Embed Size (px)
Citation preview

ADILSON RIBEIRO
ANGELO CAMPOS FERREIRA
CARLOS ALBERTO FERRAIOLI JUNIOR
IVAN PEREIRA DE GODOI
REDUÇÃO DE FALHAS EM INDÚSTRIA DE
EMBALAGEM
Monografia de Conclusão do CEAI - Curso de
Especialização em Administração Industrial –
da Escola Politécnica da Universidade de São Paulo
São Paulo
2008
3º Quadrimestre

1
ADILSON RIBEIRO
ANGELO CAMPOS FERREIRA
CARLOS ALBERTO FERRAIOLI JUNIOR
IVAN PEREIRA DE GODOI
REDUÇÃO DE FALHAS EM INDÚSTRIA DE
EMBALAGEM
Monografia de Conclusão do CEAI - Curso de
Especialização em Administração Industrial –
da Escola Politécnica da Universidade de São Paulo
Orientador: Prof. Dr. Reinaldo Pacheco da Costa
São Paulo
2008
3º Quadrimestre

2
AGRADECIMENTOS
Agradecemos ao corpo docente da Fundação Carlos Alberto Vanzolini, especialmente à
equipe do CEAI (Curso de Especialização em Administração Industrial), pelas oportunidades
que nos foram dadas para aperfeiçoar nossos conhecimentos e amadurecer nossas opiniões.
Aos colegas de equipe ao longo do curso, pelo espírito de camaradagem e colaboração na
realização dos trabalhos.
Aos colegas do TCC (Trabalho de Conclusão de Curso), pela união e volume de idéias
apresentadas para a realização.
Aos nossos familiares, pela paciência e tolerância da nossa ausência durante a consecução
deste Curso.
Consideramos-nos privilegiados da nossa maturidade e inteligência, tornando capaz de nos
levar a entender a necessidade do “saber” continuado para contribuirmos, de fato, com a
sociedade, beneficiando, sobretudo, aqueles profissionais que necessitarem de uma consulta
técnica e objetiva relacionada ao trabalho exposto.

3
RESUMO
Este trabalho tem o propósito de orientar os profissionais envolvidos na área de produção de
frascos de Polietileno de Alta Densidade (PEAD), tratando, especificamente, do processo de
extrusão. Buscaremos mostrar, passo a passo, como tratar as ocorrências de defeitos mais
graves e freqüentes, e como encontrar solução para o problema, adotando procedimentos de
modo a evitar que produtos fabricados com defeitos cheguem ao cliente final.
As dificuldades encontradas no levantamento dos dados, na análise das fases do processo e no
estudo das melhores alternativas para a solução constituíram um desafio para que a equipe
chegasse a uma solução, no caso, aquela baseada no fato de ser economicamente viável.
O principal obstáculo encontrado foi resolver o problema e principalmente manter materiais
recicláveis no processo de fabricação de frascos plásticos, para não afetar diretamente o custo
do produto e, ao lado disso, atender à filosofia da empresa com relação a cadeia produtiva ao
se adotar procedimentos e métodos “politicamente corretos” para o meio ambiente.
No início, enxergávamos apenas ações sobre os equipamentos, seus periféricos e as matérias
primas. Posteriormente, visualizamos a solução definitiva, focada na necessidade de o cliente
não receber frascos com defeito, incluindo-se a falha de vazamento de produto.
Com o levantamento e análise dos dados, mostrou-se extremamente alto o índice de
vazamentos de lubrificantes em frascos na ordem de 200.000 ppm. Nossa meta, a princípio
arrojada, foi trabalhar com, no máximo, 50 ppm de defeito.
A partir da aplicação das ferramentas da qualidade foi possível traçarmos um panorama do
problema, observarmos sua abrangência, o que nos levou, por conseguinte, a definirmos
soluções. Aquela que adotamos é uma solução viável economicamente, e que envolve a
padronização e o treinamento operacional, alterações de ferramental de processo e a
instalação de um dispositivo de teste “passa não passa” no frasco pronto, localizado na saída
da máquina.
Todo frasco forçosamente passa por este dispositivo (que é conduzido por uma esteira
transportadora), e recebe tratamento de teste de pressão por um determinado tempo. Se a
pressão aplicada dentro do frasco tiver uma queda de 5 milibares, um dispositivo de rejeição
expulsa o frasco da esteira transportadora antes de chegar à bandeja de embalagem final.
Os indicadores posteriores à implantação do dispositivo mostraram uma redução abaixo dos
50 ppm na linha de produção, solucionando definitivamente o problema de falhas no frasco
junto ao cliente final.

4
SUMÁRIO
LISTA DE FIGURAS................................................................................................................ 5
LISTA DE TABELAS............................................................................................................... 6
LISTA DE SIGLAS................................................................................................................... 7
1. INTRODUÇÃO .................................................................................................................... 8
1.1. OBJETIVOS DO TRABALHO ................................................................................................ 8 1.2. RELEVÂNCIA DO TEMA ..................................................................................................... 8
2. FUNDAMENTAÇÃO TEÓRICA ....................................................................................... 9
2.1 CICLO PDCA ..................................................................................................................... 9 2.2. DIAGRAMA DE ISHIKAWA ............................................................................................... 11 2.3. BRAINSTORMING ............................................................................................................ 11 2.4. PRINCÍPIO DE PARETO ..................................................................................................... 12 2.5. ANÁLISE DE SWOT ........................................................................................................ 13 2.6. AS CINCO FORÇAS DE PORTER ........................................................................................ 13 2.7 PROCESSO DE EXTRUSÃO ................................................................................................. 14
3. HISTÓRICO ....................................................................................................................... 15
3.1. A EMPRESA ..................................................................................................................... 15 3.2. O PROCESSO GLOBAL DO PEAD ATÉ A FABRICAÇÃO DOS FRASCOS PLÁSTICOS .............. 16 3.3. O PRODUTO .................................................................................................................... 17 3.4. O MERCADO ................................................................................................................... 18 3.4.1. Forças de Porter ..................................................................................................... 18 3.4.2. Análise SWOT ........................................................................................................ 19
3.5. APRESENTAÇÃO DO PROBLEMA ...................................................................................... 19
4. PROPOSTA DE SOLUÇÃO ............................................................................................. 21
4.1. COLETA DE DADOS .......................................................................................................... 21 4.2. PLANEJAMENTO DA SOLUÇÃO ........................................................................................ 23
5. DISCUSSÃO DOS RESULTADOS .................................................................................. 29
6. CONCLUSÃO ..................................................................................................................... 32
ANEXO 1: EXPLICAÇÃO DO FLUXO DE PRODUÇÃO GERAL ................................ 33
ANEXO 2: EXPLICAÇÃO DO FLUXO DE PRODUÇÃO EXTRUSÃO ........................ 35
ANEXO 3: FOTOS DOS DEFEITOS .................................................................................. 37
ANEXO 4: CONTEÚDO DA ATA DO BRAINSTORMING ............................................ 44
ANEXO 5: ISHIKAWA ......................................................................................................... 46
ANEXO 6: DIAGRAMA DE RELAÇÕES .......................................................................... 47
ANEXO 7: MASP ................................................................................................................... 48
ANEXO 8: CHECK LIST ...................................................................................................... 60
ANEXO 9: INSPEÇÃO DE RECEBIMENTO .................................................................... 61
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................. 62

5
LISTA DE FIGURAS
FIGURA 2.1: CICLO PDCA ......................................................................................................... 10 FIGURA 3.1: ORGANOGRAMA DA MANUFATURA ....................................................................... 16 FIGURA 3.2: FLUXOGRAMA DA CADEIA PRODUTIVA .................................................................. 16 FIGURA 3.3.1: ESTRUTURA DO FRASCO ..................................................................................... 17 FIGURA 3.3.2: FLUXOGRAMA DO PROCESSO DE FABRICAÇÃO DE FRASCO - SOPRADORA ........... 17 FIGURA 3.4.1: FORÇAS DE PORTER ............................................................................................ 18 FIGURA 3.4.2: ANÁLISE SWOT ................................................................................................. 19 FIGURA 4.1: PARETO DOS DESVIOS ............................................................................................ 23 FIGURA 4.2.1: BRAINSTORMING ................................................................................................ 25 FIGURA 4.2.2: DIAGRAMA DE ISHIKAWA ................................................................................... 26 FIGURA 4.2.3: DIAGRAMA DE RELAÇÕES .................................................................................. 27 FIGURA 5.1: DISPOSITIVO DE TESTE “PASSA/NÃO PASSA” .......................................................... 29 FIGURA 5.2: NOVO FLUXOGRAMA DO PROCESSO DE FABRICAÇÃO DE FRASCO - SOPRADORA .... 30 FIGURA 5.3: GRÁFICO DA EVOLUÇÃO DE DEFEITOS EM FRASCOS ............................................... 31

6
LISTA DE TABELAS
TABELA 4.1.1: LEVANTAMENTO DE DADOS NO CAMPO ............................................................. 21 TABELA 4.1.2: TABELA DA SÍNTESE DO LEVANTAMENTO DE DADOS NO CAMPO ...................... 22 TABELA 4.2: EQUIPE MULTIDISCIPLINAR DE TRABALHO ............................................................ 25 TABELA 5.1: DADOS DA CURVA DE MELHORIA .......................................................................... 31
7
LISTA DE SIGLAS
Estanqueidade - Termo coloquial utilizado para inferir o quanto uma tampa está vedando no
bocal de um frasco plástico. Estanqueidade boa significa que o conjunto tampa/bocal está bem
uniforme e não permite o líquido vazar.
h - Abreviação da grandeza tempo “Hora”.
kW/h - Unidade de medição de consumo de energia elétrica “Kilowatt por hora”.
L - Abreviação da quantidade de líquido (neste caso, óleo lubrificante) “Litro”.
mL - Abreviação da quantidade de líquido “Mililitro”.
milibar - Unidade de pressão “bar/1000”.
mm - Abreviação de unidade de medição dimensional “milímetro”.
Monocamada - Nome dado ao frasco que é produzido a partir de uma única extrusora.
NQA - Nível de Qualidade Assegurada.
PARIZON - Tubo de plástico derretido a 200°C, circular, oco, com espessura de 2 mm e
comprimento 35% maior em relação à altura do frasco que está sendo fabricado. O parizon é
posicionado no molde para que o pino de sopro seja injetado de ar comprimido. Durante
10 segundos, aproximadamente, o parizon se molda ao desenho interno da cavidade do molde;
então começa a esfriar (o molde está á 5°C), adquirindo dureza e todas as outras propriedades
inerentes ao polietileno frio.
PCR - Polietileno Coletado e Reciclado. É um material plástico de alta densidade, fabricado a
partir de embalagens coletadas em campo, que são lavadas, moídas, extrudadas e granuladas
para uso na indústria plástica geral. Possui características técnicas inferiores ao material
virgem ou ao reciclado do processo, por ter como origem a mistura de diversas embalagens de
produtos químicos diferentes.
PDCA - Planejar, Executar, Controlar, Agir.
PEAD - Polietileno de Alta Densidade.
PEAD Virgem - Polietileno que ainda não sofreu processamento. Matéria-prima nova.
PEBD Corante - Polietileno de Baixa Densidade. Dopado com cores diversas, é usado em
pequena quantidade na mistura da receita de materiais de um frasco para dar a cor ao mesmo.
ppm - Parte Por Milhão. Amostra de n frascos encontrados num universo de 1.000.000
frascos avaliados ou produzidos.

8
1. INTRODUÇÃO
Este trabalho é um material metódico para a compreensão e elaboração de propostas de
solução para linha de produção industrial. Utilizando raciocínio baseado no PDCA e
ferramentas de análise estatística da qualidade, este documento mostra as fases de
planejamento, execução, controle e ajuste de ações tomadas para tratar do problema de
vazamento em frascos de PEAD, cujo processo de fabricação é muito instável.
O objetivo maior deste estudo é determinar e implementar melhorias para tornar esse
processo de fabricação capaz de garantir a qualidade final do produto. Foi utilizado o Método
de Análise de Solução de Problema (MASP), e isso se deu em virtude da necessidade de
precisão e abrangência da análise, além do fato de que foram necessárias modificações e
adaptações na linha de produção, com alteração em seu layout original, com a inclusão de
novos equipamentos e procedimento operacional padrão.
1.1. Objetivos do Trabalho
Os objetivos do trabalho são:
� Apresentar uma solução tecnológica economicamente viável para inspecionar 100%
de frascos produzidos em linha;
� Aplicar procedimentos específicos nas fases do processo a fim de reduzir a incidência
de furos – de 200.000 ppm para 50 ppm;
� Comprovar da eficácia das ferramentas da Qualidade.
1.2. Relevância do Tema
Tudo aquilo que nos parece problemas ou defeitos, interferindo nos resultados da
produtividade do equipamento, nos parâmetros e especificações de um projeto de máquina
sofisticado, que foi elaborado com as melhores técnicas de engenharia, utilizando recursos
tecnológicos avançados, enfim, essa categoria de falha nos impulsiona ao grande desafio que
é o de encontrar a solução mais economicamente viável e de maior praticidade operacional.
Encontrar soluções exige o estudo, a experiência profissional, o poder da observação
detalhada do processo em questão, enfim, uma grande dedicação dos envolvidos.Mas nada
disso terá importância, se a solução definida não se traduzir em benefício para:

9
� A Empresa:
Seria resultado satisfatório aquele que toca o fator econômico, incidindo, por exemplo,
na redução da mão-de-obra e do re-trabalho, na melhoria da produtividade, na redução dos
custos de produção, dos custos de assistência técnica, redução do risco de processos de lucro
cessante provenientes dos distribuidores, melhoria da posição competitiva no mercado; seria
resultado esperado, também, a confiabilidade no produto fabricado e entregue ao cliente.
� O Cliente Distribuidor:
É uma expectativa a ser atendida, não receber produtos com defeitos de fabricação, o
que implica, para a empresa, a redução da movimentação do estoque (para a retirada das
caixas contendo frascos com vazamento de óleo), a limpeza da área de estocagem, os atrasos
na entrega aos postos de vendem ao consumidor final, etc.
� O Meio Ambiente:
Trata-se de um benefício a ser levando em conta a eliminação do risco de poluição
pelos óleos provenientes dos vazamentos, adotando-se práticas como a redução de frascos
furados com resíduos de óleos e a política de reciclagem.
2. FUNDAMENTAÇÃO TEÓRICA
2.1 Ciclo PDCA
O Ciclo PDCA foi idealizado por Shewharte, e mais tarde aplicado por Deming no uso de
estatísticas e métodos de amostragem.
O Ciclo PDCA nasceu no escopo da tecnologia TQC (Total Quality Control) como
uma ferramenta que melhor representava o ciclo de gerenciamento de uma atividade. O
conceito do Ciclo evoluiu ao longo dos anos, vinculando-se à idéia segunda a qual uma
organização qualquer, encarregada de atingir um determinado objetivo, necessita planejar e
controlar as atividades a ela relacionadas.
O Ciclo PDCA compõe-se do conjunto de ações em seqüência, a qual é dada pela
ordem das letras que compõem a sigla. Vejamos: P(to plan: planejar), D(to do: fazer,
executar), C(to check: verificar, controlar), e A (to act: agir, atuar corretivamente). Abaixo a
ilustração dessa composição:

10
FIGURA 2.1: CICLO PDCA
De modo geral, podemos estabelecer da seguinte forma aquilo que concerne a cada uma
dessas etapas:
� Planejamento: Definição do Problema e seus Limites
Levantamento dos dados estatísticos dos problemas no processo de fabricação.
Identificam-se: indicador; brecha de desempenho e seu impacto; requisitos do projeto em
estudo; custos e benefícios potenciais; recursos.
� Execução: Registro e Análise dos Dados
Estabelecer estratificação e quantificação dos dados para verificação e identificação da
causa e da melhor solução.
Também envolve plano de ação para implementação das correções e/ou modificações no
processo e teste da solução.
� Controle: Validação da Eficácia da Solução Aplicada
Tomada de medições dos resultados das ações.
� Ajuste de Ações: Estabelecimento de Controle
Correções e ajustes das ações tomadas;
Uso das Lições Aprendidas;
Padronização e controle do processo;
Eliminação de ações pendentes;
Retorno do investimento nas melhorias e modificações executadas;
Resultado financeiro para a empresa.
CICLO PDCA
Checar alterações E definir próximos
Passos
Estudar os Resultados
Executar o Plano
Planejar a Mudança Para alcançar A melhoria

11
2.2. Diagrama de Ishikawa
O Diagrama de Ishikawa foi originalmente proposto pelo engenheiro químico Kaoru
Ishikawa, em 1943, e aperfeiçoado nos anos seguintes.
Esse sistema permite estruturar hierarquicamente as causas de determinado problema
ou as oportunidades de melhoria, bem como seus efeitos sobre a qualidade dos produtos.
O diagrama também é conhecido como 6M, pois, em sua estrutura, todos os problemas
podem ser classificados como sendo de seis tipos diferentes, nomeados com a inicial “m”,
método; matéria-prima; mão-de-obra; máquinas; medição e meio ambiente.
Ishikawa observou que embora nem todos os problemas pudessem ser resolvidos por
essa ferramenta, ao menos 95% poderiam ser, e qualquer trabalhador fabril poderia fazer uso
efetivo delas.
Apesar de algumas dessas ferramentas já serem conhecidas há algum tempo, Ishikawa
as organizou com vistas especificamente ao aperfeiçoamento do Controle de Qualidade
Industrial nos anos 60. Talvez o alcance maior dessas ferramentas tenha sido a instrução dos
Círculos de Controle de Qualidade (CCQ). Seu sucesso surpreendeu a todos, especialmente
quando foram exportadas do Japão para o ocidente. O sucesso do Gerenciamento da
Qualidade foi responsável pelos muitos acréscimos na qualidade dos produtos japoneses e,
posteriormente, dos produtos e serviços de classe mundial.
Não há restrições para se implementar o diagrama de Ishikawa. As empresas que
preferem ir além dos padrões convencionais podem identificar e demonstrar, em diagramas
específicos, a origem de cada uma das causas do efeito; isto é, as causas das causas do efeito.
Desse modo, a riqueza de detalhes pode ser determinante para uma melhor qualidade dos
resultados do projeto, pois quanto mais informações disponíveis sobre os problemas da
empresa, maiores serão as chances de sucesso na resolução dos problemas.
2.3. Brainstorming
O brainstorming (ou tempestade cerebral) é uma técnica de dinâmica de grupo; consiste em
explorar a potencialidade criativa do indivíduo, colocando-a a serviço de seus objetivos. Essa
técnica foi criada pelo publicitário americano Alex Faickney Osborn, que viu no
brainstorming uma importante ferramenta para o estímulo da criatividade.

12
A técnica brainstorming propõe que um grupo de pessoas – de uma até dez pessoas –
se reúna e utilize de suas diferenças para chegar a uma conclusão qualitativa e eficaz,
gerando, inclusive, idéias inovadoras para o prosseguimento do projeto.
A técnica tem várias aplicações, mas é freqüentemente usada em:
♦ Desenvolvimento de novos produtos - obter idéias para novos produtos e efetuar
melhoramentos nos já existentes.
♦ Resolução de problemas – usadas para medir conseqüências, propor soluções alternativas;
contribui na análise de impacto e na avaliação.
♦ Gestão de processos – empregadas para encontrar formas de melhorar os processos
comerciais e de produção.
O brainstorming pode ser dividido em três partes principais, definidas pela sua
função/tarefa: encontrar os fatos; gerar idéia; encontrar a solução.
Nenhuma idéia dada durante o processo de levantamento de informações é descartada
ou julgada como errada ou absurda. Todas as idéias são ouvidas e trazidas até o processo de
brainwrite, que constitui na compilação ou anotação de todas as idéias ocorridas no processo
de brainstorming, que foram realizadas em uma reunião com alguns participantes da sessão
de brainstorming; as idéias evoluem, enfim, até a chegada da solução efetiva.
2.4. Princípio de Pareto
O Princípio de Pareto foi criado pelo político, sociólogo e economista italiano Vilfredo Pareto
em 1897, ao elaborar um estudo sobre a distribuição de renda. Por este, percebeu-se que a
distribuição de riqueza não se dava de maneira uniforme, mas com grande concentração de
riqueza (80%) nas mãos de uma pequena parcela da população (20%).
Mais tarde o Princípio de Pareto foi estendido a outras situações concernentes a
definição do tamanho dos problemas e principalmente para definir os principais ofensores,
tais como controle de estoque, fornecedores, vendas, lucratividade, qualidade, resolução de
problemas, etc. Isso porque, é possível construir uma curva ABC para classificar as
informações e, dessa forma, separar os itens de maior importância, os quais representam,
justamente, 80% dos valores.

13
2.5. Análise de SWOT
A Análise SWOT é uma ferramenta simples, utilizada na análise de cenário, podendo ser
também empregada na verificação da posição estratégica da empresa no ambiente.
A técnica é creditada a Albert Humphrey, que liderou um projeto de pesquisa na
Universidade de Stanford nas décadas de 1960 e 1970, usando dados da revista Fortune das
500 maiores corporações. O termo SWOT é uma sigla do acrônimo inglês Forças (Strengths),
Fraquezas (Weaknesses), Oportunidades (Opportunities) e Ameaças (Threats).
A análise de cenário se divide em: ambiente interno (Forças e Fraquezas) e ambiente
externo (Oportunidades e Ameaças).
As forças e fraquezas são determinadas pela posição atual da empresa e se relacionam,
quase sempre, a fatores internos. Já as oportunidades e ameaças são antecipações do futuro e
estão relacionadas a fatores externos.
O ambiente interno pode ser controlado pelos dirigentes da empresa, uma vez que é
resultado das estratégias de atuação definidas pelos próprios membros da organização. Desta
forma, durante a análise, os pontos fortes revelados devem ser ressaltados ao máximo; os
pontos fracos, por sua vez, devem levar a organização a agir, para controlá-los ou, ao menos,
minimizar seu efeito.
Já o ambiente externo está totalmente fora do controle da organização. A despeito
disso, a empresa deve conhecê-lo e monitorá-lo com freqüência, de forma a aproveitar as
oportunidades e evitar as ameaças. Evitar ameaças nem sempre é possível; no entanto, pode-
se fazer um planejamento para enfrentá-las, minimizando seus efeitos.
2.6. As cinco Forças de Porter
O modelo das Cinco Forças de Porter foi concebido por Michael Porter, em 1979, e destina-se
à análise da competição entre empresas. Nele são considerados cinco fatores – as "forças"
competitivas –, que devem ser estudados para que, segundo o autor, seja possível desenvolver
uma estratégia empresarial eficiente.
Porter refere-se a essas forças como micro ambiente, em contraste com o termo mais
geral, macro ambiente. Utiliza-se dessas forças uma empresa que tem afetado a sua
capacidade para servir e para obter lucros, por isso, uma mudança em qualquer uma das forças

14
normalmente requer uma nova pesquisa (análise), que inclui a re-avaliação do mercado.
Vejamos isso em pormenor.
As cinco forças de Porter são:
� Rivalidade entre os concorrentes: para a maioria das indústrias, esse é o principal
determinante da competitividade do mercado. Às vezes rivais competem agressivamente, não
só em relação ao preço do produto, mas também em relação à inovação, ao marketing, etc.
� Poder de Negociação dos clientes: os clientes exigem mais qualidade por um menor preço
de bens e serviços. Isso se reflete na competição com a indústria, forçando os preços para
baixo. Os concorrentes jogam uns contra os outros.
� Poder de Negociação dos fornecedores: também descrito como mercado de insumos,
entende que fornecedores de matérias-primas, componentes e serviços podem ser uma fonte
de poder. Fornecedores podem recusar-se a trabalhar com determinada empresa ou lhe cobrar
preços excessivamente elevados para recursos únicos, por exemplo.
� Ameaça de Entrada de Novos Concorrentes: muitas empresas entram no mercado com o
desejo de conseguir uma fatia de um setor e, freqüentemente, recursos substanciais. Caso haja
barreiras, isso dificultará a sua inserção no novo mercado.
� Ameaça de produtos substitutos: a existência de produtos (bens e serviços) substitutos no
mercado, aqueles que desempenham funções equivalentes ou parecidas, é uma condição
básica de barganha e que pode afetar as empresas.
2.7 Processo de Extrusão
A extrusão é um processo de produção semi-contínua de componentes mecânicos, em que o
material é forçado através de uma matriz, adquirindo a forma pré-determinada pelo projetista.
Em geral a configuração das formas, chamadas de “matrizes de extrusão”, é
transversal e vazada, mas também pode ser cheia. Em função de sua construção sólida e
resistente, a geometria da matriz não se altera pelo uso contínuo, tendo, assim, uma vida útil
longa.
O processo de extrusão é executado de duas maneiras distintas e que são dependentes
da temperatura e da ductilidade. A primeira é a extrusão a quente, e a segunda, a frio.
A extrusão a quente é semelhante ao processo de injeção, em que o produto é injetado
em alta pressão e temperatura, numa fôrma vazada, ou passa através de um molde de injeção

15
contínua, tomando a forma de peça sólida semi-acabada ou a de vergalhão, para ser cortado
no comprimento desejado. A extrusão a frio é semelhante ao processo de extrusão a quente;
porém, é a ductilidade do material a ser trabalhado o principal parâmetro na escolha do
processo.
Dizemos que a extrusão é a produção semi-contínua dos componentes fabricados, pois
as peças em geral são bastante longas, mas esse seu comprimento é limitado pela quantidade
de material inserido na cavidade onde age o pistão injetor.
3. HISTÓRICO
3.1. A Empresa
A Graham Packaging é uma empresa líder mundial na fabricação e venda de embalagens
plásticas. A empresa cria e personaliza, através de desenhos avançados, engenharia e
tecnologia de ponta, recipientes plásticos para alimentos, bebidas, produtos de higiene e
limpeza, produtos químicos e lubrificantes para automóveis. Desse modo, a empresa oferece
aos seus clientes embalagens inovadoras e personalizadas, o que ajuda a construir e melhorar
suas marcas.
A Graham Packaging é o principal fornecedor de embalagens plásticas para óleo
lubrificante nos Estados Unidos da América, no Canadá e no Brasil. No país, seus principais
clientes são a Petrobras, a Texaco, a Shell e a Castrol.
A Planta de São Paulo tem 7.000 metros quadrados: 1.000m² de escritórios; 3.500m²
de área de máquinas e produção; 2.500m² para estoque interno de resina, rótulos e produto
acabado. As linhas de produção funcionam de segunda a sábado durante três turnos de 8 horas
e, quando a demanda aumenta, ocorrem turnos extras aos domingos. Apresentamos, abaixo, o
esquema de estruturação da manufatura:

16
FIGURA 3.1: ORGANOGRAMA DA MANUFATURA
A empresa montou esse organograma com um número otimizado de colaboradores,
mas suficiente para manter a qualidade dos produtos na divisão industrial.
3.2. O Processo global do PEAD até a fabricação dos frascos plásticos
A cadeia produtiva da fabricação de frascos plásticos pode ser visualizada da seguinte maneira:
FIGURA 3.2: FLUXOGRAMA DA CADEIA PRODUTIVA
GERENTE INDUSTRIAL
COORDENADOR DE PCP E LOGISTICA
COORDENADOR DA QUALIDADE
COORDENADOR DE ASSITÊNCIA
TECNICA
OPERADOR DE MÁQUINA
LIDER DE TURNO
SUPERVISOR DE
MANUTÊNÇÃO
INSPETOR DA QUALIDADE
ANALISTA DE LOGISTICA
MECÂNICOS DE MANUTÊNÇÃO
EQUIPE KAIZEN
AJUDANDE DE SERVIÇOS GERAIS
EMPILHADORES
AUXILIAR ADM
ELETRICISTAS DE
MANUTÊNÇÃO
AUXILIAR ADM

17
Esse fluxo do processo de fabricação mostra a relação cliente/fornecedor com o
detalhamento das fases logísticas aplicadas. Mas os pormenores de cada fase encontram-se no
Anexo 1.
3.3. O Produto
A Graham fabrica principalmente embalagens de Polietileno de Alta Densidade (PEAD). O
frasco em que aplicaremos a melhoria possui materiais, em sua “receita” de mistura, cuja
estrutura é apresentada a seguir:
FIGURA 3.3.1: ESTRUTURA DO FRASCO
O frasco recebe um rótulo com as principais inscrições do produto e propaganda. A
aplicação desse rótulo se dá por meio de um processo de transferência a quente (heat transfer
a 200 °C).
As máquinas que fabricam esses frascos são denominadas de “sopradores”. Eles se
compõem basicamente dos subsistemas demonstrados no fluxo abaixo. Esse fluxograma
mostra, aliás, as partes que formam a sopradora:
FIGURA 3.3.2: FLUXOGRAMA DO PROCESSO DE FABRICAÇÃO DE FRASCO - SOPRADORA
FRASCOFRASCO
PEAD Virgem
42% (19,4g)
PEAD Virgem
42% (19,4g)
PEAD Reciclado do Processo45% (19,4g)
PEAD Reciclado do Processo45% (19,4g)
PEBDCorante 3% (1,62g)
PEBDCorante 3% (1,62g)
Reciclado Externo PCR 10% (4,32g)
Reciclado Externo PCR 10% (4,32g)
FRASCOFRASCO
PEAD Virgem
42% (19,4g)
PEAD Virgem
42% (19,4g)
PEAD Reciclado do Processo45% (19,4g)
PEAD Reciclado do Processo45% (19,4g)
PEBDCorante 3% (1,62g)
PEBDCorante 3% (1,62g)
Reciclado Externo PCR 10% (4,32g)
Reciclado Externo PCR 10% (4,32g)

18
Já descrevemos atrás a estocagem na fábrica e o transporte pneumático. Vale dizer,
agora, que a partir da estocagem na fábrica, começa o tratamento específico da fabricação
propriamente dita. As explanações para cada fase encontram-se no Anexo 2.
3.4. O Mercado
Os principais clientes de frascos plásticos são a Bayer, a Monsanto, a Singenta, a Basf, a
Casas Fernandes, a Shell, a Petrobrás, a Ipiranga, a ELF, a HTH, entre outros. Os números
apurados pelo departamento de vendas indicam que em 2008 foram vendidos 2,3 milhões de
frascos em média por mês.
O mercado de embalagens plásticas é muito exigente com a qualidade total do
produto, porque é responsável pela primeira impressão do comprador e, por isso, deve
transmitir beleza, segurança, estanqueidade e todas as informações inerentes ao conteúdo.
3.4.1. Forças de Porter
As cinco forças de Porter foram apresentadas anteriormente. Aqui, mostramos a
interação entre a solução do vazamento em frascos e o impacto no mercado.
FIGURA 3.4.1: FORÇAS DE PORTER
Com a análise das cinco forças de Porter, concluímos que o mercado de plásticos
oferece uma grande oportunidade para uma empresa que deseja fazer um trabalho

19
diferenciado, inovando com a utilização de novas tecnologias e se destacando com métodos
de trabalho motivadores tanto para os clientes como para os funcionários.
3.4.2. Análise SWOT
Com o objetivo de mostrar ao nosso leitor o cenário da nossa empresa, apresentamos
abaixo uma análise SWOT.
FIGURA 3.4.2: ANÁLISE SWOT
O estudo acima evidencia que o mercado de frascos plásticos exige alta qualidade com
preço competitivo, forçando a empresa á ter um baixo custo de produção, atenção aos
entrantes no mercado e saber quais são as necessidades dos clientes, além de como a
concorrência os trata, é fundamental para se oferecer um serviço e um produto diferenciado,
que posicione a empresa sempre à frente da concorrência.
3.5. Apresentação do Problema
Desde quando as embalagens plásticas chegaram ao mercado nacional, a ocorrência de furos
esteve sempre presente, em geral ocasionando vazamentos do conteúdo. Esse problema é
crítico pelo fato de que a principal função de uma embalagem é conter/proteger o conteúdo de
seu interior, evitando que ele vaze, migre ou que seja contaminado por impurezas advindas do
meio externo (água, oxigênio, ozônio, raios UV, etc.).
No nosso estudo, faremos uma analise do problema VAZAMENTO num frasco de
polietileno de alta densidade, conforme o Anexo 3. Trata-se de um frasco de 54g, com
variantes de cor (em vermelho, preto, azul, amarelo, verde, violeta), com visor de nível,
capacidade volumétrica de um litro, e tampa de PEAD injetada na mesma cor do frasco e que

20
é fornecida por terceiros. As tampas contêm um selo indutivo no topo interno, que funciona
como um sistema de soldagem, quando submetido a ultra-som, para garantir estanqueidade
entre frasco e tampa. As tampas são compradas diretamente pelo cliente.
O líquido envazado é óleo automotivo mineral de várias taxas de viscosidades. O óleo
mineral é produzido através do refino do petróleo, sendo que o PEAD também possui a
mesma base para a sua fabricação. Esse fator é complicador, porque significa que o óleo
mineral reage com o PEAD, agindo como diluente e atacando o plástico. Em muitos casos o
óleo migra por entre a solda do fundo do frasco (veja-se o Anexo 3), caracterizando micro
vazamentos (isto é, abaixo de 500ml/dia).
Outro fato de complicação é quando o óleo consegue perfurar camadas finas, menores
que 0,2mm de espessura, constituindo macro vazamentos (acima de 500 ml/dia). Tanto os
micros quanto os macros vazamentos acarretam perdas, retrabalho e prejuízos afetando o
cliente final.
Com esse cenário, podemos dizer que, após um mês de produção e fornecimento de
1.000.000 de frascos, foram envazados 4.400 frascos, distribuídos em 50 caixas de papelão
contendo, cada qual, 88 frascos com manchas provenientes de vazamentos de óleo.
Foi enviada uma equipe até o cliente para analisar todos os lotes fornecidos. No
levantamento realizado foram encontrados 200.000 unidades com defeitos, correspondendo a
20% dos frascos em estoque.
Pelas etiquetas de identificação das caixas, tendo sido analisando o histórico da
fabricação dos frascos, verificou-se que os mesmos foram produzidos em momentos
aleatórios do processo; ou seja, havia frascos com defeito que foram fabricados em três turnos
de trabalho de dias diferentes, não caracterizando um ponto do processo ou um lote de
matéria-prima específico. Os laudos de expedição dos períodos correspondentes não
apontaram ocorrência de frascos furados na inspeção NQA. De todo modo, esse tipo de
problema representou um prejuízo para a Graham de aproximadamente R$ 240.000,00.
Além do prejuízo financeiro, havia o risco ambiental, pois o óleo vazado poderia
agredir o meio ambiente pelo seu potencial de contaminação e pelo fato de o estoque estar
localizado próximo da orla marítima. Assim, o prejuízo financeiro poderia ser bem maior,
pois os contratos de fornecimento com os clientes prevêem multas pesadas e ressarcimento de
prejuízos materiais, morais e de periculosidade para o caso específico de vazamento de óleo,
em que sejam constatados problemas nas embalagens ou nas tampas dos mesmos.

21
4. PROPOSTA DE SOLUÇÃO
4.1. Coleta de dados
De acordo com a nossa sistemática de trabalho, partimos para a coleta de dados dos
problemas encontrados no cliente.
Esses dados foram relacionados na tabela abaixo:
Mês Desvio Qde Cavidade Data Envase Lote Graham Cor
Rompimento - Fraqueza no fundo 412 A2 17/07/2008 VmRompimento na quina do fundo - Espessura 876 A4 18/07/2008 VmRompimento na quina do fundo - Espessura 345 A4 18/07/2008 Vm
Furado - Fundo mal formado 4.056 A4 12/07/2008 VmRompimento na quina do fundo - Espessura 345 A5 18/07/2008 Vm
Rompimento - Fraqueza no fundo 2.220 A1 30/07/2008 27-018/08 » 27019/08 » 27-014/08 VmRompimento - Fraqueza no fundo 11.035 A1 04/08/2008 27-024/08 » 27-023/08 » 2-095/08 VmFurado - Fundo mal formado 4.473 A1 04/08/2008 27-024/08 » 27-023/08 » 2-095/08 VmFurado - Fundo mal formado 13.579 A1 07/08/2008 27-021/08 Vm
Rompimento - Fraqueza no fundo 3.530 A2 30/07/2008 27-018/08 » 27019/08 » 27-014/08 VmRompimento - Fraqueza no fundo 10.635 A3 30/07/2008 27-018/08 » 27019/08 » 27-014/08 VmRompimento - Fraqueza no fundo 155 A3 29/07/2008 PtRompimento - Fraqueza no fundo 3.997 A3 29/07/2008 27-020/08» 27-016/08» 27013/08» 27017/08» 27-020/08» 27-018/08 VmFurado - Fundo mal formado 3.980 A3 21/08/2008 - VmFurado - Fundo mal formado 22.347 A4 11/08/2008 2-093/08 » 2-095/08 » 30-009/08 » 30-008/08 » 27-038/08 Vm
Rompimento - Fraqueza no fundo 18.746 A4 01/08/2008 27-015/08 » 27-022/08» 30-003/08» 2-096/08» 2-098/08» 2-095/08 VmRompimento - Fraqueza no fundo 3.298 A5 11/08/2008 2-093/08 » 2-095/08 » 30-009/08 » 30-008/08 » 27-038/08 VmRompimento - Fraqueza no fundo 3.324 A6 29/07/2008 27-020/08» 27-016/08» 27013/08» 27017/08» 27-020/08» 27-018/08 VmFurado - Fundo mal formado 5.930 A6 04/08/2008 27-024/08 » 27-023/08 » 2-095/08 VmFurado - Fundo mal formado 8.652 A6 13/08/2008 27-039/08 Vm
Rompimento - Fraqueza no fundo 134 A7 28/07/2008 VmFurado - Fundo mal formado 7.412 A7 04/08/2008 27-024/08 » 27-023/08 » 2-095/08 VmFurado - Fundo mal formado 3.556 A7 04/08/2008 27-024/08 » 27-023/08 » 2-095/08 Vm
Rompimento - Fraqueza na alça 345 1 12/08/2008 - VmFurado - Fundo mal formado 9.598 1 13/08/2008 - VmFurado - Fundo mal formado 538 A3 18/08/2008 - VmFurado - Fundo mal formado 634 122069 19/08/2008 - AzFurado - Fundo mal formado 2.214 A2 14/08/2008 30-010/08 VmFurado - Fundo mal formado 1.569 A2 18/09/2008 - Vm
Rompimento na quina do fundo - Espessura 865 A3 09/09/2008 27-051/08 VmFurado - Fundo mal formado 9.368 A5 15/08/2008 30-012/08 30-011/08 PtFurado - Fundo mal formado 4.381 A5 21/08/2008 - Am
Gargalo mal formado 1.455 A6 21/09/2008 30-002/08 VmRompimento - Fraqueza no fundo 934 A7 19/09/2008 27-054/08 VmFurado - Fundo mal formado 11.386 A8 15/08/2008 30-012/08 30-011/08 VmFurado - Fundo mal formado 5.010 A8 02/09/2008 - VmFurado - Fundo mal formado 883 A-4 04/09/2008 - Vt
Tampa mal selada 345 C2 03/09/2008 - VmFurado - Fundo mal formado 3.118 4 15/09/2008 - Pt
Tampa mal selada 145 A-2 05/09/2008 - VdFurado - Fundo mal formado 234 A-1 05/09/2008 - VdFurado - Fundo mal formado 3.710 2 15/09/2008 - PtFurado - Fundo mal formado 732 A-3 02/09/2008 - AmFurado - Fundo mal formado 826 A-2 21/08/2008 Am
Contaminação 1.951 2 15/09/2008 - PtTampa mal selada 726 2 15/09/2008 - Pt
Furado - Fundo mal formado 1.458 3 15/09/2008 - PtFurado - Fundo mal formado 276 A1 28/07/2008 AzFurado - Fundo mal formado 230 A-4 04/09/2008 Vd
Gargalo mal formado 450 3 19/09/2008 - AmFurado - Fundo mal formado 934 2 22/09/2008 - Am
Contaminação 2.648 1 19/09/2008 - Am200.000
jul/08
ago/08
set/08
Total Geral Tabela 4.1.1: Levantamento de dados no Campo
Apresentaremos, a seguir, uma breve descrição dos problemas encontrados na visita ao
cliente e que são pertinentes à nossa pesquisa:

22
� Material Furado – Fundo mal formado (veja-se o Anexo 3 – foto 02)
Furo ovalizado, variando de 2 a 35 milímetros, localizado na solda do fundo do frasco.
� Rompimento – Fraqueza no fundo (veja-se o Anexo 3 – foto 02)
Fina película de plástico na costura do fundo, com comprimento de 15 mm. Não é
furo, mas essa falha significa que o óleo atacará a fina espessura plástica e irá rompê-la num
prazo de 72 horas.
� Gargalo mal Formado (veja-se o Anexo 3 - foto 05)
Deformação na boca do frasco, com abertura de aproximadamente 40 mm e formato
indefinido.
� Rompimento na quina do fundo – Espessura (veja-se o Anexo 3 – foto 06)
Fina parede nos cantos inferiores do frasco. Essa espessura é menor que 0,3mm, e
certamente o óleo romperá esta parede fina.
� Rompimento e fraqueza na alça (veja-se o Anexo 03 – foto 07)
Rasgo na solda da alça do frasco, um rasgo de 30mm de comprimento.
� Contaminação (veja-se o Anexo 03 – foto 08)
Sujeira ou impureza com diâmetro de 1mm, que causa furo (de 2mm de diâmetro) em
qualquer parte do corpo do frasco.
� Tampa mal Selada
O filme plástico da tampa não soldou no bocal plástico do frasco. Esse defeito ocorreu
porque a máquina seladora de ultra-som do cliente estava mal ajustada.
A fim de constatarmos a abrangência dos defeitos detectados, reunimos os problemas
em grupos, que se organizaram de acordo com a freqüência com que ocorreram. Os resultados
dessa manipulação dos dados estão expressos na tabela a seguir:
Tabela 4.1.2: Tabela da Síntese do Levantamento de Dados no Campo

23
Os dados dessa tabela, por sua vez, foram utilizados para a construção do Gráfico de Pareto,
que vemos a seguir:
131084
58420
4599 2431
97%98%95%
66%
0
50000
100000
150000
Furado - Fundo Mal Formado Rompimento Fraqueza noFundo
Contaminação Rompimento na quina doFundo
Ocorrência
0%
20%
40%
60%
80%
100%
120%
Freqüência relativa acumulada
FIGURA 4.1: PARETO DOS DESVIOS
Com essa organização dos dados, fica claro que o projeto de melhoria deverá priorizar
o problema denominado “Furado – Fundo Mal Formado”, posto que representa 66% do tema
vazamento. No entanto, como todos os outros problemas encontrados possuem freqüência
maior do que 10, a decisão do grupo foi a de analisar todos os itens, para termos maior poder
de discussão, garantindo a eficácia da solução.
4.2. Planejamento da Solução
Para o PDCA, o “indicador” é um tipo de direcionador que levará à redução e/ou à eliminação
do problema. Um de seus atributos essenciais é o de que ele precisa ser mensurável.
Escolhemos o indicador ppm (parte por milhão), para mensurar a situação atual do
nível de desvios e também avaliarmos a eficácia das ações efetivamente propostas.
A deficiência de desempenho é importante para determinarmos a brecha total entre a
performance atual e a desejada. No nosso caso, a brecha consiste em:
� Performance atual: 200.000 vazamentos em 1.000.000 de frascos produzidos.
� Performance desejada: 50 vazamentos em 1.000.000 de frascos produzidos.
Com isso, podemos assumir que o valor da nossa brecha total equivale a uma redução
de 199.950 frascos com defeito.

24
O impacto dessa brecha pode ser medido de várias formas: i) pelo viés financeiro; ii)
pela consideração da missão da empresa; iii) pela preocupação com a competitividade de
mercado.
Esperamos ter um investimento de R$ 60.000,00 para um retorno em torno de R$
100.000,00, com NQA abaixo de 50ppm e com isso aumentar a competitividade no mercado.
Em vista disso, torna-se fundamentado o contexto em que estão inseridos os objetivos da
nossa pesquisa. A partir disso, podemos apontar as seguintes diretrizes do nosso projeto:
Preocupação
� Oferecer um material seguro, econômico, repetibilidade comprovada, aplicável, não
poluente.
� Atender as necessidades da Garantia da Qualidade do Cliente, reduzindo o índice de
vazamentos para no máximo 50 ppm.
� Inspecionar, prevenir, detectar e eliminar variáveis do processo de fabricação que
diminuem a capabilidade do mesmo;
� Cuidar para que o material seja agradável aos olhos do cliente, já que este certamente
visitará a fábrica e presta atenção na harmonia da linha de produção; cuidar para que seja,
além disso, prático para a operação da produção.
Requisitos técnicos
� Consumo de energia elétrica de, no máximo, 20 kw/h;
� No quesito confiabilidade, tolerar-se-á um número de falhas não maiores que 2% da
proposta de redução, que é de 50 ppm;
� A mantenabilidade terá um custo máximo de R$ 2000,00/mês;
� O custo operacional está avaliado em, no máximo, R$ 360,00/mês;
� Requisito essencial de instauração refere-se a suas dimensões, que devem ser
compatíveis com o espaço existentes no layout da máquina e seus periféricos;
� Prazo de execução: máximo de 3 meses;
� Ciclo de vida: mínimo de 10 anos;
� Limite de investimento: R$ 40000,00;
� Prazo para recuperação do investimento: máximo de 2 anos.
Os profissionais definidos pela nossa equipe são outro aspecto fundamental. Os dados
a esse respeito estão reunidos na tabela a seguir, a qual demonstra tratar-se de uma equipe
multidisciplinar de trabalho:

25
Tabela 4.2: Equipe multidisciplinar de trabalho
A definição da equipe para um trabalho PDCA deve considerar pessoas que exerçam
positivamente a discussão e a análise de todas as fases do processo. De preferência, devem ter
conhecimento técnico do começo, meio e fim da cadeia em que, aliás, o problema está sendo
gerado.
Para garantir que todo o processo fosse estudado, e que as causas raízes fossem
identificadas, a equipe PDCA usou as seguintes ferramentas de qualidade:
� Brainstorming
� Diagrama de Ishikawa
� Diagrama de Relação
� Elaboração para proposta de solução – MASP
Consideremos cada uma em detalhes.
I – Brainstorming
O uso dessa ferramenta pode ser observado com os dados esquematizados na Figura
abaixo:
FIGURA 4.2.1: BRAINSTORMING

26
É importante mencionar que o brainstorming acima é o resumo do que foi discutido
em reunião, cuja ata, com as observações colhidas, encontra-se no Anexo 4.
A partir da devolutiva do brainstorming, pudemos concluir que:
� A equipe multidisciplinar envolvida entendeu a gravidade das falhas encontradas pelos
clientes nos frascos, considerando também importante a redução do custo da não-
conformidade;
� A participação da equipe de produção foi positiva, tendo sido responsável por um
volume significativo de informações;
� Detectaram-se mais itens de falhas incidindo na Máquina (A), o que é justificado pelo
fato de esta estar mais visível e levar ao envolvimento mais constante da equipe com o
equipamento;
Salutar mencionar que praticamente não houve descarte das opiniões e observações dadas
na reunião do brainstorming, demonstrando uma maturidade de todos.
II – Diagrama de Ishikawa
O panorama das informações obtidas por meio da aplicação do Diagrama de Ishikawa
pode ser observado no esquema abaixo (veja-se a figura em tamanho original no Anexo 5):
FIGURA 4.2.2: DIAGRAMA DE ISHIKAWA
A análise do uso dessa ferramenta resultou nos seguintes apontamentos, incidindo
sobre cada um dos componentes do projeto para se detectar e eliminar falhas em frascos.

27
� Máquina (A): o fato de a maior parte dos itens referir-se à máquina mostra uma
deficiência de procedimentos operacionais e a necessidade de um programa de manutenção
mais eficaz;
� Método (B): revela necessidade de uma revisão forte nos procedimentos operacionais;
� Mão de Obra (C): aponta-se a necessidade de implantar ou rever programas de
treinamento, além de uma análise para se estabelecer mudança ou readequação nos horários
de refeição;
� Meio Ambiente (D): contatou-se a importância de se verificar a necessidade de
controladores de umidades na saída dos compressores;
� Matéria Prima (E): constata a necessidade de se proceder análises e ensaios a fim de se
modificar os percentuais dos componentes de fabricação. Além disso, definir parâmetros para
controle de recebimento da matéria-prima virgem e do reciclado comprado fora da empresa.
III – Diagrama de Relações
Por sua vez, o cenário do uso do Diagrama de Relações na nossa pesquisa pode ser
observado no esquema abaixo (veja-se a figura em tamanho original no Anexo 6):
FIGURA 4.2.3: DIAGRAMA DE RELAÇÕES
O diagrama de relações acima demonstra o complexo relacionamento entre as causas e
os efeitos do processo de fabricação de um frasco. Pelas interferências entre todos os itens
nota-se, por exemplo, que temos a variação do comprimento do parizon como o principal
“gargalo”. Gargalo significa que o item recebe a interferência de muitas variáveis; deve ser

28
fortalecido, então, através de implementações técnicas que contribuam para minimizar sua
influência no problema.
O diagrama mostrou também que temos como “principal contribuinte” o operador da
máquina. Principal contribuinte significa que o item é o que mais influência no problema em
estudo, devendo ser considerado como fator decisivo para a efetivação de soluções no
processo.
Enfim, o diagrama de relações foi vital para o grupo entender o grau de pontuação
registrado no MASP, conforme veremos a seguir.
IV - MASP
A partir da coleta de dados, utilizando as ferramentas acima, foi possível
identificarmos soluções potenciais para cada problema “MASP” (cf. Anexo 7).
Identificadas as soluções possíveis, estabelecemos os parâmetros de análise, os quais
se pautaram em: custo, tempo, facilidade para operação, disponibilidade para o equipamento
atual, tecnologia disponível e benefícios para a solução dos problemas.
Cada parâmetro possui uma indicação – “restritiva” ou “facilitadora” – que é levada
em conta no projeto de solução. Cada um deles foi pontuado de 1 a 4, priorizando as soluções
propostas que apresentaram o maior número de pontos obtidos.
Evidenciou-se, então, que a maior somatória obtida foi a da idéia de instalar um
detector de furos, com 24 pontos, no final da linha.
Na verdade, elaboramos um plano de implantação das soluções com maior pontuação
para definir “o que”, “como”, “onde”, “quem”, “quando”, “quanto” de mão-de-obra
empenhada. Nesse sentido, a solução com maior pontuação demonstrou-se custar R$
36.750,00, com prazo de 28 dias para a implantação.
Para garantir que o plano de implantação fosse efetivo e viável, promovemos uma
análise dos problemas e dificuldades potenciais. Esses foram pontuados de acordo com o risco
(caso o problema aconteça) e probabilidade (de acontecer).
Para soluções com risco pontuado até 25, a indicação é a de que são extremamente
viáveis para implantação. As soluções com pontuação de 26 a 35 mostram que será preciso
muito cuidado técnico para surtir resultado positivo. Já as soluções com pontuação acima de

29
35 são aquelas para as quais há a necessidade de um forte acompanhamento técnico a fim de
se garantir que os itens de engenharia sejam atingidos com êxito.
Ressalte-se que a solução mais indicada, segundo os nossos parâmetros, obteve a
pontuação 28.
O plano ainda mostrou as ações contingentes e preventivas a serem seguidas, caso o
fator inibidor aconteça.
Com base nas soluções viáveis, tendo sido bem estudadas, planejadas e detalhadas,
partimos, então, para a execução de cada uma delas, cujos resultados apresentamos na
seqüência.
5. DISCUSSÃO DOS RESULTADOS
Ação de Contenção
Foi instalado o dispositivo “passa/não passa” para eliminar saída de frascos com
defeitos, como se vê na ilustração abaixo:
FIGURA 5.1: DISPOSITIVO DE TESTE “PASSA/NÃO PASSA”
Além disso, foi criado novo fluxograma do processo, com a inclusão da inspeção de
matéria-prima e da inspeção final em frascos com defeito. Observe-se a ilustração a seguir:

30
FIGURA 5.2: NOVO FLUXOGRAMA DO PROCESSO DE FABRICAÇÃO DE FRASCO - SOPRADORA
Outras Ações
Foram revisadas todas as instruções técnicas de todos os equipamentos as quais,
obtendo a aprovação do departamento de Qualidade, foram efetivadas, incluindo-se o
treinamento de todos os colaboradores.
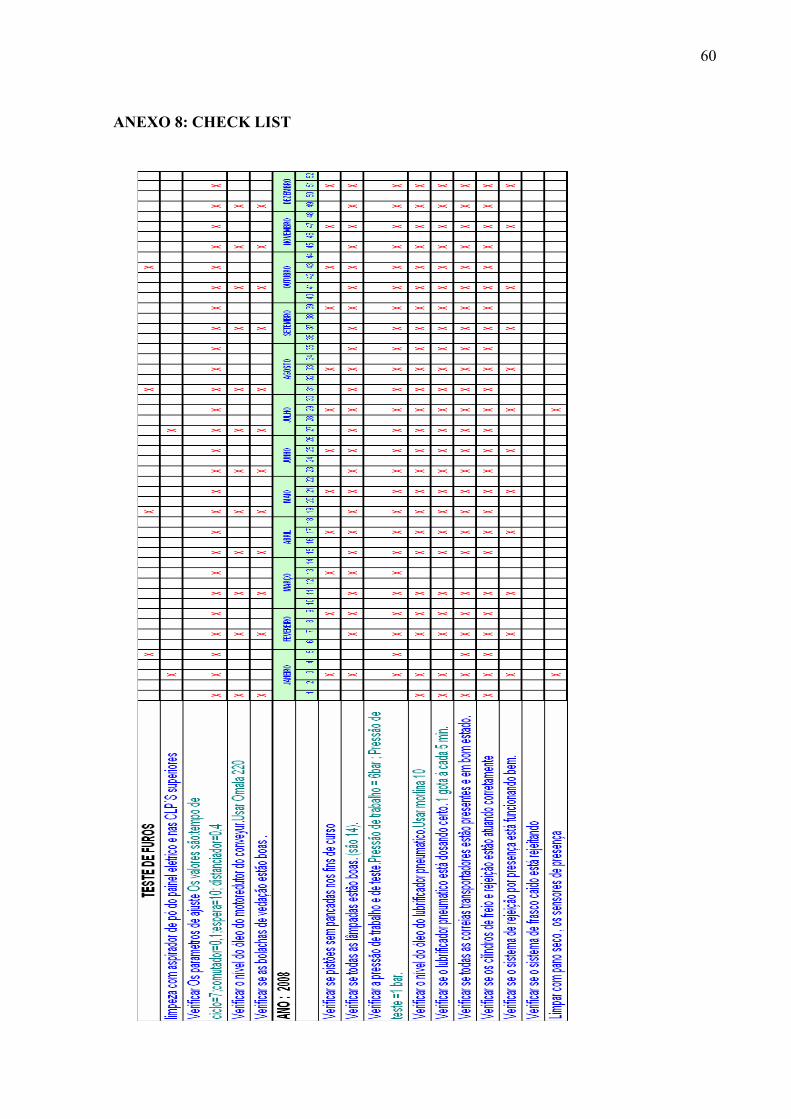
Também foram definidos check list para verificação de todos os parâmetros de
controle, além das condições operacionais da máquina e dos periféricos (cf. Anexo 8).
A programação de manutenção preventiva foi revisada e melhorada. Com isso,
revisaram-se e substituíram-se componentes vencidos ou com prazos de validade expirando e,
principalmente, enfatizou-se, junto aos operadores, que não se deve operar o equipamento
com qualquer componente/acessório, especialmente se vencidos ou descalibrados.
Um programa de treinamento e reciclagem de treinamento foi criado para atender os
operadores e ajudantes de produção.
A escala de revezamento dos turnos de trabalho foi modificada, e instruções
específicas foram estabelecidas para o revezamento dos horários das refeições.
Foram instalados secadores nas linhas de ar comprimido e inserida uma ficha de
inspeção para esses periféricos.
Baseada na especificação pertinente, foi criada uma rotina de inspeção de recebimento
das matérias-primas virgens e dos materiais reciclados comprados fora (cf. o Anexo 09).
Essas ações foram tomadas num prazo de dois meses e, com elas, conseguimos sair da
condição de 200.000ppm para 47ppm; ou seja, 3ppm a menos do que aquilo que tinha sido
estabelecido: 50ppm.
INSPEÇÃOINSPEÇÃO

31
O custo total para a implantação e tomadas de ações foi de R$ 53.000,00.
Considerando que cada frasco tem o custo de fabricação em R$ 0,70, o que, multiplicado por
200.000 frascos refugados no cliente, resulta em R$ 140.000,00 de prejuízo.
Após as ações tomadas, não tivemos nenhuma reclamação no cliente e em processo foram
identificados 47 frascos refugados, comparando o mesmo calculo acima, onde 47 frascos
multiplicados pelos mesmos R$ 0,70 resultarão em R$ 80,00. Lembrando que estes cálculos
tomam como base um lote de produção igual á 1.000.000 frascos.
A tabela e o gráfico abaixo mostram a curva de melhoria, que foi alcançada em função
do que apontamos até aqui:
Tabela 5.1: Dados da curva de melhoria
FIGURA 5.3: GRÁFICO DA EVOLUÇÃO DE DEFEITOS EM FRASCOS
EVOLUÇÃO DE DEFEITOS EM FRASCOS
20%
16%
0,005%0,005%0,019%
0%
5%
10%
15%
20%
25%
Julho Agosto Setembro Outubro Novembro
MÊS
PERCENTUAL

32
6. CONCLUSÃO
A metodologia aplicada para a solução de vazamento em frascos plásticos, mostrou-se muito
eficaz, pois conseguiu agregar todas as variáveis do processo de fabricação do frasco,
envolvendo todas as pessoas responsáveis pela garantia da qualidade num mesmo objetivo e
consenso de ações, com a certeza da não ocorrência de falhas na produção de frascos
plásticos.
A Graham melhorou sua posição competitiva e consolidou sua imagem no mercado
com base na redução dos custos da produção, na garantia de produtos sem falhas, inovando
com a utilização de novas tecnologias e se destacando com métodos de trabalho motivadores
mas, principalmente, comprometidos com os interesses da companhia.

33
ANEXO 1: Explicação do fluxo de produção geral
Fabricação do PEAD
A fabricação do PEAD é realizada na indústria petroquímica. Ele tem o formato de “chip” e é
acondicionado em embalagens de 1000 kg chamadas de “big bag”.
Estocagem do Distribuidor de PEAD
O distribuidor recebe os big bags da petroquímica para estocagem e posterior distribuição aos
fabricantes, conforme a suas necessidades e empenhos de produção.
Estocagem na fábrica do PEAD
A estocagem na fábrica é realizada em local estratégico e conveniente para alimentar as
máquinas utilizadas na produção.
Transporte pneumático do PEAD até o equipamento de fabricação
A alimentação do PEAD até o equipamento de fabricação se dá através de tubulações, com
sistema de ar comprimido e com sistema de vácuo.
Sopradora
A sopradora é o equipamento que realizará efetivamente a produção do frasco de PEAD.
Na descrição do produto detalharemos mais esse equipamento.
Embalagem dos frascos de PEAD prontos
A embalagem dos frascos é feita em caixas de papelão com capacidade para 88 unidades.
Essas caixas são acomodadas de forma adequada, isto é, sobre estrados de madeira (paletes).
Estocagem na fábrica
A estocagem na fábrica é estratégica, atendendo ao cronograma pré-estabelecido de
distribuição aos clientes distribuidores.
A distribuição
A distribuição é realizada, em grande parte, via rodoviária (em caminhões e carretas) até o
estoque do cliente.

34
O estoque do cliente de frascos de PEAD
O cliente recebe as caixas e as estoca em grandes galpões, atendendo à demanda do processo
de enchimento dos frascos com óleo automotivo.
O processo de enchimento dos frascos
O processo de enchimento é realizado através de dispositivos automáticos de alimentação de
óleo automotivo.
O manipulador é responsável por desfazer as caixas do estoque, direcionando-as para a
rotulagem antes do enchimento dos frascos.
Na fase da rotulagem, os frascos recebem os rótulos com as respectivas marcas dos
óleos.
O processo de enchimento dos frascos ocorre em equipamento automático, calibrado
para encher os frascos com a quantidade exata de óleo.
O tamponamento se dá imediatamente, assim que se comprove que o frasco está com a
quantidade de óleo calibrada.
Embalagem dos frascos de PEAD cheios de óleo
A embalagem dos frascos é feita em caixas de papelão, com capacidade para 8 unidades por
caixa. As caixas são acomodadas de forma adequada, isto é, sobre estrados de madeira
(paletes).
Transporte final
O transporte final e a distribuição são realizados, em grande parte, via transporte rodoviário
(em caminhões, caminhonetas) até o estoque do cliente (postos de troca de óleo dos carros).
Estoque do cliente final
Esse estoque é encontrado em lojas do ramo automotivo, postos de troca de óleo, por
exemplo. Esta é a ponta final do processo.

35
ANEXO 2: Explicação do fluxo de produção extrusão
Dosador Gravimétrico
O dosador gravimétrico é responsável pela dosagem dos 4 tipos de componentes utilizados na
estrutura do produto: PEAD, PCR, Pigmento e Regrind.
O dosador possui dispositivo de regulagem de tal forma que é possível ajustar
quantidades diferentes de cada componente.
Extrusora da sopradora
A extrusora é responsável pelo derretimento dos 4 componentes (o PEAD, o PCR, o pigmento
e o regrind).
A extrusora tem uma rosca de arquimedes responsável pela homogeneização dos
componentes. Essa rosca trabalha com rotação regulável em função da necessidade de vazão
da massa homogeneizada; trabalha, também, dentro de uma camisa com vários estágios de
resistências de aquecimento, os quais são responsáveis pelo aquecimento da rosca e pela
liquefação dos componentes.
A regulagem das dissipações de calor das resistências se dá em função do perfil
térmico necessário ao derretimento dos componentes.
Sistema de corte
O sistema de corte é acionado quando o parizon chega ao tamanho determinado, isto é, o
tamanho necessário à formação do frasco.
Molde
O molde é que define o formato do frasco. Ele é fabricado bipartido, de forma a possibilitar o
fechamento sobre o parizon antes do sopro e ser aberto após o processo de sopro.
Rebarbação
Após o tempo necessário para a conformação do frasco dentro do molde, acontece o processo
de rebarbação, que consiste em retirar as sobras que vazaram através da junção do bipartido
do molde.
Extração
A extração é feita após a conformação do frasco e a retirada das rebarbas.

36
Moinho
As rebarbas de material, resultantes do processo de rebarbação, são moídas e se transformam
no regrind. O regrind volta para o processo, formando um dos componentes da estrutura do
produto. É, então, transportado pela tubulação com sistema pneumático de transporte.

37
ANEXO 3: FOTOS DOS DEFEITOS
FOTO 1 – Frasco-modelo de estudo

38
FOTO 2 – Fundo do frasco fino
FOTO 3 – Furo na solda do fundo

39
FOTO 4 – Rompimento do fundo

40
FOTO 5 – Deformação da boca do frasco

41
FOTO 6 – Rompimento na quina do fundo; Espessura fina
Quina rachada.Espessura de parede <0,2mm

42
FOTO 7 – Rompimento na solda da alça

43
FOTO 8 – Contaminação

44
ANEXO 4: CONTEÚDO DA ATA DO BRAINSTORMING
A equipe PDCA realizou Brainstorming dos problemas e registrou o seguinte:
� Furado – Fundo mal formado
O operador informou que esse problema sempre aparece quando o comprimento do
parizon fica curto. E isso acontece por causa da variação da rotação da extrusora.
Também informou que é freqüente o dosador gravimétrico variar a mistura e não dá
alarme. Provavelmente o programa de seleção de alarme do dosador esteja desativado. Talvez
algum operador, não treinado, tenha trocado o programa. Existe a possibilidade, ainda, de
uma queda de energia, em função da qual o dosador tivesse perdido o programa correto.
O supervisor de manutenção informou que já presenciou resina molhada nessa célula
de produção. A água cria gases dentro da extrusora, gerando muita instabilidade. Isso altera o
comprimento do parizon.
O operador disse que o ajudante não tem tempo para enxergar os furos, pois o mesmo
precisa revezar as refeições com os operadores e abastecer as embalagens (caixa, divisória,
fita adesiva, palete) da célula.
O supervisor informou que são freqüentes as variações de 10°C nas temperaturas de
derretimento do plástico. Tal variação é causada por termopares muito velhos ou ruídos
harmônicos elétricos, que deixam o CLP muito instável.
� Rompimento – Fraqueza no fundo
O líder informou que se o molde fechar muito rápido, fura o fundo também.
Descobrimos que o desenho do corte do molde está muito incisivo.
O líder também informou que a refrigeração do fundo do molde não está eficiente. Ele
mediu a temperatura do fundo do frasco e constatou que ela estava em 130°C. O ideal seria,
no máximo, 80°C.
� Gargalo mal Formado
O operador disse que o gargalo mal formado ocorre sempre que as facas de corte do
parizon estão cegas, ou seja, perderam o fio de corte. Ele informou que sempre falta faca para
a troca imediata. O problema é que, quando a faca fica sem corte, ela empurra o parizon para
frente, fazendo-o se colar. Quando o pino de sopro desce soprando o ar comprimido, essa
parte colada de parizon é empurrada para dentro do molde, gerando falta de plástico no bocal
da garrafa.

45
O líder informou que esse problema também ocorre quando o blow-pin fica muito
quente, pela obstrução da passagem da água gelada por seu corpo.
� Rompimento na quina do fundo – Espessura
O operador informou que várias vezes pegou o programa de parizon alterado, sem
massa suficiente na base do frasco. É provável que algum operador sem habilidade suficiente
esteja alterando deliberadamente esse programa.
� Rompimento - fraqueza na alça
O supervisor de manutenção aduziu que o desenho da solda do molde não está bom.
Ele é muito raso, e acaba cortando o plástico ao invés de soldá-lo.
� Furo por contaminação
O líder informou que às vezes um pedaço de pano ou papelão cai no regrind e, apesar
de a extrusora ter um filtro, alguns pequenos pedaços desse material acabam passando por ele,
descendo pelo parizon. No momento do sopro, essa sujeira rompe o plástico formando os
furos.
� Tampa mal selada – Não aplicável
De acordo com as informações do nosso assistente técnico, a máquina de ultra-som do
nosso cliente estava mal ajustada. Essa máquina é a que aquece o alumínio da tampa fazendo
a solda do filme plástico dela no frasco. A proposta é a de enviarmos ao cliente, em caráter de
cortesia, um procedimento de regulagem dessa máquina e, num ato de boa fé, treinar o
pessoal de operação.

46
ANEXO 5: ISHIKAWA

47
ANEXO 6: DIAGRAMA DE RELAÇÕES

48
ANEXO 7: MASP
MASP - Etapa 1

49
MASP - Etapa 1 - Continuação

50
MASP - Etapa 1 - Continuação

51
MASP - Etapa 2

52
MASP - Etapa 2 – Continuação

53
MASP - Etapa 2 - Continuação

54
MASP - Etapa 3

55
MASP - Etapa 3 - Continuação

56
MASP - Etapa 3 - Continuação

57
MASP – Etapa 4

58
MASP – Etapa 4 - Continuação

59
MASP – Etapa 4 Continuação
60
ANEXO 8: CHECK LIST

61
ANEXO 9: INSPEÇÃO DE RECEBIMENTO

62
REFERÊNCIAS BIBLIOGRÁFICAS
MARTINS, G.A.; LINTZ, A. Guia para Elaboração de Monografias e Trabalhos de Conclusão de Curso. São Paulo: Editora Atlas, 2000.
UNIVERSIDADE DE SÃO PAULO – SISTEMA INTEGRADO DE BIBLIOTECAS
(SIBi). Diretrizes para apresentação de dissertações e teses da USP: documento eletrônico e impresso. São Paulo: SIBi - USP, 2004. Disponível em: <http://www.teses.usp.br/info/diretrizesfinal.pdf>. Acesso em 15 de agosto de 2005.
ROSADO, D. V. Blow Molding Handbook: Technology, Performance, Markets, And
Economics: The Complete Blow Molding Operation; Lexington, KY 40511 – 1983. CORTES, P. B. Processo de Moldagem por Sopro. Rio de Janeiro: Polialden Petroquímica
S.A. – 1991. LANGE, N.A. Lange´s Handbook of Chemistry. EUA: John A. Dean ED., 12° ed. , 1978. SOUSA, A.P.J. http://www.pmies.org.br/v2/centraladm/artigos/arquivos/20-
09_Ciclo_PDCA_-Um_instrumento_para_melhoria_continua.pdf - Acessado em 27/11/2007 às 22:47
JURAN, J.M. - Juran’s Quality Control Handbook. USA Hardcover ED., 4° ed. , 1980. <http://pt.wikipedia.org/wiki/>. Acessado em 27/11/2007 às 18:20.

![Tcc Final[Formatado Ok]](https://img.document.onl/doc/110x75/55cf9386550346f57b9dbaca/tcc-finalformatado-ok.jpg)









![1)TCC FORMATADO[1]](https://img.document.onl/doc/110x75/5571fa3549795991699192fe/1tcc-formatado1.jpg)

















