Embed Size (px)
Citation preview

Engenharia Mecânica - Automação e Sistemas
ANDRÉIA DAIANA PEREIRA
ODILON CÁSSIO CEDA
WÁGNEA FRANCISCA GUIMARÃES
SUBSTITUIÇÃO DE MOLAS DE COMPRESSÃO POR CILINDROS DE NITROGÊNIO NO EXTRATOR DE
FERRAMENTAS DE ESTAMPAGEM
Itatiba 2014

ANDRÉIA DAIANA PEREIRA - RA002200801174
ODILON CÁSSIO CEDA - RA002201000660
WÁGNEA FRANCISCA GUIMARÃES - RA002200801277
SUBSTITUIÇÃO DE MOLAS DE COMPRESSÃO POR
CILINDROS DE NITROGÊNIO NO EXTRATOR DE FERRAMENTAS DE ESTAMPAGEM
Monografia apresentada ao Curso de Engenharia Mecânica Automação e Sistemas da Universidade São Francisco como requisito parcial para obtenção do título de Bacharel em Engenharia Mecânica.
Orientador: Prof. Mário Antônio Monteiro
Itatiba 2014
ANDRÉIA DAIANA PEREIRA - RA002200801174
ODILON CÁSSIO CEDA - RA002201000660
WÁGNEA FRANCISCA GUIMARÃES - RA002200801277
SUBSTITUIÇÃO DE MOLAS DE COMPRESSÃO POR CILINDROS DE NITROGÊNIO NO EXTRATOR DE
FERRAMENTAS DE ESTAMPAGEM
Monografia apresentada ao Curso de Engenharia Mecânica Automação e Sistemas da Universidade São Francisco como requisito parcial para obtenção do título de Bacharel em Engenharia Mecânica.
Orientador: Prof. Mário Antônio Monteiro Data da aprovação: 10/12/2014
Banca Examinadora:
_________________________________________________________
Prof. Mário Antônio Monteiro (Orientador)
Universidade São Francisco
_________________________________________________________
Prof. André Luis Pissolati
Universidade São Francisco (Examinador)
_________________________________________________________
Prof. Paulo Eduardo Silveira
Universidade São Francisco (Examinador)
AGRADECIMENTO – Andreia Daiana Pereira
Agradeço primeiramente a Deus por ter fortalecido a minha fé a cada dia e em frente a
todas as dificuldades me fez acreditar em mim e não desistir do meu objetivo.
Agradeço ao meu pai Braz Pereira (in memorian) me incentivou a estudar desde o pré
escola e que sempre foi meu exemplo de caráter , humildade , dedicação e luta que mesmo
sem recursos me ensinou que desistir é para os fracos e que não é falta de recursos que
impede a pessoa de conquistar seus objetivos e sim a fé em si mesmo e força de vontade.
Agradeço a minha mãe e meus irmãos, que entenderam os vários finais de semana
que fiquei sem visita-los para me dedicar ao curso e a elaboração do Tcc.
Agradeço a minha amiga Nivia dos Santos Prado, que sempre cuidou de mim e me
trouxe almoço em todos os Domingos enquanto me dedicava a elaboração deste trabalho
Agradeço ao Sr. Reinaldo Luz, que nos orientou com as primeiras ideias para
elaboração deste trabalho com tanta dedicação.
Agradeço a empresa Work Eletro e aos seus colaboradores Marcio e Eduardo, que
abriram as suas portas para nos apresentar seu processo, suas ferramentas e nos forneceu
todos os dados para elaboração deste trabalho, sem a imensa ajuda de vocês este trabalho
não teria acontecido.
Agradeço a todos os professores do curso por dividir um pouco de seus conhecimentos
conosco o qual a união de todos eles formou este trabalho.
Agradeço ao nosso Orientador Mario Antônio Monteiro por nos acolher como seus
orientados e nos guiado ao longo deste trabalho com tanta dedicação, respeito, conselhos que
foram mais que fundamentais para a conclusão do mesmo.
Agradeço aos meus colegas do grupo Cássio Ceda e Wágnea Francisca Guimarães
pela cumplicidade e dedicação nesta grande aventura que foi a elaboração deste trabalho.

AGRADECIMENTO – Odilon Cássio Ceda
Agradeço primeiramente a Deus, pois sem Ele nada seria possível!
A meus pais, Odilon Tadeu Ceda e Aparecida Fátima Brusco Ceda, sem os
quais não chegaria até aqui.
A meus Irmãos Juliano, Jônatas, Eduardo e Lucas que compreenderam todas
as dificuldades e se propuseram a me ajudar.
A minha sobrinha Eloá, que em dias de provas, me chamava para assistir a
“galinha pintadinha”.
A minha namorada Camila, que por toda minha caminhada me ensinou a fé o
amor e a perseverança.
Agradeço aos velhos e aos novos amigos, que estiveram sempre ao meu lado,
mesmo quando não pude lhes dar a atenção merecida.
Alguns experimentos e vários entendimentos não seriam possíveis sem a
colaboração do Projetista Pedro Rodrigues da empresa CASP, que nos auxiliou com
o projeto prático da ferramenta. Ao Rafael da Usinagem Foster, pela execução da
ferramenta, a minha madrinha Márcia Leme pela correção ortográfica deste trabalho,
ao meu coordenador Eng. Flávio Giovanini por toda compreensão e colaboração e
ao Márcio e ao Eduardo da empresa Work Eletro por todo conhecimento sobre
estamparia de matais.
Não levarei dessa fase somente um diploma, mas levarei presentes para a
vida, pessoas especiais e que tiveram papel fundamental nessa caminhada.
Agradeço, finalmente, a todos os professores que me acompanharam em todos
esses anos. Em especial, ao professor orientador Mário Antônio Monteiro, bem
como seus orientandos, Andréia e Wágnea, que muito me auxiliou nesse trabalho.
Também aos professores examinadores Paulo Eduardo Silveira e André Pizzolati.
AGRADECIMENTO – Wágnea Francisca Guimarães
Agradeço primeiramente a Deus por ter me dado forças para chegar até este momento
do curso, a minha família mãe Helenilza Alencar, pai Manoel Guimarães e esposo William
Pimentel que me acompanharam desde o começo nesta jornada.
Agradeço a Educrafo e Uneafro que através de um cursinho pré-vestibular me
proporcionou a oportunidade de entrar na Universidade São Francisco.
Agradeço também aos colegas Andréia Pereira e Cássio Ceda que permitiram que eu
fizesse parte desse trabalho.
Agradeço a todos os professores que me deram tanta força por todo esse tempo, a
nosso orientador Mário Monteiro, por ter permitido o meu ingresso ao grupo e nos
proporcionado mais conhecimento, e aos professores examinadores Paulo Silveira e André
Pizzolatti.

RESUMO
Este trabalho apresentará as vantagens do processo de troca de molas de compressão por
cilindros de nitrogênio em ferramentas de estampagem de metais, os quais são utilizados para
extração de peças de punções ou matrizes. A força de atuação dos dois componentes é a
característica mais importante considerada neste estudo, tendo em vista que o cilindro de
nitrogênio apresenta grande vantagem sobre a mola com maior força de atuação e pequena
variação em relação ao deslocamento, ao contrário da mola que apresenta grande variação, o
que influencia diretamente no processo de estampagem e na qualidade da peça produzida.
O trabalho foi idealizado a partir de uma visita a uma estamparia metálica, a empresa Work
Eletro, localizada em Atibaia SP, onde foram colhidos os dados para a elaboração deste
trabalho, tais como: definição da ferramenta para estudo, volume de peças produzidas/mês,
vida útil da ferramenta, vida útil dos componentes, custo de manutenção e custo de produção.
Como o tema escolhido não possui muitas opções de literatura para consulta, foram realizadas
entrevistas com os funcionários da empresa para colher dados sobre o assunto. O estudo foi
desenvolvido através de cálculos de projeto com base em desenhos e normas, cálculos de
custos com base nos orçamentos realizados com fornecedores e através de valores
informados pela empresa visitada.
Os resultados obtidos mostram que a troca de molas por cilindro é viável, visto que se podem
obter grandes resultados na qualidade da peça produzida, menor custo de mão de obra,
redução de tempo de manutenção e setup, variáveis que influenciam diretamente no preço
final da peça.
Este estudo pode ser utilizado como um guia para empresas do ramo que buscam novas
tecnologias para seu processo de produção, com o objetivo de obter lucros reduzindo custos.
Um processo que possa garantir produtividade e economia, tendo como principal objetivo
satisfação do cliente final.
PALAVRAS-CHAVE: Estamparia de metais. Extrator. Molas. Cilindros de Nitrogênio.

ABSTRACT
This work will present the advantages of exchange process of compression springs by nitrogen
cylinder in metal stamping tools, which are used to extract pieces of punchs or die. These
components of the actuation force are the most important factor considered in this study, given
that the nitrogen cylinder has great advantage over the spring with compelling performance and
small change from the shift, unlike the spring that is mostly variation, which directly influences
the stamping process and the quality of the part produced.
The work was conceived from a visit to a metal stamping, the company Work Electro, located in
Atibaia SP, which were collected the data for the preparation of this work, such as: tool setting to
study, volume of produced pieces / month , tool life, component life, maintenance cost and
production cost. As the chosen theme doesn’t have many options for consultation literature,
interviews were conducted with employees of the company to collect data on the subject. The
study was developed through design calculations based on drawings and standards, cost
calculations based on estimates made with suppliers and through values informed by the
company visited.
The results show that the exchange of springs per cylinder is viable, since it can get great results
on the quality of the part produced, lower cost of labor, reduced downtime and setup, variables
that directly influence the final price of piece.
This study can be used as a guide for branch companies that look for new technologies to the
production process, in order to make profits by reducing costs. A process that can ensure
productivity and economy, having as main objective the customer satisfaction.
KEYWORDS: Stamping Metal.Extractor.Springs. Nitrogen Cylinder
LISTA DE TABELAS
Tabela 1 Denominação de Componentes e Materiais ....................................................... 9
Tabela 2 Valor de Tensão de Cisalhamento para Aço Laminado ................................ 28
Tabela 3 Ensaio de força x deslocamento de mola e cilindro ........................................ 35
Tabela 4 Catálogo Danly para escolha de molas ............................................................. 40
Tabela 5 Catálogo Special springs para escolha do cilindro .......................................... 43
Tabela 6 Comparação de todos os aspectos mensuráveis ............................................ 46
.

LISTA DE FIGURAS
Figura 1 Estampos por Corte ............................................................................................... 10
Figura 2 Principais componentes de uma Matriz ............................................................. 11
Figura 3 Deformação de tira de Aço ................................................................................... 12
Figura 4 Fases de Operação de Dobramento ................................................................... 13
Figura 5 - principais elementos de um Punção................................................................. 13
Figura 6 Plano de Tensão em uma Peça Repuxada ....................................................... 15
Figura 7 Esquema de Matriz para Estampagem Profunda ............................................. 16
Figura 8 Mola Helicoidal ....................................................................................................... 18
Figura 9 Cilindro de Nitrogênio ............................................................................................ 22
Figura 10 Comparação de cilindro com molas em relação ao espaço ......................... 22
Figura 11 Comparação de cilindro com molas em relação à altura .............................. 22
Figura 12 Comparação de cilindro com molas em relação à altas forças .................... 22
Figura 13 Comparação de cilindros com molas em relação ao controle de forças .... 22
Figura14 Prensa Mecânica.........................................................................................25
Figura 15 Prensa Hidráulica ................................................................................................. 25
Figura 16 Placa de Assento ................................................................................................. 29
Figura 17 Máquina de Ensaios ............................................................................................ 36
Figura 18 Ensaio com a Mola .............................................................................................. 36
Figura 19 Ensaio com o Cilindro ......................................................................................... 36
Figura 20 Ferramenta de Estampagem ............................................................................. 37
Figura 21 Ferramanta Explodida ......................................................................................... 37
Figura 22 Ferramenta Atuando com Mola ......................................................................... 38
Figura 23 Ferramenta Atuando com Cilindro .................................................................... 42
Figura 24 Gráfico de Comparação de forças ................................................................... 44

LISTA DE EQUAÇÕES
(1) Força de Extração .................................................................................................. 7
(2) Esforço de corte Resistência ao Cisalhamento do Material ................................. 11
(3) Esforço de Corte Resistência Tração do Material ............................................... 12
(4) Tensão de Cisalhamento de Mola Helicoidal ....................................................... 18
(5) Fator de Wahl ...................................................................................................... 18
(6) Força de Corte ..................................................................................................... 30
(7) Constante Elástica ............................................................................................... 39
(8) Pay Back .............................................................................................................. 45
SUMÁRIO
1 INTRODUÇÃO .................................................................................................................................. 1
2 REVISÃO BIBLIOGRÁFICA .......................................................................................................... 3
2.1 Definição de processo de estampagem ...................................................................................... 3
2.2 Materiais utilizados no processo de estampagem ...................................................................... 4
2.3 Partes componentes de uma ferramenta de estampagem (estampo) .................................... 4
2.3.1 Bases ............................................................................................................................................ 4
2.3.2 Bucha guia.................................................................................................................................... 5
2.3.3 Colunas de guia ........................................................................................................................... 5
2.3.4 Machos ou punções .................................................................................................................... 6
2.3.5 Fêmea ou matriz .......................................................................................................................... 6
2.3.6 Guias ............................................................................................................................................. 6
2.3.7 Extratores ..................................................................................................................................... 7
2.3.8 Placa porta punção ...................................................................................................................... 7
2.3.9 Parafusos e pinos de fixação ..................................................................................................... 7
2.3.10 Denominação de componentes e materiais empregados para construção de
ferramentas ............................................................................................................................................ 8
2.4 Operações fundamentais de estampagem ................................................................................. 9
2.4.1 Corte ............................................................................................................................................ 10
2.4.1.1 Peças obtidas por corte ......................................................................................................... 12
2.4.2 Dobra .......................................................................................................................................... 12
2.4.2.1 Peças obtidas por dobramento ............................................................................................. 14
2.4.3 Repuxo ....................................................................................................................................... 14
2.4.3.1 Peças obtidas por repuxo ...................................................................................................... 16
2.5 Função da mola no extrator ......................................................................................................... 16
2.5.1 Tipos de molas para acionamento do extrator ....................................................................... 17
2.5.2 Molas helicoidais de compressão ............................................................................................ 17
2.5.3 Molas de Plastiprene ................................................................................................................. 19
2.6 Cilindros de Nitrogênio ................................................................................................................. 20
2.6.1 Cilindros Controlados (inteligentes) ......................................................................................... 21
2.6.2 Cilindros SPC ............................................................................................................................. 21
2.6.3 Aplicação de cilindros em ferramentas de corte..................................................................... 23
2.7 Prensas .......................................................................................................................................... 24

3 METODOLOGIA ............................................................................................................................ 26
3.1 Materiais e métodos ..................................................................................................................... 26
3.1.2 Cálculos de força de corte ........................................................................................................ 28
3.1.2.1 Cálculo da força de corte aplicada a peça ........................................................................... 29
3.1.2.2 Calculando o perímetro para os furos (punções) ................................................................ 29
3.1.2.3 Força de corte para seis furos de 8,5 mm. .......................................................................... 30
3.1.2.4 Força de corte para oito furos de 11,00 mm. ..................................................................... 30
3.1.2.5 Calculando o perímetro para o contorno da placa .............................................................. 30
3.1.2.6 Força de corte para o contorno da peça .............................................................................. 31
3.1.2.7 Força total de corte ................................................................................................................. 31
3.1.3 Força de extração ...................................................................................................................... 31
3.2 Vantagens para o processo com uso de cilindros de nitrogênio ............................................. 32
3.3 Try out de ferramentas ................................................................................................................. 32
3.4 Produção: cilindros x molas ......................................................................................................... 33
3.5 Manutenção de ferramenta ou equipamentos .......................................................................... 33
3.6 Qualidade da peça produzida ..................................................................................................... 33
3.7 Aspectos econômicos da aplicação dos cilindros ..................................................................... 34
3.8 Estudo Força X Deslocamento Comparação Mola X Cilindro ................................................ 34
3.8.1 Ensaio de compressão ............................................................................................................. 36
3.9 Ferramenta de Estampagem ...................................................................................................... 37
3.9.1 Acionamento da ferramenta ..................................................................................................... 38
3.9.2 Ferramenta atuando com molas .............................................................................................. 38
3.9.3 Custo de manutenção com uso de molas .............................................................................. 41
3.9.4 Ferramenta atuando com cilindro ............................................................................................ 42
3.9.5 Custo de manutenção com uso de Cilindros ......................................................................... 43
4 RESULTADOS ................................................................................................................................ 44
4.1 Resultados obtidos no ensaio de comparação de forças de molas x cilindros. .................... 44
4.2 Payback do projeto ....................................................................................................................... 45
4.3 Resultados gerais da comparação de molas x cilindros em todos os aspectos mensuráveis
analisados. ........................................................................................................................................... 46
5 CONCLUSÃO ................................................................................................................................. 47
6 BIBLIOGRAFIA ............................................................................................................................... 48


1
1 INTRODUÇÃO
Estamparia de metais é um processo no qual as chapas planas de metal são
precisamente moldadas em uma prensa de estampagem. Materiais mais comumente
utilizados no processo de estampagem de metal incluem o aço, alumínio, zinco, níquel, titânio,
latão, cobre e uma série de ligas metálicas. As ferramentas de estampagem possuem várias
partes, dentre elas o extrator, que será a parte da ferramenta analisada neste estudo.
O extrator pode ser acionado por molas, sejam elas metálicas ou de plastiprene,
almofadas e cilindros de nitrogênio. O objeto deste estudo será a substituição de molas de
compressão por cilindro de nitrogênio e verificar a viabilidade desta troca.
Muitas vantagens podem ser obtidas com essa troca, tais como: redução de
manutenção, redução de mão de obra, aumento da produtividade etc., trazendo para a
empresa um custo-benefício atrativo.
A cada dia as empresas estão mais competitivas, buscando constantemente oferecer
aos seus clientes melhor qualidade nos produtos, custos menores, inovação nos processos
através de novas tecnologias. As estamparias são empresas que atuam principalmente no
ramo automotivo, o que exige cada vez mais e mais inovação. Com base nesta necessidade,
os especialistas no ramo procuraram desenvolver um método de extração de peças que
tivesse maior vida útil dos componentes, evitando trocas e manutenções e que,
consequentemente, melhorasse a qualidade do item estampado.
Os cilindros de nitrogênio entraram no mercado com o propósito de resolver o problema
acima apresentado. Inicialmente utilizado somente por grandes estamparias com ferramentas
de altas tecnologias, atualmente são utilizados em diversas empresas, sendo que em algumas
delas é requisito especifico em seus cadernos de encargos que as ferramentas sejam
construídas com sistema de extração por cilindro de nitrogênio.
Para elaboração deste trabalho serão utilizadas bibliografias sobre conformação de
metais e elementos de máquinas; os principais autores adotados como bases para este
trabalho são: Soler Alvaréz (Estampos I e II Protec), Osmar de Brito (estampos de corte),
Egberto Franco, Jorge da Costa Lino (Estampagem dos aços), Shall Allen, Alfred R,
Holowenko, Sherman G Laughlin (elementos orgânicos de máquinas), também websites de
fabricantes como Danly, Prodty, Polimold, bem como websites de pesquisas.
Os ensaios foram realizados na empresa Work Eletro, localizada em Atibaia, uma
estamparia que fornece componentes para bancos de caminhões, ônibus, tratores e

2
empilhadeiras. Grande parte deste trabalho será escrita com base no conhecimento dos
funcionários desta empresa: ferramenteiros, operadores de prensas, gerente de produção. Os
ensaios dos componentes serão realizados no laboratório mecânico da Universidade São
Francisco.
Este trabalho será divido em cinco partes, os quais abordam uma revisão bibliográfica,
metodologia, apresentação dos resultados e uma conclusão. Os resultados serão
apresentados através de cálculos, gráficos e tabelas.
3
2 REVISÃO BIBLIOGRÁFICA
2.1 DEFINIÇÃO DE PROCESSO DE ESTAMPAGEM
Estampagem é o processo de fabricação de peças, através do corte ou
deformação de chapas em operação de prensagem geralmente a frio. Emprega-se a
estampagem de chapas para se fabricar peças com paredes finas feitas de chapa ou
fita de diversos metais e ligas. As operações de estampagem podem ser resumidas
em três básicas:
Corte
Dobramento e encurvamento
Estampagem profunda ou repuxo.
Enquanto as estampagens em corte e dobramento são realizadas a frio, o
repuxo ou estampagem profunda pode eventualmente ser a quente, dependendo da
necessidade. [ 8 ]
A estampagem da chapa pode ser simples, quando se executa uma só
operação, ou combinada. Com a ajuda da estampagem de chapas, fabricam-se
peças de aço baixo carbono, aços: inoxidáveis, alumínio cobre e de diferentes ligas
não ferrosas. Devido às suas características este processo de fabricação é
apropriado, preferencialmente, para as grandes séries de peças, obtendo-se
grandes vantagens, tais como: produção em série, custo baixo das peças, bom
acabamento sem necessidade de posterior processo de usinagem, peças com
grande resistência e o custo baixo do controle de qualidade devido à uniformidade
da produção e a facilidade para a detecção de desvios. [ 8 ]
Como principal desvantagem deste processo, podemos destacar o alto custo
do ferramental, que só pode ser amortizado se a quantidade de peças a produzir for
elevada.

4
2.2 MATERIAIS UTILIZADOS NO PROCESSO DE ESTAMPAGEM
São utilizados chapas finas laminadas a frio ou a quente, em formato de
bobinas, blanks ou tiras, os principais materiais utilizados são:
- Aço baixo carbono
- Aços inoxidáveis
- Ligas de alumínio-manganês
- Ligas alumínio-magnésio
- E o latão 70-30
O latão 70-30, que tem um dos melhores índices de estampabilidade, que é a
capacidade que a chapa metálica tem de adquirir à forma de uma matriz, pelo
processo de estampagem sem se romper ou apresentar qualquer outro tipo de
defeito de superfície ou de forma entre os materiais metálicos além do material outro
fator que deve se considerar é a qualidade da chapa. Deve ser verificada, a
composição química que deve ser controlada no processo de fabricação do aço,
pois se a mesma estiver não conforme pode causar comportamento irregular do
material durante a estampagem, as propriedades mecânicas, dureza e resistência a
tração são de extrema importância na estampagem, determinados por meio de
ensaios mecânicos que são fornecidos nos catálogos dos fabricantes juntamente
com a composição química e padronizados através de normas, as especificações
dimensionais para que não haja perca de material em forma retalho durante o
processo, acabamento e aparência da superfície , que afeta diretamente no caso do
material passar posteriormente por algum tratamento superficial; pintura,
cromatização, galvanoplastia e etc. [ 8 ].
2.3 PARTES COMPONENTES DE UMA FERRAMENTA DE ESTAMPAGEM
2.3.1 BASES
O estampo propriamente dito, vai montado sobre bases, que não só facilitam a
centralização correta da ferramenta, como também proporcionam a localização justa no
5
processo de trabalho. Estas bases, em número de duas por ferramenta, são montadas
paralelamente, sendo uma fixa (base inferior) e outra móvel (base superior). O deslizamento de
uma sobre a outra faz-se por intermédio de guias ou colunas. [1]
Tendo em conta que a função da base é a sustentação do estampo, recomendado pelo
autor para a construção o ferro fundido ou aço SAE-1010/1020. Qualquer um destes materiais
reúne condições suficientes de resistência para seu fim, e seu baixo custo em relação a outros
materiais, contribui para o barateamento da ferramenta. O emprego do aço de liga, de custo
elevado, não somente aumentaria desnecessariamente o valor da ferramenta, como também
resultaria perigo. [ 1 ]
A normalização dos tamanhos das bases facilita sua intercambialidade, padronização e
produção em série, reduzindo consequentemente seu custo. [ 1 ].
2.3.2 BUCHA GUIA
Este componente da ferramenta é basicamente, junto com a coluna, a responsável pelo
paralelismo da ferramenta assim como o seu perfeito funcionamento.
Esta peça é alojada na parte superior da ferramenta, por meio dos mais variados
sistemas. A bucha deve ser de um material adequado para evitar o engripamento com a
coluna ao ser movimentado a ferramenta na prensa em função do trabalho; por este motivo o
autor recomenda o uso de bronze, fósforo, ou para ferramentas de alta produção SAE 8620 ou
equivalente, cementado, temperado e retificado para o seu perfeito funcionamento. [ 1 ].
2.3.3 COLUNAS DE GUIA
O deslocamento da parte móvel da ferramenta (base superior) sobre a parte fixa (base
inferior) efetua-se por intermédio de colunas de guia as quais ao mesmo tempo sustentam o
conjunto da ferramenta. [ 1 ].
Uma extremidade da coluna é embutida a pressão fixa da ferramenta e a outra está
ajustada para permitir o deslocamento da base móvel. [ 1 ].
Os princípios básicos das colunas são: Segurança na guia, fixação correta e
impossibilidade de inversão das bases móvel e fixa. [ 1 ].

6
2.3.4 MACHOS OU PUNÇÕES
São órgãos móveis de corte da ferramenta, que adotam formatos diversos segundo a
figura da peça que deseja se obter. [ 1 ].
Vão montados na placa porta-machos, encostados contra a placa de choque, devendo
trabalhar absolutamente perpendicular à matriz. [ 1 ].
Em determinados casos, o perfil da peça, permite um tipo único de punção, mas às
vezes, é melhor fazer o mesmo, de uma série de peças acopladas entre si, que em caso de
ruptura, facilitam a remoção e troca da parte quebrada, sem necessidade de ter que construir
um punção completo. [ 1 ].
2.3.5 FÊMEA OU MATRIZ
É a parte onde se encontra, entalhada com exatidão, a figura da peça que se deseja
obter, sendo o elemento da ferramenta que suporta maior esforço, de toda a estrutura é a de
maior responsabilidade. Geralmente monta-se na parte inferior da ferramenta, sobre um
baseamento sólido que impeça qualquer falso movimento, sendo fixada ao mesmo tempo por
parafusos e pinos. Sua superfície é lisa, sem rebarbas nem asperezas, devendo ser
completamente paralelas. [ 1 ].
2.3.6 GUIAS
Para se conseguir um trabalho regular e eficiente de estampagem, o material
a ser estampado deve ser conduzido na matriz, colocando-se para tal fim, à direita e
esquerda das mesmas, guias constituídas por tiras de aço separadas entre si pela
distância equivalente à largura do material a ser estampado. [ 1 ].
As guias além de guiar o material, servem para desprender a chapa do
punção. [ 1 ].

7
2.3.7 EXTRATORES
Os punções tendem a arrastar consigo a chapa na qual penetram,
provocando às vezes a sua própria ruptura. [ 1 ].
Este inconveniente se elimina por meio dos extratores ou separadores que na
maioria dos casos, funcionam também como prensa-chapa ou sujeitadores que
servem para impedir que a chapa se desloque durante a operação, mantendo a
mesma presa firmemente pressionando-a. [ 1 ].
Os extratores podem ser acionados por barras, alavancas, molas helicoidais,
molas prato, molas de plastiprene e cilindros de nitrogênio e podem ser aplicados
aos punções ou as matrizes. [ 1 ].
A força de extração é extremamente importante para que o processo ocorra
corretamente. [ 1 ].
A força de extração F ex deve ser 10% da força de estampagem F.
FFex 1,0
2.3.8 PLACA PORTA PUNÇÃO
Esta peça feita de aço tem por função fixar os punções no lugar certo e retira-
los da matriz, quando a ferramenta abre. [ 1 ].
2.3.9 PARAFUSOS E PINOS DE FIXAÇÃO
Os parafusos e pinos de fixação servem para unir os vários elementos entre si e às
respectivas bases. [ 2 ].
Os pinos além de servirem como elementos de referência e posicionamento, suportam
grande parte dos esforços proveniente dos impactos operacionais. [ 2 ].
Os parafusos absorvem apenas uma pequena parte destes esforços.
(1)

8
Os pinos devem ser superdimensionados, feitos de aço 1010/1020, cementados e
retificados, nos casos de grande responsabilidade devem ser feitos de aço prata; um aço que
possui 1,00% de tungstênio em sua composição, com alto teor de carbono 1,2%, aço de
elevada temperabilidade, alta resistência mecânica e boa usinabilidade. [ 2 ].
Em geral os pinos e os parafusos são escolhidos com os mesmos diâmetros.
2.3.10 DENOMINAÇÃO DE COMPONENTES E MATERIAIS
EMPREGADOS PARA CONSTRUÇÃO DE FERRAMENTAS
A eficiência de uma ferramenta depende:
1º- de um bom projeto.
2º - Da escolha criteriosa dos materiais empregados na sua confecção.
3º- Do grau de acabamento e dos tratamentos dados aos seus elementos.
Abaixo uma tabela de materiais para construção de componentes de uma ferramenta
conforme sugerido pelo autor. [ 2 ].

9
Tabela 1 Denominação de Componentes e Materiais Fonte: [2]
2.4 OPERAÇÕES FUNDAMENTAIS DE ESTAMPAGEM
As operações fundamentais de estampagem são corte, dobra e repuxo. As operações
de corte e dobra, são geralmente feitas a frio, enquanto o repuxo é feito a frio ou a quente,
conforme o caso. [ 2 ].
As operações a frio ou a quente dependem da espessura e do tipo de material da
chapa assim como a complexidade e tamanho da peça desejada. [ 2 ].

10
Recorre-se ao processo a quente quando é necessário aumentar a plasticidade do
material. “Peças complexas, em chapas de aço duro ou meio duro com espessura superior a
¼ ” devem ser estampados a quente. [ 2 ].
2.4.1 CORTE
O processo de estampagem por corte é usado na obtenção de formas
geométricas em chapas por meio de uma ferramenta de corte, ou punção de corte,
por intermédio de uma prensa exercendo pressão na chapa apoiada numa matriz.
[ 3 ].
Na figura acima vemos como funciona o sistema de estampagem por corte.
No momento em que o punção penetra na matriz converte o esforço de compressão
em esforço de cisalhamento ocasionando o corte [d de diâmetro do punção e s de
espessura da chapa]. Em chapas de aço temperado a relação s/d tem como valor
máximo 1,2 o que significa que a espessura da chapa tem que ser menor ou igual ao
diâmetro do punção. [ 3 ].
As figuras geométricas obtidas pelo corte podem ser usadas posteriormente
na estampagem profunda. [ 3 ].
Figura 1 Estampos por Corte

11
A (Figura 2) acima mostra os componentes principais de uma matriz. O
punção deve ter a secção conforme o contorno da peça desejada, do mesmo modo,
a cavidade da matriz. [ 3 ].
É de extrema importância identificar o valor da folga entre o punção e a
matriz, a qual depende da espessura da chapa a ser submetida e do tipo de
material, duro ou mole. Quanto menor a espessura da chapa e o diâmetro do
punção, menor a folga; e vice-versa. [ 3 ].
Usando a equação abaixo σc podemos descobrir o esforço de corte. Sendo:
cePQ ..
Q : esforço de corte, ou cisalhamento; kg.
p : perímetro da figura; mm.
e : espessura da chapa; mm.
σc: resistência ao cisalhamento do material; kg/mm², Sendo σc = 0,75 de σt.
t : resistência a tração do material; kg/mm²
Ex.: Qual o esforço de cisalhamento num aço de 2 mm de espessura, a fim de se ter
uma figura com 40 mm e com resistência a tensão de 60kg/mm²?
(2)
Figura 2 Principais componentes de uma Matriz
12
tepQ .75,0..
(3)
60.75,0.2.40Q
kgQ 3600 ou tQ 6,3
2.4.1.1 PEÇAS OBTIDAS POR CORTE
Peças de computador, componentes de celular, gabinetes de CPU,
componentes de televisões, componentes de cd player, dobradiças, modelos de
aviões, réguas milimetradas, componentes internos de videogame, painel de fotos
peças para a indústria automotiva e etc. [ 3 ].
2.4.2 DOBRA
Dobramento é uma ação mecânica que tem por objetivo, mudar a forma da peça
conforme (Figura 3). Quando uma tensão é aplicada a um material, provoca uma
deformação plástica. [ 4 ].
As deformações elásticas desaparecem uma vez cessadas a carga, enquanto
que as deformações plásticas se conservam mesmo depois de eliminada a carga.
[ 4 ].
Figura 3 Deformação de tira de Aço
13
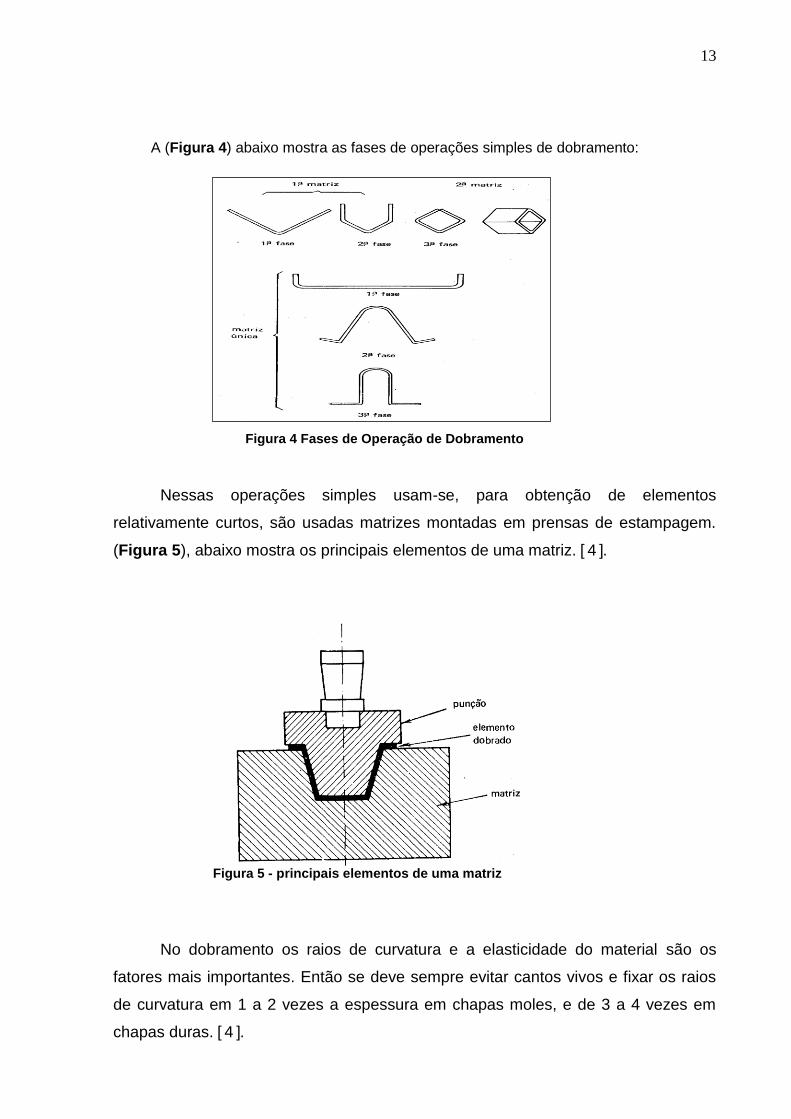
A (Figura 4) abaixo mostra as fases de operações simples de dobramento:
Nessas operações simples usam-se, para obtenção de elementos
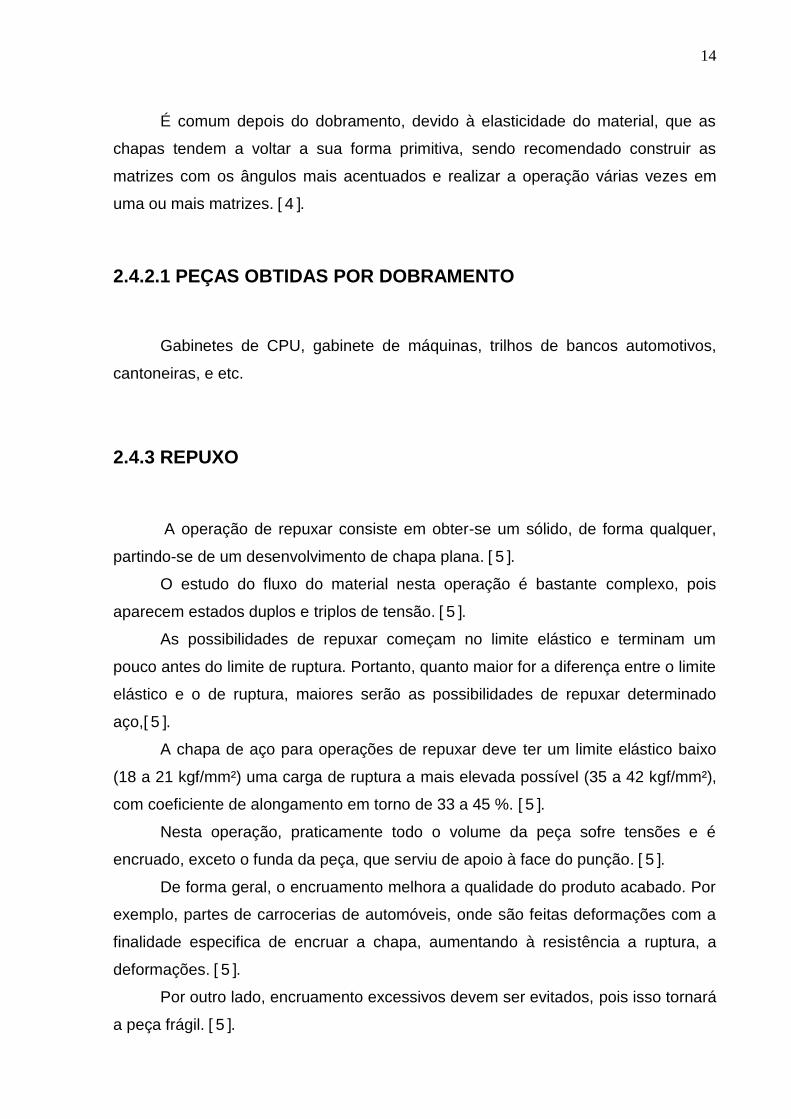
relativamente curtos, são usadas matrizes montadas em prensas de estampagem.
(Figura 5), abaixo mostra os principais elementos de uma matriz. [ 4 ].
No dobramento os raios de curvatura e a elasticidade do material são os
fatores mais importantes. Então se deve sempre evitar cantos vivos e fixar os raios
de curvatura em 1 a 2 vezes a espessura em chapas moles, e de 3 a 4 vezes em
chapas duras. [ 4 ].
Figura 5 - principais elementos de uma matriz
Figura 4 Fases de Operação de Dobramento
14
É comum depois do dobramento, devido à elasticidade do material, que as
chapas tendem a voltar a sua forma primitiva, sendo recomendado construir as
matrizes com os ângulos mais acentuados e realizar a operação várias vezes em
uma ou mais matrizes. [ 4 ].
2.4.2.1 PEÇAS OBTIDAS POR DOBRAMENTO
Gabinetes de CPU, gabinete de máquinas, trilhos de bancos automotivos,
cantoneiras, e etc.
2.4.3 REPUXO
A operação de repuxar consiste em obter-se um sólido, de forma qualquer,
partindo-se de um desenvolvimento de chapa plana. [ 5 ].
O estudo do fluxo do material nesta operação é bastante complexo, pois
aparecem estados duplos e triplos de tensão. [ 5 ].
As possibilidades de repuxar começam no limite elástico e terminam um
pouco antes do limite de ruptura. Portanto, quanto maior for a diferença entre o limite
elástico e o de ruptura, maiores serão as possibilidades de repuxar determinado
aço,[ 5 ].
A chapa de aço para operações de repuxar deve ter um limite elástico baixo
(18 a 21 kgf/mm²) uma carga de ruptura a mais elevada possível (35 a 42 kgf/mm²),
com coeficiente de alongamento em torno de 33 a 45 %. [ 5 ].
Nesta operação, praticamente todo o volume da peça sofre tensões e é
encruado, exceto o funda da peça, que serviu de apoio à face do punção. [ 5 ].
De forma geral, o encruamento melhora a qualidade do produto acabado. Por
exemplo, partes de carrocerias de automóveis, onde são feitas deformações com a
finalidade especifica de encruar a chapa, aumentando à resistência a ruptura, a
deformações. [ 5 ].
Por outro lado, encruamento excessivos devem ser evitados, pois isso tornará
a peça frágil. [ 5 ].

15
Figura 6 Plano de Tensão em uma Peça Repuxada
A (Figura 6), acima mostra as tensões a que está sujeita uma peça
repuxada. Enquanto as paredes verticais estão sendo tracionadas, a área plana do
desenvolvimento está tendo sua circunferência reduzida através da atuação de
forças de compressão. [ 5 ].
Como geralmente, a chapa é fina, as forças de compressão tendem a flambar
a chapa na zona plana, o que origina ondulações e rugas nesta área.
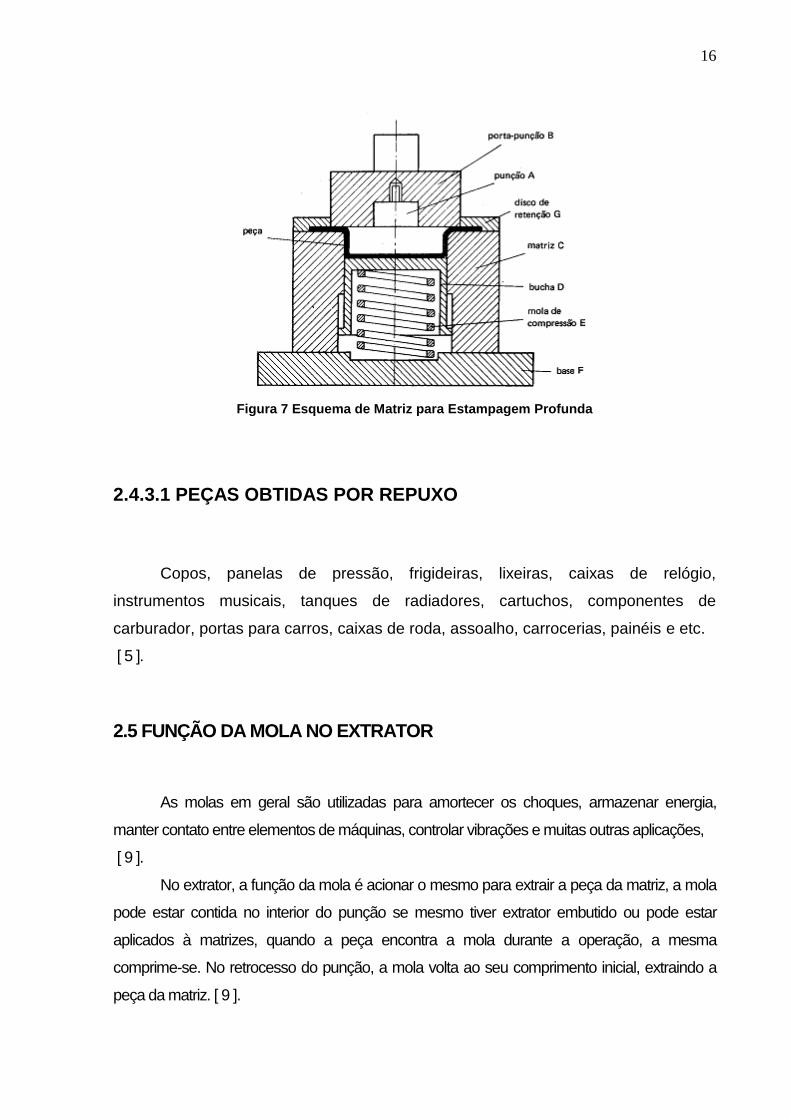
Na (Figura 7), abaixo, um esquema de matriz para estampagem profunda
(repuxo). O disco de embutir foi introduzido sobre peça de retenção ou fixação G. O
punção A é fixado no porta-punção B e o conjunto é fixado na parte móvel ou
cabeçote superior da prensa. Durante a deformação, o punção A, ao penetrar na
matriz C, molda o objeto. [ 5 ].
Durante a penetração o mancal D é comprimido e comprime ao mesmo
tempo a mola E. O mancal D impede a deformação irregular da chapa e o disco de
retenção G garante um embutimento sem rugosidade. No fim, o punção A retrocede
e o mancal D, sobe a ação da mola E, sobe e expulsa o objeto conformado. [ 5].
16
Figura 7 Esquema de Matriz para Estampagem Profunda
2.4.3.1 PEÇAS OBTIDAS POR REPUXO
Copos, panelas de pressão, frigideiras, lixeiras, caixas de relógio,
instrumentos musicais, tanques de radiadores, cartuchos, componentes de
carburador, portas para carros, caixas de roda, assoalho, carrocerias, painéis e etc.
[ 5 ].
2.5 FUNÇÃO DA MOLA NO EXTRATOR
As molas em geral são utilizadas para amortecer os choques, armazenar energia,
manter contato entre elementos de máquinas, controlar vibrações e muitas outras aplicações,
[ 9 ].
No extrator, a função da mola é acionar o mesmo para extrair a peça da matriz, a mola
pode estar contida no interior do punção se mesmo tiver extrator embutido ou pode estar
aplicados à matrizes, quando a peça encontra a mola durante a operação, a mesma
comprime-se. No retrocesso do punção, a mola volta ao seu comprimento inicial, extraindo a
peça da matriz. [ 9 ].

17
Quando uma carga axial é aplicada, a mola sofre uma deformação que tende a alongá-
la ou encurtá-la, dependendo do sentido. Esta deformação é denominada flecha. [ 9 ].
As molas tradicionais (helicoidais), apesar de sofrer um ajuste de fábrica, devem ser
montadas sempre carregamento adicional para afastar as espiras. Mas podem também ser
produzidos extratores com molas de plastiprene sob a forma de tarugos e vantagens tais como
durabilidade maior capacidade de suportar cargas altas e fácil montagem. Mas com vantagem
sobre as molas anteriores, estão os cilindros de nitrogênio, que serão explicados a seguir. [ 9 ].
2.5.1 TIPOS DE MOLAS PARA ACIONAMENTO DO EXTRATOR
2.5.2 MOLAS HELICOIDAIS DE COMPRESSÃO
As molas helicoidais são geralmente feitas de arame de seção transversal circular e
retangular de aço cromo-vanadium, desgaseificado à vácuo, produzidas mediante
especificações de cada fabricante. Estas molas estão sujeitas a tensões de cisalhamento por
torção e esforço cortante. Existem ainda as tensões devidas ao efeito da curvatura. A fim de se
levar em conta os efeitos do esforço cortante e da curvatura, multiplica-se a tensão de torção
(cisalhamento) por um fator K , chamado fator de Wahl. [ 6 ].
A tensão cisalhante induzida em uma mola helicoidal devida a um esforço axial F é
dada por:

18
Figura 8 Mola Helicoidal
23
8.8.
d
FCK
d
FDKc
(4)
Onde:
c = Tensão Cisalhante total, psi.
D = Diâmetro médio da mola; Pol.
K = fator de Wahl. que representa a tensão de cisalhamento resultante da
primavera curvatura).Resultante da seguinte equação.
C
CK
.2
1.2
(5)
F = Força axial, lb.
d = Diâmetro do arame, pol.
C = D/d - Chamado “índice de mola”;
19
Para escolher a mola ideal para o projeto é necessário calcular a constante
elástica(R) da mola conforme força solicitada em projeto. [12].
X
LR
ou XT
PR
2.5.3 MOLAS DE PRASTIPRENE
Estas molas, apresentadas sob forma de tarugos de poliuretano sólido, estão
substituindo com vantagens, as molas de aço convencionais usadas em
ferramentaria. [ 6 ].
Seu bom funcionamento deve-se à resistência aos óleos, à flexibilidade e à
extraordinária capacidade de suportar cargas.
As vantagens são as seguintes:
Não quebram de imprevisto;
Possuem longa durabilidade;
Desenvolvem altas pressões, mesmo com pequeno curso;
São de fácil montagem nas ferramentas;
Ocupam menos espaço (alojamento mais simples);
Diminuem o custo de manutenção;
Reduzem paradas na produção e prolongam a vida das
ferramentas devido à possibilidade de distribuição regular, além disso, são
facilmente usinadas (torneadas, furadas e serradas) para as medidas
desejadas, permitindo ao construtor de ferramentas ter sempre disponível a
medida exata para cada caso específico. [ 6 ].
20
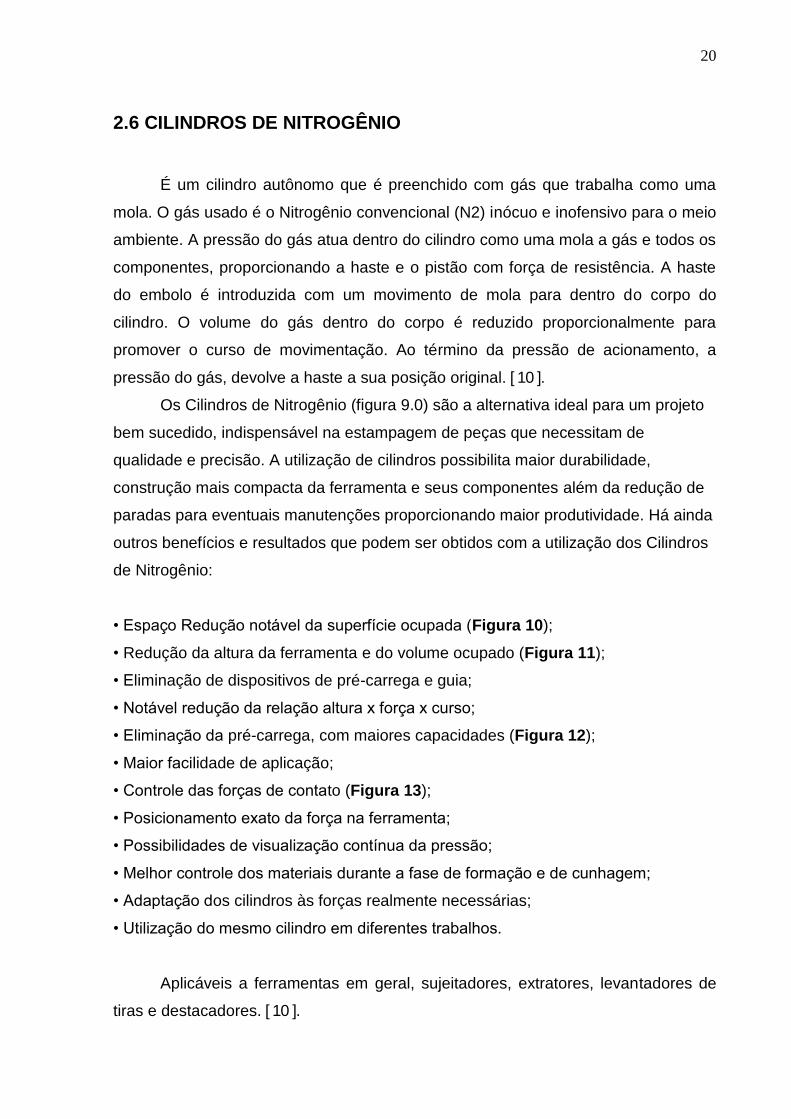
2.6 CILINDROS DE NITROGÊNIO
É um cilindro autônomo que é preenchido com gás que trabalha como uma
mola. O gás usado é o Nitrogênio convencional (N2) inócuo e inofensivo para o meio
ambiente. A pressão do gás atua dentro do cilindro como uma mola a gás e todos os
componentes, proporcionando a haste e o pistão com força de resistência. A haste
do embolo é introduzida com um movimento de mola para dentro do corpo do
cilindro. O volume do gás dentro do corpo é reduzido proporcionalmente para
promover o curso de movimentação. Ao término da pressão de acionamento, a
pressão do gás, devolve a haste a sua posição original. [ 10 ].
Os Cilindros de Nitrogênio (figura 9.0) são a alternativa ideal para um projeto
bem sucedido, indispensável na estampagem de peças que necessitam de
qualidade e precisão. A utilização de cilindros possibilita maior durabilidade,
construção mais compacta da ferramenta e seus componentes além da redução de
paradas para eventuais manutenções proporcionando maior produtividade. Há ainda
outros benefícios e resultados que podem ser obtidos com a utilização dos Cilindros
de Nitrogênio:
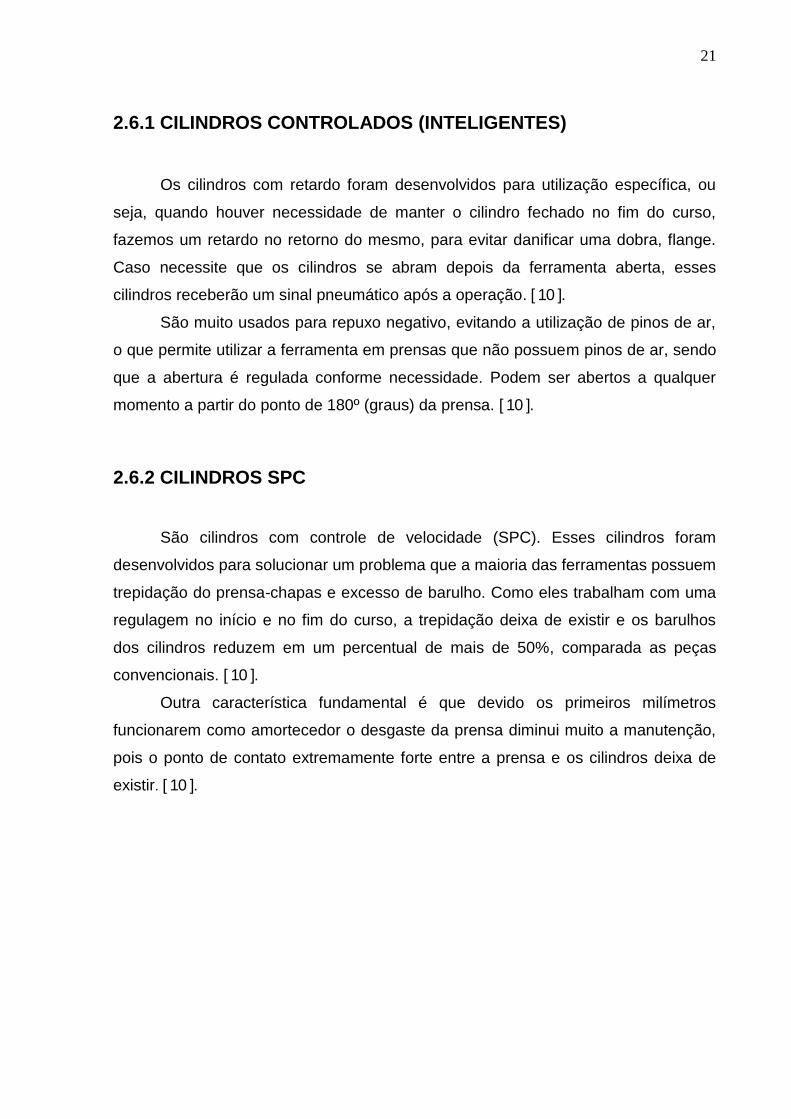
• Espaço Redução notável da superfície ocupada (Figura 10);
• Redução da altura da ferramenta e do volume ocupado (Figura 11);
• Eliminação de dispositivos de pré-carrega e guia;
• Notável redução da relação altura x força x curso;
• Eliminação da pré-carrega, com maiores capacidades (Figura 12);
• Maior facilidade de aplicação;
• Controle das forças de contato (Figura 13);
• Posicionamento exato da força na ferramenta;
• Possibilidades de visualização contínua da pressão;
• Melhor controle dos materiais durante a fase de formação e de cunhagem;
• Adaptação dos cilindros às forças realmente necessárias;
• Utilização do mesmo cilindro em diferentes trabalhos.
Aplicáveis a ferramentas em geral, sujeitadores, extratores, levantadores de
tiras e destacadores. [ 10 ].
21
2.6.1 CILINDROS CONTROLADOS (INTELIGENTES)
Os cilindros com retardo foram desenvolvidos para utilização específica, ou
seja, quando houver necessidade de manter o cilindro fechado no fim do curso,
fazemos um retardo no retorno do mesmo, para evitar danificar uma dobra, flange.
Caso necessite que os cilindros se abram depois da ferramenta aberta, esses
cilindros receberão um sinal pneumático após a operação. [ 10 ].
São muito usados para repuxo negativo, evitando a utilização de pinos de ar,
o que permite utilizar a ferramenta em prensas que não possuem pinos de ar, sendo
que a abertura é regulada conforme necessidade. Podem ser abertos a qualquer
momento a partir do ponto de 180º (graus) da prensa. [ 10 ].
2.6.2 CILINDROS SPC
São cilindros com controle de velocidade (SPC). Esses cilindros foram
desenvolvidos para solucionar um problema que a maioria das ferramentas possuem
trepidação do prensa-chapas e excesso de barulho. Como eles trabalham com uma
regulagem no início e no fim do curso, a trepidação deixa de existir e os barulhos
dos cilindros reduzem em um percentual de mais de 50%, comparada as peças
convencionais. [ 10 ].
Outra característica fundamental é que devido os primeiros milímetros
funcionarem como amortecedor o desgaste da prensa diminui muito a manutenção,
pois o ponto de contato extremamente forte entre a prensa e os cilindros deixa de
existir. [ 10 ].
22
Figura 9 Cilindro de Nitrogênio
Figura 11 Comparação de cilindro com
molas em relação à altura
Figura 10 Comparação de cilindro com
molas em relação ao espaço
Figura 12 Comparação de cilindro com
molas em relação à altas forças
Figura 13 Comparação de cilindros com
molas em relação ao controle de forças

23
2.6.3 APLICAÇÃO DE CILINDROS EM FERRAMENTAS DE CORTE
Nos processos de corte, a força sobre o sujeitador, associada com a folga de
corte, constitui os fatores mais importantes para a boa qualidade da superfície
cortada. A aplicação mais usual de cilindros dá-se nos extratores, onde as forças
são altas e os espaços para instalação de molas são às vezes limitados. [ 10 ].
Uma aplicação em ferramenta de corte bastante utilizada é de cilindros
instalados entre as bases da ferramenta, suportando e abrindo a parte superior da
ferramenta de modo que esta não necessite ser fixada ao martelo da prensa. Esta
aplicação é bastante útil quando o curso do martelo for grande, ou as condições de
guia do martelo não forem muito boas, apresentando as seguintes vantagens. [ 10 ].
Melhora significativa na vida útil dos aços e outros componentes da
ferramenta, uma vez que a parte superior estará sempre guiada nas colunas
mesmo com a ferramenta aberta, mantendo sempre o alinhamento entre
punção e matriz. [ 10 ].
Melhora na qualidade do corte da peça, mantendo-se em melhores condições
a folga entre punção e matriz, pois esta aplicação elimina consequências da
folga do martelo da prensa sobre a ferramenta. [ 10 ].
Melhora das condições de manutenção da prensa, pois os esforços
desbalanceados da ferramenta não são transferidos para o martelo. [ 10 ].
Redução do nível de ruído, quando os cilindros estão devidamente ajustados
para tal. [ 10 ].
Melhora no tempo de troca de ferramenta, uma vez que a fixação é efetuada
somente pela parte inferior. [ 10 ].

24
2.7 PRENSAS
As prensas são máquinas usadas no trabalho de estampagem de metais em
chapas e distinguem em prensas mecânicas e hidráulicas. Para definir uma prensa é
preciso conhecer suas características:
O tipo;
Força máxima em toneladas e trabalho;
Percursos;
Distância entre mesa e cabeçote;
Potência do motor;
Dimensões externas;
Prensas mecânicas excêntricas conforme (Figura 14) são prensas com
acionamento do tipo manivela, ou seja, biela e são de simples operação. Porém as
velocidades são fixas durante a subida e decida do martelo. Dependendo da
aplicação a prensa poderá ser projetada para executar um processo específico ou
até mesmo ser uma máquina de uso geral, sua função excêntrica é transferir uma
força e movimento para uma ferramenta com intuito de conformar a peça. [ 11 ].
Prensas hidráulicas trata-se de uma máquina industrial que usa pressão
hidráulica a fim de exercer força sobre um objeto, força essa que não pode ser
alcançada usando prensas pneumáticas ou prensas mecânicas. Há tipos diferentes
de prensas hidráulicas cada uma com seu próprio conjunto de aplicações como por
exemplos as prensas em formato C e formato H, chamados de C-frame e H-frame.
[ 11 ].
A C-frame são utilizadas em: formação, retificação, corte, perfuração e
desenho e podem ser operadas manualmente ou automaticamente e ocupam menor
espaço, já as prensas H-frame são utilizadas para fazer frisos, dobras, perfurações e
cortes e o que a difere e o seu formato em H. [ 11 ].
As prensas hidráulicas (Figura 15) são acionadas por cilindros hidráulicos
que fornecem força através da pressão do fluido, sua forma básica é composta por
um conjunto de cilindros, pistões, também chamados de socos, hidráulicos e
bigornas construídos em aço inoxidável e multitarefa. [ 11 ].

25
Figura 14 Prensa Mecânica Figura 15 Prensa Hidráulica

26
3 METODOLOGIA
3.1 MATERIAIS E MÉTODOS
Os dados para elaboração deste trabalho serão colhidos em uma Indústria
Metalúrgica e com foco em estamparia tendo como principais clientes a cadeia de
fornecedores da indústria automotiva.
Será realizado um estudo trocando molas de compressão por cilindros de
nitrogênio em uma ferramenta de estampagem, de corte que é uma das operações
de fabricação de uma placa de assento.
As especificações serão consultadas nos catálogos dos fabricantes de molas
e cilindros e serão retiradas dos livros específicos que serão citados nas referências
bibliográficas. Outros dados serão colhidos na empresa através de experimentos
realizados em chão de fábrica e informações passadas pelos funcionários da
empresa.
Abaixo segue os recursos que serão utilizados e os estudos que serão
realizados.
Materiais Utilizados:
Mola marca Danly de cor amarela designada para cargas extra-pesada com
capacidade 840 daN;
Prensa hidráulica com capacidade de 250 toneladas;
Chapas de aço laminado a frio SAE 1006 com espessura 1,5 mm;
Ferramenta de estampagem de único estágio;
Cilindro de nitrogênio marca Special Springs com capacidade 4271 daN;
Máquina de ensaio de tração/compressão da Universidade São Francisco.
27
Estudos realizados:
Tempo de set up;
Custo da mola x custo do cilindro;
Tempo de vida útil (ciclos) da mola x vida útil do cilindro;
Qualidade da peça final produzida com molas x produzidas com cilindro;
Rentabilidade para a empresa obtida pela troca de molas por cilindros.
Após realização dos estudos os resultados serão apresentados através de
cálculos, gráficos e tabelas.
No dia 01/08/14, foi realizada uma visita à empresa Work Eletro localizada na
cidade de Atibaia-SP, uma estamparia voltada para produção de peças automotivas,
onde a ferramenta estudada neste trabalho se encontra.
A ferramenta em questão é de corte de um único estágio para produção de
placa de assento que utiliza como material chapa laminada a frio SAE 1006 com
espessura de 1,5 mm. Essa placa de assento também possui operação de dobra o
qual não será estudado neste trabalho.
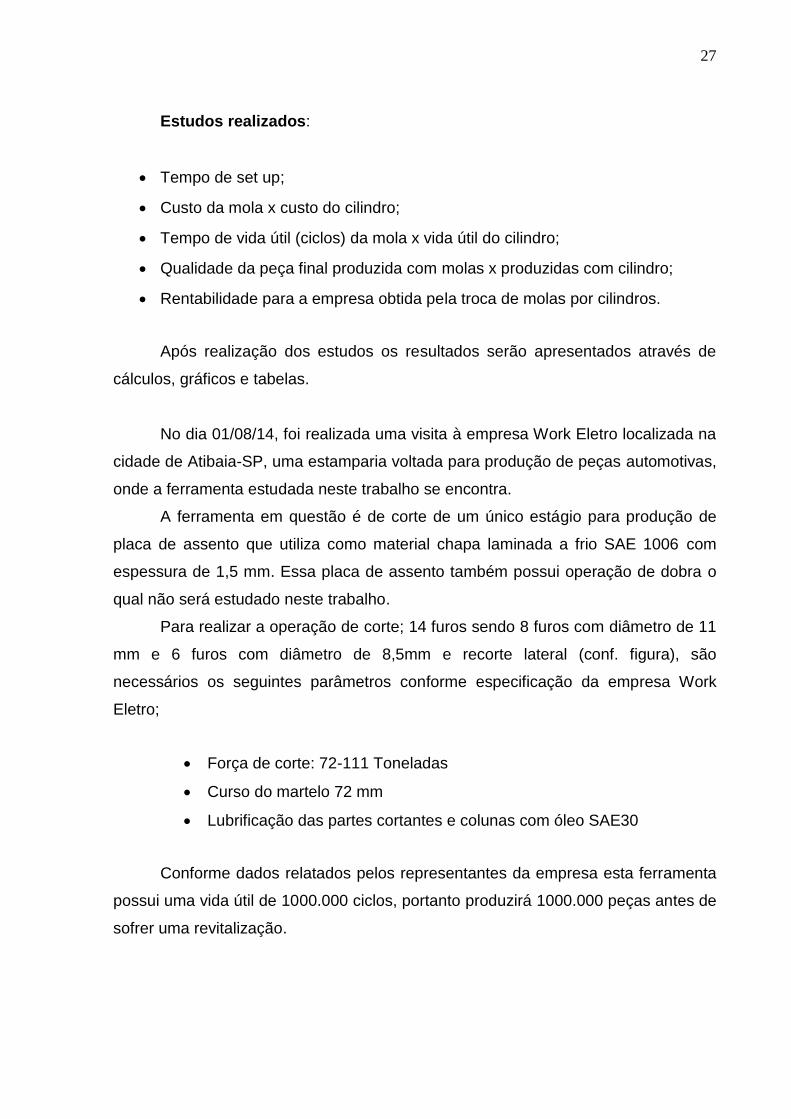
Para realizar a operação de corte; 14 furos sendo 8 furos com diâmetro de 11
mm e 6 furos com diâmetro de 8,5mm e recorte lateral (conf. figura), são
necessários os seguintes parâmetros conforme especificação da empresa Work
Eletro;
Força de corte: 72-111 Toneladas
Curso do martelo 72 mm
Lubrificação das partes cortantes e colunas com óleo SAE30
Conforme dados relatados pelos representantes da empresa esta ferramenta
possui uma vida útil de 1000.000 ciclos, portanto produzirá 1000.000 peças antes de
sofrer uma revitalização.

28
3.1.2 CALCULO DE FORÇA DE CORTE
Conforme estampos ll pro-tec o cálculo de força de corte é:
Fc = Perímetro do punção de corte x Espessura x Tensão de Cisalhamento
O qual:
Fc - kg (Força de Corte)
P - mm (Perímetro)
e - mm (Espessura)
c - 2mmkg
(Tensão de Cisalhamento)
A tensão de cisalhamento utilizada nos cálculos segue conforme tabela de valores de
Tc para cada material (estampos ll pro-tec pg. 12.02), retirado apenas os valores de aço
laminado. [ 1 ].
Tabela 2 Valor de Tensão de Cisalhamento para Aço Laminado Fonte [1]
Recozido Cru
0,1%C 25 kg/mm² 32 kg/mm²
0,2%C 32 kg/mm² 40 kg/mm²
0,3%C 36 kg/mm² 48 kg/mm²
Aço Laminado 0,4%C 45 kg/mm² 56 kg/mm²
0,6%C 56 kg/mm² 72 kg/mm²
0,8%C 72 kg/mm² 90 kg/mm²
1,0% C 80 kg/mm² 105 kg/mm²
Inoxidáveis 52 kg/mm² 60 kg/mm²
Silício 45 kg/mm² 56 kg/mm²

29
Para o cálculo da força de corte da peça em estudo neste trabalho placa de
assento (Figura 16), serão utilizados 32 kg/mm².
Figura 16 Placa de Assento
3.1.2.1 CALCULO DE FORÇA DE CORTE APLICADO A PEÇA
Para calcular a força de corte primeiramente será necessário encontrar os
perímetros de punção e contorno da peça.
3.1.2.2 CALCULANDO O PERIMETRO PARA OS FUROS
(PUNÇÕES)
Punção de corte: ᶲ8,5 = π* D = π*8,5 = 25,13 mm
Punção de corte: ᶲ11,0 = π* D = π*11 = 34,56 mm

30
3.1.2.3 FORÇA DE CORTE PARA SEIS FUROS DE 8,5 mm.
cePFc ..
(6)
Fc = 25,13 x 1,5 x 32 = 1206,24kgf
Será necessário 1206,24 kgf para cada furo. Portanto para seis furos serão
necessários; 7.237,44 kgf.
3.1.2.4 FORÇA DE CORTE PARA OITO FUROS DE 11,00 mm.
Fc = P. e. c
Fc =34,56 x 1,5 x 32 = 1658,88kgf
Será necessário 1658,88 kgf. Para cada furo de 11 mm. Portanto para oito
furos serão necessários: 13.271,04 kgf.
3.1.2.5 CALCULANDO O PERIMETRO PARA CONTORNO DA PLACA
Raio 66 mm (2X, pois, são dois raios com a mesma dimensão) = 66 x 2 x =
414,69 mm, porém é utilizado 19 % do raio para cálculo do perímetro, então:
414,69 x 0,1944 = 80,6mm x 2 = 161,2mm
Raio 72 mm = 72 x 2 x = 452,39mm
452,39 x 0,1944 = 88,00mm
Raio 80 mm = 80 x 2 x = 502,65mm
502,65 x 0,1944 = 97,7mm
Valores lineares: 292,6 / 297,1 / 354,3 / 373,9 mm

31
Perímetro total: 1664,80mm
3.1.2.6 FORÇA DE CORTE PARA O CONTORNO DA PEÇA
Fc = kgfxx 40,79910325,180,664
3.1.2.7 FORÇA TOTAL DE CORTE
Fct kgf89,10041840,7991004,1327144,237.7
A força de corte total deve ser considerada a força de compressão nos
sistema de extração que pode ser molas ou cilindros de nitrogênio.
Desta forma acrescenta-se 10% a força de corte total:
Assim a força total será: 110.460,78 kgf.
3.1.3 FORÇA DE EXTRAÇÃO
Conforme (Protec estampos II) a fórmula para calcular a força de extração é:
Fe=10% das forças que serão exercidas, neste caso 10% da força de corte.
A força de extração é a força necessária que o extrator necessita para
expulsar a peça que devido ao atrito fica presa no punção ou na matriz.
O sistema de extração pode ter como elementos molas, cilindros de nitrogênio
ou almofadas.
Na ferramenta em estudo, seu projeto inicial é com molas o qual será
substituído por cilindros com o objetivo de obter algumas vantagens para o
processo.

32
3.2 VANTAGENS PARA O PROCESSO COM USO DE CILINDROS DE
NITROGÊNIO.
Segundo a empresa Prodty, a pressão exercida no processamento de uma
peça estampada, é a variável mais importante que ocorre, seja numa operação de
repuxo, dobra e corte.
A aplicação dos cilindros de nitrogênio vem tendo um crescimento de
aplicação, por oferecer soluções para melhorar o custo, e principalmente a qualidade
de produção de peças estampadas.
A principal característica dos cilindros de nitrogênio é ser um sistema
compacto de alta força e pressão regulável.
Suas vantagens são:
Sistema compacto: Mais força em menor espaço, por trabalhar a
pressões de até 150 bar.
Pressão ajustável: Facilmente regulável que viabiliza processos e
agiliza “try-out”.
Vários cursos disponíveis: Poderão ser fornecidos cursos de até
300mm.
Pressão quase constante: A variação da força inicial/final do curso
pode ser controlada.
Redução do fator de fadiga: Reduz o grande problema de fadiga das
molas de compressão.
Alta velocidade de trabalho: Possibilidade de atuar em velocidades
de trabalho de até 35 m/min.
3.3 TRY OUT DE FERRAMENTAS
Corresponde ao ajuste das ferramentas até a obtenção de peças de boa
qualidade para aprovação ou validação do processo. A principal variável do
processo de estampar é o controle de força aplicada sobre a chapa, e a utilização de

33
molas dificulta condições de ajuste dessa força. O uso de cilindros facilita a
possibilidade de regulagem da pressão aplicada sobre a chapa em processos, reduz
substancialmente o tempo de “try-out” ou ajuste, principalmente para as peças
críticas.
3.4 PRODUÇÃO: CILINDROS X MOLAS
A utilização de molas apresenta o fator de fadiga que vai prejudicando a
qualidade das peças ao longo das produções, até que a mesma seja inaceitável,
quando então as molas são trocadas. A vida útil das molas é muito limitada,
variando conforme o fator de pré-aperto, curso utilizado dentre outros, quando não
ocorrem quebras. A análise do custo dessas trocas é normalmente feita pelo custo
de aquisição, sendo o custo do trabalho para se trocar as molas maior e
eventualmente feito durante as produções com a máquina parada. A vida útil do
cilindro é de aproximadamente 2 000.000 de ciclos, evitando trocas, manutenção e
máquina parada.
3.5 MANUTENÇÃO DE FERRAMENTAS OU EQUIPAMENTOS
O uso de cilindros representa reduções de custos significativas na
manutenção, pelos fatores descritos acima e outros. Os cilindros ao contrário das
molas não requerem pré-aperto, evitando acidentes como os que podem ocorrer
quando se desmonta um sujeitador, um carrinho de cunha sem os devidos cuidados.
3.6 QUALIDADE DA PEÇA PRODUZIDA
Visando a qualidade, diversas empresas, compradoras de peças estampadas,
exigem a utilização de cilindros nas ferramentas, pois a qualidade das peças
estampadas é muito melhor quando se tem meios de controlar a força exercida
sobre a peça em conformação, os cilindros de nitrogênio apresentam consistência
nas forças aplicadas durante as produções.

34
3.7 ASPECTOS ECONÔMICOS DA APLICAÇÃO DOS CILINDROS.
Além dos benefícios técnicos, a utilização de cilindros resulta também em
vários benefícios econômicos, na maioria dos casos, eles justificam a utilização.
Maior vida útil, sendo este fator econômico mais representativo;
Ferramentas mais simples, pois se eliminam caixas de molas, molas
sobrepostas ou placas de transferência de força;
Redução no tempo de ajustes de ferramentas decorrente da
possibilidade de regulagem da pressão, principalmente nos casos de
ferramentas progressivas com vários repuxos;
Ferramentas mais compactas, resultando em menor custo de material
e mão de obra e utilização de prensas menores.
Redução de paradas de prensas, decorrentes da facilidade de ajustes
na pressão do sistema com nitrogênio;
Maior amplitude de uso das prensas, pois com a utilização de cilindros
pode-se obter repuxos complexos mesmo em prensa de simples efeito;
Melhora no tempo de troca de ferramenta, uma vez que a fixação é
efetuada somente pela parte inferior.
3.8 ESTUDO FORÇA X DESLOCAMENTO COMPARAÇÃO MOLA X
CILINDRO
Foi realizado estudo de diferença de forças de atuação pelo deslocamento,
utilizando a máquina de ensaios universal da Universidade São Francisco campus
de Itatiba. Conforme (Figura17) No módulo de compressão foi realizado o ensaio
com a mola e em seguida com o cilindro, um deslocamento foi aplicado, e a força
obtida era registrada.
O objetivo deste estudo é mostrar qual dos dois componentes apresenta
menor variação de força no mesmo deslocamento e o quanto o cilindro possui mais
força quando acionado do que a mola.
35
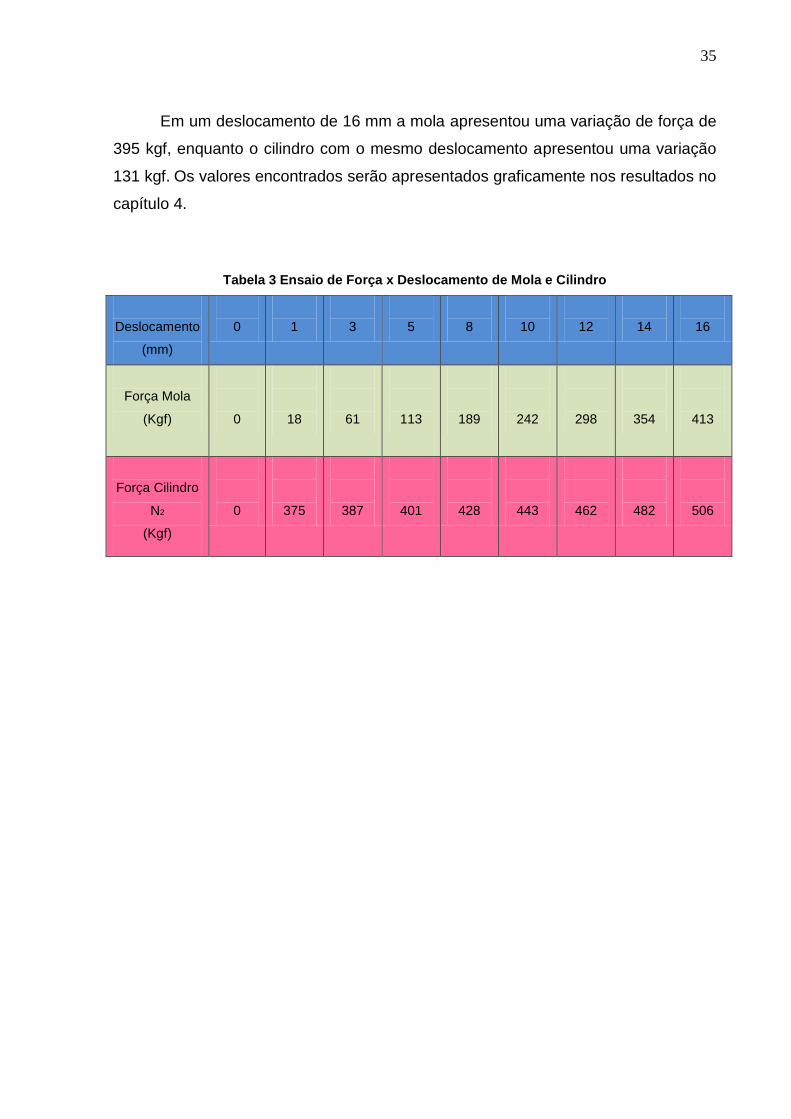
Em um deslocamento de 16 mm a mola apresentou uma variação de força de
395 kgf, enquanto o cilindro com o mesmo deslocamento apresentou uma variação
131 kgf. Os valores encontrados serão apresentados graficamente nos resultados no
capítulo 4.
Tabela 3 Ensaio de Força x Deslocamento de Mola e Cilindro
Deslocamento
(mm)
0
1
3
5
8
10
12
14
16
Força Mola
(Kgf)
0
18
61
113
189
242
298
354
413
Força Cilindro
N2
(Kgf)
0
375
387
401
428
443
462
482
506

36
3.8.1 ENSAIO DE COMPRESSÃO
Figura 19 Ensaio com o Cilindro
Figura 17 Máquina de Ensaios
Figura 18 Ensaio com a Mola
Mola
Figura 19 Ensaio da Mola
37
3.9 FERRAMENTA DE ESTAMPAGEM
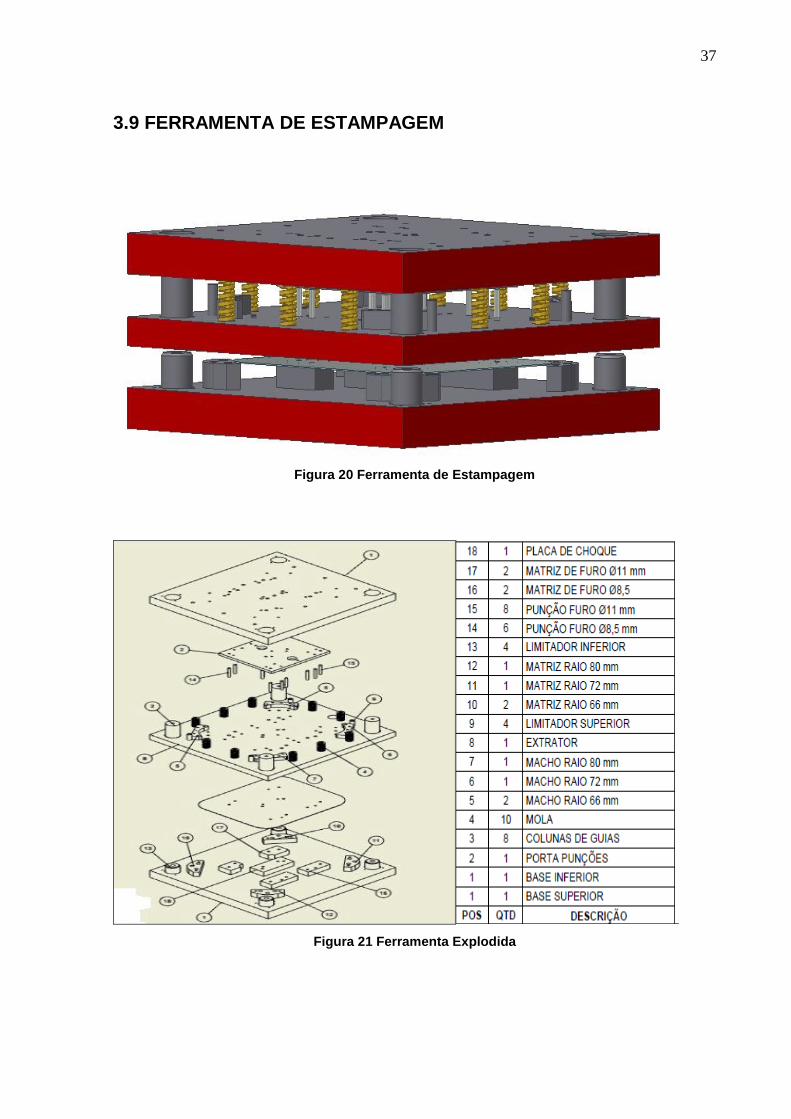
Figura 20 Ferramenta de Estampagem
Figura 21 Ferramenta Explodida
38
A (Figura 20) é uma ferramenta de estampagem de uma placa de assento de
bancos de empilhadeira. A peça precisa de dois estágios de estampo; corte e dobra,
porém neste trabalho será apresentado apenas a ferramenta de corte, objeto de
nosso estudo. Esta ferramenta segundo a empresa Work tem uma vida útil de
1000.000 de ciclos, depois de terminado a vida útil uma revitalização deve ser feita
na ferramenta ou uma ferramenta nova deve ser construída.
Para se obter uma ferramenta de estampagem são necessários processos de
fundição, usinagem, tratamento térmico, pintura e montagem.
3.9.1 ACIONAMENTO DA FERRAMENTA
Para a ferramenta realizar o trabalho esperado é necessário utilizar uma
prensa, a empresa Work proprietária da ferramenta utiliza uma prensa de 250 ton.
conforme cálculo da (Equação 6), atende ao solicitado, pois o projeto requer uma
força de corte de 110 toneladas para estampar a peça.
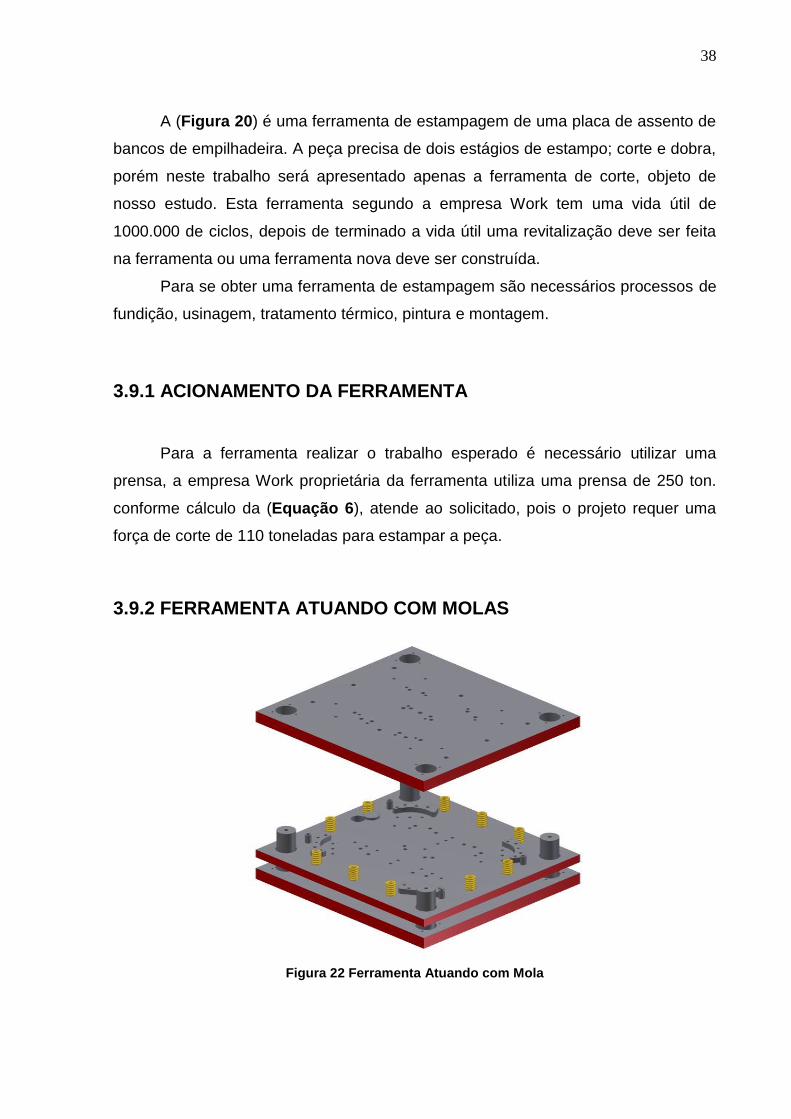
3.9.2 FERRAMENTA ATUANDO COM MOLAS
Figura 22 Ferramenta Atuando com Mola
39
A ferramenta em estudo trabalha com 10 molas de compressão para cargas
extra pesadas do fabricante MDL (Danly). Com as seguintes especificações
Diâmetro do furo: 40 mm
Comprimento livre: 51 mm
Constante elástica: 56 daN para comprimir 1 mm.
Curso máximo de trabalho: Carga-714 daN; curso 13 mm
Compressão total: Carga-840 daN; curso 15 mm.
As especificações foram retiradas do catálogo do fabricante conforme
mostrado na (Tabela 3), abaixo;
As definições destas especificações foram retiradas com base nos cálculos de
força de corte (Equação 6), o qual define que a mola necessita de 10 % da força de
corte, 10.041,89 kgf, entretanto, a empresa Work Eletro utiliza 8% da força de corte
8.033,51 kgf devido a chapa ser fina 1,5mm e a operação de corte ser relativamente
simples.
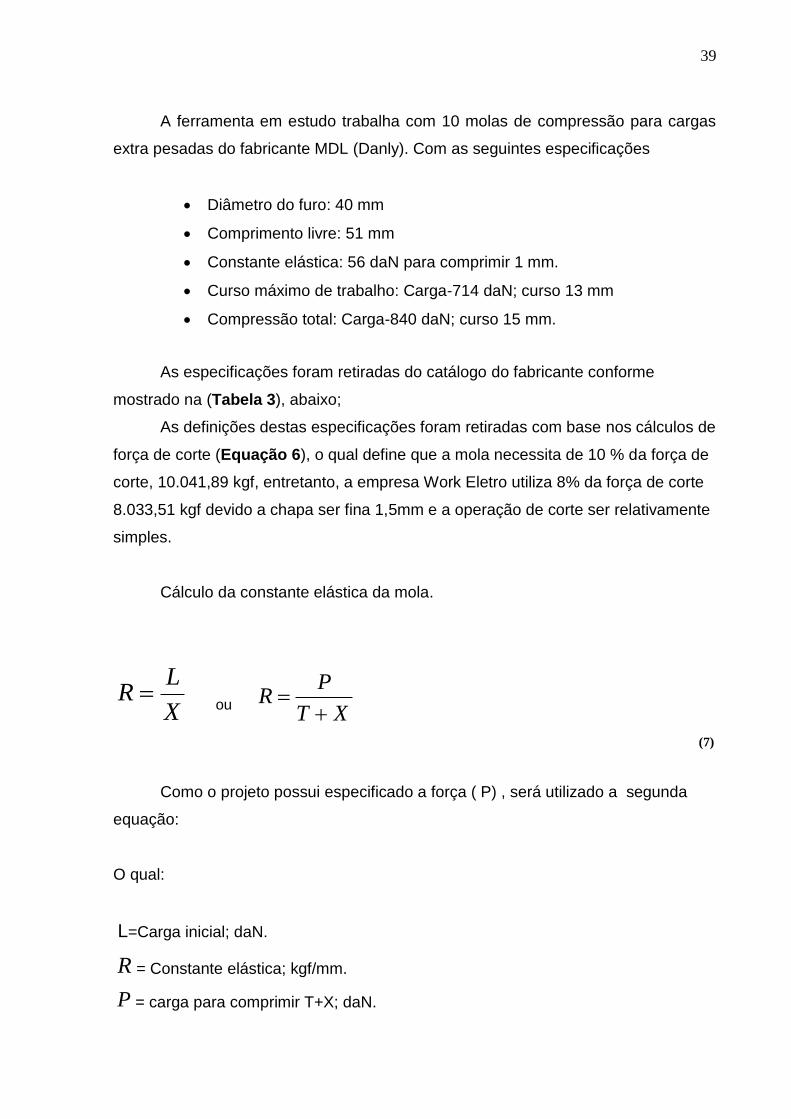
Cálculo da constante elástica da mola.
X
LR
ou XT
PR
(7)
Como o projeto possui especificado a força ( P) , será utilizado a segunda
equação:
O qual:
L=Carga inicial; daN.
R = Constante elástica; kgf/mm.
P = carga para comprimir T+X; daN.

40
T = Curso de trabalho; mm.
X = Compressão inicial (pré - carga) 20% de T .
mmkgf
R 88,557315
89,041.10
Todos os cálculos até o momento foram realizados em kgf, porém tanto a
mola quanto o cilindro utilizam a unidade daN (decaNewton), desta forma será
necessário converter as unidades.
Convertendo: mmdaNxx 728,541081,9883,557
Com base no valor de constante elástica obtida acima, conclui-se que a mola
ideal será de código do catálogo do fabricante: 9-2408-36, conforme mostrado na
tabela abaixo.
Tabela 4 Catálogo Danly para escolha de Molas Fonte [12]
41
3.9.3 CUSTO DE MANUTENÇÃO COM USO DE MOLAS
As molas são muito empregadas em projetos de ferramenta, pois são
acessíveis e relativamente de baixo custo. Conforme orçamento em anexo
(Apêndice B) do fornecedor Máquinas Danly LTDA, cada mola custa R$ 43,70
Porem existe desvantagens no uso das mesmas.
O tempo de vida útil de uma mola para esta aplicação é
aproximadamente quatro meses, 10.000 ciclos, (se não houver danos,
mal uso que venha a quebrar a mola) conforme informação da
empresa Work são estampadas 2.500 peças/mês.
Quando chega ao fim da vida útil ou a mola sofre algum dano, a
mesma precisa ser trocada e será necessário um tempo de
manutenção para essa troca de 02h30min.
O custo para a troca da mola será R$ 187,50, sendo o custo por hora
de ferramentaria R$ 75,00.
O custo de horas paradas na produção para realizar a manutenção
será: R$ 150,00, sendo o custo de hora parada nesta empresa R$
60,00.
O custo das 10 molas em cada troca será R$ 473,00.
Portanto o custo total da manutenção para troca das molas será R$ 810,50 a
cada manutenção, por ano será gasto com manutenção de molas R$ 3.242.00.
Como a vida útil da ferramenta é por volta de 1.000.000 de ciclos, portanto
será gasto com manutenção com o uso de molas R$ 81.050,00.

42
3.9.4 FERRAMENTA ATUANDO COM CILINDROS
Figura 23 Ferramenta Atuando com Cilindro
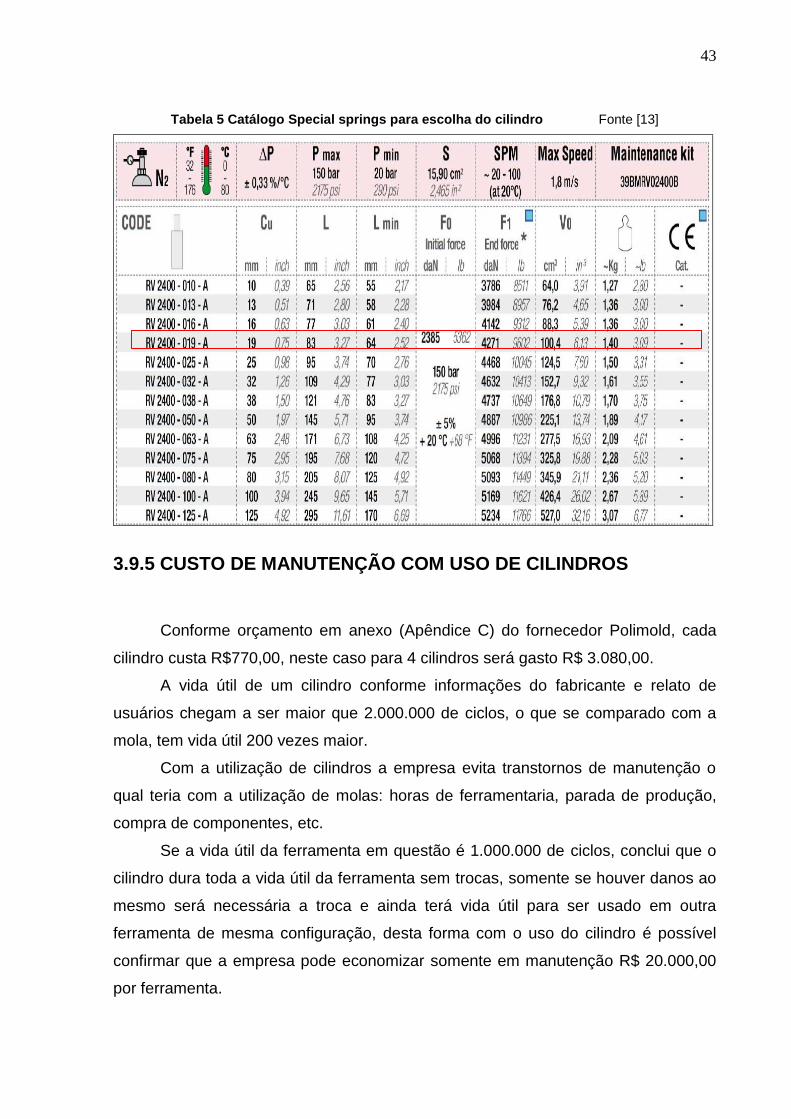
Serão utilizados cilindros do fabricante Special Springs com as seguintes
especificações:
Comprimento livre ou curso Máximo de trabalho (Cu) 19mm
Força inicial (F0) 2385,00 daN
Força final (F1) 4271,00 daN
Serão substituídas 10 molas por 4 cilindros conforme (Figura 23),
posicionados de forma a evitar desbalanceamento da ferramenta.
Cada mola conforme mostrado na tabela do fabricante possui uma carga de
840 daN. O cilindro por sua vez possui 4.271daN, portanto 4 molas que teriam uma
força de 3.360daN, serão substituídas por 1 cilindro, gerando assim uma forma total
de atuação na ferramenta de 17.084 daN, enquanto a mola geraria uma força de
8.400daN.Esse aumento de força resulta em um menor desgaste da prensa que fará
menos esforço para realizar a operação de estampagem.
O cilindro compatível é o código: RV 2400 - 019 – A, conforme tabela abaixo.
43
Tabela 5 Catálogo Special springs para escolha do cilindro Fonte [13]
3.9.5 CUSTO DE MANUTENÇÃO COM USO DE CILINDROS
Conforme orçamento em anexo (Apêndice C) do fornecedor Polimold, cada
cilindro custa R$770,00, neste caso para 4 cilindros será gasto R$ 3.080,00.
A vida útil de um cilindro conforme informações do fabricante e relato de
usuários chegam a ser maior que 2.000.000 de ciclos, o que se comparado com a
mola, tem vida útil 200 vezes maior.
Com a utilização de cilindros a empresa evita transtornos de manutenção o
qual teria com a utilização de molas: horas de ferramentaria, parada de produção,
compra de componentes, etc.
Se a vida útil da ferramenta em questão é 1.000.000 de ciclos, conclui que o
cilindro dura toda a vida útil da ferramenta sem trocas, somente se houver danos ao
mesmo será necessária a troca e ainda terá vida útil para ser usado em outra
ferramenta de mesma configuração, desta forma com o uso do cilindro é possível
confirmar que a empresa pode economizar somente em manutenção R$ 20.000,00
por ferramenta.

44
4 RESULTADOS
4.1 RESULTADOS OBTIDOS NO ENSAIO DE COMPARAÇÃO DE
FORÇAS DE MOLAS X CILINDROS.
Tabela 6 Ensaio de Força x Deslocamento de Mola e Cilindro
Deslocamento
(mm)
0
1
3
5
8
10
12
14
16
Força
Mola
(Kgf)
0
18
61
113
189
242
298
354
413
Força Cilindro
N2
(Kgf)
0
375
387
401
428
443
462
482
506
Os valores obtidos após o ensaios estão expressos no gráfico da (Figura 24)
Figura 24 Gráfico de Comparação de Forças
45
4.2 PAYBACK DO PROJETO
Com os cálculos de custo de manutenção, custo de componentes e horas de
produção paradas conclui-se que o uso de molas gera para a empresa um custo
anual de R$ 3.242,00. Para realizar a troca de molas por cilindro será gasto apenas
o valor dos cilindros, pois o tempo de troca será o mesmo; R$ 3.080,00.
Ao longo do período de vida útil da ferramenta, a empresa irá economizar R$
77.970,00 que será o custo que a mesma teria com uso de molas R$ 81.050,00 - R$
3.080,00 do custo do cilindro. Com essa economia a empresa poderá investir em
novas tecnologias e em melhorias do processo para obter mais rentabilidade com
seus produtos.
Calculando o Payback tem-se o seguinte resultado.
Custo do cilindro por ciclo
cicloR$002,0
00,2000000
00,3080
Custo do cilindro por mês
mêsR
mêsciclosx $85,32500002,0
Custo do cilindro por ano
anoRmesesx $2,461285,3
(8)
Payback
diasdiasxR
R5365014,0
00,242.3$
2,46$
Em cinco dias trabalhados a empresa pagará o custo dos quatro
cilindros.
46
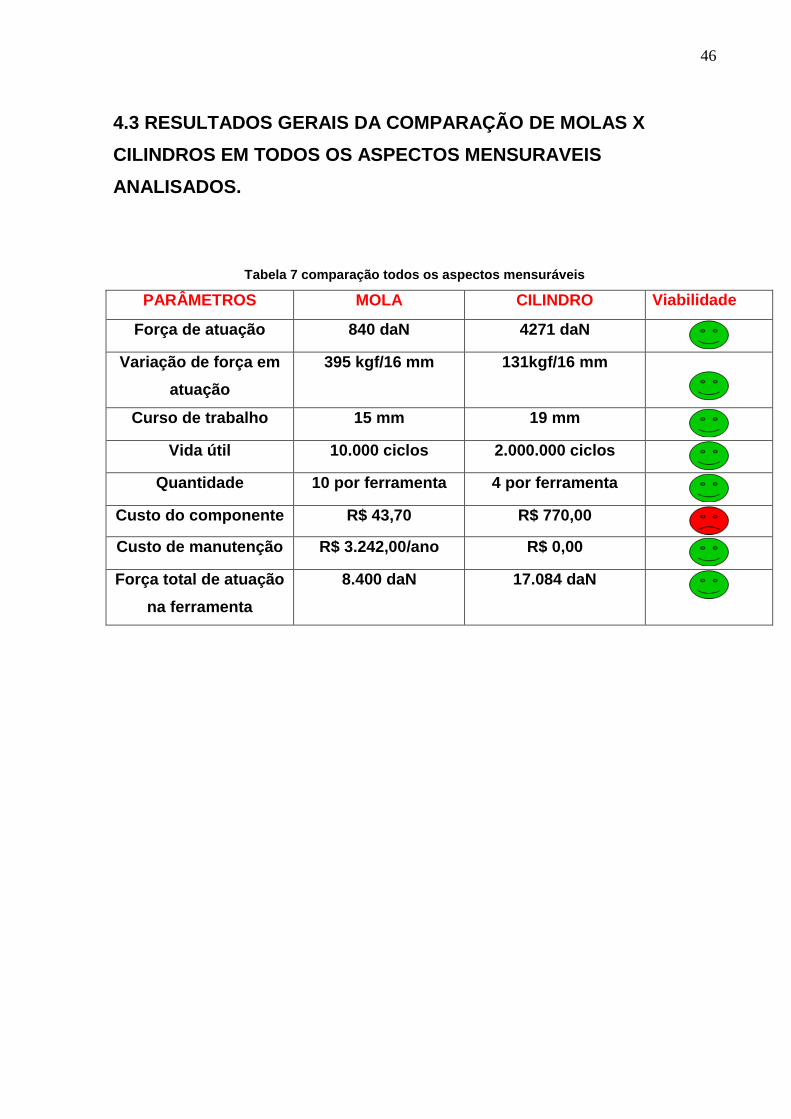
4.3 RESULTADOS GERAIS DA COMPARAÇÃO DE MOLAS X
CILINDROS EM TODOS OS ASPECTOS MENSURAVEIS
ANALISADOS.
Tabela 7 comparação todos os aspectos mensuráveis
PARÂMETROS MOLA CILINDRO Viabilidade
Força de atuação 840 daN 4271 daN
Variação de força em
atuação
395 kgf/16 mm 131kgf/16 mm
Curso de trabalho 15 mm 19 mm
Vida útil 10.000 ciclos 2.000.000 ciclos
Quantidade 10 por ferramenta 4 por ferramenta
Custo do componente R$ 43,70 R$ 770,00
Custo de manutenção R$ 3.242,00/ano R$ 0,00
Força total de atuação
na ferramenta
8.400 daN 17.084 daN
47
5 CONCLUSÃO
Este trabalho teve por objetivo analisar a viabilidade do processo de troca de
molas de compressão por cilindros de nitrogênio.
Fisicamente conclui-se que o cilindro obtém vantagens sobre a mola nos
aspectos: redução de espaço na superfície ocupada, maior força de atuação,
pressão quase constante, redução do fator de fadiga, maior vida útil, eliminação de
gastos com manutenção e melhor qualidade da peça produzida.
É necessário um investimento por parte da empresa para implantação dos
cilindros, pois o custo dos mesmos é aproximadamente 18 vezes maior que o custo
de molas, porém este custo é pago em 5 dias o qual se comprovou no cálculo de
payback. A empresa deixa de gastar aproximadamente R$ 3.242,00 por ano com
manutenções e horas de produção paradas.
Após todos os estudos realizados pode-se concluir que é viável este
processo, pois o custo benefício foi comprovado através dos resultados, tendo como
variável mais importante a vida útil dos componentes, foi comprovado que cilindro
possui vida útil 200 vezes maior que a mola.
Todos os objetivos propostos no início deste trabalho foram alcançados, os
resultados apresentados podem ser utilizados como base para análise de empresas
que procuram novas tecnologias para seus processos no segmento de estamparia
de metais, este estudo mostra que a tecnologia é aliada aos bons resultados
influenciando diretamente na redução de custos, melhoria do processo e aumento
da produtividade, aspetos esses que tornam uma empresa competitiva no mercado.
48
6 BIBLIOGRAFIA
1 ÁLVAREZ, Saler. Estampos. 2.ed. São Paulo: Mestre Jou, 1973.
2 PROENÇA, Francisco. Estampos I. São Paulo: Pro-tec, 1996.
3 BRITO, Osmar de. Estampos de corte. São Paulo. Hemy
4 SCHAEFFER,L. Conformação mecânica. 2.ed. Porto Alegre: Imprensa livre Editora, 2004.p.167.
5 FRANCO, Egberto; LINO, Jorge da Costa; KAMEI, Rayo et Al. Estampagem
dos aços. São Paulo: Associação brasileira de metais.
6 ALLEN, S. Hall, Jr, M,S, Phd; ALFREDO, R. Halowenko, M,S; HERMAN G, LAUGHLIN. M. S. Elementos orgânicos de máquinas. Rio de Janeiro: 1968.
7 E.P, Beer; E.R, Johnston Jr. Resistências dos materiais. 3.ed. São Paulo:
Makron Books, 2011.
8 Definição de processo de estampagem. Disponível em:
<http://www.ebah.com.br/> Acesso em 23 Mar. 2014.
9 Universidade Federa do Rio Grande do Sul. Disponível em: <http:/www.ufrgs.br/Idtm/publicações/diretrizesfinal> Acesso em 24. Ago. 2014.
10 Cilindros de nitrogênio. Disponível em <http:/WWW.arcinco.com.br> Acesso em 06. Mai. 2014.
11 Prensas. Disponível em: <http:/www.fatecsorocaba.edu.br/principal/pesquisas > Acesso em 19. Out. 2014.
12 Danly. Disponível em: <http:/www.danly.com.br> Acesso em 05. Set.2014
13 Special Sprinqs. Disponível em: <http:/www.specialsprinqs.com.br> Acesso 05.Set 2014 .
14 Polimold. Disponível em: <http:/www.polimold.com.br> Acesso em 05.Set 2014
15 Prodty. Disponível em: <http:/www.prodty.com.br> Acesso em 19.Out.2014





























