Embed Size (px)
Citation preview

APLICAÇÃO DE FERRAMENTAS
LOGÍSTICAS PARA OTIMIZAÇÃO DAS
OPERAÇÕES DE ESTOCAGEM E
ARMAZENAGEM EM UM DEPÓSITO:
ESTUDO DE CASO EM UMA
DISTRIBUIDORA.
Franck de Azevedo Ferreira Filho (UNAMA)
O presente trabalho descreve um estudo sobre a importância do uso
adequado da Logística como importante ferramenta estratégica para
uma organização. Serão apresentados alguns conceitos de projetos de
layout e relacionados com a melhor apliccação das operações de
estocagem e movimentação de materiais. O principal objetivo deste
trabalho é demonstrar o uso de técnicas, como a curva ABC, gestão de
categorias, otimização de layout em situação prática, para isso é
apresentado um estudo de caso onde é feito uma revisão de layout e
aplicação do novo modelo.
Palavras-chaves: Layout, Estocagem, Armazenagem, Movimentação
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão.
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
2
1. Introdução
Com a globalização dos mercados e a mudança do perfil do cliente, que estão cada vez mais
exigentes e bem informados, acabam forçando as empresas a serem mais criativas, ágeis e
flexíveis alem de elevar a qualidade de seus serviços.
Dentro destes parâmetros a logística entra como aliada na busca pela supremacia do mercado
consumidor. Ela passa a ter papel estratégico importante no gerenciamento, aquisição,
movimentação e armazenagem de materiais, peças, produtos acabados e informações entre
esses elementos, de modo a maximizar os ganhos, minimizar os custos e atender aos anseios
dos clientes.
Fazendo uso desta constatação, pela busca do processo ótimo, é preciso produzir com um
custo menor e agregando máximo valor ao produto, parte-se ao ponto de avaliar o rendimento
de todas as operações logísticas envolvidas no processo produtivo.
Na Gestão de Materiais o uso do adequado do arranjo físico é de extrema importância, pois
influenciará diretamente no rendimento das demais atividades logísticas como a Estocagem e
Armazenagem, haja vista que essas atividades podem absorver 12% a 40% dos custos
logísticos da empresa (BALLOU, 2006).
Visando a aplicação adequada de recursos este artigo relacionará alguns conceitos sobre
projeto industrial e aplicara técnicas voltadas à otimização nas operações de estocagem e
armazenagem com a realidade de uma distribuidora na Região Metropolitana de Belém
(RMB)
2. Importância da armazenagem e movimentação
Em contrapartida a operação de transporte que é realizada em locais e tempos distintos as
operações de armazenagem e movimentação acontecem em pontos vitais dentro da cadeia de
suprimentos. Na grande maioria das vezes ocorre em locais fixos e devido isso passam a ter
seus custos intimamente relacionados à seleção destes locais.
Bowersox (2006) determina a importância dessas atividades dentro de um armazém. Os
produtos devem ser recebidos, movimentados, estocados, classificados e montados, com
finalidade de satisfazer os anseios dos clientes.
Moura (2005) define a movimentação de materiais como a preparação e colocação e
posicionamento dos produtos com único intuito de facilitar a estocagem.
Os custos envolventes a essas atividades são justificados pelo fato de não ser possível definir
com exatidão a demanda dos produtos pela empresa e normalmente existem grandes
distancias que separam os produtores dos consumidores, dificultando que as mercadorias
sejam fornecidas instantaneamente.
Ballou (2006) especifica quatro razões básicas para utilizar um espaço físico para estocagem,
1) reduzir os custos de transportes e produção; 2) coordenar oferta e demanda; 3) assessorar
no processo de produção; 4) colaborar no processo de comercialização.
A armazenagem e o estoque são despesas adicionais, mais podem ser compensadas a partir de
um aumento da eficiência no transporte ou produção, fica mais bem evidenciado na Figura 1.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
3
Figura 1 Compensação de custos
O manuseio de materiais é um elemento-chave nas atividades logísticas e não pode ser
desconsiderado. Ballou (2006) defende de forma sucinta o manuseio de materiais em três
atividades principais, 1) carga e descarga; 2) movimento para e da estocagem, 3) atendimento
dos pedidos.
Carga e Descarga são exatamente as primeiras e ultimas atividades dentro de um armazém, a
localização de seus pontos dentro de um armazém influencia diretamente no fluxo de
materiais; a atividade de movimentação para e da estocagem, está exatamente entre as
atividades de carga e descarga. Algumas vezes certos produtos necessitam ser movimentados
diversas vezes ao longo de sua permanência no sistema. Já o atendimento dos pedidos é a
seleção do estoque nas áreas destinadas a separação de pedidos para atender as ordens de
venda.
Segundo Moura (2005) a unitização de cargas é uma técnica de muito uso para aperfeiçoar a
atividade de movimentação, onde além de reduzir o tempo de execução diminui a necessidade
de empregos de outros recursos. Ele define com o seguinte conceito: “diversos volumes de
mercadorias são acondicionados ou arrumados de modo a constituírem „unidades‟ maiores
para que possam ser mecanicamente movimentados ao longo da cadeia de transporte,
eliminando-se, assim, os múltiplos, dispendiosos e desnecessários manuseios da carga
fracionada”
À medida que aumenta o tamanho da carga movimentada diminui o numero de viagens para
estocar uma determinada carga, Ballou (2006), afirma: “a economia no manuseio dos
materiais é diretamente proporcional ao tamanho da carga manuseada”.
3. Influencia do Layout no desempenho logístico
A realização de uma operação eficiente de armazenagem depende diretamente de um bom
layout do armazém, que influencia diretamente ao grau de acessibilidade ao material, os
modelos de fluxo de material, a eficiência da mão-de-obra.
Com isso o objetivo de se estudar o Layout de um armazém deve ser traçado de modo a
assegurar a utilização máxima de um armazém, no auxilio da diminuição de custos
relacionados à movimentação de materiais. Bowersox (2006) vai além, quando enfatiza a

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
4
busca pelo equilíbrio entre os custos do manuseio de materiais e a utilização do espaço do
armazém. Um bom layout deve ter as seguintes características:
Facilitar o fluxo de materiais;
Reduzir os tempos de trabalho;
Assegurar a utilização máxima do espaço;
Eliminar as zonas de estocagem poucos eficientes;
Proporcionar a estocagem mais econômica, em relação às despesas de equipamento;
Proporcionar a redução de danos a material e mão-de-obra do armazém;
Propiciar a flexibilidade máxima, para satisfazer as necessidades de mudança de
estocagem e movimentação.
Os grupos de produtos devem estar definidos, com intuito de facilitar a execução da operação
de manuseio. Prever uma boa sistematização do espaço seja para acesso das zonas de
estocagem ou para sistematização das instalações de trabalho.
O modelo de estocagem deve favorecer a utilização máxima do armazém, geralmente o
modelo que contem a estrutura porta-paletes é a estrutura mais difundida e aplicada no
mercado, devido não somente a sua praticidade, mais também pelo ser menor
custo/estocagem de palete.
4. Estudo de Caso
4.1. Característica da Empresa
Empresa familiar com quinze anos de mercado inserida no setor de Varejo faz parte do nível
intermediário da Cadeia de Suprimentos, hoje sendo responsável pelo Canal de distribuição e
abastecimento do pequeno, médio e grande varejo. Sua área de atuação abrange os estados do
Pará e Amapá, tendo grande atuação na Região Metropolitana de Belém (RMB)
Seu principal nicho de mercado e a comercialização de perfis de alumínio, porém como toda
organização que pretende se estabelecer no mercado foi necessário a expansão para outras
áreas, como a inserção no mercado da construção Dry-Wall (Construção a seco).
Devido ao crescimento da empresa, e o aumento das exigências do mercado consumidor, fez-
se necessário investir no uso da logística como ferramenta estratégica, com objetivo de
reduzir custos e elevar o nível de serviço prestado pela organização
Por possuir um papel estratégico foi detectada a importância da aplicação de técnicas que
buscam um melhor desempenho para responder aos anseios dos clientes, buscando melhorar o
nível de serviço prestado a eles, reduzindo os níveis de ruptura na Cadeia, como a falha no
abastecimento e atrasos.
Suas operações correspondem à compra, armazenagem, venda e processamento de pedidos,
hoje a empresa conta com um armazém que possui aproximadamente 626m². Com o aumento
do número de produtos comercializados e com as restrições existentes no armazém torna-se
critica o gerenciamento dessas operações, mostrando dessa forma a importância de se obter
novas estratégias na tentativa de atenuar esses problemas.
4.2. Metodologia
4.2.1. Principais problemas detectados

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
5
A primeira característica prejudicial ao rendimento da empresa está relacionada à
movimentação de materiais. Pois todas as operações de carga e descarga e movimentação de
materiais são realizadas manualmente, limitando assim o processo.
Outro fator prejudicial ao bom desempenho é a falta de um estudo de layout, onde fica
evidenciada a falta de planejamento nos locais de armazenagem, não havendo endereçamento
do estoque, onde existem vários produtos estocados no mesmo endereço dificultando, desta
forma sua separação. Não há uma estrutura de armazenagem, todo produto fica estocado no
chão.
No layout atual, a localização dos produtos não atende o critério de giro e de otimização dos
espaços, produtos de alto giro estão localizados no final do armazém. Desta forma inviabiliza
a gestão de estoques, reduz na produtividade operacional. Com essa avaliação foi detectado os
seguintes problemas:
Quadro funcional superdimensionado;
Elevado níveis de avarias;
Elevado níveis de divergência de estoques;
Baixa produtividade.
4.2.2. Levantamento dos Dados
Diversos meses de trabalho foram necessários até que pudesse identificar o funcionamento
atual da empresa em questão e se coletasse os dados necessários ao estudo proposto. Dentre
os dados destacam-se como é organizado os produtos em estoque, quais os custos envolvidos
e o tempo gasto na operação de armazenagem e movimentação.
4.2.3. Caracterização do Setor de Movimentação e Armazenagem
O setor de movimentação e armazenagem conta com um total de quatro funcionários,
responsáveis pela armazenagem, movimentação, separação e expedição dos produtos. Porém
alguns produtos como Gesso e MDF tem suas descargas realizadas por terceiros contratados
somente para realizar a descarga do caminhão.
Pelo fato do prédio ter sido adquirido, o mesmo não teve seu projeto dimensionado às
necessidades da empresa, ele possui apenas uma doca para o recebimento e expedição dos
materiais. E seu dimensionamento não é favorável a execução dessas atividades, faz com que
toda descarga seja realizada na rua. A movimentação dos materiais é feita manualmente,
utilizando um carro manual de quatro rodas para movimentar os produtos da área de
estocagem até a separação do pedido.
O principal produto comercializado pela empresa são perfis de alumínios, porém houve a
inserção dos produtos Dry-Wall (construção a seco), como chapas de gesso. Com essa
inserção de novos produtos houve a necessidade de reavaliação do layout da empresa, a
situação atual prioriza a armazenagem de perfis de alumínio, sendo desprezadas quaisquer
influências que outros produtos possam ter no rendimento operacional.
4.2.4. Coleta de Dados da Empresa
A partir de decisão sobre as deficiências operacionais da empresa foi desenvolvido um
trabalho que consistiu na criação de famílias e grupos de todos os produtos estocados no
armazém, a fim de organizar a Gestão de Materiais. O principal objetivo era localizar áreas de
estocagem com baixo rendimento.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
6
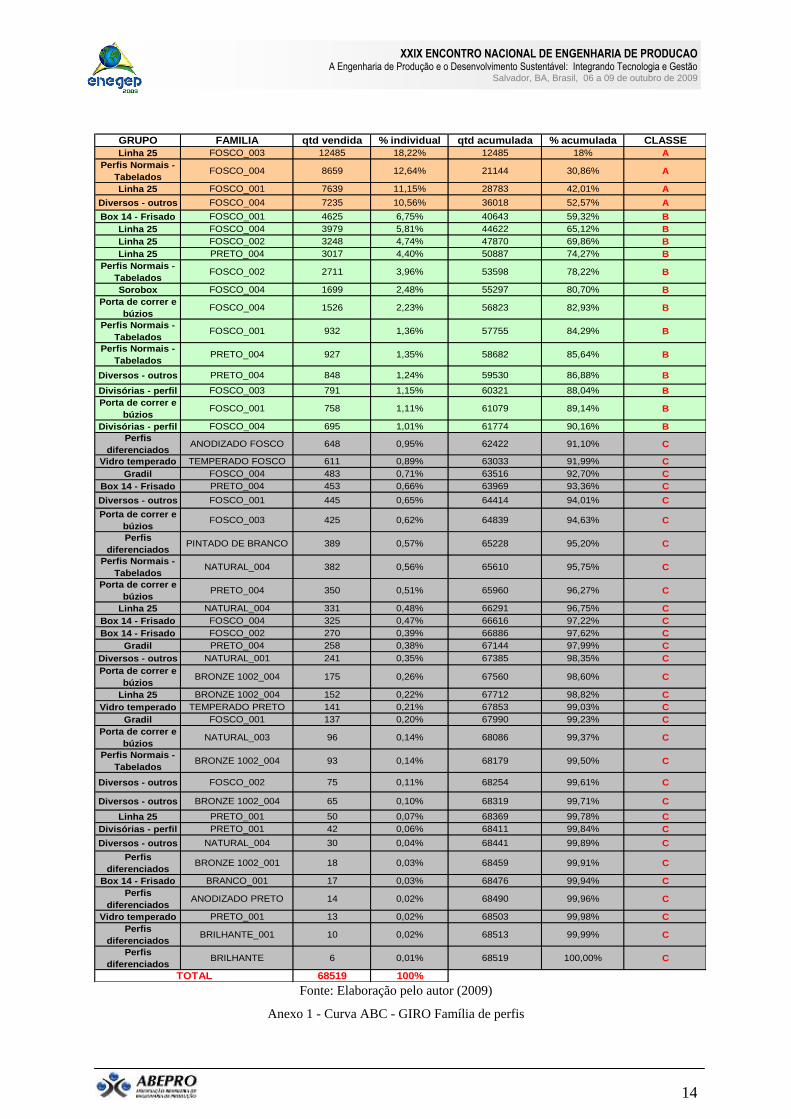
Ainda nessa etapa, fazendo uso dos dados obtidos da nova reformulação das famílias e
grupos, foi desenvolvido um estudo para criação da Curva ABC (Ver em Anexo 1) utilizando
como fator de avaliação o grau de giro dos produtos estocados.
Fazendo uso dessa informação na segunda etapa trabalhou-se definição das estratégias de
armazenagem a serem desenvolvidas. Foram levantadas as deficiências operacionais e
definidas as novas áreas de armazenagem.
Na terceira e última etapa, foi realizado o trabalho de desenvolvimento do layout do armazém,
buscando aperfeiçoar os fluxos de movimentação de materiais, redução dos tempos gastos na
operação. Após essa análise alguns cenários que foram apresentados à diretoria da empresa.
A tabela 1 informa as famílias geradas na primeira etapa do trabalho, os dados foram lançados
na planilha de Excel.
GRUPO FAMILIA GRUPO FAMILIA
1 TELHAS
Telha de alumínio
2 GESSO
Chapas de Gesso
Telha Ecológica Perfil Galvanizado
Fibra de Vidro Massa
3 ISOLANTES
Cobertura 4 DIVISÓRIA
Painel
Forro Porta
Parede 6 CRF
Painel Wall
5 MDF Painel MDF Placa Cimentícia
Fórmica 8 POLICARBONATO
Perfis
7 CHAPAS Alumínio Chapas
Box
10 DIVISÓRIAS -
PERFIL
Fosco_004
9 LINHA 25
Natural_004 Fosco_003
Fosco_004 Preto_001
Preto_004
11 GRADIL
Fosco_004
Fosco_003 Preto_004
Fosco_002 Fosco_001
Fosco_001
13
PORTÃO DE
CORRER E
BÚZIOS
Fosco_004
Preto_001 Preto_004
Bronze 1002_004 Fosco_003
12 BOX 14 -
FRISADO
Fosco_004 Fosco_001
Preto_004 Natural_003
Fosco_002 Bronze 1002_004
Fosco_001 15
VIDRO
TEMPERADO
Temperado Fosco
Branco_001 Temperado Preto
14
PERFIS
NORMAIS -
TABELADOS
Natural_004
16 DIVERSOS -
OUTROS
Natural_004
Fosco_004 Fosco_004
Preto_004 Preto_004
Fosco_002 Fosco_002
Fosco_001 Fosco_001
Bronze 1002_004 Natural_001
17 SOROBOX Fosco_004 Bronze 1002_004
18 PERFIS
DIFERENCIADOS
Anodizado Fosco
Anodizado Preto
Pintado Branco

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
7
Brilhante
Bronze 1002_001
Brilhante_001
Fonte: Elaborado pelo autor (2009)
Tabela 1 - Famílias e Grupos
4.2.5. Criação da Curva ABC de Giro
O principal objetivo desta etapa do trabalho consiste no levantamento das necessidades da
equipe, pelo fato de toda operação dentro do armazém ser manual, alguns fatores tiveram de
ser estudados. Produtos que possuem as maiores dimensões e pesos unitários foram
classificados separadamente, haja vista que sendo uma operação manual, não há como realizar
as operações de movimentação e separação com tempo constante durante todo o expediente
de trabalho.
Conforme já comentado anteriormente, durante os primeiros anos de funcionamento da
empresa, seu único produto comercializado era perfil de alumínio, a estrutura do depósito
estava preparada somente para armazenagem deste tipo de material. Com a entrada de outros
produtos para comercialização, não foi realizado um estudo para atualizar o layout do
depósito, deixando assim produtos como chapa de gesso, painel de divisória, painel Wall,
sendo estocados em condições que não favoreciam sua movimentação. Isto fica evidenciado
nas figuras 4.1 e 4.2.
Figura 4.1. - Armazenagem de Chapas de Gesso

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
8
Figura 4.2. Armazenagem de Painel de Divisória
Em virtude dessa situação foi detectado que havia perda de rendimentos em zonas de
estocagens onde estavam localizados os perfis de alumínio. Em contra partida havia elevado
tempo para execução da movimentação, de produtos como gesso, painel de divisória e MDF.
Favorecendo muitas vezes o aumento da fila de espera de clientes durante o período de
separação dos pedidos.
O depósito tem aproximadamente 60m de comprimento, todo alumínio é estocado de forma
vertical, sua localização é próxima da área destinada à separação de pedidos. Enquanto
materiais mais pesados como chapas de gesso, painel de divisória e MDF, ficam localizados
no final do armazém.
Fazendo uso dessa constatação o passo seguinte do trabalho, consistiu na criação da
classificação ABC tomando como referencia o grau de Giro dos produtos estocados, com
intuito de identificar quais famílias de perfis de alumínio que não possuíam um elevado nível
de giro dentro do armazém, fazendo com que produtos como chapas de gesso, MDF, painel -
WALL que necessitavam de um número maior de funcionários para sua separação e
movimentação devidos suas características, fosse alocado para um novo local que favorecesse
a sua movimentação dentro do armazém. A figura 4.3. Mostra a situação de estocagem dos
perfis de alumínio.
Figura 4.3. - Armazenagem dos Perfis
Nesta etapa foi criada a classificação ABC somente para as famílias de perfis de alumínio,
com único propósito de identificar quais famílias não possuíam um nível satisfatório de

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
9
pedidos, para cederem lugar aos produtos que demandavam maior uso de tempo e mão-de-
obra.
Fazendo uso dos dados fornecidos pela Tabela 1 que informa os novos grupos e famílias, os
perfis foram separados em famílias e dessa forma foram avaliados, famílias que possuíram os
menores valores de giro foram realocados, para outras zonas com intuito de eliminar as zonas
de estocagem de baixa produtividade. O anexo 1 contém toda informação referente à
classificação ABC das famílias de perfis de alumínios.
4.2.6. Avaliação de restrições
Fazendo uso dos dados do Anexo 1 que corresponde à curva ABC das famílias de perfil,
foram identificadas quais famílias seriam realocadas e a partir deste ponto foram propostas
novas formas de estocagem. Fazendo uso de dados obtidos referente à quantidade das ultimas
compras como fator na escolha de quais produtos teriam seus endereços mais próximos a zona
de separação de pedidos.
Aliado a essa informação foi realizado uma avaliação com a diretoria usando como referência
as especificações de tamanho e peso dos produtos em estudo. Essa informação pode ser vista
na Tabela 2.
Produtos Dimensões (m) Peso Und. (kg)
MDF 2,10 x 2,75 30,14
Chapa de Gesso 0,6 x 2,00 11,10
Chapa de Gesso 1,20 x 1,80 18,36
Chapa de Gesso 1,20 x 2,40 24,48
Painel Wall 1,20 x 2,50 96,00
Painel de Divisória 1,20 x 2,11 18,00
Porta de Divisória 0,82 x 2,11 13,00
Fonte: Elaboração do autor (2009)
Tabela 2 - Especificações Técnicas
O principal intuito é favorecer a operação de movimentação e armazenagem de produtos que
tenham um alto giro e possuam maior peso unitário, conforme comentado anteriormente uma
das características que influenciam no desempenho da empresa é a falta de mecanização das
operações de movimentação e armazenagem.
Vale ressaltar que as operações de descarga dos produtos listados na tabela 3, são feitos por
funcionários terceirizados contratados somente para essa finalidade. Porém na movimentação
e separação de pedidos referentes a esses mesmos produtos o trabalho é realizado pelos
funcionários da empresa.
Em virtude da situação do mercado durante a realização deste estudo, foi constatado que o
melhor produto para ser avaliado seriam as chapas de gesso, desta forma o trabalho de
alteração de layout iniciou-se avaliando este produto. O tempo coletado de três amostras de
descarga das chapas de gesso antes da implementação do novo layout está na Tabela 3.
N°
Amostra Período
Peso Carga
(Kg)
Qtd.
Chapas
Dimensões
(m)
Tempo de
Descarga (min)
N°
Funcionários
Mão-de-obra
(R$)/Individual
1 Julho/2008 11.544 1040 0,60 x 2,00 250 6 25
2 Agosto/2008 12.240 500 1,20 x 2,40 270 6 25
3 Setembro/2008 11.934 650 1,20 x 1,80 252 6 25
Fonte: Elaboração pelo autor (2009)

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
10
Tabela 3 - Tempo de Descarga versus quantidade de funcionários
No mesmo período foi coletado o tempo para realização da separação dos pedidos de chapas
de gesso, o tempo médio gasto na operação de separação e movimentação do pedido ficou em
média de 9,6 minutos. Toda essa operação é realizada por funcionários da empresa.
N °
Amostra
N°.
Chapas Dimensões (m)
Tempo de Separação
(min)
1 10 0,6 x 2,00 9
2 10 1,20 x 1,80 11
3 10 1,20 x 2,40 9
Fonte: Elaboração pelo autor (2009)
Tabela 4 - Tempo Gasto para separação de Pedido
5. Projeto Final
Nesta etapa será apresentada a análise do modelo atual do layout e o modelo proposto. Como
pode ser visto na Figura 5.1 fica evidenciado que existem muitas características que
prejudicam a Gestão de Materiais que influenciam em um baixo desempenho operacional.
Alguns fatores podem ser comentados tais como, o baixo nível de utilização de espaço,
composição de zonas de estocagem de baixa produtividade, falta de padronização na
estocagem das famílias de produtos, corredores estreitos e mal definidos, elevados tempos
para separação de pedidos.
Figura 5.1 - Layout Atual da Empresa
No layout proposto foram feitas sugestões com intuito de melhorar o desempenho dos
processos da empresa, dentre todas as alterações as principais foram: na criação de corredores
adequados facilitando o fluxo de produtos e pessoas, criação de endereçamento evitando que
sejam estocados vários produtos no mesmo local e a reorganização favorecendo a
movimentação de produtos com maiores dimensões e pesos. A figura 5.2. Ilustra todas as
mudanças

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
11
Figura 5.2 - Layout Proposto da Empresa
O projeto teve uma grande aceitação por parte da diretoria da empresa, na qual autorizou o
inicio de sua implementação. Após a sua primeira fase que consistiu na alteração e criação de
endereçamento das Chapas de Gesso (ver, Figura 5.3). Os tempos gastos nas operações de
descarga, movimentação e separação de materiais tiveram reduções significativas e durante a
execução da descarga obteve-se redução também no custo de mão-de-obra terceirizada. (Ver
Tabelas 5 e 6).
Figura 5.3. - Novo Endereçamento de Chapa de Gesso
N°
Amostra Período
Peso Carga
(Kg)
Qtd.
Chapas
Dimensões
(m)
Tempo de
Descarga (min)
N°
Funcionários
Mão-de-obra
(R$)/Individual
1 Dezembro/2008 11.544 1040 0,60 x 2,00 240 4 25
2 Janeiro/2009 12.240 500 1,20 x 2,40 220 4 25
3 Fevereiro/2009 11.934 650 1,20 x 1,80 250 4 25
Fonte: Elaboração pelo autor (2009)
Tabela 5 - Tempo de Descarga após mudança de Layout
N °
Amostra
N°.
Chapas Dimensões (m)
Tempo de Separação
(min)
1 10 0,6 x 2,00 5
2 10 1,20 x 1,80 7
3 10 1,20 x 2,40 5
Fonte: Elaboração pelo autor (2009)
Tabela 6 - Tempo Gasto para separação após Implementação
Fazendo o comparativo dos tempos das amostras obtidas antes e após a implementação do
novo endereçamento das chapas de gesso observamos uma redução no tempo médio para
separação dos pedidos reduziu há 5,6 minutos. Nas Tabelas 7 e 8 os dados que confirmam a

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
12
redução nos custos referentes à mão-de-obra e os tempos gastos nas operações estão mais
detalhados.
Tempo de Separação (min)
N °
Amostra Produto
Antes do
Projeto
Após o
Projeto
Redução Tempo
(%)
1 0,6 x 2,00 9 5 44%
2 1,20 x 1,80 11 7 36%
3 1,20 x 2,40 9 5 44%
Total 29 17 42%
Fonte: Elaboração pelo autor (2009)
Tabela 7 - Comparativa da Operação de Separação de Pedidos
Antes do Projeto Após o Projeto
N°
Amostra Produto Período
Tempo
(min)
N°
Funcionários Período
Tempo
(min)
N°
Funcionários
Redução Tempo
(%)
1 0,6 x 2,00 Set/08 250 6 Dez/09 240 4 4%
2 1,20 x 2,40 Out/08 270 6 Jan/09 220 4 19%
3 1,20 x 1,80 Nov/08 252 6 Fev/09 250 4 1%
Fonte: Elaboração pelo autor (2009)
Tabela 8 - Comparativa da Operação de Descarga
Como já identificado nas Tabelas 7 e 8 houve uma redução nos tempos operacionais, também
vale ressaltar que houve uma economia de mão-de-obra, haja vista que após a implementação
do projeto o tempo gasto para realizar a descarga de uma carga de gesso passou a ser realizada
com um número menor de funcionários obtendo um rendimento até superior.
Com base nesses dados observou-se que a eficiência do novo layout aumentou a
produtividade da empresa. Essa afirmação pode ser evidenciada na redução dos tempos
operacionais nas atividades de descarga e separação de pedidos e ainda na redução dos custos
com mão-de-obra direta.
6. Conclusão
O estudo realizado neste trabalho teve o intuito de ratificar a importância que o layout tem
sobre o desempenho das atividades logísticas dentro de uma empresa e com isso demonstrar
que ele sempre deve estar alinhado com as mudanças de metas da organização. Para que se
obtenha um resultado ótimo faz-se necessário planejar, avaliar e controlar todas as atividades
logísticas dentro de um armazém e identificar as restrições existentes.
A partir dos resultados obtidos na redução dos custos e tempos envolvidos nas atividades de
movimentação, separação e descarga de materiais, comprovou-se que o uso de ferramentas
como curva ABC, gestão de categorias e otimização de layout, tiveram grande destaque na
redução de custos sem a necessidade de grandes investimentos.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
13
Portanto, para trabalhos futuros, sugere-se o desenvolvimento de pesquisas que possibilitem a
utilização de empilhadeiras e estruturas porta-paletes que verticalizem a estocagem. Desta
forma obtem-se um maior rendimento na execução das atividades logísticas agregando-se a
este excelência no serviço e satisfação do cliente final.
7. Bibliografia
BALLOU, Ronald H. Gerenciamento da Cadeia de Suprimentos/Logística Empresarial. 5ª Ed. Porto Alegre:
Bookman, 2006.
BALLOU, Ronald H., Logística Empresarial/Transportes, Administração e Distribuição Física. 1ª Ed. São
Paulo: Atlas, 1993
BOWERSOX, Donald J. Gestão Logística de Cadeia de Suprimentos. Porto Alegre: Bookman, 2006
BOWERSOX, Donald J. Logística Empresarial, 1ª Ed. São Paulo: Atlas, 2001
MOURA, Reinaldo A. Armazenagem: do recebimento à Expedição. Manual de Logística Vol. 2 - 3ª Ed. São
Paulo: IMAM, 2003
MOURA, Reinaldo A. Sistemas e Técnicas de movimentação e armazenagem de materiais. Manual de
Logística Vol. 1 - 5ª Ed. São Paulo: IMAM, 2005
8. Anexo
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
14
GRUPO FAMILIA qtd vendida % individual qtd acumulada % acumulada CLASSE
Linha 25 FOSCO_003 12485 18,22% 12485 18% A
Perfis Normais -
TabeladosFOSCO_004 8659 12,64% 21144 30,86% A
Linha 25 FOSCO_001 7639 11,15% 28783 42,01% A
Diversos - outros FOSCO_004 7235 10,56% 36018 52,57% A
Box 14 - Frisado FOSCO_001 4625 6,75% 40643 59,32% B
Linha 25 FOSCO_004 3979 5,81% 44622 65,12% B
Linha 25 FOSCO_002 3248 4,74% 47870 69,86% B
Linha 25 PRETO_004 3017 4,40% 50887 74,27% B
Perfis Normais -
TabeladosFOSCO_002 2711 3,96% 53598 78,22% B
Sorobox FOSCO_004 1699 2,48% 55297 80,70% B
Porta de correr e
búziosFOSCO_004 1526 2,23% 56823 82,93% B
Perfis Normais -
TabeladosFOSCO_001 932 1,36% 57755 84,29% B
Perfis Normais -
TabeladosPRETO_004 927 1,35% 58682 85,64% B
Diversos - outros PRETO_004 848 1,24% 59530 86,88% B
Divisórias - perfil FOSCO_003 791 1,15% 60321 88,04% B
Porta de correr e
búziosFOSCO_001 758 1,11% 61079 89,14% B
Divisórias - perfil FOSCO_004 695 1,01% 61774 90,16% B
Perfis
diferenciadosANODIZADO FOSCO 648 0,95% 62422 91,10% C
Vidro temperado TEMPERADO FOSCO 611 0,89% 63033 91,99% C
Gradil FOSCO_004 483 0,71% 63516 92,70% C
Box 14 - Frisado PRETO_004 453 0,66% 63969 93,36% C
Diversos - outros FOSCO_001 445 0,65% 64414 94,01% C
Porta de correr e
búziosFOSCO_003 425 0,62% 64839 94,63% C
Perfis
diferenciadosPINTADO DE BRANCO 389 0,57% 65228 95,20% C
Perfis Normais -
TabeladosNATURAL_004 382 0,56% 65610 95,75% C
Porta de correr e
búziosPRETO_004 350 0,51% 65960 96,27% C
Linha 25 NATURAL_004 331 0,48% 66291 96,75% C
Box 14 - Frisado FOSCO_004 325 0,47% 66616 97,22% C
Box 14 - Frisado FOSCO_002 270 0,39% 66886 97,62% C
Gradil PRETO_004 258 0,38% 67144 97,99% C
Diversos - outros NATURAL_001 241 0,35% 67385 98,35% C
Porta de correr e
búziosBRONZE 1002_004 175 0,26% 67560 98,60% C
Linha 25 BRONZE 1002_004 152 0,22% 67712 98,82% C
Vidro temperado TEMPERADO PRETO 141 0,21% 67853 99,03% C
Gradil FOSCO_001 137 0,20% 67990 99,23% C
Porta de correr e
búziosNATURAL_003 96 0,14% 68086 99,37% C
Perfis Normais -
TabeladosBRONZE 1002_004 93 0,14% 68179 99,50% C
Diversos - outros FOSCO_002 75 0,11% 68254 99,61% C
Diversos - outros BRONZE 1002_004 65 0,10% 68319 99,71% C
Linha 25 PRETO_001 50 0,07% 68369 99,78% C
Divisórias - perfil PRETO_001 42 0,06% 68411 99,84% C
Diversos - outros NATURAL_004 30 0,04% 68441 99,89% C
Perfis
diferenciadosBRONZE 1002_001 18 0,03% 68459 99,91% C
Box 14 - Frisado BRANCO_001 17 0,03% 68476 99,94% C
Perfis
diferenciadosANODIZADO PRETO 14 0,02% 68490 99,96% C
Vidro temperado PRETO_001 13 0,02% 68503 99,98% C
Perfis
diferenciadosBRILHANTE_001 10 0,02% 68513 99,99% C
Perfis
diferenciadosBRILHANTE 6 0,01% 68519 100,00% C
68519 100%TOTAL Fonte: Elaboração pelo autor (2009)
Anexo 1 - Curva ABC - GIRO Família de perfis





























