Embed Size (px)
Citation preview
UNIVERSIDADE FEDERAL DE SANTA CATARINA
CURSO DE ENGENHARIA DE CONTROLE E AUTOMAÇÃO
Sistema de Lubrificação Autônomo
para Cabos utilizados em Perfilagens de Poços de Petróleo
Monografia submetida à Universidade Federal de Santa Catarina como requisito para a aprovação da disciplina:
DAS 5511 Projeto de Fim de Curso
Guilherme Antônio Mafra
Florianópolis, Março de 2007

Sistema de Lubrificação Autônomo para Cabos utilizados em Perfilagens de Poços de Petróleo
Guilherme Antônio Mafra
Esta monografia foi julgada no contexto da disciplina DAS 5511: Projeto de Fim de Curso
e aprovada na sua forma final pelo Curso de Engenharia de Controle e Automação
Banca Examinadora:
Amós Carvalho Orientador na Empresa
Agustinho Plucenio Orientador do Curso
Prof. Augusto Humberto Bruciapaglia Responsável pela disciplina
Prof. Julio Elias Normey Rico, Avaliador
Adriano Winter Bess, Debatedor
Thiago de Freitas Santos, Debatedor

Agradecimentos
Agradeço em primeiro lugar aos meus colegas de trabalho da base da
Schlumberger. Com seu companheirismo, alto astral e amizade, estes foram os
responsáveis diretos por tornar tão agradável e marcante a minha passagem pela
cidade de São Mateus.
Agradeço também ao meu orientador Agustinho Plucenio pelo apoio em
minhas escolhas. E pelo incessante entusiasmo, desde os tempos de estágio
curricular, até as últimas conversas antes do encerramento deste trabalho.
À Agência Nacional do Petróleo, Gás Natural e Biocombustiveis – ANP, que
por meio do Programa de Recursos Humanos PRH-ANP 34, me apresentou ao
setor de petróleo e gás, e forneceu muito dos conhecimentos de que precisei
durante este estágio.
Não poderia deixar de agradecer a todos os grandes amigos que fiz em
Florianópolis nos últimos cinco anos de curso. Pela cumplicidade em tantos
momentos, sejam os de festa, sejam os de estudo. E que apesar da vindoura e
inevitável distância, serão sempre lembrados com especial consideração.
E finalmente, deixo um agradecimento mais que especial à minha família,
meus pais e minha irmã, que sempre me deram todo suporte e atenção de que
precisei não só nestes excepcionais anos de universidade, como em toda a minha
caminhada para chegar até aqui.
Muito Obrigado!
2
Resumo
Há inúmeros tipos de operações de perfilagem de poços de petróleo, com as
mais diferentes razões para serem executadas e com os mais diferentes objetivos a
serem cumpridos. A maioria das operações de perfilagem tem como objetivo
investigar a formação atravessada por poços recém perfurados. Outra parcela
objetiva fazer manutenções em poços que já produzem há anos.
E por mais diversificadas que estas operações sejam, todas elas necessitam
movimentar algum tipo de ferramenta dentro do poço de petróleo. E na maioria dos
casos, o elemento que dá sustentação e mobilidade às ferramentas dentro do poço,
além de possibilitar a comunicação com estas, e inferir a profundidade em que se
encontram, é o Cabo de Perfilagem (Logging Cable).
Na Schlumberger, o segmento responsável pela perfilagem dos poços
utilizando o Cabo de Perfilagem é denominado Wireline, justamente devido a
presença deste elemento em todas as suas operações.
Uma boa conservação do cabo de perfilagem é essencial para o sucesso das
operações de Wireline. Tanto no aspecto da qualidade no resultado final do trabalho
quanto no aspecto de segurança dos trabalhadores e dos equipamentos. Uma das
exigências para se conservar adequadamente um cabo de perfilagem, é mantê-lo
devidamente lubrificado nos períodos em que este não está exposto às severas
condições do poço de petróleo.
Para melhor cumprir com esta exigência, foi desenvolvido neste trabalho um
Sistema Lubrificador de Cabos. Este sistema realiza de forma automática e segura
uma lubrificação do cabo de perfilagem que usualmente é feita manualmente, de
maneira muitas vezes ineficiente, e que expõe trabalhadores a riscos
desnecessários.
O trabalho foi realizado através de um estágio na empresa Schlumberger
Serviços de Petróleo, numa de suas bases operacionais, situada na cidade de São
Mateus – ES, Brasil, onde o aluno residiu durante os seis meses de estágio.
3
Paralelamente ao desenvolvimento deste sistema, o aluno desempenhou
diversas outras atividades, que absorveram a maior parte do tempo de trabalho do
mesmo na empresa. Mas estas serão, neste documento, apenas brevemente
comentadas. De maneira que o foco aqui será a descrição dos trabalhos de
desenvolvimento do sistema e características do mesmo.

4
Abstract
There are lots of kinds of oil well logging operations, with the most diversified
reasons to be executed and with the most diversified objectives to be fulfilled. Most of
the logging operations will to investigate the formation crossed by a recently drilled
well. Another part will to perform maintenance in wells which are producing for years.
However, even being so diversified, all of those operations need to move
some kind of tool inside the oil well. And in most cases, the element which gives
mechanical support and mobility to those tools, and also makes possible
communication and an inference of the depth they are in, is the Logging Cable.
At Schlumberger, the segment responsible for the oil wells logging using the
Logging Cable is called Wireline, exactly because of the presence of this element in
all of its operations.
A good maintenance of the logging cable is essential to the success of the
Wireline operations. As in the aspect of quality on the final results of jobs, and in the
aspect of workers and equipment security. One of the requirements to provide a
proper maintenance to a logging cable is to keep it well lubricated during the time it
isn’t exposed to the severe well conditions.
To better accomplish this requirement, a Cable Lubricator System has been
developed. This system makes in an automated and secure way, a cable lubrication
that is usually made manually, many times inefficiently, and exposing workers to
unnecessary risks.
The work was made through an internship program at Schlumberger Serviços
de Petróleo, in one of its operation bases, located in the city of São Mateus – ES,
Brazil, where the student lived for six months.
Parallel to the development of this system, the student worked on many other
activities, which absorbed the greatest part of the time he was in the company. But
those will be, in this document, just shortly mentioned. In this way, the focus here will
be on the description of the system development activities and the system features.

5
Índice
Agradecimentos ..........................................................................................................1
Resumo.......................................................................................................................2
Abstract .......................................................................................................................4
Índice...........................................................................................................................5
1 - Introdução ..............................................................................................................7
2 - A Schlumberger ...................................................................................................10
2.1 - Schlumberger Mundial ........................................................................10
2.2 - Schlumberger Brasil............................................................................12
2.3 - Linhas de Produto da Schlumberger...................................................13
3 - REW – Reservoir Evaluation Wireline ..................................................................16
3.1 - Poço Aberto ........................................................................................16
3.2 - Poço Revestido...................................................................................18
3.3 - Unidade de Perfilagem .......................................................................20
4 - Cabo de Perfilagem .............................................................................................24
4.1 - Importância da Lubrificação do Cabo de Perfilagem ..........................27
5 - Alternativas para Solução do Problema ...............................................................30
5.1 - A Medição da Velocidade Linear do Cabo..........................................32
6 - Implementação.....................................................................................................35
6.1 - Sensor Ótico .......................................................................................35
6.1.1 - Suporte e Encapsulamento ..........................................................37
6.2 - Reservatório Pressurizado..................................................................39
6.3 - Válvula Controladora ..........................................................................40
6.4 - Circuito de Controle ............................................................................41

6
6.5 - Software de Controle ..........................................................................45
7 - Resultados ...........................................................................................................48
8 - Atividades Paralelas ao Projeto ...........................................................................52
9 - Conclusões ..........................................................................................................54
Bibliografia.................................................................................................................56
ANEXO I – Procedimento de Calibração...................................................................57
ANEXO II – Lista de Componentes e Instruções de Montagem dos Circuitos. .........64
ANEXO III – Código Fonte do Software de Controle.................................................67

7
1 - Introdução
A principal maneira de se conhecer e avaliar as condições de um reservatório
de petróleo e os poços que dão acesso a este é através de trabalhos de Perfilagem.
São vários os perfis que se podem levantar com as diversas ferramentas de
perfilagem disponíveis.
Na Schlumberger, a linha de produto responsável pela avaliação de
reservatórios é a REW (Reservoir Evaluation Wireline), ou simplesmente Wireline.
Além das operações de perfilagem, a Wireline faz também as operações de
canhoneio, em intervalos do poço definidos com a ajuda dos perfis levantados.
Tanto as operações de perfilagem quanto as de canhoneio utilizam o mesmo
equipamento de Rig-Up. Ou seja, a maneira pela qual a ferramenta ou canhão é
sustentada e movida no interior do poço é a mesma.
O elemento principal dessa sustentação é o Cabo de Perfilagem (logging
cable), que também é o responsável pela transmissão dos dados coletados e pela
alimentação elétrica das ferramentas, através de sete condutores em seu interior.
Esse cabo tem características construtivas mecânicas e elétricas muito específicas e
exclusivas, o que faz com que seu preço seja bastante elevado.
Quando o cabo de perfilagem é utilizado em operações a poço aberto (poço
sem revestimento metálico), o mesmo fica contaminado pela lama de perfuração
presente no poço, e sem nenhuma lubrificação. Isso acelera a oxidação do cabo.
Neste trabalho, foi desenvolvido um sistema autônomo para lubrificar o cabo
de perfilagem enquanto o mesmo é enrolado pela última vez em sua bobina, ao fim
dos trabalhos de poço aberto. Estendendo assim a sua vida útil, e por conseqüência,
reduzindo custos de manutenção.
Este sistema é um exemplo claro de como técnicas simples de controle e
conceitos básicos de instrumentação adquiridos durante o curso, quando bem
aplicados, podem gerar bons resultados e melhorar significativamente o
desempenho de determinado processo.

8
Antes deste sistema começar a operar, a lubrificação do Cabo era realizada
por um operador, que despejava óleo lubrificante sobre a bobina conforme julgasse
necessário, enquanto o cabo era enrolado. Isto tornava a lubrificação na grande
maioria dos casos muito ineficiente, ou pela falta, ou pelo excesso de fluído aplicado.
E ainda, nem sempre essa operação era realizada, justamente por ser ineficiente.
Além destas características, havia ainda o enorme risco associado a se ter um
operador em pé ao lado da bobina enquanto esta se movimentava com o cabo sob
tensão. Qualquer distração do operador poderia gerar um grave acidente, tendo em
vista o elevadíssimo torque gerado pelo motor que movimenta a bobina. Todos estes
aspectos justificam os esforços no estudo e desenvolvimento de um sistema
autônomo para realizar a função de lubrificação do cabo de perfilagem.
Assim, ficou claro no desenvolvimento do projeto o objetivo de aumentar a
durabilidade e confiabilidade do cabo de perfilagem, sem que para isso fosse
necessário aumentar a carga de trabalho dos operadores e muito menos infringir
regras de segurança no trabalho. Um outro objetivo igualmente importante, foi o de
conceber um sistema que pudesse ser utilizado em qualquer unidade de perfilagem
da Schlumberger (ver seção 3.3), seja esta uma unidade de terra ou de mar.
Com isto em mente, diferentes formas de implementação do lubrificador foram
analisadas, e serão relatadas ao longo deste documento. A implementação final
contempla cinco principais componentes: um circuito controlador, um sensor da
velocidade do cabo, uma válvula proporcional, um tanque reservatório de lubrificante
e um software de controle.
Quanto à forma de trabalho do aluno, a realização do projeto transcorreu
paralelamente à realização de atividades de base (manutenção e preparação para
operações de campo) e operações em campo propriamente ditas. Desta forma, foi
possível ao aluno estar totalmente inserido na realidade da empresa, o que pode ser
visto como um fato extremamente positivo, mesmo que isto tenha deixado o projeto
muitas vezes como um objetivo de segundo plano durante o período de estágio.
Este documento está organizado da seguinte maneira: no Capítulo 2,
descreve-se um pouco da história da Schlumberger e de sua organização atual. No
Capítulo 3 é descrito o segmento Wireline, onde foi desenvolvido o estágio. O Cabo
de Perfilagem é descrito no Capítulo 4, juntamente com a importância de sua

9
conservação. No Capítulo 5 são discutidas algumas alternativas para solução do
problema abordado. Em seguida, no Capítulo 6 é explanada a implementação da
solução escolhida. No Capítulo 7 são expostos os resultados alcançados. No
Capítulo 8, é dada uma breve descrição da rotina do aluno na empresa, tratando das
atividades paralelas ao projeto. E finalmente, no Capítulo 9 são tecidas conclusões
pessoais relativas ao estágio desenvolvido.

10
2 - A Schlumberger
2.1 - Schlumberger Mundial
Fundada há mais de 80 anos, a Schlumberger apresenta-se hoje como líder
mundial no fornecimento de tecnologia, gerenciamento de projeto e soluções para
informação relacionada à indústria de gás e óleo. Atualmente emprega mais de
70.000 pessoas, de mais de 140 nacionalidades e trabalhando em 80 países
diferentes, configurando-se como um verdadeira equipe internacional de trabalho.
Isto reflete a crença da companhia de que diversidade resulta em criatividade,
colaboração e um melhor entendimento das necessidades dos clientes.
As atividades da Schlumberger tiveram início em 1920, com a abertura do
primeiro escritório em Paris. Os criadores da companhia foram o geofísico Conrad
Schlumberger, que já em 1912 havia concebido a revolucionária idéia de usar
eletricidade no mapeamento de rochas subterrâneas, e seu irmão engenheiro Marcel
Schlumberger. Durante a década de 20 foram feitas as primeiras pesquisas
geofísicas na Europa, Canadá, EUA, África do Sul, Índia, Venezuela e antiga União
Soviética.
Figura 1 - Início das atividades da Schlumberger

11
Nos anos seguintes houve uma intensa expansão da Schlumberger, sendo
que em 1927 foi feito o primeiro perfil elétrico em Pechelbronn, França. A perfilagem
correspondia à avaliação da resistividade da rocha, mostrando em que profundidade
encontravam-se as regiões porosas passíveis de conterem óleo, caracterizando
assim a formação geológica do poço de petróleo. Em 1929 foi feita em Kern County,
Califórnia a primeira perfilagem nos EUA. Já no ano de 1934 os trabalhos se
estendiam pela Alemanha, Argentina, Equador, México, Áustria e Borneo,
totalizando 122 engenheiros. Em 1940 a sede da Schlumberger foi transferida para
Houston, Texas, onde permanece até hoje.
Figura 2 - Equipamentos utilizados nos primeiros anos da Schlumberger
No período compreendido entre 1987 e 1992, a empresa tomou a decisão de
centralizar sua área de atuação, desviando-se das linhas de negócios que não
couberam dentro do núcleo de seus objetivos, fazendo novas aquisições para
reforçar o sentido preferencial de seu negócio (a indústria petrolífera), reestruturando
a empresa e focando também seus esforços em inovações de baixo custo.
Entre 1993 e 1998, o crescimento lucrativo da Schlumberger foi de grande
significância. Seus recursos se concentraram majoritariamente nas linhas de produto
de maior expansão no mundo. Os novos produtos e serviços entraram para
consolidar sua liderança tecnológica, e assim foi desenvolvida uma cultura
verdadeiramente internacional.

12
Ao longo da sua evolução, a Schlumberger foi crescendo, desenvolvendo e
patenteando novas tecnologias, englobando as outras empresas que trabalhavam
em conjunto, tornando-se hoje a maior indústria de serviços de petróleo do mundo.
2.2 - Schlumberger Brasil
Em dezembro de 1945 foi feito pela Schlumberger o primeiro perfil elétrico do
Brasil para o Conselho Nacional de Petróleo do Brasil, no Campo de Candeias,
Bahia. Com a criação em 1953 da Petróleo Brasileiro S.A. (Petrobras) por Getúlio
Vargas, a indústria petrolífera nacional teve um extraordinário crescimento, que foi
acompanhado pela Schlumberger no Brasil.
Em 1954 a Schlumberger atua na perfuração do primeiro poço em lâmina
d’água no Brasil, no Campo de Dom João Mar, na Bahia, com lâmina d’água de 3
metros. Em 1968 foi descoberto o primeiro poço de produção offshore brasileiro, no
Campo de Guaricema, Sergipe, com a presença da empresa como prestadora de
serviço.
Figura 3 - Perfilagem no primeiro poço offshore na Bahia, lâmina d´água de 3 metros
Outro marco importante para a Schlumberger foi a primeira perfuração
direcional realizada pela empresa no Brasil, no Campo de Enchova, de onde foi
extraído o primeiro barril de óleo da Bacia de Campos.

13
Atualmente a Schlumberger conta com 6 Bases Operacionais e 5 escritórios
em diferentes locações do Brasil (Rio de Janeiro-RJ, Aracaju-SE, Catu-BA, Macaé-
RJ, Manaus-AM, Mossoró-RN, Natal-RN, São Mateus-ES, Urucu-AM e Vitória-ES),
totalizando mais de 1.200 funcionários.
2.3 - Linhas de Produto da Schlumberger
Atualmente a Schlumberger está estruturada em dois principais segmentos de
atuação, “Oilfiled Services” (OFS), responsável por todos os trabalhos conduzidos no
campo de petróleo e “WesternGeco” (WG), atuante na parte de sísmica na
prospecção de petróleo.
A empresa também apresenta-se dividida em espaços geográficos
(Geomarkets): ECA (Europe/Caspian&Africa), NAM (North America), LAM (Latin
America) e MEA (Middle East & Asia) e Schlumberger Russia.
Western GECO (WG)
Segmento responsável pela exploração sísmica tanto marinha quanto
terrestre. No mar, utiliza barcos sensores para identificar as áreas mais propícias a
conterem as rochas que armazenam o óleo.
Data Management (D&CS)
Schlumberger Information Solutions (SIS): desenvolve software
para as diversas atividades de exploração e responde pela venda e suporte dos
softwares para os clientes.
Data Consulting Services: presta consultoria nos diversos softwares
de interpretação de dados para os clientes, fazendo caracterização de reservatórios,
otimização de produção e planejamento de desenvolvimento de campo. Trabalha em
parceria com os outros segmentos.
Well Completions e Productivity (WC&P)
Produção: responsável por retirar amostras do poço e analisá-las.
Realiza também o teste do poço para analisar o seu comportamento durante a

14
produção. O teste (testing) oferece indicações de tamanho de reservatório, tempo de
produção e produção diária.
Completação: responde pela completação do poço, quando são
colocados os equipamentos necessários para a produção, e também pela tecnologia
multilateral, que permite a perfuração de vários poços a partir de uma seção inicial
comum a todos eles.
Drilling & Measurements (D&M)
Diante do provável local do reservatório, a equipe de perfuração realiza as
primeiras tentativas de encontrá-lo. Este segmento possui três tecnologias principais:
a primeira mostra a broca em tempo real em um plano 3D, permitindo monitorar o
curso da perfuração; a segunda possibilita comandar a broca, permitindo construir
poços sinuosos; e a terceira conta com a possibilidade de logging (perfilagem) em
tempo real.
Reservoir Evaluation Wireline (REW):
Segmento original da companhia, estuda toda a extensão do poço para a
análise da formação geológica ao seu redor. Seus gráficos (perfis) indicam, entre
diversas outras características do poço, em quais profundidades encontra-se o óleo.
Well Services (WS):
Responsável pela cimentação e estimulação do poço. A cimentação é feita
para evitar que os fluídos se misturem ou que as paredes do poço desmoronem. A
estimulação aumenta a permeabilidade da formação, agilizando assim a produção.
Os trabalhos relacionados à Flex Tubos também são feitos pela WS.
Integrated Project Management (IPM):
Realiza o gerenciamento de sistemas complexos para o cliente, integrando
diferentes serviços oferecidos pela companhia.
Na Figura 4, é possível se ter uma idéia de como estas linhas de produto
estão relacionadas, a fim de atender às necessidades do cliente.

15
Figura 4 - Linhas de Produto da Schlumberger

16
3 - REW – Reservoir Evaluation Wireline
A Wireline é a linha de produto mais tradicional da Schlumberger. Foram os
trabalhos de wireline que deram origem à empresa, e de certa forma, foi a
Schlumberger que deu origem às atividades de wireline.
O resultado principal dos trabalhos da Wireline são os perfis gerados. Estes
são gráficos da profundidade do poço versus alguma propriedade física da
formação, como resistividade, porosidade, densidade, entre outras.
Os dados dos perfis podem ser utilizados para identificação e caracterização
de fluídos afim de determinar intervalos de interesse para produção de óleo e/ou
gás. Perfis são também utilizados para correlação estratigráfica, ou seja, servem de
referência para saber as profundidades reais do poço.
Figura 5 - Esquema de Perfilagem
Há dois segmentos dentro de linha de produto Wireline: Poço Aberto (Open
Hole) e Poço Revestido (Cased Hole).
3.1 - Poço Aberto
Trabalhos em poço aberto são realizados imediatamente após a perfuração
de uma seção do poço. São as primeiras e mais importantes medições. Elas definem
a real profundidade do poço e servem de referência para qualquer outra intervenção

17
que se faça no mesmo posteriormente. Neste momento, há apenas a lama de
perfuração no poço, em contato direto com a formação.
Várias medições podem ser feitas à poço aberto. A fim de levantar as
principais características físicas de interesse (resistividade, densidade e porosidade),
ou até mesmo de gerar imagens das interfaces entre os fluídos presentes na
formação atravessada pelo poço.
As ferramentas utilizadas nesse segmento possuem um diâmetro médio de 3-
3/8 de polegada (8,5725 cm) e comprimento variando em média entre 3 e 20 pés
(0,9144 e 6,096 m). Para descer no poço, estas são conectadas umas às outras
formando strings. O comprimento das strings varia entre 30 e 130 pés (9,144 e
39,624 m). As ferramentas suportam temperaturas de até 260ºC e pressões de
20.000 psi.
A string mais utilizada em poço aberto é a Plataform Express (PEX)
constituída por três ferramentas, conforme ilustrado na Figura 6. Ela realiza três
diferentes medições: Resistividade, Densidade e Porosidade (Neutron Gama Ray). É
muito comum acrescentar à esta string uma ferramenta com emissor de ondas ultra
sônicas, para se ter uma segunda medida de porosidade. O nome da string passa a
ser PEX/Sônico.
Figura 6 - String PEX

18
Figura 7 - String PEX/Sônico
Os dados adquiridos são enviados através do cabo de perfilagem até a
unidade de perfilagem. Essa pode estar em um caminhão, no caso dos poços
terrestres (onshore), ou em uma unidade Skid, no caso de poços marinhos
(offshore). Os dados são então processados e o perfil é criado. Um exemplo de perfil
pode ser visto no canto direito da Figura 6.
3.2 - Poço Revestido
Os trabalhos de poço revestido são realizados depois que o poço, como o
próprio nome já diz, recebeu um revestimento metálico, para evitar que a formação
ceda e feche o poço. Em sua maioria, estes trabalhos tem o objetivo de fazer
manutenções no poço afim de reavaliar e/ou melhorar sua produção.
Neste caso, não há lama de perfuração, apenas um fluído para manter a
pressão estática do poço. Ou, em alguns casos, apenas o próprio fluído da formação
(petróleo cru).
As medições tomadas nestes trabalhos fornecem, entre outros, dados sobre a
qualidade da cimentação por trás do revestimento, ou novamente, dados sobre a
interface entre os fluídos existentes na formação atravessada pelo poço.
19
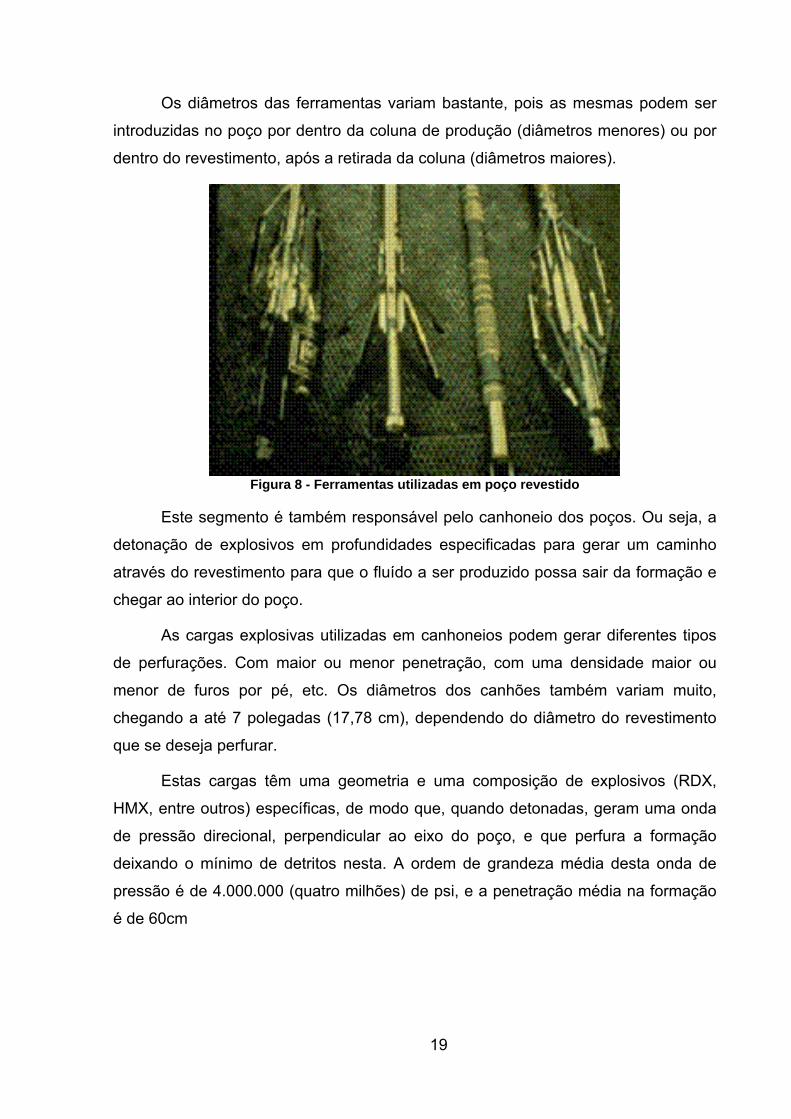
Os diâmetros das ferramentas variam bastante, pois as mesmas podem ser
introduzidas no poço por dentro da coluna de produção (diâmetros menores) ou por
dentro do revestimento, após a retirada da coluna (diâmetros maiores).
Figura 8 - Ferramentas utilizadas em poço revestido
Este segmento é também responsável pelo canhoneio dos poços. Ou seja, a
detonação de explosivos em profundidades especificadas para gerar um caminho
através do revestimento para que o fluído a ser produzido possa sair da formação e
chegar ao interior do poço.
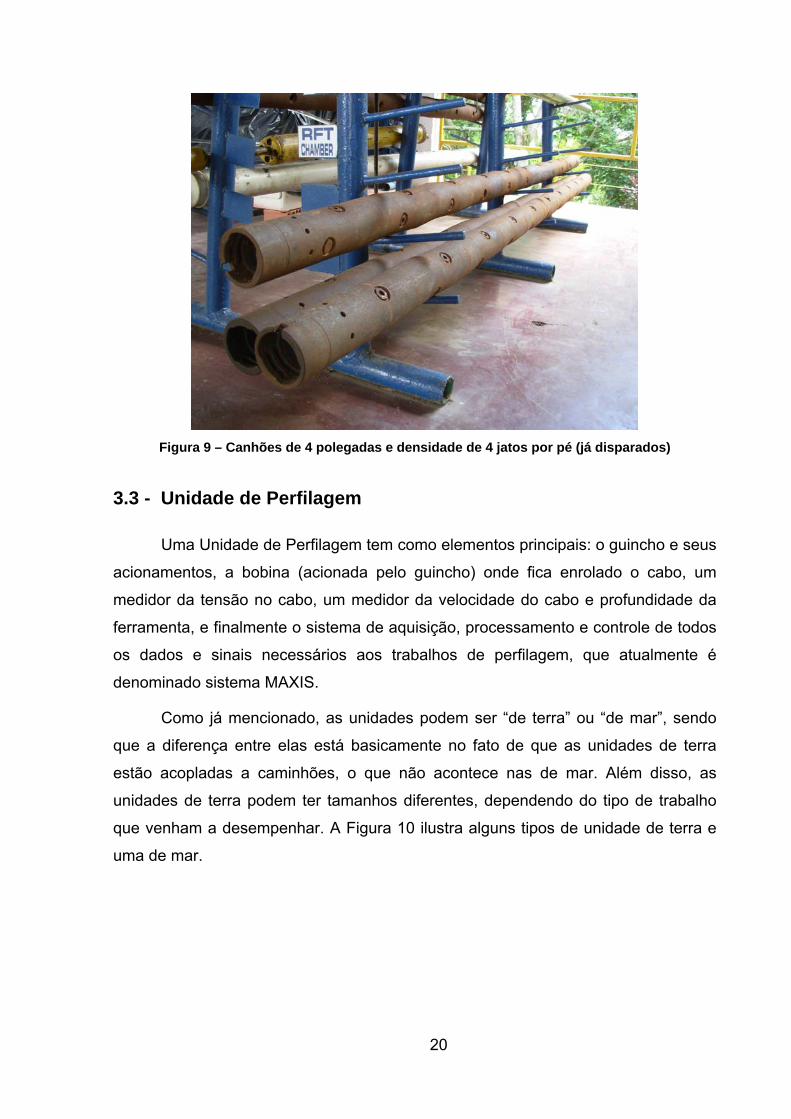
As cargas explosivas utilizadas em canhoneios podem gerar diferentes tipos
de perfurações. Com maior ou menor penetração, com uma densidade maior ou
menor de furos por pé, etc. Os diâmetros dos canhões também variam muito,
chegando a até 7 polegadas (17,78 cm), dependendo do diâmetro do revestimento
que se deseja perfurar.
Estas cargas têm uma geometria e uma composição de explosivos (RDX,
HMX, entre outros) específicas, de modo que, quando detonadas, geram uma onda
de pressão direcional, perpendicular ao eixo do poço, e que perfura a formação
deixando o mínimo de detritos nesta. A ordem de grandeza média desta onda de
pressão é de 4.000.000 (quatro milhões) de psi, e a penetração média na formação
é de 60cm
20
Figura 9 – Canhões de 4 polegadas e densidade de 4 jatos por pé (já disparados)
3.3 - Unidade de Perfilagem
Uma Unidade de Perfilagem tem como elementos principais: o guincho e seus
acionamentos, a bobina (acionada pelo guincho) onde fica enrolado o cabo, um
medidor da tensão no cabo, um medidor da velocidade do cabo e profundidade da
ferramenta, e finalmente o sistema de aquisição, processamento e controle de todos
os dados e sinais necessários aos trabalhos de perfilagem, que atualmente é
denominado sistema MAXIS.
Como já mencionado, as unidades podem ser “de terra” ou “de mar”, sendo
que a diferença entre elas está basicamente no fato de que as unidades de terra
estão acopladas a caminhões, o que não acontece nas de mar. Além disso, as
unidades de terra podem ter tamanhos diferentes, dependendo do tipo de trabalho
que venham a desempenhar. A Figura 10 ilustra alguns tipos de unidade de terra e
uma de mar.

21
Figura 10 - Diferentes Unidades de Perfilagem da Schlumberger
Os elementos principais, no entanto, estão presentes em todos os tipos de
unidades invariavelmente. E embora alguns destes elementos tenham
características construtivas diferentes dependendo da unidade a que se destinam,
dois deles são sempre idênticos, o medidor de tensão (CMTD – Cable Mounted
Tension Device), e o medidor de velocidade e profundidade (IDW – Integrated Depth
Wheel). Estes tiveram maior relevância no desenvolvimento do sistema descrito
neste. A Figura 11 ilustra o CMTD. Uma ilustração do IDW pode ser vista na Figura
17.

22
Figura 11 - CMTD (Cable Mounted Tension Device)
Finalmente, na Figura 12, é ilustrada a parte traseira de uma das unidades de
perfilagem da base de São Mateus, ainda suja após voltar de um trabalho. Nesta
foto, destaca-se a bobina, onde estão enrolados, neste caso, 4.440 metros de
Hepta-Cabo 7-39LX (ver próxima seção). Destaca-se também o braço do spooler, a
estrutura que fica suspensa por cima da bobina, servindo de suporte e dando
mobilidade ao CMTD e ao IDW, de maneira que estes estejam sempre alinhados
com a posição do cabo na bobina.

23
Figura 12 – Parte traseira de uma Unidade de Perfilagem Terrestre

24
4 - Cabo de Perfilagem
O Cabo de Perfilagem é a principal ferramenta para os trabalhos de Wireline.
E também é um dos itens mais caros para aquisição pelas bases, justamente por ser
uma peça única, ou seja, não há como substituir componentes ou partes defeituosas
de um cabo, como se faz com todas as outras ferramentas.
Este possibilita três funções essenciais:
• Suporte Mecânico para ferramentas no poço.
• Conexão Elétrica entre unidade e instrumentos nas ferramentas.
• Medição de Profundidades das ferramentas dentro do poço.
Há três tipos básicos de cabos: Monocabos, Cabos Coaxiais e Hepta-Cabos.
Cada um se destina a diferentes tipos de trabalho, no entanto, o Hepta-Cabo é muito
mais utilizado, devido à sua versatilidade. Um exemplo típico de hepta-cabo é
ilustrado na Figura 13.
Figura 13 - Esquema de um Hepta-Cabo típico
Há ainda muitas variedades de cabos de perfilagem dependendo do material
de isolação utilizado, da temperatura à que se destinam, do tipo de malha, etc.
Todos os cabos de perfilagem da Schlumberger são designados por um código alfa-
numérico do tipo “x-xxxx” onde:
• Posição 1 = número de condutores

25
• Posição 2 = traço
• Posição 3 e 4 = diâmetro em centésimos de polegada
• Posição 5 e 6 = material da jaqueta e material de isolação.
A Figura 14 ilustra a construção de um cabo tipo 7-46NT, ou seja, um cabo
com sete condutores elétricos, diâmetro de 0.46’’, jaqueta de Neoprene e material de
isolação de Teflon.
Figura 14 - Esquema de um Hepta-Cabo 7-46NT
Toda vez que um cabo de perfilagem é exposto às condições do poço, este
deve ser devidamente limpo e lubrificado antes de ser enrolado em sua bobina, para
evitar, na medida do possível, a corrosão do mesmo.
Nos trabalhos em poço revestido, pelo fato de o fluído dentro do poço na
grande maioria dos casos não ser corrosivo, e muitas vezes ser o próprio petróleo, a
lubrificação não se faz necessária. É feita apenas a limpeza, comprimindo borrachas
em volta do cabo de perfilagem através da injeção de ar comprimido num dispositivo
chamado Stuffing Box, que serve para evitar que o fluído do poço seja lançado para
fora do mesmo, devido a, entre outros motivos, tiros de canhão no fundo do poço.
Já nos trabalhos em poço aberto, o fluído presente no poço, como já
mencionado, é a lama de perfuração. Esta pode ser à base de água ou à base de
óleo, e na grande maioria dos casos, especialmente nas lamas à base de água, é
uma solução dita “salina”. Essa característica a torna extremamente corrosiva, e faz

26
com que as malhas de metal dos cabos de perfilagem se desgastem
prematuramente caso os mesmos não sejam limpos e lubrificados.
Nesse tipo de trabalho, não há Stuffing Box, e não há borrachas para limpar o
cabo de perfilagem como nos poços revestidos. A limpeza é feita com jatos de ar
comprimido disparados continuamente no cabo através de uma ferramenta
especialmente desenhada para tal. Um exemplo de uma ferramenta desse tipo pode
ser visto na Figura 15.
Figura 15 - Limpador de cabos a ar comprimido
No entanto, para a lubrificação não há uma ferramenta padronizada na
Schlumberger, na maioria das locações, a mesma é feita manualmente, por um
operador, que fica ao lado da bobina despejando lubrificante sobre o cabo de
perfilagem enquanto o mesmo é enrolado pela última vez, ao fim do trabalho.
Porém, pela ineficiência deste método, e pela prioridade de outras operações
desempenhadas pelos operadores ao fim dos trabalhos, muitas vezes nem mesmo
esta lubrificação manual é feita. Como resultado, em alguns dias enrolado na bobina
o cabo de perfilagem pode ficar bastante corroído, dependendo do tipo de fluído a
que o mesmo foi exposto. Na Figura 16, é feita uma comparação entre um cabo em
bom estado e um cabo corroído, dias após um trabalho em poço aberto.

27
Figura 16 - Cabo de perfilagem corroído (acima) e em boas condições (abaixo)
4.1 - Importância da Lubrificação do Cabo de Perfilagem
Em um cabo de perfilagem corroído, os fios tanto da malha externa quanto da
interna perdem sua resistência mecânica. E são estes os fios responsáveis por
resistir às tensões aplicadas no cabo de perfilagem. Estas tensões, em condições
normais de operação, correspondem apenas ao peso da ferramenta inserida no
poço somado ao peso da porção do próprio cabo também inserido no poço.
Sob estas condições, dificilmente haverá problemas de rompimento dos fios
das malhas. Pois para tal, a corrosão teria de ser muito acentuada, e esta
dificilmente passaria despercebida pelos profissionais trabalhando com o cabo.
Os problemas aparecem quando a tensão aplicada no cabo de perfilagem
excede o valor acima mencionado. Isso é necessário durante as tentativas de soltar
a ferramenta ou o próprio cabo quando estes, por diversas e recorrentes razões,

28
prendem nas paredes da formação. Neste momento, uma corrosão que numa rápida
inspeção visual parecia negligenciável, pode causar o rompimento de um ou mais
fios, aumentando ainda mais a tensão sobre outros e culminando com o rompimento
total do cabo de perfilagem.
Este rompimento indesejado do cabo de perfilagem faz com que o pedaço do
cabo que sobrou entre o ponto de ruptura e a cabeça da ferramenta, fique embolado
por cima da mesma. Quando este pedaço tem apenas alguns centímetros, ou seja, a
ruptura aconteceu muito próxima à cabeça da ferramenta, é possível pescar a
mesma.
A operação de pescaria consiste em buscar a ferramenta no fundo do poço
com a ajuda da coluna de produção (poços revestidos) ou de perfuração (poços
abertos). Isto acarreta elevados custos operacionais e tempo extra de aluguel da
sonda sobre o poço.
No entanto, quanto maior o pedaço de cabo embolado no poço, menores são
as chances de sucesso da pescaria, o que pode inviabilizar a recuperação da
ferramenta. E mais ainda, caso este pedaço seja realmente grande, por exemplo
algumas centenas de metros, pode ser necessário abandonar totalmente o poço.
Ou seja, o rompimento de um cabo de perfilagem dentro de um poço de
petróleo pode gerar gigantescos prejuízos, o que torna evidente a importância de se
evitar tal situação a praticamente todo custo.
E é isto que os procedimentos da Schlumberger determinam. Muitas vezes,
sob uma pequena suspeita de avaria num cabo de perfilagem, vários metros são
cortados e descartados para não se correr o risco de rompimento.
Quando a corrosão detectada divide duas grandes seções de cabo, pode
também ser feito um splice, ou seja uma emenda de duas seções de cabo, numa
maneira muito peculiar e trabalhosa, onde cada fio que compõe o cabo é soldado ao
seu correspondente a metros de distância da solda de outros dois fios e assim
sucessivamente, fazendo com que a emenda se espalhe por vários metros no cabo
resultante. Estas operações de cortes e/ou splices se repetem até que o cabo de
perfilagem tenha que ser totalmente descartado e substituído por um novo.

29
Os custos envolvidos na aquisição e manutenção corretiva de cabos de
perfilagem foram apontados, numa estatística em âmbito mundial, como
aproximadamente US$20.000.000,00 (vinte milhões de dólares) anuais.
Nesta mesma estatística, foi apontada a possibilidade de economia de 25% a
50% deste valor caso fossem feitas mais manutenções preventivas para evitar a
corrosão dos cabos de perfilagem, o que aumentaria suas vidas úteis. Ou seja, seria
possível economizar US$10.000.000,00 (dez milhões de dólares) anuais, e ainda
evitar todo trabalho extra das manutenções corretivas.
E como a correta lubrificação dos cabos de perfilagem é uma das melhores
manutenções preventivas disponíveis, desenvolver o sistema de lubrificação
autônomo aqui descrito foi a maneira escolhida para explorar esta possibilidade de
economia.

30
5 - Alternativas para Solução do Problema
Como os sistemas de limpeza do cabo de perfilagem, com a Stuffing Box ou
com o limpador a ar comprimido, são eficazes, decidiu-se por mantê-los inalterados,
concentrando os esforços do projeto apenas na lubrificação.
Percebeu-se através da pesquisa em registros na rede online de
compartilhamento de conhecimento da Schlumberger, o sistema InTouch, e através
de conversas com operadores experientes, que os agentes químicos da lama de
perfuração responsáveis pela corrosão, podem ser inibidos na presença de óleo
lubrificante. Ou seja, a aplicação de lubrificante sobre o cabo de perfilagem é
suficiente para protegê-lo da corrosão. Por esta razão, e pela simplicidade da idéia,
esta foi a maneira escolhida para se fazer a correta lubrificação.
Dois requisitos de robustez foram prontamente estabelecidos antes da
elaboração de qualquer proposta de solução para o problema. O primeiro deles foi o
de resistência a choques mecânicos. Isto porque, devido à robustez dos demais
equipamentos nas unidades, os operadores de campo estão acostumados a não se
preocupar em evitar estes choques. E também há os choques acidentais, que
acontecem enquanto as unidades de perfilagem terrestres viajam a caminho ou de
volta do poço, e quando as unidades marinhas são colocadas ou retiradas das
plataformas de petróleo.
O segundo requisito de robustez está relacionado às condições climáticas e
de limpeza às quais a unidade de perfilagem é submetida. Resumidamente, o
sistema desenvolvido deverá funcionar perfeitamente mesmo debaixo de chuva e
num ambiente extremamente sujo. E ainda deverá resistir a jatos d`água sob
pressão e solventes utilizados na limpeza da unidade de perfilagem.
Finalmente, o sistema deverá ter mínima dependência dos aspectos
particulares de cada unidade. Ou seja, deverá ser possível instalar o sistema de
lubrificação em qualquer unidade de perfilagem da Schlumberger, seja esta de terra
ou de mar.
Levando em conta estes requisitos, partiu-se para uma análise de alternativas
para aplicar sempre a quantidade correta de lubrificante sobre o cabo de perfilagem.

31
O primeiro passo foi decidir qual seria a variável a ser controlada pelo
sistema. E optou-se, por controlar a espessura da camada de fluído lubrificante
sobre o cabo de perfilagem. Em seguida, foi necessário definir qual seria a variável a
ser manipulada pelo controlador. Decidiu-se utilizar para tal, a abertura de uma
válvula controladora. Esta válvula estaria regulando o fluxo de fluído lubrificante
entre um reservatório e a superfície do cabo de perfilagem.
Demonstra-se a consistência da escolha deste par de variáveis, numa análise
em regime permanente, da seguinte maneira:
Para o cabo de perfilagem movimentando-se linearmente a uma velocidade
v , aplica-se sobre o cabo, num tempo tΔ , um volume de fluído lubrificante
tDvV Δ= .... πε . Onde ε é a espessura da camada de lubrificante que se deseja
depositar sobre a face superior do cabo (variável a ser controlada), e D é o seu
diâmetro.
Ao mesmo tempo, o volume de lubrificante fluindo da saída do tanque
reservatório em direção ao cabo de perfilagem, neste mesmo intervalo de tempo tΔ ,
é expresso por tqV Δ= . , onde q é a vazão de lubrificante saindo do reservatório.
Esta vazão pode ser expressa por Pcq f Δ= φ. , onde fc é o coeficiente de fluxo,
considerado constante, φ é a abertura da válvula, e PΔ é diferencial de pressão que
se estabelece entre a pressão dentro do reservatório e a pressão atmosférica na
superfície do cabo.
Assim, tem-se tPctqtDv f ΔΔ=Δ=Δ φπε ...... , que prova a existência de uma
relação diretamente proporcional entre a espessura da camada de fluído lubrificante
sobre o cabo de perfilagem (ε ), e a abertura da válvula controladora (φ ).
Indo além, quando se estabelece um PΔ constante, ou em outras palavras,
se mantém constante a pressão dentro do reservatório, pode-se juntar todas as
constantes da equação PcDv f Δ= φπε .... sob uma única constante C , e se obtém a
relação:
φε .. Cv =
Finalmente, a partir desta relação, prova-se que para controlar a espessura
da camada de lubrificante sobre o cabo de perfilagem (ε ), é necessário agir apenas

32
sobre a abertura da válvula controladora (φ ). E a velocidade linear do cabo ( v ),
aparece como única perturbação. Pois todas as outras perturbações (temperatura
ambiente, umidade relativa do ar, etc.) foram negligenciadas ao serem
representadas pela constante C .
De posse destas deduções, iniciou-se uma pesquisa para encontrar
medidores para a variável controlada escolhida (ε ). Porém, infelizmente, os
medidores de espessuras de filmes de fluído encontrados não atendiam aos
requisitos de robustez citados no início deste capítulo. Principalmente porque
deveriam ser acoplados e desacoplados ao cabo de perfilagem no inicio e fim de
cada trabalho.
Percebeu-se então a possibilidade de se controlar a espessura da camada de
lubrificante (ε ) sem medi-la diretamente, porém, medindo a única perturbação
presente. Ou seja, o controle de ε seria feito medindo a velocidade linear do cabo
( v ), e atuando na abertura da válvula (φ ).
Desta maneira, a lei de controle deveria ser vKp.=φ , com CKp ε= .
De fato, tornou-se muito mais fácil atender aos requisitos de robustez optando
por medir a velocidade linear do cabo de perfilagem em vez de medir a espessura do
lubrificante sobre o mesmo. Mais detalhes sobre esta medição podem ser
encontrados na seção seguinte. E no Capítulo 6, são detalhados todos os outros
aspectos da implementação do sistema.
5.1 - A Medição da Velocidade Linear do Cabo
A velocidade linear de subida ou descida do cabo de perfilagem é controlada
pelo Guincheiro, ou seja, o operador que fica responsável pelo movimento da
ferramenta dentro do poço, e atua nos controles do guincho da unidade. Esta
velocidade varia conforme o Guincheiro julga necessário, assim, a medição desta
deve ser contínua, para estar sempre atualizada.
A primeira idéia foi utilizar o dado de velocidade do cabo de perfilagem já
disponível na unidade, proveniente do IDW (Integrated Depth Wheel). Este
dispositivo possui dois encoders óticos acoplados aos eixos de duas roldanas
(Wheel) que ficam pressionadas contra o cabo e giram com o movimento deste.
33
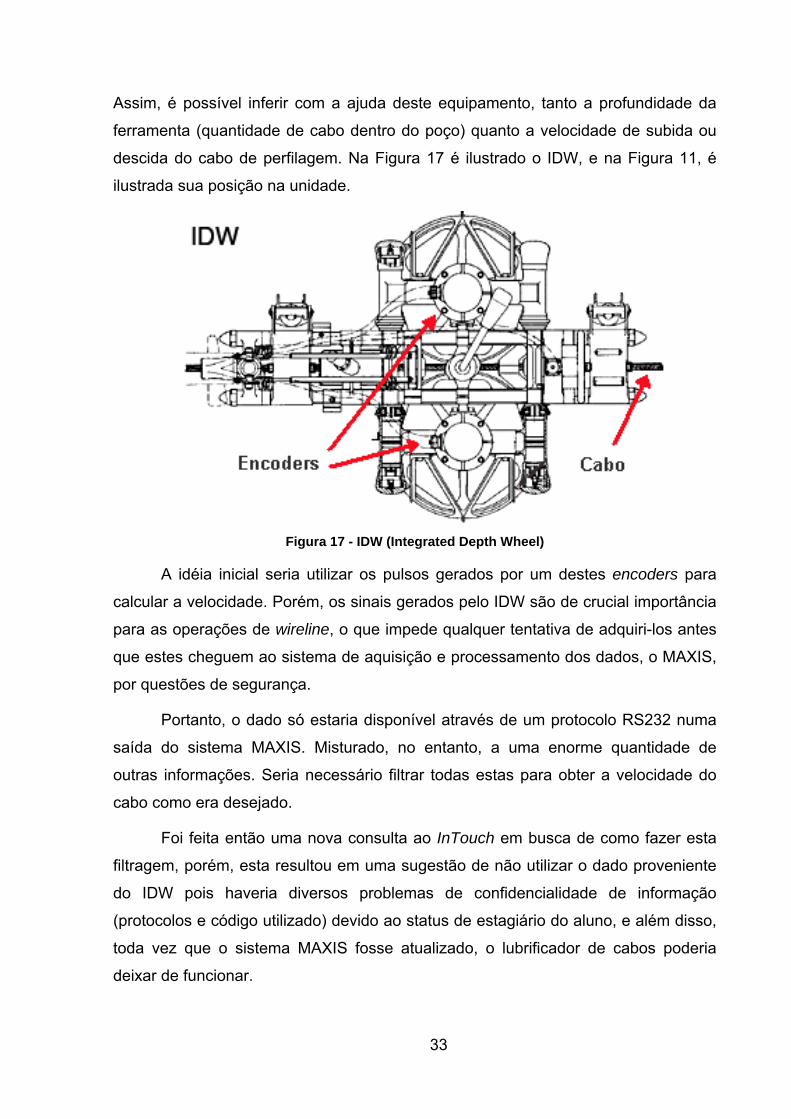
Assim, é possível inferir com a ajuda deste equipamento, tanto a profundidade da
ferramenta (quantidade de cabo dentro do poço) quanto a velocidade de subida ou
descida do cabo de perfilagem. Na Figura 17 é ilustrado o IDW, e na Figura 11, é
ilustrada sua posição na unidade.
Figura 17 - IDW (Integrated Depth Wheel)
A idéia inicial seria utilizar os pulsos gerados por um destes encoders para
calcular a velocidade. Porém, os sinais gerados pelo IDW são de crucial importância
para as operações de wireline, o que impede qualquer tentativa de adquiri-los antes
que estes cheguem ao sistema de aquisição e processamento dos dados, o MAXIS,
por questões de segurança.
Portanto, o dado só estaria disponível através de um protocolo RS232 numa
saída do sistema MAXIS. Misturado, no entanto, a uma enorme quantidade de
outras informações. Seria necessário filtrar todas estas para obter a velocidade do
cabo como era desejado.
Foi feita então uma nova consulta ao InTouch em busca de como fazer esta
filtragem, porém, esta resultou em uma sugestão de não utilizar o dado proveniente
do IDW pois haveria diversos problemas de confidencialidade de informação
(protocolos e código utilizado) devido ao status de estagiário do aluno, e além disso,
toda vez que o sistema MAXIS fosse atualizado, o lubrificador de cabos poderia
deixar de funcionar.

34
Decidiu-se então fazer um medidor de velocidade independente, destinado
apenas a fornecer a velocidade linear do cabo ao sistema lubrificador de cabos. Para
tal, foram cogitados alguns lugares na unidade onde poderia ficar o medidor, assim
como alguns princípios de medição a serem utilizados.
Foram analisadas possíveis implementações com encoders óticos adicionais,
sensores magnéticos e sensores óticos.
A solução utilizando um sensor ótico mostrou-se mais adequada. Em primeiro
lugar, porque o sensor utilizado tem baixíssimo custo, e é facilmente encontrado em
revendedores nacionais, sendo vendido por unidade. Já os encoders óticos, têm um
custo maior e sua instalação não seria tão trivial. E os sensores magnéticos
encontrados, eram vendidos apenas em grandes quantidades, assim como os imãs
que seriam necessários para gerar os pulsos necessários.
Além disso, a escolha do sensor ótico agregou versatilidade ao sistema.
Como o cabo faz girar roldanas tanto no CMTD quanto no IDW, bastaria soldar uma
pequena haste perpendicular ao eixo de rotação de qualquer uma destas roldanas e
posicionar o sensor ótico apropriadamente para se ter uma freqüência de pulsos
diretamente proporcional à velocidade do cabo.
Evita-se assim, maiores alterações nos equipamentos já utilizados nas
unidades. E também minimiza-se a dependência que o projeto teria dos detalhes
construtivos de cada equipamento, caso estes sejam remodelados.

35
6 - Implementação
O projeto pode ser divido em cinco componentes principais: o sensor ótico, o
reservatório pressurizado de lubrificante, a válvula controladora do fluxo de
lubrificante, o circuito de controle e o software de controle. A seguir, serão descritos
os detalhes da implementação de cada um destes componentes.
6.1 - Sensor Ótico
O sensor escolhido foi o CNY70, fabricado pela empresa Vishay
Semiconductors. As razões para a escolha deste modelo foram a facilidade em
encontrá-lo no mercado nacional, seu baixo custo e seu encapsulamento, que facilita
seu uso na aplicação desejada. A Figura 18 ilustra o sensor escolhido.
Figura 18 - Sensor Ótico CNY70
Para posicioná-lo de maneira eficiente para uma boa leitura, foi escolhido
como apoio o CMTD, devido à facilidade de acesso ao cabo de perfilagem, que
passa no interior deste equipamento, porém permanece bastante exposto, como
pode ser visto na Figura 11.
O sensor é excitado periodicamente por uma pequena haste soldada na
roldana exterior do CMTD, conforme ilustrado na Figura 19. Assim, são gerados
pulsos de tensão a cada passagem da haste por baixo do sensor. Logicamente, a
freqüência destes pulsos, é diretamente proporcional à velocidade angular da
roldana, que por sua vez, é diretamente proporcional à velocidade linear do cabo.
Tem-se assim, uma medição satisfatória da velocidade do cabo para ser utilizada
pelo sistema.

36
Figura 19 - Haste adicionada à roldana externa do CMTD
O circuito utilizado para tratar o sinal do sensor é composto por um ampop e
um arranjo de resistores, conforme ilustrado na Figura 20. Além disso, há um
potenciômetro de 500Ω para o ajuste de ganho do ampop.
Figura 20 - Circuito de tratamento de sinal do Sensor
Com este arranjo, o sensor entrega ao ampop uma tensão de
aproximadamente 16mV, quando não obstruído pela haste, e 25mV quando
obstruído. O ganho do ampop foi então regulado para entregar a máxima tensão
possível sem que o mesmo sature.
Como a saturação do ampop acontece quando a saída do mesmo é de
aproximadamente 3,7V, o ganho foi ajustado de maneira que quando o sensor
entrega uma tensão de aproximadamente 25mV, a saída do ampop seja
aproximadamente 3,7V. Seguindo a equação que rege o ganho do ampop:

37
entradasaída VPotRV *)1( 4+= , com R4 e Pot nas posições indicadas pelo circuito da
Figura 20.
Este sinal amplificado em tensão é então passado a uma porta analógica do
microprocessador PIC, presente no Circuito de Controle (Seção 6.4) para ser
devidamente interpretado e utilizado no cálculo da velocidade do cabo. Mais
detalhes sobre este cálculo podem ser vistos na Seção 6.5.
A partir do circuito de tratamento de sinal projetado, foi feito o desenho da
placa de circuito impresso a ser confeccionada. Esta foi feita manualmente, devido à
experiência prévia do aluno com o processo de corrosão de placas de cobre com
percloreto de ferro. E também devido à ausência de empresas que produzissem
placas de circuito impresso na cidade de São Mateus. Os componentes necessários
foram, em sua maioria, comprados de um fornecedor na cidade de São Paulo – SP,
através da internet, devido à também ausência de fornecedores adequados na
cidade de São Mateus.
Na Figura 21 é ilustrado o layout da pequena placa e a montagem da mesma.
Figura 21 - Circuito de tratamento de sinal do sensor
6.1.1 - Suporte e Encapsulamento
Como este circuito fica na parte externa da unidade, está exposto não só às
condições climáticas, mas também à sujeira que se adere ao cabo e aos
equipamentos por onde o cabo passa, especialmente o CMTD, que é o equipamento
onde o sensor fica acoplado. Além disso, há uma preocupação com o momento em
que a unidade é lavada após um trabalho, onde é usada água sob pressão e/ou
solventes para retirar o óleo (trabalhos em poço revestido) ou lama (trabalhos em
poço aberto) residuais.

38
Por esta razão, o circuito do sensor foi colocado dentro de uma caixa de
plástico transparente, de maneira que a leitura do sensor, apesar de prejudicada
continuasse significativa, e o circuito ficasse protegido contra estas adversidades.
Uma segunda preocupação está relacionada aos choques mecânicos que o
CMTD recebe, e que, por sua vez poderiam danificar o sensor. Foi feito então um
suporte de alumínio que protege a caixa plástica com o circuito contra estes
choques, especialmente nos momentos em que o cabo é armado e desarmado no
CMTD.
Este suporte também posiciona a mangueira ligada na saída da válvula
controladora. De maneira que o óleo lubrificante seja aplicado em cima do cabo
enquanto este passa por baixo deste mesmo suporte.
Na Figura 22, estão ilustrados tanto o encapsulamento quanto o suporte de
alumínio.
Figura 22 - Encapsulamento e suporte do sensor ótico

39
6.2 - Reservatório Pressurizado
Para armazenar o óleo lubrificante, foi utilizado um tanque de aço inox, já
existente na base, porém modificado para atender às necessidades do projeto. Para
poder pressurizá-lo, foi alterada a tampa de entrada do óleo, para que esta fosse
estanque.
Foi feita também na própria tampa de entrada de óleo, uma entrada para o ar
comprimido. E finalmente foi utilizada uma saída de óleo na parte baixa do tanque
para conectar a válvula controladora.
O tanque fica preso numa das paredes laterais externas da unidade, acima da
bobina, e é pressurizado através de uma mangueira conectada a saída de um
regulador de pressão. A entrada deste regulador de pressão recebe a pressão de
trabalho da unidade, que é de 120psi. E abaixa esta pressão para 15psi, que é alta o
suficiente para que a válvula controladora opere corretamente, e baixa o suficiente
para mitigar os riscos de acidentes com pressão. Além disso, esta pressão é a
responsável por manter um PΔ constante entre o reservatório e a superfície do cabo
de perfilagem, conforme necessidade explicada no Capítulo 5.
Na Figura 23 estão duas fotos do tanque, que tem capacidade para 14 litros
de fluído.
Figura 23 - Reservatório pressurizado de óleo lubrificante

40
6.3 - Válvula Controladora
A função de atuador foi conferida a uma válvula solenóide proporcional.
Devido a sua robustez, resistindo facilmente às condições do ambiente em que
operaria, à sua facilidade de operação, e à sua boa linearidade.
O fornecedor escolhido foi o fabricante alemão Danfoss. Suas válvulas
solenóides proporcionais são divididas em duas partes, a bobina modulante e o
obturador. Foi escolhido o menor obturador disponível, com ¼ de polegada. E a
bobina modulante escolhida foi a de modelo EV260B, que é modulada por um sinal
em tensão.
A conexão da válvula ao circuito de controle é feita através de três fios. Um de
alimentação (24VDC), outro para Terra, e finalmente um fio independente para o
sinal de modulação de 0 a 10VDC.
A válvula foi acoplada à saída de lubrificante do tanque, através da rosca
existente em seu obturador. Em série à mesma, foi adicionada uma restrição ao
fluxo. O objetivo desta restrição foi o de limitar a máxima vazão de lubrificante, para
que quando o sistema for operado manualmente, ou seja, com a tensão de
modulação regulada pelo Guincheiro, a vazão de lubrificante não seja
acidentalmente excessiva, gerando desperdício e até mesmo a possibilidade de
contaminação do solo abaixo da unidade.
Após esta restrição, foi conectada uma fina mangueira, que leva o lubrificante
até o suporte do sensor, para ser aplicado sobre o cabo.
Vale ressaltar que dentre os cinco elementos principais do sistema, a válvula
foi o único comprado pronto, ou seja, não foi desenvolvido pelo aluno. E
ironicamente, também foi o elemento responsável pelo maior atraso no andamento
do projeto. Em primeiro lugar por ser necessário aguardar o cadastramento do
fornecedor junto a Schlumberger. E depois pelo fato de a bobina modulante ter
apresentado problemas e ter de ser retornada ao fabricante para ser trocada por
outra nova, conforme o termo de garantia.
As ilustrações na Figura 24 foram retiradas da folha de dados da válvula.

41
Figura 24 - Válvula Solenóide Proporcional usada como atuador
6.4 - Circuito de Controle
Para implementar a lógica de controle do sistema, foi decidido usar um
microcontrolador, devido à flexibilidade que este componente agrega ao projeto. A
função primordial do microcontrolador é receber o sinal indicativo da velocidade do
cabo de perfilagem, proveniente do sensor ótico, calcular o sinal de controle
adequado através do software de controle nele gravado, e mandar este sinal à
válvula controladora, para que esta abra proporcionalmente à velocidade lida.
A justificativa para o uso de um microcontrolador, no entanto, está nas outras
funções não triviais que este implementa, como a compensação da luminosidade
local, conforme explanado na seção 6.5.
O modelo escolhido foi o microcontrolador PIC16F877A da fabricante
Microchip. Devido à facilidade de encontrá-lo no mercado nacional, à experiência
prévia do aluno com o mesmo, e ao seu relativo baixo custo.
Para gravar o software de controle na memória EEPROM do
microprocessador, foi adquirido um circuito programador para prototipagem, também
de baixo custo, porém extremamente eficiente para a função a que se destinou.
Passando para as características do circuito, este possui uma interface
RS232, para a comunicação entre o microcontrolador e a porta serial de PC’s
comuns. Esta característica permite que o ganho Proporcional da lei de controle
implementada seja facilmente ajustado. E permite também a visualização, na tela do

42
PC, do status de execução do software de controle, o que facilitou seu
desenvolvimento e facilitará eventuais alterações futuras.
No ANEXO I, é explicado o procedimento para o ajuste deste ganho. Este é o
Procedimento de Calibração que foi deixado na base de São Mateus, para que
qualquer pessoa que opere o sistema possa fazer uma eventual calibração do
mesmo.
Este ajuste é necessário pois, como explicado no Capítulo 5, a lei de controle
utilizada é vKp.=φ , com CKp ε= . Ou seja, quando se desejar mudar a espessura
da camada de fluído lubrificante sobre o cabo de perfilagem (ε ), é necessário
reajustar o ganho Kp .
Voltando às características do circuito, este é também responsável por fazer a
conversão do sinal de controle a ser enviado à válvula solenóide proporcional, do
formato Digital (sinal de 12 bits) para o Analógico (0 a 10VDC). Esta conversão é
feita num primeiro estágio por um circuito integrado (DAC) modelo TLV5616. Este
recebe o sinal digital de 12 bits do PIC e envia um sinal analógico em nível TTL a um
ampop (LM324). No segundo estágio, o ampop dobra o valor do sinal TTL para que
o mesmo tenha o range de 0 a 10VDC, que é o sinal utilizado como referência de
abertura pela válvula.
Há ainda uma chave seletora para escolher a fonte do sinal de referência da
válvula. Na posição “Auto”, o sinal enviado é o proveniente do cálculo da ação de
controle feito pelo PIC (após passar pelos dois estágios de conversão). Na posição
“Man”, o sinal enviado é diretamente a tensão resultante da variação de um
Potenciômetro, que pode ser ajustado pelo operador guincheiro a qualquer
momento.
Esta operação Manual do sistema faz um bypass no microcontrolador, e por
conseqüência, ignora a velocidade lida pelo sensor ótico. Esta possibilidade de
operação manual foi implementada pois, como o sensor ótico está acoplado ao
CMTD, e estes devem ser calibrados mensalmente, podem acontecer trocas de
CMTD entre as unidades, e ao menos por enquanto, apenas um CMTD possui um
sensor ótico.

43
Além disso, esta função gera uma alternativa para operação mesmo que haja
falhas no sensor, no microprocessador ou em outras partes do circuito, como
simples capacitores, por exemplo. Isto garante a lubrificação do cabo na ocorrência
de falhas ou curtos-circuitos.
Finalmente, outros importantes componentes são os reguladores de tensão
7824, 7810 e 7805 que entregam as corretas tensões de alimentação para
respectivamente: a Válvula Proporcional (24VDC), o ampop e o potenciômetro
(10VDC) e os demais CI’s (5VDC).
O esquema elétrico do circuito é ilustrado na Figura 25.
Figura 25 - Esquema Elétrico do Circuito de Controle
A partir deste esquema, foi feito o desenho da placa de circuito impresso a ser
confeccionada. Esta, assim como a placa do sensor ótico, foi feita manualmente. E a

44
maioria dos componentes, também adquiridos pela internet através de um
fornecedor em São Paulo.
No ANEXO II, encontra-se a lista dos componentes utilizados tanto no circuito
de controle quanto no circuito do sensor ótico. E também algumas breves instruções
de como montar as placas de circuito impresso.
Nas Figuras 26, 27 e 28 estão ilustrados os desenhos das trilhas da placa,
assim como fotos da montagem final da mesma.
Figura 26 - Arranjo dos componentes eletrônicos na placa
Figura 27 - Face superior (à esquerda) e inferior (à direita) da placa

45
Figura 28 - Montagem final da placa
Para acomodar a chave seletora e o potenciômetro mencionados
anteriormente, assim como uma chave liga/desliga, e deixá-los ao alcance das mãos
do guincheiro, foi feito um painel de chaves, conforme ilustrado na Figura 29.
Figura 29 - Painel de Chaves
6.5 - Software de Controle
A linguagem de programação C foi escolhida para o desenvolvimento do
software, principalmente devido à sua simplicidade, tendo em vista que este projeto
deverá ser continuado por outras pessoas na companhia, assim, toda simplificação
46
acaba sendo uma vantagem no contexto da aceitação do projeto como padrão de
lubrificação de cabos de perfilagem.
Para gravar o software no microcontrolador, foi utilizado o ambiente MPLab,
da própria fabricante Microchip , em conjunto com o gravador McFlash da fabricante
nacional LabTools.
O software carregado no PIC é responsável por identificar os pulsos de
tensão provenientes do sensor ótico, registrar a freqüência destes e a partir daí,
calcular a correta ação de controle e enviá-la ao DAC. Para entender como o mesmo
realiza esta função, basta acompanhar os comentários ao longo do código fonte no
ANEXO III.
Este cálculo da ação de controle, utilizando vKp.=φ , é a função primordial do
mesmo. Há, no entanto, uma outra função igualmente importante que é a de
compensação da luminosidade local.
A tensão entregue pelo sensor varia conforme a luminosidade ambiente, e
como o sistema deve funcionar à qualquer hora (dia ou noite) e sob quaisquer
condições de iluminação artificial, o software tem de levar em conta essa variação.
Esta compensação é feita calculando periodicamente a média do sinal do
sensor (após ser digitalizado pelo PIC) quando o mesmo é considerado em nível
lógico baixo. Em seguida, é estabelecido que o novo limite a partir do qual se
considera o sinal como em nível lógico alto, é o valor da média calculada acrescido
de 15% deste mesmo valor.
Por exemplo, se a média calculada é de 230 (sinal digital correspondente a
aproximadamente 1,12V), qualquer valor acima de 264 (1,29V) será considerado
como um pulso, ou seja, será considerada uma passagem da haste por baixo do
sensor. Este valor de 15% foi estabelecido experimentalmente, após exaustivos
testes.
Desta maneira, o sistema se adapta continuamente às variações de
luminosidade. Um exemplo dessa adaptação é o acendimento de uma lâmpada para
iluminar a bobina durante um trabalho durante a noite, graças a esta função
implementada por software, o sistema se adapta instantaneamente e continua
operando corretamente.
47
Além disso, esta mesma função elimina a necessidade de um segundo sensor
para fazer esta compensação, mais uma vez diminuindo os custos do projeto e
incorporando simplicidade ao mesmo.
No ANEXO III, podem ser encontrados maiores detalhes sobre a
implementação das funções descritas, no software de controle.

48
7 - Resultados
Dentre as principais virtudes do sistema desenvolvido está o fato de este
poder ser instalado em todos os tipos de unidades de perfilagem da Schlumberger,
independentemente do país em que operam, do seu ano de fabricação e se são
terrestres ou marítimas.
Outra virtude é o seu baixo custo, que gira em torno de US$ 400,00, o que
representa muito pouco se comparado com a economia que o sistema gera evitando
as trocas e/ou cortes prematuros dos cabos de perfilagem.
Ainda, devido à sua modularidade, torna-se muito simples implementar
melhorias no sistema sem a necessidade de reprojetá-lo. Facilitando o seu
aperfeiçoamento a cada instalação em uma nova unidade de perfilagem.
Para avaliar o seu desempenho antes de ser instalado na unidade de
perfilagem, o sistema desenvolvido foi testado em bancada. Neste teste verificou-se
o perfeito funcionamento tanto do sensor ótico desenvolvido, quanto do circuito de
controle. Foram também testados e aprovados a estanqueidade do reservatório de
lubrificante e o comportamento do software de controle.
Verificou-se, porém, que a válvula solenóide proporcional apresentava
problemas. Esta não abria de maneira proporcional à tensão enviada pelo circuito de
controle, e sim abria em um só estágio, fornecendo uma vazão fixa,
independentemente do valor da tensão de referência que recebia. A válvula foi então
enviada ao fabricante para ser trocada gratuitamente, segundo os termos de
garantia.
Infelizmente, a nova válvula só chegaria à base de São Mateus após a data
de término do período de estágio do aluno na empresa, apesar de ter sido enviada
ao fabricante um mês antes desta. No entanto, os exaustivos testes e ajustes feitos
nos quatro outros componentes do sistema, indicam que, com a válvula operando
corretamente, o sistema terá o desempenho esperado nos trabalhos em campo.
Para instalar a nova válvula foi dado treinamento a um competente técnico em
automação que atualmente trabalha como operador de campo na base de São

49
Mateus. Este também será o responsável por instalar réplicas do sistema de
lubrificação nas outras unidades de perfilagem da base.
Sendo assim, os resultados positivos dos testes realizados são os que
servem de base para a também positiva avaliação dos resultados alcançados com o
projeto. Afinal, conseguiu-se com um baixo custo, desenvolver um sistema simples e
eficaz, capaz de gerar uma significativa economia para toda e qualquer base da
Schlumberger que o utilize. Não importando o tipo, tamanho ou localidade desta
base.
Abaixo estão algumas fotos que ilustram a montagem final do sistema na
Unidade de Perfilagem MSLC 3058 da base de São Mateus – ES – Brasil.
Figura 30 – Posicionamento do Reservatório e do Sensor na Traseira da Unidade

50
Figura 31 - Suporte do Sensor Ótico com Cabo Posicionado para Operação
Figura 32 - Lado Oposto do Suporte do Sensor Ótico
51
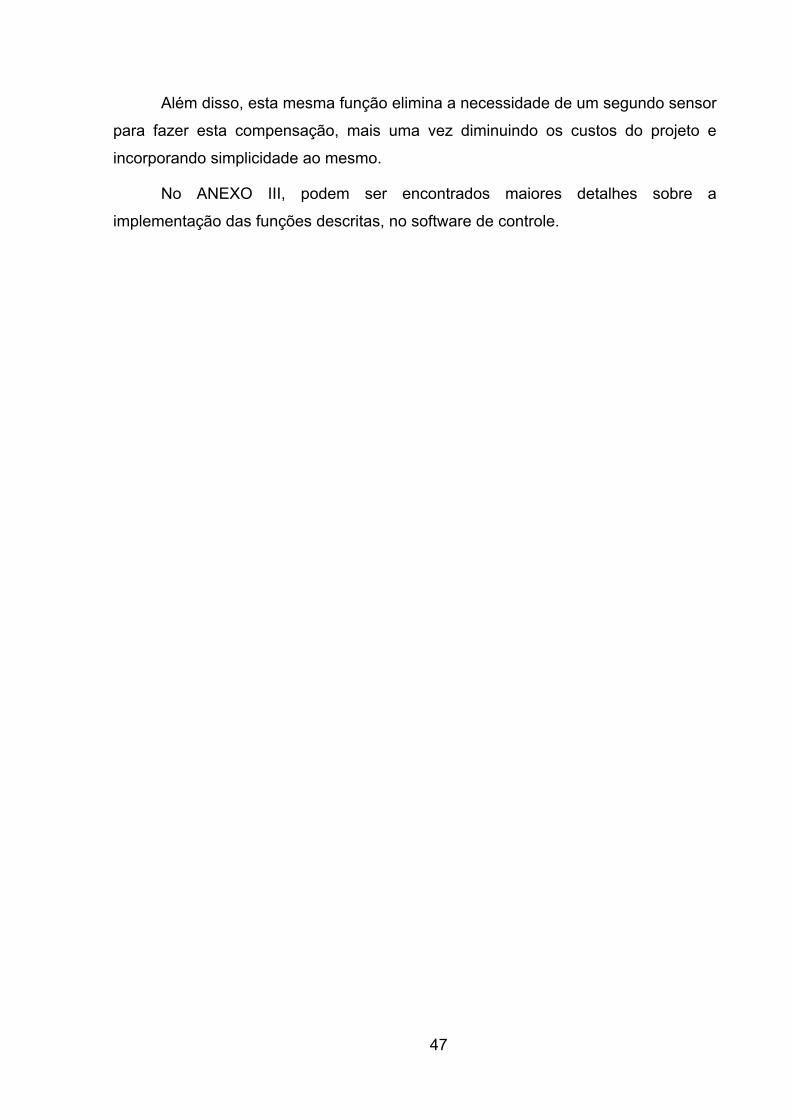
Figura 33 - Controles do Guincheiro no Interior da Unidade

52
8 - Atividades Paralelas ao Projeto
Como o estágio do aluno foi cumprido dentro de uma empresa, foi natural que
as atividades de estágio não se concentrassem apenas no desenvolvimento do
Projeto de Fim de Curso. Muitas outras atividades foram desempenhadas
paralelamente, com o intuito de conhecer o dia-a-dia de um Engenheiro de Campo
da Schlumberger.
Inicialmente, estas atividades concentraram-se nas operações de preparação
das ferramentas e equipamentos, ainda nas dependências da base, para os
trabalhos em campo. Como exemplo, estão o “Fit” das ferramentas, que consiste em
uma limpeza e manutenção básica feita antes de cada trabalho, e o carregamento
de canhões, ou seja, posicionar as cargas explosivas e o cordel detonante dentro
dos canhões para o disparo dentro do poço de petróleo.
Em seguida, já em campo, ou seja, nas áreas onde estavam os poços, eram
desempenhadas atividades de montagem e desmontagem do equipamento de “Rig-
Up” na “boca do poço”. Estas consistem em posicionar e ajustar todos os
equipamentos necessários para colocar dentro do poço a ferramenta a ser corrida,
sustentada pelo cabo de perfilagem.
O conhecimento e domínio destas atividades básicas são de extrema
importância para o bom desempenho de um Engenheiro em trabalhos de campo.
Mesmo que estas sejam atividades normalmente realizadas pelos operadores, cabe
ao engenheiro a verificação da qualidade e segurança na execução de cada uma
delas, para garantir o sucesso de cada operação. A rápida assimilação e adaptação
do aluno a estas atividades contaram como pontos positivos na avaliação do estágio
feita pela empresa.
Além das atividades básicas, o aluno tornou-se responsável pela calibração
mensal dos quatro CMTD´s da base. Realizou manutenções na parte elétrica de
duas das suas unidades de perfilagem. E também realizou testes durante
manutenção de ferramentas de poço aberto, especialmente a ferramenta RFT
(Repeated Formation Test), que é uma ferramenta de amostragem dos fluídos
presentes na formação. Esta ferramenta foi inclusive objeto de uma pequena

53
pesquisa, baseada na documentação da empresa, para que o aluno pudesse auxiliar
as manutenções em campo da mesma.
Estes testes com ferramentas de perfilagem foram também um caminho para
a familiarização com o software “OP” utilizado mundialmente nas unidades de
perfilagem da Schlumberger para operações em campo. Este software é a interface
utilizada pelos engenheiros de campo para operar o sistema MAXIS e configurar
todas as ferramentas de perfilagem. É também utilizado para compor os perfis a
serem entregues ao cliente.
Pelo acúmulo de funções desempenhadas pelo software OP, é indispensável
a um engenheiro de campo da Schlumberger saber utilizá-lo corretamente. O que
torna clara a importância desta familiarização com o software obtida pelo aluno.
Em termos numéricos, o aluno participou de aproximadamente 35 trabalhos
em campo. Numa média de duração de 10 horas para trabalhos em poço revestido,
e 50 horas para trabalhos em poço aberto. Totalizando aproximadamente 550 horas
em campo, excluindo deste total as horas de trabalho na base.
O trabalho desempenhado da forma descrita objetivou adquirir um domínio
completo das operações básicas de campo (para trabalhos em terra), que são
desempenhados pelos operadores de campo, e uma boa noção das funções
desempenhadas pelos engenheiros de campo, tanto na base, quanto propriamente
em campo. E este objetivo foi de fato cumprido.

54
9 - Conclusões
Como bolsista da Agência Nacional do Petróleo, sob o Programa de Recursos
Humanos nº. 34, me comprometi a desenvolver meu projeto de fim de curso no setor
de Petróleo e Gás. E sob esta perspectiva, considero a oportunidade que tive de
estagiar na Schlumberger como única e extremamente engrandecedora. Tanto
profissional, quanto pessoalmente.
Nos seis meses de estágio na Base de São Mateus – ES, foi possível ter uma
perfeita idéia de como é o trabalho de um Engenheiro de Campo do setor de
Petróleo e Gás. O que era um dos principais objetivos que tracei para este estágio.
Além disso, sob a ótica pessoal, posso dizer que foi extremamente entusiasmante
trabalhar com tanta tecnologia, em ambientes tão dinâmicos. E que foi também
muito gratificante trabalhar a maior parte do tempo ao ar livre, sob uma quase total
ausência de rotina.
Outra forte razão para ter me identificado tanto com este ambiente e
condições tão diferenciadas de trabalho, foi o carisma e a competência das pessoas
com as quais trabalhei. Estas confiaram em meu trabalho e me deram total apoio
não só em relação ao desenvolvimento de meu projeto, mas também em relação às
diversas outras atividades que me confiaram tanto na base quanto nos trabalhos em
campo.
Quanto ao Lubrificador de Cabos, objeto principal deste documento, embora
não tenha sido o objeto principal do estágio, há algumas sugestões de melhorias que
deixo desde já, como possíveis objetivos de trabalhos futuros:
A principal delas é uma mudança na maneira como a velocidade do cabo é
medida. Como explanado na Seção 5.1, a maneira ideal de saber a velocidade do
cabo seria utilizar a informação proveniente do IDW. Esta alternativa poderia ser
estudada e implementada por profissionais da Schlumberger que tenham acesso às
informações necessárias, caso seja aprovado dentro da empresa a concepção do
Lubrificador de Cabos utilizada no projeto.
A segunda sugestão, um pouco mais simples de ser realizada que a primeira,
seria utilizar uma válvula controladora com um obturador de menor diâmetro. A fim

55
de permitir uma maior amplitude e resolução na ação de controle a ser calculada
pelo microcontrolador. Esta válvula não foi encontrada no mercado nacional, e teria
um custo muito elevado caso fosse comprada, sob encomenda especial, de
fornecedores de outros países. Porém, caso a concepção do projeto seja aceita,
como já foi dito, seria possível estudar alternativas de redução de custos na compra,
ou até mesmo fabricação, das válvulas.

56
Bibliografia
[ 1 ] Documentos e relatórios presentes na Intranet da Schlumberger (In Touch).
[ 2 ] Thomas, J.E., “Fundamentos de Engenharia de Petróleo”, Rio de Janeiro,
2001
[ 3 ] Schlumberger Wireline & Testing, “Log Interpretation Charts” Houston, 1997.
[ 4 ] F. Pereira, “Microcontroladores PIC – Programação em C”, 5ª edição.

57
ANEXO I – Procedimento de Calibração

58
LUBRIFICADOR DE CABOS Procedimento de Calibração
Guilherme A. Mafra Estagiário Engenharia
REW - BRSM
São Mateus, Março de 2007

59
O procedimento de calibração do sistema lubrificador de cabos consiste em
ajustar um único valor de ganho (Kp) que representa a relação entre a velocidade do
cabo e a abertura da válvula do sistema.
Para fazer este ajuste, é necessário conectar o circuito controlador do sistema
a um PC, e mandar o valor numérico desejado através de um software de
comunicação serial (RS232). A calibração pode ser feita a qualquer momento, com o
sistema em uso ou não.
Segue abaixo um procedimento passo a passo para o ajuste do ganho Kp do
sistema.
Passo 1: Conectar o cabo serial ligando o circuito principal do sistema ao PC
que será utilizado.
Figura 34 - Conexão do cabo serial
Passo 2: Executar no PC o programa RS232.exe. Este programa está no cd
do projeto, que deve estar junto a este manual, na pasta RS232. É possível copiar o
programa para o PC que será normalmente utilizado nas calibrações (WFDD por
exemplo), movendo a pasta inteira para qualquer outra pasta do PC.

60
Figura 35 - Tela do programa RS232
Passo 3: Caso o sistema esteja desligado, ligá-lo através da chave Liga /
Desl. no painel de chaves.
Figura 36 - Chave Liga / Desl. à direita
Passo 4: Digitar o caracter 0 no campo “Hex” para sinalizar ao sistema que o
ganho será alterado.
61
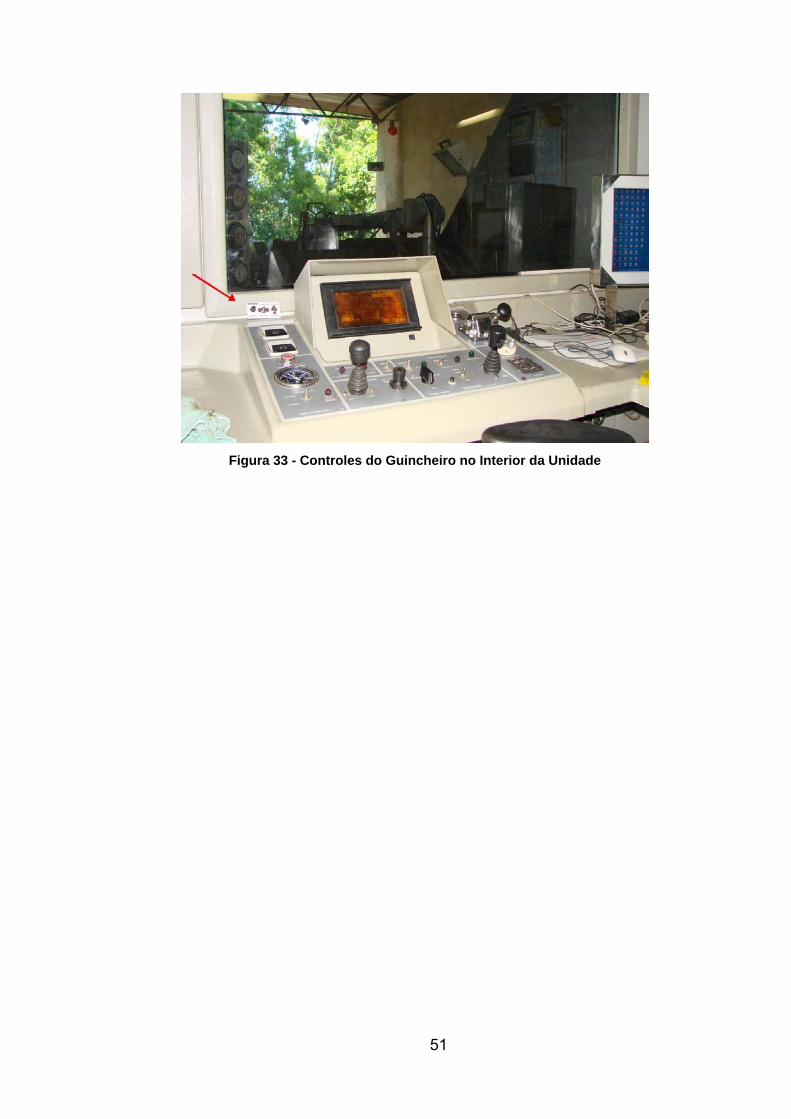
Figura 37 - Campo onde são digitados os valores a serem enviados
Passo 5: Pressionar enter (Send) e aparecerá na tela a mensagem:
“Digite o valor de Kp, valor atual Kp=’x’ ”
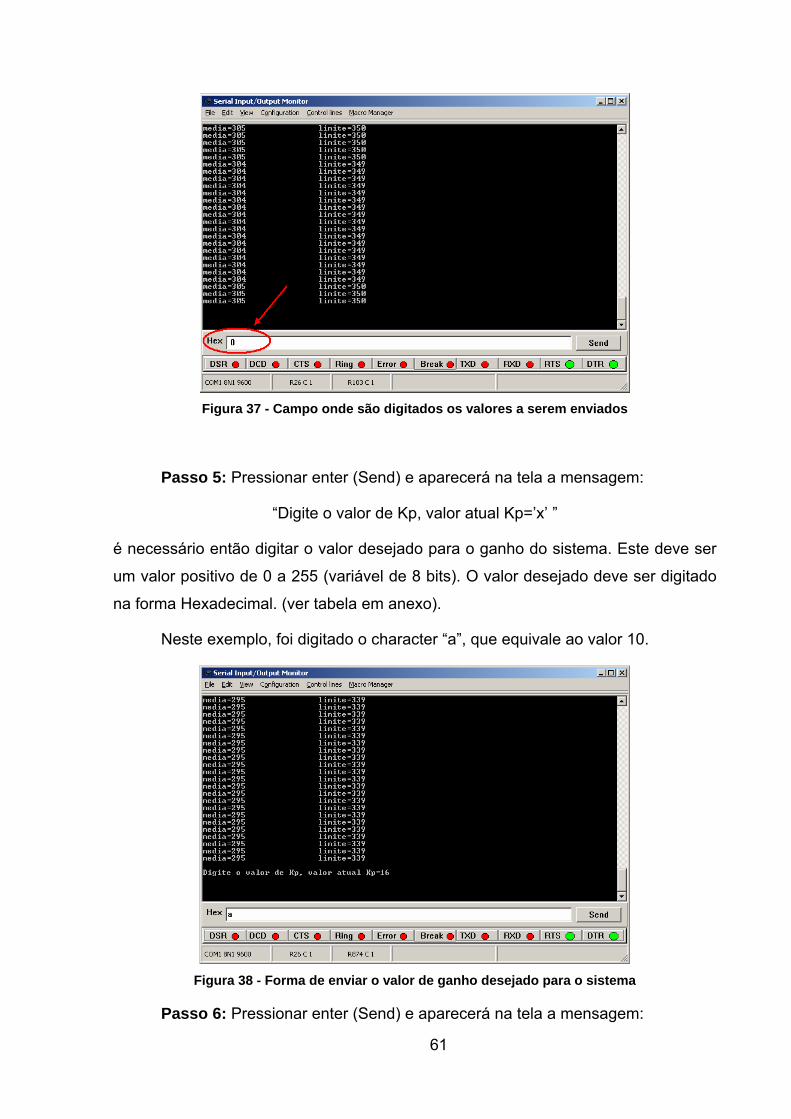
é necessário então digitar o valor desejado para o ganho do sistema. Este deve ser
um valor positivo de 0 a 255 (variável de 8 bits). O valor desejado deve ser digitado
na forma Hexadecimal. (ver tabela em anexo).
Neste exemplo, foi digitado o character “a”, que equivale ao valor 10.
Figura 38 - Forma de enviar o valor de ganho desejado para o sistema
Passo 6: Pressionar enter (Send) e aparecerá na tela a mensagem:

62
“Novo valor de Kp=’x’ ”.
O sistema já está utilizando o novo valor de Kp, e este ficará gravado em sua
memória mesmo depois de desligá-lo.
Figura 39 - Novo ganho atualizado no sistema
Note que neste exemplo, mandando o caracter “a” como novo valor de Kp, a
mensagem que aparece diz que Kp=10, pois “a” é o equivalente hexadecimal para
10. A tabela abaixo dá o equivalente hexadecimal para todos números decimais
entre 0 e 255.
Para ajustar novamente o ganho, basta repetir os Passos 4, 5 e 6.
Passo 7: Desconectar o cabo serial e fechar o programa RS232.exe
63
DEC HEX DEC HEX DEC HEX DEC HEX DEC HEX 1 1 52 34 103 67 154 9a 205 cd 2 2 53 35 104 68 155 9b 206 ce 3 3 54 36 105 69 156 9c 207 cf 4 4 55 37 106 6a 157 9d 208 d0 5 5 56 38 107 6b 158 9e 209 d1 6 6 57 39 108 6c 159 9f 210 d2 7 7 58 3a 109 6d 160 a0 211 d3 8 8 59 3b 110 6e 161 a1 212 d4 9 9 60 3c 111 6f 162 a2 213 d5
10 a 61 3d 112 70 163 a3 214 d6 11 b 62 3e 113 71 164 a4 215 d7 12 c 63 3f 114 72 165 a5 216 d8 13 d 64 40 115 73 166 a6 217 d9 14 e 65 41 116 74 167 a7 218 da 15 f 66 42 117 75 168 a8 219 db 16 10 67 43 118 76 169 a9 220 dc 17 11 68 44 119 77 170 aa 221 dd 18 12 69 45 120 78 171 ab 222 de 19 13 70 46 121 79 172 ac 223 df 20 14 71 47 122 7a 173 ad 224 e0 21 15 72 48 123 7b 174 ae 225 e1 22 16 73 49 124 7c 175 af 226 e2 23 17 74 4a 125 7d 176 b0 227 e3 24 18 75 4b 126 7e 177 b1 228 e4 25 19 76 4c 127 7f 178 b2 229 e5 26 1a 77 4d 128 80 179 b3 230 e6 27 1b 78 4e 129 81 180 b4 231 e7 28 1c 79 4f 130 82 181 b5 232 e8 29 1d 80 50 131 83 182 b6 233 e9 30 1e 81 51 132 84 183 b7 234 ea 31 1f 82 52 133 85 184 b8 235 eb 32 20 83 53 134 86 185 b9 236 ec 33 21 84 54 135 87 186 ba 237 ed 34 22 85 55 136 88 187 bb 238 ee 35 23 86 56 137 89 188 bc 239 ef 36 24 87 57 138 8a 189 bd 240 f0 37 25 88 58 139 8b 190 be 241 f1 38 26 89 59 140 8c 191 bf 242 f2 39 27 90 5a 141 8d 192 c0 243 f3 40 28 91 5b 142 8e 193 c1 244 f4 41 29 92 5c 143 8f 194 c2 245 f5 42 2a 93 5d 144 90 195 c3 246 f6 43 2b 94 5e 145 91 196 c4 247 f7 44 2c 95 5f 146 92 197 c5 248 f8 45 2d 96 60 147 93 198 c6 249 f9 46 2e 97 61 148 94 199 c7 250 fa 47 2f 98 62 149 95 200 c8 251 fb 48 30 99 63 150 96 201 c9 252 fc 49 31 100 64 151 97 202 ca 253 fd 50 32 101 65 152 98 203 cb 254 fe 51 33 102 66 153 99 204 cc 255 ff

64
ANEXO II – Lista de Componentes e Instruções de Montagem dos Circuitos.
Circuito de Controle
Para montar o circuito de controle do sistema, são necessários:
• 01 soquete de 40 pinos • 01 soquete de 16 pinos • 01 soquete de 14 pinos • 01 soquete de 8 pinos • 04 capacitores eletrolíticos de 100uF para 50V • 04 capacitores eletrolíticos de 100uF para 16V • 02 capacitores de ceramica de 33pF • 01 cristal oscilador de 20.000.000Hz • 01 chave liga/desliga de duas posições • 01 chave seletora de três posições • 01 potenciômetro tipo Dial de 10kΩ • 02 bornes de 3 pinos • 01 conector DB9 fêmea • 01 led • 01 resistor de 150Ω • 04 resistores de 10kΩ • 01 circuito integrado PIC16F877A (microprocessador) • 01 circuito integrado TLV5616 (conversor digital-analógico) • 01 circuito integrado MAX232 (interface serial) • 01 circuito integrado LM324 (ampop) • 01 LM7824 (regulador de tensão +24V) (encapsulamento TO-220) • 01 LM7810 (regulador de tensão +10V) (encapsulamento TO-220) • 01 LM7805 (regulador de tensão +5V) (encapsulamento TO-220) • 01 dissipador de calor para os reguladores de tensão • 01 fonte transformadora 110VAC - 30VDC (fonte para impressora) • 01 conector 2.5mm para fonte transformadora
A primeira etapa é confeccionar a placa de fenolite onde serão soldados os
componentes. Pode-se confeccioná-la em uma empresa especializada, ou
artesanalmente, utilizando a corrosão com percloreto de ferro. Neste caso, serão
necessários ainda:
• 01 placa de fenolite com uma face de cobre medindo 8,5 x 5 cm • 01 furador de placa de fenolite
65
• 500g de percloreto de ferro
Será necessário, para ambos os métodos, utilizar o arquivo fonte do desenho
das trilhas da placa. Este encontra-se no CD em anexo, na pasta “Circuito Controle”
com o nome “Circuito Controle.pcb”. Para visualizá-lo, é necessário instalar o
programa ExpressPCB, rodando o programa de instalação “ExpressPCBsetup.exe”,
que está na pasta “Instalações”.
Com a placa pronta, é necessário soldar os componentes na mesma. O
próprio arquivo “Circuito Controle.pcb” traz os nomes de cada componente no lugar
onde estes devem ser colocados. Nos lugares onde ficarão os CI’s (circuitos
integrados), é necessário soldar os soquetes, e não os próprios CI’s, pois a
temperatura da solda pode danificar os mesmos.
Após a solda, é necessário colocar o dissipador de calor nos reguladores de
tensão. Como em todos os reguladores a parte de trás está conectada aos pinos
centrais (GND) e estes já estão curto-circuitados, pode-se colocar o mesmo
dissipador para todos os três reguladores.
Há no desenho da placa, três trilhas pela parte de cima da mesma (em
verde), no caso de se fazer a placa artesanalmente, estas trilhas deverão ser feitas
com fios elétricos e/ou pedaços de pernas de componentes, pelo lado superior da
placa (mesmo lado onde ficam os componentes). Caso a placa seja confeccionada
em uma empresa especializada, estas já devem ser traçadas na própria placa.
O potenciômetro e as chaves devem estar ao alcance da pessoa que operará
o sistema. Por esta razão, na placa não serão soldados os próprios componentes, e
sim fios que estarão conectados aos componentes. Assim, pode-se colocar as
chaves e o potenciômetro em um local mais acessível, deixando o circuito de
controle em um local mais protegido.

66
Sensor Ótico
O sensor ótico necessita de um circuito de tratamento de sinal para mandar o
sinal correto ao ciruito de controle. A confecção deste circuito, da mesma forma que
o anterior, pode ser feita artesanalmente ou por uma empresa especializada. Os
componentes necessários são:
• 01 sensor ótico CNY70 da fabricante Vishay Semiconductors • 01 resistor de 220Ω • 02 resistores de 10KΩ • 01 resistor de 100KΩ • 01 trimpot de 500Ω • 01 circuito integrado LM358 (ampop)
O arquivo com desenho das trilhas desta placa também encontra-se no CD
em anexo, na pasta “Circuito Sensor” com o nome “Circuito Sensor.pcb”. Para
visualizá-lo, é necessário utilizar o programa ExpressPCB.
O resultado final da montagem deve se assemelhar ao da figura abaixo,
excluindo o componente na cor cinza, que é um borne de contato que foi
posteriormente excluído.
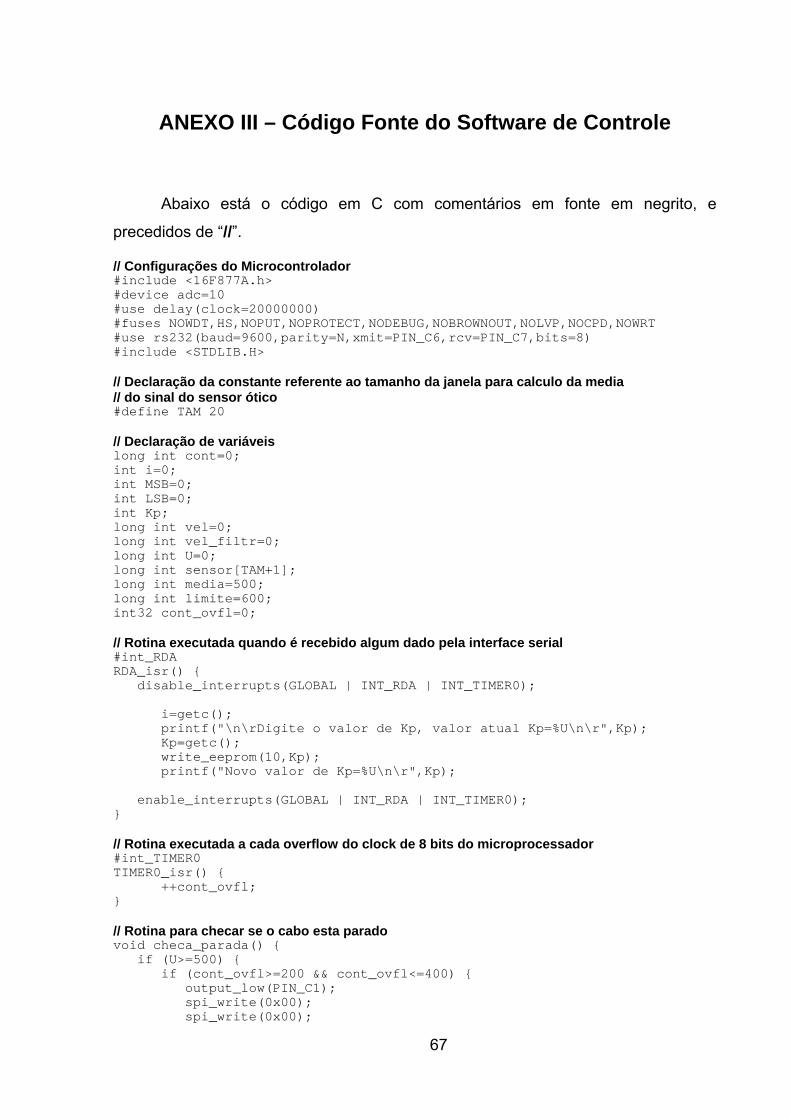
67
ANEXO III – Código Fonte do Software de Controle
Abaixo está o código em C com comentários em fonte em negrito, e
precedidos de “//”.
// Configurações do Microcontrolador #include <16F877A.h> #device adc=10 #use delay(clock=20000000) #fuses NOWDT,HS,NOPUT,NOPROTECT,NODEBUG,NOBROWNOUT,NOLVP,NOCPD,NOWRT #use rs232(baud=9600,parity=N,xmit=PIN_C6,rcv=PIN_C7,bits=8) #include <STDLIB.H> // Declaração da constante referente ao tamanho da janela para calculo da media // do sinal do sensor ótico #define TAM 20 // Declaração de variáveis long int cont=0; int i=0; int MSB=0; int LSB=0; int Kp; long int vel=0; long int vel_filtr=0; long int U=0; long int sensor[TAM+1]; long int media=500; long int limite=600; int32 cont_ovfl=0; // Rotina executada quando é recebido algum dado pela interface serial #int_RDA RDA_isr() disable_interrupts(GLOBAL | INT_RDA | INT_TIMER0); i=getc(); printf("\n\rDigite o valor de Kp, valor atual Kp=%U\n\r",Kp); Kp=getc(); write_eeprom(10,Kp); printf("Novo valor de Kp=%U\n\r",Kp); enable_interrupts(GLOBAL | INT_RDA | INT_TIMER0); // Rotina executada a cada overflow do clock de 8 bits do microprocessador #int_TIMER0 TIMER0_isr() ++cont_ovfl; // Rotina para checar se o cabo esta parado void checa_parada() if (U>=500) if (cont_ovfl>=200 && cont_ovfl<=400) output_low(PIN_C1); spi_write(0x00); spi_write(0x00);

68
output_high(PIN_C1); vel=0; vel_filtr=0; printf("Cabo Considerado Parado\n\r"); if (U<500) if (cont_ovfl>=600 && cont_ovfl<=800) output_low(PIN_C1); spi_write(0x00); spi_write(0x00); output_high(PIN_C1); vel=0; vel_filtr=0; printf("Cabo Considerado Parado\n\r"); // Rotina para calcular o limite acima do qual o sinal do sensor é // considerado como alto, ou seja, a haste da roldana sendo detectada void calcula_limite() // Cálculo da media do sinal do sensor for (i=TAM;i>=1;--i) sensor[i]=sensor[i-1]; media=0; for (i=TAM;i>=1;--i) media=media+sensor[i]; media=media/TAM; // Estabelece que o limite acima do qual o sinal do sensor será considerado // alto é o valor da media do sinal somado a 15% desta limite=1.15*media; printf("media=%lu\t\tlimite=%lu\n\r",media,limite); // Rotina principal void main() // Configuração do Microcontrolador setup_adc_ports(RA0_RA1_RA3_ANALOG); setup_adc(ADC_CLOCK_INTERNAL); setup_psp(PSP_DISABLED); setup_spi(SPI_MASTER|SPI_H_TO_L|SPI_CLK_DIV_16); setup_counters(RTCC_INTERNAL,RTCC_DIV_256); setup_timer_1(T1_DISABLED); setup_timer_2(T2_DIV_BY_1,0,1); setup_ccp1(CCP_OFF); setup_ccp2(CCP_OFF); // Configuração do DAC output_low(PIN_C2); // pino 3 do DAC => CS_ output_high(PIN_C1); // pino 4 do DAC => FS // Leitura do ganho estático do controlador proporcional Kp=read_eeprom(10); // Escolha da porta analógica a ser lida set_adc_channel(0); delay_us(10); // Inicialização da janela for (i=TAM;i>=1;--i) sensor[i]=500; // Habilitação das interrupções de hardware enable_interrupts(INT_RTCC);

69
enable_interrupts(INT_RDA); enable_interrupts(GLOBAL); // Laço de controle while (TRUE) printf("Esperando baixo\n\r"); // Espera o sensor ler a superfície continua da roldana while (sensor[0]>limite) output_high(PIN_A5); sensor[0]=read_adc(); ++cont; if (cont>=8000) checa_parada(); cont=0; output_low(PIN_A5); printf("Esperando alto\n\r"); // Espera o sensor ler a haste na roldana while (sensor[0]<=limite) sensor[0]=read_adc(); ++cont; if (cont>=8000) calcula_limite(); checa_parada(); cont=0; // Converte tempo (cont_ovfl) para velocidade OBS.: 1 segundo = 75 overflows vel=2000/(cont_ovfl); // Zera o contador de overflows para o próximo calculo cont_ovfl=0; //Filtro de referências vel_filtr=(0.5*vel_filtr)+(0.5*vel); //Controle Proporcional U=Kp*vel_filtr; //Limita sinal de controle if (U>=4095) U=4095; //Aplica sinal de controle no DAC MSB = U >> 8; LSB = (int) (U - ((long int) MSB << 8)); output_low(PIN_C1); spi_write(MSB); spi_write(LSB); output_high(PIN_C1); printf("U=%lu vel=%lu vel_filtr=%lu\n\r",U,vel,vel_filtr);