Embed Size (px)
Citation preview

UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁPR
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
CAMPUS DE CURITIBA
DEPARTAMENTO DE PESQUISA E PÓS-GRADUAÇÃO
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
E DE MATERIAIS - PPGEM
RAIMUNDO FERREIRA MATOS JUNIOR
ANÁLISE TOPOGRÁFICA DA SUPERFÍCIE DE
CILINDRO DE MOTORES A COMBUSTÃO INTERNA
CURITIBA
FEVEREIRO - 2009

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

RAIMUNDO FERREIRA MATOS JUNIOR
ANÁLISE TOPOGRÁFICA DA SUPERFÍCIE DE
CILINDRO DE MOTORES A COMBUSTÃO INTERNA
Dissertação apresentada como requisito parcial
à obtenção do título de Mestre em Engenharia,
do Programa de Pós-Graduação em
Engenharia Mecânica e de Materiais, Área de
Concentração em Engenharia de materiais, do
Departamento de Pesquisa e Pós-Graduação,
do Campus de Curitiba, da UTFPR.
Orientador: Prof. Giuseppe Pintaúde, Dr.
CURITIBA
FEVEREIRO - 2009

TERMO DE APROVAÇÃO
RAIMUNDO FERREIRA MATOS JUNIOR
ANÁLISE TOPOGRÁFICA DA SUPERFÍCIE DE
CILINDRO DE MOTORES A COMBUSTÃO INTERNA
Esta Dissertação foi julgada para a obtenção do título de mestre em engenharia,
área de concentração em engenharia de materiais, e aprovada em sua forma final
pelo Programa de Pós-graduação em Engenharia Mecânica e de Materiais.
_________________________________
Prof. Giuseppe Pintaúde, Dr. Eng.
Coordenador de Curso
Banca Examinadora
______________________________ ______________________________
Prof. Giuseppe Pintaúde, Dr. Eng. Prof. Carlos H. da Silva, Dr. Eng.
(UTFPR) (UTFPR)
______________________________ ______________________________
Prof. Livia Mari Assis, D.Sc. Prof. Márcia Marie Maru, Dr. Eng.
(UTFPR) (Inmetro)
Curitiba, 15 de Fevereiro de 2008

iii
A Deus.
Aos meus pais, Raimundo e Marlene,
que me apoiaram em todas as etapas da vida e são
meus exemplos de luta, por seus objetivos.
Ao meu amor, Priscila, que me faz
completo a cada dia.

iv
AGRADECIMENTOS
Agradeço ao Prof. Giuseppe Pintaúde pela orientação, em especial pela
paciência e por acreditar em nossa parceria me encorajando a prosseguir.
Aos professores e amigos Julio Klein e Paulo Borges, pela convivência desde
as primeiras aulas do curso de Tecnologia em Mecânica e pelo incentivo e a ajuda
no desenvolvimento deste trabalho.
Ao professor Carlos Henrique, por acreditar em meu potencial e pelo incentivo.
Agradeço ao amigo Cristiano Brunetti, por toda a disponibilidade e vontade em
discutir os diferentes assuntos e principalmente pela convivência.
Aos amigos Mario Vitor e Euclides, pelo convívio e troca de conhecimento.
Ao amigo Erlon Fogaça, pelos momentos de compreensão e motivação.
Aos Supervisores Dominique Farges, Luciano Faggion, por todo o incentivo e
por acreditarem em meu potencial.
Ao amigo e colega Clovis Nakashima, por acreditar no meu futuro como
profissional e pela compreensão e ajuda.
Ao amigo Gustavo Volci, por disponibilizar os recursos necessário para os
ensaios e pelas discussões que contribuíram para este trabalho.
Ao amigo Fábio Kupchak, pela ajuda e disponibilidade em realizar os ensaios.
Ao engenheiro Amy Marquezin, por permitir utilizar suas vagas de ensaio para
realização deste trabalho.
Aos colegas Antônio Carlos e José Bernardes, pelas horas de trabalho sobre o
motor.
Ao colega José Adão Reis, pela disponibilidade do laboratório de metrologia.
Ao laboratório de materiais (DIMAT) – Renault, por permitir a utilização das
instalações para a caracterização dos materiais.
A todas as pessoas que contribuíram para a realização deste trabalho.

v
“Aventure-se, pois da mais insignificante pista surgiu toda
riqueza que o homem já conheceu"
(MASEFIELD, John).

vi
MATOS Jr., Raimundo Ferreira, Análise Topográfica da Superfície de Cilindros
de Motores a Combustão Interna, 2008, Dissertação (Mestrado em Engenharia) -
Programa de Pós-graduação em Engenharia Mecânica e de Materiais, Universidade
Tecnológica Federal do Paraná, Curitiba, 65p.
RESUMO
Em busca do desenvolvimento de seus produtos a indústria automobilística,
em particular na produção de motores, procura constantemente desenvolver novos
componentes para atender o avanço tecnológico. Para os motores a combustão
interna de quatro tempos cerca de 10 a 15% da energia resultante da combustão é
perdida na forma de atrito interno do motor. A maior parte das perdas por atrito (em
torno de 40%) é originada pelo contato entre o anel e o cilindro.
O objetivo deste trabalho é a caracterização da superfície do cilindro, que
será realizada em diferentes estágios da vida útil do motor. A primeira etapa de
caracterização inicia com a condição da superfície do cilindro pós-processo de
fabricação. As demais etapas são divididas em amaciamento equivalente a 12horas
e estabilização com mais 50horas ambas em condição de rotação de potência
máxima e aceleração 100%. Os perfis de rugosidade foram obtidos mediante
utilização de um rugosimetro. Os perfis obtidos são analisados e processados com o
auxílio de um software dedicado para análise de perfis de rugosidade - TALY
PROFILE, versão 3.1.10, sendo indicado quais parâmetros expressam de forma
mais significativa as mudanças existentes de uma etapa para outra no ciclo de
ensaio considerado.
Palavras-chave: Brunimento, Cilindro, Rugosidade

vii
MATOS Jr., Raimundo Ferreira, Análise Topográfica da Superfície de Cilindros
de Motores a Combustão Interna, 2008, Dissertação (Mestrado em Engenharia) -
Programa de Pós-graduação em Engenharia Mecânica e de Materiais, Universidade
Tecnológica Federal do Paraná, Curitiba, 65p.
ABSTRACT
In research of development of its products in particular for engine production,
the automobile industry constantly tries to develop new components to assist the
technological progress. For the internal combustion engines, about 10% to 15% of
the resultant combustion energy is lost in internal friction in the engine. Most of the
losses by friction (around 40%) is originated by contact between ring and cylinder.
This work aims to characterize the surface of the cylinder and it will be carried
throughout different periods of engine life. The first stage is the characterization of
the cylinder after manufacture. The following stages are divided in running in
(equivalent to 12 hours) and stabilization (50hours in maximum power rotation and
Wide Open Throttle). The samples are measured with a roughness meter. The
samples are analyzed and processed with a dedicated software for analysis of
roughness profiles - TALY PROFILE, version 3.1.10, with the adequate parameters
that are more significant to show the variation between the different stages of the
considered test.
Keywords: Honing, Cylinder, Roughness

viii
SUMÁRIO
RESUMO.................................................................................................................... vi
ABSTRACT ............................................................................................................... vii
LISTA DE FIGURAS ...................................................................................................x
LISTA DE TABELAS .................................................................................................. xi
LISTA DE ABREVIATURAS E SIGLAS .................................................................... xii
LISTA DE SÍMBOLOS...............................................................................................xiii
1 INTRODUÇÃO......................................................................................................1 2 REVISÃO BIBLIOGRÁFICA .................................................................................3 2.1. Topografia da superfície...........................................................................................................3
2.2. Avaliação da superfície ............................................................................................................6
2.2.1. Medição da rugosidade ........................................................................................................6
2.2.2. Definições para o entendimento da medição de rugosidade. ..............................................7
2.2.3. Sistemas de medição da rugosidade ...................................................................................8
2.3. Método de medição................................................................................................................13
2.3.1 Inspeção visual inicial.........................................................................................................13
2.3.2 Placa de comparação.........................................................................................................13
2.3.3 Medições por contato .........................................................................................................14
2.3.4 Medições sem contato........................................................................................................15
2.4. Avaliação específica da superfície .........................................................................................16
2.5. Brunimento .............................................................................................................................21
2.5.1 Histórico do brunimento......................................................................................................21
2.5.2 Definições...........................................................................................................................22
2.5.3 Superfície brunida ..............................................................................................................23
2.5.4 Brunimento de platô ...........................................................................................................24
3 MATERIAIS E MÉTODOS..................................................................................26 3.1. Caracterização do material ....................................................................................................26
3.2. Obtenção das superfícies analisadas ....................................................................................31
3.3. Óleo lubrificante......................................................................................................................33
3.4. Combustível para os ensaios em dinamômetro.....................................................................34
3.5. Equipamento de ensaio..........................................................................................................35
3.6. Método....................................................................................................................................36
3.7. Análise da superfície ..............................................................................................................37
3.8. Interações da superfície em ensaio. ......................................................................................40
4 RESULTADOS E DISCUSSÃO..........................................................................42 4.1. Análise dos perfis de rugosidade ...........................................................................................42

ix
4.2. Análise da curva de Abbott-Firestone e seus parâmetros associados ..................................48
4.3. Análises auxiliares do desgaste dos triboelementos .............................................................51
5 CONCLUSÕES...................................................................................................55 6 SUGESTÃO PARA TRABALHOS FUTUROS ....................................................56 PRODUÇÃO CIENTÍFICA NO PERÍODO (Março 2006 – Março 2008)....................57 REFERÊNCIAS.........................................................................................................58 APÊNDICE A – Monitoramento do motor durante o ensaio ......................................61 ANEXO A – Relatório de análise do óleo lubrificante................................................63 ANEXO B – Espécificação do óleo lubrificante .........................................................65

x
LISTA DE FIGURAS
Figura 2.1 - Representação da rugosidade e ondulação da superfície (ASM, 1994) 3
Figura 2.2 - Textura e integridade de superfície (Schimidt 1999). 4
Figura 2.3 - Representação do perfil de medição e subdivisões. 8
Figura 2.4 - Representação do cálculo da linha média (CNOMO, 2003). 9
Figura 2.5 - Indicação do valor Ra para perfis diferentes e representação do valor de
Ra no perfil de rugosidade (MUMMERY, 1992). 10
Figura 2.6 - Inclinação da curva de distribuição de amplitude (ASME 1995). 11
Figura 2.7 - Assimetria da curva de distribuição de amplitude (ASME 1995). 12
Figura 2.8 - Representação esquemática da aplicação do critério de contagem dos
picos no perfil de rugosidade (MAHR GMBH, 1995). 12
Figura 2.9 - Tipo de medição por comparação (Taylor Hobson, 2002) 14
Figura 2.10 - Representação esquemática da medição topográfica da superfície
utilizando a perfilometria de contato (HUTCHINGS, 1992). 14
Figura 2.11 - Descrição do processo de medição da rugosidade sem o contato direto
com a superfície (Taylor Hobson, 2002). 15
Figura 2.12 - Definição dos parâmetros Rk (Carvalho, 2007). 17
Figura 2.13 - Representação passo a passo do filtro de perfil para curva de Abott-
Firestone (CNOMO, 2003). 18
Figura 2.14 - Geração da curva de Abbott-Firestone (CARVALHO, 2007) 19
Figura 2.15 - Interpretação gráfica os parâmetros de rugosidade para cilindro de
motores a combustão interna (Pawlus, 1996). 20
Figura 2.16 Exemplo de ferramentas de geometria não-definida. 21
Figura 2.17 - Representação do brunimento (SCHIMIDT, 1999). 23
Figura 2.18 - Exemplo de imagem topográfica da superfície do cilindro (
DECENCIÉRE e JEULIN, 2001) 24

xi
Figura 2.19 - Perfil resultante do brunimento de desbaste e platô (SCHIMIDT, 1999).
25
Figura 3.1 - Regiões analisadas do bloco motor. Região 1=superfície brunida;
Região 2= seção transversal: A = parede da galeria de água; B = núcleo; C =
superfície. 27
Figura 3.2 - Revelação da microestrutura com grafita lamelar. (a) Região central B
citada na Figura 3.1 e (b) Região C face de contato. Ataque com Nital 3%. 28
Figura 3.3 - Regiões analisadas no anel (seção transversal). 29
Figura 3.4 - Camada nitretada sobre o anel do primeiro canalete de aço inoxidável.
30
Figura 3.5 - Microestrutura do material de base para os anéis em ferro fundido do
segundo canalete. 30
Figura 3.6 - Máquina operatriz do fabricante Gehring durante operação de
brunimento de um bloco motor e detalhes da ferramenta. 32
Figura 3.7 – Fluxograma com as etapas de realização do ensaio. 36
Figura 3.8 - Representação da região de medição da superfície do cilindro. 38
Figura 3.9 - Sentido de medição da rugosidade nos cilindros 38
Figura 3.10 - Ilustração com a apresentação dos equipamentos utilizados para a
obtenção dos perfis de rugosidade. 39
Figura 3.11 - Descrição do Sistema tribológico. 41
Figura 4.1 - Exemplo de perfil de rugosidade para superfície nova após processo de
brunimento. 43
Figura 4.2 - Exemplo de perfil de rugosidade da superfície após etapa de ensaio
correspondente a 12 horas de ciclo. 43
Figura 4.3 - Exemplos da representação da curva de Abott-Firestone sobre o
histograma da porcentagem de área distribuída na altura do perfil, a) superfície
nova, b) superfície com 12 horas de ensaio e c) superfície com 62 horas de
ensaio. 46

xii
Figura 4.4 – Exemplos das curvas de Aboott-Firestone para diferentes perfis de
rugosidade, a) curva para superfície brunida, b) curva para superfície com 12
horas de ensaio e c) curva para superfície com 62 horas de ensaio. 50
Figura 4.5 - Seção transversal do anel de ferro fundido cromado (segundo canalete),
revelada por microscopia eletrônica de varredura. 52
Figura 4.6 - Aspecto geral das superfícies ao termino dos ensaios 62 horas. 53
Figura 4.7 - Concentração de ferro (ppm) no lubrificante para cada etapa de análise
da superfície do cilindro. 53

xiii
LISTA DE TABELAS
Tabela 1 - Composição química do ferro fundido lamelar GL04 (% em massa) .......26
Tabela 2 – Identificação dos anéis utilizados em um motor de combustão interna e
seus materiais e revestimentos..........................................................................29
Tabela 3 – Características do lubrificante utilizado. ..................................................34
Tabela 4 - Especificações do álcool etílico anidro combustível (AEAC) e álcool etílico
hidratado combustível (AEHC) (ANP, 2006). .....................................................35
Tabela 5 - Valores médios dos parâmetros de rugosidade da superfície do cilindro do
motor estudado. .................................................................................................42
Tabela 6 - Valores obtidos a partir da metodologia de cálculo de Abbott-Firestone
para as três condições de superfície..................................................................48

xiv
LISTA DE ABREVIATURAS E SIGLAS
ABNT - Associação Brasileira de Normas Técnicas
ASM - American Society for Metals
ASME - American Society of Mechanical Engineering
CNOMO - Comitê de Normalização dos Meios de Produção
DIN - Deutsche Ingenieur Normen
ISO - Internacional Standard Organization
MCI - Motor de combustão interna
NOx - Oxido de nitrogênio
RBC - Rede Brasileira de Calibração
UTFPR - Universidade Tecnológica Federal do Paraná

xv
LISTA DE SÍMBOLOS
Cf - Critério de funcionamento [µm]
Cl - Critério de lubrificação [µm]
Cr - Critério de amaciamento [µm]
E - Módulo elástico combinado das superfícies [MPa]
H - Dureza da superfície
le - Comprimento de amostragem [mm]
lm - Comprimento total de avaliação [mm]
lt - Distância total percorrida pelo apalpador [mm]
lv - Comprimento de avanço inicial [mm]
Mr1 - Fração de contato mínimo [%]
Mr2 - Fração de contato máximo [%]
r - Raio médio das asperezas
Ra - rugosidade média aritmética [µm]
Rk - Profundidade da rugosidade central [µm]
Rku - Medição da inclinação da curva de distribuição de amplitude
Rpk - Altura de pico reduzida [µm]
Rpc - Quantidade de picos por mm [picos/mm]
Rq - Rugosidade média quadrática [µm]
Rsk - Simetria da distribuição de amplitude sobre a linha média do perfil
Rt - Altura máxima entre picos e vales [µm]
Rvk - Profundidade de vales reduzida [µm]
β - Raio médio dos picos de asperezas
ηηηη - Densidade de picos de asperezas
xvi
λc - Comprimento de amostragem [mm]
σσσσ - Desvio-padrão de altura das asperezas
σ∗σ∗σ∗σ∗ - Desvio-padrão da distribuição de alturas das asperezas

Capítulo 1 Introdução 1
1 INTRODUÇÃO
Os motores a combustão interna MCI são amplamente aplicados e são
considerado uma alternativa viável para os requisitos de versatilidade e custo,
tornando-se facilmente encontrado em operação, isso indica que os MCI continuarão
dominando o mercado de veículos (Tung e McMillan, 2004).
O conjunto “pistão, anel e cilindro” é considerado por Pawlus (1997) o mais
importante sistema tribológico em um motor de combustão interna. Para o referido
sistema o acabamento da superfície apresenta ligação direta com o atrito, desgaste
e lubrificação.
Considerando a condição de acabamento da superfície, o desempenho dos
motores apresenta uma estreita relação com a força de atrito entre o cilindro e os
anéis do pistão. Acredita-se que o atrito pode ser reduzido significativamente com a
otimização da topografia da superfície do cilindro. (Decencière e Jeulin, 2001).
Além da análise da topografia Tomanik (2005) estuda a relação do filme
lubrificante retido sobre a superfície brunida e o desgaste, buscando melhoria na
durabilidade dos motores e a redução do atrito.
O tribologista de motores busca obter a lubrificação efetiva de todos os
componentes em movimento, a redução do atrito e do desgaste, com o menor
impacto ao meio-ambiente. Esta questão é particularmente agravada pela variedade
de condições de operação como velocidade, carga e temperatura do motor.
Investimentos na tribologia dos motores e o conhecimento do comportamento
da superfície durante o período inicial de funcionamento propiciam os seguintes
benefícios:
1 Redução no consumo de combustível;
2 Aumento da potência fornecida;
3 Redução no consumo de óleo;
4 Redução na emissão de gases poluentes;
5 Ganho em durabilidade, confiabilidade e vida útil do motor;

Capítulo 1 Introdução 2
6 Redução na necessidade de manutenção e longos intervalos de intervenção.
Nesse contexto, o presente trabalho teve por objetivo:
• Caracterizar a superfície brunida do cilindro de um motor a combustão interna;
• Comprar a evolução do desgaste da superfície em ensaio de bancada
dinamomêtrica.

Capítulo 2 Revisão Bibliográfica 3
2 REVISÃO BIBLIOGRÁFICA
2.1. Topografia da superfície
De acordo com a ASM (1994), o termo textura refere-se aos picos e vales
produzidos na superfície por um processo particular de fabricação. Por convenção, a
textura compreende duas componentes: a rugosidade e a ondulação, conforme
ilustrado na Figura 2.1.
Figura 2.1 - Representação da rugosidade e ondulação da superfície (ASM, 1994)
A superfície de uma peça pode ser dividida em duas camadas limites
distintas, a externa e a interna, Figura 2.2 a camada limite interna da superfície é
resultado da ação mecânica da usinagem e sua profundidade depende da
severidade da usinagem a que foi submetida. Por sua vez, a camada limite externa
encontra-se entre a atmosfera externa e a estrutura atômica do material. A
integridade de superfície trata dos efeitos internos do material e também é descrita
na Figura 2.2. Refere-se, por exemplo, às tensões residuais que podem ser
avaliadas com a técnica de difração de raio-X. O estudo da microestrutura, por sua
vez, pode ser analisado através de uma análise metalográfica (Schimidt 1999).

Capítulo 2 Revisão Bibliográfica 4
Figura 2.2 - Textura e integridade de superfície (Schimidt 1999).
Os componentes que operam em sistema lubrificados devem possuir,
necessariamente, alguma especificação em seu projeto sobre valores dos
parâmetros de rugosidade. Isto se deve à possibilidade de haver contato entre
asperezas e também por causa da necessidade de ser criado espaço físico
suficiente para que o filme de lubrificante possa se alojar de forma adequada entre
as superfícies, ou seja, a tentativa de criar “reservatórios” adequados para os filmes
(Neto, 1999).
Por mais perfeita que sejam as superfícies, elas apresentam particularidades
que são uma herança do método empregado em sua obtenção, por exemplo:
torneamento, fresamento, retificação, brunimento, lapidação, etc. As superfícies
assim produzidas se apresentam como um conjunto de irregularidades, com
espaçamento constante e que tendem a formar um padrão ou textura característica
em sua extensão.
A rugosidade ou textura primária é formada por sulcos ou marcas deixadas
pelo agente que atacou a superfície no processo de usinagem, (ferramenta, rebolo,
partículas abrasivas, ação química, etc.) e se encontra superposta a um perfil de
ondulação provocado por deficiência nos movimentos da máquina, deformação no
tratamento térmico, tensões residuais de forjamento ou fundição etc (Abe, 2001).

Capítulo 2 Revisão Bibliográfica 5
Um sistema mecânico é normalmente composto por partes que trabalham em
contato e sob um determinado carregamento. O resultado deste contato ao longo de
um determinado período de tempo é o desgaste, caracterizado por uma remoção de
material da superfície. Um modo particular de desgaste é aquele causado pela
fadiga de contato, o qual ocorre em componentes submetidos a altas pressões
cíclicas de carregamento, tais como engrenagens e rolamentos, sendo que esta é a
principal causa de falhas nestes componentes (ASM, 1992).
A superfície do cilindro é uma superfície de múltiplos processos. Usualmente, o
processo de fabricação do cilindro é caracterizado por três etapas, furação do
cilindro, brunimento de base, que origina os sulcos de armazenamento de óleo, e o
brunimento de platô, reduzindo os picos das asperezas (Pawlus 1997).
A durabilidade de um sistema mecânico depende fortemente da espessura
mínima de filme de óleo lubrificante que separa as superfícies móveis. A maioria dos
componentes mecânicos móveis são de alguma forma lubrificados. Pouco ou
nenhum desgaste ocorre se a espessura do filme lubrificante é grande o bastante
para separar completamente as duas superfícies em movimento. Essa condição,
entretanto, nem sempre é possível devido a: máquinas são ligadas e desligadas,
restrições de tamanho, acessibilidade e/ou de consumo de lubrificante impedem o
fornecimento ideal de lubrificante às regiões de contato. Em alguns sistemas, o
contato entre as asperezas pouco freqüente e suave é até desejável para promover
um amaciamento, ou seja, fase de desgaste gerada a partir do movimento relativo
entre superfícies resultando na conformação gradual com melhoria de desempenho.
(Tomanik 2000).
O acabamento da superfície do cilindro é o principal fator que afeta as
propriedades no período inicial da vida do motor. Na ausência de ondulação e erro
de forma, somente a rugosidade tem influência no período de amaciamento.
A redução da rugosidade, ou seja, criação de superfícies cada vez mais lisas
proporciona aumento da resistência ao desgaste. Entretanto, superfícies com menor
rugosidade apresentam dificuldade na retenção do filme de óleo, originando o
contato mecânico entre as superfícies ocasionando o desgaste adesivo também
conhecido como engripamento. Somente superfícies rugosas têm capacidade de
suportar grandes carregamentos. Contudo, o aumento da rugosidade da superfície

Capítulo 2 Revisão Bibliográfica 6
do cilindro é prejudicial, proporcionando o aumento do consumo de óleo e o
desgaste excessivo do anel (Pawlus 1994).
2.2. Avaliação da superfície
2.2.1. Medição da rugosidade
Rugosidade é o conjunto de irregularidades, isto é, pequenas saliências e
reentrâncias que caracterizam uma superfície. A rugosidade desempenha um papel
importante no comportamento dos componentes mecânicos.
A rugosidade influi na:
- qualidade de deslizamento;
- resistência ao desgaste;
- possibilidade de ajuste do acoplamento forçado;
- resistência oferecida pela superfície ao escoamento de fluidos e lubrificantes;
- qualidade de aderência que a estrutura oferece às camadas protetoras;
- resistência à corrosão e à fadiga;
- vedação;
- aparência.
A grandeza, a orientação e o grau de irregularidade da rugosidade podem
indicar suas causas que, entre outras, são:
- imperfeições nos mecanismos das máquinas-ferramenta;
- vibrações no sistema peça-ferramenta;
- desgaste das ferramentas;
- o próprio método de conformação da peça.

Capítulo 2 Revisão Bibliográfica 7
2.2.2. Definições para o entendimento da medição de rugosidade.
Superfície real: é à parte de um corpo que o separa do meio em que se
encontra (DIN 4762, ISO 4287/1).
Processo de apalpação por corte: é um processo de medição onde a
configuração da superfície é captada em duas dimensões. Uma unidade de avanço
movimenta um apalpador de medição com uma velocidade horizontal constante por
sobre a superfície.
Perfil efetivo: é a porção do perfil, apalpada durante o processo de medição de
uma superfície. O perfil efetivo contém os principais desvios, que são classificados
em forma, ondulação e rugosidade (DIN 4760).
Comprimento de amostragem (λc ou CUT-OFF) determina o filtro a ser
utilizado. Ondas inferiores ao comprimento de amostragem λc são atribuídos ao
perfil de rugosidade R. Ondas superiores ao comprimento de amostragem λc são
atribuídos ao perfil de ondulação W.
Toma-se o perfil efetivo de uma superfície num comprimento “lm”, comprimento
total de avaliação. Chama-se o comprimento “le” de comprimento de amostragem
(NBR 6405/1988).
O comprimento de amostragem nos aparelhos eletrônicos, chamado de cut-off
“le”, não deve ser confundido com a distância total “lt” percorrida pelo apalpador
sobre a superfície.
É recomendado pela norma ISO 4287 que os rugosímetros devam medir cinco
comprimentos de amostragem e devem indicar o valor médio. A Figura 2.3
apresenta os elementos de um perfil de rugosidade, utilizados para obter o valor de
um parâmetro, e estes são detalhadas a seguir.

Capítulo 2 Revisão Bibliográfica 8
Figura 2.3 - Representação do perfil de medição e subdivisões.
Comprimento de medição unitário “le” é 1/5 do comprimento de medição “lm” e
conforme norma DIN 4768, é igual ao comprimento de amostragem λc (CUT OFF).
O comprimento de medição unitário é a referência para a avaliação da
rugosidade.
Comprimento de medição “lm” é a porção do perfil apalpado que é avaliado
pelo processador.
Comprimento de avanço inicial “lv” serve para o acionamento dos filtros.
Comprimento de avanço final serve para desativar os filtros.
Comprimento de apalpação “lt” é a distância total percorrida pelo apalpador
durante o processo de medição. Ele é a soma do comprimento de avanço inicial “lv”,
comprimento de medição unitário “lm” e o comprimento de avanço final “lm”.
2.2.3. Sistemas de medição da rugosidade
São usados dois sistemas básicos de medida: o da linha média M e o da
envolvente E. O sistema da linha média é o mais utilizado. Alguns países adotam
ambos os sistemas. No Brasil - pelas Normas ABNT, NBR 6405/1988 e NBR
8404/1984 - é adotado o sistema M.
No sistema da linha média, ou sistema M, todas as grandezas da medição da
rugosidade são definidas a partir do seguinte conceito de linha média:

Capítulo 2 Revisão Bibliográfica 9
Linha média é a linha paralela à direção geral do perfil, no comprimento da
amostragem, de tal modo que a soma das áreas superiores, compreendidas entre
ela e o perfil efetivo, sejam iguais à soma das áreas inferiores, no comprimento da
amostragem (le “cut-off”), conforme representado na Figura 2.4.
Figura 2.4 - Representação do cálculo da linha média (CNOMO, 2003).
A1 e A2 áreas acima da linha média = A3 área abaixo da linha média.
A1+A2=A3
Rugosidade Média (Ra) média aritmética dos desvios das alturas do perfil.
A Figura 2.5 representa a parcela do perfil que corresponda ao parâmetro de
rugosidade Ra, bem como a dificuldade em interpretar seu valor, considerando que
para superfícies diferentes o parâmetro apresenta o mesmo valor.
∫=L
a dxxyL
R0
)(1
Lm
Equação 5
Equação 6

Capítulo 2 Revisão Bibliográfica 10
Figura 2.5 - Indicação do valor Ra para perfis diferentes e representação do valor de Ra no perfil de rugosidade (MUMMERY, 1992).
Rugosidade (Rq) r.m.s. (root mean square) parâmetro de rugosidade média
quadrática.
∫=L
q dxxyL
R0
22 )(1
Equação 7

Capítulo 2 Revisão Bibliográfica 11
Parâmetro Rsk (Skewness), indica a simetria da distribuição de amplitude
sobre a linha média do perfil. O valor negativo de skewness representa uma
condição de superfície tipicamente com grandes vales similar a superfície brunida. A
Figura 2.6 representa a interpretação do parâmetro de rugosidade skewness.
Rsk = 0 perfil Gaussiano.
Figura 2.6 - Inclinação da curva de distribuição de amplitude (ASME 1995).
Parâmetro Rku, Curtose (Kurtosis). É a medição da inclinação da curva de
distribuição de amplitude. A inclinação da curva de distribuição de amplitude é
descrita na Figura 2.7 com a representação da inclinação dos picos e vales do perfil.
Distribuição Normal (Rku=3).
Perfil
média
média

Capítulo 2 Revisão Bibliográfica 12
Figura 2.7 - Assimetria da curva de distribuição de amplitude (ASME 1995).
O parâmetro de rugosidade Pc e HSC pode também ser identificado como RPc
é definido como a quantidade de picos por mm, que ultrapassa um limite inferior,
igualmente pré-selecionado. A aplicação do parâmetro RPc é representada na
Figura 2.8.
Figura 2.8 - Representação esquemática da aplicação do critério de contagem dos picos no perfil de rugosidade (MAHR GMBH, 1995).
Perfil

Capítulo 2 Revisão Bibliográfica 13
O parâmetro RVO é a “área” dos vales calculada a partir da obtenção dos
parâmetros “RK” conforme norma (DIN 4776 e ISO 13565-2).
2.3. Método de medição
Para avaliar a condição da superfície tanto após o processo de fabricação
quanto durante seu desgaste, podemos considerar a existência dos seguintes
métodos:
2.3.1 Inspeção visual inicial
O método de inspeção visual é normalmente realizado a olho nu ou com
auxilio de uma lupa observando a direção das linhas sobre a superfície, marcas do
processo anterior e defeitos e crateras.
2.3.2 Placa de comparação
Análise da superfície realizada por comparação entre uma placa com
superfícies de rugosidade controlada frente à superfície do componente em estudo.
Figura 2.9
Equação 7
Capítulo 2 Revisão Bibliográfica 14
Figura 2.9 - Tipo de medição por comparação (Taylor Hobson, 2002)
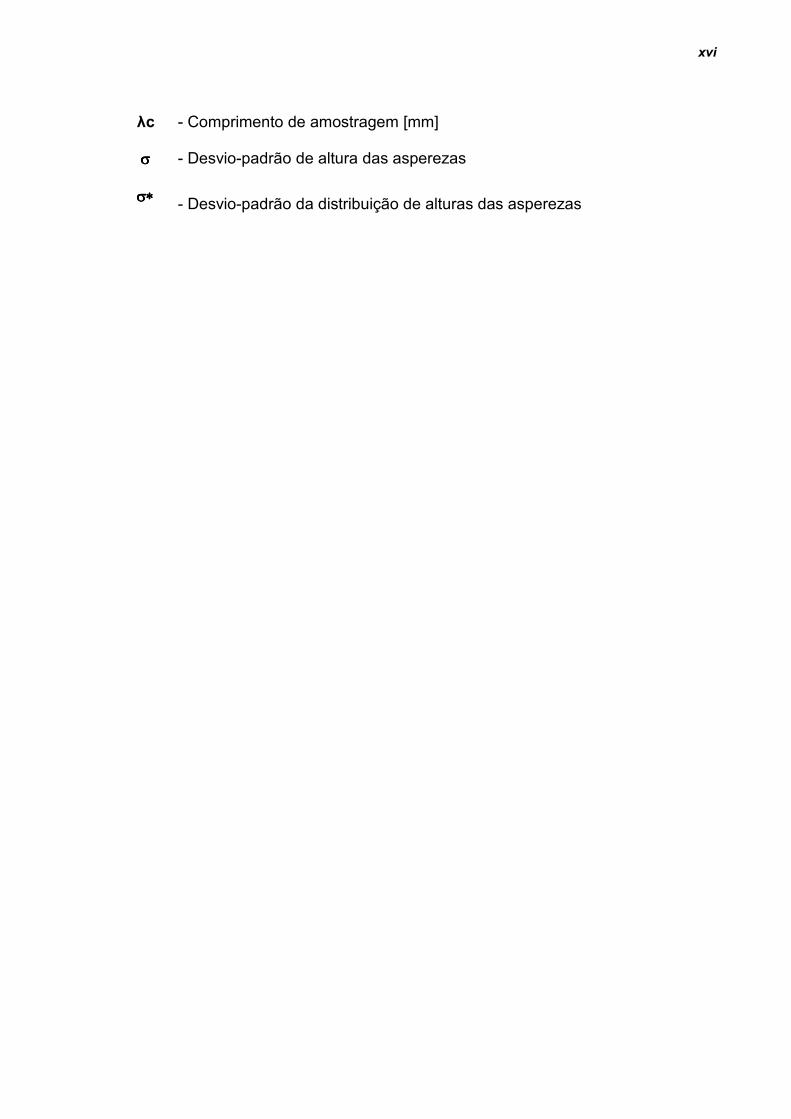
2.3.3 Medições por contato
Um dos métodos mais empregados na industria para a medição topográfica da
superfície é a perfilometria de contato, ilustrada na Figura 2.10 O rugosímetro é um
aparelho eletrônico para verificação de superfície de peças e ferramentas. Destina-
se à análise dos problemas relacionados a superfícies, pode ser na versão portátil
ou então estruturas mais complexas que necessitam de uma instalação apropriada.
Figura 2.10 - Representação esquemática da medição topográfica da superfície utilizando a perfilometria de contato (HUTCHINGS, 1992).

Capítulo 2 Revisão Bibliográfica 15
2.3.4 Medições sem contato
A medição sem contato e normalmente aplicada na medição de discos de
memória de computador e substrato de semicondutores. Também pode ser aplicado
a medições de superfícies macias a exemplo do cobre, que é facilmente danificado
pelo apalpador de diamante. Se comparado a medição de rugosidade convencional,
apresenta um raio de medição ou “ponta” de 0,2µm frente aos 2µm do apalpador. A
Figura 2.11 representa em sistema de medição sem contato.
Figura 2.11 - Descrição do processo de medição da rugosidade sem o contato direto com a superfície (Taylor Hobson, 2002).

Capítulo 2 Revisão Bibliográfica 16
2.4. Avaliação específica da superfície
A superfície oriunda do processo de brunimento possui características de
suportar cargas e boa capacidade de reter filmes lubrificantes sobre a superfície. A
maioria dos parâmetros tem o objetivo de caracterizar superfícies originadas de
processo de fabricação simples. Devido ao fato do brunimento apresentar sua
origem de múltiplos processos e conferir a superfície características especificas, são
criados parâmetros capazes de avaliar a superfície (Pawlus 1997).
A avaliação do brunimento de cilindro de motores a combustão interna é
descrita pela CNOMO (Comitê de normalização dos meios de produção, 1998),
descrevendo parâmetros para aprovação do processo produtivo.
A avaliação da superfície pode ser baseada na norma ISO 4287 que apresenta
a metodologia de análise conhecida como taxa do material relativa (Rmr), que
determina a taxa de material a partir de um nível de corte O primeiro critério é
conhecido como fase de “Amaciamento” (Cr): Representa a faixa de variação do
valor das alturas das asperezas compreendida entre 1% a 45% da área total de
contado da superfície brunida. Indica a região que será desgastada na fase de
amaciamento do motor. O valor máximo para este critério pode variar em função do
acabamento final do processo de brunimento eliminando os picos mais altos, ou
seja, usinagem de acabamento responsável por criar uma superfície que apresente
menor quantidade de picos.
O segundo critério é a porção do perfil de rugosidade que representa a fase
logo após amaciamento, identificada como fase de funcionamento (Cf). É
representada pela região que corresponde à variação de área da superfície entre
15% a 75% da área total de contato. Região responsável pelo funcionamento da
superfície em condições normais de trabalho, ou seja, queda na taxa de desgaste,
mantendo a característica do perfil durante a vida útil do motor.
Terceiro e último critério identificado como porção responsável pelo
armazenamento de óleo na superfície (Cl). Região que compreende valores para
área total de contato da ordem de 45% a 99%. Responsável pela quantidade de óleo
que pode ser retido entre as asperezas.
Capítulo 2 Revisão Bibliográfica 17
Para um perfil R de rugosidade, a curva de Abbott-Firestone é definida
especificamente segundo três parâmetros Rpk, Rk e Rvk e duas fronteiras
chamadas de Mr1 e Mr2 (DIN 4776 e ISO 13565-2). Esta curva é uma importante
ferramenta para a caracterização da superfície, apresenta ampla aplicação na
caracterização das superfícies definidas em normas internacionais (Schmähling e
Hamprecht, 2007).
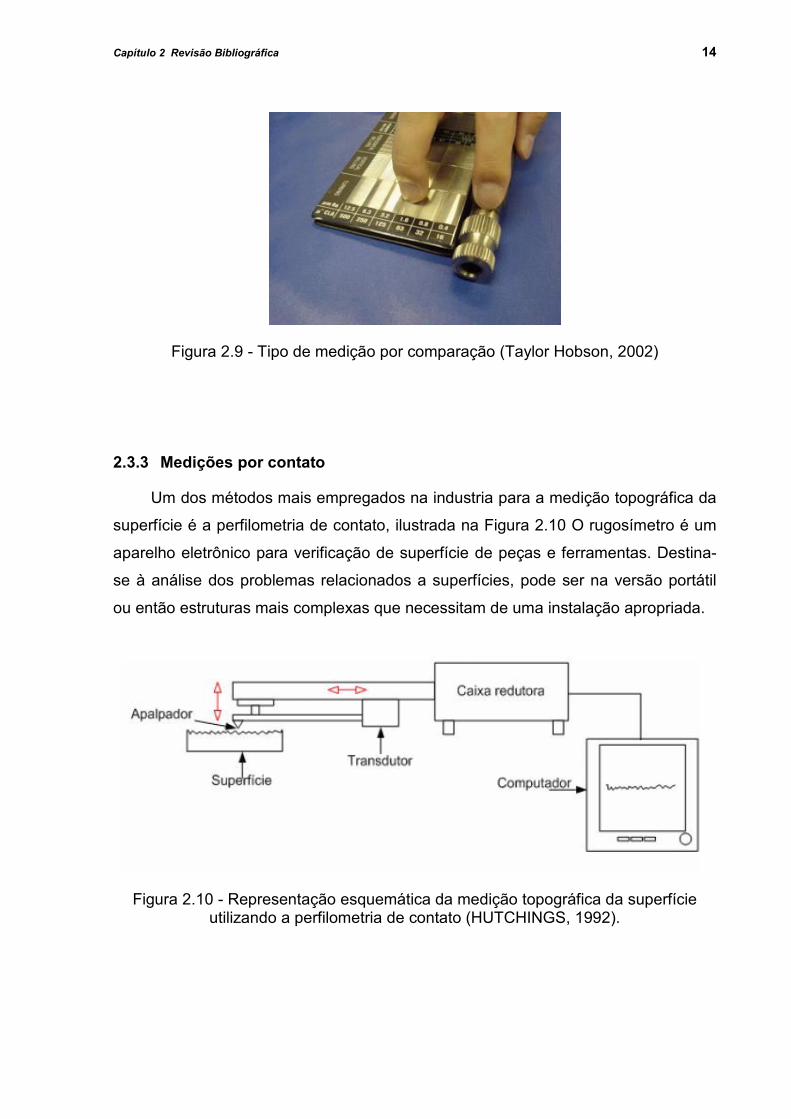
Destinados a medir a condição da superfície de materiais porosos ou presença
de platô e de vales, estes parâmetros caracterizam a curva de distribuição da área
total de contato com a aplicação do duplo filtro gaussiano, ferramenta esta que
possibilita a obtenção dos parâmetros de rugosidade sem a tendência característica
de superfícies de grandes vales. A definição dos parâmetros e a distribuição da área
total de contato são representadas na Figura 2.12
Figura 2.12 - Definição dos parâmetros Rk (Carvalho, 2007).
Usualmente a determinação da linha média pela aplicação do filtro “gaussiano”
(ISO 11562) não considera a existência de grandes vales no perfil que por sua vez
possuem a tendência de modificar a linha média e por isso é necessária a criação de
artifícios para evitar medições incoerentes. O método definido na norma ISO 13565-
2 permite determinar uma linha média menos afetada pelos vales apresentados pelo
perfil e é identificado como duplo filtro gaussiano.
O duplo filtro gaussiano aplicado para obtenção da curva de Abbott-Firestone é
representado na Figura 2.13, e descrito em etapas à seguir:
Passo 1 - consiste em calcular uma primeira linha média por filtro gaussiano.

Capítulo 2 Revisão Bibliográfica 18
Passo 2 - retirar do perfil inicial as partes situadas abaixo da linha média. Retiramos
assim os vales mais profundos.
Passo 3 - calcular a nova linha média sobre o perfil obtido em 2.
Passo 4 – apresentar o perfil de rugosidade a partir da aplicação do filtro gaussiano
em duas etapas conforme os passos anteriores para a determinação da curva de
Abbott-Fireston.
Figura 2.13 - Representação passo a passo do filtro de perfil para curva de Abott-Firestone (CNOMO, 2003).
O parâmetro Rk e definido como sendo a parcela central da banda de
rugosidade. Para a determinação deste parâmetro e traçada uma secante de menor
inclinação possível sobre a curva de Abbott-Firestone, cuja componente horizontal
corresponde a 40%, conforme representado na Figura 2.14 (DIN 4776, ISO 13565-2
e CNOMO, 2003)

Capítulo 2 Revisão Bibliográfica 19
Figura 2.14 - Geração da curva de Abbott-Firestone (CARVALHO, 2007)
O parâmetro Rk representa a diferença de altura entre a intersecção desta reta
com o eixo de 100% e o eixo de 0% e os pontos Mr1 e Mr2 (%) correspondem à
intersecção entre o perfil de referência e as retas paralelas ao eixo de % definindo o
parâmetro Rk.
Os parâmetros Rpk e Rvk são definidos pela altura do triângulo retângulo da
superfície equivalente as zonas de picos (base 0% a Mr1) e aos vales (base Mr2 a
100%)
Rk é o valor da rugosidade do núcleo do perfil
Rpk é o valor da rugosidade média dos picos que estão acima da área de
contato mínima do perfil; excluídos eventuais picos exagerados.
Rvk é o valor da rugosidade média dos vales que estão abaixo da área de
contato do perfil; excluídos eventuais vales excessivamente profundos.

Capítulo 2 Revisão Bibliográfica 20
Mr1 : Fração de contato mínimo : taxa, em porcentagem, que determina a fração
de contato mínima no núcleo do perfil de rugosidade.
Mr2 : Fração de contato máximo : taxa, em porcentagem, que determina a maior
fração de contato no núcleo do perfil de rugosidade.
A avaliação de superfícies características de um processo de brunimento e a
definição dos parâmetros mais adequados para descrevê-las no uso em cilindro de
motores a combustão interna foi estudada por PAWLUS (1994; 1997) e pode ser
demonstrado na Figura 2.15. Para tal análise são definidos os parâmetros:
• Rp/Rt é o coeficiente de vazio, considerado o parâmetro mais importante.
Pode ser presumido que o valor de desgaste do cilindro é proporcional a
variação do coeficiente de vazio durante a utilização do motor.
Rp é a distância do pico mais elevado até a linha média do perfil.
Rt é a distância entre o pico mais elevado e o vale mais profundo.
• Rk/Rt profundidade central normalizada
• Rtm parâmetro de altura
• Vo capacidade de armazenamento de óleo
Figura 2.15 - Interpretação gráfica os parâmetros de rugosidade para cilindro de motores a combustão interna (Pawlus, 1996).

Capítulo 2 Revisão Bibliográfica 21
2.5. Brunimento
Os processos de usinagem apresentam inúmeros métodos para obtenção de
componentes mecânicos. Dependendo de sua aplicação os componentes
mecânicos requerem características especificas ou maior precisão na obtenção de
sua forma. Dentre os processos de acabamento que utilizam ferramentas de gume
de geometria não-definida, destaca-se o brunimento por apresentar elevada
precisão dimensional e de forma, além de conferir a superfície características
específicas. A Figura 2.16 apresenta alguns modelos de ferramentas de geometria
não-definida.
Figura 2.16 Exemplo de ferramentas de geometria não-definida.
2.5.1 Histórico do brunimento
Uma das primeiras notícias sobre o emprego do processo de brunimento foi
em 1910, na Alemanha. Nesta ocasião, a ferramenta de brunir era constituída de um
cilindro de madeira bipartido, no qual encontravam-se dispostas pedras abrasivas.
Em 1921, uma fabrica em Detroit registrou a primeira patente do processo,
que se distinguia pelo uso de uma ferramenta expansível em um elemento cardânico
de transmissão de força.
Em 1935, a Chrysler detectou falha, em seus mancais, causadas por impacto
e vibrações resultante de acabamento insuficiente nas pistas de rolamentos
resultando no desenvolvimento do brunimento de curso curto (“superfinishing”).

Capítulo 2 Revisão Bibliográfica 22
Na década de 60, teve início a utilização das ferramentas de diamante. A
longa vida das ferramentas associada às altas taxas de remoção proporcionou o
crescimento da produtividade, permanecendo a qualidade das peças constante ao
longo de todo o processo de brunimento.
Atualmente pode-se observar um crescente desenvolvimento, com a
aplicação de mais de uma etapa no processo de obtenção de superfícies brunidas
Pawlus (1996). Um maior domínio na produção de abrasivos, principalmente
diamante e CBN também contribuíram para a evolução e obtenção de superfícies
com melhor acabamento.
As novas características construtivas das ferramentas têm permitido a
obtenção de peças de elevada precisão, o que reflete sensivelmente na produção.
Em conjunto, a automatização da máquina de brunir tem levado a uma alta
eficiência destes sistemas produtivos, possibilitando a correção de erros de forma,
redução de custos, alta eficiência, mas principalmente grande flexibilidade da
produção.
2.5.2 Definições
O brunimento é um processo mecânico de usinagem por abrasão, empregado
no acabamento de peças. Durante o processo, os grãos ativos do brunidor entram
em contato com a superfície da peça. Esta gira lentamente e o brunidor desloca-se
ao longo da geratriz da superfície de revolução com movimentos alternativos de
pouca amplitude e freqüência relativamente elevada.
Na maioria dos casos, o brunimento é feito com uma ferramenta especial de
retificação, constituída de segmentos de material abrasivo, montados em grupo.
A Figura 2.17 ilustra a ação da ferramenta de brunimento, ou seja, o brunidor
sobre a superfície que será trabalhada. Ao girar, o brunidor faz um movimento
vertical oscilante de subida e descida. Apresenta diferenças em relação ao processo
de retificação, especificamente a velocidade, a superfície de contato da ferramenta
rugosa, o movimento alternado e maiores pressões de trabalho. No brunimento a
velocidade de rotação da ferramenta é inferior a retificação e o trabalho é feito com

Capítulo 2 Revisão Bibliográfica 23
pressões mais elevadas da ordem de 3 a 8 kgf/cm2, ou seja, de 0,3 a 0,8 MPa.
Figura 2.17 - Representação do brunimento (SCHIMIDT, 1999).
O processo é usado para melhorar as características superficiais, conferir
precisões geométricas as peças obtidas por operações anteriores como usinagem,
sinterização, tratamento térmico, etc. Este processo elimina danos superficiais pelo
emprego de baixa velocidade e ação suave a ferramenta, caracterizando-se pela
combinação de um movimento axial com um rotacional ou transversal para o
brunimento de superfícies planas (CARVALHO, 2007).
2.5.3 Superfície brunida
A superfície brunida e identificada como resultado final de um processo de
acabamento, ou seja, superfície que apresenta características finais para sua
aplicação, apresentando baixos valores de rugosidade da ordem de micrometros,
além de bom contato entre as partes com excelente comportamento de desgaste e
boa redução de nível de ruído. No brunimento, também, pela baixa geração de calor,
não ocorre oxidação e nem alteração da estrutura cristalina SCHIMIDT (1999).
Em grande parte dos casos, a cinemática do brunimento proporciona uma
superfície com estrias cruzadas que apresentam, em geral, um ângulo de
cruzamento de 45º a 60º, faixa esta baseada em pesquisa empírica as quais
mostram que o consumo de óleo depende deste ângulo Figura 2.18. Os ângulos

Capítulo 2 Revisão Bibliográfica 24
com menor valor são apropriados para superfícies de deslizamento a seco, e os
grandes são associados a um elevado consumo de óleo. Na medida em que o
ângulo de cruzamento aumenta, a quantidade de linhas, ou seja, quantidade de
sulcos na superfície diminui, reduzindo o volume de óleo retido na superfície. A
redução do volume de óleo na superfície é devido à redução dos sulcos que o retém
e está associada diretamente a redução do consumo de óleo em um MCI.
Figura 2.18 - Exemplo de imagem topográfica da superfície do cilindro ( DECENCIÉRE e JEULIN, 2001)
2.5.4 Brunimento de platô
Com o brunimento de platô objetiva-se desenvolver uma estrutura especifica, a
qual apresenta um perfil periódico com grandes áreas planas separadas por sulcos.
O perfil gerado neste processo diferencia-se do obtido no brunimento de
acabamento, principalmente por melhores características de resistência ao desgaste
e a retenção de óleo. Figura 2.19
Direção de movimento
do pistão
Ângulo de
cruzamento α

Capítulo 2 Revisão Bibliográfica 25
Figura 2.19 - Perfil resultante do brunimento de desbaste e platô (SCHIMIDT, 1999).
O perfil final do brunimento é obtido em duas etapas e em alguns casos uma
terceira etapa pode ser necessária: brunimento de desbaste, platô de base e platô
de acabamento.
No desbaste, elimina-se a heterogeneidade gerada nos processos de
fabricação anterior. A ferramenta de desbaste deve possuir a capacidade tanto de
alisar quanto de aumentar a rugosidade da superfície. Nesta etapa, utiliza-se uma
granulometria grosseira promovendo a formação dos sulcos profundos que devem
estar presentes nas superfícies do perfil platafórmico.
No brunimento de platô de base uma rápida remoção dos picos aleatórios,
com uma ferramenta de granulométrica menor, formando os pequenos platôs. A
estrutura platafórmica possui grande área de apoio e baixa rugosidade.
Em alguns casos o processo pode apresentar mais uma etapa, o brunimento
de acabamento. Objetiva-se reduzir a rugosidade dos platôs, gerados na fase
anterior, o que resulta na melhora das características aconselháveis para uma
superfície de deslizamento. A ferramenta, neste caso, possui granulométrica mais
fina.
Somente com o emprego da superfície com processo de brunimento de platô,
tem-se um comportamento de desgaste favorável para atender, por exemplo, às
exigências feitas às camisas de pistões de motores diesel de alta compressão e de
outros elementos que atuam sobre condições de atrito lubrificado.
Brunimento de desbaste Brunimento de platô

Capítulo 3 Materiais e Métodos 26
3 MATERIAIS E MÉTODOS
Para a realização dos ensaios foram utilizados blocos do motor, anéis de aço e
ferro fundido e óleo lubrificante. Todos estes componentes são provenientes de um
produto existente e comercialmente disponível no mercado brasileiro. Desta forma
foi buscada a total aplicabilidade deste estudo, tentando-se realizar as análises da
forma mais próxima de uma utilização cliente e das condições de funcionamento do
motor.
3.1. Caracterização do material
O componente avaliado foi um bloco do motor de ferro fundido cinzento de
grafita lamelar GL04, produzido pela Fundição Tupy S/A. A Tabela 1 apresenta a
composição química do componente ensaiado.
Tabela 1 - Composição química do ferro fundido lamelar GL04 (% em massa)
C Si Mn S P Cr Sn Cu Ni Mo GL04 3,1 1,9 0,5 < < 0,25 < < < < 3,5 2,4 0,9 0,15 0,12 0,35 0,15 0,6 0,2 0,1
Para a realização das análises metalográficas as amostras foram retiradas da
parede do cilindro e do anel e polidas metalograficamente para acabamento
equivalente a pasta de diamante de 1 µm. A análise foi realizada no microscópio
óptico Carl Zeiss JENAVERT® acoplado a uma câmera digital e com o analisador de
imagens IMAGE PRO-PLUS®.
No bloco do motor, as observações foram realizadas diretamente sobre a
superfície brunida (Região 1) e na seção transversal (Região 2), como mostra a
Figura 3.1

Capítulo 3 Materiais e Métodos 27
Região 1
Região 2
A
BC
Figura 3.1 - Regiões analisadas do bloco motor. Região 1=superfície brunida; Região 2= seção transversal: A = parede da galeria de água; B = núcleo; C =
superfície.
A microestrutura revelada pelo ataque químico com o reagente Nital 3%
revelou que a matriz para os cilindros é perlítica, como pode ser visto na Figura 3.2.
A dureza Brinell do cilindro está na faixa de 195 a 204 HB 2,5/187,5.
(a)
50 µm

Capítulo 3 Materiais e Métodos 28
(b)
Figura 3.2 - Revelação da microestrutura com grafita lamelar. (a) Região central B citada na Figura 3.1 e (b) Região C face de contato. Ataque com Nital 3%.
Os anéis utilizados são brevemente descritos a seguir. Considerados como
retentores metálicos responsáveis basicamente por duas funções primordiais no
funcionamento de um motor à combustão interna: manter os gases pressurizados da
combustão na parte superior do pistão e a segunda função, que se tornou mais
importante nos últimos tempos em função do maior rigor das normas de emissões,
manter o óleo do motor abaixo do pistão. (VOLCI, 2007).
O anel de primeiro canalete, também chamado de anel corta-fogo, geralmente
trata-se de um anel retangular ou de face inclinada. A superfície de contato com o
cilindro é geralmente abaulada, em anéis de ferro fundido são protegidas contra
desgaste mediante revestimento de cromo ou molibdênio.
O segundo anel, chamado de anel de estanqueidade, é projetado geralmente
como anel de face inclinada, com uma ação pronunciada de remoção de óleo. Assim
age não somente como segundo estágio da vedação dos gases e equilíbrio de
pressão no segundo cordão do pistão, mas também contribui na redução do
consumo de óleo.
Além dos anéis de compressão, que têm seu papel como barreiras para os
gases da combustão, o pistão precisa de um mecanismo que controle a quantidade
de óleo presente sobre a superfície do cilindro. Este controle visa formar uma
100 µm

Capítulo 3 Materiais e Métodos 29
película constante de óleo sobre o cilindro, que permita o deslizamento do pistão e
anéis sobre a superfície do cilindro com atrito reduzido, porém impedindo que o óleo
chegue à câmara de combustão e seja queimado.
A tabela 2 apresenta os materiais e os revestimentos utilizados na confecção
dos anéis.
Tabela 2 – Identificação dos anéis utilizados em um motor de combustão interna e seus materiais e revestimentos.
Descrição Material Revestimento
Anel corta fogo Ferro fundido ou aço inoxidável
Cromo ou molibdênio
para aço nitretação.
Estanqueidade Ferro fundido sem revestimento
Controle de óleo ou raspador Ferro fundido
cromo ou molibidênio.
Nos anéis, as análises foram realizadas na seção transversal (Figura 3.3).
Figura 3.3 - Regiões analisadas no anel (seção transversal).
Ensaios de microdureza Vickers utilizando carga de 20 gf (HV0,02) foram
realizados nos anéis.
A Figura 3.4 apresenta a microestrutura do anel do primeiro canalete com
ataque de Nital 3% com camada nitretada contínua e uniforme distribuída ao longo
da seção transversal do anel, com espessura de 51 a 69 µm.

Capítulo 3 Materiais e Métodos 30
Figura 3.4 - Camada nitretada sobre o anel do primeiro canalete de aço inoxidável.
A figura 3.5 a) apresenta a Matriz perlítica através da revelação com Nital 3% para o anel do segundo canalete. b) Ilustra o material de base com grafita nodular de tamanho predominante igual a 3. Micro dureza HV entre 306 a 338HV.
Figura 3.5 - Microestrutura do material de base para os anéis em ferro fundido do segundo canalete.

Capítulo 3 Materiais e Métodos 31
3.2. Obtenção das superfícies analisadas
As superfícies foram preparadas para o ensaio segundo os processos que
serão descritos a seguir.
O Bloco do motor sofreu processo de usinagem de brunimento Figura 3.6,
composto de etapa de desgaste com maior remoção de material dado por uma maior
granulométrica da ferramenta de corte e uma segunda etapa de acabamento
também conhecida como brunimento de Platô.

Capítulo 3 Materiais e Métodos 32
Posicionamento do bloco e ferramenta Usinagem da superfície do cilindro
Ferramenta de brunir Exemplo de avanço da pedra de desbaste.
Figura 3.6 - Máquina operatriz do fabricante Gehring durante operação de brunimento de um bloco motor e detalhes da ferramenta.
Pedra de brunir
cerâmica
Pedra de brunir
diamante sintético
Bloco Motor

Capítulo 3 Materiais e Métodos 33
A segunda e terceira condição da superfície do cilindro, ou seja, a condição de
superfície amaciada e superfície em condição de trabalho normal foram obtidas
através da realização de dois ciclos de ensaio em uma bancada dinamométrica. O
motor e acoplado ao eixo do dinamômetro, sendo este responsável por impor uma
determinada resistência contraria ao sentido de funcionamento, ou seja, esforço no
sentido de frear o motor de combustão interna. Tal esforço e gerado pela
alimentação do dinamômetro com uma corrente capaz de gerar o mesmo valor de
potência produzido pelo motor de combustão interna em um determinado ponto de
funcionamento.
O primeiro ensaio simula a fase inicial de desgaste da superfície com duração
de aproximadamente 12 horas. O ciclo inicia em rotação de marcha lenta chegando
até a rotação de potência máxima do motor e aceleração de 100%. O funcionamento
do motor é identificado como estável, ou seja, cada ponto de funcionamento possui
duração de 30 minutos na mesma condição pré-definida. Os parâmetros do motor
são controlados pelo software de controle e seus periféricos, evitando variações de
temperatura do líquido de arrefecimento, rotação do motor, carga, entre outros
parâmetros.
O segundo ensaio consiste em manter o motor em rotação de potência máxima
e 100% de aceleração em um intervalo de 50 horas.
3.3. Óleo lubrificante
Para a realização dos ensaios foi utilizado o óleo lubrificante ELF Prestigrade
TS 15W40 classificação API SL e ACEA A3/B3;
A escolha destes lubrificantes é devido ao fato de se tratar do óleo homologado
pelo fabricante do motor em análise neste estudo. Desta maneira, apresenta a
mesma especificação do óleo utilizado no primeiro enchimento do motor. A Tabela 3
descreve as principais características do lubrificante utilizado.

Capítulo 3 Materiais e Métodos 34
Tabela 3 – Características do lubrificante utilizado.
3.4. Combustível para os ensaios em dinamômetro
Os ensaios em dinamômetro foram realizados com álcool etílico hidratado
combustível (AEHC), também denominado popularmente de álcool comum,
conforme especificação da Agência Nacional do Petróleo (ANP) através da Portaria
nº 36, de 6.12.2005 – DOU 7.12.2005, a Tabela 4 apresenta as características do
combustível utilizado. Esta escolha se deve ao fato de se tratar do combustível
normalmente utilizado pela frota brasileira de automóveis flex fuel.

Capítulo 3 Materiais e Métodos 35
Tabela 4 - Especificações do álcool etílico anidro combustível (AEAC) e álcool etílico hidratado combustível (AEHC) (ANP, 2006).
3.5. Equipamento de ensaio
A bancada dinamométrica AVL da Renault do Brasil SA. Modelo AFA 160
motor assíncrono com capacidade para motores de até 160KW e 500Nm de torque.
O sistema de controle da bancada utiliza driver de controle AVL Encon 300 e
software supervisório Puma versão 5.52 para monitoramento e aquisição de

Capítulo 3 Materiais e Métodos 36
parâmetros do motor durante os ensaios, exemplo temperatura da água do motor,
pressão de escapamento, rotação e etc. A estrutura de controle conta também com
sensores e módulos de tratamento de sinais como, por exemplo, canais para
transdutores de pressão, termopares, entradas analógicas, etc.
3.6. Método
O procedimento experimental está representado no fluxograma da Figura 3.7 e
é melhor detalhado no texto a seguir.
Figura 3.7 – Fluxograma com as etapas de realização do ensaio.
A metodologia consiste em caracterizar as diferentes superfícies do cilindro de
motores a combustão interna através da medição da rugosidade em diferentes
estágios de funcionamento do motor, caracterizados pelo tempo de duração do
ensaio.

Capítulo 3 Materiais e Métodos 37
A etapa inicial de caracterização das superfícies é representada por amostras
de cilindros virgens (superfícies pós-processo de fabricação). As etapas seguintes
de análise da superfície são realizadas após um período específico de
funcionamento do motor.
Foi retirada uma amostra da superfície de um cilindro novo do mesmo lote de
fabricação para caracterização que será apresentada no capítulo seguinte. Esta
amostra consiste em cortar a parede do cilindro do motor com uma área de
aproximadamente 30X30mm.
3.7. Análise da superfície
Os perfis de rugosidade foram coletados na região que apresenta maior
desgaste, que é identificada como a região de apoio para descida do conjunto pistão
e anéis na fase de expansão da mistura combustível. Durante esta fase, a pressão
sobre o pistão atinge o valor máximo de aproximadamente 7MPa, e é reduzida à
medida que o volume da câmara de combustão aumenta.
A Figura 3.8 indica o ponto inicial para medição do perfil, 57,9mm de
profundidade da face de acoplamento bloco/cabeçote. Este valor inicial para a
medição já está programado no equipamento de medição facilitando a repetição das
medições.

Capítulo 3 Materiais e Métodos 38
Figura 3.8 - Representação da região de medição da superfície do cilindro.
Nos cilindros os perfis de rugosidade foram determinados no sentido axial,
conforme ilustrado na Figura 3.9.
Sentido demedição darugosidade
Figura 3.9 - Sentido de medição da rugosidade nos cilindros
Foram realizadas 5 medições de rugosidade em cada cilindro considerando um
motor de 4 cilindros totalizando 20 medições para cada fase de análise. Os perfis de

Capítulo 3 Materiais e Métodos 39
rugosidade dos cilindros foram adquiridos utilizando um rugosímetro modelo
Perthometer Concept PGK do fabricante Mahr com apalpador MFW – 250 que
apresenta raio de ponta de 2 µm, ilustrado na Figura 3.10 O perfil obtido em cada
medição, foi analisado mediante a utilização de um software específico para perfis
de rugosidade (TALY PROFILE®, versão 3.1.10 fornecido pela empresa TAYLOR
HOBSON).
Figura 3.10 - Ilustração com a apresentação dos equipamentos utilizados para a obtenção dos perfis de rugosidade.
Foi utilizado um comprimento amostral de 4 mm. A rotina de tratamento do
perfil bruto incluiu a remoção do erro de forma da superfície e a aplicação de um
filtro gaussiano com cut-off de 0,8 mm para a remoção da ondulação do perfil de
rugosidade. Com esta rotina, foram determinados os parâmetros Ra (rugosidade
média aritmética), Rq (rugosidade média quadrática), Rt (Rugosidade total do perfil
de rugosidade) Rp (altura média de picos) e Rpc (densidade de picos).

Capítulo 3 Materiais e Métodos 40
Além disso, a curva de Abott-Firestone e os parâmetros Rk, Rvk e Rpk também
foram determinados, utilizando-se como referência a norma ISO 13565-2 / DIN 4776
(1996/1990) Os parâmetros de rugosidade foram escolhidos com base nos trabalhos
de PAWLUS (1996) e TOMANIK (2000) a partir das normas ISO 4287 (1997) e ISO
13565-2 / DIN 4776 (1996/1990).
O parâmetro Rpk indica o valor da rugosidade média dos picos que estão
acima da área de contato mínima do perfil. São esses picos que serão desgastados
nos períodos iniciais de funcionamento do motor (período de running-in ou
amaciamento). O parâmetro Rk indica a rugosidade média do núcleo do perfil. Este
parâmetro indica a região (critério) de funcionamento do motor. O parâmetro Rvk
indica o valor da rugosidade média dos vales abaixo da área de contato mínima do
perfil. Este parâmetro indica a região de retenção de óleo do perfil.
Foi retirada uma amostra da superfície de um cilindro novo do mesmo lote de
fabricação para caracterização que será apresentada no capítulo seguinte. Esta
amostra consiste em cortar a parede do cilindro do motor com uma área de
aproximadamente 30X30mm.
3.8. Interações da superfície em ensaio.
Os fenômenos que ocorre entre as superfícies, como por exemplo, o desgaste,
é resultante da ação combinada de todas as partes de um conjunto técnico definido
para uma função. Essa estrutura caracteriza um tribosistema, Figura 3.11. O
tribosistema descreve as interações entre o cilindro do motor a combustão interna e
o conjunto pistão e anéis.
O movimento entre os elementos é alternado e a carga sobre a superfície do
cilindro e ligada diretamente a pressão de combustão e a decomposição dos
esforços entre a carga aplicada sobre a superfície do cilindro e a carga sobre o
componente de transmissão do movimento do pistão para o eixo do motor (biela).

Capítulo 3 Materiais e Métodos 41
Figura 3.11 - Descrição do Sistema tribológico.

Capítulo 4 Resultado e Discussão 42
4 RESULTADOS E DISCUSSÃO
4.1. Análise dos perfis de rugosidade
A Tabela 5 apresenta os valores médios dos parâmetros de rugosidade para
cada condição de ensaio, considerando 20 medições para cada período.
Tabela 5 - Valores médios dos parâmetros de rugosidade da superfície do cilindro do motor estudado.
Superfície usinada
Superfície com 12h
Superfície com 62h
Ra (µm) 0,5 ± 0,1 0,5 ± 0,1 0,2 ± 0,1
Rq (µm) 0,8 ± 0,1 0,7 ± 0,1 0,4 ± 0,1
Rp (µm) 1,4 ± 0,1 0,7 ± 0,1 0,4 ± 0,1
Rt (µm) 11 ± 8 8 ± 2 8 ± 3
Rp/Rt (µm/µm) 0,12 0,09 0,06
RPc (picos/mm) 10 ± 2 5 ± 1 0,5 ± 0,4
Rsk (µm) -5 ± 5 -3 ± 1 -13 ± 11
Rku (µm) 12 ± 7 18 ± 11 63 ± 48,5
Rvo(mm3/mm2) 9,54 e-6 4,94 e-7 3,41 e-6
Os resultados dos parâmetros médios Ra e Rq, que apresentam valores
similares para a superfície usinada e após 12h de ensaio, mostram a limitação que
os mesmos possuem para expressar a realidade de uma superfície em alguns
casos. Isto pode ser evidenciado com a observação dos perfis de rugosidade,
apresentados nas Figuras 4.1 e 4.2.

Capítulo 4 Resultado e Discussão 43
Figura 4.1 - Exemplo de perfil de rugosidade para superfície nova após processo de brunimento.
Figura 4.2 - Exemplo de perfil de rugosidade da superfície após etapa de ensaio correspondente a 12 horas de ciclo.
A observação das Figuras 4.1 e 4.2 permitem verificar que ambas são de fato
diferentes, embora os parâmetros médios de rugosidade sejam semelhantes.
Observa-se uma redução na densidade de picos (RPc) após 12 h de ensaio, bem
como uma redução clara na altura média dos picos (Rp) e um relativo aumento na
profundidade dos vales.
A Tabela 5 também apresenta valores para o parâmetro que indica a variação
total da altura do perfil de rugosidade (Rt). A combinação entre o Rp e Rt pode ser
considerada como um dos parâmetros mais importantes para avaliar a evolução do
desgaste da superfície, identificado como o coeficiente de vazio Rp/Rt (PAWLUS,
1997). O coeficiente de vazio apresenta valor médio de 0,12 para superfície brunida,
foi reduzido para 0,09 após 12 horas e para 0,06 com 62 horas de ensaio. Portanto,
Eixo do deslocamento 4mm
Eixo do deslocamento 4mm

Capítulo 4 Resultado e Discussão 44
a superfície inicialmente rugosa e com menor área de contato sofre um desgaste
maior nas primeiras horas de funcionamento, tendendo a reduzir este valor à medida
em que o desgaste modifica a superfície, reduzindo o coeficiente de vazio. O
desgaste inicial acontece rapidamente, porém sua velocidade diminui com o
aumento da área de contato (BLAU, 2005).
O parâmetro RPc, que representa a quantidade de picos contida do perfil
extraído da superfície, apresentou uma redução de iniciais de 10 picos/mm para 5 e
0,5 picos/mm para as superfícies desgastadas. O contato entre duas superfícies
novas, ou seja, recém fabricadas, ocorre somente nos picos das irregularidades
mais elevadas e, portanto, a área de contato é muito pequena. Se estas superfícies
estão sujeitas ao amaciamento com a aplicação de carga, as irregularidades passam
a sofrer um desgaste gradativo e a área de contato aumenta (BLAU, 2005). Esta
variação está também de acordo com PAWLUS (1997), que afirmou que a ação de
alisamento da superfície é mais significativa do que a ação de criação de novas
irregularidades, portando a densidade de picos deve diminuir à medida que o
desgaste ocorre.
Como conclusão parcial, pode-se afirmar que tanto o coeficiente de vazio
quanto a densidade de picos podem ser relacionadas ao desgaste da superfície e
conseqüentemente as modificações das características durante a fase de
amaciamento. Geralmente é durante a fase de amaciamento que ocorrem as
modificações mais importantes para a vida útil dos componentes (PAWLUS, 1997).
Uma outra forma de entender as mudanças das características das superfícies
do cilindro e a evolução da fase de amaciamento é avaliar os parâmetros
estatísticos, conhecidos como skewness (Rsk) e kurtosis (Rku), que são melhor
entendidos se analisados pelos histogramas da Figura 4.3.

Capítulo 4 Resultado e Discussão 45
a)
b)
Altura do perfil
Altura do perfil
% de área da superfície
% de área da superfície
Continua �

Capítulo 4 Resultado e Discussão 46
Figura 4.3 - Exemplos da representação da curva de Abott-Firestone sobre o histograma da porcentagem de área distribuída na altura do perfil, a) superfície nova,
b) superfície com 12 horas de ensaio e c) superfície com 62 horas de ensaio.
Com base no critério já descrito no capítulo 2, os valores negativos de
skeuness, representam características de superfície com presença de grandes
vales, considerando o entendimento da análise direta do parâmetro não apresenta
diferença entre as superfícies. Entretanto, o acompanhamento dos histogramas e a
análise dos parâmetros já citados anteriormente é possível observar a modificação
na distribuição de área sobre o perfil.
A observação dos histogramas mostra que a distribuição das alturas estava
mais homogênea na superfície simplesmente brunida. Com o decorre dos ensaios,
esta distribuição ficou cada vez mais concentrada, próxima da região de contato.
Apesar de considerar que o critério para entendimento da superfície para o
parâmetro Rsk é diretamente a modificação da inclinação da distribuição normal
para o lado negativo ou positivo dependendo da distribuição da área de contato, o
histograma apresenta a maior concentração da área na região de contato entre as
superfícies.
Na medida em que o desgaste ocorre, o valor do Rsk torna-se mais negativo e
a uma parcela importante da área real de contato passa a ser o contato entre as
superfícies como pode ser evidenciado na Figura 4.3 através do aumento do valor
da concentração de iniciais 35% na superfície 4.3 a) em um ponto próximo a região
c)
Altura do perfil
% de área da superfície

Capítulo 4 Resultado e Discussão 47
de contato, para aproximadamente 47% na superfície 4.3 c). Portanto, o parâmetro
Rsk é uma ferramenta com potencial de avaliação das mudanças do perfil na fase
inicial de seu desgaste.
A ação de concentração da área por norma e interpretada a partir do critério de
que o valor de Rku superior a 3 e característica de superfícies que concentram a
parcela mais representativa da área em uma determinada altura do perfil. A pequena
diferença entre as duas fases iniciais encontra suporte nas afirmações de TOMANIK
(2000) e SRIVASTAVA et al (2007), que consideram a existência de formação de
“debris” metálicos na interface do sistema tribológico. As partículas atuam na
formação de novas irregularidades, reduzindo a ação de alisamento da superfície.
Esta afirmação pode ainda ser reforçada com os resultados dos parâmetros Ra e
Rp. A grande diferença observada entre 12 e 62 horas pode ser entendida como a
redução da formação de grandes partículas, bem como deve ser considerado a troca
de todo o volume de lubrificante do motor, entre cada etapa de ensaio, que continha
as partículas metálicas inicialmente removidas. Segundo MUMMERY (1990), valores
negativos para o parâmetro Rsk e superiores a 3 para o parâmetro Rku, critérios
estes exemplificados no capítulo 2, são características de superfícies do tipo
platafórmica ou com presença de platôs, e os perfis passam a apresentar somente a
existência de grandes vales. Portanto, o parâmetro Rku da mesma forma que o Rsk,
comprova a característica de uma superfície brunida e consequentemente as
análises até então descritas para tal condição.
O parâmetro Rvo representa o volume de retenção de óleo, ou seja, a
capacidade da superfície em manter o filme lubrificante, e seus valores estão
indicados na tabela 5 (página 43). A variação do valor de 9,54x10-6 mm3/mm2 para
4,94x10-7 mm3/mm2 após 12 horas de ensaio reforça o discutido até então sobre a
dificuldade de avaliar a fase de amaciamento, devido à quebra dos maiores picos de
rugosidade e a interação de partículas na superfície, representando a transição e a
instabilidade da evolução das características. Este parâmetro está ligado
diretamente ao consumo de óleo do motor e evidenciado na prática, ou seja, à
medida em que um motor de combustão interna inicia seu amaciamento, o consumo
de óleo diminui, mantendo-se o mesmo por um longo tempo de vida útil. A
superfície com 62 horas passou a recuperar esta característica importante com valor
logicamente menor que o inicial, porém próximo ao valor inicial. Este parâmetro

Capítulo 4 Resultado e Discussão 48
reforça a ação de grande desgaste na fase de amaciamento, contudo deve ser
utilizado em correlação aos demais parâmetros, visando o entendimento dos
fenômenos da superfície.
Considerando que as interações entre a superfície do cilindro e a superfície dos
anéis é da ordem de alguns micrometros as modificações dos parâmetros durante as
primeiras horas de funcionamento do motor são de difícil compreensão e evidenciam
a ação de desgaste da superfície inerentes ao amaciamento. Entretanto a evolução
dos processos produtivos para obtenção das superfícies, e neste caso o
desenvolvimento do brunimento, torna-se cada vez mais difícil a análise da fase de
amaciamento.
4.2. Análise da curva de Abbott-Firestone e seus parâmetros associados
A Tabela 6 apresenta os valores calculados para a curva de Abbott-Firestone
utilizando os perfis de rugosidade extraídos do motor.
Tabela 6 - Valores obtidos a partir da metodologia de cálculo de Abbott-Firestone para as três condições de superfície
Superfície usinada
Superfície com 12h
Superfície com 62h
Rpk (µm) 0,4 ± 0,04 0,16 ± 0,02 0,11 ± 0,03
Rk (µm) 1,2 ± 0,2 0,6 ± 0,1 0,4 ± 0,1
Rvk (µm) 1,9 ± 0,3 2,0 ± 0,2 1,2 ± 0,5
De acordo com a Tabela 6, a superfície brunida sofre uma maior redução do
parâmetro Rpk nas 12horas iniciais de 0,4µm para 0,16µm e posteriormente um
desgaste menor para as próximas 50 horas, correspondente a 0,11µm. O parâmetro
Rk possui comportamento similar ao parâmetro Rpk, como pode ser evidenciado na
Tabela 6. Por sua vez, a variação do parâmetro Rvk para as três condições é
pequena. Este parâmetro corresponde à lubrificação, ou seja, a presença de vales
para a retenção do fluido lubrificante na superfície. O parâmetro Rpk, da mesma
forma que o parâmetro RPc descrito na Tabela 5, representa a presença de picos no
perfil e, neste caso, a evolução do desgaste inicial de amaciamento. Embora o taxa

Capítulo 4 Resultado e Discussão 49
de desgaste da superfície seja considerada muito pequena, é evidente a interação
do desgaste para as regiões Rpk e Rk, modificando a característica da superfície,
com o aumento da área real de contato conforme já descrito no item anterior e
reforçado pela redução dos valores para os parâmetros Rpk e Rk.
Blau (2005) afirma que a ação de desgaste no período de amaciamento pode
se dar em diferentes profundidades. Neste caso, conclui-se que isto foi mais
evidente nas regiões Rpk e Rk, enquanto que a região Rvk apresentou menor
impacto, porém significativo com redução de quase a metade de seu valor.
A Figura 4.4 representa exemplos da evolução dos perfis de rugosidade para
cada condição de análise com a representação da curva de Abbott-Firestone.

Capítulo 4 Resultado e Discussão 50
Figura 4.4 – Exemplos das curvas de Aboott-Firestone para diferentes perfis
de rugosidade, a) curva para superfície brunida, b) curva para superfície com 12
horas de ensaio e c) curva para superfície com 62 horas de ensaio.
a)
b)
c)
Duplo filtro gaussiano, 0,8mm.
Duplo filtro gaussiano, 0,8mm.
Duplo filtro gaussiano, 0,8mm.

Capítulo 4 Resultado e Discussão 51
Considerando-se que a ação de alisamento da superfície é mais significativa
que a ação de criação de novas irregularidades, é possível acompanhar a ação de
alisamento com a redução dos valores de Rpk de iniciais 0,4 µm, na Figura 4.4a e
0,1 µm, na Figura 4.4c. Além da redução da região de picos do perfil, ocorre a
redução da região central Rk de aproximadamente 1 µm para a metade deste valor.
Como apresentado na Tabela 6 (página 48), e evidenciado nas curvas de Abbott-
Firestone, os valores de Rk para o perfis b) e c) são aproximadamente os mesmos,
considerando o desvio-padrão de 0,1 µm.
A forma da curva de Abbott-Firestone é amplamente discutida na literatura, e é
reconhecida, como método de análise da superfície representando a área de contato
através da forma do perfil analisada NARAYANASAMY e outros (2004); BIGERELLE
e outros (2007). É possível identificar a mudança geral na formar da curva à medida
que ocorre a evolução do desgaste, sendo que na Figura 4.4 a) a região central
apresenta maior inclinação do que a observada na Figura 4.4 b) após 12 horas de
ensaio. O desgaste ocorrido na região do perfil conhecida como Rpk é responsável
por indicar o amaciamento da superfície, ou seja, a remoção dos picos do perfil. A
alteração da inclinação da região central é ligada diretamente a redução do
parâmetro Rk e representa a tendência a concentração da área na região de contato
da superfície brunida.
4.3. Análises auxiliares do desgaste dos triboelementos
Um exemplo de desgaste do contra-corpo comprova a ação de contato entre as
superfícies, conforme apresenta a Figura 4.5.

Capítulo 4 Resultado e Discussão 52
Figura 4.5 - Seção transversal do anel de ferro fundido cromado (segundo canalete), revelada por microscopia eletrônica de varredura.
A remoção do revestimento de cromo do anel do segundo canalete foi de
aproximadamente 10µm, podendo-se observar a forma original do anel pela linha
tracejada. Sabendo-se que o revestimento do anel possui dureza superior a do
cilindro, pode-se inferir que tal desgaste demonstra a remoção de material da
superfície do cilindro conforme já relatado com através da análise dos parâmetros de
rugosidade.
A Figura 4.6 apresenta o aspecto geral das superfícies do corpo e contra-corpo
ao final da realização de todos os ensaios.

Capítulo 4 Resultado e Discussão 53
Figura 4.6 - Aspecto geral das superfícies ao termino dos ensaios 62 horas.
As superfícies não apresentam defeitos ou marcas em sua superfície que
evidencie visualmente problemas durante a realização dos ensaios.
A Figura 4.7 apresenta a concentração de ferro para cada fase de ensaio. Os
demais resultados oriundos da análise do óleo se encontram no Anexo A.
Concentração de Ferro no lubrificante
3
22
32
0
5
10
15
20
25
30
35
0 12 62
Horas de ensaio
Concentração
em ppm .
Figura 4.7 - Concentração de ferro (ppm) no lubrificante para cada etapa de análise da superfície do cilindro.

Capítulo 4 Resultado e Discussão 54
A análise do óleo utilizado também foi considerada como parâmetro de estudo,
apresentando variação do teor de ferro em comparação a amostra inicial de óleo
novo. O valor do teor de ferro para a amostra de óleo novo foi de 3 ppm, evoluindo
em 12 horas de ciclo para 22 ppm e em 50 horas para 32 ppm. Nota-se que para um
tempo de ensaio inicial de 12 horas, que equivale a 24% do tempo de ensaio do
segundo ciclo, a concentração de ferro foi igual a 68% da concentração do segundo
ciclo, ou seja, para um tempo menor de ensaio e mesmo em condições mais
moderadas o amaciamento apresenta maior remoção de material. Portanto a
remoção de material e o surgimento de partículas metálicas foi mais intenso nas
primeiras horas de funcionamento do motor. Esta afirmação vai de encontro com a
justificativa da dificuldade de alguns parâmetros em evidenciar o término do
amaciamento ao final das 12horas de ensaio, com a criação de novas
irregularidades.

Capítulo 5 Conclusão 55
5 CONCLUSÕES
Neste trabalho estudou-se a evolução do desgaste da superfície do cilindro de
motores a combustão interna, visando evidenciar o período de amaciamento. As
etapas de evolução do ensaio foram comparadas, resultando nas conclusões a
seguir:
• Os parâmetros médios de rugosidade Ra e Rq apresentaram valores
similares para a superfície brunida e após 12 horas, impossibilitando a análise
do amaciamento.
• A partir da combinação dos parâmetros Rp e Rt foi possível estimar o
coeficiente de vazio e este demonstrou eficiência na avaliação do
amaciamento da superfície.
• Foi possível utilizar os parâmetros Rsk e Rku para analisar a evolução do
desgaste de superfícies brunidas e evidenciar a tendência do desgaste em
formar uma superfície lisa.
• A variação dos parâmetros Rpk e Rk, além da inclinação central da curva de
Abbott-Firestone, permitirão inferir sobre o período de amaciamento.
• Foi possível evidenciar a partir da análise do lubrificante a grande remoção
inicial de partículas metálicas, característica da fase de amaciamento.
Portanto, como conclusão final, pode-se afirmar que o uso dos parâmetros
Rp/Rt, Rsk, Rku, Rpk e Rk, além da análise da distribuição da área na superfície,
foram os indicativos de maior significância para a identificação do período de
amaciamento do motor estudado.

Sugestão de trabalhos futuros 56
6 SUGESTÃO PARA TRABALHOS FUTUROS
Fica como sugestão para outros trabalhos os itens a seguir:
• Divisão do período inicial de ensaios em intervalos menores de medição da
superfície para melhor entendimento da evolução do amaciamento.
• Possibilidade de utilizar a mesma metodologia de análise para avaliação do
desgaste na vida útil do motor para condições de desgaste com maior número
de horas de ensaio.
• Variação dos parâmetros do sistema da bancada dinamométrica, para
simulação do amaciamento em condições mais severas e ou em simulação
de ambientes mais frios.
• Variação das características da superfície do cilindro com a modificação dos
parâmetros de usinagem, buscando avaliar as modificações do processo
produtivo que contribuam para o melhor comportamento da superfície fase ao
funcionamento do motor.
• Variação do fluido lubrificante, que para aplicação em motores apresenta
grande diversidade no mercado, aplicando as mesmas condições de ensaio
consideradas neste trabalho.

Produção Científica no Período 57
PRODUÇÃO CIENTÍFICA NO PERÍODO (Março 2006 – Março 2008)
MATOS R, PINTÁUDE G., Avaliação do período de amaciamento de cilindros
de motores a combustão interna em ensaio de bancada dinamométrica por meio da
rugosidade de superfície, Congresso CEBCIMAT 2008 CDROM.

Referências 58
REFERÊNCIAS
ABE, Ricardo. Leitura e Interpretação dos Resultados de Controle Rugosidade.
Apostila, Renault do Brasil, Curitiba-PR. p. 5. 2001.
AMERICAN SOCIETY FOR METALS. Friction, Lubrication and Wear Technology In:
Metals Handbook, vol. 18, p 1879. 1992
AMERICAN SOCIETY FOR METALS. Surface engineering. In: Metals Handbook,
vol. 5, p 2535. 1994.
AMERICAN SOCIETY OF MECHANICAL ENGINEERS. ASME B46.1-1995 Surface
texture (Surface roughness, waves and lay). ASME, New York, NY. p. 111. 1995
BLAU, Peter J. On the nature of running-in, Tribology International, vol. 38,
p.1007–1012. 2005.
BRUNETTI, C. Efeito da preparação de corpos-de-prova na vida em fadiga de
contato de rolamentos de ferro fundido nodular austemperado. Dissertação de
mestrado. UTFPR, Curitiba-PR. p.116. 2008.
CARVALHO, M. V. Análise do brunimento de cilindro de blocos de motores em
ferro fundido de grafita compacta (CGI). Instituto Tecnológico de Aeronáutica, São
José dos Campos – SP, p. 152. 2007.
DECENCIÈRE Etienne , JEULIN Dominique, Morphological decomposition of the
surface topography of an internal combustion engine cylinder to characterize,
Wear, vol. 249, p. 482–488. 2001.
GREENWOOD, J. A.; WILLIAMSON, J. B. P. Contact of nominally flat surfaces.
Proc. Royal Soc. London Ser. A, v.295, 1966.
HOMMELWERKE GMBH, Surface Texture Analysis The Handbook, Sunnen – ST.
Louis, MO U.S.A, p. 104. 1992.

Referências 59
HUTCHINGS, I. M. Tribology: friction and wear of engineering materials, Ed.
Butterworth - Heinemann. Oxford, p. 273. 1992.
MICHEL, P. LA PREPARATION DES MOTEURS, Ed. Éditions Techniques pour
l’automobile et l’industrie. p. 206. 1991.
McCOOL, J. I. Comparison of models for the contact of rough surfaces. Wear,
v.107 , 1986.
MUMMERY, L. Surface Texture Analysis. The Handbook. Ed. Hommelwerke
GMBH. West Germany, p105. 1992.
NETO, Nilo M.; PEDROSO, Eliseu E. A. Avaliação da pintura do veículo em função
da rugosidade do metal. In: QUALIFICAÇÃO DE CHAPAS PARA A INDÚSTRIA
AUTOMOBILÍSTICA, II Worshop, 1999, São Paulo. Anais. São Paulo: Escola
Politécnica da USP, 1999.
PAWLUS, Pawel, “A study on the functional properties o honed cylinder surface
during running-in”, Wear, Vol 176, p. 247-254. 1994.
PAWLUS, Pawel, “Change of cylinder surface topography in initial stage of
engine life”, Wear, Vol. 209, p. 69-83. 1997
TOMANIK, Eduardo. Cálculo de situações críticas de lubrificação em superfícies
deslizantes. In: DESAFIOS, EXPECTATIVAS E EXPERIÊNCIAS NA PRODUÇÃO
E UTILIZAÇÃO DE LUBRIFICANTES: UMA ABORDAGEM COOPERATIVA, I
Worshop, 2000, São Paulo. Anais. São Paulo: Escola Politécnica da USP, 2000.
TOMANIK, Eduardo. Modelling of the asperity contact área on actual 3D
surfaces, SAE International, p. 7. 2005
VOLCI, G. Comportamento tribológico do anel do primeiro canalete em
motores operando em sistema flex fuel. Dissertação de Mestrado, UFPR,
Curitiba-PR. p.52, 131. 2007.

Referências 60
SCHIMIDT, Marcos Antonio ; Brunimento em ferro fundido cinzento utilizando
ferramente tipo bucha com grãos de diamante Dissertação de mestrado.
Florianópolis: UFSC, p. 240. 1999.
TUNG Simon C., MCMILLAN Michael L.. Automotive tribology overview of
current advances and challenges for the future, Tribology International vol. 37 p.
517–536. 2004
SCHMÄHLING, J; HAMPRECHT, F. A., Generalizing the Abbott-Fireston curve by
two new surface description, Wear, vol. 262 2007 p. 1360-1371.
SRIVASTAVA, D. K.; AGARWAL A. K.; KUMAR J. Effect of liner surface
properties on wear and friction in a non-firing engine simulator. Materials and
Design, vol. 28, p. 1632-1640. 2007

Apêndice A – Monitoramento do motor durante o ensaio 61
APÊNDICE A – MONITORAMENTO DO MOTOR DURANTE O ENSAIO
Os motores utilizados recebem instrumentações e adaptações a fim de garantir
o monitoramento de suas variáveis e repetibilidade das condições de ensaio entre os
diferentes motores. Para tal atividade o sistema conta com sistema de
monitoramento de incerteza rastreado a rede brasileira de calibração RBC.
O controle do funcionamento do motor durante a realização dos ciclos de ensaio
são realizadas pelo software de automação da bancada conforme relacionados
abaixo.
Variáveis coletadas da bancada de ensaios de motor:
- Rotação do motor (rpm);
- Torque do motor (Nm);
- Temperatura e umidade do ar de admissão (°C/%);
- Temperatura de saída da água do motor (°C);
- Temperatura de entrada da água do motor (°C);
- Temperatura do óleo na galeria (°C);
- Temperatura do óleo no carter (°C);
- Temperatura dos gases de escapamento global (°C);
- Temperatura do combustível (°C);
- Pressão de entrada da água do motor (mbar);
- Pressão de saída da água do motor (mbar);
- Pressão do óleo na galeria do bloco motor (bar);
- Pressão do cárter inferior (mbar);
- Pressão de combustível (bar);
- Pressão de escapamento global logo após o coletor de escapamento
(mbar);
- Pressão do coletor de admissão (mbar);

Apêndice A – Monitoramento do motor durante o ensaio 62
- Razão estequiométrica dos gases de escapamento (lambda);
- Consumo de combustível. (g/kwh);
- Vazão de água do motor (m3/h);
Variáveis coletadas do modulo de injeção:
- Avanço de ignição (°);
- Avanço de ignição corrigido (°);

Anexo A – Relatório de análise do óleo Lubrificante 63
ANEXO A – RELATÓRIO DE ANÁLISE DO ÓLEO LUBRIFICANTE.

Anexo A – Relatório de análise do óleo Lubrificante 64

Anexo B – Especificação do óleo lubrificante 65
ANEXO B – ESPÉCIFICAÇÃO DO ÓLEO LUBRIFICANTE

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo















![Tutorial Manutenção Site Wordpress 3.7 [VERSÃO PILOTO]](https://img.document.onl/doc/110x75/55709eb1d8b42a5d288b462a/tutorial-manutencao-site-wordpress-37-versao-piloto.jpg)