Embed Size (px)
Citation preview

GESTÃO DE ESTOQUES NO PROCESSO
DE FABRICAÇÃO: SIMULAÇÃO DE UM
PROCESSO PRODUTIVO DE
CARRIOLAS
Bruno Cesar Becare da Silva (Unifran )
Tulio Sanzio Neves Bonfim (Unifran )
Joao Ricardo Iannoni (Unifran )
Matheus Silva Castro (Unifran )
Flavio Henrique De Oliveira Costa (Unifran )
Este trabalho objetiva definir ferramentas e estratégias para gestão de
estoques que mais se adequam a um sistema produtivo de carriolas,
com validação através de simulação. A questão de pesquisa que move
este trabalho é determinar quais meelhores ferramentas e/ou
estratégias para gestão de estoques em um sistema produtivo de
carriolas. Optou-se por um método de pesquisa de simulação, com
abordagem qualitativa e quantitativa. Baseado nas características da
produção da carriola concluiu-se que os melhores métodos para a
gestão de estoques foi o sistema de produção puxado, com a utilização
do sistema de fluxo contínuo de produção apoiado pela ferramenta
FIFO, útil como limitador de produção.
Palavras-chaves: Produção Puxada; Carriola; Fifo; Sistema Continuo
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
2
1. Introdução
A importância do gerenciamento dos estoques se dá com o aumento da concorrência e o risco
de perturbações econômicas provocadas pela globalização, que alerta as empresas para a
necessidade de planejamento de sua atividade e flexibilidade para se adequar em ambientes
diferentes.
Em um cenário empresarial muito competitivo, a expertise para lidar com essa
competitividade é um fator determinante para o sucesso de qualquer organização. Neste
contexto, destaca-se a gestão de estoques como uma das ferramentas para conciliar os
interesses da organização na busca pela eficiência e eficácia.
Este trabalho tem o objetivo avaliar por meio de simulação as ferramentas e estratégias para
gestão de estoques mais adequadas para o caso de um projeto de desenvolvimento de fábrica
de carriolas.
A pesquisa norteia-se pela busca da determinação das melhores ferramentas e estratégias,
destacam-se o sistema de fluxo contínuo; complementado pelo FIFO (First In First Out/
Primeiro que entra primeiro que sai) como um limitador de produção; e como estratégia de
produção, a produção puxada. A simulação foi baseado em um projeto de desenvolvimento de
uma empresa de fabricação de carriolas, com abordagem qualitativa.
A metodologia desta pesquisa é bibliográfica dedutiva abrangendo temas relacionados, a
gestão de estoque, processos produtivos e simulação utilizando o software Promodel.
2. Gestão de estoques e a competitividade das empresas
Segundo Slack (2009) e Silva (2005), estoques são quantidades armazenadas ou em processo
de produção, que tem a finalidade de dar uma independência entre os processos da cadeia
produtiva. Os estoques geralmente são usados como uma forma de se proteger contra a
imprevisibilidade dos processos ou da demanda do mercado. De acordo com Slack (2009) e
Arozo (2006), os estoques só existem porque não há uma harmonia entre o fornecimento e a
demanda.
A quantidade de estoque a ser mantida também é um dilema vivido nas empresas, excessos
nos níveis de estoques pode representar altos custos operacionais. Baixos níveis de estoques
também podem originar perdas de econômicas, devido à falta de matérias primas ou produto
acabado o que pode acarretar atrasos.
Muito embora os estoques representem segurança em ambientes incertos representam também
riscos pois são caros tanto no que se refere a aquisição quanto à armazenagem e podem se
tornar obsoletos.
De acordo com Slack, Chambers e Johnston (2009), uma boa gestão de estoque pode
minimizar consideravelmente os custos operacionais e proporcionar produtos mais baratos,
sendo mais competitivos no mercado.
Ohno (1997) classifica a superprodução que gera estoques como uma das sete perdas da
produção comenta que a eliminação destas perdas aumenta a eficiência de operação em uma

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
3
ampla margem, segundo o mesmo devemos produzir apenas o necessário, isto liberará a força
de trabalho extra.
Apesar de sua importância a gestão de estoques ainda é negligenciada em muitas empresas. A
gestão de estoques pode ser utilizada ao longo de toda a cadeia de suprimentos, permitindo
ganhos de produtividade com menores custos, gerando assim vantagem competitiva.
(SLACK, 2009; SILVA, 2005).
3. Tipos e custos de estoques
3.1 Tipos de estoques
De acordo a literatura, os tipos de estoque existentes nas empresas são diversos.
Dias (1993) e Rogers et al (2004), preferem dividir em estoque de matéria-prima, que são
materiais básicos necessários para se produzir, geralmente está localizado no almoxarifado e
tem funcionalidade de regular a taxa entre o suprimento e a produção; produtos em processo,
que são os materiais ou produtos semiacabados e que estão sendo usados nos processos,
geralmente estão localizados entre os postos de trabalhos a jusante e montante por causa da
diferença de tempo de processamento da matéria-prima entre os postos de trabalhos; produtos
acabados, que são compostos dos produtos finais, que já foram produzidos mas ainda não
foram vendidos, geralmente estes estoques estão presentes em quase todas as empresas; e
estoque de peças de reposição ou manutenção que refere-se a peças ou equipamento que
servirão como um instrumento de troca ou reposição sempre que o cliente necessitar repor
alguma peça que quebrou ou apresentar desempenho abaixo do esperado (FERNADES E
GODINHO, 2010; DIAS, 1993; ROGERS ET AL, 2004).
3.2 Custo dos estoques
Para Dias (1993) e Arozo (2006), estoques são equivalentes a valores monetários parados,
afinal os valores que estão sendo investidos para mantê-lo poderiam ser redirecionados para
investimentos mais rentáveis. Dias (1993) e Rodrigues e Oliveira (2006) classificam 3 tipos
de custos relacionados aos estoques: o custo de armazenagem, relacionado aos custos de
capital, pessoal, edificação e manutenção; o custo de pedido, que envolve custos relacionados
à mão de obra, matéria prima e custos indiretos como gastos com telefonemas, energia, etc.; e
o custo total, resultado da soma do custo de armazenagem e do custo do pedido.
4. Estratégias e ferramentas para gestão de estoques
A literatura pesquisada destaca nove principais ferramentas para gestão de estoques: a
classificação ABC, os sistemas de reposição contínua e de reposição periódica, o lote
econômico de compras, o sistema de planejamento das necessidades de materiais (MRP), a
produção puxada, o kanban, a metodologia de sistema contínuo e a regra de sequenciamento
fifo (Primeiro que entra primeiro que sai / First In First Out).

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4
A classificação ABC tem a função de pontuar os itens do estoque, de forma a determinar
quais itens são mais influentes na demanda, ou seja, os que representam maior percentual de
valor nos estoques (LOURENÇO E CASTILHO, 2006).
A respeito da curva ABC Pinto(2002) apud Oliveira (2011) diz que, apenas uma pequena
parcela da população, 20%, concentra grande parte da riqueza (custos), 80%.
Os sistemas de reposição contínua e de reposição periódica abordam a forma como as
compras são repostas, considerando a frequência e quantidade necessária na reposição dos
produtos em estoques (FERNANDES e GODINHO, 2010).
O LEC (Lote Econômico de Compra) é a quantidade a ser comprada de forma a minimizar os
custos de estocagem e de aquisição. Este lote gira em torno de um ponto ideal ou valor ideal,
onde a compra será mais econômica para a empresa, e utiliza cálculos baseados na demanda,
custos de estocagem e aquisição para chegar a um valor ótimo (SLACK, 2009).
A Produção Empurrada consiste em simplesmente produzir empurrando a produção para o
próximo processo ou posto de trabalho sem levar em conta as variações de tempos de
processamento ou o ritmo de trabalho dos operadores do posto seguinte (TUBINO, 2007).
MRP (sistema de planejamento das necessidades de materiais) consiste em transformar as
informações e quantidades vendidas em uma lista de necessidades, para a fabricação dos
produtos, utilizando a árvore do produto para fazer seus cálculos das necessidades de matéria-
prima (FERNADES e GODINHO, 2010; TUBINO, 2007; SLACK, 2009).
A Produção Puxada consiste na produção somente do que o cliente interno pode consumir,
seguindo o raciocínio de que cada posto a jusante “puxa” a produção do posto a montante
gerando um sistema regulador dos níveis de estoques em processos, produzindo somente o
necessário (TUBINO, 2007; SLACK 2009; SHOOK E ROTHER, 2003).
O Kanban tem a finalidade de controlar a transferência de material de um posto para outro,
funcionando como controle de estoques intermediários entre os postos jusante e montante,
onde os produtos ou matérias primas são colocados em lotes, nos estoques controlados e já
calculados para abastecerem o posto jusante e assim recolocados conforme o seu consumo
(SHOOK E ROTHER, 2003; SLACK 2009).
Segundo Shingo(1996) a redução dos tamanhos de lotes de produção reduz os estoque e
facilita a reação da empresa frente às mudanças do mercado consumidor.
A Metodologia de Sistema Contínuo consiste em produzir uma peça de cada vez e passar
imediatamente ao cliente interno, podendo tornar a produção mais eficiente e eficaz e
eliminado os estoques intermediários, mas seu uso é limitado a equipamentos e máquinas que
não tem o mesmo tempo de ciclo ou não pode ser acoplado junto sendo necessário o uso de
ferramentas complementares (SHOOK E ROTHER, 2003).
Por fim, o Fifo consiste em uma regra de sequenciamento, geralmente usada para determinar a
sequência ou a priorização das ordens de produção de materiais a serem processados, também
podendo ser usado como limitador de produção nos processos nos quais é inviável manter
supermercados, como peças sob encomenda, peças que tenham uma curto ciclo de vida de
armazenamento, peças dispendiosas que são usadas com pouca frequência. (SHOOK E
ROTHER, 2003).
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
5
5. Simulação
Simulação consiste em montar um modelo fisicamente ou em ferramentas computacionais
sem ocorrência de perturbação ao sistema. A simulação pode-se ser usada como uma
ferramenta para a gestão de estoques, podendo proporcionar análises do funcionamento do
sistema com a possível gestão de estoques, analisando a complexidade de processos reais,
incorporando a variabilidade e interdependências o que pode possibilitar a realização de
poderosas análises e mudanças e, assim, otimizar sistemas e melhorar indicadores.
(CAUCHICK, 2010).
Segundo Belge (s.a.) o Promodel® é um avançado software de simulação de eventos
discretos usado para planejar, projetar e melhorar novos ou atuais processos. Este software
permite reproduzir de maneira muito fidedigna os eventos reais possibilitando ótimas analises
e mudanças, gerando otimizações de sistemas e melhorias de indicadores, citam também o
fato do Promodel ser o único software do mundo com uma versão em Português, sendo este
escolhido devido a sua facilidade de uso e dinâmica visual.
6. Processo produtivo de carriolas
6.1 Caracterização do produto
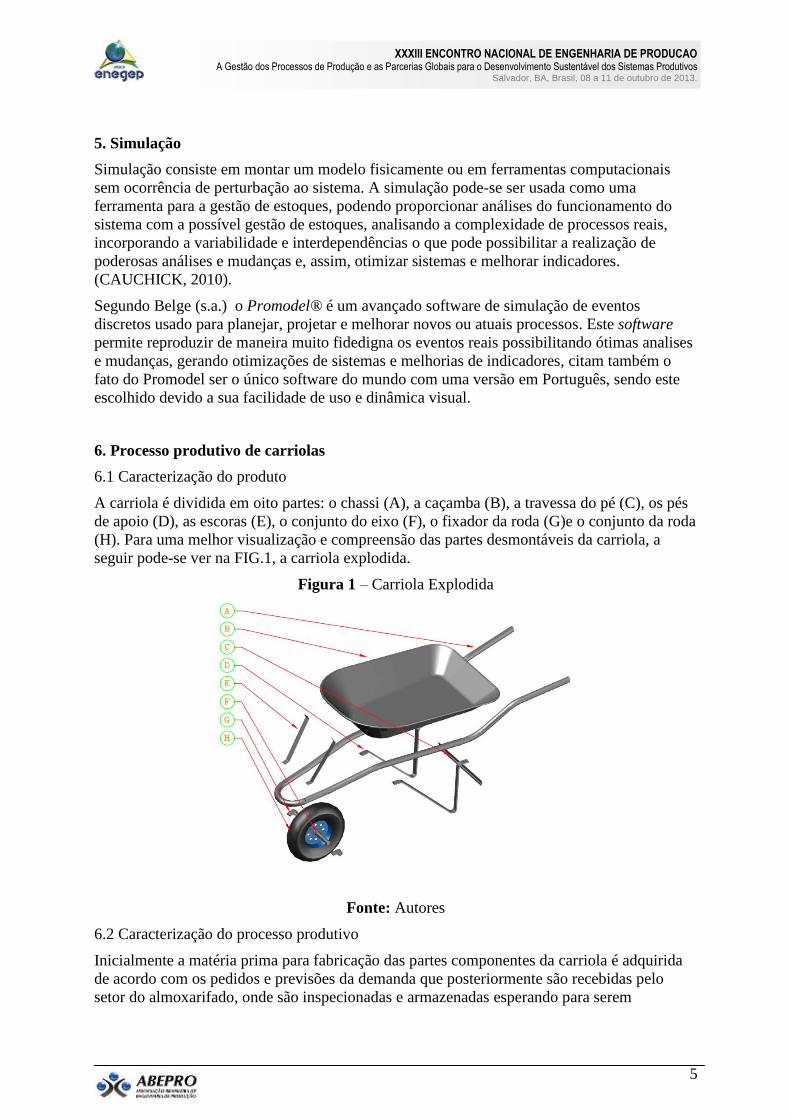
A carriola é dividida em oito partes: o chassi (A), a caçamba (B), a travessa do pé (C), os pés
de apoio (D), as escoras (E), o conjunto do eixo (F), o fixador da roda (G)e o conjunto da roda
(H). Para uma melhor visualização e compreensão das partes desmontáveis da carriola, a
seguir pode-se ver na FIG.1, a carriola explodida.
Figura 1 – Carriola Explodida
Fonte: Autores
6.2 Caracterização do processo produtivo
Inicialmente a matéria prima para fabricação das partes componentes da carriola é adquirida
de acordo com os pedidos e previsões da demanda que posteriormente são recebidas pelo
setor do almoxarifado, onde são inspecionadas e armazenadas esperando para serem
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
6
processadas em suas respectivas linhas. O setor de produção conta com quatro linhas
horizontais de produção, sendo que a primeira fabrica as escoras, a segunda fabrica os pés de
apoio, a terceira fabrica a caçamba e a quarta linha fabrica o chassi.
A matéria prima é comprada em tamanhos padrões, as peças fora dos parâmetros adequados
serem processadas, as peças fora dos padrões são retiradas da área de armazenamento e
marcadas para serem cortadas nos tamanhos específicos, e em seguida são encaminhadas para
a linha horizontal de produção.
A primeira linha de produção fabrica as escoras. Neste processo as peças já cortadas são
dobradas pelo equipamento dobradeira. O operador recebe a matéria prima, corta e a coloca
no equipamento para dobrá-la nos devidos parâmetros. A segunda linha fabrica os pés de
apoio. Esta linha também utiliza a dobradeira, o processo é similar ao da primeira linha,
alterando apenas os parâmetros de dobras. A terceira linha fabrica a caçamba. Neste processo
a matéria prima é conformada em uma prensa, utilizando um molde. Nesta operação o
operador alimenta a prensa com a matéria prima após prensada a matéria prima o operador
retira a caçamba pronta do molde. A quarta linha de produção fabrica o chassi, que também
utiliza a dobradeira. Este processo é similar a primeira e segunda linha, mas se diferencia nos
parâmetros de dobras da matéria prima.
É importante ressaltar que a parte componente da carriola travessa do pé não necessitará de
ser dobrada ou conformada após ser cortada.
O próximo processo é o acabamento. Após as peças serem cortadas, dobradas e conformadas
elas podem apresentar algumas rugosidades que necessitam ser retiradas para posteriormente
serem pintadas. No processo de acabamento esta rugosidade é retirada por lixadeiras, na qual
a matéria é transportada através de esteiras.
Posteriormente ao processo de acabamento as peças são encaminhadas, através da esteira,
para a cabine de pintura. O sistema de pintura é totalmente automatizado, permitindo um
sistema contínuo. As peças são pintadas utilizando jatos de tintas à base de ar comprimido,
devido a esses jatos requerem um menor tempo de secagem.
Após pintadas as peças o processo posterior é a montagem. É importante ressaltar que o
Conjunto do Eixo, o Fixador da Roda e Conjunto Roda possuem produção terceirizada, ou
seja, eles já são adquiridas prontas e prontas para a montagem. O processo de montagem é a
parte final do processo produtivo da carriola onde todos os componentes são unidos por
parafusos. A esteira que transporta o produto através da montagem o conduzirá até o setor de
armazenagem. A FIG.2, mostrada a seguir, ilustra todo o processo produtivo descrito acima.
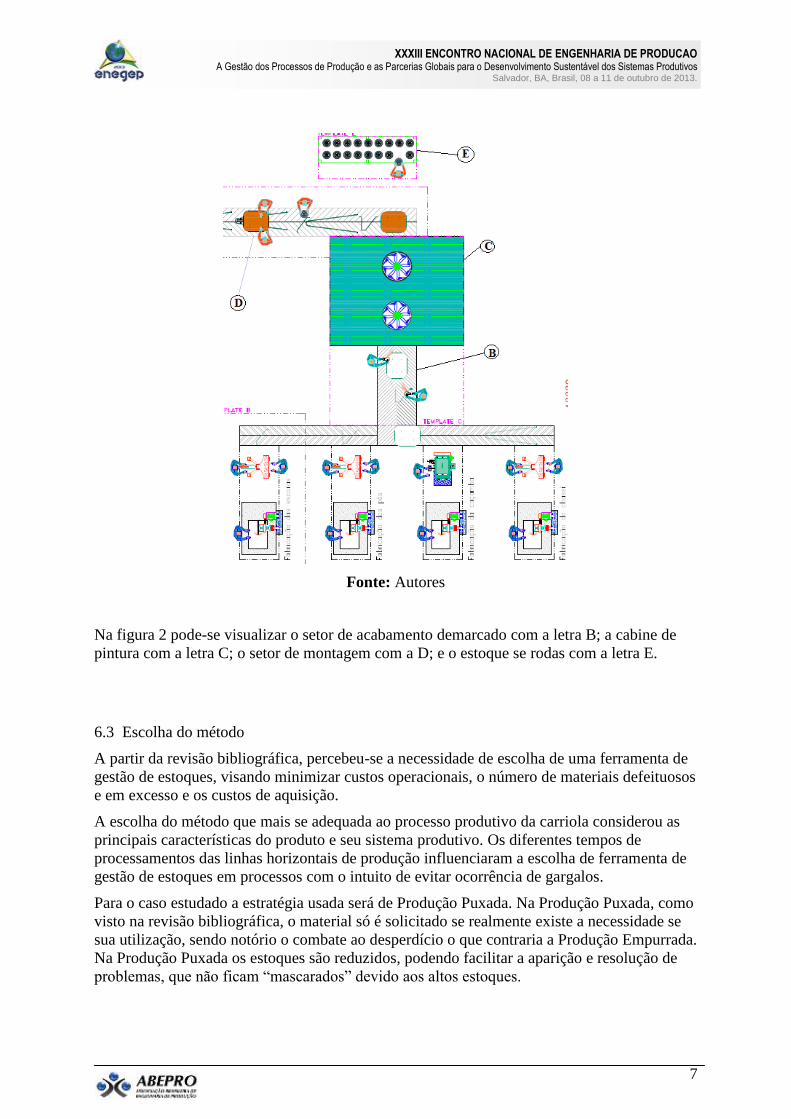
Figura 2 – Processo produtivo
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
7
Fonte: Autores
Na figura 2 pode-se visualizar o setor de acabamento demarcado com a letra B; a cabine de
pintura com a letra C; o setor de montagem com a D; e o estoque se rodas com a letra E.
6.3 Escolha do método
A partir da revisão bibliográfica, percebeu-se a necessidade de escolha de uma ferramenta de
gestão de estoques, visando minimizar custos operacionais, o número de materiais defeituosos
e em excesso e os custos de aquisição.
A escolha do método que mais se adequada ao processo produtivo da carriola considerou as
principais características do produto e seu sistema produtivo. Os diferentes tempos de
processamentos das linhas horizontais de produção influenciaram a escolha de ferramenta de
gestão de estoques em processos com o intuito de evitar ocorrência de gargalos.
Para o caso estudado a estratégia usada será de Produção Puxada. Na Produção Puxada, como
visto na revisão bibliográfica, o material só é solicitado se realmente existe a necessidade se
sua utilização, sendo notório o combate ao desperdício o que contraria a Produção Empurrada.
Na Produção Puxada os estoques são reduzidos, podendo facilitar a aparição e resolução de
problemas, que não ficam “mascarados” devido aos altos estoques.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
8
Foi definido também para combate dos estoques em processos, em alguns pontos o sistema de
Fluxo Contínuo. Considerando que o sistema produtivo deste projeto tem diferentes
características de processamento entre os componentes, o que acarreta diferentes tempos de
processamento, buscou-se uma ferramenta complementar ao Sistema de fluxo Continuo para
dar continuidade ao fluxo.
Dessa forma, escolheu-se o sistema FIFO (first in, first out/ primeiro que entra primeiro que
sai), como limitador de produção. O sistema produtivo utilizará os equipamentos de acordo
com a demanda do processo, com o fluxo parcialmente continuo e sem gargalos entre as fases
do processo produtivo.
O funcionamento do sistema produtivo de carriolas, seus fluxos de informações e materiais
com as estratégias de ferramentas escolhidas para gestão de estoques em processos, pode ser
visto na FIG.3 a seguir.
Figura 3 – Funcionamento do sistema produtivo
Fonte: Autores
O PCP (Planejamento e controle da produção) receberá as informações do setor de vendas,
sobre os pedidos dos clientes, posteriormente enviará as informações de suprimento para o
fornecedor, e OP (ordem de produção) para o setor de montagem.
O setor de montagem irá puxar a produção, de acordo com a demanda. Cada linha horizontal
de produção contará com uma linha FIFO, funcionado como uma canaleta. Neste caso, as
linhas poderão produzir por dia uma quantidade determinada, que não poderá ser
ultrapassada, evitando a formação estoques em excesso.
6.4 Simulação do sistema produtivo de carriolas
Para validar a proposta final de funcionamento do sistema produtivo de carriola foram feitas
duas simulações do sistema produtivo de carriolas caracterizado nos capítulos anteriores
através do software no Promodel®. A primeira simulação fora feita sem as propostas de
gestão de estoques e a segunda simulação já contendo as proposta de gestão de estoques.
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
9
Para as duas simulações foi determinado um turno de trabalho de 8 horas/dia e mais duas
horas de almoço, o que totaliza 10 horas de simulação, sendo que o almoço se inicia na quarta
hora e vai até sexta hora da simulação. Foram utilizados oito operadores para movimentação
dos materiais: quatro operadores movimentam as matérias primas do almoxarifado para as
linhas horizontais de produção, três operadores movimentam as peças das linhas horizontais
de produção para as esteiras um e dois, e um operador no final da esteira de montagem
movimenta os produtos acabados para o estoque de carriolas.
Os tempos de processamentos podem ser visualizados na figura a seguir:
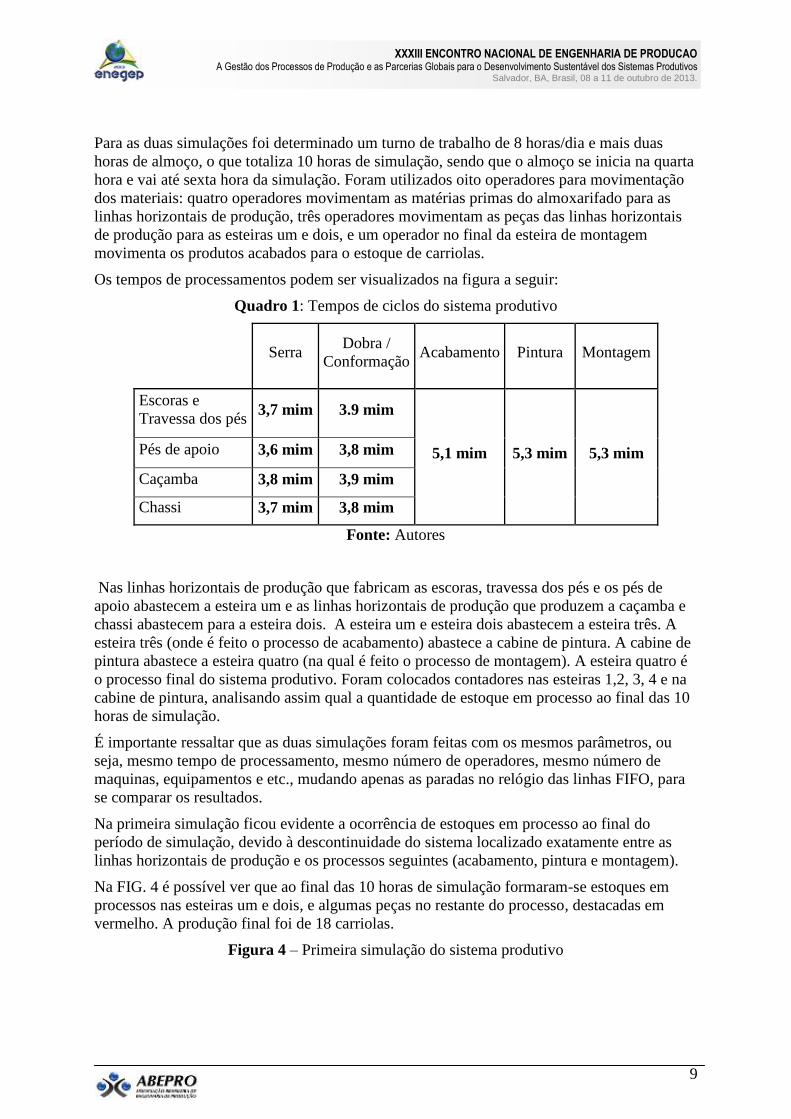
Quadro 1: Tempos de ciclos do sistema produtivo
Serra Dobra /
Conformação Acabamento Pintura Montagem
Escoras e
Travessa dos pés 3,7 mim 3.9 mim
5,1 mim 5,3 mim 5,3 mim Pés de apoio 3,6 mim 3,8 mim
Caçamba 3,8 mim 3,9 mim
Chassi 3,7 mim 3,8 mim
Fonte: Autores
Nas linhas horizontais de produção que fabricam as escoras, travessa dos pés e os pés de
apoio abastecem a esteira um e as linhas horizontais de produção que produzem a caçamba e
chassi abastecem para a esteira dois. A esteira um e esteira dois abastecem a esteira três. A
esteira três (onde é feito o processo de acabamento) abastece a cabine de pintura. A cabine de
pintura abastece a esteira quatro (na qual é feito o processo de montagem). A esteira quatro é
o processo final do sistema produtivo. Foram colocados contadores nas esteiras 1,2, 3, 4 e na
cabine de pintura, analisando assim qual a quantidade de estoque em processo ao final das 10
horas de simulação.
É importante ressaltar que as duas simulações foram feitas com os mesmos parâmetros, ou
seja, mesmo tempo de processamento, mesmo número de operadores, mesmo número de
maquinas, equipamentos e etc., mudando apenas as paradas no relógio das linhas FIFO, para
se comparar os resultados.
Na primeira simulação ficou evidente a ocorrência de estoques em processo ao final do
período de simulação, devido à descontinuidade do sistema localizado exatamente entre as
linhas horizontais de produção e os processos seguintes (acabamento, pintura e montagem).
Na FIG. 4 é possível ver que ao final das 10 horas de simulação formaram-se estoques em
processos nas esteiras um e dois, e algumas peças no restante do processo, destacadas em
vermelho. A produção final foi de 18 carriolas.
Figura 4 – Primeira simulação do sistema produtivo

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
10
Fonte: Autores
A FIG.5 a seguir, mostra os dados de todos os locais da simulação: as quantidades de tempos
programados, capacidade, total de entradas, tempos médio de entradas, conteúdos ou estoques
médios, conteúdos ou estoques máximos e conteúdos ou estoques atuais. Conteúdos atuais na
verdade são os números dos estoques restantes ao final da simulação. Foram destacados de
preto os locais da simulação que poderiam ter estoques em processos e em destaque de
vermelho a coluna do conteúdo atual que representa as quantidades de estoque em processo.
Figura 5 – Resultados da primeira simulação do sistema produtivo

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
11
Fonte: Autores
Pode-se ver na FIG.5 que totalizaram 38 peças em estoque em processo, sendo que houve
maior concentração de estoque na esteira um com 11 peças e na esteira dois com 16 peças
devido à descontinuidade do sistema entre as linhas de produção e o restante dos processos.
Na segunda simulação foram definidas as estratégias e ferramentas para gestão de estoques
em processo. O FIFO, complemento do sistema contínuo, funcionará como uma “canaleta”,
restringindo as linhas horizontais de produção a uma quantidade limite de modo que não haja
estoques em processos, ou seja, garantem que a produção das linhas horizontais seja
consumida pelos processos seguintes até o término da simulação.
Como visto na FIG.6, a produção também foi de 18 carriolas, porém não teve a ocorrência de
estoques em processos em virtude das paradas no relógio para as linhas horizontais de
produção, como visto em destaque de vermelho na FIG.6 a seguir:
Figura 6 – Segunda simulação do sistema produtivo
Fonte: Autores
As linhas foram programadas para pararem quando chegassem à produção máxima de 18
peças, com o intuito de evitar os estoques em processos ao final da simulação.
A FIG.7 a seguir, mostra as quantidades de estoques de todos os locais da segunda simulação.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
12
Figura 7 – Resultado da segunda simulação do sistema produtivo
Fonte: Autores
Na FIG. 7, foram destacados de preto os locais da simulação que poderiam ter estoques em
processos e em destaque de vermelho a coluna do conteúdo atual que representa as
quantidades de estoque em processo ao final da simulação. Nota-se que não houve nenhuma
peça em estoque em processo nesta segunda simulação, o que valida as ferramentas e
estratégias de gestão de estoques sugeridas: Sistema Contínuo, FIFO e Produção Puxada.
7. Conclusão
Baseado nas características da produção da carriola, na revisão bibliográfica e na simulação
concluiu-se que os melhores métodos para a gestão de estoques em processos foram a
Produção Puxada, a metodologia de Sistema Continuo e como suporte o FIFO.
O sistema de produção da carriola seguirá e, alguns de seus processos o sistema Continuo
apresentado por Shoock (2003), pois se concluiu que este método destaca-se das outras
ferramentas de gestão de estoques, podendo tornar a produção mais eficiente, usando somente
o necessário dos recursos, diminuindo o lead time e fazendo com que os problemas fiquem
mais fáceis de identificar e de se corrigir antes de prosseguir.
Entretanto, o sistema produtivo de carriolas estudado, apresenta descontinuidades, mais
especificadamente entre as linhas horizontais e os sistemas de acabamento, pintura e
montagem, o que faz com que o uso do Sistema Contínuo seja inviabilizado ao longo do
sistema tornando necessário o uso do Fifo para dar continuidade ao Fluxo Continuo ao longo
do sistema. As linhas horizontais de produção irão se orientar pelo sistema Fifo, que
funcionará como delimitador de produção, controlando a produção diária e fazendo com que
se produza somente o necessário orientando a produção pela demanda. Para puxar a produção
das linhas horizontais foi definida a estratégia de produção puxada, para que o setor de

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
13
montagem possa puxar a produção das linhas horizontais de produção, justificando-se, então,
a escolha da produção puxada em conjunto com a Metodologia de sistema contínuo e o Fifo.
A partir deste trabalho, espera-se agregar novas contribuições a literatura disponível na área.
REFERÊNCIAS
AROZO, A. Monitoramento de desempenho na gestão de estoque. 2006. UFRJ.
Disponível em < http://kuehne.com.br/artigos/indicadores.PDF >. Acesso em: 17 out. 2012
BELGE, Produtos, (s.a) Disponível em: <<http://www.belge.com.br/promodel-intro.php >>
Acessado em 20/03/2013,
CARRIOLA. In: DICIONÁRIO Michaelis.(2009) Disponível em: <<
http://michaelis.uol.com.br/moderno/portugues/index.php?lingua=portugues-
portugues&palavra=carriola >> Acessado em 20/03/2013,
CORREA, H.L; GIANESI, N.G.I; CAON.M. Planejamento, programação e controle da
produção. São Paulo: Atlas, 2007.
DIAS, M. A. Administração de materiais: uma abordagem logística. São Paulo: Atlas,
1993.
DIAS, M. A. Administração de materiais: princípios, conceitos e gestão. São Paulo: Atlas,
2005.
FERNANDES, F. C; GODINHO FILHO, M. Planejamento e controle da produção: dos
fundamentos ao essencial. São Paulo: Atlas, 2010. FISCHER. Carrinho de mão Fischer 60 litros, 2009. Disponível em:
<http://http://www.fischer.com.br/pt/produto/carrinho-de-mao-fischer-60-litros-cacamba-
aco>. Acesso em: 15 mar. 2012.
LOURENÇO, G.K; CASTILHO, L. Classificação ABC dos materiais: uma ferramenta
gerencial de custos em enfermagem. Rev. Bras. Enferm 2006 jan-fev; 59(1); 52-5. Disponível
em:<http://scholar.google.com.br/scholar?q=Classifica%C3%A7%C3%A3o+ABC+dos+mate
riais%3A+uma+ferramenta+gerencial+de+custos+em+enfermagem&hl=pt-BR&as_sdt=0 > .
Acesso em: 16 out. 2012
OHNO, T. O sistema Toyota de Produção: além da produção em larga escala. Porto
Alegra: Bookman, 1997.
RODRIGUES, C.P; OLIVEIRA J. O. Modelos de gestão de estoques intermediários no
processo de fabricação. In: XIII SIMPEP – (FEB/UNESP), 2006. Bauru. Disponível
em: < http://antigo.feb.unesp.br/dep/simpep/anais/anais_13/artigos/601.pdf >. Acesso em: 15
out. 2012
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
14
ROGERS, P; RIBEIRO, S.C.K; ROGERS.D. Avaliando o risco na gestão financeira de
estoques. In: Simpósio de Administração da produção, Logística e Operações _ (FGV), 2004.
Uberlândia. Disponível em < http://www.pablo.prof.ufu.br/artigos/simpoi1.pdf >. Acesso em:
18 out. 2012
SILVA, S. C. Gestão de estoques. 2005. Monografia (Especialização em Gestão Estratégica
e Qualidade). Pós Graduação, Lato Senso - Universidade Candido Mendes, Rio de Janeiro.
Disponível em: <http://www.avm.edu.br/monopdf/9/CARLOS%20DOS%20SANT
OS%20SILVA.pdf >. Acesso em: 15 out. 2012
SHINGO, S. O Sistema Toyota de produção: Do ponto de vista da Engenharia de
Produção. Porto Alegre Bookman, 1996. Traduzido por: Eduardo Schaan.
SHOOK, J ; ROTHER, M. Apredendo a enxergar: mapeando o fluxo de valor e eliminar o
desperdício. São Paulo. 2003.
SLACK,N. Planejamento e controle de estoque. In: SLACK, N. ; CHAMBERS, S;
JOHNSTON, R. Administração da produção. São Paulo: Atlas, 2009. Cap. 12, p.355-387.
SLACK, N. ; CHAMBERS, S; JOHNSTON, R. Administração da produção. São Paulo:
Atlas, 2009.
TUBINO, F.D. Planejamento e controle da produção: teoria pratica. São Paulo: Atlas,
2007.