-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
RELAÇÃO ENTRE O MRPII E O JUST IN TIME NA PRODUÇÃO ENXUTA
RELATIONSHIP BETWEEN THE MRP II AND JUST IN TIME IN LEAN
PRODUCTION
Adriano Junior Pedro Alves –[email protected] Luiz Miller dos
Santos Martinho – [email protected]
Graduandos em Administração Centro Universitário Católico
Salesiano Auxilium - Unisalesiano
Me. Ricardo Yoshio Horita - [email protected] Centro
Universitário Católico Salesiano Auxilium - Unisalesiano
RESUMO
A produção enxuta teve sua origem na indústria japonesa e
baseia-se em procedimentos, a fim de manter o volume de produção
com o mínimo de estoque de materiais, envolvendo a aplicação de
várias ferramentas em seu processo produtivo. Através de revisão
bibliográfica, este artigo abordará o conceito de Just in Time
(JIT), que foca-se na eliminação de desperdícios em todas as etapas
da produção e de Manufacturing Resources Planning (MRP II), que
calcula, utilizando o plano de produção, a necessidade de
componentes e materiais através da demanda de produtos,
relacionando esses dois conceitos.
Palavras-chave: Produção enxuta. Just in time. MRP II.
ABSTRACT
The lean production originated in Japanese industry and is based
on procedures in order to maintain production volume with minimum
stock material involving the application of various tools in their
production process. Through literature review, this article will
address the concept of just-in-time (JIT), which focuses on
eliminating waste at all stages of production and Manufacturing
Resources Planning (MRP II), which calculates, using the production
plan the need for components and materials through product demand,
relating these two concepts.
Keywords: Lean Production. Just in time. MRP II. 1
INTRODUÇÃO
mailto:[email protected]:[email protected]:[email protected]
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
A evolução tecnológica, com a Revolução Industrial, mudou o
conceito de
produção, passando do antigo processo artesanal, onde o artesão
tinha total
conhecimento de todo o processo que envolvia a fabricação de seu
produto, para a
produção em massa, onde cada processo era realizado por um
operário, que
apenas precisava conhecer a sua função, dentre várias outras que
abrangiam a
produção. A produção em massa trouxe a necessidade da utilização
de ferramentas
para seu controle produtivo, para gerenciar, organizar e
controlar esse.
Da produção em massa surgiu a necessidade de melhorias no
processo
produtivo, culminando no aparecimento da produção enxuta, que
trabalha na
redução de tudo que não agrega valor ao produto, utilizando-se
do Just in Time (JIT)
que baseia-se na eliminação do desperdício desde a matéria prima
até o produto
final.
Devido à complexidade de todo este sistema produtivo sentiu-se
a
necessidade de um software que pudesse controlar e distribuir as
tarefas para que
elas fossem executadas com eficiência e agilidade. Com a
modernização dos
computadores, isto foi possível, surgindo o Material
Requirements Planning (MRP),
ou cálculo das necessidades de materiais e, em seguida,
evoluindo para o
Manufacturing Resources Planning (MRP II), ou planejamento dos
recursos de
manufatura, que utiliza a lógica de cálculo de necessidade onde,
através da
demanda de produtos finais e plano de produção, calculam-se as
necessidades de
itens de demanda dependente, ou seja, componentes e
materiais.
Neste artigo serão abordados, através de revisão bibliográfica,
com foco nos
autores Chase, Jacobs, Aquilano, Coriat, Correa, Gianesi,
Marques, Martins,
Laugeni, Mesquita, Castro e Pozo, os conceitos dos sistemas MRP
II e do JIT na
produção enxuta e determinar se é possível ou não o uso de ambos
trabalhando em
sinergia para maior eficiência da produção.
2 PRODUÇÃO ENXUTA
A produção enxuta teve sua origem na indústria japonesa, com a
TOYOTA
MOTOR COMPANY, através da adaptação, por Taiichi Ohno e Shigeo
Shingo, do
modelo americano de produção, aplicando uma nova filosofia para
adaptar-se
melhor à realidade do Japão, que enfrentava problemas de falta
de mão-de-obra,
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
equipamentos, materiais, além da grande demanda para produção de
modelos
diferentes em pequenas quantidades. Neste contexto surgiu o
sistema Toyota de
Produção. (CORIAT, 1994)
Segundo Chase, Jacobs e Aquilano (2006) a produção enxuta
envolve vários
procedimentos a fim de manter o volume de produção com o mínimo
de estoque de
materiais. Através do just-in-time e do conceito de que nada é
produzido sem a
devida necessidade, tudo deve ocorrer com eficiência e o mínimo
de desperdício
possível. Quando um produto é vendido acaba desencadeando uma
série de
procedimentos como a produção e a reposição do mesmo, sendo que
até chegar ao
desenvolvimento final deste item todos os departamentos devem
trabalhar em
sinergia, mantendo um excelente desempenho entre os setores para
maior eficácia
do processo produtivo.
3 JUST IN TIME
Trabalhar com just in time é usar o conceito de eliminação de
desperdícios
em todos os processos da empresa, desde a produção até a
distribuição. Ao
contrário do que a maioria das pessoas pensa, o JIT não é apenas
um sistema de
gerenciamento de estoques, mas sim uma poderosa filosofia que,
quando utilizada
com eficiência, pode ser um grande diferencial para as empresas.
(POZO, 2007)
3.1 O JIT e a eliminação dos desperdícios
Correa e Gianesi (1996) definem que a eliminação dos
desperdícios é
caracterizada pela revisão de todos os procedimentos que não são
necessários para
produção e utilizam as sete categorias de desperdício, definido
por Shigeo Shingo,
para melhor compreensão do tema:
a) Desperdício por superprodução: muitas empresas produzem muito
mais
do que a sua necessidade, deixando assim um grande número de
itens
em seu estoque. Para o JIT essa grande produção sem a real
demanda
acarreta em desperdícios à empresa. Este alto nível de
produção
antecipada também é consequência de alguns problemas e
limitações
como alto tempo de preparação de equipamentos, levando as
empresas a
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
produzirem grandes lotes; desorganização na relação entre
produção e
demanda; layout inadequado para a velocidade e bom andamento
do
sistema produtivo, entre outros. O intuito do JIT é fazer com
que os
setores trabalhem de forma interligada produzindo apenas a
demanda que
a empresa necessita, evitando assim o desperdício gerado
pela
superprodução.
b) Desperdício em espera: a espera para o processamento de
alguns itens
no processo produtivo gera um desperdício de tempo desnecessário
para
a produção, entretanto garantem uma alta taxa na utilização
de
equipamentos. O ideal para se trabalhar com o JIT é agrupar os
sistemas
de forma que todos trabalhem em sinergia uns com os outros,
mantendo
assim o fluxo de materiais e o balanceamento das linhas de
produção, não
se preocupando então com estas taxas, mas sim, na fluidez
desses
materiais, pois os equipamentos somente serão utilizados quando
houver
necessidade.
c) Desperdício de transporte: apesar de não agregar valor ao
produto, o
transporte de materiais é necessário pela dificuldade de
movimentação
destes itens dentro da empresa. Ao longo do processo de
fabricação,
estes materiais precisam percorrer grandes distâncias até
serem
totalmente finalizados. O tempo que estes materiais percorrem
dentro do
processo de produção é considerado desperdício, sendo
importante
ajustar e organizar o arranjo físico de forma a diminuir o
caminho
transcorrido pelos mesmos, para melhor utilização do tempo e
diminuição
dos custos.
d) Desperdício de processamento: dentro do processo produtivo
deve-se
observar a real necessidade de todas as ações no processo
produtivo,
sendo muito importante avaliar qual a função e o objetivo de
cada ação e
procedimentos utilizados no processo. Muitas vezes deve-se
perguntar
por que fazer as coisas de certa forma, sua finalidade, sua
relevância
verificando se não é possível executar de forma mais
eficiente.
e) Desperdício de movimento: todos os procedimentos e operações
dentro
da empresa podem conter movimentos desnecessários, onde todos
esses
somados acarretam um grande desperdício para a empresa.
Utilizando a
http://www.google.com.br/url?sa=t&rct=j&q=layout&source=web&cd=1&cad=rja&ved=0CC0QFjAA&url=http%3A%2F%2Fpt.wikipedia.org%2Fwiki%2FLayout&ei=F1uJUfn_HIjI0wGyw4C4Dg&usg=AFQjCNFw2ZAEoSoNuDoLxW7W449Gmck69Q&bvm=bv.46226182,d.dmQ
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
filosofia do JIT deve-se racionalizar esses movimentos de forma
a eliminar
o desperdício e acelerar os processos. Entretanto, é importante
destacar
que para tal procedimento não é preciso um grande investimento
em
tecnologia ou em automação, pois a política do just in time no
estudo de
métodos e otimização do tempo tem seu foco em situações simples
e de
custo reduzido.
f) Desperdício de produzir produtos defeituosos: produtos
defeituosos são
grandes vilões para empresas, pois até na produção dos
mesmos
desperdiça-se matéria-prima, tempo, disponibiliza-se
equipamentos, tem-
se gastos com armazenagem, entre outros inúmeros materiais e
procedimentos que poderia-se economizar. É necessário que o
processo
produtivo tenha qualidade suficiente para prevenir a ocorrência
de
produtos defeituosos.
g) Desperdícios com estoque: um alto número de itens no estoque
gera
desperdício de investimento, espaço, entre outros. Esse
desperdício com
estoque pode ser evitado através de fatores como a redução dos
leads
times de produção, tempo de preparação das máquinas,
sincronização do
fluxo de trabalho e diminuição das flutuações da demanda,
garantindo a
qualidade nos processos. Sendo assim, a grande quantidade de
estoque é
consequência de procedimentos ineficientes dentro da produção e
pode
ser corrigido através da eliminação de outros desperdícios.
O JIT procura estabelecer algumas metas que as empresas devem
ter como
objetivo: zero defeito; tempo zero de preparação (setup);
estoque zero; quebra zero;
movimentação zero; lead time zero; lote unitário de fabricação.
(CORREA;
GIANESI,1996)
3.2 Vantagens do JIT
Segundo Correa e Gianesi (1996) as vantagens do sistema JIT
estão no
melhor funcionamento de alguns procedimentos e fatores como:
a) redução de custo;
b) melhoria da qualidade;
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
c) aumento da flexibilidade, através da resposta do sistema,
atingido pela
redução dos tempos de processamento;
d) aumento do fluxo;
e) alta confiabilidade do sistema, através da eficiência
observada pela maior
visibilidade dos problemas e soluções.
Pozo (2004) acredita que muitas empresas possuem uma visão
errada desse
sistema, achando que o mesmo é útil apenas para reduzir custos e
aumentar os
lucros, sendo um entendimento enganoso, pois o JIT necessita de
procedimentos de
longo prazo e que envolvem fatores como a satisfação do cliente
em uma visão
estratégica.
4 MRP II
4.1 Breve histórico: MRP à MRP II
A lógica de cálculo de necessidades é o princípio utilizado pelo
MRP e
segundo Correa e Gianesi (1996), não era viável sua utilização
em processos de
manufaturas complexos, até meados dos anos 60, em virtude do
grande volume de
dados necessários para armazenamento e cálculo em tempo real em
detrimento da
falta de tecnologia dos computadores da época. Com o avanço da
capacidade de
processamento de dados dos computadores e custos mais baixos, os
Estados
Unidos foram os primeiros a utilizar os conceitos de cálculo de
necessidades a partir
de um “processador de listas de materiais”.
Antes dos anos 80 era utilizada a sigla MRP, material
requirements planning,
ou cálculo das necessidades de materiais, pois consistia em
utilizar as necessidades
de produtos finais e plano de produção (demanda independente)
para calcular as
necessidades de itens de demanda dependente, ou seja,
componentes e materiais.
Chase, Jacobs e Aquilano (2006) salientam que por ser uma
ferramenta de fácil
entendimento e pela sua capacidade de determinação do número de
peças,
componentes e materiais necessários para produzir um produto
final, além de
especificar quando encomendá-los e produzi-los, o MRP teve sua
utilização quase
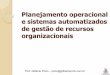
que universalmente em empresas de manufaturas. Mesquita e Castro
(2008)
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
caracterizam o MRP como um sistema de produção empurrada que
através das
listas de materiais dos produtos e dos níveis de estoque, com
utilização de lead
times, tempo de resposta dos processos, podem definir o momento
de gerar os
pedidos de produção e compra de materiais. (Figura 1)
Na década de 80 o modelo de MRP evolui para MRP II,
manufacturing
resources planning, ou planejamento dos recursos de manufatura.
Com essa
evolução a lógica de cálculo de necessidades passou a incorporar
novos recursos,
como o planejamento de necessidades de mão-de-obra e de
equipamentos, por
meio do módulo para cálculo de necessidades de outros recursos,
o CRP ou
capacity requirements planning. (CORREA; GIANESI, 1996)
Figura 1. Esquema de funcionamento do MRP
Fonte: POZO, 2007.
4.2 Filosofia do MRP II
Segundo Correa e Gianesi (1996) o MRP II é um software potente,
mas com
decisões bastante centralizadas. Seus operadores precisam
cumprir rigorosamente
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
os programas do sistema em o que, quanto e quando fazer. Sua
programação é
“para trás”, ou seja, as necessidades de materiais são
calculadas a partir das datas
de entrega de pedidos. Pozo (2007) afirma que o sistema tem como
característica
importante sua dinâmica, pois reage muito bem as mudanças
constantes
decorrentes do ambiente competitivo e turbulento.
4.3 Módulos do MRP II
Segundo Correa e Gianesi (1996), o MRP II é um sistema
integrado
geralmente dividido em cinco módulos. (Figura 2)
Figura 2. Inter-relações entre os módulos principais de um
sistema MRPII Típico
Fonte: Correa e Gianesi, 1996
4.3.1 Planejamento da produção
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
Tem como função auxiliar a decisão dos planejadores quanto aos
níveis
agregados de estoques e produção período-a-período, baseando-se
também em
previsões de demanda agregada (níveis de demanda do conjunto de
produtos). É o
nível mais agregado de planejamento de produção e por isso, pela
agregação e
moderada quantidade de dados detalhados, presta-se ao
planejamento de mais
longo prazo.
4.3.2 Planejamento-mestre de produção (MPS)
É uma versão desagregada do plano de produção, ou seja, é o
estabelecimento de um efetivo plano de produção de itens finais
para o futuro. É um
plano para a produção de itens produtos finais, período a
período. O MPS leva em
conta as limitações de capacidade, identificadas de forma também
agregada (a
grosso modo) auxiliado por um mecanismo chamado RCCP (rough-cut
capacity
planning) que é parte do módulo de planejamento das necessidades
de capacidade.
O MPS é constituído de registros com escala de tempo que contém,
para cada
produto final, as informações de demanda e estoque disponível
atual.
4.3.3 Cálculo das necessidades de materiais (MRP)
De forma similar ao que ocorre com o MPS, o MRP também se baseia
num
registro básico que representa a posição e os planos com
respeito à produção e
estoque de cada item, seja ele um item de matéria-prima,
semi-acabado ou
acabado, ao longo do tempo. Este registro é chamado registro
básico do MRP
período a período (MRP time-phased record). O MRP programa suas
ordens de
produção sem verificar, durante o processo de programação, a
disponibilidade ou
não de recursos produtivos para executar as ordens programadas,
considerando
que a capacidade de produção do sistema em questão é “infinita”.
As considerações
de capacidade (no sentido de se checar se o programa de ordens
gerado pelo
módulo MRP é viável, se há em cada momento, capacidade
disponível no sistema
para cumprir o programa proposto) são feitas por um outro
módulo, chamado CRP,
ou módulo de planejamento das necessidades de capacidade.
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
4.3.4 Cálculo das necessidades de capacidade (CRP)
O planejamento da capacidade de produção é tão importante como
o
planejamento dos próprios materiais. Sem a provisão da
capacidade adequada os
benefícios de um sistema de administração não serão plenamente
alcançados.
É feita uma avaliação prévia, chamada rough-cut capacity
planning, cujo
objetivo é localizar inviabilidades de determinado plano mestre
de produção que
sejam identificáveis a partir de cálculos simples e
agregados.
Não encontrada uma inviabilidade evidente do plano mestre de
produção,
este é então explodido pelo módulo MRP em termos das
necessidades de
componentes, gerando-se ordens de compra e de produção para os
itens
particulares. Com base na explosão detalhada e utilizando
informações detalhadas a
respeito dos roteiros de produção e do consumo de recursos
produtivos por item, o
módulo CRP calcula, então período a período, as necessidades de
capacidade
produtiva, de forma detalhada, permitindo a identificação de
ociosidades ou excesso
de capacidade e possíveis insuficiências.
4.3.5 Controle da fábrica (SFC)
O módulo de controle de fábrica é responsável pelas sequências
das ordens,
por centro de produção, dentro de um período de planejamento e
pelo controle da
produção, no nível de chão-de-fábrica. É um módulo que busca
garantir que, o que
foi planejado será executado da forma mais fiel possível aos
planos. As principais
entradas para o módulo de controle de fábrica são os dados de
roteiro e lead time
para cada item. O módulo de controle de fábrica usa algoritmos
de programação
finita, com base em regras de sequenciamento, para proceder ao
carregamento
detalhado das ordens nos recursos dentro de um período de
planejamento e definir
sequências preferenciais para a execução das ordens nos centros
produtivos.
4.4 Funcionamento MRP II
Martins e Laugeni (2005) demonstram na Figura 3 o funcionamento
de um
sistema MRP II baseado no plano mestre, nos estoques de
materiais, nos estoques
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
de componentes dependentes, nas listas de materiais, nas
restrições de mão-de-
obra, na disponibilidade de equipamentos e nos lead times.
Figura 3. Esquema de funcionamento de um sistema MRP II
Fonte: Martins e Laugeni, 2005
4.5 Vantagens
Em um mundo globalizado e cada vez mais acirrado, as empresas
estão
sempre em constantes transformações e suas ferramentas de
trabalho precisam
acompanhar essas modificações. O MRP possui essa qualidade, pois
trata-se de um
sistema dinâmico e de fácil adaptação às mudanças. Em situações
onde precisa-se
alterar algum item do programa mestre, apesar de parecer fácil,
na verdade pode
interferir em muitos componentes, sendo assim indispensável o
uso do sistema
MRP. Esse sistema é muito eficiente em ocasiões onde a formação
dos produtos
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
possuem muitos componentes e variações, e quando a demanda
encontra-se em
instabilidade. O sistema integrado do MRP pode transmitir muitas
informações que,
quando bem aproveitadas, podem ser bem úteis para a empresa.
(CORREIA;
GIANESI, 1994)
4.6 Desvantagens
O MRP II trata-se de uma ferramenta baseada em um pacote de
computador, possuindo um custo muito elevado de implantação,
além de ser
bastante complexo e não adaptar-se facilmente as necessidades de
todas as
empresas. O sistema também possui a desvantagem de tornar o
ambiente muito
computadorizado, não aceitando controles paralelos, pois apesar
de disponibilizar
uma série de dados o mesmo carece que as informações sejam
enviadas ao
sistema de forma sistemática e exata. Para que tudo funcione
corretamente é
preciso muita atenção e disciplina dos usuários na hora de
alimentar esses dados.
Geralmente as pessoas tendem a ser desatenciosas e informais,
causando uma
barreira na utilização do MRP II. Outro ponto negativo está no
fato de que o sistema
não procura encontrar melhorias em seus parâmetros, aceitando
tudo e não tendo
nenhuma forma de questionar tais informações. (CORREIA; GIANESI,
1994)
5 COMPARAÇÃO ENTRE MRP II E JIT
Segundo Chase, Jacobs e Aquilano (2006) o MRP II tem como
objetivo ações
para manutenção do resuprimento de itens e materiais,
independentemente de
serem internos ou externos. Já o JIT tem seu foco na otimização
do tempo e de
capital, através da eliminação dos desperdícios.
Para a aplicação do JIT não é necessário muito investimento,
sendo aplicado
com cartões coloridos e sistemas visuais, diferente do MRP II
que utiliza softwares
de alta tecnologia e de custo bem elevado. O JIT tem necessidade
de estabilização
em base de demanda diária junto ao programa mestre, entretanto o
MRP II pode
utilizar um plano de demanda variável. Sendo assim o MRP II é
mais eficiente em
situações de fabricação sob encomenda, em pequenas quantidades,
onde a
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
produção não é sempre repetitiva. Já o JIT tem melhores
resultados em um
ambiente de produção continua e repetitiva. (CHASE; JACOBS;
AQUILANO, 2006)
6 SISTEMAS HÍBRIDOS: MRP II E JIT NA PRODUÇÃO ENXUTA
Segundo Correa e Gianesi (1996) o MRP II é um mecanismo
importante para
planejamento e controle de atividades e o JIT na redução de
desperdícios, lead-
times e melhoria de qualidade, podendo os dois sistemas
estabelecer uma simbiose,
que se bem administrada, proporcionaria ao sistema de produção
as vantagens de
ambos.
Kappelhoff apud Marques (2008) defende que o uso dos sistemas
híbridos
permite a padronização das informações, permitindo a
padronização das interfaces
entre o sistema e o chão de fábrica. Vollman, Berry, e Whybark
apud Marques
(2008) ressaltam que, nestes sistemas, o processo é apenas
planejado pelo MRP e
suas ordens nunca são convertidas, elas são utilizadas apenas
para controle, pois o
que aciona a produção são os cartões kanban.
Marques (2008) aborda em sua pesquisa a integração do sistema
MRP e do
JIT, ressaltando o fato de que os dois sistemas utilizam
processos diferentes para
executar a tarefa. No trabalho, foi elaborado um sistema para
gerenciar o kanban,
assim, as transações controladas pelo kanban estão
informatizadas pelo módulo de
planejamento da produção. O programa faz a impressão dos cartões
que acionam a
fábrica. Vale lembrar que as operações de chão de fábrica não
foram alteradas com
a implantação do MRP, portanto não houve modificação no Mapa de
Fluxo de Valor.
CONCLUSÃO
Conclui-se que o MRP II e o JIT são sistemas com características
distintas
que podem ser complementares e quando utilizados de forma
conjunta o JIT
simplificaria os processos do MRP II, deixando essas tarefas
menos centralizadas e
complexas pela aplicação do JIT. O sistema MRP II deixa a
desejar na questão de
melhorias, trabalhando apenas com informações e não possuindo um
módulo para
promover melhorias contínuas. A utilização da filosofia JIT é
eficiente na
-
Rua Dom Bosco, 265, Vila Alta - Lins/SP - CEP 16400-505 - fone:
(14) 3533 5000
administração de itens, gerenciamento de estoques, em dar ordens
de produção e
na realimentação de informações do sistema produtivo. O sistema
MRP II pode ser
utilizado para aumentar os parâmetros utilizados no sistema JIT.
Sendo assim,
observa-se que as duas ferramentas de produção tem suas
características próprias,
que podem ser complementares, respeitando as especificidades de
cada uma na
busca de maior eficiência na produção.
REFERÊNCIAS
CHASE, R. B.; JACOBS, F. R.; AQUILANO, N. J. Administração de
Produção e Operações para Vantagens Competitivas. São Paulo: McGraw
Hill, 2006.
CORIAT, B. Pensar pelo avesso: o modelo japonês de trabalho e
organização. Rio de Janeiro: UFRJ, 1994.
CORREA, H. L.; GIANESI, I. G. N. JUST IN TIME, MRP II E OPT: Um
enfoque Estratégico. São Paulo: Atlas, 1996.
MARQUES, D. M. N. Implantação de um sistema MRP em ambiente de
Produção Enxuta com alta diversidade de componentes e sazonalidade.
2008. Dissertação (Mestrado em Engenharia de Produção) – Escola de
Engenharia de São Carlos, Universidade de São Paulo, São
Carlos.
MARTINS, P. G.; LAUGENI, F. P. Administração de Produção. São
Paulo: Saraiva, 2005.
MESQUITA, M.A.; CASTRO, R.L. Análise das práticas de
planejamento e controle da produção em fornecedores da cadeia
automotiva brasileira. Disponível em: . Acesso em: 06 de maio de
2013.
POZO, H. Administração de Recursos Materiais e Patrimoniais: Uma
Abordagem Logística. São Paulo: Atlas, 2007.



























![Apresentacao Uberaba-Filipe Guelber [Modo de Compatibilidade]sreuberaba.educacao.mg.gov.br/images/stories/uberaba/simposio2013/... · A educação também muda É preciso inovar também](https://img.document.onl/doc/110x75/5c3176b909d3f2a4528c2cbd/apresentacao-uberaba-filipe-guelber-modo-de-compatibilidade-a-educacao-tambem.jpg)