Embed Size (px)
Citation preview

UNIVERSIDADE SÃO FRANCISCO
CURSO DE ENGENHARIA ELÉTRICA
TECNOLOGIA WIRELESS APLICADA A SEGURANÇA EM CÉLULAS DE MANUFATURA
Área de Engenharia Elétrica
por
Michael Ribas de Alcantara Nania
Débora Meyhofer Ferreira, MSc Orientador
Campinas (SP), Novembro de 2009

i
UNIVERSIDADE SÃO FRANCISCO
CURSO DE ENGENHARIA ELÉTRICA
TECNOLOGIA WIRELESS APLICADA A SEGURANÇA EM CÉLULAS DE MANUFATURA
Área de Engenharia Elétrica
por
Michael Ribas de Alcantara Nania Relatório apresentado à Banca Examinadora do Trabalho de Conclusão do Curso de Engenharia Elétrica para análise e aprovação. Orientador: Débora Meyhofer Ferreira, MSc
Campinas (SP), Novembro de 2009
ii
SUMÁRIO
LISTA DE ABREVIATURAS ................................................................ iii LISTA DE FIGURAS ............................................................................. iv
LISTA DE TABELAS .............................................................................. v
LISTA DE FOTOGRAFIAS .................................................................. vi RESUMO ................................................................................................ vii ABSTRACT ........................................................................................... viii 1. INTRODUÇÃO.................................................................................... 1
1.1. OBJETIVOS ..................................................................................................... 1 1.1.1. Objetivo Geral ................................................................................................ 1 1.1.2. Objetivos Específicos...................................................................................... 1 1.2. METODOLOGIA ............................................................................................. 2
1.3 FUNDAMENTAÇÃO TEÓRICA ............................................ 3
2. Ambiente Industrial ............................................................................. 3 2.1.1. Células de Manufatura .................................................................................. 5
3. TEORIA SOBRE SEGURANÇA DE MÁQUINAS .......................... 8
4. SISTEMAS INSTRUMENTADOS DE SEGURANÇA – SIS ........ 12 4.1. CLASSES DE INTEGRIDADE ..................................................................... 12
5. HISTÓRICO DAS APLICAÇÕES WIRELESS ............................. 15 5.1. EQUIPAMENTOS INDUSTRIAIS WIRELESS .......................................... 16 5.2. CONCEITO DE REDES E TOPOLOGIAS DE DISPOSITIVOS INDUSTRIAIS SEM FIO. ..................................................................................... 18 5.3. PADRÕES IEEE UTILIZADOS NA INDÚSTRIA ...................................... 19 5.4. CODIFICAÇÃO UTILIZADA PELOS DISPOSITIVOS WIRELESS ...... 21 5.4.1 FREQUENCY HOPPING SPREAD SPECTRUM (FHSS) ....................... 22 5.4.2 PADRÃO DIRECT SEQUENCE SPREAD SPECTRUM (DSSS) ............ 22
6. ESTUDO DE RISCO DE UMA MÁQUINA EM UMA CÉLULA DE MANUFATURA UTILIZANDO DISPOSITIVOS DE SEGURANÇA WIRELESS ................................................................... 24
7. CONCLUSÃO .................................................................................... 29
REFERÊNCIAS BIBLIOGRÁFICAS .................................................. 30 ANEXO I – NBR 13759 – SEGURANÇA DE MÁQUINAS – EQUIPAMENTOS DE PARADA DE EMERGÊNCIA.......................32

iii
LISTA DE ABREVIATURAS
TCC Trabalho de Conclusão de Curso USF Universidade São Francisco NR Norma Regulamentadora CLT Consolidação das Leis do Trabalho DSST Diretor de Saúde e Segurança no Trabalho NBR Norma Brasileira Regulamentadora ISO Internacional Organization for Standardization CLP Controlador Lógico Programável ART Anotação de Responsabilidade Técnica NF Normalmente Fechados EN Norma Européia MS Mili segundos SIL Nível de Integridade de Segurança ISA Associação Internacional de Automação IEC Comissão Internacional de Eletrotécnica AM Amplitude Modulation FM Frequency Modulation kHz Kilo Hertz MHz Mega Hertz W Watts mA Mili Ampere mV Mili Volt ISM Industrial Scientific e Medical GHz Giga Hertz IEEE Institute for Electrical and Eletronic Engineers WAN Wide Area Network MAN Metropolitan Area Network LAN Local Area Network PAN Personal Area Network RFID Radio Frequency Indentification DSSS Direct Spread Spectrum Sequence MAC Media Access Control UNII Unlicensed National Information Infrastructure ZR Zigbee Router ZC Zigbee Coordinator ZED Zigbee End Device FHSS Frequency Hopping Spread Spectrum PCMCIA Personal Computer Memory Card International Association
iv
LISTA DE FIGURAS
Figura 1. Aplicação wireless na indústria Fonte: Apostila [9].............................................................5 Figura 2. Exemplo de uma célula de manufatura flexível Fonte: Adaptado Nortegubisian (2009)....6 Figura 3. Layout focalizado de processo Fonte: Nortegubisian (2009)...............................................7 Figura 4. Layouy focalizado do produto Fonte: Nortegubisian (2009)...............................................8 Figura 5. Exemplo de um relé de segurança para proteção de um sistema de manufatura Fonte: Adaptado Plitz (2009)..........................................................................................................................9 Figura 6. Relé de Segurança: (a) Botão de emergência (b)................................................................11 Figura 7. Módulo transmissor de wireless Fonte: Pepper Fuchs (2009)............................................17 Figura 8. Topologias utilizadas pela tecnologia Zigbee Fonte: Wikiac (2009)..................................20 Figura 9. Comparação do Zigbee com outras tecnologias wireless Fonte: Wikiac (2009)................21 Figura 10. Frequência de comunicação dos equipamentos atuais Fonte: Apostila [1].......................23 Figura 11. Tela de software de medição de sinal Fonte: Acervo próprio...........................................27

v
LISTA DE TABELAS
Tabela 1. Desempenho de Segurança ............................................................................................. 13 Tabela 2. Classe de integridade para um projeto SIS ...................................................................... 13
vi
LISTA DE FOTOGRAFIAS
Foto 1. Rádio modem utilizado para conexão ponto a ponto ......................................................... 26 Foto 2. Painel (a) Máquina (b) antes da instalação dos dispositivos wireless....................................28
vii
RESUMO
RIBAS DE ALCANTARA, Michael. Tecnologia Wireless Aplicada a Segurança em Células de Manufatura. Campinas, 2009. Trabalho de Conclusão de Curso, Universidade São Francisco, Campinas, 2009. Nos últimos anos, a preocupação com a integridade física dos colaboradores nas organizações aparece como um item não somente importante, mas também mandatório. Nesta direção, são ainda mais rigorosas as leis e normas que permitem e regulamentam as empresas e os equipamentos a funcionarem garantindo a segurança de trabalhadores que nelas operam. Em busca de melhores resultados em produtividade e “zero acidentes”, são grandes os esforços na implementação de tecnologias que possam nortear estas metas. Eliminando os riscos, trazendo ao trabalho várias formas de oferecer segurança ao operador e a própria máquina. A automação industrial vem de encontro com as normas e leis que regem a segurança do trabalho dentro das organizações, determinando característica que devem ocorrer e ter nos processos com sistemas nos quais permitem a prática com uma maior segurança. O principal intuito desse projeto é analisar as evoluções tecnológicas. Os sistemas de segurança em células de manufatura utilizando a tecnologia wireless, que estão apresentados ao longo do trabalho, retratando como serão possíveis as práticas, suas características e ainda suas limitações atuais. Demonstrar a operacionalização com o sistema sem fio aumenta a eficiência, maximiza a produção, melhora condições de segurança, material e humana. Palavras-chave: Wireless. Segurança. Sensores. Máquinas.

viii
ABSTRACT
In recent years, concern for the physical integrity of employees in organizations appears as an item not only important but mandatory. In this sense, are even more stringent laws and regulations that permit and regulate the business and operate equipment to ensure safety of workers who operate them. In search of better results in productivity and "zero accidents" are great efforts in the implementation of technologies that can guide these goals. Eliminating the risks, bringing the work several ways to provide security to the operator and the machine itself. Industrial automation is against the rules and laws governing workplace safety within the organization, determining feature that should occur and processes have on the system and practice of greater security. The main purpose of this project is to analyze the technological developments. Security systems in manufacturing cells using wireless technology, which are presented throughout the paper, depicting how the practices are possible, its characteristics and also its current limitations. Demonstrate the operation of the wireless system increases the efficiency, maximize production, improve safety conditions, material and human.
Keywords: Wireless. Safety. Machines.
1
1. INTRODUÇÃO
Com a crescente necessidade do mercado de automação industrial ávido por redução de
tempo e custos em geral e flexibilidade para mudanças rápidas, a tecnologia wireless tornou- se uma
importante aliada destas empresas para atingir seus objetivos. Esta tecnologia tem sido utilizada em
diversos setores deste ramo de atividade tais como monitoramento de máquinas, dados de
instrumentos de campo, controle de atuadores (válvulas e motores) e instrumentos envolvidos em
diversos tipos de processo, tornando – se uma realidade em ambientes industriais.
Esta tecnologia tem sido severamente estudada por uma infinidade de técnicos, engenheiros
e os próprios usuários, que buscam uma padronização com o objetivo de difundir e contribuir para o
avanço deste novo recurso que ainda necessita de muitas normas que regulamentem sua utilização.
Com base nestas informações este trabalho descreve mais uma possibilidade de uso desta
tecnologia em aplicações de segurança em específico, de máquinas operatrizes em células de
manufatura que requerem respostas rápidas em ações de proteção e um elevado nível de integridade
do sinal de comando de paradas e travamento com intuito de preservar o estado físico dos
operadores, ou seja o maior patrimônio de todas as empresas, a vida humana.
1.1. OBJETIVOS
1.1.1. Objetivo Geral
Este trabalho tem por objetivo estudar a tecnologia de transmissão sem fio através de
rádiofrequência em aplicações de controle e segurança de máquinas pesadas em uma célula de
manufatura. Através do conceito adquirido, estabelecer comparações entre o tempo de acionamento
do sistema de segurança e o tempo real mínimo exigido para uma resposta eficaz do processo.
1.1.2. Objetivos Específicos
Para a aplicação e testes foram consideras situação reais, de tempos e respostas levando em
consideração os limites estabelecidos pelos órgãos reguladores competentes.
2
1.2. METODOLOGIA
Para a realização deste estudo, foi necessário um minucioso levantamento das principais
tecnologias sem fio(wireless) utilizadas no mercado de automação industrial. Primeiramente é
apresentado um breve descritivo do funcionamento destes dispositivos e suas aplicações em
diversos ambientes industriais. Para compor os dados existentes neste trabalho, foram realizadas
pesquisas junto a alguns dos fabricantes e empresas de consultoria do mercado de automação
industrial. Com posse dos dados sobre estes equipamentos, foi possível um dedicado estudo do
funcionamento, ou seja, identificar o modo como operam e transmitem os sinais recebidos de um
elemento primário (acionador) oriundos do sistema de segurança. Após esta análise procurou-se
estudar as diversas normas de segurança para equipamentos pesados e utilização de máquinas,
visando a possível implantação de um sistema instrumentado que garanta a integridade do operador.
Por final, em um estudo de caso foi feita uma comparação entre o tempo de ativação do
sistema e o tempo real necessário para um funcionamento eficaz do sistema.

3
1.3 FUNDAMENTAÇÃO TEÓRICA
Por se tratar de um dos assuntos mais discutidos entre profissionais do ramo da automação
industrial, este trabalho torna-se relevante para futuras pesquisas e fonte de conhecimento para
profissionais que queiram se especializar, e para todos que queiram se aprofundar e contribuir para
a difusão desta tecnologia, que surge como uma das áreas mais promissoras do mercado, tanto em
telecomunicações como em aplicações vistas neste estudo.
Tema de debates acalorados, os dispositivos de instrumentação wireless causam ceticismo
ao mesmo tempo em que promete revolucionar o mercado da automação sem fio, com a promessa
de baixo custo, fácil operação e baixa manutenção aparecendo como um dos principais destaques do
cenário tecnológico atual.
2. Ambiente Industrial
A instrumentação wireless em aplicações para monitoramento e controle na indústria, de
acordo com IVO [1] lideram no quesito aplicação da tecnologia wireless em automação industrial,
mas ainda há muito que ser feito para a aceitação do mercado. Neste capítulo são expostos alguns
tópicos que definem o quadro atual da aplicação desta tecnologia em ambientes industriais. Para
fins de monitoramento, esta tecnologia tem uma grande aceitação, sendo utilizada para medições
em telemetria com bastante frequência. Para este tipo de função não se requer uma taxa de
transmissão muito alta, com taxas de aquisição que variam na ordem dos segundos até algumas
horas de registros, dependendo do tipo de variável a medir e do grau de criticidade das atualizações
das mesmas. No mercado de automação. É possível encontrar equipamentos que utilizam a
tecnologia wireless em diversas aplicações, tais como, a medição de temperatura em equipamentos
rotativos, monitoramento para análise de vibração em máquinas e motores, sistemas de
abastecimento de água e até controle de ativos na indústria . Mas ainda há alguns problemas, tais
como equipamentos que utilizam baterias e necessitam de trocas freqüentes das mesmas. Em
aplicações para automação de processos, tais como medições de variáveis em locais distantes dos
centros de controle, controle de bombas on/off e medições de variáveis não críticas, uma conexão
sem fio pode oferecer economias consideráveis, tanto em tempo gasto quanto em custos envolvidos.
Mas a aplicação desta tecnologia deve atender algumas exigências quando utilizados para controle e
monitoramento de variáveis ou segurança na indústria:
4
· Alto grau de confiabilidade e alcance de alguns metros a alguns quilômetros;
· Transmissão cíclica de um pequeno número de bits ou bytes;
· Tempo de transmissão da ordem de milisegundos e alto grau de interoperabilidade.
Já em aplicações relacionadas à automação da manufatura, onde a fiação de longas
distâncias é ausente, e as redes são altamente distribuídas, a tecnologia wireless deve ser estudada
com cuidado. Quando o assunto é custo, a transmissão de dados e sinais torna-se efetiva onde as
instalações de cabos e linhas forem estáticas. O sistema de automação da manufatura é um caso a
parte, pois se caracteriza por uma alta flexibilidade da linha, e tempo de reposta abaixo da ordem de
milisegundos em intervalos determinísticos, como no caso de sensores de robôs e aplicações de
segurança ou comandos de emergência , que definem o nível de integridade e segurança das
máquinas. Para estes casos ainda não há padrões definidos, e equipamentos wireless que sejam
recomendados (ver resolução da ISA SP100). O sistema deve suportar uma operação paralela de
um grande número de sistemas sem fio em espaço reduzido, com um fator importante a ser
considerado, ou seja, que não haja interferências com outros sistemas sem fio, especialmente redes
wireless do padrão 802.11 [2].

5
Figura 1. Aplicações Wireless na Indústria Fonte: Adaptado da Apostila (2009)
2.1.1. Células de Manufatura
A manufatura baseada em células, representa um esforço para combinar a eficiência do
layout (arranjo físico) do produto orientado a um fluxo com a flexibilidade do layout de processo
orientado a centro de trabalhos [3]. Por exemplo, peças semelhantes ao serem produzidas em série
podem ser agrupadas em famílias de peças, uma vez que, são feitas da mesma maneira, podem ser
agrupadas em uma mesma máquina ou célula, reduzindo assim o tempo de preparação de máquina
(setup). Alguns tipos de Layout utilizados na indústria de manufatura:

6
Figura 2. Exemplo de uma célula de manufatura flexível
Fonte: Adaptado Nortegubisian (2009)
2.1.1.1. Layout focalizado processo (funcional)
É utilizada para descrever o tipo de organização na qual as operações de produção são
agrupadas de acordo com o tipo de processo [3]. Em outras palavras, todas as operações de
produção que tem processo tecnológico similares são agrupadas para formar um departamento.Por
exemplo, todas as operações de uma fábrica, que envolvem estampo, serão agrupadas para formar
um departamento de estampo.
7
Figura 3. Layout focalizado de Processo
Fonte: Nortegubisian (2009)
2.1.1.2. Layout focalizado no produto (em linha)
É utilizado para descrever um tipo de organização da produção em que os departamentos de
produção são organizados de acordo com o produto ou serviço produzido. Os produtos e ou serviços
traçam uma linha reta ao longo da produção
.

8
Figura 4. Layout focalizado no Produto
Fonte: Nortegubisian (2009)
Segundo IVO [1] a conexão de equipamentos sem fio empregados em controle de plantas
industriais deve atender ao desgaste que o meio oferece com tempos de transmissão de dados curtos
e determinísticos, mensurados abaixo de 100 milisegundos. Estes sistemas devem suportar uma
operação paralela de um grande número de sistemas sem fio em espaço reduzido, com um fator
importante a ser considerado, ou seja, que não haja interferências com outros sistemas sem fio,
especialmente redes wireless do padrão 802.11.
3. TEORIA SOBRE SEGURANÇA DE MÁQUINAS
Este capítulo aborda alguns itens importantes que devem ser considerados em um projeto de
segurança de máquina, em específico a estudada neste trabalho (prensa mecânica). De acordo com a
nota técnica a seguir, que estabelece princípios para a proteção de prensas e equipamentos similares
pode-se definir com clareza os principais aspectos para um projeto seguro. Algumas das mais
importantes e relevantes normas para aplicação e utilização neste estudo estão citadas no anexo.
9
Figura 5. Exemplo de um relé de segurança para proteção de um sistema de manufatura
Fonte: Adaptado Piltz (2009)
Definição de tempo real em sistemas de segurança
Um sistema de tempo real é aquele que deve reagir a estímulos originários de seu ambiente
em prazo específico e determinístico. O atendimento desses prazos resulta em requisitos de natureza
temporal sobre esses sistemas como no caso de aplicações de segurança, onde as ações
emergenciais são sempre críticas.
Os sistemas de tempo real podem ser classificados em:
Sistemas não críticos, ou seja, quando as consequências de uma possível falha devido ao
atraso de tempo torna-se da mesma ordem de grandeza que os benefícios do sistema em operação
normal, como por exemplo um sistema de comutação em telefonia.
Sistemas críticos, ou seja, quando as consequências de pelo menos uma falha temporal
excedam em muito os benefícios normais do sistema, como por exemplo a parada de emergência de
uma máquina. Este sistema ainda pode ser subdividido em:
10
· Sistema de tempo real crítico em seguros em caso de falha , denominado “fail safe”, onde
um ou muitos estados seguros podem ser atingidos em caso de falha;
· Sistema de tempo real crítico operacional em caso de falha, onde na presença de falhas
ditas parciais, se degradam mais ainda fornece um mínimo requerido para um funcionamento
seguro.
RELÉS DE SEGURANÇA
Com a publicação da norma EN 60204-1 em novembro de 1998, os dispositivos eletrônicos
entraram no mundo das aplicações em segurança, espaço até então reservado apenas para
dispositivos eletromecânicos (relés). A condição para que tais dispositivos sejam utilizados em
sistemas de segurança é que eles possuam as mesmas características de segurança dos dispositivos
convencionais. As principais aplicações dos relés de segurança, são como componentes dos
circuitos de parada de emergência em máquinas e circuitos de vigilância de portas de segurança.
Estes equipamentos recebem sinais dos sensores que supervisionam os contatos do sistema
de parada de emergência das máquinas (indutivos, de presença, cortina de luz, chaves fim de curso
e etc) de acordo com ação requerida para prevenção de acidentes [4]. Outra aplicação, é a utilização
nos circuitos de segurança de prensas e similares objeto deste estudo. Os relés de segurança são
utilizados em circuitos pouco complexos. Em grandes instalações utilizam-se os CLP's de segurança
juntamente com módulos de expansão.
Chaves de parada de emergência devem ter prioridade sobre qualquer função da máquina no
evento de seu acionamento, a liberação desta chave não deve partir novamente a máquina, a chave
de parada de emergência deve executar paradas de categoria 0 (desligamento imediato) ou categoria
1 (desligamento com retardo). No caso de monitoração de portas de proteção, conforme a norma
EN 1088, deve-se levar em consideração o tipo de proteção a ser monitorada para a execução do
intertravamento.
Por exemplo, em uma prensa com comando bi-manual deve garantir que o operador esteja com
as mãos longe de áreas de risco no momento do acionamento da máquina. Para evitar burla, os dois
acionamentos do comando bi-manual deverão ser pressionados com simultaneidade, isto é, devem
ser pressionados com uma diferença máxima de tempo de 300ms e ter uma resposta em tempo real.

11
Figuras: 6a Relé de segurança 6b Botão de emergência
Fonte: Acervo próprio
Unidades de expansão:
São utilizadas para ampliar o número de contatos dos dispositivos básicos. Uma unidade de
expansão não deve ser utilizada de maneira independente, deve sempre ser conectada a um
dispositivo básico. A categoria de segurança da unidade de expansão deve corresponder à categoria
do relé de segurança.
Desenho 1: Arquitetura de um relé de segurança
Fonte:Pilz, 2009
12
4. SISTEMAS INSTRUMENTADOS DE SEGURANÇA – SIS
Definição:
É um sistema composto por um elemento executor de lógica ( CLP ou Relés de segurança )e
elemento final, objetivando um estado seguro do processo quando condições pré determinadas
forem violadas [5].
O conceito de SIL (Nível de Integridade de Segurança), introduzido pelas normas ISA
(Associação Internacional de Automação) 84.01e IEC (Comissão Internacional de Eletrotécnica)
61508-1, estabelece uma ordem de grandeza para a redução do risco - ou o nível de robustez
necessário a ser implementado de forma a reduzir o risco do processo a níveis aceitáveis. O SIL é
um número que varia de 1 a 4 - e quanto maior o SIL mais crítico é o processo .
O SIL da malha é determinado pela soma das probabilidades de falha em demanda de cada
um dos componentes da malha. Todos os equipamentos que fazem parte do SIS são certificados
para determinar qual o nível de integridade de segurança SIL do sistema e sua probabilidade de
falha em demanda.
As normas IEC e ISA não recomendam que as aplicações de segurança e de controle de processo
sejam realizadas no mesmo equipamento [5].
4.1. CLASSES DE INTEGRIDADE
São definidas três classes de Integridade de SIS’s (também chamadas de SIL), com
diferentes níveis de desempenho de segurança, baseadas na configuração do sistema, conforme
resumido na Tabela 1 a seguir:
13
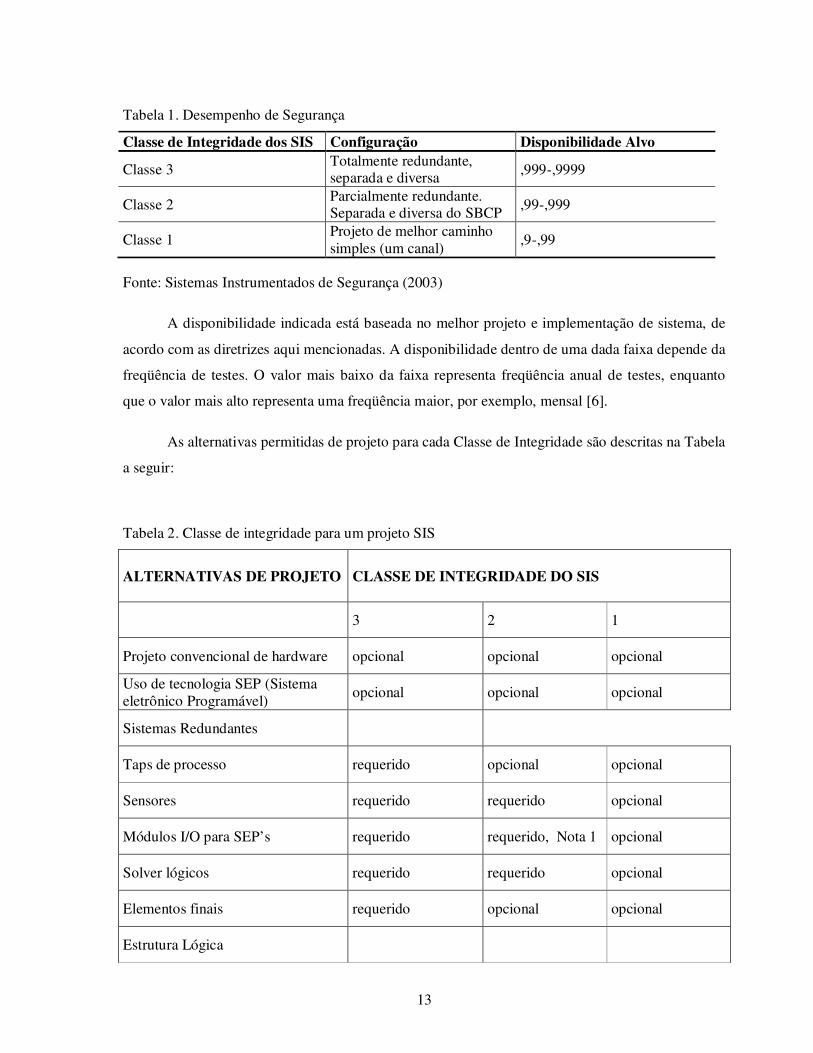
Tabela 1. Desempenho de Segurança
Classe de Integridade dos SIS Configuração Disponibilidade Alvo
Classe 3 Totalmente redundante, separada e diversa ,999-,9999
Classe 2 Parcialmente redundante. Separada e diversa do SBCP ,99-,999
Classe 1 Projeto de melhor caminho simples (um canal)
,9-,99
Fonte: Sistemas Instrumentados de Segurança (2003)
A disponibilidade indicada está baseada no melhor projeto e implementação de sistema, de
acordo com as diretrizes aqui mencionadas. A disponibilidade dentro de uma dada faixa depende da
freqüência de testes. O valor mais baixo da faixa representa freqüência anual de testes, enquanto
que o valor mais alto representa uma freqüência maior, por exemplo, mensal [6].
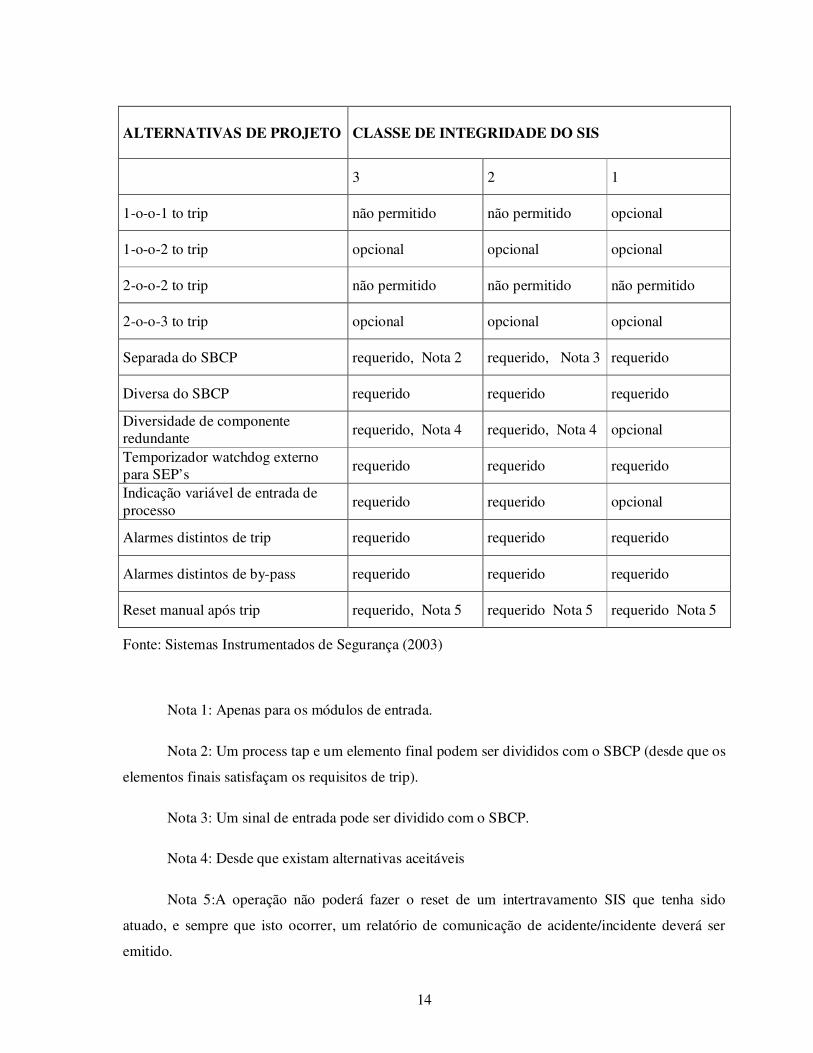
As alternativas permitidas de projeto para cada Classe de Integridade são descritas na Tabela
a seguir:
Tabela 2. Classe de integridade para um projeto SIS
ALTERNATIVAS DE PROJETO
CLASSE DE INTEGRIDADE DO SIS
3 2 1
Projeto convencional de hardware opcional opcional opcional
Uso de tecnologia SEP (Sistema eletrônico Programável)
opcional opcional opcional
Sistemas Redundantes
Taps de processo requerido opcional opcional
Sensores requerido requerido opcional
Módulos I/O para SEP’s requerido requerido, Nota 1 opcional
Solver lógicos requerido requerido opcional
Elementos finais requerido opcional opcional
Estrutura Lógica
14
ALTERNATIVAS DE PROJETO
CLASSE DE INTEGRIDADE DO SIS
3 2 1
1-o-o-1 to trip não permitido não permitido opcional
1-o-o-2 to trip opcional opcional opcional
2-o-o-2 to trip não permitido não permitido não permitido
2-o-o-3 to trip opcional opcional opcional
Separada do SBCP requerido, Nota 2 requerido, Nota 3 requerido
Diversa do SBCP requerido requerido requerido
Diversidade de componente redundante
requerido, Nota 4 requerido, Nota 4 opcional
Temporizador watchdog externo para SEP’s
requerido requerido requerido
Indicação variável de entrada de processo
requerido requerido opcional
Alarmes distintos de trip requerido requerido requerido
Alarmes distintos de by-pass requerido requerido requerido
Reset manual após trip requerido, Nota 5 requerido Nota 5 requerido Nota 5
Fonte: Sistemas Instrumentados de Segurança (2003)
Nota 1: Apenas para os módulos de entrada.
Nota 2: Um process tap e um elemento final podem ser divididos com o SBCP (desde que os
elementos finais satisfaçam os requisitos de trip).
Nota 3: Um sinal de entrada pode ser dividido com o SBCP.
Nota 4: Desde que existam alternativas aceitáveis
Nota 5:A operação não poderá fazer o reset de um intertravamento SIS que tenha sido
atuado, e sempre que isto ocorrer, um relatório de comunicação de acidente/incidente deverá ser
emitido.
15
Gerenciamento de SIS
Manter a integridade de SIS’s durante o ciclo de vida da planta é fundamental para o
gerenciamento de segurança de processo [1]. Um programa efetivo de gerenciamento de SIS deve
incluir controles para garantir que:
· Os testes sejam realizados em conformidade com o Procedimento Padrão para
Instrumentos Críticos.
· A qualidade de partes repostas seja garantida, incluindo software embutido (igual ao
original ou totalmente compatível com o original e com o restante do sistema).
· O SIS retorna ao seu estado de operação normal após manutenção.
· A integridade do sistema não seja comprometida por acesso não autorizado à programação,
pontos de trip ou by-passes.
· Procedimentos de gerenciamento de modificações sejam obedecidos para qualquer
modificação no sistema.
· A qualidade de modificações seja verificada e o sistema seja revalidado antes de retornar à
operação.
5. HISTÓRICO DAS APLICAÇÕES WIRELESS
Quando o Físico italiano Guglielmo Marconi inventava a radiotelegrafia (1896) com base
nos estudos anteriores de Maxwell e Hertz, surgia a comunicação sem fio que com o passar dos
anos e a melhora constante desta tecnologia, chegamos ao que hoje se defini com tecnologia
wirelles.
Já no Brasil entre os anos de 1893 e 1894, o Padre Roberto Landell de Moura realizou com
êxito transmissões e recepções através de rádio à distância de oito quilômetros entre a recém
inaugurada Avenida Paulista e o Alto de Santana, área norte da cidade. Os equipamentos inventados
por ele foram patenteados no Brasil, uma no ano de 1900 e três obtidas nos Estados Unidos entre os
anos1901 e 1904.
16
O termo wirelles é proveniente do inglês, da junção de duas palavras: wire (fio) e less (sem),
ou seja, sem fio, ou seja, uma conexão wireless é qualquer forma de conexão entre um sistema
transmissor e receptor de dados que não requeira o uso de fios. Para tanto são utilizadas frequências
de rádio ou sinais luminosos (geralmente na faixa de infravermelho). Esta tecnologia utiliza como
meio de transmissão o ar ou o vácuo. Sistemas de comunicação wireless podem permitir o tráfego
de voz, dados, ou ambos os sinais simultaneamente.
A tecnologia de infravermelho (sinais luminosos), é pouco utilizada em redes
wireless.Utiliza altas freqüências para transmissão de dados. Tal como a luz, sinais em
infravermelho não são capazes de penetrar objetos opacos, sendo útil apenas em curtas distâncias ou
em transmissão onde existe visada direta. A potência das ondas de rádio tem um gradiente de
atenuação proporcional a 1/r3, valor bastante elevado quando comparado com um meio de
transmissão como fios de cobre. Isto limita o alcance de um transmissor mas, por outro, lado evita a
interferência entre transmissores operando na mesma faixa de frequências [7]. Em uma rede
wireless, o meio físico é compartilhado por todos os transmissores, existe o problema da
interferência quando estes possuírem potência suficiente e estiverem operando na mesma região do
espectro. Para evitar este problema a utilização do espectro é regulamentada por agências
governamentais de cada país (ITU, FCC, etc).
Nas comunicações wireless, o meio físico é compartilhado por todos os transmissores,
causando o problema da interferência quando estes possuírem potência suficiente e estiverem
operando na mesma região do espectro de frequências.
O espectro de frequências foi internacionalmente regulamentado e dividido em regiões com
finalidades bem definidas [7]. Por exemplo, a faixa de frequências destinadas à radiodifusão b(radio
broadcasting) AM é 600-1600 kHz e FM é 88-108 MHz. De particular interesse são as faixas ISM
(Industrial, Scientific and Medical), que vão de 902-928 MHz, 2400-2483 MHz e 5725-6850 MHz
(WI-MAX), reservadas para transmissão de dados, e podem ser usadas sem licença para potências
de transmissão menores que 1 W.
5.1. EQUIPAMENTOS INDUSTRIAIS WIRELESS
Os transdutores convertem um sinal elétrico analógico ou digital (corrente alternada ou
contínua, pressão, temperatura) de entrada, em um outro sinal (corrente contínua quando analógico
ou digital) de saída, adequado e isolado galvanicamente, proporcional ao sinal de entrada. Tomando

17
como exemplo a figura a seguir, nota-se as partes integrantes da construção de um transmissor de
wireless, onde sinais analógicos (mA,mV), são transformados em sinal elétrico, digitalizados e
modulados para em seguida, ser propagado pela antena transmissora até o elemento receptor [1].
Há no mercado, diversos tipos de transmissores, alguns com antena acoplada como no
exemplo, e outros que dependem de módulos de rádio separados, que recebem o sinal elétrico do
transdutor e os retransmitem na forma de radiofreqüência para um elemento receptor. Os
equipamentos wireless de uso industrial podem operar em diversas faixas de freqüências e potência
(limitada a 1Watt), regulamentadas de acordo com cada país.A faixa de 2,4GHz denominada ISM
(Industrial, Scientific e Medical) ou industrial, científica e médica é a mais usual por não serem
tarifadas.
Segundo MATA [8] a faixa de 900 MHz possui melhores características de distância e
penetração de obstáculo, mas só está disponível em alguns países. Já a faixa de 5,8 GHz promete
grandes avanços em termos de velocidade, imunidade a ruídos e antenas menores, mas ainda está
em fase de testes não tendo sido lançada em escala no mercado.
Fig. 7: Módulo transmissor wireless
Fonte: Pepper Fuchs, 2009
Alguns dispositivos possuem um sistema de segurança denominado watchdog (cão de
guarda), que tem a finalidade de monitorar a qualidade da conexão em aplicações que demandem
maior confiabilidade quanto ao seu funcionamento. Caso o watchdog detecte a perda de
comunicação com o dispositivo receptor por um determinado tempo, através de um comando o
equipamento monitorado será desligado.
18
5.2. CONCEITO DE REDES E TOPOLOGIAS DE DISPOSITIVOS
INDUSTRIAIS SEM FIO.
Devido à necessidade de intercambialidade entre os equipamentos wireless em uma planta
industrial, e os diversos protocolos de comunicação utilizados por uma diversidade de fabricantes
de equipamentos wireless, tornou-se necessário um estudo minucioso para a ligação em rede destes
diferentes equipamentos. Este tópico traz alguns conceitos sobre topologias de rede sem fio,
utilizadas em ambiente industrial.
A partir de estudos surgiu o grupo de trabalho do IEEE (Institute for Electrical and Eletronic
Engineers), responsável pelo desenvolvimento de padrão orientado à pesquisa dos aspectos
regulatórios de implementação da tecnologia para redes sem fio locais [9]. Existem várias
tecnologias, e cada uma possui suas particularidades, limitações e vantagens, podendo ser
organizadas em cinco grupos classificadas pela sua área de cobertura:
● WAN (Wide Area Network), que consiste em uma rede de cobertura ampla, onde se
concentra as tradicionais tecnologias de telefonia celular e poucos serviços de dados.
● MAN (Metropolitan Area Network), onde se encontra a tecnologia WiMax, que possui
área de cobertura em torno de 10 Km.
● LAN (Local Area Network), este segmento tem como destaque o Wi-Fi que opera com as
seguintes características em 2,45 GHz: taxa de transmissão de 11Mbps, modulação DSSS com um
alcance estimado de 100 a 200 metros.
● PAN (Personal Area Network), destinada a pequeno alcance, família onde se encontra o
Bluetooth.
● RFID (Radio Frequency Indentification), denomina um sistema de identificação por
radiofrequência, utilizado em etiquetas eletrônicas. Possui cobertura limitada a poucos metros.
19
5.3. PADRÕES IEEE UTILIZADOS NA INDÚSTRIA
•IEEE 802.11b – Opera em 2,45GHz e os canais de radiofreqüência utilizam a modulação
DSSS (Direct Spread Spectrum Sequence) permitindo altas taxas de transmissão em uma distância
em torno de 50 metros lineares. Este padrão pode permitir taxas de transferência de até 11 Megabits
por segundo (Mbps), próximas a Ethernet. O WiFi é bastante utilizado em chão de fábrica [10].
•IEEE 802.11g – Este padrão prevê a especificação da camada MAC (Media Access
Control) e da camada física PHY. A camada física será uma extensão do padrão IEEE 802.11b com
uma taxa de transmissão de 54Mbps usando a modulação OFDM (Orthogonal Frequency Division
Multiplexing) [9]. Permite também o uso misto da rede, ou seja permite que equipamentos que
usam 802.11b utilizam a mesma rede com novos equipamentos operando em 54Mbps.
•IEEE 802.11a – É o equivalente a fast ethernet do 802.11b, sendo cinco vezes mais rápida.
Opera numa banda de freqüência de 5 GHz – UNII (Unlicensed National Information
Infrastructure). A potência máxima utilizada é de 50mW para equipamentos que operam entre a
faixa de 5,15 – 5,25GHz, 250mW entre as faixas de 5,25 – 5,35 GHz e por fim 800mW para
equipamentos que operam entre 5,725 até 5,82GHz para aplicações em áreas abertas [10].
•IEEE 802.15.1 Bluetooth – Esse padrão foi desenvolvido especificamente para conectar
computadores pessoais, telefones celulares e outros periféricos. Utiliza a faixa de 2,4 GHz, com
velocidades inferiores ao 802.11b, portanto apresenta menor vulnerabilidade a interferências. A
modulação utilizada é a FHSS e apresenta uma conexão inicial lenta e foi desenvolvido para curtas
distâncias e baixo consumo de energia. O Bluetooth suporta aproximadamente 1 a 3 Mbps e alcance
com visada direta de até 100 metros, com auxílio de um amplificador. Sua faixa de consumo está
entre 45 mA [9].
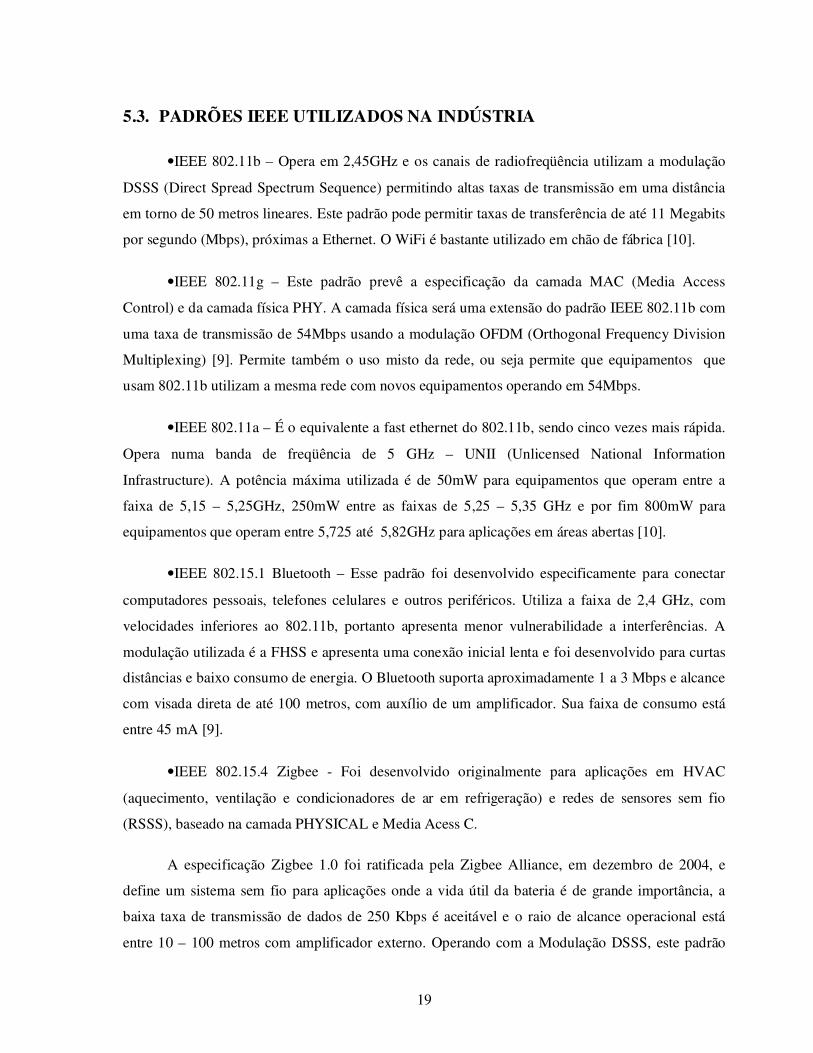
•IEEE 802.15.4 Zigbee - Foi desenvolvido originalmente para aplicações em HVAC
(aquecimento, ventilação e condicionadores de ar em refrigeração) e redes de sensores sem fio
(RSSS), baseado na camada PHYSICAL e Media Acess C.
A especificação Zigbee 1.0 foi ratificada pela Zigbee Alliance, em dezembro de 2004, e
define um sistema sem fio para aplicações onde a vida útil da bateria é de grande importância, a
baixa taxa de transmissão de dados de 250 Kbps é aceitável e o raio de alcance operacional está
entre 10 – 100 metros com amplificador externo. Operando com a Modulação DSSS, este padrão
20
pode operar em três faixas de freqüências licenciadas :868 a 870Mhz,915 a 928 MHz e 2.4 GHz. A
máxima taxa de transferência para cada banda é respectivamente de 20 Kbps, 40kbps e 250Kbps, os
dados são transferidos como pacote, com o tamanho máximo de 128 Bytes onde são reservados para
carga útil.Uma rede Zigbee oferece três tipos de dispositivos:
ZR (Zigbee Router)
ZC (Zigbee coordinator)
ZED (Zigbee End Device).
O ZR é um dispositivo que atua como roteador ou repetidor de pacotes; o ZC é uma espécie
de roteador, com funções de gerenciamento de rede diferenciadas, tais como formação de rede,
configuração de endereçamento e manutenção de tabelas de rotas; e o ZED é um dispositivo que
funciona a bateria e hiberna quando está ocioso, para aumentar a autonomia das baterias. A camada
de rede Zigbee suporta três tipos de topologia: estrela, árvore e malha sendo muito utilizado em
aplicações de sensoreamento sem fio na indústria [2].
Fig. 8 :Topologias utilizadas pela tecnologia Zigbee
Fonte: Wikiac, 2009
21
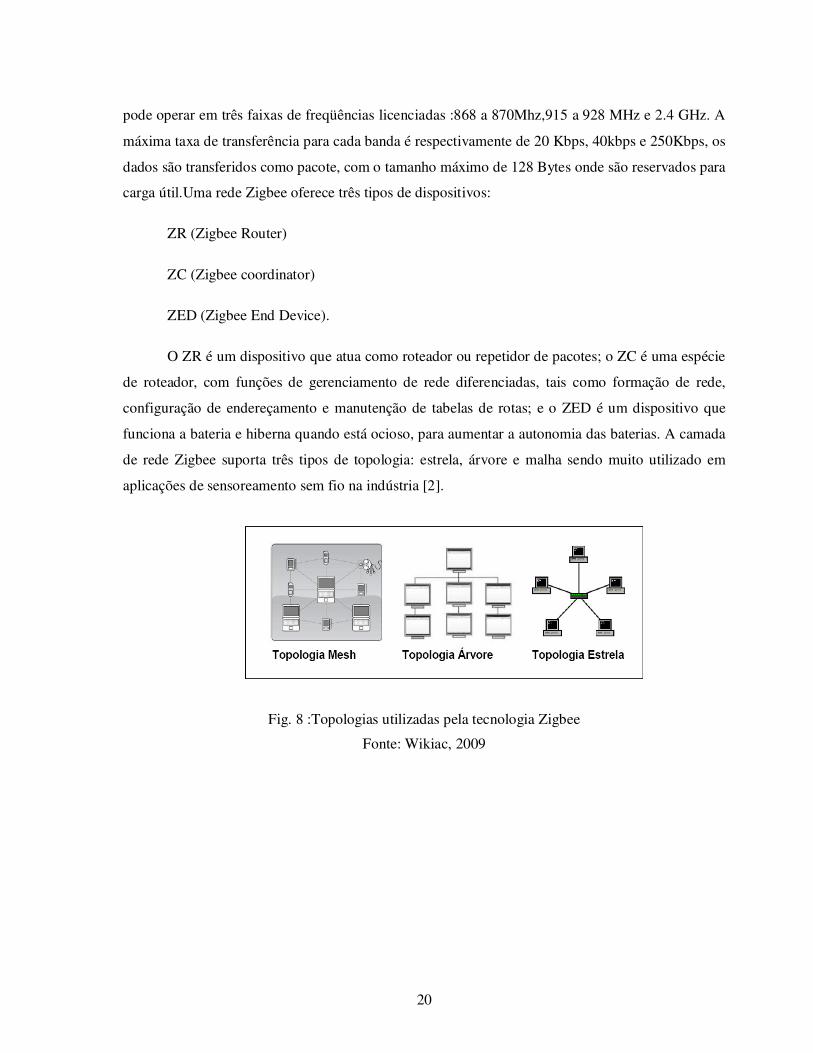
Fig. 9: Comparação do ZigBee com outras tecnologias wireless
Fonte:Wikiac, 2009
5.4. CODIFICAÇÃO UTILIZADA PELOS DISPOSITIVOS WIRELESS
Modulação é o processo na qual a informação é adicionada a ondas eletromagnéticas. É
assim que qualquer tipo de informação, até a voz humana ou transação de dados numa aplicação
interativa é transmitida numa onda eletromagnética. O transmissor adiciona a informação numa
onda básica de tal forma que poderá ser recuperada na outra parte através de um processo reverso
chamado demodulação. Um processo de modulação consiste em modificar o formato da informação
elétrica com o objetivo de transmiti-la com a menor potência possível, com a menor distorção
possível, facilidade de recuperação da informação original e ao menor custo possível.
Em um sistema de comunicação sem fio que utilize ondas de rádio, a informação a ser
transmitida é modulada em uma portadora. Ou seja, ela é posicionada no espectro de frequências de
modo que o mesmo meio físico possa trafegar informação de vários transmissores, desde que estes
estejam utilizando uma faixa não ocupada [11]. Por meio da modulação, é possível fazer o
deslocamento do espectro da informação para outra região não ocupada. Há no mercado, uma
diversidade enorme de modulação de sistemas de transmissão wireless, do qual podem se destacar
duas a seguir.
22
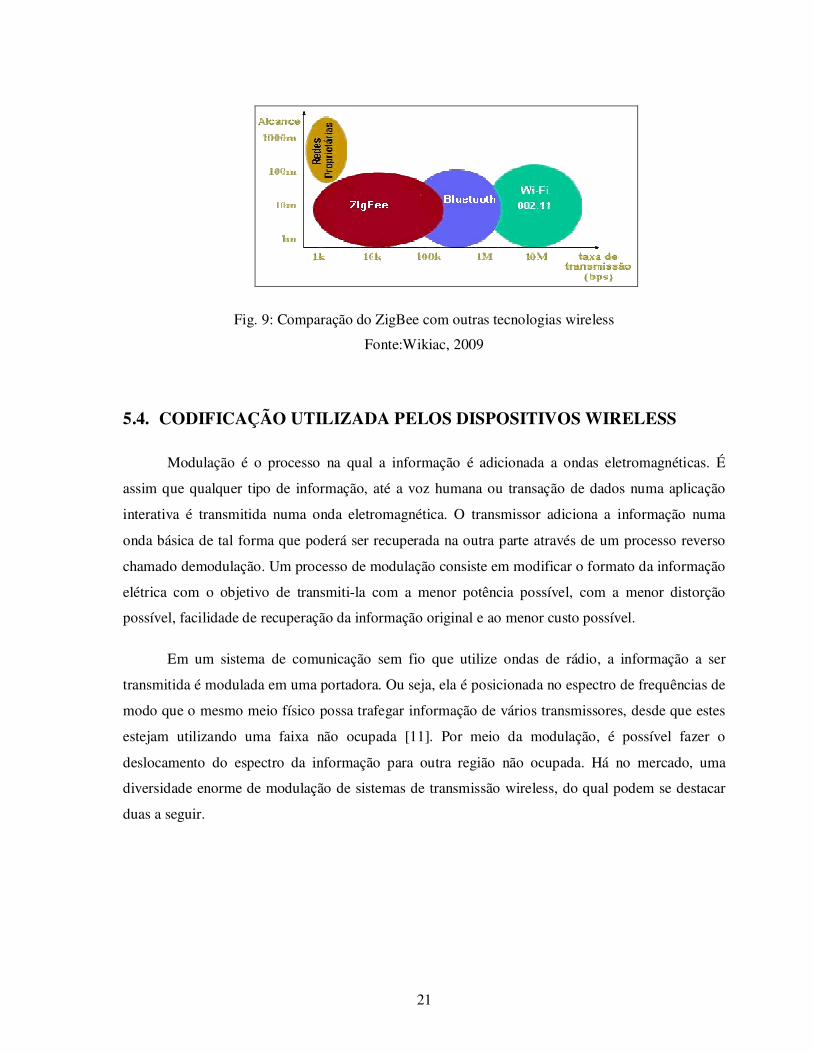
5.4.1 FREQUENCY HOPPING SPREAD SPECTRUM (FHSS)
A primeira tecnologia a ser desenvolvida foi o FHSS ou espalhamento espectral por salto em
freqüência, ou seja, uma técnica de modulação em freqüência. De forma resumida, consiste no
processo de saltar rapidamente de uma freqüência para outra [10]. Os dados são quebrados em
pedaços, e cada um é transmitido em uma freqüência diferente, numa seqüência pré-determinada,
conhecida pelo receptor e pelo transmissor. O transmissor permanece em uma determinada
freqüência durante um período de tempo (dwell time) e depois utilizará um curto tempo para pular
para próxima freqüência (hop time). Se houver interferência em uma das freqüências os dados são
retransmitidos em um salto subseqüente em outra freqüência diferente.
As seguências são criadas na seguinte configuração: saltos de 20Mhz; 1. 2,450 GHz; 2.
2,454 GHz; 3. 2,458GHz; 4. 2,462 GHz, 2,466 GHz; 5. 2,470 GHz. E após o fim da seqüência, ela é
reiniciada. O padrão de saltos de freqüência e a ordem em que são usadas, juntamente com o tempo
de permanência em cada freqüência, são estipulados pelas agências reguladoras.
Devido ao tempo perdido no hop time, o FHSS cria uma perda de transmissão de dados.
Quanto maior for a relação entre o dwell time e o hop time, maior a transmissão de dados. Em
sistemas como o Bluetooth, em que o dwell time é de apenas 500-600 µs, um hop time de 100 µs
gera uma grande perda de taxa de transmissão. Apesar disso, o FHSS tem uma grande vantagem: a
faixa de freqüência do padrão FHSS é maior que a do padrão DSSS, fazendo com que seja menos
suscetível a interferência [2].
5.4.2 PADRÃO DIRECT SEQUENCE SPREAD SPECTRUM (DSSS)
O DSSS modula os dados por meio da quebra da seqüência (clipping) conhecida como
código de Baker.Este código é uma seqüência de bits com uma propriedade matemática ideal para
modulação de radiofreqüência.É o método mais utilizado em redes wireless. O transmissor
consegue espalhar os dados adicionando bits de dados redundantes chamados chips, aos mesmos.
O padrão DSSS ou Espalhamento Espectral por Seqüência Direta, adiciona pelo menos 10
chips para cada bit para proteger o receptor das perdas [9]. Em outras palavras, o transmissor envia
os dados colados a vários chips para fornecer redundância. O número fixo de chips é chamado de
chipping sequence ou Barker sequence. Poucos chips serão semelhantes aos outros chips trafegando
na freqüência, gerando assim quase que nenhuma interferência com outros usuários DSSS.
23
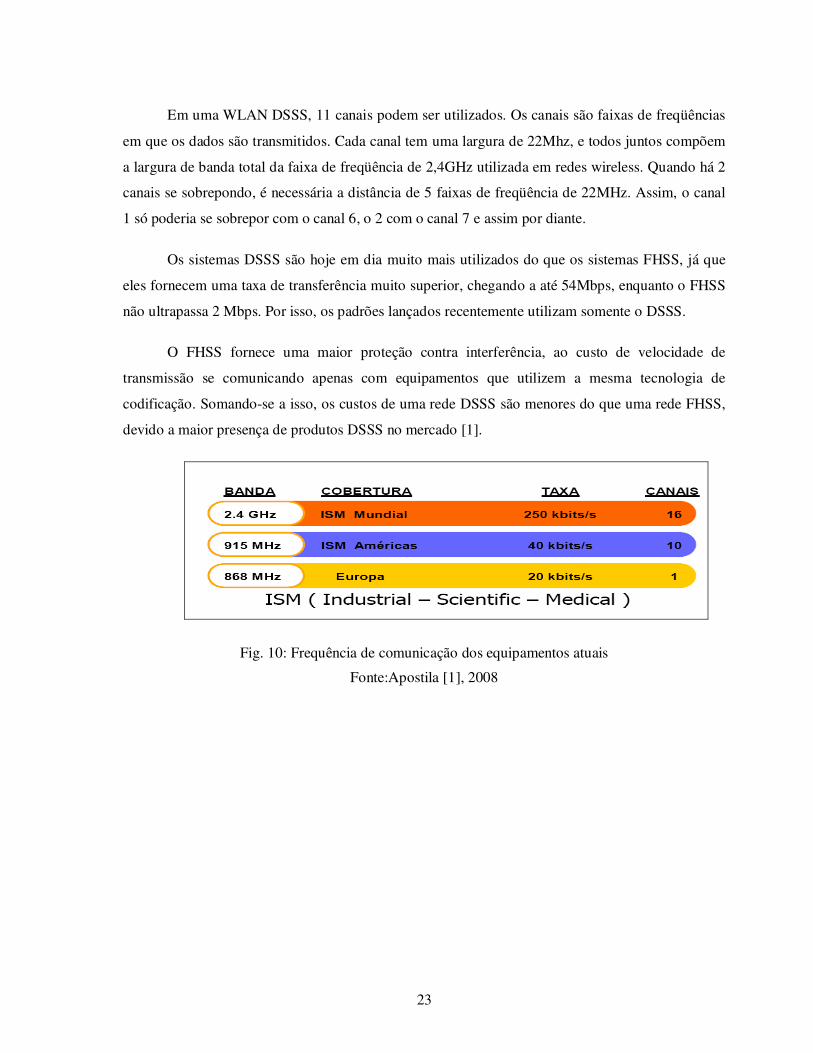
Em uma WLAN DSSS, 11 canais podem ser utilizados. Os canais são faixas de freqüências
em que os dados são transmitidos. Cada canal tem uma largura de 22Mhz, e todos juntos compõem
a largura de banda total da faixa de freqüência de 2,4GHz utilizada em redes wireless. Quando há 2
canais se sobrepondo, é necessária a distância de 5 faixas de freqüência de 22MHz. Assim, o canal
1 só poderia se sobrepor com o canal 6, o 2 com o canal 7 e assim por diante.
Os sistemas DSSS são hoje em dia muito mais utilizados do que os sistemas FHSS, já que
eles fornecem uma taxa de transferência muito superior, chegando a até 54Mbps, enquanto o FHSS
não ultrapassa 2 Mbps. Por isso, os padrões lançados recentemente utilizam somente o DSSS.
O FHSS fornece uma maior proteção contra interferência, ao custo de velocidade de
transmissão se comunicando apenas com equipamentos que utilizem a mesma tecnologia de
codificação. Somando-se a isso, os custos de uma rede DSSS são menores do que uma rede FHSS,
devido a maior presença de produtos DSSS no mercado [1].
Fig. 10: Frequência de comunicação dos equipamentos atuais
Fonte:Apostila [1], 2008
24
6. ESTUDO DE RISCO DE UMA MÁQUINA EM UMA CÉLULA DE MANUFATURA UTILIZANDO DISPOSITIVOS DE SEGURANÇA WIRELESS
Visando a análise do comportamento e a confiabilidade da tecnologia wireless em
aplicações de segurança, este estudo tem por finalidade utilizar um dispositivo wireless para a
substituição de um botão de parada de emergência em uma prensa hidráulica de uma célula de
manufatura, por um dispositivo wireless que facilitaria a mobilidade da máquina em uma célula
flexível do processo produtivo e levaria o operador a uma distância segura da máquina. Deve- se
observar o tempo de acionamento e a confiabilidade do sinal de rádio para acionamento do
dispositivo de segurança em caso de falha, portanto um equipamento de missão crítica. Este sistema
deve manter a mesma integridade de um sistema que utiliza a fiação tradicional para ser implantado.
Dados da prensa:
Prensa Excêntrica 100 toneladas com volante
Curso do martelo 0 a 130 m/m
Numero de golpes por minuto 95
Altura entre sobre mesa e martelo 475m/m
Regulagem máxima do martelo 50 m/m
Centro do martelo ao corpo 365 m/m
Mesa 900 x 750
Sobre mesa de 90 m/m
Furo da mesa 220 x 210 m/m
Espiga Ø 50 m/m
Motor 10 CV
Dimensões gerais 1300 x1730 x 2700
25
Peso aproximado 6600 kg
Utilização: Estamparia de ferramentas
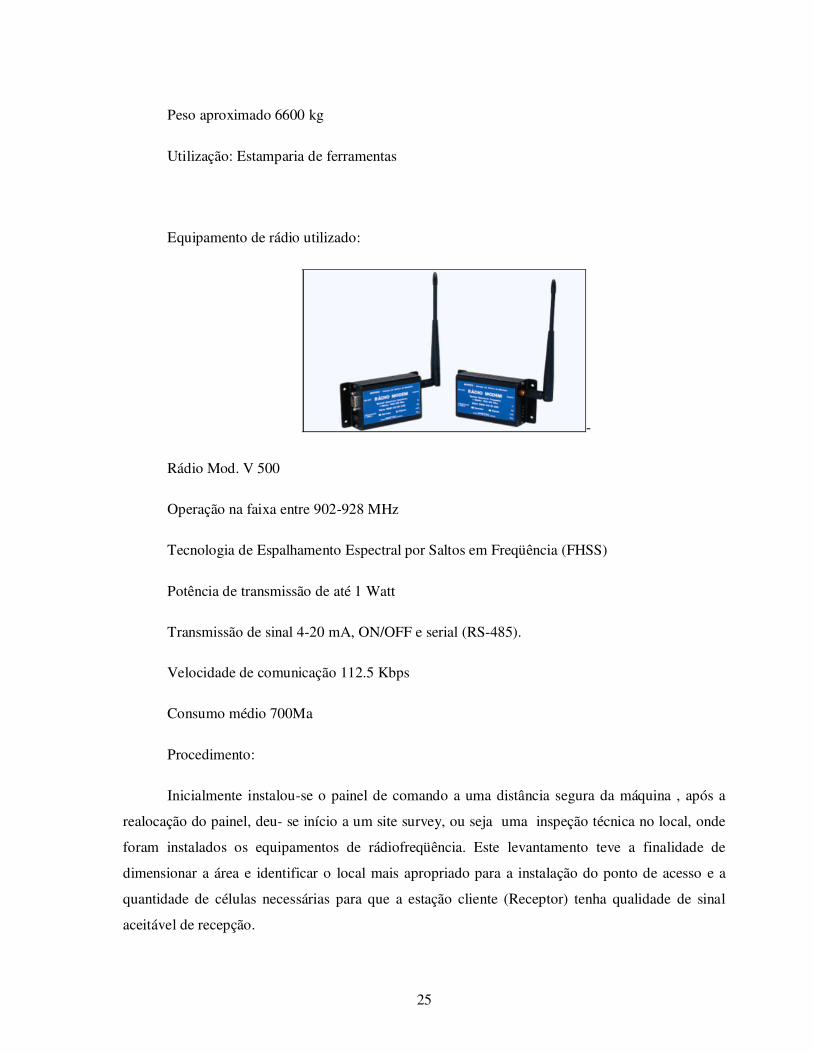
Equipamento de rádio utilizado:
-
Rádio Mod. V 500
Operação na faixa entre 902-928 MHz
Tecnologia de Espalhamento Espectral por Saltos em Freqüência (FHSS)
Potência de transmissão de até 1 Watt
Transmissão de sinal 4-20 mA, ON/OFF e serial (RS-485).
Velocidade de comunicação 112.5 Kbps
Consumo médio 700Ma
Procedimento:
Inicialmente instalou-se o painel de comando a uma distância segura da máquina , após a
realocação do painel, deu- se início a um site survey, ou seja uma inspeção técnica no local, onde
foram instalados os equipamentos de rádiofreqüência. Este levantamento teve a finalidade de
dimensionar a área e identificar o local mais apropriado para a instalação do ponto de acesso e a
quantidade de células necessárias para que a estação cliente (Receptor) tenha qualidade de sinal
aceitável de recepção.

26
Para garantir um resultado muito próximo da realidade, os equipamentos utilizados no
levantamento eram semelhantes ao padrão especificado para a utilização no projeto.
O Site Survey interno foi realizado para identificar a localização e a base necessária
(cobertura prevista entre transmissor e receptor). Os equipamentos utilizados foram basicamente um
notebook, um ponto de acesso e um cartão PCMCIA. A instalação foi estruturada no modo ponto a
ponto (transmissor = botão de parada e receptor = sistema de parada da máquina) e foi constatada a
visada direta entre os dois dispositivos, ou seja, livre de barreiras físicas que impeçam a
comunicação entre os dispositivos.
Após estas verificações, o botão de parada de emergência foi instalado recebendo o sinal de
feedback da máquina em um módulo de entrada analógico do receptor oriundo do transmissor
instalado no painel lateral da máquina.
Fotografia 1: Rádio modem utilizado para conexão ponto a ponto.
Fonte: acervo próprio
27
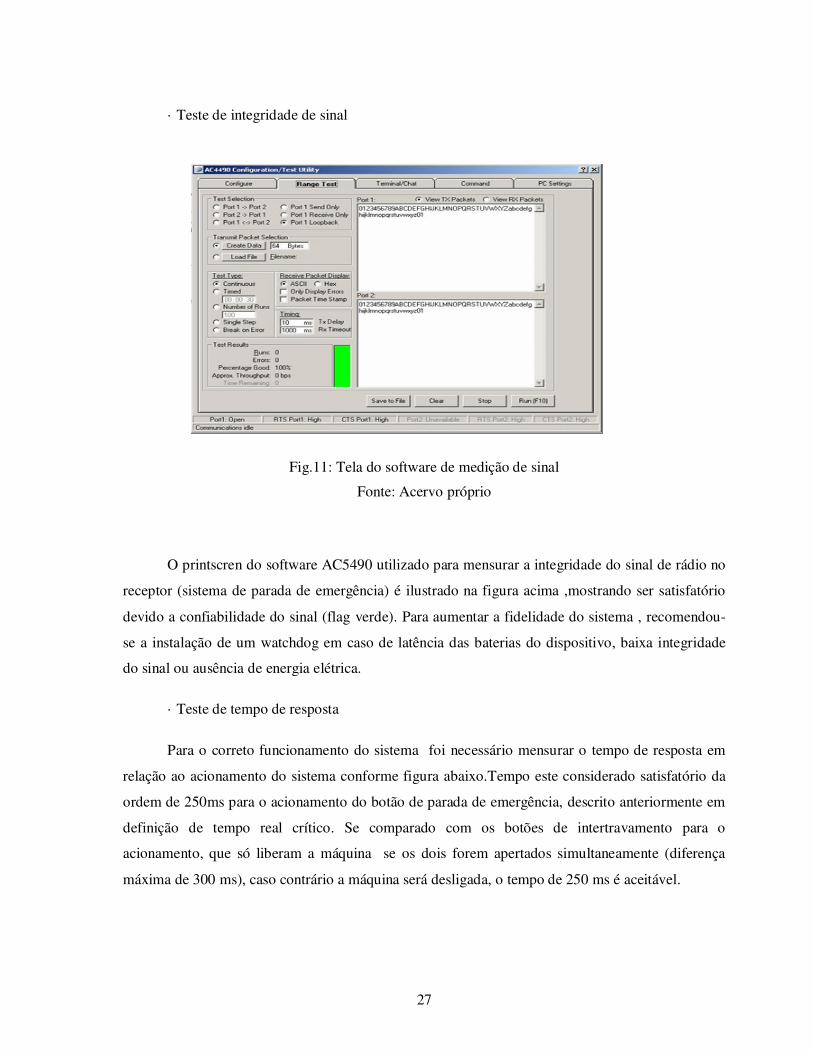
· Teste de integridade de sinal
Fig.11: Tela do software de medição de sinal
Fonte: Acervo próprio
O printscren do software AC5490 utilizado para mensurar a integridade do sinal de rádio no
receptor (sistema de parada de emergência) é ilustrado na figura acima ,mostrando ser satisfatório
devido a confiabilidade do sinal (flag verde). Para aumentar a fidelidade do sistema , recomendou-
se a instalação de um watchdog em caso de latência das baterias do dispositivo, baixa integridade
do sinal ou ausência de energia elétrica.
· Teste de tempo de resposta
Para o correto funcionamento do sistema foi necessário mensurar o tempo de resposta em
relação ao acionamento do sistema conforme figura abaixo.Tempo este considerado satisfatório da
ordem de 250ms para o acionamento do botão de parada de emergência, descrito anteriormente em
definição de tempo real crítico. Se comparado com os botões de intertravamento para o
acionamento, que só liberam a máquina se os dois forem apertados simultaneamente (diferença
máxima de 300 ms), caso contrário a máquina será desligada, o tempo de 250 ms é aceitável.
28
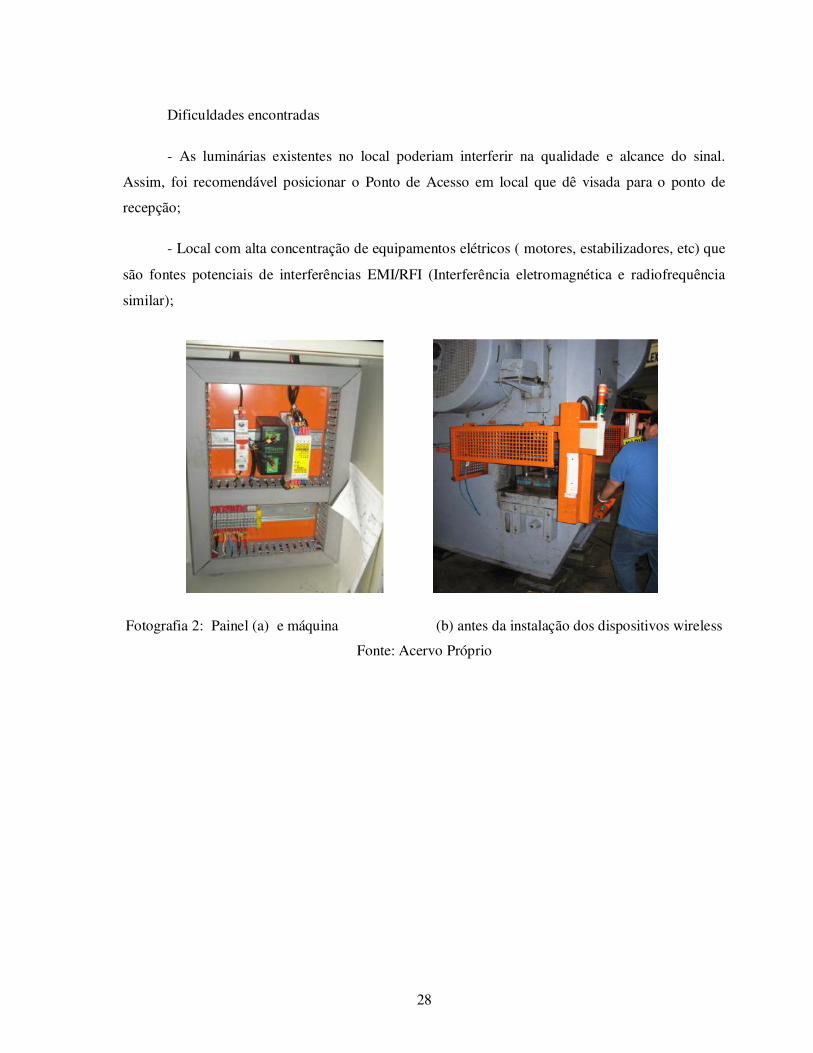
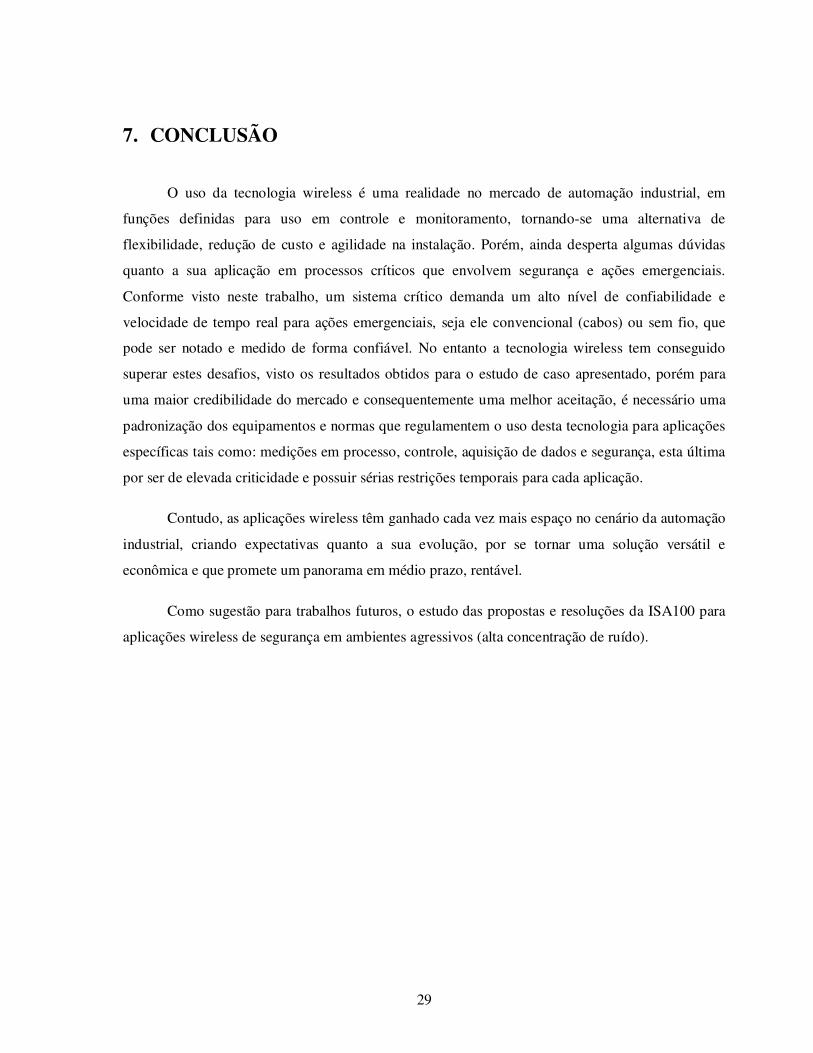
Dificuldades encontradas
- As luminárias existentes no local poderiam interferir na qualidade e alcance do sinal.
Assim, foi recomendável posicionar o Ponto de Acesso em local que dê visada para o ponto de
recepção;
- Local com alta concentração de equipamentos elétricos ( motores, estabilizadores, etc) que
são fontes potenciais de interferências EMI/RFI (Interferência eletromagnética e radiofrequência
similar);
Fotografia 2: Painel (a) e máquina (b) antes da instalação dos dispositivos wireless
Fonte: Acervo Próprio
29
7. CONCLUSÃO
O uso da tecnologia wireless é uma realidade no mercado de automação industrial, em
funções definidas para uso em controle e monitoramento, tornando-se uma alternativa de
flexibilidade, redução de custo e agilidade na instalação. Porém, ainda desperta algumas dúvidas
quanto a sua aplicação em processos críticos que envolvem segurança e ações emergenciais.
Conforme visto neste trabalho, um sistema crítico demanda um alto nível de confiabilidade e
velocidade de tempo real para ações emergenciais, seja ele convencional (cabos) ou sem fio, que
pode ser notado e medido de forma confiável. No entanto a tecnologia wireless tem conseguido
superar estes desafios, visto os resultados obtidos para o estudo de caso apresentado, porém para
uma maior credibilidade do mercado e consequentemente uma melhor aceitação, é necessário uma
padronização dos equipamentos e normas que regulamentem o uso desta tecnologia para aplicações
específicas tais como: medições em processo, controle, aquisição de dados e segurança, esta última
por ser de elevada criticidade e possuir sérias restrições temporais para cada aplicação.
Contudo, as aplicações wireless têm ganhado cada vez mais espaço no cenário da automação
industrial, criando expectativas quanto a sua evolução, por se tornar uma solução versátil e
econômica e que promete um panorama em médio prazo, rentável.
Como sugestão para trabalhos futuros, o estudo das propostas e resoluções da ISA100 para
aplicações wireless de segurança em ambientes agressivos (alta concentração de ruído).
30
REFERÊNCIAS BIBLIOGRÁFICAS
[1] Ivo,Douglas Olegário. Tecnologia wireless aplicada à instrumentação na indústria de processos. Trabalho de Graduação Interdisciplinar do curso de Tecnologia elétrica.2006.Universidade Presbiteriana Mackenzie. São Paulo,2008.
[2] Mata, Rogério Souza.Automação industrial wireless parte 1. Revista Mecatrônica, São Paulo, ed. 27, pág.26-28, Abril-maio2006.
[3] www.nortegubisian.com.br/onde-atuamos/gestao-de-operacoes/119-manufatura-celular Acesso em:09/09/2009 [4] Junior, Almir Wirth Lima, Telecomunicações modernas 2ºed., Books Express, São Paulo, 2001, 262p. [5] http://www.editoravalete.com.br/site_petroquimica/edicoes/ed_283/283.html Acesso em:11/08/2009 [6] Esteves, Marcello; Rodriguez, João Aurélio V. e Maciel, Marcos. Sistema de intertravamento de segurança. Projeto final apresentado ao curso de Engenharia Elétrica com ênfase em Eletrônica. Associação Educacional Dom Bosco.Resende, Rio de Janeiro, 2003. [7] http://www.abusar.org/ftp/pub/pitanga/Redes/ApostilaWireless.doc Acesso em:17/08/2009 [8] Mata, Rogério Souza.Automação industrial wireless parte 2. Revista Mecatrônica, São Paulo, ed. 27, pág.38-42, Junho-Julho2006. [9] Fagundes, Eduardo Mayer. Wireless Local Area Network .Metrologia & Instrumentação, São Paulo, ed. 50, pág.41-45, Out-nov 2007. [10] Smith Clint, P.E e Meyer, John 3G Wireless with WiMAX and Wi-Fi : 802.16 and 802.11 McGraw-Hill, 2005. [11] http://www.am.pepperl-fuchs.com/resources/news/sept09-wirelesshart.jsp?source=PA Acesso em:25/9/2009 [12] https://wikiac.dei.uc.pt/index.php/Tecnologias_Wireless Acesso em:23/08/2009 [13] http://www.pilz.com.br/products/control_communication/safety_relay/index.pt.jsp Acesso em:18/08/2009
NBNM 213/1 e 213 /2 - Segurança de máquinas: Conceitos fundamentais, princípios gerais de projeto
NBR 14009 - Segurança de máquinas - Princípios para apreciação de risco
NBR 14153 - Segurança de máquinas - Partes de sistemas de comando relacionadas à segurança - Princípios gerais para projeto
31
NBRNM-ISO 13852 - Segurança de máquinas - Distâncias de segurança para impedir o acesso a zonas de perigo pelos membros superiores
NBRNM-ISO 13853 - Segurança de máquinas - Distâncias de segurança para impedir o acesso a zonas de perigo pelos membros inferiores
NBRNM-ISO 13854 - Segurança de máquinas - Folgas mínimas para evitar esmagamento de partes do corpo humano
NBR 13970 - Segurança de máquinas - Temperaturas para superfícies acessíveis - Dados ergonômicos
NBR 13759 - Segurança de máquinas - Equipamentos de parada de emergência - Aspectos funcionais - Princípios para projeto
NBRNM 272 - Segurança de máquinas - Proteções - Requisitos gerais para o projeto e construção de proteções fixas e móveis
NBRNM 273 - Segurança de máquinas - Dispositivos de intertravamento associados a proteções - Princípios para projeto e seleção
NBR 14152 - Segurança de máquinas - Dispositivos de comando bimanuais - Aspectos funcionais e princípios para projeto
NBR 14154 - Segurança de máquinas - Prevenção de partida inesperada
NBR 13930 - Prensas mecânicas - Requisitos de segurança
IEC EN 61496, partes 1 e 2 –Safety of Machinery – Electro-sensitive Protective Equipament.
EN 692 -Mechanical Presses- Safety.
EN 999 - Safety of Machinery – The Positioning of Protective Equipment in Respect of Approach Speeds of Parts of the Human Body.
32
ANEXO I – NBR 13759 – SEGURANÇA DE MÁQUINAS – EQUIPAMENTOS DE PARADA DE EMERGÊNCIA
Para fins de aplicação da norma citada, em especial dos artigos 184 a 186 da CLT
(Consolidação das Leis do Trabalho) e das Normas Regulamentadoras (NR) da Portaria nº 3214/78,
em especial a NR-12, que diz respeito à segurança em máquinas e equipamentos abrangidos por
esta Nota Técnica DSST Nº 37/2004, devem ser observados os seguintes princípios de boa prática
para a proteção de prensas e equipamentos similares:
Para efeito desta Nota Técnica, consideram-se as seguintes definições:
Prensas são equipamentos utilizados na conformação e corte de materiais diversos, onde o
movimento do martelo (punção) é proveniente de um sistema hidráulico/pneumático (cilindro
hidráulico/pneumático) ou de um sistema mecânico (o movimento rotativo é transformado em linear
através de sistemas de bielas, manivelas ou fusos). As prensas são classificadas em:
1.1. Prensas mecânicas excêntricas de engate por chaveta ou acoplamento equivalente;
1.2.Prensas mecânicas excêntricas com freio/embreagem;
1.3. Prensas de fricção com acionamento por fuso;
1.4. Prensas hidráulicas;
1.5. Outros tipos de prensas não relacionadas anteriormente.
2. Equipamentos similares são aqueles com funções e riscos equivalentes aos das prensas, incluídos
os que possuem cilindros rotativos para conformação de materiais.
3. Ferramentas (ferramental), estampos ou matrizes são elementos que são fixados no martelo e na
mesa das prensas e equipamentos similares, tendo como função o corte e/ou a conformação de
materiais, podendo incorporar os sistemas de alimentação/extração relacionados no item a seguir.
Dispositivos de proteção aos riscos existentes na zona de prensagem ou de trabalho:
Segundo a Nota estes equipamentos devem dispor:
1.1 Enclausuramento da zona de prensagem, com frestas ou passagens que não permitam o
ingresso dos dedos e mãos nas áreas de risco, conforme as NBRNM-ISO 13852 e 13854. Pode ser
constituído de proteções fixas ou móveis dotadas de intertravamento por meio de chaves de
33
segurança, garantindo a pronta paralisação da máquina sempre que forem movimentadas, removidas
ou abertas, conforme a NBR NM 272.
1.2. Ferramenta fechada, significando o enclausuramento do par de ferramentas, com frestas ou
passagens que não permitam o ingresso dos dedos e mãos nas áreas de risco, conforme as NBRNM-
ISO 13852 e 13854;
1.3. Cortina de luz com redundância e auto-teste, classificada como tipo ou categoria 4, conforme a
IEC EN 61496, partes 1 e 2, a EN 999 e a NBR 14009, conjugada com comando bimanual com
simultaneidade e auto teste, tipo IIIC, conforme a NBR 14152 e o item 4.5 da NBR 13930.
Havendo possibilidade de acesso a áreas de risco não monitoradas pela(s) cortina(s), devem existir
proteções fixas ou móveis dotadas de intertravamento por meio de chaves de segurança, conforme a
NBR NM 272. O número de comandos bimanuais deve corresponder ao número de operadores na
máquina, com chave seletora de posições tipo yale ou outro sistema com função similar, de forma a
impedir o funcionamento acidental da máquina sem que todos os comandos sejam acionados,
conforme a NBR 14154.
Os itens abaixo são de vital importância para o estudo de caso apresentado posteriormente.
Proteção da zona de prensagem ou de trabalho
2. As prensas mecânicas excêntricas de engate por chaveta ou de sistema de acoplamento
equivalente (de ciclo completo), as prensas de fricção com acionamento por fuso e seus respectivos
equipamentos similares não podem permitir o ingresso das mãos ou dos dedos dos operadores nas
áreas de risco, devendo adotar as seguintes proteções na zona de prensagem ou de trabalho:
a) ser enclausuradas, com proteções fixas, e, havendo necessidade de troca freqüente de
ferramentas, com proteções móveis dotadas de intertravamento com bloqueio, por meio de chave de
segurança, de modo a permitir a abertura somente após a parada total dos movimentos de risco;
b) operar somente com ferramentas fechadas ;
3. As prensas hidráulicas, as prensas mecânicas excêntricas com freio/embreagem, seus
respectivos equipamentos similares e os dispositivos pneumáticos devem adotar as seguintes
proteções na zona de prensagem ou de trabalho:
a) ser enclausuradas, com proteções fixas ou móveis dotadas de intertravamento com chave de
segurança .
34
b) Operar somente com ferramentas fechadas.
c) Utilizar cortina de luz conjugada com comando bimanual.
Dispositivos de parada de emergência
4. As prensas e equipamentos similares devem dispor de dispositivos de parada de
emergência, que garantam a interrupção imediata do movimento da máquina ou equipamento,
conforme a NBR 13759;
4.1. Quando utilizado comando bimanual conectável por tomadas (removíveis) que contenham
botão de parada de emergência, este não pode ser o único, devendo haver dispositivo de parada de
emergência no painel ou corpo da máquina ou equipamento;
4.2. Havendo vários comandos bimanuais para o acionamento de uma prensa ou equipamento
similar, estes devem ser ligados de modo a se garantir o funcionamento adequado do botão de
parada de emergência de cada um deles;
4.3. Nas prensas mecânicas excêntricas de engate por chaveta ou de sistema de acoplamento
equivalente (de ciclo completo) e em seus equipamentos similares, admite-se o uso de dispositivos
de parada que não cessem imediatamente o movimento da máquina ou equipamento, em razão da
inércia do sistema.
Comandos elétricos de segurança
5. As chaves de segurança das proteções móveis, as cortinas de luz, os comandos bimanuais,
as chaves seletoras de posições tipo yale e os dispositivos de parada de emergência devem ser
ligados a comandos elétricos de segurança, ou seja, CLP (Controlador Lógico Programável) ou
relés de segurança, com redundância e auto-teste, classificados como tipo ou categoria 4, conforme
a NBR 14009, com rearme manual;
5.1. As chaves seletoras de posições tipo yale para seleção do número de comandos bimanuais
devem ser ligadas a comando eletro-eletrônico de segurança de lógica programável (CLP ou relé de
segurança);
5.2. Caso os dispositivos de segurança sejam ligados a CLP de segurança, o software instalado
deverá garantir a sua eficácia, de forma a reduzir ao mínimo a possibilidade de erros provenientes
de falha humana, em seu projeto, devendo ainda possuir sistema de verificação de conformidade, a
35
fim de evitar o comprometimento de qualquer função relativa à segurança, bem como não permitir
alteração do software básico pelo usuário, conforme o item 4.10 da NBR 13930 e o item 12.3 da EN
60204-1.
Pedais de acionamento
6. As prensas e equipamentos similares que têm sua zona de prensagem ou de trabalho
enclausurada ou utilizam somente ferramentas fechadas podem ser acionadas por pedal com atuação
elétrica, pneumática ou hidráulica, desde que instalados no interior de uma caixa de proteção,
atendendo ao disposto na NBR NM-ISO 13853, não se admitindo o uso de pedais com atuação
mecânica;
6.1. Para atividades de forjamento a morno e à quente podem ser utilizados os pedais dispostos no
caput deste item, desde que haja barreiras ou enclausuramento que permita apenas o ingresso do
material na zona de prensagem, conforme a NBR NM-ISO 13852, a NBR NM 272 e a NBR 13970;
6.2. Nas operações com dobradeiras podem ser utilizados os pedais dispostos no caput deste item,
sem a exigência de enclausuramento da zona de prensagem, desde que adotadas outras medidas de
proteção aos riscos existentes. O número de pedais deve corresponder ao número de operadores na
máquina, com chave seletora de posições tipo yale ou outro sistema com função similar, de forma a
impedir o funcionamento acidental da máquina sem que todos os pedais sejam acionados, conforme
a NBR 14154.
Proteção das transmissões de força
7. As transmissões de força, como volantes, polias, correias e engrenagens, devem ter
proteção fixa, integral e resistente, através de chapa ou outro material rígido que impeça o ingresso
das mãos e dedos nas áreas de risco, conforme a NBR NM 13852;
7.1. Nas prensas excêntricas mecânicas deve haver proteção fixa das bielas e das pontas de seus
eixos que resistam aos esforços de solicitação em caso de ruptura.
7.2. As prensas de fricção com acionamento por fuso devem ter os volantes verticais e horizontal
protegidos, de modo que não sejam arremessados em caso de ruptura do fuso.
36
Aterramento elétrico
8. As prensas e equipamentos similares devem possuir aterramento elétrico, conforme as
NBR 5410 e NBR 5419.
Ferramentas
9. As ferramentas devem ser construídas de forma que evitem a projeção de rebarbas nos
operadores e não ofereçam riscos adicionais.
9.1. As ferramentas devem ser armazenadas em locais próprios e seguros.
9.2. Devem ser fixadas às máquinas de forma adequada, sem improvisações.
Sistemas de retenção mecânica
10. Todas as prensas devem possuir um sistema de retenção mecânica, para travar o martelo
nas operações de troca das ferramentas, nos seus ajustes e manutenções, a ser adotado antes do
início dos trabalhos.
10.1. O componente de retenção mecânica utilizado deve ser pintado na cor amarela e dotado de
interligação eletromecânica, conectado ao comando central da máquina de forma a impedir, durante
a sua utilização, o funcionamento da prensa.
10.2. Nas situações onde não seja possível o uso do sistema de retenção mecânica, devem ser
adotadas medidas alternativas que garantam o mesmo resultado.
Disposições Gerais
11. As prensas e equipamentos similares devem ser submetidos à inspeção e manutenção
preditiva, preventiva, e corretiva conforme instruções do fabricante e Normas Técnicas oficiais
vigentes.
11.1 Podem ser adotadas, em caráter excepcional, outras medidas de proteção e dispositivos de
segurança nas prensas e equipamentos similares, desde que garantam a mesma eficácia das
37
proteções e dispositivos mencionados nesta Nota Técnica, atendendo o disposto nas Normas
Técnicas oficiais vigentes.
11.2 Nos casos não mencionados especificamente nesta Nota Técnica, as prensas e equipamentos
similares devem possuir proteções e dispositivos de segurança suficientes para prevenir a ocorrência
de acidentes e doenças do trabalho durante sua utilização, preparação e manutenção.
Transformação de prensas e equipamentos similares
12. Sempre que as prensas e equipamentos similares sofrerem transformação substancial de
seu sistema de funcionamento ou de seu sistema de acoplamento para descida do martelo
(“retrofiting”), esta deve ser realizada mediante projeto mecânico elaborado por profissional
legalmente habilitado, acompanhado de ART (Anotação de Responsabilidade Técnica).
12.1 O projeto deverá conter memória de cálculo de dimensionamento dos componentes,
especificação dos materiais empregados, e memorial descritivo de todos os componentes.
12.2 Componentes de um Sistema de segurança - Princípios para projeto de segurança de máquinas
Um componente de segurança é sempre necessário se o perigo não pode ser eliminado com
ações construtivas, sendo escolhido de acordo com o potencial de risco de cada equipamento. Estes
equipamentos tem a função de intertravamento na detecção de qualquer anormalidade no
funcionamento da máquina em tempo real. A seguir, são descritos alguns requisitos básicos para a
construção de um sistema eficiente.
Dispositivos de proteção
Uma proteção deve ser rígida de forma a não gerar riscos adicionais em sua operação, ser de
difícil manipulação e remoção. Estes dispositivos quando expostos devem possuir ao menos uma
chave de segurança que determina a parada da máquina quando as partes móveis de acesso não
estiverem devidamente fechadas [4].

38
O dispositivo de proteção e a chave de segurança devem utilizar uma ruptura positiva para o
desligamento da máquina.Estes dispositivos geralmente são instalados nas proteções tipo portas de
correr, barreiras mecânicas e tampas removíveis.
Chaves de segurança
Este componente é utilizado para interromper o movimento de perigo e manter a máquina
desligada enquanto os dispositivos de proteção não estiverem corretamente posicionados.Deve ser
instalado utilizando-se o princípio de ruptura positiva, que garante a interrupção do circuito de
comando.
Uma chave de posicionamento possui ruptura positiva quando os seus contatos NF
(normalmente fechados), estão ligados de forma intrínsecas com o dispositivo de segurança da
máquina, constituindo assim um elemento de vital importância devendo ser inviolável [4].
Sistemas de controle
O sistema de monitoramento e controle verifica a ligação,, estado e funcionamento da chave
de segurança , devendo ser redundante. Qualquer falha deve desligar o sistema.Estes sistemas
buscam a segurança da máquina utilizando um relé que agrega todas as funções, denominado relé
de segurança [4].





























