Embed Size (px)
Citation preview

Universidade Federal de Santa Catarina Departamento de Engenharia Química e de Alimentos EQA 5509- Projetos na Indústria de Alimentos Professor: José Miguel Muller
PROJETO:
INDÚSTRIA DE QUEIJO CAMEMBERT
ALUNAS:
Andréia Suzuki Bruna Garcia Tatiane Mora
Florianópolis, novembro de 2011
2
Índice
1. INTRODUÇÃO ........................................................................................................................ 4
2. CONSIDERAÇÕES SOBRE O MERCADO DE QUEIJOS .................................................... 5
3. MATÉRIA - PRIMA ................................................................................................................. 7
4. FLUXOGRAMA DO PROCESSO .......................................................................................... 9
4.1. RECEPÇÃO DO LEITE PASTEURIZADO E PADRONIZADO ........................................................ 10
4.2. PREMATURAÇÃO .............................................................................................................. 10
4.3. ADIÇÃO DO COALHO ......................................................................................................... 12
4.4. CORTE DA COALHADA ....................................................................................................... 12
4.5. TRATAMENTO DA COALHADA NO TANQUE .......................................................................... 13
4.6. ENFORMAGEM .................................................................................................................. 13
4.7. SALGA ............................................................................................................................. 14
4.8. SECAGEM......................................................................................................................... 15
4.9. PULVERIZAÇÃO DO MOFO .................................................................................................. 15
4.10. MATURAÇÃO ....................................................................................................... 16
4.11. EMBALAGEM ........................................................................................................ 17
5. BALANÇO MATERIAL ........................................................................................................ 17
6. CONTROLE DE QUALIDADE ............................................................................................. 17
6.1. CONTAMINAÇÃO COM FUNGOS DO GÊNERO MUCOR ........................................................... 18
6.2. CRESCIMENTO EXCESSIVO DE GEOTRICHUM CANDIDUM...................................................... 19
6.3. CRESCIMENTO DE PENICILLIUM ROQUEFORTI ..................................................................... 20
6.4. CASCA DESCOLANDO ....................................................................................................... 21
6.5. MASSA SECA .................................................................................................................... 22
6.6. CRESCIMENTO INSUFICIENTE DE MOFO .............................................................................. 22
6.7. CRESCIMENTO EXCESSIVO DE MOFO .................................................................................. 22
6.8. FORMAÇÃO DE SABOR AMARGO ........................................................................................ 23
6.9. SABOR AMONIACAL .......................................................................................................... 23
7. EQUIPAMENTOS ................................................................................................................. 23
7.1. TANQUE DE ARMAZENAMENTO .......................................................................................... 23
7.2. TANQUE AUTOMÁTICO PARA FABRICAÇÃO DE QUEIJOS ..................................................... 24
7.3. FÔRMAS ........................................................................................................................... 24
7.4. TANQUE DA SALGA ........................................................................................................... 25
7.5. CÂMARAS DE SECAGEM.................................................................................................... 25
7.6. CÂMARA DE MATURAÇÃO ................................................................................................. 26
7.6.1. O Cálculo da Carga Térmica ............................................................................. 27
7.6.2. Isolante .............................................................................................................. 28
7.6.3. Calor do Produto ............................................................................................... 28
7.6.4. Transmissão ...................................................................................................... 29
7.6.5. Infiltração ........................................................................................................... 29
7.6.6. Pessoas ............................................................................................................. 30
7.6.7. Luzes ................................................................................................................. 30
7.6.8. Prateleiras Móveis ............................................................................................. 30
7.6.9. Cálculo Total ..................................................................................................... 31
7.7. CONDENSAÇÃO EXTERNA E INTERNA ................................................................................ 31

3
7.8. EQUIPAMENTOS DE REFRIGERAÇÃO................................................................................... 32
7.8.1. Compressor ....................................................................................................... 32
7.8.2. Condensador ..................................................................................................... 33
7.8.3. Evaporador ....................................................................................................... 34
7.8.4. Válvula de Expansão ......................................................................................... 34
7.8.5. Refrigerante ....................................................................................................... 35
8. TRATAMENTO E APROVEITAMENTO DE RESÍDUOS .................................................... 35
8.1. EFLUENTES LÍQUIDOS ....................................................................................................... 36
8.2. RESÍDUOS SÓLIDOS .......................................................................................................... 37
9. LOCALIZAÇÃO, PROJETO E LEGISLAÇÃO .................................................................... 38
9.1. LOCALIZAÇÃO .................................................................................................................. 38
9.2. PROJETO ......................................................................................................................... 39
9.3. DEPENDÊNCIAS DA FÁBRICA ............................................................................................. 40
9.4. LEGISLAÇÃO .................................................................................................................... 41
9.5. LAYOUT ........................................................................................................................... 42
10. ANÁLISE FINANCEIRA ....................................................................................................... 43
10.1. INVESTIMENTOS FIXOS .......................................................................................... 43
10.2. CAPITAL DE GIRO ................................................................................................. 45
10.3. PROJEÇÃO DAS RECEITAS MENSAIS ...................................................................... 48
11. CONCLUSÃO ....................................................................................................................... 50
12. REFERÊNCIAS .................................................................................................................... 51

4
1. Introdução
A fabricação de queijos é um processo que compreende uma série de
operações desde a recepção do leite até o último dia da maturação e
expedição do produto para o mercado.
O queijo Camembert é de origem francesa, tendo sido fabricado
artesanalmente pela primeira vez em 1791, no vilarejo de Camembert, na
Normandia. Hoje é um dos queijos mais famosos do mundo, sendo fabricado
em diversos países. Possui sabor e aroma pronunciados, devido à intensa
ação proteolítica e lipolítica do P. camemberti. Apresenta uma casca
ligeiramente firme e por baixo dela percebe-se um corpo macio; estas
características se acentuam ao longo da maturação. Geralmente encontrado na
forma cilíndrica com diâmetro de 10 a 12 cm, altura em torno de 3 cm,
fabricado com leite de vaca, massa crua e mole, com mofos superficiais,
contendo no mínimo 40% de gordura no extrato seco (GES) e no mínimo 110 g
de sólidos totais. O rendimento médio é de 1 kg de produto final para 7,2 a 8,2
litros de leite.
O queijo se caracteriza, sobretudo pelo crescimento externo do mofo
branco Penicillium camemberti, que se apresenta como um manto aveludado,
sem manchas. Ao corte, dependendo do estado de maturação, pode se
observar uma camada, entre o centro e a periferia, de coloração mais
amarelada e de consistência untuosa; por outro lado, o queijo pode apresentar
uma pequena porção central, de coloração esbranquiçada e ligeiramente firme.
Estas características podem ser observadas em um bom Camembert, três
semanas após sua elaboração, devido à maturação centrípeta, na qual as
enzimas do Penicillium maturam o queijo, inicialmente, de fora para dentro.
Quando curado, o queijo apresenta a seguinte composição média:
UMIDADE (%) ................................................ 52,5
GORDURA (%) ............................................... 23,0
GES (%) .......................................................... 48,4
PROTEÍNAS (%) ............................................ 18,5
PH (SUPERFÍCIE) ............................................ 6,0
PH (INTERIOR) ................................................ 7,0
SAL (%) ............................................................ 2,5

5
2. Considerações Sobre o Mercado de Queijos
Na última década, de acordo com o Ministério do Desenvolvimento,
Indústria e Comércio exterior (MDIC), o comércio internacional de produtos
lácteos apresentou crescimento significativo, com destaque para o queijo,
sendo o Brasil o sexto maior mercado consumidor.
O comércio internacional de queijos é marcado por uma alta
concentração, tanto na produção, com 9,4% dos países detendo as
importações, quanto na exportação, onde o número de países é ainda menor
(Rodrigues, 2009). Existem milhares de tipos de queijos disponíveis no
mercado, quando se considera cada tipo de queijo é impossível quantificar a
demanda, então a categoria outros que compreende essa grande variedade
representa quase 70% desse mercado (Rodrigues, 2009).
De acordo com o Departamento de Agricultura dos Estados Unidos
(USDA) em nota divulgada em julho de 2011 (Usda, 2011), a projeção de
exportação de queijos de grandes produtores como a União Européia em 2011
será de 620.000 toneladas, grande parte exportada para Rússia e para os
Estados Unidos. A Tabela 1 mostra a produção de queijos dos maiores
produtores mundiais ao longo dos últimos anos e a projeção da produção para
o ano de 2011.
Tabela 1. Produção Mundial de Queijos (1000 toneladas). Fonte: USDA (Foreign Agricultural Service).
País 2006 2007 2008 2009 2010 2011(e)
União Européia 6801 6760 6800 6810 6970 7050
Estados Unidos 4320 4435 4496 4570 4734 4870
Brasil 528 580 607 614 648 675
Rússia 405 435 430 400 435 440
Austrália 362 360 344 321 319 328
*e = estimativa
De acordo com a Associação Brasileira das Indústrias de Queijos
(ABIQ), cerca de 95% dos queijos produzidos no Brasil são para consumo
popular, onde são contabilizados os queijos como o prato, mussarela,
parmesão e minas (Furtado, 2003). Os queijos considerados especiais como o
Brie, Camembert, Gorgonzola, Gouda, Edam, entre outros, ocupam os 5%
6
restantes da produção brasileira e segundo analistas do setor, tem o maior
potencial de crescimento (Furtado, 2003).
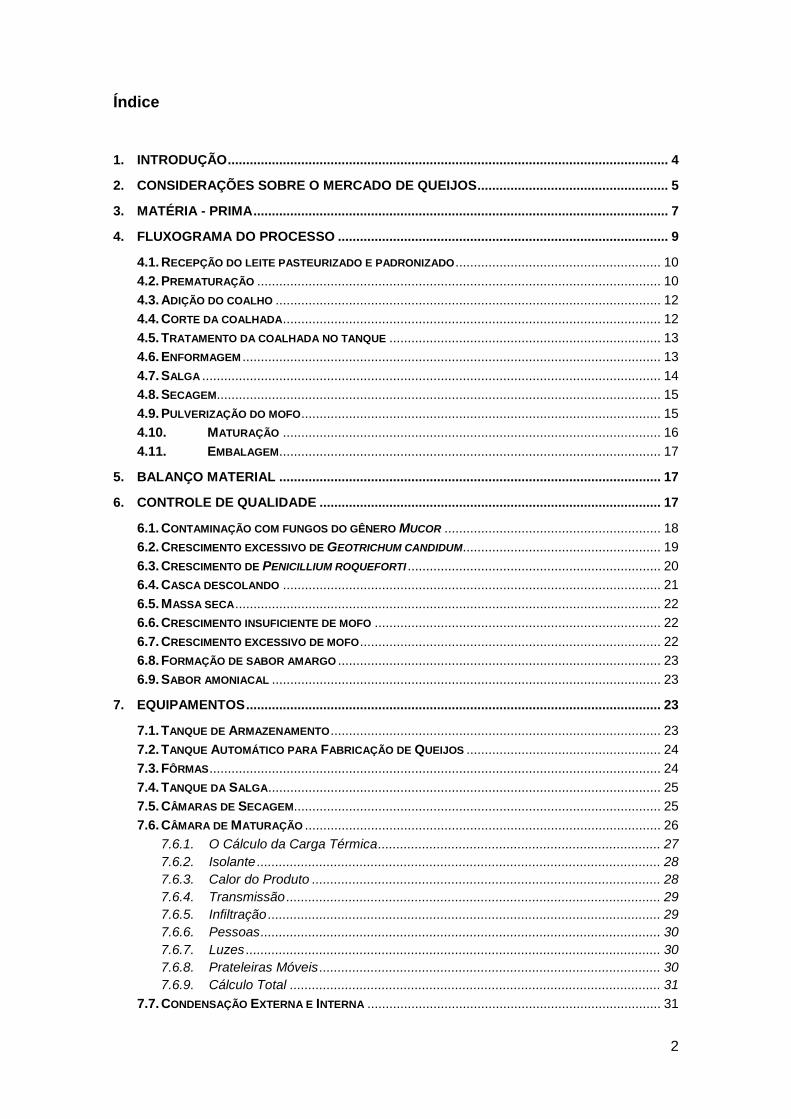
A Tabela 2 mostra o consumo de queijo de alguns dos maiores
consumidores mundiais do produto, assim como a estimativa para o ano de
2011.
Tabela 2. Consumo Mundial de Queijos (1000 toneladas). Fonte: USDA (Foreign Agricultural Service).
País 2006 2007 2008 2009 2010 2011(e)
União Européia 6339 6309 6393 6381 6445 6510
Estados Unidos 4392 4505 4478 4540 4634 4796
Brasil 529 576 605 624 660 686
Rússia 625 675 750 690 720 767
Austrália 225 215 215 220 225 230
*e = estimativa
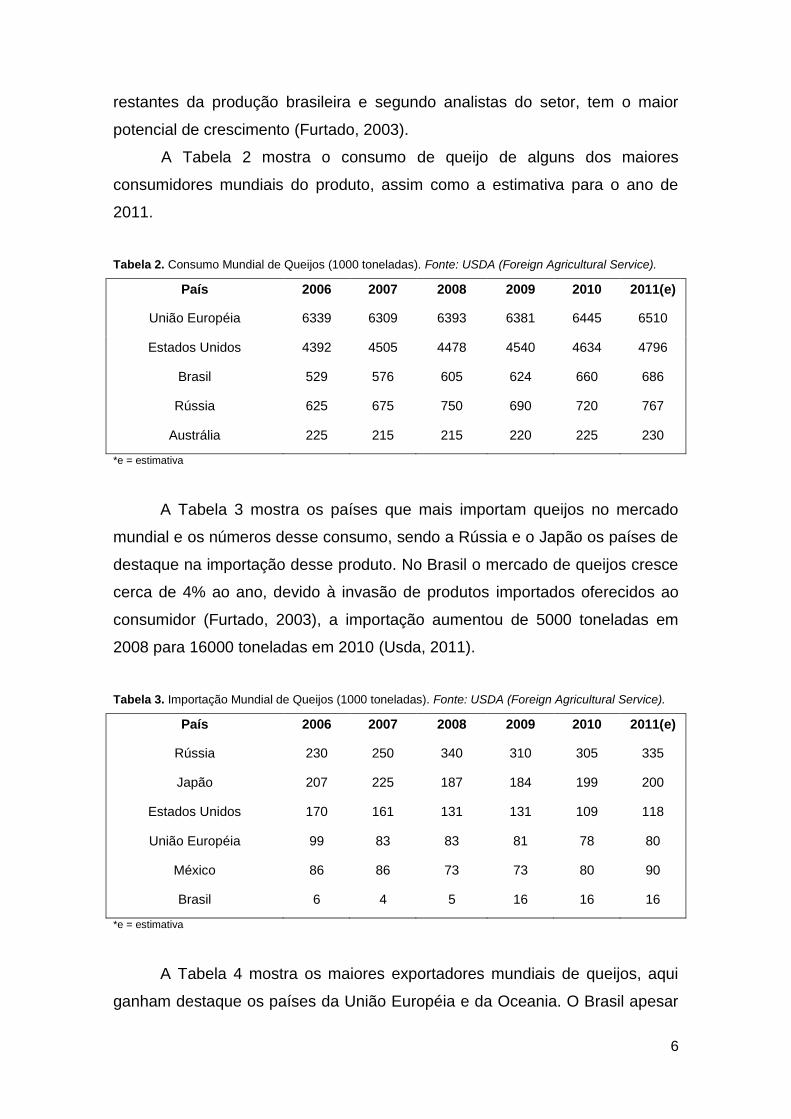
A Tabela 3 mostra os países que mais importam queijos no mercado
mundial e os números desse consumo, sendo a Rússia e o Japão os países de
destaque na importação desse produto. No Brasil o mercado de queijos cresce
cerca de 4% ao ano, devido à invasão de produtos importados oferecidos ao
consumidor (Furtado, 2003), a importação aumentou de 5000 toneladas em
2008 para 16000 toneladas em 2010 (Usda, 2011).
Tabela 3. Importação Mundial de Queijos (1000 toneladas). Fonte: USDA (Foreign Agricultural Service).
País 2006 2007 2008 2009 2010 2011(e)
Rússia 230 250 340 310 305 335
Japão 207 225 187 184 199 200
Estados Unidos 170 161 131 131 109 118
União Européia 99 83 83 81 78 80
México 86 86 73 73 80 90
Brasil 6 4 5 16 16 16
*e = estimativa
A Tabela 4 mostra os maiores exportadores mundiais de queijos, aqui
ganham destaque os países da União Européia e da Oceania. O Brasil apesar

7
de ser um dos maiores produtores mundiais de queijo, possui uma produção
deficitária em relação ao consumo interno, sendo necessária a importação do
produto.
Tabela 4. Exportação Mundial de Queijos (1000 toneladas). Fonte: USDA (Foreign Agricultural Service).
País 2006 2007 2008 2009 2010 2011(e)
União Européia 561 534 490 510 503 620
Nova Zelândia 299 309 247 290 265 237
Austrália 202 212 202 162 165 170
Estados Unidos 71 100 131 108 173 203
Argentina 58 45 36 48 45 55
Brasil 5 8 7 6 4 5
*e = estimativa
3. Matéria - prima
Qualquer que seja o tipo de queijo a matéria-prima é uma só: o leite.
Muitos tipos de queijos maturados superficialmente por mofos são produzidos
no mundo, todos possuem aparente semelhança, pois compartilham da mesma
tecnologia de fabricação, tipificada pelo Camembert, que é a variedade
francesa mais importante.
As variações observadas na qualidade do leite empregado na produção
do queijo dependem da espécie do animal do qual o leite é obtido.
A composição do leite varia de acordo com os sistemas de criação
empregados, como raças puras ou não e outros fatores como: saúde do
animal, época do ano e fase de lactação.
O fabricante de queijo leva em consideração as condições fundamentais
do leite como matéria prima:
- a qualidade bacteriológica, que condiciona a acidez;
- a composição química e, mais concretamente, o seu conteúdo de
gordura.
Alguns queijos como o Camembert e o Livarol, cuja coalhada é de
propriedade mista, podem ser fabricados com um leite bastante povoado e
ligeiramente ácido; no entanto, os de coalhada de caráter enzimático, como o

8
Cantal e Gruyère, exigem uma matéria prima de excelente qualidade
bacteriológica.
Quanto mais acentuada seja a ação do coalho, mais obrigado está o
queijeiro a escolher com cuidado o leite. Esta operação não deve levar em
conta unicamente a acidez, mas também a possível presença de alguns
germes responsáveis por acidentes de fabricação, como por exemplo, o bacilo
butírico ou as bactérias coliformes.
Como os diversos constituintes da coalhada (gordura, proteína, sais e
água) ficam retidos na malha de caseína, a relação caseína/gordura, é a que
determina a qualidade do queijo. Quando esta relação está desequilibrada, a
textura do queijo é, ou muito macia, ou muito dura, ao menos que o processo
de fabricação seja modificado adequadamente para ajustar o conteúdo de
água, como ocorre na elaboração de queijos magros.
A padronização do leite é uma prática normal na elaboração de algumas
variedades de queijo, como é o caso do queijo Camembert, onde o leite
utilizado para sua produção é o leite integral padronizado com 3,3-3,4% de
gordura.
Os métodos de padronização do leite baseiam-se na adição de leite
desnatado ao leite de queijaria destinando-se a nata obtida no desnatado para
elaboração de creme ou manteiga, o que proporciona certa compensação
econômica.
Quanto a análise de leite para a padronização, devemos salientar que a
lactose não contribui praticamente para o peso final do queijo maturado já que
durante o processo de maturação sofre uma fermentação que a transforma em
ácido lático modificando com isto o pH do leite ou coalhada. Portanto, a
determinação de lactose no leite não tem nenhum significado na fabricação de
queijo.
O conteúdo de gordura do leite é importante nas características das
distintas variedades de queijos. A homogeneização aumenta o rendimento
queijeiro porque reduz as perdas de gordura no soro do leite. Esta operação
também pode ser aplicada para favorecer o desenvolvimento da lipólise nas
variedades maturadas por mofos e para melhorar a textura dos queijos de
pasta macia. O manuseio e a armazenagem do leite de queijaria antes da
fabricação devem ser cuidadosos. Para a proteólise, que afeta tanto a

9
qualidade do queijo final como o rendimento, seja mínima, o leite deve ser
armazenado em temperaturas inferiores a 5°C e durante um período de tempo
muito curto.
O objetivo do tratamento térmico do leite de queijaria consiste na
destruição dos microorganismos patogênicos, e dos microorganismos e
enzimas prejudiciais para o processo de elaboração.
O tratamento térmico não constitui em si um sistema de padronização da
qualidade bacteriológica do leite, e por outra parte, este tratamento destrói
também bactérias e enzimas que favoreceriam o processo de fabricação. Por
esta razão, alguns fabricantes de queijo preferem utilizar temperaturas
inferiores as de pasteurização para preservar algumas das enzimas presentes
no leite (especialmente as lipases).
4. Fluxograma do Processo
As etapas do processo podem ser visualizadas através da Figura 1.
Figura 1. Fluxograma do processo de fabricação do queijo Camembert.
Recepção do leite pasteurizado e padronizado
Prematuração
Adição do coalho
Corte da coalhadaTratamento da
coalhada no tanque
Enformagem
Salga
SecagemPulverização do
mofo
Maturação
Embalagem e expedição
10
4.1. Recepção do leite pasteurizado e padronizado
A maior parte das indústrias de queijos utiliza leite filtrado,
pasteurizado e padronizado. A pasteurização é um tratamento
indispensável, tanto do ponto de vista tecnológico como de saúde
pública. A padronização é estabelecida fixando-se o teor de gordura
do leite utilizado para cada queijo. Para o Camembert é comum a
padronização do leite para 3,3-3,4% de gordura.
Após o recebimento, o leite deverá ser destinado para o interior
da fábrica, via bomba sanitária ou via gravidade.
4.2. Prematuração
A prematuração do leite consiste na adição de uma dose de
fermento, por volta de 1%, ao leite algum tempo antes da adição do
coalho. No caso do Camembert a prematuração pode ser conduzida
por até uma hora, a 28-32°C.
O fermento lático é um ingrediente importante na fabricação de
queijos de boa qualidade e o objetivo da prematuração é dar aos
microrganismos do fermento uma oportunidade de adaptação ao leite
antes do início da coagulação.
Pode-se dizer que o fermento tem duas finalidades básicas na
fabricação de queijos Camembert. A primeira é o desenvolvimento da
acidez e a segunda é a formação de sabor e aroma durante a
maturação do queijo.
O desenvolvimento da acidez tem importância fundamental na
fabricação devido a:
Controle de contaminações: Bactérias do fermento
transformam a lactose em ácido lático, evitando assim que a
lactose seja utilizada como substrato para fermentações
indesejáveis e, ao mesmo tempo, com o abaixamento do pH,
inibe-se o crescimento de certos microrganismos nocivos;
Remoção da umidade da coalhada: O aumento da acidez
neutraliza gradualmente as cargas elétricas da caseína e
diminui a sua capacidade de reter água, facilitando-se a
expulsão do soro dos grãos;

11
Formação de corpo e textura do queijo: A formação de ácido
lático regula o processo de desmineralização da coalhada. Na
desmineralização o íon H+ do ácido lático faz intercâmbio com
o cálcio coloidal (que é o cálcio que estabelece ligações entre
as micelas de paracaseína após a coagulação),
transformando-o em cálcio solúvel, na forma de lactato de
cálcio, dissolvido na água livre no interior do grão de coalhada.
A desmineralização é um processo muito importante, pois
afeta a estrutura e a textura final do queijo. Assim, a expulsão
da água (soro) do grão elimina ácido lático e cálcio. Por isso a
prematuração do leite com fermento torna-se essencial,
permitindo-se acelerar a desmineralização da coalhada;
Melhoria na atuação do coalho: A ação coagulante tem seu pH
ideal por volta de 4,0 e a adição de fermento ao leite melhora
a atuação do coalho;
Ajuste do pH adequado: o Camembert é maturado por mofos
que necessitam de um meio ácido para seu crescimento.
Os microrganismos utilizados nos fermentos para a fabricação do
Camembert são Lactococcus cremoris e Lactococcus latis. Estes
dois microrganismos são mesófilos e produtores de ácido, portanto o
fermento é chamado de fermento lático mesófilo acidificante.
O Lactococcus cremoris é a principal bactéria produtora de ácido
nas culturas láticas. Homofermentadora, produz ácido lático a partir
da lactose crescendo na faixa de temperatura de 10 a 36°C. Sua
capacidade máxima de produção de ácido gira por volta de 1,0% de
ácido lático. A pasteurização do leite a destrói. É muito sensível ao
sal, sendo completamente inibida se o meio contiver 4,0% de sal ou
mais. No fermento lático quase sempre constitui mais de 90% da
flora original.
O Lactococcus latis também é uma bactéria homofermentadora,
produz ácido até uma concentração de 1,0% de ácido lático.
Entretanto, é mais resistente que L. cremoris, sendo capaz de
crescer em meios com até 4,0% de sal na umidade, e entre 10 e

12
40°C. Também é destruída pela pasteurização do leite. Constitui
apenas uma pequena fração (5%) da cultura lática normal.
4.3. Adição do coalho
A coagulação do leite se faz a temperatura de 34°C. Esta
temperatura permite uma boa ação enzimática do coalho e o
crescimento da cultura lática.
É o poder coagulante que determina a quantidade de coagulante
a usar. Considera-se a força do coalho como a quantidade
necessária para coagular o leite em 40 minutos a 35°C.
É utilizado o coagulante Quimase na dosagem de 15 a 18 ml para
cada 100 litros de leite. O Coagulante Quimase é um coagulante que
permite melhor rendimento queijeiro com menor dosagem. É um
coagulante microbiano derivado da preparação especial a partir do
Rhizomucor miehei. Sua vantagem está na dosagem baixa, pois
possui um elevado poder de coagulação que se comparado aos
coalhos tradicionais de origem animal. O fato é devido à enzima
específica que atua sobre as proteínas lácteas, oferecendo melhor
coagulação e consequente rendimento. O coagulante deve ser
previamente diluído em 2 colheres de sopa de água (não clorada em
temperatura ambiente).
Tempo de coagulação: variável em função do grau de acidificação
do leite (via de regra, quanto maior o grau de acidificação, menor o
tempo de coagulação do leite).
4.4. Corte da coalhada
A finalidade do corte é aumentar a superfície de exsudação do
soro. Para queijos macios, como o Camembert, divide-se a coalhada
em cubos grandes, de 2 a 3 cm de aresta. O tamanho dos cubos é
importante, pois influencia na retenção de umidade e no corpo do
queijo.
O corte é feito lentamente, sendo que para sua realização são
usadas liras, cuja distância entre os fios para os queijos macios é de
aproximadamente 2,0 cm. Recomenda-se que o corte seja feito
13
inicialmente com a lira horizontal somente no sentido longitudinal; em
seguida corta-se com a lira vertical no sentido longitudinal e depois
no sentido transversal quantas vezes se fizerem necessárias para
reduzir os grãos de coalhada ao tamanho desejado.
4.5. Tratamento da coalhada no tanque
Para o tratamento da coalhada, o mais aconselhável é a adoção
de tratamento que permita certo grau de dessoragem no tanque,
para que a massa adquira a consistência desejada. Neste caso,
recomenda-se que, cerca de cinco minutos após o corte, a massa
seja agitada suavemente por 20 ou 25 minutos, a temperatura de 28
a 32°C, utilizando-se, preferencialmente, de pás, pois os garfos
normalmente quebram mais os grãos. Durante esse período expulsa-
se uma parte do soro e os grãos se tornam um pouco mais
arredondados.
4.6. Enformagem
Diversos métodos de enformagem podem ser empregados na
fabricação do Camembert. O mais comumente empregado é a
eliminação parcial do soro (cerca de 50%), até que este fique apenas
recobrindo a coalhada; a massa vai então para fôrmas plásticas de
fundo perfurado; diversas viragens podem ser conduzidas nas
primeiras horas após a enformagem. A primeira viragem ocorre 20
minutos após a enformagem do último queijo; a segunda, 40 minutos
após a primeira viragem; a terceira, 40 minutos após a segunda
viragem.
A dessoragem prossegue nas fôrmas e é importante que a
temperatura do local não seja baixa, ficando em torno de 20°C, caso
contrário, a flora diminui sua atividade e os queijos não dessoram
bem.
É importante que a massa não seja completamente dessorada
para a enformagem, o que poderia provocar aglomeração dos grãos,
com perda excessiva de umidade e prejuízo do corpo (seco e duro) e
textura. Igualmente é importante que a enformagem seja feita

14
rapidamente, para evitar que os grãos fiquem demasiado firmes no
tanque de fabricação.
4.7. Salga
A salga do Camembert pode ser feita em salmoura, sendo um
processo prático que permite a obtenção de um teor uniforme de sal
nos queijos. Uma vez preparada, a salmoura pode ser utilizada por
um longo período, desde que regularmente seja submetida à
correção do seu teor de sal, e eventualmente, ao tratamento de
recuperação.
Tradicionalmente, a salmoura fica em grandes tanques
azulejados ou em tanques de fibra de vidro situados no interior de
câmaras frigoríficas para a manutenção da temperatura correta. É
importante que a temperatura do banho de salga seja a mesma todos
os dias e que a salmoura seja regularmente agitada, já que se isso
não ocorrer, uma camada de salmoura mais diluída se formará junto
à casca do queijo, onde o sal é absorvido.
Observações práticas indicam que, para cada quilograma de
queijo a ser salgado, devem-se preparar três litros de salmoura para
cada dia que o queijo permanecer na solução. Um queijo Camembert
de 200 gramas pode ser salgado por 20-30 minutos em uma
salmoura com 20% de sal a 10-12°C e principalmente com o pH
regulado para a mesma faixa do queijo, ou seja entre 4,7 a 4,8.
O sal exerce importante papel seletivo na maturação do queijo
Camembert. O mofo Penicillium camemberti resiste a elevadas
concentrações de sal e cresce sem problemas em um queijo com 5%
de sal na umidade ou atividade de água de 0,975. A salga deve ser
conduzida assim que os queijos forem retirados das fôrmas para
evitar a proliferação de Geotrichum candidum, um mofo
contaminante que prefere concentrações mais baixas de sal. O
tempo de salga deve ser ajustado de maneira a se obter um queijo
com cerca de 2,0 a 2,5% de sal.
O sal exerce ainda outro papel importante que é a
complementação da dessoragem no queijo, favorecendo a liberação
15
da água livre da massa. O sal penetra no queijo pela casca, onde há
inicialmente uma maior concentração de NaCl, alterando o equilíbrio
osmótico existente no queijo e levando a água a migrar do seu
interior, mais diluído, para a casca, numa tentativa de restabelecer o
equilíbrio osmótico. Assim enquanto ganha sal no banho de
salmoura, o queijo perde água, na qual se encontra diluídos lactose,
ácido lático, proteínas e lactatos.
Os elementos que se perdem do queijo para a salmoura são
transportados na água se exsudando do queijo, provocando perda de
peso deste ao final da salga, apesar do ganho de uma pequena
quantidade de sal.
4.8. Secagem
O ideal é que os queijos após a salga, sejam colocados em uma
antecâmara (com temperatura regulada para a faixa de 9 a 10ºC),
sobre prateleiras especiais, construídas com fios de aço inoxidável
que permitem uma aeração mais adequada. O ideal é dar uma
pequena inclinação às prateleiras. Os queijos são deixados nas
prateleiras por 3 a 4 horas, ficando secos por completo. Este
procedimento mantém constante a umidade da câmara de maturação
que deve estar sempre controlada.
4.9. Pulverização do mofo
Os queijos, após a secagem, devem ser destinados para câmara
de maturação dispostos em prateleiras especiais que permita a
circulação total de ventilação entre ambas as faces e laterais dos
mesmos.
O método mais utilizado para a aplicação do mofo Penicillium
camemberti é a pulverização, em todas as faces, de uma solução
aquosa contendo esporos do Penicillium, na dosagem de 800 ml de
solução para cada 100 litros de leite. A câmara também deverá ser
pulverizada diariamente, afim de, se formar um ambiente mais
propício ao desenvolvimento do Penicillium.
16
É recomendável que, após a pulverização, os queijos sequem por
algum tempo, podendo-se recorrer à ajuda de ventiladores, antes de
irem para a câmara de maturação.
4.10. Maturação
A maturação deve ser conduzida nas prateleiras apropriadas para
o queijo Camembert, em uma câmara fria a 12-15°C, com cerca de
85 a 90% de umidade relativa do ar.
O ar na câmara de maturação deve ser renovado frequentemente
e ter boa circulação entre as prateleiras com queijos. Correntes de ar
muito forte devem ser evitadas, para não ressecar demasiadamente
os queijos.
A temperatura deve ser bem controlada, pois acima de 15°C
aumenta-se o risco de crescimento de microrganismos indesejáveis
como o Geotrichum candidum. O mesmo cuidado deve ser atribuído
à umidade relativa do ar, que é o fator decisivo no sucesso da
fabricação. Se a umidade for baixa (menos de 85%) os queijos
ressecam e o crescimento do mofo é muito prejudicado. Se a
umidade for muito elevada (mais de 90%) favorece o crescimento de
mofos contaminantes como os do gênero Mucor.
Após cerca de oito dias de maturação, o mofo branco torna-se
visível na superfície do queijo; com doze dias, surge como um feltro
ou manto branco e é quando os queijos devem ser embalados. Em
cerca de três semanas de maturação, o queijo já pode ser
consumido, mas se esperadas mais duas semanas, o sabor do
queijo se torna mais pronunciado e ele fica mais untuoso.
A formação de sabor e aroma é um complexo fenômeno
bioquímico que ocorre durante a maturação do queijo. Envolve a
degradação da caseína (proteólise) em complexos menores que
modificam o corpo do queijo e lhe conferem sabor típico e também a
degradação da gordura (lipólise) com liberação de ácidos graxos
livres e formação de outros compostos importantes na formação do
sabor e aroma do queijo. As lipases e proteases que catalisam essas

17
reações complexas são liberadas pelos microrganismos do fermento
lático.
4.11. Embalagem
Após doze dias e observado o crescimento satisfatório que
corresponde a um manto aveludado e uniforme de mofo branco, sem
manchas, estrias ou qualquer outro fungo de natureza estranha, o
queijo deverá ser embalado em papel alumínio, identificado e
finalmente armazenado em câmara de estocagem de produtos
acabados, a temperatura de 5°C. Depois o produto segue para os
pontos de comercialização.
5. Balanço Material
Para a produção de queijo Camembert são utilizados diversos
ingredientes e o balanço dos materiais utilizados pode ser observado através
da Tabela 5. Com os 5000 L de leite, cuja densidade média é de 1,032 g/mL,
que serão utilizados no processo, serão produzidos cerca de 660 kg de queijo
por dia.
Tabela 5. Balanço de matéria-prima do queijo Camembert.
Ingredientes Quantidade
Leite 5000 L
Fermento 1,5 kg
Coalho 800 mL
Sal 13,2 kg
Mofo 40 L
6. Controle de Qualidade
O controle de qualidade está vinculado a satisfação e a proteção do
consumidor.

18
A seguir serão apresentadas as principais alterações que podem ocorrer
em queijos Camembert, suas causas e formas para evitar que essas alterações
ocorram e consequentemente comprometam a qualidade do produto.
6.1. Contaminação com fungos do gênero Mucor
Essa alteração se caracteriza pelo crescimento de mofo de cor
cinza ou escura na superfície do queijo, geralmente antes do início
do crescimento do Penicillium. O mofo escuro cresce em tufos mais
altos e, se amassado, confere manchas e estrias escuras à
superfície do Camembert. Pode causar sabor amargo ao queijo, além
de conferir aspecto desagradável.
Mucor é um género com cerca de 3000 espécies de bolores,
muito comuns em substâncias orgânicas em decomposição e
também na água. São organismos saprófitas, falcilmente
encontrados na natureza, o que facilita a contaminação dos locais de
fabricação. Não possuem forte ação enzimática, mas crescem rápido
no queijo (às vezes no primeiro ou segundo dia de maturação).
As principais causas dessa alteração são:
Queijo de pH mais elevado após a elaboração (acima da
4,9), devido a baixa atividade do fermento lático. A
fermentação insuficiente tem sido reconhecida como uma
das principais causas do crescimento do Mucor (que é
sensível ao pH baixo);
Queijos que não dessoram bem (excesso de umidade) e
são levados úmidos para a câmara de maturação, o que
também está relacionado indiretamente com a atividade do
fermento e acidificação durante a elaboração;
Excesso de umidade na câmara de maturação (mais de
90%);
Circulação de ar insuficiente na câmara;
Temperatura de maturação muito elevada;
Queijos com teor insuficiente de sal (o Mucor é sensível ao
sal).
19
O controle desse tipo de contaminação é trabalhoso e requer uma
série de medidas que podem ser tomadas em conjunto ou
separadamente:
O queijo deve apresentar pH 4,6-4,8. Para isso pode-se
trocar o fermento, checar antibióticos no leite ou outro tipo
de inibidor;
Verificar o fermento, sua atividade, quantidade de coalho e
processo de maturação para obter queijos bem dessorados
e com teor correto de umidade;
Abaixar a temperatura da câmara de maturação e sua
umidade relativa do ar;
Verificar o teor de sal do queijo e, se necessário, tomar
medidas para aumentá-lo;
Verificar as possíveis fontes de contaminação (água
industrial, água usada na limpeza da sala de fabricação;
tratar a salmoura com cloro);
Promover sanitização completa de todos os equipamentos
e utensílios utilizados (usar solução de cloro) e da câmara
de maturação;
Aumentar a dose de Penicillium pulverizada no queijo e, se
possível, fazê-lo mais precocemente (uma vez mais
crescido o Penicillium, o Mucor não se desenvolve
facilmente);
Evitar correntes de ar mais quente entrando na câmara fria,
já que isto provoca a condensação de umidade na
superfície do queijo (que estaria mais frio do que o ar).
6.2. Crescimento excessivo de Geotrichum candidum
O Geotrichum faz parte da flora normal da superfície do
Camembert no início da maturação, intervindo no metabolismo do
ácido lático e na degradação protéica e na lipólise. Seu crescimento
é pouco visível, pois, em condições normais, logo é superado pelo
crescimento do Penicillium.

20
Entretanto, quando presente em excesso no início da maturação,
causa uma alteração que se caracteriza pela formação de uma
crosta amarelada na casca do queijo, de odor estranho que se
descola facilmente do queijo quando pressionada, mostrando o
interior mais liquefeito. A presença exagerada do Geotrichum impede
o crescimento posterior do Penicillium.
Este defeito apresenta duas causas principais:
Teor insuficiente de sal: o Geotrichum candidum é muito
sensível ao sal;
Temperatura muito elevada da câmara de maturação.
O aumento do teor de sal (2,0-2,5% no queijo) e o abaixamento
da temperatura de maturação não prejudicam o crescimento do P.
camemberti e são suficientes para evitar a proliferação excessiva do
Geotrichum na superfície do queijo.
É muito importante, entretanto, assegurar-se de que a cultura de
P. camemberti empregada esteja em plena atividade e crescendo
rapidamente no queijo, em condições normais.
6.3. Crescimento de Penicillium roqueforti
Esta alteração caracteriza-se pelo crescimento superficial de
Penicillium roqueforti na superfície do queijo Camembert, formando
manchas azul-esverdeadas na casca, normalmente de um só lado,
mais frequente na face do queijo que ficou mais tempo em contato
com o fundo da fôrma de dessoragem. Nesta área, existem mais
condições de anaerobiose, o que pode prejudicar o crescimento do
P. camemberti (quando inoculado no leite), mas não o do P.
roqueforti, que é muito menos sensível a variações do pH e oxigênio
do que o mofo branco. A fermentação alcoólica da lactose por
leveduras, em anaerobiose, produz quantidade certa quantidade de
álcool etílico, capaz de inibir o crescimento posterior do P.
camemberti, mas não o do P. roqueforti.
Os meios de combate seriam:
21
Localizar as eventuais fontes de contaminação (água, terra,
matérias orgânicos, locais de fabricação) e proceder a uma
adequada sanitização;
Diminuir a contaminação de leveduras na casca do queijo
verificando a salmoura;
Evitar o abaixamento excessivo do pH do queijo, pois o pH
baixo favorece o crescimento de P. roqueforti.
Aumentar o número de viragens do queijo e introduzir uma
viragem extra no meio do período de dessoragem nas
fôrmas;
Assegurar-se de que o pH do queijo após 24 horas esteja
na faixa de 4,6 a 4,8; acima de 5,0 o crescimento do P.
camemberti é mais lento, mas o do P. roqueforti não é
prejudicado.
6.4. Casca descolando
Às vezes, o queijo Camembert apresenta cobertura
aparentemente normal de mofo branco, mas com liquefação logo
abaixo da camada de mofo, o que faz com que a cobertura de mofo
se solte facilmente do queijo ou escorregue sobre ele e se quebre. A
causa principal deste problema é o excesso de umidade no queijo, o
que poderia ser causado por:
Fermanteção lática insuficiente durante elaboração:
a. Fermento de baixa atividade;
b. Inibidores (bacteriófagos ou antibióticos);
c. Insuficiente prematuração do leite com fermento.
Dose de coalho muito reduzida;
Temperatura de coagulação muito baixa;
Corte da coalhada em cubos muito grandes;
Agitação insuficiente da massa no tanque;
Número insuficiente de viragens nas fôrmas;
Queijo com muita umidade na casca (secagem insuficiente
após a pulverização).

22
6.5. Massa seca
O queijo não apresenta a untuosidade normal de um Camembert
e sua massa é firme e friável. Esse defeito está associado com a
falta de umidade no queijo no início da maturação, o que pode ser
causado por:
Temperatura de coagulação muito alta;
Corte em grãos muito pequenos;
Agitação prolongada da coalhada no tanque;
Dessoragem nas fôrmas a temperatura muito alta;
Leite excessivamente ácido;
Teor de umidade relativa do ar muito baixo na câmara de
maturação.
6.6. Crescimento insuficiente de mofo
O queijo não apresenta cobertura satisfatória de mofo. As causas
estariam relacionadas com:
Falta de acidificação durante a elaboração, fazendo com
que o pH do queijo não seja suficientemente baixo;
Crescimento excessivo de Geotrichum candidum;
Queijo muito seco, com baixo teor de umidade;
Penicillium camemberti sem atividade, velho ou mal
conservado;
Temperatura de maturação muito baixa.
6.7. Crescimento excessivo de mofo
Uma cobertura muito espessa de Penicillium camemberti pode se
tornar um defeito. O problema é devido ao excesso de sal no queijo,
que inibe então a flora inicial de Geotrichum candidum e permite
crescimento mais abundante de mofo branco. É preciso ter cuidado
no controle deste problema, pois a redução demasiada do teor de sal
pode resultar no crescimento excessivo de G. Candidum.

23
6.8. Formação de sabor amargo
A formação de sabor amargo, que se manifesta logo abaixo da
casca do queijo, pode estar relacionada com:
Leite pré-maturado com fermento, porém sem redução da
dose do coalho;
Excesso de cloreto de cálcio no leite;
Falta de acidificação do leite na elaboração, resultando em
coalhada muito mineralizada e com elevado poder tampão (pH
alto) e alto teor de lactato de cálcio (se não foi suficientemente
dessorada);
Tipo de fermento mesófilo empregado (certas culturas tendem
mais a formar compostos amargos);
Leite superaquecido na pasteurização;
Crescimento excessivo de mofo.
6.9. Sabor amoniacal
Este problema está relacionado com o tempo de maturação do
queijo. Ao final da maturação, por ação de desaminases do
Penicillium camemberti, a amônia começa a se acumular no queijo.
Assim, todo queijo supermaturado tende a apresentar este sabor e
odor.
É recomendável que tão logo os queijos estejam com um mínimo
de maturação (cerca de três semanas) fiquem em temperatura mais
baixa (2-3 °C), para preservá-los por mais tempo sem o
aparecimento de sabor amoniacal.
7. Equipamentos
7.1. Tanque de Armazenamento
Para o armazenamento do leite após a recepção e antes do
processamento será utilizado um tanque de armazenamento de aço

24
inox AISI 304 polido com capacidade de 100 a 100.000 litros (Figura
2).
Figura 2. Tanques de armazenamento de leite. (Fonte: www.tortugan.com.br)
7.2. Tanque Automático para Fabricação de Queijos
Para o processo de fabricação dos queijos será utilizado um
tanque automático feito em aço inox AISI 304 mostrado pela Figura
3. Esse equipamento possui controle de velocidade, liras com
lâminas em inox e formato em oito, inversor de freqüência e será
construído aberto e com plataforma de acesso.
Figura 3. Tanque automático de fabricação de queijo. (Fonte: www.biasinox.com.br)
7.3. Fôrmas
Após as etapas de processamento, a coalhada é colocada em
formas de plástico (Figura 4), onde permanecerão por algumas horas

25
para dessoragem, até a umidade adequada. As fôrmas deverão
possuir diâmetro de 12 cm.
Figura 4. Fôrmas de plástico para dessoragem do queijo. (Fonte: www.agroales.com.br)
7.4. Tanque da Salga
Após o período de dessoragem o queijo segue para a salga feita
com a imersão das peças em salmoura, processo que é realizado em
tanques de aço inox como o da Figura 5, que possui capacidade de
300 a 600 litros.
Figura 5. Tanque de aço inox para salga. (Fonte: www.desnatadeiras.com.br)
7.5. Câmaras de Secagem
A câmara utilizada para secagem é um módulos frigoríficos com
capacidade para até 3000 kg e pode ser vista através da Figura 6,
esta câmara também poderá ser utilizada para armazenamento pós-
maturação.

26
Figura 6. Câmara refrigerada para secagem. (Fonte: www.climacerto.com.br)
De acordo com o fabricante as especificações são:
Módulo frigorífico – Chapa de aço pintada (NBR 7008
ZC) com espessura de 0,028 mm de deposição de zinco, o
núcleo isolante é de poliestireno multicelular extrudado (14
kg/m³) com 75 mm de espessura;
Portas – O material é o mesmo do módulo, o núcleo
isolante é de poliuretano injetado (38 kg/m³) com 50 mm de
espessura;
Sistema Split – Possui compressor hermético, moto
ventilador aberto, base com chapa em aço # 20, gabinete
tipo monobloco em alumínio, fluxo de ar tipo frontal;
7.6. Câmara de Maturação
A câmara possuirá dimensões internas de 3,00m x 3,00m x
2,00m, possuindo uma abertura frontal na parte direita de 0,90m de
largura e 2,00m de altura. Em seu interior estarão dispostas
prateleiras de aço inox móveis com 1,80m de altura, 0,60m de
profundidade e 1,20 de largura. As prateleiras possuirão 14 andares
de 10 cm cada e serão dispostas no interior da câmara como pode
ser vista na Figura 7.

27
Figura 7. Planta baixa do interior da câmara de maturação.
A iluminação será feita através de lâmpadas frias, com
acendimento e desligamento automáticos, conforme a abertura e
trancamento da porta, evitando assim utilização desnecessária dos
mesmos. O material utilizado nas paredes serão os painéis
autoportantes de poliuretano expandido (Figura 8) com uma
espessura total de 0,15 m e condutividade térmica de 0,028
kcal/m.h.°C [4], para evitar o congelamento e também grandes
perdas pelo piso, este deverá ter uma camada isolante de 0,5m
dispostos em camadas desencontradas.
Figura 8. Modelo de painéis auto portantes.
7.6.1. O Cálculo da Carga Térmica
Para o dimensionamento do compressor, condensador e
evaporador é necessária a determinação da carga térmica.

28
Algumas propriedades termofísicas do queijo são necessárias
para o cálculo do projeto da câmara de maturação, que podem
ser observada na Tabela 6.
Tabela 6. Propriedades termofísicas do queijo.(Fonte: www.isoquip.com.br).
Temperatura início de congelamento - 8,0 ˚C
% água (m/m) 60 %
Calor específico acima ponto congelamento 0,70 kcal/kg˚C
Calor específico abaixo ponto congelamento 0,40 kcal/kg˚C
Calor latente de fusão 48 kcal/kg
7.6.2. Isolante
𝑸
∆𝑻=
𝒌𝑨
𝑳 𝑸 =
𝟎,𝟎𝟐𝟖𝒙𝟒𝟐,𝟎𝒙𝟏𝟑
𝟎,𝟏𝟓 𝑸 =101,92 kcal
Onde:
ΔT = (TExterna – TInterna) = (25 – 12)→ ΔT = 13˚C
k = 0,028 kcal / mh˚C
L = 0,15m
A = 4 Área Parede lateral + 2 Área Piso
A = 24,0 + 18,0 → A = 42,0 m2
7.6.3. Calor do Produto
Q = mC1(Ti –Tf) → Q1 = 660 x 0,70 x (25 - 12) →
Q = 6006 kcal/ Dia
m: 660 kg (durante um dia)

29
Q: calor removido
C1: calor específico acima do ponto de congelamento
Ti: Temperatura inicial
Tf: temperatura final de resfriamento
7.6.4. Transmissão
1
U=
1
he+
e
k+
ei
ki+
1
hi→
1
U=
1
25+
0,0005
45+
0,15
0,028+
1
7→ U = 0,18
kcal
m2h℃
Q = S x U x (Te –Ti) → Q = 42 x 0,18 x (25 - 12)
𝐐 = 𝟗𝟖, 𝟐𝟖 𝐤𝐜𝐚𝐥 / 𝐝𝐢𝐚
he: Coeficiente de película do ar externo
e: Espessura do aço (0,0005m)
k: Condutividade térmica do aço
ei: Espessura do isolamento
ki: Condutividade térmica do isolante
hi: Coeficiente de película do ar interno
7.6.5. Infiltração
Q = (V/v) x n x (he–hi) → Q = (18 / 0,82) x 23 x (14,15 – 6,48)
𝐐 = 𝟑𝟖𝟕𝟐,𝟒 𝐤𝐜𝐚𝐥 / 𝐝𝐢𝐚
he: Entalpia do ar externo
hi: Entalpia do ar interno
V: Volume interno da câmara

30
v: Volume específico do ar externo
n: Número de trocas de ar por 24 horas
7.6.6. Pessoas
De acordo com uma aproximação de valores [4], o calor dissipado
por pessoas a 12˚C será de 180 kcal/h. Sendo que na câmara
entram e saem dois funcionários durante trinta minutos por
batelada, mas como é uma batelada resulta um tempo 0,5 horas.
Q = QPessoa x Número de Pessoas x Tempo
Q = 180 kcal/h x 2 x 0,5h → 𝟏𝟖𝟎, 𝟎𝟎 𝐤𝐜𝐚𝐥 / 𝐝𝐢𝐚
7.6.7. Luzes
As luzes ficarão acesas automaticamente enquanto a porta for
mantida aberta, totalizando 30 minutos diários.
𝐐 = 𝟒𝟔, 𝟖 𝐤𝐜𝐚𝐥 /𝐡
7.6.8. Prateleiras Móveis
Q pm = m pm x Cp x ΔT
Q pm = 15 x 0,11 x [25 – 12] → Q Estante = 21,45 kcal
𝐐 = 𝟐𝟏, 𝟒𝟓 𝐱 𝐧
𝐐 = 𝟏𝟐𝟖. 𝟕 𝐤𝐜𝐚𝐥 /𝐝𝐢𝐚
Sendo:
m pm = Massa das prateleiras móveis = 15kg

31
Cp = Calor Especifico do Aço Inoxidável = 0,11kcal/kg
ΔT = [25 – 12] = 13˚C
n= numero de prateleiras
7.6.9. Cálculo Total
Foi desprezado o calor da embalagem nos cálculos, pois esta
representa uma porção muito pequena em relação ao produto.
Q Total = Q Produto + Q Transmissão + Q Infiltração + Q Pessoas + Q Luzes + Q pm
QTotal = 6006 + 98,28+ 3872,4 + 180,0 + 46,8 + 128,7
𝐐 = 𝟏𝟎𝟑𝟑𝟐,𝟏𝟖 𝐤𝐜𝐚𝐥 / 𝐝𝐢𝐚
7.7. Condensação Externa e Interna
A condensação externa ocorre quando a temperatura da parede
externa é inferior a temperatura de orvalho do ar ambiente, então o
fluxo máximo permitido (Q/A) é calculado utilizando a fórmula abaixo,
de onde podemos concluir que não haverá condensação externa se
o fluxo máximo for de Kcal/Kg e a espessura do isolante for de 0,15
m.
Q/A = He (Ta – To) = 14,7 x (25 – 15,5) = 139,65 Kcal/Kg
Onde:
Ta = Temperatura Ambiente
To = Temperatura de Orvalho
32
A condensação interna ocorre quando há aumento da umidade
por permeabilidade do isolante ao vapor d’água ou ação higroscópica
do mesmo, neste projeto ambas as hipóteses estão descartadas,
pois o poliuretano possui baixa permeabilidade ao vapor de água [5]
e não possui ação higroscópica.
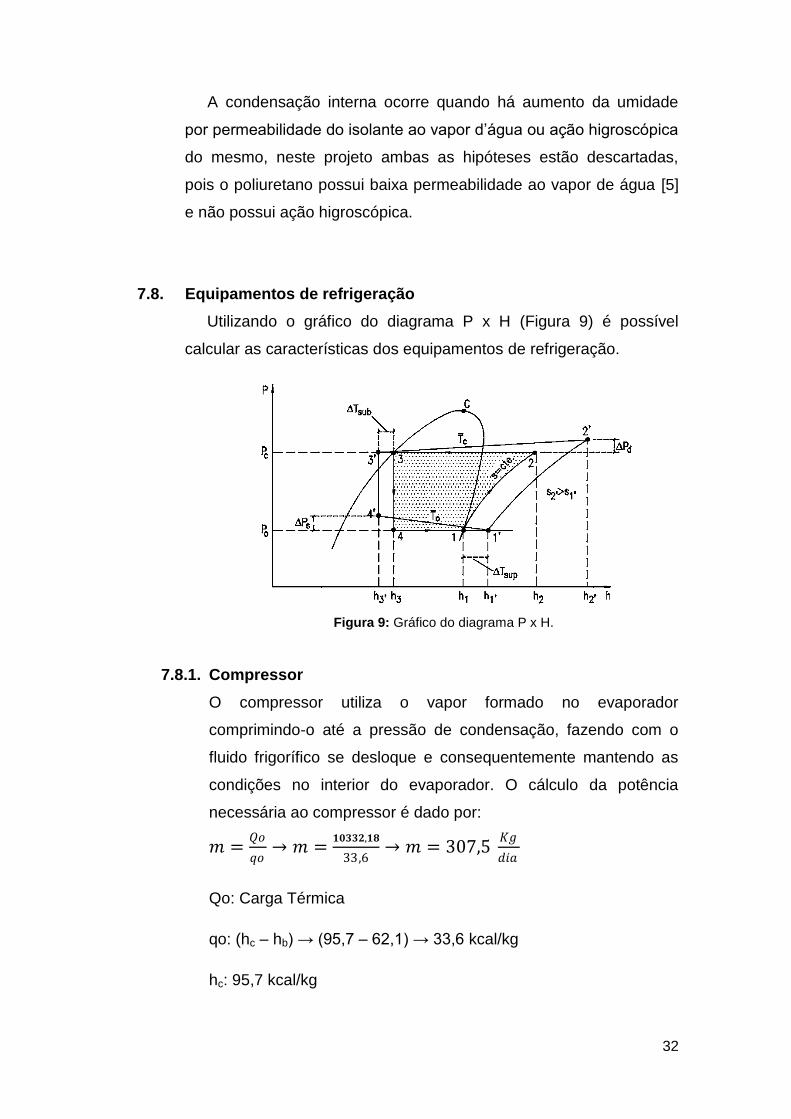
7.8. Equipamentos de refrigeração
Utilizando o gráfico do diagrama P x H (Figura 9) é possível
calcular as características dos equipamentos de refrigeração.
Figura 9: Gráfico do diagrama P x H.
7.8.1. Compressor
O compressor utiliza o vapor formado no evaporador
comprimindo-o até a pressão de condensação, fazendo com o
fluido frigorífico se desloque e consequentemente mantendo as
condições no interior do evaporador. O cálculo da potência
necessária ao compressor é dado por:
𝑚 =𝑄𝑜
𝑞𝑜→ 𝑚 =
𝟏𝟎𝟑𝟑𝟐,𝟏𝟖
33,6→ 𝑚 = 307,5
𝐾𝑔
𝑑𝑖𝑎
Qo: Carga Térmica
qo: (hc – hb) → (95,7 – 62,1) → 33,6 kcal/kg
hc: 95,7 kcal/kg

33
hb: 62,1 kcal/kg
hd: 102,7 kcal/kg
ha=hb
1J→0,239cal
q = hd − hc → q = 102,7 − 95,7 → q = 7 kcal
Wc = qm → Wc = 7 x 307,5 → 𝐖𝐜 = 𝟐𝟏𝟓𝟐,𝟓𝟑 𝐤𝐜𝐚𝐥/𝐡𝐨𝐫𝐚
A partir do valor encontrado selecionamos o compressor Bock
EX-HG6/1080-4S
(Figura 10) com potência mínima de 5500 watts.
Figura 10. Compressor Bock EX-HG6/1080-4S.
7.8.2. Condensador
É o equipamento responsável pela retirada do calor por meio da
condensação de um fluido refrigerante. Os cálculos da potencia
requerida são:
Calor Sensível: hd – hc → 102,7 – 95,7 → 7 kcal/kg
Calor Latente: hd – ha → 102,7 – 62,1 → 40,6 kcal/kg
QT: 7 + 40,6 → 47,6 kcal/kg
W = qm → W = 47,6 x 307,5 → 𝐖 = 𝟏𝟒𝟔𝟑𝟕 𝐤𝐜𝐚𝐥/𝐡𝐨𝐫𝐚

34
Com o valor da potencia calculado o condensador escolhido foi o
Thermokey CS com capacidade de 10000 Kcal/h a 500000 Kcal/h
(Figura 11).
Figura 11. Condensador Thermokey CS.
7.8.3. Evaporador
O evaporador retira calor do meio provocando a mudança de fase
de um fluido refrigerante que é vaporizado, a quantidade de fluido
utilizada depende da carga térmica do sistema. A potencia do
evaporador é calculada por:
Calor absorvido = hc – hb → 95,7 – 62,1 → 33,6 kcal/kg
W = qm → W = 33,6 x 305,7 → 𝐖 = 𝟏𝟎𝟐𝟕𝟏,𝟓𝟐 𝐤𝐜𝐚𝐥/𝐡𝐨𝐫𝐚
O evaporador escolhido foi o MIPAL HDH 485 (Figura 12)
espaçamento de 5mm com capacidade mínima de 34194 Kcal/h.
Figura 12. Evaporador MIPAL HDH 485.

35
7.8.4. Válvula de Expansão
Dos controladores do ciclo de refrigeração, a válvula de expansão
tem o papel mais importante, pois servem para manter um
diferencial de pressão no sistema controlando a vazão do
refrigerante. A válvula escolhida para o projeto foi a válvula
termostática Danfoss (Figura 13).
Figura 13. Válvula de Expansão Danfoss.
7.8.5. Refrigerante
O fluido refrigerante utilizado neste projeto será o 1,1,1,2
Tetrafluoroetano (R-134a), um refrigerante utilizado em
substituição ao R-22 por não agredir ao meio ambiente, possuir
baixa toxidade, e não ser inflamável [6]. As propriedades do R-
134a podem ser observadas na Tabela 7.
Tabela 7. Propriedades do R-134a [4].
Massa Molecular 102,03 g/mol
Ponto Triplo - 101 °C
Ponto de Ebulição Normal - 26 °C
Temperatura de Congelamento - 101 °C

36
8. Tratamento e Aproveitamento de Resíduos
Na produção de queijos, vários resíduos são gerados, sendo assim de
grande importância para a indústria a identificação destes resíduos como
também da carga orgânica presente no mesmo. Assim, pode-se realizar um
planejamento para o tratamento dos efluentes ou reaproveitar determinados
resíduos, como o soro produzido, e águas utilizadas no processo ou na
higienização da planta, oferecendo assim uma maior economia para a
indústria.
Este projeto não visa a implementação de uma estação de tratamento de
resíduos, pois os custos do mesmo se tornariam bastante elevados, tratando-
se de uma empresa de pequena natureza. O objetivo da gestão ambiental
deste projeto e direcionar a empresa em relação ao impacto ambiental gerado
na produção pela mesma.
8.1. Efluentes Líquidos
O principal resíduo gerado na produção de queijos é o soro, que é
produzido em grandes quantidades. O queijo produz cerca de 0,8
litro de soro para cada litro de leite beneficiado. A eliminação do soro
é um dos principais problemas do ponto de vista industrial e de
saúde pública, não podendo ser lançado em rios e mares. Como o
soro possui uma DBO 4000-4800, sua eliminação constitui uma
perda de proteínas de grande valor biológico e um elevado custo no
tratamento de purificação de efluentes.
Como o soro contém nutrientes muito valiosos, tais como
proteínas, carboidratos e minerais, ele pode constituir de matéria-
prima para a elaboração de outros produtos de laticínios (ricota,
bebida láctea, etc.), que poderão constituir em um investimento
futuro da empresa. Pode também ser utilizado na alimentação de
animais, como suínos por exemplo. No projeto optou-se pela
destinação do soro como matéria-prima para a elaboração de outros
produtos, e a outra parte para a alimentação de animais. Não é
realizado o tratamento do soro no projeto proposto.
Devido à necessidade de limpeza e sanitização frequentes, a
indústria de laticínios consome cerca de três litros de água por litro

37
de leite beneficiado, resultando, no caso da usina proposta neste
projeto, cerca de 15000 litros de água contendo detergentes
sanitizantes.
O planejamento de uma estação de tratamento de resíduos não é
viável para a realização deste projeto. Para reduzir os impactos
ambientais, as águas contendo produtos de limpeza da usina serão
lançadas numa lagoa de decantação, situada a uma distância
mínima de 200 metros do conjunto industrial, antes de alcançar o
leito de água corrente próximo. O emprego da lagoa anaeróbica tem
como objetivo minimizar custos, pois além da grande eficiência na
redução da Demanda Bioquímica de Oxigênio (DBO) pela digestão
anaeróbica do resíduo orgânico, funciona também como tanque de
sedimentação.
As águas utilizadas nos sistemas de refrigeração e caldeiras não
são consideradas como efluentes industriais, pois normalmente são
aproveitadas em sistema de recirculação.
8.2. Resíduos Sólidos
Os resíduos sólidos gerados pela indústria são classificados em
materiais recicláveis e matéria orgânica. Estes resíduos então são
direcionados para um setor de coletas seletivas, para serem
enviados a uma posterior reciclagem, compostagem ou se
necessário ao aterro sanitário. No setor de resíduos recicláveis
temos papéis, embalagens ou qualquer outro resíduo gerado na
indústria que possa ser reaproveitado.
São enviados para compostagem as matérias-primas, que por
algum motivo foram descartadas, e produtos que apresentaram
defeitos. A compostagem é um processo biológico em que os
microrganismos transformam a matéria orgânica, num material
semelhante ao solo, a que se chama composto, e que pode ser
utilizado como adubo. Com este procedimento, além de se evitar a
poluição e gerar renda, a matéria orgânica volta a ser usada de
forma útil.

38
Assim o descarte em aterro sanitário somente será necessário se
os resíduos não se enquadrarem nos destinos anteriores. Existem,
atualmente, normas rígidas que regulam a implantação de aterros
sanitários. Estes devem possuir um controle da quantidade e tipo de
lixo, sistemas de proteção ao meio ambiente e monitoramento
ambiental.
9. Localização, Projeto e Legislação
9.1. Localização
Conforme o SIF (Secretaria de Inspeção Federal), a área do
terreno deve ser compatível com o estabelecimento, prevendo-se
futuras expansões. É recomendado um afastamento de 10 metros
dos limites das vias públicas ou outras divisas, salvo quando se tratar
de estabelecimentos já construídos, que tenham condições fáceis de
entrada e saída, bem como circulação interna de veículos.
As áreas, com pátio e vias de acesso, devem ser pavimentadas e
urbanizadas, evitando a formação de poeira e facilitando o
escoamento das águas. As demais áreas deverão receber
jardinagem completa.
Na elaboração do projeto outros aspectos de fundamental
importância quanto à posição da fábrica devem ser observados, a
saber:
• facilidade na obtenção da matéria-prima;
• localização em ponto que se oponha aos ventos dominantes que
sopram para a cidade;
• terreno seco, sem acidentes, de fácil escoamento das águas
pluviais, não passíveis de inundações;
• afastadas de fontes poluidoras de qualquer natureza;
• facilidade de acesso;
• facilidade de fornecimento de energia elétrica e meios de
comunicação;
• facilidade no abastecimento de água potável;

39
• facilidade no tratamento e escoamento das águas residuais;
• facilidade na delimitação da área.
Levando em consideração estes aspectos a empresa se situará
na área industrial de Porto União – SC.
9.2. Projeto
Para buscar a inspeção junto ao SIF, o projeto precisa conter os
seguintes documentos:
a) Requerimento do industrial pretendente, dirigido ao Sr.
Secretário de Inspeção de Produto Animal (SIPA) em Brasília DF, no
qual solicita aprovação prévia do Projeto;
b) Memorial descritivo da construção;
c) Memorial Econômico-Sanitário;
d) Termo de compromisso;
e) Parecer(es) da(s) Secretaria(s) de Saúde e/ou Prefeitura (Art.
47 RIISPOA - Regulamento de Inspeção Industrial e Sanitária de
Produtos de Origem Animal);
f) Licença de instalação passada pelo INAMB (Instituto de
Preservação Ambiental - Art. 47 RIISPOA);
g) RT do engenheiro responsável pelo projeto - CREA da região;
h) Plantas:
- situação - escala 1/500
- baixa - escala 1/100
- fachada - escala 1/50
- cortes - escala - 1/50
- detalhes de equipamentos - escala 1/10 ou 1/100;
- hidro-sanitária - escala 1/100 ou 1/500.
As plantas ou projetos devem conter:
- Orientação;
- Posição da construção em relação às vias públicas e
alinhamento dos terrenos;

40
- Localização das partes dos prédios vizinhos, construídos sobre
as divisas dos terrenos;
- Perfil longitudinal e perfil transversal do terreno em posição
média, sempre de nível (Art. 55 RIISPOA).
9.3. Dependências da fábrica
Na fabricação de queijo, é de extrema importância ser atentar
com a higiene do estabelecimento.
As dependências da fábrica devem ser amplas e ventiladas, com
telas de arame em toda porta e janela, para evitar moscas, roedores,
pássaros e contaminantes ambientais como fumaça, poeira, entre
outros. O prédio precisa ser isolado e destinado exclusivamente a
fabricação de laticínios. Além disso, deve estar situado em um lugar
seco com disponibilidade de água para manejo das instalações. A
construção do edifício deve ser todo feito em alvenaria em área
distante (100 metros, no mínimo) de fontes de contaminação, como
brejos, curais, entre outros.
A sala de recepção da matéria-prima deve ter em anexo um
pequeno laboratório onde serão realizadas análises rápidas sobre os
valores higiênicos e comercial do material recebido, devendo ter, no
mínimo, aparelhamentos para dosagem de matéria gora, acidez,
densidade e sujidade. A sala recepção deverá contar com
medidores, balanças e filtros para leite.
A sala de fabricação deve ser arejada, ter piso impermeável de
fácil higienização, resistente aos impactos e antiderrapante, não
podendo apresentar rachaduras. Deve possuir caimento para a
adequada drenagem em canaletas e ralos sifonados, impedindo o
acúmulo de líquidos e o fluxo de odores. As paredes deverão ser
construídas e revestidas com materiais não absorventes e laváveis,
apresentando cores claras.
Os ângulos entre as paredes, entre as paredes e os pisos, e entre
as paredes e tetos ou forros, deverão ser arredondados para facilitar
a limpeza.

41
Os tetos e os forros deverão ser construídos de modo que se
impeça a acumulação de sujidade e se reduza ao mínimo a
condensação de vapores e a formação de mofo, devendo ainda,
serem de fácil limpeza.
Os lavatórios devem ser constituídos por pias com água corrente,
recipientes para sabão, sistema de secagem das mãos, torneiras
acionadas por pedal e cesto para descarte de toalha de papel.
A fábrica deverá dispor de iluminação natural e artificial
adequadas que possibilitem a realização de todas as tarefas. Os
pontos de luz, em qualquer área de manipulação, devem ser
protegidos contra queda e o estilhaçamento das lâmpadas. As
instalações elétricas podem ser embutidas ou aparentes, neste caso,
protegidas por conduítes apoiados nas paredes ou teto, não sendo
indicada a presença de cabos pendurados nas salas de
manipulação.
Além dos cuidados com o local de produção, os equipamentos e
utensílios utilizados, o produtor deve estar atento ainda à qualidade
das matérias-primas empregadas. Elas devem ser adquiridas de
fornecedores idôneos, que obedeçam a legislação pertinente a seus
produtos e, se possível, possuam selos ou certificados que atestem a
qualidade do produto.
9.4. Legislação
A ANVISA (Agência Nacional de Vigilância Sanitária) juntamente
com o Ministério da Agricultura tanto desenvolvem os Regulamentos
Técnicos, as Normas e as Portarias como também fazem a
fiscalização. Por isso é de suma importância o cumprimentos de
cada regulamento exigido, para que não haja nenhum tipo de
problema legal com a produção dos queijos.

42
9.5. Layout
O layout da fábrica está apresentado na Figura 14. O terreno da
fábrica possui 600 m2, sendo que a área construída possui 364 m2.
Figura 14. Layout da fábrica de queijo Camembert.
Os equipamentos correspondentes à legenda do layout são
apresentados na Tabela 8.

43
Tabela 8. Correspondência entre a legenda do layout e os equipamentos.
Código Equipamento
E 1 Tanque Reservatório
E 2 Tanque de Limpeza
E 3 Tanque Automático de Fabricação de Queijos
E 4 Tanque de Salga
E 5 Câmara de Secagem
E 6 Câmara de Maturação
E 7 Câmara de Armazenagem
E 8 Mesa de Inox
E 9 Bancada e Equipamentos do LAB
E 10 Balança
10. Análise financeira
Na análise financeira estão incluídos o investimento inicial, os custos
fixos e os custos operacionais. Deste modo é possível fazer uma projeção da
viabilidade do projeto e do período necessário para o retorno do investimento.
10.1. Investimentos fixos
Os investimentos fixos incluem equipamentos, veículos, telefones,
obras e outros investimentos necessários para o dia a dia da
empresa.
Equipamentos e materiais
Os equipamentos e materiais fazem parte do investimento fixo, e
podem ser vistos na Tabela 9. Neste item estão listados os
equipamentos utilizados na fabricação do produto.

44
Tabela 9. Custos com equipamentos e materiais.
Item Quantidade Valor unit. (R$) Total (R$)
Tanque reservatório (5.000 L) 1 16.900,00 16.900,00
Tanque de salga (1.000 L) 4 2.000,00 8.000,00
Tanque de fabricação automático 1 85.000,00 85.000,00
Fôrma de plástico 1.100 4,30 4.730,00
Câmara de secagem 1 7.000,00 7.000,00
Câmara de maturação 5 12.500,00 62.500,00
Câmara de armazenamento 1 6.170,00 6.170,00
Balança digital 2 120,00 240,00
Tanque de lavagem 1 1.120,00 1.120,00
Caminhão refrigerado 4 50.000,00 200.000,00
Ar condicionado 2 1.500,00 3.000,00
Mesa de aço inox 4 890,00 3.560,00
Equipamentos de laboratório 1 2.235,00 2.235,00
Total 400.455,00
Materiais de escritório
Na Tabela 10 encontram-se os valores referentes aos materiais
de escritório.
Tabela 10. Valores para os gastos com matérias de escritório.
Item Quantidade Valor unit. (R$) Total (R$)
Bebedouro 1 250,00 250,00
Computador 5 1.500,00 7.500,00
Multifuncional 1 350,00 350,00
Materiais diversos (caneta, régua,
calculadora, etc) 1 500,00 500,00
Telefone 3 30,00 90,00
Mesa 5 250,00 1.250,00
Cadeira estofada 5 150,00 750,00
Cadeira simples 5 50,00 250,00
Total 10.940,00

45
Construções
Os investimentos referentes à construção civil encontram-se na
Tabela 11.
Tabela 11. Gastos com construção.
Item Quantidade Valor unit. (R$) Total (R$)
Terreno 600 m2 40,00 24.000,00
Obras, reformas e instalações 400.000,00 400.000,00
Total 424.000,00
Consultorias
Gastos com consultorias são apresentados na Tabela 12.
Tabela 12. Gastos com consultorias.
Item Total (R$)
Marketing (website, logomarca,
divulgação, etc) 7.000,00
Registros da empresa 2.000,00
Administrativo 2.500,00
Jurídica 2.500,00
Organizacional (treinamentos) 3.000,00
Total 17.000,00
10.2. Capital de giro
Entende-se por capital de giro os gastos com descritos com
matéria prima e despesas com salário, encargos, custo de água,
eletricidade, telefone e outros.
Ingredientes
Na Tabela 13 estão os gastos referentes à compra de
ingredientes por mês.

46
Tabela 13. Gastos mensais com ingredientes.
Item Unidade Valor unit.
(R$)
Quantidade/
dia
Quantidade/
mês Total (R$)
Leite Litro 0,45 5000 L 120.000 L 54.000,00
Fermento kg 483,33 1,5 kg 36 kg 17.417,90
Sal kg 0,20 13,2 kg 316,8 kg 63,36
Coagulante Litro 18,00 0,8 L 19,2 L 345,60
Mofo Pacote 5,75 625 pacotes 15.000
pacotes 86.250,00
Total 158.076,86
Embalagens
Na Tabela 14 encontram-se os gastos mensais referentes à
compra de embalagens.
Tabela 14. Gastos mensais com embalagens.
Item Valor unit.
(R$)
Quantidade/
dia
Quantidade/
mês Total (R$)
Embalagem de
papel alumínio 0,05 3.300 79.200 3.960,00
Caixa de papelão
para cada unidade 0,30 3.300 79.200 23.760,00
Caixa de transporte 0,20 33 792 158,40
Total 27.878,40
Despesas operacionais
Na Tabela 15 encontram-se os gastos com despesas
operacionais.

47
Tabela 15. Gastos com despesas operacionais.
Despesas operacionais Quantidade Valor unit. (R$) Total (R$)
Engenheiros 2 5.000,00 10.000,00
Colaboradores 20 830,00 16.600,00
Alimentação 20 150,00 3.000,00
Vale transporte 20 120,00 3.600,00
Assistência médica e social 20 50,00 1.500,00
Funcionários da limpeza 3 600,00 1.800,00
Motorista 4 800,00 3.200,00
Responsável técnico 2 2.200,00 4.400,00
Contador 1 2000,00 2000,00
Encargos sociais 11.530,00
Pró-labore 6.700,00
Encargos sobre pró-labore 992,60
Água + esgoto 2.000 m3 5,9935 11.987,00
Energia + impostos 12.500 kWh 0,3968 5.150,00
Telefone, internet e correios 2.700,00
Comissão de vendas 500,00
Impostos, taxas e licenças 400,00
Combustível 6.000,00
Viagens e representações 1.000,00
Gratificações 700,00
Manutenção preventiva 2.000,00
Propaganda e publicidade 3.000,00
Total 98.759,60
O total do capital de giro encontra-se na Tabela 16.
Tabela 16. Capital de Giro.
Capital de giro
Ingredientes e embalagens R$ 185.955,26
Despesas operacionais R$ 98.759,60
Total R$ 284.714,86
O investimento total é dado através da soma dos investimentos
fixos e do capital de giro. O investimento total encontra-se na Tabela
17:

48
Tabela 17. Investimento Total.
Investimento total
Investimentos fixos R$ 852.395,00
Capital de giro R$ 284.714,86
Total R$ 1.137.109,86
10.3. Projeção das receitas mensais
O lucro bruto mensal foi projetado tomando-se como base a
quantidade de produto a ser comercializado, multiplicado pelo valor
unitário de cada produto. O cálculo foi feito com base na produção
mensal, levando em conta que a indústria opera durante 24 dias
úteis. A Tabela 18 mostra os valores do lucro bruto diário da
empresa.
Tabela 18. Lucro bruto diário.
Produto Embalagem Preço
unitário
Quantidade
vendida Valor
Queijo Camembert caixa de 200 g R$ 4,70 3,300 R$ 15.510,00
O total do lucro bruto obtido mensalmente é apresentado na
Tabela 19.
Tabela 19. Lucro bruto mensal.
Total/mês R$ 372.240,00
Para obtenção do lucro líquido, outras despesas foram
consideradas, entre elas as deduções (ICMS, PIS, CONFINS,
Contribuição social, IRPJ), margem de contribuição. Estes dados se
encontram na Tabela 20.

49
Tabela 20. Lucro líquido mensal.
Receitas e Despesas Quantidade R$ Unitário Total
1- Venda Bruta R$ 372.240,00
2-Deduções das Vendas
ICMS 79.200 R$ 0,24 R$ 19.008,00
PIS 79.200 R$ 0,01 R$ 792,00
COFINS 79.200 R$ 0,06 R$ 4.752,00
Contribuição Social 79.200 R$ 0,02 R$ 1.584,00
IRPJ 79.200 R$ 0,02 R$ 1.584,00
3- Venda Líquida (1-2) R$ 344.520,00
4- Custo Totais Vendas
Custo de Mercadoria Vendida R$ 185.955,26
5- Margem de Contribuição (3-4) R$ 158.564,74
6- Custos Fixos e Operacionais R$ 98.759,60
Lucro líquido mensal (5-6) R$ 59.805,14
Para a estabilização da empresa, considerando todos os
investimentos (fixos e capital de giro), a empresa levará 1 ano e 7
meses para começar a obter lucros com os valores de investimentos
iniciais já pagos. Esses valores estão representados na Tabela 21.
Tabela 21. Previsão para estabilização da empresa.
Investimentos Totais R$ 1.137.109,86
Lucro líquido mensal R$ 59.805,14
Período R$ 1 ano e 7 meses

50
11. Conclusão
O consumo de queijos especiais tem aumentado bastante nos últimos
anos, representando cerca de 5% da produção no Brasil. O camembert era
produzido normalmente com pequenos volumes de leite de forma artesanal.
Atualmente a procura por queijos finos e com custo mais acessível ao
consumidor, tem aumentado, por isto optamos por uma produção maior com
custo reduzido.
De acordo com o exposto anteriormente, pode-se concluir que é viável a
abertura de uma indústria de queijos finos em Santa Catarina, tanto pelo
crescente consumo, como também, pela facilidade de obtenção da matéria-
prima: o leite.
A análise financeira permitiu uma visão mais ampla em relação à
projeção da indústria, já que por meio dela foi possível contabilizar os
investimentos iniciais necessários e o tempo em que a empresa irá se
estabilizar economicamente. O tempo é de 1 ano e 7 meses.
Conclui-se por meio disto que o tempo de 1 ano e 7 meses para
estabilização da empresa, está de acordo com o esperado, já que o
investimento inicial é bastante elevado, e custo do produto mais baixo.
51
12. Referências
Furtado, M. M., M. C. A. V.; Fernandes, A. R.; Silva, C. A. B. Produção de Queijo Minas Curado e Meia Cura. In: C. A. B. F. Silva, A. R. (Ed.). Projetos de Empreendimentos Agroindustriais: Produtos de Origem Animal. Viçosa: Editora UFV, v.Volume 1, 2003. Produção de Queijo Minas Curado e Meia Cura, p.309 Furtado, M. M.. A arte e a ciência do queijo. 2. ed. São Paulo: Globo, 1991. 297 p. HENSE, H.; Apostila: RESFRIAMENTO E CONGELAMENTO DE ALIMENTOS, 1999. Rodrigues, R. V. G., L. R.; Siqueira, K. B.; Leite, J. L. B; Carvalho, G. R. Comércio Internacional de Lácteos. J. B. V. S. Leite, K. B.; Carvalho, G. L. Juíz de Fora - MG: EMBRAPA: 350 p. 2009. Scott, R. Fabricación de queso. Zaragoza: Acribia, 1991. 520 p. Usda. Dairy: World Markets and Trade. Foreign Agricultural Service 2011. Varnam, Alan H.; Sutherland, Jane P. Leche y productos lácteos: tecnología, química y microbiología. Zaragoza: Acribia, 1995. 487p. Veisseyre, Roger. Lactologia técnica: recogida, tratamiento y transformación de la leche en países templados y calientes. Zaragoza: Acribia, 1972. 643p.


![P249 mercadodetrabalho NOVO.pptx [Salvo automaticamente] · QUEIJO&MUSSARELA& QUEIJO&PRATO&& QUEIJO&PROVOLONE& QUEIJO&MINAS&FRESCAL ... setores&de&construção&civil&e&indústriaextrava*veram&as&maiores&variações&relavas&](https://img.document.onl/doc/110x75/5c04e6ef09d3f296388ca594/p249-mercadodetrabalho-novopptx-salvo-automaticamente-queijomussarela-queijoprato.jpg)