Embed Size (px)
Citation preview

Inspeção de Juntas Soldadas
BRUNO DOMINGUES PEREIRA
DISSERTAÇÃO DE MESTRADO REALIZADA NO ÂMBITO DO MESTRADO INTEGRADO EM
ENGENHARIA METALÚRGICA E DE MATERIAIS
LUÍS FILIPE MALHEIROS
ORIENTADOR
PROFESSOR CATEDRÁTICO DO DEPARTAMENTO
DE ENGENHARIA METALÚRGICA E DE MATERIAIS
CARLOS VAZ
COORIENTADOR DIRETOR INDUSTRIAL DA EMPRESA TÜV AUSTRIA IBERIA
Porto, 27 de julho de 2020
M 2020

CANDIDATO Bruno Domingues Pereira Código 201503657
TÍTULO Inspeção de Juntas Soldadas: Estudo da influência da entrega térmica
DATA 27 de julho de 2020
LOCAL Faculdade de Engenharia da Universidade do Porto
JÚRI Presidente Professor Doutor Manuel Fernando Gonçalves Vieira
DEMM/FEUP
Arguente Professor Doutor Fernando Jorge Lino Alves DEM/FEUP
Orientador Professor Doutor Luís Filipe Malheiros de Freitas Ferreira
DEMM/FEUP

“The quality will remain when the price is forgotten”
Henry Royce

Inspeção de Juntas Soldadas
Bruno Domingues Pereira I
Resumo
Esta Dissertação de Mestrado, desenvolvida em parceria com a empresa Tüv Austria
Iberia, teve como principal objetivo avaliar se a entrega térmica tinha sido corretamente
selecionada e controlada durante a união de juntas de soldadura, recorrendo à análise
microestrutural das mesmas, de forma a verificar se a microestrutura da Zona do Material
de Adição estava de acordo com a estimada a partir do diagrama de Schaeffler. Além
disso, durante este trabalho foram realizadas quatro Qualificações de Procedimentos de
Soldadura e uma inspeção recorrendo ao ensaio de Radiografia Industrial.
O trabalho teve o seu início com a realização de quatro Qualificações de
Procedimentos de Soldadura a juntas topo a topo de diferentes espessuras e combinações
de materiais. Para se proceder à qualificação dos procedimentos de soldadura, que deram
origem a estas juntas, recorreu-se a diversos ensaios destrutivos e não destrutivos,
estipulados pela norma EN ISO 15614-1. Em primeiro lugar, realizaram-se ensaios não
destrutivos de forma a assegurar que as juntas soldadas não apresentavam defeitos no seu
interior e superfície. Em segundo lugar, efetuaram-se ensaios destrutivos sobre provetes
extraídos das juntas de modo a verificar se os resultados obtidos eram conformes aos
estipulados pela norma referida anteriormente. Dado que se obtiveram resultados
aceitáveis nas quatro Qualificações de Procedimentos de Soldadura, os procedimentos
foram aprovados e elaborados os respetivos certificados de qualificação.
Em seguida, realizou-se a análise metalográfica das quatro juntas elaboradas
previamente, tendo ainda sido feita a quantificação de ferrite-δ na Zona do Material de
Adição de três dessas juntas. As microestruturas obtidas foram também comparadas com
as estimadas a partir do diagrama de Schaeffler. Os resultados obtidos indiciam que
ocorreu um controlo adequado da entrega térmica, ou seja, não foi atingida a temperatura
suficiente para provocar alterações indesejáveis em termos microestruturais ou induzir a
precipitação de uma quantidade excessiva de ferrite-δ.
Por último, através do ensaio de Radiografia Industrial, procedeu-se à inspeção de
um Discharge Ring, componente de uma central hidroelétrica. Foram selecionadas três
secções a radiografar, tendo sido observada uma indicação numa das radiografias obtidas.
Esta consistia numa inclusão que, de acordo com a norma de aceitação do ensaio (EN ISO
10675-1) e tendo em conta as suas dimensões, tratava-se meramente de uma indicação
aceitável, não sendo necessário reparar o componente para a remover.
Palavras-Chave
Soldadura, Entrega Térmica, Microestrutura, Descontinuidades na soldadura, Inspeção de
soldadura, Ensaios Destrutivos, Ensaios Não Destrutivos.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira II
Abstract
This Master's Dissertation, developed in partnership with the company Tüv Austria
Iberia, had as main objective the evaluation of the thermal delivery, by assessing if it had
been correctly selected and controlled during the union of welding joints. By resorting to
microstructural analysis, it became possible to verify if the microstructure of the Fusion
Zone was in accordance with the estimated microstructure from the Schaeffler`s diagram.
Furthermore, during this project, four Welding Procedure Qualifications were performed
and one inspection was conducted using the Industrial Radiographic Test.
The work started with the execution of four Welding Procedure Qualifications to
butt joints of different thicknesses and combinations of materials. In order to qualify the
welding procedures that gave rise to these joints, various destructive and non-destructive
tests were executed, as stipulated by EN ISO 15614-1 standard. Firstly, non-destructive
tests were carried out to ensure that the welded joints were free from interior and surface
defects. Secondly, destructive tests were conducted on test specimens taken from the
joints, in order to verify if the results obtained were in conformity with those stipulated
in the above-mentioned standard. On the account of the fact that acceptable results were
obtained in all four Welding Procedure Qualifications, the procedures were approved and
the respective qualification certificates drawn up.
Subsequently, the metallographic analysis of the four previously prepared joints
was performed, and the quantification of δ ferrite in the Fusion Zone of three of these
joints was also executed. The microstructures obtained were also compared with those
estimated from Schaeffler's diagram. The results obtained indicate that adequate control
of thermal delivery took place, that is, not enough temperature was reached to cause
undesirable microstructural changes or to induce precipitation of an excessive amount of
δ ferrite.
Lastly, by making use of the Industrial Radiographic Test, a Discharge Ring,
component of a hydroelectric power plant, was inspected. Three sections were selected
for the radiographic test and an indication was observed in one of the radiographs
obtained. This indication consisted of an inclusion which, according to the acceptance
levels for radiographic testing standard (EN ISO 10675-1) and taking into account its
dimensions, was merely an acceptable indication, not being necessary to conduct any kind
of repair operations in order to remove it.
Keywords
Welding, Thermal Delivery, Microstructure, Welding Discontinuities, Welding Inspection,
Destructive Tests, Non-Destructive Tests.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira III
Agradecimentos
Esta Dissertação de Mestrado marca o final do meu capítulo académico e o início
do capítulo profissional. Assim, gostaria de expressar os meus agradecimentos a todas as
pessoas que, de diversas formas, contribuíram para a minha evolução, tanto a nível
pessoal como académico.
Ao Professor Luís Filipe Malheiros, meu orientador nesta Dissertação de Mestrado,
quero agradecer, primeiramente, por me ter possibilitado esta oportunidade. Estarei
eternamente grato pelas expectativas que depositou em mim e por me ter incentivado a
desenvolver este trabalho. Além disso, gostaria de agradecer o seu esforço ao longo destes
anos em elevar o curso. É, indubitavelmente, o grande impulsionador do Mestrado
Integrado em Engenharia Metalúrgica e de Materiais.
Ao Engenheiro Carlos Vaz, meu orientador na Tüv Austria Iberia e figura
incontornável do universo das inspeções de componentes soldados, agradeço o
acompanhamento notável ao longo deste semestre assim como a disponibilidade que
demonstrou desde a primeira reunião. Ter o seu acompanhamento foi um privilégio assim
como uma experiência enriquecedora que nunca será esquecida. Estou convicto que os
conhecimentos por si partilhados foram fundamentais para o desenvolvimento e sucesso
desta Dissertação de Mestrado.
Aos Engenheiros Bruno Ló e Ricardo Canossa, agradeço o apoio incansável e o
acompanhamento diário na ONIRAM. Contribuíram para que o meu contacto e integração
na indústria ocorresse da melhor forma, ajudando-me a compreender melhor não só o
ramo da Soldadura, como também as responsabilidade de um Engenheiro na indústria.
Ao Francisco Silva e ao Paulo, soldadores da ONIRAM, gostaria de agradecer por
terem partilhado comigo os conhecimentos práticos de soldadura que adquiriram ao longo
das suas carreiras.
Ao Mestre André Ferreira e ao Professor Rúben Santos, quero agradecer por estarem
sempre disponíveis para me ajudar a compreender melhor a soldadura. Os seus contributos
foram essenciais para o desenvolvimento deste trabalho.
Ao Engenheiro Jorge, da Tüv Austria Iberia, agradeço por me ter auxiliado e apoiado
na realização de diversas tarefas na empresa.
Aos meus amigos e à minha namorada, quero agradecer por me acompanharem
nesta etapa da vida. Vocês são a minha segunda família que está sempre presente para
me apoiar nos bons e maus momentos da vida.
Por último, nunca poderia deixar de agradecer à minha família que, desde o início
da minha vida, lutou pelo meu sucesso. Se um dia concretizar os meus sonhos, foi graças
ao esforço e dedicação dos meus pais e dos meus avós. Nos momentos mais duros, as
palavras de encorajamento por eles transmitidas fizeram com que eu nunca desistisse.
Obrigado a todos por tornarem tudo isto possível!

Inspeção de Juntas Soldadas
Bruno Domingues Pereira IV
Índice
1. Introdução ....................................................................................... 1
1.1 Principais Objetivos do Trabalho ........................................................ 2
1.2 Apresentação da empresa - Tüv Austria Iberia ....................................... 2
1.3 Estrutura da Dissertação de Mestrado .................................................. 3
2. Revisão da Literatura ......................................................................... 3
2.1 Soldadura ................................................................................... 3
2.2 Soldadura de materiais dissimilares .................................................... 4
2.3 Material de adição......................................................................... 4
2.4 Diagrama de Schaeffler .................................................................. 5
2.5 Zonas de uma Junta Soldada ............................................................ 6
2.6 Soldabilidade ............................................................................... 7
2.7 Entrega Térmica ........................................................................... 8
2.8 Descontinuidades na junta soldada ..................................................... 9
2.8.1 Classificação das descontinuidades ................................................ 10
2.9 Especificação de Procedimentos de Soldadura Preliminar ......................... 11
2.10 Especificação de Procedimentos de Soldadura ....................................... 12
2.11 Qualificação de Procedimentos de Soldadura ........................................ 12
2.11.1 Ensaios Destrutivos ................................................................ 12
2.11.1.1 Ensaio de Tração ................................................................ 13
2.11.1.2 Ensaio de Dobragem ............................................................ 13
2.11.1.3 Ensaio de Choque (Ensaio Charpy) ........................................... 13
2.11.1.4 Ensaio de Dureza ............................................................... 14
2.12 Inspeção de Juntas Soldadas ............................................................ 14
2.12.1 Ensaios Não Destrutivos ........................................................... 14
2.12.1.1 Inspeção Visual .................................................................. 15
2.12.1.2 Radiografia industrial .......................................................... 15
2.12.1.3 Ensaio por Ultrassons Convencional .......................................... 18
2.12.1.4 Ensaio por Ultrassons Phased Array .......................................... 21
2.12.1.5 Ensaio por Líquidos Penetrantes ............................................. 22
2.12.1.6 Ensaio por Partículas Magnéticas ............................................. 23

Inspeção de Juntas Soldadas
Bruno Domingues Pereira V
3. Materiais e Métodos .......................................................................... 24
3.1 Materiais de Base ......................................................................... 24
3.1.1 Aço não ligado S355J2+N ............................................................ 24
3.1.2 Aço AISI 304L .......................................................................... 24
3.1.3 Aço AISI 415 ........................................................................... 25
3.1.4 Aço AISI 316L .......................................................................... 25
3.2 Materiais de Adição ...................................................................... 26
4. Aplicação da Qualificação de Procedimentos de Soldadura .......................... 26
4.1 QPS da Junta Soldada 1 .................................................................. 29
4.2 QPS da Junta Soldada 2 .................................................................. 32
4.3 QPS da Junta Soldada 3 .................................................................. 35
4.4 QPS da Junta Soldada 4 .................................................................. 39
5. Análise Microestrutural de Juntas Soldadas ............................................. 43
5.1 Análise Metalográfica .................................................................... 44
5.1.1 Amostragem ........................................................................... 44
5.1.2 Corte ................................................................................... 44
5.1.3 Polimento .............................................................................. 44
5.1.4 Ataque Químico ....................................................................... 44
5.1.5 Análise quantitativa de fases ....................................................... 45
5.2 Resultados e Discussão .................................................................. 45
5.2.1 Junta Soldada 1 ....................................................................... 45
5.2.2 Junta Soldada 2 ....................................................................... 47
5.2.3 Junta Soldada 3 ....................................................................... 49
5.2.4 Junta Soldada 4 ....................................................................... 50
6. Inspeção de Componentes Soldados ....................................................... 53
6.1 Aplicação da Radiografia Industrial num Discharge Ring ........................... 53
7. Conclusões ..................................................................................... 57
7.1 Trabalhos Futuros ........................................................................ 58
Referências Bibliográficas ........................................................................ 59
Anexos ................................................................................................ 61

Inspeção de Juntas Soldadas
Bruno Domingues Pereira VI
Lista de Figuras
Figura 1 - Diagrama de Schaeffler ................................................................. 6
Figura 2 - Macrografia de junta soldada: 1 – ZMA; 2 – Linha de Fusão; 3 - ZTA; 4 - MB. ... 7
Figura 3 – Configuração de um ensaio de Radiografia Industrial ............................. 15
Figura 4 – Visualização, numa radiografia, de uma penetração incompleta do material de
adição ................................................................................................. 17
Figura 5 - Deteção de descontinuidades planares .............................................. 17
Figura 6 - Configuração simplificada de um ensaio por UT ................................... 18
Figura 7 - Fenómeno de difração de uma onda sonora ........................................ 19
Figura 8 – Controlo no salto na técnica angular de UT: percurso da onda sonora ......... 20
Figura 9 – Sonda de Phased Array ................................................................. 21
Figura 10 – Análise comparativa dos potenciais dos ensaios UT convencional e PAUT .... 21
Figura 11 - Etapas do ensaio por Líquidos Penetrantes ........................................ 22
Figura 12 –Chapas de aço AISI 316L, utilizadas para a primeira QPS. ....................... 29
Figura 13 – QPS 1: Esquema do chanfro de acordo com a EPSp. ............................. 29
Figura 14 – QPS 1: Chanfro em X assimétrico. .................................................. 30
Figura 15 - QPS 1: Resultado do ensaio por Líquidos Penetrantes. .......................... 30
Figura 16 – QPS 1: Resultado do ensaio de Radiografia Industrial. ........................... 30
Figura 17 – Macrografia da junta soldada elaborada na QPS 1. ............................... 32
Figura 18 – QPS 2: (A) Chapas de aço utilizadas; (B) Chanfro em X assimétrico. .......... 33
Figura 19 - QPS 2: Resultado do ensaio por Líquidos Penetrantes. .......................... 33
Figura 20 - QPS 2: Resultado do ensaio de Radiografia Industrial. ........................... 33
Figura 21 –Macrografia da junta soldada elaborada na QPS 2. ............................... 35
Figura 22 – QPS 3: (A) Chapas utilizadas; (B) Chanfro em V. ................................. 36
Figura 23 – QPS 3: Ciclo térmico exibido na EPSp. ............................................. 36
Figura 24 - QPS 3: Resultado do ensaio por Líquidos Penetrantes. .......................... 37
Figura 25 - QPS 3: Resultado do ensaio de Radiografia Industrial. ........................... 37
Figura 26 – Macrografia da junta soldada elaborada na QPS 3. ............................... 39
Figura 27 – QPS 4: (A) Chapas utilizadas; (B) Chanfro em X assimétrico. ................... 39
Figura 28 – Gás de proteção utilizado na QPS 4, presente na EPSp. ......................... 40
Figura 29 - QPS 4: Resultado do ensaio por Líquidos Penetrantes. .......................... 40
Figura 30 - QPS 4: Resultado do ensaio de Radiografia Industrial. ........................... 40

Inspeção de Juntas Soldadas
Bruno Domingues Pereira VII
Figura 31 – Macrografia da junta soldada elaborada na QPS 4. ............................... 42
Figura 32 - Previsão da microestrutura da ZMA da junta soldada 1. ......................... 46
Figura 33 – Microestrutura da ZMA da junta soldada 1. ....................................... 47
Figura 34 – Microestrutura do MB (aço AISI 316L) da junta soldada 1. ...................... 47
Figura 35 – Previsão da microestrutura da ZMA da junta soldada 2. ......................... 48
Figura 36 – Microestrutura da ZMA da junta soldada 2. ....................................... 48
Figura 37 – Microestrutura do MB (aço AISI 415) da junta soldada 2. ........................ 49
Figura 38 - Previsão da microestrutura da ZMA da junta soldada 3. ......................... 49
Figura 39 – Microestrutura da ZMA da junta soldada 3. ....................................... 50
Figura 40 – Microestruturas dos MB da junta soldada 3: (A) aço AISI 415; (B) aço AISI 304L.
......................................................................................................... 50
Figura 41 - Previsão da microestrutura da ZMA da junta soldada 4. ......................... 51
Figura 42 – Microestrutura da ZMA da junta soldada 4. ....................................... 52
Figura 43 – Microestruturas dos MB da junta soldada 4: (A) aço S355J2+N; (B) aço AISI 415.
......................................................................................................... 52
Figura 44 - Discharge Ring sujeito ao ensaio RT. ............................................... 53
Figura 45 - Secções do Discharge Ring radiografadas. ......................................... 54
Figura 46 - Equipamentos utilizados no ensaio RT: (1) Controlador; (2) Película
radiográfica; (3) Fonte de radiação.. ............................................................ 55
Figura 47 – Radiografia da secção 1. ............................................................. 56
Figura 48 – Radiografia da secção 2. ............................................................. 56
Figura 49 – Radiografia da secção 3. ............................................................. 56

Inspeção de Juntas Soldadas
Bruno Domingues Pereira VIII
Lista de Tabelas
Tabela I - Composição química (% mássica) do aço S355J2+N ................................ 24
Tabela II - Composição química (% mássica) do aço AISI 304L ................................ 24
Tabela III - Composição química (% mássica) do aço AISI 415................................. 25
Tabela IV - Composição química (% mássica) do aço AISI 316L ............................... 25
Tabela V - Composição química (% mássica) do elétrodo DW-309L .......................... 26
Tabela VI - Composição química (% mássica) do elétrodo DW-316L ......................... 26
Tabela VII - Composição química (% mássica) do elétrodo MX-A410NiMo ................... 26
Tabela VIII - Juntas soldadas alvo de QPS ....................................................... 28
Tabela IX - Ensaios para uma junta soldada, topo a topo, com penetração total ......... 28
Tabela X – QPS 1: Resultados do ensaio de tração ............................................. 31
Tabela XI – QPS 1: Resultados do ensaio de impacto Charpy, a 20ºC ........................ 31
Tabela XII – QPS 2: Resultados do ensaio de tração ............................................ 34
Tabela XIII – QPS 2: Resultados do ensaio de impacto Charpy, a 20ºC ...................... 34
Tabela XIV – QPS 3: Resultados do Ensaio de Tração ........................................... 37
Tabela XV – QPS 3: Resultados do ensaio de Impacto Charpy a 20ºC ........................ 38
Tabela XVI – QPS 4: Resultados do ensaio de Tração ........................................... 41
Tabela XVII – QPS 4: Resultados do ensaio de Impacto Charpy a -20ºC...................... 41
Tabela XVIII - Juntas soldadas sujeitas a análise microestrutural ........................... 44

Inspeção de Juntas Soldadas
Bruno Domingues Pereira IX
Lista de Nomenclaturas
AWS – American Welding Society
CATIM - Centro de Apoio Tecnológico à Indústria Metalomecânica
CE – Carbono Equivalente
ED – Ensaios Destrutivos
END - Ensaios Não Destrutivos
EPS – Especificação de Procedimentos de Soldadura
EPSp – Especificação de Procedimentos de Soldadura preliminar
FFD – Focal Film Distance
IQI – Indicador de Qualidade de Imagem
ITP - Inspection Test Plan
LP – Líquidos Penetrantes
MAG – Metal Active Gas
MB – Material de Base
MT – Ensaio por Partículas Magnéticas (Magnetic Particle Testing)
PAUT – Ensaio por Ultrassons Phased Array (Phased Array Ultrasonic Testing)
QPS – Qualificação de Procedimentos de Soldadura
RQPS – Relatório de Qualificação do Procedimento de Soldadura
RT – Radiografia Industrial (Radiographic Testing)
TAC – Transformação em Arrefecimento Contínuo
UT - Ensaio por Ultrassons (Ultrasonic Testing)
VT – Inspeção Visual (Visual Testing)
ZMA – Zona do Material de Adição
ZTA – Zona Termicamente Afetada

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 1
1. Introdução
Com o aumento constante das expectativas de desempenho de um determinado
componente soldado, inúmeros esforços têm sido desenvolvidos de modo a que estes
sejam produzidos com o menor número de descontinuidades, atingindo assim uma elevada
performance. Por essa razão, os riscos associados a suscetibilidades induzidas pela
utilização de parâmetros de soldadura inadequados, ausência de boas práticas de
soldadura, inexperiência do operador e outros fatores externos, como por exemplo, a
adsorção de humidade durante a etapa de soldadura, são tão elevados que um programa
de controlo de qualidade devidamente estruturado, formalmente designado Inspection
Test Plan (ITP), é fundamental para se avaliar e, sobretudo, assegurar a sanidade de um
componente soldado.
Como responsável por esta operação surge o Inspetor de Soldadura, encarregue de
acompanhar, analisar e avaliar os resultados obtidos nos ensaios destrutivos e não
destrutivos, desempenhando um papel determinante na aprovação de uma junta soldada.
Quando esta é aprovada, afirma-se que esta apresenta os níveis de qualidade e
funcionalidade adequados para o seu correto desempenho, ao longo do tempo de vida
estipulado. Esta afirmação considera que a produção da junta foi adequadamente
planeada para cumprir os requisitos de serviço durante o tempo de vida previsto, fabricada
com os materiais especificados e que estes cumprem os requisitos do projeto, e
manuseada, instalada e preservada de acordo os requisitos de fadiga, tensão e corrosão
preestabelecidos.
Evidentemente, em ambiente industrial, a produção de uma junta soldada perfeita
é extraordinariamente difícil, pois obrigaria ao controlo total dos fatores que afetam a
sua sanidade, o que resultaria num aumento significativo dos custos. No entanto, a
qualidade de um componente soldado pode ser garantida através do controlo de um único
fator, muitas vezes subvalorizado, que se designa por entrega térmica. Este reveste-se de
elevada importância uma vez que influencia a temperatura que a junta atinge durante a
soldadura assim como a velocidade de arrefecimento da mesma. Por outras palavras, a
entrega térmica desempenha um papel determinante na sanidade do componente
soldado, afetando a microestrutura do cordão de soldadura e, por consequência, as
propriedades mecânicas do mesmo.
Esta é a razão pela qual surgem a maioria dos problemas durante a inspeção de
componentes soldados, em grande parte das empresas do setor metalomecânico em
Portugal. Estas empresas possuem ferramentas, como por exemplo, o diagrama de
Schaeffler, que conseguem prever a microestrutura do cordão de soldadura. No entanto,
é frequente serem obtidos componentes soldados com propriedades mecânicas que não
se adequam à microestrutura prevista pelo diagrama de Schaeffler. Isto acontece quando
não se realiza um controlo adequado da entrega térmica, conduzindo a alterações da
microestrutura do cordão de soldadura e, consequentemente, das suas propriedades
mecânicas.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 2
Este foi o mote para o projeto proposto pela Tüv Austria Iberia, designado
“Inspeção de juntas soldadas”. Com este tema pretendia-se compreender a influência da
entrega térmica na microestrutura de várias juntas soldadas, através da comparação da
microestrutura prevista pelo diagrama de Schaeffler com a obtida na realidade,
conseguindo-se assim determinar se este fator estava a ser corretamente controlado. Além
disso, através da Qualificação de Procedimentos de Soldadura, foram avaliadas as
propriedades mecânicas e a sanidade dessas juntas soldadas. Para complementar esta
Dissertação e, simultaneamente permitir um contacto mais próximo com os ensaios não
destrutivos, ferramenta essencial para um Inspetor de Soldadura, foi realizada a inspeção
de um componente soldado de elevada complexidade do ponto de vista metalúrgico e
geométrico recorrendo ao ensaio de Radiografia Industrial (RT).
1.1 Principais Objetivos do Trabalho
O projeto desta Dissertação de Mestrado tinha como principal objetivo averiguar se
a entrega térmica tinha sido devidamente controlada durante a produção de quatro juntas
soldadas, através da análise microestrutural destas, comparando-as com a microestrutura
estipulada pelo diagrama de Schaeffler,
A seleção destas juntas em particular está relacionada com a dificuldade acrescida
na obtenção das propriedades mecânicas desejadas em juntas em aço inoxidável e,
sobretudo, quando se trata de juntas dissimilares. Além do mais, com a seleção destas
juntas era possível perceber se existiam limitações na aplicabilidade do diagrama de
Schaeffler tendo em conta os materiais utilizados.
Em segundo plano surgiu a possibilidade de acompanhar as Qualificações de
Procedimentos de Soldadura (QPS) destas juntas, conseguindo assim perceber se estas
apresentavam o conjunto de propriedades mecânicas necessárias para a aprovação dos
procedimentos de soldadura das mesmas.
Em último plano, mas equitativamente relevante, surgiu a aplicação do ensaio RT
a um componente soldado.
1.2 Apresentação da empresa - Tüv Austria Iberia
A Tüv Austria Iberia está inserida no grupo Austríaco Tüv Austria, com sede na
Áustria. Esta última empresa foi fundada durante a revolução industrial, mais
precisamente em 1872, como empresa de seguros e de inspeção de caldeiras, tendo
estabelecido, ao longo dos anos, relações estratégicas e diversos protocolos que
permitiram expandir o seu campo de operações. Atualmente, possui mais de 2000
funcionários, espalhados pelas mais de 25 filiais, distribuídas pelo continente europeu,
asiático e africano [1].
Situada em Leça do Balio, a Tüv Austria Iberia é uma empresa que se dedica à
prestação de serviços nas áreas de certificação, inspeção e ensaios. Possui, atualmente,
mais de 150 colaboradores, estando em constante crescimento e desenvolvimento, desde
a sua fundação em 2008. Como principais clientes, surgem as indústrias química,

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 3
petrolífera, alimentar, metalomecânica e hídrica, entre outras. Os seus profissionais
operam maioritariamente na Península Ibérica, estando as suas equipas técnicas
espalhadas pelos dois países. Pontualmente, são ainda realizados trabalhos noutros países
europeus.
1.3 Estrutura da Dissertação de Mestrado
Esta Dissertação de Mestrado foi devidamente desenvolvida e dividida em sete
capítulos. O primeiro capítulo consiste numa curta introdução ao tema proposto, expondo
os principais objetivos do trabalho. Além disso, é também feita uma breve introdução à
empresa. O segundo capítulo centra-se, na sua totalidade, numa revisão da literatura,
tendo sido desenvolvidas extensivamente todas as temáticas relevantes e fundamentais
para a conceção do trabalho prático. Este capítulo foi assim desenvolvido para se
conseguir compreender os principais aspetos associados ao tema. Foi, em primeiro lugar,
realizada uma abordagem à soldadura e aos principais conceitos relacionados com este
tópico, como por exemplo, a soldabilidade, a entrega térmica e as descontinuidades mais
relevantes. Em segundo lugar, foram abordadas temáticas pertinentes para a atividade de
um Inspetor de Soldadura, como a Especificação de Procedimentos de Soldadura, a
Qualificação do Procedimento de Soldura, os ensaios destrutivos e, por último, os ensaios
não destrutivos. No terceiro capítulo é apresentada a composição química dos materiais
de base e de adição, utilizados nas juntas soldadas em estudo. Já no quarto capítulo, são
apresentadas as qualificações de procedimentos de soldadura realizadas a essas juntas
soldadas. No quinto capítulo é exposta a análise microestrutural a cada junta soldada
assim como a comparação entre a microestrutura do cordão de soldadura e a prevista pelo
diagrama de Schaeffler. Já no sexto capítulo são apresentadas as inspeções realizadas aos
componentes soldados, expondo, em detalhe, todas as etapas de cada uma. Por último,
no sétimo capítulo são apresentadas as principais conclusões, obtidas ao longo dos últimos
três capítulos, sugestões de melhoria e propostas de trabalhos a realizar no futuro.
2. Revisão da Literatura
2.1 Soldadura
A soldadura carateriza-se por ser um processo de união permanente de materiais
através da criação de ligações físicas, aparentemente homogéneas, ao longo da extensão
de uma junta. Esta é vista como um processo metalúrgico complexo que envolve fusões e
solidificações consecutivas, ocorrendo várias reações ao longo do processo. Dependendo
da aplicação pretendida e do processo de soldadura utilizado, pode ser acrescentado um
material, denominado material de adição [2, 3].
Historicamente, a soldadura enquanto processo de união, tem vindo a ser utilizada
desde os tempos ancestrais. Porém, a maioria dos processos atualmente utilizados foram
desenvolvidos após a 2ª Guerra Mundial. Foi nesta época, marcada pela rápida evolução
industrial, que se verificou um desenvolvimento significativo devido à introdução da
soldadura por fusão. Com esta evolução, foi possível produzir componentes de grandes

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 4
dimensões e de geometrias complexas, garantindo a manutenção de um bom conjunto de
propriedades mecânicas.
Contudo, verificou-se que nem todos os materiais reagiam positivamente a esta
técnica de soldadura e, por essa razão, a soldadura continuou em constante evolução até
à atualidade. Durante este período, foram desenvolvidos novos processos de soldadura
assim como novos materiais, mais adequados à soldadura. Verificou-se igualmente que a
soldadura não está restringida apenas à união de materiais uma vez que pode ser
considerada uma técnica de reparação e recuperação de componentes [3].
Atualmente, a soldadura está presente nas mais variadas indústrias, desde a
fabricação de componentes à escala micrométrica até à produção de componentes de
elevadas dimensões ou que estão sujeitos a grandes esforços mecânicos, destacando-se a
flexibilidade e versatilidade dos processos.
2.2 Soldadura de materiais dissimilares
A soldadura de materiais dissimilares consiste na união de materiais com
composição e propriedades distintas, sendo frequentemente empregue na união de aços
inoxidáveis a outros tipos de aços. Apesar das dificuldades inerentes à união de diferentes
materiais, a junta soldada apresenta um conjunto de propriedades mecânicas que não
comprometem as exigências impostas pelas indústrias, permitindo assim uma redução de
custos uma vez que é possível recorrer a materiais de base mais baratos [4].
2.3 Material de adição
A seleção do material de adição é uma das etapas mais importantes que precede a
execução da soldadura. O material de adição, para além de satisfazer os requisitos em
termos de propriedades mecânicas e físicas, deverá apresentar uma composição química
compatível com a dos materiais de base. Na maioria dos casos, são várias as possibilidades
de escolha do material de adição; no entanto, existe apenas uma opção ideal para uma
aplicação específica [5].
Existem ainda outros fatores igualmente importantes que restringem a escolha do
material de adição, nomeadamente o processo de soldadura utilizado e a configuração da
junta. No primeiro caso, para cada processo de soldadura, existe um conjunto de materiais
de adição que podem ser utilizados em conformidade com a norma correspondente ao
processo. Relativamente à junta, há que ajustar o material de adição à sua configuração,
tendo em atenção que alguns materiais de adição apresentam fluidez superior à de outros.
Assim, por exemplo, no caso de se realizar soldadura na posição vertical ascendente,
utilizando um material com elevada fluidez, a segurança do soldador pode ser colocada
em risco, levando também à obtenção de penetração incompleta do metal.
Por último, tal como mencionado anteriormente, a composição química deste
material tem de ser compatível com a dos materiais de base de forma a obter-se a
microestrutura da junta soldada estipulada [6].

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 5
2.4 Diagrama de Schaeffler
É uma ferramenta que permite estimar a microestrutura da junta soldada a partir
da relação entre os elementos alfagéneos e gamagéneos dos materiais utilizados. Em
ambiente industrial, esta é uma ferramenta que se reveste de elevada importância uma
vez que permite determinar qual o material de adição que melhor se ajusta à obtenção
da microestrutura que garanta a boa qualidade metalúrgica.
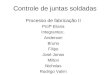
Para uma melhor compreensão deste diagrama, é apresentado na Figura 1 um
exemplo prático de aplicação do diagrama de Schaeffler, relativo à soldadura do aço ASTM
A508 ao aço ASTM A240 (Type 304L). Neste exemplo, são avaliadas duas alternativas para
o material de adição: os aços 310 e 309L. O objetivo é obter uma microestrutura com uma
fração de 5% de ferrite, a que corresponde a reta B devidamente assinalada a vermelho
no diagrama.
Com o objetivo de selecionar o material de adição mais adequado, foram traçadas
as coordenadas correspondentes ao crómio e níquel equivalentes dos quatro aços
envolvidos, e uniram-se os pontos correspondentes aos materiais de base (pontos 1 e 2),
daí resultando a reta A. Considerando uma diluição equitativa entre os materiais de base,
a microestrutura resultante corresponderá à do ponto médio da reta A (ponto 3).
Seguidamente, traçaram-se as retas que unem o ponto 3 aos pontos 4 e 5 relativos aos
materiais de adição. Atendendo a que o objetivo era obter uma microestrutura com uma
fração de 5% de ferrite, verifica-se que apenas o aço 309L é passível de ser utilizado como
material de adição uma vez que apenas a reta D, representativa da união dos pontos 3-5,
intersecta a reta B, referente à microestrutura com 5% de ferrite. Concluiu-se ainda que,
para se obter esta microestrutura, é necessário recorrer a uma diluição de 30% dos
materiais de base, ou seja, a relação entre a área dos materiais de base que sofrem fusão
e a área total da zona fundida deverá assumir o valor de 30% [4].
Apesar da facilidade e da pertinência do diagrama de Schaeffler, este não deve ser
utilizado no caso de aços com composições menos convencionais, nomeadamente quando
o teor de azoto é elevado, uma vez que este diagrama não toma em consideração a
influência deste elemento na microestrutura. Assim, surge o diagrama de DeLong (ver
Anexo 1) que contempla o efeito do azoto na estabilização da austenite, alargando o
conjunto de materiais que podem ser considerados na soldadura. Este diagrama pode ser
observado no Anexo 1 onde facilmente se verifica a contabilização do teor de azoto no
cálculo do níquel equivalente [4, 7].

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 6
Figura 1 - Diagrama de Schaeffler [4].
2.5 Zonas de uma Junta Soldada
O calor gerado pelos processos de soldadura por arco provoca alterações ao nível
da microestrutura do material, sendo que a severidade destas alterações está dependente
da quantidade de energia que é fornecida sob a forma de calor aos materiais de base assim
como a forma como ocorre a sua repartição. Estes dois últimos fatores dependem,
principalmente, da entrega térmica que é utilizada durante o processo de soldadura. Esta
é responsável pelo aquecimento dos materiais, levando à formação de quatro regiões
distintas numa dada secção da soldadura.
Na Figura 2 é passível de serem distinguidas estas regiões, através da análise
macrográfica de um corte transversal de uma junta soldada:
1. Zona do Material de Adição (ZMA);
2. Linha de fusão;
3. Zona Termicamente Afetada (ZTA);
4. Material de Base (MB).
1
2
C
A
B
D 3
4
5

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 7
Figura 2 - Macrografia de junta soldada: 1 – ZMA; 2 – Linha de Fusão; 3 - ZTA; 4 - MB.
A microestrutura de cada uma destas regiões está associada à composição química
dos materiais de base e de adição assim como ao processo, parâmetros e procedimento
de soldadura utilizados.
A ZMA corresponde à porção de material que sofre fusão completa uma vez que
está sujeita à temperatura máxima do processo. Para além disso, nesta zona ocorrem
reações entre o material de adição, o material de base e os gases de proteção.
A ZTA diz respeito à zona intermédia, situada entre a ZMA e o MB. Esta zona consiste
na porção de metal de base que sofreu transformações no estado sólido por ação da
energia térmica inerente a cada processo de soldadura, sendo induzidas alterações de
tamanho de grão e de propriedades mecânicas devido ao ciclo térmico a que esta zona
está sujeita.
O MB não sofre qualquer tipo de alteração estimulada termicamente, estando
localizada nas extremidades da junta [3, 8].
2.6 Soldabilidade
Compreender o conceito de soldabilidade é imprescindível para se garantir a
sanidade de uma junta soldada uma vez que determina a forma como um material se
comporta durante um processo de soldadura.
Uma vez que a soldadura é uma tecnologia em constante evolução, com o
desenvolvimento sucessivo de novos materiais face às exigências industriais, a
soldabilidade, ao longo dos anos, tem sido alvo de várias interpretações e definições.
Segundo uma das maiores organizações a nível da tecnologia de soldadura, a
American Welding Society (AWS), para se determinar a soldabilidade é necessário ter em
consideração diversos aspetos, tais como: planeamento, fabricação, aplicação e, em casos

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 8
particulares, reparação. Dessa forma, a AWS define a soldabilidade como sendo a
conjugação da capacidade de um dado material para ser soldado sob as condições de
fabrico impostas e a capacidade que um componente apresenta para desempenhar
adequadamente a sua função nas condições de serviço impostas [9].
Por outras palavras, o que a AWS pretende afirmar é que a soldabilidade resulta da
interseção e conjugação dos seguintes aspetos:
• Materiais utilizados;
• Processo, parâmetros e procedimento de soldadura;
• Desempenho na aplicação final.
Assim sendo, para se considerar que um componente é soldável, é necessário ter
em consideração os materiais utilizados para a produção do componente, o processo de
soldadura disponível mais adequado e a capacidade que esse componente tem para
cumprir a função para o qual foi projetado.
A avaliação da soldabilidade do ponto de vista dos materiais utilizados é
considerada o aspeto mais importante para se compreender a metalurgia da soldadura, e
surgiram ao longo dos anos diversas ferramentas que permitem determinar a sua
soldabilidade. Atualmente, considera-se que os diagramas TAC (Transformação em
Arrefecimento Contínuo) e o Carbono Equivalente (CE) são duas ferramentas
imprescindíveis para a sua avaliação.
Segundo esta última ferramenta, o CE, o teor em elementos de liga, para além do
teor em carbono, contribuiu para o aumento da temperabilidade dos aços, facilitando a
formação de fases frágeis. Assim, a determinação do CE de um dado material permite
auferir se este irá apresentar problemas após a soldadura.
Segundo a AWS, o seu valor é obtido através da seguinte fórmula [3]:
𝐶𝐸 = 𝐶 +
𝑀𝑛 + 𝑆𝑖
6+
𝑁𝑖 + 𝐶𝑢
15+
𝐶𝑟 + 𝑀𝑜 + 𝑉
5 (1)
Com base no CE de um aço, é possível perspetivar a formação de fases frágeis ou a
ocorrência de fissuração a frio na ZTA [3, 10].
2.7 Entrega Térmica
A entrega térmica é definida, num processo de soldadura por arco elétrico, como a
quantidade de energia, em Joules, por unidade de comprimento, em milímetros. O seu
valor depende da potência gerada pela fonte (W = U (diferença de potencial) * I
(intensidade de corrente)), da velocidade de avanço da tocha (v) e de uma constante (k)
que varia consoante o processo de soldadura utilizado. Em baixo é possível observar esta
fórmula [3]:

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 9
𝑄 =
𝑊
𝑣∗ 𝑘 =
𝑈 ∗ 𝐼
𝑣∗ 𝑘 (𝐽/𝑚𝑚) (2)
Este parâmetro reveste-se de elevada importância para a soldadura uma vez que
influencia a quantidade de calor que é fornecida aos materiais a unir assim como a taxa
de deposição do material de adição. Assim, quando se utiliza uma entrega térmica
elevada, promove-se o fornecimento de uma maior quantidade de calor e de material,
resultando na deposição de cordões num curto espaço de tempo; porém, o cordão de
soldadura fica suscetível a distorções, a alterações indesejáveis nas propriedades
mecânicas e pode levar à ocorrência de defeitos.
Por outro lado, um valor de entrega térmica baixo resulta numa taxa de deposição
igualmente baixa, sendo fornecida uma menor quantidade de calor. Assim consegue-se
controlar melhor o banho metálico, resultando numa melhor preservação das propriedades
mecânicas, evitando distorções e defeitos. Por sua vez, a produtividade, em termos de
deposição de cordões de soldadura, é inferior.
Desta forma, é fundamental utilizar-se uma entrega térmica ideal, tendo em conta
as caraterísticas da junta, de forma a atingir-se um equilíbrio entre a produtividade e a
sanidade final do componente [3].
Determinar esse valor ideal é fundamental para uma empresa do setor
metalomecânico pelas razões supracitadas, fazendo com que se recorra a uma grande
quantidade de recursos para a sua determinação. No entanto, à exceção dos primeiros
passes de soldadura, a entrega térmica ideal costuma ser apresentada segundo uma gama
de valores, permitindo assim que o soldador, de acordo com as caraterística da junta no
momento da soldadura, consiga priorizar a deposição de material, recorrendo a um valor
de entrega térmica próximo do limite superior do intervalo, ou privilegiar o controlo do
cordão e das caraterísticas metalúrgicas da junta, utilizando um valor próximo do limite
inferior do intervalo de entrega térmica.
2.8 Descontinuidades na junta soldada
Nenhum material de construção nem nenhuma estrutura de engenharia é isenta de
imperfeições. Assim, nas juntas soldadas, é comum observarem-se descontinuidades que
se definem como interrupções na estrutura do cordão de soldadura que, dependendo de
vários fatores, tais como sua localização, dimensões, etc., podem comprometer o correto
desempenho da peça soldada. Se for esse o caso, a descontinuidade passa a ser
denominada defeito, sendo obrigatório corrigi-lo ou eliminá-lo.
Dessa forma, é preciso fazer uma análise profunda das descontinuidades de uma
junta soldada, sendo a etapa de deteção e classificação realizada obrigatoriamente por
um técnico certificado para evitar erros na avaliação. Este é responsável pela
identificação, classificação e avaliação das descontinuidades com o objetivo de
determinar se estas podem ser prejudiciais ou não para o correto desempenho da peça.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 10
A função destes técnicos é muito importante porque uma incorreta avaliação tem
como consequência a execução de reparações que seriam desnecessárias já que a
integridade da peça não estava em risco, tendo como consequência o aumento dos custos
de produção devido ao aumento do tempo despendido na correção. Pode também ocorrer
a situação oposta e não serem efetuadas correções de descontinuidades que eram
prejudiciais para o correto desempenho da peça, tendo como consequência falhas graves
e precoces em serviço [11].
2.8.1 Classificação das descontinuidades
Apesar da soldadura permitir a obtenção de juntas soldadas de elevada qualidade
através da correta utilização dos parâmetros de soldadura, de se recorrer a boas práticas
de soldadura e de se terem selecionado os materiais mais adequados, são vulgarmente
encontradas descontinuidades, tais como [12]:
• Contaminação por oxigénio e azoto
Se o gás de proteção não for completamente inerte ou adequadamente protetor, o
oxigénio e o azoto da atmosfera podem ser absorvidos pelo material do cordão de
soldadura. Como consequência, os óxidos e nitretos formados podem reduzir a
resistência mecânica do cordão de soldadura.
• Fissuração a frio
Esta descontinuidade é normalmente associada a três fatores: presença de
martensite, dissolução de hidrogénio e tensões internas.
A formação da martensite é determinada pela temperabilidade do aço, sendo que,
além do carbono, alguns elementos de liga aumentam a temperabilidade,
facilitando assim a formação desta fase frágil. A formação desta fase é prejudicial
para a junta uma vez que a transformação martensítica é assistida por deformação
e, em alguns casos, introduz tensões internas suficientes para iniciar uma fissura.
O hidrogénio resulta da decomposição da água proveniente de várias fontes como
o ar atmosférico ou o gás de proteção ou até mesmo da humidade adsorvida à
superfície dos materiais utilizados. Ao longo do processo de soldadura, este
elemento difunde-se intersticialmente, sob a forma atómica, pela rede cristalina
do metal. Atendendo a que a solubilidade do hidrogénio na rede cristalina é muito
inferior à observada no metal líquido, assiste-se à recombinação do hidrogénio sob
a forma molecular, sendo geradas tensões internas elevadas.
Esta é a descontinuidade mais crítica uma vez que apenas se consegue identificar
a presença de fissuras num período superior a quarenta e oito horas após a produção
da junta.
• Fusão incompleta (Colagem)
Uma diminuição da corrente utilizada no processo de soldadura pode originar uma
deficiente fusão do material de base, particularmente na zona de ligação (linha de
fusão).

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 11
• Penetração incompleta
Tal como a própria designação indica, este tipo de descontinuidade ocorre quando
o material de adição não consegue penetrar a totalidade da espessura da junta,
originando sulcos no seu interior. Esta é frequentemente visível na raiz da
soldadura.
• Porosidade
Esta descontinuidade consiste na formação de uma cavidade resultante do
aprisionamento de gases durante a solidificação do cordão de soldadura. A sua
dimensão é variável e pode conter diversos gases como o oxigénio, azoto,
hidrogénio ou até mesmo gás de proteção.
• Fissuração a quente do cordão de soldadura
A suscetibilidade de um dado material à fissuração a quente está associada à
composição química dos materiais utilizados, à sua microestrutura e,
eventualmente, à presença de tensões internas. Devido a estes fatores, esta
descontinuidade ocorre durante a solidificação do cordão, devido à formação de
microconstituintes eutéticos, de baixo ponto de fusão, como, por exemplo, o
sulfureto e o fosforeto de ferro. Assim, caso as tensões internas resultantes da
soldadura sejam superiores à resistência mecânica desses compostos, assistir-se-á
à formação de fissuras.
2.9 Especificação de Procedimentos de Soldadura
Preliminar
Para a execução de um procedimento de soldadura, é necessário elaborar,
previamente, uma Especificação de Procedimentos de Soldadura preliminar (EPSp). Este
documento, tal como o próprio nome indica, antecede a Especificação de Procedimentos
de Soldadura (EPS), diferenciando-se desta última uma vez que não foi sujeita a ensaios
destrutivos e não destrutivos, i.e., a uma Qualificação de Procedimentos de Soldadura
(QPS), não estando assim validada.
Na EPSp estão contidas todas as diretrizes para a execução da soldadura como, por
exemplo, os materiais utilizados, o processo e os parâmetros de soldadura, a conceção da
junta, a preparação da junta, temperatura interpasse, etc. Na norma EN ISO 15609-1 são
apresentadas todas as informações que devem estar presentes numa EPSp.
De forma a validar este documento, é preciso produzir um corpo de prova, com
base nas informações presentes na EPSp, que será alvo de uma QPS. Caso se obtenha um
resultado satisfatório na QPS, a EPSp dá origem à EPS que será fornecida aos soldadores.
Caso contrário, é necessário elaborar uma nova EPSp e realizar, novamente, a QPS.
É necessário atentar que estas informações são exclusivas a um processo de
soldadura por arco, sendo necessário recorrer a outras normas para outros processos de
soldadura, tais como a EN ISO 15609-2 para a soldadura por gás.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 12
2.10 Especificação de Procedimentos de Soldadura
A Especificação de Procedimentos de Soldadura (EPS) consiste na versão final e
aprovada da EPSp, devidamente qualificada e corrigida, contendo todas as informações
necessárias para a produção de uma junta soldada. Este documento é imprescindível para
um soldador uma vez que contém as instruções necessárias para a produção do
componente. Além disto, a EPS é fundamental para se garantir a repetibilidade do
procedimento de soldadura [13].
2.11 Qualificação de Procedimentos de Soldadura
A Qualificação de Procedimentos de Soldadura (QPS) tem como objetivo assegurar
que os materiais e os procedimentos utilizados para a produção de componentes soldados
estão em conformidade com os códigos de soldadura e que estes componentes apresentam
um conjunto de propriedades mecânicas adequadas à sua aplicação final. A QPS é também
essencial para a qualificação da EPSp.
Existem normas, como a EN ISO 15614-1, aplicada a um processo de soldadura por
arco, que estabelecem os ensaios destrutivos e não destrutivos que devem ser utilizados
para a avaliação de uma junta soldada, sendo elaborado, na etapa final da QPS, o Relatório
de Qualificação do Procedimento de Soldadura (RQPS) [14].
2.11.1 Ensaios Destrutivos
Os ensaios destrutivos são realizados sobre provetes produzidos em conformidade
com a norma associada ao procedimento de soldadura. Estes testes são conduzidos com o
objetivo de qualificar o procedimento de soldadura e o soldador e, eventualmente,
realizar o controlo de qualidade dos materiais, recorrendo a ensaios químicos,
metalográficos, mecânicos ou uma combinação dos anteriores [8].
Idealmente, realizar estes testes na peça seria a melhor forma de garantir a
qualidade da junta soldada; porém, uma vez que a capacidade de uma peça realizar a sua
função é destruída com a realização destes ensaios, o custo e a dificuldade de realizar
uma cópia da peça, torna esta situação impraticável e, por isso, é desejável que os
provetes sejam produzidos com o maior rigor possível de modo a estabelecer uma relação
com a peça.
Tal como referido anteriormente, é necessário realizar a qualificação do
procedimento de soldadura e, por isso, é fundamental que se consiga compreender os
resultados obtidos nos ensaios. Neste caso, um responsável pelas EPS e QPS, com formação
em Engenharia Metalúrgica/Materiais ou de Soldadura, terá, à partida, competências
acrescidas para interpretar corretamente os resultados dos ensaios destrutivos [15].
Este tipo de ensaios, para além de provocarem a destruição da peça, apenas
fornecem resultados relativos a uma determinada zona da peça, não refletindo também a
qualidade de todas as peças de um lote [16].

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 13
2.11.1.1 Ensaio de Tração
O ensaio de tração consiste em deformar um provete, de secção retangular ou
circular, utilizando uma força de tração até à sua rotura, permitindo determinar a
resistência mecânica de um dado material. Este ensaio é essencial para a qualificação do
soldador e do procedimento de soldadura [8].
O provete utilizado apresenta dimensões normalizadas, sendo tracionado
lentamente numa máquina de tração. A carga à qual o material está sujeito é controlada
através de células de carga e a deformação através de extensómetros calibrados colocados
sobre os provetes. Durante o ensaio, o provete é fixado por amarras, garantindo a correta
direção de aplicação de carga, sendo registada a deformação e a tensão utilizando um
software para esse fim. É assim possível obter-se um gráfico que relaciona estas duas
variáveis, permitindo a determinação de várias propriedades: tensão de cedência (Rp0,2),
tensão de rotura (Rm) e módulo de young [8, 17, 18].
2.11.1.2 Ensaio de Dobragem
Este ensaio consiste em submeter um provete, de secção retangular, a uma
deformação plástica por efeito de dobragem, sem alteração do sentido de aplicação da
força até ser atingido o ângulo de dobragem especificado, com o objetivo de avaliar a
ductilidade de um determinado material. Permite fazer a qualificação do soldador e do
procedimento de soldadura [8, 19].
Para a análise de juntas soldadas, do tipo topo a topo, são geralmente realizados
ensaios de dobragem longitudinais de forma a deformar equitativa e simultaneamente o
material de base, a ZTA e a ZMA, tal como indicado na norma NP EN 910 [8]. O provete
fica apoiado em dois suportes cilíndricos paralelos; o cordão de soldadura deve ficar no
centro da distância entre esses apoios. Seguidamente, o provete é dobrado através da
aplicação, de um modo contínuo e gradual, e nessa zona central (correspondente ao eixo
de soldadura), de uma carga perpendicular em relação à superfície do provete. O ensaio
dá-se como concluído quando se atinge o ângulo de dobragem indicado na norma,
analisando-se de seguida as superfícies laterais e exteriores do provete quanto à presença
de defeitos [19].
2.11.1.3 Ensaio de Choque (Ensaio Charpy)
Este ensaio consiste na fratura de um provete entalhado, através da aplicação de
um único golpe por um martelo-pêndulo, com a finalidade de se determinar a energia
absorvida [20]. Esta propriedade é determinada através do ângulo que o pêndulo faz no
retorno, após a fratura do provete. Os principais objetivos deste ensaio são a realização
do controlo de qualidade e a certificação dos aços fornecidos [18]. Este pode ser realizado
a várias gamas de temperaturas através do aquecimento ou arrefecimento prévio do
provete, sendo realizado o controlo da temperatura do mesmo no decorrer do ensaio.
O provete é maquinado de forma a conferir-lhe as dimensões normalizadas bem
como um entalhe com uma geometria específica (em V ou em U). Esta etapa deve ser
cuidadosamente realizada de forma a evitar alterações das propriedades mecânicas do

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 14
provete. Para a correta realização do ensaio, o provete é colocado na máquina, ficando o
entalhe centrado entre dois suportes. De acrescentar que o embate entre o martelo-
pêndulo e o provete ocorre na face oposta à do entalhe. Seguidamente, solta-se o martelo-
pêndulo de uma altura pré-definida. A altura que o pêndulo alcança após o embate com
o provete permite o cálculo da energia absorvida.
Após o ensaio, pode ainda ser realizada uma inspeção visual da superfície de fratura
de forma a caracterizar o respetivo tipo (frágil ou dúctil) [8, 20, 21].
2.11.1.4 Ensaio de Dureza
Este ensaio consiste em pressionar um corpo duro, denominado penetrador ou
indentador, contra a superfície do material, com uma força previamente estabelecida, de
forma a determinar a resistência do material à penetração. O valor de dureza é
determinado através de uma fórmula matemática que varia consoante o indentador
utilizado.
O material, a geometria e o tamanho do indentador variam consoante o método de
ensaio de dureza e a gama de durezas pretendido, existindo normas para cada método
que não só definem o penetrador a ser utilizado, mas também o procedimento a seguir
para a correta execução do ensaio. Para a obtenção de um perfil de durezas de uma junta
soldada, utiliza-se o ensaio de dureza Vickers uma vez que este produz indentações com
dimensões muito reduzidas, fundamentais para a identificação de alterações de
propriedades nas diferentes regiões da junta soldada [8, 18].
2.12 Inspeção de Juntas Soldadas
A inspeção consiste na realização de um controlo de qualidade que engloba várias
etapas, desde a fabricação de um componente soldado até ao seu fim de vida. Desse
modo, este termo descreve as operações que são utilizadas não só durante a produção de
uma peça, mas também enquanto esta permanecer em serviço. Apesar dos tipos de
descontinuidades variarem com a progressão das etapas, os princípios básicos que
conduzem a inspeção são os mesmos. Desta forma, existe um conjunto de ensaios que
podem ser utilizados para a inspeção de uma junta soldada; são denominados não
destrutivos e têm como principal objetivo identificar as descontinuidades presentes na
junta soldada [8, 22].
2.12.1 Ensaios Não Destrutivos
Assim como o nome implica, estes ensaios permitem a deteção de descontinuidades
em componentes, sem provocar danos ou comprometer a sua capacidade em desempenhar
a função desejada [15]. São essenciais para a inspeção de componentes uma vez que
permitem a deteção de descontinuidades no seu interior. As inspeções realizadas logo
após o componente ter sido produzido possibilitam, na maioria das vezes, a análise em
toda a sua extensão, conseguindo-se realizar inspeções mais completas. Contudo, quando
este já se encontra em serviço, normalmente existem restrições de acesso a todas as
superfícies do componente que tornam a inspeção mais limitada. Existem inúmeros

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 15
Ensaios Não Destrutivos (END); no entanto, apenas serão mencionados os mais utilizados
na inspeção de juntas soldadas de aços, após produção ou em serviço [16, 23].
2.12.1.1 Inspeção Visual
A inspeção visual é o mais simples e mais utilizado método de inspeção, sendo
normalmente o primeiro ensaio a ser realizado. Apesar da simplicidade, a inspeção visual
constitui uma importante parte do controlo de qualidade sendo que, segundo certas
normas, é o único ensaio mandatório, sendo exigido que todos os componentes soldados
sejam, em primeiro lugar, analisados por inspeção visual e, posteriormente, inspecionados
pelos restantes END.
Este método é o mais utilizado uma vez que, além de ser expedito, não é necessário
qualquer equipamento especial, sendo apenas necessário uma boa visão do inspetor e
algumas ferramentas simples [15].
Contudo, apesar das inúmeras vantagens, este requer um inspetor com alguma
experiência e com bastante conhecimento não só da função da peça, mas também dos
materiais utilizados, processos de soldadura, especificações relativas à geometria da peça
e, possivelmente, certas qualificações exigidas para a execução do ensaio visual.
Relativamente aos equipamentos utilizados, os mais comuns são: escantilhões de
soldadura, réguas para o controlo dimensional da junta, lanternas, lupas, boroscópios,
espelhos para se conseguir ter acesso a áreas mais restritas e, por último, sistemas de
examinação flexíveis com câmara de filmar de modo a que o inspetor consiga visualizar
remotamente áreas não acessíveis com boroscópios rígidos [15, 24].
2.12.1.2 Radiografia industrial
O ensaio RT utiliza radiação para penetrar a junta soldada, revelando informações
sobre as condições internas da peça. Esta técnica de END envolve exposições radioativas
que gravam uma imagem permanente numa película radiográfica. A configuração de um
ensaio de radiografia pode ser observada na Figura 3.
Figura 3 – Configuração de um ensaio de Radiografia Industrial [8].

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 16
O método de radiografia com filme pode ser dividido em duas etapas: realização da
radiografia e interpretação da radiografia. Para satisfazer estas duas etapas, são
necessários vários componentes, tais como: fonte de radiação, marcadores de
identificação de soldadura, filme fotográfico apoiado por suportes, técnico certificado
para a realização do ensaio, meios químicos para o processamento do filme e, por último,
um inspetor capaz de interpretar as radiografias e avaliar os resultados.
Relativamente às fontes de radiação, as mais comuns são os equipamentos de raio
X e os isótopos radioativos que emitem a radiação gama. O primeiro tipo é produzido por
equipamentos que variam desde portáteis e de baixa energia, capazes de radiografar
objetos finos, até máquinas equipadas com aceleradores de partículas, conseguindo assim
analisar soldaduras de elevada espessura. Já a radiação gama é frequentemente emitida
por isótopos como o Cobalto 60, o Irídio 192 e o Selénio 75, sendo que o primeiro é capaz
de penetrar juntas com espessuras de aproximadamente 125 mm, o Irídio está limitado a
espessuras de apenas 75 mm e o terceiro é adequado para espessuras inferiores a 10 mm.
Atualmente, apenas se recorre à radiação gama em situações particulares uma vez que o
contacto com isótopos radioativos pode colocar em risco a saúde do técnico que realiza o
ensaio, exigindo medidas de segurança bastante restritas e rigorosas [24].
O inspetor tem de reconhecer que todas as fontes emitem diferentes níveis de
radiação e que, apesar de uma potência elevada ser capaz de penetrar peças mais
complexas, a sensibilidade de deteção de descontinuidades diminui. Desse modo, tem de
haver um equilíbrio, com o intuito de detetar todas as descontinuidades e, ao mesmo
tempo, analisar toda a espessura da peça.
A obtenção de resultados pelo ensaio RT depende da absorção diferencial de
radiação pelo volume da peça, existindo dois fatores-chave que determinam o valor da
absorção diferencial: a massividade da peça e o poder de penetração (energia emitida) da
fonte de radiação. O primeiro fator varia consoante a densidade, composição e espessura
da peça, ao passo que o poder de penetração está dependente do equipamento de raio-X
e da sua configuração, ou da intensidade e nível de energia caraterística do isótopo
selecionado, no caso da radiografia com radiação gama. A conjugação destes dois fatores
resulta numa diferença de absorção que se traduz numa variação de tonalidade de cor
(escura e clara) no filme.
Outro elemento importante mencionado é o filme. Este consiste numa tira muito
fina e flexível de base polimérica revestida por uma emulsão de cristais de brometo de
prata, sensível à radiação [15]. O tamanho de grão dos cristais de brometo de prata
determina a sensibilidade do filme e a velocidade da sua revelação. Após a obtenção do
filme, é necessário recorrer a um processo químico de revelação de forma a converter a
imagem produzida na emulsão numa imagem permanentemente visível.
A interpretação da imagem produzida consiste em analisar a variação da tonalidade
entre as zonas mais escuras (facilmente penetradas pela radiação devido à menor
espessura e presença de descontinuidades) e as zonas mais claras (menor penetração da
radiação devido a espessuras superiores). Esta é realizada num local escuro, colocando a

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 17
radiografia à frente de uma luz forte de forma a facilitar e evitar erros de interpretação.
Na Figura 4 é exibida uma radiografia realizada a uma junta soldada, sendo visível a
presença de uma penetração incompleta (entre as setas).
Figura 4 – Visualização, numa radiografia, de uma penetração incompleta do material de
adição [8].
Tal como os outros ensaios não destrutivos têm as suas vantagens e desvantagens,
o ensaio RT não é exceção. Uma limitação importante deste ensaio está associada à
necessidade de alinhamento do feixe de radiação com a descontinuidade de modo a que
esta seja detetada. Esta limitação não é crítica quando o objetivo é detetar
descontinuidades, tais como porosidades ou impurezas, uma vez que estas são
normalmente circulares e facilmente detetadas em qualquer direção. No entanto,
descontinuidades planares, como fissuras ou fusão incompleta, podem não ser detetadas
se não estiverem alinhadas corretamente com o feixe de radiação [24]. Na Figura 5 está
esquematizada a limitação da radiografia industrial. Nesta figura identificam-se três
descontinuidades no componente; porém, apenas a descontinuidade B é visível na
radiografia uma vez que é a única que está alinhada com o feixe de radiação.
Figura 5 - Deteção de descontinuidades planares [24].

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 18
Para contornar esta limitação realizam-se várias radiografias, segundo diferentes
direções e posições da fonte de radiação, garantindo assim a deteção de todas as
descontinuidades no interior de um componente, independentemente da sua localização.
Contudo, é importante não esquecer que este ensaio segue determinadas normas, com
procedimentos a cumprir, como é o caso da norma ISO 17636-1 - Non-destructive testing
of welds — Radiographic testing — Part 1: X- and gamma-ray techniques with film. Esta
restringe a configuração e posicionamento da fonte de radiação de acordo com o tipo de
junta a analisar. Dessa forma, qualquer alteração não estipulada da direção ou posição do
feixe tem de ser aceite pelas duas partes contratantes e devidamente justificada [25].
Apresenta ainda outras desvantagens como a necessidade de aplicação de medidas
de segurança, devido ao contacto com radiação, custo elevado dos equipamentos, licenças
para a execução do ensaio e formação em segurança. Além disso, o tempo até à obtenção
dos resultados é, comparativamente a outros END, bastante superior.
Este ensaio não apresenta restrições em termos de material; é capaz de detetar
descontinuidades superficiais ou interiores e a imagem radiográfica final funciona como
registo permanente, permitindo a criação de um mapa com a orientação e localização
exata do defeito, auxiliando o soldador na etapa de remoção do mesmo [24, 26].
2.12.1.3 Ensaio por Ultrassons Convencional
Este END é capaz de detetar e caraterizar descontinuidades internas e superficiais,
podendo também determinar espessuras.
O Ensaio por Ultrassons (UT) utiliza ondas sonoras de alta frequência emitidas por
transdutores, direcionadas para o material em análise de forma a detetar
descontinuidades. Estas ondas consistem em vibrações mecânicas cuja amplitude de
vibração impõe tensões inferiores ao limite elástico dos materiais a serem inspecionados,
evitando assim deformações permanentes das peças [27]. No ensaio por ultrassons
convencional, são utilizadas frequências compreendidas entre 1 e 25 MHz, bastante
superiores à gama audível pelo ser humano (20 Hz a 20 kHz) [24]. Um esquema da
configuração simplificada de um ensaio por ultrassons é exibido na Figura 6.
Figura 6 - Configuração simplificada de um ensaio por UT [24].

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 19
O comportamento de uma onda ultrassónica obedece a uma equação de onda. Esta
viaja a uma velocidade caraterística de acordo com o meio que atravessa; a velocidade
num determinado meio depende das propriedades do mesmo e do movimento vibratório
da onda. Este feixe ultrassónico reflete nas superfícies, é refratado quando interseta uma
interface entre materiais de diferentes densidades, que apresentam velocidades de
propagação de som distintas, e é difratado quando interseta cantos ou objetos circulares
[15]. Este último fenómeno encontra-se esquematizado na Figura 7.
Figura 7 - Fenómeno de difração de uma onda sonora [24].
A absorção e a dispersão de um feixe ultrassónico são dois fatores essenciais para
a compreensão do enfraquecimento da onda sonora, que se combinam e originam a
atenuação. O primeiro fator resulta da conversão de energia sonora em calor e limita a
energia transmitida, absorvendo o eco de uma descontinuidade. Já a dispersão resulta da
heterogeneidade do material e traduz-se numa mudança da impedância acústica devido a
diferentes densidades ou velocidades de propagação do som. Estes fatores revestem-se de
elevada importância na inspeção de aços pelo método de UT, particularmente quando é
utilizada uma elevada entrega térmica (promove o crescimento dos grãos).
Se o aço em análise sofrer uma transformação de fase durante o aquecimento, estes
fatores não são críticos uma vez que há formação de novos grãos equiaxiais de pequenas
dimensões. No entanto, na eventualidade de não ocorrer transformação de fase, assiste-
se ao crescimento do tamanho de grão, potenciando a anisotropia elástica. Assim, os grãos
adquirem uma orientação aleatória, com propriedades elásticas diferentes consoante a
direção, traduzindo-se em velocidades de som distintas. Esta variação de comportamento
elástico dos grãos grosseiros leva a que estes funcionem como dispersores da onda,
resultando num aumento da atenuação do sinal e da distorção da trajetória da onda. Como
consequência, a interpretação das dimensões e localização das descontinuidades torna-se
praticamente impossível e geram-se inúmeros ecos, com tempos de chegada diferentes,
denominados “relva”, perdendo-se assim os ecos de interesse [16, 28].
A fim de atenuar estes fatores, recorre-se atualmente a ondas de baixas
frequências, ou seja, de elevados comprimentos de onda, ou então, realiza-se o ensaio
UT longitudinalmente; porém, as descontinuidades de menor dimensão não serão
detetadas pelo transdutor. Apesar destas possíveis soluções, ainda não existe uma que

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 20
seja mais adequada para contornar este problema e, por isso, recorre-se a outros END
[16].
Idealmente, é desejável que a onda sonora impacte a descontinuidade a um ângulo
de 90º de modo a que a onda seja refletida na totalidade para o recetor. Contudo,
normalmente as descontinuidades são perpendiculares à superfície da junta e, por isso,
uma onda longitudinal apenas consegue detetar porosidades. Dessa forma, para a análise
de juntas soldadas, é comum recorrer-se à técnica angular de UT que utiliza ondas
transversais para a identificação de descontinuidades. Na Figura 8 é ilustrado o percurso
de uma onda transversal. Neste caso é visualizada uma vertente do método UT com ondas
transversais, assistindo-se à sua reflecção na parede oposta à de emissão do sinal,
realizando o salto. Esta designa-se por controle no salto e permite detetar
descontinuidades com diferentes orientações.
Figura 8 – Controlo no salto na técnica angular de UT: percurso da onda sonora [16].
Contudo, quando se realiza a inspeção de juntas complexas ou se pretende analisar
a raiz de soldadura, a análise das ondas sonoras torna-se mais difícil uma vez que a
interface cordão de soldadura/ZTA reflete o som da mesma forma que as
descontinuidades, dando origem a falsos positivos. Por essa razão, a escolha do ângulo de
incidência é fundamental para assegurar que a onda sonora é refletida para o interior do
cordão de soldadura.
De forma a auxiliar os inspetores na escolha dos ângulos de incidência a serem
utilizados, existem normas que especificam os ângulos para um determinado material,
com uma determinada espessura e configuração de união, como é o caso da norma ISO
17640 - Non-destructive testing of welds — Ultrasonic testing — Techniques, testing
levels, and assessment [24].
Relativamente às suas vantagens, este ensaio apresenta uma excelente precisão em
termos da caraterização da descontinuidade e fornece informações quase instantâneas
sobre a sua presença. Também, comparativamente a outros END, o ensaio UT permite,
devido à sua elevada sensibilidade, a deteção de descontinuidades de dimensões
reduzidas. Em contrapartida, é uma técnica que requer técnicos muito experientes e
apresenta aplicabilidade limitada em peças de espessura muito baixa ou com superfícies
irregulares ou complexas. Além disso, apresenta dificuldades na análise de materiais com
grãos grosseiros e requer um acoplador para a transferência eficaz da onda sonora do
equipamento para a peça [24, 29].

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 21
2.12.1.4 Ensaio por Ultrassons Phased Array
Esta é uma tecnologia recente que funciona através de uma configuração específica
da técnica de ultrassons na qual um transdutor possui uma quantidade definida de
elementos (entre 16 a 256), pulsados sequencialmente. O transdutor é apoiado num calce,
com um ângulo definido, de forma a determinar o ângulo de reflexão da onda. Na Figura
9 é ilustrado um ensaio por Phased Array Linear, sendo a análise da peça realizada da
esquerda para a direita, de forma sequencial [30].
Figura 9 – Sonda de Phased Array [31].
Este ensaio surgiu devido à necessidade crescente nos últimos anos de reduzir o
tempo despendido na inspeção por UT, aliado a uma maior deteção das descontinuidades.
A relevância da sua utilização advém da capacidade de utilizar os múltiplos elementos
para direcionar e focar os feixes, utilizando um único transdutor. A capacidade de
direcionar o feixe pode ser usada para mapear componentes. Além disso, a possibilidade
de analisar várias áreas da peça, sem mover o equipamento, torna o ensaio por Ultrassons
Phased Array (PAUT) vantajoso em situações de acesso limitado à peça. Isto traduz-se
num aumento da capacidade de deteção de descontinuidades uma vez que consegue
analisar a peça em duas direções em simultâneo, cobrindo uma maior área, enquanto que
o UT convencional apenas analisa numa direção, sendo assim necessário realizar múltiplos
ensaios (Figura 10).
Apesar destas vantagens, em virtude de ser uma adaptação recente dos ensaios por
ultrassons, ainda apresenta um custo elevado e obriga a novas formações para os
inspetores [32].
Figura 10 – Análise comparativa dos potenciais dos ensaios UT convencional e PAUT [32].

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 22
2.12.1.5 Ensaio por Líquidos Penetrantes
O ensaio por Líquidos Penetrantes (LP) permite detetar e localizar descontinuidades
superficiais desde que a superfície da peça esteja limpa e acessível [24]. Por essa razão,
é obrigatório realizar uma limpeza da peça, nomeadamente quando a peça possui um
revestimento superficial, com o objetivo de assegurar que o líquido penetrante entra na
descontinuidade e não perde a capacidade de a identificar devido a uma possível reação
com um composto presente no interior da descontinuidade [15].
A tinta líquida penetrante apresenta uma elevada capilaridade e, quando aplicada
sobre a superfície limpa, invade as descontinuidades por ação capilar. Após um período
de estágio, que tem como função assegurar que a tinta penetra nas descontinuidades
superficiais na sua totalidade, o líquido penetrante em excesso é removido da superfície.
Posteriormente, aplica-se um revelador, que consiste num produto absorvente, de forma
a evidenciar as indicações dadas pelo líquido penetrante, assinalando assim a localização
de descontinuidades. No final, recorre-se a uma fotografia para registar as indicações
produzidas pelo ensaio. A sequência de execução deste ensaio é exibida na Figura 11 [33].
Figura 11 - Etapas do ensaio por Líquidos Penetrantes [24].
Existem duas tintas distintas que podem ser usadas como penetrantes. A primeira,
tinta visível, possui uma cor vermelha para contrastar com o revelador branco, utilizando-
se uma luz branca para visualizar a presença das descontinuidades. Existe também uma
tinta fluorescente, facilmente visível quando exposta a luz ultravioleta. Esta apresenta
uma cor verde amarelada, sobre um fundo negro, recorrendo à utilização de luz
ultravioleta.
Atualmente, o penetrante fluorescente é mais utilizado do que o penetrante visível
uma vez que se consegue identificar mais rapidamente e com maior precisão a localização
da descontinuidade devido à elevada sensibilidade da tinta fluorescente à luz ultravioleta
[15].
Relativamente às suas vantagens, esta técnica pode ser utilizada em materiais
magnéticos e sobretudo em materiais paramagnéticos, como os aços inoxidáveis, em que
o ensaio por Partículas Magnéticas não pode ser utilizado. Além disso, é relativamente
simples, barata e os técnicos facilmente aprendem a realizar o ensaio de forma adequada.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 23
Por último, pode ser utilizada sobre todos os tipos de materiais desde que estes não sejam
porosos [15].
Em contrapartida, os penetrantes podem conter algum composto que prejudica não
só o cordão de soldadura como também os materiais de base, afetando o tempo de vida
do componente. Dificilmente consegue-se remover por completo o penetrante do interior
da descontinuidade e, por essa razão, caso este seja corrosivo para o material ou não seja
compatível com a aplicação final, é recomendado evitar a utilização desta técnica.
É preciso também assegurar que o examinador cumpra um procedimento pré-
estabelecido e seja capaz de identificar corretamente a presença das descontinuidades
após a realização do ensaio [24].
2.12.1.6 Ensaio por Partículas Magnéticas
O Ensaio por Partículas Magnéticas (MT), vulgarmente conhecido por
Magnetoscopia, é um ensaio não destrutivo utilizado para detetar descontinuidades
superficiais e subsuperficiais em materiais ferromagnéticos.
Para se proceder à execução do ensaio, em primeiro lugar, é necessário realizar a
magnetização do componente, através da passagem de corrente elétrica ou, através da
utilização de ímanes ou eletroímanes. É importante referir que a magnetização total do
componente a inspecionar não é obrigatória, podendo ser efetuada por secções.
Em segundo lugar, procede-se à aplicação das partículas magnéticas, que consistem
em partículas finas de óxido de ferro, sobre a superfície do componente a inspecionar. A
aplicação destas partículas pode ser realizada por via seca ou por via húmida, de acordo
com o tipo de descontinuidades que se pretende detetar. A acumulação das partículas
magnéticas num determinado local do componente revela a existência de uma
descontinuidade. Se esta for superficial, a acumulação das partículas magnéticas é
máxima, contudo, quando a descontinuidade é subsuperficial, é necessário atentar à
acumulação das partículas uma vez que a fuga de fluxo magnético pode não ser suficiente
para provocar uma acumulação razoável de partículas. É de salientar que pode ser
necessário induzir campos magnéticos com diferentes direções, de forma a serem
reveladas as imperfeições, qualquer que sejam as suas orientações.
Relativamente às suas vantagens, este é um ensaio expedito e económico, podendo
ser utilizado em componentes de geometria complexa. As indicações são obtidas
instantaneamente e diretamente na superfície do componente. Os equipamentos
utilizados são, na sua maioria, portáteis e, contrariamente ao ensaio LP, é possível detetar
descontinuidades subsuperficiais. No entanto, este END apenas pode ser utilizado em
materiais ferromagnéticos, não podendo ser aplicado em aços inoxidáveis austeníticos e,
em certas situações, pode ser necessário realizar a desmagnetização do componente no
final do ensaio [8, 15, 16].

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 24
3. Materiais
3.1 Materiais de Base
3.1.1 Aço não ligado S355J2+N
Este é um aço estrutural de baixo carbono, normalizado, com um valor mínimo de
355 MPa para a tensão de cedência e uma resistência ao impacto (Charpy) superior a 27
J, à temperatura de -20ºC, tal como especificado na norma EN ISO 10025 - 2. Da sua
composição química (Tabela I), é de realçar o baixo teor em carbono que, para além de
minimizar a precipitação de carbonetos de crómio, assegura uma boa soldabilidade, a
presença de manganês, que concede um aumento da tensão de limite elástico e da
resistência à fratura e a presença de cobre que permite um aumento da resistência à
corrosão e da tensão de cedência. Esta liga apresenta propriedades mecânicas adequadas
às suas aplicações, boa soldabilidade bem como um custo não muito elevado, pelo que é
utilizada frequentemente como material de base para a soldadura dissimilar [2, 34].
Tabela I - Composição química (% mássica) do aço S355J2+N [34]
C Si Mn P S Cu
0,20 0,55 1,60 0,025 0,025 0,55
3.1.2 Aço AISI 304L
Este aço ao cromo-níquel, paramagnético e de matriz austenítica, destaca-se pelo
seu teor bastante reduzido em carbono (Tabela II). Esta particularidade é fundamental
para evitar a precipitação de carbonetos na zona termicamente afetada, durante a
soldadura, garantindo assim uma baixa suscetibilidade à corrosão intergranular. Dessa
forma, este aço, apesar de apresentar um conjunto de propriedades mecânicas inferiores
à sua versão convencional (AISI 304), é vastamente utilizado na produção de componentes
soldados para as mais diversas indústrias, nomeadamente, componentes que requerem
uma excelente resistência à corrosão [35].
Tabela II - Composição química (% mássica) do aço AISI 304L [36]
C Si Mn P S Cr Ni N
0,030 1,00 2,00 0,045 0,030 18,5 9,5 0,10

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 25
3.1.3 Aço AISI 415
Este aço, de matriz martensítica, possui excelentes propriedades mecânicas, das
quais se destacam a elevada dureza e resistência ao desgaste. Da sua composição química
(Tabela III) é de destacar o baixo teor de carbono, essencial para evitar a precipitação de
carbonetos durante a soldadura. Além disso, a presença de níquel permite uma melhoria
das propriedades mecânicas. Porém, apesar da boa combinação de propriedades
mecânicas, este aço requer um pré-aquecimento e um tratamento térmico após
soldadura, de forma a evitar elevadas distorções, prevenindo assim eventual fissuração a
frio.
Relativamente ao seu campo de aplicação, este aço é utilizado nomeadamente nas
indústrias química e metalúrgica, aplicações hídricas, entre outras [37].
Tabela III - Composição química (% mássica) do aço AISI 415 [36]
C Si Mn P S Cr Ni Mo
0,05 0,70 1,50 0,040 0,015 13,0 4,0 0,50
3.1.4 Aço AISI 316L
Este aço, de matriz austenítica, é muito utilizado no fabrico de equipamentos
soldados visto que apresenta uma composição química (Tabela IV) que assegura uma boa
soldabilidade, dando origem a componentes praticamente isentos de descontinuidades.
Este material distingue-se da versão convencional, o aço AISI 316, por apresentar um teor
de carbono inferior, potenciando assim a sua soldabilidade. O baixo teor de carbono
minimiza a sensibilização do aço, i.e., minimiza a probabilidade de precipitação de
carbonetos de crómio nas fronteiras de grão, tendo como vantagem evidente o aumento
do tempo de vida do componente. A presença de molibdénio na sua composição, além de
aumentar a resistência mecânica e à fluência e de minimizar a precipitação de carbonetos
de crómio, permite uma expansão das aplicações, nomeadamente num contexto de
elevada corrosão. O elevado teor de níquel promove o aumento da resistência à fratura e
da resistência à corrosão do material. O crómio apresenta-se em elevados teores nos aços
inoxidáveis e permite a formação de uma camada superficial protetora (camada
passivante), conferindo uma excelente resistência à corrosão [2].
Esta liga, em virtude da sua composição química, pode ser utilizada a temperaturas
elevadas, apresentando uma tensão de rotura e uma resistência à fluência superiores às
de outros aços da mesma série [38].
Tabela IV - Composição química (% mássica) do aço AISI 316L [36]
C Si Mn P S Cr Mo Ni N

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 26
0,030 1,00 2,00 0,045 0,030 17,5 2,25 11,5 0,10
3.2 Materiais de Adição
Foram utilizados como materiais de adição três ligas metálicas cujas composições
químicas são apresentadas nas Tabelas V, VI e VII.
Tabela V - Composição química (% mássica) do elétrodo DW-309L [39]
C Si Mn P S Cr Ni
0,02 0,7 1,40 0,019 0,005 23,9 12,6
Tabela VI - Composição química (% mássica) do elétrodo DW-316L [40]
C Si Mn P S Cr Mo Ni
0,030 0,60 1,60 0,020 0,006 18,7 2,80 12,2
Tabela VII - Composição química (% mássica) do elétrodo MX-A410NiMo [41]
C Si Mn P S Cr Ni Mo
0,02 0,23 0,46 0,021 0,005 11,8 4,4 0,61
4. Aplicação da Qualificação de Procedimentos de
Soldadura
A realização de QPS é uma das atividades regulares de um Inspetor de Soldadura.
Consequentemente, é natural que a Tüv Austria Iberia mobilize parte do seu quadro de
inspetores para esta atividade.
Quando contratados para este fim, os inspetores executam um plano, devidamente
delineado, que se divide em seis etapas:
1. Análise minuciosa da EPSp;
2. Acompanhamento da união da junta;
3. Análise da EPSp corrigida;

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 27
4. Realização dos ensaios não destrutivos
5. Análise dos resultados dos ensaios destrutivos;
6. Elaboração do RQPS.
Na primeira etapa, estabelece-se o primeiro contacto com o funcionário
responsável pela EPSp da empresa contratante, sendo feita uma análise da mesma. Esta
análise contempla um controlo minucioso das informações presentes neste documento,
como, por exemplo: o tipo e esboço da junta, os materiais de base e adição utilizados, a
posição de soldadura, os ciclos térmicos, os tratamentos térmicos e os gases de proteção
necessários. Nesta etapa, caso seja detetado algum erro, este é reportado ao responsável
da empresa contratante de forma a que seja efetuada a correção do documento.
Na segunda etapa, é realizado o acompanhamento da união da junta, sendo feito o
registo dos parâmetros de soldadura e da sequência de soldadura. Para tal, o inspetor está
munido de um cronómetro para efetuar a medição do tempo despendido em cada passe,
para assim ser capaz de determinar a velocidade de soldadura, com base no comprimento
da junta. Além disso, possui um pirómetro de infravermelhos para avaliar a temperatura
da junta e uma folha de registos para efetuar a anotação dos parâmetros de soldadura de
cada passe.
Após união da junta e realização do tratamento térmico, se necessário, o inspetor
realiza uma nova análise da EPSp, caso esta tenha sido corrigida, de forma a garantir que
todas as informações estão corretas.
Seguidamente, tal como é mencionado na norma EN ISO 15614-1, procede-se à
execução dos END. Os resultados obtidos nestes ensaios são analisados e avaliados com
base na norma ISO 5817. Caso os resultados obtidos estejam em conformidade com as
normas de aceitação, pode-se avançar para a etapa seguinte. Nesta, de acordo com o tipo
de junta, diferentes ED são realizados. Novamente, recorrendo à norma EN ISO 15614--1,
consegue-se determinar quais são os ensaios especificados para cada tipo de junta. É
importante mencionar que a Tüv Austria Iberia apenas consegue realizar ensaios de dureza
e a análise macroscópica nas suas instalações, recorrendo a laboratórios acreditados,
como por exemplo o CATIM, para os restantes ED.
Uma vez obtidos os resultados dos ED, procede-se à comparação destes com os
requisitos especificados na norma EN ISO 15614-1. Se estes resultados forem aceitáveis, é
passível de ser afirmado que o procedimento de soldadura está aprovado.
Para finalizar a QPS, na última etapa, elabora-se o RQPS, declarando que os ensaios
de soldadura foram preparados, executados e ensaiados satisfatoriamente, de acordo com
os requisitos estipulados, entregando este relatório à empresa contratante.
São apresentadas, na Tabela VIII, quatro QPS realizadas na ONIRAM, empresa de
metalomecânica que produz componentes para as mais diversas indústrias.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 28
Tabela VIII - Juntas soldadas alvo de QPS
QPS Materiais de base Material de
adição
Processo de
soldadura Gás de proteção
1 AISI 316L DW-316L 136
M21
(80% Ar + 20% CO2)
2 AISI 415 MX – A410NiMo 138
3 AISI 415 AISI 304L DW-316L 136
4 S355J2+N AISI 415 DW-309L 136
É importante mencionar que, dado que se tratava de juntas topo a topo com
penetração total, foi necessário recorrer aos ED e END apresentados na Tabela IX.
Relativamente aos ED, estes foram realizados sobre provetes extraídos da junta soldada,
de regiões especificas, em conformidade com a norma EN ISO 15614-1.
Tabela IX - Ensaios para uma junta soldada, topo a topo, com penetração total [14]
Tipo de ensaio
Inspeção visual
RT
LP
Ensaio de tração
Ensaio de dobragem
Ensaio de impacto (Charpy)
Ensaio de dureza
Análise macrográfica

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 29
4.1 QPS da Junta Soldada 1
Este foi o primeiro procedimento de soldadura a ser qualificado e consistiu na união
de duas chapas de 50 mm de espessura (Figura 12), topo a topo, com chanfro em X
assimétrico (1/3|2/3).
Figura 12 –Chapas de aço AISI 316L, utilizadas para a primeira QPS.
Inicialmente, durante a análise da EPSp, foi identificado um erro no esquema da
junta. De acordo com a EPSp, o chanfro era em X (Figura 13); porém, como se pode
observar na Figura 14, o chanfro, na realidade, era em X assimétrico (1/3|2/3). Além
disto, as chapas possuíam 50 mm de espessura, contrariamente ao apresentado na Figura
13.
Figura 13 – QPS 1: Esquema do chanfro de acordo com a EPSp.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 30
Figura 14 – QPS 1: Chanfro em X assimétrico.
Na segunda etapa, procedeu-se ao registo, em simultâneo, dos parâmetros de
soldadura de cada passe assim como do tempo necessário para a sua realização. Ainda
nesta etapa, visto que na EPSp era apresentado um máximo de temperatura interpasse de
200ºC, antes da realização de cada passe, foi necessário garantir que a temperatura
superficial da junta era inferior a esse valor.
Na etapa seguinte, realizou-se uma revisão da EPSp reformulada, não tendo sido
identificados erros durante a sua análise. Sendo assim, dado que não era necessário
realizar tratamento térmico após a soldadura e a junta soldada não estava sujeita a
fissuração a frio (seria necessário esperar 48 horas para se realizar os END), procedeu-se
à realização dos ensaios não destrutivos.
Esta etapa foi iniciada com a realização do ensaio por Líquidos Penetrantes, com o
objetivo de detetar indicações superficiais. O resultado do mesmo é visível na Figura 15.
Figura 15 - QPS 1: Resultado do ensaio por Líquidos Penetrantes.
Uma vez que, pela análise desta figura, não foram detetadas indicações superficiais
nas duas faces da junta, procedeu-se à realização do segundo END, a Radiografia
Industrial. Da análise da Figura 16, não são visíveis descontinuidades no interior do cordão.
Deste modo, considerou-se que a junta estava isenta de defeitos, tanto na superfície como
no interior.
Figura 16 – QPS 1: Resultado do ensaio de Radiografia Industrial.
Em seguida, foram realizados os ED. Tal como é apresentado na Tabela IX, para a
junta em estudo, era necessário realizar dois ensaios de tração transversais, quatro
ensaios de dobragem laterais, dois ensaios de impacto Charpy (um ensaio no cordão de
soldadura e o outro na ZTA) e uma análise macrográfica. Neste caso, não foi exigido o
ensaio de dureza uma vez que, segundo a norma EN ISO 15614-1, os materiais de base que
pertençam ao Grupo 8 dos aços para soldadura não requerem este ensaio. Para se

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 31
determinar o grupo a que o aço AISI 316L pertencia, foi necessário consultar a norma
ISO/TR 15608 [42].
Começando pelo ensaio de tração, este tinha como objetivo avaliar a tensão de
rotura da junta, obtendo-se os resultados apresentados na Tabela X.
Tabela X – QPS 1: Resultados do ensaio de tração
Tensão de rotura (MPa)
1º provete 2º provete 3º provete 4º provete
562 562 566 559
Segundo a norma EN ISO 15614-1 [14], a tensão de rotura de uma junta não pode
ser inferior ao valor mínimo do material de base (aço AISI 316L). Desta forma, recorrendo
à norma deste aço (EN 10028-7 [43]), verificou-se que o valor de tensão de rotura da junta
não podia ser inferior a 520 MPa. Assim, dado que os valores obtidos no ensaio foram
superiores a esse valor, os resultados foram considerados aceitáveis. É importante
mencionar que, apesar da norma EN ISO 15614-1 exigir apenas dois ensaios de tração, uma
vez que o equipamento do CATIM apresenta uma limitação em termos da espessura do
provete, foi necessário cortar os dois provetes, resultando num total de quatro provetes
para ensaiar. O corte dos provetes teve de ser realizado com base na norma EN ISO 4136.
Com o ensaio de dobragem pretendia-se averiguar se eram detetadas imperfeições
na junta soldada com dimensões superiores a 3 mm em qualquer direção, após o ensaio.
Segundo os resultados fornecidos pelo CATIM, não foram detetadas quaisquer imperfeições
com dimensões superiores a 3 mm.
Já no ensaio de impacto Charpy pretendia-se avaliar a energia absorvida pela junta
soldada, tanto na ZTA como na ZMA. Assim, para cada zona, foram ensaiados três
provetes. Na Tabela XI são apresentados os resultados obtidos no ensaio.
Tabela XI – QPS 1: Resultados do ensaio de impacto Charpy, a 20ºC
Energia absorvida (J)
Zona analisada ZTA ZMA
1º provete 87 299
2º provete 89 299
3º provete 88 299

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 32
Média ± Desvio Padrão 88 ± 0,82 299 ± 0
Neste caso, a energia absorvida pela junta não pode ser inferior ao valor mínimo
do aço AISI 316L. Consultando novamente a norma deste aço inoxidável, a energia
absorvida não podia ser inferior a 60 J [43]. Assim sendo, dado que não foram obtidos
valores inferiores a este, os resultados foram aceites.
Por último, realizou-se a análise macrográfica, segundo a norma EN ISO 15614-1,
com o objetivo de avaliar a sanidade da junta soldada. Na Figura 17 é apresentada a
macrografia desta junta. Através da sua análise é possível identificar os vários passes de
soldadura assim como as diferentes zonas de soldadura. Além disso, não são detetados
defeitos, fazendo com que os requisitos deste ensaio sejam cumpridos.
Figura 17 – Macrografia da junta soldada elaborada na QPS 1.
Para finalizar esta QPS, face à aceitação dos resultados em todos os ED e END,
elaborou-se o RQPS.
4.2 QPS da Junta Soldada 2
Este foi o segundo procedimento a ser qualificado e consistiu na união de duas
chapas, topo a topo, de 40 mm de espessura, com chanfro em X assimétrico (1/3|2/3).
Na Figura 18 são visíveis as chapas utilizadas assim como a configuração do chanfro.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 33
Figura 18 – QPS 2: (A) Chapas de aço utilizadas; (B) Chanfro em X assimétrico.
Esta QPS iniciou-se com a leitura minuciosa da EPSp, não tendo sido identificados
erros. Seguidamente, na segunda etapa, realizou-se o acompanhamento da união da junta
de soldadura, registando-se os parâmetros de soldadura assim como o tempo despendido
em cada passe de soldadura. Após a união da junta, foi ainda realizado um tratamento
térmico de alívio de tensões a 560ºC, com um estágio de 4 horas.
Contrariamente à QPS anterior, dado que não se detetaram erros na primeira leitura
da EPSp, não foi realizada uma segunda análise da mesma. Assim, após a realização do
tratamento térmico, realizaram-se os END.
Recorreu-se, mais uma vez, ao ensaio LP para detetar descontinuidades superficiais
e ao ensaio RT para identificar descontinuidades no interior da junta. Tanto no primeiro
ensaio como no segundo, não foram detetadas descontinuidades. Este facto é comprovado
pela análise das Figuras 19 e 20.
Figura 19 - QPS 2: Resultado do ensaio por Líquidos Penetrantes.
Figura 20 - QPS 2: Resultado do ensaio de Radiografia Industrial.
A B

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 34
Relativamente aos ED, recorreu-se ao mesmo número de ensaios da QPS anterior.
No entanto, dado que o aço AISI 415 pertence ao Grupo 7 dos aços para soldadura, segundo
a norma ISO 15608, já foi necessário realizar o ensaio de dureza.
No que diz respeito aos resultados obtidos, em primeiro lugar foi analisada a tensão
de rotura da junta soldada, apresentando-se na Tabela XII os valores obtidos no Ensaio de
Tração.
Tabela XII – QPS 2: Resultados do ensaio de tração
Tensão de rotura (MPa)
1º provete 2º provete 3º provete 4º provete
957 958 945 942
Neste caso, a tensão de rotura da junta não podia ser inferior à do material de
base. De acordo com a norma EN 10088-2 [44], a tensão de rotura do aço AISI 415 deverá
apresentar o valor mínimo de 780 MPa. Desta forma, dado que a tensão de rotura da junta
é superior a este valor tabelado, os resultados obtidos foram aceites. Novamente, tal
como na QPS anterior, foi necessário proceder ao corte dos dois provetes retirados da
junta soldada.
No Ensaio de Dobragem, segundo os resultados fornecidos pelo CATIM, não foram
identificadas descontinuidades com dimensões superior a 3 mm em qualquer direção,
cumprindo-se assim o requisito deste ensaio.
Relativamente à energia absorvida pela junta no ensaio de impacto, tal como nas
restantes QPS, foram ensaiados três provetes da ZTA e da ZMA. Os resultados deste ensaio
são apresentados na Tabela XIII.
Tabela XIII – QPS 2: Resultados do ensaio de impacto Charpy, a 20ºC
Energia absorvida (J)
Zona analisada ZTA ZMA
1º provete 49 161
2º provete 51 201
3º provete 52 186
Média ± Desvio Padrão 51 ± 1,25 183 ± 16,50

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 35
De acordo com a norma do aço AISI 415 , a energia absorvida pela junta tinha de ser
superior a 70 J [44]. No entanto, segundo a norma ISO 15614-1, o cliente pode aceitar uma
energia absorvida diferente do valor presente na norma do material. Assim, dado que este
aceitava uma energia absorvida mínima de 50 J, os resultados obtidos no ensaio foram
considerados aceitáveis.
Seguidamente, foi realizado o ensaio de dureza; os resultados são apresentados no
Anexo 2.
De acordo com a norma ISO 15614-1, para os aços do grupo 7, compete à empresa
contratante especificar a dureza final pretendida. Desta forma, uma vez que a ONIRAM
estabeleceu um valor máximo de dureza de 350 HV10, os resultados obtidos foram aceites.
Já na análise macrográfica (Figura 21) não são detetados defeitos e as diferentes
zonas de soldadura são facilmente identificáveis. Por estas razões, estão cumpridos os
requisitos para este ED.
Figura 21 –Macrografia da junta soldada elaborada na QPS 2.
Assim sendo, dado que os resultados obtidos nos ensaios são aceitáveis, este
procedimento de soldadura foi aprovado, tendo sido elaborado o RQPS.
4.3 QPS da Junta Soldada 3
Este foi o terceiro procedimento de soldadura a ser qualificado, diferenciando-se
dos procedimentos anteriores uma vez que se recorreu a dois materiais de base distintos.
Além disto, para esta junta, as chapas utilizadas possuíam 20 mm de espessura e o chanfro
em V. Na Figura 22 é passível de serem observadas estas chapas assim como o chanfro.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 36
Figura 22 – QPS 3: (A) Chapas utilizadas; (B) Chanfro em V.
A primeira etapa da QPS consistiu na análise da EPSp, tendo sido identificados dois
erros. Em primeiro lugar, segundo este documento, o aço AISI 415 pertencia ao subgrupo
7.1 dos aços para soldadura; no entanto, segundo a norma ISO/TR 15608 [42], este
pertence ao subgrupo 7.2. Em segundo lugar, de acordo com a EPSp, não era necessário
efetuar um tratamento térmico após soldadura; contudo, no primeiro contacto com o
funcionário responsável pela EPSp na ONIRAM, tinha sido indicado que esta junta seria
alvo de tratamento térmico e, por esta razão, este campo da EPSp foi assinalado de forma
a ser corrigido.
Seguidamente, na segunda etapa, realizou-se o acompanhamento da união da
junta. No entanto, antes de se iniciar a soldadura, foi necessário assegurar que a
temperatura superficial das chapas era superior a 100ºC (Figura 23). É importante salientar
que a medição da temperatura superficial das chapas foi efetuada a uma distância de 50
mm do centro da junta.
Figura 23 – QPS 3: Ciclo térmico exibido na EPSp.
Uma vez atingida a temperatura de pré aquecimento, é dada permissão para se
começar a soldar. Tal como nas QPS anteriores, foram registados os parâmetros de
soldadura em cada passe. Além disso, após cada passe de soldadura, foi efetuada a
medição da temperatura da junta, assegurando assim que o passe seguinte só era dado
caso a temperatura fosse inferior a 180ºC (Figura 23).
Após a união da junta, esta foi sujeita a um tratamento térmico de alívio de tensões
a 560ºC, com um estágio de 4 horas. Seguidamente, realizou-se a análise da EPSp revista
da qual não resultaram quaisquer indicações.
A B

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 37
Avançando para os END, primeiramente realizou-se o ensaio de LP, estando patente
na Figura 24 uma imagem do resultado deste ensaio. Analisando a figura, não é possível
identificar indicações na superfície da junta. Seguidamente, realizou-se o ensaio de RT,
apresentando-se na Figura 25 o resultado obtido. Da análise da figura não são identificadas
descontinuidades no interior do cordão. Sendo assim, dado que não foram detetadas
indicações no interior do cordão nem na superfície da junta, avançou-se com a realização
dos ED.
Figura 24 - QPS 3: Resultado do ensaio por Líquidos Penetrantes.
Figura 25 - QPS 3: Resultado do ensaio de Radiografia Industrial.
É importante referir que, dado que se tratava de uma junta soldada dissimilar, teve
de realizar-se um ensaio de Impacto Charpy adicional, na ZTA do segundo material de
base. Ou seja, para além de se ter realizado um ensaio de Impacto Charpy no cordão de
soldadura e outro numa das ZTA, como nas juntas anteriores, foi realizado um ensaio na
outra ZTA.
Em primeiro lugar, analisaram-se os resultados de tensão de rotura da junta obtidos
no ensaio de tração (Tabela XIV).
Tabela XIV – QPS 3: Resultados do Ensaio de Tração
Tensão de rotura (MPa)
1º Provete 2º Provete
624 644
Uma vez que se trata de uma soldadura dissimilar, segundo a norma ISO 15614-1, a
tensão de rotura da junta não pode ser inferior à do material de base com menor
resistência. Deste modo, após consulta das normas dos materiais, verificou-se que a

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 38
tensão de rotura do aço AISI 304L (EN 10028-7 [43]) é inferior à do aço AISI 415 (EN 10088-
2 [44]). O primeiro deverá apresentar uma tensão de rotura de 500 MPa enquanto que o
segundo um valor mínimo de 780 MPa. Assim, a tensão de rotura da junta não podia ser
inferior a 500 MPa. Comparando os resultados obtidos no ensaio com este valor, é possível
afirmar que os resultados atingidos são aceitáveis. De realçar que, neste caso, já não foi
necessário cortar os dois provetes retirados da junta soldada uma vez que a sua espessura
era inferior ao limite do equipamento do ensaio de Tração do CATIM.
Relativamente ao ensaio de Dobragem, de acordo com os resultados obtidos pelo
CATIM, não foram identificadas imperfeições com dimensões superiores a 3 mm.
No ensaio de Impacto Charpy, foram obtidos os resultados apresentados na Tabela
XV. Nesta, a ZTA(1) representa a zona termicamente afetada mais próxima do aço AISI
415 enquanto que a ZTA(2) representa a zona termicamente afetada mais próxima do aço
AISI 304L.
Tabela XV – QPS 3: Resultados do ensaio de Impacto Charpy a 20ºC
Energia absorvida (J)
Zona analisada ZTA(1) ZMA ZTA(2)
1º Ensaio 64 48 134
2º Ensaio 49 46 119
3º Ensaio 199 47 137
Média ± Desvio Padrão 104 ± 67,45 47 ± 0,82 130 ± 7,87
A análise destes valores, contrariamente à efetuada nas QPS anteriores, teve de ser
realizada isoladamente uma vez que o valor mínimo exigido varia consoante a zona
soldada a avaliar. Assim sendo, a energia absorvida pela ZTA(1) não podia ser inferior ao
valor aceite pelo cliente, i.e., tinha de ser superior a 40 J. Já a energia absorvida pela
ZTA(2) tinha de ser superior à do aço AISI 304L, i.e., superior a 60 J [43]. Relativamente
à ZMA, o cliente aceitava uma energia absorvida superior a 40 J. Assim, fazendo a
avaliação de cada zona, dado que todos os resultados obtidos no ensaio são superiores ao
valor mínimo teórico correspondente, estes foram aceites.
Em relação ao ensaio de dureza, foram alvo de análise as duas ZTA, a ZMA e o MB.
Os resultados deste ensaio são apresentados no Anexo 3. Segundo a norma ISO 15614-1,
dado que se trata de uma junta dissimilar, tal como na QPS anterior, cabe à ONIRAM
aceitar ou rejeitar estes resultados. Assim, dado que a empresa estabeleceu como valor
máximo de dureza 320 HV10, os resultados obtidos foram aceites.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 39
Por último, tal como nas QPS anteriores, foi ainda realizada a análise macrográfica
(Figura 26). Da sua análise, é de salientar a distinção entre as diversas zonas de soldadura
e a ausência de defeitos visíveis. Assim sendo, esta junta soldada cumpre os requisitos
para este ensaio.
Figura 26 – Macrografia da junta soldada elaborada na QPS 3.
Atendendo a que foram aceites os resultados de todos os ensaios, tanto END como
ED, o inspetor aprovou este procedimento de soldadura, tendo sido entregue à ONIRAM o
respetivo RQPS.
4.4 QPS da Junta Soldada 4
Este foi o último procedimento de soldadura a ser qualificado e consistiu na união
dissimilar de duas chapas de 40 mm de espessura e com chanfro em X assimétrico
(1/3|2/3). As chapas utilizadas assim como o chanfro são visíveis na Figura 27.
Figura 27 – QPS 4: (A) Chapas utilizadas; (B) Chanfro em X assimétrico.
A B

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 40
Na primeira etapa foi realizada a análise da EPSp, tendo sido detetados dois erros.
Novamente, o esquema de junta apresentado na EPSp seria para um chanfro em X; no
entanto, tal como observado na Figura 27, o chanfro era em X assimétrico. Além disso, foi
ainda detetada uma incorreção no tipo de gás de proteção utilizado. Segundo a Figura 28,
a gama utilizada seria a M2.1; no entanto, utilizou-se uma mistura de 80% de árgon com
20% de dióxido de carbono, que corresponde à gama M21 (EN ISO 14175 [45]).
Figura 28 – Gás de proteção utilizado na QPS 4, presente na EPSp.
Seguidamente, foi realizado o acompanhamento da união da junta e registo dos
parâmetros de soldadura em cada passe. Porém, antes de se dar permissão para soldar,
foi necessário realizar o pré-aquecimento das chapas a uma temperatura superior a 100ºC.
Além disso, a temperatura interpasse não podia ultrapassar os 180ºC. No final desta etapa,
efetuou-se o tratamento térmico de alívio de tensões a 560ºC, com estágio de 4 horas.
Na etapa seguinte procedeu-se à análise da EPSp revista, não tendo sido detetados
erros.
Seguidamente, foram realizados os END, começando pelo ensaio por Líquidos
Penetrantes. O resultado deste ensaio pode ser observado na Figura 29, não sendo
detetadas indicações superficiais. Em relação ao ensaio RT, analisando a Figura 30, não
são identificadas descontinuidades no interior do cordão. Assim sendo, foi possível avançar
para os ED.
Figura 29 - QPS 4: Resultado do ensaio por Líquidos Penetrantes.
Figura 30 - QPS 4: Resultado do ensaio de Radiografia Industrial.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 41
Relativamente aos ED, uma vez que a junta era dissimilar, tal como na QPS anterior,
foi necessário realizar dois ensaios de Tração transversais, quatro ensaios de Dobragem
laterais, um ensaio de Dureza, três ensaios de Impacto Charpy e uma análise macrográfica.
Começando pelo ensaio de Tração, na Tabela XVI são apresentados os valores de
tensão de rotura para esta junta.
Tabela XVI – QPS 4: Resultados do ensaio de Tração
Tensão de rotura (MPa)
1º Provete 2º Provete 3º Provete 4º Provete
551 555 533 545
Tal como no caso anterior, uma vez que esta é uma junta dissimilar, a tensão de
rotura da junta tinha de ser superior à do material de base com menor resistência. Dado
que a tensão de rotura do aço AISI 415 é de 780 MPa enquanto que a do aço S355J2+N é
de 470 MPa (EN 10025-2 [34]), a tensão de rotura da junta soldada não podia ser inferior
à deste último. Assim, dado que os resultados obtidos no ensaio são superiores a este
valor, é possível afirmar que estes são aceitáveis. Neste caso, foi necessário ensaiar 4
provetes devido às limitações do equipamento do CATIM, tal referido anteriormente.
Em relação ao ensaio de Dobragem, de acordo com os resultados fornecidos pelo
CATIM, não foram identificadas imperfeições com dimensões superiores a 3 mm.
Relativamente ao ensaio de Impacto Charpy, são exibidos na Tabela XVII os
resultados obtidos para as zonas de soldadura em análise; de referir que a ZTA(1) refere-
se à ZTA mais próxima do aço S355J2+N enquanto a ZTA(2) à ZTA mais próxima do aço AISI
415.
Tabela XVII – QPS 4: Resultados do ensaio de Impacto Charpy a -20ºC
Energia absorvida (J)
Zona analisada ZTA(1) ZMA ZTA(2)
1º Ensaio 41 44 51
2º Ensaio 42 43 56
3º Ensaio 61 45 167
Média ± Desvio Padrão 48 ± 9,20 44 ± 0,82 91 ± 53,54

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 42
Tal como na QPS anterior, a avaliação da energia absorvida pelas juntas dissimilares
foi realizada individualmente. Assim, para a ZTA(1) a energia absorvida tinha de ser
superior à energia absorvida pelo aço S355J2+N, i.e., superior a 27 J [34]. Já para a ZMA,
os valores obtidos nos ensaios não podiam ser inferiores à energia absorvida pelo material
de base com menor resistência utilizado neste procedimento, neste caso o aço S355J2+N,
i.e., não podiam ser inferiores a 27 J. Por último, para a ZTA(2), a energia absorvida tinha
de ser superior à do aço AISI 415 (EN 10028-7 [43]), i.e., superior a 40 J. Dado que, para
todas as zonas soldadas em análise, os resultados obtidos são superiores ao respetivo valor
mínimo estipulado pela norma, poder-se-ão considerar aceitáveis os resultados obtidos.
Em relação ao ensaio de Dureza, são apresentados no Anexo 4 os valores de dureza
obtidos neste ensaio. Assim como na QPS anterior, dado que se trata de uma junta
dissimilar, cabe à ONIRAM definir o valor máximo de dureza. Assim, uma vez que a
empresa estabeleceu como limite o valor de 320 HV10, acima de todos os valores de
dureza obtidos, os resultados foram considerados aceitáveis.
Por último, realizou-se a análise macrográfica, sendo possível observar na Figura
31 o resultado deste ensaio. É claramente identificada a linha de fusão, as diferentes
zonas de soldadura e não são visualizados defeitos; pode-se assim afirmar que a junta
soldada cumpre as exigências deste ensaio.
Figura 31 – Macrografia da junta soldada elaborada na QPS 4.
Para finalizar esta QPS, face à aceitação dos resultados de todos os ensaios,
declarou-se que este procedimento estava aprovado, elaborando-se o respetivo RQPS.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 43
5. Análise Microestrutural de Juntas Soldadas
No Capítulo 2.4, salientou-se que o diagrama de Schaeffler permite estimar a
microestrutura da ZMA de uma junta soldada. Contudo, é importante referir que a previsão
daí obtida não deve ser considerada totalmente válida uma vez que existem diversos
fatores que podem influenciar a microestrutura, como por exemplo a composição química
efetiva dos materiais, a taxa de diluição e a entrega térmica.
Entre esses fatores, destaca-se este último como mais relevante. A razão para a
sua importância já foi abordada no Capítulo 2; resumidamente, esta deve-se ao facto de
afetar a temperatura envolvida no processo de soldadura, influenciando não só o tamanho
de grão como também a composição fásica. Desta forma, quando este fator não é
controlado corretamente, é comum obterem-se juntas soldadas com propriedades
mecânicas inferiores às requisitadas assim como uma resistência à corrosão insuficiente.
Desta forma, é habitual, certas indústrias (nuclear), devido às exigências e riscos
associados, requererem o controlo exaustivo dos parâmetros de soldadura durante a
produção de componentes de forma a impedir alterações indesejáveis a nível
microestrutural. Assim, de forma a garantir que estes foram controlados, é habitual
realizarem-se análises microestruturais da junta soldada de forma a garantir a
concordância com a microestrutura pretendida, fazendo-se ainda a quantificação da fase
ferrítica. Quando essa quantificação a não é passível de ser realizada, em alternativa
recorre-se a um equipamento capaz de avaliar a fração de ferrite do cordão de soldadura,
por indução eletromagnética. Comparativamente ao primeiro método, o segundo é menos
preciso; porém, permite obter resultados quase instantaneamente, após calibração do
equipamento. Já o primeiro método fornece resultados mais precisos; contudo, requer
uma preparação metalográfica morosa. Dessa forma, consoante cada situação, é
necessário ponderar sobre o método que melhor se adapta.
Assim, em parceria com a ONIRAM, empresa na qual já tinham sido realizadas as
QPS, as juntas soldadas elaboradas nas QPS foram sujeitas a análise microestrutural com
o objetivo de verificar se foi utilizada a entrega térmica adequada e se a temperatura,
durante a soldadura, foi devidamente controlada, de forma a obter-se a microestrutura
da ZMA pretendida. Além disso, foi ainda realizada a comparação entre a microestrutura
desta zona e a prevista pelo diagrama de Schaeffler.
Na Tabela XVIII são apresentados os materiais utilizados em cada junta assim como
a taxa de diluição aplicada pela ONIRAM para o processo de soldadura utilizado.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 44
Tabela XVIII - Juntas soldadas sujeitas a análise microestrutural
Junta soldada Materiais de base Material de adição Taxa de diluição
(%)
1 AISI 316L DW-316L
60
2 AISI 415 MX – A410NiMo
3 AISI 415 AISI 304L DW-316L
4 AISI 415 S355J2+N DW-309L
5.1 Análise Metalográfica
Para a análise microestrutural destas juntas soldadas recorreu-se ao exame
metalográfico que compreendeu diversas etapas, realizadas pela seguinte ordem:
amostragem, corte, polimento, ataque químico, observação ao microscópio e, por último,
quantificação de fases. De seguida, é feita uma análise detalha de cada etapa.
5.1.1 Amostragem
Primeiramente, para um exame metalográfico, é necessário selecionar o local
apropriado para a recolha das amostras. Neste caso, dado que estas juntas tinham sido
produzidas especificamente para as QPS, ficou decidido que iriam ser utilizadas as
amostras utilizadas para a análise macrográfica.
5.1.2 Corte
Após a amostragem, procedeu-se ao corte da junta soldada. Novamente, dado que
foram utilizadas as amostras da análise macrográfica, estas tinham de apresentar as
dimensões especificadas pela norma EN ISO 15614-1. Além disso, esta etapa teve de ser
realizada com bastante cuidado de forma a evitar alterações microestruturais durante o
corte, tendo sido selecionado o processo de corte por serra elétrica com sistema de
refrigeração.
5.1.3 Polimento
Esta foi a etapa mais morosa uma vez que, para uma boa observação ao
microscópio, é necessário que a amostra apresente uma superfície bem polida. Esta etapa
dividiu-se em duas fases: desbaste e acabamento. Para a primeira, recorreu-se a uma
sequência de lixas de carboneto de silício, de 180, 320, 400, 600 e 1000 mesh, enquanto
que, para a segunda, utilizaram-se as suspensões de diamante de 6 e 1 µm e respetivos
panos.
5.1.4 Ataque Químico
Os ataques tiveram como objetivo revelar a microestrutura das diferentes zonas de
soldadura, variando conforme o material a analisar.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 45
Inicialmente, preparou-se o reagente de Beraha modificado, constituído por 20 mL
de HCl, 80 mL de H2O, 1 g de K2S2O5 e 2 g de (NH4)HF2, com tempo de imersão de 25 a 45
segundos. A preferência por este ataque deve-se ao facto de este delinear e colorir a
ferrite-δ. Além disso, este ataque é bastante útil para a quantificação de fases, tendo
sido utilizado para a análise da ZMA das amostras 1, 3 e 4.
Utilizou-se um regente, preparado a partir de 20 g de ácido pícrico e 100 mL de
HCl, para a análise do MB das amostras 1 e 3. É importante salientar que, para a terceira
amostra, este ataque foi apenas utilizado para o MB do aço AISI 304L. O tempo de imersão
variou entre 45 e 70 segundos, seguido por imersão em água. Este ataque teve como
objetivo revelar as fronteiras de grão dos aços inoxidáveis austeníticos.
Recorreu-se também ao reagente de Vilella, preparado a partir de 1 g de ácido
pícrico, 5 mL de HCl e 100 mL de etanol, tendo sido utilizado um tempo de imersão de 15
– 20 segundos. A preferência por este reagente deve-se ao facto de atacar
preferencialmente a martensite. Este foi utilizado para as amostras 3 e 4 (MB 415) e para
a amostra 2, na sua totalidade.
Foi ainda preparado o reagente Nital 2%, escolhido especificamente para o MB
S355J2+N da amostra 4. Este reagente foi preparado a partir de 2 mL de HNO3 e 98 mL de
etanol, tendo-se utilizado um tempo de imersão de 10 segundos. De realçar que este
reagente ataca preferencialmente a perlite [46].
5.1.5 Análise quantitativa de fases
Para se analisar quantitativamente a fase ferrítica, presente na ZMA das amostras
1, 3 e 4, recorreu-se a um microscópio ótico, em conjunto com o software Leica
Application Suite – Phase Expert, do Departamento de Engenharia Metalúrgica e de
Materiais da FEUP. Para cada amostra, foram recolhidas imagens de 20 campos, com uma
ampliação de 200x.
5.2 Resultados e Discussão
5.2.1 Junta Soldada 1
Conhecendo a composição dos materiais e a taxa de diluição, é possível estimar,
recorrendo ao diagrama de Schaeffler, a microestrutura da ZMA desta junta. Da análise
da Figura 32, é possível verificar que esta consistirá de uma matriz austenítica com 7% de
ferrite.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 46
Figura 32 - Previsão da microestrutura da ZMA da junta soldada 1.
Seguidamente, realizou-se a análise microestrutural desta zona, patente na Figura
33, tendo-se identificando a matriz austenítica (a claro), contendo ferrite-δ, com
morfologia skeletal (a escuro) [2].
Em seguida, procedeu-se à quantificação da fase ferrítica presente nesta zona
soldada, tendo sido obtido uma fração de 12 ± 1%. Este valor, comparativamente ao
estimado através do diagrama de Schaeffler, é superior; no entanto, tendo em conta os
fatores apresentados no início deste capítulo, é possível afirmar que a entrega térmica foi
deviamente controlada uma vez que não ocorreram alterações significativas em termos
da microestrutura pretendida. É importante ter em consideração que, na prática, obter
uma fração de ferrite inferior a 10% é difícil uma vez que seria necessário utilizar uma
entrega térmica muito baixa de forma a impedir que fossem atingidas temperaturas
suficientes para induzir a formação de ferrite-δ. Esta entrega térmica faria com que a
deposição de cordões de soldadura fosse demasiado morosa, com a consequente
diminuição de produtividade.
0
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
0 5 10 15 20 25 30 35 40
% E
q N
i =
%N
i +
30 x
%C
+ 0
,5 x
%M
n
% Eq Cr = %Cr + %Mo + 1,5 x %Si + 0,5 x %Nb + 2 x %Ti
Austenite
Martensite
Ferrite
0%Ferrite 5%
10%
20
40%
80%
100%

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 47
Figura 33 – Microestrutura da ZMA da junta soldada 1.
Também foi analisado o MB, sendo apresentada na Figura 34 a sua microestrutura.
Nesta é visível uma microestrutura caraterística de um aço inoxidável austenítico (AISI
316L) devido à presença de maclas e das fronteiras de grão bem definidas.
Figura 34 – Microestrutura do MB (aço AISI 316L) da junta soldada 1.
5.2.2 Junta Soldada 2
Da análise do diagrama de Schaeffler (Figura 35), para esta junta soldada, a
microestrutura da ZMA compreenderia martensite e ferrite.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 48
Figura 35 – Previsão da microestrutura da ZMA da junta soldada 2.
Da análise microestrutural da ZMA desta junta (Figura 36), é possível identificar
uma matriz martensítica (estrutura acicular). No entanto, não é possível observar a fase
ferrítica prevista pelo diagrama de Schaeffler. Este facto já era expectável uma vez que
esse diagrama apresenta uma limitação em termos da sua aplicabilidade em aços
inoxidáveis martensíticos [2].
Figura 36 – Microestrutura da ZMA da junta soldada 2.
Foi ainda analisada a microestrutura do MB desta junta (Figura 37). É identificada
igualmente uma matriz martensítica. Esta estrutura é bastante semelhante à da ZMA, tal
como era expectável tendo em conta a natureza dos materiais utilizados.
0
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
0 5 10 15 20 25 30 35 40
% E
q N
i =
%N
i +
30 x
%C
+ 0
,5 x
%M
n
% Eq Cr = %Cr + %Mo + 1,5 x %Si + 0,5 x %Nb + 2 x %Ti
Austenite
Martensite
Ferrite
0%Ferrite 5%
10%
20
40%
80%
100%

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 49
Figura 37 – Microestrutura do MB (aço AISI 415) da junta soldada 2.
5.2.3 Junta Soldada 3
Para a ZMA desta junta soldada, segundo o diagrama de Schaeffler (Figura 38), a
sua microestrutura consistiria numa matriz austenítica com 7% de ferrite.
Figura 38 - Previsão da microestrutura da ZMA da junta soldada 3.
Da análise microestrutural da ZMA (Figura 39), é possível identificar uma matriz
austenítica, cercada por ferrite-δ com estrutura skeletal. Determinou-se a fração de
ferrite-δ nesta zona, tendo sido obtido um valor de 12 ± 2%.
Este valor, apesar de ser superior ao estimado a partir do diagrama de Schaeffler,
é ainda bastante baixo, o que significa que, mais uma vez, a entrega térmica foi
deviamente controlada, não tendo sido atingidas temperaturas suficientes para formar
uma maior quantidade de ferrite-δ.
0
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
0 5 10 15 20 25 30 35 40
% E
q N
i =
%N
i +
30 x
%C
+ 0
,5 x
%M
n
% Eq Cr = %Cr + %Mo + 1,5 x %Si + 0,5 x %Nb + 2 x %Ti
Austenite
Martensite
Ferrite
0%Ferrite 5%
10%
20
40%
80%
100%

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 50
Figura 39 – Microestrutura da ZMA da junta soldada 3.
Relativamente às microestruturas dos MB destas juntas soldadas, é possível
observar uma matriz martensítica, no caso em que o MB é o aço AISI 415 (Figura 40 A), e
uma matriz austenítica, no caso do aço AISI 304L (Figura 40 B), sendo bem visíveis as
maclas e as fronteiras de grão da austenite.
Figura 40 – Microestruturas dos MB da junta soldada 3: (A) aço AISI 415; (B) aço AISI
304L.
5.2.4 Junta Soldada 4
Esta junta soldada suscitava maiores receios em relação à microestrutura da ZMA
uma vez que, de acordo com o diagrama de Schaeffler (Figura 41), tendo em conta a
composição química dos materiais utilizados e a taxa de diluição, corresponderia a uma
combinação de austenite e martensite o que, evidentemente, não era a solução
pretendida.
Este problema já era expectável uma vez que o diagrama de Schaeffler apresenta
maior aplicabilidade para aços inoxidáveis, preferencialmente austeníticos. Assim, há que
utilizá-lo com algumas reservas quando se pretende recorrer ao diagrama para a previsão
A B

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 51
da microestrutura de juntas dissimilares entre aços de baixo carbono (não ligados) e aços
inoxidáveis martensíticos. Esta é uma limitação já conhecida pela maioria das empresas
que, mesmo assim, não se coíbem de utilizar esta ferramenta uma vez que os resultados
efetivamente obtidos apresentam apenas ligeiros desvios relativamente aos estimados.
Assim será suficiente ajustar a taxa de diluição para um valor inferior a 50% para que a
microestrutura da ZMA seja constituída exclusivamente por austenite e ferrite. Também
é importante mencionar que, frequentemente, a composição química exibida na
especificação de material do fornecedor não coincide com a apresentada nas normas dos
materiais. Assim, esta diferença pode ter contribuído para o desvio verificado no diagrama
de Schaeffler.
Figura 41 - Previsão da microestrutura da ZMA da junta soldada 4.
Da análise microestrutural da ZMA (Figura 42), é possível identificar a matriz
austenítica, cercada por ferrite-δ com morfologia skeletal, tal como era pretendido pela
empresa. Também, foi possível determinar a fração de ferrite nesta zona, tendo sido
obtido valor de 12 ± 2%.
O resultado obtido foi bastante positivo uma vez se obteve a microestrutura
pretendida e a fração de ferrite é baixa. Desta forma, é possível afirmar que se realizou
um controlo adequado da entrega térmica, evitando assim temperaturas excessivas nesta
zona de soldadura, conseguindo-se impedir que a fração de ferrite atingisse valores
excessivos.
0
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
0 5 10 15 20 25 30 35 40
% E
q N
i =
%N
i +
30 x
%C
+ 0
,5 x
%M
n
% Eq Cr = %Cr + %Mo + 1,5 x %Si + 0,5 x %Nb + 2 x %Ti
Austenite
Martensite
Ferrite
0%Ferrite 5%
10%
20
40%
80%
100%

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 52
Figura 42 – Microestrutura da ZMA da junta soldada 4.
Relativamente à microestrutura dos materiais de base, na Figura 43 A está patente
a do aço S355J2+N, sendo possível identificar a perlite, com coloração escura, e a ferrite,
com coloração mais clara. Na Figura 43 B está exposta a microestrutura do aço AISI 415,
identificando-se a matriz martensítica, de estrutura acicular.
Figura 43 – Microestruturas dos MB da junta soldada 4: (A) aço S355J2+N; (B) aço AISI
415.
A B

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 53
6. Inspeção de Componentes Soldados
A inspeção de componentes soldados reveste-se de elevada importância uma vez
que tem como objetivo avaliar a sanidade de um componente, de forma a detetar
eventuais defeitos que coloquem em risco a sua integridade. Para esta operação, recorre-
se a END executados por técnicos certificados e conduzidos por inspetores de soldadura.
Os inspetores de soldadura têm um papel fulcral na análise e interpretação dos resultado,
podendo até realizar os END.
O trabalho desenvolvido no âmbito desta Dissertação possibilitou o contacto direto
com os END de forma a compreender as suas capacidades e limitações. Além disso,
permitiu vivenciar a principal função de um Inspetor de Soldadura, tendo sido selecionado
um componente soldado que foi sujeito ao ensaio RT.
6.1 Aplicação da Radiografia Industrial num Discharge Ring
A Radiografia Industrial é um dos END com maior importância na deteção de
descontinuidades volúmicas em juntas soldadas de alguns componentes, tais como o
Discharge Ring (Figura 44), no qual se recorre à união do aço AISI 316L ao aço não ligado
S355J2+N. Para se analisar o interior do cordão de soldadura deste componente é
necessário recorrer às técnicas de UT ou de RT. No entanto, tendo em consideração que
se utilizou um aço inoxidável austenítico para a produção do componente, torna-se
praticamente impossível utilizar a técnica de UT, tal como já abordado no Capítulo 2.
Assim, a única opção viável consiste em recorrer à técnica de RT. De referir que este
componente, tendo em atenção a sua aplicação final, normalmente é apenas inspecionado
pelo ensaio de LP. Este faz parte da estrutura de uma barragem hidroelétrica, assistindo-
se posteriormente à sua betonagem e, por essa razão, defeitos no interior no cordão não
são prejudiciais para o seu desempenho.
Figura 44 - Discharge Ring sujeito ao ensaio RT.
2 3 1

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 54
Inicialmente, para o ensaio radiográfico, foram selecionadas três secções do
componente. O ensaio foi realizado por dois técnicos da Tüv Austria Iberia, certificados
com o nível 2. As secções em análise estão assinaladas de 1 a 3 na Figura 45.
Para a realização do ensaio, foi também necessário ter em considerações as
seguintes normas:
• Norma de certificação dos técnicos: ISO 9712;
• Norma de execução do ensaio: ISO 17636-1;
• Norma de aceitação dos resultados: ISO 10675-1.
Relativamente aos equipamentos necessários para a realização do ensaio,
destacam-se:
• Fonte de radiação: Eresco 42MF4;
• Controlador: Eresco MF4;
• Indicador de Qualidade de Imagem (IQI);
• Película radiográfica;
• Fita métrica.
Na Figura 46 são apresentadas imagens de alguns destes equipamentos.
1
Figura 45 - Secções do Discharge Ring radiografadas.
2 3

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 55
Figura 46 - Equipamentos utilizados no ensaio RT: (1) Controlador; (2) Película
radiográfica; (3) Fonte de radiação.
Para se iniciar o ensaio, foi necessário estabelecer um conjunto de parâmetros no
controlador de forma a obter-se o tempo de radiografia, nomeadamente:
• Diferença de potencial: 200 kV;
• Material a inspecionar: aço;
• Densidade ótica: 2,5;
• Filme:C3;
• Espessura média da junta: 22,5 mm;
• Focal Film Distance (FFD): 1000 mm.
Após a introdução destes parâmetros no controlador, obteve-se um tempo de
radiografia de 6 minutos e 8 segundos. No entanto, antes de se realizar o ensaio foi
necessário aguardar quinze minutos adicionais relativos ao pré-aquecimento da ampola
localizada no interior da fonte de radiação, denominada tubo de raios catódicos. Uma vez
concluído o pré aquecimento da fonte, estabelecido o tempo de radiação, e cumprida a
distância de segurança, estavam reunidas as condições para a realização do END. É
importante referir que o posicionamento da fonte de radiação é fundamental, uma vez
que esta tem de estar nivelada com a secção a radiografar.
Após a realização dos três ensaios, antes de se analisar as radiografias, foi ainda
necessário efetuar o processo de revelação das radiografias nas instalações da Tüv Austria
Iberia. Por fim, procedeu-se à análise das radiografias.
Em termos de análise dos resultados, na radiografia relativa à primeira secção
(Figura 47), não foi possível detetar qualquer imperfeição.
1
2
3

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 56
Figura 47 – Radiografia da secção 1.
Relativamente à radiografia da secção 2 (Figura 48), foi possível identificar uma
pequena inclusão, assinalada pelo círculo vermelho.
Figura 48 – Radiografia da secção 2.
Quanto à radiografia da secção 3 (Figura 49), não foram identificadas quaisquer
imperfeições.
Figura 49 – Radiografia da secção 3.
Após a análise das três radiografias, uma vez que se observou uma imperfeição na
segunda radiografia, foi necessário recorrer à norma de aceitação deste ensaio (ISO 10675-
1) de forma a averiguar se esta é considerada aceitável ou não aceitável. Uma vez que foi
utilizada a classe B para a realização do ensaio, segundo a norma ISO 17636 [25], o nível
de aceitação na norma ISO 10675-1 podia ser o 1. Assim, consultando esta norma, para
esta junta soldada, uma inclusão não pode possuir uma largura superior a 2 mm nem um
comprimento superior a 25 mm por cada 100 mm de junta [47]. Uma vez que as dimensões
da inclusão são inferiores a estes valores, esta foi considerada descontinuidade, não sendo
necessário realizar a reparação do componente para a eliminar.
Para finalizar, de referir que, com a realização deste END, foi possível verificar que
o tempo necessário até se analisarem as radiografias é considerável, sendo também
necessário interromper a produção da empresa para se realizar o ensaio. Neste caso, uma
vez que foram realizadas apenas três radiografias, estas foram efetuadas fora do período
laboral da empresa. Porém, caso se tratasse de uma situação real de inspeção, poderia
ser necessário interromper a produção ou realizar o ensaio no período após o
encerramento da fábrica de forma a evitar a exposição dos trabalhadores à radiação.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 57
7. Conclusões
O desenvolvimento desta Dissertação de Mestrado teve como principal objetivo
averiguar se a entrega térmica tinha sido devidamente controlada durante a união de
quatro juntas soldadas, recorrendo ao exame metalográfico. Além disso, foram realizadas
QPS às mesmas juntas, recorrendo a ED e END. Também, durante o desenvolvimento deste
trabalho, foi possível contactar diariamente com diversos END, tais como: Inspeção Visual,
LP, MT, RT e UT.
Deste modo, a componente prática desta Dissertação dividiu-se em três fases:
1. Realização de Qualificações de Procedimentos de Soldadura
Foram realizadas QPS a pedido da empresa ONIRAM, em quatro juntas topo a topo
em chapa com penetração total. As QPS dividiram-se em diversas etapas, executadas pela
seguinte ordem: análise da EPSp, acompanhamento da união da junta, análise da EPSp
revista, realização dos END e posteriormente dos ED e, por último, elaboração dos RQPS.
Relativamente aos END, recorreu-se ao ensaio LP para avaliar a superfície da junta
soldada e ao ensaio RT para avaliar o interior da junta. No que toca aos ED, foram
realizados ensaios de Tração, de Dobragem, de impacto Charpy, de Dureza e ainda a
Análise Macrográfica.
Para as quatro QPS, dado que se obtiveram resultados aceitáveis em todos os
ensaios, todos os procedimentos de soldadura foram aprovados, tendo sido elaborado um
RQPS para cada QPS.
2. Análise microestrutural da ZMA e MB de quatro juntas soldadas,
quantificação de ferrite-δ e comparação com a previsão obtida a partir
do diagrama de Schaeffler
Realizou-se o exame metalográfico das quatro juntas soldadas elaboradas na QPS,
tendo sido analisadas as respetivas ZMA e MB. Além disso, uma vez que, em três dessas
juntas, a ZMA consistia numa matriz austenítica contendo ferrite-δ, realizou-se ainda a
quantificação desta fase. Assim, dado que a microestrutura estipulada pelo diagrama de
Schaeffler se aproximava da realidade e obteve-se uma fração de ferrite-δ de 12% nas três
ZMA, foi possível concluir que a entrega térmica foi corretamente estabelecida, fazendo
com que não fossem atingidas temperaturas demasiado elevadas que resultariam na
formação de fases indesejáveis (fase σ) ou na obtenção de frações de ferrite bastante
superiores, que diminuiriam a resistência ao impacto da junta.
3. Realização de uma inspeção a um Discharge Ring através do ensaio RT
Recorrendo ao ensaio RT, foi possível inspecionar três secções deste componente.
Para a realização deste ensaio, recorreu-se a diversos equipamentos, nomeadamente:
fonte radiográfica, controlador, película radiográfica, IQI, entre outros. Previamente à
realização do ensaio, foi necessário definir diversos parâmetros no controlador como, por
exemplo, a distância da fonte à peça, a densidade ótica, a diferença de potencial, etc.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 58
Uma vez estabelecidos esses parâmetros, obteve-se um tempo de radiografia de 6
minutos e 8 segundos que corresponde ao período durante o qual será emitida a radiação
de Raios-X. Após a realização do ensaio, para se poder analisar as radiografias, foi
necessário proceder à revelação das mesmas.
Em seguida, procedeu-se à análise das três radiografias, tendo sido identificada
uma inclusão na radiografia da segunda secção. Uma vez que as dimensões desta eram
inferiores ao limite estabelecido pela norma de aceitação deste ensaio, a inclusão foi
considerada uma indicação aceitável, não tendo sido necessário eliminá-la.
Para concluir, o desenvolvimento deste trabalho permitiu vivenciar as várias tarefas
que um Inspetor de Soldadura desempenha diariamente, conseguindo experienciar os
desafios que este tem de superar. Além disso, durante estes meses, foi possível perceber
a importância da entrega térmica e a dificuldade na sua determinação e, sobretudo, na
seleção do valor mais adequado. Também, foi possível utilizar os diversos END, ferramenta
indispensável para um Inspetor de Soldadura, de forma a compreender as suas capacidades
e limitações.
7.1 Trabalhos Futuros
Após a realização desta Dissertação, como trabalho futuro seria interessante
explorar outros END, não convencionais, como por exemplo: Inspeção por Emissões
Acústicas, realizar Qualificações de Soldadores ou de Procedimentos de Soldadura
utilizando materiais não-ferrosos.
Propõe-se também a realização de um estudo da variação da entrega térmica e a
sua influência nas propriedades mecânicas e na microestrutura da ZMA. Sugere-se o estudo
da influência da variação da entrega térmica na fração de ferrite-δ em aços inoxidáveis
austeníticos, após soldadura.
Além disso, devido à situação de calamidade vivenciada durante o período de
desenvolvimento deste trabalho, não foi possível realizar a inspeção de outros
componentes recorrendo aos restantes END apresentados no segundo capítulo. Assim,
seria interessante, em trabalhos futuros, aplicar estes ensaios na inspeção de outros
componentes de elevada complexidade.
Por último, sugere-se ainda a realização de um estudo comparativo entre o ensaio
UT e o PAUT ou entre o ensaio RT e o PAUT, em juntas dissimilares, de forma a apurar
como o crescimento de grão pode influenciar os resultados.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 59
Referências Bibliográficas
[1] Tüv Austria. "Thinking beyond". https://www.tuv.at/en/tuev-austria-group/about-us/ (acedido em 15 de março).
[2] C. L. Jenney and A. O’Brien, Materials and Applications I (Welding Handbook), 9th ed. Miami, FL: American Welding Society, 2011.
[3] E. M. D. Lopes e R. M. Miranda, Metalurgia da Soldadura. Portugal: Institudo de Soldadura e Qualidade, 1993.
[4] J. C. Lippold and D. J. Kotecki, "9. Dissimilar Welding of Stainless Steels", in Welding Metallurgy and Weldability of Stainless Steels: John Wiley & Sons, 2005.
[5] K. Anderson, J. Weritz and J. G. Kaufman, "43.4 Weld Filler Metals", in ASM Handbook, Volume 2A - Aluminum Science and Technology: ASM International, 2018.
[6] American Society for Metals Committee, "83. Dissimilar Welds With Stainless Steel", in ASM Handbook, Volume 06 - Welding, Brazing, and Soldering, D. L. Olson, T. A. Siewert, S. Liu and G. R. Edwards, Eds.: ASM International, 1993.
[7] American Society for Metals Committee, "104. Welding of Stainless Steels", in ASM Handbook, Volume 06 - Welding, Brazing, and Soldering, D. L. Olson, T. A. Siewert, S. Liu and G. R. Edwards, Eds.: ASM International, 1993.
[8] C. L. Jenney and A. O’Brien, Welding Science and Technology (Welding Handbook), 9th ed. Miami, FL: American Welding Society, 2001.
[9] J. C. Lippold, "1. Introduction", in Welding Metallurgy and Weldability: John Wiley & Sons, 2015.
[10] J. C. Lippold, "5. Hydrogen-Induced Cracking", in Welding Metallurgy and Weldability: John Wiley & Sons, 2015.
[11] American Society for Metals Committee, "Joint Evaluation and Quality Control", in ASM Handbook, Volume 06 - Welding, Brazing, and Soldering, D. L. Olson, T. A. Siewert, S. Liu and G. R. Edwards, Eds.: ASM International, 1993.
[12] C. L. Jenney and A. O’Brien, Welding Processes I (Welding Handbook), 9th ed. Miami, FL: American Welding Society, 2004.
[13] Specification and qualification of welding procedures for metallic materials — Welding procedure specification, ISO 15609-1:2019, International Organization for Standardization, 2019.
[14] Specification and qualification of welding procedures for metallic materials — Welding procedure test, ISO 15614-1:2017, International Organization for Standardization, 2017.
[15] American Welding Society, Welding Inspection Handbook, 4th ed. United States of America: American Welding Society, 2015.
[16] F. Pinto, J. Barata e P. Barros, "Ensaios Não Destrutivos". Portugal: Instituto de Soldadura e Qualidade, 1992.
[17] Metallic materials — Tensile testing, ISO 6892-1:2019, International Organization for Standardization, 2019.
[18] Standard Test Methods and Definitions for Mechanical Testing of Steel Products, A370, American Society for Testing and Materials, 2011.
[19] Destructive tests on welds in metallic materials — Bend tests, ISO 5173:2009, International Organization for Standardization, 2009.
[20] Metallic materials — Charpy pendulum impact test, ISO 148-1:2016, International Organization for Standardization, 2015.
[21] S. E. Hughes, "Chapter 6 - Non-destructive and Destructive Testing", in A Quick Guide to Welding and Weld Inspection, S. E. Hughes, Ed.: Woodhead Publishing, 2009, pp. 67-87.
[22] American Society for Metals Committee, "143. Inspection of Welded Joints", in ASM Handbook, Volume 06 - Welding, Brazing, and Soldering, D. L. Olson, T. A. Siewert, S. Liu, and G. R. Edwards, Eds.: ASM International, 1993.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 60
[23] A. Ahmad and L. J. Bond, "1. Guide to Nondestructive Evaluation Techniques", in ASM Handbook, Volume 17 - Nondestructive Evaluation of Materials (2018 Revision): ASM International, 2018.
[24] American Welding Society, Guide for the Nondestructive Examination of Welds, 4th ed., United States of America: American Welding Society, 2009, p.^pp. 61.
[25] Non-destructive testing of welds — Radiographic testing — Part 1: X-and gamma-ray techniques with film, ISO 17636-1, International Organization for Standardization, 2012.
[26] T. Rheinland." Serviços de Radiografia Industrial". https://www.tuv.com/portugal/pt/servi%C3%A7os-de-radiografia-industrial.html (acedido em 2 de Outubro).
[27] A. Ahmad and L. J. Bond, "13. Fundamentals of Ultrasonic Inspection", in ASM Handbook, Volume 17 - Nondestructive Evaluation of Materials (2018 Revision): ASM International, 2018.
[28] G. Harvey, A. Tweedie, C. Carpentier and P. Reynolds, "Finite Element Analysis of Ultrasonic Phased Array Inspections on Anisotropic Welds", 2011.
[29] Olympus. "Substituição da radiografia por ultrassom Phased Array". https://www.olympus-ims.com/pt/phased-array-ultrasound-as-a-replacement-for-radiography/ (acedido em 25 de setembro).
[30] G. Desjardins and R. Sahney, Encyclopedic Dictionary of Pipeline Integrity. Clarion Technical Publishers, 2012.
[31] Olympus. "Phased Array Tutorial - What do they do?" https://www.olympus-ims.com/pt/ndt-tutorials/intro/pa-systems/ (acedido em 14 de novembro).
[32] A. D. Gianfrancesco, Ed. 8.3.10 Ultrasonic Phased Array Systems (Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants). Elsevier, 2017.
[33] T. Rheinland. "Ensaios Não Destrutivos - Líquidos Penetrantes (PT)". https://www.tuv.com/portugal/pt/ensaios-n%C3%A3o-destrutivos-l%C3%ADquidos-penetrantes-(pt).html (acedido em 10 de Outubro).
[34] Hot rolled products of structural steels, EN 10025-2: 2004, BSI, 2004.
[35] D. O. Kipp, "MatWeb Metal Material Data Sheets," ed: MatWeb, LLC., 2011.
[36] Stainless steels, EN 10088-3: 2005, European Committee for Standardization, 2005.
[37] Virgamet. "1.4313, X3CRNIMO13-4, AISI 415 - STAINLESS STEEL". https://virgamet.com/1-4313-x3crnimo134-f6nm-uns-s41500-z6cn1304-425c11-stainless-steel (acedido em 17 de março de 2020).
[38] 316/316L Stainless Steel, AK Steel, West Chester, OH, 2007.
[39] PREMIARC DW-309L, Kobelco Welding of America, 2019.
[40] PREMIARC DW-316L, Kobelco Welding of America, 2018.
[41] PREMIARC MX-A410NiMo, Kobelco Welding of America, 2017.
[42] Welding — Guidelines for a metallic materials grouping system, ISO/TR 15608:2017, International Organization for Standardization, 2017.
[43] Flat products made of steels for pressure purposes., BS EN 10028-7:2016, BSI, 2016.
[44] Stainless steels, BS EN 10088-2:2014, BSI, 2014.
[45] Welding consumables — Gases and gas mixtures for fusion welding and allied processes, ISO 14175:2008, International Organization for Standardization, 2008.
[46] G. F. V. Voort, Ed. Metallography and Microstructures (ASM Handbook). 2004.
[47] Non-destructive testing of welds — Acceptance levels for radiographic testing, ISO 10675-1:2016, International Organization for Standardization, 2016.

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 61
Anexos
Anexo 1
Diagrama de DeLong [7]
\

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 62
Anexo 2
Resultados do ensaio de dureza da junta soldada 2
MB1 ZTA1 Cordão ZTA2 MB2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
307 305 329 331 330 294 296 311 321 325 309 289 294 301 295
16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
313 303 300 347 343 337 345 317 333 333 342 337 335 321 307
31 32 33 34 35 36 37 38 39 40 41 42 43 44 45
310 307 309 343 346 339 298 301 295 315 329 323 293 289 303

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 63
Anexo 3
Resultados do ensaio de dureza da junta soldada 3
MB1 ZTA1 Cordão ZTA2 MB2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
282 280 261 296 301 300 206 207 205 197 202 199 199 194 186
16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
269 274 277 305 300 201 184 186 186 200 195 205 197 205 194

Inspeção de Juntas Soldadas
Bruno Domingues Pereira 64
Anexo 4
Resultados do ensaio de dureza da junta soldada 4
MB1 ZTA1 Cordão ZTA2 MB2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
165 151 153 235 267 280 212 219 205 319 313 308 297 293 302
16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
156 157 168 220 222 198 212 227 227 309 312 315 294 309 304
31 32 33 34 35 36 37 38 39 40 41 42 43 44 45
166 160 161 251 272 272 201 192 205 316 310 293 293 305 306