Embed Size (px)
DESCRIPTION
PCP E JIT
Citation preview
Sistemas de Produção
Capítulo 3
Planejamento e Controle da Produção JIT
Capítulo 3 PCP na Produção JIT 2
Introdução
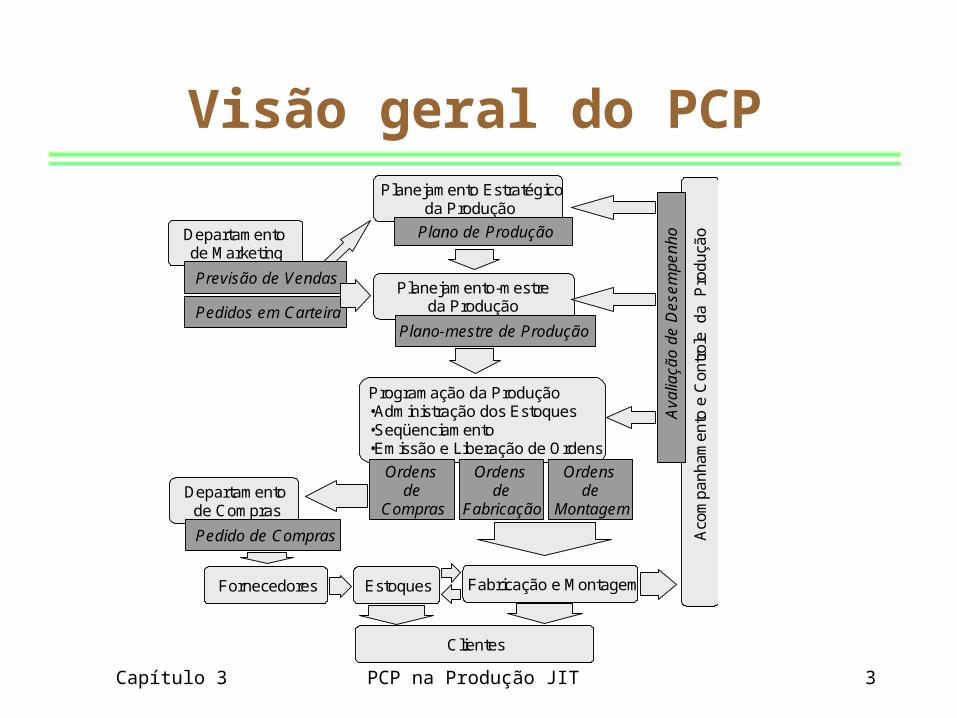
Via de regra, as atividades de PCP são desenvolvidas por um departamento de apoio a produção, dentro da gerência industrial, que leva seu nome.
Como departamento de apoio, o PCP está encarregado da coordenação e aplicação dos recursos produtivos de forma a atender da melhor maneira possível aos planos estabelecidos em níveis estratégico, tático e operacional
Capítulo 3 PCP na Produção JIT 3
Visão geral do PCPPlanejamento Estratégico
da Produção
Plano de Produção
Planejamento-mestreda Produção
Plano-mestre de Produção
Programação da Produção•Administração dos Estoques•Seqüenciamento•Emissão e Liberação de Ordens
Ordens de
Montagem
Ordens de
Fabricação
Ordens de
Compras
Fabricação e Montagem
Departamento de Compras
Pedido de Compras
EstoquesFornecedores
Departamento de Marketing
Previsão de Vendas
Pedidos em Carteira
Aco
mp
anh
ame
nto
e C
ontr
ole
da
Pro
duç
ão
Ava
liaçã
o d
e D
ese
mp
enho
Clientes
Capítulo 3 PCP na Produção JIT 4
Introdução
Essa visão geral das atividades do PCP está contida dentro de qualquer sistema produtivo. Contudo, a forma como essas funções são implementadas e
os resultados efetivos alcançados estão intimamente relacionados com a filosofia de produção.
Nos sistemas convencionais, apesar do PCP desenvolver suas funções de planejamento, acompanhamento e controle da produção, os resultados alcançados pelos setores produtivos ficam muito aquém dos planejados, gerando um ciclo de replanejamentos intensos e metas não atendidas.
O reflexo disso pode ser medido pela volume de estoques em processo e os elevados leadtimes produtivos.
Capítulo 3 PCP na Produção JIT 5
Introdução
Já os sistemas de produção JIT apresentam soluções particulares para resolver os problemas de coordenação entre os vários pontos do processo produtivo e os planos e programas de produção.
Essas soluções inovadoras abrangem desde a forma de planejar o uso dos recursos produtivos (homens, máquinas e materiais) dentro de um determinado tempo de ciclo (TC) atrelado à demanda, até a dinâmica de acionar esse sistema para efetivar a produção.
Capítulo 3 PCP na Produção JIT 6
PCP na Produção JIT
Qual o período de abrangência do longo, médio e curto prazo? Não existe um padrão, porém pode-se afirmar que os
horizontes dependerão da flexibilidade do sistema produtivo, ou seja, do tempo de resposta (leadtime) aos pedidos de compra, fabricação e montagem.
Para aquelas empresas que conseguirem resolver melhor seus problemas de coordenação entre demanda e produção, os períodos serão menores, já para as empresas com baixa flexibilidade de resposta às variações da demanda, os horizontes de planejamento serão mais longos e as decisões serão tomadas com maior antecedência, aumentando a probabilidade de ocorrerem problemas.
Capítulo 3 PCP na Produção JIT 7
PCP na Produção JIT
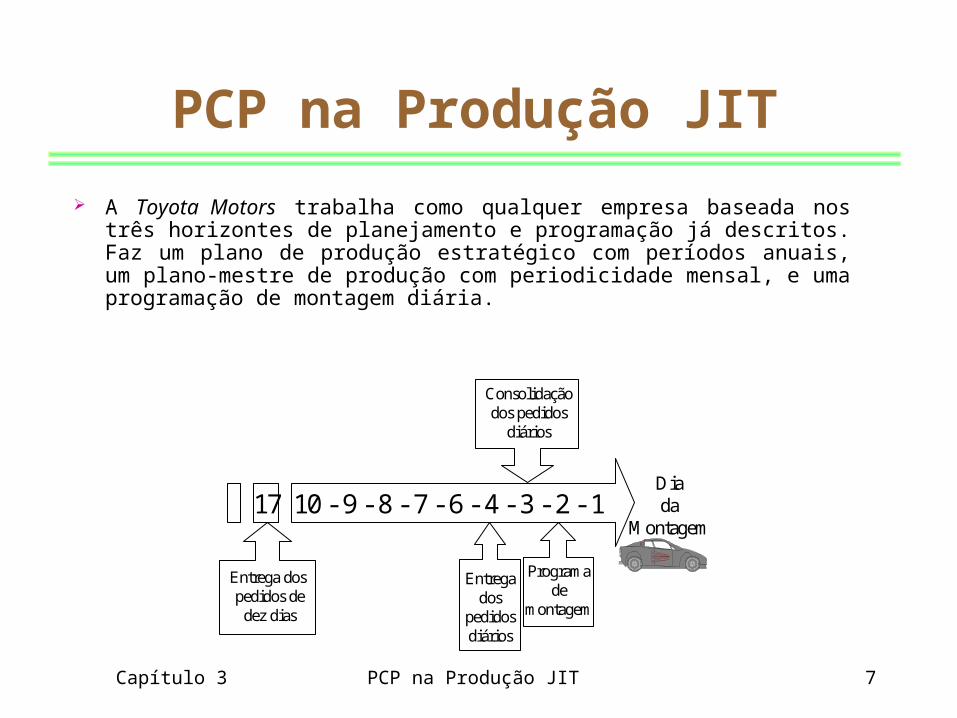
10 - 9 - 8 - 7 - 6 - 4 - 3 - 2 - 1Diada
Montagem17
Entrega dos pedidos de
dez dias
Entregados
pedidosdiários
Consolidaçãodos pedidos
diários
Programade
montagem
A Toyota Motors trabalha como qualquer empresa baseada nos três horizontes de planejamento e programação já descritos. Faz um plano de produção estratégico com períodos anuais, um plano-mestre de produção com periodicidade mensal, e uma programação de montagem diária.
Capítulo 3 PCP na Produção JIT 8
PCP na Produção JIT
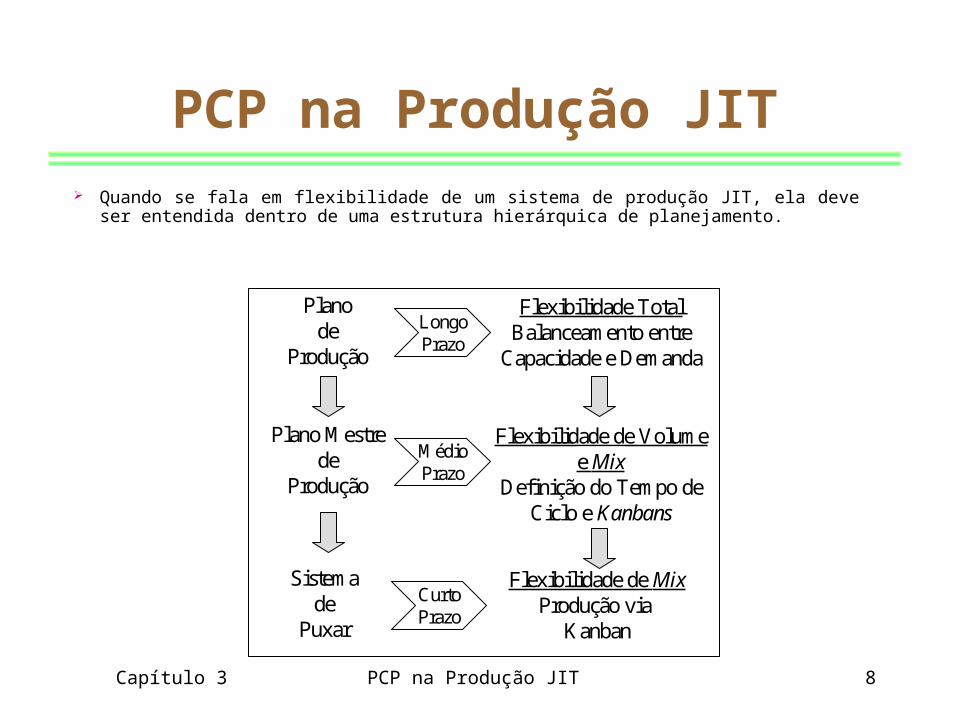
Planode
Produção
LongoPrazo
Flexibilidade TotalBalanceamento entre
Capacidade e Demanda
Plano Mestrede
Produção
MédioPrazo
Flexibilidade de Volumee Mix
Definição do Tempo deCiclo e Kanbans
Sistemade
Puxar
CurtoPrazo
Flexibilidade de MixProdução via
Kanban
Quando se fala em flexibilidade de um sistema de produção JIT, ela deve ser entendida dentro de uma estrutura hierárquica de planejamento.
Capítulo 3 PCP na Produção JIT 9
PCP na Produção JIT
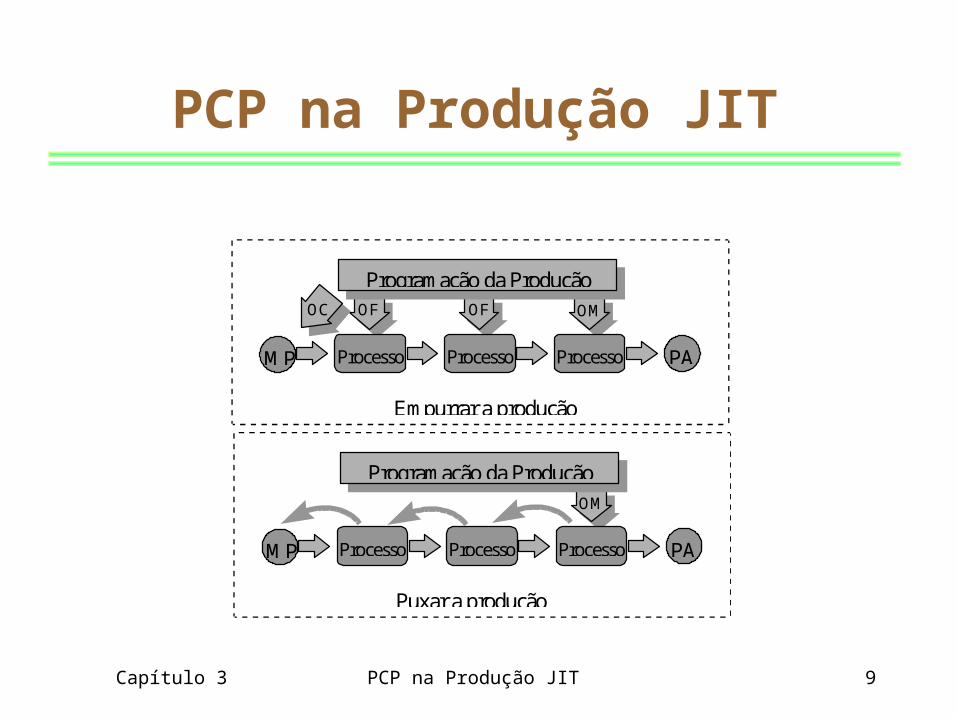
Processo Processo Processo PAMP
Programação da Produção
Empurrar a produção
Processo Processo Processo PAMP
Programação da Produção
Puxar a produção
OC OF OF OM
OM
Capítulo 3 PCP na Produção JIT 10
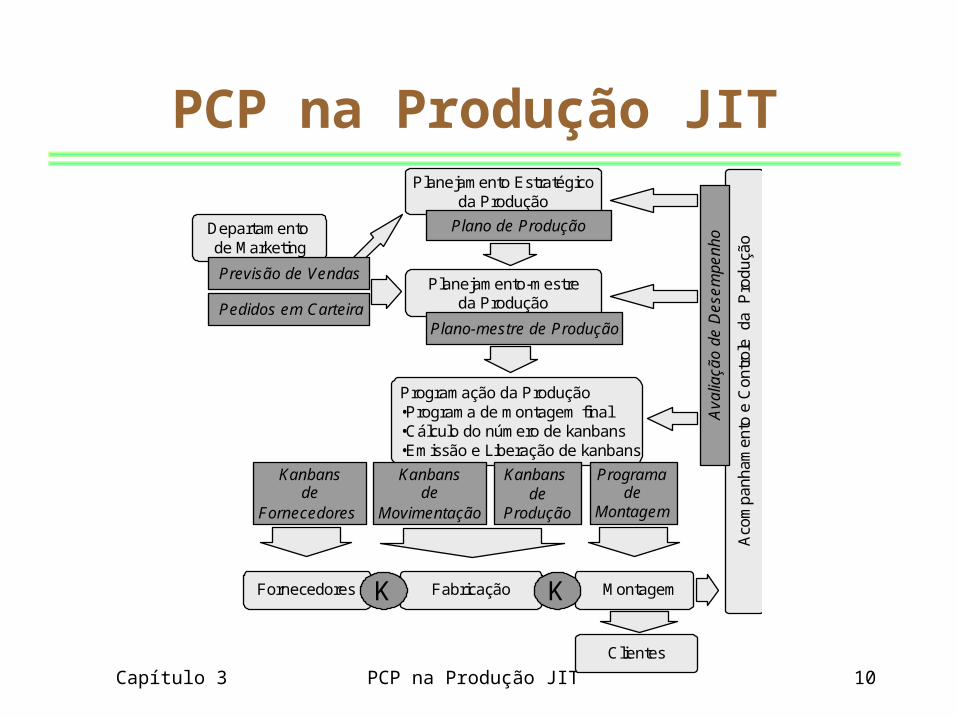
PCP na Produção JITPlanejamento Estratégico
da Produção
Plano de Produção
Planejamento-mestreda Produção
Plano-mestre de Produção
Programação da Produção•Programa de montagem final•Cálculo do número de kanbans•Emissão e Liberação de kanbans
Programa de
Montagem
Kanbans de
Produção
Kanbansde
Movimentação
FabricaçãoFornecedores
Departamento de Marketing
Previsão de Vendas
Pedidos em Carteira
Aco
mpa
nham
ento
e C
ontr
ole
da
Pro
duçã
o
Ava
liaçã
o de
Des
empe
nho
Clientes
Montagem
Kanbansde
Fornecedores
K K
Capítulo 3 PCP na Produção JIT 11
PCP na Produção JIT
Já em sistemas onde o fluxo de informações da produção é totalmente automatizado, com coletores de dados on line ligados à um software de PCP, o sistema não é nem empurrado, pois o software tem condições de emitir ordens conforme as necessidades, nem é puxado, pois procura-se não formar estoques previamente. É um sistema ideal on line! O problema de sistemas de PCP baseados em automação é
a complexidade e o custo dos softwares para esse gerenciamento instantâneo do processo produtivo.
Capítulo 3 PCP na Produção JIT 12
PCP na Produção JIT
Capítulo 3 PCP na Produção JIT 13
Plano-mestre na Produção JIT
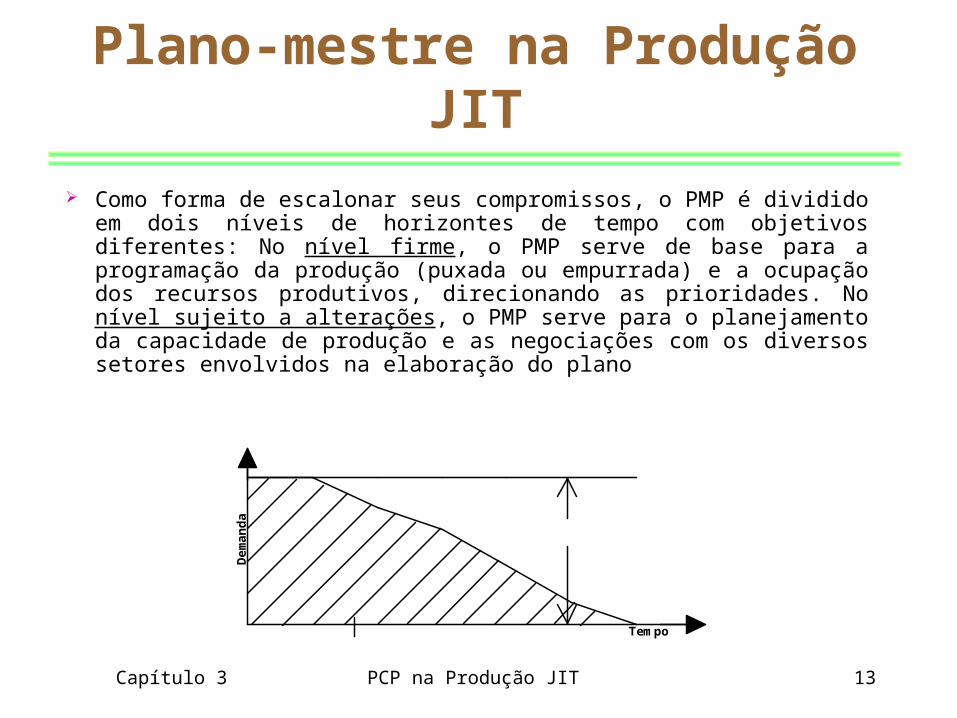
Como forma de escalonar seus compromissos, o PMP é dividido em dois níveis de horizontes de tempo com objetivos diferentes: No nível firme, o PMP serve de base para a programação da produção (puxada ou empurrada) e a ocupação dos recursos produtivos, direcionando as prioridades. No nível sujeito a alterações, o PMP serve para o planejamento da capacidade de produção e as negociações com os diversos setores envolvidos na elaboração do plano
Tempo
De
ma
nd
a
Demanda Real
Demanda Prevista
PMP Firme PMP Flexível
Capítulo 3 PCP na Produção JIT 14
Plano-mestre na Produção JIT
O PCP nos sistemas de produção JIT emprega a parte variável do PMP apenas para organizar os recursos produtivos em termos de ritmos de trabalho (tempo de ciclo) e estoques entre processos (kanbans) que serão exigidos quando da implementação da parte fixa do PMP
Capítulo 3 PCP na Produção JIT 15
Plano-mestre na Produção JIT
O tempo de ciclo (TC) é o ritmo que deve ser dado ao sistema de produção para a obtenção de determinada demanda dentro de um período de tempo, geralmente um dia.
TC = TP DTX = D TP
TC = Tempo de ciclo em minutos por unidade; TP = Tempo disponível para a produção por dia; D = Demanda esperada por dia; TX = Taxa de produção em unidades por dia.
Capítulo 3 PCP na Produção JIT 16
Plano-mestre na Produção JIT
Com essa informação em mãos pode-se prever com tempo hábil qual serão os ritmos de trabalho esperados para os próximos períodos. Caso a distribuição atual das tarefas não suportem esse tempo de ciclo projetado algumas alternativas podem ser implementadas: horas extras; realocação de mão-de-obra; atendimento antecipado da demanda; uso de mão-de-obra temporária.
Capítulo 3 PCP na Produção JIT 17
Plano-mestre na Produção JIT Os estoques entre processos também são dimensionados com base na demanda
esperada do PMP.
Dessa forma, os sistemas de produção JIT buscam um balanceamento integrado entre ritmos de produção (tempo de ciclo) e estoques no sistema (número de kanbans).
Um dos erros mais comuns na implantação do JIT consiste em não redimensionar os níveis de estoques com mudanças nos patamares da demanda do PMP.
ND
QT S
D
QT Sprod mov
1 1
Capítulo 3 PCP na Produção JIT 18
Nivelamento do PMP
Nos sistemas de produção convencionais a baixa flexibilidade dos recursos produtivos faz com que o nivelamento da produção à demanda seja visto dentro de um horizonte de planejamento de médio prazo, geralmente mensal. Dessa forma, ao elaborar o PMP de seus produtos
acabados, o PCP dimensiona lotes mensais de montagem desses produtos.
Essa decisão está baseada em duas das premissas básicas dos sistemas convencionais: custa caro a mudança de modelos nas linhas de montagem convencionais, e os clientes são atendidos basicamente pelos estoques de produtos acabados.
Capítulo 3 PCP na Produção JIT 19
Nivelamento do PMP
Admitindo-se um sistema de produção que trabalha 20 dias por mês, oito horas por dia, com uma linha de montagem que produz três modelos de tamanhos diferentes, cujas demandas esperadas são de 1000 unidades do modelo pequeno, 800 do médio e 200 do grande.
Para atender a demanda, a linha necessita montar 100 produtos por dia (2000 unidades 20 dias) com um tempo de ciclo médio de 4,8 minutos por unidade (480 minutos 100 unidades).
As ordens de montagem do PMP emitidas pelo PCP muito provavelmente seriam de 1000 unidades do modelo pequeno, 800 do médio e 200 do grande. A linha de montagem passaria os primeiros dez dias montando o modelo pequeno, os próximos oito dias montando o modelo médio e os últimos dois dias do mês montando o modelo grande.
Capítulo 3 PCP na Produção JIT 20
Nivelamento do PMP
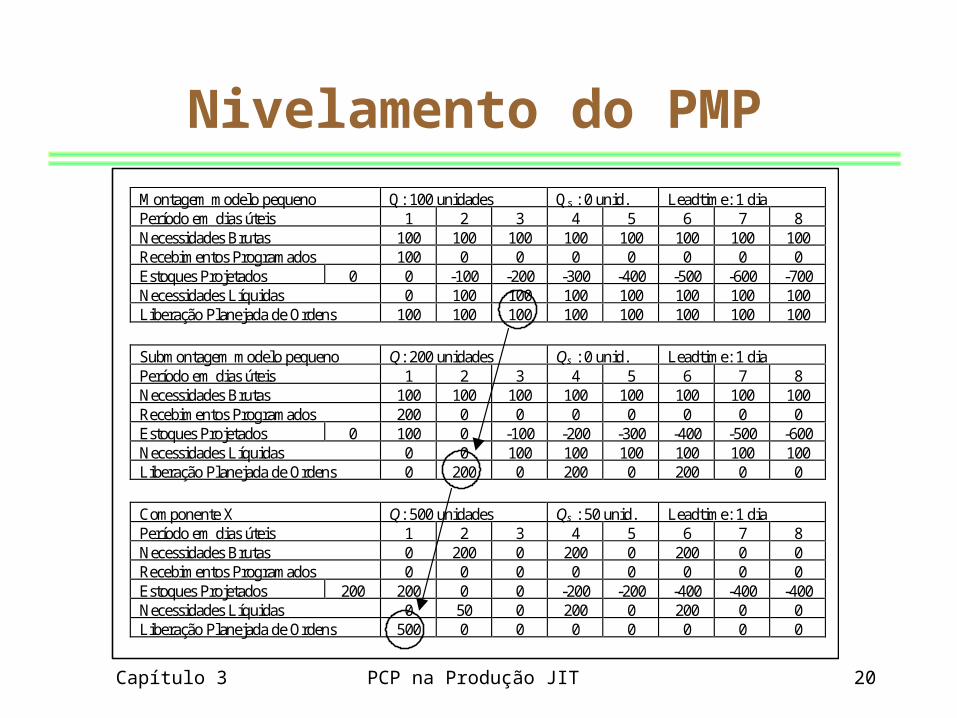
Montagem modelo pequeno Q: 100 unidades Qs : 0 unid. Leadtime: 1 diaPeríodo em dias úteis 1 2 3 4 5 6 7 8Necessidades Brutas 100 100 100 100 100 100 100 100Recebimentos Programados 100 0 0 0 0 0 0 0Estoques Projetados 0 0 -100 -200 -300 -400 -500 -600 -700Necessidades Líquidas 0 100 100 100 100 100 100 100Liberação Planejada de Ordens 100 100 100 100 100 100 100 100
Submontagem modelo pequeno Q: 200 unidades Qs : 0 unid. Leadtime: 1 diaPeríodo em dias úteis 1 2 3 4 5 6 7 8Necessidades Brutas 100 100 100 100 100 100 100 100Recebimentos Programados 200 0 0 0 0 0 0 0Estoques Projetados 0 100 0 -100 -200 -300 -400 -500 -600Necessidades Líquidas 0 0 100 100 100 100 100 100Liberação Planejada de Ordens 0 200 0 200 0 200 0 0
Componente X Q: 500 unidades Qs : 50 unid. Leadtime: 1 diaPeríodo em dias úteis 1 2 3 4 5 6 7 8Necessidades Brutas 0 200 0 200 0 200 0 0Recebimentos Programados 0 0 0 0 0 0 0 0Estoques Projetados 200 200 0 0 -200 -200 -400 -400 -400Necessidades Líquidas 0 50 0 200 0 200 0 0Liberação Planejada de Ordens 500 0 0 0 0 0 0 0
Capítulo 3 PCP na Produção JIT 21
Nivelamento do PMP
O que aconteceria se no décimo quinto dia útil do mês o cliente resolve-se mudar seu pedido para 500 unidades do modelo pequeno, 500 do médio e 1000 do grande?
Apesar do volume total se manter em 2000 unidades, o sistema produtivo não teria como atendê-lo sem recorrer aos estoques, por duas razões: não haveria tempo hábil para montar mais 800 modelos
grandes nos últimos cinco dias úteis do mêsos recursos produtivos já foram alocados aos modelos
errados, não poderiam ser desalocados.
Capítulo 3 PCP na Produção JIT 22
Nivelamento do PMP
Para evitar a ocorrência desses problemas, os sistemas de produção JIT buscam nivelar a produção com a demanda média diária, elaborando um PMP com lotes diários mistos. Como pré-requisito é indispensável que a troca de modelos
na linha de montagem e de ferramentas nas máquinas seja feita de forma rápida e econômica.
Logo, o PMP diário para o exemplo anterior seria de 50 unidades do modelo pequeno (1000 20), 40 unidades do modelo médio (800 20), e 10 unidades do modelo grande (200 20). A produção diária seria mantida em 100 unidades (50/40/10) ou 2 x (25/20/5) ou 10 x (5/4/1).
Capítulo 3 PCP na Produção JIT 23
Nivelamento do PMP
Dessa forma, todos os dias estariam saindo da linha de montagem modelos pequenos, médios e grandes que poderiam compor um pedido a ser entregue diretamente aos clientes (just-in-time) sem a necessidade de recorrer aos estoques. Caso em determinada situação o cliente resolvesse alterar
seu mix de demanda mensal para, por exemplo, 500 unidades do modelo pequeno, 500 do médio, e 1000 do grande, o PCP nivelaria o PMP para um ritmo diário de 25 unidades do modelo pequeno (500 20), 25 unidades do modelo médio (500 20), e 50 unidades do modelo grande (1000 20) de forma a acompanhar as necessidades atuais do cliente.
Capítulo 3 PCP na Produção JIT 24
Nivelamento do PMP
Com a elaboração de um PMP com pequenos lotes diários mistos, todos as demais etapas do sistema produtivo (submontagens, fabricação de componentes e fornecedores externos) seriam acionadas, de acordo com a lógica de puxar a produção, segundo esse programa misto.
Dessa forma as etapas internas do sistema de produção e os fornecedores da cadeia produtiva também estarão nivelados com as necessidades reais do cliente, evitando a formação de estoques.