Embed Size (px)
Citation preview

1
Controle de Qualidade e Acompanhamento na Produção de Leite.
BENEFICIAMENTO E CARA
CTERIZAÇÃO DE
DA INDÚSTRIA DE NA RAGIÃO DE CORUMBATAÍ DO SUL: APROVEITAMENTO
DA CASCA
ESTÁGIO SUPERVISIONADO
Campo Mourão
Abril/2013
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
Campus – Campo Mourão
Tecnologia em Alimentos
CLAUDIO ROBRTO GRECCO

2

3
SUMÁRIO
1.INTRODUÇÃO................................................................................................... 4
2. DESCRIÇÃO DA EMPRESA .......................................................................... 6
3. ATIVIDADES DESENVOLVIDAS.................................................................... 8
3.1.1. Acompanhamento da rotina de chegada e recepção do leite cru e
distribuição no laticínio............................................................................. 8
3.1.2 . Acompanhamento da pasteurização do leite tipo “C”........................ 10
3.1.3. Verificação das condições das instalações e equipamentos no
laticínio........................................................................................................ 13
3.1.4. Implantação dos procedimentos adequados para obtenção do leite
pasteurizado............................................................................................... 14
3.2. Dificuldades encontradas.......................................................................... 16
3.3. Área de identificação do curso.................................................................. 17
3. CONCLUSÃO................................................................................................... 18
4. REFERÊNCIAS................................................................................................ 18
4
1. INTRODUÇÃO.
A importância da ciência e da tecnologia de alimentos na melhoria da qualidade de
vida do ser humano é ressaltada pela vital necessidade de se ter alimentos
saudáveis, com alto valor nutricional, disponíveis e acessíveis à população. Desde o
nascimento do ser humano, o leite apresenta-se quase indissociável de sua
alimentação, pois é um alimento natural conhecido pelo seu excelente valor nutritivo,
além de energético,contribuindo para diversas funções em todas as idades.
Pela sua constituição, água, gordura, açúcar, proteínas e sais minerais o leite
é visto como um ótimo meio de propagação de microrganismos, tornando-o de fácil
deterioração. É um alimento perecível, recomendando-se o máximo de requisitos de
higiene desde a ordenha e o mínimo tempo de exposição à temperatura ambiente
para que não altere a qualidade.
Por este motivo, o leite deve ser obtido com máxima higiene e mantido em
baixa temperatura, desde a ordenha até a ocasião de seu beneficiamento, visando
garantir as características físicas, químicas e nutricionais do produto final
(GERMANO, 2008).
Segundo Souza (1995) o leite deve passar pelo processo de pasteurização,
que pode ser lenta ou rápida. A pasteurização serve para garantir ao consumidor um
leite de melhor qualidade, livre de microrganismo. Uma vez que, o leite cru vindo dos
produtores ao chegar à plataforma de recepção do laticínio, quaisquer que seja a
sua destinação e transformação em derivados, deverá ser da melhor qualidade
possível e apresentar excelentes características, sejam elas físicas, químicas,
microbiológicas e organolépticas.
De uma maneira geral, o leite serve a fins distintos; seja para alimentação em
forma líquida, chamando-se assim leite “in natura” ou como matéria prima industrial,
estando, portanto na base da produção de variados produtos lácteos, envolvendo
operações de transformação que vão desde uma pura e simples desidratação até a
elaboração de produtos obtidos através de profundas alterações de todos os
constituintes, muito especialmente a proteína, gordura, e a lactose, como é o caso
da fabricação dos queijos (VALSECHI, 2001).
O estágio realizado teve como objetivo acompanhar o processo de produção
do leite pasteurizado tipo “C”, onde foram apresentados conceitos, fundamentos
técnicos, além de outras informações que vão desde a obtenção do leite de boa

5
qualidade até o produto final com características ótimos para o consumo, além de
utilizar as Boas Práticas de Fabricação (BPF), mesmo não tendo sido implantada
oficialmente, para minimizar a contaminação dos produtos lácteos agregando
qualidade no produto final, melhorando a recepção da matéria-prima e a produção
de derivados, armazenando de acordo com as especificações estabelecidas de
temperatura, consequentemente os índices de contaminação e alteração da
qualidade no produto final.
6
2. DESCRIÇÃO DA EMPRESA.
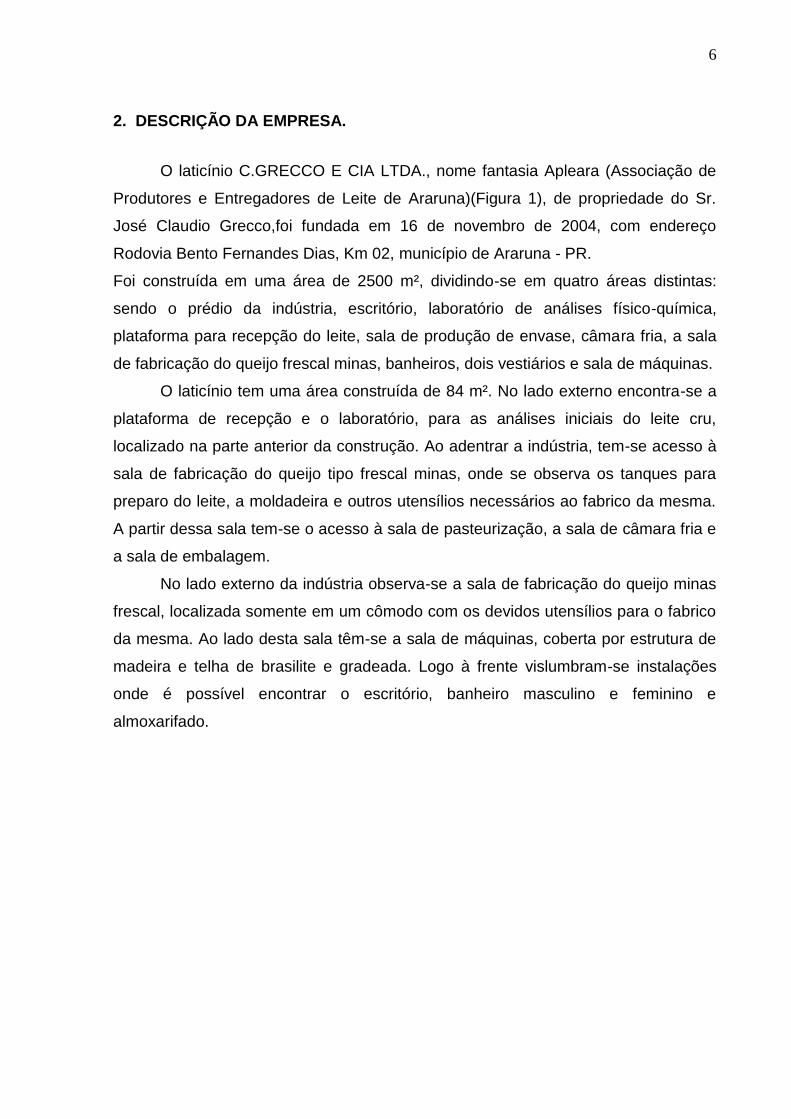
O laticínio C.GRECCO E CIA LTDA., nome fantasia Apleara (Associação de
Produtores e Entregadores de Leite de Araruna)(Figura 1), de propriedade do Sr.
José Claudio Grecco,foi fundada em 16 de novembro de 2004, com endereço
Rodovia Bento Fernandes Dias, Km 02, município de Araruna - PR.
Foi construída em uma área de 2500 m², dividindo-se em quatro áreas distintas:
sendo o prédio da indústria, escritório, laboratório de análises físico-química,
plataforma para recepção do leite, sala de produção de envase, câmara fria, a sala
de fabricação do queijo frescal minas, banheiros, dois vestiários e sala de máquinas.
O laticínio tem uma área construída de 84 m². No lado externo encontra-se a
plataforma de recepção e o laboratório, para as análises iniciais do leite cru,
localizado na parte anterior da construção. Ao adentrar a indústria, tem-se acesso à
sala de fabricação do queijo tipo frescal minas, onde se observa os tanques para
preparo do leite, a moldadeira e outros utensílios necessários ao fabrico da mesma.
A partir dessa sala tem-se o acesso à sala de pasteurização, a sala de câmara fria e
a sala de embalagem.
No lado externo da indústria observa-se a sala de fabricação do queijo minas
frescal, localizada somente em um cômodo com os devidos utensílios para o fabrico
da mesma. Ao lado desta sala têm-se a sala de máquinas, coberta por estrutura de
madeira e telha de brasilite e gradeada. Logo à frente vislumbram-se instalações
onde é possível encontrar o escritório, banheiro masculino e feminino e
almoxarifado.
7
Figura-1 Laticínio C. GRECCO E CIA LTDA.

8
3. ATIVIDADES DESENVOLVIDAS.
3.1.1. Acompanhamento da rotina de chegada e recepção do leite cru e distribuição no laticínio.
A origem do leite são da propriedade rural da família proprietária da empresa
C. GRECCO E CIA LTDA. E das propriedades próximas onde há uma maior
disponibilidade de matéria-prima para o laticínio.
O leite chega à plataforma de recepção do laticínio em latões inox, não
climatizados (Figura 2), de 550 Lt, onde são recebidos por um funcionário
capacitado e devidamente uniformizado.
Figura 2. Transporte de leite em latões especiais não climatizados
Dos latões se retiram amostras para análises laboratoriais. Além destas
análises, também são examinadas suas características organolépticas (cor, aspecto
e cheiro) pelo encarregado da recepção. Caso se detecte anomalias o leite é
separado e descartado.

9
Primeiramente realiza-se o teste do Alizarol, para decidir o destino do leite, ou
seja, beneficiado tipo “C”,ou produção de queijo. A estabilidade ao Alizarol, que é
uma prova rápida empregada na plataforma de recepção do laticínio, indica a acidez
e estabilidade térmica do leite.
Mesquita (2006) afirma que o teste do Alizarol, compreende um procedimento
de rotina, executado no ato de recebimento do leite pelas indústrias de laticínios.
Baseia-se no mesmo fundamento do teste do álcool, porém a alizarina que é o
indicador de pH, permite estimar o grau de acidez e auxiliar na diferenciação entre o
desequilíbrio salino e a acidez excessiva. O leite testado nos fornece asegurança se
o mesmo poderá ou não ser pasteurizado (aquecido), pois o leite ácido tende a
coagular quando submetido ao calor.
A amostra de leite é cuidadosamente misturada dentro de um recipiente
denominado pelo técnico do laticínio de “Lamparina” a uma solução alcoólica
contendo um indicador de pH (alizarina) e observa-se a ocorrência da formação de
um precipitado, coagulação ou a mudança de cor, onde a coloração vermelho tijolo
indica leite normal, amarelada indica leite ácido e a cor roxa ou violeta indica um
leite altamente alcalino, podendo ser um indicativo da presença de água, leite
originário de vacas com mastite ou leite adicionado de redutores de acidez como
bicarbonato de sódio.
Em seguida é retirada uma amostra do leite para verificação da presença de
água adicionada, teor de gordura, extrato seco desengordurado (ESD), densidade,
ponto de congelamento, sal, e proteína, lactose, temperatura do leite através de um
Analisador de Leite (Lactoskan), ultrasônico portátil, denominado Ekomilk® (Figura
3). O Lactoskan realiza rapidamente as análises e a média diária dos valores
analisados.

10
Figura 3. Lactoskan, banho maria e centrífuga
O leite é analisado, recebido, medido através de régua, filtrado e estocado em
tanques de recepção refrigerado antes de ser pasteurizado.
O processamento do leite é feito com duas finalidades: pasteurização para
consumo e produção de derivados, como queijos, manteiga e iogurte.
3.1.2. Acompanhamento da pasteurização do leite tipo “C”.
De acordo com o Ministério da Agricultura, Pecuária e Abastecimento
(MAPA), por meio da Instrução Normativa n.62 de 26 de agosto de 2003 anexo 3 –
Regulamento Técnico de Produção, Identidade e Qualidade do Leite Tipo C, define-
se que: “Leite Pasteurizado tipo “C”, classificado quanto ao teor de gordura como
integral, padronizado a 3% m/m (três por cento massa por massa), semi desnatado
ou desnatado, submetido à temperatura de 72 a 75ºC durante 15 a 20s, em
equipamento de pasteurização a placas, dotado de painel de controle com
termoregistrador e termorregulador automático, válvula automática de desvio de
fluxo, termômetros e torneiras de prova, seguindo-se resfriamento imediato em

11
aparelhagem a placas até temperatura igual ou inferior a 4ºC e envase no menor
prazo possível, sob condições que minimizem contaminações”.
O leite recebido é devidamente analisado e filtrado para retiradas das
impurezas grosseiras como: insetos, pelos ou terra. É utilizada para a filtração uma
tela verde de poliéster, de fácil limpeza, que está sobreposta ao tanque de recepção
(Figura 4).
Figura 4. Clarificadora
Através de dutos (canos) o leite é levado do tanque de recepção para o
pasteurizador de placas onde será submetido a determinadas temperaturas durante
um tempo pré-estabelecido, visando eliminar bactérias patógenas e diminuir
bactérias deteriorantes, aumentando a vida útil do leite. Do pasteurizador (Figura 5)
o leite é direcionado para a seção de envase (Figura 6).

12
Figura 5. Pasteurizador
Figura 6. Envasador
Após o envase em embalagens apropriadas o leite tipo “C”, pasteurizado é
armazenado em uma câmara fria (Figura 7), onde a temperatura varia de 4 a 7ºC. A
distribuição destes produtos é feita dentro de caixas isotérmicas refrigeradas e
transportados em caminhonetes até os mercados locais para comercialização.

13
Figura 7. Câmara fria
3.1.3. Verificação das condições das instalações e equipamentos no laticínio.
A importância da higienização em laticínios consiste na limpeza e sanitização
dos equipamentos e superfícies. A limpeza dos equipamentos viabiliza
principalmente na eliminação da maior quantidade possível de resíduos do leite e
dos produtos lácteos para o desenvolvimento dos microrganismos e a sua
sanitização consiste em destruir a maior parte dos microrganismos presente nos
equipamentos e superfícies.
Para Costa (1994) as principais razões para controlar o desenvolvimento de
microrganismos são: prevenir a transmissão de doenças e infecções, prevenir a
contaminação ou crescimento de microrganismos nocivos e prevenir a deterioração
e dano de materiais e/ou equipamentos por microrganismos.
No laticínio há condições de infra estrutura e funcionamento dos
equipamentos. Destes equipamentos há cinco tanques, um na plataforma de
recepção do leite com uma peneira para filtragem das sujidades mais grosseiras,
Estes equipamentos são lavados com água morna e detergente alcalinolíquido
14
diariamente após o uso, e uma vez por semana com ácido nítrico para eliminação da
pedra do leite.
Na sala de pasteurização encontra-se um pasteurizador utilizado para
pasteurização do leite tipo “C”. Após o uso procede-se a circulação CIP de
detergente a 85ºC por 30 minutos, enxágue por circulação de água.
Os outros equipamentos como embaladeira, utensílios (mesa, facas, liras,
baldes, pás), são todos em aço inox o que permitiu que a limpeza fosse realizada
com água morna, detergente líquido neutro e solução de hipoclorito de sódio. Em todas as dependências do laticínio, como laboratório, plataforma de
recepção, banheiro e escritório, a limpeza procedia apenas com água e água
sanitária.Para cada litro de água, adicionou de 5 a 10 mL para cada litro de água
desta solução.
3.1.4. Implantação dos procedimentos adequados para obtenção do leite
pasteurizado.
Para que o leite pasteurizado tipo C, seja considerado de qualidade e seguro
para a saúde daqueles que o consomem, deve apresentar características como:
baixas contagens bacterianas, ausência de resíduos de medicamentos veterinários,
mínima contaminação com produtos químicos ou toxinas microbianas. E para isso
são necessárias boas práticas desde a ordenha do animal até a distribuição no
comércio local. Isso começa no campo, pois o manejo dos animais deve ser
adequado, havendo a máxima higiene do ordenhador, no animal e nos utensílios
utilizados. Limpar e desinfetar as instalações e utensílios utilizados, lavar sempre as
mãos antes e após a ordenha. (GRACINDO, A. P; PEREIRA, G. F, 2009).
A implantação de procedimentos para melhoria do processo produtivo do
laticínio visa obter um leite e um queijo frescal com sabor agradável e alto valor
nutritivo, isto ocasiona uma grande rendimento na produção, diminuindo assim as
despesa.
No laticínio foi instruído um programa de higienização objetivando a
eliminação de todo tipo de sujidades e de microrganismos prejudiciais. Este

15
programa foi ministrado verbalmente e sob formas de informativos impressos e
colocados em locais visíveis para que todos que tivessem acesso ao laticínio
pudessem visualizar. E ainda intensificou-se análises no recebimento do leite;
Iniciou-se treinamento dos colaboradores quanto à higiene pessoal e atitudes
(Figura 8).
Figura. 8 Colaboradores
Foi elaborado e exposto o Manual de Boas Práticas de Fabricação, de acordo
com Ministério da Agricultura Pecuária e Abastecimento - MAPA – Instrução
Normativa Nº 51, de 18 de setembro de 2002, Resolução DIPOA/SDA Nº 10, de 22

16
de maio de 2003, Programa de Procedimentos – Padrão de Higiene – PPHO, nos
estabelecimentos de leite e derivados.
Segundo Figueiredo (1999) a natureza da superfície de equipamentos e
instalações apresenta uma importante influência na ação dos agentes de limpeza e
sanificação, facilitando ou dificultando a higienização. Os finais das superfícies
precisam ser lisos, livres de fendas e arranhões, construídos de materiais não
tóxicos, à prova de danos, resistentes à corrosão, não absorventes e incapazes
demigrar para os produtos alimentícios. No formato dos equipamentos os cantos
devem ser arredondados, superfícies inclinadas, facilitando o escoamento de
produtos de limpeza, com acesso fácil à inspeção periódica.
3.2. Dificuldades encontradas.
A realização deste estágio procedeu de acordo com as expectativas
esperadas, correspondendo-as, pois foi demonstrado na prática o que foi ministrado
no curso tecnológico em alimentos.
Algumas dificuldades para realização do mesmo se destacaram, embora
sejam corriqueiras e sem muita importância. Uma delas é o meio de transporte para
chegar até o laticínio, pois o mesmo se localiza fora da cidade, precisando, portanto
de meio de locomoção mais rápido e seguro. O período de realização do estágio foi
de muitas chuvas e a estrada por não ser pavimentada encontrava-se em estado de
difícil transitação.
Outra dificuldade em destaque foi à quantidade de funcionários que trabalham
no laticínio, por serem poucos quase não tinham tanto interesse em demonstrar o
processo geral do laticínio, visto que eles se encontravam sobrecarregados de
funções, tinham dias de folga em atraso e também possuíam pouca instrução
pedagógica.
Por fim, ressalto que o estágio nos fornece na prática conhecimentos que às
vezes passam despercebidos em aula teórica. E principalmente nos prepara para o
mercado de trabalho nos tornando melhores e mais capacitados.

17
3.3. Área de identificação do curso.
A realização deste estágio procedeu de acordo com as expectativas
esperadas, correspondendo-as, pois foi demonstrado na prática o que foi ministrado
no curso Tecnológico em Alimentos.
Por isso, ressalto que o estágio nos fornece na prática conhecimentos que às
vezes passam despercebidos em aula teórica. E principalmente nos prepara para o
mercado de trabalho nos tornando melhores e mais capacitados.
No estágio foram identificados conteúdos ministrados no curso que tiveram
um aproveitamento direto ou indireto. As disciplinas em destaque foram Higiene
Industrial, Segurança Alimentar Controle de Qualidade, Microbiologia de Alimentos e
Métodos de Conservação da Indústria de Alimentos.

18
3. CONCLUSÃO.
A realização do estágio em uma empresa como o laticínio C. GRECCO E CIA
LTDA., demonstra a importância dos conhecimentos adquiridos na vida acadêmica,
oferecendo condições para que estes sejam exercidos com qualidade.
Observou-se que o leite quando não tratado corretamente, é um ótimo meio
de crescimento de microrganismos, inclusive os que causam enfermidades. Desta
forma é de suma importância que se tomem todas as precauções possíveis com
relação à saúde e higiene dos empregados, equipamentos e utensílios utilizados,
tubulações em contato com a matéria-prima entre outros fatores.
É necessário, também, a implantação das Boas Práticas de Fabricação,
oficialmente, para que o laticínio não venha a sofrer sanções pelos órgãos
competentes.

19
4. REFERÊNCIAS.
COSTA, C. R. Treinamento em Procedimentos de Higienização em Laticínios. Curitiba: 2001. Disponível em:
http://www.eteavare.com.br/arquivos/836_565.pdf. Acesso em: 06 jul 2011.
FIGUEIREDO, R. M. PRP – Programa de Redução de Patógenos e SSOPs - Padrões de Procedimentos Operacionais de Sanitização - Manual de Procedimentos e Desenvolvimento. v. I. n. 6. São Paulo: Núcleo, 1999. 164p.
GERMANO, P; M. L. Higiene e vigilância sanitária de alimentos. 3.ed. Barueri, SP: Manole, 2008.
GRACINDO, Â. P.; PEREIRA, G. F. Produzindo leite de alta qualidade. Rio Grande do Norte, 2009. Disponível em: http://www.emparn.rn.gov.br/contentproducao/aplica
cao/emparn/arquivos/pdf/produzindo%20leite%20de%20alta%20qualidade.pdf. Acesso em: 04 jul 2011.
HOFFMANN, F. L.; CRUZ, C. H. G.; VINTURIM, T. M. Avaliação das características microbiológicas do leite tipo “C” vendido na região de São José do Rio Preto – SP. B. Ceppa, Curitiba: v.12, n.1, jan/jun., 1994.
MESQUITA, A.J.; NEVES, R.B.S.; COELHO, K.O. A qualidade do leite na região Centro-Oeste. In: MESQUITA, A.J., DÜRR, J.W., COELHO, K.O. Perspectivas e avanços da qualidade do leite no Brasil. Goiânia: Talento. 2006. 352p.
SOUZA, M. R., RODRIGUES, R., FONSECA, L. M., CERQUEIRA, M. M. O. P. Pasteurização do leite. Caderno Técnico da Escola de Veterinária UFMG, n. 13, p.85-93, 1995.
VALSECHI, O. A. Tecnologia de produtos agrícolas de origem animal. Araras, SP. 2001.