Embed Size (px)
DESCRIPTION
metarlurgia
Citation preview

1

ÍndiceIntrodução...................................................................................................................................................3
Objectivos...................................................................................................................................................4
Metodologia................................................................................................................................................5
Espessamento..............................................................................................................................................6
Desvantagens dos espessadores...............................................................................................................7
Vantagens dos espessadores....................................................................................................................7
Fenómenos que ocorrem no espessamento..............................................................................................8
Sedimentação...........................................................................................................................................9
Factores que Afectam o Espessamento..................................................................................................11
Tipos de espessadores............................................................................................................................13
Novos espessadores...............................................................................................................................15
Funções dos espessadores......................................................................................................................16
Dimensionamento de espessadores........................................................................................................16
Máquina de Espessamento RoS 2..........................................................................................................17
Características.......................................................................................................................................17
Desempenho..........................................................................................................................................17
Benefícios..............................................................................................................................................18
Conclusão..................................................................................................................................................19
Bibliografia................................................................................................................................................20
2

Introdução
O nosso trabalho ira abordar aspectos que dizem respeito ao espessamento desde do conceito,
tipos de máquinas usadas no processo, espessadores e dimensionamento dos espessadores. E
porque não se pode falar de espessamento sem tanger o processo de sedimentação iremos
também explicar que esse fenómeno trata.
A sedimentação pode ser definida como a técnica de desaguamento obtida através da
concentração de partículas sólidas em suspensão num líquido por acção exclusiva da força da
gravidade.
As operações são divididas em 2 classes:
Espessamento e clarificação. O espessamento visa uma concentração efectiva de
sólidos e a clarificação a remoção das partículas sólidas presentes numa suspensão diluída. A
utilização de reagentes específicos, denominados floculantes, favorece sobremaneira as
operações pertinentes.
Os equipamentos usados compreendem basicamente cones, espessadores e clarificadores.
3

Objectivos
Gerais:
Conhecer o método de espessamento
Específicos:
Saber a utilidade do espessamento, em que consiste ;Saber a sua finalidade.
4

Metodologia
Para a realização do Presente de trabalho de pesquisa obteu-se informações com base nas pesquisas feitas em manuais de mineração, livros de Beneficiamento da Biblioteca do Instituto Superior Politécnico de Tete.
Pesquisas na internet
Informações recebidas pelo regente da cadeira
5

Espessamento
É um processo que tem como objectivo a separação das fases líquida e sólida da lama, reduzindo
o seu volume e aumentando seu teor de matéria sólida. Ou “espessamento é a operação de
separação sólido-líquido baseada na velocidade de sedimentação”. (Lacerda, et al, Espessamento
e Filtragem, ouro preto, 2009)
E por meio da sedimentação o processo de separação sólido-líquido baseia-se na diferença entre
as densidades dos constituintes de uma suspensão; a remoção das partículas sólidas presentes em
uma corrente líquida se dá pela acção do campo gravitacional, com o intuito de se obter a polpa
do sólido extraído com percentagens adequada do produto, o qual oferece ao processo as
características de baixo custo e grande simplicidade operacional. A larga utilização industrial dos
sedimentadores promove um crescente interesse no conhecimento do cujo dimensionamento e
operação desses equipamentos, com a finalidade de melhorar a sua utilização e eficiência no
atendimento aos objectivos operacionais.
Costuma-se classificar os sedimentadores em espessadores, quando o produto de interesse é o
sólido e são caracterizados pela produção de espessados com alta concentração de sólidos e os
clarificadores, os quais têm como produto de interesse o líquido e se caracterizam pela produção
de espessados com baixas concentrações de sólidos.
No sector industrial, os espessadores são os mais utilizados e operam, geralmente, em regime
contínuo.
Em linhas gerais, esses espessadores são constituídos por:
um tanque cilíndrico-conico;
um dispositivo de alimentação da polpa com mínima turbulência;
um mecanismo de varredura.
6

Além disso, para aumentar a eficiência do espessamento ( a velocidade da decantação ), são
utilizados aditivos denominados de floculizantes, cuja a principal função é a de aglomerar as
partículas em suspensão formando flocos que decantam rapidamente.
Na extracção mineral, os espessadores são largamente utilizados, pois há grandes interesses,
principalmente, nos minérios com valor comercial.
Esse processo tem as seguintes finalidades:
Obtenção de polpas com concentrações adequadas a um determinado processo
subsequente;
Espessamento de rejeitos com concentração de sólidos elevada, visando transporte e
descarte mais eficazes;
Recuperação de água para reciclo industrial;
Recuperação de sólidos ou solução de operações de lixiviação, utilizados em
processos hidrometalúrgicos.
O espessamento é o método preferido para desaguamento de polpas devido ao seu custo
relativamente baixo e a sua simplicidade de operação.
Desvantagens dos espessadores:
Ocupar mais áreas que os demais métodos de separação sólido-líquido (filtragem,
centrifugação);
Sua construção envolve uma quantidade de material, que muitas vezes pode significar
um elevado custo de capital para implantação;
Vantagens dos espessadores:
Apresentam uma elevada capacidade de estocagem;
Podem ser muito úteis em manter a produção por períodos longos
7

Fenómenos que ocorrem no espessamento
O movimento de uma partícula sólida dentro de uma polpa é afectado pelas forcas de gravidade,
pelo empuxo do líquido deslocado e pelas forcas de atrito que se desenvolvem entre o líquido e a
partícula. Estas forcas são influenciadas pelos seguintes factores:
Propriedades da polpa: densidade e viscosidade,
Propriedades da partícula: tamanho, forma, densidade e rugosidade da superfície,
Propriedades do sistema : percentagem de sólidos e estado de dispersão das partículas, pH
e presença de coagulantes ou floculantes,
Geometria do equipamento, especialmente, a proximidade das paredes.
A sedimentação das partículas durante o espessamento aconteça segundo três regimes distintos,
denominados de clarificação, sedimentação por fase e compressão. Regimes estes que são
governados pendência das partículas pela densidade da polpa e pela tendência das partículas
flocularem.
Regime de clarificação predomina em situações de altíssima diluição de polpa, pois as
partículas estão distantes umas das outras e podem sedimentar praticamente sem
interferências mútuas. Se uma partícula maior afunda mais rapidamente e colide com
outra partícula e se há tendência para a formação de flóculos, as duas se agregam e
passam a sedimentar com velocidade ainda maior. Se não há essa tendência, após a
colisão as duas partículas continuarem em movimento individual, sem interferências
mutuas, cada uma com sua velocidade própria, neste caso as partículas de maior
velocidade sedimentam antes e as mais leves sucessivamente depois. Formando uma
interface no interior da proveta, que vai subindo á medida que novas partículas chegarem
ao fundo. Não se forma uma interface nítida entre o material que afunda e o liquido
sobrenadante, e sim uma zona difusa.
8

Regime de sedimentação por fase, ocorre com partículas floculadas. Ocorre também
quando a concentração de partículas na polpa aumenta e se atinge uma condição em que
cada partícula esta em contacto com as vizinhas e elas descem em conjunto, aprisionando
as demais nessa estrutura e fazendo-as afundar com mesma velocidade. Forma-se uma
interface nítida entre a polpa em sedimentação e o liquido sobrenadante.
Regime de compressão acontece quando as partículas se encontram tão adensadas que
uma esta em contacto com as outras e o adensamento só pode ocorrer pela compactação
do conjunto devido ao peso das partículas suprejacentes. Para polpas em que produzem
sedimentos altamente compressíveis, tubos longos (3m) são empregados para simular
altura de colunas em compressão. No estágio da compressão é que se notam as acções do
rake, agitando mansamente a polpa já compactada, promovendo a melhor acomodação
das partículas, permitindo a eliminação de bolsas d’água e de bolhas de ar e ainda de
queda mantendo a suspensão estável.
SedimentaçãoA operação de sedimentação é baseada em fenómenos de transporte, onde a partícula sólida
em suspensão está sujeita à acção das forças da gravidade, do empuxo e de resistência ao
movimento.
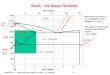
O mecanismo da sedimentação descontínua auxilia na descrição do processo contínuo, com
o uso do teste de proveta, que é baseado no deslocamento da interface superior da suspensão
com o tempo, conforme ilustra a figura abaixo. Durante esse teste pode ser observada, após
um tempo, a existência de cinco regiões distintas: a região de líquido clarificado, a de
sedimentação livre e a de compactação. Algumas considerações físicas devem ser
estabelecidas, a fim de caracterizar cada região:
9

A- Líquido clarificado: no caso de suspensões que decantam muito rápido esta camada pode
ficar turva durante certo tempo por causa das partículas finas que permanecem na suspensão;
B- Suspensão com a mesma concentração inicial: a linha que divide A e B é geralmente
nítida;
C- Zona de transição: a concentração da suspensão aumenta gradativamente de cima para
baixo nesta zona, variando entre o valor inicial até a concentração da suspensão espessada. A
interface BC é, de modo geral, nítida;
D- Suspensão espessada na zona de compressão: é a suspensão onde os sólidos decantados
sob a forma de flocos se encontram dispostos uns sobre os outros, sem atingirem a máxima
compactação, uma vez que ainda existe líquido entre os flocos. A separação entre as zonas C
e D geralmente não é nítida e apresenta diversos canais através dos quais o líquido
proveniente da zona em compressão escoa. A espessura desta zona vai aumentando durante a
operação;
E- Sólido grosseiro: foram sólidos que decantaram logo no início do ensaio. A espessura
desta zona praticamente não varia durante o ensaio.
A figura mostra também a evolução da decantação com o tempo. As zonas A e D tornam-se
mais importantes, enquanto a zona B diminuiu e C e E permaneceram inalteradas. Ao final
do processo B e C desapareceram, ficando apenas o líquido clarificado, a suspensão em
compressão e o sedimento grosso. Este é também chamado ponto de compressão, ou ponto
crítico. A zona A aumenta enquanto que a zona D diminui lentamente até a superfície de
separação das camadas A e D atingirem o valor. Este valor mínimo não corresponde
necessariamente à concentração máxima da suspensão decantada, pois é possível, com
agitação apropriada, reduzir ainda mais a altura da lama espessada.
10

Decantações de suspensões concentradas.
Factores que Afectam o EspessamentoA eficiência de um espessador é encontrada pela razão de seu espessamento expressos pela
unidade de sólidos espessados por área ao dia e pela qualidade dos produtos obtidos, isto é,
Pela quantidade de sólidos prestes no “overflow” e no “underflow”. A sedimentação de uma
suspensão aquosa de partículas ou flocos pode sofrer a influência de factores tais como:
A natureza das partículas, como distribuição de tamanhos, forma, densidade
específica, propriedades químicas e mineralógicas etc.
Partículas esféricas ou com forma aproximada à esférica têm uma maior facilidade de
sedimentar do que partículas de mesmo peso com formato irregular. Comportamento
semelhante é observado na sedimentação de partículas de maior diâmetro, diante das
muito finas. Uma alternativa para fazer face às irregularidades e ao pequeno diâmetro de
partículas é a floculação, que promove a aglomeração das partículas resultando em
unidades maiores e com forma mais aproximada da esférica, implementando melhorias às
características de sedimentação da suspensão.
11

Formando naturalmente os
aglomerados
A floculação ocorre, geralmente, pela adição de um agente químico que dá ao meio as condições
necessárias à floculação; porém, existem suspensões em que as partículas sólidas já são química
ou mineralogicamente apropriadas ao meio iónico da suspensão. (Mufarrej e Correia da Silva,
Separação Sólido – Líquido, Belém, Maio 2010)
A quantidade de sólidos na suspensão;
Suspensões muito concentradas apresentam características de sedimentação bem
diferentes das observadas na sedimentação de uma partícula isolada, devido ao efeito da
concentração. Esse efeito origina o fenómeno da sedimentação impedida, fazendo com
que a taxa de sedimentação deixe de ser constante para se tornar decrescente.
Pré-tratamento da suspensão, para auxiliar na sedimentação;
Suspensões floculadas apresentam diversas características diferentes da suspensão de
partículas, uma delas é a taxa de sedimentação consideravelmente maior do que a da
suspensão original, devido à grande quantidade de água que o floco contém nos seus
interstícios. Assim, características como forma e densidade são muito pouco relacionadas
com as características das partículas originais. Para a previsão de novas taxas de
sedimentação, o que é extremamente complexo, faz-se necessário o conhecimento de um
novo factor de forma e valor de densidade, que ainda são determinados por métodos
empíricos. A grande dificuldade na determinação destas variáveis é a sua dependência
não apenas com o tipo de floculante utilizado, mas também com as condições físico-
químicas sob as quais ocorreu a floculação.
12

Dimensões do tanque de sedimentação;
A geometria e as dimensões do tanque têm influência no processo de sedimentação; a existência
de paredes ou obstáculos no trajecto da partícula promove a redução da taxa de sedimentação. A
altura de suspensão no tanque não altera a taxa de sedimentação nem a concentração de sólidos
na lama ao final do teste, porém se a concentração de sólidos é muito alta, é importante que o
tanque seja alto o suficiente para que o processo de sedimentação aconteça livremente, sem que
as partículas sejam indevidamente desaceleradas devido ao fundo do tanque.
Tipos de espessadores
A capacidade de uma unidade de espessamento é directamente proporcional à sua área e é
usualmente determinada em função da taxa de sedimentação dos sólidos na suspensão, que
independe da altura de líquido. A polpa, na sedimentação, passa através de zonas de
concentração de sólidos variáveis entre a da alimentação e da descarga final; consequentemente,
nas zonas intermediárias existentes entre esses limites de concentração, cada partícula encontrará
diferentes taxas de sedimentação e a zona que exibir a menor taxa de sedimentação será a
responsável pelo dimensionamento da unidade.
A capacidade de uma unidade contínua de espessamento está baseada na sua habilidade em
processar suspensões, tanto na função de espessador quanto de clarificador. A área da unidade
controla o tempo necessário para que ocorra a sedimentação dos sólidos através do líquido, a
uma dada taxa de alimentação do mesmo e é importante na determinação da capacidade de
clarificação do equipamento. A altura da unidade controla o tempo necessário para o
espessamento da polpa para uma dada taxa de alimentação dos sólidos e é importante na
determinação da capacidade de espessamento da unidade.
No projecto das unidades de espessamento, a relação entre altura e diâmetro é importante apenas
aspara avaliar se o volume do tanque proporcionará um tempo de sedimentação necessário aos
objectivos do equipamento, considerando factores como eficiência operacional e projecto
mecânico.
13

Os tipos de espessadores variam em função da geometria ou forma de alimentação do equipamento, basicamente são:
Tanques cilíndricos – cónicos construídos em concreto ou aço e equipados com um
mecanismo de raspagem, para carrear o material alimentado ate o ponto de retirada o que
corresponde ao maior custo do equipamento, os traços raspadores (rakes), também
chamados de ancinhos ou rastelos, são acoplados á estrutura de sedimentação do tubo
central de alimentação da suspensão projectados com base no torque aplicado ao motor.
Devem também ter capacidade de suportar diferentes volumes e tipos de cargas impostas.
Espessador de prateleira – uma serie de espessadores um sobre o outro, operados todos
em paralelo ou em contra-corrente. Usam-se ate 6 unidades com accionamento comum. O
objectivo é economizar espaço na usina e evitar o desperdício de calor.
Espessador convencional - Frequentemente usado quando o uso de floculantes é
problemático ou dispendioso. A área grande e baixas taxas de elevação permitem que as
partículas se assentem com pouca ou nenhuma adição de floculantes. Embora as
demandas de área física e investimento sejam frequentemente mais altos, os custos ao
longo prazo podem ser consideravelmente mais baixo.
o Benefícios do espessador convencional:
Baixo consumo de floculantes;
Excelente claridade de overflow;
Processo de flutuação de fácil manuseio;
Custos operacionais reduzidos;
Unidades com até 100m de diâmetro;
Tanques térreos ou elevados;
Condições de projecto FEA;
Elevador de arraste de baixa fricção
14

Novos espessadores
o Espessador de lamelas – a partícula sedimenta ate encontrar a superfície de uma
placa e, dai, passa a escorregar sobre ela. Suportando um grande número de
placas, dispostas umas sobre as outras, as partículas sólidas passam e se
depositam sobre estas placas, o percurso que cada partícula percorre diminui e a
eficiência do uso do volume disponível aumenta consideravelmente. A polpa
entra por uma câmara de alimentação e mistura (onde floculante é injectado)
contra-corrente, o movimento da polpa entre as placas é ascendente, o overflow
descarregado por cima e os sólidos por baixo, de baixo das placas há uma
tremolha de descarga, onde uma compressão adicional, auxiliada por um vibrador
de baixa altitude.
A área útil de um espessador de lamelas é, o somatório das áreas das lamelas (sua
projecção horizontal). Como ordem de grandeza, ele ocupa apenas 10% da área
ocupada por um espessador convencional de mesma capacidade.
o Super-espessadores – são máquinas de desenvolvimento recente. Eles tem uma
área de cerca de vinte vezes menor que o espessador convencional de mesma
capacidade. O principio da maquina esta em flocular a alimentação e alimentar a
polpa já floculada a meia altura do espessador (não mais próximo á superfície,
como no espessador convenciona). Os flocos vão crescendo pela incorporação de
partículas sólidas e de outros flocos que encontram em sua trajectória. Atingindo
um tamanho crítico, começam a sedimentar e são removidos pelo movimento do
rake.
o Espessador de pasta – o rake deste equipamento é dotado de barras verticais que
servem para cortar o material depositado da zona de compressão do espessador.
As barras cortam o material floculado, arrebentam os flocos e desprendem a água
neles contida. O espessador Ultrasep tem seu cone projectado de tal maneira que
dispensa o uso de rakes.
15

Nota: como o escoamento de pastas é mais difícil que o de polpas, foi necessário
aumentar a inclinação da porção interior do espessador, do que resultou o nome
do equipamento (“deep cone thickener”)
Funções dos espessadores Adensar o material alimentado ate um valor conveniente para a operação subsequente
(bombeamento, filtragem, condicionamento, etc);
Permitir a recuperação e recirculação imediata de toda ou pelo menos de parte da agua do
processo;
Dimensionamento de espessadores Um espessador deve atender diferentes necessidades de operação:
a) Deve ter a capacidade necessária de produção, nas condições determinadas pelo processo produtivo, capaz de atender a demanda da usina. Isto é definido pele razão do espessamento;
b) Deve fornecer o underflow dentro da percentagem de sólidos adequada. Isto pode ser definido pelo adensamento máximo possível, ou então, pelas características geológicas da polpa – capacidade de ser bombeada. Um dos parâmetros que governa esta característica é o tempo de resistência;
c) Modernamente deve fornecer um overflow clarificado.
Dimensionar espessadores é basicamente, determinar as suas características geométricas (área e profundidade) para que o serviço desejado (atender a vazão e atingir a percentagem de sólidos desejados no underflow) possa ser executado com segurança. Neste calculo o espessador é tratado como se fosse um cilindro, desprezando-se o volume da operação cónica.
O ideal é ter a experiencia anterior com o espessamento industrial desse mesmo material. Na sua falta, o único método possível é a partir da curva de espessamento determinada em ensaios “batch”.
16

Máquina de Espessamento RoS 2 Compacta e inteiramente vedada
17
–compacta e inteiramente vedada–operação eficiente e confiável com presença mínima de um operador–baixos custos operacionais e de manutenção– feita de aço inoxidável passivado em banho ácido–compacta e inteiramente vedada–operação eficiente e confiável com presença mínima de um operador–baixos custos operacionais e de manutenção