Embed Size (px)
Citation preview

ESTUDO DE TEMPOS E MÉTODOS
PARA A ELABORAÇÃO DE FOLHA DE
PROCESSOS NO SETOR DE
MONTAGEM DE CADEIRAS
Franciele Bonatto (UTFPR )
Joao Luiz Kovaleski (UTFPR )
Este trabalho usará o estudo de tempos e movimentos para determinar
o tempo padrão de cada tarefa, com o objetivo de criar uma Folha de
processo, para padronizar procedimentos, organizar as funções de
cada trabalhador, evitar a realização dde movimentos desnecessários
em determinadas atividades, reduzir falhas de execução e diminuir a
variabilidade do sistema produtivo. Para sustentar a proposta de
melhorias, será apresentado um estudo de caso do método usado na
elaboração da folha de processo do setor de montagem de cadeiras em
uma empresa do setor moveleiro. Com a elaboração da folha de
processos foi possível fazer registro formal dos procedimentos de
maneira simples e de fácil consulta pelos usuários. Além disso,
destaca-se a padronização dos produtos oferecidos aos clientes, a
assistência aos treinamentos dos operadores e auxílio no planejamento
e controle da produção.
Palavras-chaves: Tempos e Movimentos, Folha de Processo,
Padronização
XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
2
1. Intodução
Com a acirrada concorrência do mercado, as empresas vêm buscando alternativas para
permanecerem consolidadas no mercado frente a seus concorrentes. Com isso, é
indispensável a análise de alguns fatores importantes que auxiliam na elaboração e na forma
de como executar os processos, e entre eles, se destaca o estudo de tempos e movimentos.
Segundo Taylor (1970), quando há execução de trabalho manual é necessário encontrar o
meio mais econômico de se efetuar a operação, e posteriormente, é preciso determinar a
quantidade de trabalho que deve ser realizada em um dado período de tempo.
O estudo de tempos e movimentos pode ser aplicado em todos os processos do produto,
desde o início da fabricação até a expedição do produto acabado. O objetivo é encontrar a
melhor maneira de fabricar um produto, através de observações permanentes acerca do
melhor método, buscando modificações que permitam redução do tempo de produção e a
melhor qualidade dos itens fabricados, evitando-se o surgimento de gargalos, variabilidade
na execução dos processos e baixa produtividade.
A Folha de Processo pode ser considerada uma ferramenta de auxílio na busca pela
padronização das atividades nas manufaturas. A padronização é de fundamental importância
para a organização que almeja controlar processos produtivos, aumentar a qualidade de seus
produtos e serviços, alcançar e satisfazer os anseios de seus clientes. A padronização também
é importante para permitir a análise critica e a conseqüente melhoria dos procedimentos e
métodos da empresa, pois propicia uma perspectiva concreta do que analisar e melhorar.
O trabalho engloba a linha de montagem de cadeiras de uma indústria de móveis. O objetivo
de tal estudo foi sugerir melhorias no processo através da análise das tarefas realizadas no
setor de montagem das cadeiras, visando um aumento na produtividade, eficiência e
padronização de tempos. Para isso será elaborado uma folha de processo, que auxiliará na
padronização das tarefas de montagem, estimativa de metas de produção e ações que auxiliam
no controle de qualidade. Foram utilizadas as técnicas do estudo de tempos e movimentos que
permitem a investigação sistemática dos fatores que afetam a sua eficiência.
2. Referencial teórico
2.1. Estudo de tempos e métodos

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
3
O estudo de tempos e movimentos é um instrumento básico, o qual possui os seguintes
objetivos: eliminação do desperdício de esforço humano, adaptação dos operários à tarefa,
treinamento dos operários, especialização do operário e estabelecimento de normas de
execução do trabalho (DOURADO, 2010).
Conforme Barnes (1977), para o desenvolvimento do método preferido, algumas etapas são
seguidas:
a) Definição e formulação do problema: Processo a ser estudado;
b) Análise do problema: Descrição do método atual com suas respectivas especificações e
restrições;
c) Avaliação do método atual: Ao encontrar soluções possíveis, deve-se realizar uma
avaliação para determinação de uma sequência de operações e procedimentos que mais
se aproximem da solução ideal;
d) Padronização do melhor método encontrado: Devem-se conservar fatores e condições
de trabalho, tais como, conjunto de movimentos do operador, dimensões, forma e
qualidade do material, ferramentas e dispositivos, após serem padronizados. Para se
preservar os padrões deve ser feito um registro do método padronizado da operação,
fornecendo descrição detalhada da operação que foi analisada. A determinação do
tempo-padrão poderá ser usado no planejamento e programação de estimativa de custos
da mão-de-obra, poderá servir como base para o plano de incentivos salariais e também
para a área de planejamento e controle da produção.
e) Treinamento dos operadores: Para a eficiência do método de trabalho é necessário que o
operador execute a operação da maneira pré-estabelecida. O treinamento é dado por
pessoas habilitadas, e algumas ferramentas como folhas de processo, gráficos, modelos
e filmes podem auxiliá-las durante este processo.
Segundo Barnes (1977), os equipamentos necessários à execução de um estudo de tempos
consistem em: um cronômetro; uma filmadora; uma prancheta para, e uma folha de
observações ou cronometragem (usada para o registro dos tempos, descrição da operação,
nome do operador, especificações do material e ferramentas, data e local do estudo).
2.2. Padronização

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
4
Uma empresa necessita interpretar os desejos e necessidades dos seus clientes para sobreviver
num mercado acirrado. Num processo, no qual as exigências dos clientes estão em constantes
mudanças, uma empresa precisa adaptar-se para transformar tais exigências em bens e
serviços que satisfaçam seus clientes. De acordo com Campos (1999), a qualidade de um
produto ou serviço está associada à satisfação do cliente, ou seja, é um produto que atenda as
necessidades dos clientes de forma confiável, segura, de fácil acesso e no tempo certo.
A exigência por produtos que atendam as necessidades dos consumidores impulsiona as
empresas a buscarem resultados mais competitivos através de mudanças nos seus sistemas
produtivos. Esta competição passa pela garantia de que tudo que está sendo executado de
acordo com o padrão estabelecido. Contudo, para que se execute conforme o padrão é preciso
em primeiro momento estabelecer e treinar as pessoas envolvidas para finalmente verificar
resultados de conformidade. Segundo Júnior et al (2006), este processo chama-se
padronização.
A padronização é um processo que deve ser praticado continuamente, não apenas utilizada
para demonstrar organização e conformidade em época de auditoria nas empresas. Padronizar
é “planejar o padrão, executar conforme o padrão, verificar a eficácia e eficiência do padrão,
treinamento e melhorar os passos anteriores sempre que possível” (ARANTES, 1998, p.17).
De acordo com Junior et al (2006), é essencial que seja registrado permanentemente o melhor
modo de execução de determinada tarefa, a fim que este documento possa ser consultado pelo
operador ou como auxílio ao mestre e ao instrutor durante o treinamento do operador. Estes
registros contêm detalhes completos da operação, os elementos que compõem o trabalho, as
ferramentas e dispositivos utilizados, entre outras informações. Uma vez que o método tenha
sido padronizado e colocado em execução, torna-se necessária a vigilância constante por parte
da administração a fim de que o padrão seja mantido.
2.3. Folha de processos
A Folha de Processos pode ser considerada uma ferramenta de auxílio na busca pela
padronização das atividades, a qual vem suprir a necessidade de fazer um registro formal dos
procedimentos de produção de forma simples e de fácil consulta pelos usuários, podendo ser
usada como uma ótima ferramenta no auxílio pela busca do sistema de gestão da qualidade

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
5
total. Ela apresenta a quantidade de postos de trabalho que são necessários para a produção de
um determinado produto (ALMEIDA, 2009).
Conforme Almeida (2009) por meio da elaboração da Folha de Processos é possível atingir as
vantagens de se padronizar os processos do ponto de vista de todos os interessados: a
empresa, o gerente, o funcionário e o cliente. Para a empresa, os principais benefícios da
padronização são: tornar os produtos e serviços previsíveis, assegurar o domínio tecnológico
da organização e garantir que novos funcionários continuarão a produzir o mesmo bem ou
serviço da mesma forma. Quanto ao gerente, a padronização facilita o treinamento de novos
funcionários, elimina o esforço de procurar a solução do mesmo problema repetidas vezes e
facilita o planejamento e controle do trabalho diário.
Para o funcionário, suas vantagens são: a capacidade de executar as tarefas sem a necessidade
de ordens freqüentes da chefia, maior segurança no ambiente de trabalho, maior motivação
pela participação e envolvimento na elaboração do padrão e a possibilidade de fazer o melhor
com o menor esforço.
Do ponto de vista do cliente, o principal benefício é a garantia da entrega de produtos ou
serviços com as mesmas características de qualidade.
4. Estudo de caso
O estudo foi iniciado com uma pesquisa bibliográfica na busca de publicações que
abordassem conceitos sobre estudo de tempos e métodos de trabalho, padronização, folha de
processos.
Após compreensão dos métodos através do embasamento teórico, foi realizado um estudo de
caso em uma linha de montagem de cadeiras em uma indústria de móveis. Os procedimentos
para coleta e análise dos dados foram dividido em 5 etapas:
a) Entrevistas com gerente e encarregados da linha de montagem e observações do
processo de montagem da linha de cadeiras;
b) Identificação de todas as tarefas que compõem o processo de montagem;
c) Estabelecimento de número de ciclos a serem cronometrados, coleta dos tempos de cada
tarefa, determinação da velocidade (V), tempo normal (TN), fator de tolerância (FT) e
cálculo do tempo padrão de cada tarefa (TP);

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
6
d) Análise e diagnóstico dos dados quantitativos e qualitativos, ou seja, dos tempos
padrões e dos movimentos realizados pelos operários;
e) Elaboração da Folha de Processos para a montagem das cadeiras e sugestão de
padronização do método de montagem como proposta de melhorias à empresa.
4.1. Descrição do processo de montagem de cadeiras
O processo de montagem de cadeiras é realizado apenas por 2 funcionários e o acabamento
por 8 operários. Ambos os funcionários que realizam a montagem executam todas as tarefas
do processo, trabalham sem o uso de métodos sistematizados, ou seja, sem uma ordem
específica de realização das tarefas, alternando-as conforme a demanda. Como as cadeiras são
montadas sem padronização rígida das tarefas, a empresa presume uma possível variabilidade
elevada no processo e, conseqüentemente, diferença nos tempos de entrega desse produto. Na
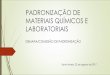
Figura 3 é possível observar o fluxograma do setor de montagem e acabamento das cadeiras.
Figura 1- Fluxograma do processo de montagem de cadeiras.
Fonte: Autor, (2012)
Encaixe estrutura traseira: O operário busca os pacotes de peças e coloca perto da bancada,
após arranja as peças na bancada seguindo a seguinte ordem, da esquerda para a direita: pés,
travessa traseira, encostos e chapéu. Depois de arranjadas as peças, dispõem dois pés (direito
e esquerdo) na bancada na posição em que irão receber as outras peças com os furos para
cima, por seguinte, passa cola nos furos dos pés na espiga da travessa e nos furos do chapéu,
depois encaixa nos pés: os encostos, a travessa e o chapéu seguindo esta ordem, se necessário
é utilizada nesta operação uma marreta de borracha para facilitar o encaixe, por fim o operário
dispõe a estrutura traseira à direita da bancada.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
7
Prensa estrutura traseira: O operário apanha a estrutura alocada à direita da bancada,
prensa na prensa pneumática, remove o excesso de cola e verifica o enquadramento. Por fim
as estruturas já coladas e prensadas são dispostas nos arredores das bancadas;
Encaixe estrutura dianteira: O operário busca os pacotes de peças e coloca perto da
bancada, a seguir pega os dois pés (direito e esquerdo) e a travessa dianteira, passa cola nos
furos e espigas e encaixa com o auxílio de uma marreta de borracha se necessário. Após
dispõe a estrutura traseira à direita da bancada.
Prensa estrutura dianteira: O operário apanha a estrutura traseira à direita da bancada,
prensa na prensa pneumática e remove o excesso de cola. Por fim as estruturas já coladas e
prensadas são dispostas nos arredores das bancadas;
Encaixe estrutura final: O operário organiza um pacote de cada estrutura em cada lado da
bancada e dispõe os pacotes de travessas à direita e à esquerda da bancada conforme a posição
de montagem. A seguir apanha uma estrutura traseira e dianteira e dispõe uma sobre a outra
na bancada com os furos para cima, passa cola nos furos e encaixam as travessas fechando as
duas estruturas formando a cadeira. Por fim dispõe à direita da bancada.
Prensa estrutura final: O operário adquire a estrutura, prensa na prensa pneumática, remove
o excesso de cola, verifica e ajusta a estrutura na matriz com o auxílio de uma marreta. Após
as estruturas já coladas e prensadas são dispostas nos arredores das bancadas.
Nivelamento: A cada duas estruturas prensadas o operador verifica se elas estão niveladas,
colocando a cadeira em cima de uma mesa de vidro e averiguando o desnível dos pés da
cadeira, caso não estejam, o pé deve ser lixado na lixa que fica ao lado da mesa de
nivelamento. Por fim as duas cadeiras niveladas são direcionadas para o estoque, onde irá
aguardar o próximo processo.
Emassamento: O operário busca duas cadeiras e traz próximo da bancada. Após apanha uma
cadeira e verifica se existem inconformidades como: rachados, furos ou frestas entre peças e
preenche-las com massa e cola se necessário. Por fim aloca no estoque próximo a bancada
para a próxima etapa.
Lixação: O operário busca uma cadeira e dispõe sobre a bancada. Após lixa a cadeira
verificando se ainda existem imperfeições, caso haja, repara com massa e se necessário cola.
Por fim marca a cadeira e dispõe à próxima etapa.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
8
Inspeção: O operário busca a cadeira que fica próximo e coloca sobre a bancada. Após faz a
verificação se existem inconformidades, caso haja, repara ou retorna a lixação. A seguir
dispõe no carrinho de transporte e por fim, leva o carrinho ao setor de pintura, quando este
tiver com seu limite máximo.
4.2. Determinação das tarefas inclusas no processo e análise dos tempos
Inicialmente, todas as tarefas foram listadas. O processo foi observado e foram encontradas 8
tarefas como inclusas no processo. De posse dessa listagem, foram feitas cronometragens dos
tempos de cada tarefa. De início foi determinado o número de ciclos a ser
cronometrados. De acordo com Xavier e Sena (2001), um bom número de observações,
dependendo dos casos, vai de um mínimo de dez a um máximo de quarenta.
Figura 2 - Número de observações versus tipo de produção
Tipo de produção Número de observações
Produção de pequena série 10 a 20
Produção em série 20 a 30
Produção em massa ou de grande série 30 a 40
Fonte: Xavier e Sena (2001)
Considerando a metodologia de Xavier e Sena (2001) e a produção das cadeiras serem em
pequenas séries, determinou-se 20 ciclos a serem cronometrados.
De posse desses tempos foi estabelecido o fator de ritmo (RT), que segundo Barnes (1977), é
a avaliação do ritmo do operador no qual o analista de estudos de tempos compara o ritmo do
operador em observações com o seu próprio conceito de ritmo normal.
RT = 100% ritmo normal
RT > 100% ritmo acelerado
RT < 100% ritmo lento
Para o estudo considerou-se o RT= 100 %, ou seja, RT= 1, para um ritmo normal de
operação. Posteriormente o fator de ritmo será aplicado para a obtenção do tempo-padrão.
Os (operários) que trabalham o dia inteiro precisam de paradas para atender suas necessidades
pessoais, por isso, é preciso determinar tolerâncias. As tolerâncias para essas interrupções da
produção podem ser pessoais, para a fadiga ou de espera. De acordo com Barnes (1977), nas

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
9
operações que envolvam esforço físico pesado em condições adversas de calor, umidade,
poeira e perigo de acidente, deve-se reservar aproximadamente 4% de tempo do operador,
para que não ocorra problema de saúde ao mesmo. A fadiga resulta de um grande número de
causas, tanto mentais quanto físicas. A tolerância para espera pode ser evitável ou inevitável.
As esperas feitas intencionalmente pelo operador não serão consideradas na determinação do
tempo-padrão. Na realidade, ocorrem esperas inevitáveis causadas pela máquina, pelo
operador ou por alguma força externa.
De acordo com as observações, constatou-se que os operadores trabalham aproximadamente
nove horas por dia, de pé e com trabalhos fáceis, porém, considerado repetitivo e cansativo.
Por estes motivos optou-se por estabelecer uma tolerância de 10%, que foi adicionada ao
tempo normal durante o cálculo do tempo padrão da cadeira.
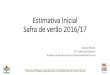
Após estes estudos, determinou-se o tempo padrão para cada tarefa. O cálculo iniciou-se com
a determinação do tempo médio da cada operação (Figura 3) qual é obtido através do
somatório dos tempos de cada elemento dividido pelo número de ciclos cronometrados.
Figura 3 - Tarefas e respectivos tempos médios em segundos(s)
Tarefas Tempo médio (s)
PRÉ MONTAGEM
TRASEIRA
Encaixe 96,29
Prensa 48,94
PRÉ MONTAGEM
DIANTEIRA
Encaixe 29,54
Prensa 19,67
MONTAGEM FINAL
Encaixe 74,36
Prensa 79,23
Nivelamento 25,76
ACABAMENTO
Emassamento 249,02
Lixação 991,65
Inspeção 145,11
TOTAL 1759,58

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
10
Fonte: Autores
Quanto ao tempo normal de uma operação, este não contém tolerância alguma, é
simplesmente o tempo necessário para que um trabalhador execute a tarefa em ritmo normal.
A Equação 1 ilustra o cálculo do tempo normal (BARNES, 1977):
Equação 1:
TN = TM x RT Onde:
TN = Tempo Normal
TM = Tempo Médio
RT = Fator de Ritmo
Após o cálculo do tempo normal é possível obter o tempo padrão (Equação 2), o qual deve
conter a duração de todos os elementos da operação e, além disso, deve incluir o tempo para
as tolerâncias necessárias (BARNES, 1977).
Equação 2:
TP = TN + (TN x Tolerância em %) Onde:
TP = Tempo Padrão
TN = Tempo Normal
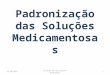
Figura 4 – TN e TP das tarefas inclusas no processo de montagem de cadeiras

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
11
Fonte: Autores
Com base no Quadro 3 observa-se que o tempo padrão total do setor de montagem que
engloba os processos de montagem e acabamento das cadeiras é de 1935,53 segundos.
A elaboração de uma meta de produção é fundamental para determinar o tempo padrão de
produção. Sendo o tempo padrão para montagem de uma cadeira 1935,53 segundos, num
ritmo normal, deveriam ser produzidas 1,86 cadeiras por hora aproximadamente, ou seja, uma
produtividade normal de 100%. De acordo com a realidade da empresa, estipulou-se que os
operários teriam uma tolerância de 35% para perda de tempos gastos na soma das atividades,
ou seja, o operário trabalhará com uma produtividade de 65%. Portanto deverão ser
produzidas 1,2 cadeiras por hora aproximadamente para conseguir atingir a meta. De acordo
com Junior (1977), a produtividade é a relação entre o que se produz pelo o que se deveria
produzir, e é expressa em porcentagem.
Produtividade = (O que se produz x 100) / O que deveria produzir (Equação 3)
Meta = Produtividade em (%) x O que deveria produzir (Equação 4)
O que se deveria produzir = 3600/1935,53
O que se deveria produzir = 1,86 cadeiras/hora
Meta = 65% x 1,86

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
12
Meta = 1,20 cadeiras/hora
5. Considerações finais
Nas pequenas e médias empresas é comum verificar processos não padronizados, nos quais, a
maneira de executá-los só está clara para quem o faz e na memória das pessoas. Além disto,
se um grupo de pessoas executa a mesma, normalmente cada uma faz de um modo diferente.
Por conseguinte, é fundamental se montar um sistema de padronização que resolva este
problema. O presente trabalho teve o objetivo de enfatizar a importância da Folha de
Processos na busca pela padronização do sistema produtivo. Deste modo, as empresas devem
precisam enxergar a padronização como uma ferramenta que trará benefícios de custo, prazos,
satisfação do cliente e principalmente qualidade nos serviços e produtos oferecidos.
Por meio do estudo de tempos e métodos do processo de montagem de cadeiras, foi possível
elaborar uma Folha de Processos, a qual vem atender esta necessidade de fazer um registro
formal dos procedimentos de produção de forma simples e de fácil consulta pelos usuários. A
Folha de Processo poderá ser usada como uma ótima ferramenta no auxílio pela busca do
sistema de gestão da qualidade total.
O controle de qualidade atuando em cada tarefa, conforme a Folha de Processos aumenta-se a
eficiência na padronização do produto, com isso serão evitados reprocessos e custos
desnecessários. Todos os interessados na produção serão beneficiados com a utilização da
Folha de Processo por parte dos trabalhadores. Para a empresa, torna-se vantajosa a
padronização, pois possibilita tornar os produtos e serviços previsíveis, garantir que novos
funcionários continuarão a produzir o mesmo bem ou serviço da mesma forma e facilita o
planejamento e controle do trabalho diário. Para funcionário, as vantagens são: a capacidade
de executar as tarefas sem a necessidade de ordens freqüentes da chefia, maior segurança no
ambiente de trabalho, maior motivação pela participação e envolvimento na elaboração do
padrão e a possibilidade de fazer o melhor com o menor esforço. E o maior benefício
agregado para o cliente é a garantia da entrega de produtos ou serviços com as mesmas
características de qualidade. Entretanto, mesmo com tantas vantagens, ainda existem pessoas
que reagem aos esforços de padronização.

XXXIII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Gestão dos Processos de Produção e as Parcerias Globais para o Desenvolvimento Sustentável dos Sistemas Produtivos
Salvador, BA, Brasil, 08 a 11 de outubro de 2013.
13
REFERÊNCIAS
ALMEIDA, B, F, O. Método da elaboração de folha de processos em sistemas de manufatura. Juiz de Fora,
MG. Junho de 2009.
ARANTES, A, S. Padronização participativa nas empresas de qualidade. 1ª ed, Editora Nobel, 1998.
BARNES, R, M. Estudo de Movimentos e de Tempos, Projeto e Medida de Trabalho. Tradução da 6ª edição
Americana, Editora Edgard Blücher Ltda, 1977.
CAMPOS, V, F. TQC – Controle da Qualidade Total (no estilo japonês). 8ª ed. Belo Horizonte: Editora de
Desenvolvimento Gerencial, 1999.
JUNIOR, I, F, B, T; KURATOMI, S. Cronoanálise. 3ª ed. São Paulo: Editora Itysho, 1977.
JUNIOR, I, M; CIERCO, A, A; ROCHA, A, V; MOTA, E, B; LEUSIN, S. Gestão da Qualidade. 8 ed. Rio de
Janeiro: Editora FGV, 2006.
TAYLOR, F, W. Princípios de Administração Cientifica. São Paulo: Atlas, 7ª edição, 1970.
XAVIER, D, ; SENA, M, A, S. Estudo de tempos para o aumento da produtividade na construção civil.
Universidade da Amazônia – UNAMA. Centro de Ciências Exatas e Tecnológicas. Belém, PA, 2001. Disponível
em: <http://www.nead.unama.br/site/bibdigital/monografias/aumento_produtividade.pdf>. Acesso em: outubro
2012.

Data: 15/10/12
Revisào:0
Pos
to
Atividades
Tem
po
pad
rão
(s)
Componente Equipamento Ferramentas Materiais
Encaixe 105,92 Bancada Pincel e marreta Cola
Prensa 53,83 Prensa pneumática Trena, pano, marreta e pinadeira Pinos
159,75
Encaixe 32,49 Bancada Pincel e marreta Cola
Prensa 21,64 Prensa pneumática Pano e pinadeira Pinos
54,13
Encaixe 81,80 Bancada Pincel e marreta Cola
Prensa 87,15 Prensa pneumática Pincel, pano, marreta e pinadeira Pinos
Nivelamento 28,34 Mesa de vidro e lixadeira - -
197,29
4 Emassamento 273,92 Estrutura final Bancada Espátula, punção e martelo Massa e cola
273,92
5 Lixação 1090,82 Estrutura final Bancada Lixadeira orbital e espátula Massa, cola e lixa
1090,82
6 Inspeção 159,62 Estrutura final Cabine de inspeção Lixadeira orbital e espátula Massa, cola e lixa
159,62
Produto: Cadeira Modelo "X"
Tempo Padrão : 1935,53 s Meta de Produção/Hora: 1,2 cadeiras
Montagem
Verificar se a estrutura está bem
encaixada e dentro do esquadro
Verificar se os pés da cadeira estào no
mesmo nível, caso contrário, lixar até
atingir uniformidade
Verificar pinos saltados, madeira com
defeito
Lixar uniformemente sem deixar
ondulaçoes e asperezas e verificar se
existem rachaduras
Separar todas as peças com
rachaduras e visualmente com defeito
Controle de Qualidade
FOLHA DE PROCESSO
Passar cola sem excessos
Verificar se a estrutura está bem
encaixada e dentro do esquadro
Passar cola sem excessos
Verificar se a estrutura está bem
encaixada e dentro do esquadro
Passar cola sem excessos
Pés traseiros, travessa traseira, encostos
inferior e superior e chapéu
Pés dianteiros e travessa dianteira
Estruturas traseira e dianteira, travessas
laterais baixas, travessas laterais e
cantoneiras
1
2
3