Embed Size (px)
Citation preview

BRUNO MANOEL TAVARES
SHEILA REGINA ROCHA DA SILVA
BIODIESEL: FONTE DE COMBUSTÍVEL LIMPO ATUANDO COMO RICA CONTRIBUIÇÃO ESTRATÉGICA, SOCIAL E ECOLÓGICA NA REGIÃO DE
LINS
Trabalho de Conclusão de Curso apresentado á Banca Examinadora do Centro Universitário Católico Salesiano Auxilium, curso de Administração sob a orientação do Prof M.Sc. Franscisco de Assis Andrade e Orientação técnica da Profª Esp. Ana Beatriz Lima.
LINS – SP
2008
1
Silva, Sheila Regina Rocha; Tavares, Bruno Manoel
P49g Biodiesel: fonte de combustível limpo atuando como rica contribuição estratégica, social e ecológica na região de Lins : Bertin LTDA. / Sheila Regina Rocha; Bruno Manoel. . – Lins, 2008.
76p. il. 31cm.
Monografia apresentada ao Centro Universitário Católico Salesiano Auxilium – UNISALESIANO, Lins-SP, para graduação em Administração, 2008
Orientadores: Franscisco de Assis Andrade; Ana Beatriz Lima
1. Biodiesel. 2. Processo Produtivo. 3. Matérias-prima. 4. Meio Ambiente. I Título.
CDU 658

2
BRUNO MANOEL TAVARES
SHEILA REGINA ROCHA DA SILVA
BIODIESEL: FONTE DE COMBUSTÍVEL LIMPO ATUANDO COMO RICA CONTRIBUIÇÃO ESTRATÉGICA, SOCIAL E ECOLÓGICA NA REGIÃO DE
LINS
Monografia apresentada ao centro Universitário Católico Salesiano Auxilium,
para obtenção do título de Bacharel em Administração.
Aprovada em: _____/_____/_____
Banca Examinadora:
Prof Orientador: Franscisco de Assis Andrade.
Titulação: Mestre em Ciência dos Materiais – Unesp - SP
Assinatura: ________________________________
1º Prof(a): _______________________________________________________
Titulação: _______________________________________________________
_______________________________________________________________
Assinatura: ________________________________
2º Prof(a): _______________________________________________________
Titulação: _______________________________________________________
_______________________________________________________________
Assinatura: ________________________________

3
DEDICATÓRIA
A Deus e aos meus pais ”Fernando e Izabel”,
dedico este trabalho, com muito orgulho e
amor. E a minha querida família “Thuany e
Laureano” pelo apoio, amor a mim dedicado,
paciência e compreensão pela minha total falta
de tempo durante a elaboração deste trabalho.
Sheila Regina Rocha da Silva

4
A Deus e a minha maravilhosa avó, dona
Alzira, dedico este trabalho por sempre
entender-me e apoiar-me nos momentos mais
difíceis de minha vida. Sem ela este sonho
nunca seria possível.
Bruno Manoel Tavares

5
AGRADECIMENTOS
Ao Deus Pai e Criador pelo dom da vida a mim concedido, por todas as
oportunidades boas e ruins, afinal, é com as oportunidades e situações ruins e
difíceis que eu evoluo. Pela saúde que tenho para batalhar por todos os meus
sonhos e pela família maravilhosa que me foi dada. Obrigado Senhor!
A minha linda filha “Thuany” por ter me mostrado o sentido da vida e o
porque tenho que batalhar todos os dias pelos meus sonhos. Obrigada filha por
ter aceitado dividir a mamãe com o trabalho, faculdade, casa e ser sua mãe no
pouco tempo que sobrou. Amo muito você!
Ao meu querido companheiro, amigo, conselheiro e “quase marido”
“Laureano”, pela ajuda na escolha de qual curso deveria fazer. Pelas broncas,
ensinamentos e pelos momentos de carinho e amor. Você é um exemplo a ser
seguido, exemplo de que devemos sempre fazer o nosso melhor, mesmo que o
restante do mundo não o faça. E é por isso que quando eu crescer quero ser
igual a você! Amo você!
Ao meu pai “Fernando” e minha mãe “Izabel”, agradeço por terem me
concebido, pela educação, carinho, amor e proteção no ambiente ao qual fui
criada. Obrigado pelos valores que me ensinaram e sobre o que realmente vale
a pena na vida. A base do que sou hoje devo a vocês e é por isso que me
comprometo a devolver em dobro tudo o que me foi oferecido. Afinal eu sei que
dei trabalho! Pai, Mãe amo vocês de paixão!
As professoras Jovira e Ana Beatriz e ao nosso orientador professor
Franscisco de Assis, obrigada pela prontidão no esclarecimentos das tantas
dúvidas, pela ajuda e pela amizade oferecida. Que Deus ilumine suas vidas.
A empresa Brasbiodiesel e toda sua equipe, que abriram as portas para
nós e nos ajudaram na elaboração deste trabalho. Fernando, Melisa, Carlos,
Fernanda e César, o meu muito obrigado.
Sheila Regina Rocha da Silva

6
Obrigado Senhor ! Por me dar forças para continuar.
A minha adorada e querida avó Alzira. Parece que já nos conhecemos
de outra encarnação, ninguém sabe me entender tão bem quanto a senhora.
A minha linda mãe Gisele, meu pai João Carlos, avô Bebeto e meu
irmãos Guilherme. Vocês fazem parte da minha história.
Não posso deixar de agradecer a minha equipe de trabalho. Todos
sempre me deram apoio e confiaram em mim e sei que juntos, fazemos a
diferença. E conforme prometi, não poderia deixar de mencionar o nome da
Fernanda, Melisa, Carlos e Fernando o meu obrigado.
A todos os meus tios, tias, primas, primos, madrinha e padrinho.
Aos meus grandes e eternos amigos e companheiros para todas as
horas. Com eles me diverti extremamente. A minha companheira de trabalho
Sheila que me confiou a oportunidade de desenvolver um trabalho ao seu lado.
Em especial, gostaria de agradecer a um grande amigo e meu maior
professor e mestre, senhor Jair. Tive grandes momentos de aprendizado ao
seu lado
Bruno Manoel Tavares

7
RESUMO
Tendo em vista contribuir com o avanço das matrizes energéticas de caráter sustentável, social, econômico e ambiental, as Empresas do Grupo Bertin, com tradição em verticalização da cadeia produtiva bovina, apresentam a Bracol Holding LTDA – Brasbiodiesel, localizada na cidade de Lins - SP. A Empresa atua no ramo de produção de biocombustíveis à base do sebo bovino, a mesma possui modernas instalações que permitem processar em torno de 110 milhões de litros de biodiesel ao ano. Biocombustível este, produzido dentro dos padrões de qualidade, que atendem as exigências dos parâmetros nacional e internacional. Este trabalho propicia esclarecer as vantagens e desvantagens apresentadas no processo de produção do biocombustível, a partir do sebo bovino. A referida indústria dispõe também de um modelo tecnológico capaz de transesterificar óleo oriundo de sementes de algumas oleaginosas. Analisando que o combustível fóssil dispõe de um curto tempo, ou seja, é um produto esgotável, altamente poluidor e de difícil obtenção, é que a Brasbiodiesel, uma das maiores empresas do ramo, se compromete a produzir o biodiesel: combustível limpo, de fácil obtenção, de fonte inesgotável e que tende a equilibrar o meio ambiente. O desafio ambiental alterou-se rapidamente, passando do simples controle de emissão de poluentes à prevenção da poluição. Deste modo, o biodiesel indica ser o combustível do momento. Abordando temas referentes ao processo produtivo, estrutura da usina, encalços que a empresa se depara em função da utilização do sebo como sua principal matéria prima, é que confeccionamos este trabalho. Usamos como metodologia pesquisas bibliográficas e de campo. Pesquisas estas, realizadas dentro e fora da própria empresa, a qual se encontram envolvidas neste processo. Palavras-chave: Biodiesel. Processo produtivo. Matérias-prima. Meio ambiente.

8
ABSTRACT
In order to contribute with the improvement of the energetic sources of sustainable, social and economical character, the Bertin Group companies, with tradition in the verticalization of the bovine production chain, present to Bracol Holding LTDA – Brasbiodiesel, located in the city of Lins – SP. The company acts in the trade of biofuels production based in bovine tallow and the same has modern installations which allow processing around 110 millions of tallow liters in a year, biofuel that is produced in conformance to the quality standards, which attempt the exigencies of national and international parameters. This work aims to clarify the vantages and advantages presented in the biofuel production process, starting from the bovine tallow. The cited industry also has a technological model capable to transesterify the oil from seeds of some oil containing plants. Analyzing that the fossil fuel has a short time or means that it is an ending product, highly polluting and with hard acquisition, the Brasbiodiesel, one of the major companies of the branch, compromises to produce the biofuel, a clean fuel, of easy acquisition, unending source with tends to balance the environment. The environmental challenge has quickly shifted, from the single control of the pollution emission to the prevention of the pollution. This way, the biofuel points to be the moment emerging fuel. The work themes referring to the productive process approached are the plant structure and the difficulties that the company has due the tallow use as the major raw material. It was used as methodology bibliographic and field researches, realized inside and outside of the company, which are involved in this process.
Key-words: Biofuel. Productive process, Raw materials, Environment

9
LISTA DE FIGURAS
Figura 1: Comapi Agropecuária...................................................................... 20
Figura 2: Marcas dos Alimentos Bertin........................................................... 21
Figura 3: Beef Shopping Bertin....................................................................... 22
Figura 4: Produtos de Higiene e Beleza.......................................................... 23
Figura 5: Bracol Couros, Lins/SP.................................................................... 24
Figura 6: Produtos Pet..................................................................................... 25
Figura 7: Bracol EPIs – Equipamento de Proteção Individual......................... 26
Figura 8: Empresa Contern – Infra-Estrutura.................................................. 27
Figura 9: Saneamento Básico – Águas de Guariroba – MS............................ 27
Figura 10: Concessionária Rodovias das Colinas........................................... 28
Figura 11: Sacre 2 – Central Hidrelétrica........................................................ 29
Figura 12: Bertin Resort – Blue Tree Park – Lins/SP………………………...... 29
Figura13: Bertin Biodiesel............................................................................... 32
Figura 14: Equação química simplificada para demonstrar a reação de
transesterificação............................................................................................. 39
Figura 15: Organograma da Brasbiodiesel...................................................... 58
Figura 16: Fluxograma do processo de produção de biodiesel....................... 61
Figura 17: Co-Produtos da fabricação do biodiesel de sebo........................... 62
Figura 18: Equipamento utilizado para determinar o ponto de fulgor.............. 63
Figura 19: Tubo de centrífuga com biodiesel e fração de sedimentos............ 64
Figura 20: Viscosímetro capilar e banho termostático utilizados no ensaio
da viscosidade................................................................................................. 64
Figura 21: Equipamento utilizado para a análise do teor de éster................... 66
Figura 22: Equipamento utilizado para a análise do resíduo de carbono........ 66
Figura 23: Dosímetro para volumetria usado na realização da análise........... 67
Figura 24: Equipamento utilizado na análise do ponto de entupimento de filtro a
frio.................................................................................................................... 68
Figura 25: Colaboradora realizando a análise................................................. 68
Figura 26: Equipamento utilizado para realização das análises de umidade, teor
de acidez e índice de iodo............................................................................... 69
Figura 27: Equipamento utilizado para realização da análise sobre a
estabilidade oxidativa do biodiesel.................................................................. 69
10
Figura 28: Caminhões utilizados no projeto B20............................................. 75
Figura 29: Caminhões utilizados no projeto B20 sendo abastecidos com
o biodiesel........................................................................................................ 76
LISTA DE QUADROS
Quadro 1: Estimativa do potencial de participação anual do agronegócio
brasileiro no mercado de crédito de carbono para o primeiro período de
compromisso do Protocolo de Kyoto................................................................ 42
Quadro 2: Especificações do sebo................................................................... 59
Quadro 3: Participantes do 9° leilão da ANP........ ............................................ 73
Quadro 4: Participantes do 1° leilão da Petrobrás.. ......................................... 73
LISTA DE TABELAS
Tabela I: Especificação do Biodiesel................................................................ 70
LISTA DE ABREVIATURAS E SIGLAS
IBGE: Instituto Brasileiro de Geografia e Estatística
PVC: Poli Cloreto de Vinila
PCH: Pequena Central Hidrelétrica
CD: Centro de distribuição
UNESP: Universidade Estadual Paulista
CO2: Dióxido de Carbono
Polióis: Poliuretanos
NaOH: Hidróxido de Sódio
KOH: Hidróxido de Potássio
CH3ONa: Metilato de Sódio
MDL: Mecanismo de Desenvolvimento Limpo
CQNUMC: Convenção Quadro das Nações Unidas sobre Mudança do Clima

11
CCA: Conference on the Changing Atmosphere
IPCC’s: First Assessment Report em Sundsvall
GEE: Gases do Efeito Estufa
PNPB: Programa Nacional de Produção e uso de Biodiesel
PIS: Programa de Integração Social
COFINS: Contribuição para Financiamento da Seguridade Social
ANP: Agência Nacional de Petróleo
CFPP: Ponto de Entupimento de Filtro a Frio
PPM: Partes Por Milhão
M.P.: Matéria-Prima
ASTM: American Society for Testing and Materials
G: Gramas
MG: Miligramas
MM: Milímetros
KG: Quilograma

12
SUMÁRIO
INTRODUÇÃO................................................................................................ 15
CAPÍTULO I – HISTÓRICO DO GRUPO BERTIN............ ............................ 17
1 POR DENTRO DA HISTÓRIA DO GRUPO BERTIN.... ....................... 17
1.1 Evolução histórica................................................................................. 17
1.1.1 Cronologia do grupo.............................................................................. 18
1.2 Missão .................................................................................................. 19
1.3 Visão .................................................................................................... 19
1.4 Estratégia de verticalização.................................................................. 19
1.4.1 Bertin agropecuária............................................................................... 20
1.4.2 Bertin alimentos.................................................................................... 20
1.4.3 Beef Shopping Bertin............................................................................ 22
1.4.4 Bertin higiene e beleza......................................................................... 23
1.4.5 Bertin couros........................................................................................ 24
1.4.6 Bertin produtos pet............................................................................... 24
1.4.7 Bertin higienização industrial................................................................ 25
1.4.8 Bertin equipamentos de proteção individual......................................... 26
1.5 Infra-estrutura........................................................................................ 27
1.5.1 Saneamento básico.............................................................................. 27
1.5.2 Transporte............................................................................................. 28
1.5.3 Energia elétrica..................................................................................... 29
1.6 Bertin resort........................................................................................... 29
1.7 Estrutura logística.................................................................................. 30
1.8 Gestão ambiental................................................................................... 30
1.9 Tratamento de efluente.......................................................................... 31
1.9.1 Biodigestor............................................................................................. 31
1.10 Bertin biodiesel...................................................................................... 31
CAPITULO II – A EVOLUÇÃO DO BIODIESEL.............. ............................... 33

13
2 QUANDO E ONDE SURGIU O BIODIESEL......... ................................ 33
2.1 O que é biodiesel.................................................................................. 33
2.2 Quais as vantagens do biodiesel........................................................... 34
2.3 Quais as desvantagens do biodiesel.................................................... 35
2.4 Aplicações para a glicerina................................................................... 36
2.5 O caminho percorrido até a transformação em combustível................ 38
2.6 Crédito de carbono............................................................................... 41
2.7 Protocolo de Kyoto e sua relação com o biodiesel............................... 42
2.8 Protocolo de Kyoto X biodiesel............................................................ 43
2.9 Nasce uma potência............................................................................ 44
CAPÍTULO III – OS IMPACTOS DO BIODIESEL NO AMBIENTE , MEIO
SOCIAL E AGRICULTURA............................... ............................................. 48
3 Meio Ambiente...................................... .............................................. 48
3.1 Inclusão social...................................................................................... 48
3.2 Agricultura família................................................................................. 49
3.3 Matérias-prima para biodiesel............................................................... 50
3.4 Algumas matérias-prima derivadas de óleo vegetal............................. 50
3.5 Algumas matérias-prima derivadas de gordura animal........................ 53
3.6 Algumas matérias-prima derivadas de gorduras residuais................... 53
3.7 Sebo bovino: destaque entre as matérias-primas................................. 54
CAPÍTULO IV – A UTILIZAÇÃO DO SEBO COMO PRINCIPAL M ATÉRIA-
PRIMA NA PRODUÇÃO DO BIODIESEL PELA BRÁSBIODIESEL.. ........... 55
4 INTRODUÇÃO...................................................................................... 55
4.1 Estrutura da planta................................................................................ 55
4.2 Missão da Brasbiodiesel....................................................................... 56
4.3 Política da qualidade da Brasbiodiesel................................................. 56
4.4 Principais responsabilidades................................................................ 57
4.5 Principais objetivos............................................................................... 57
4.6 Estrutura gerencial............................................................................... 57
4.7 Processo produtivo............................................................................... 58

14
4.8 Matérias-primas utilizadas.................................................................... 62
4.9 Análises realizadas............................................................................... 63
4.10 Principal cliente..................................................................................... 72
4.11 Formas de venda ................................................................................. 72
4.12 Responsabilidade social e ambiental.................................................... 74
4.13 Projeto B2 e B20................................................................................... 74
4.14 Fatores negativos na utilização do sebo como matéria-prima.............. 76
4.15 Sebo bovino: garantia de lucratividade................................................. 77
4.16 Parecer final.......................................................................................... 77
PROPOSTA DE INTERVENÇÃO............................ ........................................ 79
CONCLUSÃO.......................................... ........................................................ 80
REFERÊNCIAS............................................................................................... 81
APÊNDICES.................................................................................................... 84
ANEXOS.......................................................................................................... 95
15
INTRODUÇÃO
O biodiesel é um combustível biodegradável derivado de fontes
renováveis que pode ser obtido por diferentes processos. Além disso, acredita-
se que exista um mercado bem promissor em torno desse biocombustível uma
vez que passou a ser obrigatório em todos os postos nacionais o uso do
chamado B3 que é uma mistura de 3% de biodiesel em 97% de diesel.
O país tem em sua geografia grandes vantagens agronômicas, por
situar-se em uma região tropical, com altas taxas de luminosidade e de
temperaturas médias anuais. Associada a disponibilidade hídrica e
regularidade de chuvas, torna-se o país com maior potencial para a produção
de energia renovável. O biodiesel surgiu mundialmente como uma alternativa
promissora aos combustíveis minerais, derivados do petróleo, sendo que o
caráter renovável do produto o torna uma importante fonte de investimento de
energia em longo prazo.
Cada vez mais o preço da gasolina, diesel e derivados de petróleo
tendem a subir; a cada ano o consumo aumenta significativamente e mesmo
com as descobertas de novas reservas, o petróleo ainda continua sendo uma
fonte esgotável de combustível. Além do problema físico, há também o
problema político, pois a cada ameaça de guerra ou crise internacional o preço
do barril de petróleo dispara. Devido aos fatos mencionados, podemos encarar
o biodiesel como uma vantagem no mercado de combustíveis.
A diversidade de matérias-primas que podem ser utilizadas na produção
de biodiesel também é outro fator muito importante, uma vez que, todas vêm
de fontes renováveis e não dependem de grandes investimentos ou pesquisas
para serem exploradas.
Sabe-se que muito dinheiro é gasto para a pesquisa e a exploração do
petróleo, visto que o biodiesel não requer esse tipo de investimento o torna
uma alternativa econômica, tem a vantagem de ser confiável, por ser
renovável, fortalecer a economia do país e gerar mais empregos.
Além de todos os fatores positivos envolvendo a economia e a geração
de empregos, o biodiesel também oferece grandes vantagens para o meio
ambiente, uma vez que reduz a emissão de gases poluentes que aumentam o

16
efeito estufa e prejudicam o meio ambiente.
Este trabalho tem por objetivo demonstrar a utilização do sebo bovino
na produção de biodiesel como garantia de lucratividade e qualidade superior
do produto final. A empresa pesquisada foi a Bracol Holding
LTDA_Brasbiodiesel, onde enfatizamos durante o período de janeiro a
setembro de 2008, o processo produtivo, cujos métodos e técnicas estão
descritos no capitulo IV.
Tendo em vista que a principal matéria-prima utilizada pela empresa é o
sebo bovino, uma vez que a mesma tem como tradição a verticalização de
seus processos, surgiu à indagação sobre se a utilização do sebo bovino como
matéria-prima na produção de biodiesel pela empresa Bracol Holding
LTDA_Brasbiodiesel é uma garantia de lucratividade, levantou-se a hipótese
de que a utilização do sebo na produção de biodiesel garante lucratividade a
empresa, uma vez que a matéria-prima é a mais barata dentre as demais no
mercado, além de resultar em um biodiesel com qualidade superior aos
demais.
A empresa iniciou suas atividades em 21 de agosto de 2007, tendo
como sua principal meta abastecer o mercado interno e posteriormente o
externo, contribuindo com o avanço das matrizes energéticas limpas
e renováveis.
O trabalho esta organizado em quatro capítulos:
Capítulo I: descreve a trajetória do Grupo Bertin e sua estratégia de
verticalização de seus processos.
Capítulo II: trata teoricamente sobre o surgimento do biodiesel como
fonte de energia renovável, suas vantagens e objetivos.
Capítulo III: apresenta as principais matérias-primas que podem ser
utilizadas no processo produtivo do biodiesel.
Capítulo IV: descreve a produção através da utilização do sebo bovino,
as etapas do processo executado na empresa, a capacidade produtiva da
planta e o projeto social junto a comunidade.
No término desta pesquisa apresentamos a proposta de intervenção e
as considerações finais.
17
CAPÍTULO I
HISTÓRICO DO GRUPO BERTIN
1 POR DENTRO DA HISTÓRIA DO GRUPO BERTIN
No início do século, a família Bertin, de origem italiana, instalou-se em
fazenda destinada ao cultivo do café, na região noroeste do Estado de São
Paulo. Alguns anos mais tarde, diversificaram suas atividades, dando inicio a
criação de gado de corte. No início da década de 70, a segunda geração da
família, liderada por um dos irmãos, Henrique Bertin, deu os primeiros passos
em direção ao mercado coureiro e, em 1977, iniciaram a construção da
empresa que impulsionaria definitivamente o nome Bertin rumo aos mais
elevados patamares da economia brasileira.
Em 30 anos de trajetória, a companhia acumulou uma série de
conquistas nas mais diversas áreas. Predestinada ao sucesso, pronta para o
século XXI muito antes de ela acontecer.
1.1 Evolução histórica
Em 1977, Henrique Bertin dirigiu pelas ruas da cidade de Lins/SP, uma
das duas caminhonetes recém-adquiridas para o seu novo frigorífico. Em
setembro de 2006, o grupo criado por ele fez a maior compra individual de
caminhões Volkswagen já realizada no Brasil: 350 unidades em um só lote,
investimento de R$40 milhões.
Amostras de gigantismo como essas foram dadas aos montes durante
os 30 anos de existência do Grupo Bertin, uma das maiores empresas do
agronegócio do país.
Na primeira operação realizada nas instalações do frigorífico em Lins,

18
cerca de 70 funcionários levaram o dia todo para abater apenas 14 animais. E
Hoje, a mesma unidade tem capacidade para abater aproximadamente 1300
cabeças de bovino por dia.
Passadas três décadas, a capacidade de abate do grupo Bertin subiu
para quase 13 mil cabeças de gado por dia. Distribuídas entre 15 unidades no
Brasil e no exterior. Entre elas estão, sete unidades frigoríficas no Brasil – Lins
(SP), Ituiutaba (MG), Itapetininga (BA), Mozarlândia (GO), Naviraí (MS),
Marabá (PA) e Campo Grande (MS), além de uma no Uruguai e mais uma
unidade que está em construção em Diamantino (MS).
Os produtos e serviços Bertin S.A. são destinados ao mercado interno e
a mais de 80 paises, nos cinco continentes. Em 2007, a companhia apresentou
faturamento de R$6,4 bilhões.
1.1.1 Cronologia do grupo
O Grupo Bertin vem escrevendo uma história de sucesso, com bases
sólidas e promissoras. E é com muita garra, união e visão futura, que as
empresas são construídas e trazem a certeza de bons negócios para a família
Bertin.
a) 1977: Início das atividades da empresa, com a fundação do primeiro
frigorífico, em Lins (SP);
b) 1985: Implementação da unidade para beneficiamento de couros, em
Lins;
c) 1989: Começo do processamento de sebo bovino e massa base,
além da produção de sabão em barra;
d) 1986: Equipamentos de produção individual, com a marca Bracol
passam a ser confeccionados. No mesmo ano o grupo instala a fábrica de
produtos PET;
e) 1998: Fundação da Bracol sistema de higienização;
f) 2003: Criação da divisão infra-estrutura com participação no ramo de
concessões de rodovias, saneamento básico e energia elétrica;

19
g) 2004: Ingresso no segmento de cosméticos, com a aquisição da
marca OX;
h) 2006: Aquisição de planta no Uruguai (Bertin alimentos) e construção
de outra na China para Couros;
i) 2007: Inauguração da usina de biodiesel, pelo Presidente da
República Luís Inácio Lula da Silva.
j) 2008: O Grupo Bertin vira S/A.
1.2 Missão
Sua missão é agregar valor, fomentar desenvolvimento e fortalecer a
relação com os diversos públicos – clientes, fornecedores, parceiros,
investidores, imprensa, órgãos públicos, colaboradores e comunidade.
1.3 Visão
Todos os setores do Bertin compartilharam uma visão comum no que se
referem aos investimentos contínuos em qualidade, tecnologia, pesquisas,
capacitação das equipes do trabalho, logísticas, processo de gestão e
estratégia mercadológica, ações sociais e ambientais nas localidades onde o
grupo está inserido.
1.4 Estratégia da verticalização
A verticalização foi iniciada em 1981, quatro anos após o começo das
atividades do Bertin, quando o grupo ingressou no ramo de beneficiamento de
couro. Na agroindústria, o grupo Bertin apostou no aproveitamento total da
cadeia bovina. A empresa mantém um conglomerado industrial focado em nove

20
divisões de negócios: Agropecuária, Alimentos, Biodiesel, Cosméticos, Couros,
Produtos Pet, Equipamentos de Proteção Individual, Higiene e Limpeza e
Higienização Industrial. Já no segmento de infra-estrutura a companhia está
estabelecida nas áreas de construções civil, saneamento básico, energia e
transporte, além de um Resort.
De acordo com Durval Cavalcanti, diretor de mercado interno da Bertin
Alimentos, esta capacidade empreendedora está cada vez mais presente nos
acionistas.
Começa um determinado negócio, que gera um agregado de outra natureza, e eles, com uma agilidade muito grande, analisam qual outro negócio poderia surgir desse, já uma sequência de um inicial. Essa capacidade de visualização de oportunidades é muito interessante neles. (BOURROUL; TORRES, 2007, p.37)
Algumas unidades são completamente independentes, com áreas de
Marketing próprias e outras nem tem conexão direta com o ramo agropecuário,
como os negócios em rodovia e energia elétrica. Porém, todas é resultado de
oportunidades empresariais que vieram à tona com base em demandas do
Bertin.
1.4.1 Bertin agropecuária
Fonte: Grupo Bertin, 2008
Figura 1: Comapi Agropecuária A Bertin agropecuária investe na criação de gado de corte e em
pesquisas para melhoramentos genéticos da raça Nelori, sendo reconhecida
internacionalmente pelos resultados obtidos no aprimoramento da espécie com
a marca Comapi.

21
Criado a pasto, o rebanho é rastreado, o que permite o
acompanhamento da vida do animal e garante um rígido controle sanitário. Nas
fazendas, profissionais especializados mantêm-se atentos a vacinação, bem-
estar, alimentação e padronização dos animais, conferindo homogeneidade,
segurança e qualidade em todos os procedimentos adotados.
Na entressafra, a empresa administra confinamentos de médios e
grandes portes, como o de Goiás – considerado pela empresa o maior do País
abrigando até 100 mil bois anualmente. Nesses locais, o gado tem alimentação
natural à base de volumosos e silagem.
1.4.2 Bertin Alimentos
Fonte: Grupo Bertin, 2008 Figura 2: Marcas dos Alimentos Bertin Apeti, Bertin, Eco Carne, Grill, Natural Farms, Bertin Pronto Sabor, Beef
Jerky Bertin, Tama, Tutty Bom – Presente nos pratos mais seletos a Bertin
Alimentos leva as mesas do mundo a sua maior especialidade – a carne bovina
com sabor e maciez diferenciados que, entre outros segredos, combina
ingredientes como tradição, credibilidade e segurança alimentar.
São mais de 300 itens entre carne in natura e industrializada, com
especificações e cortes especiais, que atendem os paladares mais exigentes.
A carne in natura representa para a divisão de alimentos cerca de 80%
da produção. O restante fica com os industrializados, que ganharam
importância com o aumento no ritmo de lançamentos do grupo para este
segmento.
A questão cultural novamente é invocada na análise sobre a aceitação
22
dos pratos, como uma opção de refeição mais prática.
O grande desafio da empresa é transmitir ao consumidor final a
qualidade dos seus alimentos.
A divisão alimentos possui cinco unidades industriais localizadas nos
estados de São Paulo, Minas Gerais, Goiás e Mato Grosso do Sul.
Para ampliar a atuação no mercado interno, o grupo conta com uma
equipe composta por mais de 110 funcionários na área comercial e mais de
150 representantes, o que representa mais de 200 pessoas trabalhando direto
nesse atendimento diário.
No primeiro quadrimestre deste ano de 2007, o segmento de mercado
interno da Bertin Alimentos cresceu 18% em faturamento na comparação a
igual período do ano anterior.
Como alternativa na busca de novos mercados, diversas medidas têm
sido adequadas pelo grupo. Um desses passos é o investimento no Uruguai,
com a aquisição de um frigorífico local.
1.4.3 Beef Shopping Bertin
Fonte: Grupo Bertin, 2008 Figura 3: Beef Shopping Bertin
Pioneiro no conceito de auto-atendimento, o Grupo Bertin conta com
uma rede de lojas próprias para a comercialização de carne bovina e outros
produtos fornecidos por parceiros comerciais, tais como suínos, aves,
cordeiros, peixes, frutos do mar, acessórios e complementos para churrasco.

23
No Beef Shopping Bertin, o cliente se sente a vontade para escolher os
itens de sua preferência, fazer degustação e, com a ajuda de profissionais,
saber mais sobre tipos de corte e modos de preparo.
1.4.4 Bertin higiene e beleza
Fonte: Grupo Bertin, 2008 Figura 4: Produtos de Higiene e Beleza
Líder na produção de sebo bovino e massa base, a Bertin Higiene e
Limpeza fornece matéria-prima para pequenas, médias e grandes empresas,
além de fabricar e comercializar, sob as marcas Brisa e Lavarte, um mix de
produtos que inclui sabão em barra, desinfetante, lava louça, amaciante, lava
roupa, multiuso, limpa vidro, limpeza perfumada e limpeza pesada. Em
modernos laboratórios, são realizadas pesquisas para o desenvolvimento de
novas fórmulas, fragrâncias, versões e embalagens, abrindo espaço para
inovações que tragam mais praticidade e valor agregado aos consumidores.
A Bertin Higiene e Beleza é representada pelas conceituadas marcas
OX, Phytoderm, Neutrox, Capi Vida, Elle Ella, Karina, Kolene e Francis. A
Divisão possui linhas inspiradas na biodiversidade brasileira que trazem
substâncias ativas para o cuidado diário com o corpo e os cabelos. Ao todo são
445 itens, entre shampoos, condicionadores, cremes corporais, protetores
solares, desodorantes e sabonetes, além de uma linha completa de perfumaria.
A OX, que completou dez anos de mercado em 2005, é a marca que
representa a Divisão Cosmética do Grupo Bertin. Suas linhas são inspiradas na
biodiversidade brasileira. A Filosofia da empresa é buscar na natureza o melhor
que pode oferecer em substancias ativas e óleos essenciais, para dedicar aos
24
consumidores um cuidado diário com o corpo e os cabelos.
1.4.5 Bertin Couros
Fonte: Grupo Bertin, 2008 Figura 5: Bracol Couros, Lins/SP A Bracol Couros foi à primeira divisão de negócios fundada pelo grupo
Bertin, em 1981.
Considerada uma das mais respeitadas empresas do mundo em
curtimento de couro bovino, o Bertin, por meio de sua marca Bracol Couros,
produz e comercializa peças nos estágios wet-blue, semi-acabados e
acabados, para os segmentos moveleiro, automobilístico e calçadista.
Suas unidades fabris estão instaladas em áreas estratégicas e possuem
uma equipe altamente capacitada, aliada a uma estrutura dotada de tecnologia
de ponta, destacando-se ainda por uma série de iniciativas em prol do meio
ambiente.
No ano de 2006 as fábricas produziram 6,6 milhões de couros.
No período foi construída uma indústria na China e a divisão foi
reconhecida pelo Centro de Tecnologia Satra, organização inglesa que avalia a
padronização dos itens concedidos a grandes indústrias de calçados e
acessórios.
1.4.6 Bertin produtos pet

25
Fonte: Grupo Bertin, 2008 Figura 6: Produtos Pet
A Bertin Produtos Pet, divisão do Grupo Bertin, destaca-se por sua
rápida expansão, conquistando o reconhecimento nos mercados dos diversos
países em que comercializa produtos no segmento de pet care.
Produzidas a partir de seleta matéria-prima das empresas que
pertencem ao grupo, as linhas de produtos antecipam tendências e seguem os
mais rigorosos padrões de higiene e saúde.
Todo esse know-how e experiência conquistados no mercado
internacional chegam agora ao Brasil com a excelência que faz da Bertin uma
referência em qualidade.
A Produção é comercializada nos Estados Unidos com exclusividade
pelo parceiro norte-americano Hartz Mountain Corporation, com as marcas
Hartz, Flavor Last, Dentist’s Best, Harper’s e Nelore.
A grande aceitação no exterior e a rápida expansão no segmento
resultam dos constantes programas de aperfeiçoamento e alto controle de
qualidade.
Em 2006, foi inaugurado um Centro de Embalagem e Distribuição, com
15 mil metros quadrados, em Guaiçara (SP), para armazenar e embalar as 8,4
mil toneladas anuais.
1.4.7 Bertin higienização industrial
Responsável pela fabricação de mais de 70 itens para limpeza profunda

26
e desinfecção de ambientes, a Bertin, com a marca Bracol Sistemas de
Higienização Industrial, oferece soluções sob medida para empresas,
indústrias, metalúrgicas, hospitais, hotéis, órgãos públicos e estabelecimentos
em geral.
Todos os produtos, entre detergentes, sanitizantes, desinfetantes e
bactericidas, além de linhas agrícolas e veterinárias, são certificados pelo
Ministério da Agricultura e Agência Nacional de Vigilância Sanitária.
Para a Bertin, a higienização é fator indispensável ao empreendimento
que visa proporcionar confiança, seriedade e respeito a seu público-alvo.
1.4.8 Bertin equipamento de proteção individual
Fonte: Grupo Bertin, 2008
Figura 7: Bracol EPIs – Equipamento de Proteção Individual
Uma das marcas mais lembradas pelo mercado quando se trata de
calçados e luvas de segurança, a Bracol, da Bertin Equipamento de Proteção
Individual, segue normas técnicas nacionais e internacionais para proteção e
conforto de funcionários e prestadores de serviços em suas atividades diárias.
Os calçados são confeccionados com couro gerado nas unidades do
grupo e há ainda, uma ampla linha de luvas e botas de Poli Cloreto de Vinila
(PVC).
Testes em laboratórios simulam condições de uso e desgaste e ajudam
na avaliação criteriosa dos lotes fabricados.
Um investimento no ano de 2006 possibilitou a construção de uma nova
indústria em Lins (SP), e 31 mil metros quadrados de área construída. Com
isso a capacidade de produção foi triplicada de 3,1 milhões para 10 milhões de
pares de calçados e botas por ano.

27
1.5 Bertin infra-estrutura
Fonte: Grupo Bertin, 2008
Figura 8: Empresa Contern – Infra-Estrutura
Ao longo dos anos, o Grupo Bertin, com sua empresa Contern,
acumulou know-how no setor de construção civil para empreendimentos
próprios e de terceiros. Com foco em edificações, engenharia urbana,
acabamentos, instalações prediais e superestrutura, a Contern participa de
licitações em todo o território nacional.
Por meio da Empresa Contern, o Bertin trabalha em edificações para
indústrias, infra-estrutura urbana e desempenho nos segmentos rodoviários,
aeroportuários, portuários de saneamento e de energia.
A Contern participou de recapeamento do Sistema Anhanguera-
Bandeirantes, na região de Campinhas (SP); das duplicações das rodovias SP-
225, entre os municípios de Itirapina e Jaú (SP); e SP-300, que liga as cidades
de Jundiaí e Itu (SP); as pontes rodoviárias sobre os Rios Vaza-Barris (BA/SE)
e Araguaia (GO/MT); além do anel viário metropolitano de Itu (SP).
1.5.1 Saneamento básico
Fonte: Grupo Bertin, 2008 Figura 9: Saneamento Básico – Águas de Guariroba – MS

28
A unidade atua inicialmente em Campo Grande, no Mato Grosso do Sul,
onde constatou baixa qualidade nos serviços de saneamento básico.
Em conjunto com o grupo Equipav, assumiu o controle da Águas
Guariroba S.A., para incrementar o abastecimento de água e o tratamento de
esgoto na capital do estado de Mato Grosso do Sul, aumentando o índice de
satisfação na cidade, cuja população é de 700 mil habitantes.
Segundo a empresa, já foram implantados 200 km de rede de esgoto no
município, e disponibilizadas 12.889 novas ligações domiciliares.
Até 2008, a projeção do grupo é consolidar 700 km de obras, 15
estações elevatórias, 50 km de interceptores, 68 mil ligações e uma estação de
tratamento de esgoto com capacidade para 900 litros por segundo.
1.5.2 Transporte
Fonte: Grupo Bertin, 2008 Figura 10: Concessionária Rodovias das Colinas
O grupo detém 50% da Concessionária Rodovias das Colinas, dedicada
a operar, conservar e ampliar um conjunto de 300 quilômetros de estradas que
atravessam 17 municípios do interior de São Paulo e atendem anualmente
mais de 30 milhões de veículos.
Juntas, as empresas duplicaram a rodovia SP 300, que liga as cidades
de Itupeva e Cabreúva. Apenas o Bertin movimentou 1,5 milhão de metros
cúbicos de solo e rocha e empregou um contingente de 150 colaboradores. Em
Goiás, o Bertin assinou 50%, sob regime de concessão, contrato para
construção de uma ponte sobre o Rio Araguaia, na rodovia GO 454. Com prazo
de 18 meses para execução, a obra terá 800 metros, com vão central de 120
metros destinado a permitir navegação.

29
Além da Colinas, o Bertin obteve no ano de 2006, sociedade nas
Concessionárias Convias, Sulvias e Metrovias, administradas pelo Consórcio
Univias, no rio Grande do Sul, para cerca de 25 milhões de carros por ano.
1.5.3 Energia elétrica
Fonte: Grupo Bertin, 2008 Figura 11: Sacre 2 – Central Hidrelétrica
Em 2005, o Bertin iniciou a construção de sua primeira pequena Central
Hidrelétrica (PCH) – a Sacre 2. A Brasil Central Energia S.A. – localizada no
município de Brasnorte, no Mato Grosso.
A Sacre 2 uma das empresas da holding, será a responsável por
comercializar a energia gerada. Serão 30 MW de potência, capacidade para
abastecer uma cidade de até 80 mil habitantes.
1.6 Bertin resort
Fonte:Grupo Bertin, 2008 Figura 12: Bertin Resort – Blue Tree Park – Lins/SP

30
De propriedade do grupo e administrado pela rede Blue Tree, o resort
fica próximo ás instalações industriais em Lins (SP).
São 114 departamentos e um complexo aquático de 2.800 m2, suas
dependências contam com três restaurantes de categoria internacional, bares,
fitness center, salão de beleza, sauna seca e úmida, ducha escocesa, quadras
de tênis e poliesportiva, campos de gateball e futebol society, aluguel de
caiaques, bicicleta e equipamentos de pesca, além de pista para drive-on e off-
road. Playground, salão de jogos e recreação infantil ainda divertem as
crianças.
Aliado às opções de lazer, há uma completa infra-estrutura para a
realização de eventos de negócios, incluindo quatro salas, com capacidade
total para 450 pessoas, e uma arena coberta para 1.200 pessoas.
1.7 Estrutura logística
Pelo número de veículos que tem, a transportadora do grupo pode
figurar entre as cinco maiores do Brasil.
Na verdade, a empresa tem um operador logístico que fica regulando o
quanto deve ser a frota própria e terceirizada.
A empresa tem uma operação de fluxo de carga e descarga de produtos,
que está interligada a armazéns e pátios.
No transporte entre unidades e entre plantas produtoras no abastecimento
ao centro de distribuição (CD), o grupo trabalha com frota própria e
terceirizada.
1.8 Gestão ambiental
O Grupo Bertin defende atividades pautadas no desenvolvimento
sustentável. Todas as suas plantas possuem licenças ambientais e priorizam
ações ecoeficientes que previnem possíveis impactos de suas operações.

31
No ano de 2005, o Bertin fez o replantio de 11.330 milhões de metros
quadrados de eucaliptos em áreas próximas as suas unidades industriais.
A medida, que visou à preservação dos recursos naturais, ainda
acarretou aumento de créditos de carbono e criação de 195 empregos indiretos
durante a plantação.
1.9 Tratamento de efluentes
Nas empresas do Grupo Bertin, modernas estações de tratamento de
efluentes limpam, filtram e refinam uma vazão diária de 36 mil metros cúbicos
de água, devolvida á natureza com mais de 90% de pureza.
Visando a economia de água, vários processos também utilizam o
método de reciclo nas fábricas.
Há ainda o processo de compostagem que transforma detritos sólidos
em matéria orgânica, para fertilização de lavouras e recomposição do solo.
1.9.1 Biodigestor
Com assessoria da Universidade Estadual Paulista (UNESP), o Bertin foi
o pioneiro no Brasil ao instalar, em frigoríficos, biodigestores anaeróbicos para
tratamento de efluentes.
O equipamento reduz a emissão de g[as metano na atmosfera, além de
converter resíduos industriais em biogás, que pode ser utilizado como fonte de
energia.
E já está em estudo o aproveitamento de parte das águas tratadas nos
biodigestores em sistemas de fertirrigação para agricultura própria.
1.10 Bertin Biodiesel

32
Fonte: Grupo Bertin, 2008 Figura13: Bertin Biodiesel
Atento aos inúmeros benefícios que matrizes energéticas alternativas
trazem ao panorama econômico, social e ambiental, o Grupo Bertin acredita no
biodiesel e utiliza como matéria-prima principal o sebo bovino, podendo ainda
aproveitar oleaginosas.
A entrada de operação no biodiesel é uma estratégia da empresa dentro
dos preceitos de energia limpa, na nova matriz energética do país.
A usina Brasbiodiesel comporta um processamento anual de 100 mil
toneladas de biodiesel.
Pretende-se atender 14% da demanda nacional, com a adição de 3% do
produto ao diesel. A unidade comportará um processamento anual de 100 mil
toneladas, o equivalente a 200 milhões de litros de biodiesel, a maior
capacidade instalada no país.
O empreendimento não só contempla a geração de emprego e renda,
como a redução da emissão de poluentes e ganhos em crédito de carbono. A
empresa apresenta a seguinte descrição:
a) Razão social: Bracol Holding LTDA;
b) CNPJ: 01.597.168/0006-01;
c) Endereço: RDV BR 153, s/n., Lins – CEP: 16400-033;
d) Telefone: (14) 3533 2041;
j) E-mail: www.bertin.com.br

33
CAPITULO II
A EVOLUÇÃO DO BIODIESEL
2 QUANDO E ONDE SURGIU O BIODIESEL
O Biodiesel surgiu durante a Exposição Mundial de Paris em 1900,
quando o Dr. Rudolf Diesel apresentou ao públivo um motor diesel funcionando
com óleo de amendoim. Os primeiros motores tipo diesel eram de injeção
indireta. Tais motores eram alimentados por petróleo filtrado, óleos vegetais e
até mesmo por óleos de peixe.
Em 1980 o biodiesel surge como prodiesel, mas é abordado por
questões políticas e só a partir de 2002 o país aprova como fonte energética e
autoriza as pesquisas e obtenção.
O biodiesel nasceu para o mundo como uma alternativa promissora aos
combustíveis minerais, derivados do petróleo. O caráter renovável torna o
produto uma fonte importante de energia no longo prazo.
2.1 O que é Biodiesel
O biodiesel é um combustível natural usado em motores diesel,
produzido através de fontes renováveis, que atende as especificações da
Associação Nacional do Petróleo (ANP).
Com uma definição mais estendida o biodiesel é um combustível
renovável derivado de óleos vegetais, gordura animal ou residual, usado em
motores a diesel em qualquer concentração de mistura com o diesel, produzido
através de um processo químico que remove a glicerina do óleo.
O Biodiesel é uma alternativa aos combustíveis derivados do petróleo e
pode ser usado em carros ou em qualquer outro veículo com motor diesel.

34
É um combustível que emite menos poluentes que o diesel. O
biocombustível vêm sendo testado atualmente em várias partes do mundo.
Países como Argentina, Estados Unidos, Malásia, Alemanha, França e Itália já
produzem biodiesel comercialmente, estimulando o desenvolvimento da escala
industrial.
O biodiesel contribui para a redução de 78% (setenta e oito por cento)
de dióxido de carbono, 98% (noventa e oito por cento) de enxofre e 53%
(cinqüenta e três por cento) de monóxido de carbono. (PENIDO, 2005.)
As misturas entre o biodiesel e o diesel mineral é conhecida pela letra B,
mais o número que corresponde a quantidade de biodiesel na mistura, por
exemplo, se uma mistura tem 5% de biodiesel é chamada de B5, se tem 20%
de biodiesel é B20. Atualmente nos postos em todo o Brasil é comercializado o
B3.
A utilização do biodiesel puro ainda esta sendo testada, se for usado só
biodiesel sem misturar com o diesel mineral, vai se chamar B100.
2.2 Quais as vantagens do biodiesel
De acordo com a Revista Biodiesel (2007 / 2008) por ser uma fonte
limpa e renovável de energia o biodiesel vai gerar emprego e renda para o
campo, pois o país abriga o maior território tropical do planeta, com solos de
alta qualidade que permitem uma boa agricultura.
Temos no Brasil muitas terras cultiváveis que podem produzir uma
enorme variedade de oleaginosas, principalmente nos solos menos produtivos,
com um baixo custo e que servem de matéria-prima para a produção de
biodiesel. Com isso, o trabalhador se sente seguro no campo, reduzindo o
inchaço das grandes cidades e favorecendo o ciclo da economia auto-
sustentável essencial para a autonomia do país
O biodiesel é um ótimo lubrificante que pode aumentar a vida útil do
motor. O risco de explosão é muito baixo pois o biodiesel precisa de uma fonte
de calor acima de 150°C para que a explosão ocorra, com isso torna fácil e
seguro o transporte e armazenamento do produto.

35
O efeito estufa, deixa nosso planeta mais quente, devido ao aumento de
Dióxido de Carbono (CO2) na atmosfera (para cada 3,8 litros de gasolina que
um automóvel queima, são liberados 10kg de CO2 na atmosfera). A queima de
derivados de petróleo contribui para o aquecimento do clima global por elevar
os níveis de CO2 na atmosfera. O biodiesel permite que se estabeleça um ciclo
fechado de carbono no qual o CO2 é absorvido quando a planta cresce e é
liberado quando o biodiesel é queimado na combustão do motor.
O uso do biocombustível proporciona ganho ambiental para todo o
planeta, pois colabora para diminuir a poluição e o efeito estufa. Por ser
constituído de carbono neutro as plantas capturam todo o CO2 emitido pela
queima do biodiesel e separam o CO2 em carbono e oxigênio, neutralizando
a emissão de gases poluentes no ambiente. A cada 1 tonelada de biodiesel
usado corresponde a uma redução de 2,5 toneladas de CO2 emitidos na
atmosfera. (REVISTA BIODIESEL, 2008)
Por ser um produto natural e biodegradável, surgem problemas de
degradação natural.
Os óleos vegetais usados na produção do biodiesel podem ser obtidos
de qualquer oleaginosa, também podem ser utilizados qualquer tipo de
gordura animal e gorduras residuais.
Resumidamente, o biodiesel é uma alternativa econômica, tem a
vantagem de ser confiável e renovável, protege o nosso meio ambiente e
fortalece a economia do país gerando mais empregos. Ao utilizar biodiesel
estaremos utilizando qualidade.
2.3 Quais as desvantagens do biodiesel
De acordo com a Revista Biodiesel (2007/2008) os grandes volumes de
glicerina gerados na produção de biodiesel não possuem mercado certo para
absorverem 100% dessa geração, apesar da glicerina ser utilizada em vários
segmentos ainda não é o suficiente para utilizar tudo o que é gerado.
Hoje, para ser totalmente aproveitada no mercado a glicerina precisaria
ser ofertada a preços muito inferiores aos atuais e com isso todo o mercado de
36
óleo-químico poderia ser afetado. Porém ainda não há uma visão clara sobre
os possíveis impactos potenciais desta oferta de glicerina.
Outro fator importante é que no Brasil e na Ásia, lavouras de soja e
dendê, cujos óleos são fontes potencialmente importantes de biodiesel, estão
invadindo florestas tropicais, que são importantes bolsões de biodiversidade.
Embora, aqui no Brasil, essas lavouras não tenham o objetivo de serem usadas
como principal fonte de matéria-prima para o biodiesel, essa preocupação deve
ser considerada.
Estudos estão sendo realizados por empresas e cientistas para novas
Aplicações dessa glicerina gerada da produção de biodiesel. Espera-se que
futuramente as empresas tenham alternativas de uso do produto.
2.4 Aplicações para a glicerina
A Glicerina é produzida por via química ou fermentativa. Tem uma
centena de usos, principalmente na indústria química. Os processos de
produção são de baixa complexidade tecnológica. (REVISTA BIODIESEL,
2008).
Depois de fortes oscilações na década de 90, desde 2000 o mercado
para glicerina volta a crescer. Uma grande fonte agora na Europa e nos
Estados Unidos é a glicerina proveniente do biodiesel.
Os excedentes de glicerina derivada do biodiesel poderão levar a
grandes reduções no preço. Com as reduções substanciais de preço, deverão
também entrar no mercado de outros polióis (poliuretanos), em particular o
sorbitol. Na Europa, o aumento de biodiesel, para atingir apenas alguns pontos
porcentuais do diesel, cobriria grande parte da demanda atual por glicerol.
A produção por síntese microbiana predominou até que a síntese
química, de subproduto do polipropileno, avançou em 1950. Agora, com o
declínio na produção de polipropileno, as fermentações voltaram a ocupar
espaço no mercado. O mercado de volumes e preços oscilou muito na última
década.
As principais aplicações são:

37
a) Síntese de resina, ésteres 18%
b) Aplicações farmacêuticas 7%
c) Uso em cosméticos 40%
d) Uso alimentício 24%
e) Outros 11%
A demanda cresce mais nos mercados de uso pessoal e
higiene dental, e alimentos, onde o produto tem maior pureza e valor.
Corresponde a 64% do total. Em alimentos, a demanda de glicerina e
derivados cresce em 4% ao ano. (REVISTA BIODIESEL, 2008)
A glicerina é atualmente um dos ingredientes mais utilizados na indústria
farmacêutica na composição de cápsulas, supositórios, anestésicos, xaropes e
emolientes para creme e pomadas, antibióticos e anti-sépticos.
Por ser não-tóxico, não-irritante, sem cheiro e sabor, a glicerina tem sido
aplicada como emoliente e umectante em pastas de dente, cremes de pele,
loções pós-barba, desodorantes, batons e maquiagens.
A glicerina tem sido empregada no processamento de tabaco a fim de
tornar as fibras do fumo mais resistentes e evitar quebras. É empregada na
composição dos filtros de cigarros e como veiculo de aromas.
Nas indústrias têxteis ela é usada para amaciar e aumentar a
flexibilidade das fibras têxteis. A glicerina pode ser usada como umectante para
conservar bebidas e alimentos tais com refrigerantes, balas, bolos, pastas de
queijo e carne, ração animal seca, etc.
Pode ainda ser empregada como lubrificante de máquinas
processadoras de alimentos, fabricação de tintas e resinas, fabricação de
dinamite, etc.
Para ser utilizada na produção de cosméticos a glicerina precisa ser bi-
destilada, processo este que gera um custo maior para a empresa.
Porém mesmo com as aplicações acima citadas, o mercado ainda não
consegue absorver tudo o que é gerado. Buscam-se novas aplicações de
grandes volumes para glicerina no mundo, e isto provavelmente se dará nos
intermediários para plásticos.
Segundo Marcos de Oliveira no Brasil, a mais recente novidade é o uso
da glicerina que sobra, como subproduto, da elaboração do biodiesel para
produzir o propeno, resina obtida até aqui de derivados de petróleo e utilizada

38
para fazer polipropileno (PP). Esse plástico é amplamente utilizado em
automóveis, eletrodomésticos, seringas descartáveis, fraldas, embalagens para
alimentos e produtos de limpeza.
Paralelamente, estão sendo realizados vários estudos, afim de buscar
outras alternativas para aproveitar a glicerina. Existem pesquisas que visam
aproveitar a glicerina como fungicida e herbicida. (REVISTA BIODIESEL, 15
set. 2008). Estudos para utilizá-la como aditivo na gasolina ou no diesel.
Estudos para utilizá-la em gás metano; como fonte de energia para a própria
produção de biodiesel; na alimentação animal. Caso as pesquisas atinjam seu
objetivo, a glicerina deixará de ser uma preocupação para os produtores de
biodiesel que atualmente estocam o produto em tanques próprios ou de
terceiros pagando alugueis. Vale ressaltar que essas possíveis alternativas
estão em estudo e que não são soluções de curto prazo.
Também frizamos que a geração de glicerina não depende do produtor
querer ou não sua geração, a mesma é um co-produto do biodiesel. Quanto
maiores foram os volumes de biodiesel maiores serão também os volumes de
glicerina.
Para cada 1 litro de biodiesel gerado, 300 mililitros são obtidos de
glicerina. (NEWSCOMEX, 2008.)
2.5 O caminho percorrido até a transformação em combustível
Os procedimentos relativos á preparação da matéria-prima para a sua
conversão em biodiesel visa criar as melhores condições para a efetivação da
reação de transesterificação, com a máxima taxa de conversão. Em principio é
necessário que a matéria-prima tenha o mínimo de umidade e de acidez. Isso é
possível submetendo a um processo de neutralização, através de uma lavagem
com uma solução alcalina de hidróxido de sódio ou de potássio, seguida de
uma operação de secagem ou desumidificação. As especificidades do
tratamento depende da natureza e condições da matéria graxa empregada
com matéria-prima.
A reação de transesterificação é a etapa da conversão, propriamente

39
dita, do óleo ou gordura, em ésteres metílicos ou etílicos de ácidos graxos,
que constitui o biodiesel.
Óleo ou gordura + metanol ésteres metílicos + glicerol
ou
Óleo ou gordura + etanol ésteres etílicos + glicerol
Fonte: Revista Biodiesel Figura 14: Equação química simplificada para demonstrar a reação
de transesterificação.
A primeira equação química mostra que quando se utiliza o metanol
( álcool metílico ) como agente de transesterificação, obtém - se, portanto,
como produto, os ésteres metílicos que constituem o biodiesel e o glicerol
(glicerina).
A segunda equação envolve o uso de etanol ( álcool etílico), como
agente de transesterificação, resultando como produto o biodiesel ora
representado por ésteres e o glicerol.
Sob o ponto de vista objetivo, as reações químicas são equivalentes,
uma vez que os ésteres metílicos e os ésteres etílicos possuem propriedades
equivalentes como combustível, sendo ambos, considerados biodiesel.
As duas reações na presença de um catalisador, o qual pode ser
empregado o Hidróxido de Sódio (NaOH) ou Hidróxido de Potássio (KOH),
usados em pequenas proporções. A diferença entre eles, com respeito aos
resultados na reação, é muito pequena. No Brasil o hidróxido de sódio é muito
mais barato do que o hidróxido de potássio. Pesando as vantagens e
desvantagens é muito difícil decidir, genericamente, o catalisador mais
recomendado, e dessa forma, por prudência, essa questão deverá ser remetida
para o caso a caso.
No Brasil, a rota etílica, tem sido a preferência em virtude da oferta
desse álcool, de forma disseminada em todo o território nacional. Assim, os
custos diferenciais de fretes, para o abastecimento de etanol versus o
abastecimento de metanol, em certas situações, possam influenciar a decisão.
Sob o ponto de vista ecológico o uso do etanol leva vantagens sob o
metanol, quando este álcool é obtido a partir de derivados do petróleo, no
entanto é importante lembrar que o metanol pode ser produzido a partir da

40
biomassa ou da petroquímica oriunda de reações químicas, quando essa
suposta vantagem ecológica pode desaparecer. Em todo o mundo o biodiesel
tem sido obtido via metanol.
Na separação das fases, após a reação de transesterificação que
converte a matéria graxa em ésteres (biodiesel), a massa reacional final é
constituída de fases, separáveis por decantação ou por centrifugação.
A fase mais pesada é composta de glicerina bruta impregnada dos
excessos utilizados de álcool, de água e de impureza inerentes a matéria-prima
A fase menos densa é constituída de uma mistura de ésteres metílicos
ou etílicos, conforme a natureza do álcool originalmente adotado também
impregnado de excessos reacionais de álcool e de impurezas.
Na recuperação do álcool da glicerina, a fase pesada, contendo água e
álcool, é submetida a um processo de evaporação, eliminando-se da glicerina
bruta esses constituintes voláteis, cujos vapores são liquefeitos num
condensador apropriado.
Na recuperação do álcool dos ésteres, da mesma forma, mas
separadamente, o álcool residual é recuperado da fase mais leve, liberando
para as etapas seguintes os ésteres metílicos ou etílicos.
Na desidratação do álcool os excessos residuais, após o processo de
recuperação, contêm quantidades significativas de água, necessitando de uma
separação. A desidratação do álcool é feita normalmente por destilação.
No caso da desidratação do metanol, a destilação é muito simples e fácil
de ser conduzida, uma vez que a volatilidade relativa dos constituintes dessa
mistura é muito grande e ademais, inexistente o fenômeno da azeotropia -
mistura de duas ou mais substâncias que, a uma certa composição, possui um
ponto de ebulição constante e fixo, como se fosse uma substância pura - para
dificultar a completa separação. (REVISTA BIODIESEL, 2008)
Diferentemente, a desidratação do etanol, complica-se em razão da
azeotropia, associada a volatilidade relativa não tão acentuada como é o caso
da separação da mistura metanol – água.
Durante a purificação dos ésteres os mesmos deverão ser lavados por
centrifugação e desumidificados posteriormente, resultando finalmente o
biodiesel, o qual deverá ter suas características enquadradas nas
especificações das normas técnicas estabelecidas para o biodiesel como

41
combustível para uso em motores do clico diesel.
Durante a destilação da glicerina, toda a glicerina bruta, emergente do
processo, mesmo com suas impurezas, constitui um sub-produto vendável. No
entanto, o mercado é muito mais remunerador a comercialização da glicerina
purificada, quando o seu valor é realçado.
A purificação da glicerina bruta é feita por destilação a vácuo, resultando
um produto límpido e transparente, denominado comercialmente de glicerina
destilada.
2.6 Crédito de carbono
De acordo com a Biobras, a preocupação com o meio ambiente levou os
países da Organização das Nações Unidas a assinarem um acordo que
estipulasse um controle sobre as intervenções humanas no clima. Assim o
mercado de créditos de carbono nasceu em dezembro de 1997 com a
assinatura do Protocolo de Kyoto.
O protocolo determina que os países desenvolvidos reduzam suas
emissões de gases de efeito estufa em 5,2%, em média, relativas ao ano de
1990, entre 2008 e 2012.
Para isso, existem alternativas para auxiliá-los ao cumprimento de suas
metas, chamadas de mecanismos de flexibilização, também conhecido com
período de compromisso. Para não comprometer as economias desses países,
o protocolo estabeleceu que, caso seja impossível atingir as metas
estabelecidas por meio da redução das emissões dos gases, os países
poderão comprar créditos de outras nações que possuam projetos de
Mecanismo de Desenvolvimento Limpo (MDL).
O MDL nasceu de uma proposta brasileira á Convenção Quadro das
Nações Unidas sobre Mudança do Clima (CQNUMC). Trata-se do comércio de
créditos de carbono baseado em projetos que visam reduzir os impactos ao
meio ambiente.
O MDL é um instrumento de flexibilização que permite a participação no
mercado dos países em desenvolvimento, ou nações sem compromissos de

42
redução, como o Brasil. Os países que não conseguirem atingir suas metas
terão liberdade para investir em projetos MDL de países em desenvolvimento.
Através deles, países desenvolvidos comprariam créditos de carbono em
tonelada de CO2 equivalente, de países em desenvolvimento responsáveis por
tais projetos.
Os projetos que possuem o objetivo de melhorar a eficiência energética,
biomassa, etc, são esperados resultados em um período de 7 a 21 anos sendo
que o compromisso do Protocolo de Kyoto tem seu primeiro período previsto
para 2008 – 2012. Como existe um alto grau de incertezas quanto as
negociações para o segundo período, optou-se por fazer uma estimativa
visando o primeiro período para o que seria o potencial de participação anual
do Brasil e do agronegócio neste mercado, conforme o quadro 1.
Fonte: Embrapa / MAPA – Biobras. Quadro 1: Estimativa do potencial de participação anual do agronegócio brasileiro no mercado de crédito de carbono para o primeiro período de compromisso do Protocolo de Kyoto.
2.7 Protocolo de Kyoto e sua relação com o biodiesel
O protocolo de Kyoto é resultado de vários eventos iniciados com a
Toronto Conference on the Changing Atmosphere (CCA), no Canadá (outubro
de 1988), seguida pelo First Assessment Report em Sundsvall (IPCC’s), Suécia
(agosto de 1990) e que culminou com a CQNUMC na ECO-02 no Rio de
Janeiro em junho de 1992.
O objetivo do protocolo é um tratado internacional com compromissos

43
mais rígidos para a redução da emissão dos gases que provocam o efeito
estufa, considerados, de acordo com a maioria das investigações cientificas,
como causa do aquecimento global.
Discutido a negociação em Kyoto no Japão em 1997, foi aberto para
assinaturas em 16 de março de 1998 e ratificado em 15 de março de 1999.
O protocolo de Kyoto entrou oficialmente em vigor no dia 16 de fevereiro
de 2005 tendo sido comemorado em todo o mundo. Em virtude da ratificação
por parte da Rússia, em novembro de 2004, passou a contar com 55 % das
nações desenvolvidas, e mesmo sem o apoio de alguns países, como os EUA
– que se recusou a assinar o tratado e, sozinhos são responsáveis por 25 % da
poluição mundial – o protocolo passou a ter valor legal.
Foram 141 países que se comprometeram a reduzir a liberação de
gases que causam o efeito estufa em pelo menos 5,2% até 2012, percentual
estabelecido com base na emissão de 1990. Aqueles que não atingirem a meta
da redução prevista serão penalizados.
Em contrapartida criou-se o Mercado de Créditos de Carbono visando
estimular a implementação de meios que proporcionem o controle das
condições ambientais, o qual já vem realizando algumas operações.
A principal vantagem do protocolo consiste no financiamento de
empreendimentos que contribuam para reduzir a emissão de gases causadores
do efeito estufa tais como o gás carbônico e o enxofre, dentre outros.
Assim, os empreendimentos são financiados sem condições especiais,
como estímulo a sua contribuição para a melhoria de condições ambientais do
Planeta.
2.8 Protocolo de Kyoto X biodiesel
A utilização do biodiesel como combustível apresenta várias vantagens
na diminuição das emissões de Gases do Efeito Estufa (GEE), pois contribui
com a redução qualitativa e quantitativa dos níveis de poluição ambiental, ao
substituir o óleo diesel.
Por ser obtido de um processo sustentável utilizando matérias-primas

44
vegetais renováveis tem efeito positivo sobre o ciclo do carbono, possibilitando
a quantificação dos “créditos ambientais”, que é a diferença entre o CO2 que
gera combustão do biodiesel e o que se fixa na plantação da matéria-prima, se
essa for espécie perene.
Essa relação sempre será maior que um combustível fóssil que, pela sua
própria natureza, só gera gases de combustão sem ter no seu processo de
fabricação a fase de fixação de carbono.
Se o protocolo for implementado com sucesso, estima-se que deva
reduzir a temperatura global entre 1,4ºC e 5,8ºC até 2100, entretanto, isto
depende muito das negociações pós período 2008/2012, pois há comunidades
cientificas que afirmam categoricamente que a meta de redução de 5,2% em
relação aos níveis de 1990 é insuficiente para a redução do impacto no
aquecimento global.
2.9 Nasce uma potência
No começo de 2008 tivemos o inicio do Programa Nacional de Produção
e uso de Biodiesel (PNPB). O PNPB é um programa interministerial do
Governo Federal que objetiva a implementação de forma sustentável, tanto
técnica, como economicamente, a produção e uso do Biodiesel, com enfoque
na inclusão social e no desenvolvimento regional, via geração de emprego e
renda.
A Lei número 11.097, de 13 de janeiro de 2005, estabelece a
obrigatoriedade da adição de um percentual mínimo de biodiesel ao óleo diesel
comercializado ao consumidor, em qualquer parte do território nacional. Esse
percentual obrigatório será de 5% oito anos após a publicação da referida lei,
havendo um percentual obrigatório intermediário de 3 % três anos após a
publicação da mesma.
Mesmo com os problemas enfrentados em 2004 o país chegou à
produção de 2,5 de litros de biodiesel, alcançando o potencial esperado para o
ano de 2013.
O desenvolvimento industrial demonstra mobilização no setor privado, já

45
o governo anda com a dificuldade em se adaptar a esse acentuado
crescimento da capacidade, prova disso são os leilões de biodiesel.
Mesmo sem incentivos fiscais do governo federal, o uso do sebo bovino
desponta como uma das opções mais interessantes para a produção de
biodiesel competitivo em grande escala no Brasil. (BIODIESELBR, 2007/2008).
Por falta de atenção merecida o sebo bovino tem sido o “patinho feio” na
história do biodiesel no Brasil. Foi classificado no segundo lugar pelo governo
federal no PNPB. Porém o que o governo não percebeu ainda é que o sebo
bovino deverá tornar-se a figura principal na produção do combustível no
Brasil.
Os motivos do programa governamental são muitos, o primeiro e mais
importante é a falta de incentivo fiscal, quem produz biodiesel a partir de óleo
vegetal pode receber benefícios importantes se atender os requisitos do
governo. Porém quem produz biodiesel a partir do sebo bovino não pode contar
com essas facilidades, além de ter que pagar normalmente o programa de
integração social (PIS) / contribuição para financiamento da seguridade social
(COFINS).
Decorrente do pagamento desses dois impostos o litro de
biocombustível acaba ficando R$0,22 mais caro que os demais, o que torna a
produção não vantajosa para o produtor resultando em desvantagem
comercial.
Mesmo com esse descaso, os especialistas acreditam que o sebo
bovino terá o seu mercado ao sol no mercado de biodiesel, além de ter grandes
chances de tornar-se elemento-chave na produção de combustível renovável
de origem biológica.
Quem sabe agora se entenda que os insumos de origem animal podem
ser a salvação do biodiesel no Brasil. (BIODIESELBR, 2007/2008). Com o óleo
de soja a R$2,00 e considerando R$0,50 relativo aos custos de fabricação o
preço final fica em torno de R$2,50 por litro de biodiesel produzido a partir de
oleaginosas. Com o mercado das oleaginosas em alta isso tende a aumentar o
custo de biodiesel produzido a partir dessa matéria-prima. Com isso a busca
por sebo bovino tende a aumentar, uma vez que os custos do sebo de origem
bovina e de outras matérias graxas animais são 40% mais baratos que os
derivados de produtos vegetais.

46
O impulso que os pecuaristas precisavam veio com o crescimento da
procura pelo sebo para a produção de combustíveis, a partir daí tiveram a
chance de somar ao preço final dos negócios algo que muitas vezes chegava a
ser considerado um mero rejeito.
Em meados de 2006 o sebo vinha sendo comercializado a valores em
torno de R$550,00/Ton. Muitas vezes eram utilizados como energia em queima
como substituição de outros óleos. No final do mesmo ano, as cotações
dobraram e os preços permaneceram em alta até hoje. Mesmo com a elevação
do custo, a diferença de valores ainda é significativa em favor da gordura
animal.
De acordo com César Abreu, historicamente o sebo tem um preço
menor que os óleos vegetais. (REVISTA BIODIESEL, 2007/2008).
O sebo é realmente mais barato e mesmo exigindo um tratamento
diferenciado durante o recebimento, tratamento e manuseio ainda continua
sendo mais vantajoso em relação ao material de origem vegetal.
Para uma planta que se prepara para trabalhar somente com óleos
vegetais, certamente terá problemas ao utilizar o sebo, pois é uma gordura
sólida em temperatura ambiente diferente da maioria dos óleos vegetais.
Entre as grandes vantagens dos insumos animais é que a matéria-prima
já está disponível para uso. O Brasil é o país com maior rebanho bovino
comercial do planeta e o segundo maior produtor de carne bovina. A indústria
pecuária abate por trimestre 7,6 milhões de cabeças de gado no país. A cada
animal abatido pode-se retirar em média de 15 a 17 quilos de sebo. (IBGE,
2007).
Até hoje o sebo era considerado um subproduto do boi, que servia
principalmente para a indústria alimentícia e para a indústria de cosméticos. O
setor saboeiro consome cerca de 500 mil toneladas de gordura por ano, desse
total aproximadamente 450 mil toneladas por ano são de sebo bovino. O
surgimento da indústria do biodiesel como concorrente na compra dessa
matéria-prima preocupa o segmento.
A Brasbiodiesel é uma das indústrias no país que atualmente
utiliza principalmente o sebo na produção de biodiesel. O insumo vem
ganhando adeptos e parece cada vez mais fortalecido no mercado nacional.
Em pesquisa realizada pelo grupo BIODIESELBR verificamos que das
47
119 usinas comerciarias instaladas ou em implementação no Brasil 42
informaram que pretendem utilizar sebo no mix de matérias-primas na
intenção de somar forças com a utilização de gorduras vegetais.
O caso do Bertin que investiu 42 milhões de reais para ter uma indústria
capaz de gerar 100 mil toneladas de biodiesel por ano é bastante específico. A
empresa já trabalhava com matéria - prima bovina para outros gêneros de
produção.
Com a chegada dos projetos de biodiesel, o investimento necessário foi
consideravelmente reduzido.
O processo utilizado para produzir biodiesel a partir da gordura animal é
basicamente o mesmo dos óleos vegetais: a transesterificação. Trata-se da
reação da gordura com um álcool, impulsionada pela presença de um agente
catalisador.
Na Brasbiodiesel o álcool utilizado é o metanol. Como resultado, obtém-
se o biodiesel e a glicerina que pode ser aproveitada nos segmentos
farmacêuticos, cosméticos e químicos.
A maior e melhor parte da gordura animal ficam para a indústria
farmacêutica, com isso, resta para a produção de biodiesel o material de
segunda linha com mais impurezas.
O que garante a competitividade e a lucratividade do biodiesel produzido
pela Brasbiodiesel, é o fato de que a empresa utiliza o sebo como principal
matéria-prima, com isso os custos de produção são bem menores. Ao contrário
do que se pensa, a Brasbiodiesel não utiliza em sua produção, o sebo gerado
no Grupo Bertin, a mesma compra o sebo de fornecedores externos, pois todo
o sebo demandado pelo Grupo são destinados a outros mercados já definidos
antes da construção da fábrica de biodiesel.
O preço do sebo hoje está em torno de R$1,76 kg, quando a fábrica de
biodiesel começou sua produção em 2007 o preço do kilo do sebo estava em
torno de R$0,80 durante a construção da planta o preço do sebo chegou a
R$0,38 o kilo. (Brasbiodiesel, 2008)
48
CAPITULO III
OS IMPACTOS DO BIODIESEL NO AMBIENTE, MEIO SOCIAL E
AGRICULTURA
3 Meio Ambiente
Estudos indicam os males do efeito estufa e o uso de combustíveis de
origem fóssil tem sido apontado como o principal responsável por isso.
Melhorar as condições ambientais, sobretudo nos grandes centros
metropolitanos, significa também melhorar a qualidade de vida da população e
evitar gastos dos governos e dos cidadãos no combate aos males da poluição.
A comunidade Européia, os Estados Unidos e diversos outros países
vêm estimulando a substituição do petróleo por combustíveis de fontes
renováveis, incluindo principalmente o biodiesel, diante de sua expressiva
capacidade de redução da emissão de poluentes e de diversos gases
causadores do efeito estufa.
A atenção ao meio ambiente é uma das formas mais eficazes de projetar
o nome de um país no cenário internacional, diante da visibilidade e da
importância crescente do tema ambiental. Além disso, a produção de biodiesel
possibilita pleitear financiamentos internacionais em condições favorecidas, no
mercado de créditos de carbono, sob o MDL, previsto no Protocolo de kyoto.
3.1 Inclusão social
Além das vantagens econômicas e ambientais, há o aspecto social,
de fundamental importância, sobretudo em se considerando a possibilidade
de conciliar sinergicamente todas essas potencialidades. De fato, o cultivo de
matérias-primas e a produção industrial de biodiesel, ou seja, a cadeia

49
produtiva do biodiesel, tem grande potencial de geração de empregos,
promovendo, dessa forma, a inclusão social, especialmente quando se
considera o amplo potencial produtivo da agricultura familiar.
No semi-árido brasileiro e na região Norte, a inclusão social é ainda
maior, o que pode ser alcançado com a produção de biodiesel de mamona e de
palma.
Para se ter uma visão geral sobre a criação de novos postos de trabalho,
é suficiente registrar que a adição de 3% de biodiesel ao diesel mineral poderá
proporcionar o emprego de mais de 200 mil famílias. Para estimular ainda mais
esse processo, o Governo lançou também o selo Combustível Social, um
conjunto de medidas específicas visando estimular a inclusão social da
agricultura nessa importante cadeia produtiva que teve início com o B2 em
janeiro de 2008 e agora com o B3 em julho de 2008, depois crescerá
gradativamente.
3.2 Agricultura familiar
O Instituto Nacional de Colonização e Reforma Agrária (INCRA) e o
Fundo das Nações Unidas para a Agricultura e Alimentação (FAO)
apresentaram dados que revelam que aproximadamente 85% do total de
propriedades rurais do pais pertencem a grupos familiares. São 13,8 milhões
de pessoas que têm na atividade agrícola praticamente sua única alternativa de
vida, em cerca de 4,1 milhões de estabelecimentos familiares, o que
corresponde a 77% da população ocupada na agricultura. (TOSCANO, 2003.)
Propagado em todo o mundo pelo governo brasileiro como exemplo de
sucesso, o Programa Nacional do Biodiesel vai injetar pelo menos R$ 369
milhões na agricultura familiar até 2007. Esses recursos vão beneficiar 205.471
agricultores familiares que têm contratos de venda da matéria-prima para as
usinas produtoras de biodiesel. (Biodieselbr.com., 2006.)
Ao mesmo tempo em que colocará dinheiro nas mãos calejadas de
quem planta mamona no semi-árido, o programa do novo combustível também
permitirá a redução da importação de óleo diesel em cerca de R$ 320 milhões

50
no mesmo período. Ou seja, recursos que iriam para megaempresas
estrangeiras de petróleo ficarão no Brasil, parte deles com os pobres do
campo.
O biodiesel será uma porta de saída do Bolsa-Família ao aumentar a renda de quem atualmente está abaixo da linha da pobreza. O biodiesel tem um potencial muito grande no meio rural. (ANANIAS. P. BIODIESELBR, set. 2006)
O grande mercado energético brasileiro e mundial poderá dar
sustentação a um imenso programa de geração de emprego e renda a partir da
produção do biodiesel. A produção de oleaginosas em lavouras familiares faz
com que o biodiesel seja uma alternativa importante para a erradicação da
miséria no país.
3.3 Matérias-primas para biodiesel
As matérias-primas que podem ser utilizadas na produção de
biodiesel são provenientes de derivados de óleos vegetais, gordura animal e
gorduras residuais. Óleos vegetais e gorduras residuais são basicamente
compostos de triglicerídeos, ésteres de glicerol e ácidos graxos. Os termos
monoglicerídeo e diglicerídeo referem-se ao número de ácidos que cada um
possui. No óleo de soja, o ácido predominante é o ácido oléico, no óleo de
babaçu é o ácido laurídico e no sebo bovino, o ácido esteárico.
3.4 Algumas matérias-primas derivadas de óleo vegetal
O Brasil apresenta condições inigualáveis para o plantio de oleaginosas
com propósito de produzir biodiesel, com profundas repercussões sociais,
ambientais e econômicas.
Conforme opina Rui Pedro Ribeiro:

51
Temos uma enorme vantagem competitiva gerada por uma elevada extensão territorial com aptidão agrícola, clima favorável e capacidade produtiva – somos hoje um dos maiores produtores mundiais de alguns grãos usados como matéria-prima. (RIBEIRO, R. P. BIODIESELBR, dez. 2007 / jan. 2008. p. 16)
Segundo José Ribeiro, entre as culturas, duas são destaques, a da
mamona (Ricinus comunis) e o dendê (Elaesis guineensis) as quais foram
escolhidas para o programa de selo verde.
Qualquer óleo vegetal pode ser usado, desta forma podemos citar ainda
o amendoim (Arachis hypogaea L.), o babaçu (Orbignya martiana), o algodão
(Gossypium herbaceum), o pequi (Caryocar brasiliense), o buriti (Mauritia
vinifera), a macaúba (Acrocomia sclerocarpa), mais recentemente o Pinhão
manso (jatropha curcas) entre outras.
a) mamona: a cultura da mamona se adapta muito bem ao clima semi-
árido. O óleo de mamona tem aproximadamente 90% de ácido rícino oléico.
Para uso como biodiesel destaca-se pelo índice de lubricidade, elevada
estabilidade térmica, maior teor de oxigênio que os demais, índice de
insaturação moderado e a não utilização na indústria alimentícia.
b) dendê: o óleo de dendê ou palma também pode ser usado para
outras finalidades: cosméticos, sabão, sabonetes, velas, produtos domissanitá-
rios, farmacêuticos, lubrificantes, dentre muitas outras. O biodiesel desse óleo
esta sendo feito no Brasil dos ácidos graxos livres obtidos na extração e refino.
c) pinhão manso: pode ser considerado uma das mais promissoras
oleaginosas para substituir o diesel de petróleo, pois as amêndoas podem
gerar de 50 a 52% de óleo depois de extraído com solventes e 32 a 35% em
caso de extração por expressão. Seu óleo é empregado na fabricação de
sabão e tinta. Além disso, a torta que resta é um fertilizante rico em nitrogênio,
potássio, fósforo e matéria orgânica, porém, pela substância tóxica presente
não pode ser utilizada para alimentação animal. A casca dos pinhões pode ser
usada como carvão vegetal e matéria-prima na fabricação de papel.
d) girassol: é indicado para produção de biodiesel pela excelente
qualidade do óleo extraído de sua semente. É considerado um cultivo rústico
que se adapta facilmente às condições climáticas pouco favoráveis, além disso,
é uma cultura econômica e que não requer manejo especializado, sendo
52
preferencialmente recomendado para as regiões Sudeste e Sul do Brasil.
e) nabo forrageiro: é uma planta da família das Crucíferas, muito
utilizada para adubação verde no inverno, rotação de culturas e alimentação
animal;
f) algodão: a quantidade de óleo extraído da semente do algodão é em
torno de 12-15% e é considerada baixa em relação a outras oleaginosas. Por
outro lado, para os produtores de algodão ela pode representar economia uma
vez que o biodiesel produzido seja para consumo na fazenda. O óleo bruto
pode apresentar acidez elevada, além da presença do gossipol o que dificulta a
obtenção do biodiesel, porém é considerado a mais importante das fibras
têxteis, naturais ou artificiais, é também a planta de aproveitamento mais
completo e que oferece os mais variados produtos de utilidade;
g) soja: liderou a implantação de uma nova civilização no Brasil central,
levando o progresso e o desenvolvimento para a região despovoada e
desvalorizada, fazendo brotar cidades no cerrado;
h) babaçu: o óleo de babaçu produz um biodiesel de excelente
qualidade devido a sua composição de ácidos graxos saturados. Com elevado
índice de cetano, baixa viscosidade, densidade semelhante ao diesel e ponto
de fulgor superior a 100. Destaca-se entre as palmeiras encontradas em
território brasileiro pela peculiaridade, graça e beleza da estrutura que lhe é
característica, chegando a atingir entre 10 a 20 metros de altura;
i) palma: possui um cultivo perene pois só começa a produzir frutos a
partir de 3 anos, depois de semeada, tem uma vida econômica entre 20 a 30
anos;
j) tungue: é nativo da Ásia, onde é cultivado predominantemente
na China. Tung significa na língua chinesa coração, nome inspirado no formato
das folhas dessa planta; e
l) amendoim: é uma planta originária da América do Sul com provável
centro de origem na região de Gran Chaco, incluindo os vales do Rio Paraná e
Paraguai. A difusão do amendoim iniciou-se pelos indígenas para as diversas
regiões da América Latina, América Central e México. A importância econômica
do amendoim está relacionada ao fato das sementes possuírem sabor
agradável e serem ricas em óleo (aproximadamente 50%) e proteína (22% a
30%).

53
3.5 Algumas matérias-primas derivadas de gordura animal
Entre as matérias-primas derivadas de gorduras animais, destacam-se:
a) sebo bovino: é uma gordura de origem animal extraída do gado
bovino;
b) óleo de peixe: é um óleo de origem animal extraído de peixes
marinhos que habitam águas profundas e frias;
c) óleo de mocotó: também conhecido como óleo de tutano que é um
óleo também de origem bovina, porém é extraído da tíbia – canela - do boi; e
d) banha de porco: é uma gordura de origem animal extraída de porcos.
Esses são alguns exemplos dos principais tipos de gordura animal com
grande potencial para a produção de biodiesel.
3.6 Algumas matérias-primas derivadas de gorduras residuais
As gorduras residuais resultantes de processamentos
doméstico, comercial e industrial também podem ser utilizados como
matéria-prima para produção de biodiesel.
As gorduras residuais representam um grande potencial de oferta. Um
Levantamento primário da oferta de gorduras residuais de frituras, suscetíveis
de serem coletados, revela um potencial de oferta no país superior a 30 mil
toneladas por ano.
Algumas possíveis fontes de gorduras residuais são:
a) as lanchonetes;
b) as cozinhas industriais;
c) indústrias onde ocorre a fritura de produtos alimentícios;
d) os esgotos municipais onde a nata sobrenadante é rica em matéria
graxa; e
e) águas residuais provenientes de processos de indústrias
alimentícias.

54
3.7 Sebo bovino: destaque entre as matérias-primas
Com uma grande oferta disponível no país, o sebo bovino torna-se uma
das matérias-primas mais cotadas para a produção do biodiesel atualmente. O
sebo é a matéria-prima mais barata dentre as disponíveis atualmente para a
produção de biodiesel no Brasil. Enquanto a mamona, custa R$ 3.000,00 por
tonelada, o preço do sebo bovino é da ordem de R$1.790,00 por tonelada no
mercado, de acordo com dados da empresa Aboissa Óleos Vegetais.
O sebo bovino é um resíduo gorduroso constituído por triglicerídeos que
tem na sua composição principalmente os ácidos palmítico (30%), esteárico
(20-25%) e oléico (45%).
Os óleos e gorduras de animais possuem estruturas químicas
semelhantes as dos óleos vegetais. Sendo moléculas triglicerídicas de ácidos
graxos. As diferenças estão nos tipos e distribuições dos ácidos graxos
combinados com a glicerina.
O biodiesel de sebo bovino possui um número maior de cetano do que o
diesel mineral e do que o biodiesel de soja, (65 X 43 e 65 X 55)
respectivamente. Quanto maior este índice melhor a qualidade de queima do
combustível.
Outro fator positivo é com relação ao tempo de armazenamento, que
pode ser medido através da estabilidade a oxidação a 110°C. Quanto maior a
estabilidade oxidativa maior o tempo em que ele poderá ficar armazenado sem
perder suas características. Sua estabilidade oxidativa é superior a 15 horas
enquanto que o biodiesel de soja possui estabilidade oxidativa entre sete e oito
horas.
55
CAPÍTULO IV
A UTILIZAÇÃO DO SEBO COMO PRINCIPAL MATÉRIA-P RIMA NA
PRODUÇÃO DO BIODIESEL PELA BRASBIODIESEL
4 INTRODUÇÃO
Diante dos riscos que o nosso planeta corre, com as consequências do
efeito estufa, cada vez mais, buscamos alternativas que substituam todo e
qualquer material que agrida o meio ambiente , por materiais que eliminem ou
pelo menos reduzam esses impactos.
O biodiesel é uma alternativa promissora, que além de nos ajudar nessa
batalha a favor do planeta, também irá beneficiar milhares de famílias por meio
da agricultura familiar.
O biodiesel proveniente do sebo bovino é uma opção que garante a
lucratividade para a Brasbiodiesel. Uma vez que a matéria-prima é a que
oferece o melhor custo benefício, pois além do preço ser menor do que as
demais matérias-primas, também gera um biodiesel de melhor qualidade para
seus usuários.
É claro que cada matéria-prima tem sua particularidade e dependendo
da região ou país, uma pode ser mais viável do que a outra. De um modo geral,
o mais importante é que, além do meio ambiente ser o maior beneficiado com
os benefícios do biodiesel, o país continue aprimorando seu desenvolvimento e
milhares de empregos continuem sendo gerados.
Diante disso, foi realizada uma pesquisa na empresa Brasbiodiesel
Ltda., Lins/SP, no período de fevereiro a outubro de 2008, com o objetivo de
demonstrar a utilização do sebo bovino na produção de biodiesel como
garantia de lucratividade e qualidade superior do produto final.
As técnicas utilizadas para realização da pesquisa são as seguintes:
a) Roteiro de Estudo de Caso (Apêndice A);
b) Roteiro de Observação Sistêmica (Apêndice B);

56
c) Roteiro do Histórico (Apêndice C);
d) Roteiro de entrevista para o Gerente (Apêndice D);
e) Roteiro de entrevista para o Supervisor (Apêndice E); e
f) Roteiro de entrevista para o Funcionário (Apêndice F).
4.1 Estrutura da planta
A planta da Brasbiodiesel foi projetada para atender uma demanda de
100 mil toneladas de biodiesel por ano, através do processo continuo com a
tecnologia DeSmetBallestra projetada pela Dedini – Indústrias de base - para a
transesterificação de gordura animal e óleos vegetais empregando-se a rota
metílica.
As principais características dessa tecnologia são a flexibilidade em
operar com diferentes matérias-primas (qualquer óleo vegetal exceto mamona),
recuperação do metanol, purificação do subproduto (glicerina), alto
aproveitamento energético e baixa geração de efluentes.
A planta possui três tanques com capacidade para 250 toneladas a
serem utilizados diariamente na produção e sete tanques com capacidade para
500 toneladas a serem utilizados como estoque de biodiesel.
Um dos sete tanques são isolados termicamente, para que mantenham
a temperatura do produto entre 40°C e 55°C afim de não solidificar o produto
em caso de queda de temperatura na cidade ou tempo maior de estocagem.
A empresa possui um laboratório com equipamentos de última geração
que realiza as análises na matéria-prima e durante todo o processo produtivo
do biodiesel.
Atualmente a Brasbiodiesel conta com 45 colaboradores divididos em
três turnos e mantêm a planta rodando 24 horas por dia.
A planta foi projetada para produzir 12,5 toneladas de biodiesel por hora
e hoje trabalha com 100% dessa capacidade.
4.2 Missão da Brasbiodiesel

57
A Brasbiodiesel tem como missão, assegurar que o biodiesel produzido
na usina atenda os padrões especificados pela resolução 7 da Agência
Nacional de Petróleo (ANP) ou outra que a substitua, e os demais produtos
atendam as normas vigentes brasileiras.
4.3 Política da qualidade da Brasbiodiesel
A divisão Brasbiodiesel do Grupo Bertin considera a qualidade como
fator de sucesso, visando: atendimento das expectativas de seus clientes,
desenvolvimento de seus colaboradores, incorporação de novas tecnologias,
melhoria contínua e retorno compatível ao capital investido de forma
sustentável.
4.4 Principais responsabilidades
A empresa considera como principais responsabilidades, supervisionar e
acompanhar todas as atividades das áreas produtivas da unidade de biodiesel;
elaborar relatórios gerenciais de acompanhamento da produção; registrar em
planilhas apropriadas os resultados das análises; controlar o consumo de
matérias-primas e insumos utilizados na produção, o desempenho e perdas no
processo e os estoques de matéria-prima, insumos e produto acabado; treinar
a equipe e controlar a frequência e o desempenho dos mesmos.
4.5 Principais objetivos
Os principais objetivos da Brasbiodiesel são, garantir que o produto final
atenda as especificações vigentes; otimizar o processo produtivo visando a
redução de reagentes, custos e perdas de desempenho no processo afim de
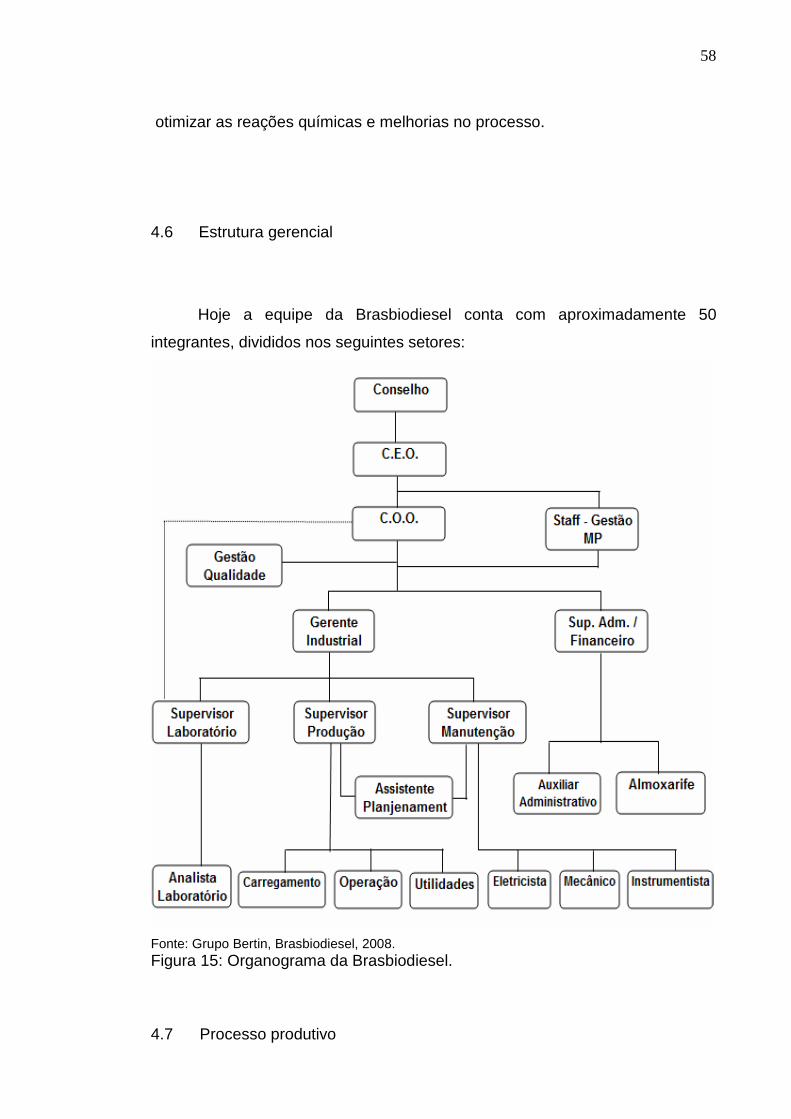
58
otimizar as reações químicas e melhorias no processo.
4.6 Estrutura gerencial
Hoje a equipe da Brasbiodiesel conta com aproximadamente 50
integrantes, divididos nos seguintes setores:
Fonte: Grupo Bertin, Brasbiodiesel, 2008. Figura 15: Organograma da Brasbiodiesel.
4.7 Processo produtivo

59
O processo produtivo do biodiesel na Brasbiodiesel é obtido através da
reação de transesterificação.
A transesterificação é conhecida também por alcoólise – reação de uma
gordura ou óleo com um álcool para formar ésteres e glicerol. (FANGRUI &
MILFORD, 1999).
Tudo começa com a entrada do sebo na unidade. Na preparação da
matéria-prima para sua transformação em biodiesel visa-se obter condições
favoráveis para a reação de transesterificação, para assim alcançar a maior
taxa de conversão possível.
A Brasbiodiesel exige de seus fornecedores que a matéria-prima esteja
nas condições ideais para a fabricação de biodiesel, a empresa realiza testes
de umidade e acidez na matéria-prima comprada, onde a umidade padrão,
pode chegar no máximo em 0,2% e a acidez em 5%, porém quando a mesma
não atinge os padrões de acidez e umidade exigidos, a empresa entra em
contato com o fornecedor e propõe uma redução no valor da compra, uma vez
que os custos de produção com esta matéria-prima fora de padrão, serão
maiores, pois a mesma terá que passar pelo processo de deacidificação e
redução do percentual de acidez.
Caso o fornecedor não aceite reduzir o valor a empresa rejeita a
matéria-prima, que é devolvida para o mesmo. As análises e o procedimento
são os mesmos para qualquer matéria-prima que a empresa venha a adquirir.
No quadro abaixo vemos as especificações do sebo.
Característica Unidade Limite Sebo Bruto Limite Sebo Neutro
Ácido graxo livre % 3,0 máx. 0,05 máx.
Umidade % 0,1 máx. 0,01 máx.
Impurezas % 0,1 máx. 0,01 máx.
Fósforo PPM 20 máx. 20 máx.
Insaponificáveis % 1 máx. 0,01 máx.
Fonte: Grupo Bertin, Brasbiodiesel, 2008. Quadro 2: Especificações do sebo.
Para reduzir a acidez da matéria-prima faz-se a lavagem da mesma com
solução alcalina de hidróxido de sódio ou de potássio. Esse processo é

60
denominado saponificação parcial, onde ocorre a saponificação dos ácidos
graxos livres presentes no sebo formando uma borra, que posteriormente é
separada.
A matéria-prima passa por uma lavagem com salmora. Esse processo é
realizado dentro de misturadores. A neutralização pode ser realizada com
solução e a desumidificação é feita através do processo de secagem. Esses
processos variam de acordo com as características de cada produto.
Após esta parte de inspeção a matéria-prima passa por um processo de
desumidificação, é neste processo que podemos constatar os problemas na
qualidade do produto, na sequência é decodificado gerando assim o sebo
neutro. Nesta etapa são gerados os co-produtos, o ácido graxo e sebo neutro.
O ácido graxo é comercializado para outros mercados.
O sebo neutro é bombeado juntamente com um álcool chamado de
metanol e um catalisador chamado metilato, daí seguem para três reatores em
série onde é realizada a conversão do produto.
Em seguida, o produto passa por um decantador para que seja realizada
a separação da glicerina e o excesso de álcool recuperado. Após a separação
da glicerina a mesma é purificada e estocada. O excesso de álcool recuperado
passa por um processo de desidratação e retorna para o processo.
Nesta etapa o produto ainda não é chamado de biodiesel e sim de
metiléster ou éster metílico. Em seguida é lavado, centrifugado, passa por um
processo de secagem e segue para os tanques de estocagem. Aqui sim temos
o biodiesel pronto.
A transesterificação é uma reação reversível e ocorre essencialmente
pela mistura dos reagentes. A presença de um catalisador (um ácido ou uma
base forte) acelera a conversão (MEHER et al. 2006). Assim, seu rendimento
depende do deslocamento do equilíbrio em favor dos ésteres.
Através da otimização de parâmetros como a temperatura, a agitação, a
concentração de catalisador em relação ao óleo e, principalmente, a razão
molar álcool/óleo pode-se obter maiores rendimentos (NETO et al., 1995)
A figura 3 representa o processo de transesterificação, que
independente da matéria-prima que a empresa queira utilizar na produção de
biodiesel o processo de transesterificação será o mesmo, o diferencial estará
nas características do produto final.

61
Fonte: Grupo Bertin, Brasbiodiesel, 2008 Figura 16: Fluxograma do processo de produção de biodiesel.
Todo o processo de transesterificação normalmente é sequência de três
etapas consecutivas que são reações reversíveis. Na primeira etapa, dos
diglicerídeos originados dos triglicerídeos são obtidos os monoglicerídeos na
segunda etapa que, por sua vez, na última etapa, dos monoglicerídeos origina-
se a glicerina. Em todas as reações são produzidos ésteres. A relação
estequimétrica entre o álcool e o óleo é de 3:1. Entretanto, um excesso do
álcool é geralmente utilizado para favorecer o produto desejado. (MARCHETTI,
2005)
Quando o sebo é utilizado na produção conseguimos obter co-produtos
além do biodiesel, durante e após o processo de transesterificação.

62
Fonte: Grupo Bertin, Brasbiodiesel, 2008 Figura 17: Co-Produtos da fabricação do biodiesel de sebo.
4.8 Matérias-primas utilizadas
Apesar de ter sido projetada para operar com diferentes tipos de
matérias-primas (exceto mamona), a Brasbiodiesel utilizou somente o óleo de
peixe, a soja, gorduras residuais e o sebo bovino.
Atualmente, a empresa está utilizando óleo de soja e sebo bovino, de
acordo com o mix necessário para atender a temperatura solicitada pelo cliente
no contrato, e uma pequena quantidade de gorduras residuais provenientes do
hotel Bertin Resort.
A utilização do óleo de soja na produção juntamente com o sebo bovino
faz-se necessário para reduzir o Ponto de Entupimento de Filtro a Frio (CFPP)
com o objetivo de diminuir o risco de solidificação do produto final.
A Brasbiodiesel faz a mistura durante a preparação da matéria-prima. O
cliente informa no contrato á temperatura que deseja receber o biodiesel e a
empresa elabora o mix a ser utilizado. Um dos mixes mais utilizados é
composto de 50% de sebo e 50% de óleo de soja que resultam um CFPP de
aproximadamente 7°C.
O processo produtivo não sofre alterações com a utilização do óleo de
soja.

63
4.9 Análises realizadas
O biodiesel constitui na atualidade uma das mais importantes
alternativas para os combustíveis derivados do petróleo. Em função dessa
importância e da futura regulamentação para sua utilização no país, o
estabelecimento de padrões de qualidade para o biodiesel é uma das maiores
preocupações do governo brasileiro.
Afim de atender a todos os padrões de qualidade exigidos pela ANP, -
Resolução n°7 de 20 março de 2008 - algumas análise s precisam ser
realizadas no produto durante a produção e antes do embarque do mesmo. As
principais serão comentadas a seguir:
a) ponto de fulgor, é a menor temperatura na qual o biodiesel, ao ser
aquecido pela aplicação de uma chama sob condições controladas, gera uma
quantidade de vapores que se inflamam. Tal parâmetro, relacionado a
inflamabilidade do produto, é um indicativo dos procedimentos de segurança a
serem tomados durante o uso, transporte, armazenamento e manuseio do
biodiesel. Normalmente o biodiesel apresenta ponto de fulgor superior ao
diesel. O limite mínimo aceitável é de 100°C.
Fonte: Grupo Bertin, Brasbiodiesel, 2008
Figura 18: Equipamento utilizado para determinar o ponto de fulgor.
b) água e sedimentos, a determinação do teor de água e sedimentos em
amostras de biodiesel visa controlar a presença de contaminantes sólidos e
água. Os sólidos podem reduzir a vida útil dos filtros dos veículos e prejudicar o
funcionamento adequado dos motores. A presença de água em excesso pode
contribuir para a elevação da acidez do biocombustível, podendo torná-lo

64
corrosivo. Após a centrifugação, os teores de água e sedimentos são lidos na
escala do tubo de vidro. O limite é de 500 mg/kg. Mesmo não fazendo mais
parte da Resolução da ANP a análise é feita no laboratório da Brasbiodiesel.
Fonte: Grupo Bertin, Brasbiodiesel, 2008
Figura 19: Tubo de centrífuga com biodiesel e fração de sedimentos.
c) viscosidade cinemática a 40°C, expressa a resi stência oferecida pelo
biodiesel ao escoamento. Seu controle visa garantir um funcionamento
adequado dos sistemas de injeção e bombas de combustível, além de
preservar as características de lubricidade do biodiesel. A determinação
experimental da viscosidade cinemática é efetuada pela medição do tempo de
escoamento de um volume de biodiesel, fluindo sob gravidade, através de um
viscosímetro capilar de vidro calibrado, na temperatura de interesse, nesse
caso aproximadamente 40°C. O limite é de 3mm a 6mm / segundo, constante.
Fonte: Grupo Bertin, Brasbiodiesel, 2008
Figura 20: Viscosímetro capilar e banho termostático utilizados no ensaio da viscosidade.
d) corrosividade ao cobre, trata-se da avaliação do caráter corrosivo do
biodiesel, ou seja, o ensaio indica o grau de corrosão do produto em relação ás
peças metálicas confeccionadas (ou não) em ligas de cobre que se encontram
presentes no motor e sistemas de injeção de combustível dos veículos. No
teste uma lâmina de cobre é imersa em uma amostra de biodiesel a 50°C por 3

65
horas, período após o qual a lâmina é retirada, lavada e sua coloração
comparada com lâminas-padrão da American Society for Testing and Materials
(ASTM). Desta forma define-se o grau de corrosividade do biodiesel. Alguns
pesquisadores defendem a retirada deste ensaio das especificações para o
B100 nacional, uma vez que a corrosividade ao cobre é causada pela presença
de enxofre no produto e não se encontra enxofre no biodiesel.
e) cinzas sulfatadas, expressam os resíduos inorgânicos, não
combustíveis, resultantes após a queima de uma amostra do biodiesel. As
cinzas são basicamente constituídas de sais inorgânicos (óxidos metálicos de
sódio ou potássio no caso do biodiesel) que são formados após a combustão
do produto e se apresentam como abrasivos. A presença de sódio e potássio
no biodiesel indica resíduos do catalisador utilizado durante a reação de
transesterificação e que não foram removidos na sua totalidade no processo de
purificação do biodiesel. Teores de cinzas acima das especificações pela ANP
provocam saturação de filtros e desgaste em diversas partes do motor. O limite
é de no máximo 0,2% da massa.
f) contaminação total, oriunda da matéria - prima de sabões formados
durante o processo e insaponificáveis como cera, hidrocarbonetos,
carotenóides, vitaminas e colesterol (origem animal e óleos residuais). Os
insaponificáveis apresentam ponto de ebulição mais elevado criam resíduos
em motores e os sabões com seus cátions produzem cinzas sulfáticas
resultando em abrasão.
g) metais, provenientes dos catalisadores empregados no processo de
produção de biodiesel na forma de KOH, NaOH e /ou Metilato de Sódio
(CH3ONa). Estes metais na forma de íons provocam formação de sabões
insolúveis que implicam em formação de depósito, bem como catalisam
reações de polimerização. O limite máximo é de 10mg/kg. Atualmente esta
análise não é feita no laboratório da Brasbiodiesel, porém o equipamento já
encontra-se em fase de instalação.
h) enxofre, oriundo da matéria-prima. Afeta o desempenho do sistema
de controle de emissões do veículo. O limite máximo é de 50mg/kg.
i) teor de éster, depende da quantidade de insaponificações
na matéria-prima e no processo (tempo, temperatura, água, ácidos graxos
livres e álcool). Maior presença de mono-, di- e triglicerídeos aumentam a

66
viscosidade de biodiesel, reduzindo o efeito spray na injeção, dificultando a
combustão e carbonizando os cilindros. O limite mínimo é de 96,5% da massa.
Fonte: Grupo Bertin, Brasbiodiesel, 2008
Figura 21: Equipamento utilizado para a análise do teor de éster.
j) resíduo de carbono, corresponde a quantidade de glicerídeos , água
livre, sabões, sobras de catalisador e insaponificáveis. Indica a tendência de
um combustível formar depósito de carbono em motores. Estes resíduos se
depositam nos injetores e em outras partes do motor, reduzindo sua vida útil. O
limite é de no máximo 0,05% da massa.
Fonte: Grupo Bertin, Brasbiodiesel, 2008
Figura 22: Equipamento utilizado para a análise do resíduo de carbono.
l) fósforo, oriundo principalmente da matéria-prima e eventualmente de
resíduos do ácido fosfórico utilizado na neutralização. Pode danificar os
conversores catalíticos empregados em sistemas de controle de emissão
veicular. Atualmente esta análise não é feita no laboratório da Brasbiodiesel,

67
porém o equipamento já encontra-se em fase de instalação. O limite máximo é
de 10mg/kg.
m) número de cetano, mede a qualidade de ignição do combustível,
depende da matéria-prima utilizada bem como do teor de oxigenados
presentes no biodiesel. Baixo número de cetano indica um biocombustível mais
pobre, podendo formar depósito e desgaste nos pistões. Esta análise é feita a
cada 3 meses e não é realizada no laboratório da empresa.
n) massa específica, depende da matéria-prima utilizada. O excesso de
álcool diminui a massa específica. É um parâmetro importante para o sistema
de injeção dos veículos. O limite é de 850 kg/ m³ a 900 kg/ m³.
o) índice de acidez, mede a presença de ácidos graxos livres e outros
ácidos e está relacionado á qualidade do processo. Os novos sistemas de
injeção que trabalham com temperaturas mais elevadas, podendo ocorrer
degradação mais rápida do biodiesel, aumentando o nível de acidez e
acarretamento problemas nos filtros. Também influencia o aumento da acidez
do óleo lubrificante, podendo aumentar ou acelerar a corrosão do motor. O
limite máximo é de 0,5 miligramas de KOH/grama. A figura 10 mostra uma
funcionária medindo a presença de ácidos no biodiesel.
Fonte: Grupo Bertin, Brasbiodiesel, 2008
Figura 23: Dosímetro para volumetria usado na realização da análise.
p) ponto de entupimento de filtro a frio, temperatura na qual a formação
de ceras e cristais podem interromper o fluxo do combustível por entupimento
do filtro. Indica o limite operacional com a temperatura. Pode sofrer alterações
por influência do transporte, temperatura e armazenagem do combustível.

68
Fonte: Grupo Bertin, Brasbiodiesel, 2008 Figura 24: Equipamento utilizado na análise do ponto de entupimento de filtro a frio.
q) glicerina livre, subproduto do processo de transesterificação cujo teor
depende da separação dos ésteres / glicerina. Acarreta depósitos no injetor,
entupimento do filtro, formação de sedimento na armazenagem a no tanque de
combustível. O limite máximo é de 0,02% da massa.
r) glicerina total, soma de glicerina livre e mono-, di- e triglicerídeos.
Depende do processo. Formação de coque no injetor, entupimento do filtro,
formação de sedimento. O limite máximo é de 0,25% da massa.
s) mono-, di- e triglicerídeos, oriundos do processo, são produtos
intermediários do processo que não terminaram de reagir. Provocam depósitos
nos injetores e nos anéis do cilindro. Os monoglicerídeos apresentam alto
ponto de fusão e baixa solubilidade o que implica em cristalização.
Fonte: Grupo Bertin, Brasbiodiesel, 2008 Figura 25: Colaboradora realizando a análise.
t) triglicerídeos, produtos que não foram transesterificados. Aumentam a
viscosidade do biodiesel. Provocam depósitos nos cilindros e nas válvulas.

69
u) álcool, metanol ou etanol, utilizado em excesso no processo, pode
influenciar o ponto de fulgor, corrosão em peças de alumínio e zinco. Reduz
número de cetano e lubricidade do biodiesel. O limite máximo é de 0,5% da
massa.
v) índice de iodo, Indica o grau quantitativo de insaturação do biodiesel.
Relacionado á viscosidade e ao numero de cetano do biodiesel.
Fonte: Grupo Bertin, Brasbiodiesel, 2008
Figura 26: Equipamento utilizado para realização das análises de umidade, teor de acidez e índice de iodo.
x) estabilidade á oxidação, determina a estabilidade do biodiesel na
armazenagem e distribuição. Pode implicar em degradação do biodiesel e da
mistura, entretanto pode ser evitado com aditivação.
Fonte: Grupo Bertin, Brasbiodiesel, 2008
Figura 27: Equipamento utilizado para realização da análise sobre a estabilidade oxidativa do biodiesel.
Na tabela a seguir temos as especificação do biodiesel, portaria ANP.

70
Tabela 1: Especificações do biodiesel
CARACTERÍSTICA
UNIDADE LIMITE ABNT NBR
Aspecto - LII (1) -
Massa específica a 20º C kg/m3 850-900 7148
14065
Viscosidade Cinemática a 40ºC mm2/s 3,0-6,0 10441
Teor de Água, máx. (2) mg/kg 500 -
Contaminação Total, máx. mg/kg 24 -
Ponto de fulgor, mín. (3) ºC 100,0 14598
Teor de ester, mín % massa 96,5 15342 (4)
(5)
Resíduo de carbono (6) % massa 0,050 -
Cinzas sulfatadas, máx. % massa 0,020 6294
Enxofre total, máx. mg/kg 50 -
-
Sódio + Potássio, máx. mg/kg 5
15554
15555
15553
15556
Cálcio + Magnésio, máx. mg/kg 5 15553
15556
Fósforo, máx. mg/kg 10 15553
Corrosividade ao cobre, 3h a 50 ºC, máx. - 1 14359
Número de Cetano (7) - Anotar -
Ponto de entupimento de filtro a frio, máx. ºC 19 (9) 14747
Índice de acidez, máx. mg KOH/g 0,50 14448
-
Glicerina livre, máx. % massa 0,02
15341 (5)
-
-
Glicerina total, máx. % massa 0,25 15344 (5)
-
Mono, di, triacilglicerol (7) % massa Anotar 15342 (5)
15344 (5)
Metanol ou Etanol, máx. % massa 0,20 15343
Índice de Iodo (7) g/100g Anotar -
Estabilidade à oxidação a 110ºC, mín.(2) h 6 -
Fonte: Resolução da ANP n° 7 de 19 de março de 2008 .
Para garantir o total controle sobre o processo produtivo é

71
necessário realizar vários tipos de análises na matéria-prima antes de
encaminhá-la para o processo, as principais são:
a) teor de umidade, o aumento da umidade pode provocar reações
indesejadas produzindo ácidos graxos livres e aumentar a formação de sabões.
b) metanol, o excesso de metanol aumenta o custo final do produto,
diminui o ponto de fulgor e dificulta a separação da glicerina.
c) sabões, a alta concentração de sabões gera umidade e/ou acidez na
matéria-prima e dosagem elevada de catalisador.
d) alcalinidade, a alta alcalinidade gera um custo elevado no processo e
produz biodiesel com alto teor de cinzas sulfatadas, além de aumentar a
concentração de Na (Sódio) no biodiesel final.
e) conversão, a alta concentração de mono-, di e triglicerídeos ocasiona
em falha no processo de conversão do sebo em biodiesel.
f) acidez, a alta acidez ocasiona a presença de ácidos graxos livres e
reduz o poder de conversão.
De acordo com artigo 3° da resolução ANP N° 7, de 19.3.98 – DOU
20.3.2008 o biodiesel só poderá ser comercializado pelos produtores,
importadores e exportadores de biodiesel, distribuidores e refinarias
autorizadas pela ANP. Os produtores e importadores deverão manter sob sua
guarda pelo prazo mínimo de dois meses uma amostra testemunha de 1 litro
referente à batelada do produto comercializado, acompanhada de Certificado
de Qualidade (CQ).
O produto somente pode ser liberado para a comercialização após sua
certificação com a emissão do respectivo CQ.
Hoje a Brasbiodiesel, não realiza em seu laboratório as análises
necessárias para emitir o CQ, por isso a empresa envia diariamente, via aérea,
amostras das bateladas produzidas para o laboratório de análises chamado
Analítica, sediado na cidade de Anunciação em Cuiabá, onde após a realização
das análises o laboratório emite o Certificado e envia para a empresa.
Por não ter equipamentos apropriados para a realização destas análises
a empresa paga um alto valor com o envio dessas amostras para Cuiabá e
enquanto os resultados não saem a carreta não pode ser liberada do pátio da
Brasbiodiesel, pois o motorista precisa do Certificado para circular com a
carreta. Para isso não gerar uma má imagem da empresa perante o seu cliente
72
e perante as distribuidoras de combustíveis, uma vez que a intenção é vender
o biodiesel diretamente para essas distribuidoras a partir de 2009, a
Brasbiodiesel está investindo na compra dos equipamentos necessários para a
realização de tais análises em seu próprio laboratório.
4.10 Principal cliente
Atualmente a empresa Brasbiodiesel possui apenas um cliente; as
empresas Petrobrás.
Durante todo o ano de 2008 tudo o que foi produzido de biodiesel pela
Brasbiodiesel foi vendido para a Petrobrás, através de vendas por leilões.
Para o ano de 2009, a empresa poderá vender diretamente para as
distribuidoras de combustíveis – Shell; BR; Esso; Áster; Ipiranga; entre outras –
onde o mercado de vendas do produto será aberto.
4.11 Formas de venda
Atualmente a empresa trabalha com mercado fechado, ou seja, suas
vendas são feitas a partir de leilões.
Os leilões são realizados pela Internet ou presenciais, onde a empresa
oferta seu produto, até que a Petrobrás concretize a compra.
Desde o lançamento do programa de biodiesel foram realizados nove
leilões de biodiesel pela ANP e dois leilões pela Petrobrás. A ANP realiza os
leilões com o objetivo de garantir a mistura obrigatória de biodiesel prevista na
lei (B2 até junho de 2008 e B3 a partir de julho).
Já os leilões da Petrobrás (conhecidos como L100) são destinados a
formação de estoques, para que eventuais problemas de fornecimento das
usinas sejam compensados com a oferta adicional.
No 9º leilão da ANP, realizado dia 11 de Abril de 2008, onde foram
vendidos 264 milhões de litros de biodiesel no total, a Brasbiodiesel participou

73
com a venda de 14.000 m³.
No quadro abaixo podemos ver a participação de cada um dos
participantes do leilão.
USINA VOLUME EM m³ VALOR DO m³
Barralcool 300 2.699,98
Ouroverde 300 2.670,00
Renobrás 1.200,00 2.644,71
Biotins 1.600,00 2.487,50
Biopar 2.000,00 2.698,00
BSBios 2.000,00 2.729,00
Caramuru 3.000,00 2.654,45
Granol (Anápolis - GO) 4.420,00 2.666,71
Oleplan 5.000,00 2.737,92
Granol (Cachoeira do Sul - RS) 7.280,00 2.664,51
Biocapital 7.950,00 2.743,09
Bertin 14.000,00 2.659,33
ADM 16.950,00 2.698,00
Fonte: Redação Orplase - 11-04-2008. Quadro 3: Participantes do 9° leilão da ANP.
No primeiro leilão realizado pela Petrobrás, com a intenção de formar estoques, a Brasbiodiesel também marcou presença, conforme o quadro abaixo.
USINA VOLUME EM m³ VALOR TOTAL Biocapital 3.500 9.148.930 Biopar PR (*) 5.000 13.035.100 Biopar MT (*) 750 1.958.750 Biotins (*) 1.200 3.136.448 Bio Óleo (*) 150 387.400 Bracol (Bertin) 4.500 11.767.500 Brasil Ecodiesel 6.000 15.676.620 Brasil Ecodiesel 500 1.306.385 BSBios 7.200 18.799.000 Caramuru 5.500 14.388.200 Comanche 5.000 13.065.000 Fiagril 5.000 13.040.300 Granol GO 3.700 9.679.710 Granol RS 2.800 7.325.099 Oleoplan 9.000 23.417.760 Petrobrás BA 1.000 2.615.000 Petrobrás CE 4.000 10.415.000 Renobrás (Biobrás) (*) 1.200 3.077.800
Fonte: AGEN11 Agrenco ECOD3 Ecodiesel – Carteira de investimento. Quadro 4: Participantes do 1° leilão da Petrobrás.

74
4.12 Responsabilidade social e ambiental
Com o intuito de continuar preservando o meio ambiente e fortalecer sua
responsabilidade social perante a comunidade a Brasbiodiesel fechou as
negociações com a prefeitura de Lins, para que seja criado um sistema de
captação de óleo residual doméstico.
O projeto tem como objetivo, estimular a população de Lins e região a
separarem o óleo de cozinha já usado e vendê-lo para os responsáveis pela
captação deste óleo, no intuito de reduzirmos a contaminação da água, e
reduzirmos as dificuldades no tratamento dos esgotos e efluentes decorrente
desse óleo que seria descartado no ralo da pia, uma vez que um litro de óleo é
capaz de contaminar um milhão de litros de água.
Posteriormente este óleo que foi captado será repassado a
Brasbiodiesel que utilizará como matéria -prima na produção do biodiesel.
A Brasbiodiesel tem capacidade para absorver todo o óleo residual
doméstico gerado por Lins, Rotary e região.
O projeto entra em vigor ainda em 2008.
4.13 Projeto B2 e B20
O Grupo Bertin, iniciou em outubro de 2007 um projeto de utilização de
Biodiesel em 6 caminhões de sua frota.
O projeto tem por objetivo avaliar desempenho e durabilidade de ésteres
metílicos de gordura animal em 6 caminhões VW 19.320E pertencentes a frota
do Grupo, onde 3 caminhões foram preparados para rodar com o B20 e 3
caminhões “sombras” para rodar com o B2.
O projeto terá a durabilidade de 1 ano, onde seu término será em
outubro de 2008. Os caminhões precisam acumular no mínimo 100.000km
rodados.
A figura a seguir mostra como estão identificados os caminhões que
estão sendo utilizados como teste.

75
Fonte: Grupo Bertin, Brasbiodiesel, 2008 Figura 28: Caminhões utilizados no projeto B20.
Durante a preparação do combustível foram analisados:
a) A conformidade do biodiesel B100 de acordo com a Portaria ANP n°
42/04;
b) A conformidade do diesel B2 de acordo com a Portaria ANP n° 15/06;
c) As propriedades físico-químicas da mistura B20;
d) A homogeneidade da mistura B20 (infravermelho); e
e) Acompanhamento da qualidade da mistura B20 durante o período de
armazenagem no tanque (amostra do topo, meio, fundo, dreno e pistola).
Durante a preparação do veiculo foram substituídos:
a) Os motores originais por novos protocolados;
b) Os filtros de combustível por novos controlados; e
c) O sistema de alimentação de combustível por novo.
Durante o projeto dos veículos testados foram acompanhados:
a) O consumo de combustível;
b) As análises de óleo lubrificantes em intervalos pré determinados;
c) As análises dos filtros de combustível; e
d) As análises dos filtros de óleo lubrificantes.
Todos os testes e elaboração do relatório com os resultados das
análises serão apresentados no final do projeto, porém é importante adiantar
que nenhum problema foi evidenciado durante a avaliação.

76
Fonte: Grupo Bertin, Brasbiodiesel, 2008 Figura 29: Caminhões utilizados no projeto B20 sendo
abastecidos com biodiesel.
4.14 Fatores negativos na utilização do sebo como matéria-prima
Algumas dificuldades podem ser encontradas na produção de biodiesel
a partir de sebo bovino em contrapartida obtém-se um produto de melhor custo
benefício e com qualidade superior.
O fato do sebo ser recebido na forma pastosa gera a necessidade de
aquecer a matéria-prima (M.P.) durante o bombeamento para ser processado.
A matéria - prima precisa ser aquecida em temperatura entre 50°C e 55°C para
se liquifazer, o que acaba gerando altos custos para a empresa em
comparação ao biodiesel de soja onde não é necessário esse aquecimento.
Sebo com alta acidez gera problemas de saponificação.
O biodiesel de sebo tem um CFPP – Ponto de entupimento de filtro a frio
em torno de +15°C e no inverno, ou exposto a baixas temperaturas, ele se
solidifica, gerando problemas de logística e bombeamento do produto.
Existem melhoradores de CFPP para o biodiesel produzido com as
demais matérias-primas, porém ainda não existe nenhum melhorador de CFPP
para biodiesel de sebo.
4.15 Sebo bovino: garantia de lucratividade

77
Mesmo não podendo contar com incentivos fiscais do governo federal,
ao utilizar o sebo bovino na produção de biodiesel, muitas empresas estão
optando por utilizar a matéria-prima para produzir o biodiesel.
Por falta de uma atenção maior e até mesmo merecida, o sebo está
sendo classificado em segundo plano pelo governo, o que o mesmo não está
percebendo é que o sebo vem se destacando e deve se tornar, muito em
breve, a melhor opção para os produtores.
Enquanto não é elaborado um melhorador de CFPP para o biodiesel de
sebo, pode-se utilizar percentuais de outros óleos vegetais no mix, na intenção
de obtermos a redução do CFPP. Procedimento este, adotado pela
Brasbiodiesel atualmente, que utiliza óleo de soja no mix de produção de
alguns lotes de biodiesel.
O Grupo Bertin acredita no custo beneficio desta opção, tanto que
atualmente utiliza o sebo como principal matéria-prima na produção do
biodiesel. Reunimos aqui as principais vantagens desta escolha e porque o
sebo bovino garante a lucratividade da Brasbiodiesel:
a) O sebo é em média 40% mais barato que as matérias-primas
derivadas de óleo vegetal;
b) O Brasil é o país que possui o maior rebanho comercial do planeta,
com isso a oferta de sebo é bem grande;
c) O índice de cetano do biodiesel de sebo é maior do que o biodiesel
proveniente das demais matérias-primas, inclusive do diesel mineral; e
d) A estabilidade oxidativa do biodiesel de sebo é superior em pelo menos
15 horas que os demais.
4.15 Parecer final
O biodiesel produzido a partir do sebo bovino pela Brasbiodiesel é sim
garantia de lucratividade para a empresa, visto que é a matéria-prima mais
barata dentre as demais no mercado. Mesmo com algumas particularidades
durante o processo produtivo e com o próprio biodiesel, a utilização do sebo é
compensada pelo baixo custo da matéria-prima e por elevar a qualidade do

78
produto final.
Mais uma vez afirmamos que o Grupo Bertin não é inovador e sim
seguidor de mercado. Pois visa à lucratividade de seus negócios e se adapta
as dificuldades encontradas durante os processos produtivos.
Para o caso do biodiesel, a Brasbiodiesel utiliza óleo de soja em seu
mix, na intenção de reduzir o CFPP do produto final, assim os riscos de o
biodiesel se solidificar durante o transporte e uso do cliente são reduzidos.
Mesmo sabendo que a empresa ainda possui algumas dificuldades em
relação à realização de 100% das análises em seu próprio laboratório e em
relação à falta de mercado para venda de toda a glicerina gerada em seu
processo, a Brasbiodiesel é um dos segmentos do Grupo Bertin que gera um
dos maiores faturamentos líquidos, mensalmente.
Porém não são dificuldades que a empresa enfrentará para
sempre. A Brasbiodiesel está apenas começando e já está investindo alto na
adequação de seu laboratório. Quanto a glicerina é apenas uma questão de
tempo, até que as pesquisas revelem o que pode ser feito com ela.
O Grupo Bertin possui uma estrutura gerencial forte o bastante para
continuar prosperando em seus negócios e conquistas. O futuro reserva uma
história para o biodiesel e é visando esse futuro que o grupo continuará
investindo no produto.

79
PROPOSTA DE INTERVENÇÃO
Com base nas visitas realizadas a empresa e nos estudos desenvolvidos
pelos autores, chega-se a conclusão de que o biodiesel realmente é o
combustível do futuro, uma vez que pode ser produzido a partir de várias
matérias-primas. Inclusive a de maior custo benefício para a empresa
Brasbiodiesel é o sebo bovino, que além de custar menos que as demais
opções, ainda garante um biodiesel de qualidade superior.
Diante de todos os fatores observados durante o processo produtivo,
evidenciamos a dificuldade da empresa em vender 100% da glicerina gerada
no processo de transesterificação do biodiesel. O fato de o mercado não
conseguir absorver tudo o que é gerado de glicerina, leva os produtores a
manterem altos estoques do produto. Alguns estudos estão sendo realizado em
várias partes do mundo na intenção de encontrar uma solução para
reaproveitar a glicerina. Com isso, tudo o que é não é absorvido de glicerina
pelas indústrias farmacêuticas, alimentícias, cosméticas e síntese de resina,
poderia ser direcionado para outro tipo de mercado.
Alguns estudos já estão sendo realizados, visando o reaproveitamento
da glicerina como fertilizantes, na alimentação animal, como aditivo na gasolina
ou diesel e até mesmo como fonte de energia. Porém nenhuma solução será
apresentada em curto prazo.
Diante disso, propõe-se a empresa que se aprofunde nessas pesquisas
a fim de poder até mesmo ajudar na obtenção dos resultados . Após a
identificação da viabilidade de alguma pesquisa, sugere-se ao Grupo Bertin,
que dê segmento na estratégia de verticalização de seus processos e invista
no projeto de reaproveitamento da glicerina em mais uma atividade lucrativa
para a empresa, seja na área de fertilizantes, seja na área de ração animal ou
de geração de energia.

80
CONCLUSÃO
O biodiesel sem duvida é o grande acontecimento dos últimos anos. O
grupo Bertin pode desenvolver sua cadeia de verticalização de forma
extraordinária através deste produto que é destaque econômico e que sem
duvida é a grande promessa para a sustentabilidade do país.
Todas as etapas do estudo envolveram o processo produtivo do
biodiesel através da utilização do sebo bovino com principal matéria-prima e
transparecem o total comprometimento da empresa Brasbiodiesel em oferecer
para o mercado um produto de alta qualidade.
Com a visão de que o biodiesel tem grandes chances de ter o mesmo ou
até mais sucesso do que o álcool, expectativas de ser uma nova fonte de
geração de empregos, apresentar a grande vantagem de ser renovável, seguro
e limpo e ainda trazer vários benefícios para o meio ambiente, evidenciamos
que o biodiesel não é a descoberta do século, mas sim a do futuro.
E é com base nesta visão que a empresa está investindo nesse
segmento e aos poucos está se destacando como uma das maiores produtoras
de biocombustíveis do Brasil.
Assim sendo, a pesquisa constata que a alta tecnologia e o grande
investimento em capacitação de funcionários foram fundamentais para que a
empresa obtivesse um produto final com 100% de aceitação no mercado.
Admite-se que o desenvolvimento do trabalho nos trouxe riqueza de
informações, tivemos a oportunidade e a certeza de constatar a lucratividade
da empresa no ramo de biocombustível renovável e a contribuição para o
planeta, o qual agradece a descoberta e iniciativa por parte de todos.
81
REFERÊNCIAS
ABREU; C. Nasce uma Potencia. Revista Biodieselbr. Curitiba, dez 2007 / jan 2008. ANANIAS. P; Biodiesel favorece a agricultura familiar. Biodieselbr.com. 01 set. 2006. Disponível em: http://www.biodieselbr.com/noticias/biodiesel/biodiesel-favorece-agricultura-familiar-04-09-06.htm. Acesso em 01 nov. 2008. BOURROUL, G.; TORRES, R. Bertin 30 anos: um gigante programado para crescer. Revista Nacional da Carne. São Paulo, ano XXXI, n. 364, p.37, jun. 2007. CRÉDITO de carbono. Biobras. [s.d]. Disponível em: http://www.biobras.org.br/ar/default.asp?pag=CreditodeCarbonoMDL%20&secID=75. Acesso em 09 mar. 2008. ESTUDOS querem aproveitar glicerina como fungicida. Biodieselbr.com. 15 set. 2008. Disponível em: http://www.biodieselbr.com/noticias/bio/estudos-aproveitar-glicerina-fungicida.htm. Acesso em 25 set. 2008. FANGRUI, M,; MILFORD, A. H; Biodiesel production: a review. Bioresource Tecnology, v.70, p.1-15, 1999. GRUPO Bertin inaugura usina de biodiesel. Bertin News , Lins, 21. ago. 2007. Disponível em: <http://www.bertin.com.br> Acesso em: 21 ago. 2007. Acesso em 04. set. 2008. GRUPO Bertin inaugura usina de biodiesel com a presença do presidente lula. Bertin News , Lins, 04. set. 2007.Disponível em: <http://www.bertin.com.br> Acesso em 04 set. 2008. LUCENA, T. O Biodiesel na Matriz Energética Brasileira. 2004. Monografia (Bacharelado em Economia) – Instituto de Economia, Universidade Federal do Rio de Janeiro, Rio de Janeiro. MARCHETTI, J. M; MIGUEL, V. U; ERRAZU, A. F.; Possible methods for biodiesel production. Renewabe & Sustainable Energy , 11:1301-1311, 2005.

82
MEHER, L. C.; VIDYA, S. D; NAIK, S. N.; Technical aspects of biodiesel production by transesterification – a review, Renewable & Sustainable Energy Reviews , v.10, p.248-268, 2006. NASCE uma potência investimentos estrangeiros aumentam e fazem o Brasil despontar no cenário mundial do biodiesel. Biodieselbr. Curitiba, dez 2007 / jan 2008. NETO, B. B.; SCARMINIO, I. S.; BRUNUS, R. E.; Planejamento e Otimização de Experimentos . 1 ed. Campinas: Editora da Unicamp, v. 1. p. 300, 1995. O CAMINHO percorrido até a transformação em combustível. Biodieselbr. Curitiba, dez 2007 / jan 2008. Disponível em: <http://www.revistabiodiesel.com.br/por-dentro-do-biodiesel/html> Acesso em 14 set. 2008. OLIVEIRA; M. FAPESP. 14 jul. 2008. Disponível em: http://www.biodiesel.com.br/noticias/biodiesel/novo-uso-glicerina-desenvolve.htm. Acesso em 01 out. 2008. PARENTE, E. Biodiesel : uma aventura tecnológica num país engraçado. Fortaleza: Tecbio, 2003. PENIDO, H.R; Biodiesel: debates e propostas. UOL. Teresina, mar. 2005. Disponível em: http://jus2.uol.com.br/doutrina/texto.asp?id=6702. Acesso em 02 nov. 2008.
RIBEIRO; J. Biodiesel: processo de produção e controle de qualidade. [s.d]. Disponível em: http://www.crq16.org.br/admin/artigos/imgs/PALESTRA. Acesso em 20 set. 2008. SUBPRODUTO do biodiesel vai virar energia elétrica. NewsComex. 01 abr. 2005. Disponível em: http://blog.newscomex.com/2008/04/subproduto-do-biodiesel-vai-virar.html. Acesso em 02 nov. 2008. TOSCANO, L. F; Agricultura familiar e seu grande desafio. Diário de Votuporanga. 09 out. 2003. Disponível em: http://www.agr.feis.unesp.br/dv09102003.htm. Acesso em 02 nov. 2008.

83
TÉCNICA garante qualidade do biodiesel. Agência Brasil , 22. ago. 2007.Disponível em: <http://www.revistabiodiesel.com.br/noticias/tecnica-garante-qualidade-do-biodiesel.html > Acesso em 09 mar. 2008. TUDO sobre biodiesel. Biodieselbr . Dez 2007 / jan 2008. Disponível em: <http://www.biodieselbr.com.br/biodiesel/biodiesel.htm>. Acesso em 18 fev. 2008. ZANGUETA, S.G; VILARINHO,C.T. Controle de Processos em Tecnologia de Biodiesel . 2006. Trabalho de Conclusão de Curso (Graduação em Processamento de Carnes), Escola Paula Souza de Lins, Lins.

84
APÊNDICES

85
APÊNDICE A – Roteiro de Estudo de Caso
1 INTRODUÇÃO
Apresentação de mais uma empresa do Grupo Bertin, a Bracol Holding
LTDA_Brasbiodiesel, de Lins. Caracterização da instituição, localização,
histórico, missão, objetivos e demais empresas do grupo na tentativa de total
verticalização de seus processos.
2 RELATO DO TRABALHO REFERENTE AO ASSUNTO ESTUDADO
a) Matérias-primas, demais insumos e métodos utilizados na empresa
durante o processo produtivo de biodiesel, bem como os sub-
produtos gerados paralelamente ao biocombustível.
b) Entrevistas com o gerente e com o supervisor da planta Brasbiodiesel,
com supervisores e funcionários responsáveis pela realização das
análises e com o supervisor responsável pela manutenção.
3 DISCUSSÃO
Confronto entre a teoria analisada através de revisão bibliográfica e a
pratica obtida a partir dos dados da pesquisa na Bracol Holding
LTDA_Brasbiodiesel em Lins – SP, com a finalidade de apontar a utilização do
sebo bovino como principal matéria-prima na produção de biodiesel como
garantia de lucratividade.
4 RESULTADOS E SUGESTÕES
Parecer final sobre a utilização do sebo bovino na produção de biodiesel

86
e sugestões sobre como aproveitar toda a glicerina gerada durante
o processo produtivo.
87
APÊNDICE B – Roteiro de Observação Sistêmica
I IDENTIFICAÇÃO
Empresa: ....................................................................................................
Localização: ...............................................................................................
Atividade Econômica: .................................................................................
II ASPECTOS A SEREM OBSERVADOS
1 Demonstrar o processo produtivo do Biodiesel.
2 Descrever o leque diversificado de matérias-primas que podem ser
utilizadas.
3 Descrever as análises necessárias a serem realizadas no produto antes
da venda.
4 Descrever os padrões de qualidade.
5 Vantagens que o biodiesel oferece para o meio ambiente.
6 Vantagens que o sebo oferece na produção de biodiesel.
7 Sub-produtos gerados a partir da produção de biodiesel.

88
APÊNDICE C – Roteiro do Histórico
I IDENTIFICAÇÃO
Empresa: ....................................................................................................
Localização: ...............................................................................................
Atividade Econômica: ................................................................................
Data da Fundação: ....................................................................................
Gerente: .....................................................................................................
II ASPECTOS HISTÓRICOS DA EMPRESA
1 História do Grupo Bertin
2 Evolução das atividades econômicas e instalações
3 Tipos de produto e serviços
4 Verticalização dos processos
5 Abertura das filiais
6 Momento atual da empresa
89
PÊNDICE D – Roteiro de Entrevista para o Gerente da Brasbiodiesel
I IDENTIFICAÇÃO
Profissão:....................................................................................................
Escolaridade: .............................................................................................
Experiência Profissional: ............................................................................
Residência / Local: .....................................................................................
II PERGUNTAS ESPECÍFICAS
1 Os funcionários sentem-se comprometidos no cumprimento das metas
estabelecidas?
...............................................................................................................................
...............................................................................................................................
2 Qual a preocupação da empresa em relação ao meio ambiente?
...............................................................................................................................
...............................................................................................................................
3 Quais as ferramentas utilizadas pela empresa na busca da qualidade do
Biodiesel?
..............................................................................................................................
..............................................................................................................................
4 A empresa prevê a utilização de outras matérias primas na produção do
biodiesel?
...............................................................................................................................
...............................................................................................................................
5 A planta possui instalações adequadas para a produção de biodiesel a

90
partir de outras matérias primas?
...............................................................................................................................
...............................................................................................................................
6 A empresa faz uso do biodiesel em seus próprios caminhões, diante
disso, quais os benefícios trazidos com essa implantação?
...............................................................................................................................
...............................................................................................................................
7 Existe algum treinamento específico exigido pela empresa para que
alguém possa trabalhar na fabricação de biodiesel?
...............................................................................................................................
...............................................................................................................................
8 Quais as ferramentas utilizadas para a segurança dos trabalhadores na
planta da fábrica do biodiesel?
..............................................................................................................................
..............................................................................................................................
9 O estoque que a empresa possui de produto acabado é suficiente para
atender a demanda ?
...............................................................................................................................
...............................................................................................................................

91
APÊNDICE E – Roteiro de Entrevista para o Superviso r
I IDENTIFICAÇÃO
Profissão:....................................................................................................
Escolaridade:..............................................................................................
Experiência Profissional:.............................................................................
Residência / Local:......................................................................................
II PERGUNTAS ESPECÍFICAS
1 Os funcionários sentem-se comprometidos no cumprimento das metas
estabelecidas?
...............................................................................................................................
...............................................................................................................................
2 Quais as espectativas do colaborador em relação aos resultados e
objetivos da empresa?
...............................................................................................................................
...............................................................................................................................
3 Quais as ferramentas utilizadas pela empresa na busca da qualidade do
Biodiesel?
..............................................................................................................................
...............................................................................................................................
4 A empresa prevê a utilização de outras matérias primas na produção do
biodiesel?
...............................................................................................................................
...............................................................................................................................
92
5 A planta possui instalações adequadas para a produção de biodiesel a
partir de outras matérias primas?
...............................................................................................................................
...............................................................................................................................
6 A empresa faz uso do biodiesel em seus próprios caminhões, diante
disso, quais os benefícios trazidos com essa implantação?
...............................................................................................................................
...............................................................................................................................
5 Existe algum treinamento específico exigido pela empresa para que
alguém possa trabalhar na fabricação de biodiesel?
...............................................................................................................................
...............................................................................................................................
8 Quais as ferramentas utilizadas para a segurança dos trabalhadores na
planta da fabrica do biodiesel?
..............................................................................................................................
...............................................................................................................................
9 O estoque que a empresa possui de produto acabado é suficiente para
atender a demanda ?
...............................................................................................................................
...............................................................................................................................

93
APÊNDICE F – Roteiro de Entrevista para o Funcionár io
I IDENTIFICAÇÃO
Cargo:..........................................................................................................
Escolaridade:...............................................................................................
Experiência Profissional:............................................................................
Residência / Local:.......................................................................................
II PERGUNTAS ESPECÍFICAS
1 Qual é a visão que você tem da empresa que trabalha?
...............................................................................................................................
...............................................................................................................................
2 Qual a sua participação no processo de produção do biodiesel?
...............................................................................................................................
...............................................................................................................................
3 Quais benefícios você acredita que a sua empresa trará para o meio
ambiente com a produção e utilização do biodiesel em seus caminhões?
...............................................................................................................................
...............................................................................................................................
4 Como você vê a iniciativa da empresa em coletar óleo de fritura da
população e utilizar na produção de biodiesel?
...............................................................................................................................
...............................................................................................................................
4 Você teve algum treinamento para entrar na empresa? Se sim, quais?
..............................................................................................................................

94
...............................................................................................................................
5 De uma nota de 1 a 10 para as instalações do prédio de biodiesel?
...............................................................................................................................
...............................................................................................................................
6 Você considera a fábrica de biodiesel ecologicamente correta? Por quê?
...............................................................................................................................
...............................................................................................................................
7 Há algum tipo de vantagem em trabalhar em uma empresa que fabrica um
produto novo no mercado?
...............................................................................................................................
...............................................................................................................................

95
ANEXOS

96
ANEXO A – Programa PNPB
1. Principais diretrizes do Programa PNPB
Os principais objetivos são:
- Implantar um programa sustentável, promovendo inclusão social;
- Garantir preços competitivos, qualidade e suprimento;
- Produzir o biodiesel a partir de diferentes fontes oleaginosas e em regiões
diversas.
2. Histórico do Programa
Durante quase meio século, o Brasil desenvolveu pesquisas sobre biodiesel,
promoveu iniciativas para usos em testes e foi um dos pioneiros ao registrar a
primeira patente sobre o processo de produção de combustível, em 1980. No
Governo do Presidente Luiz Inácio Lula da Silva, por meio do Programa
Nacional de Produção e Uso do Biodiesel (PNPB), o Governo Federal
organizou a cadeia produtiva, definiu as linhas de financiamento, estruturou a
base tecnológica e editou o marco regulatório do novo combustível.
Em 02 de julho de 2003 a Presidência da República instituiu por meio de
Decreto um Grupo de Trabalho Interministerial encarregado de apresentar
estudos sobre a viabilidade de utilização de biodiesel como fonte alternativa de
energia. Como resultado foi elaborado um relatório que deu embasamento AP
Presidente da República para estabelecer o PNPB como ação estratégica e
prioritária para o Brasil.
A forma de implantação do PNPB foi estabelecida por meio do Decreto de 23
de dezembro de 2003. A estrutura gestora do Programa ficou definida com a
instituição da Comissão Executiva Interministerial, possuindo, como unidade
executiva, um Grupo Gestor.
Foi aprovado pela CEIB, em 31 de março de 2004, o plano de trabalho que
norteia as ações do PNPB. No decorrer de 2004 as ações desenvolvidas
permitiram cumprir uma etapa fundamental para o PNPB que culminou com
seu lançamento oficial pelo Presidente da Republica Luiz Inácio Lula da Silva,
em 06 de dezembro de 2004. Na oportunidade houve o lançamento do Marco
Regulatório que estabelece as condições legais para a introdução do biodiesel
97
na Matriz Energética Brasileira de combustíveis líquidos.
3. Estrutura Gerencial
Compete á Comissão Executiva Interministerial (CEIB) elaborar, implementar e
monitorar programa integrado, propor os atos normativos que se fizerem
necessários á implantação do programa, assim como analisar, avaliar e propor
outras recomendações e ações, diretrizes e políticas. Ao Grupo Gestor
compete a execução das ações relativas á gestão operacional e administrativa
voltadas para o cumprimento das estratégias e diretrizes estabelecidas pela
CEIB.
A Comissão Executiva Interministerial subordina-se á Casa Civil da Presidência
da Republica e é integrada por um representante dos seguintes órgãos:
- Casa Civil da Presidência da Republica, que a coordenará;
- Secretaria de Comunicação de Governo e Gestão Estratégica da Presidência
da republica;
- Ministério da Fazenda;
- Ministério do Transporte;
- Ministério da Agricultura, Pecuária e Abastecimento;
- Ministério do Trabalho e Emprego;
- Ministério do Desenvolvimento, Indústria e Comercio Exterior;
- Ministério de Minas e Energia;
- Ministério do Planejamento, Orçamento e Gestão;
- Ministério da Ciência e Tecnologia;
- Ministério do Desenvolvimento Agrário;
- Ministério da Integração Nacional;
- Ministério das Cidades;
- Ministério do Desenvolvimento Social;
O Grupo Gestor, coordenado pelo Ministério de Minas e Energia, é integrado
por um representante de cada órgão e entidade, como segue:
- Ministério das Minas e Energia;
- Casa Civil da Presidência da Republica;
- Ministério da Ciência e Tecnologia
- Ministério do Desenvolvimento Agrário;
98
- Ministério do Desenvolvimento, Indústria e Comercio Exterior;
- Ministério do Planejamento, Orçamento e Gestão;
- Ministério da Fazenda;
- Ministério do Meio Ambiente;
- Ministério da Integração Nacional;
- Ministério da Agricultura, Pecuária e Abastecimento;
- Banco Nacional de Desenvolvimento Econômico e Social – BNDES;
- Agência Nacional do Petróleo – ANP
- Petróleo Brasileiro S.A. – Petrobras;
- Empresa Brasileira de Pesquisa Agropecuária – Embrapa;
- Ministério do Desenvolvimento Social.
4. Selo Combustível Social
Além das vantagens econômicas e ambientais, há o aspecto social, de
fundamental importância, sobretudo em se considerando a possibilidade de
conciliar sinergicamente todas essas potencialidades.
A área plantada necessária para atender ao percentual de mistura de 2% de
biodiesel ao diesel de petróleo é estimada em 1,5 milhões de hectares, o que
equivale a 1% dos 150 milhões de hectares plantados e disponíveis para
agricultura no Brasil. Este número não inclui as regiões ocupadas por
pastagens e florestas. As regras permitem a produção a partir de diferentes
oleaginosas e rotas tecnológicas, possibilitando a participação do agronegócio
e da agricultura familiar.
O cultivo de matérias-primas e a produção industrial de biodiesel, ou seja, a
cadeira produtiva do biodiesel tem grande potencial de geração de empregos,
promovendo, dessa forma, a inclusão social, especialmente quando se
considera o amplo potencial produtivo da agricultura familiar. No Semi-Árido
brasileiro e na região Norte, a inclusão social é ainda mais premente.
Para estimular ainda mais esse processo, o governo Federal lançou o Selo
combustível Social, um conjunto de medidas específicas visando estimular a
inclusão social da agricultura, nessa importante cadeia produtiva, conforme
Instrução Normativa no. 01, de 05 de julho de 2005. Em 30 de setembro de
2005, o MDA publicou a Instrução Normativa no. 02 para projetos de biodiesel
com perspectivas de consolidarem-se como empreendimentos aptos ao selo

99
combustível social. O enquadramento social de projetos ou empresas
produtoras de biodiesel permitem acesso a melhores condições de
financiamento junto ao BNDES e outras instituições financeiras, Além de dar
direito de concorrência em leiloes de compra de biodiesel. As indústrias
produtoras também terão direito a desoneração de alguns tributos, mas
deverão garantir a compra da matéria-prima, preços pré-estabelecidos,
oferecendo segurança aos agricultores familiares. Há, ainda, possibilidade dos
agricultores familiares participarem como sócios ou quotistas das indústrias
extratoras de óleo ou de produção de biodiesel, seja de forma direta, seja por
meio de associações ou cooperativas de produtores.
Os agricultores familiares também terão acesso a linhas de crédito do Pronaf,
por meio dos bancos que operam com esse Programa, assim como acesso á
assistência técnica, fornecida pelas próprias empresas detentoras do Selo
Combustível Social, com apoio do MDA por meio de parceiros públicos e
privados. Na safra 2005-2006 os agricultores familiares que desejarem
participar da cadeia produtiva do biodiesel têm a disposição uma linha de
crédito adicional do Pronaf para o cultivo de oleaginosas. Com isso, o produtor
terá uma possibilidade a mais de gerar renda, sem deixar a atividade principal
de plantio de alimentos. Essa nova linha vai viabilizar a safrinha. Os
agricultores manterão suas produções de milho e mandioca, por exemplo, e na
safrinha farão o plantio de oleaginosas. O limite e as condições do
financiamento seguem as mesmas regras do grupo do Pronaf em que o
agricultor estiver enquadrado.
5. Macro Regulatório
O marco regulatório que autoriza o uso comercial do biodiesel no Brasil
considera a diversidade de oleaginosas disponíveis no País, a garantia do
suprimento e da qualidade, a competitividade frente aos demais combustíveis e
uma política de inclusão social. As regras permitem a produção a partir de
diferentes oleaginosas e rotas tecnologias, possibilitando a participação do
agronegócio e da agricultura familiar.
Os atos legais que formam o marco regulatório estabelecem os percentuais de
mistura do biodiesel ao diesel de petróleo, a rampa de mistura, a forma de
utilização e o regime tributário. Os decretos regulamentam o regime tributário
100
com diferenciação por região de plantio, por oleaginosa e por categoria de
produção (agronegócio e agricultura familiar), criam o selo Combustível Social
e isentam a cobrança de Imposto sobre Produtos Industrializados (IPI).
A regulamentação feita pela ANP, responsável pela regulação e fiscalização do
novo produto, cria a figura do produtor de biodiesel, estabelece as
especificações dos combustíveis líquidos, incluindo agora o biodiesel.
A mistura do biodiesel ao diesel de petróleo será feita pelas distribuidoras de
combustíveis, assim como é feito na adição de álcool anidro a gasolina. As
refinarias também são autorizadas a fazer a mistura.
A regulamentação também permite usos específicos do biodiesel, com misturas
superiores á estabelecida pelo marco regulatório, desde que autorizadas pela
ANP. Essas experiências serão acompanhadas e vão gerar informações para
aumentar o percentual de adição do combustível ao diesel de petróleo. O novo
combustível também poderá ser utilizado na geração de energia elétrica em
comunidades isoladas, principalmente na região Norte, substituindo o óleo
diesel em usinas termelétricas.
A adição de 2% de biodiesel não exigirá alterações nos motores movidos a
diesel, assim como não exigiu nos países que já utilizam o produto. Os motores
que passarem a utilizar o combustível misturado ao diesel nesta proporção
terão a garantia de fábrica.
6. Regime tributário
As regras tributárias do biodiesel referentes ao PIS/PASEP e a COFINS
determinam que esses tributos sejam cobrados uma única vez e que
contribuinte é o produtor industrial de biodiesel. Ele poderá optar entre uma
alíquota percentual que incide sobre o preço do produto, ou pelo pagamento de
uma alíquota específica, que é um valor fixo por metro cúbico de biodiesel
comercializado, conforme dispõe a Lei no.11.116, de 18 de maio de 2005.
Essa Lei dispôs ainda que o Poder Executivo poderá estabelecer coeficientes
de redução para a alíquota especifica, que poderão ser diferenciadas em
função da matéria-prima utilizada na produção, da região de produção dessa
matéria-prima e do tipo de seu fornecedor (agricultura familiar ou agronegócio).
Ao regulamentar a Lei, o Decreto no. 5.297, de 6 de dezembro de 2004,
alterado pelo Decreto no. 5.457, de 6 de junho de 2005, estabeleceu um

101
percentual geral de redução de 67,63% em relação á alíquota definida na Lei.
Isso determina, portanto, que a alíquota máxima de PIS/PASEP e COFINS
incidentes sobre a receita bruta auferida pelo produtor ou importador, na venda
de biodiesel, fica reduzida para R$217,96 por metro cúbico, equivalente a
carga tributaria federal para o seu concorrente direto, o diesel de petróleo.
Estabeleceu também três níveis distintos de desoneração tributária para reduzir
a alíquota máxima de R$217,96 / m3, com a introdução de coeficientes de
redução diferenciados de acordo com os critérios dispostos na Lei:
- Para o biodiesel fabricado a partir de mamona ou a palma produzida nas
regiões Norte, Nordeste e no Semi-Árido pela agricultura familiar, a
desoneração de PIS/PASEP e COFINS é total, ou seja, a alíquota efetiva é
nula (100% de redução em relação á alíquota geral de R$217,96 / m3);
- Para o biodiesel fabricado a partir de qualquer matéria-prima que seja
produzida pela agricultura familiar, independentemente da região, a alíquota
efetiva é de R$70,02 / m3 (67,9% de redução em relação á alíquota geral);
- Para o biodiesel fabricado a partir de mamona ou a palma produzida nas
regiões Norte, nordeste e no Semi-Árido pelo agronegócio, a alíquota efetiva é
de R$151,50 / m3 (30,5% de redução em relação á alíquota geral);
7. BB Biodiesel – Programa BB de Apoio a Produção e Uso de Biodiesel
O programa visa apoiar a produção, a comercialização e o uso do biodiesel
como fonte de energia renovável e atividade geradora de emprego e renda.
A assistência ao setor produtivo será feita por meio da disponibilização de
linhas de financiamento de custeio, investimento e comercialização,
colaborando para a expansão do processamento de biodiesel no país, a partir
do incentivo á produção de matéria-prima, a instalação de plantas
agroindustriais e á comercialização.
O Programa beneficiará os diversos componentes da cadeia produtiva do
biodiesel de forma sistêmica:
a) Na produção agrícola, com linhas de crédito de custeio, investimento e
comercialização, disponíveis para financiamento ao produtor rural familiar e
empresarial;
b) Na industrialização: BNDES Biodiesel, Pronaf agroindústria, Prodecoop,
Credito Agroindustrial (aquisição de matéria-prima), além das linhas disponíveis

102
para o setor industrial.
O principal critério a ser considerado pelo Banco na concessão do crédito, além
das exigências específicas de cada linha, é a garantia de comercialização tanto
na produção agrícola quanto do biodiesel.
Inicialmente serão priorizadas as culturas do dendê, da mamona, da soja, do
algodão (caroço), do girassol e do nabo forrageiro, observando-se o
zoneamento agrícola e a aptidão regional.
8. Ganhos de Divisas e Potencial de Exportação
Hoje, 10% do diesel consumido no Brasil são importados. Este combustível,
utilizado principalmente no transporte de passageiros e de cargas, é o mais
utilizado no país, com comercialização anual da ordem de 38,2 bilhões de
litros, o que corresponde a 57,7% do consumo nacional de combustível
veiculares.
O biodiesel permite a economia de divisas com a importação de petróleo e óleo
diesel, trata-se de uma vantagem estratégica ao reduzir a dependência das
importações de petróleo. Esse combustível renovável terá impacto na balança
comercial brasileira por permitir a redução da importância do óleo diesel. O uso
comercial do B2 (mistura de 2% do biodiesel ao diesel) cria um mercado
potencial para a comercialização de 800 milhões de litros de biodiesel / ano, o
que representa uma economia anual da ordem de US$160 milhões na
importação de diesel.
O Brasil apresenta reais condições para se tornar um dos maiores produtores
de biodiesel do mundo por dispor de solo e clima adequados ao cultivo de
oleaginosas. Assim, além de assegurar o suprimento interno, o biodiesel
produzido no Brasil tem grande potencial de exportação.
Este combustível já é utilizado comercialmente nos Estados Unidos e em
países da união Européia. A Alemanha é responsável por mais da metade da
produção européia de combustíveis e já conta com centenas de postos que
vendem o biodiesel puro (B100), com plena garantia dos fabricantes de
veículos. O total produzido na Europa já ultrapassa 1 bilhão de litros por ano,
tendo crescido á taxa anual de 30% entre 1998 e 2002. A União Européia
definiu meta de que até 2005, 2% dos combustíveis consumidos devem ser
renováveis. Em 2010, de acordo com a diretiva 30 do Parlamento Europeu, de

103
maio de 2003, este percentual deve ser de 5,75%. Entretanto, o continente tem
restrições quanto à área de cultivo disponível para oleaginosas e a capacidade
industrial, o que abre oportunidades ao Brasil para exportar seu combustível.
A médio prazo, o biodiesel pode tornar-se importante fonte de divisas para o
País, somando-se ao álcool como combustível renovável que o Brasil pode e
deve oferecer á comunidade mundial.
9. Desenvolvimento Tecnológico
O Brasil desenvolve pesquisas sobre biodiesel há quase meio século e foi um
dos pioneiros ao registrar a primeira patente sobre o processo de produção de
combustível, em 1980. Pode-se dizer que o País já dispõe de conhecimento
tecnológico suficiente para iniciar e impulsionar a produção de biodiesel em
escala comercial, embora deva continuar avançando nas pesquisas e testes
sobre esse combustível, como alias se deve avançar em todas as áreas
tecnológicas, de forma a ampliar a competitividade do produto. Em resumo, é
só usar e aperfeiçoar o que já temos.
No âmbito do Programa Nacional de Produção e Uso do Biodiesel é
coordenado pelo MCT, o qual abrange a constituição da Rede Brasileira de
Tecnologia de Biodiesel, cujo escopo é a consolidação de um sistema gerencial
de articulação dos diversos atores envolvidos na pesquisa, no desenvolvimento
e na produção de biodiesel, permitindo assim a convergência de esforços e
otimização de investimentos públicos.
Outro objetivo relevante da rede é a identificação e eliminação de gargalos
tecnológicos que venham a surgir durante a evolução do Programa Nacional
em questão, o que será feito por meio de constante pesquisa e
desenvolvimento tecnológico realizados no âmbito de parcerias entre
instituições de P&D e o setor produtivo.
No decorrer de 2003 e 2004, foram elaborados projetos em parceria com 23
Estados, os quais firmaram entre si um Acordo de Cooperação. Este trabalho
permitiu o mapeamento da competência instalada no país, servindo como base
para a estruturação e implantação da Rede.
A execução dos projetos e demais atividades no âmbito da Rede contam R$12
milhões dos fundos Setoriais de C&T alocados em 2003 e 2004. Estão sendo
pleiteados novos recursos em 2005. Ressalta-se ainda que todos os Estados

104
entraram com contrapartida.
As ações de P&D estão divididas nas seguintes áreas: Agricultura; Bens de
Capital e Processos Produtivos; Rotas Tecnológicas; Co-produtos.
Na área de Agricultura as ações são planejadas e executadas em conjunto com
a EMBRAPA, sendo consideradas as seguintes linhas: zoneamento
pedoclimático; variedades vegetais e oleaginosas; economia e modelagem de
sistemas processamento e transformação.
As ações nas demais áreas contemplam o seguinte:
1- Programa de testes e ensaios com motores no sentido de avaliar a
viabilidade do aumento gradativo da mistura do biodiesel ao diesel.
2- Desenvolvimento (otimização) de tecnologia para a produção de biodiesel
em laboratório e em escalas adequadas as produções locais de óleo, de forma
a garantir qualidade e economicidade.
3- Destino e uso dos co-produtos (glicerina, torta, farelo, etc.) para que seja
garantida a agregação de valor e criadas outras fontes de renda para os
produtores.
4- Caracterização e controle de qualidade do combustível. Caracterização do
óleo in natura, dos combustíveis oriundos de diversas matérias-primas e suas
misturas, com análise da qualidade segundo critérios e normas estabelecidos.
Desenvolvimento de metodologias para análise e controle de qualidade,
visando praticidade e economicidade.
5- Critérios e formas de armazenamento do biodiesel e das misturas (biodiesel
& diesel), visando ao alcance das condições ideais de condicionamento do
produto. Estudos quanto ao período de armazenamento e a necessidade de
uso de aditivos.
6- Estruturação de laboratório e formação de RH, relevantes para atendimento
as demandas do mercado de biodiesel – quanto ao suporte técnico à produção,
controle de qualidade do combustível produzido e mão-de-obra especializada –
cuja produção deverá ocorrer em plantas instaladas de forma dispersa no
território nacional.
Os projetos são elaborados e executados com acompanhamento e supervisão
do MCT, evitando-se repetições de esforço, promovendo-se parcerias,
adequando-se a realidade e vocações estaduais ao Programa Nacional e
controlando-se a aplicação de recursos, no sentido de otimizá-las.

105
ANEXO B – Resolução da ANP
Legislação
AGÊNCIA NACIONAL DO PETRÓLEO, GÁS NATURAL E BIOCOMBUSTÍVEIS
RESOLUÇAO ANP N° 7, DE 19 DE MARÇO DE 2008 – DOU 20 DE MARÇO
DE 2008.
O DIRETOR-GERAL DA AGÊNCIA NACIONAL DO PETRÓLEO, GÁS NATURAL E BIOCOMBUSTÍVEIS – ANP, no uso de suas atribuições,
Considerando o disposto no inciso I, art. 8º da Lei nº 9.478, de 6 de agosto de 1997, alterada pela Lei nº 11.097, de 13 de janeiro de 2005 e com base na Resolução de Diretoria nº 207, de 19 de março de 2008,
Considerando o interesse para o País em apresentar sucedâneos para o óleo diesel;
Considerando a Lei nº 11.097 de 13 de janeiro de 2005, que define o biodiesel como um combustível para uso em motores a combustão interna com ignição por compressão, renovável e biodegradável, derivado de óleos vegetais ou de gorduras animais, que possa substituir parcial ou totalmente o óleo diesel de origem fóssil;
Considerando as diretrizes emanadas pelo Conselho Nacional de Política Energética – CNPE, quanto à produção e ao percentual de biodiesel na mistura óleo diesel/biodiesel a ser comercializado; e
Considerando a necessidade de estabelecer as normas e especificações do combustível para proteger os consumidores, resolve:
Art. 1º Fica estabelecida no Regulamento Técnico ANP, parte integrante desta Resolução, a especificação do biodiesel a ser comercializado pelos diversos agentes econômicos autorizados em todo o território nacional.
Parágrafo único. O biodiesel deverá ser adicionado ao óleo diesel na proporção de 2% em volume a partir de 1º de janeiro de 2008 ou em proporção definida por legislação aplicável.
Art. 2º Para efeitos desta Resolução, define-se:
I – biodiesel – B100 – combustível composto de alquil ésteres de ácidos graxos de cadeia longa, derivados de óleos vegetais ou de gorduras animais conforme a especificação contida no Regulamento Técnico, parte integrante desta Resolução;
II – mistura óleo diesel/biodiesel – BX – combustível comercial composto de (100-X)% em volume de óleo diesel, conforme especificação da ANP, e X% em volume do biodiesel, que deverá atender à regulamentação vigente;
106
III – mistura autorizada óleo diesel/biodiesel – combustível composto de biodiesel e óleo diesel em proporção definida quando da autorização concedida para uso experimental ou para uso específico conforme legislação específica;
IV – produtor de biodiesel – pessoa jurídica autorizada pela ANP para a produção de biodiesel;
V – distribuidor – pessoa jurídica autorizada pela ANP para o exercício da atividade de distribuição de combustíveis líquidos derivados de petróleo, álcool combustível, biodiesel, mistura óleo diesel/biodiesel especificada ou autorizada pela ANP e outros combustíveis automotivos;
VI – batelada – quantidade segregada de produto em um único tanque que possa ser caracterizada por um "Certificado da Qualidade".
Art. 3º O biodiesel só poderá ser comercializado pelos Produtores, Importadores e Exportadores de biodiesel, Distribuidores e Refinarias autorizadas pela ANP.
§ 1º Somente os Distribuidores e as Refinarias autorizados pela ANP poderão proceder mistura óleo diesel/biodiesel para efetivar sua comercialização.
§ 2º É vedada a comercialização do biodiesel diretamente de produtores, importadores ou exportadores a revendedores.
Art. 4º Os Produtores e Importadores de biodiesel deverão manter sob sua guarda, pelo prazo mínimo de 2 (dois) meses a contar da data da comercialização do produto, uma amostra-testemunha, de 1 (um) litro, referente à batelada do produto comercializado, armazenado em embalagem apropriada de 1 (um) litro de capacidade, fechada com batoque e tampa plástica com lacre, que deixe evidências em caso de violação, mantida em local protegido de luminosidade e acompanhada de Certificado da Qualidade.
§ 1º O Certificado da Qualidade deverá indicar a data de produção, as matérias-primas utilizadas para obtenção do biodiesel, suas respectivas proporções e observar todos os itens da especificação constante do Regulamento Técnico, bem como ser firmado pelo responsável técnico pelas análises laboratoriais efetivadas, com a indicação legível de seu nome e número da inscrição no órgão de classe.
§ 2º O produto somente poderá ser liberado para a comercialização após a sua certificação, com a emissão do respectivo Certificado da Qualidade, que deverá acompanhar o produto.
§ 3º Após a data de análise de controle de qualidade da amostra, constante do Certificado da Qualidade, se o produto não for comercializado no prazo máximo de 1 (um) mês, deverá ser novamente analisada a massa específica a 20ºC. Caso a diferença encontrada com relação à massa específica a 20ºC do Certificado da Qualidade seja inferior a 3,0 kg/m3, deverão ser novamente avaliadas o teor de água, o índice de acidez e a estabilidade à oxidação a 110ºC. Caso a diferença seja superior a 3,0 kg/m3, deverá ser realizada a recertificação completa segundo esta Resolução.
§ 4º As análises constantes do Certificado da Qualidade só poderão ser
realizadas em laboratório do próprio produtor ou contratado, os quais deverão

107
ser inspecionados pela ANP.
§ 5º Os laboratórios contratados mencionados no parágrafo anterior deverão cadastrar-se junto à ANP, após inspeção da ANP, conforme protocolo indicado no sítio da ANP.
§ 6º No caso de certificação do biodiesel utilizando laboratório próprio e contratado, o Produtor deverá emitir Certificado da Qualidade único, agrupando todos os resultados que tenha recebido do laboratório cadastrado pela ANP. Esse Certificado deverá indicar o laboratório responsável por cada ensaio.
§ 7º A amostra-testemunha e seu Certificado da Qualidade deverão ficar à disposição da ANP para qualquer verificação julgada necessária, pelo prazo mínimo de 2 meses e 12 meses, respectivamente.
§ 8º Os Produtores deverão enviar à ANP, até o 15º (décimo quinto) dia do mês, os dados de qualidade constantes dos Certificados da Qualidade, emitidos no mês anterior, com a devida indicação do material graxo e álcool usados para a produção do biodiesel certificado.
§ 9º Os Produtores deverão enviar à ANP, até 15 (quinze) dias após o final de cada trimestre civil, os resultados de uma análise completa (considerando todas as características e métodos da especificação) de uma amostra do biodiesel comercializado no trimestre correspondente e, em caso de nesse período haver mudança de tipo de matéria-prima, o produtor deverá analisar um número de amostras correspondente ao número de tipos de matérias-primas utilizadas.
§ 10. Os dados de qualidade mencionados nos parágrafos oitavo e nono deste artigo deverão ser encaminhados, em formato eletrônico, seguindo os modelos disponíveis no sítio da ANP, para o endereço: [email protected].
§ 11. A ANP poderá cancelar o cadastro de laboratório indicado pelo Produtor, quando da detecção de não-conformidade quanto ao processo de certificação de biodiesel.
Art. 5º A documentação fiscal, referente às operações de comercialização e de transferência de biodiesel realizadas pelos Produtores e Importadores de biodiesel, deverá ser acompanhada de cópia legível do respectivo Certificado da Qualidade, atestando que o produto comercializado atende à especificação estabelecida no Regulamento Técnico.
Parágrafo único. No caso de cópia emitida eletronicamente, deverão estar indicados, na cópia, o nome e o número da inscrição no órgão de classe do responsável técnico pelas análises laboratoriais efetivadas.
Art. 6º A ANP poderá, a qualquer tempo, submeter os Produtores e Importadores de biodiesel, bem como os laboratórios contratados à inspeção técnica de qualidade sobre os procedimentos e equipamentos de medição que tenham impacto sobre a qualidade e a confiabilidade dos serviços de que trata esta Resolução, bem como coletar amostra de biodiesel para análise em laboratórios contratados.
§ 1º Esta inspeção técnica poderá ser executada diretamente pela ANP com apoio de entidade contratada ou órgão competente sobre os procedimentos e

108
equipamentos de medição que tenham impacto na qualidade e confiabilidade das atividades de que trata esta Resolução.
§ 2º O produtor ou laboratório cadastrado na ANP ficará obrigado a apresentar documentação comprobatória das atividades envolvidas no controle de qualidade do biodiesel, caso seja solicitado.
Art. 7º É proibida adição ao biodiesel de: corante em qualquer etapa e quaisquer substâncias que alterem a qualidade do biodiesel na etapa de distribuição.
Art. 8º A adição de aditivos ao biodiesel na fase de produção deve ser informada no Certificado da Qualidade, cabendo classificar o tipo.
Art. 9º O não atendimento ao estabelecido na presente Resolução sujeita os infratores às sanções administrativas previstas na Lei nº 9.847, de 26 de outubro de 1999, alterada pela Lei nº 11.097, de 13 de janeiro de 2005, e no Decreto nº 2.953, de 28 de janeiro de 1999, sem prejuízo das penalidades de natureza civil e penal.
Art. 10. Os casos não contemplados nesta Resolução serão analisados pela Diretoria da ANP.
Art. 11. Fica concedido, aos produtores e importadores de biodiesel, o prazo máximo de até 30 de junho de 2008 para atendimento ao disposto no Regulamento Técnico anexo a esta Resolução, período no qual poderão ainda atender à especificação constante da Resolução ANP nº 42, de 24 de novembro 2004.
Art. 12. Esta Resolução entra em vigor na data de sua publicação no Diário Oficial da União.
Art. 13. Fica revogada a Resolução ANP nº 42, de 24 de novembro 2004, observados os termos do art. 11 desta Resolução.
HAROLDO BORGES RODRIGUES LIMA
REGULAMENTO TÉCNICO ANP Nº 1/2008
1. Objetivo
Este Regulamento Técnico aplica-se ao biodiesel, de origem nacional ou importada, a ser comercializado em território nacional adicionado na proporção prevista na legislação aplicável ao óleo diesel conforme a especificação em vigor, e em misturas específicas autorizadas pela ANP.

109
2. Normas Aplicáveis
A determinação das características do biodiesel será feita mediante o emprego das normas da Associação Brasileira de Normas Técnicas (ABNT), das normas internacionais "American Society for Testing and Materials" (ASTM), da "International Organization for Standardization" (ISO) e do "Comité Européen de Normalisation" (CEN).
Os dados de incerteza, repetitividade e reprodutibilidade fornecidos nos métodos relacionados neste Regulamento devem ser usados somente como guia para aceitação das determinações em duplicata do ensaio e não devem ser considerados como tolerância aplicada aos limites especificados neste Regulamento.
A análise do produto deverá ser realizada em uma amostra representativa do mesmo obtida segundo métodos ABNT NBR 14883 – Petróleo e produtos de petróleo – Amostragem manual ou ASTM D 4057 – Prática para Amostragem de Petróleo e Produtos Líquidos de Petróleo (Practice for Manual Sampling of Petroleum and Petroleum Products) ou ISO 5555 (Animal and vegetable fats and oils – Sampling).
As características constantes da Tabela de Especificação deverão ser determinadas de acordo com a publicação mais recente dos seguintes métodos de ensaio:
2.1. Métodos ABNT
MÉTODO TÍTULO
NBR 6294 Óleos lubrificantes e aditivos – Determinação de cinza sulfatada
NBR 7148 Petróleo e produtos de petróleo – Determinação da massa específica, densidade relativa e ºAPI – Método do densímetro
NBR 10441 Produtos de petróleo – Líquidos transparentes e opacos – Determinação da viscosidade cinemática e cálculo da viscosidade dinâmica
NBR 14065 Destilados de petróleo e óleos viscosos – Determinação da massa específica e da densidade relativa pelo densímetro digital.
NBR 14359 Produtos de petróleo – Determinação da corrosividade – método da lâmina de cobre
NBR 14448 Produtos de petróleo – Determinação do índice de acidez pelo método de titulação potenciométrica
NBR 14598 Produtos de petróleo – Determinação do Ponto de Fulgor pelo aparelho de vaso fechado Pensky-Martens
NBR 14747 Óleo Diesel – Determinação do ponto de entupimento de filtro a frio
NBR 15341 Biodiesel – Determinação de glicerina livre em biodiesel de mamona por cromatografia em fase gasosa
NBR 15342 Biodiesel – Determinação de monoglicerídeos, diglicerídeos e ésteres totais em biodiesel de mamona por cromatografia em fase gasosa
NBR 15343 Biodiesel – Determinação da concentração de metanol e/ou etanol por cromatografia gasosa
NBR 15344 Biodiesel – Determinação de glicerina total.e do teor de triglicerídeos em biodiesel de mamona

110
NBR 15553 Produtos derivados de óleos e gorduras – Ésteres metílicos/etílicos de ácidos graxos – Determinação dos teores de cálcio, magnésio, sódio, fósforo e potássio por espectrometria de emissão ótica com plasma indutivamente acoplado (ICPOES)
NBR 15554 Produtos derivados de óleos e gorduras – Ésteres metílicos/etílicos de ácidos graxos – Determinação do teor de sódio por espectrometria de absorção atômica
NBR 15555 Produtos derivados de óleos e gorduras – Ésteres metílicos/etílicos de ácidos graxos – Determinação do teor de potássio por espectrometria de absorção atômica
NBR 15556 Produtos derivados de óleos e gorduras – Ésteres metílicos/etílicos de ácidos graxos – Determinação de sódio, potássio, magnésio e cálcio por espectrometria de absorção atômica
Nota:
(1) LII – Límpido e isento de impurezas com anotação da temperatura de ensaio.
(2) O limite indicado deve ser atendido na certificação do biodiesel pelo produtor ou importador.
(3) Quando a análise de ponto de fulgor resultar em valor superior a 130ºC, fica dispensada a análise de teor de metanol ou etanol.
(4) O método ABNT NBR 15342 poderá ser utilizado para amostra oriunda de gordura animal.
(5) Para biodiesel oriundo de duas ou mais matérias-primas distintas das quais uma consiste de óleo de mamona:
a) teor de ésteres, mono-, diacilgliceróis: método ABNT NBR 15342;
b) glicerol livre: método ABNT NBR 15341;
c) glicerol total, triacilgliceróis: método ABNT NBR 15344;
d) metanol e/ou etanol: método ABNT NBR 15343.
(6) O resíduo deve ser avaliado em 100% da amostra.
(7) Estas características devem ser analisadas em conjunto com as demais constantes da tabela de especificação a cada trimestre civil. Os resultados devem ser enviados pelo produtor de biodiesel à ANP, tomando uma amostra do biodiesel comercializado no trimestre e, em caso de neste período haver mudança de tipo de matéria-prima, o produtor deverá analisar número de amostras correspondente ao número de tipos de matérias-primas utilizadas.
(8) Poderá ser utilizado como método alternativo o método ASTM D6890 para número de cetano.
(9) O limite máximo de 19ºC é válido para as regiões Sul, Sudeste, Centro-Oeste e Bahia, devendo ser anotado para as demais regiões. O biodiesel poderá ser entregue com temperaturas superiores ao limite supramencionado, caso haja acordo entre as partes envolvidas. Os métodos de análise indicados não podem ser empregados para biodiesel oriundo apenas de mamona.
(10) Os métodos referenciados demandam validação para as matérias - primas
não previstas no método e rota de produção etílica.