Embed Size (px)
Citation preview

Módulo 4Cartas de controle por variáveis

Cartas de controle por variáveis são utilizadas quando temos características quantitativas contínuas e as medições de um processo estão disponíveis. Utilizando cartas por variáveis torna-se possível analisar o comportamento dos dados em termos de dispersão e localização. Por isto, utilizamos os gráficos aos pares, sendo um gráfico para verificar a localização e outro para a dispersão.
Vantagens
� A maioria dos processos é mensurável, tornando sua utilização mais ampla� Dados quantitativos contínuos apresentam mais informação do que quantitativos discretos� O custo pode ser compensado pelo tamanho de subgrupo reduzido� Ganho de tempo entre produção e ação corretiva, devido ao tamanho dos subgrupos� Permite analisar o processo e quantificar a melhoria
Cartas de controle por variáveis

Cartas de controle por variáveisFinalidades
1) Melhoria da qualidade: a carta de controle por variáveis é a mais efetiva técnica para alcançar a melhoria da qualidade.
2) Capacidade do processo: durante o ciclo de melhoria da qualidade, a carta de controle indicará quando não é mais possível obter melhoria da qualidade sem investimento significativo. Neste momento, a verdadeira capacidade do processo pode ser obtida.
3) Tomada de decisões relativas à especificação do produto: uma vez que a verdadeira capacidade do processo foi obtida, as especificações podem ser definidas. Se a capacidade do processo é ± 0,005, então uma especificação de ±0,010 pode ser, realisticamente, obtida pelo processo.
4) Tomada de decisões sobre o processo de produção: a carta de controle éusada para decidir se um padrão normal de variação está ocorrendo (e se portanto o processo está sob controle) ou se um padrão instável de variação está ocorrendo (e há necessidade de eliminação de causas especiais).
5) Tomada de decisões sobre peças recém produzidas: a carta de controle também pode ser usada para decidir se um ou mais itens podem ser liberados para o processo seguinte, ou se é necessária alguma ação do tipo inspeção ou reparo.

Tipos de cartas de controle – Variáveis
As cartas de controle por variáveis são usadas para monitorar o processo quando a característica de interesse é mensurada em uma escala de intervalo ou de razão. Estes gráficos são geralmente utilizados em pares. Os gráficos R e S monitoram a variação de um processo, enquanto os gráficos X monitoram a média do processo. O gráfico que monitora a variabilidade deve ser examinado sempre em primeiro lugar, pois se ele indicar uma condição fora do controle a interpretação do gráfico para a média será enganosa.
Variáveis
Carta X / R
Carta X / S
Carta I / MR
Carta X / R
-
~
Médias e amplitudes
Medianas e amplitudes
Médias e desvio padrão
Valores (indivíduos ) e amplitude
móvel
-

Convenções
n = tamanho da amostra
k = número (quantidade) de amostras =
x = média das médias das amostras (média global)
_ s = desvio-padrão amostral médio
_
R = amplitude amostral média
A2, A3, D3, D4, etc. = fatores de correção

Fatores para cálculo de limites de controle
n A2 A3 E2 B3 B4
2 1,880 2,695 2,660 - 3,267
3 1,023 1,954 1,772 - 2,568
4 0,729 1,628 1,457 - 2,266
5 0,577 1,427 1,290 - 2,089
6 0,483 1,287 1,184 0,030 1,970
7 0,419 1,182 1,109 0,118 1,882
8 0,373 1,099 1,054 0,185 1,815
9 0,337 1,032 1,010 0,239 1,761
10 0,308 0,975 0,975 0,284 1,716

Fatores para cálculo de limites de controle
n D3 D4 D c4 d2
2 - 3,267 0,709 0,798 1,128 3 - 2,574 0,524 0,886 1,693 4 - 2,282 0,446 0,921 2,059 5 - 2,114 0,403 0,940 2,326 6 - 2,004 0,375 0,952 2,534 7 0,076 1,924 0,353 0,959 2,704 8 0,136 1,864 0,338 0,965 2,847 9 0,184 1,816 0,325 0,969 2,970 10 0,223 1,777 0,314 0,973 3,078

Este gráfico é usado para acompanhar, controlar e analisar um processo com valores contínuos de qualidade do produto, como o comprimento, o peso ou a concentração. Tais valores fornecem grande quantidade de informações sobre o processo.
O uso dos gráficos de controle X e R deve ocorrer sempre que uma característica da qualidade observada é expressa em unidades reais como peso em quilogramas, comprimento em centímetros, temperatura em graus celsius.
Este gráfico é composto por dois gráficos que devem ser analisados em conjunto:
X, que monitora as médias dos subgrupos R, que monitora a amplitude entre os subgrupos
O tamanho de cada subgrupo (n) deve ser constante, sendo que sempre devemos ter 2 ou mais subgrupos.
Gráfico de controle X/RMédias e amplitudes – Construção

Gráfico de controle X/RMédias e amplitudes – Construção
Passos para a construção dos gráficos de controle da média (X ) e da amplitude (R):
1) Determinar a característica da qualidade a ser controlada. A variável escolhida deve ser uma característica mensurável, ou melhor, deve ter a possibilidade de ser expressa em números. Deve-se priorizar aquelas características da qualidade que afetam o desempenho do produto.2) Definir o método de amostragem e o tamanho da amostra através de um dos métodos a seguir:
- Método instantâneo: retira-se a amostra correspondente ao subgrupo da produção, de forma simultânea ou consecutiva.
- Método periódico: retira-se aleatoriamente a amostra que corresponde ao subgrupo da produção, realizada durante um determinado período, de maneira que ela seja representativa de toda a produção neste período. Ainda com relação àamostragem, os subgrupos devem ser retirados de lotes homogêneos, compostos por itens produzidos pela mesma máquina, operador e matriz.

Gráfico de controle X/RMédias e amplitudes – Construção
3) Coletar os dados, utilizando para isso um formulário no qual os dados são geralmente registrados em colunas. Veja o modelo de carta de controle para variáveis disponível nos materiais complementares deste treinamento. 4) Estabelecer o valor central e os limites de controle, que são obtidos
usando-se as fórmulas:
Gráfico da média X
LSCx = µ(x) + 3 σ(x) = x + 3σ(x)/ √ n = x + A2.RLMx = µ(x) = xLICx = µ(x) - 3 σ(x) = x - 3σ(x)/ √ n = x - A2.R
Gráfico da amplitude (R)
LSCR = µ(R) + 3 σ(R) = D4.RLMR = µ(R) = RLICR = µ(R) - 3 σ(R) = D3.R

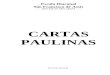
252015105Nº. subgrupos 0
40
35
30
Méd
ias Média=36,95
LSC=42,05
LIC=31,85
20
10
0
Am
plitu
des
R=8,84
LSC=18,69
LIC=0
Exemplo de gráfico de controle X/R

Exercício Gráfico de controle por variáveis X/R
Em uma fábrica de gelatina foi definido que a umidade do pó para gelatina seria monitorada por meio de testes de umidade em 10 lotes (k=10). A especificação de umidade durante o processo é de 10%±0,5%. Para monitorar e avaliar o processo, foram retiradas 3 amostras (n=3) de cada lote, e os resultados obtidos estão indicados na tabela abaixo:
Pergunta-se:1) Com base nos dados levantados quais são os LSC, LIC e LM para a média (X-barra)
e para a amplitude2) O processo é estável?
LOTE VALORES DE UMIDADE X-BARRA R 1 10,42 10,61 10,54 10,523 0,19 2 10,98 10,27 10,50 10,583 0,71 3 10,61 10,52 10,67 10,600 0,15 4 10,69 10,80 10,39 10,627 0,41 5 10,20 10,30 10,72 10,407 0,52 6 10,57 10,46 10,50 10,510 0,11 7 10,44 10,29 9,86 10,197 0,58 8 10,20 10,29 10,41 10,300 0,21 9 10,46 10,76 10,74 10,653 0,30 10 10,11 10,33 10,98 10,473 0,87
TOTAL 104,873 4,05

Resposta do exercício
X = ∑x / k = 104,873/10 = 10,487 e R = ∑R / k = 4,05/10 = 0,405
Para o gráfico de amplitude (R)
LSCR= D4. R = 2,574 . 0,405 = 1,0425
LMR= R = 0,405
LICR = D3. R = nenhum
Para o gráfico da média (X-barra)
LSCX= x + A2. R = 10,487 + 1,023. 0,405 = 10,901
LMX= x = 10,487LICX = x – A2. R = 10,487 - 1,023. 0,405 = 10,027

Resposta do exercício
LMx= 10,487
LSCx= 10,901
LICx = 10,027
10,523
10,583 10,600
10,627
10,407
10,510
10,197
10,300
10,653
10,473
Mé
dia
-
va
lore
s d
e u
mid
ad
e
1 2 3 4 5 6 7 8 9 10Amostras

Estes gráficos são similares aos gráficos X-barra e R, embora o cálculo do desvio padrão da amostra (S) seja mais difícil do que o da amplitude (R).
O uso dos gráficos de controle X e S deve ocorrer sempre que uma característica da qualidade observada é expressa em unidades reais como peso em quilogramas, comprimento em centímetros, temperatura em graus celsius.
Este gráfico é composto por dois gráficos que devem ser analisados em conjunto:
X, que monitora as médias dos subgruposS, que monitora a variabilidade entre os subgrupos
O tamanho de cada subgrupo (n) deve ser constante, sendo que sempre devemos ter 2 ou mais subgrupos.
Quando são adotadas amostras maiores (n > 10), a amplitude já não é eficiente para avaliar a variabilidade do processo, e devemos usar S.
Gráfico de controle X/SMédias e desvio padrão – Características

Gráfico de controle X/SMédias e desvio padrão – Construção
Passos para a construção dos gráficos de controle da média (X-barra) e da variabilidade (S):
1) Determinar a característica da qualidade a ser controlada. A variável escolhida deve ser uma característica mensurável, ou melhor, deve ter a possibilidade de ser expressa em números. Devem-se priorizar aquelas características da qualidade que afetam o desempenho do produto.
2) Definir o método de amostragem e o tamanho da amostra através de um dos métodos a seguir:
- Método instantâneo: retira-se a amostra correspondente ao subgrupo da produção, de forma simultânea ou consecutiva.
- Método periódico: durante um certo período, retira-se aleatoriamente a amostra que corresponde ao subgrupo da produção de maneira que ela seja representativa de toda a produção neste período. Ainda com relação à amostragem, os subgrupos devem ser retirados de lotes homogêneos, compostos por itens produzidos pela mesma máquina, operador e matriz.

Gráfico de controle X/SMédias e desvio padrão – Construção
3) Coletar os dados, utilizando para isso um formulário, no qual os dados são geralmente registrados em colunas. Veja o modelo de carta de controle para variáveis disponível nos materiais complementares deste treinamento. 4) Estabelecer o valor central e os limites de controle, que são obtidos
usando-se as fórmulas:
Gráfico da média (X)
LSCx = µ(x) + 3 σ(x) = x + 3.s /C4.√ n = x + A3.SLMx = µ(x) = xLICx = µ(x) - 3 σ(x) = x – 3.s / C4.√ n = x – A3.S
Gráfico da amplitude (R)
LSCs = µ(s) + 3 σ(s) = (c4 + 3. c5). S / c4 = B4.SLMs = µ(s) = SLICs = µ(s) - 3 σ(s) = (c4 - 3. c5). S / c4 = B4.S

Exercício Gráfico de controle por variáveis X/S
Em uma fábrica de gelatina foi definido que a umidade do pó para gelatina seria monitorada por meio de testes de umidade em 10 lotes (k=10). A especificação de umidade durante o processo é de 10%±0,5%. Para monitorar e avaliar o processo foram retiradas 3 amostras (n=3) de cada lote, e os resultados obtidos estão indicados na tabela abaixo:
Pergunta-se:1) Com base nos dados levantados quais são os LSC, LIC e LM para a média (X-
barra) e para o desvio padrão?2) O processo é estável?
LOTE VALORES DE UMIDADE X-BARRA
S
1 10,42 10,61 10,54 10,523 0,096 2 10,98 10,27 10,50 10,583 0,362 3 10,61 10,52 10,67 10,600 0,076 4 10,69 10,80 10,39 10,627 0,212 5 10,20 10,30 10,72 10,407 0,276 6 10,57 10,46 10,50 10,510 0,056 7 10,44 10,29 9,86 10,197 0,301 8 10,20 10,29 10,41 10,300 0,105 9 10,46 10,76 10,74 10,653 0,168
10 10,11 10,33 10,98 10,473 0,452 TOTAL 104,873 2,104

Resposta do exercício
X = ∑x / k = 104,873/10 = 10,487 e S = ∑S / k = 2,104/10 = 0,210
Para o gráfico de desvio padrão (S):
LSCs= B4. S = 2,568 . 0,210 = 0,539
LMs= R = 0,210
LICs = B3. S = nenhum
Para o gráfico da média (X-barra):
LSCX= x + A3. S = 10,487 + 1,954. 0,210 = 10,897
LMX= x = 10,487LICX = x – A3. S = 10,487 - 1,954. 0,210 = 10,076

Gráfico de controle I/RmValores (indivíduos ) e amplitude móvel
Os gráficos de controle I/Rm monitoram dados contínuos quando somente umaunidade pode (ou faz sentido) ser obtida. Temos k subgrupos com tamanho deamostra igual a um (n = 1). No gráfico são plotadas as observações individuaisx1, x2, ... ,xk.
Analisamos dois gráficos:
• I, que monitora valores individuais• Rm (amplitude móvel), que monitora a variabilidade
LSCx = x + E2. RmLMx = x
LICx = x – E2. Rm
LSCRm = D4. RmLMRm = Rm
LICRm = D4. Rm

2010Nº. subgrupos 0
120011001000900800700600500400300V
alor
es in
divi
duai
s
Média=765,2
LSC=1166
LIC=364,0
500
400
300
200
100
0Am
plitu
de m
óvel
R=150,9
LSC=492,9
LIC=0
Exemplo de gráfico de controle I/RmViscosidade de adesivo

Exercício – Gráfico de controle I/Rm
Em uma distribuidora de combustíveis são tiradas amostras a cada 4h na área de carregamento para verificação da qualidade do produto. Os dados de 25 amostras de uma destas características estão indicados abaixo:
Amostra Valor Rm Amostra Valor Rm 1 25,00 - 14 19,80 3,2 2 20,70 4,3 15 18,80 1,0 3 21,20 0,5 16 19,10 0,3 4 19,70 1,5 17 22,60 3,5 5 18,70 1,0 18 20,90 1,7 6 24,20 5,5 19 17,40 3,5 7 26,80 2,6 20 25,60 8,2 8 18,90 7,9 21 22,00 3,6 9 24,50 5,6 22 21,80 0,2
10 24,90 0,4 23 23,20 1,4 11 19,20 5,7 24 23,50 0,3 12 16,80 2,4 25 26,00 2,5 13 23,00 6,2 TOTAL 544,30 73

x = ∑x / k = 544,30 / 25 = 21,77 Rm = ∑Rm / (k – 1) = 73,0 / 24 = 3,04
Limites de controle para o gráfico Rm:
LSCRm = D4.Rm = 3,267 . 3,04 = 9,93LMRm = Rm = 3,04
LICRm = D3. Rm = nenhum
Limites de controle para o gráfico x:
LSCx = x + E2.Rm = 21,77 + 2,660. 3,04 = 29,85
LMx = x = 21,77
LICx = x – E2. Rm = 21,77 - 2,660. 3,04 = 13,68
Exercício – Gráfico de controle I/Rm

5 10 15 20 25
Va
lore
s
mó
ve
is
3,04
9,93
0
Amostras
5 10 15 20 25
Va
lore
s I
nd
ivid
ua
is
21,77
29,85
13,68
Exercício – Gráfico de controle I/Rm

Padrões que indicam que o processo é instável
– PONTO FORA DOS LIMITES DE CONTROLE
Um único ponto acima do LSC ou abaixo do LIC
– PRESENÇA DE CICLOS OU TENDÊNCIAS NOS PONTOS
Seis pontos consecutivos aumentando ou diminuindo
– ESTRATIFICAÇÃO OU FALTA DE VARIABILIDADE
Quinze pontos consecutivos próximos à LM (terço médio)
Quatorze pontos consecutivos alternando-se para cima e para baixo
– SEQÜÊNCIA DE PONTOS PRÓXIMOS AO LSC OU LIC
Oito pontos consecutivos fora do terço médio
Dois em três pontos consecutivos no terço externo Quatro em cinco pontos consecutivos fora do terço médio
– SEQÜÊNCIA DE PONTOS DO MESMO LADO DA LM
Nove pontos consecutivos do mesmo lado da LM

Exercício
Que perguntas poderiam/deveriam ser realizadas caso o processo apresente indicações de descontrole, a fim de identificarmos as causas da variação?

Resposta do exercício
Perguntas que poderiam ser realizadas caso o processo apresente indicações dedescontrole:
• Existem diferenças na exatidão dos instrumentos de medição utilizados?
• Existem diferenças nos métodos utilizados por operadores diferentes?
• O processo é afetado pelas condições ambientais, como temperatura, umidade,vibração, etc?
• Ocorreram variações ambientais significativas?
• O processo foi afetado por desgaste de ferramentas?• No período investigado, havia operadores não treinados no processo?
• Ocorreram mudanças nas fontes de matéria prima?
• O processo foi afetado pela fadiga do operador?• Ocorreram mudanças nos procedimentos de manutenção?
• O equipamento tem sido ajustado com freqüência?
• As amostras são retiradas de diferentes equipamentos? Turnos? Operadores?

Fim do Módulo 4