporte rodoviário• Empresa Transporte Coletivo – Minas Gerais
• Realiza transporte rodoviário
CASE I
• Realiza transporte rodoviário.• Possui uma frota de 66 ônibus
• Custo com manutenção: 14% do faturamento.
• Realiza transporte rodoviário.• Possui uma frota de 66 ônibus
• Custo com manutenção: 14% do faturamento.• Ações de manutenção implementadas pela empresa:
- Corretivas (após a ocorrência das falhas) - Preventivas (ações periódicas por Km)
• Ações de manutenção implementadas pela empresa:- Corretivas (após a ocorrência das falhas)
- Preventivas (ações periódicas por Km) ( ç p p )( ç p p )
Veículo utilizado
VOLVO B7R Nº 1270 ANO 2001
Motor: 285 Cv, 6 cilindros,
Direção hidráulica
6 marchas

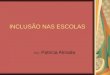
Subconjunto Corretiva Confiabilidade Risco Preventivas Freios 7 8 Alimentaçāo Combustível
15 34 Direçāo 0 3 Embreagem 1 4 Embreagem 1 4 Suspensāo
2 0 Alimentaçāo de Ar 0 36 Alimentaçāo de Ar 0 36 Acionamento Elétrico 0 1 Lubrficaçāo 0 11 Refrigeraçāo 2 5 Geraçāo de Eletricidade
1 1 Escapamento
2 1 Motor
1 0
Confiabilidade % 90-10070 <= 90<=70
ÍÍndice de Risco 600-1000 300-600 0-300
Saída do RRMS MAPA DE RISCO & CONFIABILIDADE

Subconjunto Corretivas Confiabilidade Risco Preventivas
Freios 7 8 Alimentação Combustível
15 34 Direção 0 3 Embreagem 1 4 Suspensão 2 0 p Alimentação de Ar 0 36 Acionamento Elétrico 0 1 Lubrficação
0
11 Refrigeração 2 5
Geração de Eletricidade
1 1 Escapamento
2 1 Mecânico do Motor 1 0
Pouca manutenção preventiva em subsistemas de risco elevado e médio
Alto número de ações preventivas em subsistemas de baixo risco
Ações preventivas ineficientes (alto índice de corretiva)
Falta de prevenção em vários subsistemas

STOP !!!
A Gestão de Manutenção deve também mudar para se adaptar às
exigências dos Sistemas de Produção e aos novos mercadosProdução e aos novos mercados
tecnológicos
Maior flexibilidade
Maior Confiabilidade
Menor impacto no negócio

A ocorrência das falhas governa o custo de manutenção !
A estratégia de manutenção deve obrigatoriamente gerenciar o processoobrigatoriamente gerenciar o processo de falha do sistema e não simplesmente
ê i !a sua ocorrência !

A falha de componentes ou falhaA falha de componentes ou falha funcional de um sistema é
conseqüência de um processo!conseqüência de um processo!
Nao existem falhas isoladas!!!Nao existem falhas isoladas!!!
Não podem ser elaborados planos p ppreventivos fixos de manutenção sem
medir a sua eficâcia!!!medir a sua eficâcia!!!
A performance de manutenção deve ser A performance de manutenção deve ser medida em termos do impacto no
negócio da empresa!!negócio da empresa!!

P d D d ã M t ãProcesso de Degradação na Manutenção
Afrouxamento
Vazamento
Corrosão
Ruptura
Afrouxamento Afrouxamento
Ruptura

O que é á inecessário
fazer ?

Primeiro Passo:Primeiro Passo: Redefinir funções

2000OPERAR
OPERAR CONSERVANDO
CONSERTARCONSERTAR
GERENCIAR O
CONSERTAR PREVENINDO
PREVENIRGERENCIAR O PROCESSO DE
FALHA
NOVAS FUNÇÕES OPERACIONAIS

Segundo Passo: Adotar umaAdotar uma
estratégia global de ações

OPERAR
Implementação das rotinas APDROPERAR
CONSERVANDO
Sistemas de Planejamento e Gerenciamento
Registro de ocorrências
CONSERTAR PREVENINDO
Gerenciamento de OS´s
OS´ Históricos de falha
PlanejamentoAções de
conservação
OS s
GERENCIAR O PROCESSO DE
PlanejamentoSistemas de Gestão de
Confiabilidade &
conservação (TPM)
FALHA Ações Pró-ativas
Confiabilidade & Risco (RRMS)
Manutenção de níveis pré-estabelecidos de Confiabilidade e Risco durante a operação do sistema

Terceiro Passo:Terceiro Passo: Adotar os conceitos
LEANLEAN

Conceitos LEAN na Manutenção:Conceitos LEAN na Manutenção:
Identificar o Fluxo de Valor ao longo doIdentificar o Fluxo de Valor ao longo do processo de manutenção, para eliminar etapas desnecessárias e garantir que oetapas desnecessárias e garantir que o
fluxo de manutenção aconteça de acordo com o critério Just in Timecom o critério Just in Time

Total Productive Manufacture
Manufatura Enxuta (TOYOTA)
Reduzir o Tamanho dos
Lotes
Eliminar as Interrupções de
Fluxo
Negociar com Fornecedores e
Clientes
Minimizar o Ponto de
Minimizar os Custos
Just in Time de Fornecedores
Just in Time de ClientesPonto de
Equilíbrio do Produto
os Custos de
Preparação
Fornecedores de Clientes
Qualidade Assegurada de Fornecedores
Garantir a Garantir o Minimizar o Disponibilidade e Confiabilidade
Fluxo de Informações
Deslocamento (Tempos Mortos)

Terceiro Passo: Adotar um plano deAdotar um plano de ação de longo prazo
com Metas e Sistema de
Auditoria Periódica

Fases do Programa LEAN MAINTENANCE
Diagnóstico Implantação APDR Auditoria & Certificação RotinaLevantamento da Situação Atual e
Treinamento Inicial:
Implantação do Sistema Lean Maintenance
(Processo APDR)
Auditoria dos Resultados e
Certificação das equipes técnicas
Acompanhamento contínuo do nível de performance:
Garantia daInicial:
Gestão de Manutenção
Estrutura
(Processo APDR)
Implantação das rotinas previstas
no processo APDR i t
q pnos Equipamentos
envolvidos:
Auditoria dos lt d btid
Garantia da manutenção dos
resultados obtidos no programa
Estrutura Existente
Perfil técnico
Cadastramento
previstas no Projeto Lean Maintenance
resultados obtidos Estruturação para:
Novas Metas
Novos CenáriosCadastramento dos ativos físicos
Sistemas informatizados
tili d
Novas Regras de Negócio
Implementação de utilizados
Treinamento nas rotinas APDR
p çmelhorias

Quarto e últimoQuarto e último Passo:

GESTÃO DE MANUTENÇÃOGESTÃO DE MANUTENÇÃO
GESTÃO DO PROCESSO DE FALHA
CONTROLE TOTAL E CONTÍNUO DOS RESULTADOS