Embed Size (px)
Citation preview

Gestão da qualidade nas operações de manufatura
1
Gestão da qualidade nas operações de manufatura
Professor Carlos A. L. S. Bautzer

Gestão da qualidade nas operações de manufatura
2
Sumário
1. Fundamentos da Qualidade em Operações de Manufatura 3
2. A Questão da Qualidade e sua Evolução Histórica 5
3. Evolução histórica no Brasil 8
4. Evolução da Produção e Qualidade 10
5. Gestão da Qualidade 12
6. Enfoque da Qualidade Total 15
7. Manufatura e Qualidade 17
8. Melhoria contínua 21
9. Conceitos Teóricos e os Cinco Elementos da Manufatura Enxuta 25
10. Outros conceitos de controle da produção na Manufatura Enxuta 29
11. Gerenciamento pelas Diretrizes 31
12. Considerações para o Planejamento Estratégico 32
13. Referências Bibliográficas 34

Gestão da qualidade nas operações de manufatura
3
1. Fundamentos da Qualidade em operações de manufatura
Esta disciplina insere os conceitos básicos de Gestão da Qualidade e Metodologias para Melhoria da Qualidade em Operações de Manufatura e sua integração com o projeto da Gestão da Qualidade.
O objetivo é apresentar e discutir os conhecimentos relativos às atividades pertinentes a identificação e compreensão dos componentes da gestão da qualidade e o respectivo fluxo de informações sob o enfoque da gestão da qualidade, apresentando os conceitos dos autores da área.
Qualidade em operações de manufatura é a transformação da matéria prima em produto acabado, produzindo em massa e atendendo a todos os seus stakeholders, ou em outras palavras um conjunto de atividades que criam produtos e serviços por meio de processos de fabricação para atender ao mercado.
O Mercado atualmente pode ser nacional e internacional, então, a organização deve usar técnicas modernas para auxiliá-la na tomadas de decisão nas funções administrativas e operacionais.
As organizações devem usar ferramentas para atender as funções nos níveis de administração da produção e no planejamento estratégico em níveis estratégicos, táticos e operacionais.
Fonte da Imagem: http://s.glbimg.com/jo/g1/f/original/2010/06/12/producao.jpg

Gestão da qualidade nas operações de manufatura
4
O conhecimento profundo da gestão da produção, seu histórico e estratégias de pro-jeto e execução da produção, bem como a corporativa, utilizando habilidades humanas e equipamentos à sua disposição.
De acordo com Reid; Sander (2005), p.16
A estratégia de operações é o plano que especifica o projeto e a utilização desses re-cursos para apoiar a estratégia empresarial (REID; SANDER, 2005, p.16).
Fonte da Imagem:http://p2.trrsf.com/image/fget/cf/619/464/img.terra.com.br/i/2012/09/14/2553677-1168-rec.jpg
No papel da administração da produção estão: a execução de projetos de bens e ser-viços, o treinamento e capacitação humana, a definição correta de recursos técnicos e de investimentos, aquisição e manutenção de equipamentos, gestão da cadeia de su-primentos, gestão da cadeia de valores, es-tudos de localização, estudos e projetos de layouts, controle de estoque, programação da produção e da manutenção.
As estratégias da organização devem ser desenvolvidas em cima das prioridades com-petitivas que apoiem a administração da pro-dução e a estratégia operacional; fundamen-talmente, a definição de custos, qualidade de produtos e serviços, prazos (os mais diver-sos), flexibilidade, diferenciação dos concor-rentes e confiabilidade.
Os custos devem ser estudados desde a aquisição de materiais e insumos, seus pro-cessos de fabricação, instalações, armazena-gem de produtos, mão de obra, transportes internos e externos e outros em função do produto para que seja oferecido no mercado a preço competitivo.
Na manufatura a qualidade de produtos e serviços (internos e externos) deve ser es-tudada para atender à satisfação do cliente, porém dentro das especificações da enge-nharia de fabricação, do roteiro de produção da engenharia de processos, das conformi-dades determinadas pela engenharia da qua-lidade, e o correto funcionamento de seus equipamentos (manutenção em geral).
Souza; Ribeiro (2004) sobre a extensão do conceito da qualidade complementa, dizen-do:
Qualidade Total estende seu conceito para a satisfação de todos os fatores e enti-dades envolvidas com as atividades da em-presa. E o termo Qualidade Total represen-ta a busca da satisfação, não só do cliente, mas de todas as entidades que influenciam na existência da empresa e de seu mode-lo organizacional (SOUZA; RIBEIRO, 2004, disponível em: http://www.mcs.org.br/mbc/uploads/biblioteca/1164635822.4657A.pdf).
Ferreira (1997) e Oliveira (2004) falam da relação entre a percepção dos consumidores e os locais físicos, sentimentos, estados emo-cionais e satisfação do consumidor, dizendo que em administração os estudos abordam diferentes aspectos, hoje denominados com-ponentes da prática do “Marketing Societal” de algumas empresas.
Os prazos fazem parte integrante da es-tratégia competitiva e do segmento da ma-nufatura, seguindo a regra de combinar pro-

Gestão da qualidade nas operações de manufatura
5
cessos estudados com o objetivo específico de manutenção dos melhores e eliminação constante dos críticos, que por sua vez só trazem custos. Quando voltados para o mer-cado são extremamente importantes os pra-zos de execução dos serviços: de entrega, assistência técnica, serviços de atendimento ao cliente que devem ser cuidadosamente zelados, pois os atrasos atingem diretamente a imagem da organização.
A flexibilidade da organização é sentida pelo mercado quando a empresa tem a ca-pacidade de visualização das atuais e futuras necessidades dos clientes, na evolução, re-novação e inovação de produtos, e nas me-lhores técnicas de atendimento de serviços com contato direto com os consumidores.
Cruz (2011) sobre a qualidade na globa-lização, incluindo incertezas e insegurança dos empregados diz:
Assim, nesta realidade, há uma redução do emprego regular: os trabalhadores “per-pétuos” são substituídos pelos temporários, informais, subcontratados, o que acaba oca-sionando também o enfraquecimento dos sindicatos (Harvey, 1992). Esse cenário suge-re uma imensa fábrica, a “fábrica global” de Ianni (1995; 1997). Nesta “fábrica”, marcada pela flexibilidade, “a vida de trabalho está sa-turada de incertezas” (Bauman, 2001, p.169),
ou seja, ao contrário dos tempos de outrora, agora, a estabilidade dos empregados não é mais assegurada (CRUZ, 2011, disponível em: http://www.scielo.br/scielo.php?pid=S1414--49802011000200005&script=sci_arttext)
A confiabilidade está atrelada aos concei-tos da qualidade, prazos e flexibilidade, e com a utilização dos produtos e serviços da empresa pelo consumidor final que com os seus critérios subjetivos os julga e aprova.
O gerenciamento estratégico da qualida-de, somados às estratégias de operações e vantagens competitivas têm como preocupa-ção básica o impacto estratégico e a visão da qualidade, fazem a diferença e é uma opor-tunidade de se passar a concorrência.
2. A Questão da Qualidade e sua Evolução Histórica
Até os anos da revolução industrial, de 1760 até aproximadamente 1840, quase tudo era fabricado à mão pelos artesãos, que usa-vam procedimentos tidos como tradicionais, pois passavam os conhecimentos de seus an-tecedentes para seus descendentes.
Produzia-se em pequenas quantidades e o próprio artesão executava todas as tarefas e ainda fazia a verificação dos defeitos e acer-tos, portanto, trabalhava utilizando métodos, conceitos e critérios próprios; isto acontecia até quando se trabalhava com pequenas equi-
Gestão da qualidade nas operações de manufatura
6
pes, produzindo os produtos identificados como artesanais e em pequena escala.
Aproximadamente nos primeiros anos da década do século passado o controle da qua-lidade era do “produtor”; em 1918 já era efe-tuada por um chefe ou “supervisor’ de uma equipe.
Os anos da metade do século passado e os seguintes demonstraram a evolução históri-ca da qualidade e foram denominados como: era da inspeção, era do controle estatístico e era da qualidade total. Na primeira era os produtos eram inspecionados pelo artesão e seu cliente, resultando na possibilidade de se encontrar um defeito, mas não de se discutir a qualidade.
Fonte da imagem:http://static.hsw.com.
br/gif/motor-a-vapor-1.jpg
A revolução industrial de 1760 a 1840 se iniciou na Inglaterra, mudando a forma de se produzir com a utilização de máquinas a vapor e alterações profundas nas atividades dos homens e nos processos de produção.
Os trabalhos manuais foram se reduzin-do e iniciou-se a especialização na utilização de ferramentas e máquinas, o que resultou na necessidade de que se trabalhasse em empresas organizadas e com salários. Esta revolução espalhou-se pela Europa, mas na
Inglaterra o avanço foi mais rápido, por pos-suírem minas de carvão e minério de ferro.
Iniciou-se o que se chama de capitalismo industrial porque seu resultado foi o acúmulo de dinheiro na mão de alguns homens. Hou-ve também um grande desenvolvimento nos transportes: inventaram os trens a vapor e o marítimo teve um progresso no seu cresci-mento e auxiliou na busca de novos mercados como os da Ásia e África (movimento que se chamou de neocolonialismo).
Em resumo, com a Revolução Industrial houve um aumento da produção de produtos em tempo menor, maior concentração de ren-da na mão dos proprietários das empresas, avanços nos transportes marítimos e ferroviá-rios, início do desenvolvimento de máquinas e equipamentos. Mas esta revolução provocou o surgimento dos sindicatos defensores dos trabalhadores, migração dos homens do cam-po para os centros de produção, aumento da poluição pela queima de carvão, aumento das doenças e acidentes de trabalho e o cresci-mento desordenado das cidades.
Fonte da imagem http://3.bp.blogspot.com/-qIxGqQbCPWA/TeFCbJcDcLI/AAAAAAAAAE0/UXtpXGWxckk/s1600/fabrica_na_revolu%25C3%25A7%25C3%25A3o%2Bindustrial.jpg
Esta revolução foi mais adiante com a cria-ção de novas tecnologias, entre os séculos XIX e XX, com o aperfeiçoamento das má-quinas, uso de energias como o petróleo e posteriormente a energia elétrica. E também

Gestão da qualidade nas operações de manufatura
7
o desenvolvimento da telefonia e das comu-nicações, inclusive do rádio.
No ano de 1940 já estavam presentes os “inspetores de qualidade” que eram respon-sáveis pela verificação dos produtos e se es-tavam de acordo com as especificações da época.
Nos EUA surge Henry Ford com sua fábri-ca de automóveis e a invenção da produção em massa, e com o fordismo, a criação de processos de produção mais eficientes resul-tou em maior produtividade com custos mais baixos.
Segundo Chiavenato (2000):
Henry Ford promoveu a produção em massa, inovou na organização do trabalho: a produção de maior número de produtos acabados com a maior garantia de qualidade e menor custo possível (CHIAVENATO, 2000, p.65).
Jules Henri Fayol foi o fundador da teo-ria que analisava o sistema a partir de uma abordagem sintética, global e universal da empresa. Dentre seus principais conceitos encontram-se a unidade de comando, na qual cada operário deveria receber ordens de um único chefe ou supervisor, e essa centra-
lização na qual a concentração de autoridade ocorreria no topo da hierarquia orgânica.
E o modelo sócio técnico, citado por Chia-venato (2000):
(...) a organização era um sistema aberto em interação constante com o seu ambien-te formado por dois subsistemas: técnico e social. Dessa forma o sistema unia a parte tecnológica à parte humana (CHIAVENATO, 2000, p.379).
Na Suécia, surge o Volvismo em função do elevado grau de automação e forte presença do sindicato dos trabalhadores.
Era uma estratégia de produção que visa-va atender a um mercado específico e suas peculiaridades e particularidades, nas quais os trabalhadores não aceitavam serem vistos como simples acessórios das máquinas.
Na década de 60 se efetuavam as inspe-ções de qualidade por amostragens estatísti-cas. Foi nesta época que apareceram as fer-ramentas da qualidade.
Na segunda era, a do controle estatístico, já havia a ênfase no encontro de não-confor-midades, mas a inspeção era feita por amos-tragem estatística e um ou outro produto po-deria sair com defeitos.

Gestão da qualidade nas operações de manufatura
8
No que se pode denominar como continu-ação desta revolução foi a introdução de no-vas fontes de energia como a nuclear, e tão importante quanto foi o início e desenvolvi-mento da informática com o computador, pri-meiro pelas empresas depois pelos governos e atualmente generalizada pelas populações mundiais.
Da metade do século passado para hoje vive-se a criação dos direitos trabalhistas com o melhoramento das condições de tra-balho, fortalecimento do sistema capitalista, a derrocada do sistema socialista (regime co-munista), crescimento econômico de países como a Alemanha e o Japão e mais recen-temente a China. E quase no final do século XX a “globalização”, com novos cenários nas formas de se produzir e de se relacionar co-mercialmente, com a criação da internet que também revolucionou finanças e comércio.
Na terceira era, a do processo produtivo, a qualidade é controlada com ênfase no en-contro de defeitos através de departamen-tos especializados e toda a organização é responsável pela qualidade. Nesta época o controle de qualidade passa para o gerencia-mento da qualidade, também se consideran-do os custos da qualidade de produção.
Atualmente considera-se a qualidade na visão global de atendimento ao mercado, a competitividade e a própria sobrevivência da empresa.
3. Evolução histórica no Brasil
No Brasil a qualidade começou a ser real-mente levada a sério em 1980. Alguns países como Brasil, Rússia, Índia, China e África do Sul, com o intuito de entrar no cenário mun-dial da economia iniciaram movimentos para a industrialização e a qualidade. Países que
desde 2009 politicamente realizam cúpulas anuais, são os denominados BRICS.
Algumas empresas já tinham acesso, por exemplo, ao método de Deming (1990) com 14 princípios que auxiliavam na administra-ção da produção.
O mercado começou a exigir melhor qua-lidade nos produtos e entra em cena a ISO 9000, criada em 1987 na Suíça, para facilitar as relações comerciais; essa norma teve seu ápice no Brasil no ano de 1994 com a sua revisão. Neste ano a norma apresentava 20 requisitos:
1 - Responsabilidades da administração.
2 - Sistemas de qualidade.
3 - Análise crítica de contrato.
4 - Controle de projeto de produto.
5 - Controle de documentos.
6 – Aquisição.
7 - Produto fornecido pelo comprador.
8 - Identificação e rastreabilidade do produto.

Gestão da qualidade nas operações de manufatura
9
9 - Controle de processo.
10 - Inspeção e ensaios.
11 - Equipamentos de inspeção, medição e ensaios.
12 - Situação da inspeção e ensaios.
13 - Controle de produtos não conforme.
14 - Ação corretiva.
15 - Manuseio, armazenamento, embala-gem e expedição.
16 - Registros da qualidade.
17 - Auditorias internas da qualidade.
18 – Treinamento.
19 - Assistência técnica, e finalmente.
20 - Técnicas estatísticas.
A ISO 9001 traz um modelo de garantia de qualidade em projetos, desenvolvimento, produção, instalação e assistência técnica.
Apesar de terem aparecido as ISO(s) 9002, 9003 e 9004, a mais importante ainda é a 9001, por ser mais abrangente, uma vez que cobre desde o projeto do produto até a assistência técnica, destinada a cobrir aspectos da garantia da qualidade.
As normas ISO sofrem uma revisão e atualização a cada cinco anos; a última foi no ano 2000.
Número total de certificados no mundo de ISO 9001:2000/2008
Dez 2000 Dez 2001 Dez 2002 Dez 2003 Dez 2004 Dez 2005 Dez 2006 Dez 2007 Dez 2008 Dez 2009
457,834 510,349 561,767 497,919 660,132 773,867 896,929 951,486 982,832 1,064,785
Fonte da imagem: Pesquisa ISO9001 (2009)

Gestão da qualidade nas operações de manufatura
10
No Brasil, a família de normas NBR ISO 9000:1994 (9001, 9002 e 9003) foi cancelada e substituída pela série de normas ABNT NBR ISO 9000:2000, que é composta de três normas:
• ABNT NBR ISO 9000:2005: Des-creve os fundamentos de sistemas de gestão da qualidade e estabelece a terminologia para estes sistemas.
• ABNT NBR ISO 9001:2008: Espe-cifica requisitos para um Sistema de Gestão da Qualidade, em que uma or-ganização precisa demonstrar sua ca-pacidade para fornecer produtos que atendam aos requisitos do cliente e aos requisitos regulamentares aplicá-veis, e objetiva aumentar a satisfação do cliente.
• ABNT NBR ISO 9004:2010: Forne-ce diretrizes que consideram tanto a eficácia como a eficiência do sistema de gestão da qualidade. O objetivo desta norma é melhorar o desempe-nho da organização e a satisfação dos clientes e das outras partes interessa-das.
Não existe certificação para as normas ABNT NBR ISO 9000:2000 e ABNT NBR ISO 9004:2010.
Em 1993 o Brasil participa da reunião de um Comitê Técnico para criação de uma série de normas visando a Gestão a Ambiental como as 14000, 14004, 14010 e 14011, que seriam válidas até 1996. Na Europa emitiram três mil certificados e no Brasil 30, e até o ano de 1999 o número chegou a 88 empresas com este cer-tificado (disponível em: http://www.brasilpnu-ma.org.br/saibamais/iso14000.html).
De acordo com a ABNT (1996) a norma ISO 14001 é uma norma auditável e orienta as em-presas no sentido de seguir as características: Política Ambiental, Planejamento dos aspectos ambientais, Requisitos legais e outros requisi-tos, Objetivos e metas. Programas de gestão ambiental, com referência a Implementação e operação: Estrutura e responsabilidade, Treina-mento, conscientização competência, Comuni-cação, Documentação do sistema ambiental, Controle de documentos, Controle operacional, Preparação e atendimento à emergência, na Ve-rificação e Ação Corretiva os requisitos; Monito-ramento e medição, Não-conformidade e ações corretivas e preventivas, Registros, Auditoria do sistema de gestão ambiental, e Análise crítica pela administração.
4. Evolução da Produção e Qualidade
O processo de manufatura evolui constan-temente considerando-se que até os anos 70 estudavam-se teorias de administração e de produção em massa, e atualmente tratam de sistemas de gestão de manufatura.

Gestão da qualidade nas operações de manufatura
11
O crescimento da população consumidora e do nível de exigências fez que a manufatura, principalmente após os anos 50, se automatizasse com o auxílio fundamental do “compu-tador”. Esta automatização associada à flexibilidade no atendimento ao mercado com ino-vações e renovações rápidas exigiu das organizações novos métodos de gerenciamento da produção. Atualmente há uma integração entre os softwares e os sistemas automatizados que auxiliam nesta gestão, mas isto não tira a complexidade da manufatura.
A evolução da manufatura passou por várias décadas, desde a troca da energia muscular pela mecânica até a execução das tarefas manuais com a produção por máquinas, em que o fator humano foi sendo substituído, diminuindo a participação de equipes de operários por operadores de máquinas e equipamentos. Esta participação humana exigiu treinamentos na capacitação para operar e monitorar estas novas invenções, que por sua vez apresentavam novas especificações, regulagens e manutenção cada vez mais sofisticadas.
http://www.volvogroup.com/SiteCollectionImages/Volvo%20AB/country%20sites/Brasil/large%20images/manufatura_45k.jpg
Atualmente a manufatura trabalha com braços mecânicos, robôs, esteiras rolantes, centros de controle computadorizados com monitores na linha de produção, máquinas e equipamentos com programação própria, e sistemas integrados para o controle e gerenciamento da gestão.
Alguns sistemas de gerenciamento de gestão estão sendo denominados como sistemas flexíveis de manufatura automatizada porque podem executar tarefas de produção de mais de um tipo de peça em até pequenas e médias quantidades.
Estes sistemas exigem planejamentos de curto, médio e longo prazos, supervisão global e de subsistemas e controle das estações de trabalho e também controle local.
A participação humana no controle da qualidade também evoluiu com cursos, especializa-ções, capacitação e treinamentos específicos em máquinas e setores para atender à inspeção de produtos, cujos sistemas evoluem conforme a ocorrência de um ou mais eventos que po-dem ou não estarem mutuamente relacionados.
Gestão da qualidade nas operações de manufatura
12
5. Gestão da Qualidade
O homem sempre foi capaz de escolher entre o que é bom e lhe agrada e o que é ruim e lhe desagrada, portanto, criou formas críticas de observação e aceitação de quais-quer produtos.
Mas, após passar por períodos como era da inspeção, era do controle estatístico e era da qualidade total, alguns homens se torna-ram, por seus estudos, os expoentes da qua-lidade.
Nos EUA Henry Ford criou um método de fabricação com base no princípio da espe-cialização, em que cada operário tinha que executar uma determinada tarefa para a pro-dução de um tipo de produto.
As principais características do Fordismo foram:
• A adoção pela verticalização.
• A produção em massa, adotando-se um método de trabalho que permitia a máxima produtividade por posto de trabalho.
• A redução dos custos que era resulta-do da produção.
• A especialização e remuneração dos trabalhadores com jornada de traba-lho determinada (CHIAVENATO, 2000, p.54).
Henry Ford criou três princípios: o da inten-sificação, economicidade e produtividade.
Frederick W. Taylor (1856 a 1915), estaduni-dense, estudou a organização racional do tra-balho, com normas voltadas para a movimen-tação do homem e da máquina, e forma de pagamento por produtividade.
Foi um engenheiro e economista e desenvol-veu técnicas que permitiam a análise e mensu-ração das atividades do homem em seu posto de trabalho, visando a máxima eficiência.
Jules Henri Fayol (1841 a 1925), engenheiro de minas francês, defendeu quatorze princípios de administração: Divisão do trabalho, Autori-dade e responsabilidade, Unidade de comando, Unidade de direção, Disciplina, Prevalência dos interesses gerais, Remuneração, Centralização, Hierarquia, Ordem, Equidade, Estabilidade dos funcionários, Iniciativa e Espírito de corpo.
Walter A Shewhart (1891 a 1967) iniciou a análise dos processos e produção em série com a verificação dos sistemas sequenciais, que ori-ginou o atual Modelo de Melhoria Contínua.
Criou o PDCA que ficou conhecido como o Ciclo Deming da Qualidade (uma vez que foi ele quem fez a sua divulgação).
Deming (1900 a 1993), engenheiro e mate-mático, trabalhou para a formulação de uma teoria para a implantação da qualidade na Ad-ministração Empresarial, porém estes estudos foram abandonados após a 2ª Grande Guerra.

Gestão da qualidade nas operações de manufatura
13
http://www.portosdoparana.pr.gov.br/modules/galeria/uploads/285/normal_003.JPG
Em 1950 Deming vai para o Japão onde fi-cou por mais de 20 anos; lá conseguiu incluir uma série de valores e métodos da cultura oriental aos seus estudos. Trabalhou como consultor, pois no período pós-guerra o Ja-pão era um estado importador de matérias--primas e alimentos e exportador de produ-tos.
Em 1986 Deming (1990) apresentou qua-torze pontos conceituais: Criar constância de propósito na melhoria, adoção da nova filo-sofia, não depender da inspeção em massa, cessar a prática de avaliar as transações ape-nas com base nos preços, melhorar continu-amente o sistema de produção e serviços, instituir o treinamento profissional do pes-soal, instituir a liderança, eliminar o medo, romper as barreiras entre os departamentos, eliminar slogans e exortações para o pessoal, eliminar quotas numéricas, remover barreiras ao orgulho do trabalho bem realizado, ins-tituir um vigoroso programa de educação e reciclagens nos novos métodos, e finalmente planos de ação: agir no sentido de concreti-zar a transformação desejada.
Joseph M. Juran (1904 a 2008) criou uma definição que pode ser utilizada por qualquer organização; “Qualidade como adequação ao uso”. O cliente avalia a qualidade. A organi-
zação tem que oferecer ao cliente a quantida-de certa. Juran dizia que a maioria dos pro-blemas de qualidade de uma organização é provocada pela alta administração e não pelos seus trabalhadores. A qualidade no conceito de Juran está baseada em três processos ge-renciais: o planejamento, o controle e a me-lhoria.
Para o planejamento da qualidade; criar a consciência da necessidade e oportunidade da melhoria, estabelecer as metas para essas melhorias, identificar os clientes ou usuários, identificar as necessidades dos clientes e usu-ários, especificar um produto que atenda es-sas necessidades identificadas, projetar pro-cessos que possam produzir as características estabelecidas, transferir para a produção os planos resultantes e estabelecer controles de processos.
Para o controle da qualidade: avaliar o de-sempenho da qualidade, comparar o desem-penho com as metas estabelecidas, e adaptar as diferenças encontradas.
Para melhorias da qualidade: estabelecer a infraestrutura para a realização do empre-endimento, identificar os projetos específicos

Gestão da qualidade nas operações de manufatura
14
da melhoria, estabelecer uma equipe, e pro-ver recursos, a motivação e o treinamento.
Philip Crosby (1926 a 2001) estudou a uti-lização de técnicas para reduzir o desperdí-cio, porém enfatizava que a alta administra-ção deveria criar uma cultura organizacional em que as pessoas fossem estimuladas para a utilização destas técnicas. Na cultura para a melhoria, a administração deveria criar um ambiente de expectativa de que as coisas se-jam feitas corretamente na primeira vez e os trabalhadores deveriam compartilhar desta filosofia.
Martins (1990) cita Crosby por “a qualida-de é a conformação com os requisitos”; este criou a Matriz de Maturidade que possui cinco estágios: incerteza, despertar, esclarecimen-to, sabedoria e finalmente certeza.
Em resumo, os fundamentos desta filoso-fia são: comprometimento da gerência, for-mação de uma equipe de melhoria, criação e cálculo de índices de avaliação da qualida-de, avaliação dos custos da qualidade, cons-cientização dos empregados, identificação e solução das causas das não-conformidades, formação de comitê para buscar zero defei-to, treinamento dos gerentes e supervisores, lançamento em solenidade do dia do defei-to zero, estabelecimento das metas a serem atingidas, eliminação das causas dos proble-mas, reconhecimento oficial das pessoas que obtiveram sucesso, formação de conselhos da qualidade para compartilhar problemas e
trocar ideias com outros gerentes. E começar tudo de novo.
Karl Ludwig Von Bertalanffy (1901 a 1972), formado em história da arte e filosofia, dizia que existia uma tendência para a integração das ciências naturais ou sociais através da Teoria Geral dos Sistemas. Este autor afirma-va, através desta teoria que:
(...) cada minúscula parte do nosso corpo sabe exatamente o que todas as outras partes desse todo universal estão fazendo e responde apropriadamente.
Abraham Harold Maslow (1098 a 1970) desenvolveu a Teoria das Necessidades, hoje sempre apresentada em um desenho de pi-râmide. O conceito diz que é uma classifi-cação das necessidades humanas e dividiu-a em tipos de necessidades: fisiológicas bási-cas, de segurança, de relacionamento (per-tencer a um grupo), autoestima e (prestígio) autorrealização (sentimento de ter alcançado os objetivos).

Gestão da qualidade nas operações de manufatura
15
Armand V. Feigenbaum (1922) definiu qua-lidade como um conjunto de características do produto ou serviço em uso, as quais satis-fazem as expectativas do cliente. Este autor classificou nove fatores: mercados, dinheiro, gerência, pessoas, motivação, materiais, má-quinas, métodos, montagens, do produto--requisito. Para este autor importa mais a qualidade dos gerentes do que a quantidade.
A criação de ferramentas para controle da qualidade no Japão resultou na Gestão da Qualidade e seu principal representante foi Kaoru Ishikawa (1915 a 1989), denomina-do como pai ou guru da qualidade, por suas análises científicas das causas que resulta-vam em problemas no processo industrial de fabricação. Graduado e doutorado em enge-nharia (Tóquio), recebeu o prêmio Deming e foi reconhecido pela Associação Americana da Qualidade. Foi o primeiro engenheiro a destacar que havia diferenças culturais entre o ocidente e o oriente, basicamente da cultu-ra e da filosofia dos povos para o sucesso na obtenção da qualidade. Dentre sua produção intelectual pode-se destacar o diagrama de causa-efeito, a utilização das sete ferramen-tas da qualidade e a criação dos círculos da qualidade.
6. Enfoque da Qualidade Total
O enfoque da qualidade total para produtos ou serviços possui cinco fatores diferentes: transcendental, baseado no produto, baseado no usuário, baseado na fabricação e baseado no valor agregado.
• O enfoque transcendental: determina que haja o reconhecimento da qualida-de do produto ou serviço por todas as pessoas. Como exemplo: as músicas, as pinturas, os monumentos históricos, en-fim, as artes.
• O enfoque baseado no produto: ou ser-viço é aquele que por estar conforme as especificações têm suas qualidades intrínsecas avaliadas de forma correta e aceitáveis pelo mercado.
• O enfoque baseado no usuário: é aque-le produto ou serviço que por motivos objetivos e subjetivos cai no gosto ou nas preferências pessoais e agrada ao cliente.
• O enfoque baseado na fabricação: é aquele que segue as especificações de-finidas pela engenharia de produto e roteiro de fabricação e não apresenta desvios, falhas ou perdas no processo.
• O enfoque baseado no valor agrega-do: é aquele produto ou serviço que apresenta um custo estudado e aceito pelo fabricante ou prestador de servi-ço, e é oferecido ao mercado por um preço também aceitável pelo usuário ou cliente, enfim, o consumidor final (COR-DELLA, 2013, disponível em: http://www.profcordella.com.br/unisanta/tex-tos/gql12_introd_gestao_da_qualidade.htm)

Gestão da qualidade nas operações de manufatura
16
Para avaliação do enfoque da qualidade total é necessário analisar ao menos nove características, cobrindo o caráter de desen-volvimento do projeto do produto até a co-locação no mercado e uso pelo consumidor final e que podem ser definidas como dimen-sões da qualidade:
a) Desempenho: que é a medida das principais características de um produto, seu alcance, velocidade e performance na medida de uso do mesmo. É difícil medir a prestação de serviço, que pode ser classificada como boa ou má, dependendo do profissional que dá informações, e a velocidade em que recebe as reclamações e dá as soluções corretas e necessárias, e até de quem recebe a prestação desse serviço.
b) Características Secundárias: são aquelas complementares ao produto ou serviço, seus usos adicionais, porém aguardados pelo usuário final, que o adquire também com estas intenções. No caso de prestação de serviço é o tempo gasto para dar andamento às soluções e as reclamações e sugestões dos usuários.
c) Durabilidade: são aquelas referentes à durabilidade física do produto, sua vida útil, sua obsolescência, e aspectos de deterioração, ou ainda o uso até o mesmo ser ultrapassado por um produto que o substitua. No caso de prestação de serviço o tempo gasto com o atendimento, onde há duas esperas a do atendimento com a transferência do problema e a da solução.
d) Conformidade: são as características de produção seguindo as ordens de fabricação e especificações desde a matéria-prima até a elaboração do produto acabado, aquele que será consumido pelo mercado, que espera-se não apresente defeitos ou falhas. No caso da prestação de serviço, as informações que atendem objetivamente às requisições do cliente.
e) Confiabilidade: são as características de um produto consumido por muitos usuários e clien-tes que acreditam que este produto os atende de forma perfeita, com bom desempenho, que não apresenta defeitos ou falhas por tempo aceitável e passam a informação à frente, for-mando a sua reputação de bom ou melhor. No caso de prestação de serviços a firmeza, corre-ção e respostas adequadas que atingem a so-lução aguardada pelo cliente.
f) Assistência Técnica: é aquele produto ou serviço que atende ao cliente final, que tem a expectativa de solucionar um problema de falha ou defeito apresentado pelo produto em tempo adequado e com peças de reposição. No caso de prestação de serviço a disponibilidade para o rápido atendimento.
g) Estética: é aquele produto que tem forma e aparência adequada ao uso pelo qual foi ad-quirido, design, cor, cheiro ou gosto esperado. No caso de prestação de serviço é a linguagem adequada, a dicção e a calma para ouvir a re-clamação e responder com clareza.
h) Qualidade percebida: é aquele que além de apresentar boa aparência, design, cor, perfeito para uso, possui confiabilidade, tem reputação e boa imagem no mercado, às vezes até com recomendação por outros usuários. No caso de prestação de serviço é a adequação da respos-ta à pergunta, considerando o público atendido que pode ter diferenças de culturas.
i) Resposta: é aquele produto que possui as características de prazo de entrega, de assis-tência técnica, profissionalismo, e no caso de serviços as características de bom atendimento com cortesia, fineza e educação do vendedor e do atendente, que devem ser peculiares à prestação do serviço (BARÇANTE, 2013, p. 19).
Nem todas as dimensões serão atendidas, há produtos e serviços que atendem a uma ou outra dimensão. O atendimento a estas
Gestão da qualidade nas operações de manufatura
17
dimensões pode ser total ou parcial e qual-quer desvio significa perda de qualidade.
Carvalho (2005) observa que:
Deixaram de ser priorizados alguns as-pectos importantes da gestão da qualidade moderna como conhecimento da necessida-de do cliente e a participação do trabalha-dor, que eram bastante enfatizados no perí-odo artesanal (CARVALHO, 2005, p. 3).
Antes de Shiba (1997) colocar a qualidade como um conceito essencialmente de tecni-cismo e embasada nos princípios de racio-nalidade do trabalho, zero defeitos, fim do retrabalho e satisfação do cliente, porém, a qualidade de vida no trabalho e o desenvol-vimento organizacional são especialmente analisados por autores como Bowditch; Buo-no (1992) a saber:
Embora a qualidade de vida no traba-lho tenha voltado a ser uma preocupação dos gerentes durante o início da década de 1980, ainda há alguma incerteza quanto ao seu significado exato.
Em um nível, defende-se que a QVT não passa de uma definição elaborada de desen-volvimento organizacional. Outros, entre-tanto, argumentam que a QVT é muito mais ampla e diversificada que os esforços de DO, e que é mais característica de um processo que envolva toda a organização (...).
As diferenças entre esses dois conjuntos de definições, na maioria dos casos, são mí-nimas, visto que as condições característica do trabalho relacionadas a uma boa qualida-de de vida no trabalho geralmente têm efei-tos positivos na satisfação e na percepção dos empregados (BOWDITCH; BUONO, 1992, p. 206-207).
7. manufatura e Qualidade
A qualidade na manufatura pode ser clas-sificada como internas e externas. As internas dizem respeito à organização, sua estrutura, seus gerentes, supervisores e até a postura da alta cúpula.
Os líderes da empresa definem e comuni-cam o que é o negócio, sua missão, visão, ob-jetivos, valores e até as regras de governança.
Os sistemas de gestão devem registrar, me-dir, e analisar dados internos e externos.
O planejamento para melhorias devem ser estratégicos, ter objetivos oficializados, estu-dos de investimento e apropriação de recur-sos com a correta dotação de verbas, e esfor-ços para a materialização da melhoria.
O gerenciamento das melhorias deve ter a atribuição das responsabilidades (no caso delegação de autoridade), treinamento e de-senvolvimento das equipes envolvidas, comu-nicação geral e criação de um ambiente de conscientização destas melhorias.
A qualidade como estratégia deve ser acom-panhada por controles de índices de mercado, índices financeiros, estatísticas de falhas, ín-dices operacionais, e de atenção aos colabo-radores.

Gestão da qualidade nas operações de manufatura
18
A gestão por processos deve ser acompanhada pela busca da excelência no desempenho, gerenciamento e controle. Seu mapeamento aborda os clientes de cada processo, o aten-dimento aos requisitos de cada processo, a visualização do circuito de atividades de cada processo e os valores adicionados pelas diversas etapas.
Na árvore de processos pode-se encontrar no topo o macroprocesso e logo abaixo os processos que são subdivididos em subprocessos todos com suas atividades e abaixo delas as tarefas.
A gerência de um macroprocesso de negócios cliente-fornecedor, por exemplo, tem uma liderança que possui como missão e objetivos a responsabilidade sobre os processos à mon-tante e a inter-relação das entradas com os fornecedores e os processos de fabricação, e o fluxo dos processos e inter-relação das saídas dos produtos acabados, inclusive a satisfação dos clientes. O ambiente do negócio é o que abrange os seus fatores críticos.
Figura 1. Cadeia de Processos
Fonte da imagem: Adaptada pelo Prof. Erico Pagotto
Gestão da qualidade nas operações de manufatura
19
Schmidt (2003) define Gestão por Processo como:
Enfoque administrativo aplicado por uma organização que busca a otimização e melhoria da cadeia de seus processos, desenvolvida para atender as necessidades e expectativas das partes interessadas, assegurando o melhor desempenho possível do sistema integrado a partir da mínima utilização de recursos e do máximo índice de acerto (SCHMIDT, 2003, p. 11).
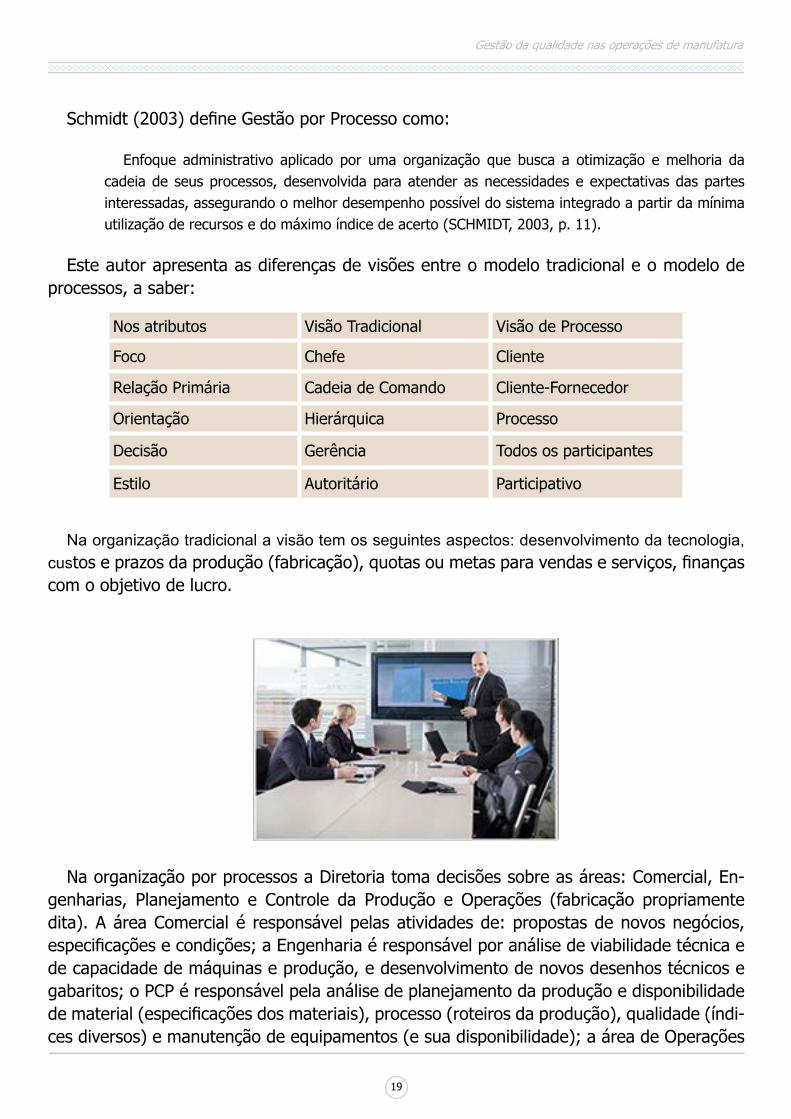
Este autor apresenta as diferenças de visões entre o modelo tradicional e o modelo de processos, a saber:
Nos atributos Visão Tradicional Visão de Processo
Foco Chefe Cliente
Relação Primária Cadeia de Comando Cliente-Fornecedor
Orientação Hierárquica Processo
Decisão Gerência Todos os participantes
Estilo Autoritário Participativo
Na organização tradicional a visão tem os seguintes aspectos: desenvolvimento da tecnologia, custos e prazos da produção (fabricação), quotas ou metas para vendas e serviços, finanças com o objetivo de lucro.
Na organização por processos a Diretoria toma decisões sobre as áreas: Comercial, En-genharias, Planejamento e Controle da Produção e Operações (fabricação propriamente dita). A área Comercial é responsável pelas atividades de: propostas de novos negócios, especificações e condições; a Engenharia é responsável por análise de viabilidade técnica e de capacidade de máquinas e produção, e desenvolvimento de novos desenhos técnicos e gabaritos; o PCP é responsável pela análise de planejamento da produção e disponibilidade de material (especificações dos materiais), processo (roteiros da produção), qualidade (índi-ces diversos) e manutenção de equipamentos (e sua disponibilidade); a área de Operações

Gestão da qualidade nas operações de manufatura
20
ou Produção é responsável pela análise de recursos humanos e treinamento, produção pro-priamente dita e cumprimento de prazos e qualidade do produto.
A hierarquia dos processos prevê o processo empresarial que é crítico para o andamento do negócio e satisfação do cliente. A avaliação dos processos que são o conjunto de atividades que iniciam e terminam com o cliente externo (fornecedores e consumidor final); os subgrupos que são grupos de atividades que envolvem um ou mais departamentos; atividades que são executadas tipicamente por um departamento ou pessoa. E tarefas que são as ações.
Os processos podem ser apresentados de forma vertical; compostos por macroprocesso (nível mais alto), processo do negócio, subprocessos (níveis mais baixos), atividades e tarefas. E horizontal; que apresentam as interfaces dos processos de mesmo nível.
“Processos-chaves” podem ser definidos como:
São aqueles cuja criticidade podem afetar drasticamente a estratégia da organização (UNICAMP, 2003, disponível em: http://www.ccuec.unicamp.br/gepro/pdf/Gestao_Processos_UNICAMP_170903.pdf)
E determina os tipos:
(...) risco à vida humana, risco ao meio-ambiente, podem derrubar ou comprometer o sistema e são críticos para o cliente
Figura 2. Visão Global dos Processos
Fonte da imagem: Unicamp, 2003.
Gestão da qualidade nas operações de manufatura
21
Os processos-chaves são vistos sob duas perspectivas: a interna e a externa da missão, visão, e os indicadores da organização; sobre as estratégias, prioridades e fatores críticos de negócio.
Este autor ensina que para o planejamento do trabalho é necessário identificar os processos--chaves, estabelecer metas e objetivos do ponto de vista da Gerência do Processo, e desenvolver um plano de trabalho: objetivos, atividades, in-sumos, produtos e resultados esperados, pra-zos e equipes. Ainda dentro do planejamento: propor o projeto à liderança, obter aprovação, assegurar recursos necessários e comprometer equipe e organização. Finalmente o planeja-mento do trabalho deve prever análises críticas periódicas com a monitoração e a manutenção da liderança oficialmente informada.
Este mestre, ainda, determina os planos de melhoria, o modelo para melhorias, e a aplica-ção de ferramentas para análise e melhoria de processos, bem como a utilização de ferramen-tas diferentes para situações diferentes; fluxo-gramas funcionais e geográficos, diagramas de bloco, a redefinição de processos utilizando workshops, ferramentas para representação dos processos, mapeamentos de processos, e a utilização de matriz de responsabilidade.
Por fim, podemos concluir que a melhoria continua é atingida aos poucos, é gradativa,
tem baixo investimento, baixo risco e tem resultados sutis a partir do processo anterior.
8. melhoria contínua
A liderança no trabalho gerencial, dinamica-mente consistente, com vistas à melhoria con-tinua foi o objetivo do Prof. Marques (2012) em suas aulas. O artigo em seu blog explica que a melhoria contínua é diferente de mudanças contínuas, a primeira é executada em consen-so, porém colocada como um “projeto de me-lhoras sem fim”; a segunda é quase sempre “para apagar incêndios”.
Machado Jr; Rotondaro fala sobre a qualida-de e sua mensuração:
A mensuração do desempenho da quali-dade na proposta de Sink&Tuttle (1989) deve cobrir toda a cadeia produtiva da organiza-ção. Para expressar essa visão, esses autores se valem de uma concepção sistêmica da or-ganização, na qual identificam cinco elemen-tos. 1. O sistema a jusante; 2. A entrada; 3. A transformação; 4. A saída; e 5. O sistema a montante. A esses elementos os autores as-sociam seis classes de indicadores de desem-penho da qualidade, uma para cada elemen-to da cadeia produtiva e o sexto ao próprio processo de gestão da qualidade (MACHADO JR.; ROTONDARO, 2003, p. 220, 221).

Gestão da qualidade nas operações de manufatura
22
Os empreendimentos que seguem o pa-drão da consistência estática são os que po-dem apresentar resistências às mudanças, pois é muito difícil a alta cúpula antever o re-sultado de uma alteração e que pode buscar a melhoria. Diz o professor Marques (2012):
A visão é não mexer num time que já está ganhando, a empresa dá lucro, há or-gulho em se manter no status quo e rara-mente consegue enxergar uma melhoria na manufatura (disponível em: http://pmgee.blogspot.com.br/2012/03/melhores-meto-dos-para-melhoria-continua_21.html)
Os empreendimentos que seguem o pa-drão da inconsistência dinâmica são aqueles em que os profissionais estão sempre ocupa-dos e atravancados em diversas tarefas cujos resultados são fracos, e os empreendimen-tos percebem que não são bem-sucedidos, são empreendimentos que buscam continua-mente os modismos.
E diz Marques (2012):
E embora existam ilhas de sucesso, a empresa e seus produtos manufaturados ou mesmo prestação de serviços como um todo não estão mudando.
Esta cultura é perigosa, todos parecem trabalhar muito, mas a empresa pode estar fadada ao fracasso, caso a cultura não seja
melhorada, por exemplo, com a utilização da consciência dinâmica (disponível em: http://pmgee.blogspot.com.br/2012/03/melhores--metodos-para-melhoria-continua_21.html)
Os empreendimentos que trabalham na acepção do padrão da consciência dinâmica entendem que consciência indica uma troca de inclusão da direção e a sinergia entre os profissionais indica a melhoria contínua. Os empreendimentos de sucesso são norteados pela constância na melhoria, e suas lideran-ças são fortes e consistentes.
O prof. Marques (2012) diz que existem quatro abordagens para a melhoria continua: “debaixo para cima; de cima para baixo; con-senso de cima para baixo; e consenso am-plo”.
As visões podem ser impactadas pelas mesmas visões e planejamento estratégico da cúpula da organização, nas quais estão as pessoas que tomam e põem em prática suas deliberações.
Geralmente, quando a melhoria é promovi-da ou sugerida de baixo para cima, ela abran-ge uma visão parcial da organização, plane-
Gestão da qualidade nas operações de manufatura
23
jada para o nível operacional, visando uma melhoria técnica ou até fundamental, mas de linha de produção. Esta proposta pode ser tratada, considerada nos seus aspectos mais amplos e significantes, identificando-se as oportunidades e conveniências, e, ainda, se adaptar aos planejamentos táticos e estraté-gicos. Muitos são os empreendimentos que perdem estas oportunidades exatamente por estas sugestões não terem origem nos pro-fissionais que ocupam os mais altos cargos de administração na estrutura orgânica.
Quando a melhoria surge de cima para baixo ela pode ou não ser uma precedência identificada de grande impacto, mas comu-mente são estabelecidas e não serão aceitas caso o pessoal envolvido no seu cumprimento não tenha participado da sua concepção. A manifestação de desânimo e falta de vontade são características claras da não aquiescência e podem abalar o processo de melhoria con-tínua.
Quando o consenso é de cima para baixo as precedências podem ter sido identificadas e o objetivo é impactar positivamente sobre a alteração de um processo qualquer, porém há que se refletir se os envolvidos realmente estão entendendo o porquê destas novas re-quisições, pois geralmente estão destacando e executando tarefas por temor aos gerentes e os resultados podem não ser os objetivados e cogitados.
Na busca de um consenso extenso e vas-to a participação na melhoria contínua deve ser alvo de estudos pela alta gerência com o objetivo de: acerto, informação e vazão das perspectivas das melhorias, assimilação da delegação de autoridade, da recomendação dos participantes, da análise dos problemas que serão confrontados, da atuação dos pro-fissionais e em quais processos atuarão. Essa atuação da alta administração deve ser devo-tada à busca da melhoria contínua, objetivan-do uma ampla base, através da comunicação, junto aos seus profissionais quanto ao objeti-vo e concordância das prioridades e à conso-nância nas perspectivas de resultados.
A extração das probabilidades de melho-rias podem ser conceituadas sobre as reivin-dicações de sucesso, com a execução de uma investigação na qual se daria por pontuação o que é mais importante em consonância à organização. O Prof. Marques (2012) orienta a baixar os custos da manufatura; integrar marketing e manufatura; desenvolver novos processos de produção; atender aos merca-dos locais, regionais e até globais; lead time de fornecedores e materiais; alteração de di-mensões de produtos, lotes, sincronismo; sis-temas de controle da produção; manutenção em geral; rastreabilidade de material; inves-timentos em recursos técnicos, financeiros e operacionais; simplificação de processos etc.
Os empreendimentos têm as suas exigên-cias de sucesso, o que altera sobremaneira a visão até entre duas adversárias diretas de mercado (concorrência).
Depois da pesquisa, deve-se organizar uma lista das tarefas mais importantes, por exem-plo: redução de custos, redução de prazos de
Gestão da qualidade nas operações de manufatura
24
recebimento de materiais, redução de prazos de entrega etc.
O material traz a identificação das metas que geralmente serão as preferências da or-ganização para os diversos planejamentos.
De acordo com o Prof. Marques (2012) são cinco os elementos do sucesso: “Visão”, que é o norte dos empreendimentos; “Missão”, que delineia a visão; “Reivindicações de su-cesso”, que são as crenças de como alcançar a concretização da missão; “Princípios de di-reção”, que são os valores dos empreendi-mentos para se atingir a visão e a “Evidência de sucesso”, que é uma série de estabele-cimentos exclusivamente focadas que des-crevem resultados dimensionáveis, caracte-rizando os empreendimentos quando a visão está sendo obtida e atingida.
As evidências de sucesso para a melho-ria contínua são apresentadas pelo artigo do professor, a saber:
1. Custos de manufatura: devem ser sempre reduzidos.
2. Manufatura e Marketing: devem ser in-tegrados e funcionar como uma equi-pe.
3. Desenvolvimento de produtos: deve se tornar um processo interativo e inte-grado.
4. Mercado global: todas as decisões da manufatura devem ser tomadas, vi-sando atender o contexto de uma es-tratégia global integrada.
5. Lead times: devem ser reduzidos sem-pre e significativamente.
6. Tamanhos dos lotes de produção: de-vem ser reduzidos, inclusive seus tem-pos de setups.
7. Incertezas: a incerteza deve ser mini-mizada e a disciplina maximizada.
8. Sincronização: todas as operações da manufatura devem ser sincronizadas.
9. Controle de produção e estoque: deve ser direto e transparente.
10. Estoques: devem ocorrer redução drás-tica.
11. Capacidade de adaptação: instalações, operações e pessoal de manufatura devem se tornar mais adaptáveis.
12. Qualidade: qualidades do produto, do fornecedor e das informações devem melhorar constantemente.
13. Manutenção: as falhas do processo de manufatura devem ser minimizadas.
14. Fluxo de material: deve ser eficiente.
Gestão da qualidade nas operações de manufatura
25
15. Rastreabilidade e controle de material: os sistemas de rastreamento e de con-trole de materiais devem ser atualiza-dos constantemente.
16. Recursos Humanos: todos os geren-tes e líderes devem estar dedicados à criação de um ambiente onde todos os funcionários se sintam motivados e fe-lizes.
17. Trabalho em equipe: todos os associa-dos com a manufatura devem traba-lhar em conjunto como uma equipe.
18. Simplificação: toda a manufatura deve ser simplificada.
19. Integração: todas as organizações e operações devem ser integradas.
20. Compreensão: a direção da empresa deve compreender o que é uma em-presa (disponível em: http://pmgee.blogspot.com.br/2012/03/melhores--praticas-para-melhoria.html).
Alliprandini (1996, p. 6) ensina que:
Muitas vezes a busca de melhorias na pro-dução faz que as empresas realizem essas ações de maneira caótica e descoordenada (...). Não estão de acordo com as prioridades competitivas que as estabelecidas pela corporação, levando destarte a empenhos por resultados em desacordo com os objeti-vos da organização.
9. Conceitos Teóricos e os Cinco Elementos da manufatura Enxuta
O Lean Manufacturing ou Manufatura En-xuta é uma filosofia criada no Japão na déca-da de 50. Seu objetivo maior é criar um flu-xo da melhor maneira possível de trabalho,
agregando valor de forma eficaz na produção das requisições de mercado, oferecendo exa-tamente o que o cliente deseja e transforman-do, da melhor maneira possível, “desperdício em valor”.
Segundo Chiavenato (2000):
A abordagem básica desta escola é a ên-fase na tarefa e teve seu início com o enge-nheiro americano Frederick Taylor, em que a sua preocupação original foi a eliminação do fantasma do desperdício e das perdas sofri-das pelas indústrias, elevando assim os ní-veis de produtividade (...) fundamentou-se no estudo de tempos e movimentos, divisão do trabalho, desenho de cargos e tarefas, padronização de métodos e máquinas, in-centivos salariais, e prêmios da produção, entre outros (CHIAVENATO, 2000, p.54).
Eiji Toyoda e Taiichi Ohno tinham como principal objetivo a criação de um modelo de produção que alinhasse a melhor sequência possível de trabalho, a fim de agregar valor de forma eficaz aos produtos solicitados pe-los clientes.
De acordo com Correa; Correa (2004, p. 171), referindo-se a pensamento enxuto:
(...) num ambiente crescentemente com-petitivo, em que frequentemente disparam--se embriões de guerras de preço pela re-lativa pouca diferenciação dos produtos, é importante que as empresas tenham bom controle sobre as suas eficiências, já que só uma operação com alta produtividade per-mitirá que mercadologicamente se possa ser agressivo em reduções de preço (CORREA; CORREA, 2004, p. 171).
E sobre os desperdícios:
O desperdício é todo e qualquer recurso que se gasta na execução de um produto ou

Gestão da qualidade nas operações de manufatura
26
serviço além do estritamente necessário. É dispêndio extra que aumenta os custos normais de um produto ou serviço sem trazer qualquer tipo de melhoria para o cliente.
Segundo Ohno (1997) deve-se atentar para os sete desperdícios da produção:
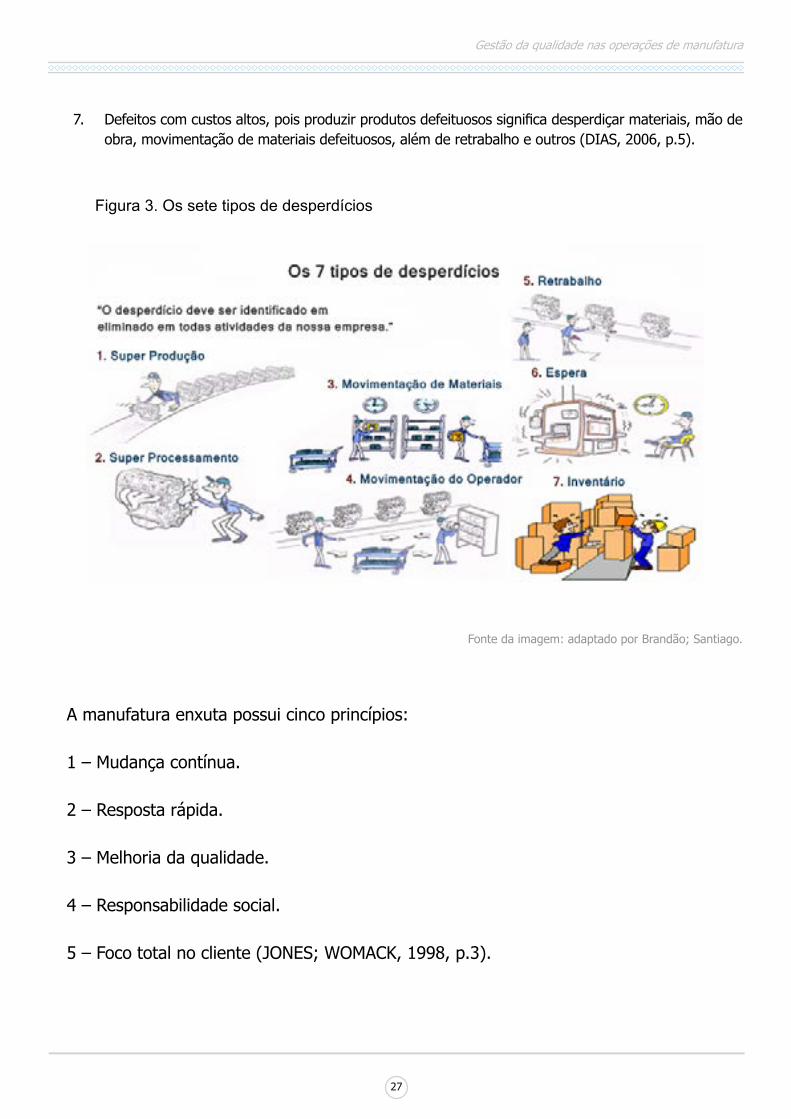
1. Superprodução: produzir mais ou mais cedo do que o necessário.
2. Espera: manter ociosidade de recursos entre as operações.
3. Transporte: realizar qualquer movimento de materiais que não seja requerido.
4. Processamento: limitações do equipamento ou método que causem esforços ou resíduos que não agregam valor à peça.
5. Estoque: qualquer material em excesso ao fluxo de uma peça.
6. Desperdício de movimentos: qualquer movimento de pessoa ou operação de máquina que não agre-guem valor ao produto.
7. Retrabalho: atividades de recuperação de produtos defeituosos (DIAS, 2006, p. 4)
Pires (2012) cita Brandão (2009), sobre os sete desperdícios da produção, afirmando que o sis-tema visa eliminar:
1. Superprodução, que é a maior fonte de desperdício.
2. Tempo de espera, que se refere a materiais que aguardam em filas para serem processados, criando inventários parciais.
3. Transporte, que por conceito nunca gera valor agregado ao produto.
4. Processamento, que comprovadamente algumas operações de um processo poderiam nem existir.
5. Estoque e inventário, cuja redução ocorrerá através de estudos de sua causa raiz.
6. Movimentação excessiva e sem estudos.
Gestão da qualidade nas operações de manufatura
27
7. Defeitos com custos altos, pois produzir produtos defeituosos significa desperdiçar materiais, mão de obra, movimentação de materiais defeituosos, além de retrabalho e outros (DIAS, 2006, p.5).
Figura 3. Os sete tipos de desperdícios
Fonte da imagem: adaptado por Brandão; Santiago.
A manufatura enxuta possui cinco princípios:
1 – Mudança contínua.
2 – Resposta rápida.
3 – Melhoria da qualidade.
4 – Responsabilidade social.
5 – Foco total no cliente (JONES; WOMACK, 1998, p.3).
Gestão da qualidade nas operações de manufatura
28
Na implantação do sistema Kanban, devem ser definidos os pontos de produção puxada e empurrada. Embora o sistema seja definido como um sistema de produção puxada, pode-se projetar um sistema híbrido com pontos de produção puxada e empurrada.
Os tipos de ambientes de produção na manufatura são:
MTS (make to stock): fabricação para estocagem, não necessariamente existe um pedido colocado na produção.
ATO (assemble to order): montagem sob encomenda.
MTO (make to order): fabricação sob en-comenda; são aqueles em que o processo produtivo inicia-se somente com um pedido firme da produção.
ETO (engineering to order): engenharia sob encomenda (OHNO, 1997, p. 37).
O conceito de fluxo de uma peça só diz que deve-se fabricar e movimentar uma peça por vez, ao longo de uma série de etapas de processamento, sendo que em cada etapa se realiza apenas o que é exigido na etapa seguinte.
Os conceitos da manufatura enxuta são complementados pelos de responsividade, que é o de oferecer ao cliente o produto ou serviço no tempo certo com a variedade exigida pelo mercado, causando a oferta de uma ampla gama de produtos, o que se torna um diferencial competitivo.
Dentre os princípios da manufatura enxuta está o da diminuição do lead time, que é o tempo que leva uma peça para percorrer seu fluxo, desde a entrada na fabricação até a sua finalização, tornando-se produto acabado,
porém com a necessária eliminação de todo tipo de desperdício que possa existir nos processos da produção.
Segundo Jones; Womack (1998) sobre os princípios da manufatura enxuta:
A manufatura enxuta tem como principal objetivo alinhar a melhor sequência possível de trabalho a fim de agregar valor de forma eficaz aos produtos solicitados pelos clientes, oferecendo exatamente o que ele deseja e transformando, da melhor maneira possível, desperdício em valor (JONES; WOMACK, 1998, p.3).
A descoberta do que agrega valor ao pro-duto e ao cliente final pode ser efetuada uti-lizando-se uma equipe dedicada à identifica-ção e especificação das reais necessidades do consumidor final. Segundo Jones; Woma-ck (1998), são:
Valor: o ponto de partida para o pensa-mento enxuto é o valor. O valor só pode ser definido pelo cliente em termos de produto es-pecífico (simultaneamente bens e serviços) que atenda às necessidades do cliente a um preço específico em um momento específico.
Cadeia de valor: todo produto ou serviço possui uma cadeia de valor e sua análise deve mostrar três tipos de ações existentes, ativida-des com adição de valor, atividades sem adição

Gestão da qualidade nas operações de manufatura
29
de valor, mas necessárias e atividades sem adi-ção de valor (Hines; Taylor 2000).
Fluxo: o uso da equalização da produção, da sincronização e fluxo de peças unitárias para acabar com as esperas interprocessos repre-senta um avanço formidável. (Shingo, 1996).
Produção puxada: significa que um pro-cesso inicial não deve produzir um bem ou ser-viço sem que um cliente de um processo pos-terior o solicite.
Perfeição: é a eliminação dos desperdícios, tornando-se uma rotina na organização (JO-NES; WOMACK, 1998, p. 3).
Para Ohno (1997) os dois pilares de sus-tentação do Sistema Toyota de Produção são o Just in Time e a Autonomação.
Just in time significa que, em um proces-so em fluxo, as partes corretas (matéria-pri-ma, semiacabados e insumos) necessárias à montagem alcançam a linha de montagem no momento em que são necessários e so-mente na quantidade necessária. E preve-em o trabalho em conjunto com os forne-cedores.
A Autonomação consiste em um conjun-to de práticas que fornecem equipamentos e, principalmente, aos operadores da produ-ção, a habilidade de detectar quando uma condição anormal ocorre e a possibilidade de interromper imediatamente o trabalho.
10. outros conceitos de controle da produção na manufatura Enxuta
Kaizen significa aprimoramento contínuo e seus elementos básicos são qualidade, esfor-ço, participação de todos os empregados e comunicação. Kai em japonês significa mu-dança e Zen para melhor.
O Kaizen Blitz é também uma ferramenta de melhoria contínua, sendo um evento de melhoria rápida baseado no trabalho de um grupo na produção enxuta. Pode também ser utilizado na reestruturação de ferramentas, técnicas, métodos e abordagens. Trata-se de um programa altamente especializado e faci-litado, que dura geralmente cerca de uma se-mana, tem seu foco voltado para a melhoria operacional rápida de uma célula específica ou até uma área, contando com a participa-ção de todos os envolvidos no processo da-quela operação. Geralmente são envolvidas cerca de seis a dez pessoas no processo, sen-do que alguns sequer participam da área ou do processo; são escolhidos em outras áreas da empresa.
Outra importante ferramenta é a de Geren-ciamento Diário da Manufatura Enxuta que consiste em um foco agressivo, estruturado e disciplinado sobre as atividades da área es-tudada.
Há também o formulário de ideias que cap-tura as propostas de melhoria contínua com foco na eliminação de todas as perdas, como exemplos: entrada de materiais na linha de

Gestão da qualidade nas operações de manufatura
30
produção, processamento, paradas de máqui-nas (setup e regulagens), qualidade (sobre os índices), movimentação ou espera, inclusive embalagem e expedição; é chamado de Kaizen Action Sheet.
Kanban é um meio de comunicação no sis-tema feito no tempo certo, é um aviso colo-cado em partes ou peças específicas numa linha de produção que tem o intuito de infor-mar a entrega de uma dada quantidade. No momento em que se esgotam todas as peças o mesmo aviso é colocado no ponto de par-tida, onde um novo pedido para mais peças é realizado.
Para Ohno (1997) o Kanban é descrito como um método:
O Kanban é um método de operação do Sistema Toyota de Produção cuja forma mais frequentemente usada é um pedaço de papel dentro de um envelope de vinil retan-gular. Neste pedaço de papel a informação pode estar dividida em três categorias: in-formação de coleta, informação de transfe-rência e informação de produção (OHNO, 1997, p.37)
O Kanban, portanto, carrega a informação horizontal e lateralmente dentro do próprio sistema, impedindo a superprodução e tam-bém que se solicite material extra.
Existem cinco elementos críticos que devem estar contidos em um cartão:
Ponto de uso: localização onde o compo-nente é localizado.
Ponto de armazenagem: o local onde o componente é armazenado antes de ser en-viado para uso.
Quantidade: volume de peças que a embalagem deve conter.
Número da peça: deve figurar no (label) ou rótulo.
Descrição da peça: especificações do ma-terial ou produto (OHNO, 1997, p.4).
Segundo Gonçalves, Miyake (2003), em Fatores Críticos para a Aplicação do Mapea-mento do Fluxo de Valor em Projetos de Me-lhorias, as regras para utilização do Kanban são:
O processo subsequente (cliente) é quem requisita a retirada no processo precedente (fornecedor).
Qualquer retirada sem um Kanban é proi-bida.
Qualquer retirada maior que a especificada no Kanban é proibida.
O produto físico transportado deve estar sempre acompanhado por um Kanban.
O processo precedente (fornecedor) deve produzir seus produtos nas quantidades requi-sitadas pelo processo subsequente.
Produção superior à quantidade especifica-da pelo Kanban é proibida.

Gestão da qualidade nas operações de manufatura
31
Produtos fabricados com defeitos não po-dem ser enviados ao processo subsequente.
A quantidade de Kanbans deve ser mini-mizada (GONÇALVES, MIYAKE, 2003, disponí-vel em: http://www.slideshare.net/Romante/mapeamento-do-fluxo-de-valor-tcc).
Segundo Shingo (1996) sobre o Poka Yoke:
(...) é uma abordagem sistemática para eliminar qualquer possibilidade de erro, tam-bém é conhecido pela expressão “à prova de erros”. A detecção de defeitos pode ocorrer antes que realmente surjam ou aconteçam e até mesmo depois que o produto tenha sido processado, porém antes de chegar ao cliente final (SHINGO, 1996, p. 55).
Troca rápida é uma ferramenta que execu-ta a troca rapidamente, auxiliando a produção e promovendo mudanças substanciais, pois proporciona uma flexibilização nos processos de fabricação de produtos.
Dias (2006) em conceitos de Manufatura Enxuta Aplicados a uma Indústria cita que se-gundo Ferreira (2004):
(...) as trocas demoradas resultam em estoque excessivo, tamanho de lote grande e má qualidade do produto. Dessa forma, deve-se tentar reduzir ao máximo esse tem-po de troca para tornar a planta o mais fle-
xível possível às mudanças de programação de clientes (DIAS, 2006, p.13).
Para Shingo (1996) sobre a troca rápida de ferramentas:
Para uma maior eliminação de desper-dícios, principalmente o de superprodução, é necessário reduzir o tamanho dos lotes de produção. O sistema de troca rápida de ferramentas é recomendado nesta situação (DIAS, 2006, p.13).
A Manutenção Preventiva Total ou TPM To-tal Productive Maintenance é uma ferramen-ta que pode auxiliar na redução de reparos executados em máquinas pelo próprio ope-rador, em tempo de manutenção, aumentan-do a eficiência do equipamento. Isto pode aumentar a confiabilidade nos equipamen-tos que operam com manutenção produti-va. Este processo de manutenção pode ser preventivo (antes da ocorrência de possíveis problemas) ou corretiva (com a solução do problema gerado).
11. Gerenciamento pelas Diretrizes
Carpinetti (2010) ensina que o gerencia-mento pelas diretrizes envolve os seguintes passos:
1. Análise Macro:
Análise das necessidades do cliente e ou-tros requisitos.
Análise de ambiente em que o negócio está inserido.
Análise dos planos de longo prazo.
Análise da questões internas.
Avaliação de desempenho atual;

Gestão da qualidade nas operações de manufatura
32
Avaliação dos fatores críticos de sucesso.
2. Formulação de Diretrizes: que sejam ali-nhadas com os objetivos decorrentes das análises das questões anteriores. Priorizar objetivos em função da:
Importância para os clientes.
Oportunidades de vantagem competitiva.
Áreas com maiores necessidades de me-lhorias.
3. Estabelecimento de Indicadores e Metas.
4. Divulgação das diretrizes, indicadores e metas para o resto da organização (CARPI-NETTI, 2010, p.188-190).
Para a qualidade é necessário identificar os clientes internos que são aqueles atin-gidos pelos produtos ou processos e fazem parte da organização produtora.
Esta categoria de profissionais é caracte-rizada por uma troca intensiva, pois dentro do contexto das organizações os setores ou departamentos são clientes um dos outros quando necessitam de insumos ou informa-ções e expressam esta necessidade sob a forma de requisições. Já conhecidos como stakeholders.
Segundo Cerqueira Neto (1992)
A qualidade de produtos e serviços é im-portante para a sobrevivência da empresa. O aperfeiçoamento da qualidade é uma ta-refa indelegável e de responsabilidades dos gerentes da organização, que formam uma equipe, a fim de que todas as pessoas pos-sam se envolver pela melhoria da qualidade desejada pela empresa (CERQUEIRA NETO, 1992, p.91).
12. Considerações para o Planejamento Estratégico
Atualmente administrar a produção en-volve desde as atividades do fornecedor de material e insumos até a fidelidade do clien-te quanto aos produtos e serviços oferecida pela fábrica ou prestador, inclusive engenha-ria reversa e até o atendimento pós-consumo ao cliente.
De modo geral a liderança, que deve ser ativa, determina após estudo as estratégias que se referem ao estabelecimento de obje-tivos e metas de longo prazo e a adoção de planos de ações e alocação e dotação dos re-cursos para atingir essas metas e objetivos.
Carpinetti (2010) ensina que:
(...) nesse contexto, uma estratégia de qualidade na manufatura inclui decisões da alta liderança e ações táticas relacionadas à melhoria de desempenho da função ma-nufatura naqueles aspectos que mais con-tribuem para o alcance pela estratégia do negócio (CARPINETTI, 2010, p.188).
Ou seja, a contribuição da manufatura é atingida por estas decisões nas suas áreas, de modo que se tem que alinhar os recur-sos de manufatura da companhia com a sua estratégia competitiva e aumentar sua capa-
Gestão da qualidade nas operações de manufatura
33
cidade de competir em critérios geralmente classificados como:
• Qualidade: atributos de produto re-queridos pelo mercado, significando também fabricar produtos sem defei-tos e conforme as especificações.
• Custos: que deve envolver os relacio-nados à fabricação e distribuição para atendimento aos pedidos.
• Velocidade de entrega: que envolve os prazos relacionados à entrega, ou ain-da, à velocidade que a função manu-fatura consegue processar e entregar os pedidos.
• Confiabilidade de entrega: referentes aos processos da manufatura e entre-ga dos pedidos nos prazos acordados, mantendo sempre a pontualidade e buscando com isso a confiabilidade.
• Flexibilidade: relacionado à capaci-dade da função manufatura de efe-tuar as mudanças necessárias para o atendimento às novas requisições do mercado (CARPINETTI, 2010, p. 190).
Arantes (1999) lembra os pontos a serem seguidos:
Parâmetros dos resultados de decisão:
Definição dos resultados.
Avaliação das condições.
Formulação de alternativas.
Avaliação e escolha do plano básico.
Detalhamento do plano.
Plano detalhado, considerando-se am-bientes externos e internos (ARANTES, 1999, p.138).
Destaca o autor que:
A visão gerencial aplicada pela maioria das empresas modernas é aquela em que a empresa, além de estar preocupada em usar recursos produtivamente, está também procurando permanentemente criar os re-cursos. Assim, antes que obtenha e use os recursos, a empresa verifica se realmente necessita do recurso, avalia porque precisa e se as quantidades estão bem dimensio-nadas e, ainda, se o momento em que vai precisar deles está adequadamente progra-mado. Somente depois disso é que toma decisões sobre os requisitos da qualidade, sobre as fontes de fornecimento, sobre as alternativas de investimentos e, ainda, com-preendendo que os recursos são escassos e finitos, prioriza o seu uso para as coisas mais importantes (ARANTES, 1999, p.60).
Arantes (1999) ensina ainda que é neces-sário intensificar a busca pela eficácia dos diversos níveis gerenciais (treinamentos e capacitações), pois o funcionamento do ne-

Gestão da qualidade nas operações de manufatura
34
gócio e sua estrutura são caracterizados por interdependência significativa dessa variável.
Finalmente, os fatores de prioridades com-petitivas de uma organização foram aponta-dos por Slack (1993) e são os quatro mais importantes: qualidade, flexibilidade, custo e desempenho na entrega.
13. Referências Bibliográficas
ABNT- Associação Brasileira de Normas Técnicas. Sistemas de Gestão Ambiental. Especificação e Diretrizes para Uso. Rio de Janeiro ABNT. Outubro de 1996. Acesso em: http://www.abntonline.com.br/consul-tanacional/. Acesso em 18 Mar.2013.
ALLIPRANDINI, DH; DOMINGUES, MEM. Metodologia para intervenção na ma-nufatura com orientação nos proces-sos e baseada nas abordagens CIM e da qualidade. Escola de Engenharia de São Carlos. Universidade de São Paulo. São Car-los. 1996. Acesso em: http://www.alka.com.br/site/files/upload/1489.pdf Acesso em 18 Mar.2013.
ARANTES, N. Sistemas de Gestão Em-presarial. Conceitos Permanentes na Administração de Empresas Válidas. São Paulo. Atlas. 1999.
BARÇANTE, LC. Qualidade Total: o im-pacto estratégico na Universidade e na Empresa. Disponível em: http://professor-barcante.files.wordpress.com/2009/05/capi-tulo3.pdf. Acesso em 18 Mar.2013.
BOWDITCH, JL; BUONO, AF. Elementos de comportamento organizacional. São Paulo: Pioneira, 1992.
CAMPOS, VF. Qualidade Total Padroni-zação de Empresa. Belo Horizonte: INDG. 2004.
____________________.TQC Controle da Qualidade Total (no estilo japonês) 5ª Ed. Belo Horizonte: Fundação Christiano Otoni. Es-cola de Engenharia da UFMG. 2006.
CARPINETTI, LCR. Gestão da Qualida-de. Conceitos e Técnicas. São Paulo: Atlas, 2010.
CARVALHO, MM (coord.). Gestão da Qua-lidade. Rio de Janeiro: Elsevier, 2005.
CERQUEIRA NETO, EP. Paradigmas da Qualidade. Rio de Janeiro: Imagem, 1992.
CHIAVENATO, I. Introdução à Teoria Ge-ral da Administração. 2000. 4ª Tiragem, dis-ponível em: http://www.geocities.ws/nmcleu-sa/chiavenato.pdf. Acesso em 18 Mar.2013.
CORDELLA, A. Gestão da Qualidade – In-trodução. Disponível em: http://www.pro-fcordella.com.br/unisanta/textos/gql12_in-trod_gestao_da_qualidade.htm. Acesso em 18 Mar.2013.
CORRÊA, HL; CORRÊA, CA. Administra-ção de Produção e Operações. São Paulo. Atlas. 2004.
CROSBY, PB. Qualidade: falando sério. Tradução José Carlos Barbosa dos Santos; revisão técnica Carlos de Mathias Martins. São Paulo: Editora McGraw-Hill, 1990.
CRUZ, FS. Mídia e direitos humanos: tensionamentos e problematizações em tempos de globalização neoliberal. Media and human rights: tensions in times of ne-oliberal globalization. Universidade Católica de Pelotas (UCPel). Rev. katálysis vol.14 nº 2
Gestão da qualidade nas operações de manufatura
35
Florianópolis July/Dec. 2011. Disponível em: http://www.scielo.br/scielo.php?pid=S1414--49802011000200005&script=sci_arttext. Acesso em 14 Nov. 2013.
DEMING, WE. Qualidade: A Revolução da Administração. Rio de Janeiro: Saraiva, 1990.
DIAS, RLT. Conceitos de Manufatura En-xuta aplicados a uma indústria de supri-mentos e dispositivos médicos, 2006. Dispo-nível em: http://www.ufjf.br/ep/files/2009/06/tcc_jan2007_rafaelalarcher.pdf. Acesso em 20 Mar.2013.
GONÇALVES, MS; MIYAKE, DI. Fatores Críticos para a Aplicação do Mapeamen-to do Fluxo de Valor em Projetos de Me-lhorias. Boletim Técnico da Escola Politécnica da USP. São Paulo. EPUSP. 2003. Disponível em: http://www.slideshare.net/Romante/ma-peamento-do-fluxo-de-valor-tcc. Acesso em 20 Mar.2013.
GONZALEZ, RVD; MARTINS, MF. Univer-sidade Federal de São Carlos. Departamento de Engenharia de Produção. 1990. Melho-ria contínua e aprendizagem organiza-cional: múltiplos casos em empresas do setor automobilístico. Disponível em: http://www.scielo.br/scielo.php?pid=S0104--530X2011000300003&script=sci_arttext. Acesso em 20 Mar.2013.
HARVEY, D. Condição pós-moderna. 5ª Ed. São Paulo: Loyola, 1992.
Instituto Brasil PNUMA. As Normas ISO 14000. A Organização Internacional para a Normalização – ISSO. Disponível em: http://www.brasilpnuma.org.br/saibamais/iso14000.html. Acesso em 20 Mar.2013.
ISO 9000 e ISO 14000 – Um Resumo. Dis-ponível em: http://www.qualidade.eng.br/
artigo_iso_9000_14000.htm. Acesso em 01 Abr.2013.
JONES, D, WOMACK, J. A Máquina que mudou o mundo. Editora Campus. 1998.
KOTLER, P., KELLER KL. Administração de marketing: análise, planejamento e controle. São Paulo: Person- BR, 2006.
MARQUES, J. Melhores Práticas Melho-res práticas para a melhoria contínua - Parte 1. Disponível em: http://pmgee.blo-gspot.com.br/2012/03/melhores-metodos-pa-ra-melhoria-continua.html. Acesso em 14. Nov. 2013.
MARQUES, J. Melhores Práticas Melho-res práticas para a melhoria contínua - Parte 2. Disponível em: http://pmgee.blo-gspot.com.br/2012/03/melhores-metodos-pa-ra-melhoria-continua_21.html. Acesso em 14. Nov. 2013.
MARQUES, J. Melhores Práticas Me-lhores práticas para a melhoria contínua - Parte 3. Disponível em: http://pmgee.blogs-pot.com.br/2012/03/melhores-praticas-para--melhoria.html. Acesso em 14. Nov. 2013.
OHNO, T. O Sistema Toyota de Produ-ção. Além da Produção em Larga Esca-la. Porto Alegre: Bookman, 1997.
OLIVEIRA, O. et al. Gestão da Qualidade: Tópicos Avançados. São Paulo: Thompson Pioneira, 2004.
PIRES, JM. Alinhamento de Programas de Disease Management com a Filoso-fia Lean: Um Estudo de Caso em Opera-doras de Plano de Saúde. Rio de Janeiro. 2012. Disponível em: http://www.coppead.ufrj.br/upload/publicacoes/Juliana_Pires.pdf Acesso em 01 Abr.2013.

Gestão da qualidade nas operações de manufatura
36
REID, D; SANDERS, N. Gestão de Operações. Rio de Janeiro: LTC. 2005.
ROTONDARO, RG; MACHADO, JA Jr. Mensuração da qualidade de serviços: um es-tudo de caso na indústria de serviços bancários. Disponível em http://www.scielo.br/pdf/gp/v10n2/a07v10n2.pdf. Acesso em 15 Nov. 2013.
SCHMIDT, A. S. Gestão por processos. Palestra no GEPRO – UNICAMP. Disponí-vel em: http://www.ccuec.unicamp.br/gepro/pdf/Gestao_Processos_UNICAMP_170903.pdf. Acesso em 10 Out.2010.
SHIBA, S; GRAHAM, A; WALDEN, D. TQM: Quatro Revoluções na Gestão da Qualida-de. Artes Médicas: Porto Alegre, 1997.
SHINGO, S. O Sistema Toyota de Produção: do ponto de vista da engenharia da produção. Tradução de Eduardo Schaan. Porto Alegre: Artmed, 1996.
SLACK, N. Vantagem Competitiva em Manufatura: Atingindo Competitividade nas Operações Industriais. São Paulo: Atlas, 1993.
SOUZA, VR; RIBEIRO MS. FEA-USP. Aplicação da Contabilidade Ambiental na In-dústria Madeireira. 2004. Disponível em: http://www.scielo.br/scielo.php?pid=S1519--70772004000200005&script=sci_arttext Acesso em 01 Abr.2013.
UNICAMP. Gestão Processos. Visão Sistêmica. Critérios de excelência Prêmio Nacional da Qualidade. 2003. Acesso em 19 Nov. 2013.





























