Embed Size (px)
Citation preview
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIAS E TECNOLOGIA DO RN DIRETORIA ACADÊMICA DE RECURSOS NATURAIS CURSO SUPERIOR DE TECNOLOGIA EM GESTÃO AMBIENTAL DISCIPLINAS: PROJETO INTEGRADOR (SUSTENTABILIDADE EMPRESARIAL; TECNOLOGIA DE ENERGIA; GESTÃO DE RESÍDUOS SÓLIDOS)
PROJETO PRODUÇÃO MAIS LIMPA
MOVELARIA – CASA DI CORES
ALUNOS:
DÉBORA PEREIRA FÉLIX EDCARMEM MARGARETH F. LEONEZ MICHAEL BORGES PRISCILA DA SILVA FERREIRA
Natal/RN Outubro/2013
DÉBORA PEREIRA FÉLIX EDCARMEM MARGARETH F. LEONEZ
MICHAEL BORGES DE SOUZA PRISCILA DA SILVA FERREIRA
PROJETO PRODUÇÃO MAIS LIMPA
MOVELARIA – CASA DI CORES
Elaboração do diagnóstico para a aplicação da Produção Mais Limpa no ramo de movelaria, aplicando conhecimentos teóricos e práticos aplicados às disciplinas do Projeto Integrador do Curso de Tecnologia em Gestão Ambiental, turma 304.N.
Professores orientadores: Augusto Fialho; Beldson Elias; Robson Garcia.
Natal/RN Outubro/2013
SUMÁRIO
1. INTRODUÇÃO .............................................................................................................................. 8
2. FUNDAMENTAÇÃO TEÓRICA ............................................................................................... 10
3. METODOLOGIA ......................................................................................................................... 14
4. APRESENTAÇÃO DO EMPREENDIMENTO ....................................................................... 15
5. DIAGNÓSTICO AMBIENTAL E OPERACIONAL ................................................................ 16
5.1. Diagnóstico Inicial ................................................................................................................... 16
5.2. Descrição das Atividades e Processos .............................................................................. 21
5.3. Descrição dos Equipamentos Existentes e Consumo de Energia .............................. 25
5.4. Identificação dos Aspectos e Impactos Ambientais ....................................................... 27
6. OPORTUNIDADES DE MELHORIAS .................................................................................... 31
6.1. Identificação das Oportunidades de Melhorias ............................................................... 31
6.2. Plano de Implantação das Oportunidades ........................................................................ 33
7. PLANO DE GERENCIAMENTO DE RESÍDUOS SÓLIDOS .............................................. 36
7.1. Introdução .................................................................................................................................. 36
7.2. Apresentação do Empreendimento ..................................................................................... 36
7.3. Objetivo ....................................................................................................................................... 36
7.4. Objetivo Específico .................................................................................................................. 37
7.5. Caracterização do Empreendimento e Identificação dos Resíduos Gerados ......... 37
7.6. Classificação dos Resíduos .................................................................................................. 37
7.7. Acondicionamento dos Resíduos ........................................................................................ 38
7.8. Sinalização ................................................................................................................................. 40
7.9. Reaproveitamento e Reciclagem ......................................................................................... 41
7.10.Treinamento e conscientização dos funcionários ......................................................... 42
7.11.Coleta e Disposição Final dos Resíduos .......................................................................... 42
8. CONCLUSÕES ........................................................................................................................... 43
9. REFERÊNCIAS .......................................................................................................................... 44
10. ANEXOS ...................................................................................................................................... 46
Anexo 01 – Diagnóstico Ambiental e Operacional - DOA...................................................... 46
8
1. INTRODUÇÃO
Com o surgimento dos problemas ambientais registrados e a possível escassez de
recursos naturais, veio à tona a preocupação com a preservação ambiental. Diante
disso a população passou a exigir dos órgãos governamentais soluções para o
controle da poluição, desmatamento e degradação. Paralelamente começou a exigir
das organizações a responsabilidade por seu processo produtivo, bem como a
responsabilidade desta perante a sociedade.
Para atender as mudanças, as empresas tiveram que buscar adequações
ambientais que envolveram o âmbito gerencial e o operacional. Passaram a utilizar
sistemas e técnicas que, além dos objetivos ambientais, trouxeram benefícios
sociais e econômicos.
Nessa conjuntura, a Produção mais Limpa - P+L, aponta como uma ferramenta
favorável à atuação das empresas de forma preventiva em relação aos seus
aspectos ambientais, agindo através da minimização de impactos associados à
minimização de custos e otimização de processos, recuperação e otimização do uso
de matérias-primas e energia, tendo de forma geral ganho de produtividade a partir
de um controle ambiental preventivo (PIMENTA, 2008).
O setor moveleiro é um forte consumidor dos recursos naturais com potencial
renovável. Constituído por pequenas e médias empresas, em um mercado
segmentado, o setor moveleiro caracteriza-se pelo uso intensivo de mão-de-obra,
pelo baixo dinamismo e processo produtivo consolidado, em que o padrão de
inovação ainda não envolve um estilo mais empresarial de gerenciar a produção.
Apesar disso, o setor vem absorvendo tecnologias, e conforme SANTA RITA (2003,
p.6), ao analisar as características estruturais do complexo industrial, ressalta que
de forma similar a outras indústrias, a moveleira tem passado por transformações
em seus processos de produção, refletidos em suas técnicas de organização
industrial e equipamentos microeletrônicos. Utilizando como matéria-prima principal
em seus produtos a madeira maciça ou chapas de madeira reconstituída, as
indústrias deparam-se, em seus processos produtivos, com volumes cumulativos de
resíduos que causam impactos ambientais.
9
Nos processos produtivos do setor de movelaria, há, tanto no ponto de vista
econômico, como também no ponto de vista ambiental, importantes aspectos que
devem se otimizados. Daí a importância de implantação de uma ferramenta de
gestão que auxilie na obtenção de benefícios ambientais e econômicos.
Nesse sentido, este trabalho tem como objetivo analisar o processo produtivo de
uma movelaria localizada na zona leste da cidade de Natal/RN sob a ótica da
Produção mais Limpa.
Foram levantados os principais aspectos e impactos referentes a atividade. A partir
disto, este trabalho aponta alternativas que possam minimizar os impactos e
aperfeiçoar o fluxo produtivo e o espaço físico dessa empresa.
10
2. FUNDAMENTAÇÃO TEÓRICA
2.1. Indústria moveleira
O setor moveleiro nacional avançou muito nos últimos anos e hoje sua
produtividade, em alguns segmentos, já se aproxima dos níveis internacionais, o que
inclusive possibilitou um grande salto exportador.
A indústria moveleira nacional caracteriza-se como sendo um setor tradicional
voltado basicamente para o mercado interno, formado predominantemente por micro
e pequenas empresas, cujo processo de desenvolvimento, até atingir a produção de
bens seriados, está intimamente vinculado ao crescimento de antigas marcenarias
que trabalhavam com produção sob encomenda em pequena escala (SCT/RS, 1991
apud CENACHI, ROMEIRO FILHO).
Segundo Prado, (2009) a demanda por móveis varia com o nível de renda da
população e com alguns setores da economia, como a construção civil. É um setor
sensível e um dos primeiros a sofrer os efeitos de uma recessão. Da renda
disponível das famílias (depois dos impostos), o gasto com móveis situa-se na faixa
de 1% a 2%.
Para a Federação das Indústrias do Rio Grande do Norte - FIERN (2004) as
atividades das serrarias se iniciaram no inicio do século XX e a indústria moveleira
do RN evoluiu a partir de pequenas marcenarias, atuando no segmento de móveis
sob encomenda, onde o próprio dono era responsável pelo atendimento ao cliente,
pela fabricação, montagem e instalação dos móveis. Este setor ainda, se caracteriza
pelo predomínio de micro e pequenas empresas de tradição familiar, cuja técnica
depende da criatividade dos artesões e predomina a cultura da cópia de outros
modelos.
Conforme estudos do Pólo de Modernização Empresarial das Indústrias de Móveis
de Natal - POLOEMP (1999), constatou- se que o setor moveleiro local atende a
somente 2% da demanda de móveis do Rio Grande do Norte, ficando os 98%
restantes com as empresas do sul e sudeste do país, principalmente o Rio Grande
do Sul. A forma de produção dessas indústrias locais é bem diferente da forma de
11
produção das indústrias do Sul e Sudeste – as indústrias locais produzem “móveis
sob encomenda” e as do sul/sudeste “em série”, com tecnologia avançada.
De acordo com Schneider (2003), as florestas nativas e plantadas, a madeira
industrializada, o Medium Density Fiberboard ou Fibra de Média Densidade (MDF),
os aglomerados, e placas duras para móveis são as principais matérias-primas
utilizadas pela indústria moveleira. A produção atual de madeira no Brasil representa
cerca de US$ 2,5 bilhões/ano, com 4,6 milhões de hectares de florestas plantadas, a
maioria localizada nos estados do Paraná, São Paulo, Minas Gerais e Espírito
Santo, sendo que as áreas de reflorestamento são constituídas principalmente por
eucalipto e pinus com larga utilização pelo setor moveleiro. Explica que as tentativas
de análise global do problema da geração de resíduos pela indústria moveleira
tornam-se difíceis, no entanto, face à ausência de uma estimativa oficial e
atualizada, em nível nacional ou regional, sobre o volume de resíduos gerado pelas
empresas do setor. Em adição, o diagnóstico da geração de resíduos neste caso
passa a ser fundamental para a tomada de decisão na determinação da gestão dos
resíduos. Em alguns casos, o aproveitamento dos resíduos está condicionado a
economias de grande escala, como é o caso da indústria de aglomerados que,
apesar de ter surgido na Europa com a finalidade de aproveitamento dos resíduos
industriais e das serrarias, no Brasil se utiliza preferencialmente de cavacos de
madeira roliça oriunda de florestas.
2.2. Produção Mais Limpa como uma ferramenta de melhorias
De acordo com Barbieri (2004, p. 119), a Produção mais limpa é uma estratégia
ambiental preventiva aplicada a processos, produtos e serviços para minimizar os
impactos sobre o meio ambiente. Este novo modelo de produção é desenvolvido
desde a década de 1980, pelo Programa das Nações Unidas para o Meio Ambiente
(PNUMA) e pela Organização das Nações Unidas para Desenvolvimento Industrial
(ONUDI) com o intuito de instrumentalizar o conceito e práticas do desenvolvimento
sustentável.
Segundo o PNUMA (1999), a Produção Mais Limpa favorece o surgimento de uma
sequência de melhoria contínua, pois: melhora a qualidade, promove a excelência
12
dos serviços, aumenta a disponibilidade e a competitividade, reduz custos, promove
inovações e melhora a produtividade.
A implementação da produção mais limpa em indústrias prioriza a diminuição ou a
não geração de resíduos, através da otimização do uso da matéria-prima e dos
processos (SENAI).
Pode-se dizer que surgiu como um novo modelo de industrialização, que concilia
crescimento econômico e social da indústria, portanto sem degradar o meio
ambiente e tendo como critérios o uso eficiente de recursos não renováveis,
conservação dos recursos renováveis e limite da capacidade do meio ambiente em
assimilar os resíduos (BARBIERI, 2004).
Segundo o Greenpeace (2006), a P+L tem como foco principal a atenção ao
processo e ao produto de forma que sejam utilizados recursos naturais renováveis e
que não causem danos ao meio ambiente. O processo é caracterizado pelo uso
eficiente de energia, fontes de matérias-primas renováveis e processo atóxico. Já o
produto é caracterizado pela durabilidade de sua vida útil, reutilização, embalagens
não agressivas ao meio ambiente e materiais recicláveis.
Com relação a isto, Hunt (apud MADRUGA, 2000) comenta que a modificação no
processo faz-se necessário quando a geração de resíduos pode ser minimizada na
fonte. Isto pode ser feito através de técnicas que buscam melhoria nos processos
produtivos, substituição de matéria-prima e adoção de nova tecnologia.
Nesse sentido, Barbieri (2004) argumenta que a P+L envolve produtos e processos,
estabelecendo uma seqüência de prioridades a serem seguidas: prevenção,
redução, reuso e reciclagem, tratamento com recuperação de materiais e energias,
tratamento e disposição final.
Para Glavic e Lukman (2006), a P+L inclui tanto uma condição para atingir melhorias
ambientais no processo e desenvolvimento de produtos, e uma contribuição para
uma maior sustentabilidade do mundo. Silva Filho e Sicsú (2003, p. 4)
complementam “a P+L possibilita o funcionamento da empresa de modo social e
ambientalmente responsável, ocasionando também influência em melhorias
econômicas e tecnológicas”.
13
A Produção Mais Limpa, quando devidamente implantada nas empresas, em geral
resulta nos seguintes benefícios (COMPANHIA DE TECNOLOGIA DE
SANEAMENTO AMBIENTAL, 2002, apud NASCIMENTO, 2005):
Aumento da rentabilidade do negócio;
Melhoria da imagem corporativa e apoio em ações de marketing;
Redução dos custos de produção;
Aumento da produtividade;
Retorno do capital investido nas melhorias em curtos períodos;
Expansão no mercado dos produtos da empresa;
Uso mais racional da água, da energia e das matérias-primas;
Redução no uso de substâncias tóxicas;
Redução da geração de resíduos, efluentes e emissões e de gastos com seu
tratamento e destinação final;
Melhoria da qualidade do produto;
Motivação dos funcionários à participação no aporte de ideais;
Redução dos riscos de acidentes ambientais e ocupacionais;
Melhoria do relacionamento com a comunidade e com os órgãos públicos;
Requer mínimos investimentos.
14
3. METODOLOGIA
Para o desenvolvimento deste trabalho foi nos apresentado o seguimento que
deveríamos trabalhar, através de sorteio realizado em sala de aula, no qual foi
escolhido o setor de movelaria.
Para melhor entendimento da área a ser trabalhada foi realizada uma pesquisa
bibliográfica, além dos artigos fornecidos em sala.
Posteriormente realizamos visitas na empresa para coleta de informações, tomando
como base os itens do roteiro abaixo:
1. Diagnóstico Ambiental e Operacional (DOA) da empresa:
Localização e dados básicos da empresa;
Principais produtos ou serviços oferecidos pela empresa;
Principais matérias-primas e insumos consumidos na empresa, enfatizando o
consumo de água e energia;
Principais maquinários utilizados na empresa;
Identificação de programas de qualidade, ambiental e social;
Aspectos sobre saúde e segurança de trabalho;
Identificação de adequações ambientais;
2. Elaboração de layout e de fluxogramas de processos produtivos da empresa
Identificação e avaliação de aspectos e impactos ambientais da empresa;
3. Identificação de oportunidades de melhoria;
4. Plano de implantação das oportunidades;
5. Plano de Gerenciamento de Resíduos Sólidos;
Seguindo um cronograma de apresentação de resultados semanais, conforme um
cronograma que nos foi disponibilizado. Após todas as informações coletadas e
trabalhadas, foi desenvolvida a parte escrita para apresentação de resultados.
15
4. APRESENTAÇÃO DO EMPREENDIMENTO
Empresa potiguar com experiência na fabricação e comercialização própria de
móveis sob medida e na execução de projetos decorativos dos mais diversos
ambientes, sejam eles residenciais ou corporativos, fundada há cinco anos pelo
Lauro Ivo de Macedo Freitas com a razão social Freitas & Galvão Móveis e
Decoração Ltda e nome fantasia CASA di CORES. Possui uma loja para exposição
de seus produtos, como também para contratação dos seus serviços, localizada na
Rua Jaguarari, 1193 A – Barro Vermelho, Natal/RN e uma fábrica própria com área
210m2 situada na Av. Rio Branco, 314A - Ribeira, Natal/RN.
Possui como missão “desenvolver, fabricar e comercializar soluções em mobiliário
que atendam as necessidades e expectativas dos nossos clientes com pontualidade,
satisfação, valorização de nossos colaboradores e rentabilidade aliados ao respeito
ao meio ambiente e a responsabilidade social”.
A produção da empresa é 100% baseada em móveis feitos sob encomenda que são
fabricados em MDF e MDP.
Desenvolve em média de 15 a 20 projetos por mês, podendo variar de um projeto
cômodo ou de uma residência (apartamento/casa), possui prazo médio de entrega
de até 60 dias e garantia de 05 anos em toda linha de móveis e garantia vitalícia
para todos os acessórios (puxadores, corrediças, dobradiças entre outros itens).
A empresa possui 10 funcionários, sendo 02 do setor administrativo e 08 na
produção, sendo 03 terceirizados. Os funcionários que atuam na produção são
marceneiros e auxiliares.
Atualmente em fase de expansão, com previsão de ampliação de sua fábrica, além
da mudança da loja, unificando-as em uma mesma localização, proporcionando uma
melhor comunicação entre a área de projetos e a produção, além da melhoria do
ambiente de trabalho para a produção e estocagem dos móveis, hoje incompatível
com o crescente desenvolvimento da empresa.
16
5. DIAGNÓSTICO AMBIENTAL E OPERACIONAL
5.1. Diagnóstico Inicial
Para a realização do Diagnóstico Ambiental e Operacional foi utilizado como base o
formulário DOA (Anexo 01), que para realização desse trabalho foi aplicado na
fábrica da empresa localizada a Av. Rio Branco 314A – Ribeira – Natal/RN, onde
são realizadas suas atividades produtivas, detalhadas no item 5.2, com a
identificação das principais entradas e saídas em cada etapa do processo.
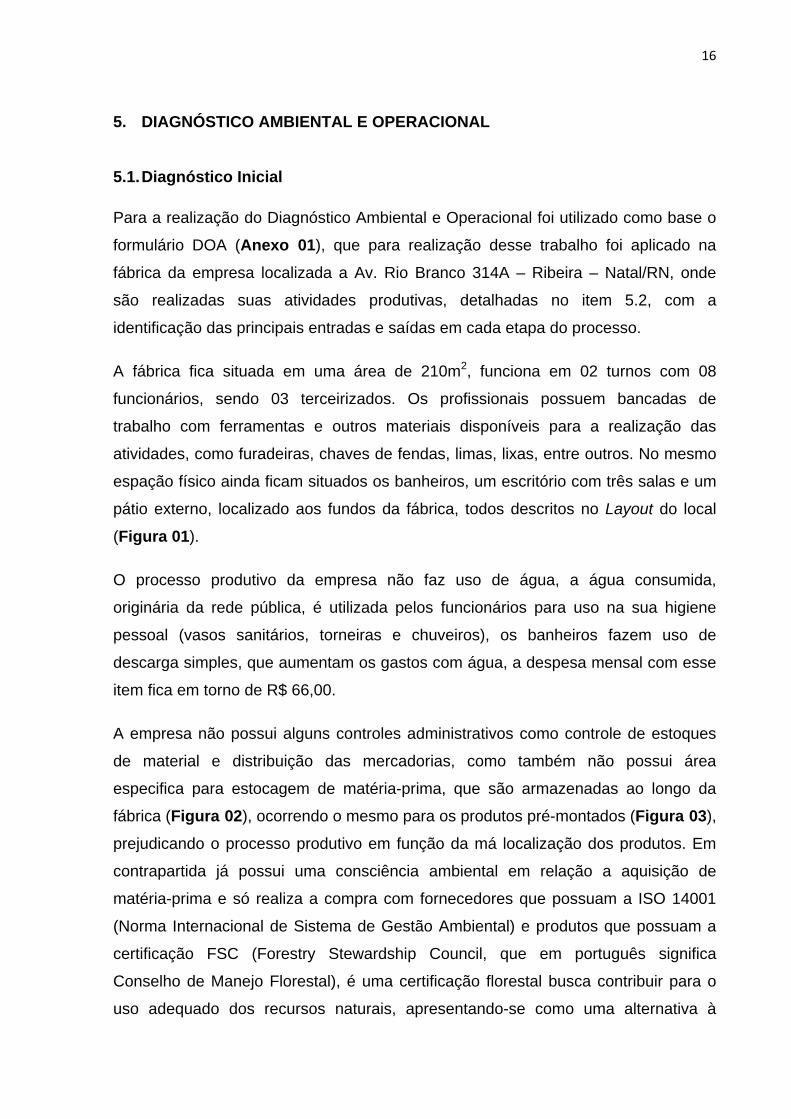
A fábrica fica situada em uma área de 210m2, funciona em 02 turnos com 08
funcionários, sendo 03 terceirizados. Os profissionais possuem bancadas de
trabalho com ferramentas e outros materiais disponíveis para a realização das
atividades, como furadeiras, chaves de fendas, limas, lixas, entre outros. No mesmo
espação físico ainda ficam situados os banheiros, um escritório com três salas e um
pátio externo, localizado aos fundos da fábrica, todos descritos no Layout do local
(Figura 01).
O processo produtivo da empresa não faz uso de água, a água consumida,
originária da rede pública, é utilizada pelos funcionários para uso na sua higiene
pessoal (vasos sanitários, torneiras e chuveiros), os banheiros fazem uso de
descarga simples, que aumentam os gastos com água, a despesa mensal com esse
item fica em torno de R$ 66,00.
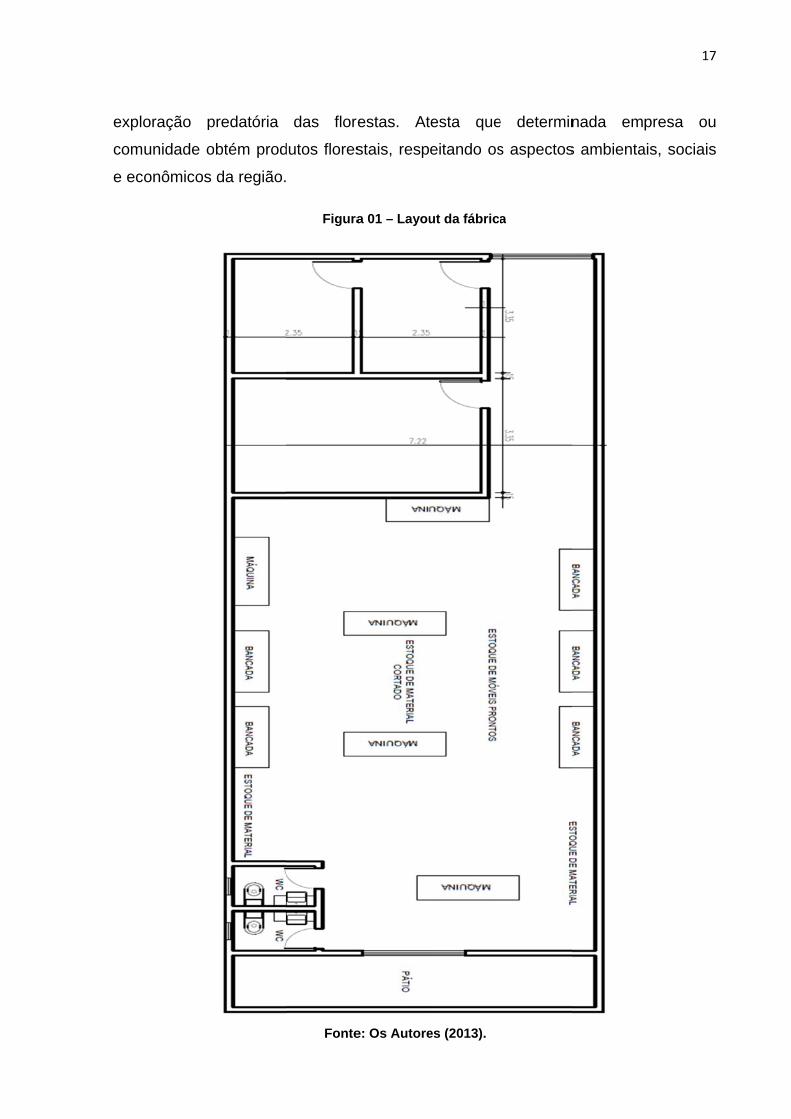
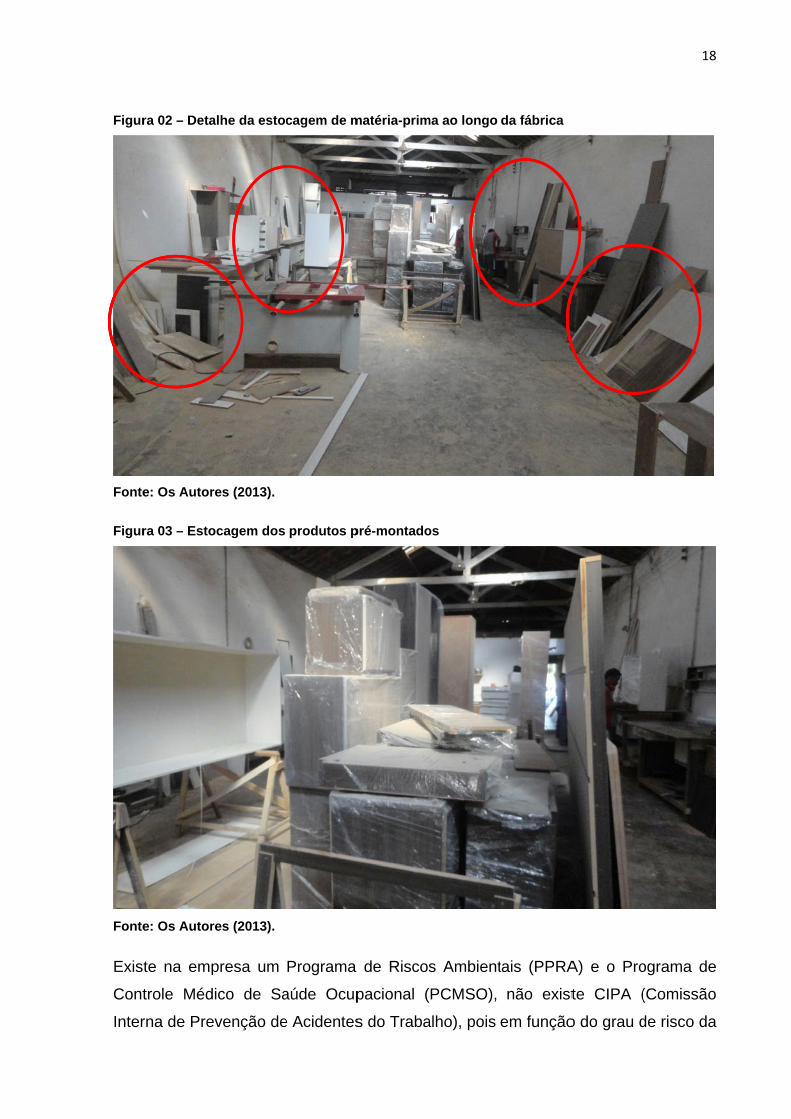
A empresa não possui alguns controles administrativos como controle de estoques
de material e distribuição das mercadorias, como também não possui área
especifica para estocagem de matéria-prima, que são armazenadas ao longo da
fábrica (Figura 02), ocorrendo o mesmo para os produtos pré-montados (Figura 03),
prejudicando o processo produtivo em função da má localização dos produtos. Em
contrapartida já possui uma consciência ambiental em relação a aquisição de
matéria-prima e só realiza a compra com fornecedores que possuam a ISO 14001
(Norma Internacional de Sistema de Gestão Ambiental) e produtos que possuam a
certificação FSC (Forestry Stewardship Council, que em português significa
Conselho de Manejo Florestal), é uma certificação florestal busca contribuir para o
uso adequado dos recursos naturais, apresentando-se como uma alternativa à
explo
com
e ec
oração p
unidade o
conômicos
predatória
btém prod
da região.
das flore
dutos flores
Figura
Fonte
estas. At
stais, resp
a 01 – Layou
e: Os Autore
testa que
eitando os
ut da fábrica
es (2013).
e determin
s aspectos
a
nada em
s ambienta
17
presa ou
ais, sociais
7
u
s
Figur
Fonte
Figur
Fonte
Exis
Cont
Inter
ra 02 – Deta
e: Os Autor
ra 03 – Esto
e: Os Autor
te na emp
trole Méd
rna de Pre
alhe da esto
res (2013).
ocagem dos
res (2013).
presa um
ico de Sa
venção de
cagem de m
produtos p
Programa
aúde Ocup
e Acidentes
matéria-prim
pré-montado
de Riscos
pacional (
s do Traba
ma ao longo
os
s Ambient
PCMSO),
alho), pois
da fábrica
tais (PPRA
não exist
em função
A) e o Pro
te CIPA (
o do grau d
18
ograma de
(Comissão
de risco da
8
e
o
a
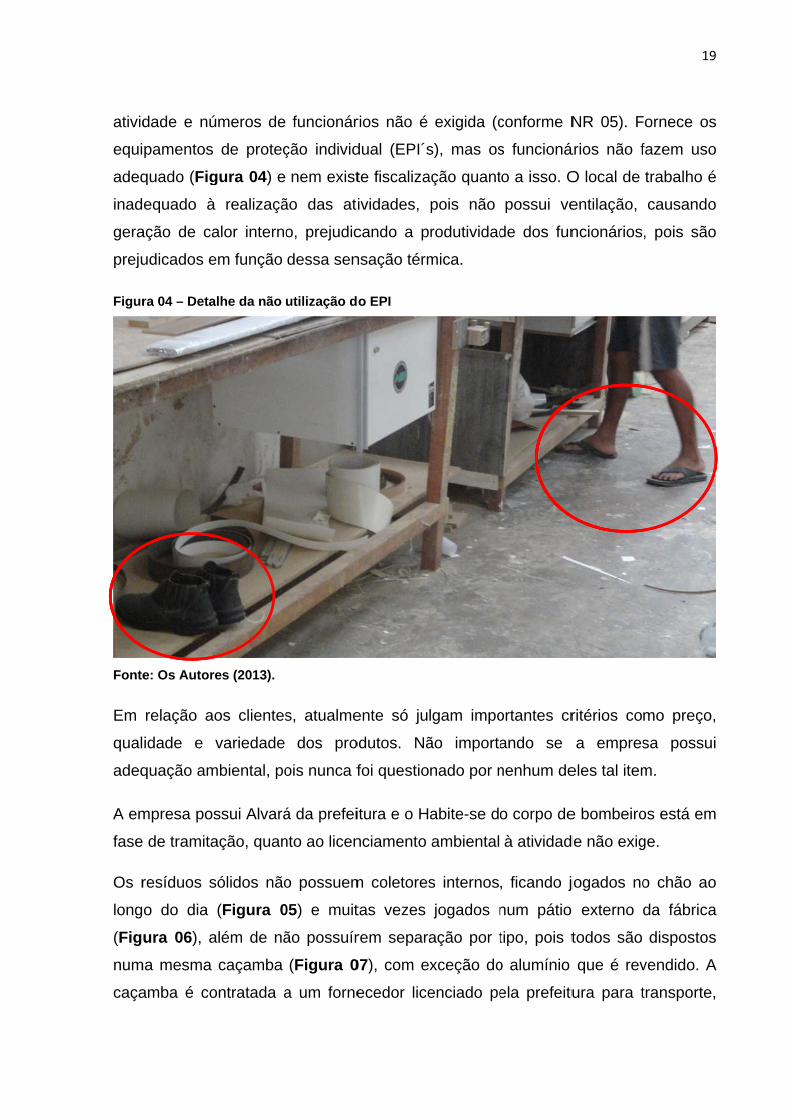
ativid
equi
adeq
inad
gera
preju
Figur
Fonte
Em
qual
adeq
A em
fase
Os r
long
(Fig
num
caça
dade e nú
pamentos
quado (Fig
equado à
ação de ca
udicados e
ra 04 – Deta
e: Os Autor
relação ao
idade e
quação am
mpresa pos
de tramita
resíduos s
o do dia
ura 06), a
ma mesma
amba é co
úmeros de
de proteç
gura 04) e
à realizaçã
alor interno
em função
alhe da não
res (2013).
os clientes
variedade
mbiental, po
ssui Alvará
ação, quan
sólidos não
(Figura 0
além de nã
caçamba
ontratada a
funcionár
ção individ
nem exist
ão das ati
o, prejudic
dessa sen
utilização d
s, atualme
dos pro
ois nunca f
á da prefei
nto ao licen
o possuem
05) e muit
ão possuír
(Figura 0
a um forne
rios não é
dual (EPI´s
te fiscaliza
ividades,
cando a p
nsação térm
o EPI
ente só ju
odutos. Nã
foi questio
itura e o H
nciamento
m coletores
tas vezes
rem separa
07), com e
ecedor lice
exigida (c
s), mas os
ação quant
pois não
rodutividad
mica.
lgam impo
ão importa
nado por n
abite-se do
ambiental
s internos
jogados n
ação por t
xceção do
enciado pe
conforme N
s funcioná
to a isso. O
possui ve
de dos fun
ortantes cr
ando se
nenhum de
o corpo de
à atividad
, ficando j
num pátio
tipo, pois t
o alumínio
ela prefeitu
NR 05). F
ários não f
O local de
entilação,
ncionários
ritérios co
a empres
eles tal item
e bombeiro
de não exig
jogados no
o externo d
todos são
que é rev
ura para t
19
Fornece os
fazem uso
trabalho é
causando
, pois são
mo preço,
sa possui
m.
os está em
ge.
o chão ao
da fábrica
dispostos
vendido. A
transporte,
9
s
o
é
o
o
,
i
m
o
a
s
A
,
mas
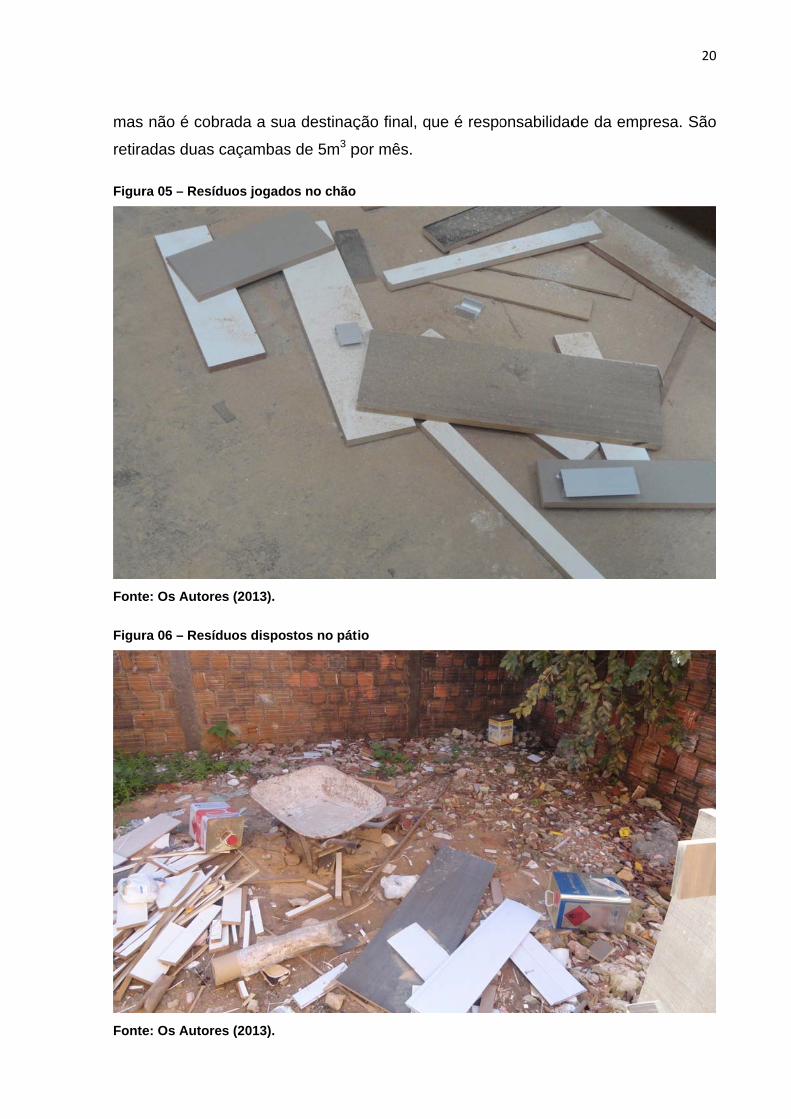
retira
Figur
Fonte
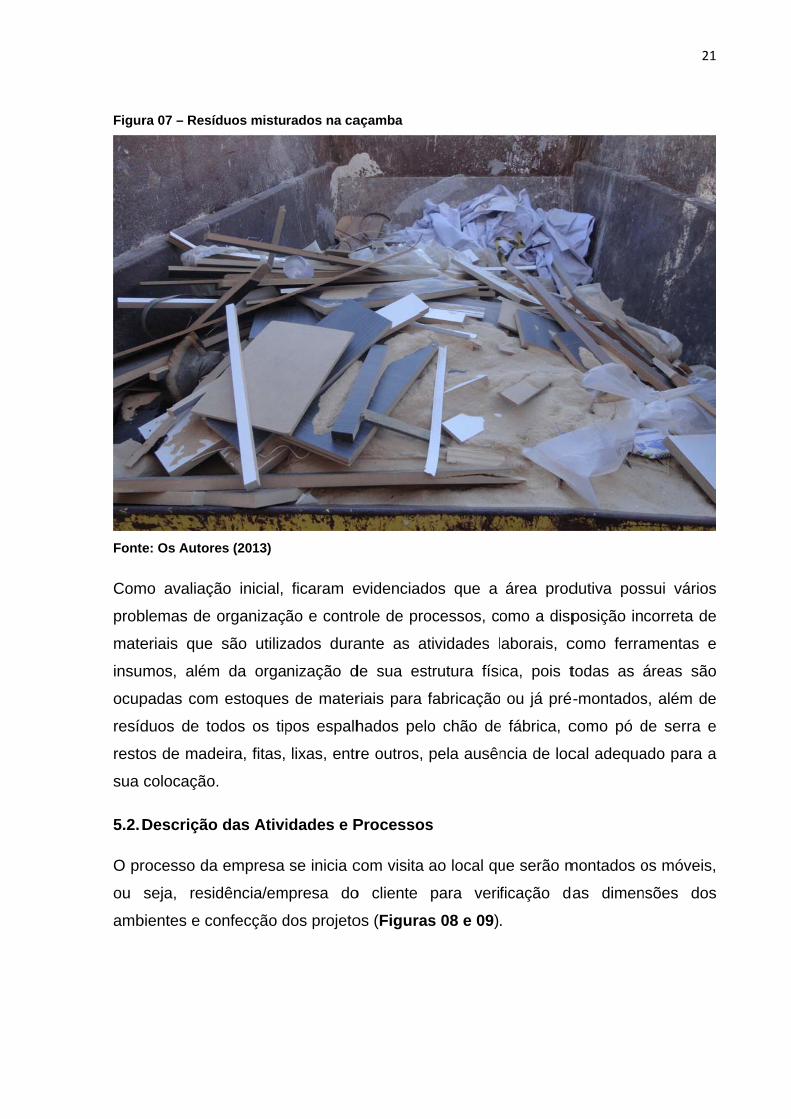
Figur
Fonte
não é cob
adas duas
ra 05 – Resí
e: Os Autor
ra 06 – Resí
e: Os Autor
brada a su
caçambas
íduos jogad
res (2013).
íduos dispo
res (2013).
a destinaç
s de 5m3 p
os no chão
stos no pát
ção final, q
por mês.
io
que é respoonsabilidad
de da emp
20
presa. São
0
o
Figur
Fonte
Com
prob
mate
insu
ocup
resíd
resto
sua
5.2. D
O pr
ou
amb
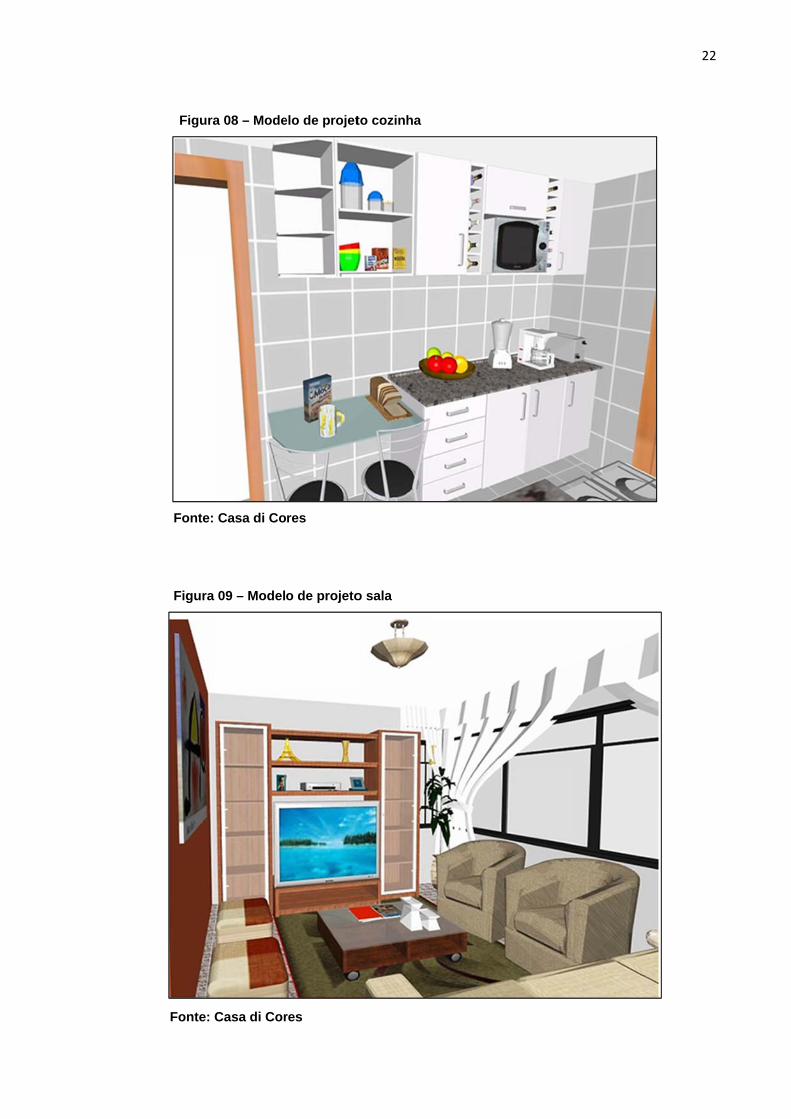
ra 07 – Resí
e: Os Autor
mo avaliaçã
blemas de
eriais que
mos, além
padas com
duos de to
os de mad
colocação
Descrição
rocesso da
seja, resi
bientes e co
íduos mistu
res (2013)
ão inicial,
organizaç
são utiliz
m da orga
m estoques
odos os tip
deira, fitas,
o.
o das Ativi
a empresa
dência/em
onfecção d
rados na ca
ficaram e
ão e contr
zados dura
nização d
s de mater
pos espalh
lixas, entr
idades e P
se inicia c
mpresa do
dos projeto
açamba
evidenciad
role de pro
ante as at
de sua est
riais para f
hados pelo
re outros,
Processos
com visita
o cliente
os (Figuras
os que a
ocessos, co
tividades l
trutura físi
fabricação
o chão de
pela ausên
s
ao local qu
para verif
s 08 e 09)
área prod
omo a disp
aborais, c
ica, pois t
ou já pré
e fábrica, c
ncia de loc
ue serão m
ficação da
.
dutiva pos
posição in
como ferra
todas as á
é-montados
como pó d
cal adequa
montados o
as dimen
21
ssui vários
correta de
amentas e
áreas são
s, além de
de serra e
ado para a
os móveis,
nsões dos
1
s
e
e
o
e
e
a
s
Figura
Fonte:
Figura
Fonte:
a 08 – Mode
Casa di Co
09 – Model
Casa di Cor
elo de projet
res
o de projeto
res
to cozinha
o sala
22
2
23
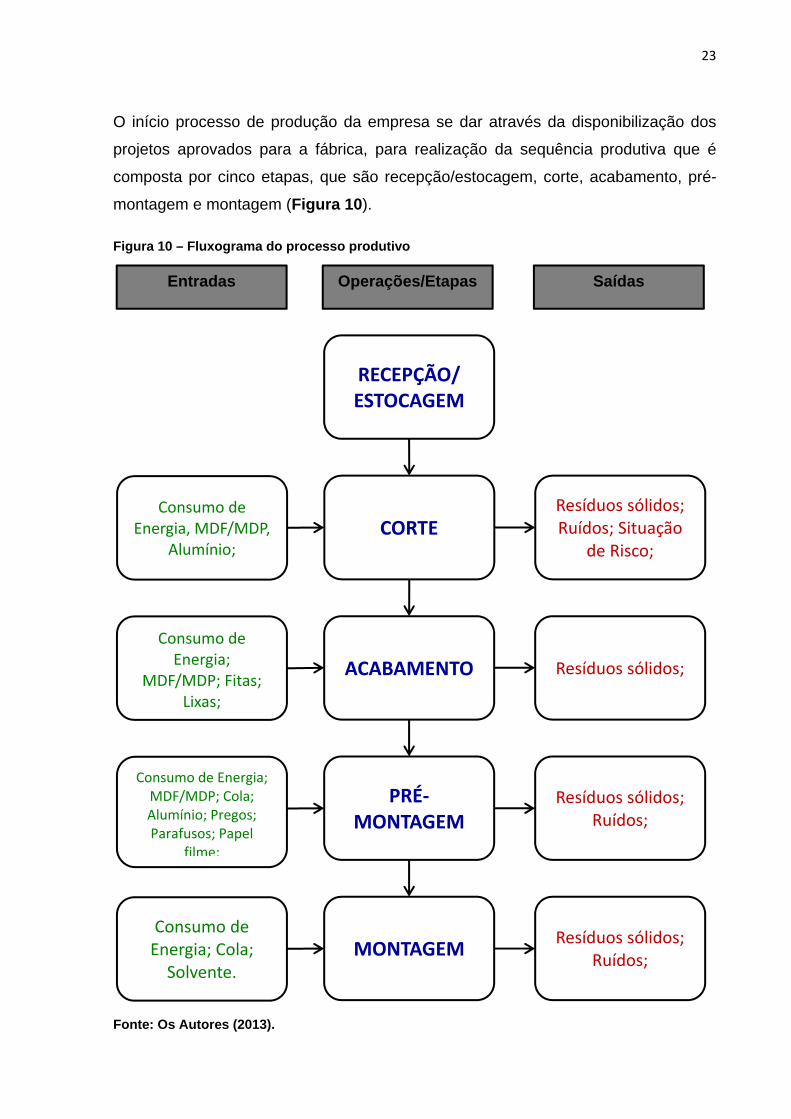
O início processo de produção da empresa se dar através da disponibilização dos
projetos aprovados para a fábrica, para realização da sequência produtiva que é
composta por cinco etapas, que são recepção/estocagem, corte, acabamento, pré-
montagem e montagem (Figura 10).
Figura 10 – Fluxograma do processo produtivo
Fonte: Os Autores (2013).
Consumo de Energia, MDF/MDP,
Alumínio; CORTE
ACABAMENTO
PRÉ‐MONTAGEM
MONTAGEM
RECEPÇÃO/ ESTOCAGEM
Operações/Etapas
Resíduos sólidos; Ruídos; Situação
de Risco;
Resíduos sólidos;
Resíduos sólidos; Ruídos;
Resíduos sólidos; Ruídos;
Consumo de Energia;
MDF/MDP; Fitas; Lixas;
Consumo de Energia; MDF/MDP; Cola; Alumínio; Pregos; Parafusos; Papel
filme;
Consumo de Energia; Cola; Solvente.
Entradas Saídas
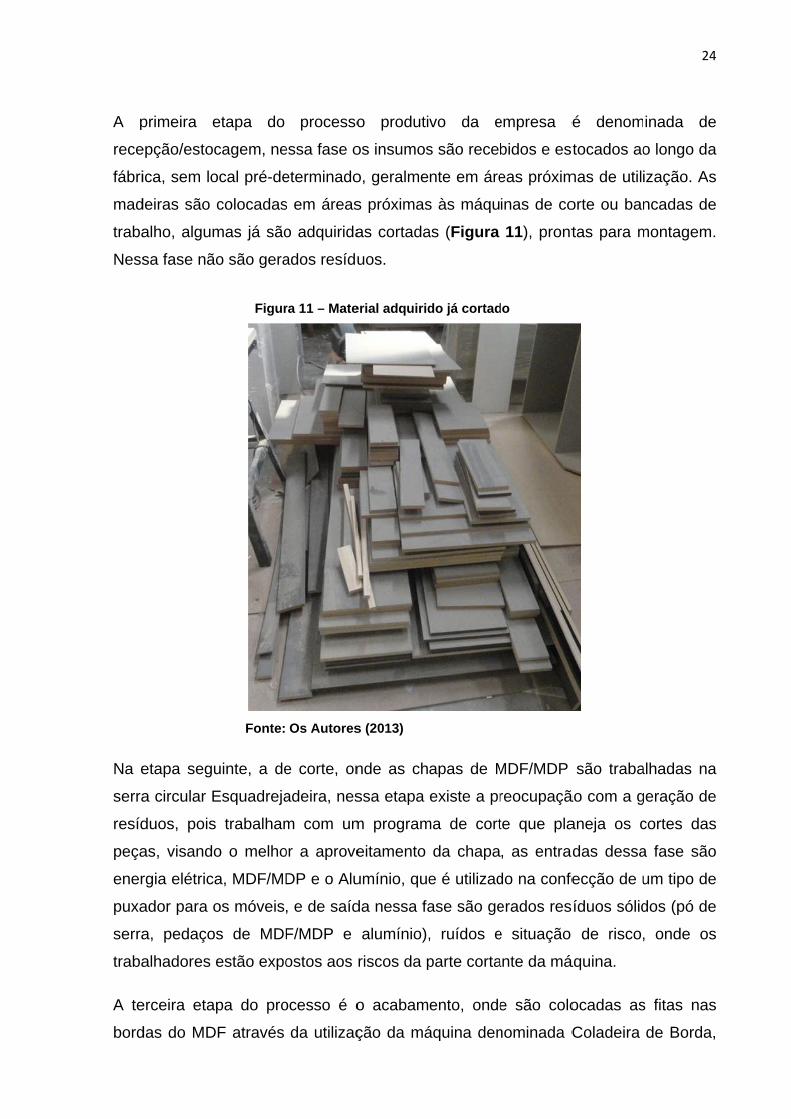
A p
rece
fábri
mad
traba
Ness
Na e
serra
resíd
peça
ener
puxa
serra
traba
A te
bord
primeira e
epção/estoc
ica, sem lo
deiras são
alho, algum
sa fase nã
etapa segu
a circular E
duos, pois
as, visando
rgia elétrica
ador para o
a, pedaço
alhadores
erceira eta
das do MD
etapa do
cagem, ne
ocal pré-de
colocadas
mas já são
ão são gera
Figur
Fonte:
uinte, a de
Esquadreja
s trabalham
o o melho
a, MDF/MD
os móveis
os de MDF
estão expo
pa do pro
DF através
processo
essa fase o
eterminado
s em áreas
o adquirida
ados resídu
ra 11 – Mate
Os Autores
e corte, on
adeira, nes
m com um
or a aprove
DP e o Alu
, e de saíd
F/MDP e
ostos aos
ocesso é o
da utilizaç
o produti
os insumos
o, geralme
s próximas
as cortada
uos.
erial adquirid
s (2013)
nde as ch
ssa etapa
m program
eitamento
umínio, que
da nessa fa
alumínio),
riscos da p
o acabam
ção da má
vo da e
s são receb
nte em áre
s às máqu
as (Figura
do já cortad
apas de M
existe a pr
ma de cort
da chapa
e é utilizad
ase são ge
, ruídos e
parte corta
ento, onde
áquina den
empresa é
bidos e est
eas próxim
inas de co
11), pront
do
MDF/MDP
reocupaçã
te que pla
, as entrad
do na confe
erados res
e situação
ante da má
e são colo
nominada C
é denom
tocados ao
mas de utili
orte ou ban
tas para m
são traba
ão com a g
aneja os c
das dessa
fecção de u
síduos sólid
de risco,
áquina.
ocadas as
Coladeira
24
inada de
o longo da
ização. As
ncadas de
montagem.
alhadas na
geração de
cortes das
a fase são
um tipo de
dos (pó de
, onde os
s fitas nas
de Borda,
4
e
a
s
e
.
a
e
s
o
e
e
s
s
25
que possui uma cola em grãos que com o aquecimento em 160º é derretida,
realizando a colagem na peça quando passada na máquina. Nessa fase também
são realizados alguns lixamentos manuais para retoques em algumas peças. As
entradas dessa etapa são a energia elétrica, o MDF, além de insumos como lixa e
fitas de borda e como saída têm-se, resíduos sólidos como pó, restos de lixa e de
fita e a emissão de ruídos.
Posteriormente surge a etapa produtiva denominada de pré-montagem dos móveis,
onde é realizada a montagem de algumas peças como gavetas, bancadas, armários
menores, além da colocação de algumas ferragens como dobradiças, corrediças e
puxadores. Nessa etapa, é utilizado o MDF junto com outros insumos como, cola
branca, pregos, parafusos, alumínio e papel filme, utilizado para proteção do móvel
pré-montado. Na pré-montagem, apresenta como principal entrada a utilização da
energia elétrica, proveniente da utilização das furadeiras de mão, como saída
observa-se resíduos sólidos como embalagens de cola, sacos plásticos e papelão,
todos provenientes das embalagens dos produtos, além dos ruídos.
A última etapa da produção é a montagem, que é realizada na residência/empresa
do cliente. Essa fase possui como entrada a energia elétrica, insumos como prego,
parafusos, cola e solvente para limpeza dos produtos prontos e como saída têm-se
resíduos sólidos como embalagens plásticas (papel filme), de papelão e de cola.
5.3. Descrição dos Equipamentos Existentes e Consumo de Energia
No levantamento realizado foram identificados os equipamentos detalhados na
Tabela 01, onde estão descritos o tipo e quantidade, além da potência e consumo
diário e mensal em kW/h. Como cada etapa do processo produtivo (descrito no item
5.2) não são realizadas durante todo o dia de trabalho, e não acontecendo em
alguns dias, foi estimado um tempo médio, em horas, de utilização de cada
equipamento, como também foi considerado para o cálculo mensal a média de 22
dias uteis. Os equipamentos utilizados são novos.
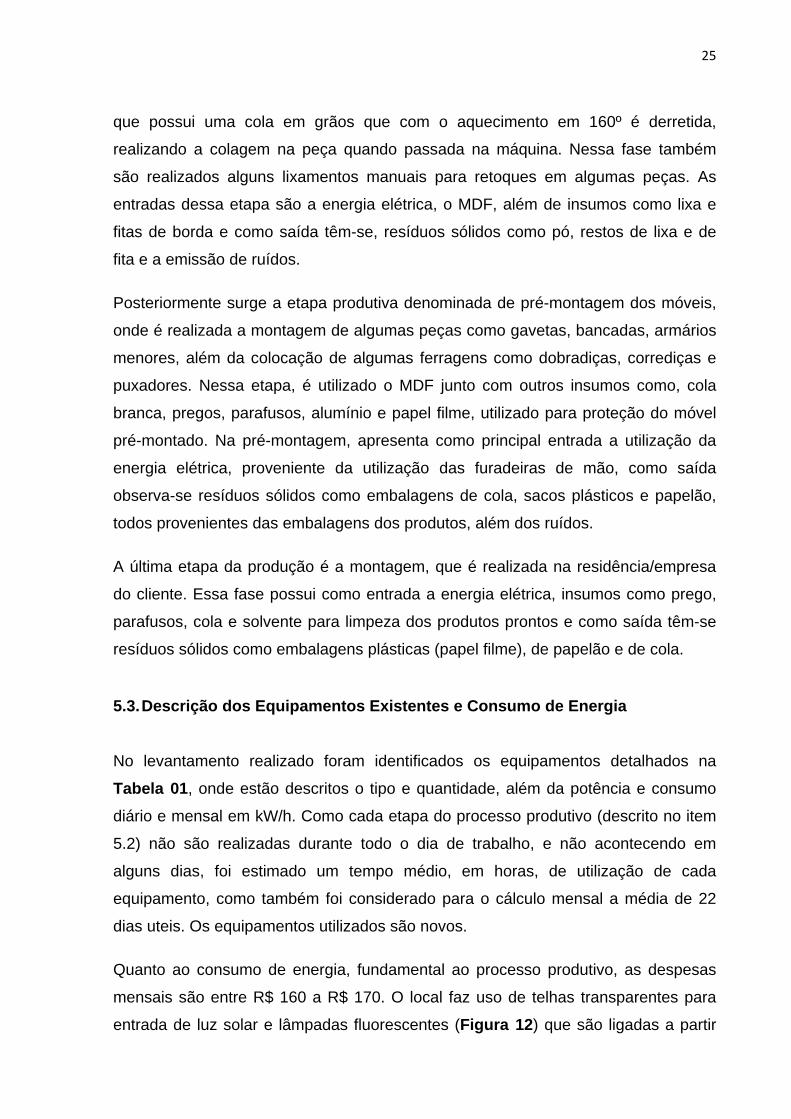
Quanto ao consumo de energia, fundamental ao processo produtivo, as despesas
mensais são entre R$ 160 a R$ 170. O local faz uso de telhas transparentes para
entrada de luz solar e lâmpadas fluorescentes (Figura 12) que são ligadas a partir
das
exist
uso
Tabe
Amb
GalpFáb
Fonte
Figur
Fonte
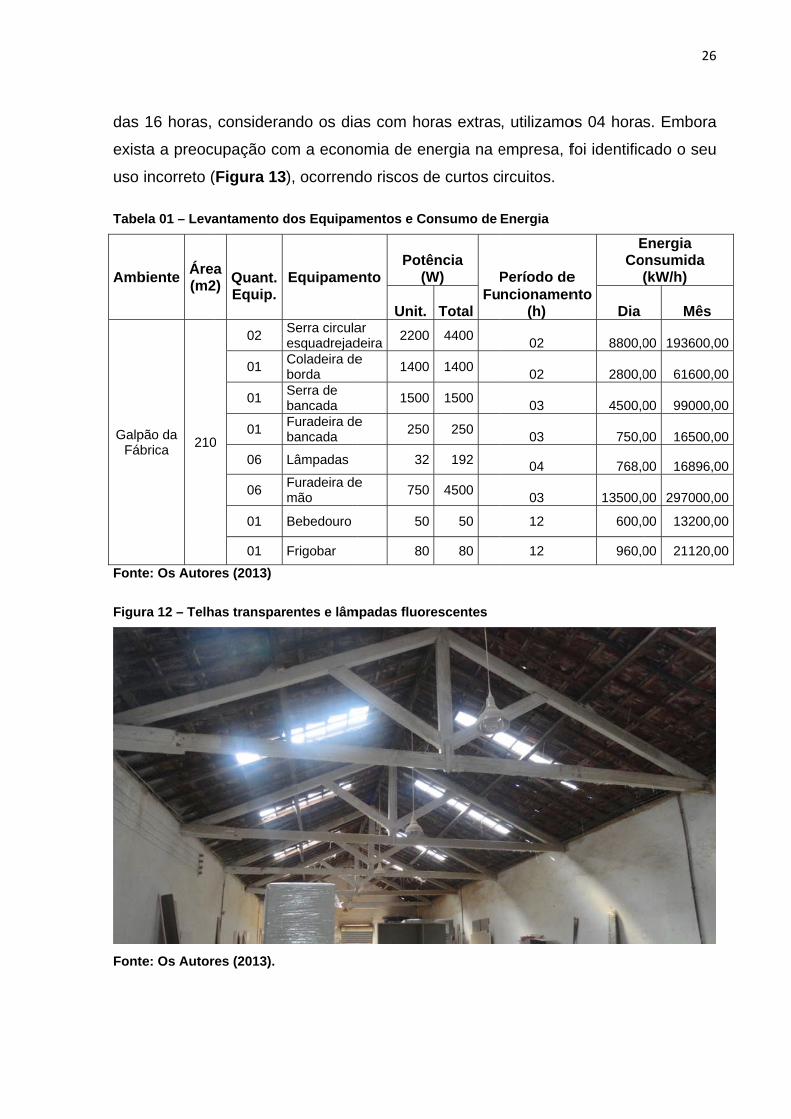
16 horas,
ta a preoc
incorreto (
ela 01 – Leva
biente Área(m2
pão da brica
210
e: Os Autor
ra 12 – Telh
e: Os Autor
considera
upação co
(Figura 13
antamento d
a 2) Quant.
Equip.
0
02
01
01
01
06
06
01
01
res (2013)
as transpar
res (2013).
ndo os dia
om a econo
), ocorrend
dos Equipam
Equipame
Serra circulaesquadrejadColadeira deborda Serra de bancada Furadeira debancada
Lâmpadas
Furadeira demão
Bebedouro
Frigobar
rentes e lâm
as com ho
omia de en
do riscos d
mentos e Co
entoPotê
(W
Unit.ar deira
2200
e 1400
1500
e 250
32
e 750
50
80
mpadas fluor
oras extras
nergia na e
de curtos c
onsumo de
ência W)
TotalFu
4400
1400
1500
250
192
4500
50
80
rescentes
, utilizamo
empresa, f
ircuitos.
Energia
Período dencionamen
(h)
02
02
03
03
04
03
12
12
os 04 hora
foi identific
e
ECo
nto Dia
8800,0
2800,0
4500,0
750,0
768,0
13500,0
600,0
960,0
26
s. Embora
cado o seu
Energia onsumida (kW/h)
Mês
00 193600,0
00 61600,0
00 99000,0
00 16500,0
00 16896,0
00 297000,0
00 13200,0
00 21120,0
6
a
u
00
00
00
00
00
00
00
00
Figur
Fonte
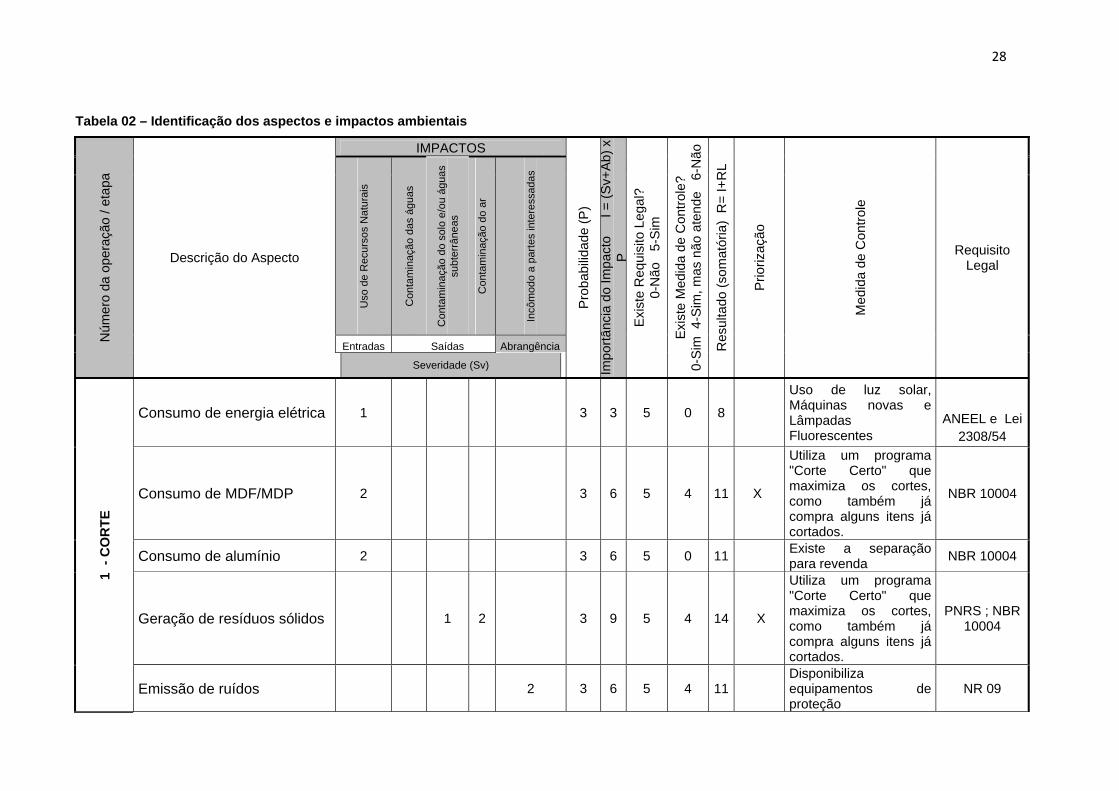
5.4. I
Para
aspe
em s
aspe
02.
foram
sólid
ra 13 – Deta
e: Os Autor
Identificaç
a a identific
ectos ambi
seguida fo
ectos, segu
Após este
m: consum
dos.
alhe do uso
res (2013).
ção dos A
cação dos
ientais das
oram defini
uindo mod
e processo
mo de mate
incorreto da
Aspectos e
aspectos e
s atividade
dos e ava
delo fornec
o, foi obse
eriais (MDF
a energia el
e Impactos
e impactos
s da empr
liados os i
cido e os r
ervado que
F/MDP), g
étrica
s Ambient
s ambienta
resa, a par
impactos a
resultados
e os aspe
eração de
tais
ais, foi ava
tir do fluxo
ambientais
são apres
ectos amb
ruídos e g
aliado inicia
ograma de
s associado
sentados n
ientais sig
geração de
27
almente os
processo,
os a estes
na Tabela
gnificativos
e resíduos
7
s
,
s
a
s
s
28
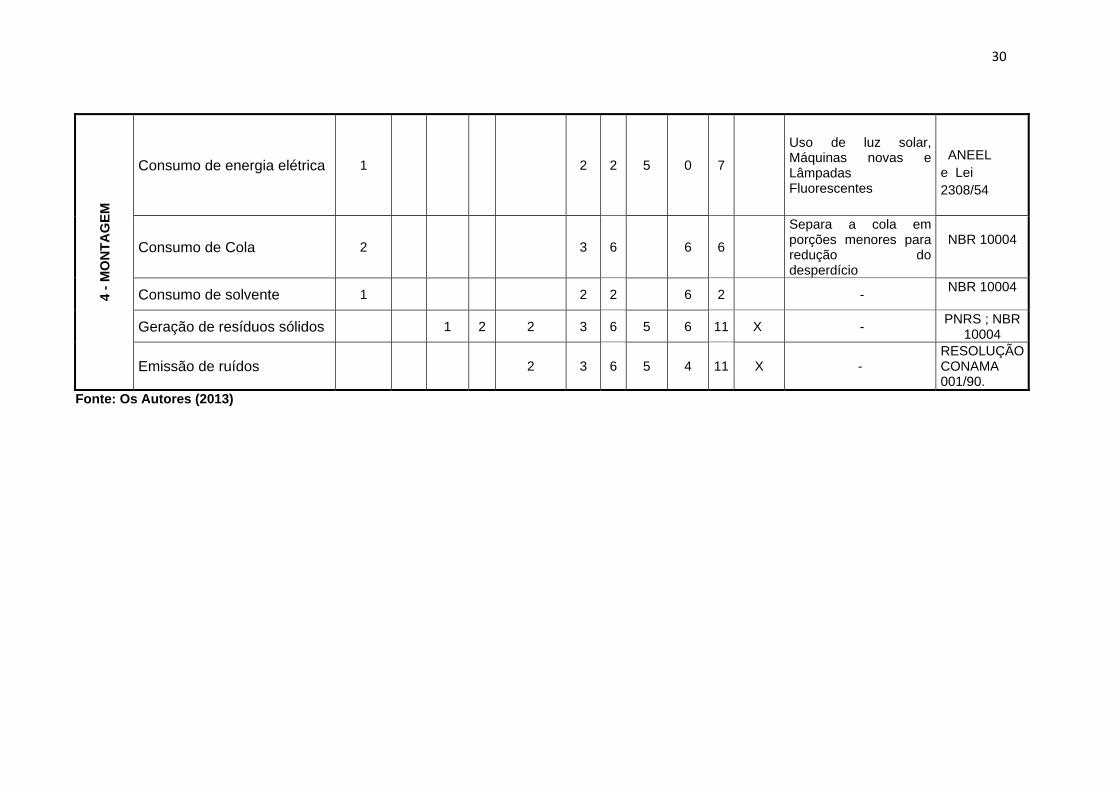
Tabela 02 – Identificação dos aspectos e impactos ambientais N
úmer
o da
ope
raçã
o / e
tapa
Descrição do Aspecto
IMPACTOS
Pro
babi
lidad
e (P
)
Impo
rtân
cia
do Im
pact
o
I =
(S
v+A
b) x
P
Exi
ste
Req
uisi
to L
egal
?
0-N
ão
5-S
im
Exi
ste
Med
ida
de C
ontr
ole?
0-S
im 4
-Sim
, mas
não
ate
nde
6-N
ão
Res
ulta
do (
som
atór
ia)
R=
I+R
L
Pri
oriz
ação
Med
ida
de C
ontr
ole
Requisito Legal
Uso
de
Rec
urso
s N
atur
ais
Con
tam
inaç
ão d
as á
guas
Con
tam
inaç
ão d
o so
lo e
/ou
água
s su
bter
râne
as
Con
tam
inaç
ão d
o ar
Incô
mod
o a
part
es in
tere
ssad
as
Entradas Saídas Abrangência
Severidade (Sv)
1 -
CO
RT
E
Consumo de energia elétrica 1 3 3 5 0 8
Uso de luz solar, Máquinas novas e Lâmpadas Fluorescentes
ANEEL e Lei 2308/54
Consumo de MDF/MDP 2 3 6 5 4 11 X
Utiliza um programa "Corte Certo" que maximiza os cortes, como também já compra alguns itens já cortados.
NBR 10004
Consumo de alumínio 2 3 6 5 0 11 Existe a separação para revenda
NBR 10004
Geração de resíduos sólidos 1 2 3 9 5 4 14 X
Utiliza um programa "Corte Certo" que maximiza os cortes, como também já compra alguns itens já cortados.
PNRS ; NBR 10004
Emissão de ruídos
2 3 6 5 4 11 Disponibiliza equipamentos de proteção
NR 09
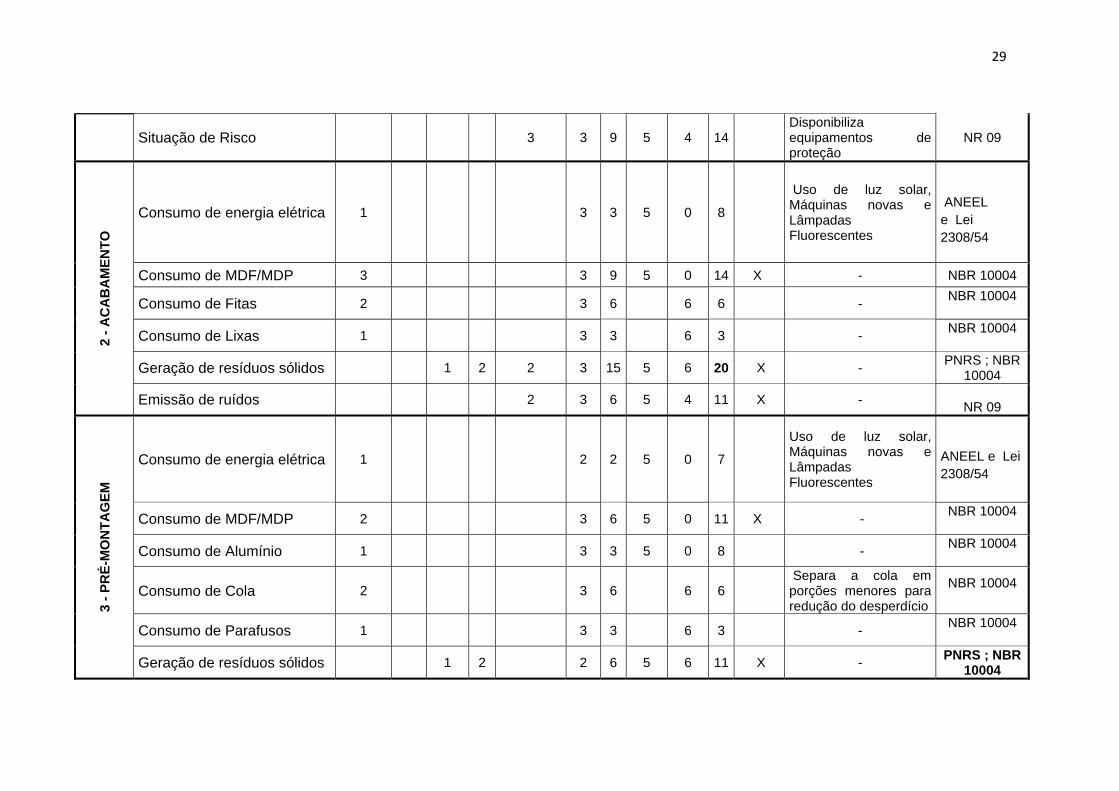
29
Situação de Risco 3 3 9 5 4 14
Disponibiliza equipamentos de proteção
NR 09
2 -
AC
AB
AM
EN
TO
Consumo de energia elétrica 1
3 3 5 0 8
Uso de luz solar, Máquinas novas e Lâmpadas Fluorescentes
ANEEL e Lei 2308/54
Consumo de MDF/MDP 3 3 9 5 0 14 X - NBR 10004
Consumo de Fitas 2
3 6
6 6 - NBR 10004
Consumo de Lixas 1
3 3
6 3 - NBR 10004
Geração de resíduos sólidos 1 2 2 3 15 5 6 20 X -
PNRS ; NBR 10004
Emissão de ruídos 2 3 6 5 4 11 X - NR 09
3 -
PR
É-M
ON
TA
GE
M
Consumo de energia elétrica 1
2 2 5 0 7
Uso de luz solar, Máquinas novas e Lâmpadas Fluorescentes
ANEEL e Lei 2308/54
Consumo de MDF/MDP 2
3 6 5 0 11 X - NBR 10004
Consumo de Alumínio 1
3 3 5 0 8 - NBR 10004
Consumo de Cola 2
3 6
6 6 Separa a cola em porções menores para redução do desperdício
NBR 10004
Consumo de Parafusos 1
3 3
6 3 - NBR 10004
Geração de resíduos sólidos 1 2
2 6 5 6 11 X -
PNRS ; NBR 10004
30
4 -
MO
NT
AG
EM
Consumo de energia elétrica 1
2 2 5 0 7
Uso de luz solar, Máquinas novas e Lâmpadas Fluorescentes
ANEEL e Lei 2308/54
Consumo de Cola 2
3 6
6 6
Separa a cola em porções menores para redução do desperdício
NBR 10004
Consumo de solvente 1
2 2
6 2 - NBR 10004
Geração de resíduos sólidos 1 2 2 3 6 5 6 11 X -
PNRS ; NBR 10004
Emissão de ruídos 2 3 6 5 4 11 X -
RESOLUÇÃO CONAMA 001/90.
Fonte: Os Autores (2013)
31
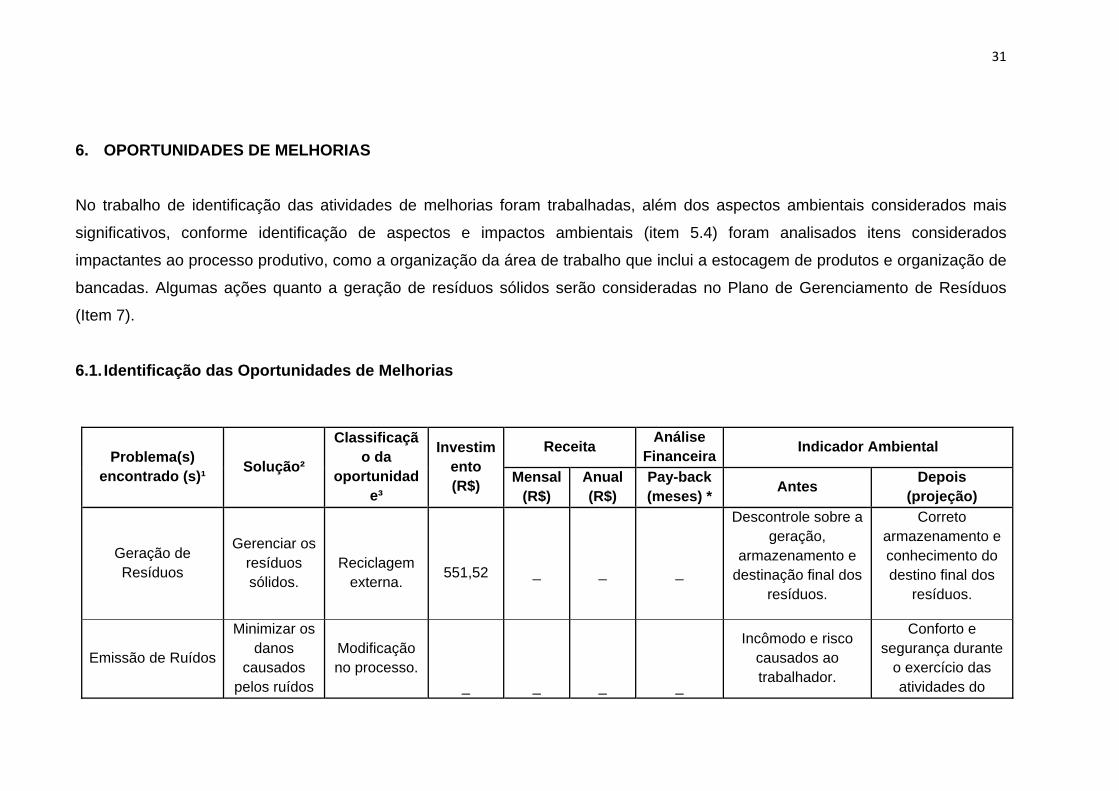
6. OPORTUNIDADES DE MELHORIAS
No trabalho de identificação das atividades de melhorias foram trabalhadas, além dos aspectos ambientais considerados mais
significativos, conforme identificação de aspectos e impactos ambientais (item 5.4) foram analisados itens considerados
impactantes ao processo produtivo, como a organização da área de trabalho que inclui a estocagem de produtos e organização de
bancadas. Algumas ações quanto a geração de resíduos sólidos serão consideradas no Plano de Gerenciamento de Resíduos
(Item 7).
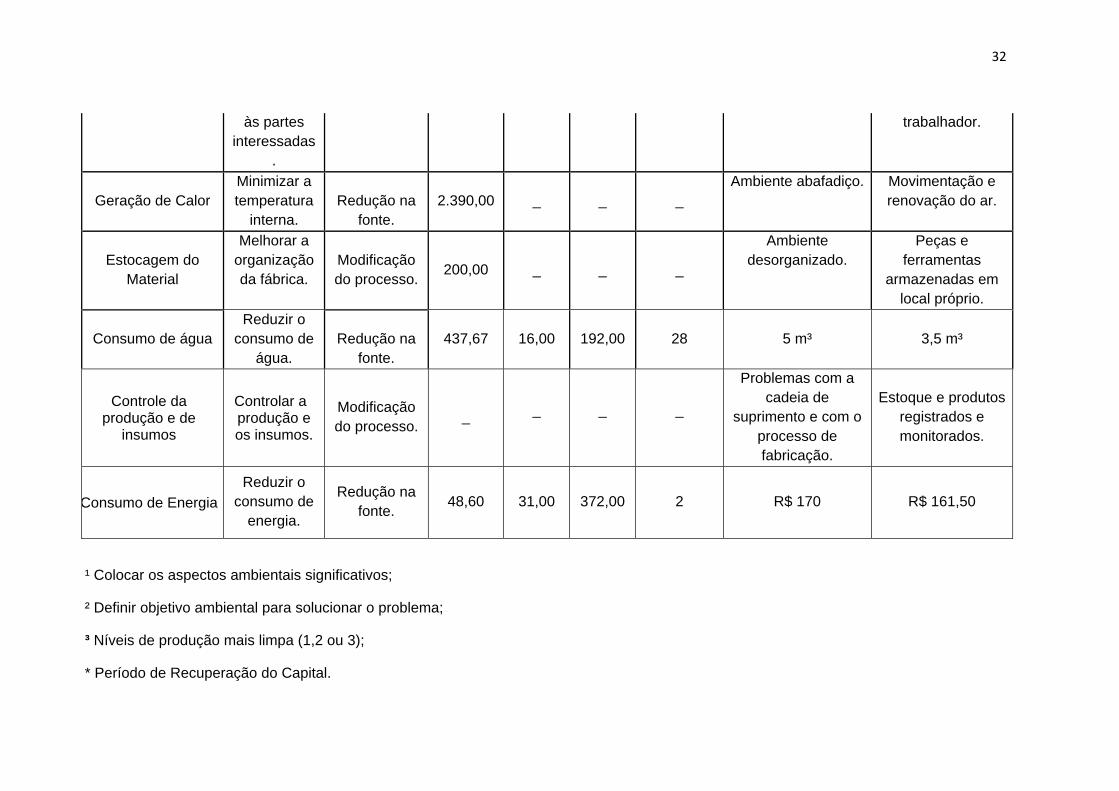
6.1. Identificação das Oportunidades de Melhorias
Problema(s) encontrado (s)¹
Solução²
Classificação da
oportunidade³
Investimento (R$)
Receita Análise
FinanceiraIndicador Ambiental
Mensal (R$)
Anual (R$)
Pay-back (meses) *
Antes Depois
(projeção)
Geração de Resíduos
Gerenciar os resíduos sólidos.
Reciclagem
externa.
551,52
_
_
_
Descontrole sobre a geração,
armazenamento e destinação final dos
resíduos.
Correto armazenamento e conhecimento do destino final dos
resíduos.
Emissão de Ruídos
Minimizar os danos
causados pelos ruídos
Modificação no processo.
_
_
_
_
Incômodo e risco causados ao trabalhador.
Conforto e segurança durante
o exercício das atividades do
32
¹ Colocar os aspectos ambientais significativos;
² Definir objetivo ambiental para solucionar o problema;
³ Níveis de produção mais limpa (1,2 ou 3);
* Período de Recuperação do Capital.
às partes interessadas
.
trabalhador.
Geração de Calor Minimizar a temperatura
interna.
Redução na
fonte. 2.390,00
_
_
_
Ambiente abafadiço. Movimentação e renovação do ar.
Estocagem do Material
Melhorar a organização da fábrica.
Modificação do processo.
200,00 _ _ _
Ambiente desorganizado.
Peças e ferramentas
armazenadas em local próprio.
Consumo de água Reduzir o
consumo de água.
Redução na
fonte. 437,67 16,00 192,00 28 5 m³ 3,5 m³
Controle da produção e de
insumos
Controlar a produção e os insumos.
Modificação do processo.
_ _ _ _
Problemas com a cadeia de
suprimento e com o processo de fabricação.
Estoque e produtos registrados e monitorados.
Consumo de Energia
Reduzir o consumo de
energia.
Redução na fonte.
48,60 31,00 372,00 2 R$ 170 R$ 161,50
33
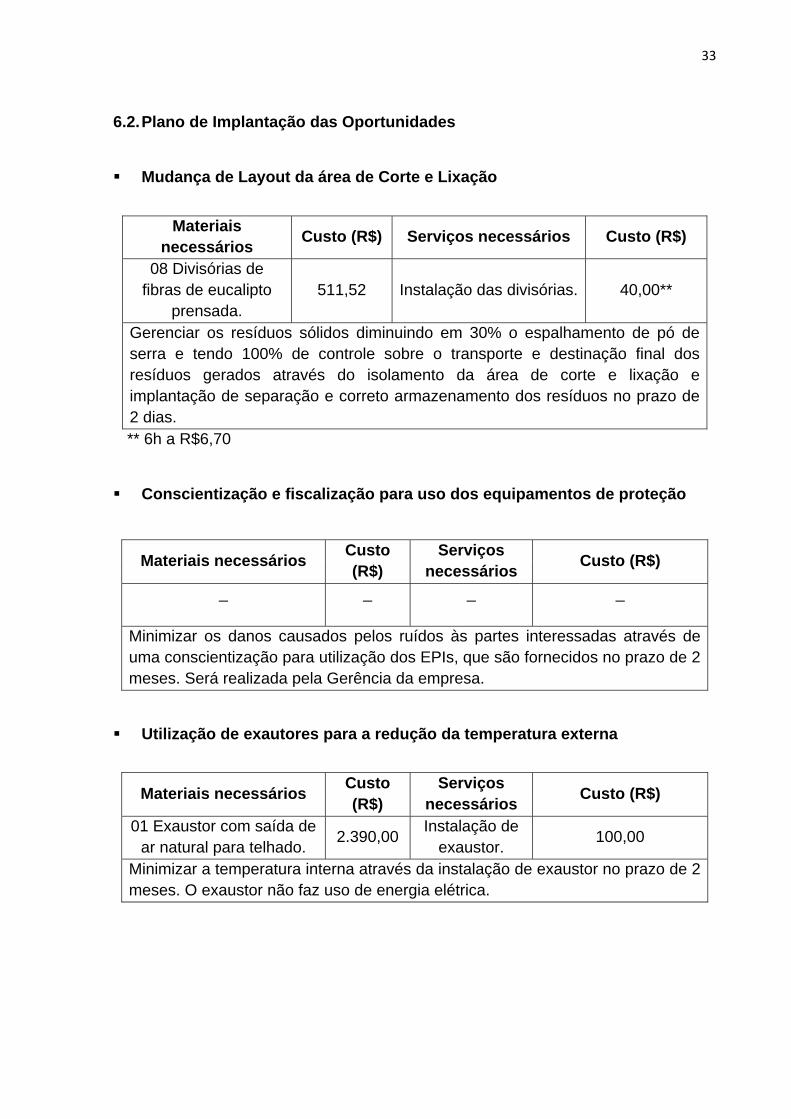
6.2. Plano de Implantação das Oportunidades
Mudança de Layout da área de Corte e Lixação
Conscientização e fiscalização para uso dos equipamentos de proteção
Materiais necessários Custo (R$)
Serviços necessários
Custo (R$)
_
_ _ _
Minimizar os danos causados pelos ruídos às partes interessadas através de uma conscientização para utilização dos EPIs, que são fornecidos no prazo de 2 meses. Será realizada pela Gerência da empresa.
Utilização de exautores para a redução da temperatura externa
Materiais necessários Custo (R$)
Serviços necessários
Custo (R$)
01 Exaustor com saída de ar natural para telhado.
2.390,00 Instalação de
exaustor. 100,00
Minimizar a temperatura interna através da instalação de exaustor no prazo de 2 meses. O exaustor não faz uso de energia elétrica.
Materiais necessários
Custo (R$) Serviços necessários Custo (R$)
08 Divisórias de fibras de eucalipto
prensada. 511,52 Instalação das divisórias. 40,00**
Gerenciar os resíduos sólidos diminuindo em 30% o espalhamento de pó de serra e tendo 100% de controle sobre o transporte e destinação final dos resíduos gerados através do isolamento da área de corte e lixação e implantação de separação e correto armazenamento dos resíduos no prazo de 2 dias. ** 6h a R$6,70
34
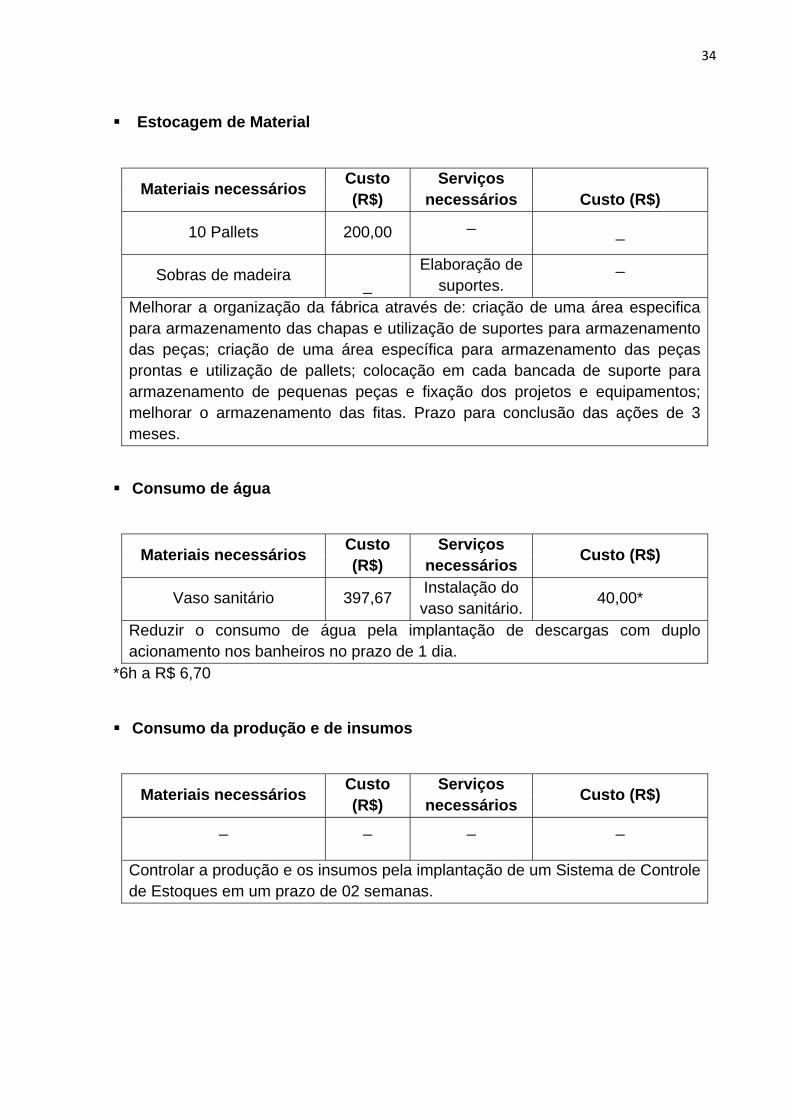
Estocagem de Material
Materiais necessários Custo (R$)
Serviços necessários
Custo (R$)
10 Pallets 200,00 _
_
Sobras de madeira
_ Elaboração de
suportes. _
Melhorar a organização da fábrica através de: criação de uma área especifica para armazenamento das chapas e utilização de suportes para armazenamento das peças; criação de uma área específica para armazenamento das peças prontas e utilização de pallets; colocação em cada bancada de suporte para armazenamento de pequenas peças e fixação dos projetos e equipamentos; melhorar o armazenamento das fitas. Prazo para conclusão das ações de 3 meses.
Consumo de água
Materiais necessários Custo (R$)
Serviços necessários
Custo (R$)
Vaso sanitário 397,67 Instalação do vaso sanitário.
40,00*
Reduzir o consumo de água pela implantação de descargas com duplo acionamento nos banheiros no prazo de 1 dia.
*6h a R$ 6,70
Consumo da produção e de insumos
Materiais necessários Custo (R$)
Serviços necessários
Custo (R$)
_
_ _ _
Controlar a produção e os insumos pela implantação de um Sistema de Controle de Estoques em um prazo de 02 semanas.
35
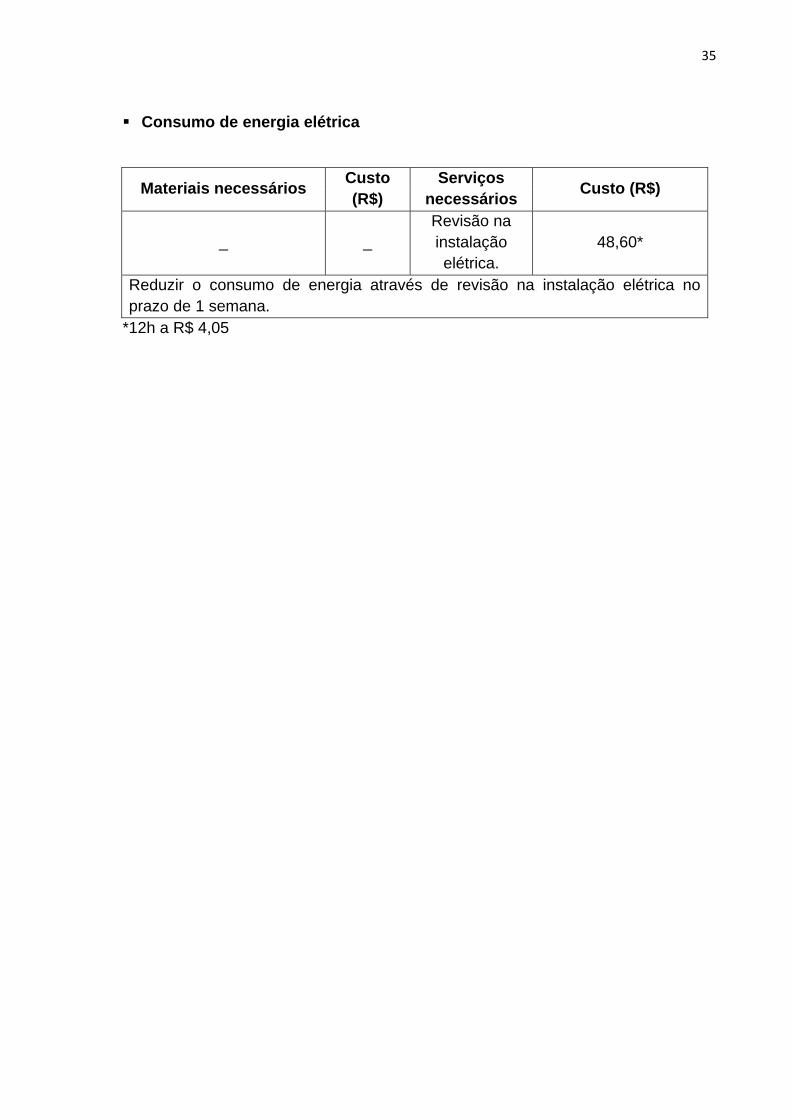
Consumo de energia elétrica
Materiais necessários Custo (R$)
Serviços necessários
Custo (R$)
_
_
Revisão na instalação elétrica.
48,60*
Reduzir o consumo de energia através de revisão na instalação elétrica no prazo de 1 semana.
*12h a R$ 4,05
36
7. PLANO DE GERENCIAMENTO DE RESÍDUOS SÓLIDOS
7.1. Introdução
Segundo Hilling et al (2009), a maior quantidade de resíduo gerado no pólo
moveleiro provém da madeira serrada, seguida do aglomerado, do MDF e do
compensado, respectivamente. Durante o processo produtivo da moveleira em tela,
ocorre a geração de resíduos geralmente compostos por partes de madeiras não
utilizadas durante ou depois do processo de produção. Muitas das peças de madeira
que sobram durante a produção, são rejeitadas devido a imperfeições ou
irregularidades em seu tamanho ou forma. O reaproveitamento dos resíduos das
moveleiras de MDF é bastante restrito devido ao fato desses resíduos serem tóxicos
à queima. O que obriga as empresas que utilizam esses produtos a certificarem
tanto sua origem, quanto o destino final que será dado ao resíduo, deve-se buscar
por questão de ética e de compromisso ambiental, empresas que tenham Licença
Ambiental para destinação, triagem ou processamento de resíduos.
A norma ABNT NBR 15316-1 (2009) define o MDF como: “chapa de fibras de
madeira com umidade menor que 20% na linha de formação e densidade maior que
450 kg/m³. Essa chapa é produzida sobre ação de calor e pressão com a adição de
adesivo sintético. O MDF se classifica para fins de mercado consumidor como:
HDF: chapa com densidade > 800 kg/m3;
Standard: chapa com densidade > 650 kg/m3 e < 800 kg/m3; (2)
Light: chapa com densidade < 650 kg/m3;
Ultra light: chapa com densidade < 550 kg/m3
7.2. Apresentação do Empreendimento
Ver item 4.
7.3. Objetivo
O objetivo deste Plano de Gerenciamento de Resíduos Sólidos – PGRS é
proporcionar uma adequada gestão para os resíduos produzidos na fábrica da
37
empresa CASA di CORES, atendendo a política nacional do meio ambiente,
compreendendo assim além do gerenciamento dos resíduos a gestão ambiental com
um todo.
7.4. Objetivo Específico
Reduzir os desperdícios e o volume dos resíduos gerados;
Reutilizar materiais, elementos e componentes que não requisitem
transformação;
Evitar que a produção de resíduos na fábrica provoque qualquer transtorno ou
dano ambiental ao local, à vizinhança e ao meio ambiente como um todo;
Segregar os materiais, facilitando, desta forma, a reciclagem, a reutilização e o
destino final dos resíduos gerados;
Doar ou vender os resíduos que possam ser reaproveitados ou reciclados às
associações de catadores do município;
Reverter os ganhos com a venda de resíduos destinados a reciclagem em
recursos para a empresa e seus funcionários.
7.5. Caracterização do Empreendimento e Identificação dos Resíduos Gerados
Ver Item 5.2.
7.6. Classificação dos Resíduos
A NBR 10004:2004 classifica o MDF como resíduo de classe II A - não inerte. E as
Embalagens de Solvente e cola, como resíduos tóxicos Classe I, para o seu
correto tratamento devem existir lixeiras exclusivas para cada tipo de resíduo, para
que não haja mistura de Classe I, com Classe II.
Os resíduos sólidos são classificados conforme descrição a seguir, de acordo com a
norma NBR 10.004 (2004) apud Pimenta & Gouvinhas (2005):
Resíduos Classe I – Perigosos: aqueles que apresentam periculosidade
(característica apresentada por um resíduos que, em função das suas propriedades
físicas, químicas ou infecto contagiosas, podem apresentar: risco à saúde publica,
38
provocando mortalidade, incidências de doenças ou acentuando seus índices; riscos
ao meio ambiente, quando o resíduo for gerenciado de forma inadequada) ou
apresentam inflamabilidade; corrosividade, reatividade, toxicidade e patogenecidade
ou constam nos anexos A (Resíduos perigosos de fontes não específicas) e B
(Resíduos perigosos de fontes específicas).
Resíduos Classe II – Não Perigosos
Resíduo Classe II A – Não Inertes: aqueles que não se enquadram nas
classificações de resíduos Classe I – perigosos ou Classe II B – inertes. Estes
resíduos podem ter propriedades, tais como: biodegradabilidade, combustibilidade
ou solubilidade em água.
Resíduo Classe II B – Inertes: Quaisquer resíduo que, quando amostrados de
forma representativa, segundo a norma NBR 10007 (Amostragem de resíduos
sólidos), e submetidos a um contato dinâmico e estático com água destilada ou
desionizada, à temperatura ambiente, conforme ABNT NBR 10006 (Procedimentos
para obtenção de extrato solubilizado de resíduo sólido, não tiverem nenhum de
seus constituintes solubilizados a concentrações superiores aos padrões de
potabilidade de água, excetuando-se aspecto, cor, turbidez, dureza e sabor,
conforme anexo G (Padrões para ensaio de solubilização).
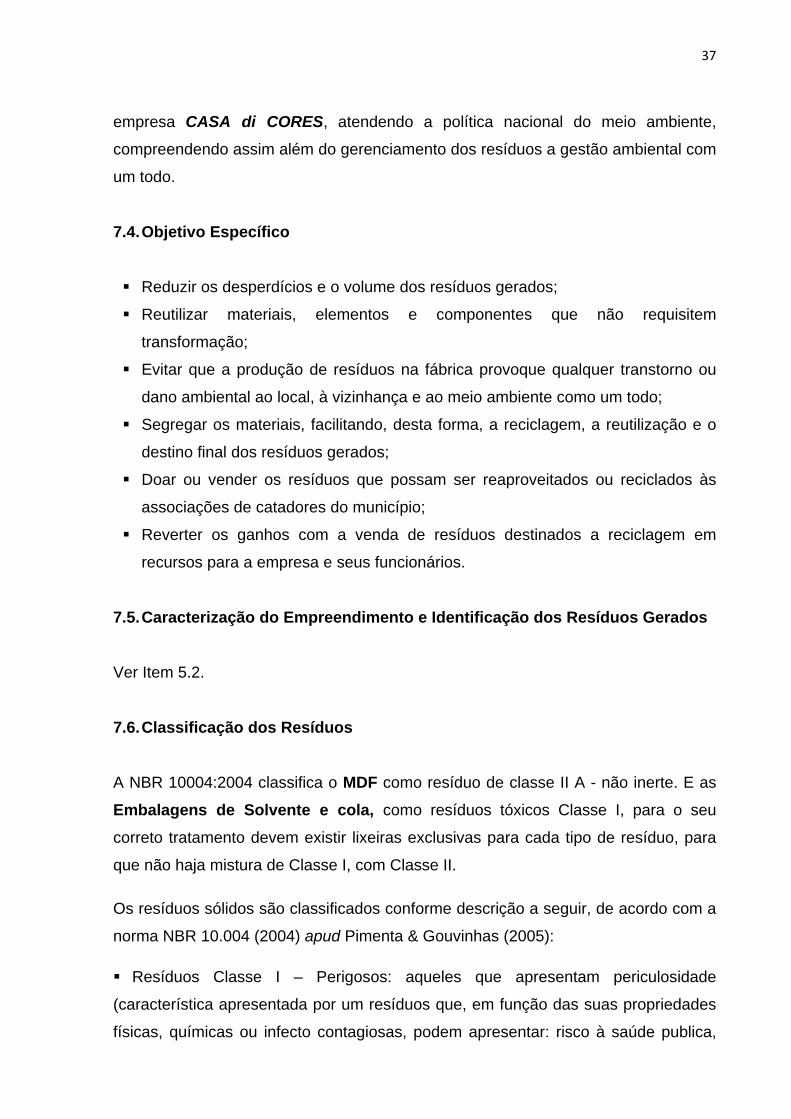
7.7. Acondicionamento dos Resíduos
Acondicionamento Inicial
TIPO DE RESÍDUO ACONDICIONAMENTO INICIAL
Madeira
Em bombonas sinalizadas e revestidas
internamente por saco de ráfia
(pequenas peças) ou em pilhas
formadas nas proximidades da própria
bombona e dos dispositivos para
acondicionamento final (grandes peças).
Papelão (sacos e caixas de
embalagens dos insumos utilizados
na fábrica) e papéis (escritório)
Em bombonas sinalizadas e revestidas
internamente por saco de ráfia, para
pequenos volumes. Como alternativa
para grandes volumes: bags ou fardos.
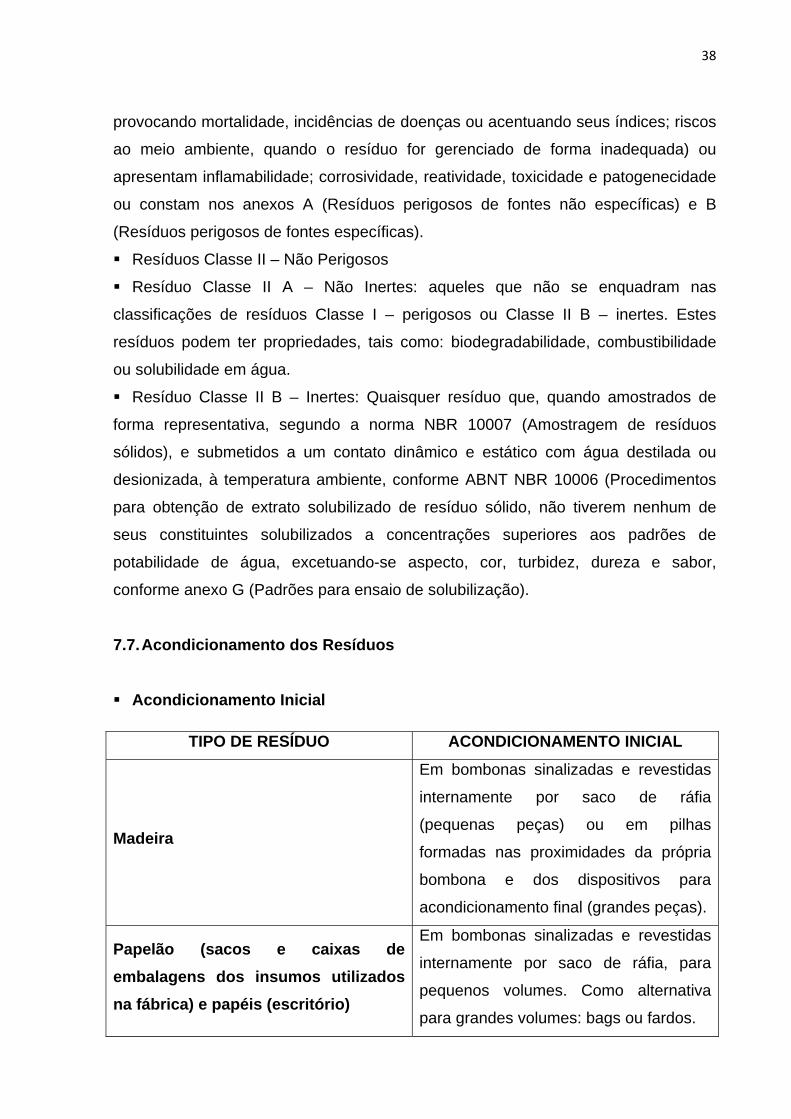
39
Metal (ferro, aço, alumínio, arame,
parafusos, etc.)
Em bombonas sinalizadas e revestidas
internamente por saco de ráfia ou em
fardos.
Serragem Em sacos de ráfia próximos aos locais
de geração.
Resíduos perigosos presentes em
embalagens plásticas e de metal,
instrumentos de aplicação como
broxas, pincéis, trinchas e outros
materiais auxiliares como panos,
trapos, estopas,etc.
Manuseio com os cuidados observados
pelo fabricante do insumo na ficha de
segurança da embalagem ou do
elemento contaminante do instrumento
de trabalho. Imediato transporte pelo
usuário para o local de condicionamento
final.
RESÍDUOS NÃO ORIUNDOS DA ATIVIDADE PRODUTIVA
Restos de alimentos, e suas embalagens, copos plásticos usados e papéis sujos (refeitório e sanitários).
Cestos para resíduos com sacos plásticos para coleta convencional.
Recomenda-se construir uma área nos fundos do galpão, no quintal da empresa, em
separado dos outros materiais em local arejado, impermeabilizado e com bancadas
elevadas para o acondicionamento desses materiais, além de calhas para possíveis
escoamentos, sinalização correta e sistema de combate a incêndio adequado.
Acondicionamento Final
TIPO DE RESÍDUO ACONDICIONAMENTO FINAL
Madeira Preferencialmente em caçambas sinalizadas e/ou containers.
Plásticos (sacarias de embalagens,
etc) Em bags sinalizados
Papelão (sacos e caixas de
embalagens dos insumos utilizados
na fábrica) e papéis (escritório)
Em bags sinalizados ou em fardos, mantidossempre em local coberto.
Metal (ferro, aço, alumínio, arame,
parafusos, etc.) Em bags sinalizados
Serragem Em sacos podendo estes serem acumulados nas caçambas
Figur
Fonte
7.8. S
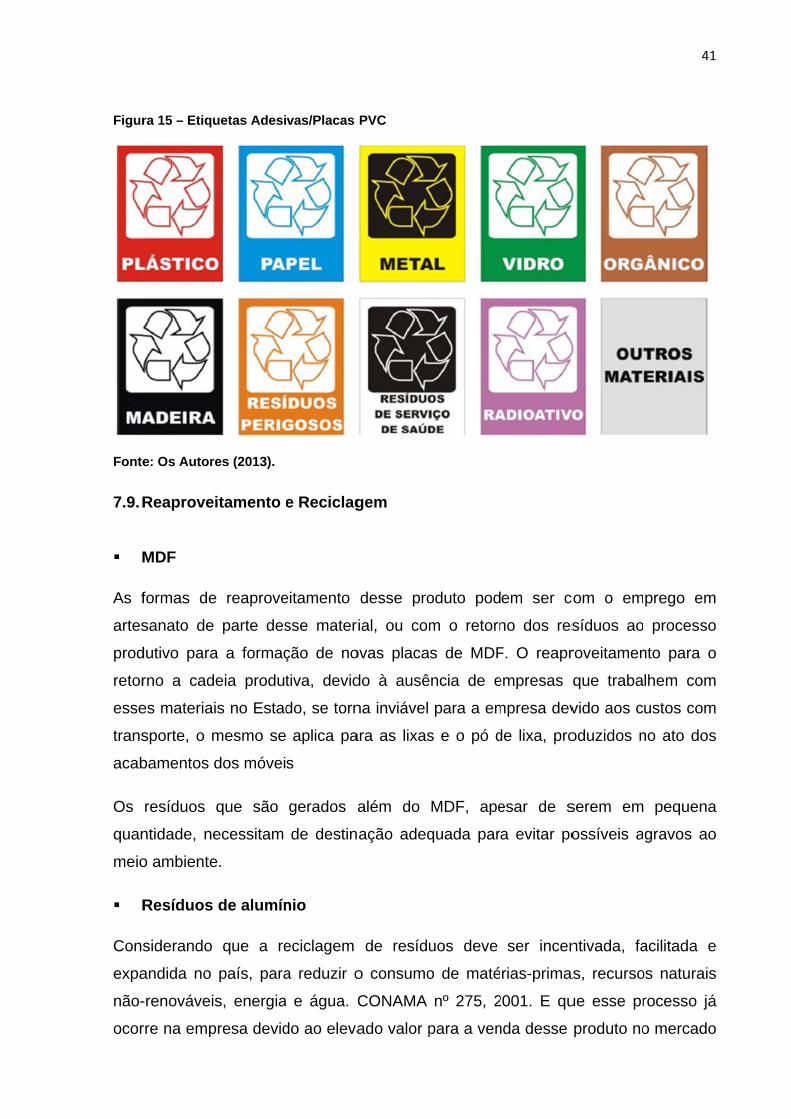
Plac
func
loca
sua
de a
resíd
desc
Para
em P
ra 14 – Exem
e: www.sac
Sinalizaçã
cas de sina
cionários q
is de acon
destinação
abril 2001
duos a se
crito a segu
Azul: pa
Laranja
Vermelh
Verde: v
Amarelo
Marrom
Preto: m
a utilização
PVC (Figu
mplos de Ba
ariapapaleo
ão
alização se
uanto à c
ndicioname
o. Obedec
, que disp
r adotado
uir:
apel/ papel
: resíduos
ho: plástico
vidro;
o: metal;
m: resíduos
madeira.
o nos dispo
ura 15) que
ags
o.com.br/
erão coloc
oleta e ac
ento, bem
endo, dest
põe sobre
na identif
lão;
perigosos
o;
orgânicos
ositivos e c
e devem se
cadas em p
condiciona
como os
ta forma, a
o código
ficação de
s;
s;
coletores s
er padroniz
pontos est
mento dos
recipientes
a RESOLU
o de cores
e coletores
sugerem-se
zadas no t
tratégicos
s resíduos
s, serão s
UÇÃO CON
s para os
s e transpo
e etiquetas
amanho A
para orien
s na obra.
sinalizados
NAMA, N°
diferentes
ortadores,
s adesivas
A4-ABNT .
40
ntação dos
Todos os
conforme
275 de 25
s tipos de
conforme
ou placas
0
s
s
e
5
e
e
s
Figur
Fonte
7.9. R
M
As f
artes
prod
retor
esse
trans
acab
Os
quan
meio
R
Cons
expa
não-
ocor
ra 15 – Etiqu
e: Os Autor
Reaprove
MDF
formas de
sanato de
dutivo para
rno a cad
es materiai
sporte, o m
bamentos d
resíduos
ntidade, ne
o ambiente
Resíduos
siderando
andida no
-renovávei
rre na emp
uetas Adesi
res (2013).
itamento e
e reaprove
parte des
a a formaç
eia produt
is no Estad
mesmo se
dos móvei
que são
ecessitam
e.
de alumín
que a re
país, para
s, energia
presa devid
vas/Placas
e Reciclag
eitamento
sse mater
ção de no
tiva, devid
do, se torn
aplica pa
s
gerados a
de destin
nio
eciclagem
a reduzir o
e água. C
do ao eleva
PVC
gem
desse pro
rial, ou com
ovas placa
do à ausê
na inviável
ara as lixas
além do
ação adeq
de resídu
o consumo
CONAMA
ado valor p
oduto pod
m o retorn
s de MDF
ência de e
para a em
s e o pó d
MDF, ape
quada par
uos deve
o de maté
nº 275, 2
para a ven
em ser c
no dos res
F. O reapr
empresas
mpresa dev
de lixa, pro
esar de s
a evitar po
ser incen
rias-prima
2001. E qu
nda desse
com o em
síduos ao
roveitamen
que traba
vido aos c
oduzidos n
serem em
ossíveis a
ntivada, fa
as, recurso
ue esse pr
produto no
41
prego em
processo
nto para o
lhem com
ustos com
no ato dos
pequena
gravos ao
acilitada e
os naturais
rocesso já
o mercado
1
m
o
o
m
m
s
a
o
e
s
á
o
42
de recicláveis. Deve-se apenas trabalhar o acondicionamento desse material, para
evitar a mistura com outros recicláveis a partir da utilização de um coletor de cor
amarela, instalado ao lado da serra de corte do alumínio.
7.10. Treinamento e conscientização dos funcionários
São de grande importância para o sucesso do PGRS a conscientização e o
treinamento adequado dos funcionários, com a apresentação de conteúdo norteado
pela a Norma ABNT NBR 10.004, 2004 para correta classificação dos resíduos e da
resolução CONAMA nº 275, de 25 de abril de 2001 para o acondicionamento
adequado dos resíduos, além de normas de segurança vigente e apresentação das
metas do plano de gestão de resíduos sólidos da empresa.
7.11. Coleta e Disposição Final dos Resíduos
As coletas, transporte e disposição final daqueles resíduos gerados na fábrica do
empreendimento, que não apresentem mais utilidade ao processo produtivo, devem
ficar a cargo de uma empresa especializada em coleta, transporte, tratamento e
disposição final de resíduos. A empresa deverá apresentar a licença de operação
expedida pelo órgão ambiental competente.
Sempre que contratada uma empresa para o transporte dos resíduos para o seu
destino final devem ser observados os seguintes fatores: as condições de
qualificação do transportador junto ao órgão municipal competente, o estado dos
equipamentos de transporte, quando utilizadas caçambas é necessário observar se
a empresa trabalha em consonância com a legislação municipal, notadamente nos
aspectos relativos à segurança e se possível condicionar o pagamento do serviço à
comprovação da correta destinação dos resíduos.
Por se configurar uma das fases de maior responsabilidade de todo o processo, pois
se trata da destinação final do resíduo gerado, recomenda-se a elaboração de uma
ficha cadastral da empresa que fará a disposição final dos resíduos. Uma vez
cadastrado essa empresa, cada coleta realizada pela mesma implicará na emissão
de um documento chamado Controle de Transporte de Resíduos (CTR), que
registrará a destinação dos resíduos coletados.
43
8. CONCLUSÕES
Os resultados encontrados pela identificação e avaliação dos aspectos e impactos
gerados ao meio ambiente e à saúde e segurança do trabalhador permitiram que
fosse feito um levantamento de oportunidades de melhorias para a fábrica. Foi
estudado o processo produtivo, através de um fluxograma de entradas e saídas;
consumo de água; consumo de energia elétrica; a forma com que tratam a questão
dos resíduos sólidos gerados e a organização do ambiente de trabalho e do setor
administrativo referente ao controle da produção e dos insumos.
Diante dos aspectos ambientais identificados foi sugerida a implantação de um
conjunto de ações que constituem o Programa de Produção Mais Limpa, uma vez
que esse programa atende a necessidade de boas práticas no processo produtivo,
preservação dos recursos naturais, além de proporcionar benefício econômico para
empresa.
Concluiu-se que a empresa estudada nesse trabalho necessita melhorar a sua
organização interna, conscientizar e fiscalizar o uso de EPI’s pelos seus
funcionários, além de preocupar-se com a geração, armazenamento e destinação
final de seus resíduos promovendo, assim, a preservação do meio ambiente.
44
9. REFERÊNCIAS
ABNT – Associação Brasileira de Normas Técnicas. NBR 10004: Resíduos Sólidos – Classificação. Rio de Janeiro: ABNT, 2004.
CONAMA. Conselho Nacional de Meio Ambiente. Resolução n° 275, de 25 de abril de 2001. Diário Oficial da União, Brasília, DF, 19 jun. 2001. Disponível em: <http://www.mma.gov.br/port/conama/res/res01/res27501.html > Acesso em: 01 out. 2013.
BARBIERI, J. C. Gestão ambiental empresarial: conceitos, modelos e
instrumentos. São Paulo: Saraiva, 2004.
COMPANHIA DE TECNOLOGIA DE SANEAMENTO AMBIENTAL, 2002, apud
NASCIMENTO, 2005):
FEDERAÇÃO DAS INDUSTRIAIS DO RIO GRANDE DO NORTE – FIERN. A
situação do setor moveleiro do Rio Grande do Norte. FIERN: Natal-RN, 2004.
GLAVIC, Peter; LUKMAN, Rebeka. Review of sustainability terms and their
definitions. Journal of Cleaner Production, v. 15, p. 1875 – 1885, February 2007.
HILLIG, Éverton; SCHNEIDER, vania Elisabete; PAVONI eloide Teresa. Geração de resíduos de madeira e derivados da indústria moveleira em função das variáveis de produção. Caxias do Sul, 2009. Trabalho Final de graduação da Universidade de Caxias do Sul. Disponível em: < http://www.scielo.br/scielo.php?pid=S0103-65132009000200006&script=sci_arttext >. Acesso em: 01 out. 2013.
PIMENTA, Handson Cláudio Dias. A produção mais limpa como ferramenta em
busca da sustentabilidade empresarial: um estudo de múltiplos casos em
empresas do Estado do Rio Grande do Norte, 2008. 174 f. Dissertação (Mestrado
em Ciências em Engenharia de Produção) – Programa de Pós-Graduação em
Engenharia de Produção, Universidade Federal do Rio Grande do Norte, Natal,
2008.
PIMENTA, H.C.D & GOUVINHAS, R.P. Oportunidades para implantação de um
programa de produção mais limpa em uma indústria moveleira do Rio Grande do
45
Norte. 23º Congresso de Engenharia Sanitária e Ambiental. Anais. Campo Grande:
ABES, 2005.
PÓLO DE MODERNIZAÇÃO EMPRESARIAL DAS INDUSTRIAIS DE MÓVEIS DE
NATAL – POLOEMP. Estudo de viabilidade técnica e economica para criação
do POLOEMP. FINEP/SEBRAE/PATIME: Natal, 1999.
PRADO, L. L. A importância de práticas de responsabilidade socioambiental no setor
moveleiro Brasileiro. In: ENCONTRO DA SOCIEDADE BRASILEIRA DE
ECONOMIA ECOLÓGICA (ECOECO), 8, 2009.
SANTA RITA.L. P, SBRAGIA. P. R. Aglomerados produtivos: acordos de cooperação
e alianças estratégicas como condicionantes para o ingresso de pme’s moveleiras
em um processo de desenvolvimento sustentado.Faculdade de Economia,
Administração e Contabilidade da Universidade de São Paulo. Núcleo de Política e
Gestão Tecnológica. Disponível em http://www.campus-oei.org/salactsi/santarita.pdf.
Acessado em 09/09/2013.
SERVIÇO NACIONAL DE APRENDIZAGEM INDUSTRIAL. Centro Nacional de
Tecnologias Limpas.
SILVA FILHO, Júlio Cezar Gomes; SICSÚ, Abraham Benzaquem. Produção Mais
Limpa: uma ferramenta da gestão ambiental aplicada às empresas nacionais. In:
ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 23, 2003, Ouro Preto.
Anais... Ouro Preto: ABEPRO, 2003. p. 1-8.
SISTEMA FIRJAN. Manual de Gerenciamento de Resíduos – Guia passo a passo. Rio de Janeiro: GMA, 2006. Disponível em: <https://www.google.com.br/#q=e+Manuais+de+Gerenciamento+de+Res%C3%ADduos%2C+desenvolvido+pela+Federa%C3%A7%C3%A3o+de++Ind%C3%BAstrias+do+Estado+do+Rio+de+Janeiro+-+FIRJAN >. Acesso em 01 out. de 2013.
http://www.casadicores.com.br/, acesso em outubro/13.
http://www.culturaambientalnasescolas.com.br/noticia/meio-ambiente/o-que-e-
certificacao-fsc-, acesso em outubro/13.
46
10. ANEXOS
Anexo 01 – Diagnóstico Ambiental e Operacional - DOA
DIAGNÓSTICO AMBIENTAL E OPERACIONAL – DOA
Elaborado por Núcleo de Estudos em Sustentabilidade Empresarial
1. DADOS CADASTRAIS DO EMPREENDIMENTO
Nome do Empreendimento – Razão Social Inserir Logo marca
Nome do Empreendimento – Nome Fantasia
CNPJ / CPF Inscrição Estadual
Telefone Fax Celular
E-mail Home page
Nome do Responsável
Telefone Fax Celular E-mail
Situação do Empreendimento
( ) Em atividade ( ) Em implantação
( ) Em ampliação ou reforma. Prazo de Conclusão: _______________________
( ) Previsão de ampliação. Quando será iniciado:________________________ Quando será concluído: _________________________________
( ) Previsão de mudança. Qual a previsão: _____________________________ Para onde: ____________________________________________
Quanto tempo no mercado?
O Empreendimento possui marca própria ?
( ) Não ( ) Sim. Especificar:
2. LOCALIZAÇÃO DO EMPREENDIMENTO
47
Endereço Número
Bairro CEP Município UF
Tipo de Vizinhança
( ) Industrial ( ) Residencial ( ) Comercial ( ) Mista – Industrial e Residencial ( ) Mista – Industrial e Comercial
( ) Mista – Residencial e Comercial ( ) Outras: Especificar: ________________________________________________________________
3. IMÓVEL (m2)
Área Total Área Construída para Administração
Área do Terreno não Edificada Área Construída para a Produção
4. ESCALA DE TRABALHO
Horário de Funcionamento Número de Turnos de Trabalho em cada 24 horas
Jornada de Trabalho Produção Administração
Diária (horas/dia)
Mensal (dias/mês)
Anual (Meses/ano)
5. QUANTIDADE DE EMPREGADOS (Unidade)
Descrição Registrados Terceirizados Temporário Outros/Familiar
Na Administração
Na Produção
Outros
Total
6. CARACTERÍSTICAS DA PRODUÇÃO
6.1. CARACTERÍSTICAS DO PRODUTO
6.1.1. O Empreendimento Trabalha sob que Forma de Produção e qual o percentual?
( ) Desenvolve sua própria linha de produtos ______% ( ) Trabalha sob Encomenda ______%
6.1.2. Especificar os três produtos mais comercializados
48
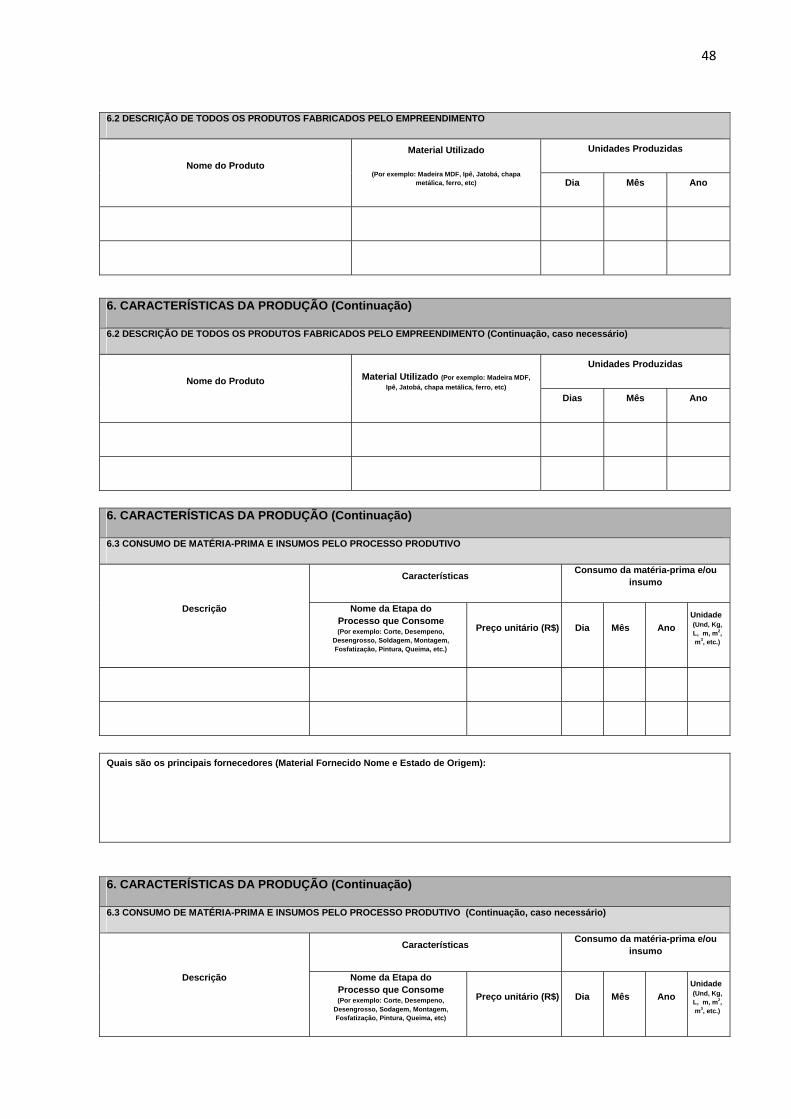
6.2 DESCRIÇÃO DE TODOS OS PRODUTOS FABRICADOS PELO EMPREENDIMENTO
Nome do Produto
Material Utilizado
(Por exemplo: Madeira MDF, Ipê, Jatobá, chapa metálica, ferro, etc)
Unidades Produzidas
Dia Mês Ano
6. CARACTERÍSTICAS DA PRODUÇÃO (Continuação)
6.2 DESCRIÇÃO DE TODOS OS PRODUTOS FABRICADOS PELO EMPREENDIMENTO (Continuação, caso necessário)
Nome do Produto Material Utilizado (Por exemplo: Madeira MDF,
Ipê, Jatobá, chapa metálica, ferro, etc)
Unidades Produzidas
Dias Mês Ano
6. CARACTERÍSTICAS DA PRODUÇÃO (Continuação)
6.3 CONSUMO DE MATÉRIA-PRIMA E INSUMOS PELO PROCESSO PRODUTIVO
Descrição
Características Consumo da matéria-prima e/ou
insumo
Nome da Etapa do Processo que Consome (Por exemplo: Corte, Desempeno,
Desengrosso, Soldagem, Montagem, Fosfatização, Pintura, Queima, etc.)
Preço unitário (R$) Dia Mês Ano
Unidade (Und, Kg, L, m, m2, m3, etc.)
Quais são os principais fornecedores (Material Fornecido Nome e Estado de Origem):
6. CARACTERÍSTICAS DA PRODUÇÃO (Continuação)
6.3 CONSUMO DE MATÉRIA-PRIMA E INSUMOS PELO PROCESSO PRODUTIVO (Continuação, caso necessário)
Descrição
Características Consumo da matéria-prima e/ou
insumo
Nome da Etapa do Processo que Consome (Por exemplo: Corte, Desempeno,
Desengrosso, Sodagem, Montagem, Fosfatização, Pintura, Queima, etc)
Preço unitário (R$) Dia Mês Ano
Unidade (Und, Kg, L, m, m2, m3, etc.)
49
(Material Fornecido, Nome e Estado de Origem):
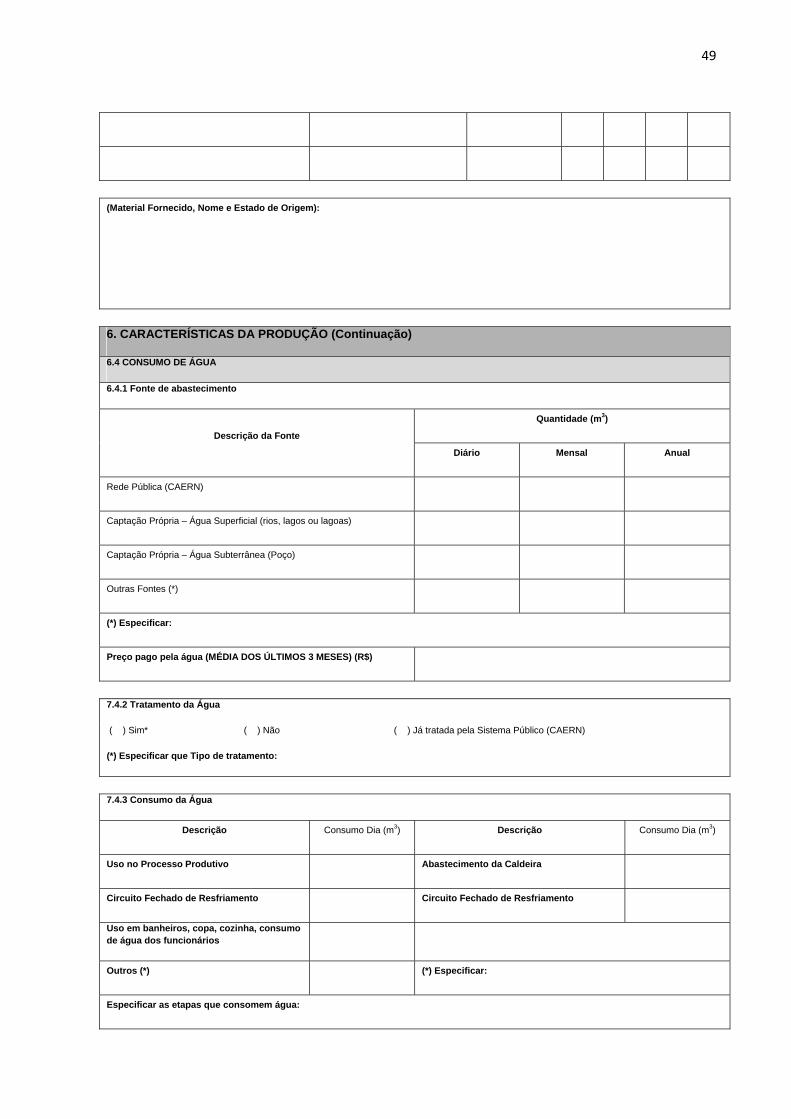
6. CARACTERÍSTICAS DA PRODUÇÃO (Continuação)
6.4 CONSUMO DE ÁGUA
6.4.1 Fonte de abastecimento
Descrição da Fonte
Quantidade (m3)
Diário Mensal Anual
Rede Pública (CAERN)
Captação Própria – Água Superficial (rios, lagos ou lagoas)
Captação Própria – Água Subterrânea (Poço)
Outras Fontes (*)
(*) Especificar:
Preço pago pela água (MÉDIA DOS ÚLTIMOS 3 MESES) (R$)
7.4.2 Tratamento da Água
( ) Sim* ( ) Não ( ) Já tratada pela Sistema Público (CAERN)
(*) Especificar que Tipo de tratamento:
7.4.3 Consumo da Água
Descrição Consumo Dia (m3) Descrição Consumo Dia (m3)
Uso no Processo Produtivo Abastecimento da Caldeira
Circuito Fechado de Resfriamento Circuito Fechado de Resfriamento
Uso em banheiros, copa, cozinha, consumo de água dos funcionários
Outros (*) (*) Especificar:
Especificar as etapas que consomem água:
50
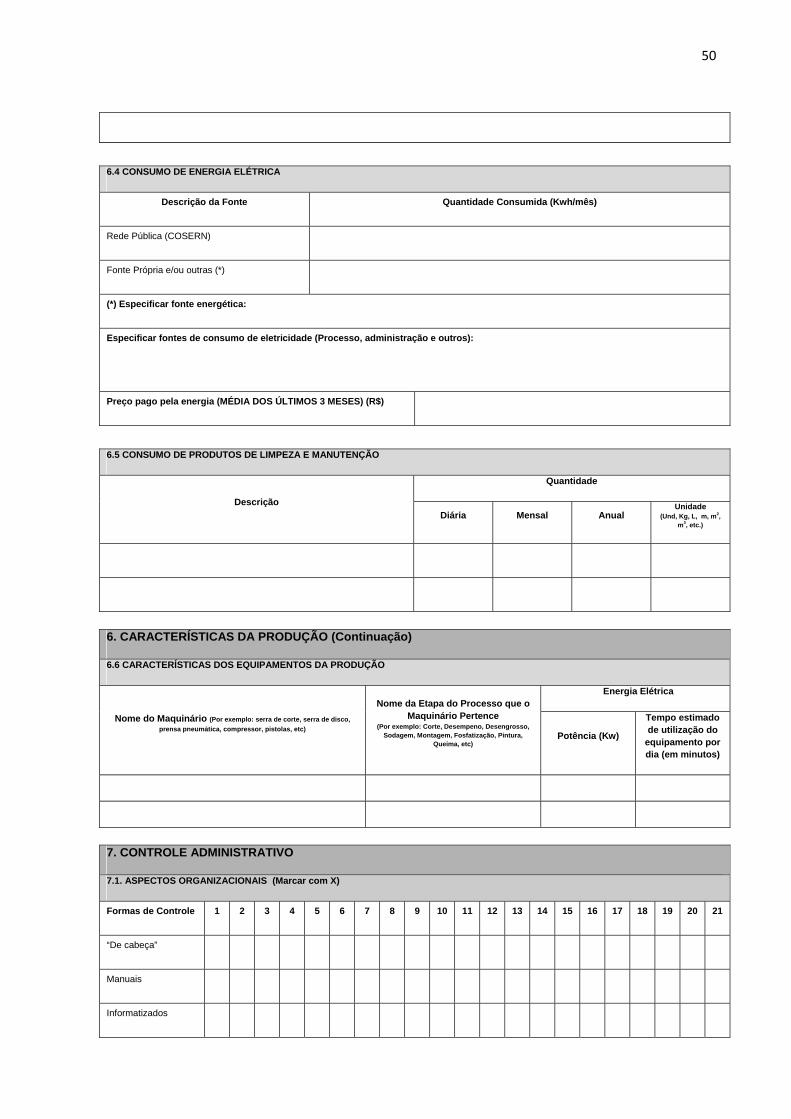
6.4 CONSUMO DE ENERGIA ELÉTRICA
Descrição da Fonte Quantidade Consumida (Kwh/mês)
Rede Pública (COSERN)
Fonte Própria e/ou outras (*)
(*) Especificar fonte energética:
Especificar fontes de consumo de eletricidade (Processo, administração e outros):
Preço pago pela energia (MÉDIA DOS ÚLTIMOS 3 MESES) (R$)
6.5 CONSUMO DE PRODUTOS DE LIMPEZA E MANUTENÇÃO
Descrição
Quantidade
Diária Mensal Anual Unidade
(Und, Kg, L, m, m2, m3, etc.)
6. CARACTERÍSTICAS DA PRODUÇÃO (Continuação)
6.6 CARACTERÍSTICAS DOS EQUIPAMENTOS DA PRODUÇÃO
Nome do Maquinário (Por exemplo: serra de corte, serra de disco,
prensa pneumática, compressor, pistolas, etc)
Nome da Etapa do Processo que o Maquinário Pertence
(Por exemplo: Corte, Desempeno, Desengrosso, Sodagem, Montagem, Fosfatização, Pintura,
Queima, etc)
Energia Elétrica
Potência (Kw)
Tempo estimado de utilização do
equipamento por dia (em minutos)
7. CONTROLE ADMINISTRATIVO
7.1. ASPECTOS ORGANIZACIONAIS (Marcar com X)
Formas de Controle 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
“De cabeça”
Manuais
Informatizados
51
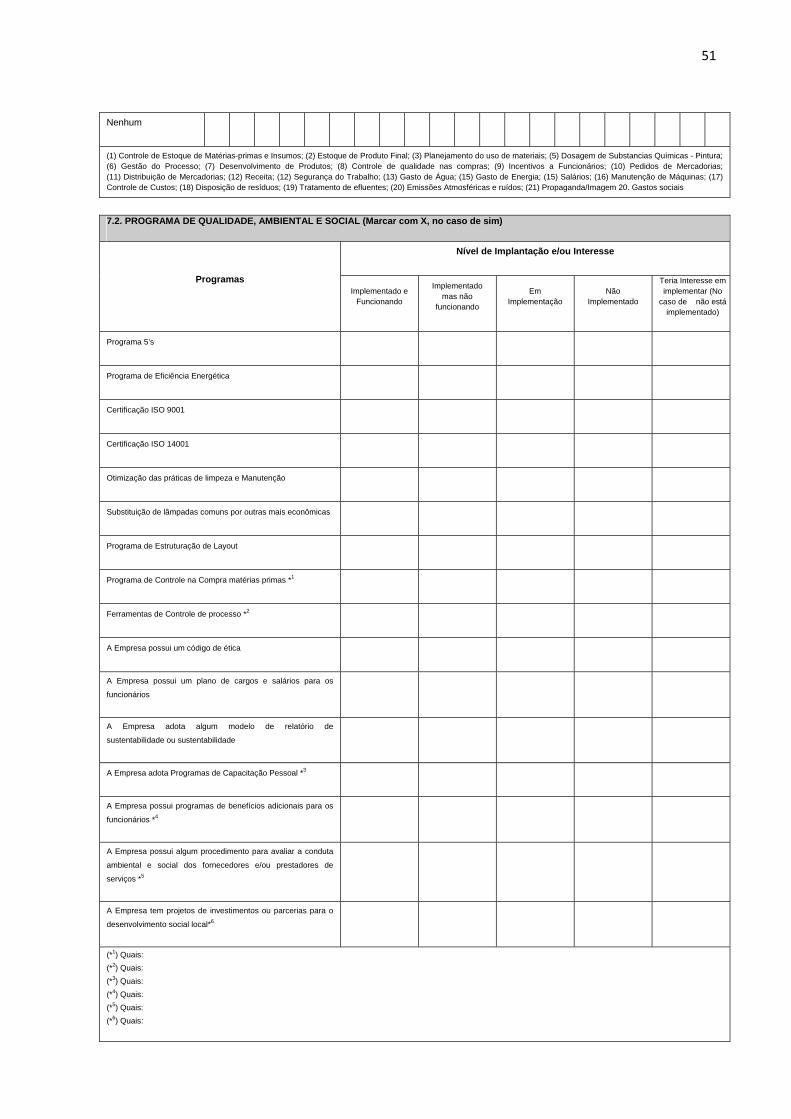
Nenhum
(1) Controle de Estoque de Matérias-primas e Insumos; (2) Estoque de Produto Final; (3) Planejamento do uso de materiais; (5) Dosagem de Substancias Químicas - Pintura; (6) Gestão do Processo; (7) Desenvolvimento de Produtos; (8) Controle de qualidade nas compras; (9) Incentivos a Funcionários; (10) Pedidos de Mercadorias; (11) Distribuição de Mercadorias; (12) Receita; (12) Segurança do Trabalho; (13) Gasto de Água; (15) Gasto de Energia; (15) Salários; (16) Manutenção de Máquinas; (17) Controle de Custos; (18) Disposição de resíduos; (19) Tratamento de efluentes; (20) Emissões Atmosféricas e ruídos; (21) Propaganda/Imagem 20. Gastos sociais
7.2. PROGRAMA DE QUALIDADE, AMBIENTAL E SOCIAL (Marcar com X, no caso de sim)
Programas
Nível de Implantação e/ou Interesse
Implementado e Funcionando
Implementado mas não
funcionando
Em Implementação
Não Implementado
Teria Interesse em implementar (No
caso de não está implementado)
Programa 5’s
Programa de Eficiência Energética
Certificação ISO 9001
Certificação ISO 14001
Otimização das práticas de limpeza e Manutenção
Substituição de lâmpadas comuns por outras mais econômicas
Programa de Estruturação de Layout
Programa de Controle na Compra matérias primas *1
Ferramentas de Controle de processo *2
A Empresa possui um código de ética
A Empresa possui um plano de cargos e salários para os
funcionários
A Empresa adota algum modelo de relatório de
sustentabilidade ou sustentabilidade
A Empresa adota Programas de Capacitação Pessoal *3
A Empresa possui programas de benefícios adicionais para os
funcionários *4
A Empresa possui algum procedimento para avaliar a conduta
ambiental e social dos fornecedores e/ou prestadores de
serviços *5
A Empresa tem projetos de investimentos ou parcerias para o
desenvolvimento social local*6
(*1) Quais:
(*2) Quais:
(*3) Quais:
(*4) Quais:
(*5) Quais:
(*6) Quais:
52
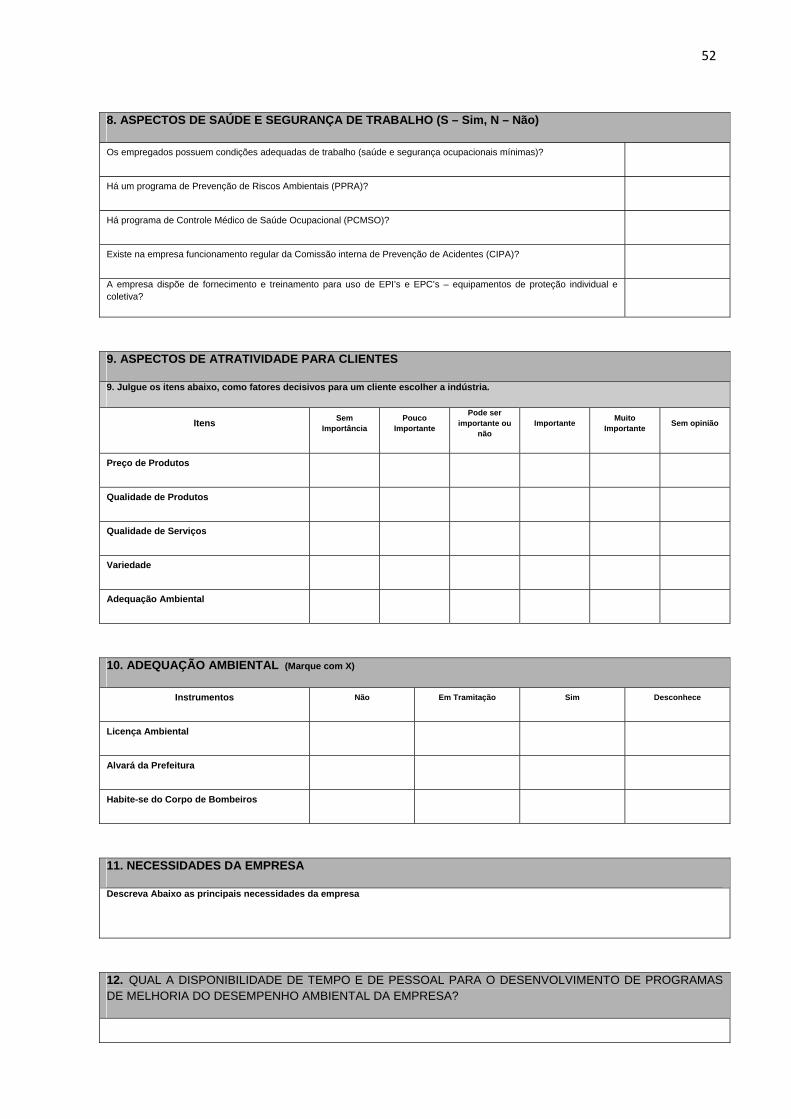
8. ASPECTOS DE SAÚDE E SEGURANÇA DE TRABALHO (S – Sim, N – Não)
Os empregados possuem condições adequadas de trabalho (saúde e segurança ocupacionais mínimas)?
Há um programa de Prevenção de Riscos Ambientais (PPRA)?
Há programa de Controle Médico de Saúde Ocupacional (PCMSO)?
Existe na empresa funcionamento regular da Comissão interna de Prevenção de Acidentes (CIPA)?
A empresa dispõe de fornecimento e treinamento para uso de EPI’s e EPC’s – equipamentos de proteção individual e coletiva?
9. ASPECTOS DE ATRATIVIDADE PARA CLIENTES
9. Julgue os itens abaixo, como fatores decisivos para um cliente escolher a indústria.
Itens Sem
Importância Pouco
Importante
Pode ser importante ou
não Importante
Muito Importante
Sem opinião
Preço de Produtos
Qualidade de Produtos
Qualidade de Serviços
Variedade
Adequação Ambiental
10. ADEQUAÇÃO AMBIENTAL (Marque com X)
Instrumentos Não Em Tramitação Sim Desconhece
Licença Ambiental
Alvará da Prefeitura
Habite-se do Corpo de Bombeiros
11. NECESSIDADES DA EMPRESA
Descreva Abaixo as principais necessidades da empresa
12. QUAL A DISPONIBILIDADE DE TEMPO E DE PESSOAL PARA O DESENVOLVIMENTO DE PROGRAMAS DE MELHORIA DO DESEMPENHO AMBIENTAL DA EMPRESA?
53
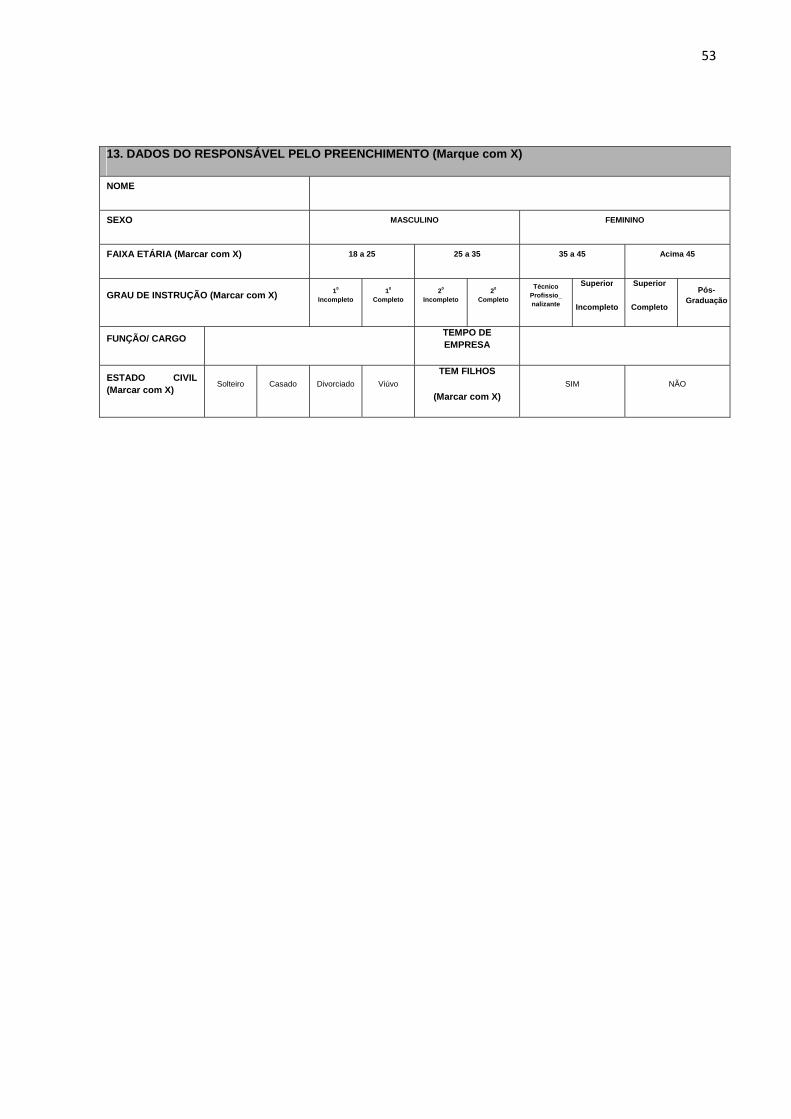
13. DADOS DO RESPONSÁVEL PELO PREENCHIMENTO (Marque com X)
NOME
SEXO MASCULINO FEMININO
FAIXA ETÁRIA (Marcar com X) 18 a 25 25 a 35 35 a 45 Acima 45
GRAU DE INSTRUÇÃO (Marcar com X) 10 Incompleto
10 Completo
20 Incompleto
20 Completo
Técnico Profissio_ nalizante
Superior
Incompleto
Superior
Completo
Pós- Graduação
FUNÇÃO/ CARGO TEMPO DE EMPRESA
ESTADO CIVIL (Marcar com X)
Solteiro Casado Divorciado Viúvo
TEM FILHOS
(Marcar com X)
SIM NÃO







![New Page 1 [] · 2021. 2. 24. · A: «ser rapariga» e B: «ser rapaz» Sabe-se que: P A 60% Logo, P B 40% P L P B | 37,5% Queremos determinar: P A L P 0,375 P L P B 0,375 0,4 P](https://img.document.onl/doc/110x75/6127d82d3929c374f65ec0e1/new-page-1-2021-2-24-a-ser-rapariga-e-b-ser-rapaz-sabe-se-que.jpg)




















![P P ] } v o u ] v o o P P t P ] } À ] ì ð l ì ï l î ì î í](https://img.document.onl/doc/110x75/62e57a59410e802a4a73d589/p-p-v-o-u-v-o-o-p-p-t-p-l-l.jpg)
