Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DE SANTA CATARINA
CENTRO TECNOLÓGICO
DEPARTAMENTO ENGENHARIA QUÍMICA E DE ALIMENTOS
EQA5509 - PROJETOS DA INDÚSTRIA DE ALIMENTOS
PROFESSOR: JOSÉ MIGUEL MULLER
PROJETO DE UMA INDÚSTRIA DE MINIMAMENTE
PROCESSADOS
Equipe: Bruna Müller
Maria Tereza Nedochetko
Nathália Correa Lima
Renata Lazzaris dos Santos
Florianópolis, 2011.
2
SUMÁRIO
MERCADO ................................................................................................................................. 6
Mercado Nacional ................................................................................................................. 7
MATÉRIA PRIMA ....................................................................................................................... 8
Folhosos: Alface .................................................................................................................. 10
Folhoso: Acelga ................................................................................................................... 10
Folhoso: Agrião ................................................................................................................... 10
Folhoso: Chicória................................................................................................................. 11
Folhoso: Couve ................................................................................................................... 11
Folhoso: Espinafre ............................................................................................................... 12
Folhoso: Radiche ................................................................................................................. 12
Folhoso: Repolho ................................................................................................................ 13
Folhoso: Rúcula ................................................................................................................... 13
Inflorescência: Brócolis ....................................................................................................... 14
Inflorescência: Couve-flor ................................................................................................... 15
Raízes: Batata...................................................................................................................... 15
Raízes: Cenoura................................................................................................................... 16
Raízes: Mandioca ................................................................................................................ 16
Frutas: Abacaxi .................................................................................................................... 17
Frutas: Mamão .................................................................................................................... 18
Frutas: Melão ...................................................................................................................... 19
Frutas: Maçã ....................................................................................................................... 19
DESCRIÇÃO DO PROCESSO ...................................................................................................... 20
Fluxogramas dos processos ................................................................................................. 20
Etapas de produção ............................................................................................................ 21
Recepção da Matéria-Prima ............................................................................................ 21
Pesagem ......................................................................................................................... 21
Estocagem....................................................................................................................... 22
Pré-seleção ..................................................................................................................... 23
Corte 1 ............................................................................................................................ 23
Descasque ....................................................................................................................... 23
Corte 2 ............................................................................................................................ 24
Primeira lavagem e seleção ............................................................................................. 24
Segunda lavagem ............................................................................................................ 24

3
Sanitização ...................................................................................................................... 24
Centrifugação .................................................................................................................. 24
Embalagem ..................................................................................................................... 25
Armazenamento ............................................................................................................. 25
Distribuição ..................................................................................................................... 25
Balanço de Material ............................................................................................................ 26
CONTROLE DE QUALIDADE...................................................................................................... 28
Alterações fisiológicas e bioquímicas ................................................................................... 28
Metabolismo respiratório ................................................................................................ 28
Biossíntese e ação do etileno .......................................................................................... 29
Mau odor ........................................................................................................................ 29
Escurecimento ................................................................................................................ 29
Perda de água ................................................................................................................. 30
Alterações Microbiológicas ................................................................................................. 30
Padrões de Qualidade e Identidade (PIQ) ............................................................................ 31
EQUIPAMENTOS ..................................................................................................................... 35
Tanque de lavagem ............................................................................................................. 35
Lavadora ............................................................................................................................. 36
Descascadora ...................................................................................................................... 36
Cubetadeira ........................................................................................................................ 37
Centrifugadora .................................................................................................................... 38
Seladora a vácuo ................................................................................................................. 38
CÂMARA FRIGORÍFICA ............................................................................................................ 39
Câmara de estoque de matéria prima ................................................................................. 40
Descrição do produto ...................................................................................................... 40
Descrição da Câmara Frigorífica .......................................................................................... 42
Dimensionamento ........................................................................................................... 42
Layout ............................................................................................................................. 42
Cálculo da Carga térmica ................................................................................................. 44
Cálculos do Equipamento pelo Ciclo Teórico .................................................................... 48
TRATAMENTO DE RESÍDUOS ................................................................................................... 50
Compostagem ..................................................................................................................... 51
DIMENSIONAMENTO, LOCALIZAÇÃO E OBRAS ........................................................................ 52
Localização .......................................................................................................................... 52

4
Projeto e distribuição .......................................................................................................... 52
Estrutura Interna ................................................................................................................. 53
Layout ................................................................................................................................. 53
LESGISLAÇÃO E NORMAS TÉCNICAS ........................................................................................ 56
ANÁLISE FINANCEIRA .............................................................................................................. 58
Investimentos ..................................................................................................................... 58
Investimentos Fixos ......................................................................................................... 59
Capital de Giro ................................................................................................................ 60
Projeção das Receitas Mensais ............................................................................................ 63
CONCLUSÃO ........................................................................................................................... 65
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................................ 66
ANEXOS .................................................................................................................................. 68
5
1. Introdução
Pode-se dizer que o surgimento das hortaliças minimamente processadas é um dos
capítulos mais atuais e significativos da história da alimentação humana e da própria história
da oferta de alimentos na economia de mercado.
Em 1938 já podiam ser encontrados em quitandas e pequenos mercados na costa
Oeste dos EUA vários tipos de saladas embaladas e, a partir dos anos 40, também na costa
Leste.
Antes da década de 70, entretanto, a produção de hortaliças minimamente
processadas era bastante rudimentar, sem embasamento científico e apoio da tecnologia.
A atividade de processamento mínimo de frutas e hortaliças começou realmente a
crescer nos EUA a partir da década de 50, com o surgimento das redes de alimentação rápida
(fast-food).
No Brasil, o início da atividade de processamento mínimo de frutas e hortaliças
ocorreu, com a chegada das redes de fast-food no final da década de 70, principalmente nos
estados do Sudeste.
Pode-se estimar que as hortaliças minimamente processadas foram introduzidas no
Brasil há aproximadamente 26 anos, embora os consumidores domiciliares só mais
recentemente tenham começado a se interessar por esses produtos.
O processo de produção compreende desde pré-seleção, pré-lavagem, enxágüe e
centrifugação, passando pela sanitização e pelo uso de embalagens apropriadas aos produtos,
e chegando até uma rigorosa manutenção da cadeia do frio, que deve se iniciar na etapa de
recepção do produto in natura e se estender, ininterruptamente, até o estágio de exposição na
prateleira do ponto de venda.
O presente trabalho aborda aspectos organizacionais, técnicos e financeiros de uma
indústria de vegetais minimamente processados.

6
MERCADO
1.1 Mercado Mundial
Em países como os EUA, Canadá, Espanha, Inglaterra, França o mercado de frutas e
hortaliças minimamente processadas se encontra plenamente desenvolvido e é dividido em
três segmentos: fruits, frutas minimamente processadas; vegetables, hortaliças minimamente
processadas; e salads, hortaliças minimamente processadas na forma de saladas prontas.
Nos Estados Unidos, um estudo realizado em 2004 pela IRI Household Panel mostrou
que 80,4% dos lares americanos já consumiam saladas minimamente processadas, mas que as
oportunidades ainda eram imensas. A média observada por compra era de uma unidade e
meia de salada pronta empacotada, porém o ciclo médio de compra era longo, a cada seis
semanas, o que encorajava a projeção de dobrar esse mercado, apenas estimulando a
freqüência de compra entre os consumidores habituais desse produto.
Este mercado representa 6% do total da categoria de hortifrutis, ocupa o 17.º lugar em
crescimento no ramo de Grocery Store (produtos de mercearia) e é o terceiro produto cujas
vendas estão crescendo mais rapidamente nos EUA. Segundo pesquisas da PMA - Produce
Marketing Association - sobre esse setor, as estimativas de vendas dessa categoria de produto
nos EUA, em 2006, foram de 13,4 bilhões de dólares. Em 2005, as expectativas de vendas
foram de 15 bilhões de dólares. Cerca de 43% das vendas se originaram do varejo e quase todo
o restante do segmento de food service.
O crescimento deste mercado foi observado em outros países também. No Relatório
Executivo de Noticias, de 2004, o instituto de pesquisas de mercado AC-Nielsen apresentou os
resultados de um estudo regular, enfocando compras no varejo em 59 países, cujo objetivo foi
o de identificar as categorias de alimentos e bebidas que exibiram o maior ritmo de
crescimento dos valores de vendas de julho de 2003 a julho de 2004, no mundo.
Nos países estudados, que respondem por mais de 93% do produto interno bruto
mundial e por mais de 77% da população do planeta, foram observadas três tendências-chave,
de natureza motivacional, que tem impulsionado o crescimento de várias das 89 categorias de
alimentos e bebidas pesquisadas e que vêm sendo sistematicamente identificadas nesses
estudos: o enfoque contínuo na saúde, a necessidade de praticidade e conveniência e o
crescente impacto das marcas próprias.
Entre as categorias de alimentos que se destacaram, encontra-se a de saladas prontas
frescas, que já havia apresentado um crescimento de dois dígitos nos valores de vendas entre
2000 e 2001, mas que exibiu um sólido crescimento de 8% no período de 2003 a 2004, ficando

7
entre as categorias de crescimento mais expressivo desta pesquisa. A tendência de
crescimento no consumo de saladas prontas frescas foi observada em nove, de dez mercados
em expansão que foram considerados. Segundo a ACNielsen, esta tendência mundial tem sido
uma constante, graças à combinação dos fatores de saúde e conveniência e praticidade.
A edição de 2006 do mesmo estudo revelou um crescimento do valor de vendas da
categoria de saladas frescas prontas da ordem de 10%, na média e chegou a 19% na América
do Norte. No Reino Unido, embora esses produtos tenham apresentado um crescimento
menor, de apenas 6%, o volume de consumo chega a ser quase o dobro do verificado nos
Estados Unidos.
Mercado Nacional
O processamento mínimo de frutas e hortaliças no Brasil é recente, mas apresenta-se
como um nicho de mercado em crescimento e consolidação para um perfil específico de
consumidor. É um produto com maior valor agregado quando comparado a frutas e hortaliças
compradas in natura. Apresenta vantagens para o consumidor como a conveniência e 100% de
aproveitamento do produto adquirido. Essa tendência também acompanha o crescimento do
interesse pelos hortifrutis em geral, estimulado pela busca de uma qualidade de vida mais
saudável.
Um estudo qualitativo feito sobre Análise Exploratória do Perfil do Consumidor de
Minimamente Processados na Cidade de São Paulo, identificou-se o perfil do comprador deste
tipo de produto: 78,0% são do sexo feminino; 44,0% solteiros, 37,0% casados, 15,0%
separados e 4,0% viúvos; 71,0% com idade superior a 36 anos; 59,0% têm curso superior;
48,0% têm um ou dois filhos e 15,0% têm três ou mais filhos e a renda familiar média de 13,2
salários mínimos.
Os resultados da pesquisa indicaram que, no total da amostra, 35,7% não compram o
produ¬to e 64,3% adquirem o minimamente processado, sendo que a freqüência de compras
para 26,2 % é de uma vez por mês, enquanto que 38,1% compram duas ou mais vezes no mês.
O supermercado é o local de compra de preferência para este produto e, em seguida, a feira
livre. Observou-se que os consumidores que não compram o produto ainda são descrentes
quanto à sua higiene, enquanto que outros, ainda, preferem escolher os produtos in natura.
Para a nossa empresa, os públicos alvos serão supermercados, cozinhas industriais e
restaurantes.

8
Nossa empresa se instalará na região metropolitana de Florianópolis, onde há uma
grande perspectiva de vendas nos supermercados da região, pois trata-se de uma capital e a
maior parte da população vive na área urbana, de modo que a procura por praticidade quando
se trata de alimentação é alta. Vale ressaltar também, que na região de implantação da nossa
indústria existem poucas semelhantes a esta, de modo que a concorrência pode ser vencida
com o fornecimento de produtos diferenciados e de alta qualidade.
Em um raio de até 200 km da nossa indústria, existe um forte pólo industrial,
concentrado nas localidades de Joinville, Jaraguá do Sul, Blumenau e Itajaí. Estas empresas em
geral possuem grandes refeitórios onde servem almoço e janta aos seus funcionários. Trata-se
de outro alvo da nossa empresa, o fornecimento de vegetais minimamente processados que
garantirão a inocuidade da refeição servida aos seus trabalhadores, além de trazer variedade
aos cardápios.
Cozinhas industriais como a do SESI e o próprio Restaurante Universitário da
Universidade Federal de Santa Catarina são outros clientes em potencial, pois nosso produto
agregaria facilidades à logística de produção dessas cozinhas que servem juntas mais de 10000
refeições por dia.
Além disso, por tratar-se de uma região de uma região turística, há uma grande
quantidade de restaurantes na região e o fornecimento de nossos produtos seria um aliado a
estes estabelecimentos, pois agregariam praticidade, variedade e segurança aos cardápios dos
mesmos.
MATÉRIA PRIMA
A qualidade da matéria-prima é fundamental para o sucesso dos produtos
minimamente processados e depende de práticas de produção mais criteriosas que as dos
produtos processados e melhores ainda que as dos próprios produtos comercializados in
natura, principalmente no que diz respeito à utilização de defensivos e fertilizantes.
Existem preocupações e cuidados com o uso de insumos, como sementes, cultivares,
fertilizantes e defensivos, com o uso da irrigação, do cultivo protegido que utiliza estufas, com
as embalagens e meios utilizados para transportar a matéria-prima, que são os hortícolas in
natura, do campo para a indústria de processamento mínimo.
Aqui é importante lembrar a importância, nesse setor, da proximidade entre o campo,
o produtor e o distribuidor, uma vez que os produtos minimamente processados são mais
9
perecíveis do que seus congêneres in natura, além da necessidade de baratear os custos de
transporte.
Um exemplo típico é o processamento de hortaliças de folha, que busca estar próximo
dos centros consumidores devido à perecibilidade dos produtos e à baixa resistência ao
transporte. Além disso, as culturas são temporárias, o que exige um processo ininterrupto de
planejamento.
É interessante que a matéria prima seja produzida pelo produtor e dono da indústria,
ou adquirida diretamente por meio de contratos ou parcerias com outros produtores próximos
à sua unidade.
A nossa indústria tem parceria com produtores de produtos folhosos de diversos
estados como Rio Grande do Sul e São Paulo e, além disso, tem uma produção própria
localizada na cidade de Biguaçu.
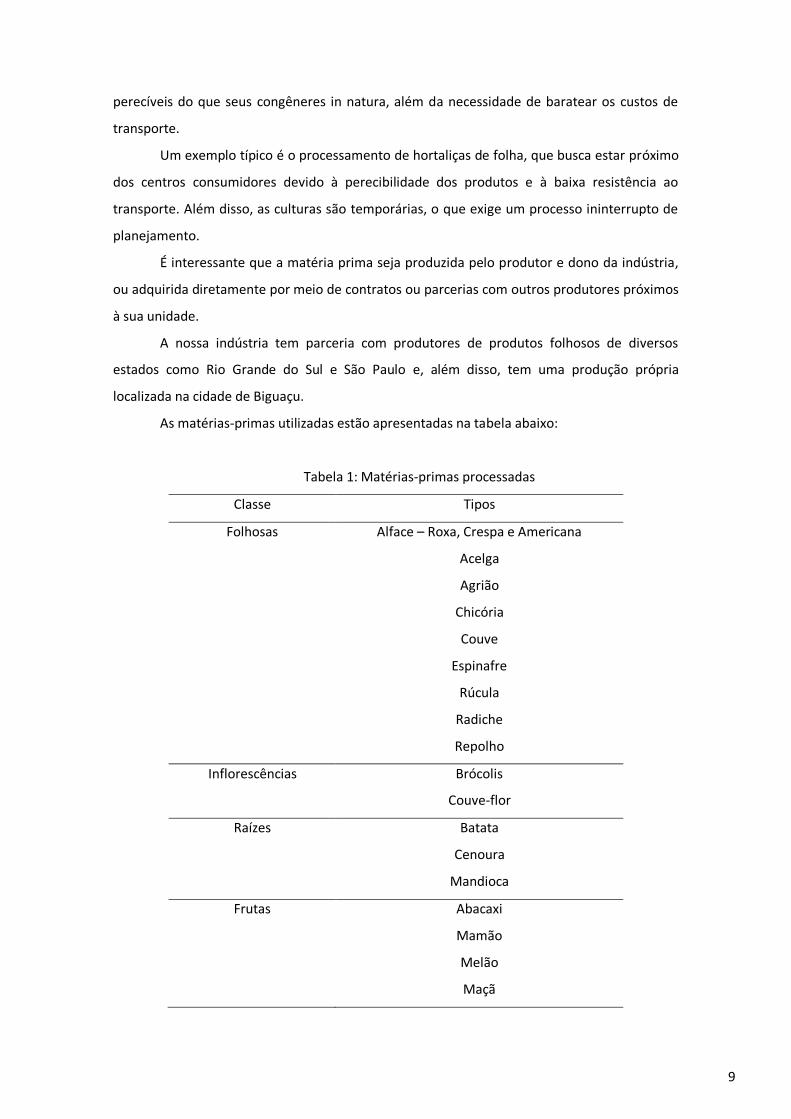
As matérias-primas utilizadas estão apresentadas na tabela abaixo:
Tabela 1: Matérias-primas processadas
Classe Tipos
Folhosas Alface – Roxa, Crespa e Americana
Acelga
Agrião
Chicória
Couve
Espinafre
Rúcula
Radiche
Repolho
Inflorescências Brócolis
Couve-flor
Raízes Batata
Cenoura
Mandioca
Frutas Abacaxi
Mamão
Melão
Maçã

10
Folhosos: Alface
A alface é uma cultura que pode ser plantada o ano todo, dependendo da cultivar,
sendo as folhas o produto consumido. O espaçamento mais recomendado é o de 0,30 x 0,30
m. São necessários 4 kg de semente para se plantar um hectare.
Deve ser semeada em bandejas e transplantado para o campo por volta de 20 a 30
dias, ou semeadura direta.
A colheita é realizada entre 50 e 80 dias após a semeadura, dependendo do clima e
cultivar. A alface produz normalmente de 100.000 a 120.000 plantas/ha em campo.
As variedades utilizadas na indústria são: alface lisa, roxa, americana e crespa.
Folhoso: Acelga
A acelga, Beta vulgaris cicla, pertence à Família das Quenopodiaceae e à Tribo das
Cyclolobeae. O gênero Beta compreende 6 espécies conhecidas. Botanicamente falando, a
Acelga e a Beterraba são uma só e mesma planta.
O espaçamento recomendado para esta cultura é de 20 x 40 cm. com 3-4 sementes
por cova. A semeadura é feita em local definitivo, sendo que o terreno deve ser devidamente
preparado para receber as sementes. Para se obter melhores porcentagens de germinação,
devem deixar de molho as sementes 24 horas antecedendo ao plantio.
Quando as plantinhas tiverem alcançado 10 a 15cm. de altura, procedemos ao
desbaste, deixando uma planta somente por cova. A rotação deve ser feita com leguminosas
que fornecem muito nitrogênio para esta hortaliça.
Folhoso: Agrião
O agrião de terra seca é uma hortaliça tipo folha, rica em vitamina C e em sais
minerais. O agrião é mais rico em ferro que a couve e o espinafre e os talos são ricos em iodo.
É uma brássica, assim como a couve, o repolho e o brócolis.

11
As temperaturas ideais variam entre 16 e 20ºC, mas produz em regiões mais quentes,
no entanto, o índice de produtividade é menor. Os terrenos argilosos, com muita matéria
orgânica e baixa acidez são ideais.
O primeiro corte é feito 40 dias depois da plantação e os seguintes, espaçados de 25
dias. Uma boa agrieira suporta até 7 cortes. Os melhores cortes são os de época fria. No verão,
há tendência para florescimento, diminuindo o tamanho das folhas.Os cortes são feitos a 8cm
do solo, evitando abalar a planta.
Folhoso: Chicória
A chicória, botanicamente Cichorium indívia, L., pertencente às famílias das
Compostas, é encontrada sob duas formas ou tipos: lisa, também conhecida por escarola e
crespa. As chicórias do primeiro grupo são as mais apreciadas e entre elas destacam-se a “Lisa
Imperial”, “Lisa da Batavia” e “Branca de coração cheio”.
A adubação mais aconselhável para os terrenos de cultivo desta cultura só pode ser
recomendada após o exame da fertilidade do solo, contudo, quando a plantação for executada
em solos de média fertilidade a seguinte adubação poderá satisfazer plenamente as exigências
da cultura:
Esterco de curral bem curtido.............................. 8 kg/m2
Adubo químico 10-10-10:....................................100g/m2
O espaçamento mais recomendado é de 30 x 30 cm. A época de plantio mais
aconselhável está condicionada à variedade que se vai cultivar, embora o cultivo possa ser
executado o ano todo. A colheita será realizada de 80 a 90 dias após a semeadura, com
rendimento aproximado de 25 a 30 toneladas por hectare.
Folhoso: Couve
A cultura das couves é muito comum em todo o País. Pertencem à família das Brassica
oleracea L., variedade acephala. A melhor época para o plantio vai de fevereiro a maio, mas
pode ser cultivada o ano todo. Não é muito exigente, mas prefere solos levemente argilosos,
12
ricos em matéria orgânica, úmidos e drenados, com pH entre 6 e 6,8. Nas regiões de clima
ameno (até 22graus) pode ser plantada o ano inteiro, sendo que nas demais regiões deve
escolher o período de meses úmidos e de calor menos intenso, portanto é uma planta típica de
outono e inverno.
Adubação aconselhável para esta cultura, como para qualquer outra só poderia ser
indicada após se conhecer a fertilidade do solo, através da análise química. Contudo, pode-se
ter, com base para os solos de média fertilidade, a seguinte adubação: 3 litros de esterco para
o espaçamento usual que é de 1,00 x 0,50 m. A colheita se processa 50 dias após o plantio das
mudas e 90 dias após a semeação e colhe-se praticamente o ano todo. Uma boa planta produz
cerca de 4 a 5 kg de folhas por ano.
Folhoso: Espinafre
Em regiões de clima ameno pode ser plantado o ano todo, porém as melhores épocas
vão de fevereiro a abril e de agosto a setembro. A semeadura é feita diretamente no canteiro
definitivo ou semeadura em sementeira, para posterior transplante.
O espinafre requer covas bem adubadas, terra fofa, dando preferência a lugares
úmidos, mas não encharcados. A colheita se faz mais ou menos aos 70 dias, colhendo-se as
pontas, não deixando que floresça. Assim, o espinafre poderá produzir o ano todo. Após a
semeação proceder boa rega, que deve acontecer todos os dias.
Após a semeação é preciso cobrir o canteiro ou as covas com estrume bem curtido,
cobrindo com folhagem até a germinação.
Folhoso: Radiche
É uma planta de polinização aberta, hábito de crescimento ereto e coloração verde
clara. Tem a folha comprida, larga, levemente aveludada e de sabor amargo suave. O
espaçamento usado deve ser de 0,0m entre fileiras e entre plantas. Seu ciclo é de 60 a 70 dias.
As plantas têm tamanho médio de 45 centímetros.

13
Folhoso: Repolho
O repolho retira pesado suprimento mineral do solo onde é cultivado. A não ser em
casos especiais, sempre há exigência de adubação, porque as terras não possuem a riqueza
necessária. Os teores em sais minerais dessa hortaliça aumentam, quando convenientemente
adubada.
A matéria orgânica é muito importante nessa adubação. Se não for usado o esterco de
curral ou outro adubo correspondente, deve ser semeada uma leguminosa como adubo verde,
em rotação. Nesse caso, o plantio do repolho será feito cerca de 3 meses após a incorporação
do adubo verde.
O espaçamento usado para o repolho deve ser de 0,80m entre fileiras e 0,50m entre
plantas. Um hectare comporta 22.000 plantas, para o que bastam 150gr de sementes que
possuem, no mínimo, 70% de poder germinativo. Transplantam-se as mudas com 5 a 7 folhas
definitivas, o que ocorre perto de 30 a 35 dias após a semeadura.
Prefere clima fresco e úmido, especialmente por ocasião da formação das cabeças. O
clima das regiões produtoras dessa hortaliça permite a sua cultura o ano todo. As variedades
importadas produzem bem em época fresca, devendo ser semeadas de fevereiro a agosto. A
variedade nacional “Louco” produz bem se semeando de outubro a março, especialmente de
dezembro a março nas regiões mais frias; é cultivada, com sucesso, no período mais fresco do
ano nas regiões mais quentes do estado, como o norte, noroeste e o litoral.
O repolho é, moderadamente, tolerante à acidez do solo, sendo preferidos os solos
com pH variando de 5,5 a 7,0. Produz nos mais variados tipos de solo, mas são recomendáveis
os argilo-silicosos, ricos em matéria orgânica bem decomposta, regularmente profundos, com
facilidade para irrigação.
Folhoso: Rúcula
Em boas condições culturais e, quando no máximo desenvolvimento antes de iniciar a
formação da haste floral, a planta tem, em média 12cm de altura e 25cm de diâmetro da
projeção horizontal. O número médio de folhas por planta é 28.
Prefere os climas amenos, pois nos quente soltas flores, o crescimento é insatisfatório
e com má qualidade de folhas. Nas regiões quentes plante entre março e agosto e ainda
proteja os canteiros com filmes plásticos ou palhas.

14
Prefere solos equilibrados entre argilosos e arenosos, com muita matéria orgânica e
com acidez baixa.
As sementes devem ser desinfetadas com fungicidas secos e depois, semeadas no local
definitivo, em fileiras espaçadas de 0,20 a 0,25cm e a 0,5cm de profundidade, cobrindo-as com
terrapeneirada. A germinação ocorre de três a cinco dias após a semeadura, dependendo de a
temperatura ser mais ou menos elevada.
A semeadura deve ser feita em canteiros de 1,20m de largura, por dois a dez metros
de comprimento.
Em geral, trinta e cinco a quarenta dias mais tarde as plantas já estão em condições de
ser consumidas. Cortando-se as folhas, formam-se outras para novas colheitas até que se inicie
o florescimento.
Inflorescência: Brócolis
Muitas sementes de brócolis são perdidas, na época de calor, ou seja, de novembro a
fevereiro, em virtude da forte insolação. O sol aquece a superfície da terra, de tal modo que
afeta a regido do colo das plantas tenras e elas caem e morrem, ou resistem, mas ficam
raquíticas. Para evitar que isso aconteça, é preciso proteger, contra o sol, as mudas recém-
nascidas do canteiro de semeadura, adotando os mais variados materiais, preferivelmente um
ripado feito de bambu, colocado à altura de trinta centímetros do solo, aproximadamente.
Essa cobertura deverá ser feita de forma que os bambus fiquem em posição norte-sul, ou seja,
contrária ao movimento do sol. O espaço entre eles deve ser de 2 a 3 cm na primeira semana,
passando, na semana seguinte, a 5-6 cm de espaço entre eles.
A transplantação das mudas de brócolis, do canteiro da semeadura para o local
definitivo, é realizada a mão. Existem máquinas equipadas com injetores que aplicam pequena
quantidade de água em cada planta.
O espaçamento, entre as fileiras de plantas, varia de 0,70 a 1,20 m e a distância das
plantas, na fileira, apresenta variação de 0,40 a 0,80 m. de acordo com o tamanho que atinge a
variedade ou linhagem.
Os brócolis devem ser colhidos antes que as flores da “cabeça” e dos brotos se abram
e mostrem suas pétalas amarelas. Quando isso acontece, o tecido exterior da haste floral
torna-se endurecido, o que desvaloriza o produto.

15
Quando as cabeças atingem o ponto de colheita, são cortadas com uma haste de 15 a
25cm de comprimento, sem prejudicar a brotação inferior da planta. As cabeças cortadas
quando pequenas e as brotações que nascem nas axilas das folhas, devem ser reunidas em
maços. As cabeças grandes ficam isoladas. A variedade plantada é brócolis chinês.
Inflorescência: Couve-flor
A couve-flor é plantada em todas as partes do mundo. No Brasil, é mais cultivada em
São Paulo, Rio de Janeiro, Rio Grande do Sul, Minas Gerais, Paraná e Santa Catarina.
Deve-se escolher, para a cultura de couve-flor, solos com fraca acidez, com boa fertilidade,
ricos em matéria orgânica e em nitrogênio. Devem ser firmes, argilo-silicosos, pois os solos
arenosos e os soltos, como os do tipo salmourão, são facilmente percolados pela água da
chuva ou da irrigação, que arrasta elementos nutritivos para camadas inferiores, onde não
chegam as raízes da planta. Esses solos tem, em geral, teores baixos em matéria orgânica e
nitrogênio e são muito deficientes em boro, todos de grande importância para couve-flor e
brócolos. Necessitam, para boa produção, de forte e completa adubação e freqüentes
irrigações.
O clima propício para o desenvolvimento normal da maioria das variedades de couve-
flor é temperatura fresca, sem geadas e umidade do ar relativamente alta. Tais condições são
especialmente importantes na época da colheita.
O tempo que leva para atingir o ponto da colheita, logo depois da proteção, depende da
variedade e da temperatura, variando 3 a 12 dias. É mais rápido, se a temperatura é mais
elevada.
Raízes: Batata
A época de plantio abrange os meses de agosto, setembro e outubro ( safra de
primavera - verão, de primavera ou simplesmente safra ), e os meses de janeiro, fevereiro e
março ( safra de outono - inverno, de verão ou safrinha ).
Os solos sílico-argilosos e ácidos, com pH entre 5,5 e 6,5, são os mais indicados. O
espaçamento deve ser de 80 x 35cm. Os tubérculos são colhidos após 95 a 115 dias após o
plantio.

16
Raízes: Cenoura
A semente da cenoura germina muito bem a uma temperatura constante de 10ºC até
30ºC. A 10ºC, a germinação inicia dezessete dias após a semeadura, e a 30ºC, aos seis dias. A
35ºC, ela é regular, entre oito e nove dias, mas a 40ºC não há germinação.
O solo, para o cultivo da cenoura, deve ser rico em elementos minerais, matéria
orgânica, profundo, com propriedades físicas ideais para que as raízes tenham rápido
desenvolvimento, sem encontrar obstáculos.
Como essa planta é ligeiramente tolerante à acidez do solo, são recomendáveis os
terrenos cujo pH esteja entre 5,5 e 6,8.
Nos sulcos, espaçados de vinte centímetros entre si, as sementes são uniformemente
distribuídas, cobrindo-se com terra do próprio canteiro e apertando-se ligeiramente.
As colheitas nas pequenas plantações são efetuadas a mão ou com a ajuda de
enxadão. Nas grandes culturas comerciais, aconselha-se o emprego por pessoa habilitada do
enxadão ou do arado, “bico-de-pato”. O melhor mesmo é arrancá-las a mão.
Raízes: Mandioca
É cultivada em regiões de clima tropical e subtropical, com precipitação pluviométrica
variável de 600 a 1.200 mm de chuvas bem distribuídas e uma temperatura média de em torno
de 25ºC. Temperaturas inferiores a 15ºC prejudica o desenvolvimento vegetativo da planta.
Pode ser cultivada em altitudes que variam de próximo ao nível do mar até mil
metros.É bem tolerante à seca e possui ampla adaptação às mais variadas condições de clima e
solo. Os solos mais recomendados são os profundos com textura média de boa drenagem.
Deve-se evitar solos muito arenosos e os permanentemente alagados.
Normalmente se recomenda o plantio de maio a outubro. Entretanto o plantio pode
ser recomendado em qualquer época, desde que haja umidade suficiente para garantir a
brotação das hastes.
O espaçamento é definido como a distância entre as fileiras de plantas e entre plantas
na fileira e variam de 1,0m x 0,60m, em fileiras simples, e 2.0m x 0.60m x 0,60m em fileiras

17
duplas. A posição do tolete na cova é horizontal a uma profundidade de cinco a dez
centímetros, cobrindo-o com uma leve camada de terra.
Há evidência que a mandioca tolera as condições de acidez do solo. Entretanto, os
solos devem ser escolhidos, preparados, corrigidos e adubados adequadamente, conforme os
resultados de análise química. As adubações orgânicas e fosfatadas respondem de forma
bastante positiva no aumento da produtividade.
A colheita deve ser iniciada de acordo com o ciclo da variedade utilizada no plantio e é
feita manualmente, através do arranquio das raízes. As raízes colhidas deverão ser
processadas pela indústria durante as primeiras vinte e quatro horas, para não comprometer a
qualidade dos seus produtos.
A produtividade varia de acordo com as variedades utilizadas, espaçamento e os tratos
culturais empregados na cultura. A produtividade média varia de 15 a 20 toneladas por
hectare.
Frutas: Abacaxi
A temperatura ideal para se produzir frutos de boa qualidade está entre 21° e 23°C,
sendo que temperaturas acima de 40°C e abaixo de 5°C causam sérios problemas na planta. A
planta é exigente em luz, necessitando de 2.500 a 3.000 horas de luz por ano, ou seja 6,8 a 8,2
horas de luz diária e precisa de 1.200 a 1500mm de chuva bem distribuída durante o ano. Em
locais com períodos secos prolongados, recomenda-se o uso de irrigação. A umidade do ar de
70% ou superior é o ideal para a cultura.
Os solos para plantio do abacaxi devem ser de textura média ou arenosa, bem
drenados, de preferência planos ou com pouca declividade, profundidade do lençol freático
superior a 90 cm e pH na faixa de 4,5 as 5,5. Os solos não podem estar sujeitos ao
encharcamento. Solos argilosos também podem ser utilizados desde que apresentem boa
aeração e drenagem.
O plantio pode ser feito em covas ou sulcos que devem ter entre 10 e 15 cm de
profundidade. Não havendo sulcador, pode-se abrir as covas com enxada, pá de plantio tipo
havaiano ou com coveadeira (mecanizada).
A distância entre as plantas pode variar de acordo com a variedade, o destino da
produção, o nível de mecanização e outros fatores. Sendo que, os plantios mais adensados
tendem a proporcionar maiores produções por área e menor tamanho de frutos.

18
O abacaxi não amadurece após a colheita, sendo portando necessário sua colheita
após seu completo desenvolvimento fisiológico. A concentração de açúcares deve ser medida
com um refratômetro e deve ser maior que 19° Brix no verão e 14,5° Brix no inverno. Os frutos
devem ser colhidos em estádios de maturação diferentes, de acordo com o seu destino e a
distância do mercado consumidor:
Indústria – Deve ser colhido maduro (casca mais amarela que verde);
Mercado "in natura" e mercados distantes – Devem ser colhidos "de vez", quando
surgem os primeiros sinais de amarelecimento da casca;
Mercado "in natura" e mercados locais – Frutos com até a metade da casca amarela.
Frutas: Mamão
Mamão é o fruto do mamoeiro, planta da família das caricáceas (Carica papaya), que
atinge, não raro, altura de mais de cinco metros, porém de caule fibroso e não lenhoso.
O mamoeiro cresce rapidamente: em um ano chega à fase adulta. Em geral não
ramificado, o caule é coroado por grandes folhas lobadas, com pecíolos ocos de até sessenta
centímetros, que ao caírem deixam fundas cicatrizes.Normalmente o mamoeiro é dióico, com
flores masculinas e femininas produzidas em pés distintos. Há, porém, plantas hermafroditas
ou monóicas, com flores de ambos os sexos. Nos pés tipicamente masculinos, as flores
afuniladas, com cerca de 2,5cm de comprimento, agrupam-se na extremidade de pedúnculos
com quase um metro de extensão e dão origem a frutas de gosto pouco apurado, os mamões-
machos, mamões-de-cabo ou mamões-de-corda.
Os que dão frutos melhores são os pés femininos, cujas flores, brancas como as outras
mas bem maiores, se apóiam em pedúnculos curtos formados nas axilas das folhas. Nas
plantações de pés femininos, é preciso haver pelo menos dez por cento de mamoeiros-
machos, para a fecundação. Já os pés hermafroditas, de flores pequenas em pedúnculos
curtos, não dependem do pólen de outros pés para se fecundarem.
O mamoeiro propaga-se por sementes e não tolera o frio. As condições ideais de
cultivo estão na faixa de 22o a 26o C e altitudes de até 200m acima do nível do mar.
Solos de preferência areno-argilosos, planos a levemente ondulados, porosos,
profundos (2 m a mais), sem impedimentos na sub-superfície, ricos em matéria orgânica, e
com pH 5,5 a 6,7. Evitar solos em baixadas ou sujeitos a encharcamento e os pedregosos.

19
O mamoeiro pode ser plantado em fileiras simples e fileiras duplas. No sistema simples
os espaçamentos podem ser 3,6m x 1,8m ou 4m x 2,5m; no sistema duplo os espaçamentos
podem ser de 36m x 1,8m x 1,8m ou 4m x 2,5m x 2,5m.
Frutas: Melão
O melão é uma espécie com grande variabilidade para o tamanho da planta – mede de
1 até 10 metros – e peso de frutos – desde 10 g até 10 kg.
O meloeiro se desenvolve melhor em regiões de temperatura mais elevada, entre 25 e
32ºC. No entanto, temperaturas acima dos 35ºC podem comprometer a frutificação. O
meloeiro é capaz de absorver a umidade do ar e do solo. Quando isso acontece, o teor de
açúcar fica diminuído. Cultura relativamente resistente à seca, mas necessita, para uma boa
produção e de qualidade, de regas regulares.
O melão prefere solos profundos, ricos em matéria orgânica, bem estruturados,
arejados e bem drenados. Cultura sensível às geadas. A cultura de melões é exigente em azoto,
potássio e cálcio. É uma cultura sensível à carência de cálcio, magnésio e molibdénio, em solos
ácidos. Deve-se colher quando os frutos estiverem maduros, verificando a maturação pela
alteração da cor, aroma ou em certas cultivares pela secagem da folha proxima do fruto.
Frutas: Maçã
Exige clima temperado para se desenvolver. Solo sílico-argiloso e profundo. Com
pequena exigência de frio, apresentam-se aptos para produzir satisfatoriamente em condições
de inverno brando. É imprescindível o plantio de mudas enxertadas e sadias, em porta-
enxertos clonais ou de sementes da própria macieira. Por se tratar de cultura perene e de
polinização cruzada, é importante consorciar no plantio variedades interpolinizantes. Em São
Paulo, considerado o quinto Estado maior produtor no País, a safra de maçãs ocorre de
dezembro a fevereiro, período de escassez e, portanto, de altos preços no mercado. É, quase
na totalidade, comercializada in natura, dada sua precocidade.
A colheita é feita de dezembro a fevereiro e março. Safras comerciais: a partir do 2º e
3º anos de instalação do pomar. Ponto de colheita: frutos de vez, já coloridos, para perfeito
sazonamento; colheita manual, em sacolas.
20
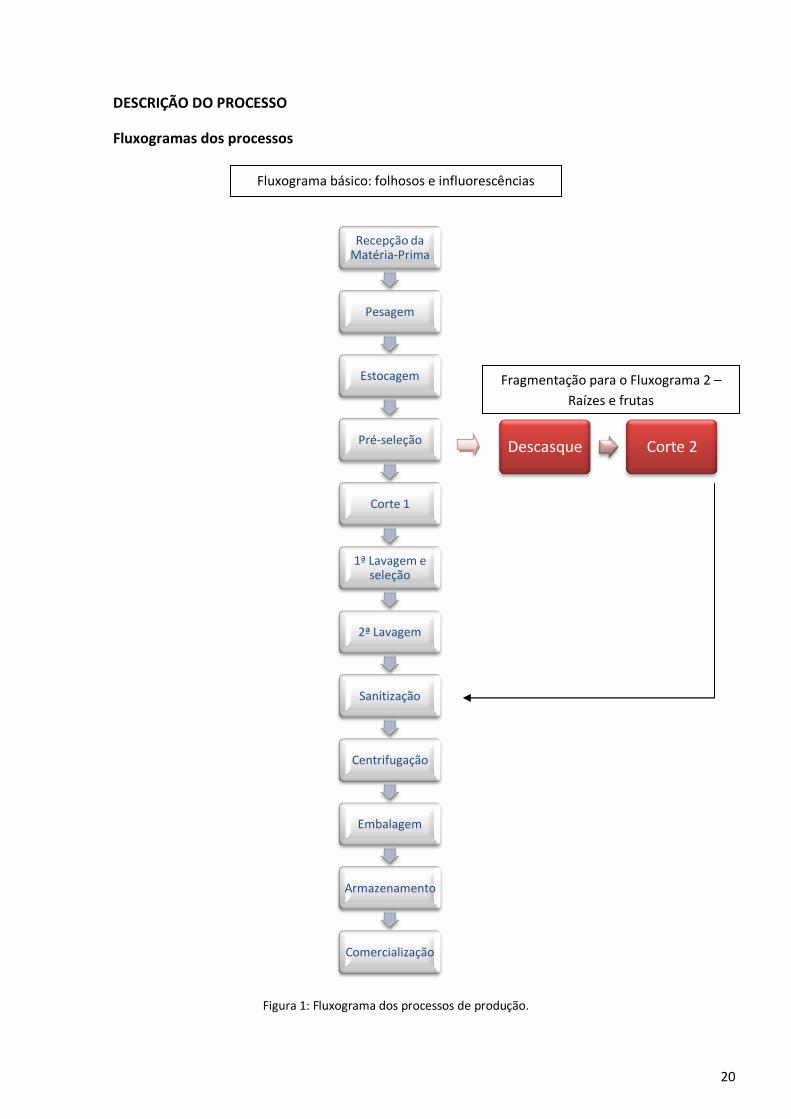
DESCRIÇÃO DO PROCESSO
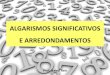
Fluxogramas dos processos
Figura 1: Fluxograma dos processos de produção.
Recepção da Matéria-Prima
Pesagem
Estocagem
Pré-seleção
Corte 1
1ª Lavagem e seleção
2ª Lavagem
Sanitização
Centrifugação
Embalagem
Armazenamento
Comercialização
Descasque Corte 2
Fragmentação para o Fluxograma 2 –
Raízes e frutas
Fluxograma básico: folhosos e influorescências

21
Etapas de produção
Recepção da Matéria-Prima
A matéria-prima (MP) chega em caixas plásticas industriais ou de madeira através de
caminhões dotados de boas condições de higiene e transporte. As MP são recebidas pelo fiscal
da indústria, o qual é responsável pela conferência e registro da origem e quantidade chegada,
e avaliação geral da qualidade dos mesmos. A MP é classificada em 3 categorias: A, B e C,
conforme a Tabela 2.
Tabela 2: Classificação da matéria prima
Avaliação da Qualidade
A B C
Ótima Mediana Péssima
Todas as caixas que predominarem matérias-primas que se encaixem na categoria C,
deverão ser rejeitadas e devolvidas aos fornecedores na mesma hora.
Pesagem
Logo após o descarregamento, será feita a pesagem das caixas e registrados o Peso
Real da MP: (Valor pesado) - (nº de caixas x peso unitário da cada caixa) = Peso Real da MP
A pesagem será realizada para determinar o valor pago ao fornecedor da matéria
prima. Como a colheita e o transporte das MPs ficam a cargo dos produtores, é de interesse
deles o cuidado durante o manuseio, para evitar ao máximo as perdas e garantir seu lucro.
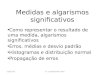
Essa etapa e a anterior são fiscalizadas pelo conferente da indústria.

22
Figura 2 – Planilha de registro na Recepção da matéria prima
Estocagem
As caixas são empilhadas em pallets e transportadas através de hand pallets (Figura 3),
com destino à câmara fria. A câmara é dotada de controle de temperatura e umidade relativa
e com sistema de circulação e renovação do ar interno, para resfriamento em torno de 10°C, e
nela ficam até que se inicie a etapa de processamento.

23
Figura 3 – Hand Pallets
Pré-seleção
As caixas estocadas seguem para a área de seleção (área suja – parte externa),
equipada com mesas de aço inoxidável, limpas e sanitizadas com cloro.
Nessa etapa, são descartadas as folhas de baixa qualidade e estragadas, raízes e talos.
As folhas de brócolis, couve-flor e partes visualmente não aproveitáveis são descartadas.
Cenouras, batatas, mandiocas e frutas que se apresentarem com baixa qualidade e/ou
danificadas, são descartadas também.
Corte 1
Posteriormente, parte-se para a etapa de corte (área limpa – interna), o qual é feito
manualmente com facas afiadas e esterilizadas com cloro. Destacam-se as folhas das alfaces,
acelga, radiche, chicória, repolho e couve, e separa-se em talos unitários o agrião, espinafre e
rúcula, as quais seguirão para a área de produção.
Descasque
Em uma primeira etapa, as batatas e as cenouras são descascadas mecanicamente
através de máquina de torneadora com parede abrasiva, na qual também ocorre uma primeira
lavagem de maneira simultânea. Após a passagem pela máquina, elas são fiscalizadas
visualmente e os resíduos de cascas restantes são retirados manualmente. Os legumes são
colocados em bacias com água para um novo enxágue. Maçã, abacaxi, melão e mamão são
descascados manualmente.
24
Corte 2
As frutas e raízes são cortadas em cubeteiras, as quais garantem alta produção,
excelente qualidade de corte, facilidade de limpeza, mínima manutenção, e uniformidade do
produto. As cenouras são cortadas mecanicamente em rodelas, fios ou trituradas. A mandioca
permanece no tamanho original. Após o corte, são colocados separadamente em cubas para
posterior embalagem.
Primeira lavagem e seleção
A primeira lavagem é feita em tanque de aço inoxidável com água fria a 4ºC, contendo
um shampoo específico para retirada das sujidades. A MP sofre mais uma etapa de seleção, e
então é colocada manualmente em uma esteira e segue para o segundo tanque de lavagem.
Segunda lavagem
Neste tanque a MP fica imersa em água resfriada e com turbilhonamento a jato para
maior eficiência da lavagem. A água utilizada possui um sistema de reciclo, dotado de filtros
para que haja a recirculação adequada.
Sanitização
A sanitização ocorre em tanques de aço inoxidável, na qual a MP fica totalmente
imersa em solução contendo cloro, com concentração entre 100 e 150 mg de cloro ativo/l de
água limpa e com temperatura de 5°C, por aproximadamente 10 minutos.
A solução de cloro pode ser obtida com o uso de sanitizantes próprios para alimentos
que possuam o cloro como ingrediente ativo. A quantidade do produto a ser adicionado à água
dependerá da porcentagem de cloro ativo do produto comercial que será usado.
Centrifugação

25
Este processo tem como objetivo a remoção do excesso de água do produto. O grau de
secagem depende da rotação da centrífuga e o tempo de funcionamento de acordo com a MP
a ser secada.
Neste caso, será usada uma centrífuga industrial com tempo médio de secagem de 1
min para os produtos processados.
Embalagem
Os produtos folhosos seguem para a área de envase, na qual são pesados e colocados
manualmente em sacos de polietileno (PE) ou embalagens de poliestireno expandido,
dependendo de qual produto final se deseja. O processo de selagem dos sacos de PE é feito, à
quente, em seladoras automáticas.
As cenouras são embaladas em bandeja de poliestireno expandido ou são colocadas
junto aos mix de saladas e yakissoba. Batata e aipim são destinadas à embalagem à vácuo.
Todos os produtos são pesados para controle de quantidade.
Logo após, ocorre a etiquetagem dos produtos de acordo com o seu destino.
Armazenamento
As embalagens são colocadas em caixas plásticas e transportadas até à câmara fria,
com temperatura à 2ºC, na qual ficam estocadas até que sigam para a próxima etapa.
Na câmara há um computador com planilhas de controle de estoque, a fim de evitar
que produtos processados permaneçam muito tempo armazenados.
Distribuição
A distribuição é feita durante todo o dia em caminhões refrigerados, com a
temperatura em torno de 5ºC, e higienizados, sendo responsabilidade da própria empresa a
fiscalização dessa logística.

26
Balanço de Material
Os valores foram calculados de acordo com dados reais fornecidos por uma indústria
de vegetais minimamente processados e são apresentados nas Tabelas 3 e 4. Os valores foram
arredondados por uma questão de praticidade.
Tabela 3: Balanço material de matéria prima/dia
Matéria Prima Entrada (kg) Perda (%) Saída (kg)
Abacaxi 110 42,9 63
Acelga 20 29,4 14
Agrião 71 28 51
Alface Americana 142 33,3 95
Alface Crespa 101 27 73
Alface Roxa 71 25 53
Batata 52,1 28 38
Brócolis 40 20,3 32
Cenoura 85 25,8 63
Chicória 32 34 21
Couve 26 22 20
Couve-Flor 50 36 32
Espinafre 36 15,6 30
Maçã 69 10 62
Mamão 120 48 63
Mandioca 45 22,2 35
Radiche 25 20 20
Rúcula 74 32 50
Tabela 4: Balanço material de produto/dia
Produto Entrada (kg) Matéria-Prima Perda (%) Saída (kg) Embalagem
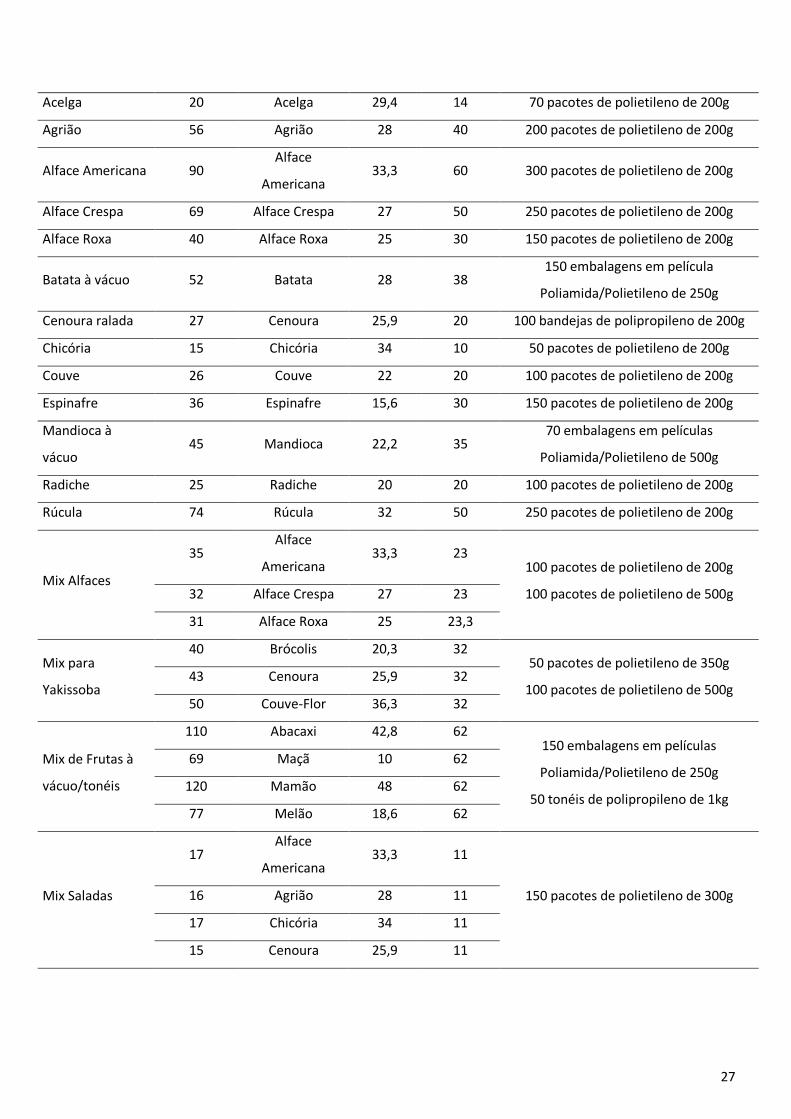
27
Acelga 20 Acelga 29,4 14 70 pacotes de polietileno de 200g
Agrião 56 Agrião 28 40 200 pacotes de polietileno de 200g
Alface Americana 90 Alface
Americana 33,3 60 300 pacotes de polietileno de 200g
Alface Crespa 69 Alface Crespa 27 50 250 pacotes de polietileno de 200g
Alface Roxa 40 Alface Roxa 25 30 150 pacotes de polietileno de 200g
Batata à vácuo 52 Batata 28 38 150 embalagens em película
Poliamida/Polietileno de 250g
Cenoura ralada 27 Cenoura 25,9 20 100 bandejas de polipropileno de 200g
Chicória 15 Chicória 34 10 50 pacotes de polietileno de 200g
Couve 26 Couve 22 20 100 pacotes de polietileno de 200g
Espinafre 36 Espinafre 15,6 30 150 pacotes de polietileno de 200g
Mandioca à
vácuo 45 Mandioca 22,2 35
70 embalagens em películas
Poliamida/Polietileno de 500g
Radiche 25 Radiche 20 20 100 pacotes de polietileno de 200g
Rúcula 74 Rúcula 32 50 250 pacotes de polietileno de 200g
Mix Alfaces
35 Alface
Americana 33,3 23
100 pacotes de polietileno de 200g
100 pacotes de polietileno de 500g 32 Alface Crespa 27 23
31 Alface Roxa 25 23,3
Mix para
Yakissoba
40 Brócolis 20,3 32 50 pacotes de polietileno de 350g
100 pacotes de polietileno de 500g 43 Cenoura 25,9 32
50 Couve-Flor 36,3 32
Mix de Frutas à
vácuo/tonéis
110 Abacaxi 42,8 62 150 embalagens em películas
Poliamida/Polietileno de 250g
50 tonéis de polipropileno de 1kg
69 Maçã 10 62
120 Mamão 48 62
77 Melão 18,6 62
Mix Saladas
17 Alface
Americana 33,3 11
150 pacotes de polietileno de 300g 16 Agrião 28 11
17 Chicória 34 11
15 Cenoura 25,9 11
28
CONTROLE DE QUALIDADE
Visando abordar aspectos relacionados ao controle de qualidade para a indústria de
vegetais minimamente processados, primeiramente buscamos informações relacionadas aos
tipos de alterações que contribuem para a perda de qualidade dos nossos produtos.
Entendendo como estas alterações ocorrem, pode-se traçar estratégias para o controle da
qualidade e inocuidade dos alimentos produzidos.
Para estabelecer padrões de qualidade em nossa indústria, estabeleceu-se os Padrões
de Qualidade e Identidade para todos os produtos produzidos e Procedimentos Operacionais
Padrões para os casos em que haviam particularidades da indústria de vegetais minimamente
processados.
Alterações fisiológicas e bioquímicas
Os alimentos minimamente processados deterioram-se após a colheita devido a
alterações fisiológicas, bioquímica e microbiológicas. Dois problemas básicos dificultam a
extensão da vida de prateleira destes produtos: o fato dos tecidos vegetais estarem vivos,
respirando e muitas reações químicas estão acontecendo, e o fato de uma série de
microorganismos estarem se proliferando, cujo crescimento deve ser retardado.
Para que haja controle de qualidade é necessário entender como funcionam tais
alterações, que diminuem a qualidade do produto final, e como elas podem ser evitadas ou
retardadas.
Metabolismo respiratório
A respiração vegetal consiste na oxidação de açúcares e ácidos orgânicos para
obtenção de energia, que produz como resíduos dióxido de carbono (CO2) e água. As principais
manifestações fisiológicas, provenientes da ruptura dos tecidos vegetais são o aumento na
velocidade de respiração, e, em alguns casos, a produção de etileno. A taxa respiratória dos
alimentos minimamente processados é aumentada de 3 a 7 vezes, em relação ao tecido
intacto, o que se traduz em rápido consumo de oxigênio dentro da embalagem.

29
Biossíntese e ação do etileno
O etileno, composto volátil de dois carbonos, é produzido endogenamente por todas
as plantas. Em concentrações tão baixas quanto 0,1 mL/L, o etileno pode induzir uma série de
respostas fisiológicas, incluindo amadurecimento, senescência e desordens fisiológicas.
O etileno estimula a síntese de enzimas envolvidas com a maturação das frutas e pode
causar a perda de firmeza das mesmas, provavelmente, devido à ativação de enzimas que
hidrolisam a parede celular. Também está relacionado com o incremento da descoloração da
cor verde de vegetais folhosos, talvez devido ao aumento da atividade da clorofilase.
A produção de etileno por frutas e hortaliças processadas pode ser incrementada em
até 20 vezes, quando comparada com vegetal intacto.
Mau odor
O mau odor encontrado em hortaliças está intimamente relacionado com a
peroxidação enzimática de ácidos graxos insaturados, catalisada por lipoxidases, que
produzem aldeídos e cetonas, como o n-hexanal, resultante da quebra de hidroperóxidos. Os
próprios hidroperóxidos, devido a sua instabilidade química, podem comprometer a
integridade de membranas celulares e proteínas, facilitando outras desordens fisiológicas.
Escurecimento
O escurecimento dos vegetais pode ser enzimático ou químico. As polifenoloxidases
constituem a classe de enzimas envolvidas no escurecimento de vegetais e pequena redução
no pH pode diminuir em até 50% a atividade deste tipo de enzima.
Baixas temperaturas podem reduzir a atividade de enzimas como a tirosinase e
difenoloxidase, contribuindo para a conservação da cor dos vegetais. Contudo ainda que
baixas, temperaturas inadequadas de armazenamento provocam injúrias que afetam a cor e a
qualidade de diversos alimentos, o que ressalta a importância da manutenção de
temperaturas ótimas em toda a cadeia de produção e comercialização destes produtos.
30
Perda de água
A perda de água pode ser uma das principais causas de deterioração de vegetais
minimamente processados, já que resultam em perdas quantitativas, perdas na aparência
(murchamento), na textura (amolecimento) e na qualidade nutricional.
Alterações Microbiológicas
As alterações microbiológicas que ocorrem em vegetais variam segundo a composição
da microflora de cada alimento, que por sua vez está relacionada com fatores como o
ambiente, manipulação, água disponível, umidade, temperatura, atmosfera e acidez. De
maneira geral as alterações são causadas por mesófilos, bactérias ácido lácticas, coliformes
totais e fecais, bactérias pectinolíticas, leveduras e fungos.
O ambiente é o primeiro fator contaminante dos alimentos. O solo é rico em bactérias
gram-positivas e fungos, que podem contaminar os alimentos diretamente ou serem
transportados pelo vento ou por insetos. O ar serve mais como veículo do que como meio de
crescimento. A chuva pode arrastar terra para produtos cultivados próximo ao solo e elevar
sua carga microbiana, além de aumentar a umidade e favorecer o crescimento de fungos em
até 72%.
A manipulação permite a contaminação cruzada pelos trabalhadores e determinados
recipientes com superfícies desiguais ou salientes podem rasgar hortaliças e cascas de frutas.
Estes danos provocam a liberação do suco nutritivo, que permite o crescimento microbiano
nos equipamentos e nos próprios alimentos. Tratamentos como cortes, que expõem grandes
superfícies (em rodelas, por exemplo), podem provocar proliferação microbiana 6 a 7 vezes
superiores que em alimentos intactos. Mesmo microrganismos não deteriorantes em outras
condições, podem ocasionar a degradação do produto após a perda da proteção natural que
as cascas representam.
A temperatura é, provavelmente, o fator mais importante que afeta o crescimento de
microrganismos. Como as frutas e hortaliças são cultivadas e colhidas em temperatura
ambiente, nos países de clima quente como o Brasil, é comum a predominância de bactérias
mesofílicas. Entretanto, o tratamento de refrigeração que ocorre na maioria dos alimentos
minimamente processados pode modificar este quadro, contribuindo para a predominância de

31
psicotróficos. Temperaturas de refrigeração exercem efeito de redução da proliferação
microbiana em frutas e hortaliças.
Frutas e hortaliças apresentam características químicas diferentes, que se refletem na
composição da microflora presente em cada uma. As hortaliças apresentam elevada
quantidade de água e de nutrientes e pH neutro, assim, bactérias tornam-se os
microrganismos preponderantes nestes alimentos. Predominam as gram-negativas das
famílias pseudomonáceas e enterobacteriaceae, principalmente dos gêneros Pseudomonas
sp. e Erwinia sp. Frutas apresentam maiores quantidades de açúcar e pH mais ácido, o que
favorece o crescimento de fungos.
Entre os patogênicos entéricos, Shigella sp. e Salmonella sp. podem ser veiculadas por
frutas e hortaliças, mas encontram dificuldade para crescer sob refrigeração. Assim, é
importante evitar variações de temperaturas durante o armazenamento. A Escherichia coli é
um psicotrófico patogênico entérico que pode tal qual a Salmonella sp. levar indivíduo à
morte. Outros dois psicotróficos patógenos importantes são Aeromonas
hydrophila e Listeria Monocytogenes.
Diferentemente dos outros patógenos, a Aeromonas hydrophila está presente na
maioria dos vegetais. Já a Listeria monocytogenes difere de todos os outros patógenos citados
por ser gram-positiva. Sua letalidade em indivíduos susceptíveis, como crianças, idosos e
gestantes pode ser de até 30%, com manifestações semelhantes a meningites e encefalites. O
crescimento de L. monocytogenes é lento e dificultado sob atmosfera modificada. Também
gram-positivo é o Clostridium botulinum que pode crescer em baixa temperatura em
concentrações muito reduzidas de oxigênio e pH moderado (> 4,6). O crescimento do
microrganismo e a produção de toxina exigem pelo menos 3,3oC.
Padrões de Qualidade e Identidade (PIQ)
De modo a garantir a qualidade do produto final, bem como a padronização do
mesmo, foram estabelecidos os padrões de qualidade e identidade (PIQ) para todos os
produtos produzidos pela empresa, estes são apresentados na Tabela 5.
Tabela 5: Padrões de Qualidade e Identidade
1 )Acelga

32
Cor Verde avermelhada
Textura Rugosa
Consistência Firme
Embalagem Plástica flexível de polietileno
Quantidade 200 g
2 ) Agrião
Cor Verde escuro
Textura Rugosa
Consistência Firme
Embalagem Plástica flexível de polietileno
Quantidade 200 g
3 ) Alface americana
Cor Verde a verde clara
Textura Rugosa
Consistência Crocante
Embalagem Plástica flexível de polietileno
Quantidade 200 g
4 ) Alface crespa
Cor Verde a verde escuro
Textura Crespa
Consistência Flexível
Embalagem Plástica flexível de polietileno
Quantidade 200 g
5 ) Alface Roxa
Cor Roxa intensa
Textura Crespa
Consistência Flexível
Embalagem Plástica flexível de polietileno
Quantidade 200 g
6 ) Batata à vácuo
Cor Amarelo claro
Consistência Firme
Embalagem Película poliamida/ polietileno
Quantidade 250g

33
7) Cenoura ralada
Cor Laranja intenso
Consistência Rígida
Embalagem Bandejas de polipropileno
Quantidade 200 g
8 ) Chicória
Cor Verde intenso
Textura Lisa
Consistência Rígida
Embalagem Plástica flexível de polietileno
Quantidade 200 g
9 ) Couve
Cor Verde escuro
Textura Lisa
Consistência Firme
Embalagem Plástica flexível de polietileno
Quantidade 200 g
10 ) Espinafre
Cor Verde escuro
Textura Áspera
Consistência Flexível
Embalagem Plástica flexível de polietileno
Quantidade 200 g
11) Mandioca à vácuo
Cor Branca
Textura Lisa
Consistência Rígida
Embalagem Película poliamida/ polipropileno
Quantidade 500 g
12) Radiche
Cor Roxo e branco
Textura Lisa
Consistência Rígida
Embalagem Plástica flexível de polietileno
34
Quantidade 200 g
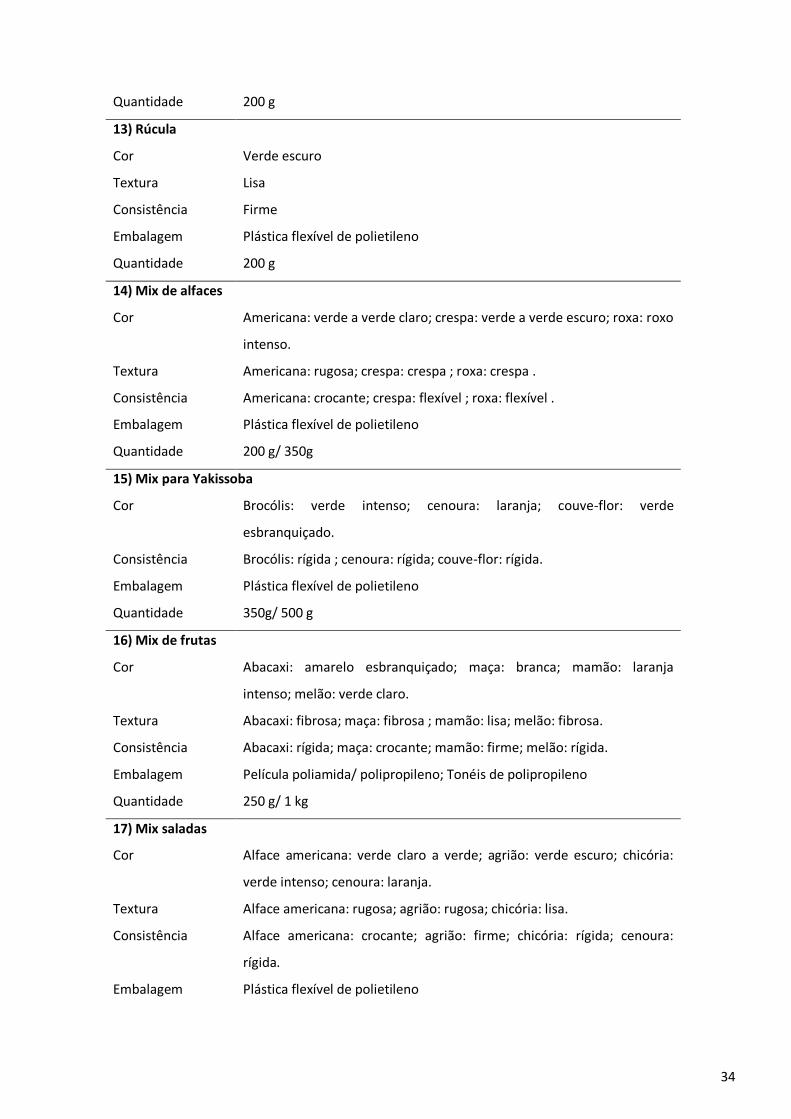
13) Rúcula
Cor Verde escuro
Textura Lisa
Consistência Firme
Embalagem Plástica flexível de polietileno
Quantidade 200 g
14) Mix de alfaces
Cor Americana: verde a verde claro; crespa: verde a verde escuro; roxa: roxo
intenso.
Textura Americana: rugosa; crespa: crespa ; roxa: crespa .
Consistência Americana: crocante; crespa: flexível ; roxa: flexível .
Embalagem Plástica flexível de polietileno
Quantidade 200 g/ 350g
15) Mix para Yakissoba
Cor Brocólis: verde intenso; cenoura: laranja; couve-flor: verde
esbranquiçado.
Consistência Brocólis: rígida ; cenoura: rígida; couve-flor: rígida.
Embalagem Plástica flexível de polietileno
Quantidade 350g/ 500 g
16) Mix de frutas
Cor Abacaxi: amarelo esbranquiçado; maça: branca; mamão: laranja
intenso; melão: verde claro.
Textura Abacaxi: fibrosa; maça: fibrosa ; mamão: lisa; melão: fibrosa.
Consistência Abacaxi: rígida; maça: crocante; mamão: firme; melão: rígida.
Embalagem Película poliamida/ polipropileno; Tonéis de polipropileno
Quantidade 250 g/ 1 kg
17) Mix saladas
Cor Alface americana: verde claro a verde; agrião: verde escuro; chicória:
verde intenso; cenoura: laranja.
Textura Alface americana: rugosa; agrião: rugosa; chicória: lisa.
Consistência Alface americana: crocante; agrião: firme; chicória: rígida; cenoura:
rígida.
Embalagem Plástica flexível de polietileno

35
Quantidade 300g
5.4 Procedimentos Operacionais Padrão
O procedimento operacional padrão (POP) é uma ferramenta de gestão da qualidade
que apresenta a descrição detalhada de todas as operações necessárias para a realização de
um determinado procedimento, ou seja, é um roteiro padronizado para realizar uma atividade
de modo a minimizar os erros nas ações rotineiras.
São muitos os POPs que devem ser elaborados para uma indústria de alimentos. De
modo a evitar abordagens repetitivas, elaboramos apenas aqueles que apresentam
particularidades para a indústria de vegetais minimamente processados. Os POPs elaborados
são apresentados no anexo deste trabalho.
EQUIPAMENTOS
Os equipamentos listados neste capítulo são os de maior importância dentro da
empresa.
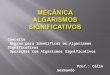
Tanque de lavagem
Para a primeira etapa de lavagem será utilizado um tanque de aço inoxidável AISI 304,
produzido pela Max Machine (Atibaia/SP). O tanque tem capacidade de 1000 L e possui cesto
removível.

36
Figura 4: Tanque de lavagem com cesta removível produzido pela Max Machine.
Lavadora
O equipamento utilizado na lavagem de folhosos é a Lavadora AL800 fabricada pela
Incalfer (São Paulo/SP). A lavadora é construída em aço inoxidável e pode ser operada com
água fria, quente ou adicionada de produtos químicos ou ozônio.
A máquina possui injetores de água de pressão regulável, que fazem com que o
produto seja mergulhado ao ingressar no equipamento, gerando um movimento helicoidal. O
equipamento pesa 310 kg, possui dimensões de 950x3150x2000 mm, potência de 2,6 kW e
capacidade de operação de 200 a 800 kg/h.
Figura 5: Lavadora AL800 da Incalfer.
Descascadora
O equipamento utilizado para o descasque das batatas e cenoura é a Descascadora
P60 produzida pela Incalfer (São Paulo/SP). A descascadora é construída em aço inoxidável e

37
possui laterais internas e disco inferior com superfície abrasiva. À medida que os produtos são
descascados, um jato de água de vazão regulável separa a pele solta dos produtos.
A descascadora possui dimensões de 800x1100x1550 mm, pesa 130 kg, tem potência
de 1,5 kW e possui capacidade de até 1000 kg/h.
Figura 6: Descascadora P60 produzida pela Incalfer
Cubetadeira
A cubetadeira utilizada para o corte de cenouras e aipim é o modelo Cubetadeira MC
150 produzido pela Incalfer (São Paulo/SP). O equipamento corta o produto em tiras ou
quadrados mantendo a espessura original, permitindo vários tamanhos de corte e velocidades
de operação. A cubetadeira é alimentada por uma esteira transportadora que leva os
produtos até rolos alimentadores e as facas de corte, o primeiro corte é feito pelas facas
circulares e o segundo pelas facas transversais.
O equipamento é produzido em aço inoxidável, possui dimensões de 680x1830x 1280
mm, pesa 210 kg, tem potência de 1,5 kW, capacidade de operação de 200 a 1000 kg/h. Os
cortes podem ser feitos em palitos ou cubos.

38
Figura 7: Cubetadeira MC150 produzida pela Incalfer.
Centrifugadora
Os folhosos serão centrifugados na Centrifugadora CE350 produzida pela Incalfer (São
Paulo/SP). O equipamento é produzido em aço inoxidável, possui cesto extraível , opera em
velocidade variáveis, possui freio eletrônico, temporizador e alarme sonoro. Suas dimensões
são de 700x1100x700, pesa 140 kg, potência de 0,75 kW e capacidade de operação de 100 a
300 kg/h.
Figura 8: Centrifugadora CE 350 produzida pela Incalfer.
Seladora a vácuo
A embaladora que será utilizada para cenoura batata e aipim é o modelo DZ-
400T produzido pela Utien Pack (China) . Trata-se de uma máquina embaladora a
vácuo com gás inerte de sucção de ar pelo lado externo, recomendada para
embalagem de produtos delicados. Possui dimensões de 500x450x320 mm, pesa 22 kg,
potência de 0,6 kW, pressão de de 0,4 a 0,8 MPa e comprimento de selagem de
400x8mm.

39
Figura 9: Embaladora a vácuo DZ-400T produzida pela Utien Pack.
CÂMARA FRIGORÍFICA
Uma câmara frigorífica é qualquer recinto utilizado em condições controladas para
estocagem, com auxílio de refrigeração. O resfriamento tem extrema importância industrial,
sendo este um processo que possibilitou a comercialização de diversos produtos e a diferentes
regiões. Desta forma, é um processo que deve ter muito controle, tanto de operação como de
equipamentos.
Os benefícios da refrigeração encontram-se principalmente nas características de
conservação, que levam a uma maior vida de prateleira unida a uma maior qualidade
microbiológica. Este processo retarda a deterioração dos alimentos por impedir a ocorrência
de reações enzimáticas, de deterioração e microbiológicas.
Frutas e hortaliças continuam suas atividades metabólicas após a colheita. A
manutenção desta atividade é fundamental para a preservação e qualidade do produto final. A
atividade metabólica é manifestada pela respiração, um processo no qual o oxigênio é
consumido e emitido gás carbônico. Pesquisas mostram que a chave para prolongar a vida de
prateleira desses produtos é reduzindo essa taxa de respiração, através da refrigeração.
Produtos da indústria de vegetais devem ter muito controle em todas as etapas do
processo, principalmente por serem produtos com alta quantidade de microrganismos e com
ambiente propício para o seu crescimento. Sendo assim, o resfriamento destes produtos é
uma etapa que requer muito cuidado.
A indústria possui duas câmaras de refrigeração. A primeira é exclusiva para armazenar
a matéria prima antes de ser processada e a segunda para armazenar os produtos finais já
prontos antes de sua distribuição.

40
Características da Localização (Região de Florianópolis):
- Temperatura de bulbo seco: 32.0°C
- Temperatura de bulbo úmido: 25.0°C
- Umidade relativa: 56%
Câmara de estoque de matéria prima
A Câmara 1 localiza-se em ambiente coberto, interno a indústria, onde a temperatura
ambiente é de aproximadamente 26°C e sua temperatua interna deverá atingir 10°C.A câmara
frigorífica projetada tem compressor industrial Hermetic Compressor Embraco Aspera R134a-
MBP/HBP mod. NJ 6220Z (3/4 HP – custo R$1117,00). As dimensões internas da mesma são
4,0m de comprimento, 4,0m de largura e 2,0m altura.
Descrição do produto
Algumas frutas e hortaliças possuem propriedades muito semelhantes. Dessa forma,
os produtos foram agrupados entre Folhosos, Inflorescências, Raizes e Frutas para os cálculos
de carga da câmara. Para os valores de calor específico, por serem muito semelhantes, foram
feitas uma média dos valores encontrados na literatura de cada produto.
1) Folhosos:
Calor Específico acima do ponto de congelamento:
Alface: 0,96kcal/kg°C
Chicória: 0,94kcal/kg°C
Espinafre: 0,94 kcal/kg°C
Repolho: 0,94 kcal/kg°C
Valores de acelga, rúcula, agrião, couve e radiche não foram encontrados em fontes seguras,
portanto, será considerado o valor da média dos folhosos:
Calor Específico Demais Folhosos: 0,945 kcal/kg°C

41
Calor de Respiração a Temperatura de 10°C:
Alface: 0,08821 kcal/kg.h
Chicória: 0,22083 kcal/kg.h
Couve: 0,14167 kcal/kg.h
Espinafre: 0,20833 kcal/kg.h
Repolho: 0,03875 kcal/kg.h
Os valores dos produtos não encontrados foram considerados como sendo o mesmo
valor de seus produtos mais semelhantes:
Rúcula, Agrião, Chicória, Radiche (= Alface): 0,08821 kcal/kg.h
Acelga (= Couve): 0,14167 kcal/kg.h
2) Raizes:
Calor Específico acima do ponto de congelamento:
Batata: 0,82 kcal/kg°C
Cenoura: 0,90 kcal/kg°C
Mandioca: 0,82 kcal/kg°C
Calor de Respiração a Temperatura de 10°C:
Batata: 0,15417 kcal/kg.h
Cenoura: 0,03 kcal/kg.h
Mandioca: 0,15417 kcal/kg.h
As propriedades da Mandioca não foram encontrados, portanto, foram considerados os
mesmos valores da batata.
3) Inflorescências:

42
Calor Específico acima do ponto de congelamento:
Brócolis: 0,92 kcal/kg°C
Couve-flor: 0,93 kcal/kg°C
Calor de Respiração a Temperatura de 10°C:
Brócolis: 0,1075 kcal/kg.h
Couve-flor: 0,1162 kcal/kg.h
4) Frutas:
Calor Específico acima do ponto de congelamento:
Abacaxi: 0,88 kcal/kg°C
Maçã: 0,86 kcal/kg°C
Mamão: 0,82 kcal/kg°C
Calor de Respiração a Temperatura de 10°C:
Abacaxi: 0,05792 kcal/kg.h
Maçã: 0,0375 kcal/kg.h
Mamão: 0,07917 kcal/kg.h
Descrição da Câmara Frigorífica
Dimensionamento
A câmara possui as seguintes dimensões internas: 4,0m x 4,0m x 2,0m (comprimento x
largura x altura).
Layout

43
A câmara não possui prateleiras, os produtos são armazenados em 80 caixas de
Polietileno de Alta densidade (PEAD) vazado nas laterais e fundos para melhorar a
frigorificação e também de fácil higienização. Seu peso é de 2,02kg e suas dimensões externas
e internas são, 60cm x 40cm x 24cm e 56cm x 36,6cm x 22,4cm (comprimento x largura x
altura), respectivamente.
As caixas são distribuídas em pallets Transpal II, da marca GECAL Plásticos. [6] O pallet
plástico é fabricado em PEAD injetado, possui 3 runners reforçados com alma de aço (20 x 20
x 1,5 mm) fixados com parafusos de aço galvanizado, quatro entradas, utilizável em câmaras
frias e higienizáveis com vapor, qualidade inalterada a ácidos, gorduras, solventes e odores e
com capacidade de até 2600kg (carga estática).
A produção diária é inferior ao volume que a câmara pode suportar. A câmara tem
capacidade de armazenar até 1365kg de vegetais, aproximadamente 16.9% a mais da
produção diária.
a) Iluminação
A da câmara é iluminada por duas lâmpadas fluorescentes tubulares.
b) Circulação de Pessoas
A câmara é aberta em média 14 vezes ao dia, sendo que somente uma pessoa se
movimenta na câmara para armazenagem do produto.
c) Equipamentos Internos
Os paletes ficam fixos dentro da câmara. A movimentação das caixas é feita
manualmente com carrinho CX400, com capacidade de 400 kg e dimensões 0,80 m de largura
e 1,50 m de altura.
d) Isolamento
O isolamento é feito com poliestireno expandido, que possui coeficiente de condutividade
térmica: 0,028 kcal/m.h.°C. A temperatura interna da indústria, onde a câmara está localizada,

44
é 26°C, a temperatura interna da câmara fria deve ser 10°C, levando a uma diferença de
temperatura de 16 °C. Considerando um fluxo térmico de 10 kcal/m2.h, deve ser utilizado um
isolamento de 0,12 m de poliestireno expandido.
Cálculo da Carga térmica
a) Transmissão pelas Paredes
O calor que entra pelas paredes e pelo piso por dia é dado por:
Q = S.U.(Te-Ti).24 [kcal/dia] , onde:
S= área externa das paredes [m²]
U= coeficiente global de transmissão de calor [kcal/m²h°C]
(1/U)= (1/he) + (1/hi) + (L/K)
he e hi= coeficiente de calor do ar externo e interno
he= 25kcal/h.m².°C
hi= 7 kcal/h.m².°C
L= espessura do isolante = 0,12m
K= condutividade do isolante EPS = 0,028 kcal/m.h.°C
Te= temperatura externa = 26°C
Ti = temperatura interna = 10ºC
Então:
Q= 687,46 kcal/dia
b) Infiltração
A carga térmica devido as trocas de ar interno e externo por dia, considerando a
umidade relativa do ar externo 90% e do ar interno 60%, é dada por:
Q = (V/v) . n . (he-hi)
Onde:
n= número de trocas de ar por dia = 14 / dia;
he e hi = entalpia do ar externo e interno;

45
he = 10,3 kcal/kg;
hi = -4,6 kcal/kg;
V = volume interno da câmara = 32 m3;
v = volume específico do ar externo = 0,83 m3/kg;
Assim, temos:
Q = 8096,38 kcal/dia
c) Produto
A carga térmica do produto por dia, considerando que é feito o resfriamento de
1365kg de vegetais por dia, um superdimensionamento de 197,36kg ou 16,9% a mais é
baseado no calor para resfriar os produtos e também no calor de respiração de cada vegetal.
Carga térmica do abaixamento da temperatura até 10°C:
Q1 = m . Cp. (Tamb-Tcam)
Onde:
m = massa do produto;
Cp = calor específico;
Tamb = temperatura ambiente;
Tcam = temperatura da câmara;
Carga térmica proveniente do calor de respiração:
Q2 = m.Cr.t
Onde:
m = massa do produto;
Cr = calor de respiração;
t = tempo de permanência do produto na câmara = 24h;
O calor total (Qt) gerado pelos produtos é a soma das cargas térmicas Q1 e Q2. Todos
os resultados estão mostrados na tabela 7.
46
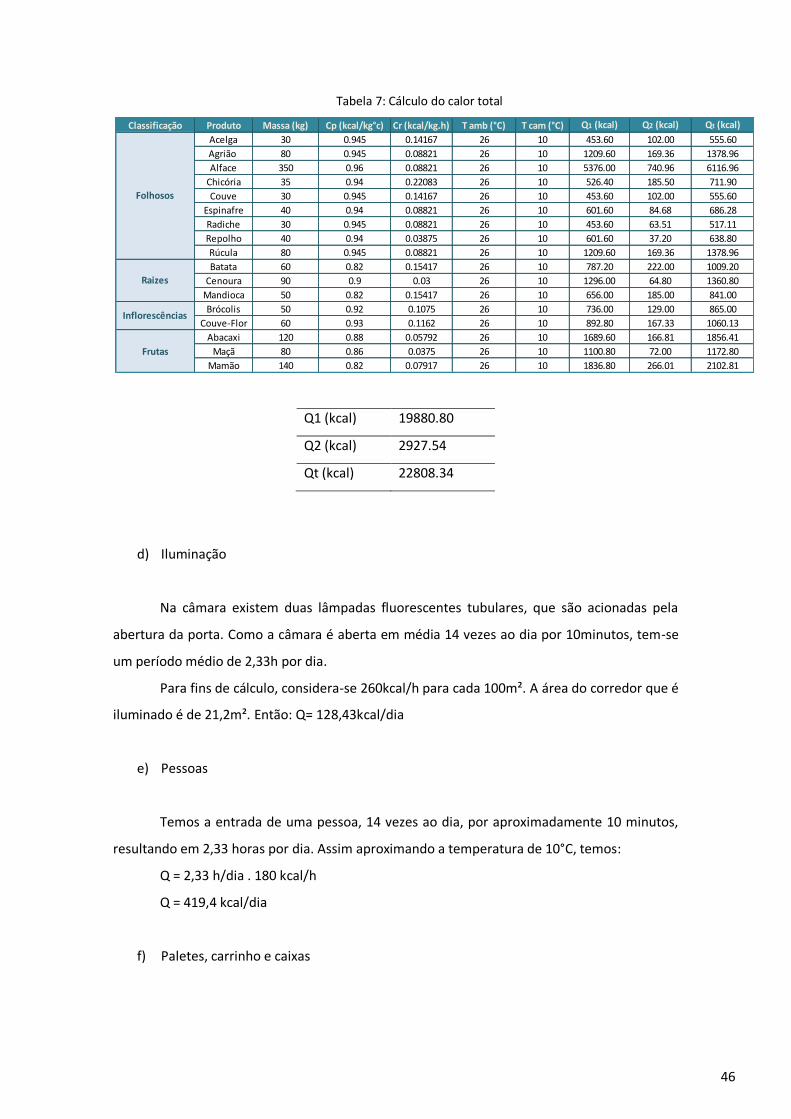
Tabela 7: Cálculo do calor total
Q1 (kcal) 19880.80
Q2 (kcal) 2927.54
Qt (kcal) 22808.34
d) Iluminação
Na câmara existem duas lâmpadas fluorescentes tubulares, que são acionadas pela
abertura da porta. Como a câmara é aberta em média 14 vezes ao dia por 10minutos, tem-se
um período médio de 2,33h por dia.
Para fins de cálculo, considera-se 260kcal/h para cada 100m². A área do corredor que é
iluminado é de 21,2m². Então: Q= 128,43kcal/dia
e) Pessoas
Temos a entrada de uma pessoa, 14 vezes ao dia, por aproximadamente 10 minutos,
resultando em 2,33 horas por dia. Assim aproximando a temperatura de 10°C, temos:
Q = 2,33 h/dia . 180 kcal/h
Q = 419,4 kcal/dia
f) Paletes, carrinho e caixas
Classificação Produto Massa (kg) Cp (kcal/kg°c) Cr (kcal/kg.h) T amb (°C) T cam (°C) Q1 (kcal) Q2 (kcal) Qt (kcal)
Acelga 30 0.945 0.14167 26 10 453.60 102.00 555.60
Agrião 80 0.945 0.08821 26 10 1209.60 169.36 1378.96
Alface 350 0.96 0.08821 26 10 5376.00 740.96 6116.96
Chicória 35 0.94 0.22083 26 10 526.40 185.50 711.90
Couve 30 0.945 0.14167 26 10 453.60 102.00 555.60
Espinafre 40 0.94 0.08821 26 10 601.60 84.68 686.28
Radiche 30 0.945 0.08821 26 10 453.60 63.51 517.11
Repolho 40 0.94 0.03875 26 10 601.60 37.20 638.80
Rúcula 80 0.945 0.08821 26 10 1209.60 169.36 1378.96
Batata 60 0.82 0.15417 26 10 787.20 222.00 1009.20
Cenoura 90 0.9 0.03 26 10 1296.00 64.80 1360.80
Mandioca 50 0.82 0.15417 26 10 656.00 185.00 841.00
Brócolis 50 0.92 0.1075 26 10 736.00 129.00 865.00
Couve-Flor 60 0.93 0.1162 26 10 892.80 167.33 1060.13
Abacaxi 120 0.88 0.05792 26 10 1689.60 166.81 1856.41
Maçã 80 0.86 0.0375 26 10 1100.80 72.00 1172.80
Mamão 140 0.82 0.07917 26 10 1836.80 266.01 2102.81
Folhosos
Frutas
Raizes
Inflorescências

47
Os paletes não saem da câmara, assim, estes podem ser desconsiderados do cálculo de
carga térmica. O carrinho CX400 entra na câmara para carregar as caixas com a mesma
freqüência que esta é aberta e permanece dentro da câmara o mesmo tempo que a pessoa
que entra permanece. Pelo carrinho ter um baixo calor específico, segundo para aço 0,11
kcal/kg.°C, massa pequena e entrar poucas vezes ao dia na câmara, este pode ser
desconsiderado do cálculo de carga térmica.
Já as caixas têm movimentação diária de saída e entrada equivalente à proposta da
câmara. Assim, é necessário fazer o cálculo da carga térmica diária para 80 caixas polietileno
de alta densidade, que possui capacidade calorífica de 0,55 kcal/kg.°C:
Q = m. n . C (Te-Tf)
Onde:
m = massa de cada caixa = 2,02 kg/caixa
n = número de caixas = 80 caixas/dia
C = 0,55 kcal/kg.°C
Te = temperatura de entrada na câmara = 26 °C
Tf = temperatura final = 10 °C
Q = 1422,08 kcal/dia
g) Carga Térmica Total
Tabela 8: Carga térmica total
Carga térmica Calor gerado por dia (kcal/dia)
Transmissão pelas paredes 687.46
Infiltração 8096.38
Produto 22808.34
Iluminação 128.43
Pessoas 419,4
Caixas 1422.08
TOTAL 33.562,09

48
Cálculos do Equipamento pelo Ciclo Teórico
a) Líquido Refrigerante
O liquido refrigerante utilizado é R134a, por ter baixa toxidade, não ser inflamáveis,
não corrosivos e tem vida relativamente curto, proporcionando uma baixa agressão a camada
de ozônio.
b) Ciclo Teórico
O ciclo saturado simples é um ciclo teórico, no qual não são consideradas perdas de
energia, mas podem ser utilizados como padrão para determinar a eficiência do processo. [1]
Abaixo está um ciclo saturado simples que representa o ciclo de refrigeração da câmara
frigorífica projeta.
Figura 10: Ciclo caturado simples para o R134a
Utilizando o R134a, temos os seguintes dados:
Ponto A:
TA = 30 °C
PA = 0,78 bar
hA = 245 kJ/kg
Ponto B:
TB = 5 °C
PB = 0,35 bar
hB = 206,6 kJ/kg
Ponto C:
TC = 5 °C
PC = 0,35 bar
hC = 400,2 kJ/kg
Ponto D:
TD = 50 °C
PD = 0,78 bar
hD = 435 kJ/kg
PC
PV
Pre
ssão
(b
ar)
Entalpia (kJ/kg)hC hD
D
CB
A
Ciclo Saturado Simples

49
c) Massa de Líquido Refrigerante
A massa de líquido refrigerante é calculada da seguinte forma:
m = Q0/n . E, onde:
Q0 = carga térmica total é = 33.562,09kcal/dia
n = número de horas que o equipamento funciona = 20 h/dia
E = efeito refrigerante no evaporador é = hC - hB = 193,6 kJ/kg
Portanto, m = 8,77 kg/h
d) Compressão
Processo considerado isentrópico, representado pelo processo CD, ocorre no
compressor.
Calor de Compressão = hD - hC
Calor de Compressão = 34,8 kJ/kg
e) Potência Teórica do Compressor
O trabalho mecânico é dado por:
W = J (hD - hC), onde:
J = equivalente mecânico de calor = 426,9 kgf.m/kcal = 4,1864 kJ/kcal
hD - hC = 34,8 kcal/kg
W = 145,69 kJ/kg

50
A potência do compressor é calculada conforme a seguir.
P = W . m,
P = (145,69. 8,77)= 1.277,69 KJ/h
P = 1.277,69 kJ/h x (0,000373)= 0,47HP
P = 0,47HP
Portanto, a partir desses dados, sabe-se qual a potencia requerida pelo compressor
para esta câmara frigorífica. O qual, para este fim, pode ser utilizado o compressor Hermetic
Compressor Embraco Aspera R134a-MBP/HBP mod. NJ 6220Z - 3/4 HP.
TRATAMENTO DE RESÍDUOS
Segundo a legislação, resíduos sólidos são materiais, substâncias, objetos ou bens
descartados resultante de atividades humanas em sociedade, a cuja destinação final se
procede, se propõe proceder ou se está obrigado a proceder, no estado sólido ou semissólido,
bem como gases contidos em recipientes e líquidos cujas particularidades tornem inviável o
seu lançamento na rede pública de esgotos ou em corpos d’água, ou exijam para isso soluções
técnica ou economicamente inviáveis em face da melhor tecnologia disponível. Resíduos
sólidos industriais são materiais a serem descartados, oriundos da área de produção e das
demais áreas do estabelecimento.
Os resíduos produzidos pela indústria são folhas de alface, acelga, agrião, chicória,
couve, espinafre, rúcula, radiche e repolho; folhas e talos e brócolis e couve-flor; cascas e
aparas de batata, cenoura, mandioca, abacaxi, mamão, melão e maçã; e sementes de mamão,
melão e maçã. Os resíduos são armazenados tapados na área externa da indústria e recolhidos
da área interna periodicamente. A coleta de resíduos é feita após a produção por um caminho
entre as áreas de produção “suja” e “limpa”, estabelecido de modo a evitar contaminações
cruzadas. Após a coleta, é feita a higienização dos lixos.
Os descartes de origem vegetal são destinados à compostagem. Embora seja próprio
para o consumo de animais, a prática do uso do descarte para essa finalidade não é
recomendada, pois poderia aumentar os riscos de disseminação de doenças fitopatogênicas e,
também, doenças de importância clínica.

51
Além dos resíduos sólidos, há também a água utilizada nas lavagens dos folhosos. Ela é
utilizada para a lavagem da área suja e caminhões e depois é lançada diretamente na rede de
esgoto da cidade de Biguaçu.
Compostagem
A compostagem tem sido uma prática utilizada desde muito tempo, onde o(a)
agricultor(a) utiliza restos de produtos orgânicos, tanto de origem animal como vegetal, para
incorporação ao solo, objetivando melhorar suas capacidades físicas e químicas em busca de
melhores produções. Dos vários elementos necessários à decomposição o carbono e o
nitrogênio são os mais importantes, sendo o carbono o mais requerido pelos microorganismos.
De uma maneira geral o material para compostagem pode incluir diversos resíduos vegetais
(palha, cascas, podas e aparas, etc.) e também alguns resíduos de origem animal (restos de
abatedouro, escamas de peixe, etc.) misturados ao esterco oriundo das fezes animais. Na
prática, a proporção dos componentes da mistura deve ficar em torno de 70% de material
fibroso e 30% de esterco, sendo de grande vantagem, principalmente para os(as) pequenos(as)
produtores(as), devido à facilidade em se aproveitar os restos de culturas ou de vegetais e até
mesmo, restos de animais, que seriam muitas vezes jogados no lixo. É uma prática
relativamente simples, aproveita os restos de culturas e de animais local, e quando comparada
com adubações químicas, em se tratando de custos de produção, reduz em até três ou quatro
vezes os custos, sendo portanto muito rentável além de sustentável. Deve-se, entretanto, ter
o cuidado em se ver o melhor local, que materiais deverão ser colocados, teor de umidade,
temperatura e revolvimento da pilha, para a garantia de um excelente composto. É realizada
nos sítios de produção da própria empresa, na cidade de Biguaçu.
A compostagem envolve transformações extremamente complexas de natureza
bioquímica, promovidas por milhões de microorganismos presentes no solo que têm na
matéria orgânica in natura sua fonte de energia, nutrientes minerais e carbono. Para se tornar
a compostagem mais eficiente, é necessário satisfazer os fatores que influenciam a atividade
microbiana do solo, como temperatura, umidade, aeração, pH, tipo de compostos orgânicos
existentes e concentração e tipos de nutrientes disponíveis.
No início da decomposição predominam bactérias e fungos mesófilos produtores de
ácidos, o pH situa em torno de 5,5; com a elevação da temperatura e na fase termófila a
população dominante passa a ser de actinomicetes, bactérias e fungos termófilos, há elevação
da temperatura chegando até os 75°C. Após essa fase que dura em torno de até 90 dias, o
52
composto passa a começar a perder calor, retornando a fase mesófila e de maturação, onde a
temperatura chega a até os 40°C e pH 8,5 terminando com a fase criófila quando a
temperatura do composto fica igual a ambiente. O período total pode chegar até os 100 a 120
dias.
DIMENSIONAMENTO, LOCALIZAÇÃO E OBRAS
Localização
A empresa se situará na área industrial do município de Biguaçu/SC. A escolha por esta
localidade se deve ao fato de estar ao mesmo tempo próximo de pequenos produtores de
hortaliças residentes nos municípios de Biguaçu e Antônio Carlos. A proximidade com a
rodovia BR-101 facilita a logística de distribuição do produto.
O terreno é próprio, possui 800 m² de área total, sendo 213 m² de área de construída.
Projeto e distribuição
O projeto da indústria focou-se em características como boas condições de iluminação,
arejamento, índice de ruídos adequados, facilidades de higienização, manutenção dos
equipamentos, minimizando as probabilidades de contaminações e impedindo a entrada de
pragas e animais de qualquer espécie, garantindo assim o conforto dos funcionários e a
qualidade final do produto. O projeto interno visa à aplicação das boas práticas de fabricação,
incluindo a proteção contra a contaminação cruzada e durante as operações de elaboração do
alimento.
Para evitar a contaminação cruzada, as atividades são separadas adequadamente,
dividindo-se a fábrica em “área limpa” e “área suja”. As instalações foram projetadas de
maneira a facilitar as operações de forma higiênica por meio de um fluxo ordenado do
processo, desde a chegada da matéria-prima ao local até a obtenção do produto final.
A estrutura do local e as instalações foram construídas a fim de facilitar a manutenção
e as operações dentro da indústria. Foi levado em conta aspectos como espaço suficiente para
a colocação de cada equipamento e para o armazenamento de materiais; construção de

53
maneira que os pisos, paredes e tetos possam ser adequadamente limpos e mantidos limpos e
em bom estado de forma que gotejamentos ou condensação das instalações, ventiladores e
encanamentos não contaminem alimentos, superfícies de contato com alimentos ou de
materiais de embalagem de alimentos; a iluminação e a ventilação são adequadas em todas as
áreas.
Estrutura Interna
As estruturas foram construídas com materiais duráveis e de fácil manutenção,
limpeza e sanitização. Foram consideradas as seguintes especificações:
As superfícies das paredes da área suja são cobertas com tinta impermeável, as
paredes da área limpa são azulejadas, as divisões são feitas de PVC, o piso da área suja
é feito de alvenaria e o da área limpa de azulejo impermeável;
As janelas são de fácil limpeza e construídas de forma a evitar a formação de
sujidades. São fechadas com telas para evitar a entrada de insetos, estas telas são
removíveis e limpáveis.
As portas têm superfícies lisas, não absorventes e de fácil limpeza.
As superfícies de trabalho que entram em contato direto com os alimentos são de aço
inox, que é um material liso, não absorvente e inerte aos alimentos, aos detergentes e
aos desinfectantes sob condições normais de operação;
Layout
O layout da fábrica é apresentado na figura abaixo, a área demarcada em vermelho
representa a chamada “área suja” da fábrica, a planta da fábrica possui 173m² de área.

54
Figura 11: Layout da fábrica de vegetais minimamente processados.
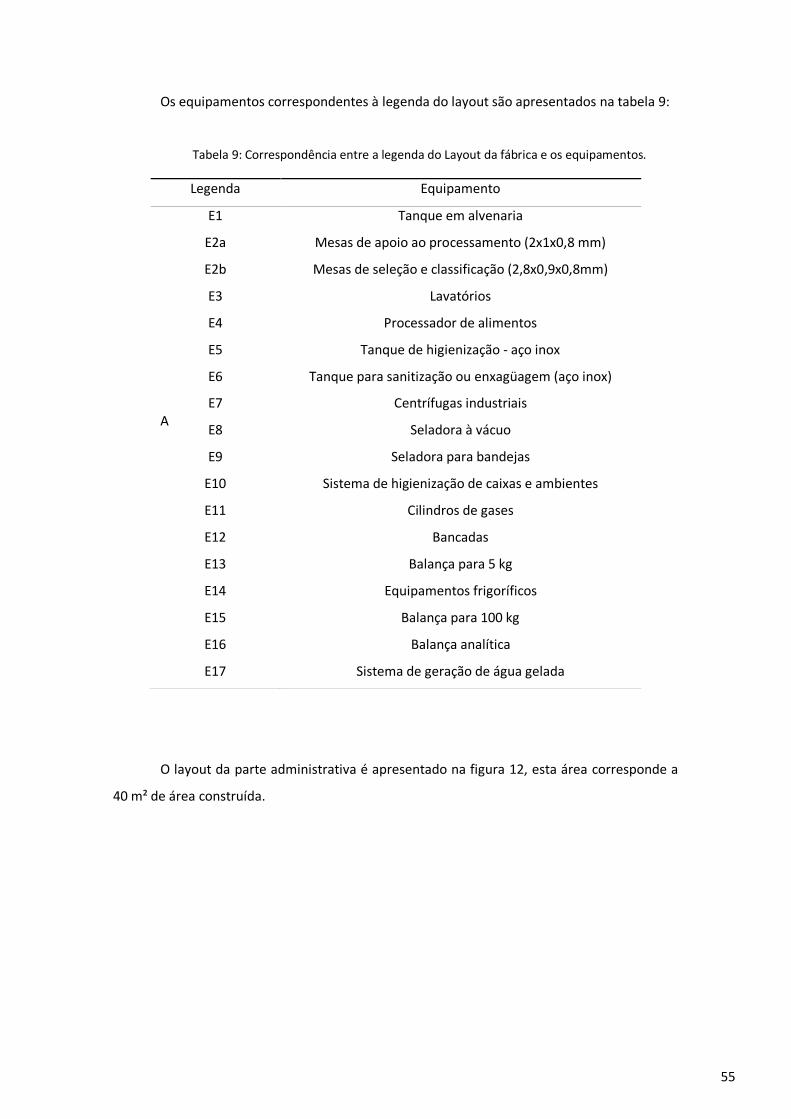
55
Os equipamentos correspondentes à legenda do layout são apresentados na tabela 9:
Tabela 9: Correspondência entre a legenda do Layout da fábrica e os equipamentos.
A
O layout da parte administrativa é apresentado na figura 12, esta área corresponde a
40 m² de área construída.
Legenda Equipamento
E1 Tanque em alvenaria
E2a Mesas de apoio ao processamento (2x1x0,8 mm)
E2b Mesas de seleção e classificação (2,8x0,9x0,8mm)
E3 Lavatórios
E4 Processador de alimentos
E5 Tanque de higienização - aço inox
E6 Tanque para sanitização ou enxagüagem (aço inox)
E7 Centrífugas industriais
E8 Seladora à vácuo
E9 Seladora para bandejas
E10 Sistema de higienização de caixas e ambientes
E11 Cilindros de gases
E12 Bancadas
E13 Balança para 5 kg
E14 Equipamentos frigoríficos
E15 Balança para 100 kg
E16 Balança analítica
E17 Sistema de geração de água gelada
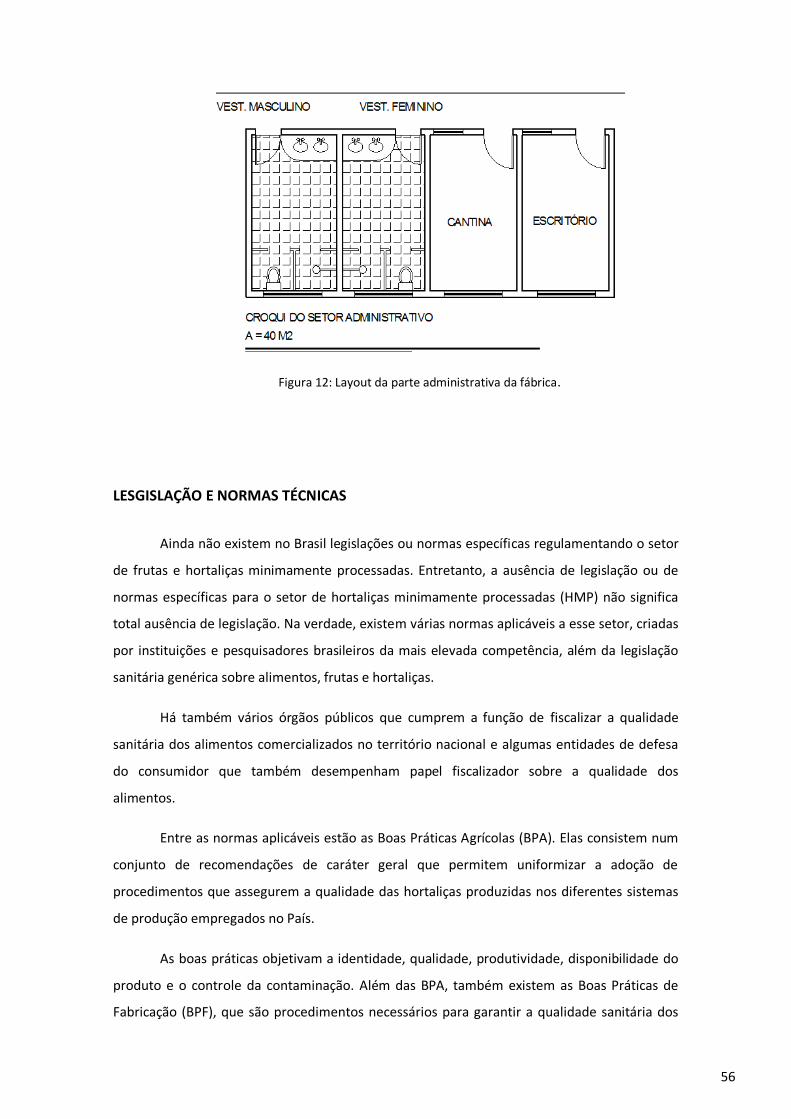
56
Figura 12: Layout da parte administrativa da fábrica.
LESGISLAÇÃO E NORMAS TÉCNICAS
Ainda não existem no Brasil legislações ou normas específicas regulamentando o setor
de frutas e hortaliças minimamente processadas. Entretanto, a ausência de legislação ou de
normas específicas para o setor de hortaliças minimamente processadas (HMP) não significa
total ausência de legislação. Na verdade, existem várias normas aplicáveis a esse setor, criadas
por instituições e pesquisadores brasileiros da mais elevada competência, além da legislação
sanitária genérica sobre alimentos, frutas e hortaliças.
Há também vários órgãos públicos que cumprem a função de fiscalizar a qualidade
sanitária dos alimentos comercializados no território nacional e algumas entidades de defesa
do consumidor que também desempenham papel fiscalizador sobre a qualidade dos
alimentos.
Entre as normas aplicáveis estão as Boas Práticas Agrícolas (BPA). Elas consistem num
conjunto de recomendações de caráter geral que permitem uniformizar a adoção de
procedimentos que assegurem a qualidade das hortaliças produzidas nos diferentes sistemas
de produção empregados no País.
As boas práticas objetivam a identidade, qualidade, produtividade, disponibilidade do
produto e o controle da contaminação. Além das BPA, também existem as Boas Práticas de
Fabricação (BPF), que são procedimentos necessários para garantir a qualidade sanitária dos
57
alimentos. A adoção das BPF representa uma das mais importantes ferramentas para o alcance
de níveis adequados de segurança alimentar e, com isso, a garantia da qualidade do produto
final.
Além da redução de riscos, as BPF também possibilitam um ambiente de trabalho mais
eficiente e satisfatório, otimizando todo o processo produtivo. O efeito geral da adoção das
BPF – bem como de qualquer ferramenta para a qualidade – é a redução de custos de um
processo em sua concepção mais ampla.
Espera-se que a adoção desse conjunto de recomendações permita minimizar a
ocorrência de contaminações químicas, físicas e microbiológicas das hortaliças, bem como
contribuir para a sustentabilidade econômica, ambiental e social da atividade.
Não se tratam, portanto, de regulamentações com força de lei que geram mecanismos
de aprovação da empresa e da planta junto a órgãos oficiais, fiscalização, detecção de
irregularidades e aplicação de penas e multas nos casos de descumprimento da lei; são
recomendações de pesquisadores e instituições de pesquisa que dão suporte à cadeia
produtiva do setor e podem servir de base para regulamentações mais específicas/legais ou
para sistemas de gerenciamento da segurança que visam eliminar ou minimizar os riscos de
contaminação.
Na tentativa de sanar os problemas com produtos minimamente processados,
especialistas do IDEC (Instituto Brasileiro de Defesa do Consumidor) anunciaram algumas
recomendações para diferentes macrossegmentos da cadeia produtiva:
Implantar as Boas Práticas de Fabricação (BPF), inclusive sistemas de higienização cuja
eficácia seja monitorada a cada lote produzido;
Atualizar suas embalagens como forma de atender a todas as exigências de rotulagem
da legislação vigente;
Criar instrumentos de treinamento contínuo para colaboradores, uma vez que os
resultados obtidos nas análises laboratoriais indicam falhas no processo de
higienização ou falta de higiene, ou ambos.
As principais leis, portarias e resoluções relativas a alimentos e hortaliças sob vigilância
do órgão, e que interessam ao setor de minimamente processados são:
Decreto-lei nº 986, de 21 de outubro de 1969: Institui normas básicas sobre alimentos.

58
Portaria ANVISA/MS nº 1428, de 26 de novembro de 1993: Aprova o "Regulamento
Técnico para Inspeção Sanitária de Alimentos", as "Diretrizes para o Estabelecimento
de Boas Práticas de Produção e de Prestação de Serviços na Área de Alimentos" e o
"Regulamento Técnico para o Estabelecimento de Padrão de Identidade e Qualidade
(PIQ’s) para Serviços e Produtos na Área de Alimentos"; determina que os
estabelecimentos relacionados à área de alimentos adotem, sob responsabilidade
técnica, as suas próprias Boas Práticas de Produção e/ou Prestação de Serviços, seus
Programas de Qualidade, e atendam aos PIQ's para Produtos e Serviços na Área de
Alimentos.
Resolução RDC nº 12, de 02 de janeiro de 2001: Aprova o Regulamento Técnico sobre
padrões microbiológicos para alimentos.
Resolução RDC ANVISA/MS nº 21, de 26 de janeiro de 2001: Aprova o Regulamento
Técnico para Irradiação de Alimentos.
Resolução RDC nº 259, de 20 de setembro de 2002: Aprova o Regulamento Técnico
sobre Rotulagem de Alimentos Embalados.
Resolução RDC nº 175, de 08 de julho de 2003: Aprova "Regulamento Técnico de
Avaliação de Matérias Macroscópicas e Microscópicas Prejudiciais à Saúde Humana
em Alimentos Embalados".
Resolução RDC ANVISA/MS nº 216, de 15 de setembro de 2004: Dispõe sobre
Regulamento Técnico de Boas Práticas para Serviços de Alimentação.
Resolução RDC ANVISA/MS nº 218, de 29 de julho de 2005: Dispõe sobre o
Regulamento Técnico de Procedimentos Higiênico-Sanitários para Manipulação de
Alimentos e Bebidas Preparados com Vegetais.
ANÁLISE FINANCEIRA
Para a realização da análise financeira, é necessária primeiramente a análise dos
investimentos e custos fixos e operacionais para que então a projeção das receitas seja
realizada. Esta etapa foi baseada no Roteiro para Plano de Negócios do SEBRAE (2004).
Investimentos
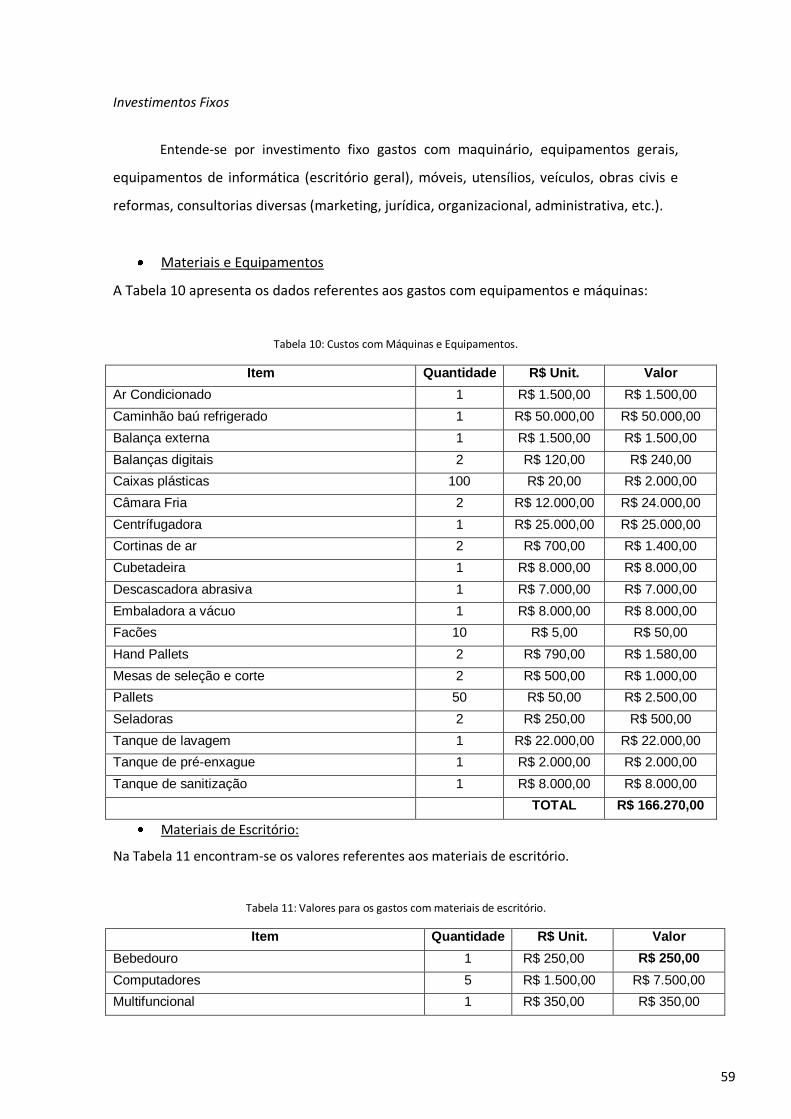
59
Investimentos Fixos
Entende-se por investimento fixo gastos com maquinário, equipamentos gerais,
equipamentos de informática (escritório geral), móveis, utensílios, veículos, obras civis e
reformas, consultorias diversas (marketing, jurídica, organizacional, administrativa, etc.).
Materiais e Equipamentos
A Tabela 10 apresenta os dados referentes aos gastos com equipamentos e máquinas:
Tabela 10: Custos com Máquinas e Equipamentos.
Item Quantidade R$ Unit. Valor
Ar Condicionado 1 R$ 1.500,00 R$ 1.500,00
Caminhão baú refrigerado 1 R$ 50.000,00 R$ 50.000,00
Balança externa 1 R$ 1.500,00 R$ 1.500,00
Balanças digitais 2 R$ 120,00 R$ 240,00
Caixas plásticas 100 R$ 20,00 R$ 2.000,00
Câmara Fria 2 R$ 12.000,00 R$ 24.000,00
Centrífugadora 1 R$ 25.000,00 R$ 25.000,00
Cortinas de ar 2 R$ 700,00 R$ 1.400,00
Cubetadeira 1 R$ 8.000,00 R$ 8.000,00
Descascadora abrasiva 1 R$ 7.000,00 R$ 7.000,00
Embaladora a vácuo 1 R$ 8.000,00 R$ 8.000,00
Facões 10 R$ 5,00 R$ 50,00
Hand Pallets 2 R$ 790,00 R$ 1.580,00
Mesas de seleção e corte 2 R$ 500,00 R$ 1.000,00
Pallets 50 R$ 50,00 R$ 2.500,00
Seladoras 2 R$ 250,00 R$ 500,00
Tanque de lavagem 1 R$ 22.000,00 R$ 22.000,00
Tanque de pré-enxague 1 R$ 2.000,00 R$ 2.000,00
Tanque de sanitização 1 R$ 8.000,00 R$ 8.000,00
TOTAL R$ 166.270,00
Materiais de Escritório:
Na Tabela 11 encontram-se os valores referentes aos materiais de escritório.
Tabela 11: Valores para os gastos com materiais de escritório.
Item Quantidade R$ Unit. Valor
Bebedouro 1 R$ 250,00 R$ 250,00
Computadores 5 R$ 1.500,00 R$ 7.500,00
Multifuncional 1 R$ 350,00 R$ 350,00

60
Materiais diversos (caneta, régua, calculadora, etc) 1 R$ 500,00 R$ 500,00
Telefone 3 R$ 35,00 R$ 105,00
Mesas 1 R$ 250,00 R$ 250,00
Cadeiras 8 R$ 50,00 R$ 400,00
Baias 4 R$ 150,00 R$ 600,00
TOTAL R$ 9.955,00
Construções:
Os investimentos referentes à construção civil encontram-se na Tabela 12.
Tabela 12: Gastos com construção
Item Quantidade R$ Unitário Valor
Terreno (800 m²) 800 R$ 5,00 R$ 4.000,00
Obras, reformas e instalações 1 R$ 400.000,00 R$ 400.000,00
TOTAL R$ 404.000,00
Consultorias:
Gastos com consultorias são apresentados na Tabela 13.
Tabela 13: Gastos com consultorias.
Item Quantidade R$ Unitário Valor
Marketing (website, logomarca, divulgação, etc) 1 R$ 6.000,00 R$ 6.000,00
Registros da empresa 1 R$ 2.000,00 R$ 2.000,00
Administrativo 1 R$ 2.000,00 R$ 2.000,00
Jurídica 1 R$ 2.000,00 R$ 2.000,00
Organizacional (treinamentos) 1 R$ 3.000,00 R$ 3.000,00
TOTAL R$ 15.000,00
Capital de Giro
Entende-se por Capital de Giro os gastos com descritos com matéria prima e
despesas com salário, encargos, retiradas, custo de água, eletricidade, telefone e outros.
Na Tabela 14 estão os gastos referentes à compra de matéria prima por dia.

61
Tabela 14: Gastos diários com matéria-prima.
Matéria Prima Preço kg Qtdade (kg/dia) Qtdade (kg/mês) Total
Abacaxi 2,50R$ 110 3300 8.250,00R$
Acelga 1,06R$ 20 600 636,00R$
Agrião 2,00R$ 65 1950 3.900,00R$
Aipim 1,55R$ 45 1350 2.092,50R$
Alface Americana 1,67R$ 150 4500 7.515,00R$
Alface Crespa 1,60R$ 100 3000 4.800,00R$
Alface Roxa 2,00R$ 70 2100 4.200,00R$
Batata 0,52R$ 52 1560 811,20R$
Brócolis Chinês 2,25R$ 40 1200 2.700,00R$
Cenoura 1,00R$ 100 3000 3.000,00R$
Chicória 1,17R$ 30 900 1.053,00R$
Couve 1,40R$ 26 780 1.092,00R$
Couve-flor 3,25R$ 50 1500 4.875,00R$
Espinafre 1,56R$ 40 1200 1.872,00R$
Maçã 1,11R$ 70 2100 2.331,00R$
Mamão 1,40R$ 120 3600 5.040,00R$
Melão 1,20R$ 77 2310 2.772,00R$
Radiche 2,00R$ 25 750 1.500,00R$
Repolho 0,50R$ 80 2400 1.200,00R$
Rúcula 2,00R$ 75 2250 4.500,00R$
Quantidade Valor unit. Total
Embalagem Polietileno/Polipropileno 2000 0,11R$ 220,00R$
Embalagem a vácuo 400 0,23R$ 92,00R$
Etiquetas adesivas 5000 0,04R$ 200,00R$
Sanitizante 1 1.200,00R$ 1.200,00R$
Sulfato de sódio 1 100,00R$ 100,00R$
Filme PVC 10 40,00R$ 400,00R$
TOTAL MATÉRIA PRIMA 66.351,70R$

62
Na Tabela 15 apresentam-se o restante dos gastos de capital de giro.
Tabela 15: Custos com despesas operacionais.
O total do capital de giro encontra-se na Tabela 16:
Tabela 16: Capital de Giro.
Capital de giro
Matérias-primas R$ 66.351,70
Custos fixos - despesas operacionais R$ 83.475,00
TOTAL R$ 149.826,70
O investimento total é dado através da soma dos investimentos fixos e do capital de giro. O
investimento total encontra-se na Tabela 17:
Custos Fixos - Despesas Operacionais Quantidade V. Unit Total
Engenheiros 2 5.000,00R$ 10.000,00R$
Colaboradores 25 800,00R$ 20.000,00R$
Alimentação 25 150,00R$ 3.750,00R$
Vale transporte 25 90,00R$ 2.250,00R$
Assistência médica e social 25 25,00R$ 625,00R$
Pessoal de Limpeza 2 600,00R$ 1.200,00R$
Motorista 3 850,00R$ 2.550,00R$
Responsável técnico 1 2.000,00R$ 2.000,00R$
Contador 1 600,00R$ 600,00R$
Encargos sociais 6.000,00R$ 6.000,00R$
Pró-labore 2.700,00R$ 2.700,00R$
Encargos sobre pró-labore 400,00R$ 400,00R$
Honorários Contábeis 600,00R$ 600,00R$
Água 1.000,00R$ 1.000,00R$
Energia 5.000,00R$ 5.000,00R$
Telefone, internet e correios 2.800,00R$ 2.800,00R$
Comissões de vendas 600,00R$ 600,00R$
Impostos / taxas / licenças 400,00R$ 400,00R$
Combustível 4.000,00R$ 4.000,00R$
Viagens e representações 900,00R$ 900,00R$
Tratamento de água 500,00R$ 500,00R$
Gratificações 700,00R$ 700,00R$
Manutenção preventiva 1.000,00R$ 1.000,00R$
Estoques iniciais 13.000,00R$ 13.000,00R$
Propaganda e publicidade 900,00R$ 900,00R$
TOTAL 83.475,00R$
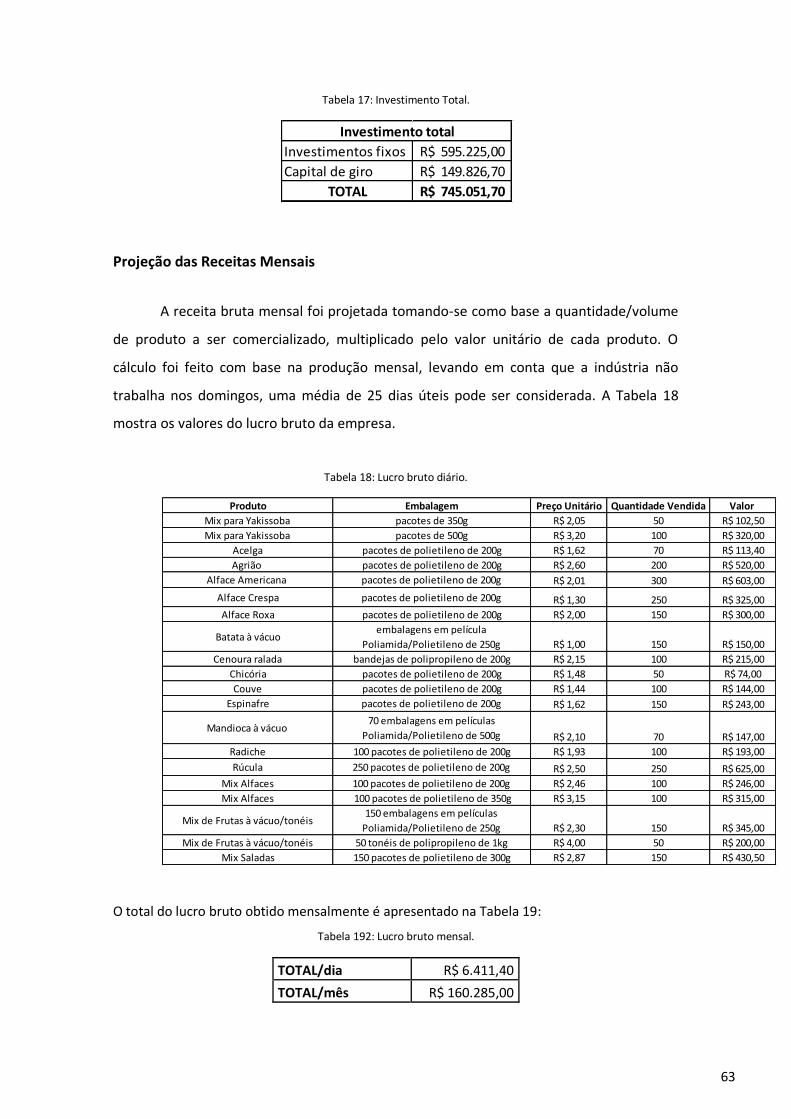
63
Tabela 17: Investimento Total.
Projeção das Receitas Mensais
A receita bruta mensal foi projetada tomando-se como base a quantidade/volume
de produto a ser comercializado, multiplicado pelo valor unitário de cada produto. O
cálculo foi feito com base na produção mensal, levando em conta que a indústria não
trabalha nos domingos, uma média de 25 dias úteis pode ser considerada. A Tabela 18
mostra os valores do lucro bruto da empresa.
Tabela 18: Lucro bruto diário.
O total do lucro bruto obtido mensalmente é apresentado na Tabela 19:
Tabela 192: Lucro bruto mensal.
TOTAL/dia R$ 6.411,40
TOTAL/mês R$ 160.285,00
Investimentos fixos 595.225,00R$
Capital de giro 149.826,70R$
TOTAL 745.051,70R$
Investimento total
Produto Embalagem Preço Unitário Quantidade Vendida Valor
Mix para Yakissoba pacotes de 350g R$ 2,05 50 R$ 102,50
Mix para Yakissoba pacotes de 500g R$ 3,20 100 R$ 320,00
Acelga pacotes de polietileno de 200g R$ 1,62 70 R$ 113,40
Agrião pacotes de polietileno de 200g R$ 2,60 200 R$ 520,00
Alface Americana pacotes de polietileno de 200g R$ 2,01 300 R$ 603,00
Alface Crespa pacotes de polietileno de 200g R$ 1,30 250 R$ 325,00
Alface Roxa pacotes de polietileno de 200g R$ 2,00 150 R$ 300,00
Batata à vácuoembalagens em película
Poliamida/Polietileno de 250g R$ 1,00 150 R$ 150,00
Cenoura ralada bandejas de polipropileno de 200g R$ 2,15 100 R$ 215,00
Chicória pacotes de polietileno de 200g R$ 1,48 50 R$ 74,00
Couve pacotes de polietileno de 200g R$ 1,44 100 R$ 144,00
Espinafre pacotes de polietileno de 200g R$ 1,62 150 R$ 243,00
Mandioca à vácuo 70 embalagens em películas
Poliamida/Polietileno de 500g R$ 2,10 70 R$ 147,00
Radiche 100 pacotes de polietileno de 200g R$ 1,93 100 R$ 193,00
Rúcula 250 pacotes de polietileno de 200g R$ 2,50 250 R$ 625,00
Mix Alfaces 100 pacotes de polietileno de 200g R$ 2,46 100 R$ 246,00
Mix Alfaces 100 pacotes de polietileno de 350g R$ 3,15 100 R$ 315,00
Mix de Frutas à vácuo/tonéis150 embalagens em películas
Poliamida/Polietileno de 250g R$ 2,30 150 R$ 345,00
Mix de Frutas à vácuo/tonéis 50 tonéis de polipropileno de 1kg R$ 4,00 50 R$ 200,00
Mix Saladas 150 pacotes de polietileno de 300g R$ 2,87 150 R$ 430,50
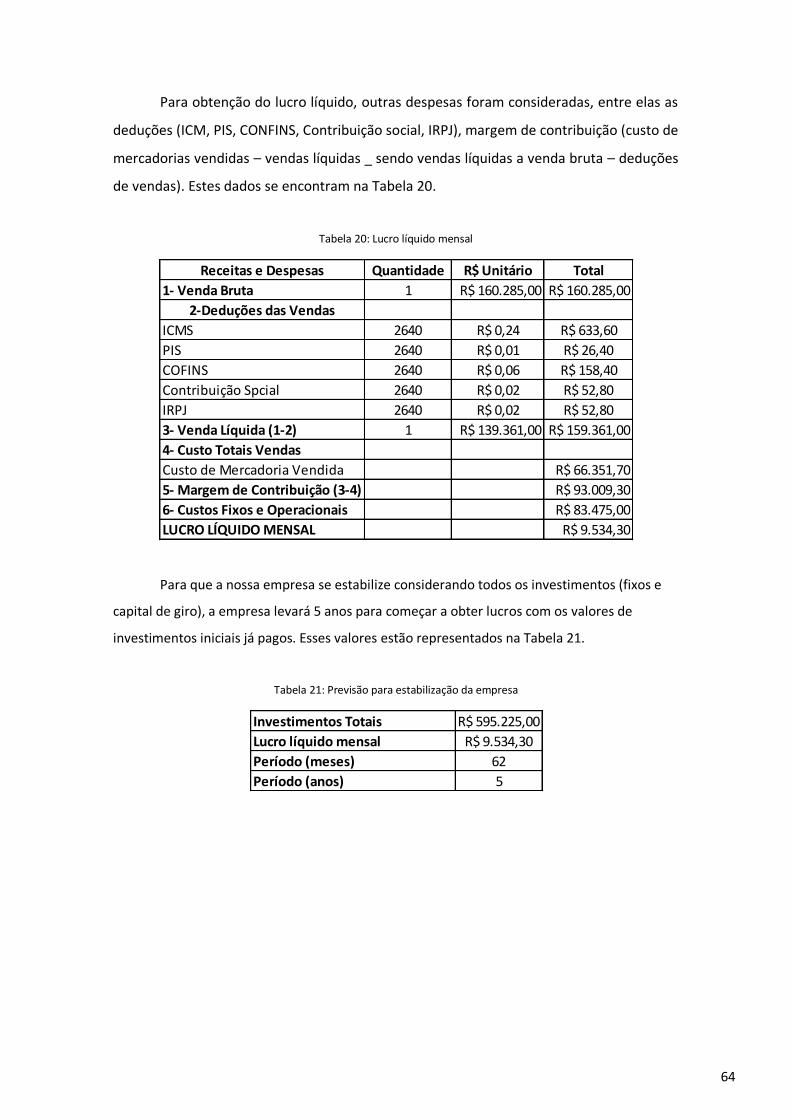
64
Para obtenção do lucro líquido, outras despesas foram consideradas, entre elas as
deduções (ICM, PIS, CONFINS, Contribuição social, IRPJ), margem de contribuição (custo de
mercadorias vendidas – vendas líquidas _ sendo vendas líquidas a venda bruta – deduções
de vendas). Estes dados se encontram na Tabela 20.
Tabela 20: Lucro líquido mensal
Para que a nossa empresa se estabilize considerando todos os investimentos (fixos e
capital de giro), a empresa levará 5 anos para começar a obter lucros com os valores de
investimentos iniciais já pagos. Esses valores estão representados na Tabela 21.
Tabela 21: Previsão para estabilização da empresa
Receitas e Despesas Quantidade R$ Unitário Total
1- Venda Bruta 1 R$ 160.285,00 R$ 160.285,00
2-Deduções das Vendas
ICMS 2640 R$ 0,24 R$ 633,60
PIS 2640 R$ 0,01 R$ 26,40
COFINS 2640 R$ 0,06 R$ 158,40
Contribuição Spcial 2640 R$ 0,02 R$ 52,80
IRPJ 2640 R$ 0,02 R$ 52,80
3- Venda Líquida (1-2) 1 R$ 139.361,00 R$ 159.361,00
4- Custo Totais Vendas
Custo de Mercadoria Vendida R$ 66.351,70
5- Margem de Contribuição (3-4) R$ 93.009,30
6- Custos Fixos e Operacionais R$ 83.475,00
LUCRO LÍQUIDO MENSAL R$ 9.534,30
Investimentos Totais R$ 595.225,00
Lucro líquido mensal R$ 9.534,30
Período (meses) 62
Período (anos) 5

65
CONCLUSÃO
A indústria tem um papel fundamental na expansão do segmento de minimamente
processados. A procura pela praticidade e qualidade faz com que o mercado de vegetais
minimamente processados cada vez mais.
Considerando que o comércio de vegetais minimamente processados é uma área que
tem grande saída hoje em dia e que a região de Florianópolis é grande consumidora de
produtos naturais, pode-se concluir que é viável a abertura dessa empresa. O número de 5
anos pode até ser reduzido aumentando a quantidade diária produzida se o mercado estiver
aberto à esse novo tipo de produto. O grupo também concluiu que 5 anos não é um número
muito alto se considerando todo o investimento inicial.
E por fim, o grupo concluiu que a indústria de processamento mínimo deve investir na
elaboração e aprovação de uma legislação nacional especifica para minimamente processados
que garanta a qualidade dos produtos e incentive o crescimento do mercado e das boas
processadoras.

66
REFERÊNCIAS BIBLIOGRÁFICAS
Catálogo de equipamentos Incalfer – disponível em http://www.incalfer.com.br (acessado em
28/06/2011)
Catálogo de equipamentos Utien Pack – disponível em www.packingmachines.com.pt
(acessado em 28/06/2011)
Catálogo de equipamentos Max Machine – disponível em www.maxmachine.com.br (acessado
em 28/06/2011)
HENSE, H.; Apostila: RESFRIAMENTO E CONGELAMENTO DE ALIMENTOS, 1999.
Manual de Boas Práticas de Fabricação concedido pela empresa Cozinha Fácil - Biguaçu/SC.
Manual de Boas Práticas de Fabricação concedido pela empresa Green Way – Porto Alegre/RS.
PORTE A., MAIA, L. H. Alterações fisiológicas, bioquímicas e microbiológicas de alimentos
minimamente processados. Disponível
em: http://calvados.c3sl.ufpr.br/ojs2/index.php/alimentos/article/view/1227. Acesso em:
31/05/2011.
http://www.fruticultura.iciag.ufu.br/pminimo.htm (Acessado em 26/04/2011)
http://www.biblioteca.sebrae.com.br/bds/BDS.nsf/0883FDA8A4AF0BAE832574DC004682B0/$
File/NT0003907E.pdf (Acessado em 26/04/2011)
http://www.ufrgs.br/alimentus/objetos/veg_minimamente_processados/index.html
(Acessado em 26/04/2011)
http://proceleficiencia.celesc.com.br/index.php?novasessao=54 (Acessado em 31/05/2011).
http://www.isotech.ind.br/oqe_eps_prop.htm#1_5, (Acessado em 31/05/2011).
http://www.mspc.eng.br/ciemat/cmat310.shtml, (Acessado em 31/05/2011).

67
http://www.caixasplasticascuritiba.com.br/produto.php?cod_produto=559556, (Acessado em
31/05/2011).
http://www.caixasplasticasgecal.com.br/index.php?p=pallet, (Acessado em
31/05/2011).
http://www.dimastech.com/EN/c/hermetic-compressor-embraco-aspera-r134a-mbp-hbp-
mod-nj-6220z/ (Acessado em 01/06/2011).

68
ANEXOS
ANEXO I: POP para recepção de matéria prima, ingredientes e embalagens
A) OBJETIVO
Descrição dos procedimentos para garantir qualidade higiênica no recebimento de
matérias-primas, bem como o monitoramento e as ações corretivas, no caso de ocorrerem não
conformidades.
B) DESCRIÇÃO
A matéria-prima, hortifruti, é proveniente de agricultores da região que entregam
diariamente. Os fornecedores chegam na fábrica durante a madrugada e parte da manhã. Os
produtos são armazenados na câmara-fria (T 7ºC). Devido à validade desse tipo de produto,
estes são todos preparados no dia da entrega.
Todos os produtos são sanitizados através de imersão em água clorada a 100 ppm.
Após a higienização dos produtos e empacotamento, estes são acondicionados em caixas
plásticas e armazenados em câmara-fria aguardando expedição. Esta câmara-fria é de uso
exclusivo para produtos prontos.
A entrega aos clientes (supermercados em geral, restaurantes e cozinhas industriais) é
diária. A empresa possui frota própria para entrega dos produtos, cujo caminhões possuem
sistema de refrigeração.
C) MONITORAÇÃO
O que? Como? Quando? Quem?
Qualidade da matéria-
prima e insumos Visual
Sempre que os produtos
chegam a fábrica Supervisor
Controle da temperatura
ambiente e câmaras-
frias
Termômetro No início do turno Supervisor
Controle de produtos Visual Durante a jornada de Supervisor

69
O que? Como? Quando? Quem?
sanitizados trabalho
D)MEDIDAS CORRETIVAS
Em caso de produtos agrícolas com qualidade inadequada, procede-se uma
advertência ao fornecedor e sua devolução. Produtos de má qualidade são descartados na pré-
seleção na área suja ou no próprio recebimento.
Para as embalagens plásticas e/ou etiquetas, a falta de qualidade na impressão,
material ou quantidade inadequada, procede-se à devolução das mesmas e solicitação de
embalagens em conformidade.
E) VERIFICAÇÃO
O que? Como? Quando? Quem?
Planilha qualidade da
matéria-prima Verificação planilhas Semanal
Responsável
Controle de
Qualidade
Planilha de controle da
temperatura ambiente e
câmaras-frias
Verificação planilhas Semanal
Responsável
Controle de
Qualidade
Planilha de controle de
produtos sanitizados Verificação planilhas Semanal
Responsável
Controle de
Qualidade
F) REGISTROS
Identificação Indexação Arquivamento Armazenamento Tempo de
retenção Disposição
Planilha qualidade
da matéria-prima Data Planilha
Pastas
localizadas no
escritório
1 ano Descarte
Planilha de controle Data Planilha Pastas 1 ano Descarte

70
Identificação Indexação Arquivamento Armazenamento Tempo de
retenção Disposição
da temperatura
ambiente câmaras-
frias
localizadas no
escritório
Planilha controle de
produtos
sanitizados
Data Planilha
Pastas
localizadas no
escritório
1 ano Descarte
ANEXO II: POP para higiene das instalações, equipamentos e utensílios
A ) OBJETIVO
Garantir a segurança higiênico-sanitária da fábrica. A higienização divide-se em duas
etapas: a limpeza e a sanificação. O objetivo principal da limpeza é a remoção de resíduos
aderidos às superfícies. A sanificação tem por objetivo eliminar microrganismos patogênicos.
B ) DESCRIÇÃO
A limpeza da fábrica é realizada diariamente após o término das atividades. A limpeza
dos utensílios, equipamentos, piso, depósito de lixo e sanitários são realizados diariamente, as
paredes, portas, janelas e câmaras são higienizadas semanalmente e as luminárias, telas, forro,
filtro do ar condicionado e estrados, devem ser limpos mensalmente. O método de
higienização é manual. O procedimento geral de higienização compreende as seguintes etapas:
1) Pré-lavagem: os resíduos grosseiros são retirados manualmente. Nesta etapa, o
procedimento de higienização ocorre com a remoção de cerca de 99% dos resíduos.
2) Lavagem: coloca-se detergente em contato direto com as superfícies e aplica-se a
força física (fricção) com uso de esponjas macias para a limpeza.
3) Enxágue: Esta etapa é realizada com água à temperatura ambiente em abundância
para remover os resíduos suspensos e traços de componentes de limpeza.
4) Sanificação: O sanificante químico utilizado é o hipoclorito de sódio comercial na
forma líquida. Após a limpeza, a sanificação é realizada pela aplicação da solução 200

71
ppm de hipoclorito de sódio em todas as superfícies. Antes do uso dos equipamentos e
mesas de manipulação aplica-se nova solução sanitizante a 200 ppm ou álcool gel 70%.
C ) MONITORAÇÃO
O que? Como? Quando? Quem?
Limpeza dos utensílios,
equipamentos, piso,
depósito de lixo e
sanitários
Observação visual Diariamente Supervisor de produção
Limpeza das paredes,
portas, janelas e câmaras Observação visual Diariamente Supervisor de
produção
D ) MEDIDAS CORRETIVAS
A não conformidade da higienização implica em refazê-la.
E ) VERIFICAÇÃO
O que? Como? Quando? Quem?
Realização da limpeza de
equipamentos, utensílios e
piso
Verificação em planilha
Semanalmente Responsável Controle de Qualidade
Realização da limpeza das
paredes, vidros e depósito
de lixo
Verificação em planilha
Semanalmente Responsável Controle de Qualidade
F ) REGISTROS
Identificação Indexação Arquivamento Armazenamento Tempo de retenção
Disposição
Planilha de higienização
equipamentos,
Data Planilha Pastas localizadas
no escritório 1 ano Descarte

72
Identificação Indexação Arquivamento Armazenamento Tempo de retenção
Disposição
utensílios piso
Planilha de higienização dos vidros, paredes e
dep. Lixo
Data Planilha Pastas localizadas
no escritório 1 ano Descarte