Embed Size (px)
Citation preview

1
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
���
*(672�'$�48$/,'$'(�(�352'87,9,'$'(�(FERRAMENTAS DE AÇÃO PREVENTIVA)
Curitiba 2006
2
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
�� )(55$0(17$6�'(�$d2�35(9(17,9$�Como dito no capítulo anterior, as ações preventivas são tomadas em problemas potenciais,
ou seja, aqueles que ainda não ocorreram, mas que podem vir a ocorrer no futuro caso não seja tomada uma ação no presente. As principais ferramentas da qualidade para tomada de ações preventivas são:
− QFD (Quality Function Deployment) - Desdobramento da Função Qualidade
− FMEA (Failure Module and Effect Analysis) - Análise do Modo de Falha e Efeitos
− Kaizen (Melhoria Contínua)
− 5S (Programa dos 5 Sensos)
− TPM (Total Productive Maintenance) - Manutenção Produtiva Total
− CEP (Controle Estatístico de Processo) - A ser estudado em capítulo separado
���� 4)'��48$/,7<�)81&7,21�'(3/2<0(17��QFD (Desdobramento da Função Qualidade) é uma ferramenta de planejamento por
incorporar exigências de qualidade do cliente por todas as fases do ciclo de desenvolvimento de produto. Os principais benefícios do uso dessa ferramenta são: melhoria de produto, maior satisfação do cliente, redução no ciclo total de desenvolvimento do produto e consequente aumento da participação de mercado.
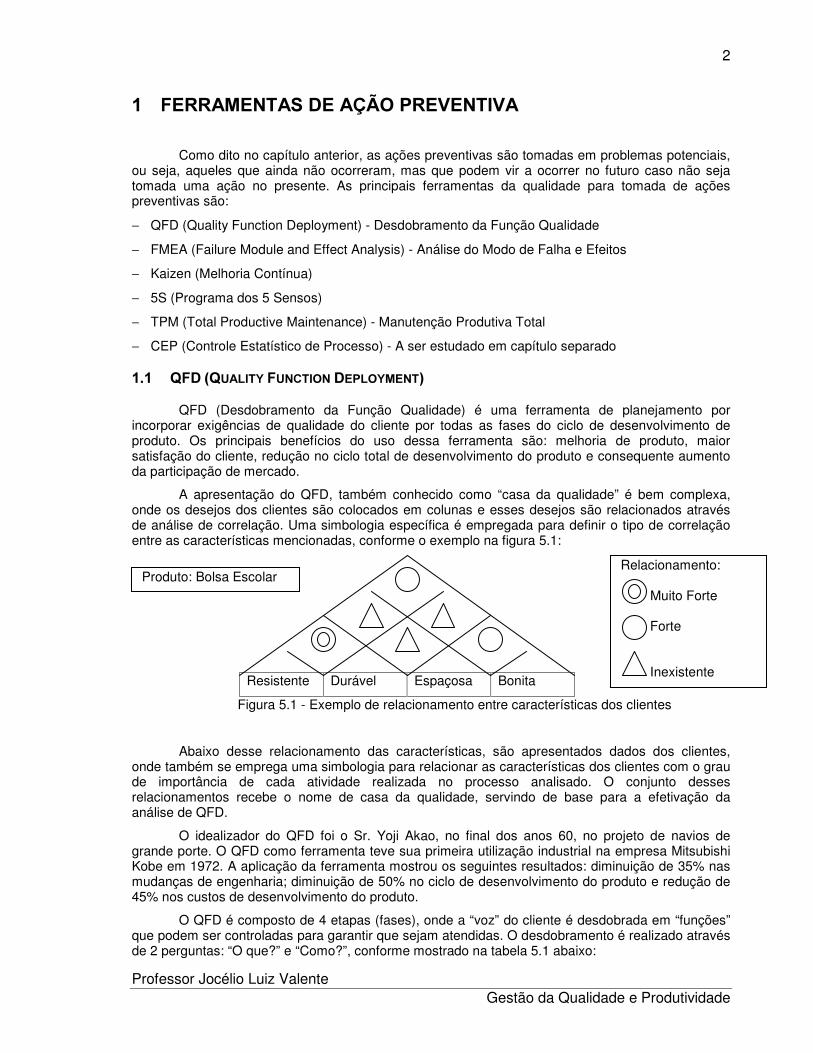
A apresentação do QFD, também conhecido como “casa da qualidade” é bem complexa, onde os desejos dos clientes são colocados em colunas e esses desejos são relacionados através de análise de correlação. Uma simbologia específica é empregada para definir o tipo de correlação entre as características mencionadas, conforme o exemplo na figura 5.1:
Resistente Durável Espaçosa Bonita
Figura 5.1 - Exemplo de relacionamento entre características dos clientes
Abaixo desse relacionamento das características, são apresentados dados dos clientes, onde também se emprega uma simbologia para relacionar as características dos clientes com o grau de importância de cada atividade realizada no processo analisado. O conjunto desses relacionamentos recebe o nome de casa da qualidade, servindo de base para a efetivação da análise de QFD.
O idealizador do QFD foi o Sr. Yoji Akao, no final dos anos 60, no projeto de navios de grande porte. O QFD como ferramenta teve sua primeira utilização industrial na empresa Mitsubishi Kobe em 1972. A aplicação da ferramenta mostrou os seguintes resultados: diminuição de 35% nas mudanças de engenharia; diminuição de 50% no ciclo de desenvolvimento do produto e redução de 45% nos custos de desenvolvimento do produto.
O QFD é composto de 4 etapas (fases), onde a “voz” do cliente é desdobrada em “funções” que podem ser controladas para garantir que sejam atendidas. O desdobramento é realizado através de 2 perguntas: “O que?” e “Como?”, conforme mostrado na tabela 5.1 abaixo:
Produto: Bolsa Escolar Relacionamento: Muito Forte Forte Inexistente

3
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
Perguntas Fase 1 Fase 2 Fase 3 Fase 4
O que? Atributos do Cliente Característ. de Eng. Caracterist. do Produto
Caracterist. de Produção
Como? Característ. de Eng. Caracterist. do Produto
Caracterist. de Produção
Requisitos de Processo
Tabela 5.1 - Etapas do QFD
Exemplo de definição de cada etapa:
1. Requisitos do Cliente: pintura com vários anos de durabilidade
2. Característica de Engenharia: Nenhuma ferrugem externa visível em 3 anos de uso
3. Característica do Produto: espessura de camada de 3 mm
4. Característica de Produção: Mergulho no tanque. 3 Demãos de tinta.
5. Característica de Processo: Tempo mínimo de 2 minutos. Temperatura de 48 a 55 ºC. Acidez de 15 a 20.
Explicação de cada uma das etapas do QFD:
• Etapa 01: Determinação dos requisitos dos clientes
Os clientes possuem diversos requisitos, no entanto, é importante identificar aqueles de maior prioridade. Uma maneira de fazer isso é através da utilização de “escalas de priorização”.
• Etapa 02: Determinação das características de Engenharia
É importante lembrar que a busca é pela vantagem competitiva, ou seja, deve-se aliar a melhoria da qualidade com os custos de fabricação.
• Etapa 03: Determinação das características do Produto
Uma equipe altamente técnica será o ponto chave da determinação das características do produto. É preciso que as condições de fabricação sejam conhecidas.
• Etapa 04: Determinação das Características de Produção
Devem ser levados em consideração a capacidade de produção, o “balanceamento da produção” e os custos de fabricação.
• Etapa 05: Determinação das características de Processo
Durante a determinação das características de processo é importante que se estabeleçam às formas de controle de tais características, de tal forma a garantir que os desejos do cliente sejam atendidos.
���

4
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
([HPSOR��Uma fábrica de bolsas utilizadas por universitários utilizou a técnica QFD para tentar
melhorar a qualidade de seu produto e, consequentemente, melhorar as vendas. Depois de realizar uma pesquisa com os clientes, montou-se o seguinte QFD, conforme mostra a figura 5.2:
Figura 5.2 - Exemplo de QFD para uma bolsa escolar
5
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
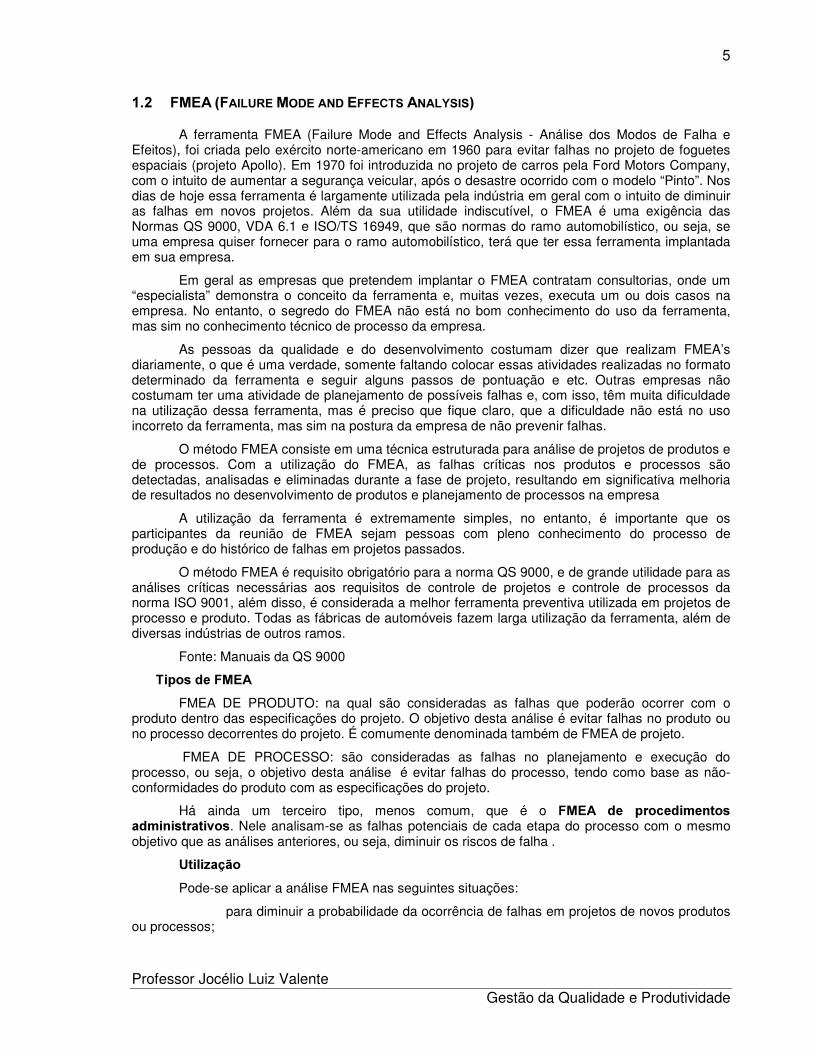
���� )0($��)$,/85(�02'(�$1'�())(&76�$1$/<6,6��A ferramenta FMEA (Failure Mode and Effects Analysis - Análise dos Modos de Falha e
Efeitos), foi criada pelo exército norte-americano em 1960 para evitar falhas no projeto de foguetes espaciais (projeto Apollo). Em 1970 foi introduzida no projeto de carros pela Ford Motors Company, com o intuito de aumentar a segurança veicular, após o desastre ocorrido com o modelo “Pinto”. Nos dias de hoje essa ferramenta é largamente utilizada pela indústria em geral com o intuito de diminuir as falhas em novos projetos. Além da sua utilidade indiscutível, o FMEA é uma exigência das Normas QS 9000, VDA 6.1 e ISO/TS 16949, que são normas do ramo automobilístico, ou seja, se uma empresa quiser fornecer para o ramo automobilístico, terá que ter essa ferramenta implantada em sua empresa.
Em geral as empresas que pretendem implantar o FMEA contratam consultorias, onde um “especialista” demonstra o conceito da ferramenta e, muitas vezes, executa um ou dois casos na empresa. No entanto, o segredo do FMEA não está no bom conhecimento do uso da ferramenta, mas sim no conhecimento técnico de processo da empresa.
As pessoas da qualidade e do desenvolvimento costumam dizer que realizam FMEA’s diariamente, o que é uma verdade, somente faltando colocar essas atividades realizadas no formato determinado da ferramenta e seguir alguns passos de pontuação e etc. Outras empresas não costumam ter uma atividade de planejamento de possíveis falhas e, com isso, têm muita dificuldade na utilização dessa ferramenta, mas é preciso que fique claro, que a dificuldade não está no uso incorreto da ferramenta, mas sim na postura da empresa de não prevenir falhas.
O método FMEA consiste em uma técnica estruturada para análise de projetos de produtos e de processos. Com a utilização do FMEA, as falhas críticas nos produtos e processos são detectadas, analisadas e eliminadas durante a fase de projeto, resultando em significativa melhoria de resultados no desenvolvimento de produtos e planejamento de processos na empresa
A utilização da ferramenta é extremamente simples, no entanto, é importante que os participantes da reunião de FMEA sejam pessoas com pleno conhecimento do processo de produção e do histórico de falhas em projetos passados.
O método FMEA é requisito obrigatório para a norma QS 9000, e de grande utilidade para as análises críticas necessárias aos requisitos de controle de projetos e controle de processos da norma ISO 9001, além disso, é considerada a melhor ferramenta preventiva utilizada em projetos de processo e produto. Todas as fábricas de automóveis fazem larga utilização da ferramenta, além de diversas indústrias de outros ramos.
Fonte: Manuais da QS 9000
� 7LSRV�GH�)0($�FMEA DE PRODUTO: na qual são consideradas as falhas que poderão ocorrer com o
produto dentro das especificações do projeto. O objetivo desta análise é evitar falhas no produto ou no processo decorrentes do projeto. É comumente denominada também de FMEA de projeto.
FMEA DE PROCESSO: são consideradas as falhas no planejamento e execução do processo, ou seja, o objetivo desta análise é evitar falhas do processo, tendo como base as não-conformidades do produto com as especificações do projeto.
Há ainda um terceiro tipo, menos comum, que é o )0($� GH� SURFHGLPHQWRV�DGPLQLVWUDWLYRV. Nele analisam-se as falhas potenciais de cada etapa do processo com o mesmo objetivo que as análises anteriores, ou seja, diminuir os riscos de falha .
8WLOL]DomR�Pode-se aplicar a análise FMEA nas seguintes situações:
para diminuir a probabilidade da ocorrência de falhas em projetos de novos produtos ou processos;

6
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
para diminuir a probabilidade de falhas potenciais (ou seja, que ainda não tenham ocorrido) em produtos/processos já em operação;
para aumentar a confiabilidade de produtos ou processos já em operação por meio da análise das falhas que já ocorreram;
para diminuir os riscos de erros e aumentar a qualidade em procedimentos administrativos.
(WDSDV�GR�)0($�1. Definição da Equipe: para aplicar-se a análise FMEA em um determinado
produto/processo, forma-se um grupo de trabalho que irá definir a função ou característica daquele produto/processo. Esta fase é realizada pelo responsável pela aplicação da metodologia e compreende:
9 descrição dos objetivos e abrangência da análise: em que se identifica qual produto ou processo será analisado;
9 formação dos grupos de trabalho: em que se define os integrantes do grupo, que deve ser preferencialmente pequeno (entre 4 a 6 pessoas) e multidisciplinar (contando com pessoas de diversas áreas como qualidade, desenvolvimento e produção);
9 planejamento das reuniões: as reuniões devem ser agendadas com antecedência e com o consentimento de todos os participantes para evitar paralisações;
9 preparação da documentação (exigida pela QS 9000 e TS 16949) .
2. Relacionar as Possíveis Falhas (modos de falha): o grupo deverá relacionar todos os modos de falhas que possam ocorrer e descrever, para cada modo de falha, suas possíveis causas e efeitos, relacionando as medidas de detecção e prevenção. Nesse ponto que se destaca um bom ou mal FMEA, sendo que a análise das possíveis falhas nada tem haver com o bom conhecimento da utilização dessa ferramenta, mas sim, com o bom conhecimento do processo por parte dos integrantes da equipe de FMEA. As falhas relacionadas no FMEA devem levar em consideração as seguintes características:
• função e característica do produto ou processo
• tipo de falha potencial para cada função
• efeito do tipo de falha
• causa possível da falha
• controles atuais
Após a definição das possíveis falhas, é realizada a avaliação do risco de cada uma delas, através de método estruturado que está apresentado logo abaixo. Entende-se como avaliação do risco, um grau determinado para a o efeito dessa falha, caso ele venha a ocorrer. Cada “modo de falha” leva a um efeito, sendo que, muitos “modos de falha” podem resultar em um mesmo efeito. A eliminação ou diminuição do risco de um modo de falha, pode não resultar na eliminação de um efeito, justamente porque outro modo de falha está resultando no mesmo efeito.
3. Grau de Importância e Plano de Ação: para cada modo de falha, deve-se atribuir índices para avaliar os riscos e, por meio destes riscos, discutir medidas de melhoria. Nesta fase são definidos pelo grupo os índices de severidade (S), ocorrência (O) e detecção (D) para cada modo de falha, de acordo com critérios previamente definidos (um exemplo de critérios que podem ser utilizados é apresentado nas tabelas abaixo, mas o ideal é que a empresa tenha o seu próprio critério adaptado à sua realidade específica).
Depois são calculados os coeficientes de prioridade de risco (R), por meio da multiplicação dos outros três índices.

7
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
*5$9,'$'(
ËQGLFH *UDYLGDGH &ULWpULR
1 Mínima O cliente mal percebe que a falha ocorre
2 3 Pequena Ligeira deterioração no desempenho com leve descontentamento do
cliente
4 5 6
Moderada Deterioração significativa no desempenho de um sistema com descontentamento do cliente
7 8 Alta Sistema deixa de funcionar e grande descontentamento do cliente
9 10 Muito Alta Idem ao anterior porém afeta a segurança
Tabela 5.1 - Grau de Severidade do FMEA
2&255Ç1&,$
ËQGLFH 2FRUUrQFLD 3URSRUomR &SN
1 Remota 1:1.000.000 Cpk > 1,67
2 3 Pequena 1:20.000
1:4.000 Cpk > 1,00
4 5 6
Moderada 1:1000 1:400 1:80
Cpk <1,00
7 8 Alta 1:40
1:20
9 10 Muito Alta 1:8
1:2
Tabela 5.2 - Grau de Ocorrência do FMEA
'(7(&d2
ËQGLFH 'HWHFomR &ULWpULR
1 2 Muito grande Certamente será detectado
3 4 Grande Grande probabilidade de ser detectado
5 6 Moderada Provavelmente será detectado
7 8 Pequena Provavelmente não será detectado
9 10 Muito pequena Certamente não será detectado
Tabela 5.3 - Grau de Detecção do FMEA
As falhas com maior risco (maior pontuação), devem possuir um plano de ação, o qual deve ser acompanhado até sua efetivação.
�
8
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
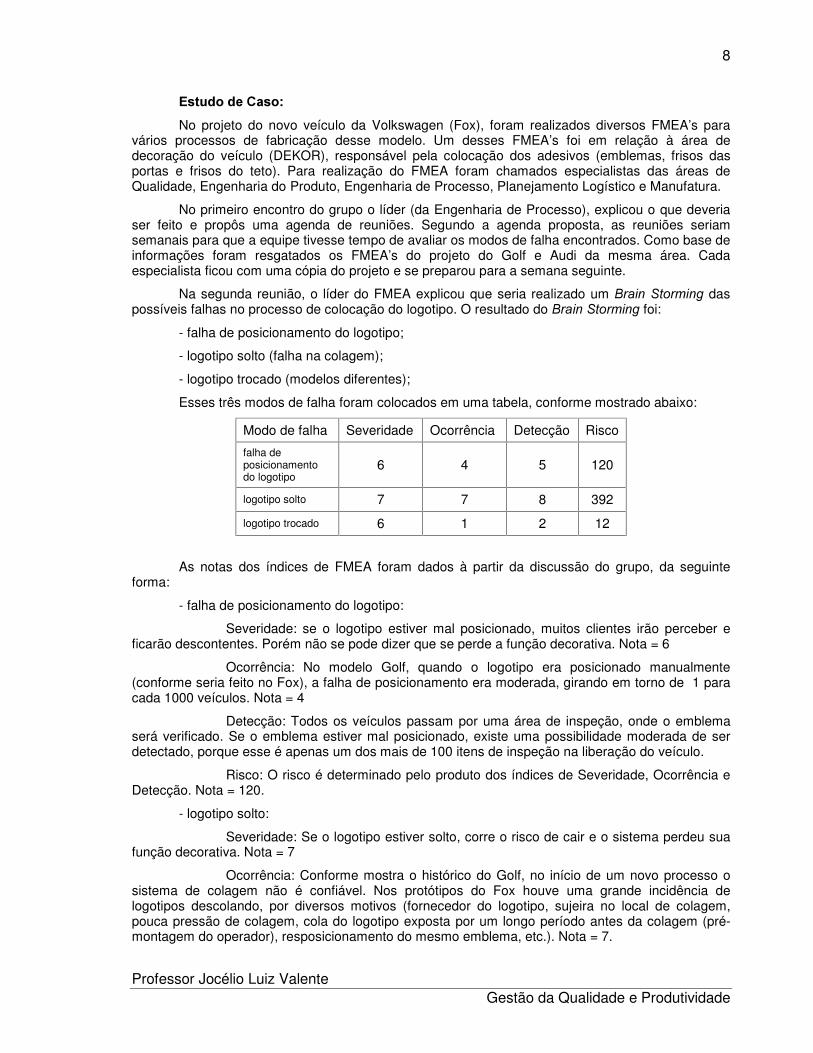
(VWXGR�GH�&DVR��No projeto do novo veículo da Volkswagen (Fox), foram realizados diversos FMEA’s para
vários processos de fabricação desse modelo. Um desses FMEA’s foi em relação à área de decoração do veículo (DEKOR), responsável pela colocação dos adesivos (emblemas, frisos das portas e frisos do teto). Para realização do FMEA foram chamados especialistas das áreas de Qualidade, Engenharia do Produto, Engenharia de Processo, Planejamento Logístico e Manufatura.
No primeiro encontro do grupo o líder (da Engenharia de Processo), explicou o que deveria ser feito e propôs uma agenda de reuniões. Segundo a agenda proposta, as reuniões seriam semanais para que a equipe tivesse tempo de avaliar os modos de falha encontrados. Como base de informações foram resgatados os FMEA’s do projeto do Golf e Audi da mesma área. Cada especialista ficou com uma cópia do projeto e se preparou para a semana seguinte.
Na segunda reunião, o líder do FMEA explicou que seria realizado um %UDLQ�6WRUPLQJ das possíveis falhas no processo de colocação do logotipo. O resultado do %UDLQ�6WRUPLQJ foi:
- falha de posicionamento do logotipo;
- logotipo solto (falha na colagem);
- logotipo trocado (modelos diferentes);
Esses três modos de falha foram colocados em uma tabela, conforme mostrado abaixo:
Modo de falha Severidade Ocorrência Detecção Risco
falha de posicionamento do logotipo
6 4 5 120
logotipo solto 7 7 8 392
logotipo trocado 6 1 2 12
As notas dos índices de FMEA foram dados à partir da discussão do grupo, da seguinte forma:
- falha de posicionamento do logotipo:
Severidade: se o logotipo estiver mal posicionado, muitos clientes irão perceber e ficarão descontentes. Porém não se pode dizer que se perde a função decorativa. Nota = 6
Ocorrência: No modelo Golf, quando o logotipo era posicionado manualmente (conforme seria feito no Fox), a falha de posicionamento era moderada, girando em torno de 1 para cada 1000 veículos. Nota = 4
Detecção: Todos os veículos passam por uma área de inspeção, onde o emblema será verificado. Se o emblema estiver mal posicionado, existe uma possibilidade moderada de ser detectado, porque esse é apenas um dos mais de 100 itens de inspeção na liberação do veículo.
Risco: O risco é determinado pelo produto dos índices de Severidade, Ocorrência e Detecção. Nota = 120.
- logotipo solto:
Severidade: Se o logotipo estiver solto, corre o risco de cair e o sistema perdeu sua função decorativa. Nota = 7
Ocorrência: Conforme mostra o histórico do Golf, no início de um novo processo o sistema de colagem não é confiável. Nos protótipos do Fox houve uma grande incidência de logotipos descolando, por diversos motivos (fornecedor do logotipo, sujeira no local de colagem, pouca pressão de colagem, cola do logotipo exposta por um longo período antes da colagem (pré-montagem do operador), resposicionamento do mesmo emblema, etc.). Nota = 7.

9
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
Detecção: Se o emblema não estiver bem colado, somente poderá ser verificado se apresentar regiões descoladas, ou seja, a detecção se torna quase que impossível. Nota = 8.
Risco: O risco é determinado pelo produto dos índices de Severidade, Ocorrência e Detecção. Nota = 392.
- logotipo trocado:
Severidade: se o logotipo estiver trocado, muitos clientes irão perceber e ficarão descontentes. Porém não se pode dizer que se perde a função decorativa. Nota = 6
Ocorrência: como os logotipos são abastecidos em embalagens diferenciadas e existe um ressalto do tamanho exato do logotipo na tampa traseira do veículo, a possibilidade de colocar o logotipo trocado é praticamente nula. Nota = 1.
Detecção: se o logotipo estiver trocado, irá ficar evidente, tanto pela diferença de tamanho em relação ao modelo Golf, como pelo formato, em relação ao modelo Audi. Sua detecção é quase certa. Nota = 2.
Risco: O risco é determinado pelo produto dos índices de Severidade, Ocorrência e Detecção. Nota = 12.
Conforme as normas internas da Volkswagen, para qualquer modo de falha com um risco superior a 64 (4 x 4 x 4), deve ser aberto um plano de ação. Nesse caso, foi aberto um plano de ação para “falha de posicionamento” e “logotipo solto”.
O objetivo de um plano de ação é diminuir o risco de um modo de falha e a maneira de realizar essa diminuição do risco é trabalhar para alterar os índices do FMEA. A alteração da nota de um índice é realizada com uma alteração de processo, ou seja, toma-se uma ação preventiva para evitar a falha potencial.
Modo de falha Severidade Ocorrência Detecção Risco Plano de Ação
falha de posicionamento do logotipo
6 2 5 60 Utilizar dispositivo para posicionamento do logotipo.
logotipo solto 7 3 3 42 Nova cola; teste de adesividade
logotipo trocado 6 1 2 12 Não necessário
Para o modo de falha de posicionamento do logotipo, o grupo decidiu utilizar um dispositivo de posicionamento, nesse caso, diminuindo o índice de ocorrência.que passou para 2, porque existe a possibilidade do operador não utilizar o dispositivo com o intuito de ganhar tempo de montagem. Nesse caso o risco passou para 60 e está dentro do objetivo.
Para o modo de falha do logotipo solto, houve o desenvolvimento de uma nova cola e criou-se um teste de adesão do logotipo colado no final da linha de decoração do veículo. Dessa forma diminuíram-se os índices de ocorrência (nova cola) e de detecção (teste de adesividade). As notas passaram para 3 (ocorrência) e 3 (detecção). O risco obteve uma nota de 42, ficando dentro do objetivo.
&RQVLGHUDo}HV�)LQDLV�O formulário FMEA é um documento “vivo”, ou seja, uma vez realizada uma análise para um
produto/processo qualquer, esta deve ser revisada sempre que ocorrerem alterações neste produto/processo específico.
Além disso, mesmo que não haja alterações deve-se regularmente revisar a análise confrontando as falhas potenciais imaginadas pelo grupo com as que realmente vem ocorrendo no dia-a-dia do processo e uso do produto, de forma a permitir a incorporação de falhas não previstas, bem como a reavaliação, com base em dados objetivos, das falhas já previstas pelo grupo.

10
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
���� .$,=(1�Toda empresa precisa reinventar seus processos dia-após-dia com o intuito de eliminar
perdas e aumentar seu nível de qualidade. Esse processo contínuo de transformação recebe o nome de “Melhoria Contínua”. No entanto, é preciso que se estabeleça a diferença entre melhoria e Inovação. Na melhoria, são realizadas pequenas modificações no processo atual, como alterações de parâmetros, métodos e especificações. Já a inovação, está relacionada com a substituição de um processo atual por um outro mais eficiente, como no caso do disco de vinil pelo CD.
A indústria Japonesa, em destaque a Toyota Motors Co., desenvolveu uma ferramenta de trabalho que busca a realização da tarefa de melhoria contínua. Essa ferramenta recebeu o nome de “Kaizen”. Nos dias de hoje, diversas empresas procuram difundir os conceitos de melhoria contínua, principalmente, através de programas de sugestão, por exemplo: Click (Bosch), PMC2 (VW/Audi), SIM (Siemens), etc.
A ferramenta Kaizen de melhoria contínua funciona de acordo com os seguintes princípios:
− Todo processo pode ser melhorado;
− Todos da organização devem ser ouvidos;
− A criatividade dos funcionários deve ser estimulada;
− Os benefícios da melhoria devem ser revertidos aos funcionários;
O Kaizen é mais do que uma ferramenta, trata-se e um programa de conscientização para a melhoria onde os funcionários são encorajados a darem sugestões na realização de suas atividades. As sugestões são analisadas por uma equipe competente que irá verificar a viabilidade de sua realização com “feed-back” para o funcionário.
(VWXGRV�GH�&DVR�O programa de melhoria contínua da VW do Brasil foi criado há 15 anos, com o nome PMC2
(Programa de Melhoria Contínua ao Quadrado). O conceito do programa é de que uma idéia é o início para outras idéias, de uma forma exponencial (ao quadrado). Esse programa foi baseado nos conceitos do Kaizen e procura dar oportunidade para os funcionários exporem suas idéias de melhoria dos processos na empresa.
Como forma de incentivo, o programa premia as idéias com 10% do valor economizado anualmente com a implantação da idéia. Esse programa segue as mesmas características do Click da Bosch e do SIM da Siemens.
01) Eram utilizadas embalagens de tamanho padrão (economia de custo logístico) para todos os produtos fabricados pela área de “placas” na Siemens. Um funcionário percebeu que 80% das embalagens eram muito maiores do que as placas embaladas, gerando um alto consumo de espuma expansível. Sugeriu que fossem utilizados dois tamanhos de embalagens. Ganhou um prêmio de R$ 12.000,00.
02) As placas de circuito impresso possuem 100% dos pinos banhados a ouro para melhoria da transmissão de sinal. Um funcionário percebeu que apenas 30% dos pinos eram utilizados durante as conexões e sugeriu que apenas os pinos que fossem utilizados fossem banhados a ouro. Ganhou um prêmio de R$ 23.000,00.
03) Um funcionário percebeu que a empresa possuía uma grande área verde (grande número de árvores) no mesmo terreno da empresa (bosque para lazer dos funcionários). Sugeriu que a empresa utilizasse o incentivo da prefeitura de desconto no IPTU para quem possui árvores no terreno. Recebeu um prêmio de R$ 63.000,00.
04) Um funcionário (vindo da empresa concorrente) sugeriu que na inspeção dos pontos de solda (realizado através de ensaio destrutivo), utilizassem uma inspeção por ultra-som (ensaio não-destrutivo). Ganhou um prêmio de R$ 87.000,00 e o cargo de chefe da área de Ultra-Som.

11
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
� &&4�Uma outra forma de realizar o Kaizen se faz através de grupos de trabalho. Nesse formato, o
grupo recebe uma meta a ser atingida e é premiada de acordo com o atingimento desse objetivo.
O círculo de controle da qualidade foi estabelecido com o intuito de aproveitar a capacidade criativa dos operadores na melhoria de processo. Essa ferramenta foi largamente utilizada os anos 70 no Japão e introduzida e utilizada nos anos 80 no ocidente.
Nos dias de hoje, o CCQ entrou e desuso, principalmente porque seu papel de melhoria da qualidade ficou deficitário devido ao esgotamento das idéias de melhoria em um processo já estável.
(VWXGR�GH�&DVR��Na Furukawa Industrial S/A, são fabricados cabos de fibra óptica e conectores. O processo
de fixação do conector no cabo de fibra tem um Lead-Time de 87 segundos. Um grupo se reuniu com o objetivo de diminuir esse tempo em 10% (75 segundos). Na Furukawa, o trabalho de CCQ é gerenciado por um grupo ligado diretamente à diretoria mundial, com autoridade e independência para realizar quaisquer alterações que forem necessárias. Mensalmente o coordenador dos CCQs escolhe uma equipe de 10 pessoas de diversas áreas para realizar a tarefa. O grupo é reunido sempre às 10:00h da manhã, em uma sala com recursos multimídia e, durante um café da manhã, é explicado o objetivo a ser cumprido.
O grupo não deve parar os trabalhos até que a meta seja atingida (não importa a duração do projeto), sendo que uma equipe de manutenção mecância, elétrica e civil ficam de prontidão para auxiliar nas alterações que forem necessárias.
Naquele dia, após o café da manhã, o grupo foi direcionado para a área de fixação de conectores nos cabos de fibra óptica. O processo segue os seguintes passos:
- Corte do cabo, conforme pedido do cliente (comprimento e espessura variável, definido na ordem de fabricação, expedida pela área de logística);
- Escolha do conector (existem mais de 50 modelos de conectores, também definido na ordem de fabricação);
- Desemcapamento da ponta do cabo (com ferramenta específica para essa função);
- Aplicação de cola (os conectores são colados nos cabos);
- Encaixe do conector no cabo (a cola em excesso deve ser retirada com uso de solvente, para manter o aspecto do produto final);
- Após a cola seca (tempo de cura de 24h), os cabos são embalados conforme pedido (também informado na ordem de fabricação).
Após um estudo preliminar, foram realizadas algumas alterações de layout. A equipe de manutenção foi acionada e a alteração foi efetivada às 14:00h. Foram realizadas 10 simulações, sendo que o tempo de fabricação caiu para 83s em média.
Novas observações indicaram que se perdia muito tempo analisando as informações da ordem de fabricação. Uma equipe de informática foi acionada para modificar o protocolo do sistema e alterar o layout da ficha de informações.
Às 20:00h daquele dia, foi realizada nova simulação (já com a equipe do 2º turno de produção), chegando-se a um tempo de 72s (a meta já estava alcançada!). A equipe estava animada e resolveu dar prosseguimento ao trabalho. Quando já eram 2 da madrugada, a equipe se sentiu cansada e decidiu dar uma pausa até às 6 da manhã. Cada um foi para sua casa tomar um banho e dar uma descançada. Pontualmente às 6 da manhã todos estavam juntos e com novas idéias na cabeça.
Foram desenvolvidos acolhedores para facilitar o manuseio dos cabos e um novo aplicador de cola. Foi desenvolvido um método mais eficiente para embeber o pano com solvente (baseado no sistema de sabonete líquido).
12
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
Às 9:00h da manhã foi realizado uma nova simulação e conseguiu-se atingir a incrível marca de 62s! (uma redução de 28,72%). O processo foi monitorado das 10:00h às 11:30h para verificar alguma interferência, mas tudo se manteve estável.
Às 13:30h o presidente mundial da Furukawa recebeu o grupo para verificar o trabalho e ficou muito satisfeito. O grupo foi homenageado em um almoço especial e seus nomes foram incluídos no mural da história da empresa.
���� 352*5$0$��6�O 5s é um programa de educação e treinamento, que permite às pessoas modificarem suas
atitudes em relação aos recursos que se encontram a sua disposição, bem como no que se refere à organização, limpeza e saúde.
Sua filosofia pressupõe mudanças comportamentais que visam harmonizar a relação entre o ambiente de trabalho e os colaboradores. Qualidade de vida, qualidade do produto e produtividade, só podem conviver em ambiente propício. A filosofia do programa sugere estimular a prática de bons hábitos, resgatando valores que já possuímos, mas que por algum motivo não colocamos em ação no dia a dia
5s são iniciais de cinco palavras japonesas:
− 6HLUL�– Senso de Utilização�− 6HLWRQ�– Senso de Arrumação�− 6HLVRK�– Senso de Limpeza�− 6HLNHWVX�– Senso de Manutenção�− 6KLWVXNH – Senso de Educação
Histórico
No Japão o programa 5S foi formalizado no ambiente empresarial no início da década de 50, apesar de sua longa existência informal. Surgiu da necessidade de ajudar na reconstrução de um país arrasado pela Segunda Guerra Mundial. Na década de 80 em Taiwan e Cingapura, o sistema foi redescoberto como maneira de “plantar” a idéia de qualidade como hábito e não como mero ato. Esses países após pesquisas, concluíram que o 5S está na base da pirâmide da qualidade.
No Brasil dos anos 90, com o novo cenário mundial, com o Código de Defesa do Consumidor e a crescente conscientização do povo brasileiro com a qualidade, a cultura do 5S vem crescendo nas empresas
Objetivos
− Melhoria na imagem da empresa
− Melhoria na organização do trabalho
− Melhoria no ambiente de trabalho
− Aumento da segurança nas empresas
− Melhor aproveitamento dos recursos
− Eliminação do desperdício
���6���6HLUL�±�6HQVR�GH�8WLOL]DomR� Aquilo que não é utilizado deve ser eliminado:
Separar objetos (máquinas, papéis, móveis) necessários dos desnecessários;
Descartar os desnecessários;

13
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
Eliminar tarefas desnecessárias;
� Evitar desperdícios e má utilização dos recursos disponíveis.� BENEFICIOS:
Liberar espaço;
Melhor aproveitamento dos recursos materiais e humanos.
���6�6HLWRQ�±�6HQVR�GD�$UUXPDomR� Aquilo que não está no lugar certo deve ser organizado.
Definir o lugar de cada objeto;
Organizar os objetos de acordo com a freqüência de uso;
Colocar cada item no lugar;
Identificar adequadamente cada item;
BENEFICIOS:
Facilidade e rapidez na busca de documentos e objetos;
Controle sobre o que cada um usa.
���6�6HLVRK�±�6HQVR�GD�/LPSH]D� Mais importante que limpar é não sujar.
Eliminar as causas da sujeira em objetos e locais de trabalho.
Limpar e conservar os objetos e locais de trabalho diariamente;
Fazer manutenção preventiva de máquinas e equipamentos.
BENEFICIOS:
Ambiente limpo e agradável;
Eliminação de desperdícios.
���6�6HLNHWVX�±�6HQVR�GH�0DQXWHQomR� Saúde é um bem-estar bio-psico-social.
Identificar situações que ofereçam riscos à saúde;
Eliminar as condições de riscos;
Buscar um bom ambiente físico de trabalho (iluminação e temperatura adequadas, eliminação de cheiros e ruídos desnecessários, busca de ambientes alegres e criativos);
Promover campanhas de conscientização /fumo, AIDS, álcool, drogas sexualidade, etc) talvez em parcerias com a SIPAT do SESC.
Implementar atividades de cultura, esporte e lazer.
BENEFICIOS:
Melhoria do ambiente de trabalho;
Equilíbrio físico e mental dos funcionários;
Melhoria na produtividade.
���6�6KLWVXNH�±�6HQVR�GH�(GXFDomR� Educar é um processo de conscientização, repetição e prática.

14
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
Discutir e respeitar as normas e padrões éticos, técnicos e morais na conduta de trabalho e de vida.
Honrar compromissos assumidos;
Melhorar os padrões de comunicação na empresa. (comunicar claramente, diminuir fofocas e boatos);
Incentivar a criatividade do funcionário, reconhecer o trabalho do funcionário.
Conscientizar os funcionários de seus direitos e deveres.
Preparação do ambiente para a Qualidade Total.
BENEFICIOS:
Melhor compreensão de normas e padrões próprios à filosofia da empresa.
Maior entrosamento entre funcionários;
Melhoria contínua a nível pessoal e organizacional
���� 730���727$/�352'8&7,9(�0$,17(1$1&(������� 7LSRV�GH�0DQXWHQomR�
− MANUTENÇÃO CORRETIVA
É aquela em que os consertos e reformas são realizados quando o objeto, máquina, equipamento ou veículo já está quebrado.
− 2. MANUTENÇÃO PREVENTIVA
Previne ou evita-se a quebra e paradas das máquinas por providências antecipadas.
− 3. MANUTENÇÃO PREDITIVA
Acompanha-se a vida útil das máquinas efetuando-se inspeções periódicas, medições, leituras, sondagem, etc. Observa-se o comportamento das máquinas, verificando falhas ou detectando mudanças nas condições físicas, podendo-se prever com precisão o risco de quebra, permitindo assim a manutenção programada.
������ +LVWyULFR�GD�0DQXWHQomR�Apenas na década de 1950 que o termo "manutenção" consolida-se na indústria, surgindo:
- em 1951 a Manutenção Preventiva (MP);
- em 1954 a Manutenção do Sistema Produtivo (MSP);
- em 1957, a Manutenção Corretiva com incorporação de Melhorias (MM).
Na década seguinte 1960 aparecem:
- a Introdução da Prevenção de Manutenção, em 1960;
- a Engenharia da Confiabilidade, a partir de 1962;
- e a Engenharia Econômica.
Nos anos 70 desenvolvem-se:
- a Incorporação dos conceitos das Ciências Comportamentais;
- o Desenvolvimento da Engenharia de Sistemas;
- a Logística e a Terotecnologia;
- a oficialização do TPM na empresa japonesa Nippon Denso, em 1971.

15
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
Na década de 1980 temos:
- a fundação do JIPM (Japan Institute of Plant Maintenance);
- e a introdução do TPM no Brasil, em 1986
������ (YROXomR�GD�0DQXWHQomR�Estágio 1 - Manutenção Corretiva
Estágio 2 - Manutenção Preventiva
Estágio 3 - Manutenção Preditiva
Estágio 4 -TPM
������ &RQFHLWR�GH�730�Total Productive Maintenance ou Manutenção Produtiva Total (TPM) surgiu no Japão por
volta de 1971, através da cristalização de técnicas de manutenção preventiva, manutenção do sistema de produção, prevenção da manutenção e engenharia de confiabilidade, visando a falha zero e quebra zero das máquinas, ao lado do defeito zero nos produtos e perda zero no processo.
O TPM é um conceito de trabalho que quebra o paradigma que durante décadas imperou nas indústrias: um operador de máquinas e equipamentos somente opera máquinas e equipamentos. Os conceitos que norteiam a TPM tornam o operador multi-habilitado, ou seja, ele é capaz de operar diversas máquinas e equipamentos, bem como mantê-las e auxiliar o pessoal de manutenção da fábrica em suas tarefas
������ 2EMHWLYRV�GR�730�O TPM é um conceito gerencial que começa pela liberação da criatividade normalmente
escondida e inexplorada em qualquer grupo de trabalhadores. Estes trabalhadores, freqüentemente atarefados em tarefas aparentemente repetitivas, têm muito a contribuir se, pelo menos, isto lhes for permitido.
Seu objetivo é promover uma cultura na qual os operadores sintam que eles "possuem" suas máquinas, aprendem muito mais sobre elas, e no processo se liberem de sua ocupação prática para se concentrar no diagnóstico do problema e projeto de aperfeiçoamento do equipamento. Desta forma, há um ganho direto.
������ ,PSODQWDomR�GR�730�O perfil do empregado muda, pois este passa a ser mais Especializado e, à medida que vai
adquirindo conhecimentos, pode ser remunerado em função de suas habilidades. Outro conceito importante é a visão da necessidade do trabalho em equipe, o que permite a implantação de metas que, quando ultrapassadas, aumentam a remuneração de todos que a compõe.
A TPM, para ser implementada, requer um envolvimento de todos em uma unidade fabril. O trabalho em equipe torna-se primordial. A estimativa média de implementação do TPM é de 3 a 6 meses para a fase preparatória, e de 2 a 3 anos para início do estágio de consolidação, considerando que seja feita segundo as doze etapas sugeridas pela metodologia do JIPM.

16
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
ETAPAS PONTOS PRINCIPAIS 1. Manifestação da alta direção sobre a decisão de introduzir o TPM
Essa Manifestação deve acontecer num encontro interno da empresa sobre TPM, e deve ser publicada num boletim interno da empresa.
2. Campanha de divulgação e treinamento para introdução do TPM.
Executivos: Realizam estudos em grupo, conforme os cargos que ocupam.
Funcionários em geral: passam por seções orientados por projeção de "slides" ou outros recursos.
3. Estrutura para implantação do TPM. Comissão ou grupos de estudo por especialidade.
Secretaria.
4. Estabelecimento de diretrizes básicas e metas para o TPM. Benchmark e metas: previsão dos resultados.
5. Elaboração do plano diretor para implantação do TPM.
Desde os preparativos para introdução até os detalhes da implantação.
6. Inicio do programa de TPM.
Convites: - Clientes;
- Empresas Relacionadas;
- Empresas Colaboradoras.
7. Aperfeiçoamento individualizado nos equipamentos para melhorar rendimento operacional.
Seleção de um equipamento modelo: organização de uma equipe de projetos.
8. Estruturação da manutenção por iniciativa própria. Método de evolução passo a passo, diagnostico e aprovação.
9. Estruturação da manutenção programada pelo departamento de manutenção.
Manutenção periódica, manutenção preditiva, controle de construções, peças sobressalentes, ferramentas e desenhos.
10. Treinamento para melhora do nível de capacitação da operação e da manutenção.
Treinamento concentrado dos líderes: treinamento das outras pessoas envolvidas.
11. Estruturação do controle da fase inicial de operação dos equipamentos. Projeto MP: controle de flutuação na fase inicial: LCC
12. Execução total do TPM e elevação do nível geral.
Recebimento do prêmio PM: busca de maior desafio através de objetivos cada vez mais ambiciosos.
Fonte:�$SRVWLOD�GR�&XUVR�GH�)RUPDomR�GH�0XOWLSOLFDGRUHV� ��730��6mR�3DXOR�� ,0��&� ��3URJUDPDV�(VSHFLDLV�GH�'HVHQYROYLPHQWR�3URILVVLRQDO��2XW�����S�����
�������� �D�HWDSD���0DQLIHVWDomR�GD�$OWD�$GPLQLVWUDomR�6REUH�D�'HFLVmR�GH�,QWURGX]LU�R�730���
A decisão da alta direção de adotar o TPM deverá ser divulgada para todos os funcionários, pois todos deverão se preparar psicologicamente para colaborar na consecução das expectativas e metas a serem atingidas com o programa em questão.
Em reunião de diretoria ou com as gerências a alta direção deverá declarar sua decisão pela introdução do TPM.
A organização de eventos, como seminários e encontros sobre TPM, direcionados para todo os executivos e o pessoal de chefia da empresa deve ser levada a efeito, e nestas oportunidades, se deve afirmar novamente a decisão de introduzir o TPM. A publicação desta declaração deve ser feita nos boletins internos da empresa.

17
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
É recomendável que o TPM seja desenvolvido a nível da empresa como um todo, contudo, quando se tratar de uma empresa de grande porte, e que possua muitas divisões em vários locais, deve-se selecionar algumas divisões ou localidades como modelos, e efetuar nestes a introdução piloto do TPM. A partir dos resultados obtidos nestas áreas-piloto pode-se passar a difundir o TPM por toda a empresa.
�������� �D�HWDSD���&DPSDQKD�GH�'LYXOJDomR�H�7UHLQDPHQWR�SDUD�,QWURGXomR�GR�730���O TPM é um movimento para o aperfeiçoamento da empresa através do aprimoramento das
pessoas e dos equipamentos. Assim, à medida que se faz treinamento para a introdução do TPM em todos os níveis hierárquicos, consegue-se maior compreensão sobre o assunto por todos, que além disso passarão a utilizar uma linguagem comum, aumentando sua vontade para enfrentar o desafio proposto pelo TPM.
Recomenda-se que a mídia a ser utilizada na campanha interna seja através de "posters" e "slogans".
O simples fato de o executivo principal ter decidido colocar em prática o TPM não é suficiente que o programa se desenvolva por si só. Tal desenvolvimento será possível somente após a realização de treinamentos adequados.
Nesta etapa, não apenas o setor de produção, mas todos os demais setores, como pesquisa e desenvolvimento, projetos, área técnica de produção, vendas, compras, contabilidade, pessoal, administração e outros, deverão também receber treinamento introdutório, o qual nada mais é que um esclarecimento e conscientização sobre o TPM.
�������� �D�HWDSD���(VWUXWXUD�SDUD�,PSODQWDomR�GR�730���O objetivo desta etapa é criar uma estrutura matricial para promover o TPM, que junte a
estrutura horizontal formada por comissões e equipes de projetos com a estrutura formal, hierárquica e vertical. Além disso, deve-se gerenciar participativamente através de pequenos grupos multifuncionais.
Ao se desenvolver o programa de TPM a nível da empresa como um todo, deve-se constituir uma comissão de TPM de toda e empresa, que se preocupará em promover a implantação do programa de forma global.
Igualmente, será necessário estabelecer uma comissão de promoção do TPM em cada divisão ou filial.
Sugere-se criar uma secretaria administrativa de promoção do TPM e designar uma pessoa dedicada, que será responsável pelo programa.
Dependendo da necessidade, pode-se estabelecer, ainda, grupos de estudo ou equipes de projetos visando melhorias individualizadas nas áreas de divulgação, treinamento, manutenção espontânea, manutenção programada e controle dos equipamentos na fase inicial, entre outras.
Deve-se, também, criar e desenvolver, dentro da estrutura formal, pequenos grupos voltados para o TPM, que terão como líderes os responsáveis de primeira linha da empresa.
O sucesso ou insucesso do programa de TPM dependerá enormemente de quem for escolhido para presidente da comissão de implantação de TPM.
Os executivos deverão comparecer assiduamente às reuniões da comissão e liderá-las de forma positiva e efetiva.

18
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
�������� �D�HWDSD���(VWDEHOHFLPHQWR�GH�'LUHWUL]HV�%iVLFDV�H�0HWDV�SDUD�R�730���O TPM deve ser parte integrante das diretrizes básicas da administração da empresa, bem
como dos seus planos de médio e longo prazos. Além disso, as metas do TPM devem fazer parte das metas anuais da empresa e sua promoção deve ser feita de acordo com as diretrizes e metas da empresa.
É importante definir claramente a postura que se deseja para cada nível hierárquico, decorridos 3 a 5 anos após a introdução do TPM. Deve-se também estabelecer metas para a incorporação dos conceitos e das principais sugestões para execução, obtendo o consenso de toda a empresa sobre estas questões.
Deve-se fazer uma previsão do tempo necessário para alcançar um nível que permita à empresa concorrer ao prêmio PM (Prevenção da Manutenção), assim como definir os objetivos a serem alcançados nessa época (tais como metas relativas à redução de quebras, aumento do rendimento geral dos equipamentos, etc.)
Para isso, é necessário efetuar um levantamento criterioso de cada item da meta, dos índices atualmente verificados, e monitorá-los.
Recomenda-se fazer comparações entre a situação atual e o objetivo visado, ou seja, quando se atingir o nível de concorrer ao prêmio PM, fazendo uma previsão dos resultados e alocando recursos adequados para tal execução.
Ao se introduzir o TPM deve-se buscar, sem dúvida, a conquista do prêmio PM. Entretanto, o prêmio no mínimo deve ser um meio para melhorar os resultados, mas não um fim, pois o que realmente importa é a realização de melhorias.
Como meta para o TPM alcançar um nível que permita o recebimento do prêmio PM, devem-se propor metas ambiciosas, como a redução do índice de defeitos de 10 para 1, ou a elevação da produtividade em 50 %. Além disso, é importante a criação de um "slogan" que eleve o moral de todos os funcionários e seja facilmente compreendido. Inclusive por pessoas de fora da empresa.
�������� �D�HWDSD���(ODERUDomR�GR�3ODQR�'LUHWRU�SDUD�,PSODQWDomR�GR�730���Elaborar um plano de metas (Plano Diretor) que englobe desde os preparativos para a
introdução do TPM, até a etapa de avaliação para o prêmio PM. Durante o desenvolvimento do Plano Diretor deve-se medir sua promoção tendo em mente o propósito de alcançar o nível esperado de avaliação, em base anual.
Inicialmente deve-se elaborar um cronograma contendo as 12 etapas previstas no programa de desenvolvimento do TPM, especialmente o proposto nos pilares básicos do TPM, e indicando claramente o que deve ser feito e até quando. O cronograma, estabelecido a nível da empresa como um todo ou de suas divisões ou filiais, é denominado Plano Diretor.
Baseando-se nesse Plano Diretor, cada departamento, seção ou unidade deverá elaborar o seu próprio cronograma.
Anualmente efetua-se a comparação entre o previsto e o real, fazendo-se uma avaliação do progresso conseguido e introduzindo correções de acordo com a necessidade.
Como o TPM visa o aprimoramento das pessoas e dos equipamentos, se não houver tempo suficiente não se alcançará a melhora desejada. A elaboração do Plano Diretor deve considerar um espaço de tempo suficiente para que surjam resultados.
Para o desenvolvimento de cada um dos pilares básicos deve-se elaborar um manual que possibilite a qualquer pessoa a compreensão do desenvolvimento do programa de TPM.
A comissão deve reunir-se mensalmente para verificar o progresso e avaliar a evolução do programa.

19
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
�������� �D�HWDSD���,QtFLR�GR�3URJUDPD�GH�730���Encerrada a fase preparatória, terá início a implantação do programa. Trata-se, nesta etapa,
de fazer frente ao desafio de "zerar" as seis grandes perdas dos equipamentos, procurando que cada funcionário da empresa compreenda as diretrizes da Diretoria, conseguindo assim elevar a motivação moral de todos para participar, desafiando as condições limites atuais, e atingir as metas visadas.
É preciso programar uma cerimônia para lançar o desafio de eliminar as seis grandes perdas, com garra e disposição, e conseguir o apoio de todos os funcionários às diretrizes emanadas da Diretoria.
A cerimônia deve ser um encontro de todos os funcionários, no qual:
é reafirmada a decisão da Diretoria de implantar o TPM;
o procedimento de promoção do TPM é explicado, bem como as diretrizes básicas do programa, suas metas, o Plano Diretor e outros aspectos;
é feita, por um representante dos funcionários, uma declaração solene de aceitação do desafio de conquistar o prêmio PM;
são recebidas manifestações de incentivo por parte de visitantes presentes ao evento;
Para esse encontro deverão ser convidados os clientes, empresas fornecedoras e empresas coligadas.
Até a data de início do programa propriamente dito, o treinamento visando à introdução ao TPM, para todos os funcionários da empresa, já deverá estar concluído.
�������� �D� HWDSD� �� 0HOKRULD� ,QGLYLGXDOL]DGD� QRV� (TXLSDPHQWRV� SDUD� 0DLRU�5HQGLPHQWR�2SHUDFLRQDO���Selecionando-se um equipamento piloto e formando-se uma equipe de projeto, composta por
pessoal da engenharia de processo e da manutenção, supervisores de linha de produção e operários, é possível efetuar as melhorias individualizadas destinadas a elevar o rendimento dos equipamentos e comprovar os efeitos positivos do TPM.
Como equipamento piloto, deve ser escolhido aquele que seja um gargalo de produção, ou onde estejam ocorrendo perdas crônicas nos últimos 3 meses, pois assim, após a introdução das melhorias pretendidas, será possível obter resultados altamente positivos.
Dentre os temas para melhoria, deve-se escolher qual das 6 grandes perdas (quebras, "setup" e ajustes, perdas devidas ao ferramental, operação em vazio e paradas momentâneas, redução da velocidade, defeitos no processo e início de produção, e queda no rendimento), é aquela que melhor atende à necessidade de redução de perdas.
Ao demonstrar melhorias individualizadas através de equipes de projeto com temas específicos, é possível demonstrar as reais habilidades do pessoal de engenharia de processo e de manutenção. Ao disseminar a melhoria individualizada lateralmente, cada líder de grupo poderá realizar as melhoria nos equipamentos do seu próprio local de trabalho, através de pequenos grupos.
Para as melhorias individuais é necessário utilizar todos os métodos relevantes, tais como a engenharia industrial, o controle de qualidade, engenharia de confiabilidade, ou outros. Para eliminar perdas crônicas em um equipamento pode-se utilizar uma das metodologias da engenharia de confiabilidade mais eficazes, que é o método de análise de PM - Prevenção da Manutenção.
Cada setor ou seção deve selecionar um único equipamento piloto, pois não se deve atuar sobre muitos ao mesmo tempo.
É sempre recomendável que se inclua, como membro da equipe, alguma pessoa que domine o método de análise de PM.

20
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
�������� �D�HWDSD���(VWUXWXUDomR�SDUD�D�0DQXWHQomR�(VSRQWkQHD���O objetivo desta etapa é fazer com que a atitude segundo a qual, cada pessoa se encarrega
de cuidar efetivamente de seus próprios equipamentos, seja definida para todos os trabalhadores da empresa. Ou seja, a habilidade de executar uma manutenção espontânea deve ser adotada por cada operador.
Para o desenvolvimento da manutenção espontânea deve-se proporcionar treinamento a cada passo, executar as manutenções, e as chefias devem avaliar os resultados que, um vez aprovado, permitirá prosseguir para o passo subseqüente.
Na primeira etapa (limpeza inicial) deve-se, juntamente com a limpeza, identificar pontos onde haja defeitos e efetuar o reparo dos mesmos, ou seja, aprender que fazer a limpeza é efetuar a inspeção.
Na segunda etapa (medidas contra fontes geradoras de problemas e locais de difícil acesso), deve-se inicialmente providenciar ações contra fontes geradoras de problemas e proceder à melhoria do acesso a pontos normalmente difíceis. Com isso será possível reduzir o tempo gasto para efetuar a limpeza e a lubrificação.
Na terceira etapa (elaboração de normas para limpeza e lubrificação) as normas que serão seguidas devem ser elaboradas pelo próprio usuário.
Na quarta etapa (inspeção geral) faz-se o treinamento nas técnicas específicas de inspeção (por exemplo, o ajustes de parafusos e porcas). Executando-se a inspeção geral pequenos defeitos nos equipamentos são detectados, procedendo-se em seguida ao efetivo reparo, até que os equipamentos atinjam o estado que deveriam ter.
Na quinta etapa (inspeção espontânea) efetua-se a inspeção espontânea com a finalidade de manter as condições de performance originalmente concebidas para o equipamento.
Na sexta etapa (arrumação e limpeza) definem-se as ações necessárias ao controle das estações de trabalho e sua manutenção.
Na sétima etapa (efetivação do autocontrole) as habilidades adquiridas nas etapas 1 a 6 serão utilizadas para dar continuidade à manutenção espontânea e às atividades de melhoria dos equipamentos.
As etapas 1 a 4 referem-se à parte fundamental do aprimoramento das pessoas e dos equipamentos. Ao realizá-las com paciência e perseverança certamente serão alcançados os resultados esperados.
Deve-se evitar pintar corredores e equipamentos sem que antes sejam eliminadas as sujeiras, ferrugens, lixo, vazamentos de óleo e outros.
�������� �D� HWDSD� �� (VWUXWXUDomR� GD�0DQXWHQomR� 3URJUDPDGD� SHOR� 'HSDUWDPHQWR� GH�0DQXWHQomR���Nesta etapa a produção e a manutenção buscam complementar-se, com a adoção da
manutenção autônoma ou voluntária pela produção, enquanto a área de manutenção se encarrega da condução do planejamento da manutenção.
O departamento de manutenção se desloca para uma nova modalidade de trabalho que é o da incorporação de melhorias.
O planejamento da manutenção é a prática tradicional recomendada para a preservação de máquinas, equipamentos e instrumentos, através da preparação dos calendários de trabalho e a definição das normas e padrões para a sua condução, não se tratando, portanto, de algo inédito.

21
Professor Jocélio Luiz Valente Gestão da Qualidade e Produtividade
�����������D�HWDSD���7UHLQDPHQWR�SDUD�0HOKRULD�GR�1tYHO�GH�&DSDFLWDomR�GD�2SHUDomR�H�GD�0DQXWHQomR���Desenvolver novas habilidades e conhecimentos, tanto para o pessoal de produção quanto
para o de manutenção, é o que preconiza esta etapa.
Não se trata do mesmo programa estabelecido na fase inicial, a segunda etapa, que se baseia na conscientização, mas sim, busca a obtenção dos conhecimentos suplementares e habilidades necessárias, através de aulas teóricas e práticas, desenvolvidas nos centros de treinamento das empresas, constituindo-se como parte integrante do programa de formação profissional, visando à boa performance no trabalho.
Portanto, nesta etapa, a empresa deve encarar este programa de educação e treinamento como um investimento, no qual não se deve economizar, visto que apresenta um retorno garantido.
�����������D� HWDSD� �� (VWUXWXUDomR� GR� &RQWUROH� GD� )DVH� ,QLFLDO� GH� 2SHUDomR� GRV�(TXLSDPHQWRV���Esta é uma etapa designada aos órgãos de engenharia da empresa, tanto no que se refere
aos processos, como no que se refere à determinação ou construção de máquinas, buscando o máximo rendimento operacional global.
É nesta fase, que os levantamentos das inconveniências, imperfeições e a incorporação de melhorias são efetivadas, mesmo nas máquinas novas, onde os conhecimentos adquiridos possibilitam o desenvolvimento de projetos onde estejam presentes os conceitos de PM - Prevenção da Manutenção, destinada a conquista de resultados de máquinas com Quebra Zero/Falha Zero.
A aquisição de uma nova máquina deve levar em conta também estes conceitos de PM, além dos fatores econômicos e financeiros, variáveis que, em função dos equipamentos atualmente disponíveis no mercado, nem sempre são atendidas satisfatoriamente.
�����������D�HWDSD���([HFXomR�7RWDO�GR�730�H�(OHYDomR�GR�1tYHO�*HUDO���Esta é a etapa da consolidação do TPM onde se dá o incremento do nível geral da sua
performance. Com a conquista desse marco a empresa estaria habilitada a inscrever-se ao Prêmio PM de Excelência em Manutenção, concedido pelo JIPM.
������ 2V�2LWR�3LODUHV�GR�730�− 1 melhoria individual dos equipamentos para elevar a eficiência;
− 2 elaboração de uma estrutura de manutenção autônoma do operador;
− 3 elaboração de uma estrutura de manutenção planejada do departamento de manutenção;
− 4 treinamento para a melhoria da habilidade do operador e do técnico de manutenção;
− 5 elaboração de uma estrutura de controle inicial do equipamento;
− 6 manutenção com vistas a melhoria da qualidade;
− 7 gerenciamento;
− 8 segurança, higiene e meio ambiente.
������ %(1()Ë&,26�'2�730�Os benefícios da implantação dos conceitos de implantação da TPM são claramente visíveis:
o tempo de parada de equipamentos por quebra diminui, os custos associados a estas paradas também diminuem, aumentando, por conseguinte, a capacidade produtiva da fábrica e a possibilidade de aumento de receita e das margens dos produtos manufaturados.