Embed Size (px)
Citation preview

PRODUÇÃO E CARACTERIZAÇÃO DE BIOCOMPÓSITOS DE POLI(3-
HIDROXIBUTIRATO-CO-3-HIDROXIVALERATO) (PHBV)/RESÍDUO DA
PRODUÇÃO DE FÉCULA DE MANDIOCA
Flávia Rocha Drummond
Projeto de Graduação apresentado ao Curso de
Engenharia de Materiais da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientadores: Rossana Mara da Silva
Moreira Thiré
Paulo Henrique Machado
Cardoso
Rio de Janeiro
Fevereiro de 2016


iii
Drummond, Flávia Rocha
Produção e Caracterização de Biocompósitos de
Poli(3-hidroxibutirato-co-3-hidroxivalerato) (PHBV) /
Resíduo da Produção de Fécula de Mandioca / Flávia Rocha
Drummond – Rio de Janeiro: UFRJ / ESCOLA
POLITÉCNICA, 2016.
ix, 44, p.: il.; 29,7 cm
Orientadores: Rossana Mara da Silva Moreira Thiré
Paulo Henrique Machado Cardoso
Projeto de Graduação – UFRJ / Escola Politécnica /
Engenharia de Materiais, 2016.
Referências Bibliográficas: p. 39-44
1. PHBV. 2. Resíduo da produção de fécula de mandioca. 3.
Biocompósitos. 4. Polímeros biodegradáveis, I. Thiré,
Rossana Mara da Silva Moreira et al. II. Universidade
Federal do Rio de Janeiro, UFRJ, Engenharia de Materiais
III. Título.

iv
Agradecimentos
Primeiramente, gostaria de agradecer aos meus orientadores Rossana Thiré e Paulo
Henrique Cardoso por me orientar, ensinar e aconselhar, por toda atenção, apoio e paciência,
pela amizade e carinho e por acreditarem em mim.
Aos meus pais, Cláudia Rocha e Carlos Augusto Drummond, ao meu irmão, Caio
Augusto Drummond, e à minha avó, Luci Rocha, pelo amor, presença e apoio nas minhas
escolhas.
À minha família pelo carinho e apoio.
À minha amiga, Ingrid Rohde, por sempre estar presente na minha vida e pela
amizade.
Aos amigos que fiz na graduação, Beatriz Akel, Bianca Gomes, Larissa Gouvêa,
Paula Orduña, Taís Lemos, Daniel Salvio, Felipe Cristaldi, Gil Fernandes, Guilherme
Londres, Matheus Berlandi, Pietro Consentino e Ana Carolina do Monte, por todos os
estudos, amizade e festas que passamos juntos.
À amiga que o intercâmbio me deu, Isabel de Oliveira, pela longa jornada lá fora e
pela amizade aqui no Brasil.
Aos meus colegas do laboratório de Biopolímeros Marianna Oliveira e Dahyna
Iribarren pela convivência e pelas conversas no almoço.
Ao professor Célio Costa Neto, pela utilização da prensa no Laboratório de Análises
Químicas e Processamentos Cerâmicos e à professora Renata Simão, pela utilização do
homogeneizador no Laboratório de Superfícies Poliméricas e Asfálticas.
Aos professores da graduação de Engenharia de Materiais, que contribuíram com o
meu aprendizado ao longo do curso e que, de alguma forma, com a realização deste projeto.
Em especial ao professor Ericksson Almendra, que foi um excelente orientador acadêmico.
Aos técnicos do Laboratório Multiusuário de Caracterização de Materiais por todas as
amostras analisadas.
À professora Verônica Calado e aos técnicos do LABTER pelas análises de TGA.
Aos bolsistas e técnicos que me ajudaram a realizar as análises necessárias para este
trabalho. Em especial ao aluno de doutorado Agmar José, por toda atenção e ajuda.
À EMBRAPA, por ceder o material deste trabalho.
A todos que torceram por mim e que me deram força.

v
E, por fim, mas muito importante, ao meu namorado e melhor amigo, Luis Fernando
Iglésias, que me acompanhou desde o primeiro momento de faculdade e que sempre esteve
presente ao longo dessa jornada em todos os momentos e de todas as formas.

vi
Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ como parte dos
requisitos necessários para a obtenção do grau de Engenheiro de Materiais.
PRODUÇÃO E CARACTERIZAÇÃO DE BIOCOMPÓSITOS DE POLI(3-
HIDROXIBUTIRATO-CO-3-HIDROXIVALERATO) (PHBV)/RESÍDUO DA
PRODUÇÃO DE FÉCULA DE MANDIOCA
Flávia Rocha Drummond
Fevereiro/2016
Orientadores: Rossana Mara da Silva Moreira Thiré
Paulo Henrique Machado Cardoso
Curso: Engenharia de Materiais
O PHBV é um polímero termoplástico, biodegradável e de fonte renovável, sendo uma
alternativa ao uso de polímeros sintéticos tradicionais, com o intuito de reduzir danos ao meio
ambiente. A produção de fécula de mandioca gera elevada quantidade de resíduo
(aproximadamente 93% de raiz processada) na etapa de separação do amido. O
aproveitamento deste resíduo é de grande importância devido à dificuldade de transporte e de
armazenamento e do detrimento causado ao meio ambiente com sua disposição errada. O
objetivo deste trabalho foi avaliar a possibilidade de aproveitamento deste resíduo como
reforço na produção por casting e por moldagem por compressão de biocompósitos com
matriz de PHBV. Esses biocompósitos foram caracterizados quanto às suas propriedades
físico-químicas e térmicas. Os resultados deste trabalho indicaram que foi possível produzir
os biocompósitos por ambas as técnicas e que o resíduo tem potencial para ser utilizado como
carga de enchimento de matriz de PHBV com formulação inferior a 6,25% m/m para
biocompósitos produzidos por casting, e que, por moldagem por compressão, a formulação
com 10% m/m seria a mais indicada, apesar de ter reduzido ligeiramente a estabilidade
térmica do polímero.
Palavras-chave: PHBV, resíduo da produção de fécula de mandioca, biocompósitos,
polímeros biodegradáveis.

vii
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment or the
requirements for the degree of Materials Engineer.
PRODUCTION AND CARACTERIZATION OF BIOCOMPOSITES OF POLY (3-
HYDROXYBUTYRATE-CO-3-HYDROXYVALERATE) (PHBV)/RESIDUE OF
CASSAVA STARCH PRODUCTION
Flávia Rocha Drummond
Fevereiro/2016
Advisors: Rossana Mara da Silva Moreira Thiré
Paulo Henrique Machado Cardoso
Course: Materials Engineering
PHBV is a thermoplastic, biodegradable and derived from renewable source polymer, thus it
is an alternative to the use of traditional synthetic polymers to reduce the damage to the
environment. The production of cassava starch generates a high amount of cassava bagasse
(about 93% of processed root) in separation step of starch. The utilisation of this waste is
very important due to the difficult of transportation and storage, besides the detriment caused
to environment by its wrong disposal. The objective of this work was to evaluate the
possibility to use this bagasse as reinforcement in the production by casting and by
compression molding of biocomposites with PHBV matrix. The physical-chemical and
thermal properties of these biocompósitos were characterized. The results indicated it was
possible to produce biocomposites with both techniques. The residue can be used as filler in
PHBV matrix with formulation below 6,25% w/w to biocomposites produced by casting,
while those produced by compression molding, the formulation more suitable was 10% w/w,
despite it slightly reduced the thermal stability of the polymer.
Key words: PHBV, residue of cassava starch production, biocomposites, biodegradable
polymers.

viii
Sumário
1 Introdução .......................................................................................................................... 1
1.1 Objetivo ....................................................................................................................... 2
1.1.1 Objetivos específicos ........................................................................................... 2
2 Revisão Bibliográfica......................................................................................................... 3
2.1 Materiais biocompósitos ............................................................................................. 3
2.2 Matrizes Poliméricas biodegradáveis .......................................................................... 5
2.2.1 Polihidroxialcanoatos – PHAs ............................................................................. 6
2.3 Resíduo da Produção de Fécula de Mandioca (CFM) ................................................. 9
3 Materiais e Métodos ......................................................................................................... 12
3.1 Materiais .................................................................................................................... 12
3.2 Métodos ..................................................................................................................... 13
3.2.1 Produção de filmes de biocompósitos de PHBV/Resíduo da produção da fécula
de mandioca por casting .................................................................................................. 13
3.2.2 Produção de filmes de biocompósitos de PHBV/Resíduo da produção da fécula
de mandioca por moldagem por compressão ................................................................... 14
3.2.3 Caracterização dos biocompósitos e do resíduo da produção de fécula de
mandioca .......................................................................................................................... 16
4 Resultados e Discussões .................................................................................................. 18
4.1 Caracterização dos biocompósitos produzidos por casting....................................... 18
4.1.1 Espectroscopia no Infravermelho por Transformada de Fourier (FTIR) ........... 18
4.1.2 Difração de Raios X (DRX) ............................................................................... 21
4.1.3 Análise Termogravimétrica (TGA).................................................................... 23
4.1.4 Calorimetria Diferencial de Varredura (DSC) ................................................... 26
4.2 Caracterização dos biocompósitos produzidos por moldagem por compressão ....... 28

ix
4.2.1 Espectroscopia no Infravermelho por Transformada de Fourier (FTIR) ........... 28
4.2.2 Difração de Raios X (DRX) ............................................................................... 30
4.2.3 Análise Termogravimétrica (TGA).................................................................... 31
4.2.4 Calorimetria Diferencial de Varredura (DSC) ................................................... 34
5 Conclusões ....................................................................................................................... 36
6 Sugestões para Trabalhos Futuros ................................................................................... 38
7 Referências Bibliográficas ............................................................................................... 39

1
1 Introdução
Anualmente, mais de 100 milhões de toneladas de polímeros são produzidas, sendo a
maioria proveniente do petróleo. Esta categoria de materiais está presente em todas as áreas,
desde utilidades domésticas, medicina e indústria aeroespacial (PITT et al., 2011). Estes
produtos, ao serem descartados no meio ambiente, demoram 100 anos em média para que sua
total decomposição ocorra, elevando a quantidade de lixo sólido na natureza (ROSA et al.,
2001).
Os polímeros biodegradáveis mostram-se como uma saída a esta questão, pois, quando
submetidos à ação de microorganismos, degradam-se em um curto período de tempo – de 6 a
12 meses em média – sem prejudicar o meio ambiente (COUTINHO et al., 2004).
Os polihidroxialcanoatos (PHAs) são uma classe de polímeros que se diferenciam dos
outros polímeros biodegradáveis devido ao fato de serem obtidos naturalmente por um amplo
número de bactérias pela fermentação de açúcares e lipídeos. Dos PHAs, o poli(3-
hidroxibutirato-co-3-hidroxivalerato) (PHBV) é um dos mais comuns desta classe e tem sido
largamente estudado (ANDERSON et al., 2013). Entretanto, sua instabilidade térmica no
estado fundido, dificuldade de processamento relativa, baixa taxa de cristalização, alto grau
de cristalinidade e baixo alongamento na ruptura, além do seu alto custo quando comparado a
polímeros convencionais, restringem seu uso para substituição de polímeros sintéticos
convencionais para algumas aplicações (THIRÉ et al., 2011). O preço de 1 Kg de PHA varia
de 1,50 a 5,00 €, enquanto o preço de 1 Kg de polipropileno varia de 0,20 a 0,40 €
(URTUVIA et al., 2014).
Como um recurso para minimizar o alto custo de produtos feitos de polímeros
biodegradáveis, uma carga natural pode ser utilizada para formulação de um biocompósito.
Assim, o custo é diminuído e as propriedades do material podem ser mantidas ou melhoradas.
Durante a etapa de separação do amido da fibra na produção de fécula de mandioca,
uma elevada quantidade de resíduo úmido (aproximadamente 93% de raiz processada) é
gerada. Este resíduo agroindustrial, se não descartado de maneira correta, pode apresentar
riscos ao meio ambiente. Os industriais das fecularias de mandioca também têm interesse e
necessidade de reaproveitar este resíduo, uma vez que estes encontram dificuldades no
armazenamento e no transporte, além da preocupação com o descarte (LEONEL &
CEREDA, 2000b).

2
1.1 Objetivo
O objetivo deste estudo foi a produção e a caracterização de biocompósitos de poli(3-
hidroxibutirato-co-3-hidroxivalerato) (PHBV)/resíduo da produção de fécula de mandioca,
visando buscar uma alternativa para o aproveitamento deste resíduo agroindustrial.
1.1.1 Objetivos específicos
Produzir filmes de biocompósitos de PHBV/resíduo da produção da fécula de
mandioca com diferentes concentrações por casting;
Produzir filmes de biocompósitos de PHBV/resíduo da produção da fécula de
mandioca com diferentes concentrações por moldagem por compressão;
Caracterizar o resíduo da produção de fécula de mandioca e os filmes produzidos
quanto às suas propriedades térmicas e físico-químicas.

3
2 Revisão Bibliográfica
2.1 Materiais biocompósitos
Compósitos são materiais heterogêneos – formados por dois ou mais componentes – e
multifásicos, onde as fases integrantes são química e fisicamente diferentes e uma interface
distinta as separa. As fases que compõem os compósitos são: a matriz, que é uma fase
contínua e que compreende a outra fase, nomeada fase dispersa ou descontínua. A
combinação das propriedades das fases constituintes, suas quantidades relativas e a geometria
da fase dispersa contribuem para a constituição das propriedades do compósito. O compósito
é separado em três divisões principais: reforçado com partículas, reforçado com fibras e
estruturais (CALLISTER, 2013, MARINUCCI, 2011).
Os compósitos reforçados com partículas são subdivididos em compósitos com
partículas grandes e compósitos reforçados por dispersão. No caso dos compósitos com
partículas grandes, as interações partícula-matriz não devem ser abordadas no nível ou ponto
de vista atômico ou molecular, sendo empregada a mecânica do contínuo. Uma grande
variedade de geometrias é possível para as partículas, contudo, elas precisam apresentar
dimensões aproximadas em todas as direções (CALLISTER, 2013).
Biocompósitos são constituídos de matrizes de polímeros biodegradáveis e de fases
descontínuas biodegradáveis, normalmente biofibras. Como ambos componentes são
biodegradáveis, espera-se que o compósito também seja biodegradável (AVEROUS &
BOQUILLON, 2004).
A seleção do processo de fabricação de um material compósito depende dos materiais
constituintes do compósito, sendo a matriz o principal constituinte a ser analisado (GIBSON,
2012). Deve-se considerar também a forma do produto final e as propriedades pretendidas
para que seu desempenho responda ao esperado.
Os processos de fabricação usados para compósitos dividem-se em processos de molde
aberto e processos de molde fechado. No processo de molde aberto, somente um molde é
necessário e apenas uma das faces da peça tem acabamento liso e uniforme, ao passo que, no
processo de molde fechado, um par de moldes é necessário e ambas as faces tem acabamento
liso (MARINUCCI, 2011).

4
No caso de compósitos poliméricos, alguns dos métodos utilizados são: laminação
manual, pultrusão, moldagem por compressão, spray-up, casting, dentre outros (SANTOS &
TAVARES, 2013, MARINUCCI, 2011).
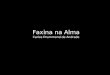
A técnica de casting (ou vazamento) é um método simples de moldagem descontínuo,
que pode ser usada para polímeros termoplásticos e termorrígidos. O processo baseia-se em
vazar uma solução viscosa do polímero em um molde, como exemplificado na Figura 1a
(MANO & MENDES, 2004). No caso de compósitos, a carga é adicionada à solução
polimérica.
O processo de moldagem por compressão é um método de moldagem descontínuo e
caracteriza-se pela utilização de prensa com moldes aquecidos. Nesta técnica, o material
amolecido ou fundido é comprimido dentro da cavidade do molde (MANO & MENDES,
2004). Este tipo de processamento permite uma elevada produtividade, reduzida mão-de-
obra, diminuição do desperdício de matérias-primas e acabamento liso em ambas as faces da
peça produzida. Entretanto, é necessário um alto investimento do equipamento, pois este deve
suportar pressões de até 14 MPa e temperaturas normalmente superiores a 150°C
(MARINUCCI, 2011). A Figura 1b exemplifica esta técnica.
No presente estudo, os biocompósitos fabricados foram reforçados com partículas
provenientes do resíduo da produção de fécula de mandioca, que se encaixam na subdivisão
de compósitos com partículas grandes, e foram produzidos por casting e por moldagem por
compressão.
Figura 1: Representação esquemática da técnica de: (a) casting (Adaptado de MANO &
MENDES (2004)); (b) moldagem por compressão.

5
2.2 Matrizes Poliméricas biodegradáveis
A matriz em um compósito tem a função de conferir a forma geométrica, transferir a
força aplicada no compósito às fibras, manter a orientação e proteger a fase descontínua de
danos superficiais, contribuindo, assim, no controle de suas propriedades. Os materiais
usados como matrizes em compósitos podem ser polímeros, metais e cerâmicos (GIBSON,
2012, MARINUCCI, 2011).
Os polímeros são macromoléculas formadas pelo encadeamento de unidades repetitivas
ligadas entre si por ligação covalente (CANEVAROLO, 2006). A classificação dos polímeros
pode ser feita de diversas formas, sendo uma delas quanto à sua fusibilidade: em
termoplásticos e em termorrígidos (MANO & MENDES, 2004).
Termoplásticos são plásticos cujas ligações entre as cadeias poliméricas são
secundárias, como ligações de hidrogênio e Van der Waals. Quando submetidos a um
aumento de pressão e temperatura, estas ligações secundárias podem ser quebradas, tornando
o material fluido e moldável. Quando temperatura e pressão são retiradas, as ligações
secundárias são restauradas e o polímero solidifica-se com formas definidas. Se aumentos de
temperatura e pressão são aplicados novamente, o polímero sofre o mesmo efeito de
amolecimento e fluxo, sendo assim, portanto, um processo físico reversível, ou seja, é
reciclável (CANEVAROLO, 2006).
Termorrígidos, também conhecidos como termofixos ou polímeros em retículo, são
plásticos cujas cadeias poliméricas estão ligadas entre si por ligações primárias (ligações
cruzadas), que são formadas durante a reação de cura, dando origem a uma estrutura
tridimensional. Após a cura, aumentos de temperatura não modificam seu estado físico e
degradam o material. Trata-se, portanto, de um material insolúvel, infusível e não-reciclável.
Desta forma, a moldagem dos termorrígidos ocorre antes da cura (sem ligações cruzadas).
Estes polímeros são comumente utilizados como matrizes de compósitos estruturais
(MALLICK, 2007, CANEVAROLO, 2006).
Os polímeros definidos como biodegradáveis referem-se aos polímeros cuja degradação
resulta primariamente da ação de microorganismos de ocorrência natural, como, por
exemplo, algas, fungos e bactérias, gerando dióxido de carbono (CO2), água e biomassa na
presença de oxigênio (FRANCHETTI & MARCONATO, 2006). Os polímeros
biodegradáveis podem ser sintéticos, assim como policaprolactona (PCL), ou derivados de

6
fontes renováveis, assim como o amido e os polihidroxialcanoatos (PHAs) (AVEROUS &
BOQUILLON, 2004).
2.2.1 Polihidroxialcanoatos – PHAs
Os polihidroxialcanoatos (PHAs) são uma família de biopoliésteres produzidos por
numerosos microorganismos a partir de uma variedade de substratos, incluindo açúcares e
ácidos graxos. Estes biopolímeros são sintetizados e armazenados como carbono intracelular
e como reserva energética no microorganismo sob limitação nutricional de nitrogênio,
fósforo, oxigênio ou depois de uma mudança de pH. Os PHAs acumulam-se em grânulos
citoplasmáticos e, uma vez que o nutriente limitado é fornecido à célula, estes compostos de
armazenagem de energia são degradados e utilizados como fonte de carbono para o
crescimento bacteriano. Dependendo do microorganismo, da fonte de carbono e das
condições de cultura, diferentes homopolímeros e copolímeros de PHA e combinações dos
mesmos são sintetizados (URTUVIA et al., 2014, SILVA, 2010).
A Figura 2 apresenta a estrutura química geral do PHA, onde n é o número de CH2
presente na cadeia principal e R é o grupo lateral (URTUVIA et al., 2014).
Figura 2: Representação da estrutura química do PHA (URTUVIA et al, 2014).
As propriedades físicas do PHA são determinadas pelas variações do comprimento da
cadeia principal ou das cadeias laterais. Esta variação permite ao PHA apresentar
propriedades mecânicas e térmicas similares aos polímeros tradicionais, mantendo sua
biodegradabilidade (THELLEN et al., 2008).
A Tabela 1Erro! Fonte de referência não encontrada. refere-se aos diferentes
monômeros de PHA que podem ser obtidos variando-se os grupos laterais R e o número de
CH2 na cadeia principal n.

7
Tabela 1: Fórmulas estruturais do monômero de PHA (Adaptada de URTUVIA et al.
(2014)).
R n PHA
H 1 3-hidroxipropionato (3HP)
CH3 1 3-hidroxibutirato (3HB)
CH2CH3 1 3-hidroxivalerato (3HV)
H 2 4-hidroxibutirato (4HB)
H 3 5-hidroxivalerato (5HV)
Os monômeros mais comuns e largamente estudados são o 3-hidroxibutirato (3HB) e
o 3-hidroxivalerato (3HV) (URTUVIA et al., 2014).
O homopolímero poli(3-hidroxibutirato) – PHB é a forma mais comum de PHA e
demonstra ser um termoplástico biodegradável e biocompatível, com propriedades similares
ao polipropileno (PP). Entretanto, o PHB possui uma alta cristalinidade relativa, tornando-o
frágil e conferindo-o um tempo relativamente longo de degradação sob condições fisiológicas
(ASHBY & SOLAIMAN, 2014). Devido à sua temperatura de decomposição de
aproximadamente 200°C, muito próxima da sua temperatura de fusão, possui baixa
estabilidade no estado fundido (SQUIO & ARAGÃO, 2004).
A cadeia lateral do PHB é um grupo metil, como mostrada na Figura 3, e apresenta
configuração helicoidal compacta. Sua temperatura de fusão (Tf) e de transição vítrea (Tg)
são aproximadamente 180°C e 5°C, respectivamente. (DUARTE, 2004).
Figura 3: Estrutura PHB (URTUVIA et al., 2014).
2.2.1.1 Poli(3-hidroxibutirato-co-3-hidroxivalerato) – PHBV
O copolímero PHBV (Figura 4) é resultado da incorporação de unidades
monoméricas de 3-hidroxivalerato (3HV) ao homopolímero PHB, tornando-o mais flexível e
com maior resistência à ruptura à proporção que a fração de 3HV aumenta. Com o aumento

8
desta fração, a temperatura de fusão diminui – em relação ao PHB – sem afetar a temperatura
de degradação. Um melhor processamento térmico do copolímero é obtido, pois viabiliza a
utilização de temperaturas menores, tornando-o mais interessante para produção industrial
(SQUIO & ARAGÃO, 2004).
Figura 4: Representação da estrutura química do PHBV (SILVA, 2010).
Algumas propriedades mecânicas e físico-químicas do PHBV em função da
porcentagem em mol de 3HV e do polipropileno isotático são apresentadas na Tabela 2.
Tabela 2: Parâmetros mecânicos e térmicos do copolímero PHBV a 25°C em função da
porcentagem em mol de 3HV e do polipropileno isotático (Adaptado de MEIGA (2010),
SILVA (2010), AVELLA et al. (2000)).
Composição
(% mol de
3HV)
Temperatura
de fusão (°C)
Temperatura
de transição
vítrea (°C)
Limite de
resistência à
tração (MPa)
Alongamento
na ruptura
(%)
Módulo de
Elasticidade
(GPa)
0
160 a 177 -4 a 15 14 a 40 1 a 6 1,1 a 3,5
11
157 2 38 5 3,7
20 114 -5 26 27 1,9
34 97 -9 18 970 1,2
Polipropileno
isotático 174 -17 30 10 1,5
Outra característica do PHBV é sua insolubilidade em água. Somente alguns
solventes apolares, como o clorofórmio, por exemplo, são utilizados para solubilizar o PHBV
(SILVA, 2010).
Como reportado pelos autores SINGH et al. (2008), a utilização de fibras naturais,
como a fibra de bambu, foi estudada como reforço de biocompósitos com matriz de PHBV,
X y

9
sendo constatado que o módulo de elasticidade dos biocompósitos aumentou em 175% com
40% m/m de fibra, em comparação com o PHBV puro.
2.3 Resíduo da Produção de Fécula de Mandioca (CFM)
A mandioca (Manihot esculenta Crantz), também conhecida como aipim e macaxeira
no Brasil, é uma raiz originária da América do Sul e cultivada em todos os continentes, com
exceção da Europa. Em 2013, segundo a Organização das Nações Unidas para Agricultura e
Alimentação (FAO), o Brasil participou com 7,8% da produção mundial, sendo o 4° maior
produtor do mundo. Por ser de fácil adaptação e cultivada em todos os estados do Brasil, está
entre os oito primeiros produtos agrícolas do país relativo à área cultivada e é o sexto
referente ao valor de produção (PORTAL EMBRAPA, 2016).
De acordo com a RESOLUÇÃO - CNNPA1 nº 12, de 1978, amido é o produto
amiláceo extraído das partes aéreas comestíveis dos vegetais, como por exemplo sementes; e
fécula é o produto amiláceo extraído das partes subterrâneas comestíveis dos vegetais, como
tubérculos e raízes.
A produção da fécula de mandioca no Brasil teve uma média de volume produzido de
550 mil toneladas por ano nos últimos nove anos. Paraná, Mato Grosso do Sul e São Paulo
são os três maiores produtores de fécula de mandioca do país, nesta ordem (GROXKO,
2016).
As etapas da produção de fécula de mandioca consistem em (MACIEL et al., 2009):
1) Lavagem e descascamento acontecem concomitantemente. A casca fina é removida
e a casca grossa é mantida;
2) Seleção das raízes: averiguação de raízes impróprias;
3) Moagem (Triturador) das raízes;
4) Centrifugação: separação do amido da fibra;
5) Prensagem da massa;
6) Secagem da massa prensada;
7) Padronização da farinha, que é conduzida para o moinho;
8) Farinha é envasada para distribuição.
O resíduo, também conhecido como farelo ou bagaço, utilizado no presente trabalho é
um bioproduto formado durante a etapa de separação na produção da fécula de mandioca.
1 CNNPA = Comissão Nacional de Normas e Padrões para Alimentos

10
Este farelo é caracterizado como um material fibroso da raiz, contendo parte da fécula que
não foi extraída durante o processamento. A composição média após a secagem do resíduo de
diversas indústrias brasileiras apresenta 75% de amido, 15% de fibras lignocelulósicas e 10%
de umidade – com uma porcentagem ínfima de proteínas, lipídios e cinzas – e possui pH 5,5
(PASQUINI et al., 2010, ALMEIDA, 2009, LEONEL & CEREDA, 2000a, LEONEL &
CEREDA, 2000b). A composição mineral média do bagaço é de 0,06% de nitrogênio, 0,02%
de fósforo, 0,13% de potássio, 0,24% de cálcio, 0,11% de magnésio, 98 mg/kg de ferro, 4
mg/kg de zinco e 1 mg/kg de cobre (ALMEIDA, 2009).
Dois polímeros compõem o amido: amilose e amilopectina, ambos compostos de
unidades repetitivas α-D-glucose. A amilose é na sua maior parte linear, enquanto que a
amilopectina é altamente ramificada (THIRÉ et al., 2006). A fórmula geral do amido é
(C6H10O5)n (ALMEIDA, 2009).
As fibras lignocelulósicas são constituídas essencialmente por celulose, hemicelulose e
lignina, com teores médios em massa de 50, 30 e 17,5% respectivamente. Pectinas, ceras e
minerais também compõem as fibras em pequenas quantidades (CARDOSO, 2014).
A celulose e a hemicelulose são polissacarídeos com diferentes composições de
monômeros e arranjos moleculares. A celulose é formada por unidades de celobiose com
cadeias lineares e elevada cristalinidade (PASQUINI et al., 2010); possui regiões cristalinas e
amorfas, sendo que a parte cristalina tem duas fases: Celulose I (fase mais presente) e
Celulose II (CARDOSO, 2014). A hemicelulose é composta por diferentes precursores de
açúcar, tem cadeia ramificada e é essencialmente amorfa (PASQUINI et al., 2010).
A lignina é um polímero termoplástico complexo formado por um ou mais alcoóis
aromáticos, além de ser totalmente amorfo. Liga-se covalentemente com a celulose e a
hemicelulose. (CARDOSO, 2014).
A grande quantidade de resíduo gerado (cerca de 93% de raiz processada) (LEONEL
& CEREDA, 2000), sua elevada umidade (85%) e seu baixo valor comercial – R$15,00 a
tonelada – (FIORDA et al., 2013) são vistos como um problema para os industriais da área,
devido à dificuldade de transporte e de armazenamento, danos causados ao meio ambiente
com sua disposição final de maneira incorreta e seu baixo valor de mercado (LEONEL &
CEREDA, 2000, PANDEY et al., 2000).
O uso de fibras obtidas a partir deste resíduo tem sido estudado como carga natural –
com o objetivo de reforçar biomateriais, modificando sua hidrofobicidade e suas
propriedades finais –, como aditivo de alimentos, entre outros. Devido às suas vantagens

11
ecológicas inerentes, este tipo de fibra natural celulósica desempenha um papel importante
em algumas aplicações desde as últimas décadas. Seu aproveitamento é explorado como
reforço “verde” alternativo às fibras sintéticas tradicionais para diversas aplicações em razão
de suas vantagens, como considerável dureza, flexibilidade, fácil processamento,
reciclabilidade e por ser ecologicamente correto (VERSINO et al., 2015, PASQUINI et al.,
2010).
PASQUINI et al. (2010) extraíram whiskers de celulose a partir do resíduo de mandioca,
utilizando-os como reforço em matrizes de borracha natural. Os autores observaram
melhorias nas propriedades mecânicas do compósito contendo 10% m/m de reforço em
relação aos filmes de borracha natural sem reforço.
VERSINO et al. (2015) separaram o amido, a casca e as fibras da raiz de mandioca. O
amido obtido foi transformado em amido termoplástico (TPS), o qual foi utilizado como
matriz para a produção de biocompósitos reforçados com a casca e as fibras extraídas. A
adição de 1,5% m/m de bagaço aumentou 260% o modulo de elasticidade e aumentou 128%
a tensão máxima do compósito em relação ao filme de amido sem carga.
Até o presente momento não foi encontrado nenhuma referência de trabalhos envolvendo
a produção de biocompósitos de PHBV/resíduo da produção de fécula de mandioca (CFM).

12
3 Materiais e Métodos
3.1 Materiais
O polímero utilizado foi o PHBV – lote 109 (Biocycle 2000) – fornecido pela PHB
Industrial S.A. (São Paulo, Brasil) em forma de pó (Figura 5a). A Tabela 3 refere-se aos
dados fornecidos pela empresa sobre o PHBV.
A carga utilizada, chamada de CFM, foi o resíduo da produção de fécula de mandioca
(Figura 5b), da Halotek Fadel Industrial Ltda, que foi cedida pela EMBRAPA ALIMENTOS
e peneirada em peneira com abertura de 0,35 mm. Na Figura 5c é apresentado o detalhe da
morfologia heterogênea e não equiaxial das partículas que constituem o farelo. Esta imagem
foi obtida utilizando um estereomicroscópio COLEMAN NSZ-405.
O solvente usado foi o Clorofórmio P.A. ACS – Estabilizado com amileno da Vetec
Química fina LTDA, e o plastificante foi a Triacetin 99% da ALDRICH®.
Figura 5: a) PHBV em pó; b) Resíduo da produção de fécula de mandioca
peneirado em peneira de 0,35 mm; c) Imagem do resíduo peneirado em peneira de 0,35
mm utilizando um estereomicroscópio COLEMAN NSZ-405.

13
Tabela 3: Dados fornecidos pela PHB Industrial S.A. sobre o PHBV (lote 109).
Composição
(%HV) Pureza (%)
Temperatura
de fusão (°C)
Massa Molar
Ponderal Média
Mw (g/mol)
Grau de
Cristalinidade
(%)
4,07 99,9 173,5 394,984 53,8
3.2 Métodos
3.2.1 Produção de filmes de biocompósitos de PHBV/Resíduo da produção da fécula
de mandioca por casting
As soluções foram preparadas em um balão de vidro acoplado a um sistema de
agitação e aquecimento em banho de óleo, utilizando um placa de agitação e aquecimento
IKA® C-MAG HS7 (Figura 6). O PHBV foi solubilizado em 100 mL de clorofórmio,
acrescentando 35% m/m de triacetina como plastificante e porcentagens variadas de CFM em
relação ao PHBV. As formulações preparadas estão listadas na Tabela 4.
Tabela 4: Formulações das amostras produzidas por casting.
Nome das amostras PHBV (g) Triacetina (g) CFM (g) CFM (% m/m em
relação ao PHBV)
PHBV0 8 2,8 0 0
PHBV01 8 2,8 0,1 1,25
PHBV05 8 2,8 0,5 6,25
PHBV1 8 2,8 1 12,5
PHBV2 8 2,8 2 25

14
Figura 6: Sistema de agitação e aquecimento em banho de óleo.
O procedimento adotado pelo grupo de pesquisa do Laboratório de Biopolímeros do
PEMM/COPPE de solubilização do PHBV no clorofórmio em presença do plastificante e da
carga consistiu em duas etapas consecutivas:
Etapa 1: Agitação magnética constante por 2 horas a temperatura ambiente para que
ocorresse o inchamento do polímero.
Etapa 2: Aquecimento a 65°C durante 2 horas para que acontecesse a solubilização,
mantendo a agitação constante.
Em seguida, aguardou-se a solução atingir a temperatura ambiente, quando foi vertida em
molde de vidro mantido também a temperatura ambiente, a fim de o solvente evaporar
completamente.
3.2.2 Produção de filmes de biocompósitos de PHBV/Resíduo da produção da fécula
de mandioca por moldagem por compressão
Primeiramente, foi feita a mistura no Homogeneizador MH-50-H (MH Equipamentos
LTDA) (Figura 7a) do PHBV com a triacetina como plastificante a 5% m/m e com diferentes
teores de carga em relação ao PHBV, os quais foram reportados na Tabela 5. A mistura
(Figura 7b) foi colocada na estufa a 37°C por aproximadamente 24 horas. Em seguida, a

15
mistura foi mantida em saco plástico fechado até o momento do processamento por
moldagem por compressão.
A moldagem por compressão foi realizada com um espaçador de 1 mm na prensa
hidráulica MA 098/A (Marconi) (Figura 8), com uma temperatura de 168°C, pressão de 10 t
por 20 minutos e posteriormente resfriada na prensa hidráulica modelo C S/N 41000-915
(Carver) (Figura 8) com Banho Maria (M. S. Mistura) a aproximadamente 30°C, com pressão
de 0,5 t por 5 minutos (THIRÉ et al., 2006).
Tabela 5: Formulações das amostras produzidas por moldagem por compressão.
Nome da amostra PHBV (g) Triacetina (g) CFM (g)
CFM (% m/m
em relação ao
PHBV)
PHBV0’ 50,00 2,50 0,00 0
PHBV5’ 47,60 2,40 2,40 5
PHBV10’ 45,45 2,27 4,55 10
Figura 7: a) Homogeneizador MH-50-H (MH Equipamentos LTDA); b) Mistura ao sair
do homogeneizador.

16
Figura 8: Prensa Hidráulica modelo C S/N 41000-915 (Carver) à esquerda e Prensa
Hidráulica MA 098/A (Marconi) à direita.
3.2.3 Caracterização dos biocompósitos e do resíduo da produção de fécula de
mandioca
3.2.3.1 Espectroscopia no Infravermelho por Transformada de Fourier (FTIR)
O espectro foi obtido utilizando um Spectrum 100 (PerkinElmer) com cristal de ZnSe
e acessório de reflectância total atenuada (ATR) entre 4000 e 550 cm-1
, com resolução de 4
cm-1
e 32 varreduras por amostra, para verificar se houve interação química entre a carga e a
matriz.
3.2.3.2 Difração de Raios X (DRX)
A difração de Raios X foi realizada em um difratômetro XRD-6000 (SHIMADZU),
operado com tensão de 30 kV, corrente de 30 mA e fonte de radiação de CuKα (λ = 0,1542
nm). Uma varredura contínua com 2θ entre 5° e 35° foi realizada a uma velocidade de 2°/min
e passo de 0,02°. Esta análise foi realizada com o intuito de verificar se houve mudanças no
padrão de difração de raios x com adição de diferentes teores de carga.

17
3.2.3.3 Análise Termogravimétrica (TGA)
A estabilidade térmica dos filmes e da carga foi determinada avaliando a medida de
variação de massa da amostra em função da temperatura. O analisador termogravimétrico
utilizado foi o PerkinElmer Pyris 1 Thermogravimetric Analyzer sob atmosfera de nitrogênio
(N2) com vazão de 20 mL/min e com aquecimento de 23°C até 800°C a 10°C/min. A massa
de cada amostra foi aproximadamente de 5 a 10 mg.
3.2.3.4 Calorimetria Diferencial de Varredura (DSC)
O experimento de DSC foi realizado em um DSC 8000 Differential Scanning
Calorimeter (PerkinElmer), sob atmosfera de N2. As amostras de 5 a 10 mg foram aquecidas
em dois ciclos e resfriadas, como segue. No primeiro ciclo de aquecimento, as amostras
foram aquecidas de 50°C até 210°C a uma taxa de 10°C/min, a fim de eliminar a história
térmica da amostra. Em seguida, foi realizado um resfriamento rápido a uma taxa de
150°C/min até 50°C. O segundo ciclo de aquecimento foi conduzido com as mesmas
condições do primeiro ciclo. A partir da curva do segundo ciclo de aquecimento foi possível
obter a temperatura de cristalização (Tc) e a temperatura de fusão (Tf), além da entalpia de
fusão (ΔHf) e de cristalização (ΔHc). A temperatura de transição vítrea (Tg) não foi observada.
A massa de cada amostra variou entre 6 e 8 mg, aproximadamente. O grau de cristalinidade
(XC) foi calculado considerando a entalpia de fusão da amostra (ΔHf), a entalpia de fusão do
polímero 100% cristalino (ΔH0
f) e a fração mássica do PHBV (WPHBV) presente na amostra,
segundo a Equação 1.
Equação 1:
No presente trabalho, a entalpia de fusão do polímero 100% cristalino foi considerada
146 J/g, visto que a proporção de hidroxivalerato na amostra de PHBV é inferior a 10%
(SILVA, 2010).

18
4 Resultados e Discussões
4.1 Caracterização dos biocompósitos produzidos por casting
Os filmes finos produzidos por casting obtiveram espessura média de 0,16 mm, e a
Figura 9 apresenta uma foto do filme PHBV05 para exemplificar.
A porcentagem utilizada de plastificante foi estabelecida após alguns testes.
Primeiramente, foram utilizados 30% m/m de triacetina em relação ao PHBV. Porém, os
filmes racharam ao secar. Soluções contendo 40% m/m em relação ao PHBV também foram
testadas, entretanto os filmes também racharam durante sua secagem. Com 35% m/m em
relação ao PHBV, os filmes secaram sem rachar.
Figura 9: Amostra PHBV05 (produzida por casting).
4.1.1 Espectroscopia no Infravermelho por Transformada de Fourier (FTIR)
Nos espectros de FTIR (Figura 10) foram analisadas as principais bandas de absorção
do PHBV0, do CFM e dos biocompósitos produzidos por casting. Para uma melhor
visualização, o espectro foi dividido em duas partes. A primeira parte de 4000 a 2500 cm-1
(Figura 11) e a segunda de 2500 a 550 cm-1
(Figura 12).
No espectro de FTIR do PHBV0, observaram-se as regiões de 3015 a 2950 cm-1
(bandas 2996 cm-1
e 2976 cm-1
), de 2945 a 2925 cm-1
(banda 2934 cm-1
) e de 2885 a 2850
cm-1
(banda 2854 cm-1
). Estas bandas podem ser referidas ao estiramento assimétrico da
ligação CH3, ao estiramento da ligação CH2 e ao estiramento simétrico do CH3,
respectivamente (LIU et al., 2009). Uma banda acentuada em 1718 cm-1
, correspondente ao

19
estiramento do grupamento éster (C=O) presente na cadeia molecular da estrutura cristalina
do PHBV, e uma pequena proeminência em 1740 cm-1
, relacionada ao estiramento da ligação
C=O da região amorfa do PHBV, puderam ser notadas (SINGH et al., 2008). As bandas na
faixa de 1500 a 800 cm-1
, relacionadas às flexões das ligações CH3 e CH e aos estiramentos
das ligações C–O–C e C–C, estão fortemente sobrepostas (LIU et al., 2009).
No espectro da carga pôde-se observar uma banda ampla na região de 3500 a 3200
cm-1
, que está relacionada à deformação axial de O–H da ligação de hidrogênio
intermolecular (SILVERSTEIN et al., 2006). Em torno de 2900 cm-1
, o estiramento
característico da ligação C–H foi constatado. Uma pequena banda na região entre 1300 e
1200 cm-1
pode estar relacionada à vibração da ligação C–O do anel aromático da lignina,
componente das fibras presentes no CFM (WICAKSONO et al., 2013). As bandas na região
de 1150 a 800 cm-1
possivelmente estão relacionadas a vibrações de ligações do anel
glicosídico presente nos polissacarídeos do resíduo (MANDAL & CHAKRABARTY, 2011,
SILVERSTEIN et al., 2006).
Os espectros das amostras de PHBV01, PHBV05, PHBV1 e PHBV2 não
apresentaram diferença em relação ao de PHBV0, com exceção da banda de 3500 a 3200 cm-
1, que aparece somente na curva de PHBV2 e está relacionada ao estiramento da ligação O–H
dos grupos OH, que são provenientes da carga presente no compósito (SILVERSTEIN et al.,
2006). Provavelmente esta banda pôde ser vista somente nesta amostra porque a porcentagem
de carga presente nela é alta (25% m/m em relação ao PHBV).
Há uma sobreposição significativa das bandas do PHBV e da carga na região de 1500
a 800 cm-1
. Devido à baixa concentração de carga presente nos biocompósitos, não foi
possível distinguir as sobreposições das bandas de vibração.

20
Figura 10: FTIR das amostras produzidas por casting e do CFM.
Figura 11: FTIR das amostras produzidas por casting e do CFM de 4000 a 2500 cm-1
.

21
Figura 12: FTIR das amostras produzidas por casting e do CFM de 2500 a 550 cm-1
.
4.1.2 Difração de Raios X (DRX)
O padrão de difração de raios X do filme de PHBV0 e dos filmes biocompósitos
PHBV01, PHBV05, PHBV1 e PHBV2 produzidos por casting estão apresentados na Figura
13.
O perfil de difração do PHBV obtido neste trabalho assemelha-se ao perfil do
homopolímero PHB apresentado por THIRÉ et al. (2006). Possivelmente, a baixa
porcentagem de HV existente no PHBV utilizado (~4%) não afetou o padrão de cristalinidade
do material.
Os picos apresentados nos difratogramas foram correlacionados aos seus planos
cristalográficos de acordo com as informações apresentadas por: SILVA (2010), HUANG et
al. (2009) e THIRÉ et al. (2006) e estão representados na Tabela 6.

22
Figura 13: Gráfico DRX das amostras produzidas por casting e do CFM.
Tabela 6: Picos equivalentes ao padrão de DRX da amostra PHBV0 e os planos
cristalográficos correspondentes.
2θ (°) 13,3 16,5 20,1 21,9 25,1 26,9 30,3
Plano
Cristalográfico (020) (110) (021) (101) (121) (040) (200)
O padrão de difração do CFM apresentou predominância de um halo amorfo,
indicando a baixa cristalinidade do material. No entanto, um pico largo foi observado em 2θ
= 22°. Este pico de difração pode estar relacionado ao plano (002) da celulose I (CARDOSO,
2014), pertencente à fibra presente na carga. Outra hipótese seria relacionar este pico ao
padrão de cristalinidade do tipo B do amido presente no resíduo (THIRÉ et al., 2006). Como
neste trabalho não foi realizada uma análise de composição do resíduo, não foi possível
definir qual destes componentes estaria em maior quantidade e mais evidenciado no padrão
de DRX.
Observou-se que os padrões de DRX das amostras dos filmes biocompósitos
produzidos por casting apresentaram picos de difração no mesmo ângulo 2θ observado para a
amostra de PHBV0.
0
50
100
150
200
250
300
350
400
5 10 15 20 25 30 35
Inte
nsi
da
de
(u.a
.)
2θ
PHBV0
PHBV01
PHBV05
PHBV1
PHBV2
CFM

23
4.1.3 Análise Termogravimétrica (TGA)
A análise termogravimétrica dos filmes e da carga permitiu avaliar a influência desta
na estabilidade térmica dos biocompósitos.
Na Figura 14 estão representadas as curvas de TGA para todas as amostras
produzidas por casting e da carga e, na Figura 15, suas derivadas (DTG). Os pontos mínimos
na curva de DTG correspondem à temperatura onde a velocidade máxima de degradação
ocorre em cada etapa.
Todas as amostras apresentaram dois estágios de perda de massa, com exceção do
PHBV2, que apresentou três estágios, sendo o 3° estágio indicado pela seta na Figura 15.
Figura 14: Gráfico TGA das amostras produzidas por casting e do CFM.
0
20
40
60
80
100
120
0 200 400 600 800 1000
Mass
a (
%)
Temperatura (°C)
PHBV0
PHBV01
PHBV05
PHBV1
PHBV2
CFM

24
Figura 15: Gráfico DTG das amostras produzidas por casting e do CFM.
As Tabelas 7, 8 e 9 apresentam a temperatura de início de perda de massa (Tonset) e a
temperatura de taxa máxima de perda de massa (Tpico) para cada amostra para a 1ª, 2ª e 3ª
etapa de perda de massa, respectivamente.
Tabela 7: 1ª etapa de perda de massa no DTG das amostras produzidas por casting e do
CFM.
Amostra Tonset (°C) Tpico (°C)
CFM 46,1 60,3
PHBV0 124,4 159,2
PHBV01 123,4 158,3
PHBV05 120,0 150,9
PHBV1 122,4 159,1
PHBV2 112,4 148,4
-40
-35
-30
-25
-20
-15
-10
-5
0
5
0 200 400 600 800 1000
Der
ivad
a d
a m
ass
a (
%/m
in)
Temperatura (°C)
PHBV0
PHBV01
PHBV05
PHBV1
PHBV2
CFM

25
Tabela 8: 2ª etapa de perda de massa no DTG das amostras produzidas por casting e do
CFM.
Amostra Tonset (°C) Tpico (°C)
CFM 302,1 338,3
PHBV0 285,5 305,8
PHBV01 287,2 303,7
PHBV05 291,0 306,7
PHBV1 288,5 304,5
PHBV2 268,8 286,9
Tabela 9: 3ª etapa de perda de massa no DTG da amostra PHBV2.
Amostra Tonset (°C) Tpico (°C)
PHBV2 300,3 330,9
Para o PHBV0, o 1º estágio apresentou aproximadamente 17% de perda de massa e a
velocidade máxima de degradação ocorreu próximo de 159°C. Por se tratar de um polímero
hidrofóbico e pelo fato da Tpico estar muito acima de 100°C, podemos supor que esse 1º
estágio está relacionado à decomposição do plastificante. Já o 2º estágio está relacionado à
degradação do polímero, que acontece quase que unicamente via mecanismo de cisão
aleatória da cadeia, formando um éster cíclico de seis membros como estado transitório
(SILVA, 2010).
A amostra CFM apresentou duas etapas de perda de massa. Provavelmente, a primeira
correspondente à evaporação da água e a segunda à despolimerização do amido e da celulose
(TEIXEIRA et al., 2009).
As curvas dos biocompósitos apresentaram um comportamento similar ao do PHBV0,
exibindo a ocorrência de duas etapas de perda de massa. Entretanto, a amostra PHBV2
exibiu, além das duas etapas, um pico de sobreposição (indicado com a seta) em uma
temperatura próxima à Tpico do 2º estágio de perda de massa do CFM. Este 3º pico de perda
de massa foi visto somente no filme de PHBV2, possivelmente devido à sua alta porcentagem
de carga em relação às outras amostras, que é de 25% m/m em relação ao PHBV.
Observou-se que os biocompósitos com até 12,5% m/m de CFM em relação ao PHBV
(PHBV1) mantiveram a estabilidade térmica, com exceção da amostra PHBV05, que

26
apresentou uma redução de aproximadamente 8°C na Tpico na 1ª etapa de perda de massa. A
adição de maior carga (PHBV2) resultou em uma redução de aproximadamente 10°C na Tpico
e na Tonset no 1º estágio de perda de massa e de cerca de 20°C nas temperaturas do 2º estágio
de perda de massa em comparação com o PHBV0, o que ocasionou uma diminuição da
estabilidade térmica do material.
4.1.4 Calorimetria Diferencial de Varredura (DSC)
Esta técnica permitiu analisar o efeito do teor de CFM na temperatura de fusão e na
entalpia de fusão dos biocompósitos produzidos por casting.
O 1º aquecimento foi feito para apagar a história térmica da amostra. A amostra foi
resfriada rapidamente com o intuito de evitar a cristalização durante este estágio.
As curvas de DSC relativas ao 2º aquecimento de todas as amostras (Figura 16)
apresentaram um pico de fusão complexo com um pico principal precedido de um pico
menor. Mais de um pico pode ser atribuído à fusão de diferentes tipos de cristais com
diferentes tamanhos e estabilidades térmicas. Especificamente, cristais menores e menos
perfeitos fundem em temperaturas mais baixas do que cristais maiores e mais perfeitos.
Múltiplos picos de fusão observados no DSC são características comuns em muitos
polímeros semicristalinos, incluindo poliésteres, e podem ser atribuídos também à existência
de diferentes modificações cristalinas ou ao processo de recristalização na fusão que ocorre
durante a varredura de DSC (WELLEN et al., 2015).
A Tabela 10 exibe suas temperaturas de fusão (Tf), os valores de entalpia de fusão
(ΔHf) e o grau de cristalinidade (XC).
As temperaturas de transição vítrea (Tg) e de cristalização (Tc) não foram observadas
no gráfico, pois estas podem ter ocorrido a temperaturas inferiores a 50°C, como reportado
no trabalho de SILVA (2010).

27
Figura 16: Gráfico DSC do 2° Aquecimento das amostras produzidas por casting.
Tabela 10: Resultado DSC do 2° Aquecimento das amostras produzidas por casting.
Amostra Tf (°C) ΔHf (J/g) XC (%)
PHBV0 157,8 56,9 39,0
PHBV01 160,5 56,9 39,5
PHBV05 160,5 54,0 39,5
PHBV1 161,2 45,9 35,9
PHBV2 158,5 48,4 44,2
De acordo com a Tabela 10, foi possível verificar que a introdução de CFM até 25%
m/m em relação ao PHBV (amostra PHBV2) não afetou significativamente a Tf dos
biocompósitos em comparação ao PHBV0. Todavia, uma redução no XC de
aproximadamente 8% ocorreu no filme PHBV1 e um aumento de cerca de 13% ocorreu no
filme PHBV2 em relação ao PHBV0. A presença de uma quantidade maior de carga pode ter
facilitado a organização das cadeias do PHBV e, com isso, facilitado a cristalização do
polímero.
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
0 50 100 150 200 250
Hea
t F
low
En
do U
p (
mW
)
Temperatura (°C)
PHBV0
PHBV01
PHBV05
PHBV1
PHBV2

28
4.2 Caracterização dos biocompósitos produzidos por moldagem por
compressão
Os filmes produzidos por moldagem por compressão obtiveram espessura média de 1,2
mm (Figura 17).
Figura 17: Filmes produzidos por moldagem por compressão. Da esquerda para a
direita: PHBV0', PHBV5' e PHBV10'.
4.2.1 Espectroscopia no Infravermelho por Transformada de Fourier (FTIR)
Os espectros de FTIR do PHBV0’, dos biocompósitos produzidos por moldagem por
compressão e do CFM (Figura 18) apresentaram as mesmas bandas que os espectros dos
filmes produzidos por casting. Para uma melhor visualização das bandas, o espectro foi
dividido em duas partes, sendo a primeira de 4000 a 2000 cm-1
(Figura 19) e a segunda de
2000 a 550 cm-1
(Figura 20).
Assim como observado nos espectros de FTIR dos biocompósitos produzidos por
casting, as principais bandas de PHBV e de CFM apresentaram sobreposições na região de
1500 a 800 cm-1
. No entanto, mesmo para a formulação com maior porcentagem de CFM
produzido por moldagem por compressão (amostra PHBV10’), não foi possível observar a
banda referente ao estiramento de O–H presente na carga.

29
Figura 18: FTIR das amostras feitas por moldagem por compressão e do CFM.
Figura 19: FTIR das amostras feitas por moldagem por compressão e do CFM de 4000
a 2000 cm-1
.

30
Figura 20: FTIR das amostras feitas por moldagem por compressão e do CFM de 2000
a 550 cm-1
.
4.2.2 Difração de Raios X (DRX)
O padrão de difração de raios X dos filmes moldados por compressão e do CFM estão
apresentados na Figura 21.
Os picos apresentados nos padrões de DRX dos filmes produzidos por moldagem por
compressão coincidem com os apresentados nos filmes produzidos por casting (índice 4.1.2).
Os picos exibem uma alta definição, assim como em outro trabalho já reportado na literatura
que foram produzidos filmes por moldagem por compressão (THIRÉ et al., 2006). Assim, foi
possível visualizar um pico a mais (2θ = 22,6°) no perfil de DRX dos filmes produzidos por
moldagem por compressão, o qual apareceu sobreposto com o pico em 2θ = 21,6° nos filmes
produzidos por casting na Figura 13.
Os picos do PHBV0’ estão representados na Tabela 11.

31
Figura 21: Padrão de DRX dos filmes produzidos por moldagem por compressão e do
CFM.
Tabela 11: Picos equivalentes ao padrão de DRX da amostra PHBV0' e os planos
cristalográficos correspondentes.
2θ (°) 13,5 16,9 20,0 21,6 22,6 25,5 27,1 30,8
Plano
Cristalográfico (020) (110) (021) (101) (111) (121) (040) (200)
Observou-se que os padrões de difração de raios X das amostras PHBV5’ e PHBV10’
apresentaram picos na mesma posição dos picos da amostra PHBV0’.
No perfil de DRX do CFM foi apresentado somente um pico em 2θ = 22° e houve
predominância de um halo amorfo, caracterizando a baixa cristalinidade do material, como já
reportado no índice 4.1.2.
4.2.3 Análise Termogravimétrica (TGA)
A análise termogravimétrica do PHBV0’, PHBV5’, PHBV10’ e do CFM permitiu
avaliar a influência do resíduo da produção de fécula de mandioca na estabilidade térmica
dos biocompósitos moldados por compressão.
0
200
400
600
800
1000
1200
1400
5 10 15 20 25 30 35
Inte
nsi
da
de
(u.a
.)
2θ
CFM
PHBV0'
PHBV5'
PHBV10'

32
As curvas de TGA e da sua derivada (DTG) para todas as amostras produzidas por
moldagem por compressão e para o CFM estão apresentadas nas Figuras 22 e 23,
respectivamente.
Foi observado que as curvas do PHBV0’ e dos biocompósitos PHBV5’ e PHBV10’
apresentaram comportamento similar, exibindo a ocorrência de apenas uma etapa de perda de
massa.
Como reportado no índice 4.1.3, o CFM apresentou duas etapas de perda de massa,
sendo, possivelmente, a primeira relacionada à água e a segunda ao amido e à celulose
(TEIXEIRA et al., 2009).
Figura 22: Gráfico TGA das amostras produzidas por moldagem por compressão e do
CFM.
-20
0
20
40
60
80
100
120
0 200 400 600 800 1000
Ma
ssa
(%
)
Temperatura (°C)
PHBV0'
PHBV5'
PHBV10'
CFM

33
Figura 23: Gráfico DTG das amostras produzidas por moldagem por compressão e do
CFM.
A temperatura de início de perda de massa (Tonset) e a temperatura de taxa máxima de
perda de massa (Tpico) para a 1ª etapa de perda de massa de cada amostra estão apresentadas
na Tabela 12. A Tabela 13 refere-se à 2ª etapa de perda de massa do CFM.
Tabela 12: 1ª etapa de perda de massa no DTG das amostras produzidas por moldagem
por compressão e do CFM.
Amostra Tonset (°C) Tpico (°C)
CFM 46,1 60,3
PHBV0’ 294,2 307,4
PHBV5’ 279,4 293,1
PHBV10’ 289,7 302,4
Tabela 13: 2ª etapa de perda de massa no DTG do CFM.
Amostra Tonset (°C) Tpico (°C)
CFM 302,1 338,3
O estágio de decomposição dos filmes provavelmente refere-se à perda de massa do
PHBV (SILVA, 2010). A incorporação do CFM à matriz de PHBV não alterou
-60
-50
-40
-30
-20
-10
0
10
0 200 400 600 800 1000
Der
iva
da
da
ma
ssa
(%
/min
)
Temperatura (°C)
PHBV0'
PHBV5'
PHBV10'
CFM

34
expressivamente a estabilidade térmica da amostra PHBV10’, ocorrendo uma redução pouco
significativa de 4,5°C na Tonset e de aproximadamente 5°C na Tpico. Entretanto, para o
biocompósito PHBV5’, houve uma diminuição de aproximadamente 15°C da Tonset e de 14°C
da Tpico, indicando uma possível instabilidade térmica do filme para este teor de carga (5%
m/m em relação ao PHBV).
4.2.4 Calorimetria Diferencial de Varredura (DSC)
O efeito do teor de CFM nas temperaturas e de transição térmica dos biocompósitos
produzidos por moldagem por compressão foi analisado por DSC.
Para apagar a história térmica da amostra, normalmente um 1º aquecimento foi
realizado. Com o propósito de evitar a cristalização, a amostra foi resfriada rapidamente.
As curvas do 2º aquecimento das amostras produzidas por moldagem por compressão
estão apresentadas na Figura 24 e a Tabela 14 exibe suas temperaturas de fusão (Tf) de
cristalização (Tc) e os valores de suas entalpias.
As temperaturas de transição vítrea (Tg) e de cristalização (Tc) do PHBV não foram
observadas no gráfico, pois estas podem ter ocorrido a temperaturas inferiores a 50°C, como
reportado no trabalho de SILVA (2010). No entanto, para a amostra PHBV0’, foi possível
verificar a presença de um pico de cristalização exotérmico em 62,6°C.
Figura 24: Gráfico DSC do 2° aquecimento das amostras produzidas por moldagem por
compressão.
-2
0
2
4
6
8
10
12
0 50 100 150 200 250
Hea
t F
low
En
do
Up
(m
W)
Temperatura (°C)
PHBV0'
PHBV5'
PHBV10'

35
Tabela 14: Resultado DSC do 2° aquecimento das amostras produzidas por moldagem
por compressão.
Amostra Tf (°C) ΔHf (J/g) Tc (°C) ΔHc (J/g) XC (%)
PHBV0’ 168,1 67,9 62,6 - 8,0 46,5
PHBV5’ 167,8 65,5 - - 47,2
PHBV10’ 167,9 67,2 - - 51,1
Analisando a Tabela 14, pôde-se notar que a inserção de CFM até 10% m/m em relação
ao PHBV não alterou significativamente a Tf nem a ΔHf dos biocompósitos.
O grau de cristalinidade da amostra PHBV10’ aumentou aproximadamente 10% em
relação ao PHBV0’.
O grau de cristalinidade apresentado pelos filmes produzidos por moldagem por
compressão foi maior do que os obtidos por casting, possivelmente devido ao tipo de
processamento. Uma hipótese para explicar esses resultados pode estar relacionada à
degradação sofrida pelas cadeias poliméricas em função do tipo de processamento. No
processamento por moldagem por compressão, as cadeias poliméricas estão mais sujeitas à
degradação devido ao fornecimento de energia térmica e mecânica (devido à ação do rotor do
homogeneizador), formando cadeias menores. Enquanto que no processamento por casting
ocorreu apenas uma solubilização, um processo físico onde não há quebra de ligações
primárias no polímero. Sendo assim, pode-se supor que cadeias menores, por apresentarem
maior mobilidade, possam dar origem a uma maior quantidade de cristais (maior grau de
cristalinidade) e estes cristais poderiam estar mais organizados e com melhor qualidade (Tf
maior).
As temperaturas de cristalização (Tc) das amostras PHBV5’ e PHBV10’ não foram
visualizadas na curva do 2º aquecimento. Não é possível afirmar se o material cristalizou em
uma temperatura menor que 50°C e/ou se a cristalização ocorreu apenas durante o
resfriamento. É possível propor que a carga agiu como agente nucleante, pois facilitou de
algum modo a cristalização.
No caso do PHBV0’, provavelmente também ocorreu cristalização no resfriamento,
pois a entalpia de cristalização é muito menor do que a entalpia de fusão.

36
5 Conclusões
Foi possível produzir biocompósitos de PHBV utilizando resíduo da produção de fécula
de mandioca tanto por casting quanto por moldagem por compressão. Os resultados de FTIR
indicaram que possivelmente não houve interação química entre a carga e a matriz em ambos
os métodos de produção. No entanto, como já esperado, houve mudança na morfologia, no
grau de cristalinidade e nas propriedades térmicas em função do tipo de técnica utilizado para
a produção do biocompósito.
Os biocompósitos de PHBV/resíduo da produção de fécula de mandioca produzidos por
casting apresentaram propriedades semelhantes ao filme de PHBV0 para amostras com carga
até 1,25% m/m em relação ao PHBV. Já os produzidos por moldagem por compressão
apresentaram estabilidade térmica inferior ao PHBV0’, porém, houve uma melhoria na
qualidade dos cristais formados e no grau de cristalinidade em comparação aos filmes
produzidos por casting.
Nos filmes produzidos por casting foi possível observar que a introdução de carga até
25% m/m em relação ao PHBV não alterou significativamente o padrão de cristalinidade do
polímero nem a temperatura de fusão. Entretanto, com a introdução de 12,5% m/m (PHBV1)
o grau de cristalinidade diminuiu e com a introdução de 25% m/m (PHBV2), aumentou. A
estabilidade térmica dos biocompósitos foi mantida para teores de carga até 12,5% m/m, com
exceção da amostra PHBV05. Somente no filme com 25% m/m foi observado um estágio de
degradação referente à presença da carga.
Já nos filmes produzidos por moldagem por compressão, observou-se que foi obtido o
mesmo padrão de cristalinidade dos filmes produzidos por casting, porém, com picos mais
bem definidos, indicando uma possível melhoria na qualidade dos cristais formados. A Tf foi
mantida para todas as amostras produzidas por moldagem por compressão. Somente para a
amostra PHBV0’ o pico relacionado à cristalização foi observado. Teores de carga de 5% e
10% m/m em relação ao PHBV diminuíram a estabilidade térmica do material.
Os resultados deste trabalho indicaram que o resíduo da fécula de mandioca tem
potencial para ser utilizado como carga de enchimento de matriz de PHBV com formulação
inferior a 6,25% m/m em relação ao PHBV para biocompósitos produzidos por casting, e
que, para biocompósitos produzidos por moldagem por compressão, a formulação com 10%
m/m seria a mais indicada para utilização como carga da matriz de PHBV, apesar de ter

37
reduzido ligeiramente a estabilidade térmica do polímero e aumentado o grau de
cristalinidade em relação ao PHBV0’.
Sendo assim, a produção de biocompósitos com matriz de PHBV pode ser uma solução
em potencial para utilização do resíduo da produção de fécula de mandioca, diminuindo os
problemas ambientais acarretados pela sua disposição final de maneira incorreta, ao mesmo
tempo em que reduziria o custo do polímero e melhoraria algumas de suas propriedades.

38
6 Sugestões para Trabalhos Futuros
Utilizar de planejamento de experimentos a fim de otimizar o teor de carga e o teor
de plastificante aplicados;
Caracterizar quimicamente o resíduo da produção de fécula de mandioca;
Analisar mecanicamente os materiais, utilizando, por exemplo, Análise Dinâmico-
Mecânica (DMA), ensaio de tração e/ou ensaio de flexão;
Avaliar o grau de degradação do PHBV causado pelo processamento por moldagem
por compressão, utilizando, por exemplo, Cromatografia de Permeação em gel
(GPC);
Comparar as propriedades do biocompósito com as propriedades dos polímeros
sintéticos tradicionais;
Analisar a permeação de gases de forma a avaliar a potencialidade dos biocompósitos
na produção de embalagens biodegradáveis;
Avaliar a biodegradabilidade dos biocompósitos.

39
7 Referências Bibliográficas
ALMEIDA, R. R., Estudo do bagaço de mandioca (Manihot esculenta C.), nativo e
tratado com α – amilase e amiloglucosidase, por meio de técnicas termoanalíticas.
Tese de M.Sc., Universidade Estadual de Ponta Grossa, Ponta Grossa, PR, Brasil, 2009.
ANDERSON, S., ZHANG, J., WOLCOTT, M. P. “Effect of interfatial modifiers on
mechanical and physical properties of the PHB composites with high wood flour
content”, J Polym Environ v. 21, pp. 631-639, 2013.
ASHBY, R. D., SOLAIMAN, D. K. Y. “Sophorolipid-induced dimpling and increased
porosity in solvent-cast short-chain polyhydroxyalkanoate films: impact on
thermomechanical properties”, Journal of Applied Polymer Science, 2014.
AVELLA, M.; MARTUSCELLI, E.; RAIMO, M. Properties of blends and composites
based on poly(3-hydroxy)butyrate (PHB) and poly(3-hydroxybutyrate-hydroxyvalerate)
(PHBV) copolymers. Journal of Materials Science. v. 35, p.523-545, 2000.
AVEROUS, L., BOQUILLON, N., “Biocomposites based on plasticized starch: thermal
and mechanical behaviours”, Carbohydrate Polymers v. 56, pp. 111-122, 2004.
CALLISTER Jr., W. D., Ciência e Engenharia de Materiais: Uma Introdução. 8 ed. Rio
de Janeiro, LTC, 2013.
CANEVAROLO, S. V. C., Ciência dos polímeros: Um texto básico para tecnólogos e
engenheiros. 2 ed. São Paulo, Artliber, 2006.
CARDOSO, P. H. M., Efeito do tratamento alcalino/mecânico de fibras de curauá
nas propriedades de laminados compósitos de matriz epóxi. Tese de M.Sc.,
COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 2014.

40
COUTINHO, B. C., MIRANDA, G. B., SAMPAIO, G. R., et al. “A importância e as
vantagens do polihidroxibutirato (plástico biodegradável)”, Holos, Ano 20, pp. 76-81,
Dez. 2004.
DUARTE, M. A. T., Estudo do processamento e da degradação térmica do poli(3-
hidroxibutirato) e de suas blendas com poli(ε-caprolactona). Tese de M.Sc.,
Universidade do Estado de Santa Catarina, Joinville, SC, Brasil, 2004.
FIORDA, F. A., SOARES Jr., M. S., SILVA, F. A., et al. “Farinha de bagaço de
mandioca: aproveitamento de subproduto e comparação com fécula de mandioca”, Pesq.
Agropec. Trop. V. 43, n. 4, PP. 408-416, 2013.
FRANCHETTI, S. M. M., MARCONATO, J. C. “Polímeros biodegradáveis – uma
solução parcial para diminuir a quantidade dos resíduos plásticos”, Química Nova. v. 29,
n.4, pp. 811-816, 2006.
GIBSON, R. F., Principles of composite material mechanics. 3 ed., CRC Press, 2012.
GROXKO, M. (2016), Análise da conjuntura agropecuária – mandioca safra
2014/2015, Disponível em:
<http://www.agricultura.pr.gov.br/arquivos/File/deral/Prognosticos/mandioca_2014_15.p
df> Acesso em: 03 fev. 2016.
HUANG, W., WANG, Y., REN, L., et al. “A novel PHBV/HA microsphere releasing
system loaded with alendronate”, Materials Science and Engineering C v. 29, pp. 2221-
2225, 2009.
LEONEL, M., CEREDA, M. P., “Extração da fécula retida no resíduo fibroso do
processo de produção de fécula de mandioca”, Ciênc. Tecnol. Aliment. v. 20, n. 1,
2000a.

41
LEONEL, M., CEREDA, M. P., “Avaliação da concentração de pectinase no processo de
hidrólise-sacrificação do farelo de mandioca para obtenção de etanol”, Ciênc. Tecnol.
Aliment. v. 20, n. 2, 2000b.
LIU, Q., ZHU, M., WU, W. “Reducing the formation of six-membered ring ester during
thermal degradation of biodegradable PHBV to enhance its thermal stability”, Polymer
Degradation and Stability v. 94, pp. 18-24, 2009.
MACIEL, E. S., CAMPOS, R. V. M., SOARES, C. S., et al. “Processo de fabricação da
fécula de mandioca na Indústria X de Produtos Alimentícios Ltda: um estudo”. In: Anais
do Terceiro Congresso Científico da Região Centro-Ocidental do Paraná (III
CONCCEPAR), Paraná, Maio 2009.
MALLICK, P. K., Fiber-Reinforced composites: materials, manufacturing and design. 3
ed. Michigan, CRC Press, 2007.
MANDAL, A., CHAKRABARTY, D. “Isolation of nanocellulose from sugarcane
bagasse (SCB) and its characterization”, Carbohydrate Polymers v. 86, pp. 1291-1299,
2011.
MANO, E. B., MENDES, L. C., Introdução a polímeros. 2 ed. São Paulo, Edgard
Blücher, 2004.
MARINUCCI, G., Materiais compósitos poliméricos: fundamentos e tecnologia. 1ed.
São Paulo, Artiliber Editora, 2011.
MARTELLI, S. M., SABIROVA, J., FAKHOURY, F. M., et al “Obtention and
characterization of poly(3-hydroxybutyricacid-co-hydroxyvalericacid)/mcl-PHA based
blends”, LWT – Food Science and Technology v. 47, pp. 386-392, 2012.
MEIGA, T. O., Avaliação de metodologias para imobilização covalente de
fibronectina em arcabouços de poli(3-hidroxibutirato). Tese de M.Sc., COPPE/UFRJ,
Rio de Janeiro, RJ, Brasil, 2010.

42
PANDEY, A., SOCCOL, C. R., NIGAM. P., et al. “Biotechnological potencial of agro-
industrial residues. II: Cassava bagasse”, Bioresource Technology v. 74, pp. 8-87, 2000.
PASQUINI, D., TEIXEIRA, E. M., CURVELO, A. A. S., et al. “Extraction of cellulose
whiskers from cassava bagasse and their applications as reinforcing agent in natural
rubber”, Industrial Crops and Products v. 32, pp. 486-490, 2010.
PITT, F. D., BOING, D., BARROS, A. A. C. “Desenvolvimento histórico, científico e
tecnológico de polímeros sintéticos e de fontes renováveis”, Unifebe, n. 9, 2011.
PORTAL EMBRAPA, (2016). Disponível em: <https://www.embrapa.br/mandioca-e-
fruticultura/cultivos/mandioca> Acesso em: 03 fev. 2016.
RESOLUÇÃO – CNNPA nº 12, de 1978. Disponível em:
<http://www.anvisa.gov.br/anvisalegis/resol/ 12_78_amidos.htm> Acesso em: 09 março
2016.
ROSA, D. S., FRANCO, B. L. M., CALIL, M. R. “Biodegradabilidade e propriedades
mecânicas de novas misturas poliméricas”, Polímeros: Ciência e Tecnologia v. 11, n. 2,
pp. 82-88, 2001.
SANTOS, F. A., TAVARES, M. I. B. “Preparo e caracterização de filmes obtidos a partir
de Poli(Ácido Lático) e celulose microcristalina”, Polímeros v. 23, n. 2, pp. 229-235,
2013.
SILVA, L. C. A., Obtenção e caracterização de nanocompósitos à base de
polihidroxialcanoato/atapulgita. Tese de M.Sc., Universidade Federal de Sergipe, São
Cristóvão, SE, Brasil, 2010.
SILVERSTEIN, R. M., WEBSTER, F. X., KIEMLE, D. J., Identificação
espectrométrica de compostos orgânicos. 7 ed. Rio de Janeiro, LTC, 2006.

43
SINGH, S., MOHANTY, A. K., SUGIE, T., et al. “Renewable resource based
biocompósitos from natural fiber and polyhydroxybutyrate-co-valerate (PHBV)
bioplastic”, Composites: Part A v. 39, pp. 875-886, 2008.
SQUIO, C. R, ARAGÃO, G. M. F. “Estratégias de cultivo para produção dos plásticos
biodegradáveis poli(3-hidroxibutirato) e poli(3-hidroxibutirato-co-3-hidroxivalerato) por
bactérias”, Quim. Nova v. 27, n. 4, pp. 615-622, 2004.
TEIXEIRA, E. M., CURVELO, A. A. S., CORRÊA, A. C., et al. “Properties of
thermoplastic starch from cassava bagasse and cassava starch and their blend with poly
(lactic acid)”, Industrial Crops and Products v. 37, pp. 61-68, 2012.
TEIXEIRA, E. M., PASQUINI, D., CURVELO, A. A. S., et al. “Cassava bagasse
cellulose nanofibrils reinforced thermoplastic cassava starch”, Carbohydrate Polymers
v. 78, pp. 422-431, 2009.
THELLEN, C., COYNE, M., FROIO, D., et al. “A processing, characterization and
marine biodegradation study of melt-extruded polyhydroxyalkanoate (PHA) films”, J
Polym Environ v. 16, pp. 1-11, 2008.
THIRÉ, R. M. S. M., ARRUDA, L. C., BARRETO, L. S. “Morphology and thermal
properties of poly(3-hydroxybutyrate-co-3-hydroxyvalerate)/attapulgite nanocomposites”,
Materials Research, v. 14, n. 3, pp. 340-344, 2011.
THIRÉ, R. M. S. M., RIBEIRO, T. A. A., ANDRADE, C. T. “Effect of starch addition on
compression-molded poly(3-hydroxybutyrate)/starch blends”, Journal of Applied
Polymer Science, v. 100, pp. 4338-4347, 2006.
URTUVIA, V., VILLEGAS, P., GONZALES, M., et al. “Bacterial production of
biodegradable plastics polyhydroxyalkanoates”, International Journal of Biological
Macromolecules v. 70, pp. 208-213, 2014.

44
VERSINO, F., LÓPEZ, O. V., GARCÍA, M. A. “Sustainable use of cassava (Manihot
esculenta) roots as raw material for biocomposites development”, Industrial Crops and
Products v. 65, pp. 79-89, 2015.
WELLEN, R. M. R., RABELLO, M. S., ARAUJO Jr, I. C., et al. “Melting and
crystallization of poly(3-hydroxybutyrate): effect of heating/cooling rates on phase
transformation”, Polímeros v. 25, n. 3, pp. 296-304, 2015.
WICAKSONO, R., SYAMSU, K., YULIASIH, I., et al. “Cellulose nanofibers from
cassava bagasse: characterization and application on tapioca-film”, Chemistry and
Materials Research v. 3, n.13, 2013.