Embed Size (px)
Citation preview

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 1/51
Ministério da EducaçãoSecretaria de Educação Profissional
e Tecnológica
DEPARTAMENTO DE TECNOLOGIA MECÂNICA E MATERIAIS
CURSO TECNICO DE MECÂNICA
2009
Aço superduplex SAF 2507Laboratório de Metalografia
Professoras:Maria Dorotéia Costa SobralDilcian Gomes Ribeiro de Oliveira
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 2/51
2
A apostila é uma compilação de textos, alguns com pequenas modificações, da bibliografia
recomendada, e não substitui os livros.
Bibliografia Recomendada
A bibliografia denominada de básica pode ser encontrada na Biblioteca do IFBA. Os três
volumes do Chiaverini, Tecnologia Mecânica [1] contém todo o assunto estudado em
Tecnologia dos Materiais, exceto a parte referente à prática de Metalografia, que pode ser
encontrada no livro de Colpaert [4]. O livro que melhor explica os ensaios mecânicos é o
livro de Souza [5]. O livro de Remy [6] foi escrito em linguagem mais simples, mas a
norma utilizada é a alemã (DIN) e não a que é usada no Brasil (ABNT).
Da lista da bibliografia complementar, os livros mais baratos são os do Telecurso 2000 da
Editora Globo.
Básica
1. Souza, S. Augusto. Ensaios Mecânicos de Materiais Metálicos. Editora Edgard
Blutcher Ltda. 1982.
2. Chiaverini, Vicente. Tecnologia Mecânica. Vol. I, II e III. Ed. McGraw-Hill. 1986.
3. Chiaverini, Vicente. Aços e Ferros Fundidos. ABM. 1987.
4. Van Vlack, L. H. Princípios de Ciência e Tecnologia dos Materiais. Ed. Campus.
1970.
5. Colpaert, Hubertus, Metalografia dos produtos siderúrgicos comuns. 1969.
6. Remy, A., Gay, M. e Gonthier, R. Materiais. Ed. Hemus.
7. Coutinho, Telmo de Azevedo. Análise e Prática Metalográfica. Ed.
8. Fazano, Carlos Alberto T. V. A Prática Metalográfica. Ed.
9. Catálogos Técnicos (diversos)
10. Costa e Silva, A. L. e Mei, P. R. Aços e Ligas Especiais. Villares Metals S. A. 1988.
Complementar
• Higgins, R. A. Propriedades e Estrutura dos Materiais em Engenharia. Editora Difel.
1982.
• Coutinho, C. Bottrel. Materiais Metálicos para Engenharia. 1992.
• Garcia, Amauri; Spim, J. A. e Santos, C. A. dos. Ensaios dos Materiais, Editora LTC.
2000.
• Telecurso 2000, Apostila. Mecânica, Ensaios. Editora Globo. 1995
• Telecurso 2000, Apostila. Mecânica, Materiais. Editora Globo. 1995.
• Telecurso 2000, Apostila. Tratamentos Térmicos e Tratamentos de Superfície. Editora
Globo. 1995
• Freire, J. M. Materiais de Construção Mecânica. L. T. C. 1983.
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 3/51
3
PORQUE ENSAIAR?
Como você se sentiria se a chave que acabou de mandar fazer quebrasse ao dar aprimeira volta na fechadura? Ou se a jarra de vidro refratário que a propaganda diz quepode ir do fogão ao freezer trincasse ao ser enchida com água fervente? Ou ainda, se oseu guarda-chuva virasse ao contrário em meio a um temporal?É. Hoje em dia ninguém se contenta com objetos que apresentem esses resultados. Maspor longo tempo essa foi a única forma de avaliar a qualidade de um produto!Nos séculos passados, como a construção dos objetos era essencialmente artesanal,não havia um controle de qualidade regular dos produtos fabricados. Avaliava-se aqualidade de uma lâmina de aço, a dureza de um prego, a pintura de um objetosimplesmente pelo próprio uso.Um desgaste prematuro que conduzisse à rápida quebra da ferramenta era o métodoracional que qualquer um aceitava para determinar a qualidade das peças, ou seja, aanálise da qualidade era baseada no comportamento do objeto depois de pronto.O acesso a novas matérias-primas e o desenvolvimento dos processos de fabricaçãoobrigaram a criação de métodos padronizados de produção, em todo o mundo. Ao
mesmo tempo, desenvolveram-se processos e métodos de controle de qualidade dosprodutos.Atualmente, entende-se que o controle de qualidade precisa começar pela matéria-primae deve ocorrer durante todo o processo de produção, incluindo a inspeção e os ensaiosfinais nos produtos acabados.Nesse quadro, é fácil perceber a importância dos ensaios de materiais: é por meio delesque se verifica se os materiais apresentam as propriedades que os tornarão adequadosao seu uso.Que propriedades são essas, que podem ser verificadas nos ensaios?
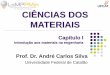
Para que servem os ensaios? Se você parar para observar crianças brincando de cabo-de-guerra, ou uma dona de
casa torcendo um pano de chão, ou ainda um ginasta fazendo acrobacias numa camaelástica, verá alguns exemplos de esforços a que os materiais estão sujeitos durante ouso.Veja a seguir a representação esquemática de alguns tipos de esforços que afetam osmateriais.
Figura 1. Tipos de esforços a que estão submetidos os materiais.
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 4/51
4
É evidente que os produtos têm de ser fabricados com as características necessáriaspara suportar esses esforços. Mas como saber se os materiais apresentam taiscaracterísticas?Realizando ensaios mecânicos! Os ensaios mecânicos dos materiais são procedimentospadronizados que compreendem testes, cálculos, gráficos e consultas a tabelas, tudoisso em conformidade com normas técnicas.Realizar um ensaio consiste em submeter um objeto já fabricado ou um material que vaiser processado industrialmente a situações que simulam os esforços que eles vão sofrer nas condições reais de uso, chegando a limites extremos de solicitação.
Onde são feitos os ensaiosOs ensaios podem ser realizados na própria oficina ou em ambientes especialmenteequipados para essa finalidade: os laboratórios de ensaios. Os ensaios fornecemresultados gerais, que são aplicados a diversos casos, e devem poder ser repetidos emqualquer local que apresente as condições adequadas.São exemplos de ensaios que podem ser realizados na oficina:Ensaio por lima - É utilizado para verificar a dureza por meio do corte do cavaco.
Quanto mais fácil é retirar o cavaco, mais mole o material. Se a ferramenta desliza e nãocorta, podemos dizer que o material é duro.Ensaio pela análise da centelha - É utilizado para fazer a classificação do teor de carbonode um aço, em função da forma das centelhas que o material emite ao ser atritado numesmeril. Por meio desses tipos de ensaios não se obtêm valores precisos, apenasconhecimentos de características específicas dos materiais. As informações servem decomparação entre os materiais.
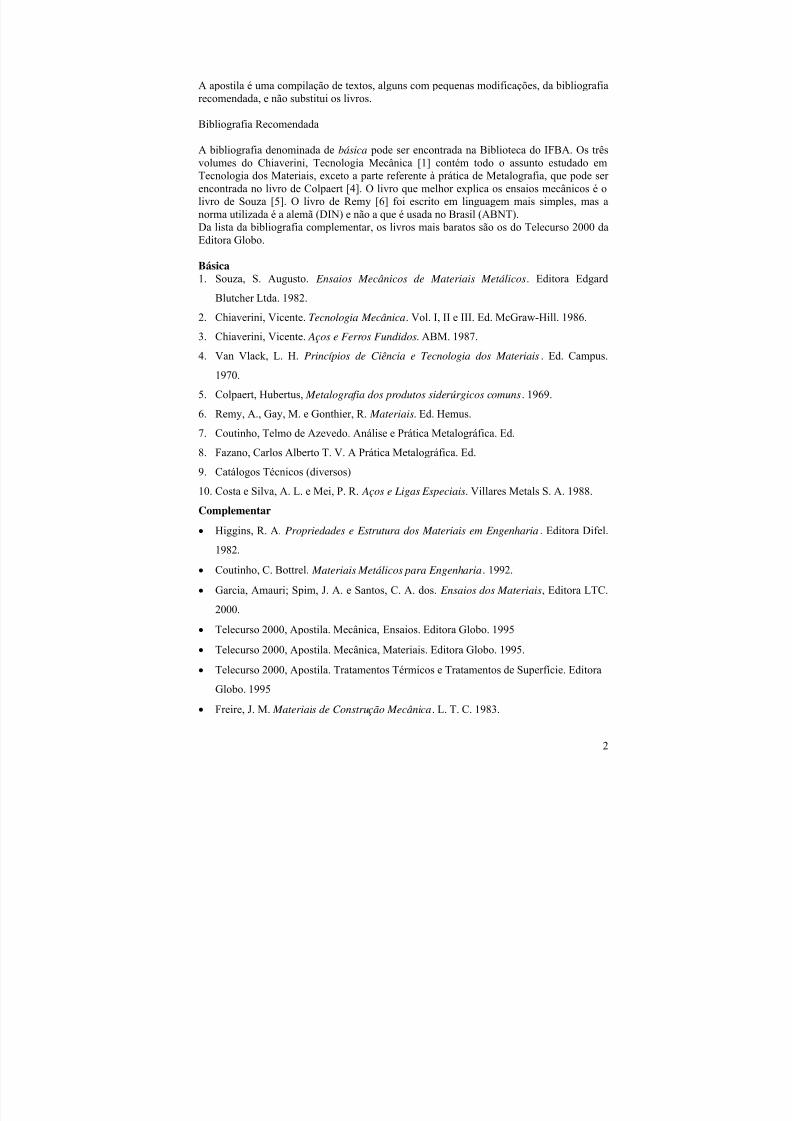
Corpo deprova
Extensômetro
Garras defixação
Cabeçotemóvel
Base fixa
Dinamômetro
Figura 2. Máquina de Ensaios Universal.
Os ensaios podem ser realizados em protótipos, no próprio produto final ou em corpos deprova e, para serem confiáveis, devem seguir as normas técnicas estabelecidas.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 5/51
5
Imagine que uma empresa resolva produzir um novo tipo de tesoura, com lâmina de açoespecial. Antes de lançar comercialmente o novo produto, o fabricante quer saber, comsegurança, como será seu comportamento na prática. Para isso, ele ensaia as matérias-primas, controla o processo de fabricação e produzuma pequena quantidade dessas tesouras, que passam a ser os protótipos. Cada umadessas tesouras será submetida a uma série de testes que procurarão reproduzir todasas situações de uso cotidiano. Por exemplo, o corte da tesoura pode ser testado emmateriais diversos, ou sobre o mesmo material por horas seguidas. Os resultados sãoanalisados e servem como base para o aperfeiçoamento do produto.Os ensaios de protótipos são muito importantes, pois permitem avaliar se o produtotestado apresenta características adequadas à sua função. Os resultados obtidos nessestestes não podem ser generalizados, mas podem servir de base para outros objetos quesejam semelhantes ou diferentes.Já os ensaios em corpos de provas, realizados de acordo com as normas técnicasestabelecidas, em condições padronizadas, permitem obter resultados de aplicação maisgeral, que podem ser utilizados e reproduzidos em qualquer lugar.
Propriedades dos materiaisTodos os campos da tecnologia, especialmente aqueles referentes à construção demáquinas e estruturas, estão intimamente ligados aos materiais e às suas propriedades.Tomando como base as mudanças que ocorrem nos materiais, essas propriedadespodem ser classificadas em dois grupos:· físicas;· químicas.Se colocarmos água fervente num copo descartável de plástico, o plástico amolece emuda sua forma. Mesmo mole, o plástico continua com sua composição químicainalterada. A propriedade de sofrer deformação sem sofrer mudança na composiçãoquímica é uma propriedade física.Por outro lado, se deixarmos uma barra de aço-carbono (ferro + carbono) exposta ao
tempo, observaremos a formação de ferrugem (óxido de ferro: ferro + oxigênio). O aço-carbono, em contato com o ar, sofre corrosão, com mudança na sua composiçãoquímica. A resistência à corrosão é uma propriedade química. Entre as propriedadesfísicas, destacam-se as propriedades mecânicas, que se referem à forma como osmateriais reagem aos esforços externos, apresentando deformação ou ruptura.
Propriedades mecânicas
As propriedades mecânicas constituem as características mais importantes dos metaispara sua aplicação no campo da engenharia, visto que o projeto e a execução dasestruturas metálicas, quer móveis, quer fixas, assim como a confecção dos componentesmecânicos são baseados no seu conhecimento.As propriedades mecânicas definem o comportamento de um material quando sujeito aesforços mecânicos e correspondem às propriedades que, num determinado materialindicam a sua capacidade de transmitir e resistir aos esforços que lhe são aplicados, semromper ou sem que se verifiquem deformações incontroláveis.Esses esforços mecânicos são os mais variados.Eles podem significar a aplicação de uma carga de modo lento e gradual; neste caso anatureza do esforço é estática , como tração, compressão, dobramento, torção etc. Aaplicação da carga pode ser feita de modo repentino como o choque. Sua natureza édinâmica .Finalmente os esforços podem ser repetidos, a carga variando repetidamente, seja emvalor, seja em direção, como na fadiga .
Para ter-se uma melhor visão do comportamento dos metais quando sujeitos a essestipos de esforços - para o que se utilizam os chamados “ensaios mecânicos” – énecessário definir com precisão alguns conceitos fundamentais.
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 6/51
6
Definições – Na determinação das propriedades mecânicas, aplicam-se cargasexpressas em kgf. Como resultado dessa aplicação, ocorre uma distribuição interna deforças ou componentes de forças que pode resultar numa mudança na forma da peçasubmetida à carga. Define-se tensão como a intensidade dessas forças,correspondendo, portanto, à carga dividida pela secção transversal do corpo. A tensão éexpressa em kgf/mm2 ou MPa1.
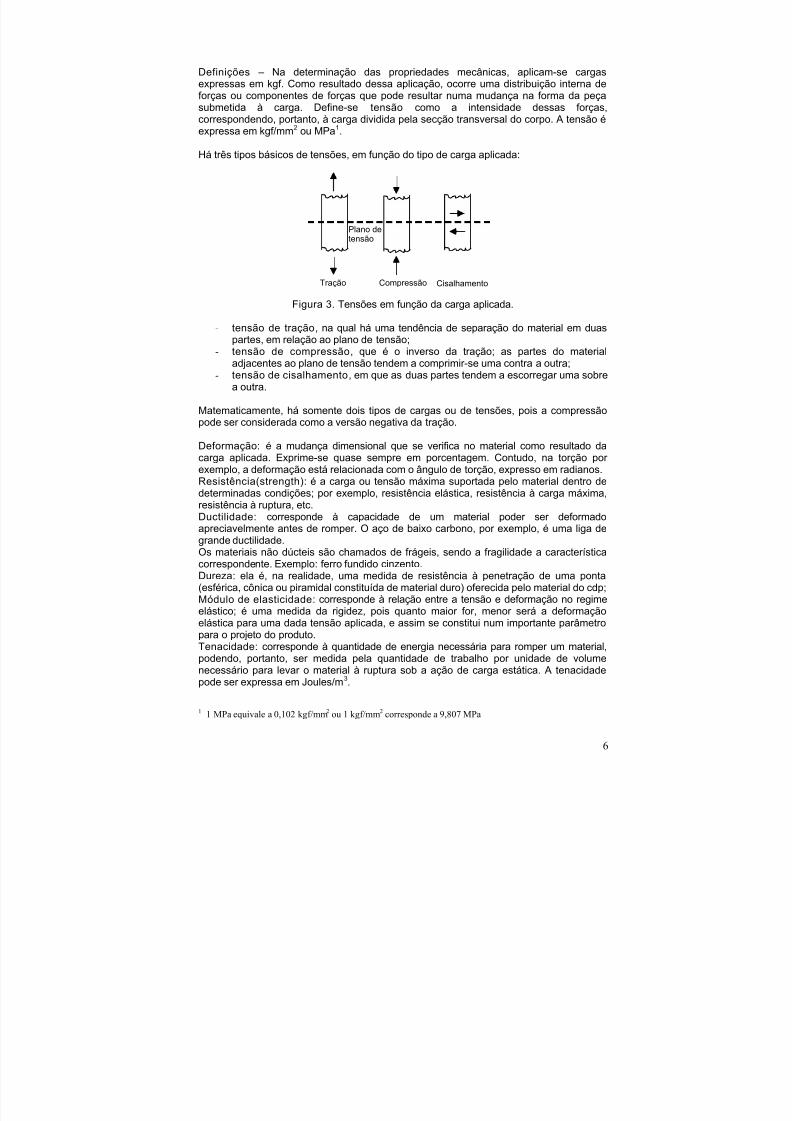
Há três tipos básicos de tensões, em função do tipo de carga aplicada:
Plano detensão
Tração Compressão Cisalhamento
Figura 3. Tensões em função da carga aplicada.
- tensão de tração , na qual há uma tendência de separação do material em duaspartes, em relação ao plano de tensão;
- tensão de compressão , que é o inverso da tração; as partes do materialadjacentes ao plano de tensão tendem a comprimir-se uma contra a outra;
- tensão de cisalhamento , em que as duas partes tendem a escorregar uma sobrea outra.
Matematicamente, há somente dois tipos de cargas ou de tensões, pois a compressãopode ser considerada como a versão negativa da tração.
Deformação: é a mudança dimensional que se verifica no material como resultado dacarga aplicada. Exprime-se quase sempre em porcentagem. Contudo, na torção por exemplo, a deformação está relacionada com o ângulo de torção, expresso em radianos.Resistência(strength): é a carga ou tensão máxima suportada pelo material dentro dedeterminadas condições; por exemplo, resistência elástica, resistência à carga máxima,resistência à ruptura, etc.Ductilidade: corresponde à capacidade de um material poder ser deformadoapreciavelmente antes de romper. O aço de baixo carbono, por exemplo, é uma liga degrande ductilidade.
Os materiais não dúcteis são chamados de frágeis, sendo a fragilidade a característicacorrespondente. Exemplo: ferro fundido cinzento.Dureza : ela é, na realidade, uma medida de resistência à penetração de uma ponta(esférica, cônica ou piramidal constituída de material duro) oferecida pelo material do cdp;Módulo de elasticidade : corresponde à relação entre a tensão e deformação no regimeelástico; é uma medida da rigidez, pois quanto maior for, menor será a deformaçãoelástica para uma dada tensão aplicada, e assim se constitui num importante parâmetropara o projeto do produto. Tenacidade: corresponde à quantidade de energia necessária para romper um material,podendo, portanto, ser medida pela quantidade de trabalho por unidade de volumenecessário para levar o material à ruptura sob a ação de carga estática. A tenacidadepode ser expressa em Joules/m3.
1 1 MPa equivale a 0,102 kgf/mm2 ou 1 kgf/mm2 corresponde a 9,807 MPa

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 7/51
7
Fadiga: as falhas de componentes metálicos em serviço, na maioria das vezes, decorremdevido à fadiga provocada por solicitações cíclicas. A fratura apresenta característicasfrágeis e é influenciada por diversos fatores como pontos de concentrações de tensõesresiduais e outros.Resistência ao choque: a solicitação dinâmica das peças metálicas por impacto é umdos fatores que conduz a fratura também com características frágeis. Os ensaios dechoque são padronizados nos ensaios Charpy e Izod.Resistência à fluência: as solicitações mecânicas podem provocar, a partir de umadeterminada temperatura, a deformação plástica em função do tempo à tensão ou cargaconstante; essa propriedade é fundamental para o projeto de componentes de máquinase estruturas que devem operar em temperaturas elevadas.
Coeficiente de segurança e tensão admissível de trabalho. Ao projetar-se umaestrutura ou um componente mecânico, depois de conhecidas as tensões às quais aspeças estão sujeitas, lança-se mão de um fator chamado fator de segurança, oucoeficiente de segurança pelo qual é dividida a resistência adotada para o materialescolhido.
O coeficiente de segurança é, portanto, um número empírico pelo qual a resistência domaterial é dividida de modo a obter-se uma tensão conservadora, por assim dizer.O resultado desse quociente é chamado tensão admissível de trabalho.São inúmeras as razões pelas quais a tensão de trabalho de um membro de umaestrutura ou de uma máquina deve corresponder a um valor inferior à resistência domaterial.Em primeiro lugar, os materiais de construção, em particular, os metais, tendem adeteriorar-se em serviço, pela ação do meio ambiente. Em segundo lugar, ocorremfreqüentes variações na distribuição das tensões adotadas no projeto, além de surgiremocasionalmente sobrecargas. Em terceiro lugar, é difícil garantir-se perfeição nafabricação de uma determinada peça metálica, além de poderem ser introduzidasvariações de tensões adicionais no transporte, montagem e instalação da máquina ou da
estrutura.Nessas condições, o comportamento do material pesquisado em laboratórios de ensaiosmediante a determinação de suas propriedades em amostras pode divergir do seuverdadeiro comportamento na prática.Os fatores ou coeficientes de segurança variam grandemente em função do tipo decarga, do tipo de material e das condições de serviço. Para materiais dúcteis que sedeformam antes de romper, os seus valores variam de 1,5 a 4. Para materiais frágeisquem rompem bruscamente, sem qualquer aparente deformação prévia, os coeficientesde segurança podem atingir valores de 5 a 8.Em resumo, os membros de máquinas e estruturas, principalmente quando sujeitos acargas estáticas, raramente rompem em serviço graças ao coeficiente de segurança, anão ser que fiquem repentinamente sujeitos a uma carga acidental de considerávelgrandeza. No caso de partes móveis de máquinas, as falhas ocorrem maisfreqüentemente pela presença de cargas dinâmicas ou cíclicas.
Telecurso 2000, Ensaios. Ed. Globo, Cap. 1.Chiaverini, Vicente. Tecnologia Mecânica. V. I, Pearson Education, 1986, pp.84-87.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 8/51
8
EXERCÍCIO
1. O que são protótipos e para que servem?2. Porque é necessário conhecer as propriedades mecânicas do material que será usado
na fabricação de componentes mecânicos?3. Explique o que é um esforço estático e um esforço dinâmico.4. Se o módulo de elasticidade do alumínio é de 7000 kgf/mm2, qual o valor em MPa?5. O que é tensão?6. No dia a dia, aonde podemos observar um componente mecânico submetido a um
esforço de tração?7. Como você definiria resistência à tração?8. Compare materiais dúcteis com materiais frágeis em relação à deformação sofrida
quando submetidos a um esforço estático até que se rompam.9. O que é fadiga?10. Porque a tensão admissível de trabalho deve ser menor do que à resistência do
material?
Ensaio de tração
O ensaio de tração consiste em submeter o material a um esforço que tende a alongá-loaté a ruptura. Os esforços ou cargas são medidos na própria máquina de ensaio. Noensaio de tração o corpo é deformado por alongamento, até o momento em que serompe. Os ensaios de tração permitem conhecer como os materiais reagem aos esforçosde tração, quais os limites de tração que suportam e a partir de que momento serompem.
Antes da ruptura, a deformaçãoImagine um corpo preso numa das extremidades, submetido a uma força, como nailustração da figura 4. Quando esta força é aplicada na direção do eixo longitudinal,dizemos que se trata de uma força axial. Ao mesmo tempo, a força axial é perpendicular à seção transversal do corpo.Observe novamente a figura 4. Repare que a força axial está dirigida para fora do corposobre o qual foi aplicada. Quando a força axial está dirigida para fora do corpo, trata-sede uma força axial de tração. A aplicação de uma força axial de tração num corpo presoproduz uma deformação no corpo, isto é, um aumento no seu comprimento comdiminuição da área da seção transversal.
Figura 4. Força de tração produz deformação no corpo
Este aumento de comprimento recebe o nome de alongamento. Veja o efeito doalongamento num corpo submetido a um ensaio de tração.
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 9/51
9
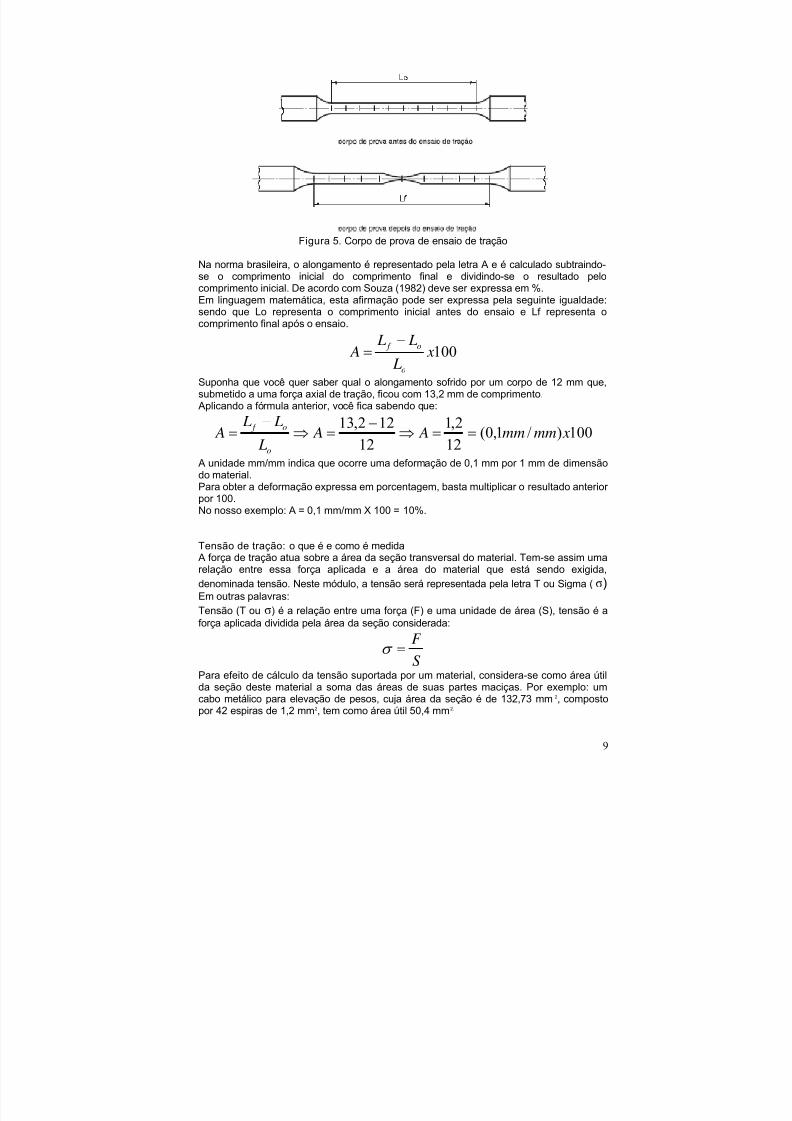
Figura 5. Corpo de prova de ensaio de tração
Na norma brasileira, o alongamento é representado pela letra A e é calculado subtraindo-
se o comprimento inicial do comprimento final e dividindo-se o resultado pelocomprimento inicial. De acordo com Souza (1982) deve ser expressa em %.Em linguagem matemática, esta afirmação pode ser expressa pela seguinte igualdade:sendo que Lo representa o comprimento inicial antes do ensaio e Lf representa ocomprimento final após o ensaio.
100 x L
L L A
o
o f −=
Suponha que você quer saber qual o alongamento sofrido por um corpo de 12 mm que,submetido a uma força axial de tração, ficou com 13,2 mm de comprimento.Aplicando a fórmula anterior, você fica sabendo que:
100)/1,0(12
2,1
12
122,13 xmmmm A A
L
L L A
o
o f ==⇒
−=⇒
−=
A unidade mm/mm indica que ocorre uma deformação de 0,1 mm por 1 mm de dimensãodo material.Para obter a deformação expressa em porcentagem, basta multiplicar o resultado anterior por 100.No nosso exemplo: A = 0,1 mm/mm X 100 = 10%.
Tensão de tração: o que é e como é medidaA força de tração atua sobre a área da seção transversal do material. Tem-se assim umarelação entre essa força aplicada e a área do material que está sendo exigida,
denominada tensão. Neste módulo, a tensão será representada pela letra T ou Sigma (σ) Em outras palavras:Tensão (T ou σ) é a relação entre uma força (F) e uma unidade de área (S), tensão é aforça aplicada dividida pela área da seção considerada:
S
F =σ
Para efeito de cálculo da tensão suportada por um material, considera-se como área útil
da seção deste material a soma das áreas de suas partes maciças. Por exemplo: umcabo metálico para elevação de pesos, cuja área da seção é de 132,73 mm2, compostopor 42 espiras de 1,2 mm2, tem como área útil 50,4 mm2.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 10/51
10
A unidade de medida de força adotada pelo Sistema Internacional de Unidades (SI) é o
Newton (N).A unidade quilograma-força (kgf) ainda é usada no Brasil porque a maioria das máquinasdisponíveis possui escalas nesta unidade. Porém, após a realização dos ensaios, osvalores de força devem ser convertidos para Newton (N). A unidade de medida de área éo metro quadrado (m2). No caso da medida de tensão, é mais freqüentemente usado seusubmúltiplo, o milímetro quadrado (mm2).
Assim, a tensão é expressa matematicamente como:
2mm
N =σ
Durante muito tempo, a tensão foi medida em kgf/mm
2
ou em psi (Pound Square Inch,que quer dizer: libra por polegada quadrada).Com adoção do Sistema Internacional de Unidades (SI) pelo Brasil, em 1978, essasunidades foram substituídas pelo pascal (Pa). Um múltiplo dessa unidade, o megapascal(MPa), vem sendo utilizado por um número crescente de países, inclusive o Brasil.Veja no quadro de conversões a seguir a correspondência entre essas unidades demedida.
1 N = 0,102 kgf1 kgf = 0,454 lb = 9,807 N1 MPa = 1 N/mm2 = 0,102 kgf/mm2
1 kgf/mm2
= 1422,27 psi = 9,807 MPa = 9,807 N/mm2
Equipamento para o ensaio de tração
O ensaio de tração geralmente é realizado na máquina universal (Figura 2), que tem estenome porque se presta à realização de diversos tipos de ensaios. Analisecuidadosamente a ilustração da figura 2, que mostra os componentes básicos de umamáquina universal de ensaios.Fixa-se o corpo de prova na máquina por suas extremidades, numa posição que permiteao equipamento aplicar-lhe uma força axial para fora, de modo a aumentar seu
comprimento.A máquina de tração é hidráulica, movida pela pressão de óleo, e está ligada a umdinamômetro que mede a força aplicada ao corpo de prova. A máquina de ensaio possui um registrador gráfico que vai traçando o diagrama de forçae deformação, em papel milimetrado, à medida que o ensaio é realizado.
Corpos de provaO ensaio de tração é feito em corpos de prova com características especificadas deacordo com normas técnicas. Suas dimensões devem ser adequadas à capacidade damáquina de ensaio. Normalmente utilizam-se corpos de prova de seção circular ou deseção retangular, dependendo da forma e tamanho do produto acabado do qual foramretirados, como mostram as ilustrações a seguir.
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 11/51
11
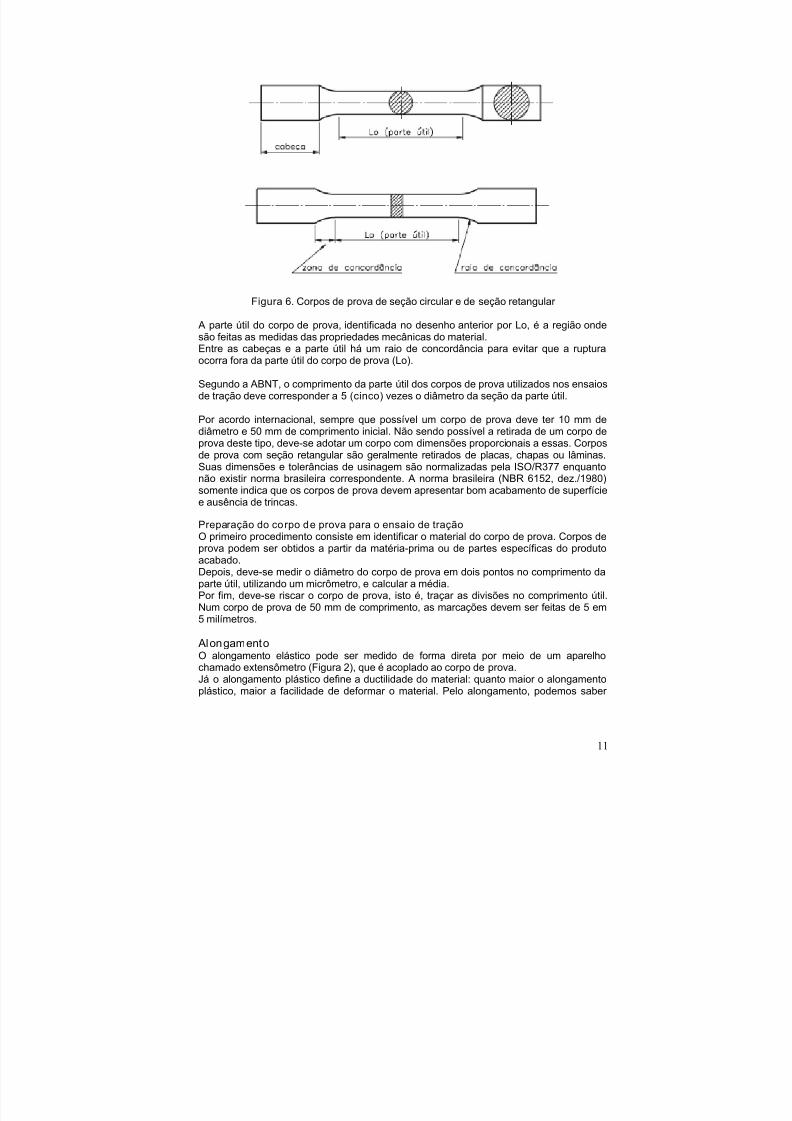
Figura 6. Corpos de prova de seção circular e de seção retangular
A parte útil do corpo de prova, identificada no desenho anterior por Lo, é a região ondesão feitas as medidas das propriedades mecânicas do material.Entre as cabeças e a parte útil há um raio de concordância para evitar que a rupturaocorra fora da parte útil do corpo de prova (Lo).
Segundo a ABNT, o comprimento da parte útil dos corpos de prova utilizados nos ensaiosde tração deve corresponder a 5 (cinco) vezes o diâmetro da seção da parte útil.
Por acordo internacional, sempre que possível um corpo de prova deve ter 10 mm dediâmetro e 50 mm de comprimento inicial. Não sendo possível a retirada de um corpo deprova deste tipo, deve-se adotar um corpo com dimensões proporcionais a essas. Corposde prova com seção retangular são geralmente retirados de placas, chapas ou lâminas.Suas dimensões e tolerâncias de usinagem são normalizadas pela ISO/R377 enquantonão existir norma brasileira correspondente. A norma brasileira (NBR 6152, dez./1980)somente indica que os corpos de prova devem apresentar bom acabamento de superfíciee ausência de trincas.
Preparação do corpo de prova para o ensaio de traçãoO primeiro procedimento consiste em identificar o material do corpo de prova. Corpos de
prova podem ser obtidos a partir da matéria-prima ou de partes específicas do produtoacabado.Depois, deve-se medir o diâmetro do corpo de prova em dois pontos no comprimento daparte útil, utilizando um micrômetro, e calcular a média.Por fim, deve-se riscar o corpo de prova, isto é, traçar as divisões no comprimento útil.Num corpo de prova de 50 mm de comprimento, as marcações devem ser feitas de 5 em5 milímetros.
AlongamentoO alongamento elástico pode ser medido de forma direta por meio de um aparelhochamado extensômetro (Figura 2), que é acoplado ao corpo de prova.Já o alongamento plástico define a ductilidade do material: quanto maior o alongamento
plástico, maior a facilidade de deformar o material. Pelo alongamento, podemos saber
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 12/51
12
para que tipo de processo de produção um material é indicado (forja a frio, laminação,estamparia profunda, etc.).
Determinação do limite elástico ou de proporcionalidadePara sentir a importância desta propriedade, imagine-se dentro de um elevador, quefunciona preso por um cabo de aço. O que aconteceria se o cabo se alongasse umpouquinho toda vez que o elevador subisse ou descesse? O cabo de aço iria ficar cadavez mais fino, até que a sua espessura se tornasse tal que não suportaria mais o peso dacabine (e com você lá dentro!).Não seria nada agradável uma queda do vigésimo andar. É, mas isto aconteceria se asolicitação ultrapassasse o limite elástico, porque qualquer solicitação acima do limiteelástico causa deformação permanente.
Portanto, o limite elástico é a máxima tensão a que uma peça pode ser submetida semque ocorra deformação permanente. Por isso, o conhecimento de seu valor éfundamental para qualquer aplicação.A rigor, a determinação do limite elástico deveria ser feita por carregamentos e
descarregamentos sucessivos, até que se alcançasse uma tensão que mostrasse, comprecisão, uma deformação permanente.
Este processo é muito trabalhoso e não faz parte dos ensaios de rotina. Porém, devido àimportância de se conhecer o limite elástico, em 1939 um cientista chamado Johnsonpropôs um método para determinar um limite elástico aparente, que ficou conhecidocomo limite Johnson.
Veja como determinar o limite Johnson na prática, acompanhando os passos explicadosa seguir.
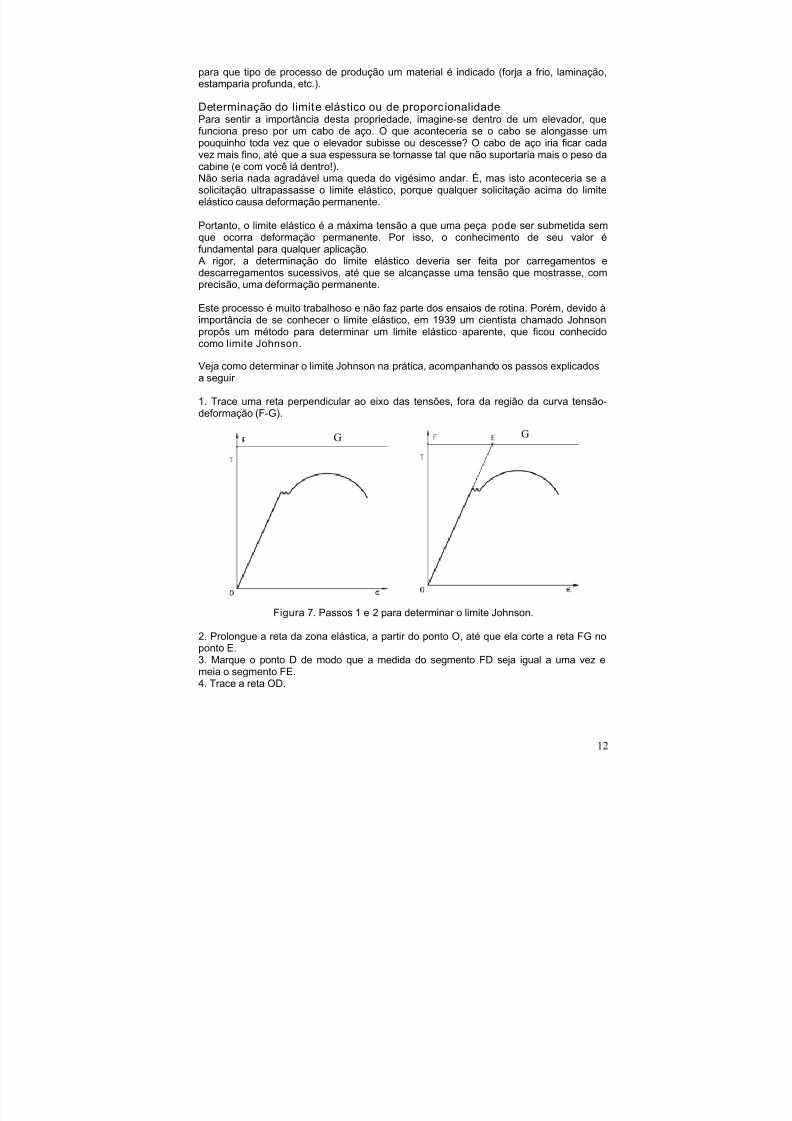
1. Trace uma reta perpendicular ao eixo das tensões, fora da região da curva tensão-
deformação (F-G).
Figura 7. Passos 1 e 2 para determinar o limite Johnson.
2. Prolongue a reta da zona elástica, a partir do ponto O, até que ela corte a reta FG noponto E. 3. Marque o ponto D de modo que a medida do segmento FD seja igual a uma vez emeia o segmento FE.4. Trace a reta OD.
G G

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 13/51
13
Figura 8. Passos 3 e 4 para determinar o limite Johnson.
5. Trace a reta MN paralela a OD, tangenciando a curva tensão-deformação.
Figura 9. Determinação do limite Johnson.
O limite Johnson é o valor de tensão do ponto tangencial (A).
Limite de escoamento: valores convencionaisO limite de escoamento é, em algumas situações, alternativa ao limite elástico, poistambém delimita o início da deformação permanente (um pouco acima). Ele é obtidoverificando-se a parada do ponteiro na escala da força durante o ensaio e o patamar formado no gráfico exibido pela máquina. Com esse dado é possível calcular o limite de
escoamento do material.Entretanto, vários metais não apresentam escoamento, e mesmo nas ligas em que ocorreele não pode ser observado, na maioria dos casos, porque acontece muito rápido e não épossível detectá-lo.Por essas razões, foram convencionados alguns valores para determinar este limite. Ovalor convencionado (n) corresponde a um alongamento percentual.
Os valores de uso mais freqüente são:· n = 0,2%, para metais e ligas metálicas em geral;· n = 0,1%, para aços ou ligas não ferrosas mais duras;· n = 0,01%, para aços-mola.
Graficamente, o limite de escoamento dos materiais citados pode ser determinado pelotraçado de uma linha paralela ao trecho reto do diagrama tensão-deformação, a partir do
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 14/51
14
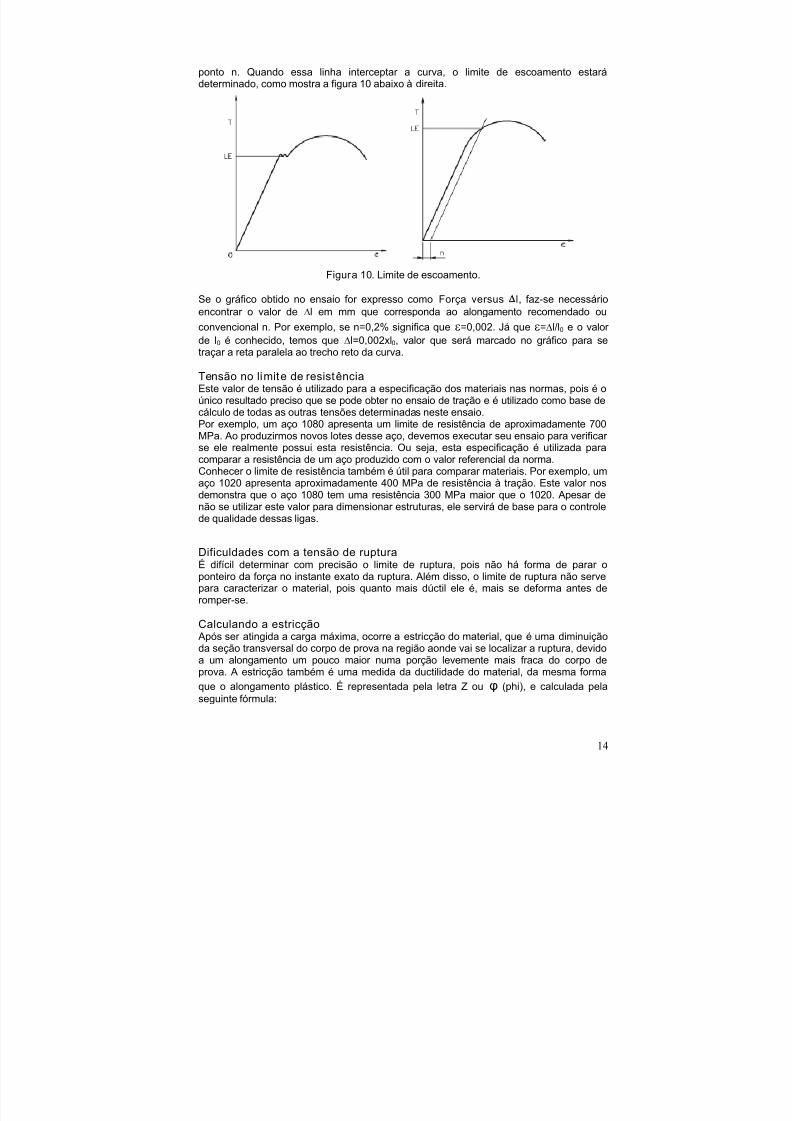
ponto n. Quando essa linha interceptar a curva, o limite de escoamento estarádeterminado, como mostra a figura 10 abaixo à direita.
Figura 10. Limite de escoamento.
Se o gráfico obtido no ensaio for expresso como Força versus ∆l, faz-se necessárioencontrar o valor de ∆l em mm que corresponda ao alongamento recomendado ou
convencional n . Por exemplo, se n=0,2% significa que ε=0,002. Já que ε=∆l/l0 e o valor de l0 é conhecido, temos que ∆l=0,002xl0, valor que será marcado no gráfico para setraçar a reta paralela ao trecho reto da curva.
Tensão no limite de resistênciaEste valor de tensão é utilizado para a especificação dos materiais nas normas, pois é oúnico resultado preciso que se pode obter no ensaio de tração e é utilizado como base de
cálculo de todas as outras tensões determinadas neste ensaio.Por exemplo, um aço 1080 apresenta um limite de resistência de aproximadamente 700MPa. Ao produzirmos novos lotes desse aço, devemos executar seu ensaio para verificar se ele realmente possui esta resistência. Ou seja, esta especificação é utilizada paracomparar a resistência de um aço produzido com o valor referencial da norma. Conhecer o limite de resistência também é útil para comparar materiais. Por exemplo, umaço 1020 apresenta aproximadamente 400 MPa de resistência à tração. Este valor nosdemonstra que o aço 1080 tem uma resistência 300 MPa maior que o 1020. Apesar denão se utilizar este valor para dimensionar estruturas, ele servirá de base para o controlede qualidade dessas ligas.
Dificuldades com a tensão de rupturaÉ difícil determinar com precisão o limite de ruptura, pois não há forma de parar oponteiro da força no instante exato da ruptura. Além disso, o limite de ruptura não servepara caracterizar o material, pois quanto mais dúctil ele é, mais se deforma antes deromper-se.
Calculando a estricçãoApós ser atingida a carga máxima, ocorre a estricção do material, que é uma diminuiçãoda seção transversal do corpo de prova na região aonde vai se localizar a ruptura, devidoa um alongamento um pouco maior numa porção levemente mais fraca do corpo deprova. A estricção também é uma medida da ductilidade do material, da mesma forma
que o alongamento plástico. É representada pela letra Z ou φ (phi), e calculada pelaseguinte fórmula:

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 15/51
15
100 xS
SS Z
o
f o −=
onde So é a área de seção transversal inicial e Sf a área de seção final, conhecida pela
medição da região fraturada. A redução da área da seção transversal ocorre após ter seatingido a carga máxima no ensaio de tração.
Calculando o Módulo de Elasticidade
O módulo de elasticidade é determinado pelas forças de ligação entre os átomos de ummetal. Como estas forças são constantes para cada estrutura que apresente o metal, omódulo de elasticidade é uma das propriedades mais constantes dos metais, emborapossa ser levemente afetado por adições de elementos de liga, ou por variaçõesalotrópicas, tratamentos térmicos ou trabalho a frio que alterem a estrutura metálica. Amedida de E é feita pela tangente da reta característica da zona elástica, traçando-se a
curva tensão-deformação na zona elástica com a maior precisão possível. Poderá ser calculado a partir do limite Johnson determinado em tensão, dividido pela deformação ε obtida a partir do ∆l correspondente à força do Johnson dividido por l0.
Oualidade proporcion
alidade proporcion E
ε
σ
=N/mm2, que pode ser calculado por
0/
/
ll
SF E
alidade proporcion
oalidade proporcion
∆
=
N/mm
2
conforme figura 11.
Figura 11. Determinação da força de proporcionalidade e o correspondente valor de ∆lusados respectivamente para calcular a tensão limite de proporcionalidade e a
deformação de proporcionalidade.
Fprop
∆lprop
F (N).
∆l (mm).
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 16/51
16
Calculando o Módulo de Resiliência
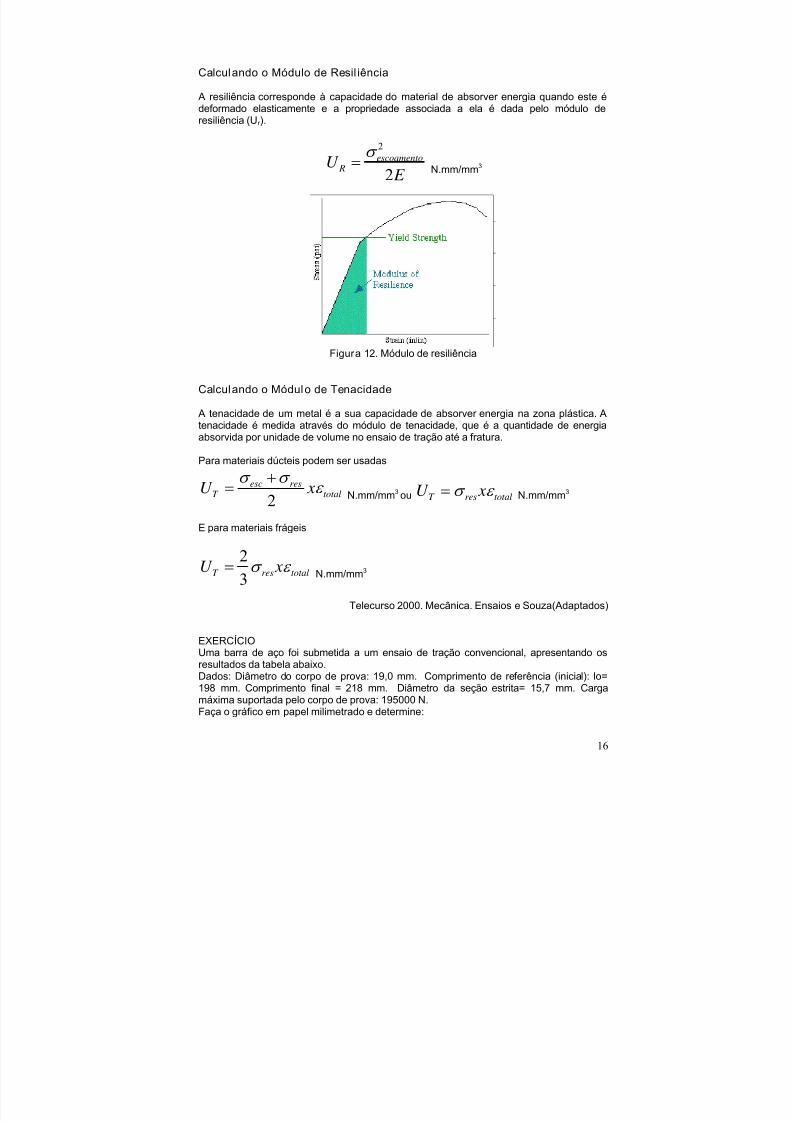
A resiliência corresponde à capacidade do material de absorver energia quando este édeformado elasticamente e a propriedade associada a ela é dada pelo módulo deresiliência (Ur ).
E U escoamento
R2
2σ
= N.mm/mm3
Figura 12. Módulo de resiliência
Calculando o Módulo de Tenacidade
A tenacidade de um metal é a sua capacidade de absorver energia na zona plástica. Atenacidade é medida através do módulo de tenacidade, que é a quantidade de energiaabsorvida por unidade de volume no ensaio de tração até a fratura.
Para materiais dúcteis podem ser usadas
totalresesc
T xU ε
σ σ
2
+= N.mm/mm3 ou totalresT xU ε σ = N.mm/mm3
E para materiais frágeis
totalresT xU ε σ
3
2= N.mm/mm3
Telecurso 2000. Mecânica. Ensaios e Souza(Adaptados)
EXERCÍCIOUma barra de aço foi submetida a um ensaio de tração convencional, apresentando osresultados da tabela abaixo.Dados: Diâmetro do corpo de prova: 19,0 mm. Comprimento de referência (inicial): lo=
198 mm. Comprimento final = 218 mm. Diâmetro da seção estrita= 15,7 mm. Cargamáxima suportada pelo corpo de prova: 195000 N.Faça o gráfico em papel milimetrado e determine:

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 17/51
17
a) Alongamento plástico (A em %) e estricção (Z em %)b) Limite de resistência à traçãoc) Limite de escoamento para n=0,2%d) Limite de proporcionalidade pelo método de Johnsone) Módulo de Elasticidadef) Módulo de Resiliênciag) Módulo de Tenacidade
∆l (mm) Carga(N)0,05 149000,1 30000
0,15 442000,2 59200
0,25 745000,3 89000
0,35 1035000,4 119000
0,45 1280000,5 137500
0,55 1440000,6 150000
0,65 1536000,7 157000
0,75 1610000,8 162400
0,85 1650000,9 166000
0,95 167000
1 1680001,05 1682001,1 168500
1,15 1690001,2 170500

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 18/51
18
Dureza Brinell
Ao escrever a lápis ou lapiseira, você sente com facilidade a diferença entre uma grafitemacia, que desliza suavemente sobre o papel, e uma grafite dura, que deixa o papelmarcado.Entretanto, a dureza de um material é um conceito relativamente complexo de definir,originando diversas interpretações.Num bom dicionário, você encontra que dureza é: qualidade ou estado de duro, rijeza.Duro, por sua vez, é definido como .difícil de penetrar ou de riscar, consistente, sólido.Essas definições não caracterizam o que é dureza para todas as situações, pois elaassume um significado diferente conforme o contexto em que é empregada:· Na área da metalurgia, considera-se dureza como a resistência à deformação plásticapermanente. Isso porque uma grande parte da metalurgia consiste em deformar plasticamente os metais.· Na área da mecânica, é a resistência à penetração de um material duro no outro, poisesta é uma característica que pode ser facilmente medida.· Para um projetista, é uma base de medida, que serve para conhecer a resistência
mecânica e o efeito do tratamento térmico ou mecânico em um metal. Além disso,permite avaliar a resistência do material ao desgaste. · Para um técnico em usinagem, é a resistência ao corte do metal, pois este profissionalatua com corte de metais, e a maior ou menor dificuldade de usinar um metal écaracterizada como maior ou menor dureza.· Para um mineralogista é a resistência ao risco que um material pode produzir em outro.E esse é um dos critérios usados para classificar minerais.Ou seja, a dureza não é uma propriedade absoluta. Só tem sentido falar em durezaquando se comparam materiais, isto é, só existe um material duro se houver outro mole. É importante destacar que, apesar das diversas definições, um material com granderesistência à deformação plástica permanente também terá alta resistência ao desgaste,alta resistência ao corte e será difícil de ser riscado, ou seja, será duro em qualquer uma
dessas situações.
Ensaio de dureza Brinell
Em 1900, J. A. Brinell divulgou este ensaio, que passou a ser largamente aceito epadronizado, devido à relação existente entre os valores obtidos no ensaio e osresultados de resistência à tração.O ensaio de dureza Brinell consiste em comprimir lentamente uma esfera de açotemperado, de diâmetro D, sobre uma superfície plana, polida e limpa de um metal, por meio de uma carga F, durante um tempo t, produzindo uma calota esférica de diâmetro d.A dureza Brinell é representada pelas letras HB. Esta representação vem do inglêsHardness Brinell, que quer dizer .dureza Brinell. A dureza Brinell (HB) é a relação entre acarga aplicada (F) e a área da calota esférica impressa no material ensaiado (Ac).
Em linguagem matemática
c A
F HB =
A área da calota esférica é dada pela fórmula: πDp, onde p é a profundidade da calota.Substituindo Ac pela fórmula para cálculo da área da calota, temos:

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 19/51
19
Dp
F HB
π
=
A localização de uma impressão Brinell deve ser tal que mantenha um afastamento dasbordas do corpo de prova de no mínimo duas vezes e meia o diâmetro, d, obtido. A
espessura do corpo de prova, para ser ensaiado à dureza Brinell, deve ser no mínimoigual a dez vezes o diâmetro, d obtido, para evitar, em ambos os casos, degeneraçõeslaterais e de profundidade, falseando o resultado. A distância entre duas impressõesBrinell deve ser no mínimo igual a 5d.
Figura 13. Ensaio de dureza Brinell.Devido à dificuldade técnica de medição da profundidade (p), que é um valor muitopequeno, utiliza-se uma relação matemática entre a profundidade (p) e o diâmetro dacalota (d) para chegar à fórmula matemática que permite o cálculo da dureza HB,representada a seguir:
)(
2
22 d D D D
F HB
−−
=
π
A unidade kgf/mm2
, que deveria ser sempre colocada após o valor de HB, é omitida, umavez que a dureza Brinell não é um conceito físico satisfatório, pois a força aplicada nomaterial tem valores diferentes em cada ponto da calota.
Os cálculos anteriores são dispensáveis, se você dispuser de uma tabela apropriada.Veja a seguir um exemplo de tabela que fornece os valores de dureza Brinell normal, emfunção de um diâmetro de impressão d.
Exercício: Tente localizar na tabela da página seguinte o valor de dureza para ummaterial que deixou um diâmetro de impressão de 3,55 mm.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 20/51
20
Escolha das condições de ensaio
O ensaio padronizado, proposto por Brinell, é realizado com carga de 3.000 kgf e esferade 10 mm de diâmetro, de aço temperado.Porém, usando cargas e esferas diferentes, é possível chegar ao mesmo valor de dureza,desde que se observem algumas condições:· A carga será determinada de tal modo que o diâmetro de impressão d se situe nointervalo de 0,25 a 0,5 do diâmetro da esfera D. A impressão será considerada ideal se ovalor de d ficar na média entre os dois valores anteriores, ou seja, 0,375 mm.· Para obter um diâmetro de impressão dentro do intervalo citado no item anterior, deve-se manter constante a relação entre a carga (F) e o diâmetro ao quadrado da esfera dopenetrador (D2), ou seja, a relação:
2 D
F é igual a uma constante chamada fator de carga.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 21/51
21
Para padronizar o ensaio, foram fixados valores de fatores de carga de acordo com afaixa de dureza e o tipo de material. O quadro a seguir mostra os principais fatores decarga utilizados e respectivas faixas de dureza e indicações.
O diâmetro da esfera é determinado em função da espessura do corpo de provaensaiado. A espessura mínima é indicada em normas técnicas de método de ensaio. Nocaso da norma brasileira, a espessura mínima do material ensaiado deve ser 17 vezes a
profundidade da calota.O quadro a seguir mostra os diâmetros de esfera mais usados e os valores de carga paracada caso, em função do fator de carga escolhido.
Observe que, no quadro anterior, os valores de carga foram determinados a partir dasrelações entre F e D2 indicadas no primeiro quadro. Exemplificando:
2
23030 DF
D
F =⇒=
Verificando o entendimentoUma empresa comprou um lote de chapas de aço carbono com a seguinte especificação:- espessura: 4 mm- dureza Brinell (HB): 180Essas chapas devem ser submetidas ao ensaio de dureza Brinell para confirmar se estãode acordo com as especificações.Nosso problema consiste em saber se essas chapas podem ser ensaiadas com a esferade 10 mm.Para resolver esse problema, precisamos das informações contidas nos dois quadrosanteriores.Observando o primeiro quadro, você fica sabendo que a relação F/D2 para este material(aço carbono) é igual a 30.O segundo quadro mostra que, para uma esfera de 10 mm e um fator de carga igual a30, a carga de ensaio é de 3.000 kgf.Com esses dados, é possível calcular a profundidade de impressão da calota, aplicandoa fórmula: HB=F/πDp. Isolando p, temos:

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 22/51
22
53,05652
3000
1801014,3
3000=⇒=⇒=⇒= p p
x x p
DHB
F p
π
Portanto, a profundidade da impressão é de 0,53 mm. Sabemos que a espessura domaterial ensaiado deve ser, no mínimo, 17 vezes a profundidade da calota. Multiplicando
a profundidade da impressão por 17, obtemos: 9,01 mm.Conclusão: as chapas de 4 mm não podem ser ensaiadas com a esfera de 10 mm.Devem ser usadas esferas menores.A esfera de 10 mm produz grandes calotas na peça. Por isso é a mais adequada paramedir materiais que têm a estrutura formada por duas ou mais fases de dureza muitodiscrepantes.Em casos assim, a dureza é determinada pela média entre as fases, como acontece comos ferros fundidos, bronzes etc.A utilização de esferas diferentes de 10 mm só é válida para materiais homogêneos.Esferas de diâmetros menores produziriam calotas menores e, no caso de materiaisheterogêneos, poderia ocorrer de se estar medindo a dureza de apenas uma das fases.Com isso, o valor de dureza seria diferente do esperado para o material.
Representação dos resultados obtidosO número de dureza Brinell deve ser seguido pelo símbolo HB, sem qualquer sufixo,sempre que se tratar do ensaio padronizado, com aplicação da carga durante 15segundos.Em outras condições, o símbolo HB recebe um sufixo formado por números que indicamas condições específicas do teste, na seguinte ordem: diâmetro da esfera, carga e tempode aplicação da carga.Exemplificando: Um valor de dureza Brinell 85, medido com uma esfera de 10 mm dediâmetro e uma carga de 1.000 kgf, aplicada por 30 segundos, é representado daseguinte forma: 85HB 10/1000/30.
O tempo de aplicação da carga varia de 15 a 60 segundos: é de 15 segundos parametais com dureza Brinell maior que 300; de 60 segundos para metais moles, como ochumbo, estanho, metais-patente etc., e de 30 segundos para os demais casos.A medida do diâmetro da calota (d) deve ser obtida pela média de duas leituras obtidas a90º uma da outra, e de maneira geral não pode haver diferença maior que 0,06 mm entreas duas leituras, para esferas de 10 mm.
DUREZA ROCKWELL
Em 1922, Rockwell desenvolveu um método de ensaio de dureza que utilizava um
sistema de pré-carga. Este método apresenta algumas vantagens em relação ao ensaioBrinell, pois permite avaliar a dureza de metais diversos, desde os mais moles até osmais duros. Entretanto, também tem limitações, o que indica que está longe de ser asolução técnica ideal.O ensaio Rockwell, que leva o nome do seu criador, é hoje o processo mais utilizado nomundo inteiro, devido à rapidez e à facilidade de execução, isenção de erros humanos,facilidade em detectar pequenas diferenças de durezas e pequeno tamanho daimpressão.Todas essas razões justificam dedicar uma aula ao estudo deste método de ensaio. Nofinal, você ficará sabendo como é feito o ensaio Rockwell, qual o equipamentoempregado e como utilizar as diferentes escalas de dureza Rockwell.Neste método, a carga do ensaio é aplicada em etapas, ou seja, primeiro se aplica uma
pré-carga, para garantir um contato firme entre o penetrador e o material ensaiado, edepois se aplica a carga do ensaio propriamente dita.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 23/51
23
A leitura do grau de dureza é feita diretamente num mostrador acoplado à máquina deensaio, de acordo com uma escala predeterminada, adequada à faixa de dureza domaterial.Os penetradores utilizados na máquina de ensaio de dureza Rockwell são do tipoesférico (esfera de aço temperado) ou cônico (cone de diamante com 120º deconicidade).
DESCRIÇÃO DO PROCESSO
Figura 14. Etapas da determinação da dureza Rockwell.
Quando se utiliza o penetrador cônico de diamante, deve-se fazer a leitura do resultadona escala externa do mostrador, de cor preta. Ao se usar o penetrador esférico, faz-se aleitura do resultado na escala vermelha.Nos equipamentos com mostrador digital, uma vez fixada a escala a ser usada, o valor édado diretamente na escala determinada.
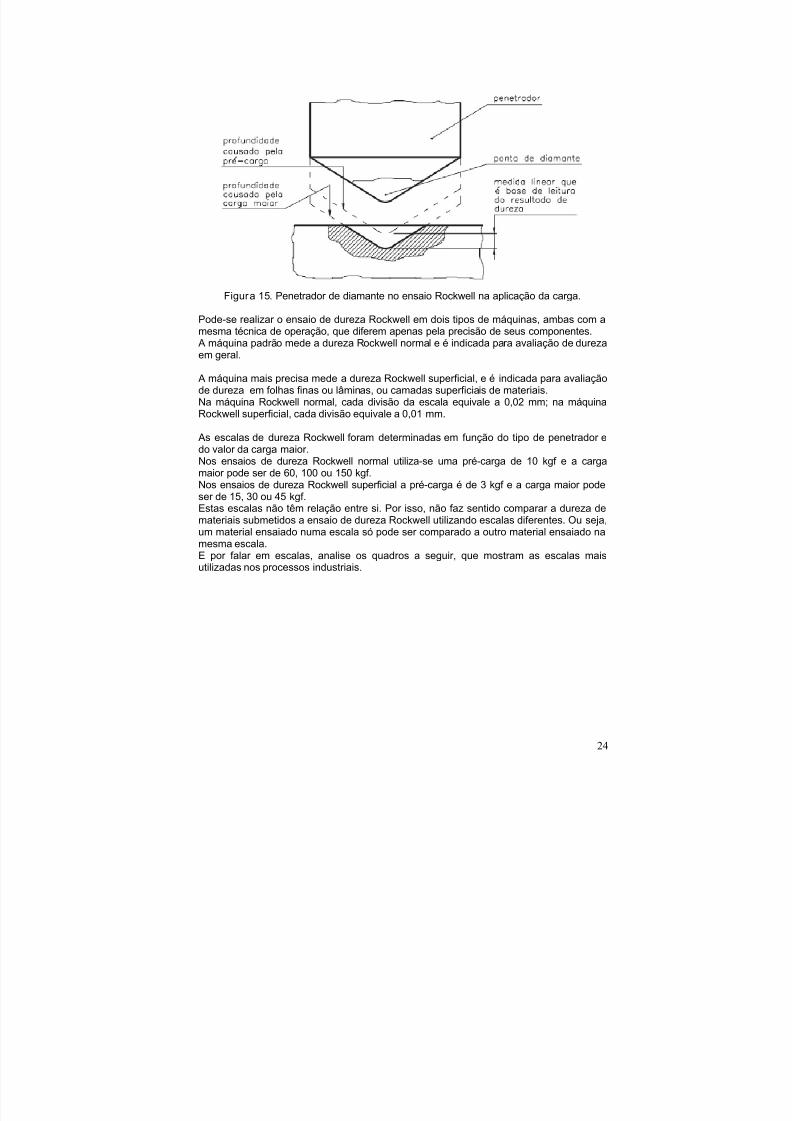
O valor indicado na escala do mostrador é o valor da dureza Rockwell. Este valor corresponde à profundidade alcançada pelo penetrador, subtraídas a recuperaçãoelástica do material, após a retirada da carga maior, e a profundidade decorrente daaplicação da pré-carga.Em outras palavras: a profundidade da impressão produzida pela carga maior é a base
de medida do ensaio Rockwell. Veja a seguir a representação esquemática daprofundidade produzida por um penetrador cônico de diamante.
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 24/51
24
Figura 15. Penetrador de diamante no ensaio Rockwell na aplicação da carga.
Pode-se realizar o ensaio de dureza Rockwell em dois tipos de máquinas, ambas com amesma técnica de operação, que diferem apenas pela precisão de seus componentes.A máquina padrão mede a dureza Rockwell normal e é indicada para avaliação de durezaem geral.
A máquina mais precisa mede a dureza Rockwell superficial, e é indicada para avaliaçãode dureza em folhas finas ou lâminas, ou camadas superficiais de materiais.Na máquina Rockwell normal, cada divisão da escala equivale a 0,02 mm; na máquina
Rockwell superficial, cada divisão equivale a 0,01 mm.
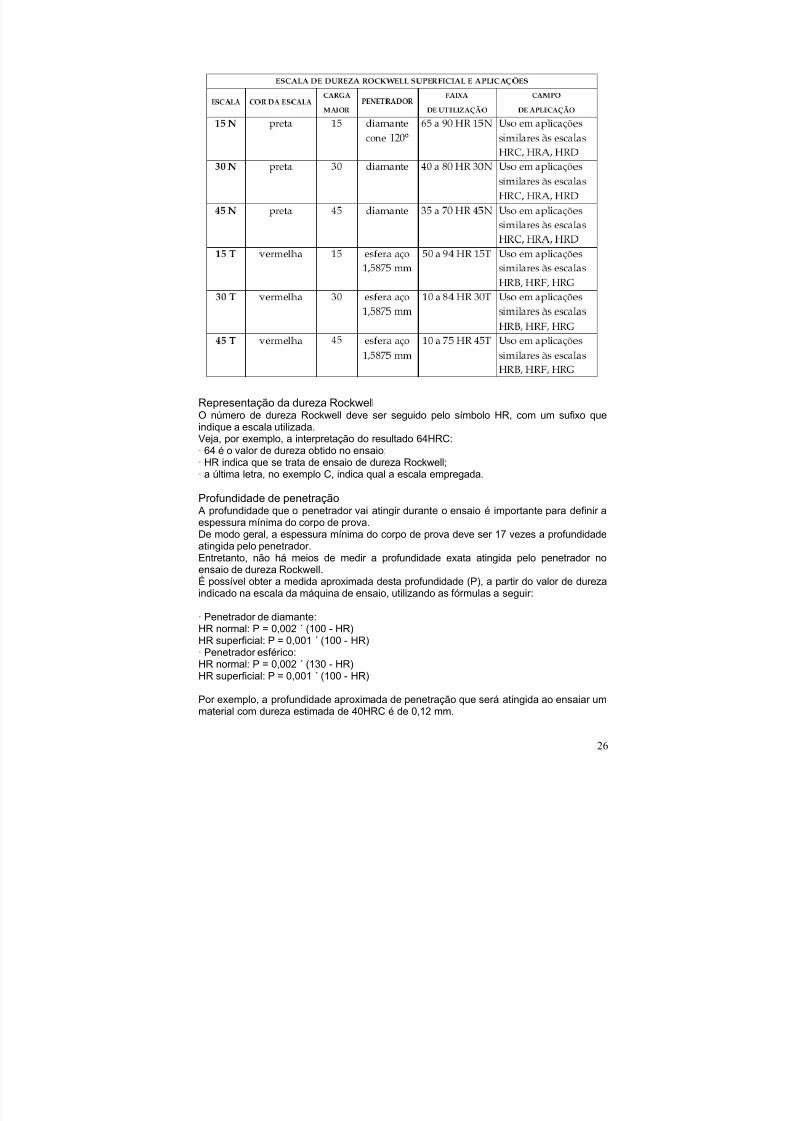
As escalas de dureza Rockwell foram determinadas em função do tipo de penetrador edo valor da carga maior.Nos ensaios de dureza Rockwell normal utiliza-se uma pré-carga de 10 kgf e a cargamaior pode ser de 60, 100 ou 150 kgf.Nos ensaios de dureza Rockwell superficial a pré-carga é de 3 kgf e a carga maior podeser de 15, 30 ou 45 kgf.Estas escalas não têm relação entre si. Por isso, não faz sentido comparar a dureza demateriais submetidos a ensaio de dureza Rockwell utilizando escalas diferentes. Ou seja,um material ensaiado numa escala só pode ser comparado a outro material ensaiado namesma escala.
E por falar em escalas, analise os quadros a seguir, que mostram as escalas maisutilizadas nos processos industriais.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 25/51
25
Telecurso 2000, Ensaios .
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 26/51
26
Representação da dureza Rockwell
O número de dureza Rockwell deve ser seguido pelo símbolo HR, com um sufixo queindique a escala utilizada.Veja, por exemplo, a interpretação do resultado 64HRC:· 64 é o valor de dureza obtido no ensaio;· HR indica que se trata de ensaio de dureza Rockwell;· a última letra, no exemplo C, indica qual a escala empregada.
Profundidade de penetraçãoA profundidade que o penetrador vai atingir durante o ensaio é importante para definir aespessura mínima do corpo de prova.De modo geral, a espessura mínima do corpo de prova deve ser 17 vezes a profundidadeatingida pelo penetrador.Entretanto, não há meios de medir a profundidade exata atingida pelo penetrador noensaio de dureza Rockwell. É possível obter a medida aproximada desta profundidade (P), a partir do valor de durezaindicado na escala da máquina de ensaio, utilizando as fórmulas a seguir:
· Penetrador de diamante:HR normal: P = 0,002 ´ (100 - HR)HR superficial: P = 0,001 ´ (100 - HR)· Penetrador esférico:HR normal: P = 0,002 ´ (130 - HR)HR superficial: P = 0,001 ´ (100 - HR)
Por exemplo, a profundidade aproximada de penetração que será atingida ao ensaiar ummaterial com dureza estimada de 40HRC é de 0,12 mm.
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 27/51
27
Como se chegou a este resultado? Consultando as tabelas com as escalas de durezaRockwell, ficamos sabendo que a escala C se refere à dureza Rockwell normal e queesta escala utiliza penetrador de diamante. O passo seguinte foi escolher a fórmula: P =0,002 ´ (100 - HR) e fazer as contas.
ExercícioQual deve ser a espessura mínima de uma chapa que será submetida ao ensaio dedureza Rockwell para um material com dureza esperada de 80HRB?
A primeira coisa a ser feita é descobrir a profundidade aproximada atingida pelopenetrador.Para isso, deve ter ido ao quadro com a escala B (dureza Rockwell normal), e constatadoque esta escala usa penetrador esférico.Com essas informações, deve ter escolhido a fórmula: P = 0,002 ´ (130 - 80) paraencontrar o valor da profundidade aproximada. Feitos os cálculos, deve ter concluído queesta profundidade é de aproximadamente 0,1 mm.Uma vez que a espessura do corpo de prova equivale, em geral, a pelo menos 17 vezes
a medida da profundidade, a espessura mínima da chapa deve ser de 1,7 mm.Como você viu, o ensaio de dureza Rockwell tornou possível avaliar a dureza demateriais que não poderiam ser submetidos ao ensaio Brinell. Mesmo assim, hásituações em que nem o ensaio Brinell nem o Rockwell são recomendáveis. Por isso, apróxima aula será dedicada a outro tipo de ensaio de dureza, o ensaio Vickers.
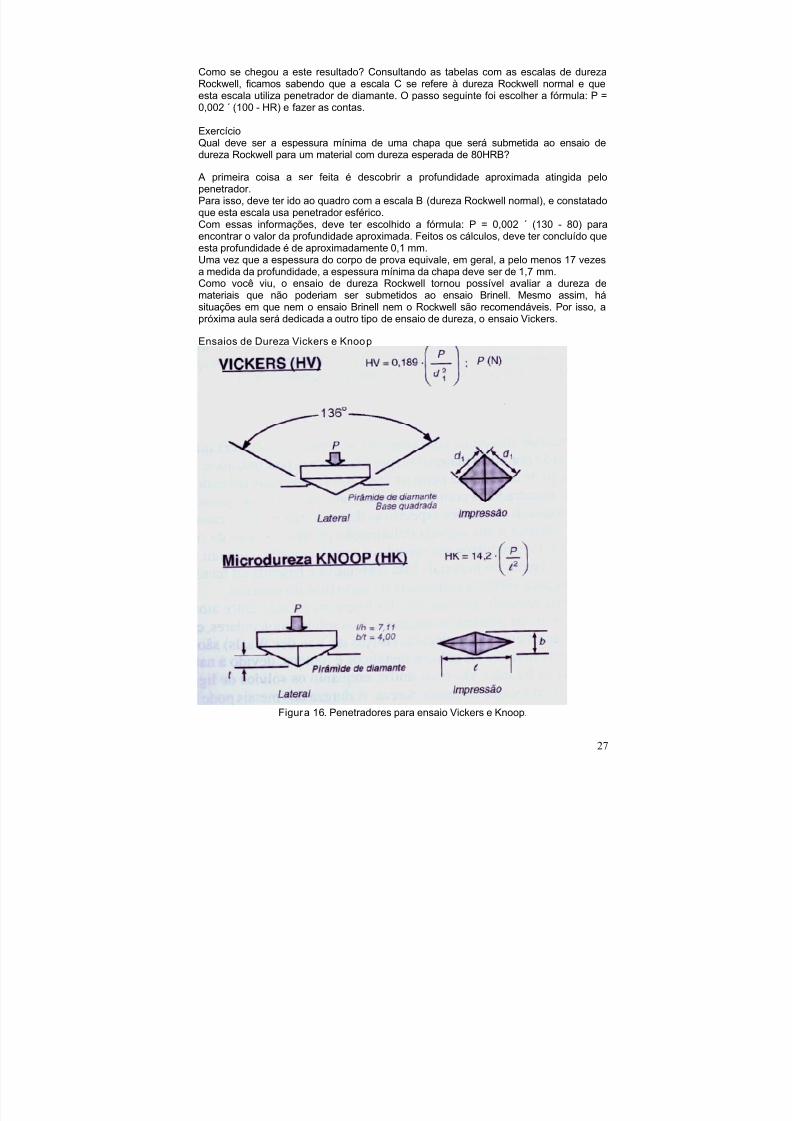
Ensaios de Dureza Vickers e Knoop
Figura 16. Penetradores para ensaio Vickers e Knoop.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 28/51
28
OUTROS ENSAIOS
Ensaio de Compressão - É a aplicação de carga compressiva uniaxial em um corpo-de-prova. A deformação linear obtida pela medida da distância entre as placas quecomprimem o corpo versus a carga de compressão consiste na resposta desse tipo deensaio, basicamente utilizado nas indústrias de construção civil e de materiais cerâmicos.Além disso, fornece resultados de análise estatística, permitindo quantificar ocomportamento mecânico do concreto, da madeira, dos compósitos e de materiais debaixa ductilidade (frágeis). Os resultados numéricos obtidos no ensaio de compressãosão similares aos obtidos no ensaio de tração.
Figura 17. Ensaio de Compressão
Ensaio de Torção – Consiste na aplicação de carga rotativa em um corpo-de-prova
geralmente de geometria cilíndrica. Mede-se o ângulo de deformação (θ) como função domomento torsor aplicado (Mt). Esse ensaio é amplamente utilizado na indústria decomponentes mecânicos, como motores de arranque, turbinas, motores de máquinaspesadas e outros, principalmente por ter a vantagem de fornecer dados quantitativos dascaracterísticas mecânicas dos materiais que compõem o eixo, particularmente as tensõesde cisalhamento. Entre os principais resultados do ensaio, destacam-se: limite deescoamento à torção, módulo de ruptura à torção e módulo de elasticidade transversal(G).

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 29/51
29
Figura 18. Eixo de transmissão de caminhões e esquema do ensaio de torção.
Ensaio de Impacto – O comportamento dúctil-frágil dos materiais pode ser maisamplamente caracterizado por estes ensaios. A carga é aplicada na forma de esforçospor choque (dinâmicos), sendo o impacto obtido por meio da queda de um martelete oupêndulo, de uma altura determinada, sobre a peça a examinar. As massas utilizadas noensaio são intercambiáveis, possuem diferentes pesos e podem cair de alturas variáveis.Os ensaios mais conhecidos são denominados Charpy e Izod, dependendo daconfiguração geométrica do entalhe e do modo de fixação do corpo-de-prova namáquina. Como resultado do ensaio, obtém-se a energia absorvida pelo material até afratura. A principal aplicação desse ensaio refere-se à caracterização do comportamentodos materiais, na transição da propriedade dúctil para a frágil como função datemperatura, possibilitando a determinação da faixa de temperaturas na qual um materialmuda de dúctil para frágil. O ensaio de impacto é largamente utilizado nas indústrias
naval e bélico, e em particular, nas construções que deverão suportar baixastemperaturas.
Figura 19. Equipamento para ensaio de impacto.
Garcia, Amauri; Spim, J. A. e Santos, C. A. dos. Ensaios dos Materiais , Editora LTC. 2000, Telecurso, Ensaio de Impacto.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 30/51
30
SIDERURGIA
Para poder fabricar o aço e o ferro fundido, precisa-se do ferro gusa. É um material duroe quebradiço, formado por uma liga de ferro e carbono, com alto teor, ou seja, umagrande quantidade de carbono e um pouco de silício (Si), manganês (Mn), fósforo (P) eenxofre (S).O grande problema tecnológico que envolve a fabricação do gusa é a obtenção das altastemperaturas que favoreçam a absorção do carbono.A história da metalurgia nos contaque os fornos primitivos eram:
- Tipo poço fechado- Tipo de forja catalã, sendo que ambos usavam carvão vegetal como
combustível.
Figura 20 – Fornos primitivos usados na redução do minério de ferro, pelo emprego decarvão vegetal como combustível.
Estes dois tipos de fornos usavam o processo de redução direta (ferro não era obtidono estado líquido):
C + O2 → CO2 CO2 + C → CO
CO + FeXOY → Fe + CO2
Obs.: O ferro era obtido no estado pastoso (líquido de alta viscosidade), misturadocom as impurezas do minério.
O ferro assim obtido apresentava-se em geral relativamente dúctil, mole, maleável epodia ser trabalhado por martelamento a temperaturas relativamente elevadas. Após ser retirado do forno (uma bola de ferro), o ferro era martelado para a remoção das
impurezas. O resultado final era uma barra ou “lupa”, posteriormente reaquecida etrabalhada por martelamento (ferro pudlado).

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 31/51
31
Nos fornos primitivos tinha-se a possibilidade de absorção de certa quantidade decarbono (até 1%), o que por rápido resfriamento poderia elevar drasticamente a durezado material (têmpera).Na Europa, no começo do século XIV, os fornos usados tinham se tornado tão altos e ascondições de insuflação de oxigênio tão aperfeiçoadas, que a temperatura de combustãoaumentou muito. Isso permitiu que o ferro absorvesse carbono e, finalmente, saísselíquido do forno. Esse produto, embora duro e quebradiço, podia ser novamente derretidocom mais facilidade e ser vazado em moldes. Surgiram o alto forno e a fundição.
Na Inglaterra, no século XVIII, descobriu-se que o coque, um produto sólido da destilaçãodo carvão mineral, servia como combustível para produzir o ferro-gusa.
Fornos chaminé: Carga → introduzida pelo topo
Ar → soprado pela parte inferior
1500 → Inglaterra → Alto forno mais próximo aos modernos
1619 → Inglaterra → Introdução do coque
1800 → Inglaterra → Aquecimento do ar
Hoje, um alto forno pode ter até 35 metros de altura. Fica dentro de um complexoindustrial chamado usina siderúrgica e é o principal equipamento usado na metalurgia doferro.
As matérias-primas básicas da indústria siderúrgica são as seguintes:- Minério de ferro
- Carvão
- Calcáreo
Minério de Ferro
O minério de ferro é a principal matéria-prima do alto-forno, pois é dele que se extraio ferro. Os minerais que contêm ferro em quantidade apreciável são os óxidos,carbonatos, sulfetos e silicatos. Os mais importantes para a indústria siderúrgica são osóxidos, sendo eles:
- Magnetita (óxido ferroso-férrico) → Fe3O4 (72,4% Fe).
- Hematita (óxido férrico) → Fe2O3 (69,9% Fe).
- Limonita (óxido hidratado de ferro) → 2FeO3.3H2O (48,3% Fe).
Obs.: O Brasil possui grandes reservas de minério de ferro de alta qualidade (altoteor de ferro).O minério de ferro é composto por três partes a saber:
- Útil → parte que contém o ferro
- Ganga → impurezas sem valor direto
- Estéril → rocha onde o minério é encontrado.
O minério de ferro pode ser classificado como Rico (60 a 70% de Fe), Médio (50-60% de Fe) e Pobre (<50%)
Beneficiamento do minério de ferro
O termo genérico “beneficiamento” compreende uma série de operações que têmcomo objetivo tornar o minério mais adequado para a utilização nos altos-fornos. Estas

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 32/51
32
operações são britamento, peneiramento, mistura, moagem, concentração, classificaçãoe aglomeração (principal). A aglomeração visa melhorar a permeabilidade da carga doalto-forno, reduzir o consumo de carvão e acelerar o processo de redução. Os processosmais importantes de aglomeração são a sinterização e a pelotização.
A sinterização consiste em aglomerar-se finos de minério de ferro numa mistura comaproximadamente 5% de um carvão finamente dividido ou coque. A carga é aquecida por intermédio de queimadores e com o auxílio de fluxo de ar. A temperatura que sedesenvolve durante o processo atinge 1.300 a 1500oC, suficiente para promover a ligaçãodas partículas finas do minério, resultando num produto uniforme e poroso chamadosínter.
A pelotização é o mais novo processo de aglomeração e talvez o de maior êxito.Neste processo, produzem-se inicialmente “bolas” ou “pelotas” cruas de finos de minériode alto teor ou de minério concentrado. Adiciona-se cerca de 10% de água e, geralmente,um aglomerante de natureza inorgânica. Uma vez obtidas as pelotas cruas, estas sãosecas, pré-aquecidas e então queimadas.
Carvão
O combustível utilizado no alto-forno é o carvão, coque ou de madeira, cuja ação sefaz sentir em três sentidos:
- fornecedor de calor para a combustão;- fornecedor do carbono para a redução de óxido de ferro;- indiretamente, fornecedor de carbono como principal elemento de liga do ferro
gusa.-
O coque é obtido pelo processo de “coqueificação”, que consiste, em princípio, noaquecimento a altas temperaturas, em câmaras hermeticamente (exceto para saída degases) fechadas, do carvão mineral. No aquecimento às temperaturas de coqueificação ena ausência de ar, as moléculas orgânicas complexas que constituem o carvão mineral
se dividem, produzindo gases e compostos orgânicos sólidos e líquidos de baixo pesomolecular e um resíduo carbonáceo relativamente não volátil. Este resíduo resultante é o“coque”, que se apresenta como uma substância porosa, celular, heterogênea, sob ospontos de vista químico e físico. A qualidade do coque depende muito do carvão mineraldo qual se origina, principalmente do seu teor de impurezas.
O carvão vegetal ou de “madeira” é fabricado mediante pirólise da madeira, isto é,quebra das moléculas complexas que constituem a madeira, em moléculas mais simples,mediante calor. O aquecimento para a carbonização da madeira é feito em fornos decerto modo rudimentares e pouco eficientes, sobretudo no Brasil, pois os subprodutosgasosos e líquidos são perdidos durante o processo. O calor é aplicado à madeira, com
ausência de oxigênio, resultando em gases (CO2, CO, H2, etc.), líquidos (alcatrões, ácidoacético, álcool metílico) e o resíduo sólido que é o carvão vegetal.
Fundente
A função do fundente é combinar-se com as impurezas (ganga) do minério e com ascinzas do carvão, formando as chamadas “escórias”. O principal fundente é o calcário, defórmula CaCo3.
Outras matérias-primas da indústria siderúrgica
Entre elas, a mais importante é o minério de manganês. Outras matérias-primasincluem as “ferro-ligas” de silício, cromo, vanádio, molibdênio, níquel, tungstênio, titânio,
etc. Finalmente, deve-se ainda mencionar como importante matéria-prima a sucata deaço, ou seja, subprodutos da fabricação de aço e itens ou componentes de açodesgastados, quebrados ou descartados.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 33/51
33
Alto Forno
O alto forno é construído de tijolos e envolvido por uma carcaça protetora de aço. Todasas suas partes internas, sujeitas a altas temperaturas, são revestidas com tijoloschamados refratários porque suportam altas temperaturas sem derreter. Três zonas
fundamentais caracterizam o alto-forno: o fundo chamado de cadinho, a segundachamada de rampa e a seção superior chamada de cuba.O cadinho é o lugar onde o gusa líquido é depositado. A escória flutua sobre o ferro, queé mais pesado. No cadinho há dois furos: o furo de corrida, aberto de tempos em tempospara que o ferro líquido escoe, e o furo para escoamento da escória. Como a escóriaflutua, o furo para seu escoamento fica acima do furo decorrida. Assim, sobra espaçopara que uma quantidade razoável de ferro seja acumulada entre as corridas.Na rampa acontecem a combustão e a fusão. Para facilitar esses processos, entre ocadinho e a rampa ficam as ventaneiras, que são furos distribuídos uniformemente por onde o ar pré-aquecido é soprado sob pressão.A cuba ocupa mais ou menos dois terços da altura total do alto-forno. É nela que écolocada, alternadamente e em camadas sucessivas, a carga, composta de minério de
ferro, carvão e os fundentes (cal, calcáreo).
O que acontece dentro do alto-forno? Quando o minério de ferro. O coque e os fundentes são introduzidos na parte superior darampa, algumas coisas acontecem:- os óxidos de ferro sofrem redução, ou seja, o oxigênio é eliminado do minério de ferro;
Reações químicas de redução do minério de ferro:
3Fe2O3 + CO → 2Fe3O4 + CO2
Fe3O4 + CO → 3FeO + CO2
ou
Fe2O3 + 3C → 2Fe + 3CO
- a ganga se funde, ou seja, as impurezas do minério se derretem;- o gusa se funde, quer dizer, o carbono é incorporado ao ferro líquido;- certos elementos da ganga são parcialmente reduzidos, ou seja, algumas impurezassão incorporadas ao gusa.Ao sair do alto-forno, o gusa, com teor de carbono entre 3,0 e 4,5%, pode seguir um,entredois caminhos: pode ir para a fundição, para ser usado na fabricação de peças de ferro
fundido, ou pode ir para aciaria, onde pode ser misturado com sucata de aço ou,eventualmente, com outros metais, para se transformar em aço, ou seja uma liga ferrosacom um teor de carbono de menos de 2%.
O principal produto do alto-forno é o ferro gusa. O ferro gusa é uma liga ferro-carbono de alto teor de carbono e teores variáveis de silício, manganês, fósforo eenxofre. De um modo geral, a maioria dos ferro gusas possíveis de serem obtidos emalto-forno está compreendida na seguinte faixa de composições:
Carbono - 3 a 4,4%Silício - 0,5 a 4,0%Manganês - 0,5 a 2,5%Fósforo - 0,05 a 2,0%Enxofre - 0,20% máx.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 34/51
Figura 21. Esquema do alto forno
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 35/51
34
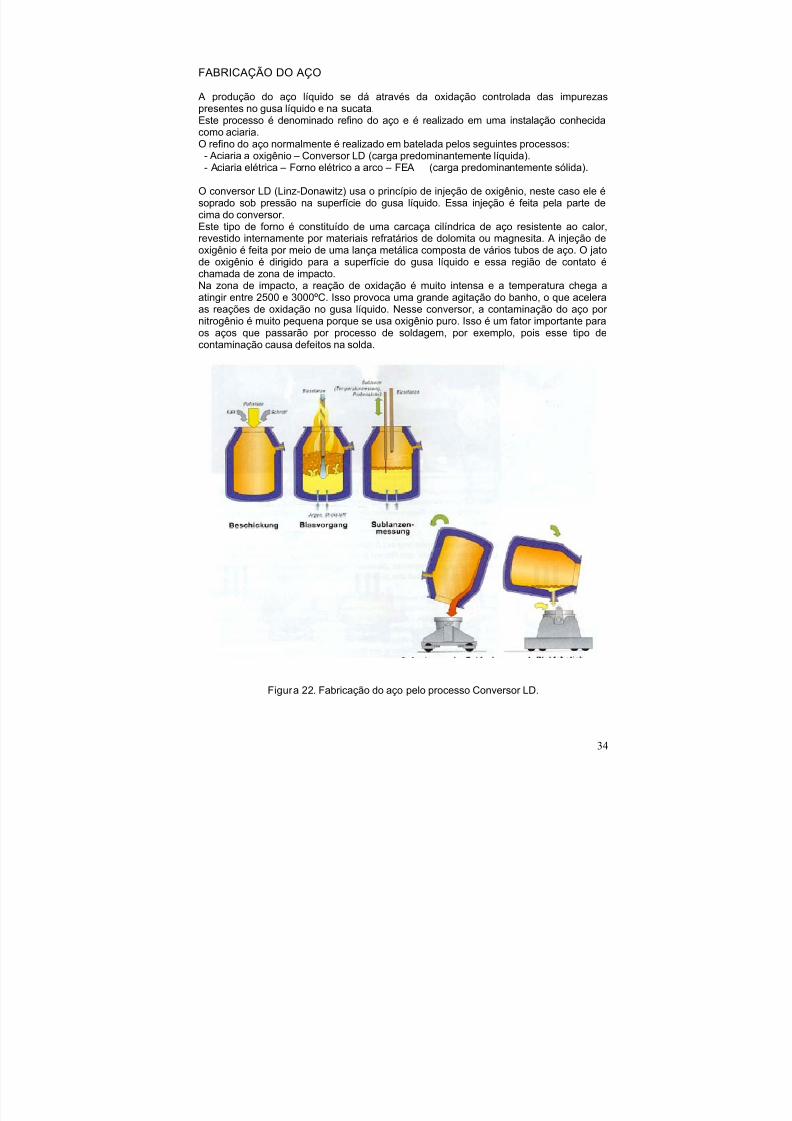
FABRICAÇÃO DO AÇO
A produção do aço líquido se dá através da oxidação controlada das impurezaspresentes no gusa líquido e na sucata.Este processo é denominado refino do aço e é realizado em uma instalação conhecidacomo aciaria.O refino do aço normalmente é realizado em batelada pelos seguintes processos:
- Aciaria a oxigênio – Conversor LD (carga predominantemente líquida).- Aciaria elétrica – Forno elétrico a arco – FEA (carga predominantemente sólida).
O conversor LD (Linz-Donawitz) usa o princípio de injeção de oxigênio, neste caso ele ésoprado sob pressão na superfície do gusa líquido. Essa injeção é feita pela parte decima do conversor.Este tipo de forno é constituído de uma carcaça cilíndrica de aço resistente ao calor,revestido internamente por materiais refratários de dolomita ou magnesita. A injeção deoxigênio é feita por meio de uma lança metálica composta de vários tubos de aço. O jatode oxigênio é dirigido para a superfície do gusa líquido e essa região de contato é
chamada de zona de impacto.Na zona de impacto, a reação de oxidação é muito intensa e a temperatura chega aatingir entre 2500 e 3000ºC. Isso provoca uma grande agitação do banho, o que aceleraas reações de oxidação no gusa líquido. Nesse conversor, a contaminação do aço por nitrogênio é muito pequena porque se usa oxigênio puro. Isso é um fator importante paraos aços que passarão por processo de soldagem, por exemplo, pois esse tipo decontaminação causa defeitos na solda.
Figura 22. Fabricação do aço pelo processo Conversor LD.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 36/51
35
É nos fornos elétricos que se transforma sucata em aço. Por esse processo, transforma-se energia elétrica em energia térmica, por meio da qual ocorre a fusão do gusa e dasucata, sob condições controladas de temperatura e de oxidação do metal líquido. É umprocesso que permite, também, a adição de elementos de liga que melhoram aspropriedades do aço e lhe dão características excepcionais. Por causa disso, esse é omelhor processo para a produção de aços de qualidade.Os fornos elétricos são basicamente de dois tipos: a arco elétrico e de indução. O forno aarco elétrico é constituído de uma carcaça de aço feita de chapas grossas soldadas ourebitadas, de modo a formar um recipiente cilíndrico com fundo abaulado. Essa carcaça érevestida na parte inferior (chamada soleira) por materiais refratários, de natureza básica(dolomita ou magnesita) ou ácida (sílica), dependendo da carga que o forno vaiprocessar. O restante do forno é revestido com tijolos refratários silicosos. Os eletrodosresponsáveis, juntamente com a carga metálica, pela formação do arco elétrico estãocolocados na abóbada (parte superior) do forno.A carga de um forno a arco é constituída, basicamente, de sucata e fundente (cal). Nosfornos de revestimento ácido, a carga deve ter mínimas quantidades de fósforo e enxofre.Nos fornos de revestimento básico, a carga deve ter quantidades bem pequenas de
silício.Durante o processo, algumas reações químicas acontecem: a oxidação, na qual seoxidam as impurezas e o carbono, a desoxidação, ou retirada dos óxidos com a ajuda deagentes desoxidantes, e a dessulfuração, quando o enxofre é retirado. É um processoque permite o controle preciso das quantidades de carbono presentes no aço.
Figura 23. Forno elétrico a arco de produção de aço.
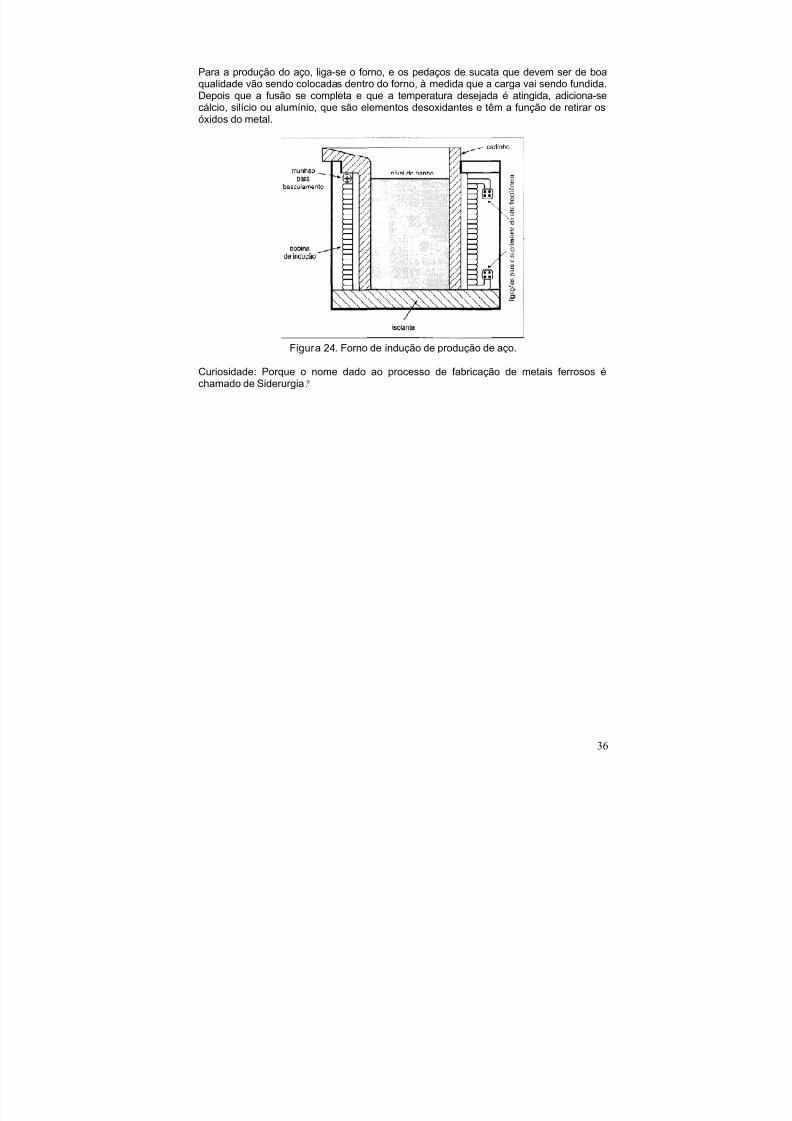
Outro forno que usa a energia elétrica para a produção de aço é o forno de indução, quetambém processa sucata. O conjunto que compõe esse forno é formado de um gerador com motor de acionamento, uma bateria de condensadores e uma câmara deaquecimento. Essa câmara é basculante e tem, na parte externa, a bobina de indução. Ocadinho é feito de massa refratária socada dentro dessa câmara, onde a sucata se fundepor meio de calor produzido dentro da própria carga.
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 37/51
36
Para a produção do aço, liga-se o forno, e os pedaços de sucata que devem ser de boaqualidade vão sendo colocadas dentro do forno, à medida que a carga vai sendo fundida.Depois que a fusão se completa e que a temperatura desejada é atingida, adiciona-secálcio, silício ou alumínio, que são elementos desoxidantes e têm a função de retirar osóxidos do metal.
Figura 24. Forno de indução de produção de aço.
Curiosidade: Porque o nome dado ao processo de fabricação de metais ferrosos é chamado de Siderurgia ?

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 38/51
37
METALOGRAFIA
Introdução
O controle de qualidade dos metais e ligas metálicas pode ser desenvolvido por
três métodos diferentes que são:
Ensaios físicos e mecânicos
Análise química
Exame metalográfico
Os ensaios físicos e mecânicos visam determinar valores numéricos que
caracterizam as propriedades físicas e mecânicas do material.
A análise química determina quais são os elementos e em que proporção estão
presentes no material em análise.
O exame metalográfico enfoca o metal ou liga metálica do ponto de vista de sua
estrutura procurando relacioná-la às propriedades físicas à composição, ao processo de
fabricação etc., de modo a poder prever-se o seu comportamento num determinado
emprego.
METALOGRAFIA
Como vimos, a metalografia enfoca o metal ou liga do ponto de vista de sua
estrutura e textura. Para isso esse exame é desenvolvido em secções do material,
polidas e normalmente atacadas com um reativo químico apropriado.
A metalografia é subdividida em dois campos:
a) Macrografia
b) Micrografia
Faz-se o exame metalográfico à vista desarmada (olho nu) ou utilizando-se em
aumento de até dez vezes (10X) lançando-se mão de uma lupa, este exame é dito
MACROGRÁFICO. Tem-se, assim, a MACROGRAFIA.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 39/51
38
Esses são feitos em uma secção do material devidamente plana e polida e, em
regra, atacada por um reativo químico apropriado.
Por meio do exame macrográfico obtém-se informações sobre a homogeneidade
do material da peça, determinação da natureza e da qualidade de certas impurezas os
processos de fabricação da peça etc.
Através do exame micrográfico pode-se observar o tamanho do grão do material,
a distribuição e forma dos constituintes da estrutura do material, tipos de constituintes etc.
Em resumo, podemos dizer que o exame metalográfico fornece dados sobre como
o material ou a peça foram obtidos e também sobre sua homogeneidade.
MACROGRAFIA
Consiste no exame do aspecto de uma superfície plana secionada de uma peça
ou amostra metálica, devidamente polida e atacada por um reagente adequado.
Os exames macrográficos visam:
a) Verificar o processo de obtenção (fundido, forjado ou laminado)
b) Constatar a existência de porosidades e segregações
c) Existência de solda
d) Zonas de solda, característica da solda
PREPARAÇÃO DO CORPO DE PROVA - CDP
Verificar qual a finalidade do exame, isto é, qual o tipo de estrutura procurada,
descontinuidade esperada, etc.
Proceder ao exame visual da peça antes do corte, procurando identificar por
aquecimento, mossas, trincas, porosidades etc.
Região da peça onde deve se localizar o corte e qual a posição de corte.
Fotografar ou desenhar a peça antes do corte.
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 40/51
39
Os cuidados expostos acima têm como objetivo garantir que:
Foram obtidas todas as informações sobre o material a ser ensaiado.
Foram verificadas as condições de acabamento antes de se determinar a retirada
dos corpos de prova.
Se tenha em documento (fotografia ou desenho), da peça original, para nele
assinalar os pontos que se tenha de fazer referência mais tarde.
Se facilite a correta interpretação dos resultados.
MATERIAIS E MÉTODOS DE PREPARAÇÃO
A técnica de preparo de um corpo de prova de macrografia abrange as seguintes
fases:
a) Escolher a localização da secção a ser estudada
b) Lixamento
c) Ataque da superfície por um reagente químico adequado
A) Escolha e a localização a ser estudada:
É feita baseando-se em critérios para se determinar certos tipos de estrutura do
material. Aí intervém o critério do operador, que será guiado em sua escolha pela forma
da peça, pelos dados que ele quer colher e por outras considerações.
O corte do material pode ser feito segundo uma secção transversal ou seção
longitudinal.
O corte transversal é feito se o objetivo é verificar:
Se a secção é inteiramente homogênea ou não
A natureza do material (aço, ferro fundido, etc.)
A existência de vazio A profundidade de têmpera ou cementação
Determinação de um tubo é com ou sem costura
A posição, forma e dimensões das bolhas
Um corte longitudinal será preferível quando se quer verificar, por exemplo:
O método de fabricação de uma peça (fundida, laminada ou forjada)
Se a peça foi estampada ou torneada
A solda de barras A extensão de tratamentos térmicos superficiais
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 41/51
40
O Corte é feito com uma serra ou um cortador de disco abrasivo. Esta operação deve ser
feita com cautela para evitar não só o encruamento em locais excessivos, como o
aquecimento.
LIXAMENTO
O lixamento é executado para meio de uma série de lixas de graduação
decrescente, com indicações que variam com os fabricantes sendo comum as seguintes:
80 – 100 – 120 – 150 – 180 – 220 – 320 – 400 – 600
O lixamento pode ser realizado mecanicamente ou manualmente.
MANUALMENTE
Apóia-se a lixa grossa numa superfície plana e atrita-se com leve pressão o CDP
sobre a lixa. Quando o sentido dos riscos estiver uniforme muda-se para a lixa seguinte
no sentido contrário aos riscos deixados pela lixa anterior até que os mesmos
desapareçam completamente e a cada mudança de lixa, limpa-se a superfície com um
pano ou algodão. Deve evitar o acabamento espelhado que dificultará o ataque e a
fotografia.
MECANICAMENTE
O CDP é aplicado por dispositivo apropriado contra a lixa, fixada em discos
giratórios e conservados numa posição mais ou menos fixas, passando-se manualmente
para a lixa seguinte quando os riscos deixados pela anterior tiverem desaparecidos.Normalmente, não se exige para a macrografia polimento muito elevado o que
facilita sobre maneira a execução deste ensaio.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 42/51
41
ATAQUE DA SUPERFÍCIE POR UM REAGENTE QUÍMICO ADEQUADO
O contato do CDP com o reativo pode ser obtido:
Imersão: Mergulhando a superfície no reativo colocado num recipiente. Deve-se
agitar o reagente para homogeneizar o reativo e, principalmente, para destruir as bolhas
arrastadas mecanicamente ou formada pelas reações químicas, por estas impedirem o
ataque.
Aplicação: Aplicando-se uma camada de reativo sobre a superfície com um
chumaço de algodão fixado num bastão de vidro.
Conforme sua duração e profundidade, os ataques são classificados em lentos ou
profundos e rápidos ou superfícies. Estes últimos são os mais empregados.
Os ataques lentos visam obter uma corrosão profunda do metal, com relevo
acentuado. Empregam-se em alguns casos em que o reativo rápido não dá contraste
suficiente como em certas estruturas fibrosas.
O ataque, de acordo com o tempo de duração, é dito rápido, conforme sua
duração seja de segundos ou poucos minutos e lento, quando durar minutos, horas ou
dias.
Normalmente, durante o ataque à superfície é observada constantemente até
obter-se uma textura nítida e com detalhes para o exato resultado do ensaio.
O tempo de ataque, estando subordinado a temperatura e a composição domaterial e do reativo, deve ser encarado com muito cuidado, pois tempo insuficiente
proporcionará textura fraca, pouco visível e sem detalhes e em excesso, dará textura
ofuscada e até deturpada.
Deve-se utilizar a capela quando os vapores emanados dos reativos forem
corrosivos ou tóxicos.
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 43/51
42
Lavagem:
Interrompe-se o ataque por meio de um jato de água sobre a superfície, tendo-se
o cuidado de remover qualquer depósito formado durante o ataque.
Secagem:
Consiste em aplicar álcool ou algodão embebido em álcool sobre a superfície e
em seguida jato de ar, de preferência quente.
REATIVOS OU SOLUÇÕES DE ATAQUE
São geralmente, soluções ácidas, alcalinas, ou substâncias complexas dissolvidas
num solvente adequado, principalmente álcool e água.
O reativo para revelar uma nítida textura deve ser escolhido de acordo com a
natureza do material e dos detalhes que se quer verificar. Deve possuir determinadas
características como simplicidade de composição, estabilidade, não ser tóxico e nem
venenoso.
Numerosos são os reativos aplicados nos ensaios macrográficos, sendo que os
mais aplicados a aços carbono e aços de baixa liga.
Os reativos mais concorrentes são:
REATIVO DE ÁCIDO CLORÍDRICO
Aplicação: O CDP deve ser imerso na solução por um período de tempo suficiente para
revelar a macroestrutura.
Composição:
Ácido clorídrico (conc.) – 50ml
Água - 50ml
Revelação:
Identificar trincas, porosidades, depósito de soldas, segregação, profundidade de
têmpera etc.
REATIVO DE IODO
Aplicação:
A solução deve ser utilizada à temperatura ambiental imergindo ou aplicando comuma mecha de algodão a solução na superfície a ser atacada, até que se tenha uma

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 44/51
43
clara definição dos contornos da macro-estrutura. O corpo de prova deve ser imerso na
solução por um período de tempo suficiente para revelar a macroestrutura.
Composição química:
Iodo sublimado 10g
Iodeto de potássio 20g
Água 100g
Revelação:
a) Imagens que só aparecem com um simples ataque da superfície, e que
desaparecem quase por complemento com um leve repolimento
subseqüente: alterações locais ou parciais de origem térmica como
têmperas, zonas alteradas pelo calor da solda, partes cementadas etc.
b) Imagens que só revelam ou só aparecem após um leve repolimento da
superfície atacada com as imagens adquirindo maior contraste se o
repolimento for seguido de um ataque de muita curta duração:
segregação, bolhas, textura fibrosa etc.
NORMALIZAÇÃO DO MÉTODO
Os métodos para a determinação da macroestrutura de aços e de materiais
diferentes estão normalizados pelo método ASTM que também fornece os reativos mais
adequados para os vários tipos de metais.
A avaliação do resultado do ensaio depende da finalidade a que o mesmo destina,
ou seja, se o ensaio foi aplicado com a intenção de pesquisa ou de avaliar o aspecto da
macro-estrutura segundo uma norma ou especificação.
O registro dos resultados dos ensaios macrográficos pode ser feito:

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 45/51
44
Proteção da face ensaiada do corpo de prova com uma camada de verniz
transparente.
Fotografia em tamanho natural dos resultados do ensaio, seguido de laudo ou
relatório.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 46/51
45
TÉCNICA MICROGRÁFICA
Escolha de localização da secção a ser estudada
Realização de uma superfície plana e polida
Ataque
Observação através do microscópio
Escolha e localização da secção a ser estudada:
A localização do corpo ou dos corpos de prova para a micrografia em peças
grandes é, freqüentemente, feita após o exame macrográfico, porque se o aspecto for
homogêneo, a localização do corpo de prova e em geral indiferente; se, porém, não for e
revelar anomalias ou heterogeneidades, o observador poderá localizar corpos de prova
em vários pontos, caso julgue de interesse em exame mais detalhado dessas regiões.
Quando se trata de uma peça pequena é ela diretamente secionada.
O corte da amostra deve ser efetuado de tal maneira que não complique as precauções.
Os discos de corte são os mais utilizados na micrografia. Durante a operação de corte,
deve-se tomar o máximo de cuidado para não danificar a estrutura do material.
CORTADEIRA DE AMOSTRAS METALOGRÁFICAS MESOTOM: Cortadeira de amostras paralaboratórios metalográficos e petrográficos. De construção sólida, isenta de vibrações mecânicas,permite o corte a úmido por imersão completa com discos abrasivos. Durante o corte a amostra eo disco abrasivo são devidamente refrigerados para evitar qualquer deformação da estrutura
interna do material através de dois bicos atomizadores ajustáveis os quais são alimentados por umsistema de circulação de água, circuito fechado.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 47/51
46
PRENSA HIDRÁULICA SEMI-AUTOMÁTICA PARA EMBUTIMENTO DE AMOSTRASMETALOGRÁFICAS
Processo moderno de fixação de pequenas peças
EMBUTIMENTO:
A montagem da amostra para o ensaio metalográfico é de grande importância,
pois facilita o manuseio de peças pequenas. A montagem é feita com resinas
termoplásticas, através de prensa hidráulica.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 48/51
47
REALIZAÇÃO DE UMA SUPERFÍCIE PLANA E POLIDA NO LUGAR ESCOLHIDO
Tudo que foi dito na técnica e preparação do CDP para a macrografia aplica-se
também a da micrografia, acrescido evidentemente de alguns cuidados especiais, pois
neste caso a superfície se destina a ser examinada ao microscópio.
A técnica de lixamento consiste em se lixar a amostra sucessivamente com lixas
granulometria cada vez menor, mudando a direção (90º) em cada lixa subseqüente até
desaparecerem os traços da lixa anterior.
A prática indica que a seqüência mais adequada para o trabalho metalográfico é
220, 320, 400 e 600, sendo o tempo de lixamento o dobro para cada estágio até que
todos os riscos desapareçam. Podendo usar lixadeiras manuais e elétricas.
MANUAL
Lixadeira manual por via úmida de amostras metalográficas cerâmicas ou petrográficos.Fornecida com área de lixamento em forma de 4 pistas de 245x45 mm, permitindo arápida intercambialidade das lixas nas granas 220, 320, 400 e 600. Sistema de aspersãode água corrente, dreno e molas de fixação das lixas.
MOTORIZADO
Lixadeira-politriz motorizada: pode ser transformada em lixadeira com a adaptação dodisco de lixamento propriamente dito e o anel de proteção do rebordo da lixa.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 49/51
48
Este sistema emprega o famoso princípio de lixamento a úmido Knuth desenvolvido pelaStruers, o qual usa a própria centrifugação da água para a correta fixação da lixa aodisco, eliminando a necessidade de qualquer outro método de fixação e facilitando a suaintercambialidade na sucessão das granas 220,320,200 e 600.
Polimento:
Consiste na obtenção de uma superfície isenta de riscos, de modo a se obter uma
imagem clara e perfeita ao microscópio, da estrutura em observação.
O polimento é feito em politrizes sobre um disco giratório de feltro sobre o qual se
aplica um agente polidor (alumina ou diamante).
Para verificar se o polimento já está suficientemente bom, examina-se a superfície
ao microscópio, depois de lavá-la em água e secá-la imediatamente passando-se na
superfície um pouco de algodão com álcool. Esta última fase de secagem pode ser
substituída por um jato de ar, de preferência quente, o que sem dúvida é melhor, porque
evita manchas às vezes provocadas pelo álcool.
Quando a superfície tiver um aspecto especular e praticamente sem riscos
perceptíveis com aumento de umas 100 ou 200 vezes, estará em condições de ser
examinada ao microscópio para a observação das inclusões, escórias, trincas ou outras
ocorrências visíveis sem ataque. Mas é somente depois do ataque que se pode ter
certeza de que o polimento foi bem conduzido.
A alumina para o polimento metalográfico, é conhecida como um agente polidor
convencional, fornecida em forma de pasta ou suspensão.
5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 50/51
49
Agentes polidores: pasta de diamante e alumina
Reativos mais usuais:
NITAL
Solução de ácido nítrico a 1% em álcool etílico.
Aplicação:
Pode ser empregada para todos os produtos siderúrgicos comuns. Não ataca a
ferrita nem a cementita, mas delineia os seus contornos e colore de escuro a perlita.
PICRAL
Solução de ácido pícrico a 4% em álcool etílico.
Mesmas indicações anteriores.
ATAQUE
O ataque é feito agitando o corpo de prova com a superfície polida mergulhada no
reativo ou aplicando o reativo com um chumaço de algodão.
A duração do ataque depende de concentração do reativo e da natureza e textura
do material examinado.

5/9/2018 Ciençia dos materiais - slidepdf.com
http://slidepdf.com/reader/full/ciencia-dos-materiais-559bf7063c50f 51/51
50
Terminando o ataque, lava-se imediatamente a superfície com álcool. Em
seguida, procede-se a secagem, passando um pequeno chumaço de algodão umedecido
com álcool e submetendo o corpo de prova a um jato de ar quente.
Um operador experimentado, observando de vez em quando a superfície polida
enquanto está atacando pode acompanhar a ação do reativo e reconhecer quando deve
interromper o ataque.
Estrutura:
Maneira característica em que se apresenta um metal ou uma fase de um liga
metálica com referência ao reticulado cristalino. Por extensão é empregado para designar
os agregados de uma liga metálica.
Exemplo: estrutura ferrítica, estrutura perlítica, etc.
Textura:
Termo usado para exprimir o aspecto em que se apresenta em seção plana uma
liga metálica, seja quanto a sua disposição de seus constituintes, quanto à forma que
assumem seus constituintes, quanto ao estágio do processo de fabricação.
Exemplo: Textura alinhada, textura bruta de fusão, textura acicular, etc.