Embed Size (px)
Citation preview
PLANEJAMENTOS FATORIAIS NA
ANÁLISE DE SENSIBILIDADE PARA
OTIMIZAÇÃO DE MODELOS DE
SIMULAÇÃO A EVENTOS DISCRETOS
Rafael de Carvalho Miranda (UNIFEI)
Jose Arnaldo Barra Montevechi (UNIFEI)
A simulação a eventos discretos tem sido utilizada nas mais diversas
áreas do conhecimento, permitindo a experimentação de cenários antes
de sua real implementação. Contudo, nem sempre é fácil, ou mesmo
possível manipular um grande número dde variáveis. Nesse sentido, a
otimização via simulação vem sendo utilizada de forma crescente,
demandando, no entanto, um considerável esforço computacional para
sua utilização. Uma forma de acelerar tal processo consiste em reduzir
seu espaço de busca, limitando o número de variáveis de entrada.
Dessa forma, este artigo apresenta como o emprego de planejamentos
fatoriais permitem selecionar as variáveis significativas em um modelo
de simulação, e, assim, acelerar o processo de otimização. Um método
será proposto para condução da análise de sensibilidade em
simulação, utilizando o planejamento fatorial fracionado, o
planejamento fatorial completo e a otimização via simulação. Para
exemplificar tal aplicação, um modelo de simulação foi utilizado. Os
resultados alcançados ao longo desse artigo mostrarão como técnicas
de planejamento de experimentos podem ser utilizadas para realizar a
análise de sensibilidade em modelos de simulação acelerando o
processo de otimização.
Palavras-chaves: Simulação a eventos discretos, análise de
sensibilidade, otimização via simulação, planejamento de experimentos
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1.1
1. Introdução
A simulação a eventos discretos tem sido utilizada de forma crescente para auxílio à tomada
de decisões (BANKS et al., 2005; BRUZZONE et al. , 2007; LAW, 2007). Esta já é apontada
como uma das técnicas de pesquisa mais utilizadas, devido principalmente à sua versatilidade,
flexibilidade e poder de análise (JAHANGIRIAN et al., 2010; RYAN e HEAVEY, 2006).
No entanto, para Law e McComas (2002), uma das desvantagens da simulação é que esta por
si só não é uma técnica de otimização. Fazendo com que um analista tenha que simular várias
configurações do sistema real e escolher, dentre todos os resultados alcançados, aquele que
apresente o maior desempenho.
Nesse sentido, a otimização via simulação pode ser definida como o processo de testar
diferentes combinações de valores, para variáveis que podem ser controladas, objetivando
encontrar a combinação de valores que forneça o resultado mais desejável para os resultados
de saída em um modelo de simulação (HARREL, GHOSH e BOWDEN, 2004).
Fu (2002), Banks et al. (2005) e Harrel et al. (2002) afirmam que o uso da otimização em
conjunto com a simulação vem crescendo de forma contínua, devido principalmente a pacotes
de simulação que possuem rotinas de otimização integradas.
Segundo Andradóttir (1998), a verificação do desempenho de um sistema para uma
determinada configuração de valores através da simulação exige um considerável esforço
computacional. Para se localizar a solução ótima ou quase ótima, é necessário verificar
diversas configurações de valores para os parâmetros de entrada de um modelo, logo, a
otimização via simulação é extremamente exaustiva do ponto de vista do esforço
computacional.
Harrel, Ghosh e Bowden (2004) destacam que apesar dos avanços ocorridos nos softwares de
otimização via simulação, uma crítica comum a estes pacotes comerciais é que ao
manipularem mais de uma variável de entrada, estes softwares tornam-se muito lentos.
Considerando que nem todas as variáveis são igualmente importantes com relação ao seu
efeito sobre a resposta que se deseja otimizar (BILES, 1979, 1984), uma análise de
sensibilidade pode ser conduzida no modelo de simulação de modo a selecionar as variáveis
que comporão o espaço de busca da otimização, uma vez que quanto menos variáveis
comporem o espaço de busca mais rápida torna-se a otimização.
Assim, para proceder à seleção das variáveis, experimentos de caracterização ou screening,
podem ser realizados. O objetivo desses experimentos é separar as variáveis mais importantes
daquelas que podem ser negligenciadas (BILES, 1979, 1984).
Sendo assim este artigo apresenta como o emprego do delineamento de experimentos (DOE)
permite selecionar as variáveis significativas em um modelo de simulação, e assim acelerar o
processo de otimização.
Para alcançar tal objetivo, um método será proposto para condução da análise de sensibilidade
em modelos de simulação, utilizando o planejamento fatorial fracionado, o planejamento
fatorial completo e a otimização via simulação. Um objeto de estudo é utilizado como forma
de apresentar a sequência de passos do método proposto. Por fim, é estabelecida a
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
comparação entre a otimização sem estudo prévio da significância das variáveis, e a
otimização realizada com a utilização da análise de sensibilidade.
O artigo encontra-se estruturado da seguinte forma: a seção 2 apresenta a revisão de literatura.
A seção 3 apresenta o método proposto para condução da análise de sensibilidade. A seção 4
traz a aplicação do método. A seção 5 discute os resultados alcançados, e, por fim, a seção 6
apresenta as conclusões do artigo.
2. Revisão de literatura
2.1 Planejamento de experimentos simulados
De acordo com Kelton (2003), embora os métodos de planejamento de experimentos clássicos
tenham sido desenvolvidos com experimentos físicos, eles podem ser utilizados em
experimentos simulados.
Os benefícios do projeto de experimentos na simulação incluem a possibilidade da melhoria
do desempenho no processo, evitando a técnica da tentativa e erro para a busca de soluções
(MONTEVECHI et al., 2007).
De acordo com Kelton (2003), para facilitar o entendimento do papel da simulação na
execução de experimentos, é necessário imaginar que, em um experimento, a variável de
resposta (Y) ou a variável dependente pode ser representada como:
Y = f (x1, x2,..., xn) (1)
Onde:
- x1, x2, xn representam as variáveis de entrada, fatores ou variáveis independentes;
- f representa a função de transformação que é o próprio modelo de simulação.
A experimentação através da simulação apresenta algumas vantagens sobre experimentos
físicos, industriais ou de laboratórios (LAW e KELTON, 2000):
- Através da simulação é possível controlar fatores que na realidade são incontroláveis;
- Em simulação é possível controlar a origem básica de variação.
Outra característica do planejamento de experimentos simulados é que os simuladores
comerciais são dotados de geradores de números aleatórios, e, por isso, do ponto de vista
experimental, pode-se dispensar a preocupação com a aleatorização das rodadas
experimentais (KELTON, 2003).
2.2 Planejamento fatorial fracionado
O planejamento fatorial fracionado é umas das técnicas do DOE no qual apenas uma fração
dos experimentos é executada, reduzindo, assim, a quantidade de experimentos quando
comparado ao planejamento fatorial completo (MONTGOMERY, 2005).
Para Montgomery e Runger (2003), nos estudos iniciais de um projeto ou sistema, há pouco
interesse nas interações de ordens mais altas. Se essas interações puderem ser negligenciadas,
um planejamento fatorial fracionado envolvendo menos experimentos pode ser usado.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
Dessa forma, o planejamento fatorial fracionado fornece um meio de obter boas estimativas
dos efeitos principais e das interações de ordens baixas, mas com uma fração do esforço
computacional requerido por um planejamento completo (2k) (MONTGOMERY, 2005).
Um planejamento fatorial fracionado é construído selecionando um subconjunto de tamanho
2k-p
de todos os pontos possíveis de um planejamento 2k, e executando a simulação somente
dos pontos escolhidos (MONTGOMERY, 2005).
Para esse tipo de planejamento fatorial, o analista deve estar atento a sua resolução. Segundo
Montgomery e Runger (2003), o conceito de resolução de um planejamento é uma forma de
relacionar os planejamentos fatoriais fracionários de acordo com os padrões de associações
que eles produzem.
3. Etapas propostas para o desenvolvimento da análise de sensibilidade
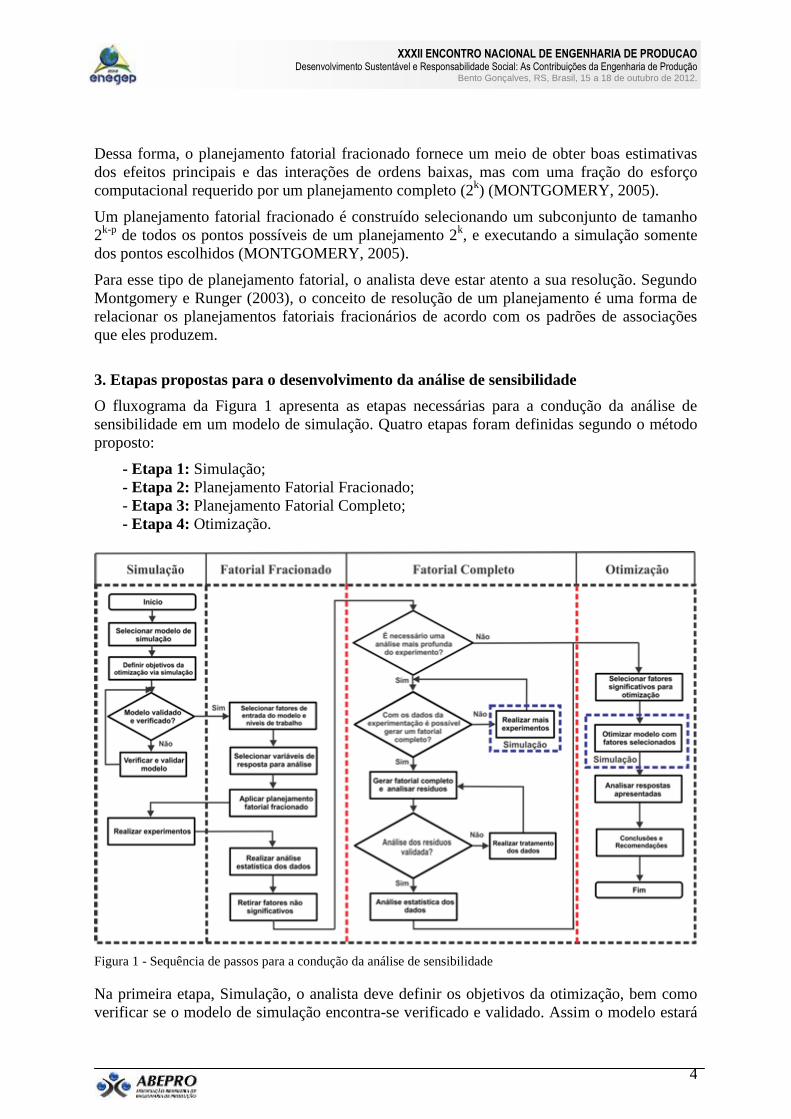
O fluxograma da Figura 1 apresenta as etapas necessárias para a condução da análise de
sensibilidade em um modelo de simulação. Quatro etapas foram definidas segundo o método
proposto:
- Etapa 1: Simulação;
- Etapa 2: Planejamento Fatorial Fracionado;
- Etapa 3: Planejamento Fatorial Completo;
- Etapa 4: Otimização.
Figura 1 - Sequência de passos para a condução da análise de sensibilidade
Na primeira etapa, Simulação, o analista deve definir os objetivos da otimização, bem como
verificar se o modelo de simulação encontra-se verificado e validado. Assim o modelo estará

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
apto a entrar na etapa seguinte, Planejamento Fatorial Fracionado. Nela o analista deve
determinar os fatores de entrada do modelo, seus níveis e selecionar as variáveis de resposta
para análise.
Completados os passos iniciais dessa etapa, pode-se aplicar o Planejamento Fatorial
Fracionado. Durante a realização dos experimentos, o analista deve voltar à etapa de
Simulação, executando os experimentos no simulador a eventos discretos. Com os
experimentos realizados os dados devem ser analisados estatisticamente, determinando-se aí a
significância dos fatores, bem como, de suas interações de ordens menores. Ao final desta
etapa os fatores não significativos podem ser retirados da análise.
A terceira etapa proposta pode ser omitida pelo analista, dependendo do grau de precisão
desejado. Nesta etapa é gerado um planejamento fatorial completo com os dados da
experimentação conduzida anteriormente, e apenas com os fatores que se mostraram
significativos na etapa anterior. Dependo da necessidade da realização de mais experimentos
para compor um fatorial completo, novamente o analista deve voltar à etapa de simulação,
executando novos experimentos. Nesta etapa os resíduos devem ser analisados como forma de
validar os resultados encontrados. Com este passo realizado, a análise estatística dos dados
deve ser novamente conduzida, finalizando esta etapa.
Na etapa seguinte, Otimização, novamente a simulação é utilizada. Nesta etapa, os fatores que
se mostraram significativos após a aplicação do planejamento fatorial completo são utilizados
para a configuração do otimizador. Este é executado rodando diversas configurações para os
parâmetros de entrada do modelo de simulação, até que convirja para uma solução. Cabe ao
analista, ao final desta etapa, analisar as respostas encontradas e gerar suas conclusões e
recomendações. De maneira a exemplificar a utilização do método na condução da análise de
sensibilidade em modelos de simulação, um modelo será utilizado como objeto de estudo.
4. Aplicação do método
4.1 Etapa 1: Simulação
O modelo de simulação utilizado representa o controle de qualidade de uma empresa do setor
de telecomunicações. Todas as etapas de construção, verificação e validação do modelo
computacional podem ser verificadas em Oliveira et al. (2010). A Figura 2 apresenta o
modelo conceitual do sistema real através da técnica IDEF-SIM (LEAL, ALMEIDA e
MONTEVECHI, 2008). O controle de qualidade modelado apresenta as seguintes
características:
- 7 postos de inspeções;
- 3 operadores;
- 19 tipos de produtos testados;
- 31 operações realizadas.
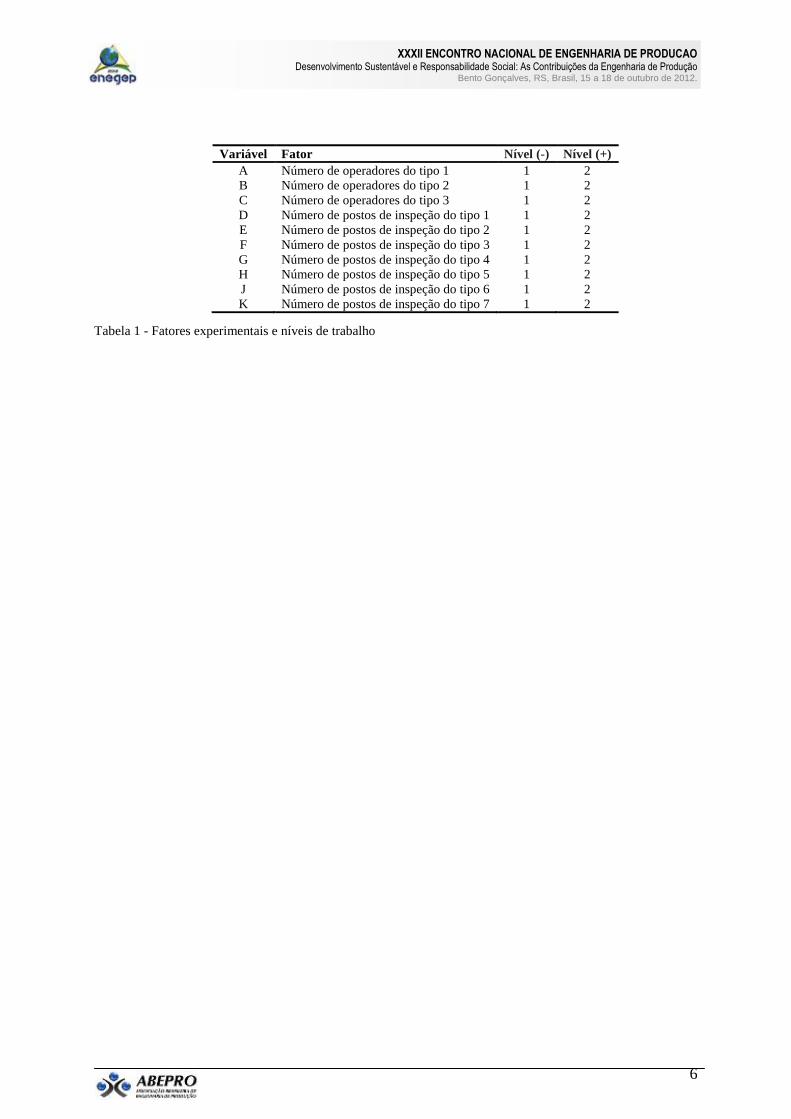
O objetivo do estudo em questão é encontrar a melhor combinação das variáveis de entrada do
modelo, que minimizem o work in process (WIP) no controle de qualidade. Para tal, 10
variáveis (7 postos de inspeção e 3 funcionários) foram escolhidas para experimentação.
Foram definidos 2 níveis para cada fator. A Tabela 1 apresenta as variáveis escolhidas para
experimentação e a variação dos níveis permitidos para cada fator.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
Variável Fator Nível (-) Nível (+)
A Número de operadores do tipo 1 1 2
B Número de operadores do tipo 2 1 2
C Número de operadores do tipo 3 1 2
D Número de postos de inspeção do tipo 1 1 2
E Número de postos de inspeção do tipo 2 1 2
F Número de postos de inspeção do tipo 3 1 2
G Número de postos de inspeção do tipo 4 1 2
H Número de postos de inspeção do tipo 5 1 2
J Número de postos de inspeção do tipo 6 1 2
K Número de postos de inspeção do tipo 7 1 2
Tabela 1 - Fatores experimentais e níveis de trabalho

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
Figura 2 - Modelo conceitual do sistema
Fonte: Oliveira et al. (2010)
Para o caso em questão foram definidas variáveis discretas com pequena variação entre os
limites superior e inferior. Tal fato se justifica, segundo Pinho (2008), devido à maioria dos
problemas de otimização via simulação trabalharem com tais condições de contorno, contudo
a experimentação poderia ser realizada com outros tipos de variáveis e com uma maior
variação entre os limites superior e inferior.
4.2 Etapa 2: Fatorial Fracionado
Para o objeto de estudo foram definidos dez fatores experimentais, considerando o
planejamento fatorial completo, seriam necessários 1024 (= 210
) experimentos. Para reduzir a
quantidade de experimentos, foi utilizado o planejamento fatorial fracionado.
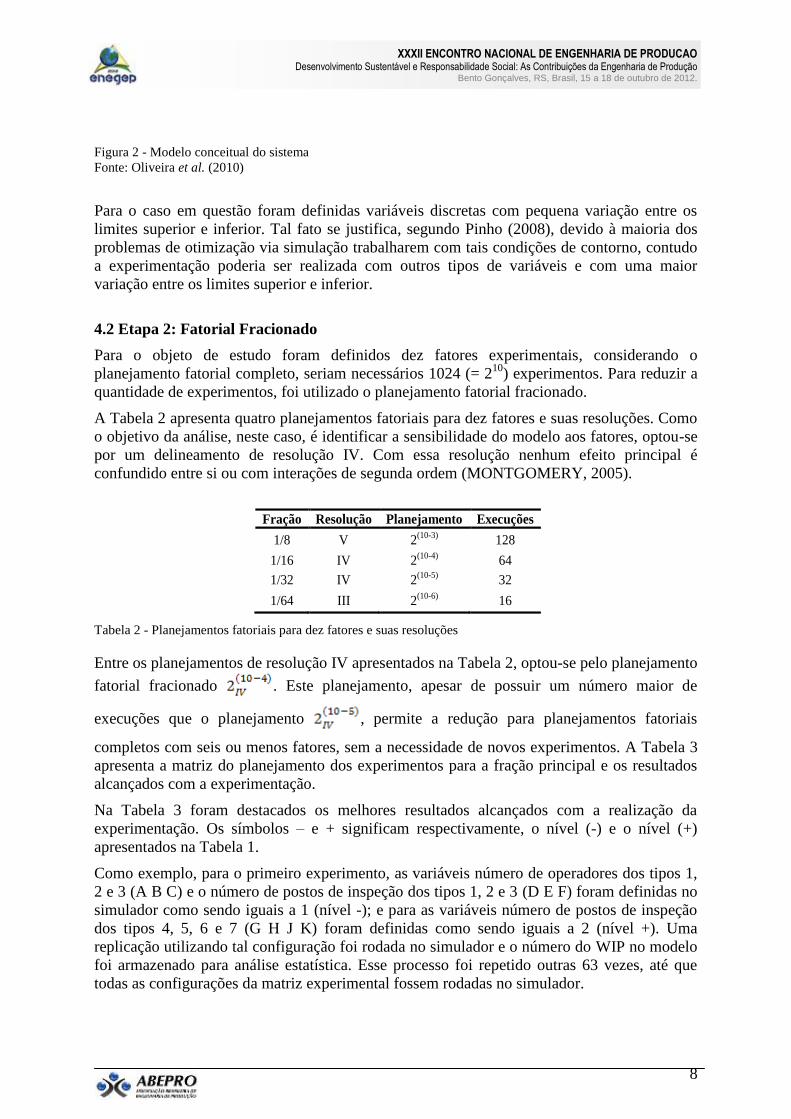
A Tabela 2 apresenta quatro planejamentos fatoriais para dez fatores e suas resoluções. Como
o objetivo da análise, neste caso, é identificar a sensibilidade do modelo aos fatores, optou-se
por um delineamento de resolução IV. Com essa resolução nenhum efeito principal é
confundido entre si ou com interações de segunda ordem (MONTGOMERY, 2005).
Fração Resolução Planejamento Execuções
1/8 V 2(10-3)
128
1/16 IV 2(10-4)
64
1/32 IV 2(10-5)
32
1/64 III 2(10-6)
16
Tabela 2 - Planejamentos fatoriais para dez fatores e suas resoluções
Entre os planejamentos de resolução IV apresentados na Tabela 2, optou-se pelo planejamento
fatorial fracionado . Este planejamento, apesar de possuir um número maior de
execuções que o planejamento , permite a redução para planejamentos fatoriais
completos com seis ou menos fatores, sem a necessidade de novos experimentos. A Tabela 3
apresenta a matriz do planejamento dos experimentos para a fração principal e os resultados
alcançados com a experimentação.
Na Tabela 3 foram destacados os melhores resultados alcançados com a realização da
experimentação. Os símbolos – e + significam respectivamente, o nível (-) e o nível (+)
apresentados na Tabela 1.
Como exemplo, para o primeiro experimento, as variáveis número de operadores dos tipos 1,
2 e 3 (A B C) e o número de postos de inspeção dos tipos 1, 2 e 3 (D E F) foram definidas no
simulador como sendo iguais a 1 (nível -); e para as variáveis número de postos de inspeção
dos tipos 4, 5, 6 e 7 (G H J K) foram definidas como sendo iguais a 2 (nível +). Uma
replicação utilizando tal configuração foi rodada no simulador e o número do WIP no modelo
foi armazenado para análise estatística. Esse processo foi repetido outras 63 vezes, até que
todas as configurações da matriz experimental fossem rodadas no simulador.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
Com auxílio de um software estatístico os dados armazenados foram analisados, utilizando-se
do Método de Lenth’s (YE e HAMADA, 2001). A Figura 3 apresenta o Gráfico de Pareto
para o planejamento fatorial fracionado , com nível de significância de 5%.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
Experimento A B C D E F G H J K WIP
1 - - - - - - + + + + 99 2 + - - - - - + - - - 95 3 - + - - - - - + - - 101 4 + + - - - - - - + + 104 5 - - + - - - - - + - 94 6 + - + - - - - + - + 98 7 - + + - - - + - - + 100 8 + + + - - - + + + - 99 9 - - - + - - - - - + 93 10 + - - + - - - + + - 95 11 - + - + - - + - + - 97 12 + + - + - - + + - + 98 13 - - + + - - + + - - 101 14 + - + + - - + - + + 101 15 - + + + - - - + + + 99 16 + + + + - - - - - - 98 17 - - - - + - + + - - 101 18 + - - - + - + - + + 95 19 - + - - + - - + + + 100 20 + + - - + - - - - - 98 21 - - + - + - - - - + 94 22 + - + - + - - + + - 95 23 - + + - + - + - + - 93 24 + + + - + - + + - + 99 25 - - - + + - - - + - 93 26 + - - + + - - + - + 98 27 - + - + + - + - - + 99 28 + + - + + - + + + - 98 29 - - + + + - + + + + 95 30 + - + + + - + - - - 101 31 - + + + + - - + - - 98 32 + + + + + - - - + + 100 33 - - - - - + - - + + 99 34 + - - - - + - + - - 98 35 - + - - - + + - - - 97 36 + + - - - + + + + + 99 37 - - + - - + + + + - 98 38 + - + - - + + - - + 100 39 - + + - - + - + - + 98 40 + + + - - + - - + - 99 41 - - - + - + + + - + 98 42 + - - + - + + - + - 97 43 - + - + - + - + + - 100 44 + + - + - + - - - + 96 45 - - + + - + - - - - 99 46 + - + + - + - + + + 100 47 - + + + - + + - + + 98 48 + + + + - + + + - - 103 49 - - - - + + - - - - 99 50 + - - - + + - + + + 96 51 - + - - + + + - + + 101 52 + + - - + + + + - - 100 53 - - + - + + + + - + 99 54 + - + - + + + - + - 100 55 - + + - + + - + + - 98 56 + + + - + + - - - + 102 57 - - - + + + + + + - 96 58 + - - + + + + - - + 97 59 - + - + + + - + - + 95 60 + + - + + + - - + - 99 61 - - + + + + - - + + 97 62 + - + + + + - + - - 97 63 - + + + + + + - - - 99 64 + + + + + + + + + + 98

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
Tabela 3 – Matriz do planejamento dos experimentos e resultados
CGDGCFHJ
BEFJ
BJACG
CEAFG
CBFG
BCFKE
EHFA
FHEJ
BCJCJHKGJ
AGKAHAC
BCD
1,61,41,21,00,80,60,40,20,0
Te
rm
Effect
1,267
Lenth's PSE = 0,609375
Figura 3 - Gráfico de Pareto para o planejamento fatorial fracionado
Pela análise da Figura 3, verifica-se que o fator B (número de funcionários do tipo 2) e a
interação CD (número de funcionários do tipo 3 e número de postos de inspeção do tipo 1)
são significativos. Devido à interação entre os fatores C e D ter se mostrado fortemente
significativa, esses fatores também podem ser considerados significativos, segundo
Montgomery (2005). Ainda segundo o mesmo autor, é razoável admitir que os fatores A, E, F,
G, H, J e K não são significativos, embora sejam necessários a simulação e seus valores
podem ser fixados em seu nível (-).
Da Figura 4, verifica-se que os fatores B e C possuem efeito positivo sobre o WIP, a mudança
do nível (-) para o nível (+) provoca elevação do WIP, enquanto o fator D possui efeito
negativo, a mudança do nível (-) para o nível (+) provoca diminuição do WIP. A análise do
comportamento de interações em um fatorial fracionado não é recomendada, uma vez que, o
confundimento entre os efeitos é muito grande.
Assim, como apenas três fatores principais podem ser considerados significativos, um fatorial
completo com esses fatores pode ser realizado utilizando os dados dos 64 experimentos
realizados.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
1-1
98,5
98,0
97,5
1-1 1-1 1-1
1-1
98,5
98,0
97,5
1-1 1-1 1-1
1-1
98,5
98,0
97,5
1-1
A
Me
an
B C D
E F G H
J K
Figura 4 – Efeitos principais para WIP
4.3 Etapa 3: Fatorial Completo
De posse dos resultados da Etapa 2, o planejamento fatorial fracionado foi convertido
em um planejamento fatorial completo 23
com réplicas. Antes de analisar os resultados desse
novo planejamento, a validade dos resíduos necessitou ser testada.
A análise dos resíduos se torna possível uma vez que, nesse planejamento existem réplicas,
visto que se passou de um planejamento fatorial fracionado (64 experimentos), para
um planejamento fatorial completo 23 (8 experimentos com 8 réplicas). Por meio de testes
estatísticos, pode-se comprovar a normalidade e aleatoriedade dos resíduos, bem como que
estes não estavam correlacionados.
Uma vez verificada a validade dos resíduos, pode-se analisar estatisticamente os resultados do
planejamento fatorial completo. As análises continuaram a ser realizadas por meio da análise
gráfica, de forma a facilitar sua compreensão.
As Figuras 5 e 6 apresentam as análises para esse novo design. Pela análise da Figura 5
verifica-se que o fator B (número de funcionários do tipo 2) e a interação CD (número de
funcionários do tipo 3 e número de inspeção do tipo 1) permanecem significativas. Nesse
novo design nenhum outro fator principal ou interação se mostrou significativo ao nível de
significância de 5%.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
BCD
BD
D
C
BC
B
CD
3,02,52,01,51,00,50,0
Te
rm
Standardized Effect
2,003
Figura 5 - Gráfico de Pareto para o planejamento fatorial completo 23
Pela análise da Figura 6 verifica-se que o fator B e C possuem efeito positivo sobre o WIP, ou
seja, eles devem ser mantidos em seu nível (-) para minimizar o WIP. Já a o fator D deve ser
mantido em seu nível (+), uma vez que possui efeito negativo sobre o WIP. Observando a
Figura 6, constata-se que a interação CD possui forte efeito na diminuição do WIP quando os
efeitos principais C e D permanecem em seus respectivos níveis (-) e (+).
1-1
99,0
98,5
98,0
97,5
1-1
1-1
99,0
98,5
98,0
97,5
B
Me
an
C
D
1-1 1-1
99
98
97
99
98
97
B
C
D
-1
1
B
-1
1
B
-1
1
C
Main Effects Plot Data Means
Interaction Plot Data Means
Figura 6 - Efeitos principais e Interações para WIP
4.4 Etapa 4: Otimização
Com a utilização do DOE pode-se identificar as variáveis significativas para o modelo de
simulação. Considerando apenas esses resultados, poder-se-ia inferir sobre a melhor
combinação das variáveis de entrada de modo a otimizar o sistema modelado, contudo não há
como garantir esta afirmação baseando-se apenas no resultado da análise de sensibilidade.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
14
Uma forma de confirmar esses resultados é através da otimização. Assim, será empregada a
otimização, como um meio de avaliar a eficiência do planejamento fatorial fracionado na
realização da análise de sensibilidade.
Ao contrário do método proposto, o procedimento adotado nesta etapa será de otimizar o
objeto de estudo, de duas formas distintas: a primeira utilizando todos as variáveis de entrada
do modelo, e posteriormente, utilizando apenas os fatores selecionados nas análises de
sensibilidade (conforme apontado no método proposto).
Ao final desta etapa, os resultados encontrados são comparados, de modo, a verificar se as
técnicas de DOE trouxeram vantagens para o processo. O tempo envolvido no processo não
será alvo de comparação, porém fica evidente a redução do número de experimentos
necessários, para que o otimizador chegue a uma solução.
4.4.1 Otimização do objeto de estudo com todas as variáveis de entrada
Para a realização da otimização foi utilizado o software SimRunner®. Na primeira etapa da
otimização as 10 variáveis de entrada do modelo foram selecionadas, e o otimizador foi
configurado para otimização. Os resultados encontrados podem ser visualizados na Figura 7.
Figura 7 - Desempenho da otimização utilizando todas as variáveis de entrada
O otimizador convergiu após a realização de 296 experimentos. O melhor resultado
encontrado foi 92, obtido no experimento de número 261. Os valores encontrados para os
fatores para WIP igual a 92 são mostrados na Tabela 4.
Fator Variável Valor
A Número de operadores do tipo 1 2
B Número de operadores do tipo 2 2
C Número de operadores do tipo 3 1
D Número de postos de inspeção do tipo 1 2
E Número de postos de inspeção do tipo 2 1
F Número de postos de inspeção do tipo 3 1
G Número de postos de inspeção do tipo 4 1
H Número de postos de inspeção do tipo 5 2
J Número de postos de inspeção do tipo 6 1
K Número de postos de inspeção do tipo 7 1
Tabela 4 – Solução encontrada com a utilização de todos os fatores

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
15
4.4.2 Otimização do objeto de estudo com variáveis de entrada significativas
Nas segunda e terceira etapas do método proposto, foram identificados três fatores (B, C, D)
com efeito significativo sobre a variável de resposta WIP, os quais foram usados como
entrada para a otimização (Tabela 5). As outras variáveis do modelo foram mantidas com seus
valores originais, definidos no nível (-).
Fator Variáveis Faixa de valores
B Número de operadores do tipo 2 1 - 2
C Número de operadores do tipo 3 1 - 2
D Número de postos de inspeção do tipo 1 1 - 2
Tabela 5 - Fatores significativos
Os resultados encontrados podem ser visualizados na Figura 8.
Figura 8 - Desempenho da otimização utilizando variáveis de entrada significativas
O Simrunner® convergiu após 8 experimentos. O melhor resultado foi 93, obtido no sétimo
experimento. Os valores encontrados para os fatores para WIP igual a 93 são mostrados na
Tabela 6.
Fator Variável Valor
A Número de operadores do tipo 1 1*
B Número de operadores do tipo 2 1
C Número de operadores do tipo 3 1
D Número de postos de inspeção do tipo 1 2
E Número de postos de inspeção do tipo 2 1*
F Número de postos de inspeção do tipo 3 1*
G Número de postos de inspeção do tipo 4 1*
H Número de postos de inspeção do tipo 5 1*
J Número de postos de inspeção do tipo 6 1*
K Número de postos de inspeção do tipo 7 1*
Tabela 6 – Solução encontrada com a utilização dos fatores significativos
Na Tabela 6, as variáveis identificadas com (*) não foram utilizadas como variáveis de
entrada na otimização, elas foram mantidas fixas em seu nível (-).

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
16
5. Análise dos resultados
A Tabela 7 apresenta o comparativo dos resultados obtidos. Em relação ao número de
experimentos realizados, fica claro, a vantagem de se realizar a análise de sensibilidade na
identificação dos fatores significativos. O otimizador comercial realizou 296 experimentos,
quando todos as variáveis de decisão foram selecionadas, contra 8 experimentos realizados,
quando foram utilizados apenas os fatores significativos. Mesmo somando os 64
experimentos, realizados no planejamento fatorial fracionado, o resultado (72) ainda é quatro
vezes menor que a quantidade de experimentos realizados pelo otimizador, quando utilizou as
10 variáveis de entrada do modelo de simulação.
No que diz respeito à resposta encontrada, há de se ressaltar que devido ao caráter estocástico
do modelo de simulação, a resposta apresentada pelo otimizador deve ser analisada com
cautela, considerando não só o valor médio encontrado, mas sim o intervalo de confiança para
o resultado.
Analisando apenas o resultado médio, poderia se dizer que o resultado encontrado pelo
otimizador, quando manipulou as 10 variáveis de decisão foi melhor, alcançando um
resultado de 92 produtos em processamento. No entanto, quando se analisa o intervalo de
confiança, no qual essa resposta se encontra, pode-se constatar facilmente que a resposta
encontrada na otimização, considerando apenas os fatores significativos, está contemplada
naquele intervalo. A vantagem da resposta encontrada com a análise de sensibilidade é que
apenas um fator (D) teve de ficar no nível (+), e todos os demais, no nível (-) para a
minimização do WIP.
Parâmetros Otimização utilizando
todos os fatores
Otimização utilizando
fatores significativos
A 2 1*
B 2 1
C 1 1
D 2 2
E 1 1*
F 1 1*
G 1 1*
H 2 1*
J 1 1*
K 1 1*
Resultado (WIP) 92 93
Intervalo de Confiança (95%) (83 – 100) (86 – 99)
Número de experimentos 296 8
Tabela 7 - Resultados da otimização
6. Conclusão
O objetivo deste artigo foi apresentar como as técnicas de DOE podem ser empregadas na
identificação de variáveis significativas em um modelo de simulação, auxiliando a
otimização, na busca pela melhor solução.
Para a otimização, a identificação das variáveis significativas se mostrou de extrema
importância, já que permitiu a redução do espaço de busca e a diminuição do esforço
computacional na busca por uma solução.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
17
Neste trabalho a otimização do modelo de simulação foi realizado de duas formas distintas.
Na primeira foram consideradas todas as variáveis de entrada do modelo. Nesta abordagem
não foi feito nenhum estudo para determinar a significâncias das variáveis de entrada do
modelo. Na segunda, foi realizada a análise de sensibilidade das variáveis, utilizando o
método proposto. Após a identificação das variáveis significativas, a otimização do modelo
foi realizada utilizando esse espaço de busca reduzido.
Analisando os resultados encontrados, fica evidente as vantagens do uso da análise de
sensibilidade, não só para redução do esforço computacional do processo de otimização, mas
para um maior conhecimento do processo sob análise. Com a utilização da experimentação, é
possível verificar as variáveis do processo que mais afetam uma determinada variável de saída
do sistema simulado, podendo inclusive, determinar o efeito de cada variável para o processo,
bem como o efeito de possíveis interações. Interações essas, que dificilmente seriam
identificadas e que seriam negligenciadas em um projeto de simulação, que não fizesse uso do
DOE.
O uso da otimização em conjunto a simulação a eventos discretos ainda é pequeno, na última
década, no entanto, importantes estudos sobre essa área da pesquisa operacional foram
realizados, o que tem suportado o crescimento de sua utilização, porém ainda persistem
barreiras a serem superadas. O uso do método proposto para a condução da análise de
sensibilidade utilizando ferramentas do DOE permite reduzir o espaço de busca de soluções,
aumentando a eficiência do processo de otimização à medida que o torna mais rápido.
Agradecimentos
Os autores agradecem à FAPEMIG, ao CNPq e a CAPES por todo suporte ao longo dessa
pesquisa.
Referências
ANDRADÓTTIR, S. Simulation optimization. In: BANKS, J. Editor, Handbook of
Simulation. New York: John Wiley & Sons. p. 307-333, 1998.
BANKS, J.; CARSON II, J.S.; NELSON, B.L. & NICOL, D.M. Discrete-event
Simulation. 4th
. ed. New Jersey: Prentice-Hall, 2005.
BILES, W.E. Experimental design in computer simulation. In: Winter Simulation
Conference, Proceedings... San Diego, CA, USA, 1979.
BILES, W.E. Experimental design in computer simulation. In: Winter Simulation
Conference, Proceedings... Dallas, TX, USA, 1984.
BRUZZONE, A.G.; BOCCA, E.; LONGO, F. & MASSEI, M. Training and recruitment in
logistics node design by using web-based simulation. International Journal of internet
Manufacturing and Services, v.1, n.1, p. 32-50. 2007.
FU, M.C. Optimization for Simulation: Theory vs. Practice. Journal on Computing, v.14, n.3,
p. 192-215, 2002.
HARREL, C.R.; MOTT, J.R.A; BATEMAN, R.E.; BOWDEN, R.G. & GOGG, T.J.
Simulação: otimizando os sistemas. 2ed. São Paulo: IMAM, 2002.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
18
HARREL, C.R.; GHOSH, B.K. & BOWDEN, R. Simulation Using Promodel. 2ed. New
York: McGraw-Hill, 2004.
JAHANGIRIAN, M.; ELDABI, T.; NASEER, A.; STERGIOULAS, L.K. & YOUNG, T. Simulation in manufacturing and business: A review. European Journal of Operational
Research, v.203, n.1, p.1-13, 2010.
KELTON, W.D. Designing simulation experiments. In: WINTER SIMULATION
CONFERENCE, Proceedings...New Orleans, LA, USA, 2003.
LAW, A.M. & KELTON, W.D. Simulation modeling and analysis. 3rd
. ed. New York:
McGraw-Hill, 2000.
LAW, A.M. & MCCOMAS, M.G. Simulation-Based Optimization In: WINTER
SIMULATION CONFERENCE, Proceedings...San Diego, CA, USA, 2002.
LAW, A.M. Simulation modeling and analysis, 4th
. ed. New York: McGraw-Hill, 2007.
LEAL, F.; ALMEIDA, D.A. & MONTEVECHI, J.A.B. Uma Proposta de Técnica de
Modelagem Conceitual para a Simulação através de elementos do IDEF. In: SBPO, Anais...
João Pessoa, PB, 2008.
MONTEVECHI, J.A.B.; PINHO, A.F.; LEAL, F. & MARINS, F.A.S. Application of
design of experiments on the simulation of a process in an automotive industry. In: WINTER
SIMULATION CONFERENCE, Proceedings...Washington, DC, USA, 2007.
MONTGOMERY, D.C. Design and Analysis of Experiments. 6th ed., New York: Wiley,
2005.
MONTGOMERY, D.C & RUNGER, G.C. Applied Statistics and Probability for
Engineers. New York: John Wiley & Sons, Inc., 2003
OLIVEIRA, M.L.M.; MIRANDA, R.C.; MONTEVECHI, J.A.B. & LEAL, F. Desenvolvimento de um projeto de simulação a eventos discretos em uma célula de controle
de qualidade de uma empresa de alta tecnologia. In: XLII SBPO, Anais… Bento Gonçalves,
RS, 2010.
PINHO, A.F. Proposta de um método de otimização de modelos de simulação a eventos
discretos. 2008. 189 f. Tese (Doutorado em Engenharia Mecânica). Faculdade de Engenharia
do Campus de Guaratinguetá, Universidade Estadual Paulista (UNESP), Guaratinguetá, SP,
2008.
RYAN, J. & HEAVEY, C. Process modeling for simulation. Computers in Industry, v.57,
n.5, p.437-450, 2006.
SANCHEZ, S.M.; MOEENI, F. & SANCHEZ, P.J. So many factors, so little time….
Simulation experiments in the frequency domain. International Journal of Production
Economics, v.103, p.149–165, 2006.
YE, K.Q. & HAMADA, M. A step-down Lenth method for analyzing unreplicated factorial
designs. Journal of Quality Technology, v.33, n.2, p.140–153, 2001.