Embed Size (px)
Citation preview

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
PROPOSTAS PARA AUMENTO DE RENDIMENTO DE UMA
PRODUÇÃO PIGMENTÁRIA
Paloma Arantes Salviano
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira
LORENA
2014
PALOMA ARANTES SALVIANO
PROPOSTAS PARA AUMENTO DE RENDIMENTO DE UMA
PRODUÇÃO PIGMENTÁRIA
Monografia apresentada à Escola
de Engenharia de Lorena –
Universidade de São Paulo como
requisito parcial para obtenção
de título de Engenheira Química.
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira
LORENA
2014

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL
DESTE TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU
ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA
A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO
Serviço de Biblioteca
Escola de Engenharia de Lorena
Salviano, Paloma Arantes
Proposta para aumento de rendimento de uma produção pigmentária/
Paloma Arantes Salviano. – Lorena, 2014.
69f.
Monografia apresentada como requisito parcial para a conclusão do
Curso de Graduação de Engenharia Química – Escola de Engenharia de
Lorena da Universidade de São Paulo.
Orientador: Marco Antonio Carvalho Pereira.
1. Dispersão Pigmentária; 2. Pensamento Enxuto; 3. Melhoria de
Processo; I. Pereira, Marco Antonio Carvalho, Orient.

Aos meus pais, Ivam e Beatriz, por todo apoio,
exemplo e confiança.
Aos meus mestres, que me guiaram por todo o
caminho até aqui.

AGRADECIMENTOS
Agradeço primeiramente a Deus, que guia meus passos e ilumina os
meus caminhos.
Aos meus pais, Ivam Salviano e Maria Beatriz Arantes Salviano, que
confiaram na minha capacidade, me deram a oportunidade de alçar novos
voos e que sempre foram meus exemplos de dedicação e honestidade. É por
eles que dou cada passo.
Ao meu irmão, Igor Arantes Salviano, que me inspira a também ser
exemplo.
Aos meus avós, pelo carinho e amor esperados a cada volta pra casa.
A todos os professores que participaram da minha formação ao longo
dos anos. Das primeiras palavras à graduação, sou infinitamente grata por
compartilharem comigo aquilo que há de mais precioso no homem: o
conhecimento.
Ao Colégio Militar de Juiz de Fora, por me ensinar os valores que hoje
me formam como profissional e me proporcionar a chance de trilhar um
caminho de sucesso.
Ao Sr. Adilson Diniz Avinco, que, mais que um professor, era um
amigo, que me mostrou a beleza dos números, me incentivou a ir atrás dos
meus objetivos e que hoje, olha por mim, de onde quer que esteja.
Ao meu orientador, Prof. Dr. Marco Antonio Carvalho Pereira, pela
imensa paciência, sabedoria e prontidão em me ajudar, não só neste
trabalho, mas durante os cinco anos de faculdade. Agradeço por todos os
ensinamentos profissionais e de vida, por todo o incentivo e por me acalmar
nos momentos de maior nervosismo.
Aos meus amigos, pela força para lutar pelos meus sonhos, pelo
carinho nos momentos mais difíceis, pelos momentos inesquecíveis que me
proporcionaram, pela companhia, pela amizade e pelo apoio para superar
todos os obstáculos encontrados neste caminho. Sem eles eu não teria
chegado tão longe.
Enfim, a todos que, de alguma forma, participaram da minha formação
como pessoa e como profissional, a minha eterna gratidão!

"A educação é a arma mais poderosa que temos
para mudar o mundo."
(Nelson Mandela)

RESUMO
SALVIANO, P. A. Proposta para aumento de rendimento em uma
produção pigmentária. 2014. 69 f. Trabalho de conclusão de curso de
Engenharia Química – Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena, 2014.
Em um mundo cada vez mais competitivo, é essencial a busca por melhoria
contínua e aprimoramento de processos. Isso inclui a indústria química, em
especial, a área de dispersões pigmentárias – um mercado restrito no Brasil,
dominado por grandes empresas, e que vem sofrendo com a forte
concorrência dos produtos chineses e indianos. Esta monografia consistiu
num Estudo de Caso, que teve como objetivo analisar e propor soluções para
o baixo rendimento apresentado por um processo industrial de produção de
um pigmento em uma indústria química. Foi realizada uma revisão
bibliográfica do processo e do comportamento de suas variáveis, bem como
um estudo in loco, com coleta de dados. Os dados obtidos foram analisados
e as mais prováveis causas para o problema foram apuradas, a fim de propor
soluções que contribuíssem para o aumento do rendimento. Estas propostas
foram: (i) – procura por novos fornecedores, que produzam uma matéria-
prima base de maior nível de qualidade; (ii) – definição de um padrão para
análise, junto ao cliente; (iii) – maior controle das manutenções preditivas;
(iv) – adequações gerais dos equipamentos ao processo; (v) – elaboração de
documentação e padronização mais detalhada das operações e (vi) –
treinamento dos operadores. Por fim, recomenda-se à empresa, que, após
adoção das propostas sugeridas, esta dê continuidade ao trabalho para que
haja o aumento do rendimento médio da produção de pigmento e o valor
previsto de 100% seja atingido.
Palavras-chaves: pensamento enxuto, dispersão pigmentária, melhoria de
processo.
ABSTRACT
SALVIANO, P. A. Proposal for increasing yield in a pigment production .
2014. 69 p. Final paper for Chemical Engineering – Engineering School of
Lorena, University of São Paulo, Lorena, 2014.
In a world even more competitive, it is essential to seek continuous
improvement and a better adjustment of the processes. This include the
chemical industry, especially, in the pigment dispersion area – a restrict
market in Brazil, dominated by large companies, which has been facing a
strong competition of Chinese and Indian products. This monograph consists
on a Case Study, which had as an aim to analyze and propose solutions for a
low yield presented by an industrial process of a pigment in a chemical
industry. A literature review of the process and of the way the variables
change was carried out, as well as an on-site monitoring was undertaken, by
means of data collection. The data collected were analyzed and as a result
some probable causes were established, in order to propose solut ions which
could contribute for the increase of the yield. These propositions were (i) –
considered by seeking new suppliers, who could produce the best raw
material basis; (ii) – definition of a standard for analysis, together with the
client; (iii) – a better control of the predictive maintenance; (iv) – general
adequacies of the equipment in the process; (v) – a more detailed
documentation and standardization for the operations and (vi) – training for
the operators. Finally, it is recommended to the company to continue this
study, applying these proposals, to increase the average yield of pigment
production and the estimated value (100%) can be reached.
Key-words: Lean thinking, pigment dispersion, continuous improvement.
LISTA DE FIGURAS
Figura 1 – Representação estrutural do Diagrama de Espinha de Peixe.
................................................................................................................. 21
Figura 2 – Representação dos três estados das partículas. ................ 24
Figura 3 – Disco Dispersor/Cowles. ................................................... 24
Figura 4 – Agitador Cowles. .............................................................. 25
Figura 5 – Moinho horizontal. ............................................................ 27
Figura 6 – Fluxograma do processo produtivo estudado. .................... 30
Figura 7 – Condução do Estudo de Caso. .......................................... 35
Figura 8 – Moinho P, com a câmara de moagem aberta. .................... 46
Figura 9 – Selo de vedação do moinho G, durante manutenção. ........ 47
Figura 10 - Elementos de Moagem do Moinho G, no início do estudo. 48
Figura 11 - Elementos de Moagem do Moinho P, no início do estudo. 49
Figura 12 - Tela tubular que separa o meio no Moinho P. .................. 52
Figura 13 – Diagrama de Ishikawa para o problema estudado. ........... 57
LISTA DE GRÁFICOS
Gráfico 1 – Gráfico da eficiência de cobertura ao longo da etapa de
Dispersão. ................................................................................................. 41
Gráfico 2 – Histórico de Rendimentos................................................ 56
LISTA DE QUADROS
Quadro 1 – Benefícios da Redução de Desperdícios .......................... 19
Quadro 2 – Quadro resumo das possíveis causas do baixo rendimento
................................................................................................................. 60
Quadro 3 – Quadro resumo das causas do problema e suas respectivas
sugestões de solução................................................................................. 63

LISTA DE TABELAS
Tabela 1 – Histórico dos Rendimentos. ............................................. 54
SUMÁRIO
1. Introdução ................................................................................ 15
1.1. Contextualização ................................................................ 15
1.2. Objetivo Geral ..................................................................... 16
1.3. Objetivos Específicos .......................................................... 16
2. Revisão Bibliográfica ................................................................ 17
2.1. Os Princípios do Pensamento Enxuto .................................. 17
2.1.1. Os Desperdícios na Prática Enxuta .................................. 17
2.1.2. As Principais Ferramentas do Pensamento Enxuto ........... 19
2.1.3. Identificando as Causas ................................................... 20
2.2. Pigmentos e Corantes ......................................................... 21
2.2.1. Conceitos Gerais ............................................................. 21
2.2.2. Mercado de Corantes e Pigmentos ................................... 22
2.2.3. Processo Produtivo.......................................................... 23
a) Agitação ou Dispersão .................................................... 23
b) Moagem Horizontal ........................................................ 26
3. Metodologia .............................................................................. 29
3.1. A Empresa .......................................................................... 29
3.2. O Processo ......................................................................... 29
3.2.1. Etapas do Processo ......................................................... 30
3.2.2. Avaliação do Rendimento ................................................ 33
3.3. O Problema ........................................................................ 33
3.3.1. Identificação do Problema ................................................ 33
3.3.2. O Problema em Números ................................................. 34
3.4. O Método de Pesquisa ........................................................ 35
3.4.1. Definição da estrutura conceitual-teórica do problema ...... 36
3.4.2. Planejamento do caso ..................................................... 36
3.4.3. Coleta de Dados .............................................................. 37
3.4.4. Análise dos Dados ........................................................... 39
3.4.5. Relatório ......................................................................... 39
4. Resultados e Discussões .......................................................... 40
4.1. Coleta de Dados ................................................................. 40
4.1.1. Entrevista com um especialista ........................................ 40
a) Informações de Processo ............................................... 41
b) Informações de Equipamento .......................................... 42
4.1.2. Condições Iniciais de Processo: Dados In Loco ................ 44
a) Matéria-Prima ................................................................ 44
b) Equipamentos ................................................................ 45
c) Controle de Qualidade .................................................... 50
d) Manutenções Iniciais ...................................................... 51
e) Problemas Mecânicos Persistentes ................................. 51
4.1.3. Dados de Produção ......................................................... 53
4.2. Análise de Dados ................................................................ 55
4.2.1. Análise de Rendimentos .................................................. 55
4.2.2. Possíveis Causas do Problema ........................................ 57
a) Matéria-Prima ................................................................ 58
b) Controle de Qualidade .................................................... 58
c) Equipamentos ................................................................ 58
d) Mão-de-obra .................................................................. 59
4.3. Propostas de Melhoria ........................................................ 60
4.3.1. Matéria-Prima .................................................................. 60
4.3.2. Controle de Qualidade ..................................................... 61
4.3.3. Equipamentos ................................................................. 61
4.3.4. Mão-de-Obra ................................................................... 62

4.4. Análise das Propostas ......................................................... 64
4.5. Análise do Trabalho ............................................................ 65
5. Conclusões ............................................................................... 66
Referências ...................................................................................... 67
15
1. INTRODUÇÃO
Este capítulo traz os elementos introdutórios deste trabalho. Subdivide-
se nas seções de Contextualização, Objetivos Gerais e Objetivos Específicos.
1.1. CONTEXTUALIZAÇÃO
No mundo atual, a competição está presente em todas as atividades,
sobretudo, no setor industrial. As indústrias concorrem diretamente em um
mercado em constante atualização, em que a competitividade exige
permanentes evoluções na qualidade dos produtos e na minimização dos
custos de seus processos produtivos. Para tal, as empresas investem cada
vez mais em projetos de melhoria contínua, que têm como objetivo o ganho
de processo, minimizando os custos e o tempo de produção, para aumentar
os lucros de uma organização.
Segundo a Associação Brasileira de Indústrias Químicas (ABIQUIM,
2014), a indústria química é um setor que está em constante crescimento,
devido aos seguintes fatores: crescimento econômico, que impulsiona a
demanda de produtos químicos; recuperação do déficit comercial de produtos
químicos, que procura o aumento das exportações e diminuição das
importações de diversos produtos; desenvolvimento de uma indústria química
de base renovável; aproveitamento químico das oportunidades oferecidas
pela exploração do pré-sal; pesquisa, desenvolvimento e inovação em linha
com as melhores práticas.
Com este cenário, o aumento da produtividade em todos os ramos da
indústria química torna-se um objetivo imediato, que deve ser explorado e
atingido para atender à crescente demanda do mercado.
O presente trabalho foi realizado em um processo de dispersão
pigmentária, fornecida para indústrias de papel e tecido.
A estrutura desta monografia, além dessa introdução (Capítulo 1),
divide-se em: uma revisão bibliográfica (Capítulo 2), que traz a
fundamentação teórica necessária para aplicação da metodologia e análise
dos resultados, e a metodologia (Capítulo 3), que descreve como foi
16
executado este projeto e Resultados e Discussão (Capítulo 4), que relata
tudo o que foi observado pela pesquisadora, bem como a proposta de
solução.
1.2. OBJETIVO GERAL
Através do pensamento enxuto, propor soluções para o aumento do
rendimento da produção de um pigmento industrial.
1.3. OBJETIVOS ESPECÍFICOS
Os objetivos específicos desta monografia foram:
Identificar possíveis falhas no processo produtivo;
Coletar dados qualitativos e quantitativos do processo;
Analisar os dados qualitativos e quantitativos do processo;
Identificar as mais prováveis causas do baixo rendimento;
Propor soluções e adequações simples que permitam ao processo
atingir o rendimento previsto de 100%.
17
2. REVISÃO BIBLIOGRÁFICA
Este capítulo apresenta a base teórica utilizada para a aplicação da
metodologia e interpretação dos dados.
2.1. OS PRINCÍPIOS DO PENSAMENTO ENXUTO
O Pensamento Enxuto ou Lean Thinking é definido por Costa e Jardim
(2010) como uma forma de se pensar a melhoria e reorganizar o ambiente
produtivo.
O primeiro passo para alcançar a melhoria é entender o que é
reconhecido como valor pelo cliente e, através das ferramentas do Lean
Thinking, identificar quais são os desperdícios e eliminá-los ou reduzi-los,
utilizando a simplicidade para atingir o objetivo. O resultado é uma produção
com menores custos, redução no número de falhas, maior flexibilização de
produção e um reflexo positivo no preço e qualidade dos produtos.
2.1.1. OS DESPERDÍCIOS NA PRÁTICA ENXUTA
Slack (2009) define desperdício como qualquer atividade executada
que não agrega valor ao produto ou ao serviço, ou seja, uma atividade que,
se eliminada, não alteraria o resultado final. A identificação dos desperdícios
é o primeiro passo do trabalho para eliminá-los, na busca pelo
“aprimoramento enxuto”.
A Toyota identificou, inicialmente, sete tipos de desperdício, que são
aplicáveis a diversos serviços e operações, e que são as bases do
pensamento Lean (SLACK, 2009). São eles:
Superprodução: Produzir mais do que é imediatamente necessário para
a próxima etapa do processo. É considerado pela Toyota como o pior
desperdício na produção, pois acarreta uma série de outros
desperdícios, como o estoque e a espera. Sua eliminação pode ser
sustentada na “produção puxada”, que produz na quantidade e no
tempo requerido pelo cliente.
18
Tempo de Espera: Muitas vezes, por mau planejamento do uso de um
equipamento, prioridades da mão-de-obra ou excesso de produtos, um
produto em processo fica parado por um período de tempo, sem sofrer
qualquer operação de agregação de valor.
Transporte: Ocorre quando o produto em processo necessita de um
deslocamento maior de uma etapa para outra. Para minimizá-lo, é
primordial a implementação de um arranjo físico adequado, que
minimize os deslocamentos e aproxime as etapas sequenciais do
processo.
Processamento: Ocorre quando há a execução de etapas que não
agreguem valor ao produto durante o processo, que existam apenas
por consequência de outra etapa mal planejada, ou atividades
complexas, que poderiam ser executadas de uma maneira mais
simples.
Movimentação: Refere-se à movimentação desnecessária de pessoas,
que pode ser ocasionada por um projeto de postos de trabalho mal
elaborado. Novamente, a aproximação de etapas sequenciais do
processo pode ajudar a eliminar um desperdício.
Produtos Defeituosos: Está intimamente ligado à ocorrência de falhas e
à qualidade final do produto. As falhas ocorridas em um produto
englobam desperdícios de matéria-prima, mão-de-obra, tempo,
desgaste de equipamento, armazenamento, dentre outros, além de
gerar custos totalmente evitáveis, como retrabalho, reprocessamento,
devoluções, etc.
Estoque: Todo inventário gera custos de transporte, armazenamento e
espera. O estoque é algo indesejado, que deve ser alvo de eliminação
e, para isso, precisa-se trabalhar nas causas de sua origem.
(OLIVEIRA, 2009; STACK, 2009)
Atualmente, fala-se também em um oitavo desperdício: o da
criatividade, que consiste em reprimir a opinião, a habilidade e as ideias de
colaboradores da organização; o que ocorre, muitas vezes, por um
gerenciamento ruim. Inúmeras soluções, oportunidades de melhoria e de
19
aprendizagem são perdidas por esse tipo de desperdício (BARROS,
OLIVEIRA, ABRAHIM; 2010).
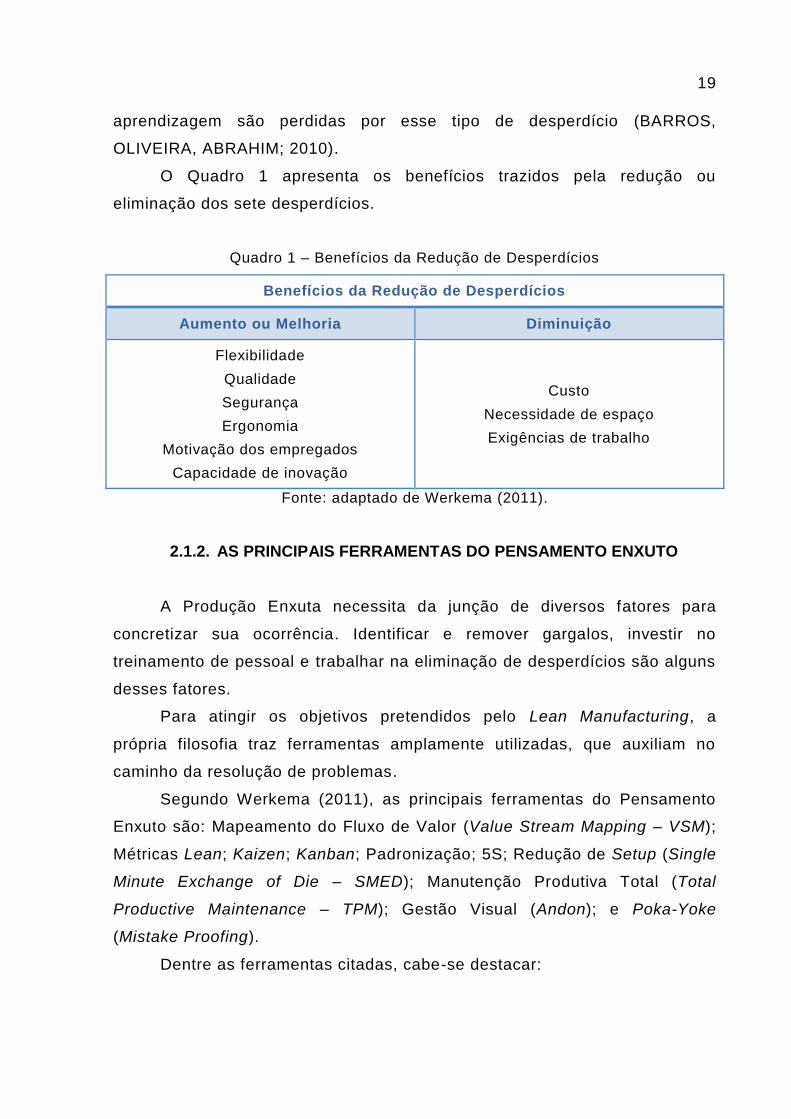
O Quadro 1 apresenta os benefícios trazidos pela redução ou
eliminação dos sete desperdícios.
Quadro 1 – Benefícios da Redução de Desperdícios
Benefícios da Redução de Desperdícios
Aumento ou Melhoria Diminuição
Flexibilidade
Qualidade
Segurança
Ergonomia
Motivação dos empregados
Capacidade de inovação
Custo
Necessidade de espaço
Exigências de trabalho
Fonte: adaptado de Werkema (2011).
2.1.2. AS PRINCIPAIS FERRAMENTAS DO PENSAMENTO ENXUTO
A Produção Enxuta necessita da junção de diversos fatores para
concretizar sua ocorrência. Identificar e remover gargalos, investir no
treinamento de pessoal e trabalhar na eliminação de desperdícios são alguns
desses fatores.
Para atingir os objetivos pretendidos pelo Lean Manufacturing, a
própria filosofia traz ferramentas amplamente utilizadas, que auxiliam no
caminho da resolução de problemas.
Segundo Werkema (2011), as principais ferramentas do Pensamento
Enxuto são: Mapeamento do Fluxo de Valor (Value Stream Mapping – VSM);
Métricas Lean; Kaizen; Kanban; Padronização; 5S; Redução de Setup (Single
Minute Exchange of Die – SMED); Manutenção Produtiva Total (Total
Productive Maintenance – TPM); Gestão Visual (Andon); e Poka-Yoke
(Mistake Proofing).
Dentre as ferramentas citadas, cabe-se destacar:

20
Padronização
A padronização indica e descreve os procedimentos adequados
(padrão) para a realização de uma determinada atividade, a fim de atingir um
resultado satisfatório e, posterior a isso, manter tal resultado. Assim,
executando-se as tarefas de forma padronizada, consequentemente haverá a
diminuição da variabilidade do processo, melhorias em segurança do
trabalho, facilitação no treinamento de operadores, redução do tempo de
execução das tarefas, etc. (WERKEMA, 2011).
Manutenção Produtiva Total (Total Productive Maintenance – TPM)
TPM é um conjunto de procedimentos que tem por objetivo garantir que
os equipamentos de um processo produtivo estejam sempre em condições de
operar em perfeito estado (em sua máxima capacidade), de modo a não
causar interrupções na produção por falha mecânica. Tem como seus cinco
pilares: Eficiência, autorreparo, planejamento e ciclo de vida (WERKEMA,
2011).
2.1.3. IDENTIFICANDO AS CAUSAS
Para identificar as causas de um problema, diversas ferramentas de
qualidade podem ser aplicadas. A ferramenta mais simples e de grande
eficiência é o Diagrama de Ishikawa, também conhecido como diagrama de
Causa e Efeito ou diagrama de Espinha de Peixe.
O Diagrama de Causa e Efeito tem como finalidade apontar os fatores
(causas) que possam contribuir de alguma forma para se atingir o resultado
de um processo, ou seja, o efeito (WERKEMA, 2011).
As causas da resposta podem ser divididas em causas primárias e
secundárias. As causas primárias podem ser agrupadas segundo o conceito
do 6M, que consiste em organizar as causas em seis categorias: matéria -
prima, mão-de-obra, materiais, métodos, meio ambiente e métrica. A partir
desta divisão, as causas secundárias e suas respectivas causas terciárias

21
podem ser listadas de maneira mais organizada, facilitando a identificação da
causa-raiz.
A Figura 1 traz a representação da estrutura do Diagrama de Ishikawa,
dividido em seis causas primárias, conforme o 6M.
Figura 1 – Representação estrutural do Diagrama de Espinha de Peixe.
Fonte: Obras Brasil (2014).
2.2. PIGMENTOS E CORANTES
2.2.1. CONCEITOS GERAIS
Pela definição da ABIQUIM (2014), pigmentos e corante são definidos
como substâncias de coloração intensa e que conferem cor a outro material,
após sua aplicação. Estes compostos, muitas vezes, não possuem uma
composição química definida.
A principal diferença entre eles está relacionada à solubilidade: os
pigmentos permanecem insolúveis no meio, enquanto os corantes são
solúveis. Em relação à cobertura: os pigmentos são capazes de promover,
simultaneamente, cobertura, opacidade, tingimento e cor; já os corantes,
promovem apenas o tingimento, sem trazer características de cobertura. Em
contrapartida, o poder de tingimento de um corante é muito maior, isto é, é

22
necessária uma quantidade muito maior de um pigmento para conferir a
mesma intensidade na cor, caso fosse usado um corante (CRQ, 2014).
Pigmentos
Os pigmentos podem ser definidos como substâncias orgânicas ou
inorgânicas, insolúveis, que conferem cor a um material, quando aplicado.
Suas principais aplicações estão no recobrimento de superfícies, em tintas
para escrever, na indústria de polímeros, cerâmicas, papéis e de tecidos.
Cada aplicação exige características particulares de cor, cobertura,
durabilidade, opacidade e refletância, o que gera um consumo variado
desses compostos, que devem se adequar ao fim desejado, variando,
sobretudo, o material utilizado na sua fabricação (SHREVE, 1997).
2.2.2. MERCADO DE CORANTES E PIGMENTOS
A produção de corantes e pigmentos no país e no mundo está
diminuindo, devido à forte concorrência dos produtos chineses, vendidos a
preços muito inferiores. Apesar de algumas empresas continuarem a fabricar
estes produtos, sobretudo no estado de São Paulo, a tendência global do
mercado tem sido a importação destes.
Além disso, a entrada de novas indústrias do setor é desestimulada
pelo alto investimento em equipamentos de produção e adequação às rígidas
políticas brasileiras de meio ambiente e descarte de resíduos industriais. Por
isso, essas grandes empresas têm buscado outros países para se instalarem
com menor custo em uma política menos rigorosa (CRQ, 2014).
A ABIQUIM (2014) aponta como as principais características do setor
de corantes e pigmentos no Brasil:
Alta competitividade;
Uma produção variada de corantes e pigmentos, geralmente em
plantas que possuem grande variedade de produção;
Alta dependência tecnológica e de matérias-primas do exterior.

23
2.2.3. PROCESSO PRODUTIVO
O processo de dispersão de pigmentos tem por objetivo a sua
umectação e a separação destas partículas primárias e unitárias de seus
aglomerados, levando à estabilização deste no veículo da formulação
(FAZENDA, 2005).
Pigmentos possuem elementos indesejados, como umidade, ar e outros
gases adsorvidos, que são de difícil remoção e dificultam o processo de
umectação. Para melhorar esta característica, são usados dispersantes na
formulação do produto (FAZENDA, 2005).
As formulações e as técnicas atualmente utilizadas têm sido fruto de
muita experimentação e longa experiência, que consome muito material e
tempo de laboratório. Porém, estes testes não se aproximam da realidade
industrial, devido à diferença na escala e potência dos equipamentos. Logo, a
atividade pigmentária é, geralmente, baseada na troca de experiência entre
os conhecedores do setor (FAZENDA, 2005).
a) Agitação ou Dispersão
Segundo Fazenda (2005), os pigmentos em pó, como matéria-prima,
são entregues às indústrias com aglomerações, que podem ser causadas por:
depósitos intersticiais, resultantes do processo produtivo; sinterização de
partículas durante a preparação, ocasionados por elevação na temperatura;
ou por compactação, durante o transporte e estocagem das embalagens. Por
essas condições, o usuário tem a necessidade de dispersar este insumo, a
fim de utilizá-lo com condições de homogeneidade e estabilidade.
O propósito da etapa de dispersão é quebrar estes aglomerados e
expor a superfície das partículas a uma quantidade suficiente de veículo para
promover a umectação e prevenir o contato com outras partículas. Se as
partículas se aglomerarem novamente, esta etapa é chamada de floculação;
ela é indesejada e pode ocorrer, por exemplo, pela elevação da temperatura
(FAZENDA, 2005).

24
A Figura 2 representa os estágios de aglomeração, dispersão e
floculação do pigmento.
Figura 2 – Representação dos três estados das partículas.
Fonte: Fazenda (2005)
Dispersor Cowles
O Agitador ou Dispersor tipo Cowles consiste em uma haste vertical de
agitação acoplada a um disco cisalhante de aço inoxidável. O equipamento
caracteriza-se por uma rotação de alta velocidade, proporcionando um efeito
de “atrito hidráulico” entre o disco e o meio. É muito utilizado nas indústrias
de tintas, corantes e pigmentos, por atuar na dispersão sólido-líquido e
líquido-líquido (GRABE, 2014). O disco possui uma lâmina impulsora plana e
bordas serradas e alternadas (SEMCO, 2014), conforme mostra a Figura 3.
Figura 3 – Disco Dispersor/Cowles.
Fonte: Fusion Fluid (2014).
25
Os discos são fabricados de acordo com a necessidade do cliente,
podendo sofrer alterações a partir deste modelo básico. As principais
alterações ocorrem na posição dos dentes e no tamanho, que vai de uma
escala laboratorial até a industrial (FAZENDA, 2005).
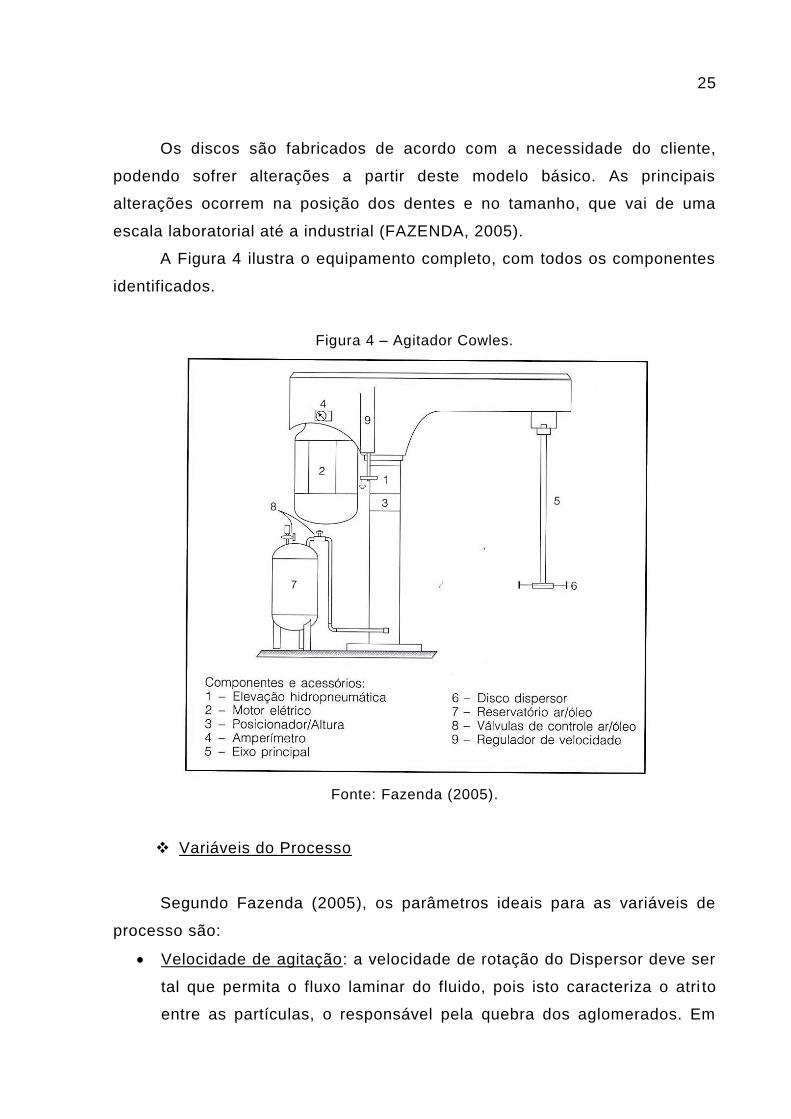
A Figura 4 ilustra o equipamento completo, com todos os componentes
identificados.
Figura 4 – Agitador Cowles.
Fonte: Fazenda (2005).
Variáveis do Processo
Segundo Fazenda (2005), os parâmetros ideais para as variáveis de
processo são:
Velocidade de agitação: a velocidade de rotação do Dispersor deve ser
tal que permita o fluxo laminar do fluido, pois isto caracteriza o atri to
entre as partículas, o responsável pela quebra dos aglomerados. Em

26
um fluxo turbulento, o impacto entre as partículas passa a ser o fator
primário e as partículas adquirem o comportamento de girar em torno
delas mesmas, ao invés de agredirem umas às outras;
Viscosidade: a viscosidade do pigmento deve ser bastante alta para
que a ação dispersora do agitador seja transmitida da base até o fundo
do tanque. Se a viscosidade do produto cair ao longo do processo, a
força na base será dizimada e não atingirá todo o produto, além de
gerar um fluxo turbulento, que descaracteriza o atrito promovido entre
as partículas;
Temperatura: o incremento de temperatura no processo é resultado da
dissipação de energia cinética aplicada ao meio. A elevação da
temperatura pode acarretar a diminuição da viscosidade, levando a um
fluxo turbulento, e promover a floculação do pigmento.
Vantagens e Desvantagens do Dispersor
Os pontos positivos listados por Fazenda (2005) para o equipamento
de dispersão são:
Baixo investimento inicial, se comparado aos demais equipamentos;
Somente o disco exige reposição periódica;
Equipamento de simples operação.
Como limitação do equipamento, pode-se citar uma eficiência
questionável em dispersar suficientemente os aglomerados presentes no
pigmento (FAZENDA, 2005).
b) Moagem Horizontal
O moinho horizontal atua em sistema contínuo de dispersão de sólidos.
Apresenta como vantagens sobre os demais tipos de moinhos verticais
(FAZENDA, 2005):
Menor ocupação de espaço, com dimensões compactas;
Operação facilitada, pois o motor é instalado como uma base para a
câmara de moagem;
27
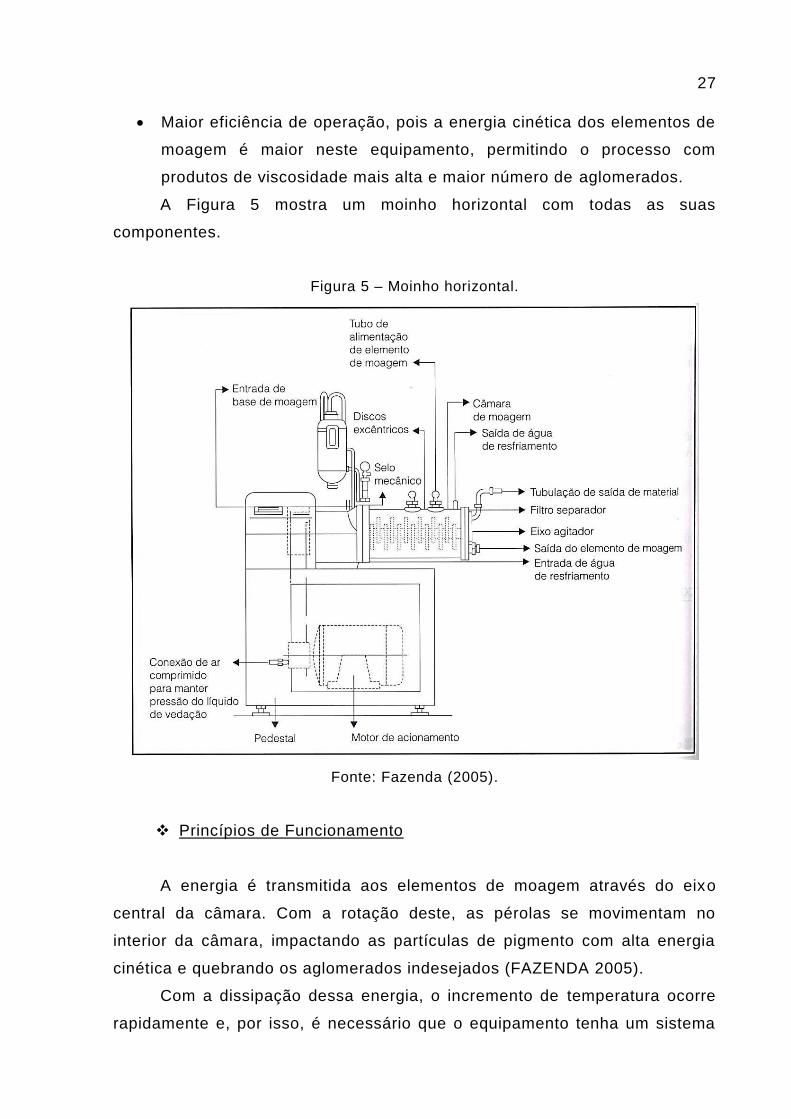
Maior eficiência de operação, pois a energia cinética dos elementos de
moagem é maior neste equipamento, permitindo o processo com
produtos de viscosidade mais alta e maior número de aglomerados.
A Figura 5 mostra um moinho horizontal com todas as suas
componentes.
Figura 5 – Moinho horizontal.
Fonte: Fazenda (2005).
Princípios de Funcionamento
A energia é transmitida aos elementos de moagem através do eixo
central da câmara. Com a rotação deste, as pérolas se movimentam no
interior da câmara, impactando as partículas de pigmento com alta energia
cinética e quebrando os aglomerados indesejados (FAZENDA 2005).
Com a dissipação dessa energia, o incremento de temperatura ocorre
rapidamente e, por isso, é necessário que o equipamento tenha um sistema

28
de refrigeração eficiente para a câmara, evitando floculações e entupimento
dos filtros (FAZENDA 2005).

29
3. METODOLOGIA
3.1. A EMPRESA
Este trabalho foi realizado em uma empresa química de corantes,
pigmentos e emulsões, em uma planta localizada ao sul do estado do Rio de
Janeiro. Por motivo de sigilo e acordo feitos com a empresa, o nome desta
não será citado, e a mesma será identificada, em alguns momentos, com o
nome fantasia de “Empresa Pigmento”.
A empresa pertence a um grupo americano, que foi criado em 2013, a
partir da compra das linhas Têxtil, Papéis e Emulsões de uma respeitável
multinacional do setor químico mundial. Atualmente, a empresa, que tem
sede na Suíça, está presente em 35 países, produzindo corantes, pigmentos
e emulsões, com diversas aplicações em papel, tecido e tintas, em geral.
O site no Vale do Paraíba foi fundado em 1957, por um grupo suíço,
produzindo, inicialmente, apenas corantes e fármacos. Ao longo do tempo e
com a ampliação do site, novas especialidades químicas como, pigmentos,
nutrição e agroquímicos passaram também a compor a gama de produtos
oferecidos pela empresa. O prédio da planta química, onde o trabalho será
concretizado, existe desde 1964, com produção voltada principalmente para
emulsões, que são fornecidas para indústrias de couro, tecidos e papel.
Durante sua existência, o site passou por algumas transições, até ser
recentemente incorporado pelo grupo americano.
A “Empresa Pigmento” trabalha em regime de turnos de doze horas,
com dois turnos diários, ou seja, a produção é contínua, parando somente em
casos específicos, como para manutenções e determinados feriados.
3.2. O PROCESSO
Segundo a ABIQUIM (2014), a indústria de corantes, p igmentos e
branqueadores ópticos no Brasil tem características mercadológicas bastante
específicas: alta dependência de tecnologia estrangeira; dependência de
matéria-prima importada; grande competitividade entre os polos produtores; e

30
indústrias com grande flexibilidade de produção, que é o caso da planta
estudada.
A planta em questão produz, em menor escala, um pigmento orgânico
fornecido para indústrias têxteis e de papel. A diferença entre o produto
fornecido para cada setor é a ausência obrigatória do antiespumante na
indústria de papel; segundo estudos do Laboratório de Desenvolvimento para
a implementação, esta diferença não gera impactos na qualidade do produto.
3.2.1. ETAPAS DO PROCESSO
A Figura 6 mostra o fluxograma do processo produtivo utilizado na
“Empresa Pigmento” para o produto em estudo.
Figura 6 – Fluxograma do processo produtivo estudado.
Fonte: autora.

31
O processo de produção é relativamente simples, pois se trata de uma
dispersão pigmentária, que ocorre em apenas duas etapas: a dispersão e a
moagem.
Na primeira etapa, a de dispersão, toda a matéria-prima é carregada
em uma tina de aço inox, com capacidade de 1500L. Inicialmente, são
introduzidos a água, o dispersante, alguns conservantes e um anticoagulante;
esta mistura é agitada, para uma breve homogeneização. Em seguida, é
adicionada a matéria-prima base para a pigmentação; esta adição deve ser
feita de forma cuidadosa, pois se trata da manipulação de um pó muito fino e
perigoso à saúde, se inalado, o que exige medidas de segurança como o uso
de exaustão. A tina é acoplada a um agitador do tipo Cowles, com alta
velocidade de agitação. O objetivo desta operação é dispersar o pigmento no
meio e promover uma primeira quebra nas partículas, de modo superficial.
A segunda etapa é a moagem da mistura, responsável pela quebra das
partículas em tamanho adequado para promover a cobertura desejada pelo
cliente. A tina, antes acoplada ao agitador Cowles, é transferida para um
moinho, onde é feita uma passagem pelo equipamento, em sistema aberto,
ou seja, descarregando o produto em uma segunda tina. A vazão do produto
e a sua temperatura de saída do moinho devem ser controladas
manualmente.
Para a etapa de moagem, há dois equipamentos disponíveis e capazes
de executar a operação: um moinho tem capacidade de 22L e o outro, de
60L; ambos contam com um sistema de refrigeração indireta com MEG1. Para
facilitar a identificação, chamaremos de “Moinho G” aquele com capacidade
de 60L, e de “Moinho P”, o com capacidade de 22L.
Normalmente, apenas o moinho G é utilizado no processo, devido à
sua maior capacidade, que resulta em um menor tempo de processo. O
moinho P é utilizado como um equipamento alternativo, geralmente quando o
moinho G não está em condições de operação, quando há outro processo em
moagem, e também para alguns testes de variáveis em determinadas
1 Monoetilenoglicol (MEG) é o mais simples dos etilenoglicóis, que são líquidos límpidos,
incolores, inodoros e miscíveis com água em qualquer proporção. O MEG é utilizado em circuitos de refrigeração, pois tem a capacidade de diminuir o ponto de congelamento de substâncias, gerando um sistema mais eficiente (OXITENO, 2014).

32
partidas. Durante a passagem, que dura cerca de três horas (para o moinho
G), um agitador móvel de pequeno porte é acoplado à tina de entrada, pois o
pigmento em pó tende a decantar com o passar do tempo e entupir a saída
do recipiente de mistura.
Neste ponto, o produto já está praticamente pronto. Apenas alguns
aditivos são adicionados para ajuste, como o antiespumante, que pode entrar
ou não, a depender da indústria de destino. Ao final da moagem, o
equipamento deve ser lavado com uma quantidade de água determinada em
receita, para evitar que ocorram incrustações no interior deste, e também
para aproveitar melhor o produto residual. Para homogeneizar o produto
antes da descarga, o recipiente de mistura é levado ao agitador Cowles, onde
sofre uma rápida agitação, apenas para incorporação da água.
Nesta fase, com o produto homogêneo, é retirada a amostra para os
testes no Laboratório de Controle de Qualidade (LCQ).
Finalizando, o produto é descarregado em bombonas de 30L, passando
através de um filtro manga, para eliminar partículas maiores, que
comprometeriam a aplicação do produto.
No LCQ, apenas três testes são realizados:
Viscosidade: este teste não costuma apresentar problemas, pois a
faixa aceitável para essa propriedade é bastante ampla; há apenas
casos isolados de a viscosidade ultrapassar o limite superior em
amostras retidas há certo tempo;
Resíduo em peneira: o teste identifica a condição de homogeneidade
do produto; se houver resíduos acima do aceitável, indica que a
moagem não foi eficiente e é indicada uma nova passagem em moinho;
Aplicação ou Força Colorística: este teste é o mais importante, pois
indica aquilo que é necessário ao cliente, ou seja, a taxa de cobertura
do pigmento. São preparadas duas misturas de pigmento, uma a partir
da amostra e outra do padrão, e ambas são aplicadas lado a lado em
cartolina PVC; após secagem da aplicação, um espectrofotômetro
realiza a leitura comparativa entre a amostra e o padrão, retornando a
porcentagem de cobertura da superfície, que mostra a qualidade e
aplicabilidade do produto.

33
3.2.2. AVALIAÇÃO DO RENDIMENTO
A “Empresa Pigmento” considera dois tipos de medição para avaliar o
rendimento de uma partida: a força colorística, que é o rendimento percentual
da capacidade de cobertura do pigmento; e o rendimento mássico, que é a
massa líquida obtida ao final da produção.
As duas respostas estão intimamente ligadas. De acordo com o teste
de qualidade realizado nos laboratório da “Empresa Pigmento”, a força
colorística do pigmento pode ser considerada adequada desde que em um
intervalo de 95% a 105%. Abaixo deste intervalo, o produto deve ser
reprovado, pois não é capaz de promover uma cobertura eficiente.
Assim, qualquer cobertura acima de 100%, significa que a fábrica
estará fornecendo algo melhor do que o cliente está disposto a pagar, ou
seja, a fábrica terá sua lucratividade reduzida. Para que isso não ocorra,
quando o teste resulta em uma porcentagem acima do limite mínimo, o
laboratório autoriza a operação chamada de “corte do produto”, que
determina a quantidade de água que ainda pode entrar no produto, sem que
este atinja o limite mínimo de 95% de aplicação; isto é, determina a
quantidade de água que ainda pode entrar para que o rendimento mássico do
produto aumente, mantendo o padrão de qualidade.
Portanto, a força colorística impacta diretamente no rendimento
mássico do produto, pois é a porcentagem de aplicação que determinará a
entrada de mais 50,0L de água, que estão previstos e já contabilizados no
rendimento final da receita.
3.3. O PROBLEMA
3.3.1. IDENTIFICAÇÃO DO PROBLEMA
Devido à compra efetuada pelo grupo americano, as linhas de produtos
da antiga empresa foram reestruturadas e realocadas em outros sites. Fruto
dessa transição e também pelo fato da planta localizada no sul do estado do
34
Rio de Janeiro já ter trabalhado com o produto há anos, o processo de
produção do pigmento em estudo foi nela implementado. A receita foi
desenvolvida na unidade produtiva anterior e transferida sem quaisquer
alterações para o Laboratório de Pesquisa e Desenvolvimento do site
recebedor, isto é, não houve nenhuma adequação do processo aos
equipamentos e capacidades do novo local.
Desde o início, ainda na fase de testes experimentais, a produção não
atingia o rendimento previsto, ficando em torno de 94,9%, em massa.
É importante destacar que a produção do pigmento contribui pouco
com os resultados financeiros da fábrica. Entretanto, o acúmulo seguido de
produções com rendimento abaixo do pretendido, faz com que o montante no
total seja significativo. Para investigar o problema e propor melhorias que
permitam atingir o rendimento esperado, teve início este trabalho.
Parâmetros de processo, qualidade da matéria-prima, equipamentos e
o processo em si foram analisados por esta pesquisadora, para identificar
possíveis falhas que, até então, pudessem ter passado despercebidas aos
olhos dos envolvidos.
3.3.2. O PROBLEMA EM NÚMEROS
A receita adquirida previa um rendimento mássico de 1.352,00kg de
produto, por batelada.
Considerando-se as perdas ocorridas nas transferências de
equipamentos, uma variação de até 2% em massa seria considerada
aceitável pelos gestores da planta.
Um levantamento de todas as produções efetivas ocorridas entre
novembro de 2013 e agosto de 2014, apurou um rendimento de 5,1% abaixo
do esperado.
Como o objetivo deste trabalho é propor soluções para atingir o
rendimento desejado de 100%, espera-se melhorar o rendimento, no mínimo,
em 5,1%.

35
3.4. O MÉTODO DE PESQUISA
Para a elaboração de um trabalho científico, é de grande importância
que este siga um roteiro de condução da pesquisa, conforme o método que
melhor se adeque ao tema abordado. Segundo Miguel (2012), alguns dos
principais métodos de pesquisa são: Levantamento tipo Survey, Pesquisa-
Ação, Estudo de Caso e Modelagem e Simulação.
No presente trabalho, a metodologia que mais se adequou ao propósito
de análise do problema e proposição de soluções foi o Estudo de Caso.
Um Estudo de Caso deve ser aplicado nas seguintes situações: quando
o tipo de questão abordado no problema é “Como?” ou “Por quê?”; na
investigação de um fenômeno contemporâneo, ocorrendo em seu ambiente
original; ou quando o investigador não tem controle absoluto sobre as
variáveis, influências e eventos que regem o problema (YIN, 2010).
Este método de pesquisa permite uma análise profunda de um caso, ou
mesmo de múltiplos casos. Apresenta resultados com alta confiabilidade e
permite uma visão estruturada e detalhada do problema como um todo;
incluindo relações causais, quando houver (MIGUEL, 2012).
Figura 7 – Condução do Estudo de Caso.
Fonte: Miguel (2012).
36
Seguindo o modelo proposto por Miguel (2012) para sequenciamento e
roteiro de pesquisa, descrito na Figura 7, este trabalho foi construído
mediante as seguintes etapas:
3.4.1. DEFINIÇÃO DA ESTRUTURA CONCEITUAL-TEÓRICA DO
PROBLEMA
O problema foi apresentado, como oportunidade de melhoria, a fim de
se atingir o rendimento mínimo previsto.
Diante do desafio, esta pesquisadora iniciou um trabalho de
conhecimento do processo, buscando na literatura e em campo, como era
feita a produção e qual era o papel de cada etapa no resultado final do
produto.
Com as primeiras informações, os problemas mais evidentes no
processo, como os relacionados à manutenção, que necessitavam de
correção imediata, foram identificados.
3.4.2. PLANEJAMENTO DO CASO
Neste ponto, com o processo já estudado superficialmente, delimitou-
se o problema, como um estudo de caso único: a produção de um
determinado pigmento.
Em seguida, buscaram-se informações a respeito de quais profissionais
teriam conhecimento mais profundo do processo, para auxiliar a
pesquisadora. Nomes de operadores que já trabalharam no processo,
técnicos do desenvolvimento, supervisores já afastados e antigos
engenheiros da planta foram apontados como mentores do conhecimento do
processo.
Foram também determinados os métodos de coleta de dados que
atenderiam à necessidade de informações.
37
3.4.3. COLETA DE DADOS
Por se tratar de um processo, cujas técnicas ou desenvolvimentos
industriais baseiam-se em testes laboratoriais, mas com inúmeros dados
relevantes de variáveis de engenharia, foi de extrema importância trabalhar,
não somente com dados quantitativos de processo, mas também com dados
qualitativos, que mais contribuíram para o trabalho.
Os dados foram colhidos utilizando as seguintes técnicas:
Entrevistas informais, não estruturadas, com vinte profissionais que
tiveram contato relevante com o produto em estudo. Os profissionais
entrevistados e suas maiores contribuições foram:
─ Gerente da planta: por ter um profundo conhecimento histórico
da planta, durante esta entrevista, foi levantado todo o histórico
de problemas já apresentado pelo produto, bem como algumas
características de processo e propriedades físicas do mesmo.
Além disso, este profissional contribuiu com a indicação de
outros profissionais para posteriores entrevistas. As informações
foram pontuais e superficiais, apenas com o intuito de inserir a
pesquisadora no processo, para que esta pudesse encontrar as
informações sólidas;
─ Pesquisadores do laboratório de Desenvolvimento de produtos:
dois técnicos do laboratório de desenvolvimento foram
entrevistados para esclarecimento de algumas dúvidas
referentes ao processo em receita e também sobre o que mais
influenciava na qualidade do produto, partindo da matéria-prima;
─ Técnicos do LCQ: Os técnicos responsáveis pelo controle de
qualidade do produto em cada turno (quatro profissionais) , bem
como o responsável pelo Controle de Qualidade do site, foram
questionados sobre o método de controle de qualidade, cálculos
de corte e ensaios de qualidade realizados para liberação;
─ Chefes de Turno: Os quatro supervisores contribuíram com a
apresentação de membros das equipes que trabalham ou já
trabalharam no local, e com a autorização e aproximação da
38
presença da pesquisadora na área; o tempo de experiência
desses profissionais na planta proporcionou um leque de nomes
aos quais buscar para prosseguimento da coleta de dados;
─ Operadores da área: Na época da realização desta pesquisa (de
março a agosto de 2014), cinco operadores tinham treinamento
para trabalhar no local. Todos contribuíram com a permanência
da pesquisadora na área, mostrando detalhes do processo,
problemas frequentes e fazendo da atuação desta, algo mais
participativo. Um antigo operador da área também foi
entrevistado, fornecendo dados de como o processo ocorria na
primeira vez que foi produzido no site estudado.
─ Mecânicos: dois mecânicos dos equipamentos foram de grande
atuação, explicando o funcionamento de cada equipamento. Um
dos mecânicos, em especial, contribuiu com informações do
mecanismo e do processo, por ter sido operador desta empresa
por muitos anos, antes de entrar no setor de manutenção; a
unidade e a clareza das informações por ele fornecidas foram de
extrema importância para a pesquisadora, pois permitiu que essa
entendesse do processo interior aos equipamentos.
Entrevista com um grande especialista da área de dispersões
pigmentárias, responsável mundial por esse setor dentro do grupo ao
qual a empresa estudada pertence. A primeira entrevista ocorreu via
Conference Call, as demais entrevistas ocorreram via e-mail, à medida
que as dúvidas surgiam com o avanço do trabalho.
Registros em folhas de fabricação, que são preenchidas, pelos
operadores, para todas as partidas; esses relatórios contêm dados,
como tempos de processo, lotes de matérias-primas utilizadas e
anomalias pontuais de cada partida;
Resultado de análises externas de algumas variáveis-resposta do
processo, como distribuição granulométrica das partículas, que é
realizado em laboratório externo à “Empresa Pigmento”.
39
3.4.4. ANÁLISE DOS DADOS
Depois de terminada a coleta de dados do processo, sendo estes
relevantes ou não, foi feita uma seleção e analisou-se o que realmente
poderia impactar no processo. Os dados de maior relevância serão
apresentados na seção 4.1.
Os dados foram analisados mapeando as ligações entre as
informações qualitativas do processo e utilizando gráficos para a melhor
visualização dos dados quantitativos.
Para a análise dos dados, esta pesquisadora contou com a ajuda dos
técnicos do LCQ, químicos do setor de Desenvolvimento e Pesquisa,
supervisores de produção e gerente da planta, que também participaram da
etapa de entrevistas (conforme seção 3.4.3).
Reuniões de análise dos dados, com a participação do gestor,
engenheiro químico da planta, supervisor de produção e representante do
LCQ, possibilitaram um Brainstorming de possíveis causas para o problema
de rendimento.
3.4.5. RELATÓRIO
Para ilustrar toda a trajetória aqui descrita, esta monografia foi
construída, contendo os dados mais relevantes, as possíveis causas do
problema e, o objetivo do trabalho, que é a proposta de soluções, advindas
da análise e conclusão da pesquisadora.
A partir deste roteiro, foi construído este trabalho científico de
conclusão de curso.

40
4. RESULTADOS E DISCUSSÕES
Este capítulo divide-se na descrição das fases mais importantes do
Estudo de Caso: a Coleta de Dados e a Análise de Dados, que levaram esta
pesquisadora a concluir este trabalho. Por fim, são apresentadas as
conclusões finais sobre o projeto desenvolvido.
4.1. COLETA DE DADOS
A seção de coleta de dados é fundamental para a realização deste
estudo. Esta expõe todas as informações nas quais a pesquisadora se
baseou para chegar à conclusão do trabalho.
Serão abordadas entrevistas, observações imparciais da área e das
condições de processo no início do estudo, além dos dados de folhas de
fabricação de controle da produção.
4.1.1. ENTREVISTA COM UM ESPECIALISTA
Durante o estudo, foi proporcionado à pesquisadora, que presenciasse
um Conference Call com a participação de gerentes, diretores e o
responsável pela gama de dispersões pigmentárias da “Empresa Pigmento”,
que trabalha numa planta de corantes e pigmentos, localizada na Espanha.
Foi pedido ao especialista que formalizasse as informações da reunião em e-
mail, para que nada fosse perdido ou alterado.
Na planta europeia, o processo é consideravelmente diferente: eles
trabalham apenas com a etapa de Dispersão, a agitação em Cowles, não
utilizando moinhos. Portanto, as informações relevantes para este trabalho
não foram obtidas no primeiro contato.
O especialista dispôs-se a sanar qualquer dúvida procedente do estudo
de melhoria e, a partir das informações técnicas investigadas, foi realizado
um segundo contato, via e-mail, em que aquele analisou as informações e
respondeu quais os pontos do processo poderiam ser verificados.

41
Este contato foi de extrema importância para o estudo, pois, junto à
literatura, estabeleceu os parâmetros de processo e de equipamentos
apresentados a seguir, que deveriam ser seguidos no site brasileiro.
Os tópicos seguintes apresentarão a análise em relação ao processo e
aos equipamentos, feita pelo entrevistado.
a) Informações de Processo
Segundo o entrevistado, utilizando-se as duas etapas, de agitação e
moagem, as variáveis de processo ideais deveriam ser:
Dispersão/Agitação
Depois de carregadas todas as matérias-primas, o produto deve passar
por uma agitação vigorosa entre sessenta e setenta minutos no Agitador
Cowles. Pela análise de distribuição granulométrica feita para esta etapa,
constatou-se que prolongar o processo não traria grandes benefícios na
quebra das partículas e, consequentemente, na aplicação do produto.
O Gráfico 1 mostra o comportamento da força colorística com o passar
do tempo, durante a etapa de agitação. Este comportamento foi registrado
pela pesquisadora em um trabalho in loco e enviado ao especialista para
auxiliá-lo na análise do processo brasileiro.
Gráfico 1 – Gráfico da eficiência de cobertura ao longo da etapa de Dispersão.
Fonte: autora.
80
85
90
95
100
105
0 20 40 65 85 105 125
Po
rce
nta
gem
Tempo de Agitação
Força Colorística (%)

42
Percebe-se uma tendência à estabilização da porcentagem de
cobertura do produto nesta etapa. Porém, ainda assim, não é possível atingir
as características requeridas pelo cliente apenas com esta operação, com os
equipamentos disponíveis. Logo, prolongar a etapa de agitação apenas
aumentaria o tempo de processo e os gastos com energia elétrica, sem trazer
ganhos satisfatórios na qualidade do produto.
É importante salientar que, neste ponto, ainda há grande parte da água
de processo a ser adicionada, cerca de 150,0L para lavagem do moinho e
50,0L para corte da partida. Portanto, os valores acima de 100%
apresentados não são representativos.
Além disso, segundo o entrevistado, a temperatura do produto não
deve passar de 45ºC, pois, acima disso, as partículas podem sofrer uma
aglomeração e “empedrar” no fundo da tina.
Moagem
Na moagem, o controle de temperatura é fundamental, não permitindo
que a esta ultrapasse o mesmo valor, de 45ºC. Nesta etapa, a elevação da
temperatura é mais provável, devido à energia do grande número de colisões
entre as esferas durante a operação.
Outra condição determinante é o tempo de residência do produto na
câmara: quanto maior o tempo de residência, maior o número de colisões
efetivas, e, consequentemente, menores as partículas do produto. O tempo
de residência deve ser controlado através da vazão de saída da bomba, para
que o produto fique tempo suficiente dentro da câmara.
b) Informações de Equipamento
Da mesma forma que com o processo, segundo o especialista da
“Empresa Pigmento”, as melhores condições para o funcionamento dos
equipamentos são:
43
Dispersor Cowles
O agitador e a tina utilizados na etapa de agitação estão de acordo
com o sugerido pelo especialista. O disco e a tina estão bem dimensionados,
a velocidade e potência do motor também estão adequados.
Moinhos
Segundo o entrevistado, o acréscimo de pressão no interior da câmara
pode estar ocorrendo pelos seguintes motivos:
Baixo tempo de residência na câmara, provocado por uma alta vazão,
que promovem uma compressão hidráulica no filtro;
Abertura muito grande da tela, para o diâmetro da pérola;
Abertura muito pequena da tela para o tamanho de partícula do
produto.
Para uma moagem eficiente, há uma relação entre a abertura da tela e
o diâmetro das esferas: a tela adequada é aquela cuja abertura é igual à
metade do menor diâmetro apresentado pelas pérolas utilizadas. No caso
estudado, esta tela é menor que a relação sugerida.
Os elementos de moagem devem ser feitos do mesmo material,
evitando qualquer tipo de mistura, e possuir uma uniformidade na distribuição
do diâmetro. Isso evita a degradação acelerada das esferas pelo impacto de
materiais com peso específicos diferentes e aumenta o número de colisões
efetivas.
Além disso, trabalhar com diâmetros menores de pérolas aumenta a
área de contato superficial, o que também contribui para o aumento colisões
efetivas (FAZENDA, 2005).
A fim de aumentar o número de colisões efetivas no interior da câmara
do moinho, o ideal seria trabalhar com cerca de 80% do volume do
equipamento preenchido com pérolas, para o caso do material ser silicato de
Zircônio. Para esferas de Óxido de Zircônio estabilizadas com Cério, o ideal
seria preencher até 70% do volume da câmara; devido ao alto peso

44
específico deste material, o motor do equipamento pode não trabalhar
corretamente se a capacidade sugerida for excedida.
4.1.2. CONDIÇÕES INICIAIS DE PROCESSO: DADOS IN LOCO
Nesta seção, estão expostas as condições em que se encontrava o
processo no início da pesquisa, em março de 2014. Os dados foram
coletados por análise visual da área, entrevistas informais com os operadores
da seção de Dispersões, com os técnicos do LCQ e do Desenvolvimento e
Pesquisa.
Nos tópicos seguintes, serão abordados três pontos determinantes para
a qualidade do produto: matéria-prima, equipamentos e controle de
qualidade.
a) Matéria-Prima
Das matérias-primas que compõem o processo, só uma é utilizada em
quantidade suficiente que possa comprometer o nível de qualidade do
produto: o composto orgânico que é a base da pigmentação. As demais são
utilizadas em pequenas quantidades, para estabilizar e conservar o produto,
melhorar a dispersão das partículas e, em alguns casos, reduzir a formação
de espuma.
Por motivo de sigilo do processo, a matéria-prima base não será
identificada, sendo denominada apenas de “composto A”.
O composto A é adquirido sempre de um mesmo fornecedor, validado
pelo Laboratório de Pesquisa e Desenvolvimento como apto a fornecer esta
matéria-prima.
Os lotes de composto A são comprados a cada campanha, calculando-
se o número de partidas que serão produzidas, multiplicado pela quantidade
que é usada em cada partida.
O teste de validação do fornecedor e certificação da qualidade do lote
leva bastante tempo para ser realizado, e consiste em produzir o produto em
escala laboratorial. Por demandar bastante tempo e recurso humano, e a
45
matéria-prima ser comprada exatamente na quantidade necessária, não é um
procedimento rotineiro reter amostras dos lotes ou realizar testes que
certifiquem a qualidade dos mesmos.
Para este caso em específico, a “Empresa Pigmento” confia apenas no
certificado de qualidade emitido pelo fornecedor, que atesta que a matéria -
prima foi produzida segundo procedimento-padrão reconhecido e aprovado,
garantindo uma pureza adequada e granulometria dentro da curva de
distribuição padrão.
b) Equipamentos
Para melhor identificar os equipamentos, o moinho pequeno, de 22L de
capacidade, será chamado de “Moinho P”, e o de 60L, de “Moinho G”, como
determinado na seção 3.2.1.
Apesar de os dois moinhos estarem disponíveis para uso na área de
dispersões, no início deste trabalho, era usual que apenas o moinho G fosse
utilizado no processo estudado. Por o moinho P ter uma capacidade muito
menor, o tempo de moagem se estendia por mais de oito horas quando este
era utilizado, tornando inviável a troca.
Os moinhos estavam sem manutenção, pelo menos, desde o início de
2013 e, devido à baixa utilização destes equipamentos antes da chegada
deste produto, a manutenção preditiva não era regular e os equipamentos
apresentavam muitos problemas mecânicos e operacionais.
Os moinhos foram comprados de um grande fabricante de
equipamentos industriais, reconhecido no mercado de moagens, ainda no
início da década de 1990. A Figura 8 mostra o moinho P.

46
Figura 8 – Moinho P, com a câmara de moagem aberta.
Fonte: autora.
A Figura 8 traz a representação geral dos equipamentos P e G, pois
ambos são moinhos de discos horizontais e possuem o mesmo princípio de
funcionamento.
As condições de trabalho no início do estudo referentes a cada moinho
estão descritas a seguir:
Moinho G
O moinho G apresentava um vazamento externo no selo de vedação 2,
que fica entre a câmara horizontal e o corpo do moinho, impedindo que a
água do reservatório umedecesse o selo. Com isso, o moinho trabalhava sem
vedação, que poderia causar um vazamento de produto sobre o motor do
equipamento.
2 O selo mecânico tem a função de evitar que um fluido entre em contato com o meio
externo. São geralmente utilizados em equipamentos rotativos, como bombas centrífugas, misturadores e moinhos. Podem ser aplicados na maioria dos casos, sobretudo, quando as gaxetas não são recomendadas, como trabalho em condições elevadas de pressão, temperatura e velocidade, bem como em presença de sólidos em suspensão, como no caso estudado (DU-O-LAP, 2014).
47
A Figura 9 mostra o selo de vedação comprado para o moinho G. O
ponto de colocação do selo mecânico pode ser identificado na Figura 5.
Figura 9 – Selo de vedação do moinho G, durante manutenção.
Fonte: autora.
A bomba, quando em funcionamento, apresentava vibração acima do
normal, impedindo que a válvula de controle da vazão permanecesse estável.
Com isso, o processo trabalhava sempre com a vazão máxima da bomba,
pois qualquer ajuste na válvula era revertido imediatamente.
Durante as primeiras produções, foi verificado um superaquecimento da
câmara. A refrigeração não estava sendo eficiente e o produto saía do
equipamento com uma temperatura muito acima da permitida em receita.
Para solucionar momentaneamente este acréscimo de temperatura, o
operador parava a moagem e esperava por longos períodos de tempo, até
que o equipamento voltasse à temperatura de processo.
Além disso, para trabalhar com uma moagem eficiente, é recomendado
pelo fabricante que este processo ocorra com 80% da câmara completa com
elementos de moagem. Isto totaliza cerca de 120,0kg de pérolas. A
quantidade existente era aproximadamente a recomendada, porém, a
qualidade das pérolas era inadequada.

48
Conforme ilustrado na Figura 10, dentro da câmara do moinho G, havia
uma mistura de pérolas de dois materiais distintos: Silicato de Zircônio e
vidro. A maior parte da mistura era composta por pérolas já amareladas e
desgastadas de silicato de zircônio.
Figura 10 - Elementos de Moagem do Moinho G, no início do estudo.
Fonte: autora.
A variação de tamanho e a irregularidade na forma dessas pérolas
eram bastante expressivas. Segundo o especialista entrevistado, isso
comprometia a qualidade da moagem, além de contribuir para uma
degradação mais rápida das pérolas, já que as pérolas com peso específico
maior podem alcançar energia suficiente para quebrar as de peso específico
menor. As pérolas de vidro, que eram utilizadas na área há alguns anos,
foram misturadas às outras apenas para completar a quantidade, sem
conhecimento de que isso seria prejudicial ao processo.
Moinho P
A bomba do moinho P apresentava o mesmo problema que a do
moinho G: excesso de vibração e falta de controle da vazão do produto.
49
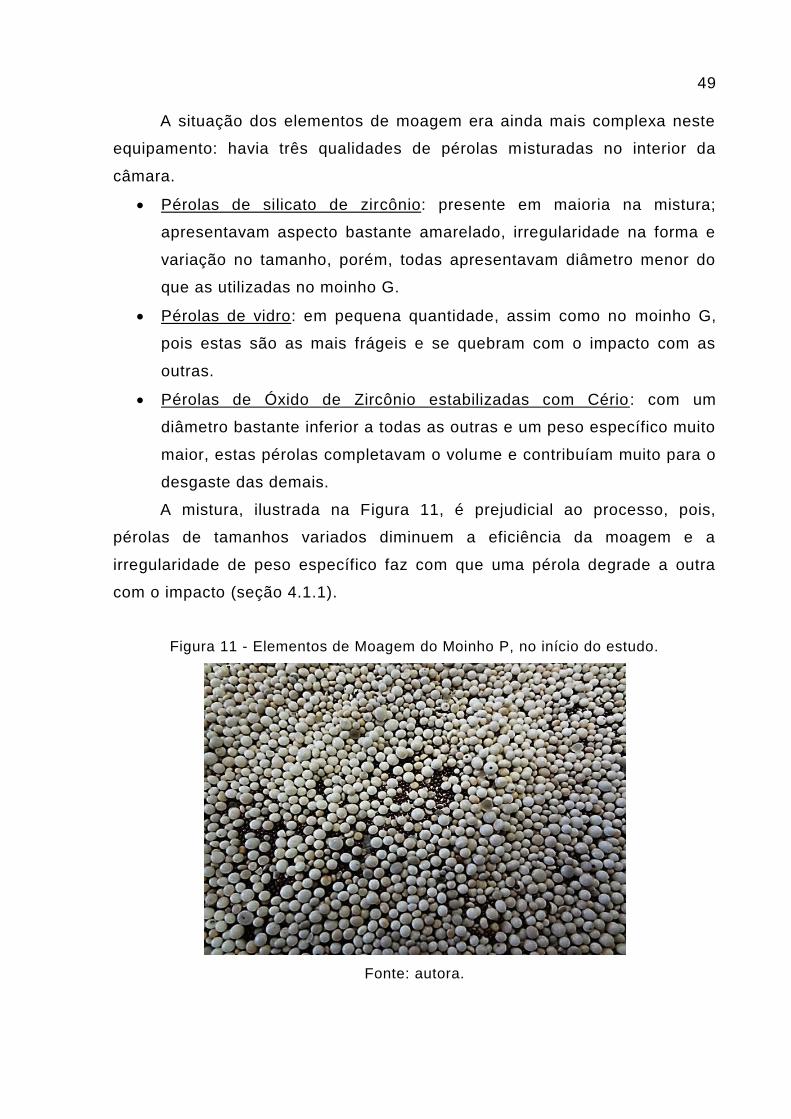
A situação dos elementos de moagem era ainda mais complexa neste
equipamento: havia três qualidades de pérolas misturadas no interior da
câmara.
Pérolas de silicato de zircônio: presente em maioria na mistura;
apresentavam aspecto bastante amarelado, irregularidade na forma e
variação no tamanho, porém, todas apresentavam diâmetro menor do
que as utilizadas no moinho G.
Pérolas de vidro: em pequena quantidade, assim como no moinho G,
pois estas são as mais frágeis e se quebram com o impacto com as
outras.
Pérolas de Óxido de Zircônio estabilizadas com Cério: com um
diâmetro bastante inferior a todas as outras e um peso específico muito
maior, estas pérolas completavam o volume e contribuíam muito para o
desgaste das demais.
A mistura, ilustrada na Figura 11, é prejudicial ao processo, pois,
pérolas de tamanhos variados diminuem a eficiência da moagem e a
irregularidade de peso específico faz com que uma pérola degrade a outra
com o impacto (seção 4.1.1).
Figura 11 - Elementos de Moagem do Moinho P, no início do estudo.
Fonte: autora.

50
c) Controle de Qualidade
O Controle de Qualidade (CQ) do produto é feito controlando-se três
pontos: a força colorística, a viscosidade e a quantidade de resíduo na
peneira. A descrição destes ensaios foi apresentada na seção 3.2.1.
Os testes de viscosidade e de resíduo são feitos exatamente conforme
procedimento padrão.
A força colorística é medida em espectrofotômetro de remissão, a partir
de uma comparação com um padrão de pigmento, que é o desejado para
todas as partidas, e considerado como 100%.
Porém, este padrão não é fornecido por uma empresa externa ou
validado por um laboratório externo.
A validação do padrão é feita adotando-se a amostra de uma partida
que tenha sido aprovada pelo LCQ. Porém, a cada validação, verificou-se
que a qualidade do padrão diminui, comprometendo os resultados, conforme
explicado no seguinte exemplo genérico:
Caso uma amostra tenha sido aprovada para descarga e venda com um
resultado de cobertura de 98,0%, sendo o limite inferior de 95,0%, sua
amostra fica retida para eventual controle. Quando o primeiro padrão
fornecido pela outra planta perde a qualidade, por vencimento ou alteração
física, o LCQ adota a amostra desta partida aprovada como novo padrão,
aleatoriamente. Entretanto, ao ser utilizado no equipamento de análise, o
resultado que era 98,0% é ignorado e a amostra passa a ser lida como
100,0%, independente da sua qualidade, uma vez que ela passa a ser
considerada, unicamente para fins de classificação, como uma amostra
padrão.
Portanto, a cada novo padrão validado, há um acúmulo de erro, que
pode comprometer as análises, por gerar padrões de comparação com um
nível de qualidade cada vez menor.

51
d) Manutenções Iniciais
As primeiras partidas foram produzidas nos equipamentos sem a
devida manutenção. Mas, logo se detectou a necessidade dessa intervenção
e estudou-se a possibilidade da ocorrência, já que tal intervenção atrasaria a
produção.
Antes de iniciar o processo produtivo efetivamente foi realizado um
levantamento dos problemas mecânicos citados no item “b” da seção 4.1.2 e
coordenou a manutenção destes.
Como citado na descrição do processo (conforme seção 3.2), somente
o moinho G era utilizado nessa produção. Como foi detectado que a
manutenção deste levaria um longo tempo e atrasaria a produção do mês, a
opção identificada foi preparar o moinho P para a moagem das partidas na
falta do moinho G.
Assim, o moinho P teve a bomba avaliada e, após análise vibratória, o
seu reparo foi programado. Os elementos de moagem foram substituídos por
pérolas novas de Silicato de Zircônio, de tamanho uniforme. A tela que
separa o meio também foi trocada, pois estava danificada.
Com o moinho P apto a moer, o moinho G foi levado ao setor de
manutenção. Lá, após desmembramento do equipamento, verificou-se que
várias peças estavam danificadas e seria necessária a troca das mesmas.
Os principais problemas identificados durante a manutenção foram: o
selo de vedação do moinho G estava furado e precisou ser comprado; a
bomba passou pelo procedimento de alinhamento para correção de vibrações
excessivas; a refrigeração da câmara estava comprometida devido a um
entupimento na camisa do moinho, que foi corrigido após a desobstrução dos
tubos no interior da camisa.
e) Problemas Mecânicos Persistentes
Enquanto o moinho G estava em manutenção, o moinho P executou o
processo de moagem. Contudo, a operação não ocorreu da maneira
esperada.

52
Durante a moagem, o moinho P sofria um acréscimo de pressão e uma
queda brusca da vazão. Dessa forma, os dispositivos de segurança do
equipamento, a chave de fluxo e o medidor de pressão interna, desarmavam-
no automaticamente, e este dificilmente voltava a funcionar no modo normal.
Em alguns casos, o procedimento de abertura era realizado três vezes,
moendo uma mesma partida.
Este problema repetiu-se quase em todas as partidas, até se descobrir
que a tela trocada durante a manutenção estava errada. A nova possuía uma
abertura menor que a anterior. Imediatamente, a troca foi feita e a tela antiga
voltou ao moinho.
A Figura 12 mostra o modelo de tela cilíndrica utilizada no moinho P,
com a abertura correta. A tela errada se diferenciava desta apenas na
abertura dos frisos que dão passagem para o produto, que eram mais
fechados que a tela ilustrada.
Figura 12 - Tela tubular que separa o meio no Moinho P.
Fonte: autora.
O problema persistiu, mas com uma frequência muito menor. Algumas
moagens ocorriam sem problemas, mas outras ainda paravam devido ao
incremento de pressão.

53
Quando o moinho P desarmava, o processo parava e as medidas
corretivas eram devidamente executadas: a câmara era aberta para a retirada
das pérolas e, normalmente, detectava-se o entupimento da tela, por acúmulo
de produto e pérolas. A tela era desobstruída, o equipamento fechado e as
pérolas recolocadas. Então, reiniciava-se o processo.
Em conversas com os operadores da área, um questionamento foi
levantado por todos de forma independente: há alguns anos, antes de o
produto ser transferido da primeira vez, tentou-se moer o pigmento estudado
no moinho P e a estabilidade do processo nunca foi alcançada. Era normal
abordarem a questão da viscosidade do produto, que é muito alta e julgarem
como causa do entupimento. Isso sugere que as condições de operação não
estão adequadas ao processo, mas isso não foi possível apurar no estudo
realizado.
4.1.3. DADOS DE PRODUÇÃO
Para realização deste estudo, uma das formas mais importantes de
coleta de dados foi o levantamento realizado nas folhas de produção das
partidas. Para isso, foi feito um trabalho de arquivamento e levantamento dos
dados mais relevantes de todas as partidas produzidas entre novembro de
2013 e agosto de 2014.
Os principais dados, como o número da partida, datas de produção,
equipamento utilizado, rendimentos, partidas de matéria-prima e problemas
ocorridos durante cada processo produtivo, foram organizados em uma
planilha, visando facilitar o acesso às informações e a análise destes.
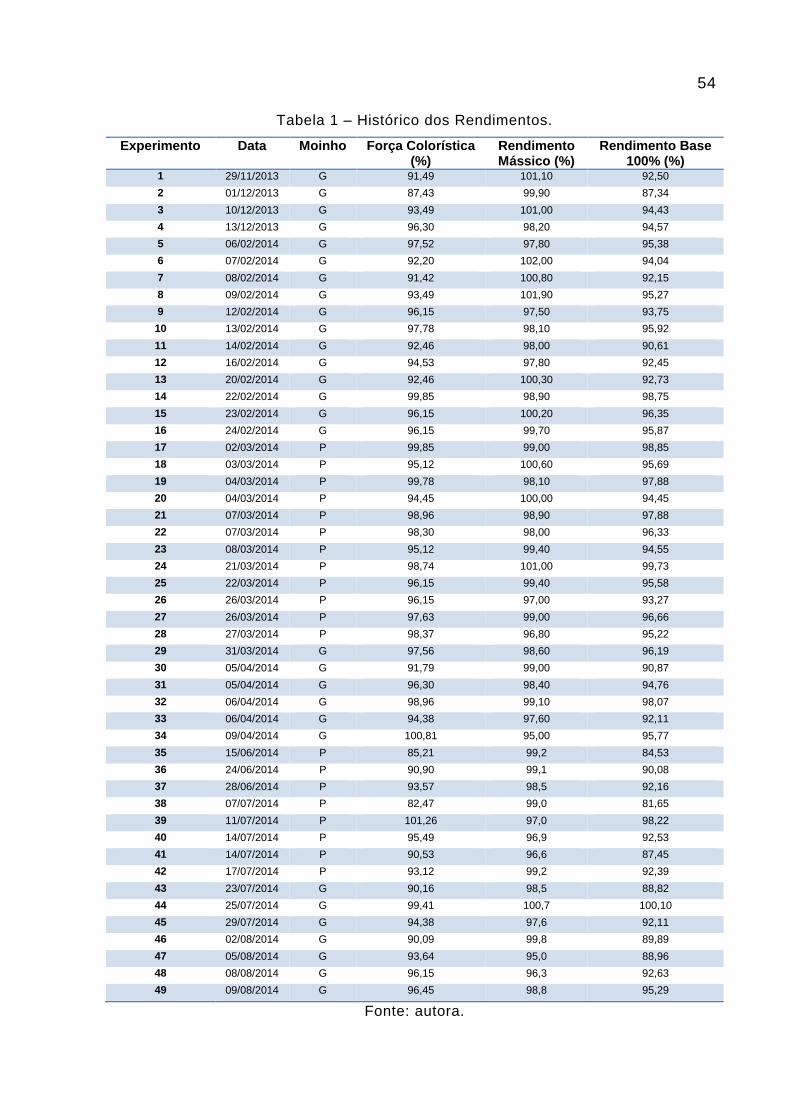
A Tabela 1 apresenta o histórico de rendimentos levantados para este
estudo para uma amostragem de quarenta e nove partidas de novembro de
2013 a agosto de 2014.
54
Tabela 1 – Histórico dos Rendimentos.
Experimento Data Moinho Força Colorística (%)
Rendimento Mássico (%)
Rendimento Base 100% (%)
1 29/11/2013 G 91,49 101,10 92,50
2 01/12/2013 G 87,43 99,90 87,34
3 10/12/2013 G 93,49 101,00 94,43
4 13/12/2013 G 96,30 98,20 94,57
5 06/02/2014 G 97,52 97,80 95,38
6 07/02/2014 G 92,20 102,00 94,04
7 08/02/2014 G 91,42 100,80 92,15
8 09/02/2014 G 93,49 101,90 95,27
9 12/02/2014 G 96,15 97,50 93,75
10 13/02/2014 G 97,78 98,10 95,92
11 14/02/2014 G 92,46 98,00 90,61
12 16/02/2014 G 94,53 97,80 92,45
13 20/02/2014 G 92,46 100,30 92,73
14 22/02/2014 G 99,85 98,90 98,75
15 23/02/2014 G 96,15 100,20 96,35
16 24/02/2014 G 96,15 99,70 95,87
17 02/03/2014 P 99,85 99,00 98,85
18 03/03/2014 P 95,12 100,60 95,69
19 04/03/2014 P 99,78 98,10 97,88
20 04/03/2014 P 94,45 100,00 94,45
21 07/03/2014 P 98,96 98,90 97,88
22 07/03/2014 P 98,30 98,00 96,33
23 08/03/2014 P 95,12 99,40 94,55
24 21/03/2014 P 98,74 101,00 99,73
25 22/03/2014 P 96,15 99,40 95,58
26 26/03/2014 P 96,15 97,00 93,27
27 26/03/2014 P 97,63 99,00 96,66
28 27/03/2014 P 98,37 96,80 95,22
29 31/03/2014 G 97,56 98,60 96,19
30 05/04/2014 G 91,79 99,00 90,87
31 05/04/2014 G 96,30 98,40 94,76
32 06/04/2014 G 98,96 99,10 98,07
33 06/04/2014 G 94,38 97,60 92,11
34 09/04/2014 G 100,81 95,00 95,77
35 15/06/2014 P 85,21 99,2 84,53
36 24/06/2014 P 90,90 99,1 90,08
37 28/06/2014 P 93,57 98,5 92,16
38 07/07/2014 P 82,47 99,0 81,65
39 11/07/2014 P 101,26 97,0 98,22
40 14/07/2014 P 95,49 96,9 92,53
41 14/07/2014 P 90,53 96,6 87,45
42 17/07/2014 P 93,12 99,2 92,39
43 23/07/2014 G 90,16 98,5 88,82
44 25/07/2014 G 99,41 100,7 100,10
45 29/07/2014 G 94,38 97,6 92,11
46 02/08/2014 G 90,09 99,8 89,89
47 05/08/2014 G 93,64 95,0 88,96
48 08/08/2014 G 96,15 96,3 92,63
49 09/08/2014 G 96,45 98,8 95,29
Fonte: autora.

55
Todos os dados foram expressos em porcentagem e têm as seguintes
definições:
Rendimento Mássico: refere-se à porcentagem em massa de produto
descarregado naquela partida, comparado com o rendimento esperado
de 1352,0kg (100%);
Força Colorística: é o resultado do teste de aplicação realizado pelo
LCQ, atesta a qualidade do produto, representando a capacidade de
cobertura do pigmento, como na seção 3.2.1;
Rendimento Base 100%: é a representação unificada do rendimento
mássico com a força de cobertura, ou seja, mostra qual seria o
rendimento mássico teórico da partida, caso a venda fosse feita com
uma aplicação de 100%; este rendimento é calculado a partir da
multiplicação dos dois rendimentos acima descritos e representa as
perdas com maior clareza de números, por considerar a ligação entre
os outros dois parâmetros de resposta.
4.2. ANÁLISE DE DADOS
A partir dos dados coletados na seção 4.1, esta pesquisadora pôde,
utilizando de técnicas como análises visuais, Brainstorming e reuniões,
juntamente com a teoria aplicada, discutir os resultados apresentados,
identificar possíveis causas e propor melhorias para o processo.
4.2.1. ANÁLISE DE RENDIMENTOS
A análise da Tabela 1 (seção 4.1.3) e do Gráfico 2, que representa os
dados naquela apresentados, permite verificar o comportamento do
rendimento de cada partida. Percebe-se que, de todas as partidas analisadas
neste estudo, foram raras as ocorrências de cobertura adequada, acima de
100%, que permitisse o corte com a água. Como a água de corte é
contabilizada no rendimento mássico almejado, isso resulta em, pelo menos,
50,0kg abaixo da massa esperada, ocasionando o baixo rendimento mássico
recorrente, que foi apresentado como justificativa para este estudo.

56
Gráfico 2 – Histórico de Rendimentos.
Fonte: autora.
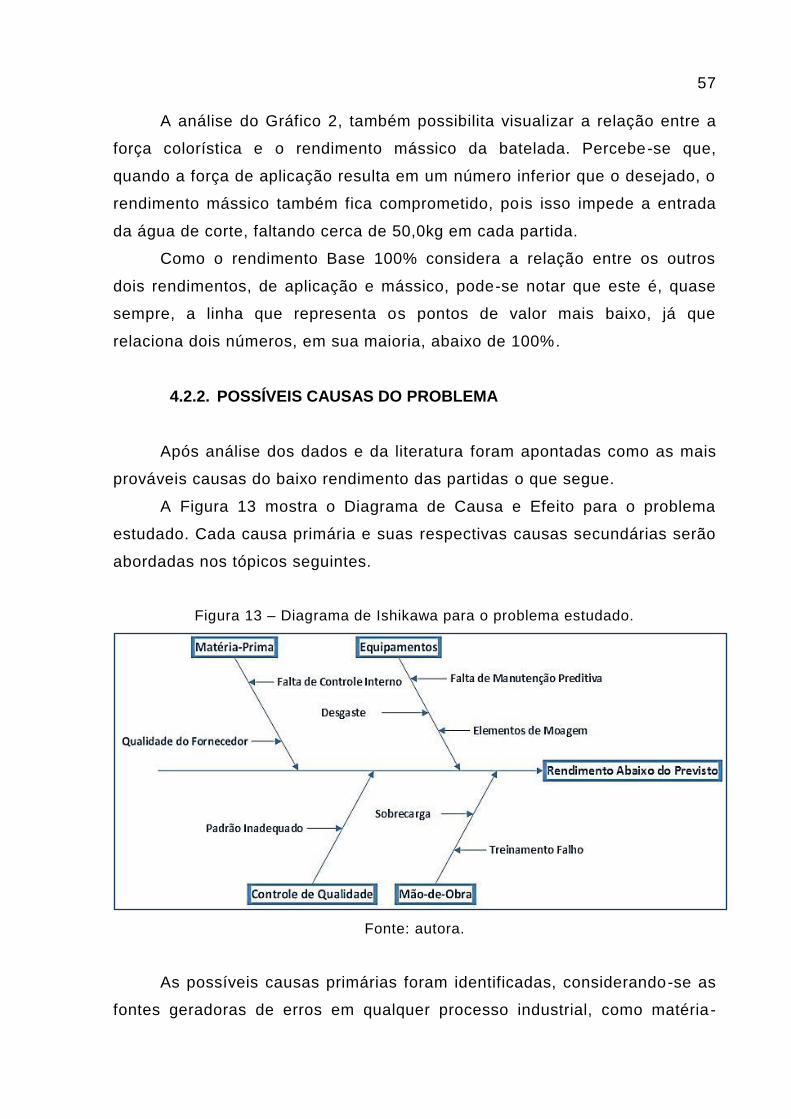
57
A análise do Gráfico 2, também possibilita visualizar a relação entre a
força colorística e o rendimento mássico da batelada. Percebe-se que,
quando a força de aplicação resulta em um número inferior que o desejado, o
rendimento mássico também fica comprometido, pois isso impede a entrada
da água de corte, faltando cerca de 50,0kg em cada partida.
Como o rendimento Base 100% considera a relação entre os outros
dois rendimentos, de aplicação e mássico, pode-se notar que este é, quase
sempre, a linha que representa os pontos de valor mais baixo, já que
relaciona dois números, em sua maioria, abaixo de 100%.
4.2.2. POSSÍVEIS CAUSAS DO PROBLEMA
Após análise dos dados e da literatura foram apontadas como as mais
prováveis causas do baixo rendimento das partidas o que segue.
A Figura 13 mostra o Diagrama de Causa e Efeito para o problema
estudado. Cada causa primária e suas respectivas causas secundárias serão
abordadas nos tópicos seguintes.
Figura 13 – Diagrama de Ishikawa para o problema estudado.
Fonte: autora.
As possíveis causas primárias foram identificadas, considerando-se as
fontes geradoras de erros em qualquer processo industrial, como matéria -

58
prima, mão-de-obra, manutenção, meio ambiente, dentre outros. A partir daí,
filtrou-se as fontes que cabiam a este processo: matéria-prima, equipamentos
(manutenção), controle de qualidade e mão-de-obra. As causas secundárias
foram resultado do estudo apresentado.
a) Matéria-Prima
Diante do fato de que apenas o composto A é capaz de agir
diretamente sobre a qualidade do produto, a pesquisadora achou relevante
pesquisar o histórico do fornecedor.
Foi identificada certa instabilidade na qualidade da matéria-prima
fornecida. Ou seja, já era recorrente em outros sites que este fornecedor
entregasse partidas com nível de qualidade abaixo do padrão validado, como,
por exemplo, granulometria fora do especificado, comprometendo a qualidade
do produto final.
Como validação é baseada apenas no certificado do fornecedor, essa
variação não pôde ser comprovada no site, já que não são realizados testes
em todos os lotes.
b) Controle de Qualidade
Conforme descrito no item “c” da seção 4.1.2, o padrão utilizado para
comparação das amostras durante o teste de aplicação não é confiável.
Um padrão estabelecido sem adequação para 100% não deveria ser
usado para comparação, pois os resultados não refletem a realidade.
c) Equipamentos
A falta de manutenção preditiva foi um grande agravante no processo.
Ninguém sabia precisar quais as reais condições dos equipamentos.
Mesmo depois de corrigidos os problemas mecânicos, persistiram os
problemas de adequação: os elementos de moagem.
59
Com a utilização de esferas misturadas ou de material incorreto, a
moagem não promove colisões efetivas suficientes para promover a quebra
das partículas.
A mistura de tamanhos e qualidades de esferas também contribui para
a quebra umas das outras, resultando na perda acelerada destes elementos.
Isso diminui a quantidade de pérolas, pois, quando quebradas, a depender do
diâmetro das partes, essas podem ser eliminadas pela tela e sair no produto.
Com um menor número de pérolas, novamente chegamos a um número baixo
de colisões efetivas.
d) Mão-de-obra
É de conhecimento de todos que o ser humano está sujeito a variações
na qualidade do trabalho, devido às influências emocionais.
Porém, algumas empresas não se atentam a esta parte e acabam por
sobrecarregar o operador com muitas responsabilidades ao mesmo tempo.
A área produtiva estudada está em expansão, com novos produtos
chegando e produtividade de outras linhas aumentando. Porém, o número de
um operador por turno nesta área se mantém.
Com vários processos ocorrendo ao mesmo tempo, fica complicado
exigir que o operador se dedique mais a um ou outro produto. Dessa forma, o
acompanhamento da partida fica comprometido: os dados podem não refletir
a realidade, alguns campos do relatório deixam de serem preenchidos,
problemas ocorridos durante o processo não são devidamente relatados, etc.
Com isso, muitos dados relevantes ao estudo são perdidos.
Considerando o processo em si, algumas etapas não são seguidas
devidamente como manda a receita. As principais ocorrências observadas
são: Continuidade de uma etapa por um tempo maior que o previsto; o não
controle ou medição das variáveis que devem ser controladas, o que pode
prejudicar a qualidade da partida; perda do tempo de etapas, como, por
exemplo, ao final da passagem pelo moinho, que a bomba deve ser desligada
assim que o produto acaba, evitando a queima do estator por trabalho à
seco.

60
Outro ponto a ser destacado é o treinamento do operador da área.
Como foi observado pela pesquisadora, o novo operador apenas observa o
outro, mais experiente, durante determinados processos, sem um
acompanhamento adequado ou supervisão. Logo, muitos pontos importantes
se perdem ou não são passados aos novos operadores.
O Quadro 2 apresenta um resumo das prováveis causas apontadas
como origem do problema com o baixo rendimento.
Quadro 2 – Quadro resumo das possíveis causas do baixo rendimento
Quadro Resumo das Possíveis Causas
Matéria-Prima
Falta de testes em cada lote;
Variação no nível de qualidade da matéria-prima
fornecida;
Controle de
Qualidade Padrão inadequado;
Equipamentos
Falta de manutenção preditiva;
Desgaste dos equipamentos
Elementos de moagem e tela não adequados ao
processo;
Mão-de-obra Sobrecarga dos operadores;
Treinamento falho.
Fonte: autora.
4.3. PROPOSTAS DE MELHORIA
Diante do cenário apresentado e das causas sugeridas neste trabalho,
esta pesquisadora propõe como soluções para o problema:
4.3.1. MATÉRIA-PRIMA
A “Empresa Pigmento” deveria testar novos fornecedores de composto
A, mesmo que estes não sejam os de menor custo. O investimento em uma

61
matéria-prima de maior qualidade pode trazer ganhos ao processo, que
compensariam o gasto inicial.
No mercado de pigmentos, há fornecedores mais renomados e que
processam um composto A de alta qualidade e granulometria controlada com
níveis mais rigorosos.
Na inviabilidade de se realizar testes internos em todos os lotes, a
melhor opção seria a troca do fornecedor.
4.3.2. CONTROLE DE QUALIDADE
Para entender a necessidade de cada cliente e se adequar ao que eles
estão pedindo, a “Empresa Pigmento” deveria trabalhar em conjunto com
estes, a fim de produzirem um novo padrão. Este trabalho pode ser
desenvolvido junto ao Laboratório interno de Pesquisa e Desenvolvimento e a
um representante do Controle de Qualidade do cliente.
O trabalho seria personalizado e cada cliente teria o seu padrão,
baseado na sua aplicação e no nível de exigência de cobertura do pigmento.
Com os padrões definidos, a empresa saberia exatamente qual nível de
qualidade atingir para o cliente. Isso evitaria produzir algo com qualidade
excessiva, ou seja, que o cliente não está disposto a pagar; e poderia
diminuir o limite inferior de rendimento aceitável, caso a exigência de
qualidade do cliente resulte em um número inferior aos 95% trabalhado no
LCQ.
O atendimento personalizado ao cliente é visto por esta pesquisadora
como um bônus. Num mercado competitivo e particular como o de dispersões
pigmentárias, uma relação mais próxima entre fornecedor e cliente,
atendendo às suas necessidades de modo particular, pode ser visto como um
diferencial e atrair novos negócios para a “Empresa Pigmento”.
4.3.3. EQUIPAMENTOS
Para que os equipamentos estejam sempre em boas condições de
operação, é fundamental que a manutenção preditiva seja executada
62
conforme a variação da utilização destes. Assim, a empresa assegura que
não haverá atrasos de produção devido ao mau funcionamento dos
equipamentos e evita eventuais paradas de processo.
O ponto fundamental da proposta relacionada aos equipamentos seria
o investimento em elementos de moagem adequados ao processo. A
“Empresa Pigmento” pode trabalhar com pérolas de Silicato de Zircônio ou de
Óxido de Zircônio estabilizado com Cério, pois ambas são recomendadas
pelo fornecedor dos equipamentos e pelo especialista entrevistado.
Com elementos de moagem padronizados, juntamente com a tela
adequada ao diâmetro escolhido, a etapa de moagem se tornaria muito mais
eficiente devido ao aumento de colisões efetivas. Isso poderia reduzir o
tempo de processo, gerando economia de energia, ao mesmo tempo em que
proporciona uma distribuição granulométrica mais uniforme do produto,
contribuindo para o aumento da taxa de cobertura.
4.3.4. MÃO-DE-OBRA
O primeiro passo para evitar erros no procedimento de produção é
investir no treinamento dos operadores da área. O investimento seria,
principalmente, em tempo para preparar o novo operador para trabalhar com
todos os detalhes do processo.
Lapidando o ponto do treinamento, a empresa poderia documentar de
maneira criteriosa todos os processos da área, com o objetivo de padronizar
os procedimentos do local e as manobras de emergência. Dessa forma,
passagens importantes não se perderiam com o tempo.
Para os operadores já experientes na área, um treinamento de
reciclagem resolveria a falta de unidade nos procedimentos executados por
cada turno.
O problema de sobrecarga dos operadores da área afeta questões
econômicas e culturais da empresa. Com o mercado atual em queda, fica
difícil o aumento no número de funcionários, como era antigamente. Portanto,
uma alternativa mais viável seria colocar em prática a cultura humanizada da

63
empresa, e buscar entender as necessidades do operador para que este
possa aumentar a sua produtividade.
O Quadro 3 resume as propostas de melhoria relativas às causas
apresentadas na seção 4.2.2.
Quadro 3 – Quadro resumo das causas do problema e suas respectivas sugestões
de solução
Quadro Resumo das Causas e Propostas
Causas Propostas
Matéria-Prima
Falta de testes em cada
lote;
Variação no nível de
qualidade da matéria-
prima fornecida;
Testar novos
fornecedores;
Investir em uma
matéria-prima de maior
qualidade;
Controle de
Qualidade Padrão inadequado;
Trabalhar junto ao
cliente para
desenvolver um novo
padrão personalizado;
Equipamentos
Falta de manutenção
preditiva;
Desgaste dos
equipamentos
Elementos de moagem e
tela não adequados ao
processo;
Manutenção preditiva;
Investir em elementos
de moagem e telas
adequados;
Mão-de-obra
Sobrecarga dos
operadores;
Treinamento falho.
Investir em treinamento
e reciclagem dos
operadores;
Padronizar os
procedimentos;
Fonte: autora.

64
4.4. ANÁLISE DAS PROPOSTAS
Este trabalho mostra algumas propostas para a solução do problema
de rendimento numa produção pigmentária. Todas essas propostas de
melhoria apresentadas exigem um investimento da “Empresa Pigmento”, seja
este de tempo, dinheiro ou pessoal.
Contudo, depois de implementadas as medidas, o processo estaria com
os parâmetros ajustados, equipamentos em condições ideais e operação
também padronizada em todos os níveis. Isso significa que a empresa teria
testado o melhor padrão de trabalho possível para a fabricação deste
pigmento, ou seja, a melhor forma de se atingir o rendimento esperado.
O investimento nesta padronização trará benefícios a médio e longo
prazo, já que o volume produtivo do pigmento não é de alto impacto no total
das vendas da empresa. Será necessário um grande volume produzido para
que o retorno seja identificado neste produto.
As propostas de padronização dos equipamentos e maior treinamento
dos funcionários também impactarão diretamente outros processos. Esta
primeira poderá melhorar a qualidade das demais linhas que utilizam estes
moinhos, como outras cores de pigmentos em expansão, e reduzir os tempos
de processo dos mesmos. A última trará a redução de desperdícios ocorridos
por falha humana e consequente diminuição de retrabalho e aumento da
produtividade individual.
Caso a empresa prossiga com a execução deste trabalho, aplicando as
melhorias propostas, e, ainda assim o rendimento de 100% não venha a ser
alcançado, é importante ressaltar que se pode chegar à conclusão de que há
um erro na receita adquirida e que o rendimento inicialmente proposto não
pode ser alcançado nas condições de processo existentes. Este erro seria
originado da necessidade de adequação aos equipamentos e condições de
processo do novo site de produção.
Neste caso, uma solução poderia ser alterar a quantidade de água
prevista em receita, como foi relacionado na seção 3.2.2, diminuindo o
rendimento mássico proposto como 100%. Se os rendimentos continuarem

65
baixos, os 50,0L de água de corte devem ser cortados do processo e o
rendimento previsto, reduzido em 50,0kg.
Esta solução não é bem vista economicamente pela gerência, pois,
redimensionar o rendimento proposto é algo trivial e que diminuirá a absorção
dos custos da planta na mesma proporção que a alteração proposta no
rendimento.
4.5. ANÁLISE DO TRABALHO
Durante a execução do trabalho, esta pesquisadora encontrou
facilidades e obstáculos em diversos pontos.
No início, houve falta de clareza no escopo do trabalho, que foi
apresentado como algo pontual, e não com a devida dimensão aqui
abordada.
As informações fornecidas pelos entrevistados, muitas vezes, eram
desencontradas ou mesmo omitidas em diversos momentos. Isso gerou uma
grande dificuldade em classificar o que de fato era verdadeiro e relevante ao
processo.
Outro obstáculo importante foi a resistência de alguns membros da
equipe em seguir o projeto. Este tinha um escopo definido, que seguia a
metodologia Six Sigma como orientação: trabalhando em etapas, com uma
linha de trabalho clara e um objetivo a ser atingido. Porém, em vários
momentos, esta pesquisadora se viu inibida diante de decisões superiores,
que tiravam o foco deste estudo para projetos paralelos do mesmo processo,
como, por exemplo, um trabalho secundário para eliminação da etapa de
moagem.
Por outro lado, a permanência da pesquisadora na área foi algo de fácil
adaptação e de grande aprendizado, contribuindo não só para a conclusão do
trabalho, mas, principalmente, para a formação da mesma como profissional
do setor industrial.

66
5. CONCLUSÕES
Com base na literatura e investigação do processo, foi possível
identificar possíveis causas do baixo rendimento e propor as soluções mais
adequadas para a otimização do rendimento da produção do pigmento.
Após realização do estudo, pode-se concluir que, ao adequar os
parâmetros do processo e padronizar as operações executadas, bem como
os equipamentos e suas componentes, a empresa poderá vir a apresentar
uma melhora no rendimento médio das partidas, mesmo que o valor de 100%
do rendimento proposto não venha a ser alcançado.
As principais falhas do sistema produtivo foram identificadas e
apontadas, bem como falhas de qualidade existentes na produção.
Propostas para adequar o sistema produtivo, visando atingir a
quantidade proposta em receita adquirida (100%) foram feitas, dentre as
quais se destacam: a busca por uma matéria-prima de maior qualidade;
trabalho junto ao cliente, para definir um padrão personalizado, que mostre a
real necessidade deste; adequação dos equipamentos, com manutenções
preditivas e, principalmente, investimento em elementos de moagem
eficientes; e um treinamento mais estruturado para os operadores.
Caberá à “Empresa Pigmento” dar continuidade ao projeto e, a partir da
análise custo-benefício de cada solução proposta, decidir se estas serão
aplicadas, prosseguindo com a coleta de dados para controle dos benefícios
trazidos pelo estudo.
A continuidade deste trabalho poderá ser feita através de novas
pesquisas, utilizando o cenário aqui descrito como base e adequando o
projeto às mudanças posteriores a este estudo.

67
REFERÊNCIAS
ABIQUIM. Associação Brasileira de Indústrias Químicas. Disponível em: <http://canais.abiquim.org.br/pacto/desafio.asp>. Acesso em: 10/05/14. BARROS, L. C.; OLIVEIRA, M. B.; ABRAHIM, G. S. A Produção Enxuta como Vantagem Competitiva: Um Estudo de Caso do Setor Automobilístico. XXX Encontro Nacional de Engenharia de Produção, ENEGEP. São Carlos, SP: 2010. CAUCHICK, P.; MORABITO, R.; PUREZA, V. Metodologia de Pesquisa em Engenharia de Produção e Gestão de Operações . Cap. 7, 2ª Edição – São Paulo: 2012. COSTA, R.S.; JARDIM, E.G.M. Os cinco passos do Pensamento Enxuto. NET: Rio de Janeiro, 2010. Disponível em: <http://www.trilhaprojetos.com.br>. Acesso em: 10/12/14. CRQ-IV. Conselho Regional de Química – IV Região. Disponível em: <http://www.crq4.org.br/quimicaviva_corantespigmentos>. Acesso em: 20/10/14. COUGHLAN, P.; COGHLAN, D. Action research for operations management. International Journal of Operations & Production Management, Vol. 22 Iss: 2, p. 220 – 240, 2002. DU-O-LAP Selos Mecânicos. Disponível em: <http://du-o-lap.com.br/noticias/?p=4>. Acesso em: 10/11/14. FAZENDA, J. Tintas e Vernizes. Cap. 12 e 17, 3ª edição – São Paulo: Blücher, 2005. FUSION FLUID. Disponível em: <http://www.fusionfluid.com>. Acesso em: 10/11/14.
GRABE. Disponível em: <http://www.grabe.com.br>. Acesso em: 10/11/14. MIGUEL. Implementação do QFD para o desenvolvimento de Novos Produtos. Cap. 1, 1ª Edição – Atlas: 2008. OLIVEIRA, O. J. Gestão da Qualidade: Tópicos Avançados . São Paulo: Cengage Learning, 2009. OBRAS BRASIL – Voz do Trecho. Disponível em: < http://obrasbrasil.blogspot.com.br/2011/06/controle-diagrama-de-ishikawa.html>. Acesso em: 10/12/14. OXITENO. Boletim Técnico – Etilenoglicóis. Disponível em: <http://www.oxiteno.com.br>. Acesso em: 10/11/14.

68
SEMCO. Disponível em: <http://www.semcoequipamentos.com.br>. Acesso em: 10/11/14. SHREVE, R.; BRINK, J. Indústria de Processos Químicos. 4ª edição – Rio de Janeiro: Guanabara, 1997. SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção. 3ª edição – São Paulo: Atlas, 2009. WERKEMA, C. Lean Seis Sigma: Introdução às Ferramentas do Lean Manufacturing. (Série Werkema de Excelência Empresarial). 2ª edição – Rio de Janeiro: Elsevier, 2011. WOMACK, J. P.; JONES, D. T. Lean Thinking: A Mentalidade Enxuta nas Empresas: Elimine o Desperdício e Crie Riqueza . 4ª edição – Rio de Janeiro: Elsevier, 2004. WOMACK, J. P.; JONES, D. T.; ROOS, D. A Máquina que Mudou o Mundo. 13ª edição: Rio de Janeiro: Elsevier, 2004. YIN, R. Estudo de Caso: planejamento e métodos . 4ª edição – São Paulo: Bookman, 2010.