Embed Size (px)
Citation preview

IMPACTOS DA IMPLANTAÇÃO DO SMED NO PROCESSO
DE ACABAMENTO EM UMA INDÚSTRIA GRÁFICA
Área temática: Gestão da Produção
Elaine Patriota
Jailson Oliveira
Resumo: Pela necessidade de manter processos e produtos padronizados, utilizando métodos que promovam a
melhoria contínua, um dos grandes desafios que as empresas enfrentam hoje foi conquistar maior produtividade com a
menor perda possível. Através da redução do inventário torna-se possível conseguir mais eficiente, reduzindo assim o
capital empatado e a incidência dos problemas da utilização de técnicas de eliminação de resíduos. As principais
ferramentas que compõem o Lean Manufacturing, a metodologia SMED visa reduzir tempos de preparação, que são os
tempos gastos para ajustes entre diferentes lotes de produção a fim de reduzir também o impacto negativo sobre a
produtividade, uma vez que os tempos de parada são reduzidos. Neste sentido, este estudo tem como objetivo aplicar a
metodologia redução setups SMED no setor de acabamento gráfico de uma máquina que está sendo estudado,
buscando alcançar os muitos benefícios da aplicação da metodologia através de uma pesquisa-ação. Os principais
resultados apontam para o tempo de instalação reduzido, tempo de espera e aumentando a produtividade. Assim, após
a implementação do SMED, há impactos diretos sobre o tempo de instalação, prazo de entrega, eficiência,
produtividade e inventário; e impactos indiretos como o avanço na cultura organizacional e desempenho das pessoas, e
melhoria contínua como política organizacional
Palavras-chaves:
ISSN 1984-9354

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
2
1. INTRODUÇÃO
Diante de um contexto empresarial, cada vez mais competitivo, nos âmbito nacional e
internacional, surge a necessidade das empresas buscarem uma excelente gestão dos seus recursos
produtivos, identificando e tratando possíveis perdas ou desperdícios aumentando, consequentemente,
o ganho de competitividade, assim proporcionando rápidas respostas às demandas do mercado.
Para OHNO (1997), o crescimento do mercado e dos concorrentes e as exigências dos
consumidores, no início da década de sessenta, impulsionou o desenvolvimento de um sistema de
produção diferenciado na indústria automobilística japonesa, visto que esta sofria com baixa
disponibilidade de recursos físicos e financeiros. Esse sistema tornou-se uma filosofia, passando a ser
conhecido como Sistema Toyota de Produção (STP). Este tem como objetivo principal aumentar a
eficiência da produção pela eliminação consistente e contínua de desperdícios (OHNO, 1997), levando
a empresa a torna-se mais competitiva, produzindo mais e consumindo menos recursos.
Segundo Shingo (1996) e Ohno (1997), na busca por evitar os desperdícios, a manufatura enxuta
busca operar de tal forma que os produtos finais sejam produzidos apenas na quantidade e no momento
demandado bem como que os itens componentes cheguem às estações de trabalho na quantidade e no
momento em que são necessários. Para conseguir transformar um processo de produção empurrada em
um processo enxuto (puxado), é necessário fazer o uso de algumas ferramentas que foram criadas na
Toyota (OHNO, 1997). O objetivo destas ferramentas é eliminar ao máximo tudo que não agrega valor
ao produto.
O SMED (Single-Minute Exchange of Die), livremente traduzido como TRF – Troca Rápida de
Ferramentas surge em meio a estas ferramentas como uma metodologia para redução dos tempos de
preparação de equipamentos, possibilitando a produção econômica em pequenos lotes. A utilização do
SMED auxilia na redução dos tempos de atravessamento (lead times), possibilitando à empresa
resposta rápida diante das mudanças do mercado (SHINGO, 2000).
O setor da indústria gráfica brasileira vem passando por grandes avanços tecnológicos, porém
sabe-se que há um grande número de equipamentos antigos, que necessitam de adequação
(ABRIGRAF, 2009). Desta forma, na busca de atender às demandas de uma produção feita sob
encomenda para os clientes (pequenos lotes) o mais rapidamente possível, surge a necessidade em
sequenciar sua produção e otimizar a utilização das máquinas disponíveis para serem utilizadas para
diversos tipos de produtos (MACRO, 2009). Como no setor grande parte dos itens são produzidos sob
encomenda e personalizados para cada tipo de cliente e nas mais variáveis quantidades, ocorre elevado
número de setups para produtos, havendo necessidade de elevado nível de flexibilização e otimização
da utilização dos recursos produtivos.
A busca pela redução e eliminação dos desperdícios apresenta-se como um dos principais
gargalos de produção, e a redução de tempo de preparação (setup) é um dos mecanismos de gestão
adequada dos recursos produtivos, contribuindo para diminuição dos custos de produção.
Mediante este contexto é imperativo responder ao seguinte problema de pesquisa: Quais os
impactos da implantação da metodologia SMED no processo de acabamento em uma Indústria
Gráfica? Desta forma este estudo mostrará o efeito da utilização de algumas ferramentas importantes
do Sistema Toyota de Produção, numa empresa do setor gráfico brasileiro, fabricante de grande
variedade de produtos e inserida num mercado altamente competitivo. Para tal, delimitou-se como
objetivo analisar, com base no Lean Manufacturing, os impactos da implantação do SMED no
processo de acabamento em uma Indústria Gráfica.
O estudo se mostra relevante, visto que a Indústria gráfica brasileira completou 200 anos de
existência em 2008, tem contribuído de maneira significativa para o progresso socioeconômico do
País. A produção nacional, com crescente qualidade, é fator decisivo para o ensino, a cultura, o

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
3
aperfeiçoamento das relações de consumo e a maior eficiência das distintas cadeias de suprimentos
(Guia Técnico Ambiental da Indústria Gráfica - P+L, 2009). No Brasil, a Indústria gráfica compreende
cerca de 20.631 empresas que empregam, aproximadamente, 224.644 trabalhadores em todo o país.
Conforme característica do setor em todo o mundo, no mundo também predominam as micro e
pequenas empresas. Do total de empresas existentes, 78,6% são microempresas, 18,2% são pequenas
empresas, 2,8% são empresas de porte médio e, apenas, 0,4% são organizações de grande porte. O seu
faturamento gira em torno de R$ 23 bilhões. O setor participa com 1% do PIB nacional e quase 6% do
total na indústria de transformação (ABIGRAF, 2013).
De acordo com dados divulgados pelo Ministério de Desenvolvimento, Indústria e Comércio
Exterior (MDIC), em 2013 as exportações brasileiras somaram US$ 242,2 bilhões e as importações
US$ 239,6 bilhões. O saldo comercial foi superavitário em US$ 2,5 bilhões. A indústria gráfica
brasileira participou nas exportações e importações do País com, respectivamente, 0,12% e 0,23% do
total (ABIGRAF, 2014).
Figura 01- Balança Comercial da Indústria Gráfica
Fogliatto e Fagundes (2003) defendem a importância da TRF para a obtenção da qualidade
necessária à manutenção da estratégia competitiva da empresa em relação aos clientes e mercados e,
principalmente, para atingir uma produção just in time, em que tal qualidade depende da redução do
lead time que, por sua vez, depende da redução dos estoques intermediários, da sincronização da
produção e do tamanho dos lotes de fabricação. Esta é função da redução dos tempos de setup, isto é,
possui elevado grau de dependência na TRF. Na gráfica estudada o presente trabalho justifica-se pela
relevância da análise dos impactos da aplicação da metodologia SMED para o aprimoramento de suas
boas práticas de gestão através da utilização da filosofia Lean na redução dos seus desperdícios e os
consequentes ganhos em qualidade, produtividade e custos, buscando atingir as expectativas dos
clientes.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
4
1 REFERENCIAL TEÓRICO
Lean Manufacturing – Excelência Operacional
A manufatura enxuta, de acordo com Shingo (2008), surgiu na Toyota Company, no pós
Segunda Guerra Mundial, também conhecido como Sistema Toyota de Produção - STP, lean
manufacturing ou lean production, pois a essência do STP é a identificação e a eliminação de toda e
qualquer perda do processo produtivo.
Corrêa (2007) descreve que a fábrica foi considerada, durante muito tempo, a principal geradora
de problemas numa empresa, e, também, muitas vezes taxada como um “mal necessário”, porém no
mundo, especialmente no ocidente, esta situação tem mudado nos últimos anos, e a manufatura tem
sido considerada, agora, parte fundamental para as empresas quando são traçados os objetivos
estratégicos.
Diante desta evolução sobre o papel da fábrica no mundo empresarial e a alta competitividade
entre os mercados, as empresas automobilísticas deram um passo à frente na busca por novas filosofias
que objetivassem alcançar as “inovadoras práticas industriais”. Como exemplo, Liker (2005, p. 27)
enfatiza que a inacreditável consistência no desempenho da Toyota é um resultado direto da excelência
operacional, transformando a excelência operacional em uma arma estratégica, baseando-se nos
métodos de melhoria da qualidade e ferramentas que a Toyota tornou famosos no mundo da indústria.
O Modelo Toyota de Produção é composto por 14 princípios que formam o alicerce do STP, que
para fins de facilidade de compreensão são divididos em quatro categorias - Filosofia, Processos,
Parceiros e Solução de Problemas - nomeadas por 4P’s.
O Lean Institute Brasil (2014) aufere que excelência operacional é uma filosofia que reúne uma
diversidade boas práticas com uma forte ênfase na melhoria contínua e com a aspiração de ser o
melhor. A obtenção da excelência operacional envolve um retorno aos tijolos de base da construção de
uma empresa: o estabelecimento, a comunicação e a avaliação dos requisitos. Por conseguinte, é
importante certificar-se de que estes requisitos estejam claramente estabelecidos e que sejam
efetivamente comunicados e periodicamente avaliados para promover e facilitar o alcance contínuo da
excelência operacional (BIGELOW, 2002).
As empresas que se posicionam com uma proposta focada na excelência operacional
diferenciam-se por meio de uma combinação de diferentes atributos, como elevada conformidade,
entrega rápida e confiável e preços competitivos. (TREACY & WIERSEMA, 1995). Para o Lean
Institute Brasil, a Toyota vem acumulando vitória após vitória ao longo das décadas, mostrando as
vantagens e benefícios do sistema que desenvolveu. Desta forma, o Lean Manufacturing não se trata
de um conceito exclusivo da Toyota, podendo ser aplicado por empresas de qualquer negócio e em
qualquer país ou região. Deve ser visto como um sistema de gestão para toda a empresa.
Lean Thinking (ou Mentalidade Enxuta) é uma filosofia e estratégia de negócios para aumentar a
satisfação dos clientes através da melhor utilização dos recursos. A gestão lean tem o propósito de
fornecer, de forma consistente, valor aos clientes com os custos mais baixos, identificando e
sustentando melhorias nos processos, por meio do envolvimento das pessoas qualificadas, motivadas e
com iniciativa. A implementação deve estar aliada às reais estratégias da organização (LEAN
INSTITUTE BRASIL, 2014).
As principais características da filosofia do Sistema Toyota de Produção para que o sucesso seja
atingido a longo prazo são: eliminação do desperdício de tempo e de recursos, qualidade nos sistemas
dos locais de trabalho, alternativas de baixo custo para tecnologias novas e dispendiosas,
aperfeiçoamento dos processos administrativos e construção de uma cultura de aprendizagem para a
melhoria contínua (LIKER, 2005).

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
5
Ao aplicar o STP para aumentar a eficiência da empresa e reduzir os custos, reduz-se e/ou
elimina-se as atividades que não agregam valor, a partir da visão do cliente, classificando-as em
atividades que agregam valor, atividades desnecessárias que não agregam valor e atividades
necessárias que não agregam valor, a exemplo de Setups (Hines e Taylor, 2000).
De acordo com Ohno (1997), a verdadeira melhoria na eficiência surge quando pode-se produzir
com zero desperdício e para alcançar este objetivo deve-se produzir apenas a quantidade necessária, a
força de trabalho deve ser reduzida e capacidade corresponder a demanda. Ohno considerava a
superprodução como o pior dos sete, pois ele é capaz de gerar todos os outros (LIKER, 2005).
O pensamento enxuto é uma forma de tornar o trabalho mais satisfatório, oferecendo feedback
imediato sobre os esforços para transformar desperdícios em valor. Este está baseado em cinco
princípios fundamentais, a saber, especificar valor, identificar o fluxo de valor, fazer a produção fluir,
puxar a produção e buscar a perfeição (WOMACK, JONES E ROOS, 2004).
Por meio dos princípios especificar valor, identificar o fluxo de valor, criar fluxos contínuo e
produção puxada é possível enxergar todos os problemas e desperdícios que são os obstáculos no
caminho da empresa à excelência em Produção Enxuta. Deste modo, eliminar os desperdícios
continuamente é a idéia do princípio buscar a perfeição e funciona como principal metodologia para
sustentabilidade da filosofia Lean (SOUZA, 2009).
Para auxiliar as empresas nessa empreitada da busca por redução de custos e aumento dos
benefícios, ferramentas e técnicas são empregadas como meios de implantar, manter e melhorar o
Sistema Lean dentro das empresas. Para que as melhorias da filosofia lean sejam possíveis,
promovendo o sucesso da implantação dos princípios e ferramentas enxutas e os resultados, é
necessária uma mudança de cultura na produção onde se pretende implantar o lean manufacturing, pois
são as atitudes e o envolvimento da equipe de implantação e o grupo de funcionários inseridos no
processo de mudança que vão permitir que a implantação do Sistema Toyota de Produção seja sentidas
(WERKEMA, 2006), sendo usadas ferramentas como os 5S, a padronização, o Poka-Yoke, o TPM e o
SMED.
Metodologia SMED
Historicamente o Fordismo aponta a produção em grandes lotes, sem troca de matrizes, como
melhor forma de reduzir custos, de forma contrária ao STP toma o curso inverso desta filosofia, ao
afirmar que produção em pequenos lotes e troca rápida de ferramentas é melhor caminho para se
chegar à produção enxuta (OHNO, 1997). Para se chegar a este caminho de produção enxuta proposta
pelo Lean Manufacturig através da utilização da metodologia SMED, se faz necessária a compreensão
do significado do termo Setup, que pode ser definido como o tempo decorrente para que todas as
tarefas necessárias desde o momento em que se tenha completado a última peça do lote anterior até o
momento em que se tenha fabricado a primeira peça do lote seguinte (MOURA,1996).
O tempo de Setup será interpretado como a soma de todos os tempos de todas as atividades que
ocorrem a partir do momento desde a finalização da produção de um item A até o momento em que a
produção da primeira peça do item B com a qualidade desejada (KANNENBERG, 1994 apud SOUZA,
2009):
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
6
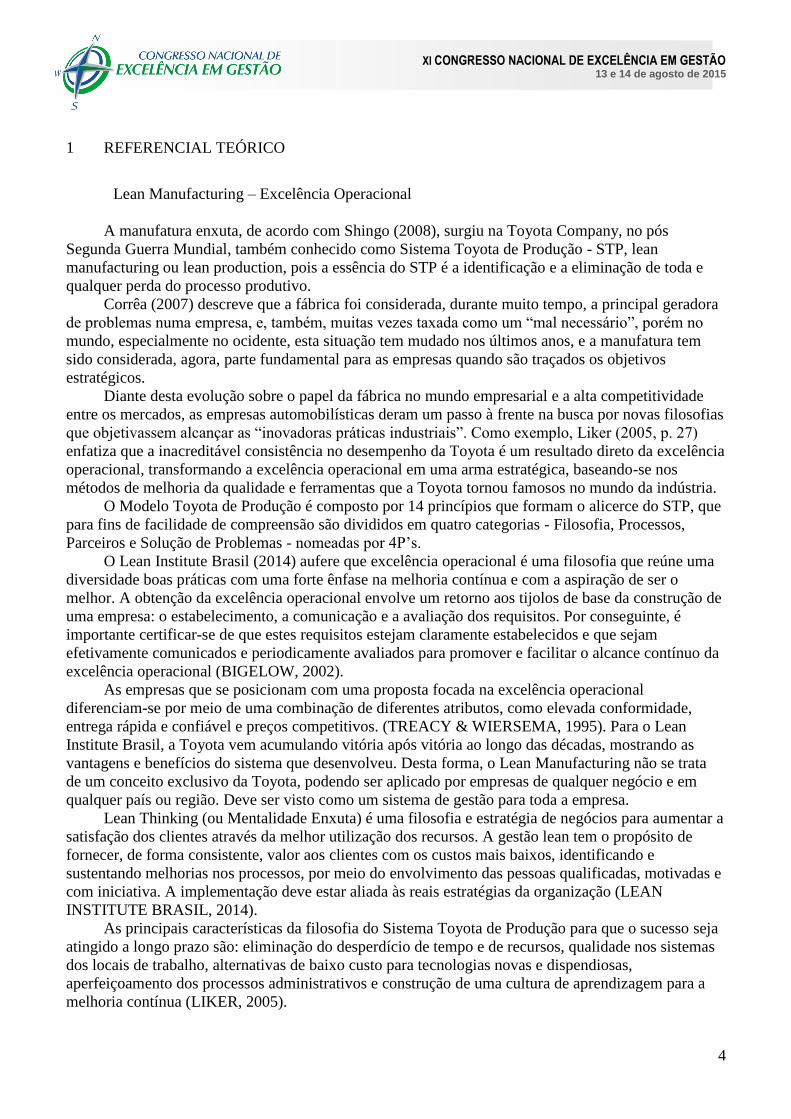
Figura 02 – Definição do tempo de Setup
A implantação da metodologia SMED é feita por estágios. Inicialmente separando o setup
interno do externo, por meio da utilização de checklists que possibilitem a verificação de todos os
componentes e passos necessários em uma operação, além da utilização de mesa de verificação, que se
caracterizam pela utilização de marcações (desenhos) nos formatos correspondentes das ferramentas
que serão utilizadas nas operações de SMED, auxiliando na demarcação de alguma peça faltante
daquela mesa ao evidenciar seu espaço vazio (SHINGO, 1985). A realização da verificação das
condições de funcionamento dos equipamentos e o transporte dos componentes devem ser realizados
durante o setup externo, pois essas verificações normalmente tendem a ocorrer no momento do setup
interno, aumentando o tempo gasto para a operação total de setup. Por sua vez, a conversão de setup
interno em externo pode ser feita por meio de pré-aquecimento de elementos, conversão da centragem
de um equipamento, padronização dos tamanhos e dimensões de todas as ferramentas e componentes
da máquina, padronização das funções exercidas durante as operações de setup. A racionalização de
todos os aspectos da operação de setup pode levar a Melhorias radicais nas operações de setup externo
e melhorias radicais nas operações de setup interno. As melhorias em armazenagem, movimentação de
componentes e ferramentas, são as principais formas de racionalizar as operações em setups externos.
Porém, ter os materiais mais próximos, melhor armazenados e condições de transporte mais favoráveis
não são suficientes. É necessário aplicar técnicas para reduzir, também, as operações de setup interno
(SHINGO, 1985). As operações em paralelo constituem uma dos grandes avanços no sentido da
redução dos tempos de setup neste estágio. Este tipo de melhoria geralmente pode ser realizado quando
as operações devem estar ocorrendo em partes diferentes da máquina, assim sendo, operadores
diferentes, realizando atividades diferentes de setup em setores distintos da máquina, além de estarem
dividindo o tempo de setup entre eles, os mesmos também estão reduzindo os desperdícios de
movimentação, pois trabalham em partes isoladas e menores da máquina (SHINGO, 2000). A análise
dos impactos positivos sobre a redução dos desperdícios de movimentação pode ser observada nessa
fase através da utilização de um Diagrama de Espaguete, que de acordo com Oliveira e Monteiro
(2011), consiste no desenho do caminho por onde passa um determinado produto ou o percurso de um
operário é possível visualizar sua movimentação ao longo de um fluxo, buscando analisar o
comportamento do produto ou operador durante o processo, identificando as reais atividades que
agregam valor ao sistema.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
7
Figura 03 – Ilustração de um Diagrama de Espaguete
Os maiores ganhos com a aplicação da metodologia SMED podem ser verificados através da
redução dos tempos de setup, porém à medida que os conceitos e técnicas de TRF vão sendo
implantados e desenvolvidos dentro das organizações, uma série de resultados inevitavelmente
começam a surgir, trazendo muitos benefícios para a empresa.
Para conceituar e exemplificar estes ganhos, Shingo (2000) enumera uma lista dos efeitos
obtidos a partir da aplicação da metodologia SMED:
a) Produção sem estoque – A redução dos tempos de setup possibilita o caminho para a produção
com grande variedade, pequenos lotes e níveis de estoque mínimos, em decorrência desta diminuição
de estoques surge o aumento da taxa de capital de giro, uso mais eficiente do espaço da planta, redução
de manuseio de estoques e a preservação dos bens;
b) Aumento da taxa de utilização das máquinas e da capacidade produtiva – Uma vez que os
tempos de setup são reduzidos ocorre um aumento na disponibilidade da máquina, devendo desta
forma aumentar a capacidade produtiva;
c) Eliminação dos erros de setup – Visto que todos os estágios da etapa de implantação do SMED
foram seguidos, as operações foram revistas e padronizadas, desta forma a incidência de defeitos
diminuem devido à realização de atividades experimentais;
d) Melhoria na qualidade – Após todas as condições operacionais terem sido totalmente reguladas
antecipadamente ocorrem a eliminação de erros e padronização das atividades;
e) Melhoria na segurança – Uma vez que as atividades de setup foram avaliadas e revisadas,
tornando-os cada vez mais simples, estas operações serão cada vez mais seguras;
f) Simplificação do Housekeeping – Através da padronização dos elementos, do armazenamento
das ferramentas e da disposição dos materiais, pode-se obter um layout cada vez mais funcional;
g) Diminuição das despesas – Os aumentos obtidos na produtividade a baixos custos devem-se
principalmente a transformações das atividades e a pequenos investimentos em materiais, desta forma
a redução de setup eleva a eficiência dos investimentos;
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
8
h) Preferência do operador – Anteriormente à adoção de práticas de redução de setups, percebia-se
uma resistência da operação em realizar estas atividades, uma vez implantada a metodologia, as
atividades revisadas e os tempos reduzidos, não há mais motivos para evitar as operações de trocas;
i) Menor exigência de qualificação – Como consequência direta da análise detalhada das atividades
que envolvem operações de setup, estas atividades se tornam cada vez mais fáceis e simples, desta
forma, não é primordial a utilização de mão de obra qualificada;
j) Redução do tempo de produção – A redução dos tempos de produção pode ser alcançada através
da eliminação de esperas por processos, eliminação das esperas das matérias primas e estoques
intermediários pela conclusão do processamento e o tempo de produção pode ser reduzido se for
utilizada a produção em pequenos lotes;
k) Aumento da flexibilidade de produção – Através da redução dos tempos de troca de ferramentas
pode-se atingir uma maior flexibilidade em atender novas demandas;
l) Eliminação de paradigmas conceituais – O alcance do aumento da produtividade, mesmo
utilizando pequenos lotes, através da redução dos tempos de setup quebra paradigmas de que apenas
com produção em grandes lotes pode-se atingir altos níveis de produtividade;
m) Novas atitudes – O testemunho das pessoas em ver grandes reduções de tempos de setup, as faz
pensar de forma diferente, tornando-as então, agentes da mudança;
n) Métodos de produção revolucionários – Através do atingimento de altos níveis de produtividade
diante da produção em pequenos lotes propiciada principalmente pela redução dos tempos de setup,
trouxe aos novos gestores o conhecimento de que a estratégia adequada é produzir apenas aquilo que
pode ser vendido, sem maiores necessidades de produzir em grandes lotes e gerar altos níveis de
estoques.
Dentre os principais ganhos que podem ser obtidos após a aplicação da metodologia de redução
de setups destacam-se: o aumento de produtividade, a flexibilidade no processo e a redução de custos,
porém Shingo (2000) traz a reflexão sobre ganhos de mudança de cultura organizacional e quebra de
paradigmas, sendo estes os maiores fatores contribuintes para que o resultado alcançado seja
sustentável.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
9
2 METODOLOGIA
Esta pesquisa classifica-se quanto aos fins como descritivo-exploratória e quanto aos meios,
trata-se de um estudo de caso.
O ambiente pesquisado é uma empresa do ramo brasileiro, que atua em âmbito nacional a aprox.
50 anos, possuindo um parque gráfico de 40.000m². Tem na sua estrutura de governança o caráter de
empresa familiar.
Os sujeitos da pesquisa foram o Gerente Industrial, os Coordenadores e Supervisores de
Produção e os operadores do setor de acabamento.
As variáveis pesquisadas foram desempenho do acabamento, tempos de setup, treinamento dos
colaboradores, aplicação da ferramenta, padronização, produtividade e lead time.
A coleta de dados incluiu a utilização de documentos, a observação direta e a coleta de
informação dada pelo próprio sujeito, seja oralmente (entrevistas) ou de forma escrita (questionários
auto administrados), no período de Abril a Outubro de 2013. Também se fez uso de planilhas, sistemas
de registro e análise das informações fabris.
O tratamento dos dados caracteriza-se como qualitativo, tendo como referência analítica as bases
conceituais do Lean Manufacturing, a redução dos tempos de Setups no processo de acabamento e a
análise da influência da eliminação de desperdícios de tempos entre etapas do processamento no
aumento de produtividade do setor em estudo.
A classificação dos dados coletados para análise se pautou pelos procedimentos de: seleção,
utilizando-se de filmagens e observações diretas da tarefa, assim como o desenho do fluxo do processo
em estudo, na busca de identificar possíveis desperdícios e rearranjos das atividades; codificação, por
meio da ferramenta Diagrama de Pareto para investigar, a priori, os maiores tempos de Setups entre as
diferentes ordens de produção, responsável pelo maior desperdício de tempo de preparação,
impactando desta forma no não atendimento ao prazo estabelecido pelo cliente. Os dados coletados no
software disponível na empresa foram transferidos para uma planilha do MS Excel®, na qual foi
editado de tal forma que ficassem disponíveis o tempo decorrido em cada apontamento realizado e
agrupados por Setups realizados.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
10
3 Resultados
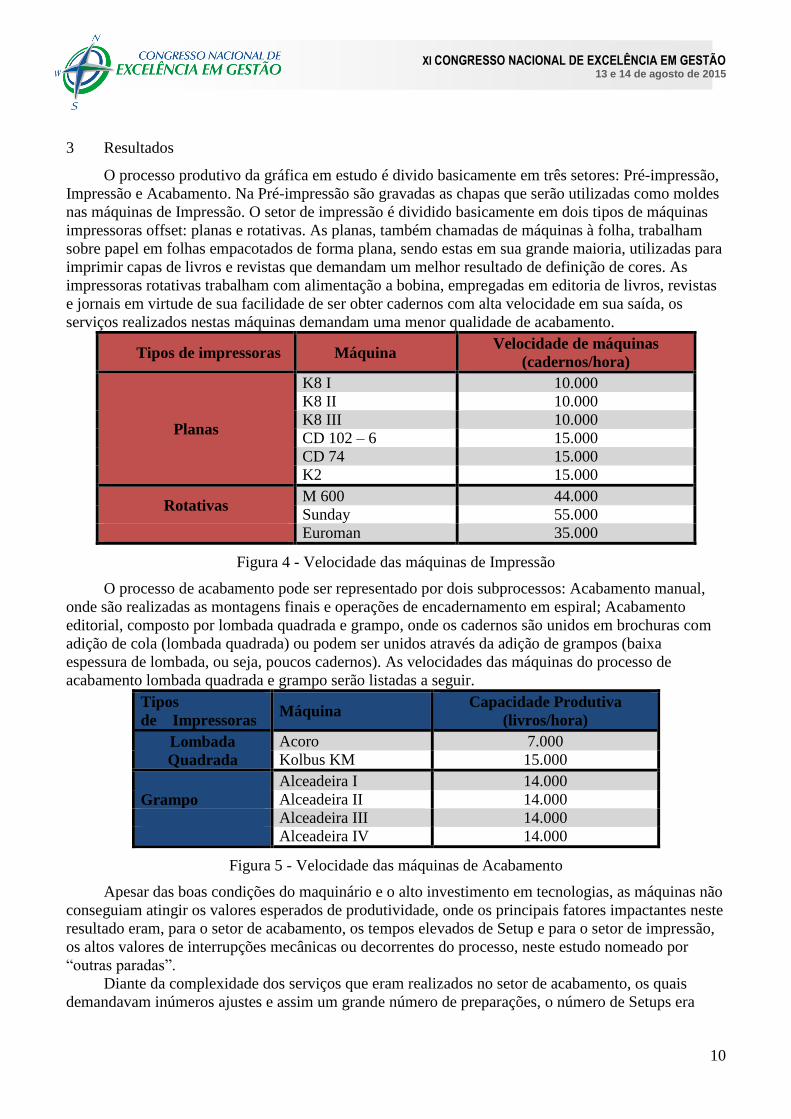
O processo produtivo da gráfica em estudo é divido basicamente em três setores: Pré-impressão,
Impressão e Acabamento. Na Pré-impressão são gravadas as chapas que serão utilizadas como moldes
nas máquinas de Impressão. O setor de impressão é dividido basicamente em dois tipos de máquinas
impressoras offset: planas e rotativas. As planas, também chamadas de máquinas à folha, trabalham
sobre papel em folhas empacotados de forma plana, sendo estas em sua grande maioria, utilizadas para
imprimir capas de livros e revistas que demandam um melhor resultado de definição de cores. As
impressoras rotativas trabalham com alimentação a bobina, empregadas em editoria de livros, revistas
e jornais em virtude de sua facilidade de ser obter cadernos com alta velocidade em sua saída, os
serviços realizados nestas máquinas demandam uma menor qualidade de acabamento.
Tipos de impressoras Máquina Velocidade de máquinas
(cadernos/hora)
Planas
K8 I 10.000
K8 II 10.000
K8 III 10.000
CD 102 – 6 15.000
CD 74 15.000
K2 15.000
Rotativas M 600 44.000
Sunday 55.000
Euroman 35.000
Figura 4 - Velocidade das máquinas de Impressão
O processo de acabamento pode ser representado por dois subprocessos: Acabamento manual,
onde são realizadas as montagens finais e operações de encadernamento em espiral; Acabamento
editorial, composto por lombada quadrada e grampo, onde os cadernos são unidos em brochuras com
adição de cola (lombada quadrada) ou podem ser unidos através da adição de grampos (baixa
espessura de lombada, ou seja, poucos cadernos). As velocidades das máquinas do processo de
acabamento lombada quadrada e grampo serão listadas a seguir.
Tipos
de Impressoras Máquina
Capacidade Produtiva
(livros/hora)
Lombada
Quadrada
Acoro 7.000
Kolbus KM 15.000
Grampo
Alceadeira I 14.000
Alceadeira II 14.000
Alceadeira III 14.000
Alceadeira IV 14.000
Figura 5 - Velocidade das máquinas de Acabamento
Apesar das boas condições do maquinário e o alto investimento em tecnologias, as máquinas não
conseguiam atingir os valores esperados de produtividade, onde os principais fatores impactantes neste
resultado eram, para o setor de acabamento, os tempos elevados de Setup e para o setor de impressão,
os altos valores de interrupções mecânicas ou decorrentes do processo, neste estudo nomeado por
“outras paradas”.
Diante da complexidade dos serviços que eram realizados no setor de acabamento, os quais
demandavam inúmeros ajustes e assim um grande número de preparações, o número de Setups era
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
11
muito elevado quando comparado aos outros setores da fábrica, o que fazia com que o setor de
acabamento representasse um gargalo na produção. Desta forma, ficava evidenciada a necessidade de
se realizar um estudo de redução de tempos de Setup neste processo produtivo.
Processo produtivo
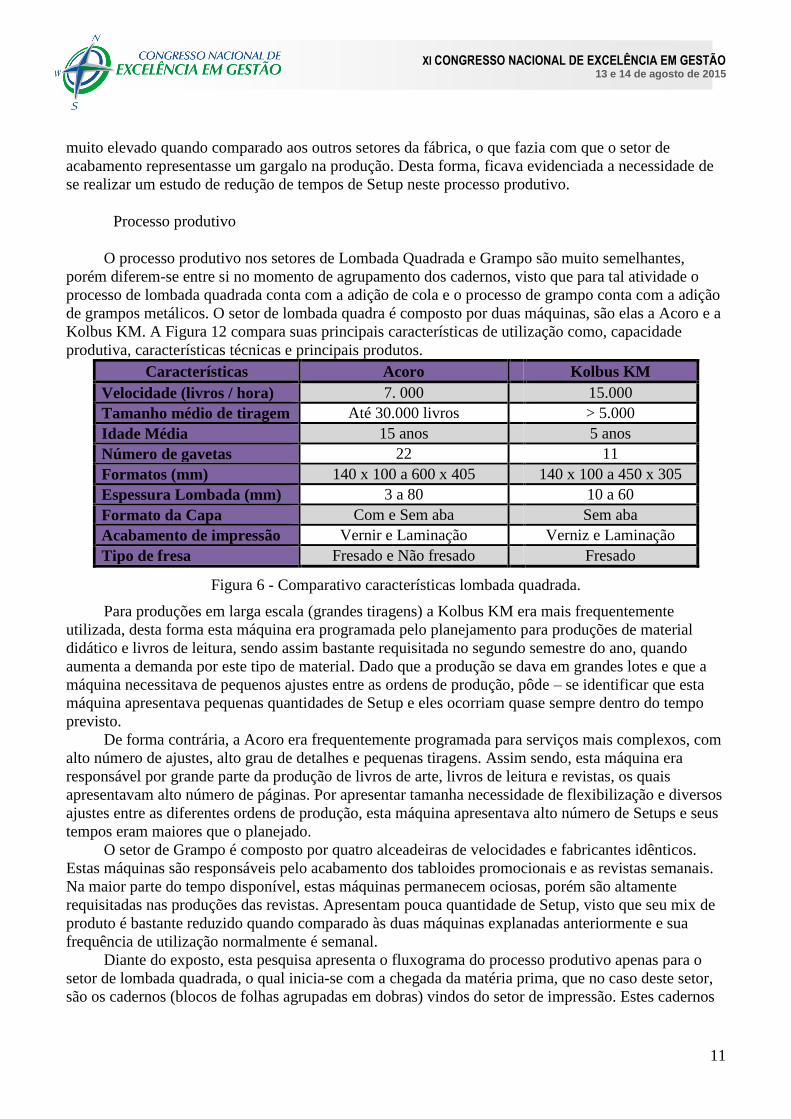
O processo produtivo nos setores de Lombada Quadrada e Grampo são muito semelhantes,
porém diferem-se entre si no momento de agrupamento dos cadernos, visto que para tal atividade o
processo de lombada quadrada conta com a adição de cola e o processo de grampo conta com a adição
de grampos metálicos. O setor de lombada quadra é composto por duas máquinas, são elas a Acoro e a
Kolbus KM. A Figura 12 compara suas principais características de utilização como, capacidade
produtiva, características técnicas e principais produtos.
Características Acoro Kolbus KM
Velocidade (livros / hora) 7. 000 15.000
Tamanho médio de tiragem Até 30.000 livros > 5.000
Idade Média 15 anos 5 anos
Número de gavetas 22 11
Formatos (mm) 140 x 100 a 600 x 405 140 x 100 a 450 x 305
Espessura Lombada (mm) 3 a 80 10 a 60
Formato da Capa Com e Sem aba Sem aba
Acabamento de impressão Vernir e Laminação Verniz e Laminação
Tipo de fresa Fresado e Não fresado Fresado
Figura 6 - Comparativo características lombada quadrada.
Para produções em larga escala (grandes tiragens) a Kolbus KM era mais frequentemente
utilizada, desta forma esta máquina era programada pelo planejamento para produções de material
didático e livros de leitura, sendo assim bastante requisitada no segundo semestre do ano, quando
aumenta a demanda por este tipo de material. Dado que a produção se dava em grandes lotes e que a
máquina necessitava de pequenos ajustes entre as ordens de produção, pôde – se identificar que esta
máquina apresentava pequenas quantidades de Setup e eles ocorriam quase sempre dentro do tempo
previsto.
De forma contrária, a Acoro era frequentemente programada para serviços mais complexos, com
alto número de ajustes, alto grau de detalhes e pequenas tiragens. Assim sendo, esta máquina era
responsável por grande parte da produção de livros de arte, livros de leitura e revistas, os quais
apresentavam alto número de páginas. Por apresentar tamanha necessidade de flexibilização e diversos
ajustes entre as diferentes ordens de produção, esta máquina apresentava alto número de Setups e seus
tempos eram maiores que o planejado.
O setor de Grampo é composto por quatro alceadeiras de velocidades e fabricantes idênticos.
Estas máquinas são responsáveis pelo acabamento dos tabloides promocionais e as revistas semanais.
Na maior parte do tempo disponível, estas máquinas permanecem ociosas, porém são altamente
requisitadas nas produções das revistas. Apresentam pouca quantidade de Setup, visto que seu mix de
produto é bastante reduzido quando comparado às duas máquinas explanadas anteriormente e sua
frequência de utilização normalmente é semanal.
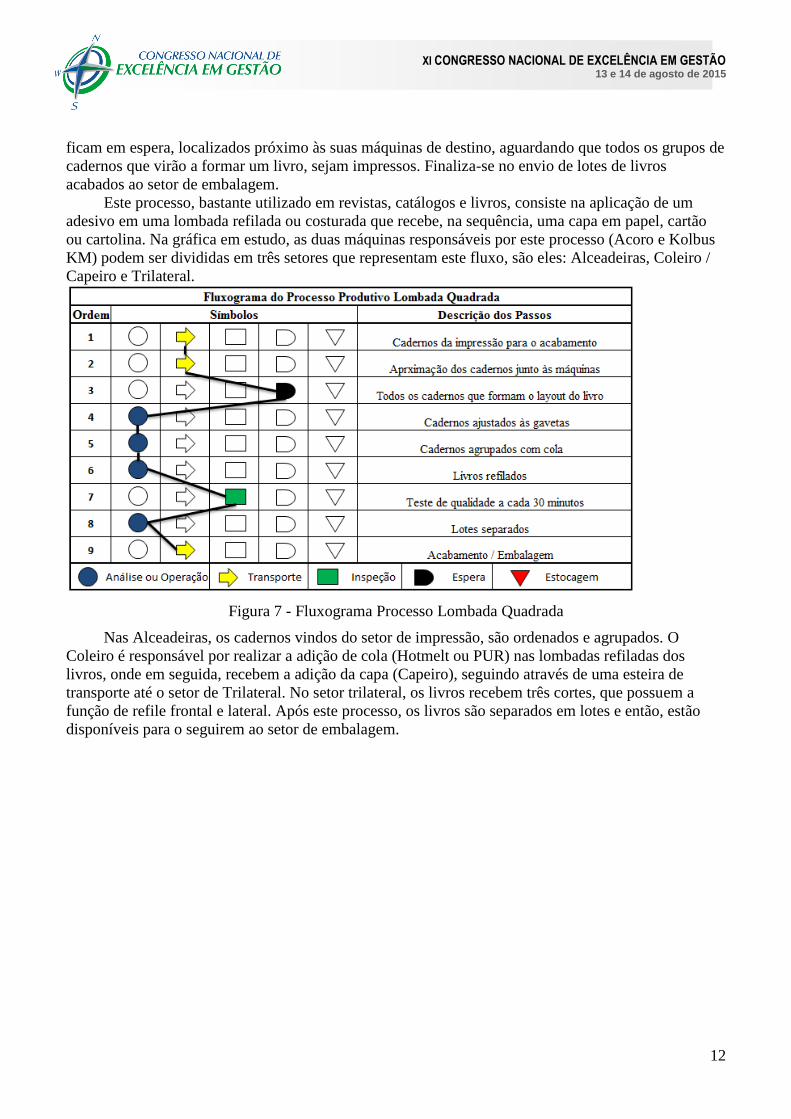
Diante do exposto, esta pesquisa apresenta o fluxograma do processo produtivo apenas para o
setor de lombada quadrada, o qual inicia-se com a chegada da matéria prima, que no caso deste setor,
são os cadernos (blocos de folhas agrupadas em dobras) vindos do setor de impressão. Estes cadernos
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
12
ficam em espera, localizados próximo às suas máquinas de destino, aguardando que todos os grupos de
cadernos que virão a formar um livro, sejam impressos. Finaliza-se no envio de lotes de livros
acabados ao setor de embalagem.
Este processo, bastante utilizado em revistas, catálogos e livros, consiste na aplicação de um
adesivo em uma lombada refilada ou costurada que recebe, na sequência, uma capa em papel, cartão
ou cartolina. Na gráfica em estudo, as duas máquinas responsáveis por este processo (Acoro e Kolbus
KM) podem ser divididas em três setores que representam este fluxo, são eles: Alceadeiras, Coleiro /
Capeiro e Trilateral.
Figura 7 - Fluxograma Processo Lombada Quadrada
Nas Alceadeiras, os cadernos vindos do setor de impressão, são ordenados e agrupados. O
Coleiro é responsável por realizar a adição de cola (Hotmelt ou PUR) nas lombadas refiladas dos
livros, onde em seguida, recebem a adição da capa (Capeiro), seguindo através de uma esteira de
transporte até o setor de Trilateral. No setor trilateral, os livros recebem três cortes, que possuem a
função de refile frontal e lateral. Após este processo, os livros são separados em lotes e então, estão
disponíveis para o seguirem ao setor de embalagem.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
13
Figura 8 - Fluxograma Processo Lombada Quadrada
Concluindo, o processo produtivo de lombada quadrada na gráfica em estudo é por caracterizado
por apresentar grandes esperas (matéria-prima) antes do processo, máquinas com menores velocidades,
caracterizando assim o processo gargalo, desta forma sendo esta área grande responsável por impactos
negativos no lead time total do processo de fabricação, acarretando em atrasos nas entregas aos
clientes.
Setup do processo de acabamento
Com o objetivo de mensurar e identificar os principais impactos na elevação da quantidade e dos
elevados tempos e de setup no processo de acabamento da gráfica foram analisados dados de Setups
das três principais linhas do setor de acabamento.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
14
Gráfico 01 - Tempos de Setup Kolbus KM Gráfico 02 - Tempos de Setup
Acoro
A máquina Kolbus KM apresentou ao longo de 15 meses uma média de tempos de Setup inferior
a 30 minutos, ou seja, com relação aos objetivos de Setups estabelecidos pela gráfica, esta máquina
estava dentro do esperado. Referente a Acoro, a máquina não apresentava uma boa performance
quanto ao atingimento dos tempos esperados de Setup, apesar de apresentar uma tendência de queda,
estes tempos ainda representavam altos impactos negativos sobre a produtividade.
Gráfico 08 - Tempos de Setup Kolbus KM
As alceadeiras apresentaram excelentes resultados de Setup, um dos maiores fatores
contribuintes para este número é que estas máquinas eram utilizadas poucas vezes por semana,
facilitando desta forma ajustes e manutenções que não impactavam na produtividade.
Os dados que serviram como fonte de identificação de desperdícios e análise de resultados de
tempos de Setup, foram obtidos através do monitoramento dos indicadores que são gerados pelos
apontamentos de produção realizados pelos operadores de máquina e em tempo real.
Implantação da metodologia SMED

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
15
O processo de implantação da metodologia SMED se relaciona com as dimensões do PDCA,
conforme ilustrado a seguir:
Passos do PDCA Etapas para Aplicação do Método
1.Plan
Planejamento
1.1. Priorização do processo a ser melhorado
1.2. Montagem da equipe de excelência operacional
1.3. Treinamento da equipe em SMED
2.Do
Implantação
2.1.Documentar os elementos das trocas atuais
2.2.Separar atividades internas e externas
2.3.Converter as atividades internas para externas
2.4.Racionalizar as atividades externas e internas
2.5. Estabelecimento de metas
2.6.Criação de folhas padrão de trabalho para cada tipo de Setup
(POP)
3.Check
Acompanhamento
3.1.Criação de sistemática para documentação dos ajustes realizados
3.2.Acompanhamento dos tempos e problemas atrelados aos Setups
3.3.Realização de checklists de auditoria do padrão de trabalho do
Setup.
4. Act
Ação corretiva e
padronização
4.1.Ferramenta para elaboração de ações corretivas do Setup
4.2.Realização de plano de ação semanal
Figura 9 - Etapas de Implantação da Metodologia SMED
Buscou-se expandir a implantação da ferramenta para as etapas de padronização e melhoria,
desta forma todas as fases foram guiadas pela metodologia PDCA, onde puderam ser adicionadas fases
de planejamento (pré-implantação), acompanhamento, ações corretivas e padronização (pós-
implantação) à metodologia tradicional de implantação do SMED proposta por Shingo (2008).
Priorização do processo a ser melhorado
Na busca de melhor explicitar os impactos dos tempos de Setup sobre a produtividade global dos
equipamentos no processo de acabamento, foi estabelecida uma relação entre os tempos produtivos e
os tempos improdutivos. Os tempos improdutivos foram divididos em acerto (Setups), manutenção
(preventiva e corretiva), paradas operacionais (interrupções do processo) e outras paradas (que
englobavam problemas com a espera de matéria prima, reimpressões, falta de energia elétrica, etc.).
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
16
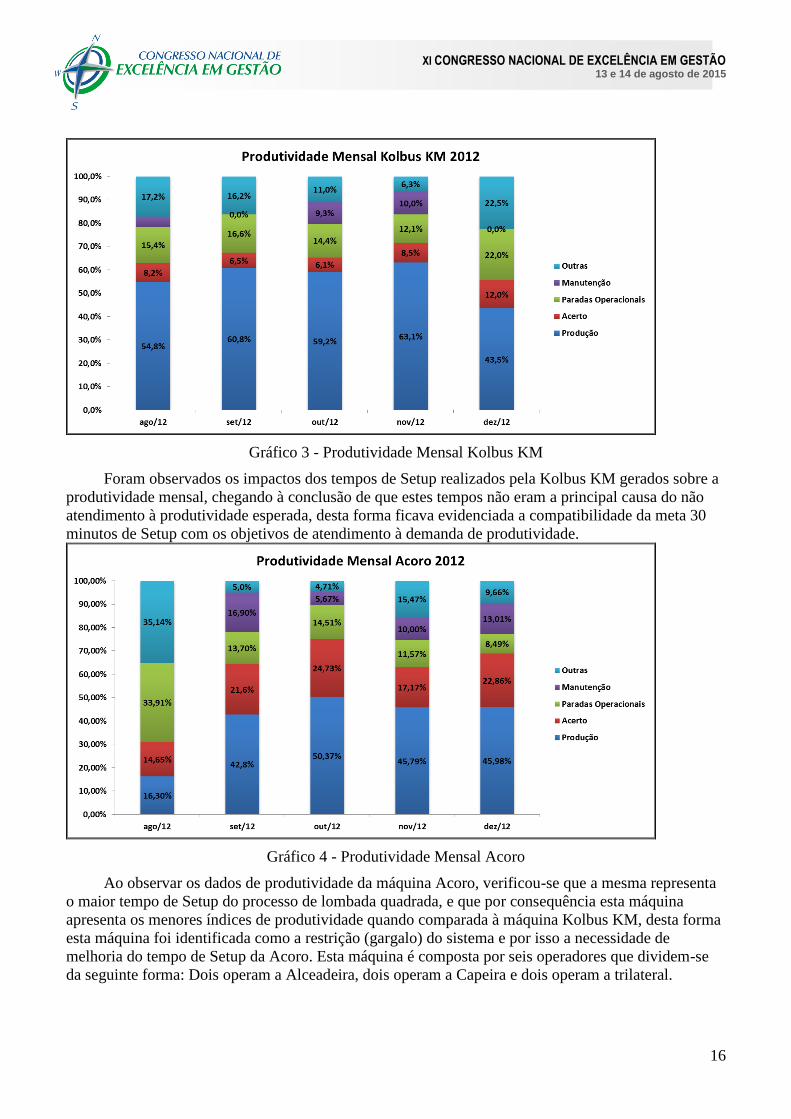
Gráfico 3 - Produtividade Mensal Kolbus KM
Foram observados os impactos dos tempos de Setup realizados pela Kolbus KM gerados sobre a
produtividade mensal, chegando à conclusão de que estes tempos não eram a principal causa do não
atendimento à produtividade esperada, desta forma ficava evidenciada a compatibilidade da meta 30
minutos de Setup com os objetivos de atendimento à demanda de produtividade.
Gráfico 4 - Produtividade Mensal Acoro
Ao observar os dados de produtividade da máquina Acoro, verificou-se que a mesma representa
o maior tempo de Setup do processo de lombada quadrada, e que por consequência esta máquina
apresenta os menores índices de produtividade quando comparada à máquina Kolbus KM, desta forma
esta máquina foi identificada como a restrição (gargalo) do sistema e por isso a necessidade de
melhoria do tempo de Setup da Acoro. Esta máquina é composta por seis operadores que dividem-se
da seguinte forma: Dois operam a Alceadeira, dois operam a Capeira e dois operam a trilateral.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
17
Montagem da equipe de excelência operacional
Como demanda do gerente industrial naquele momento, a equipe de RH teve a incumbência de
formar uma equipe de quatro pessoas (um trainee e três estagiários), estudantes do Curso de
Engenharia de Produção, com experiências em aplicação de ferramentas Lean, no intuito de
desenvolver uma equipe inteiramente focada em projetos de melhorias, que dariam suporte à todos os
setores da gráfica em estudo. O projeto piloto desta equipe seria a aplicação de SMED em uma
máquina gargalo do processo de acabamento.
Treinamento da equipe em SMED
Na busca de garantir a compreensão por parte de todos os envolvidos quanto aos objetivos da
implantação da ferramenta foi formada a equipe de excelência operacional enquanto multiplicadores
do SMED na gráfica. A equipe de excelência deu inicio à formação das equipes de operadores que
participariam da implantação. Quatro equipes foram formadas: Acoro T1 (turno manhã), Acoro T2
(turno noite), Kolbus KM T1 (turno manhã) e Kolbus KM (turno noite). Os treinamentos foram
ministrados para cada uma das turmas em seções de quatorze horas, conforme quadro xx. No total
foram treinadas 32 pessoas, dividindo-se em 12 operadores da Acoro, 20 operadores da Kolbus KM e
4 pessoas da equipe de Excelência Operacional. Algumas etapas da implantação do SMED pré-
implantação da ferramenta foram executadas durante a fase de treinamento.
Documentação dos elementos de trocas atuais
A documentação do processo foi registrado por meio dos seguintes instrumentos:
a) Observação do setup e descrição de todas as etapas que constituíam o mesmo – O objetivo aqui
era permitir a observância do todas as etapas do Setup, armazenamento de informações para uma
possível revisitação e principalmente dar aos operadores a oportunidade de verem a si mesmo
realizando aquelas operações, descrevendo-as em forma de check list a partir da filmagem realizada.
b) Cronometragem de todas as etapas que compunham o Setup em estudo – Esta etapa tinha como
objetivo cronometrar todas as atividades realizadas durante as fases de Setup interno e externo,
observando possíveis oportunidades de melhoria. O resultado deste etapa e da anterior pode ser
visualizado na figura 21.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
18
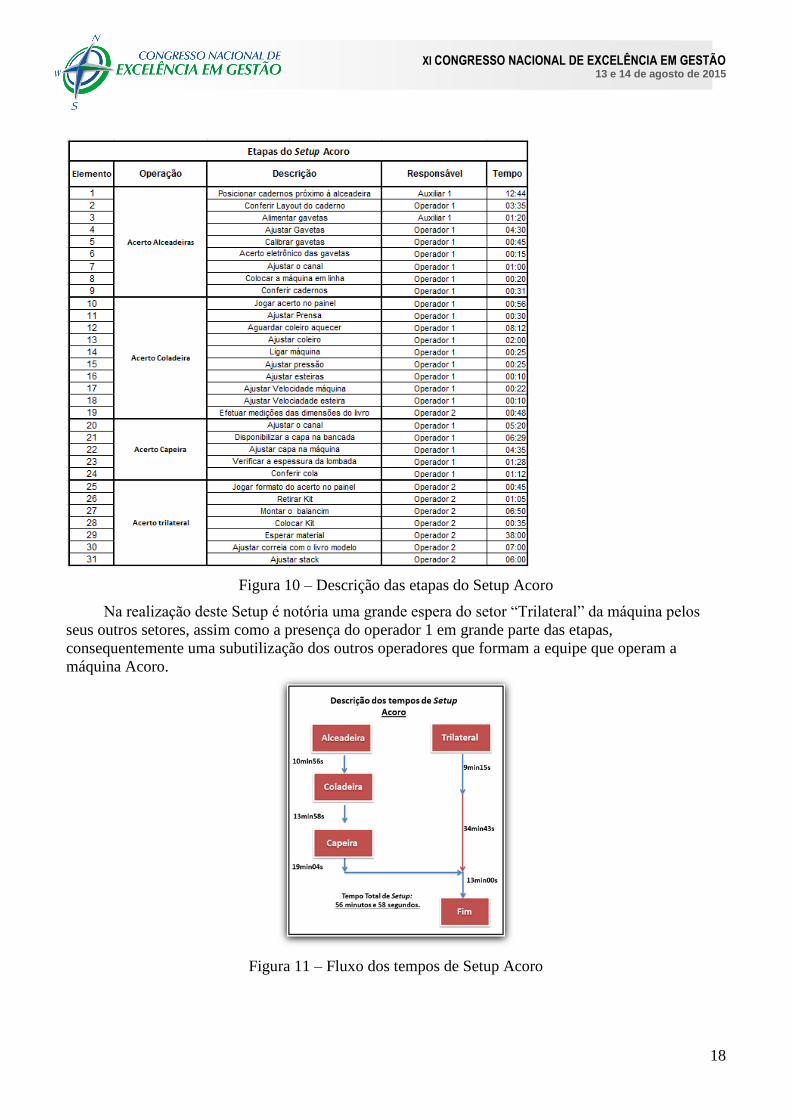
Figura 10 – Descrição das etapas do Setup Acoro
Na realização deste Setup é notória uma grande espera do setor “Trilateral” da máquina pelos
seus outros setores, assim como a presença do operador 1 em grande parte das etapas,
consequentemente uma subutilização dos outros operadores que formam a equipe que operam a
máquina Acoro.
Figura 11 – Fluxo dos tempos de Setup Acoro

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
19
c) Anotações do percurso percorrido pelo operador – Através do Diagrama de Spaghetti descrever o
percurso percorrido pelo operador na busca de identificar oportunidades de redução de desperdícios de
movimentação, identificando um fluxo mais simples e melhor. Um exemplo desta análise, realizada
para a máquina Acoro, ilustrada a seguir:
Separar atividades internas e externas
Foram classificados os processos produtivos da linha de produção da Acoro em interno e
externo, baseado em Shingo (2008) que afirma que as tarefas que podem ser realizadas somente
quando a máquina estiver parada constituem as atividades de Setup interno, de forma análoga, as
atividades que puderem ser realizadas quando a máquina estiver funcionando são caracterizadas como
parte do Setup externo.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
20
Figura 12 – Separando Setup interno de externo
Ao analisar as atividades que compunham esta etapa, foi possível perceber a presença de
algumas atividades externas, como: “Posicionar cadernos” próximos à alceadeira, que era realizada
pelo auxiliar de produção 1, enquanto a máquina finalizava a produção OP anterior, não necessitando
desta forma que a máquina estivesse parada para que ele realizasse tal operação. Da mesma forma, a
atividade “Alimentar gavetas”, ocorria no momento em que a máquina ainda estava em operação,
apenas entre o momento de esvaziamento da OP anterior e o momento do reabastecimento da OP
posterior.
Também foi possível notar a presença de atividades que eram executadas de forma paralela, ou
seja, enquanto um operador executava os ajustes de Setup em um setor da máquina, um outro operador
simultaneamente realizava os ajustes de outra composição da máquina, por exemplo, as atividades de
“Jogar formato do acerto no painel, retirar Kit, montar o balancim e colocar kit, ocorriam no setor
Trilateral da Acoro, ao mesmo tempo que o operador 1 estava realizando ajustes nos setores da
Alceadeira ou da Coladeira.
Converter as atividades internas para externas
Neste momento buscou-se identificar, dentre as etapas que compunham as atividades internas de
Setup, métodos de realizar uma preparação antecipada das condições de operação, ou seja, como
transformá-las em uma atividade externa, com objetivo de reduzir o tempo de Setup interno por meio
da redução do tempo de operação de todos os setores da máquina em estudo. Após análises das
atividades listadas no quadro de Setup, foram identificadas oportunidades de conversão de atividades
internas para externas; essas foram possíveis a partir das seguintes melhorias:
Melhor utilização da equipe (balanceamento das atividades);
Antecipação de algumas atividades, através do conhecimento das OPs futuras;

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
21
Treinamento de toda a equipe em todas as etapas do Setup, permitindo desta forma que todos
estivessem aptos a fazer ajustes em qualquer um dos setores da máquina;
Organização das ferramentas no local de trabalho;
Utilização de moldes ou formas, como por exemplo, auxilio na montagem do balancim;
Melhor utilização dos espaços disponíveis e do fluxo das pessoas.
Figura 13 – Convertendo Setup interno para externo
Racionalizar as atividades externas e internas
Uma maneira de dinamizar as atividades internas é a implementação das atividades paralelas.
Isso pode ser alcançado com a utilização de duas ou mais pessoas trabalhando em uma mesma
operação, ou duas ou mais pessoas executando tarefas diferentes ao mesmo tempo. Portanto, para
localizar oportunidades de realização de atividades paralelas, foram analisadas quais atividades podem
ter seu tempo reduzido com a utilização de mais de uma pessoa e quais atividades são independentes e
podem ser realizadas de maneira simultânea por pessoas diferentes. Algumas situações em que esse
conceito pôde ser aplicado nesta fase, foram nas etapas 22, 23 e 24, que a partir do investimento em
qualificação do auxiliar 2, ele pôde executar atividades que antes eram realizadas pelo operador 1.
Continuando a análise de oportunidades de melhorias, puderam ser criadas duas etapas adicionais, no
intuito de auxiliar os operadores principais, sem aumentar o tempo de Setup interno, exemplo disso
foram dois ou três operadores realizando tarefas diferentes ao mesmo tempo, como na montagem do
balancim, onde anteriormente apenas o operador 2 era responsável por executar esta operação e após a
implantação da metodologia, o operador 2 pôde contar com o auxiliar 3 na execução das operações de
pré-montagem do balancim e o auxiliar 2 na disponibilização do material para o setor da trilateral.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
22
Figura 14 – Melhorias no tempo de setup Acoro
Deu-se atenção não apenas à melhorias do Setup interno, mas também melhorias de tempos e
movimentos do Setup externo na busca de transformar todo o ambiente de trabalho e tornar
confortáveis as operações à todos os operadores/ auxiliares que executavam o Setup, assim sendo,
algumas questões foram analisadas para obtenção das melhorias:
• Identificação dos itens que precisavam ser controlados nos elementos do SMED, tais como
guias, ferramentas, matéria-prima e etc;
• Uso do 5S para oferecer boas opções de controles, utilizando suas disciplinas para organização e
padronização;
• Utilização de dispositivos Poka-Yoke para evitar erros de medições;
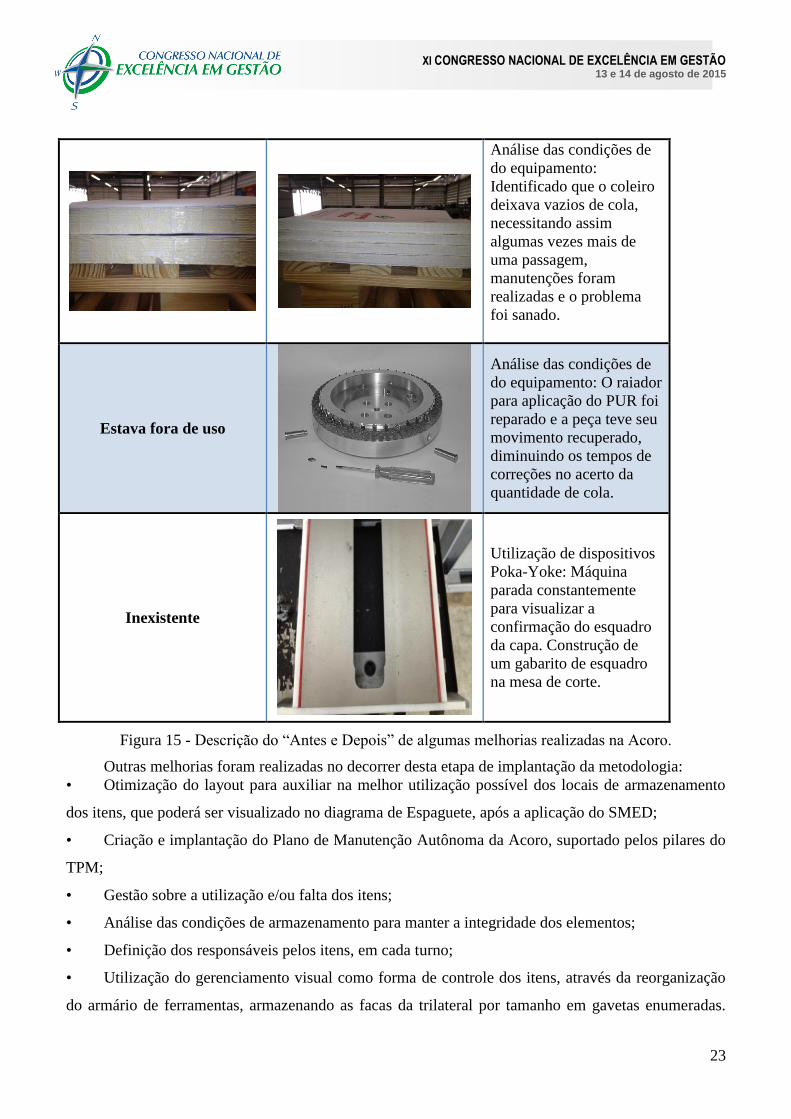
................................................................................................................................ Antes Depois Descrição da Melhoria
Controle de matéria-
prima: Foi observada a
dificuldade dos
operadores em manusear
os cadernos quando os
mesmos vinham
armazenados de forma
diferente, foi criada a
padronização da forma de
armazenamento.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
23
Análise das condições de
do equipamento:
Identificado que o coleiro
deixava vazios de cola,
necessitando assim
algumas vezes mais de
uma passagem,
manutenções foram
realizadas e o problema
foi sanado.
Estava fora de uso
Análise das condições de
do equipamento: O raiador
para aplicação do PUR foi
reparado e a peça teve seu
movimento recuperado,
diminuindo os tempos de
correções no acerto da
quantidade de cola.
Inexistente
Utilização de dispositivos
Poka-Yoke: Máquina
parada constantemente
para visualizar a
confirmação do esquadro
da capa. Construção de
um gabarito de esquadro
na mesa de corte.
Figura 15 - Descrição do “Antes e Depois” de algumas melhorias realizadas na Acoro.
Outras melhorias foram realizadas no decorrer desta etapa de implantação da metodologia:
• Otimização do layout para auxiliar na melhor utilização possível dos locais de armazenamento
dos itens, que poderá ser visualizado no diagrama de Espaguete, após a aplicação do SMED;
• Criação e implantação do Plano de Manutenção Autônoma da Acoro, suportado pelos pilares do
TPM;
• Gestão sobre a utilização e/ou falta dos itens;
• Análise das condições de armazenamento para manter a integridade dos elementos;
• Definição dos responsáveis pelos itens, em cada turno;
• Utilização do gerenciamento visual como forma de controle dos itens, através da reorganização
do armário de ferramentas, armazenando as facas da trilateral por tamanho em gavetas enumeradas.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
24
Desta forma, ao abrir as gavetas nas operações de checklist de setup externo era possível verificar a
ausência de alguma faca.
Estabelecimento de metas
Uma vez coletados os dados iniciais e passado pela etapa de melhorias, foram estabelecidas
metas razoáveis e acordadas com a equipe para que houvesse motivação por parte dos colaboradores,
para que de forma sustentável pudesse garantir os melhores resultados de Setup. Todos operadores,
auxiliares e integrantes da equipe EO participaram de alguma forma do estabelecimento das metas,
seja através da análise da coleta de dados ou assistindo a filmagem. Com a definição de uma meta
desafiadora e crível pôde-se iniciar os trabalhos de padronização das oportunidades. Uma meta para
um dígito de minuto é sempre a primeira meta a ser pensada dentro da metodologia do SMED, porém
a meta adotada foi de 21 minutos, que pôde ser traduzida pela interpretação de uma nova forma de
representar o fluxo apresentado na figura 26 adotado pela equipe.
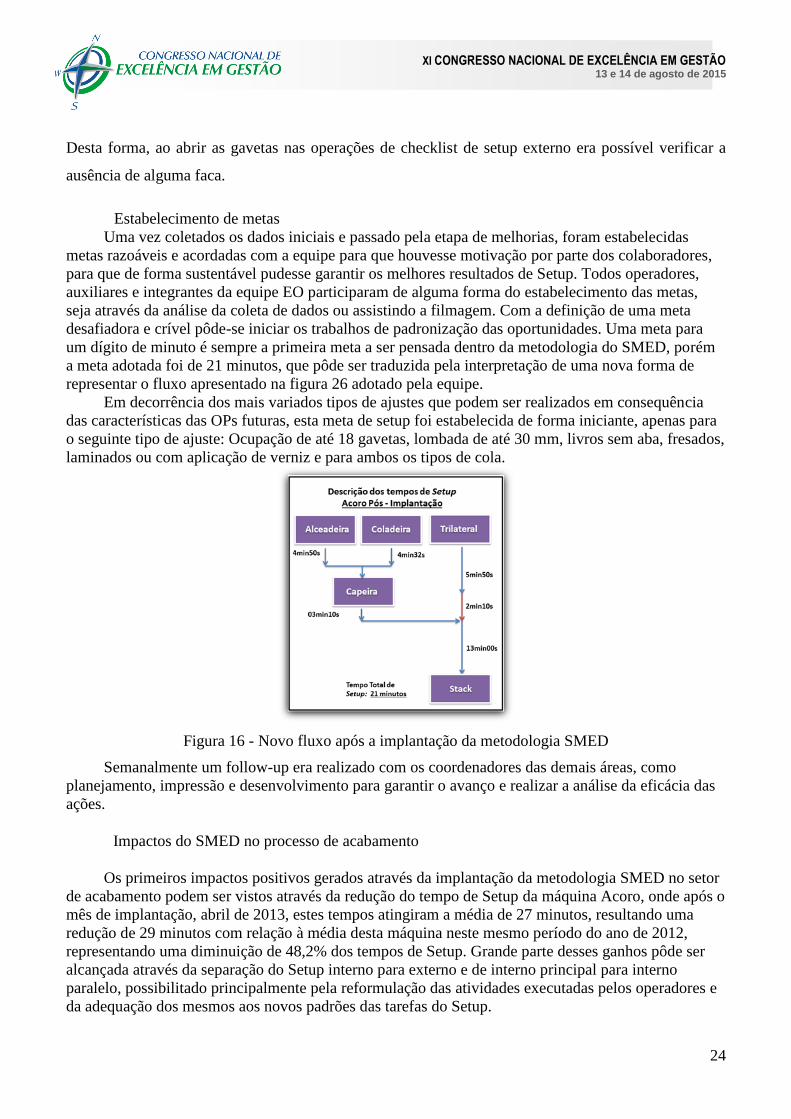
Em decorrência dos mais variados tipos de ajustes que podem ser realizados em consequência
das características das OPs futuras, esta meta de setup foi estabelecida de forma iniciante, apenas para
o seguinte tipo de ajuste: Ocupação de até 18 gavetas, lombada de até 30 mm, livros sem aba, fresados,
laminados ou com aplicação de verniz e para ambos os tipos de cola.
Figura 16 - Novo fluxo após a implantação da metodologia SMED
Semanalmente um follow-up era realizado com os coordenadores das demais áreas, como
planejamento, impressão e desenvolvimento para garantir o avanço e realizar a análise da eficácia das
ações.
Impactos do SMED no processo de acabamento
Os primeiros impactos positivos gerados através da implantação da metodologia SMED no setor
de acabamento podem ser vistos através da redução do tempo de Setup da máquina Acoro, onde após o
mês de implantação, abril de 2013, estes tempos atingiram a média de 27 minutos, resultando uma
redução de 29 minutos com relação à média desta máquina neste mesmo período do ano de 2012,
representando uma diminuição de 48,2% dos tempos de Setup. Grande parte desses ganhos pôde ser
alcançada através da separação do Setup interno para externo e de interno principal para interno
paralelo, possibilitado principalmente pela reformulação das atividades executadas pelos operadores e
da adequação dos mesmos aos novos padrões das tarefas do Setup.

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
25
Gráfico 5 - Evolução dos tempos de setup da Acoro
Outros benefícios desta implantação também puderam ser observados nos impactos positivos
gerados sobre a produtividade desta máquina, pois quando comparado ao segundo semestre de 2012, a
qual obteve uma média de 40,25% de produtividade, percebe-se uma evolução para uma média de
57,76% de produtividade. Porém, percebe-se que esta redução não se deve somente à redução do
setup, mas a um conjunto de fatores que também apresentaram melhoras após a implantação da
metodologia, pois através das análises das tarefas realizadas, das condições do equipamento, da
organização do trabalho e do ambiente, puderam ser identificadas inúmeras oportunidades de
melhorias.
Gráfico 6 - Gráfico da evolução da produtividade após a implantação do SMED
Pode-se relatar a diminuição das paradas operacionais, que foram caracterizadas por paradas
operacionais de máquina, que não necessitavam da intervenção da manutenção. Estas paradas puderam
ser reduzidas através de treinamentos e capacitação da mão-de-obra, onde todos os seis operadores
puderam ser treinados, acarretando assim uma maior conscientização desses para a importância do
conceito de TRF, cultivando um ambiente que objetiva o aumento da eficiência da produção,
deixando-os mais aptos a elaborarem sugestões para futuras melhorias e principalmente na formação
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
26
de backups que puderam ser acionados em qualquer parte da máquina no momento de ausência de
qualquer outro operador, proporcionando assim um sistema de melhoria sustentável.
Pôde-se observar uma redução de paradas de máquina para manutenções, principalmente as
corretivas, pois durante algumas etapas da implantação a manutenção foi bastante acionada para
realizar melhorias do equipamento de forma programada e duradoura. Pôde-se também observar uma
melhor interação entre a equipe de operação da Acoro e a manutenção após a utilização do Plano de
Manutenção Preventiva Operacional da Acoro, que identificaram a necessidade de trabalharem em
constante comunicação gerando melhorias nas peças e sistemas da máquina.
O evento “outras”, caracterizado por paradas decorrentes principalmente da falta de material,
seja por ausência de demanda do cliente ou por atraso nos setores anteriores, apresentou uma pequena
redução de 14% de média em 2012 para 13,90% de média após implantação em 2013, porém algumas
melhorias com o setor de PCP foram realizadas na intenção de balancear a produção para uma nova
realidade de produtividade da Acoro e com o setor de vendas, para buscar abastecer a programação da
máquina com novos produtos.
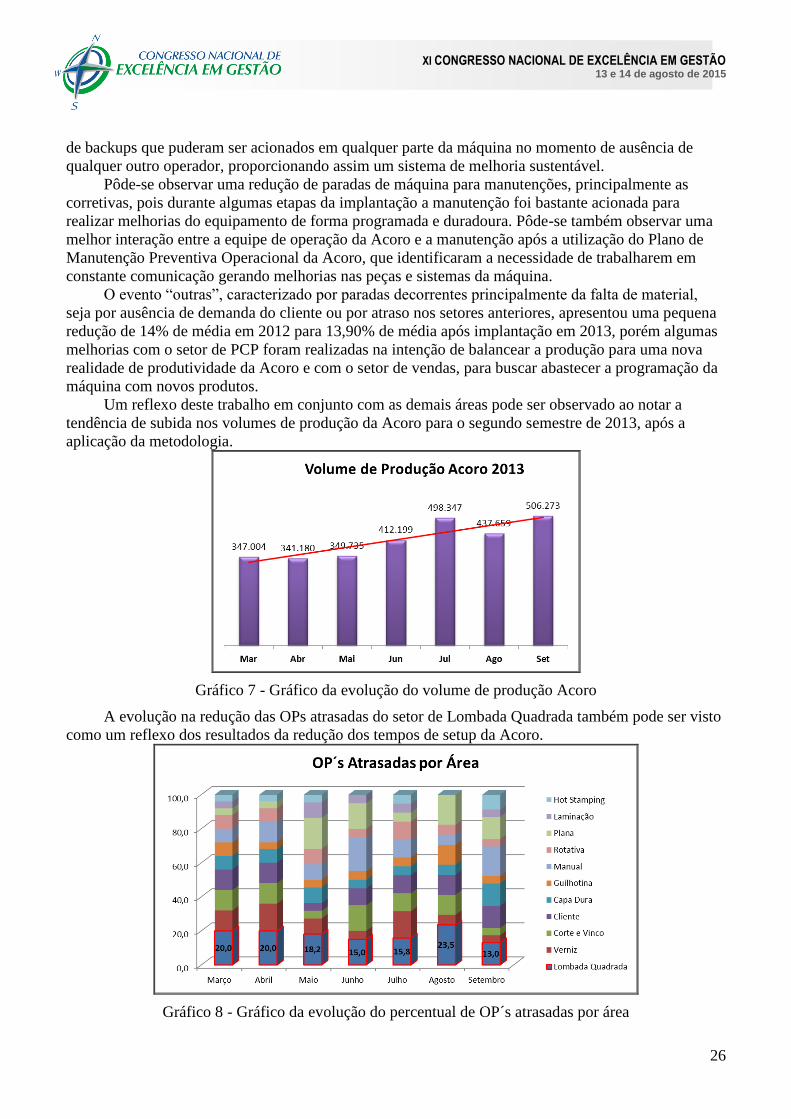
Um reflexo deste trabalho em conjunto com as demais áreas pode ser observado ao notar a
tendência de subida nos volumes de produção da Acoro para o segundo semestre de 2013, após a
aplicação da metodologia.
Gráfico 7 - Gráfico da evolução do volume de produção Acoro
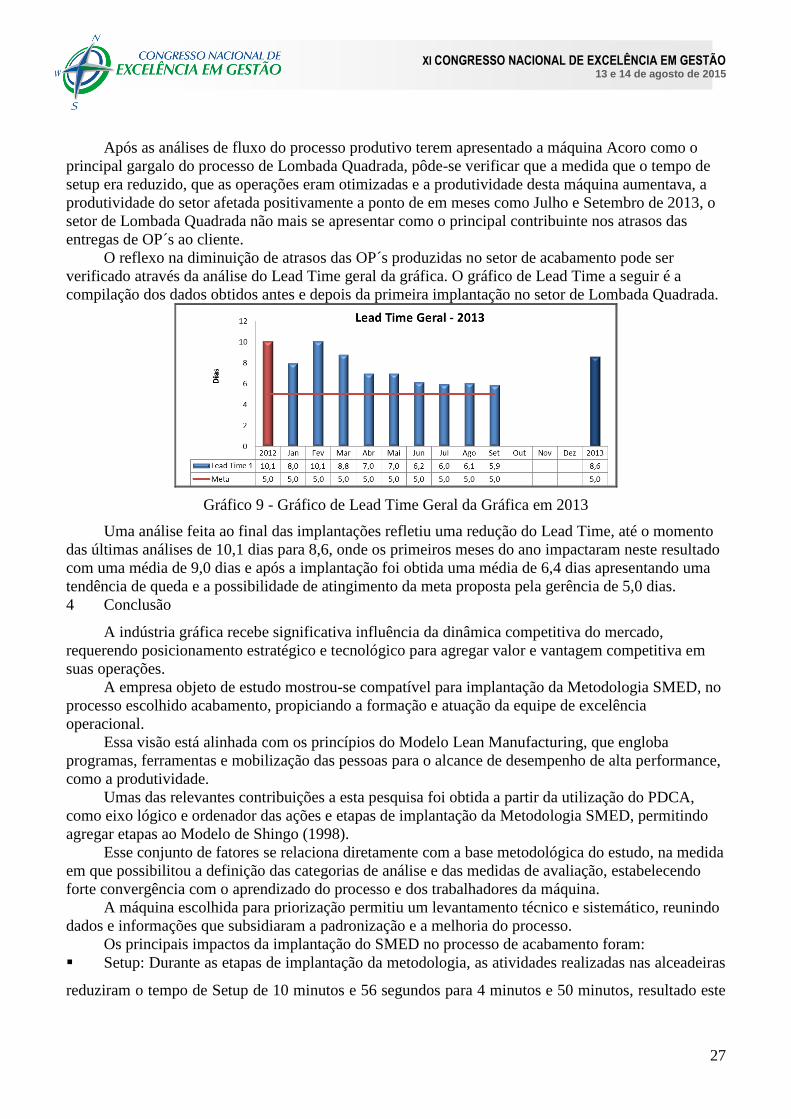
A evolução na redução das OPs atrasadas do setor de Lombada Quadrada também pode ser visto
como um reflexo dos resultados da redução dos tempos de setup da Acoro.
Gráfico 8 - Gráfico da evolução do percentual de OP´s atrasadas por área
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
27
Após as análises de fluxo do processo produtivo terem apresentado a máquina Acoro como o
principal gargalo do processo de Lombada Quadrada, pôde-se verificar que a medida que o tempo de
setup era reduzido, que as operações eram otimizadas e a produtividade desta máquina aumentava, a
produtividade do setor afetada positivamente a ponto de em meses como Julho e Setembro de 2013, o
setor de Lombada Quadrada não mais se apresentar como o principal contribuinte nos atrasos das
entregas de OP´s ao cliente.
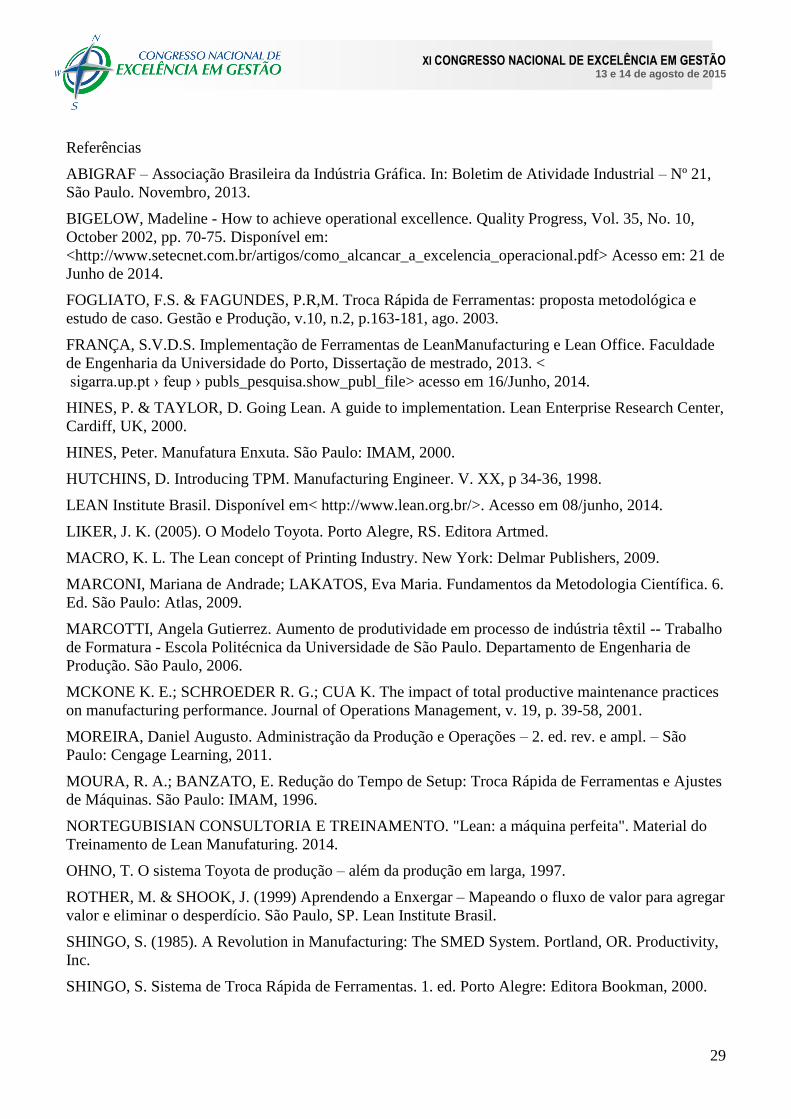
O reflexo na diminuição de atrasos das OP´s produzidas no setor de acabamento pode ser
verificado através da análise do Lead Time geral da gráfica. O gráfico de Lead Time a seguir é a
compilação dos dados obtidos antes e depois da primeira implantação no setor de Lombada Quadrada.
Gráfico 9 - Gráfico de Lead Time Geral da Gráfica em 2013
Uma análise feita ao final das implantações refletiu uma redução do Lead Time, até o momento
das últimas análises de 10,1 dias para 8,6, onde os primeiros meses do ano impactaram neste resultado
com uma média de 9,0 dias e após a implantação foi obtida uma média de 6,4 dias apresentando uma
tendência de queda e a possibilidade de atingimento da meta proposta pela gerência de 5,0 dias.
4 Conclusão
A indústria gráfica recebe significativa influência da dinâmica competitiva do mercado,
requerendo posicionamento estratégico e tecnológico para agregar valor e vantagem competitiva em
suas operações.
A empresa objeto de estudo mostrou-se compatível para implantação da Metodologia SMED, no
processo escolhido acabamento, propiciando a formação e atuação da equipe de excelência
operacional.
Essa visão está alinhada com os princípios do Modelo Lean Manufacturing, que engloba
programas, ferramentas e mobilização das pessoas para o alcance de desempenho de alta performance,
como a produtividade.
Umas das relevantes contribuições a esta pesquisa foi obtida a partir da utilização do PDCA,
como eixo lógico e ordenador das ações e etapas de implantação da Metodologia SMED, permitindo
agregar etapas ao Modelo de Shingo (1998).
Esse conjunto de fatores se relaciona diretamente com a base metodológica do estudo, na medida
em que possibilitou a definição das categorias de análise e das medidas de avaliação, estabelecendo
forte convergência com o aprendizado do processo e dos trabalhadores da máquina.
A máquina escolhida para priorização permitiu um levantamento técnico e sistemático, reunindo
dados e informações que subsidiaram a padronização e a melhoria do processo.
Os principais impactos da implantação do SMED no processo de acabamento foram:
Setup: Durante as etapas de implantação da metodologia, as atividades realizadas nas alceadeiras
reduziram o tempo de Setup de 10 minutos e 56 segundos para 4 minutos e 50 minutos, resultado este

XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
28
devido à separação de setup interno para externo. As atividades na Coladeira puderam ser realizadas
paralelamente às atividades nas Alceadeiras e Trilateral e 70% das atividades da Capeira puderam ser
realizadas de forma externa ou paralela, desta forma reduzindo o tempo total de Setup da Acoro de 56
minutos e 58 segundos para 21 minutos. Durante a fase de pós-implantação que pôde ser acompanhada
pela autora desta pesquisa, o setup total da Acoro efetivamente alcançou a média de 27 minutos, uma
redução de 48,2% dos tempos de Setup.
Produtividade – Uma vez realizada a implantação da metodologia SMED, pôde-se observar seus
impactos diretos sobre os volumes de produção de Acoro, que neste momento passaram a alcançar
médias de 500.000 livros/ mês, o que impactou diretamente na produtividade da máquina em estudo,
onde a mesma apresentava no semestre anterior à implantação (Outubro de 2012 a Março de 2013)
uma média de 44, 54% de produtividade e após a implantação passou a flutuar sobre a média de
59,72%, o que representou um ganho de 15,18% de produtividade.
Lead time – Após o aumento da produtividade, redução dos tempos de setup, a máquina Acoro
diminuiu seu índice de OPs atrasadas, desta forma contribuindo positivamente para o lead time geral
da gráfica.
Manutenção – Durante as fases de implantação, houve a necessidade de realizar um projeto
piloto junto à manutenção para desenvolver junto à Acoro o primeiro Plano de Manutenção Autônoma,
o que logo nos primeiros meses começou a surtir efeito sobre a diminuição das horas de máquina
parada para manutenções corretivas.
Através da aplicação da metodologia SMED alguns benefícios em torno do setor de acabamento
foram obtidos, tais como, o aumento de produtividade, melhoria na qualidade do produto, melhoria na
manutenção dos equipamentos e mudança de cultura organizacional, tornando assim a empresa
estudada mais competitiva, podendo ainda ampliar tais benefícios através da implementação de
algumas melhorias ainda não acatadas, dado posto a exigência do mercado por empresas que invistam
em eficiência na gestão de seus recursos de produção.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
29
Referências
ABIGRAF – Associação Brasileira da Indústria Gráfica. In: Boletim de Atividade Industrial – Nº 21,
São Paulo. Novembro, 2013.
BIGELOW, Madeline - How to achieve operational excellence. Quality Progress, Vol. 35, No. 10,
October 2002, pp. 70-75. Disponível em:
<http://www.setecnet.com.br/artigos/como_alcancar_a_excelencia_operacional.pdf> Acesso em: 21 de
Junho de 2014.
FOGLIATO, F.S. & FAGUNDES, P.R,M. Troca Rápida de Ferramentas: proposta metodológica e
estudo de caso. Gestão e Produção, v.10, n.2, p.163-181, ago. 2003.
FRANÇA, S.V.D.S. Implementação de Ferramentas de LeanManufacturing e Lean Office. Faculdade
de Engenharia da Universidade do Porto, Dissertação de mestrado, 2013. <
sigarra.up.pt › feup › publs_pesquisa.show_publ_file> acesso em 16/Junho, 2014.
HINES, P. & TAYLOR, D. Going Lean. A guide to implementation. Lean Enterprise Research Center,
Cardiff, UK, 2000.
HINES, Peter. Manufatura Enxuta. São Paulo: IMAM, 2000.
HUTCHINS, D. Introducing TPM. Manufacturing Engineer. V. XX, p 34-36, 1998.
LEAN Institute Brasil. Disponível em< http://www.lean.org.br/>. Acesso em 08/junho, 2014.
LIKER, J. K. (2005). O Modelo Toyota. Porto Alegre, RS. Editora Artmed.
MACRO, K. L. The Lean concept of Printing Industry. New York: Delmar Publishers, 2009.
MARCONI, Mariana de Andrade; LAKATOS, Eva Maria. Fundamentos da Metodologia Científica. 6.
Ed. São Paulo: Atlas, 2009.
MARCOTTI, Angela Gutierrez. Aumento de produtividade em processo de indústria têxtil -- Trabalho
de Formatura - Escola Politécnica da Universidade de São Paulo. Departamento de Engenharia de
Produção. São Paulo, 2006.
MCKONE K. E.; SCHROEDER R. G.; CUA K. The impact of total productive maintenance practices
on manufacturing performance. Journal of Operations Management, v. 19, p. 39-58, 2001.
MOREIRA, Daniel Augusto. Administração da Produção e Operações – 2. ed. rev. e ampl. – São
Paulo: Cengage Learning, 2011.
MOURA, R. A.; BANZATO, E. Redução do Tempo de Setup: Troca Rápida de Ferramentas e Ajustes
de Máquinas. São Paulo: IMAM, 1996.
NORTEGUBISIAN CONSULTORIA E TREINAMENTO. "Lean: a máquina perfeita". Material do
Treinamento de Lean Manufaturing. 2014.
OHNO, T. O sistema Toyota de produção – além da produção em larga, 1997.
ROTHER, M. & SHOOK, J. (1999) Aprendendo a Enxergar – Mapeando o fluxo de valor para agregar
valor e eliminar o desperdício. São Paulo, SP. Lean Institute Brasil.
SHINGO, S. (1985). A Revolution in Manufacturing: The SMED System. Portland, OR. Productivity,
Inc.
SHINGO, S. Sistema de Troca Rápida de Ferramentas. 1. ed. Porto Alegre: Editora Bookman, 2000.
XI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 13 e 14 de agosto de 2015
30
SOUZA, R. V. B. – Método para Aplicação de Técnicas para Redução de Tempos de Setup como
Meio para Aumento de Produtividade em Indústrias Gráficas. Trabalho de Conclusão de Curso –
Escola de Engenharia de São Carlos – USP, 2009.
WERKEMA, C. Lean Seis Sigma: Introdução às ferramentas do lean manufacturing. Série Seis Sigma,
V. 4. Belo Horizonte/MG: Werkema Editora, 2006.
WOMACK, James P., JONES, Daniel T., ROOS, Daniel. A mentalidade enxuta nas empresas. 5. ed.
Rio de Janeiro: Campus, 2004.
WOMACK, James P.; JONES, Daniel T.; ROOS, Daniel. A máquina que mudou o mundo. Rio de
Janeiro: Elsevier, 2004.