Embed Size (px)
Citation preview

1
6 – Materiais para Ferramentas e Características do s Cavacos
6.1 - Materiais para ferramentas
O material deve possuir as seguintes propriedades: Dureza a frio, tenacidade, dureza em temperaturas elevadas, resistência ao desgaste, estabilidade química e Facilidade de obtenção a preços econômicos. A dureza a frio é necessária para que a aresta cortante possa penetrar no material. Deve ser bem superior à da peça usinada. A tenacidade é para evitar a quebra da cunha cortante em função da pressão de corte (Tenacidade é a energia mecânica, ou seja, o impacto necessário para levar um material à ruptura. Tenacidade é uma medida de quantidade de energia que um material pode absorver antes de fraturar ). A dureza em temperaturas elevadas é necessária para que a ferramenta mantenha a sua dureza quando a aresta de corte aumenta de temperatura em função do atrito gerado na retirada do cavaco. A resistência ao desgaste tem a finalidade de evitar o desgaste rápido da aresta cortante. Verifica-se que nenhum dos inúmeros materiais de corte disponíveis hoje em dia possui todas estas qualidades em mais alto grau, mas pelo contrário se ele é extraordinário em algumas propriedades, ele se apresenta inferior em outras. Desta forma, em cada trabalho específico devem-se verificar quais as exigências principais e quais as secundárias, para se escolher a ferramenta de material mais adequado para o referido trabalho. 6.2 – Classificação e características dos materiais para ferramentas Não há uma classificação geral de materiais para ferramentas. Considerando-se a ordem cronológica do seu desenvolvimento e com base nas suas características químicas, os mesmos podem ser agrupados da seguinte maneira:
Aços-carbono – São aços com teores de carbono de 0,8 a 1,5%. Até 1900 eram praticamente os únicos aços utilizados para ferramentas de corte. Com o aparecimento dos aços rápidos, seu emprego para ferramentas de corte reduziu-se a aplicações secundárias, sendo hoje apenas utilizado nos seguintes casos: a – pequenas oficinas de reparo, usos domésticos e de lazer; b – ferramentas que serão utilizadas uma única vez ou para a usinagem de poucas peças; c – para ferramentas de forma, na usinagem de latão e ligas de alumínio.
Para melhorar a qualidade dos aços carbono, sua composição é às vezes modificada pela adição de pequenas quantidades de cromo, vanádio e tungstênio. O principal inconveniente dos aços carbono é o fato de perderem a sua dureza e, portanto, a sua habilidade de operarem como ferramentas de corte, em temperaturas relativamente baixas, em torno de 250°C. Por isto, na usinagem de aços doces só podem ser usado com velocidades inferiores a 25m/min, sendo impróprios para aços de alta resistência.
Aços rápidos comuns – (F.W. Taylor apresentou o aço rápido em 1900 na Exposição Mundial de Paris).
O desenvolvimento original do aço rápido partiu do emprego de tungstênio, cromo e vanádio como elementos básicos de liga, com um teor de carbono de 0,5 a 0,8%, baixo teor de Si (0,05%) e teor de Mn tão baixo quanto possível, para evitar a fragilidade.
Um dos tipos mais populares foi o aço rápido 18-4-1, assim chamado em função das percentagens correspondentes de tungstênio, cromo e vanádio participantes de sua composição. Uma denominação comercial do mesmo é VW-Super.
Algumas modificações na composição deste aço rápido, oferecendo ligas com maior resistência ao desgaste ou ao choque todas simbolizadas pela letra T, seguida de um número de classificação. (Normas norte-americanas). Onde T-1 é o aço rápido original desenvolvido por Taylor.

2
Em 1942, em virtude da escassez de tungstênio provocada pela segunda guerra, passaram a
serem utilizadas ligas em que o mesmo era substituído parcial ou totalmente por molibdênio, sendo seus diversos subtipos classificados pelos símbolos M-1, M-2, etc. Estes aços rápidos são de mais difícil forjamento e de tratamento térmico mais complexo. O menor preço do molibdênio, e pelo fato de participar na composição com metade da porcentagem do tungstênio (por ter aproximadamente a metade do peso específico do tungstênio) faz com que os aços rápidos ao molibdênio sejam bem mais baratos do que os aços ao tungstênio, para propriedades equivalentes. Por essa razão, os aços rápidos ao molibdênio dominam o mercado. A principal vantagem dos aços rápidos sobre os aços carbono é manterem a dureza até temperaturas em torno de 520°C a 600°C. Isto, associado com maior resistência ao desgaste, permite aos aços rápidos velocidades de corte bem mais elevadas e maior vida da ferramenta.
As desvantagens dos aços rápidos são preço elevado e tratamento térmico complexo, com temperaturas em torno de 1300°C para a têmpera.
Ligas fundidas Em 1941, Haynes apresentou uma liga fundida, tendo como base o tungstênio, cromo e cobalto que possuía baixa usinabilidade e dureza muito elevada, com excelentes propriedades de corte, possibilitando, usinar-se com maiores velocidades de corte do que as admitidas pelos aços rápidos.
Metal duro Na mesma época, H. Voigtlander e H. Lohmann requeriam, na Alemanha, uma patente relativa à fabricação de materiais para ferramentas de corte e para matrizes de estiramento, composto por pós de carboneto de tungstênio, carboneto de molibdênio ou uma mistura de ambos, que eram comprimidos e sinterizados através do processo de metalurgia do pó. Esse processo deu origem aos carbonetos de tungstênio sinterizados, conhecidos como metais duros, que iriam provocar uma revolução nos métodos de usinagem. A empresa Fredrich Krupp realizou a primeira produção industrial de metal duro, com a marca Widia (de Wie Diamant – “como o diamante”). Os primeiros tipos de metal duro desenvolvidos apresentavam somente carboneto de tungstênio e cobalto, este último funcionando como o metal de liga das partículas extremamente duras do carboneto de tungstênio. Essas composições mostraram-se de grande eficiência na fabricação de matrizes de trefilação e na fabricação de ferramentas de corte destinadas a usinar metais e ligas que apresentavam cavaco curto como o ferro fundido, ou materiais não metálicos.
Entretanto, apresentavam resultados pouco satisfatórios, quando empregados na usinagem de materiais que formavam cavacos longos e dúcteis como o aço. Então pesquisadores desenvolveram novos tipos de metal duro. Surgiram as chamadas classes de metal duro mais complexas, contendo além do carboneto de tungstênio e cobalto, outros carbonetos, como tântalo, nióbio e titânio, permitindo a usinagem dos materiais de cavacos longos e a utilização de velocidades de corte da ordem de 300m/min ou mais. 6.3 - A seleção de um material para ferramenta
A seleção de um material para ser utilizado em uma ferramenta de corte depende de uma série de fatores, entre os quais podem ser mencionados os seguintes:
material a ser usinado natureza da operação de usinagem condição da máquina operatriz forma e dimensões da própria ferramenta custo do material para ferramenta emprego de refrigeração ou lubrificação, etc. Outro fator que não deve ser esquecido é a experiência prévia, que às vezes prepondera sobre os outros, embora a mesma também é dependente deles.

3
Os mais utilizados são os aços rápidos e o metal duro, embora as ligas fundidas encontrem aplicações quando se procura um material mais duro que o aço rápido e menos frágil ou mais tenaz que o metal duro. Outros materiais para ferramentas que podem ser considerados são o diamante e o cermet, este último é um misto de material cerâmico e metal. Ambos têm emprego limitado a casos especiais.
6.4 – Características dos Cavacos
6.4.1 - Introdução
O cavaco que aparece na figura 6.1 é o principal ponto em comum entre os processos de usinagem, pois é o subproduto final presente em todos eles. O cavaco pode variar muito (em tipo, forma, extensão...) para cada operação de usinagem.
Fig. 6.1- Formação do Cavaco
A formação do cavaco influência diversos fatores ligados à usinagem, tais como:
- desgaste da ferramenta; - os esforços de corte; - o calor gerado na usinagem; - a penetração do fluido de corte, etc.
Assim, estão envolvidos com o processo de formação do cavaco aspectos:
- econômicos; - de qualidade da peça; - de segurança do operador; - de utilização adequada da máquina-ferramenta, etc.
4
6.4.2 – Tipos de cavaco
Diversas classificações de cavaco têm sido propostas pelos pesquisadores. Uma das mais comuns consiste na subdivisão em três tipos de cavaco.
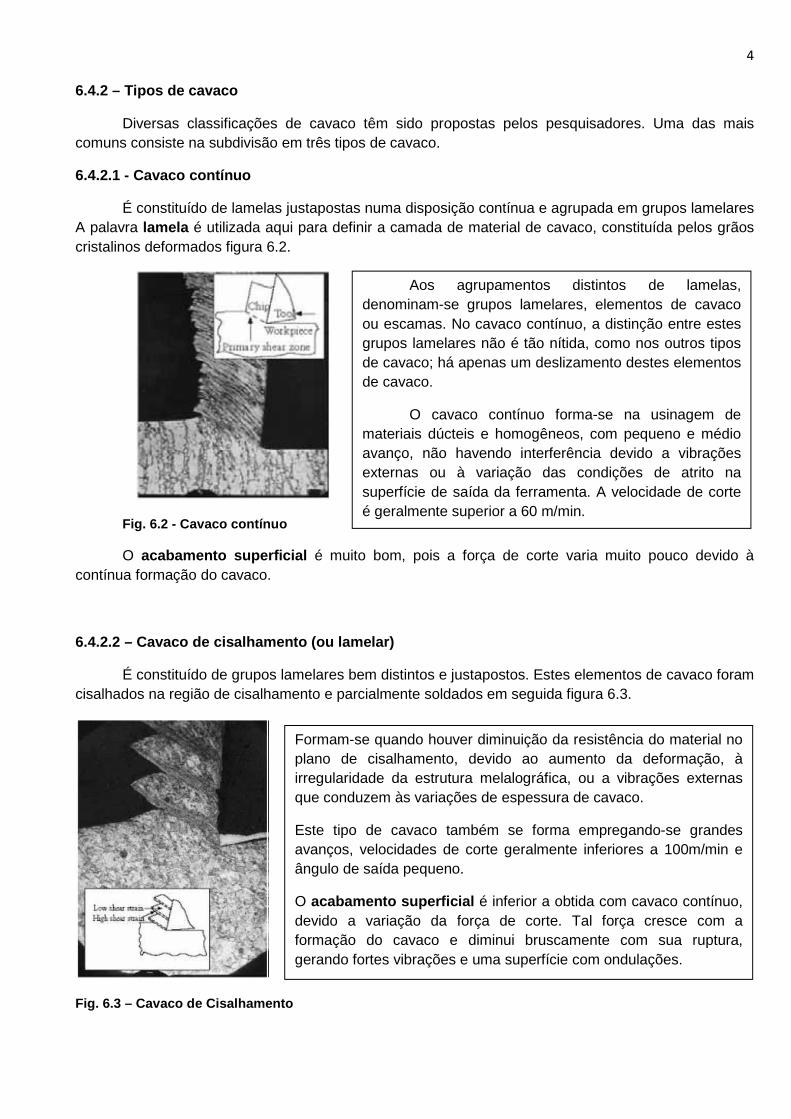
6.4.2.1 - Cavaco contínuo
É constituído de lamelas justapostas numa disposição contínua e agrupada em grupos lamelares A palavra lamela é utilizada aqui para definir a camada de material de cavaco, constituída pelos grãos cristalinos deformados figura 6.2.
Fig. 6.2 - Cavaco contínuo
O acabamento superficial é muito bom, pois a força de corte varia muito pouco devido à contínua formação do cavaco.
6.4.2.2 – Cavaco de cisalhamento (ou lamelar)
É constituído de grupos lamelares bem distintos e justapostos. Estes elementos de cavaco foram cisalhados na região de cisalhamento e parcialmente soldados em seguida figura 6.3.
Fig. 6.3 – Cavaco de Cisalhamento
Aos agrupamentos distintos de lamelas, denominam-se grupos lamelares, elementos de cavaco ou escamas. No cavaco contínuo, a distinção entre estes grupos lamelares não é tão nítida, como nos outros tipos de cavaco; há apenas um deslizamento destes elementos de cavaco.
O cavaco contínuo forma-se na usinagem de materiais dúcteis e homogêneos, com pequeno e médio avanço, não havendo interferência devido a vibrações externas ou à variação das condições de atrito na superfície de saída da ferramenta. A velocidade de corte é geralmente superior a 60 m/min.
Formam-se quando houver diminuição da resistência do material no plano de cisalhamento, devido ao aumento da deformação, à irregularidade da estrutura melalográfica, ou a vibrações externas que conduzem às variações de espessura de cavaco.
Este tipo de cavaco também se forma empregando-se grandes avanços, velocidades de corte geralmente inferiores a 100m/min e ângulo de saída pequeno.
O acabamento superficial é inferior a obtida com cavaco contínuo, devido a variação da força de corte. Tal força cresce com a formação do cavaco e diminui bruscamente com sua ruptura, gerando fortes vibrações e uma superfície com ondulações.

5
6.4.2.3 – Cavaco de ruptura
É constituído de fragmentos arrancados da peça usinada. Há uma ruptura completa do material em grupos lamelares (na região de cisalhamento), os quais permanecem separados figura 6.4.
Fig. 6.4 - Cavaco de ruptura
6.4.3 – Formas de cavaco
Além dos três tipos de cavacos, pode-se diferencia-los quanto à sua forma. Certas formas de cavaco dificultam a operação de usinagem, prejudicam o acabamento superficial da peça e desgastam mais ou menos a ferramenta. Normalmente são divididos em quatro formas figura 6.5:
a b c d
Fig. 6.5 – Formas de cavaco: a) cavaco em fita; b) cavaco helicoidal; c) cavaco espiral; d) cavaco em lascas ou pedaços.
O cavaco em fita pode provocar acidentes, ocupa muito espaço e é difícil de ser transportado, devendo ser evitado.
O cavaco helicoidal geralmente é a forma de cavaco mais conveniente, quando a remoção de material é elevada o mesmo deixa com maior facilidade a superfície de saída da ferrramenta.
O cavaco em lascas é preferido somente quando houver pouco espaço disponível, ou quando o cavaco deve ser removido por fluído de corte, como no caso de furação profunda
Formam-se na usinagem de materiais frágeis tais como ferro fundido ou latão.
Acabamento Superficial: -o cavaco rompe em forma de concha gerando uma superfície com qualidade superficial inferior

6
a) b) c)
Fig. 6.6 - Volumes de cavacos obtidos sob diferente s formas, após 60 minutos de usinagem Com área de secção de corte a.p = 0 ,25 x 2:
a) Cavaco em fita; b) cavaco helicoidal; c) cavaco em lascas.
Pode-se provocar a mudança de forma do cavaco utilizando diferentes maneiras: 1) alterando-se as condições de usinagem; 2) dando-se uma forma especial à superfície de saída da ferramenta; 3) colocando-se elementos adicionais na superfície de saída.
O aumento da capacidade de quebra do cavaco, para materiais não demasiadamente tenazes, pode ser obtido através do aumento da deformação do cavaco no plano de cisalhamento, através das seguintes alterações:
- Diminuição do ângulo de saída e de inclinação da ferramenta, ou a utilização de ambos com valores negativos figura 6.7.
- Aumento da espessura h de corte e diminuição da velocidade de corte.
Fig. 6.7 - Influência do ângulo de saída γ sobre a forma do cavaco de usinagem de aço.
Este processo de mudança das condições de usinagem, com a finalidade especial de obter uma forma adequada de cavaco, deve ser sempre que possível evitado. A velocidade de corte e o avanço devem ser fixados através das condições econômicas de usinagem. Os ângulos negativos de saída e de inclinação, quando exagerados, aumentam a força de corte, podendo ocasionar vibrações na ferramenta.

7
A execução dos chamados quebra-cavacos na superfície de saída das ferramentas permite obter os cavacos helicoidais e em pedaços figura 6.8.
Fig. 6.8 Diferentes tipos de quebra-cavaco, executa dos na própria cunha cortante.
Os quebra-cavacos postiços, são fixados mecanicamente sobre a ferramenta, este tipo permite variara as dimensões do quebra-cavaco de acordo com as condições de usinagem figura 6.9.
Fig. 6.9 - Quebra cavacos postiços
Quebra-cavaco em pastilha sinterizada figura 6.10.
Fig. 6.10 – Quebra cavaco em pastilha sinterizada.
Vantagens do uso do quebra-cavaco
•Redução de transferência de calor para a ferramenta por reduzir o contato entre o cavaco e ferramenta;
•Maior facilidade de remoção dos cavacos;
•Menor riscos de acidentes para o operador;
•Obstrução menor ao direcionamento do fluido de corte sobre a aresta de corte da ferramenta.