Embed Size (px)
Citation preview
Boas Práticas de Fabricação 1963:Criação pelo FDA do primeiro guia de GMP;
Decorrente da intoxicação causada por elixires de sulfas contendo etilenoglicol em 1938.
Pela constatação de problemas referentes à contaminações cruzadas freqüentes na fabricação de penicilina e dietilbestrol o FDA oficializa o primeiro Guia de Fabricação de Medicamentos em 1967, nascendo assim as GMP.
1967: Assembléia de saúde solicita aos seus membros o cumprimento das GMP;
1971- OMS obriga aos estados membros seguir o roteiro de BPF;
1978: Nasce o conceito de Validação; 1988: Unificação das GMP da CEE.

Boas Práticas de Fabricação
• VISAS• INCQS• Gerências ANVISA
• GGMED• GGMEG• ...
ANVISA
GGIMP
GIMED
• Farmacêuticas- Fitoterápicas (377)- Biológicas
- Vacinas- Soros Hiperimunes (80)- Hemoderivados- Biomedicamentos- Alergênios
- Contrastes Radiológicos (12)- Parenterais de Grande Volume (26)- Penicilínicos (24)- Cefalosporínicos (46)- Hormonais (77)- Psicotrópicos (53)
• Farmoquímicas- Produtoras de Insumos (121)
- Distribuidoras de Insumos (427)- Importadoras de Insumos
• Transportadoras de Medicamentos
• Import. de Medicamentos (2.598)• Distrib. de Medicamentos• Farmácias de Manipulação (3.779)• Drogarias (54.810)
EMPRESAS

Boas Práticas de Fabricação
Serviços
Produtos
MEDICAMENTOSE CORRELATOS
NUTRACÊUTICOS
COSMECÊUTICOS
HOSPITAIS
FARMÁCIAS
INDÚSTRIAS
DISTRIBUIDORAS
IMPORTADORAS
Boas Práticas de FabricaçãoInstrumento legal utilizado:Instrumento legal utilizado:
Resolução-RDC n. 210/03 – revoga Resolução-RDC n. 210/03 – revoga RDC 500;RDC 500;
Roteiro de Inspeção (Anexo III);Roteiro de Inspeção (Anexo III); Classificação e critérios de avaliação Classificação e critérios de avaliação
para os itens do Roteiro de Inspeção para os itens do Roteiro de Inspeção (Anexo II);(Anexo II);
Validação/qualificação/Farmacovigilâcia;;Validação/qualificação/Farmacovigilâcia;; BPF de produtos Cosméticos portarias-BPF de produtos Cosméticos portarias-
348/97348/97 BPF suplementos alimentares RDC 275.BPF suplementos alimentares RDC 275.
Boas Práticas de FabricaçãoGARANTIA DA QUALIDADE: Conjunto de
questões e ações planejadas e sistemáticas que influem individual ou coletivamente, na qualidade final do produto, possibilitando sua utilização final.
Amostragem;Controle de processo;Controle de qualidade;Calibração;Inspeção;Validação.

Boas Práticas de FabricaçãoNa implantação das Boas Práticas de
Fabricação, seidealiza todo o projeto tomando por base três
pilaresPrincipais e dois acessórios:
Evitar misturas acidentais ;Evitar contaminações/contaminações cruzadas
;Garantir rastreabilidade – Fala implicitamente.Garantir a identidade e teor do ativoTreinamento

Boas Práticas de Fabricação
Misturas acidentais:Erro na separação de matérias-primas
pesadas para diferentes lotes;Mistura de Cartuchos ou material de
embalagem;Adição de matéria-prima diferente em
um lote em processo; Troca de semi-elaborados ou granéis;Fluxo de produção e controle de
acesso mal feito.

Boas Práticas de FabricaçãoContaminação cruzada: Evitar que o resíduo
ou parte de um produto fabricado em um mesmo local da fábrica, em tempos
diferentes ou idênticos, contaminem o lote do produto subseqüentemente fabricado.
Limpeza inadequada de equipamento,
acessório, local de fabricação ou serviço;Comportamento inadequado do operador;Separação física ou construção da área
fabril inadequada;Validação de limpeza incompleta ou
ausente;

Boas Práticas de FabricaçãoPARA CRESCIMENTO BACTERIANO
NECESSITAMOS;UMIDADE + NUTRIENTES + TEMPERATURA
Material poroso: Madeira, cimento, juntas, superfícies, laminados
suporte para microorganismos; Superfícies de C, N, H (papel, papelão, madeira,
e superfícies orgânicas; fonte para o crescimento) ; Contaminação pelo microambiente humano; Contaminação pelo Ar insuflado na área fabril;

Boas Práticas de Fabricação• Exterior (áreas pretas)• Próximo (áreas cinzas)• Íntimo (áreas brancas)• Interlocks ou passthroug
Rastreabilidade: Como, onde e porque?? Impacta na qualidade final do produto? É exigência regulamentar? Pilhas de documentos x registros
eletrônicos; Retenção, circulação e emissão.

Boas Práticas de Fabricação
Devem existir áreas individualizadas para a produção dos seguintes tipos de produtos:
- Hormônios – devem existir instalações exclusivas e separadas
- Biológicos e citotóxicos– instalações exclusivas e separadas
- Psicotrópicos-nc- beta lactâmicos – edifícios separados -
recomendável- Parenterais infantis- Cosméticos - Veterinários

Boas Práticas de FabricaçãoGarantia de teor e identidade do ativo:
Ar condicionado;Umidade relativa;Qualidade dos equipamentos;Estudos de estabilidade;Programa de farmacovigilância;Análise de riscos;Controle de almoxarifados e FIFO;Controle de qualidade e em processo.

Validação de Processos Segundo o FDA, Food and Drug
Administration: USA, a validação seria a evidência documentada de que um sistema se encontra em grau de fazer aquilo que se propõem de forma consistente e dentro das especificações e atributos de qualidade preestabelecidos.
Um processo que funciona por 10 anos está validado?
Cálculo de capabilidade de processo é validação?
Todo equipamento é qualificável?Toda planta pode ser qualificada?Qualquer sistema é validável?

Validação de ProcessosAntes de se iniciar a implantação de um
programa de validaçãoé fundamental:Adequação da planta às BPFv;Sistema de HVAC adequado;Programa de manutenção e calibração;CEP- e capabilidade de processos;Revisão de todos os métodos analíticos;Adequação da documentação e programa
de limpeza.Manual de Gestão da Qualidade:

Validação de Processos Tipos de Validação:
Retrospectiva;Prospectiva;Concorrente. Precede a validação do processo:
Qualificação de fornecedores ;Preparação do PMV;IQ e OQ.Metodologias analíticas e Limpeza.

Validação de ProcessosQuestão 01: Métodos analíticos
farmacopeicos sãovalidados?
Resolução - RDC nº 135, de 29 de maio de 2003 (anexo RDC 899)Item 1.7 São validadas metodologias
farmacopeicas aceitas pelas ANVISA (RDC 79/03) Observar parâmetros necessários.
Transferência da matriz: Precisão, especificidade, e
Linearidade;USP: Todos os métodos analíticos são
validados !!!!
Validação de ProcessosQuestão 02: O programa de limpeza
utilizado naempresa é adequado? Racional? Prevê
casos excepcionais ? Solubilidade ? Toxicidade ? Excipientes especiais ? Estabilidade?Qualificação das instalações :
Iniciar pela inspeção da planta - RDC 210;

Validação de ProcessosVerificar a adequação do local de fabricação ao projeto
e às BPFv;Nesta investigação deve se observar:
Características dos materiais de construção do local e adequação à atividade; portas, paredes, piso e teto painéis. Certificar por documentos ou testes as características dos mesmos - Se o piso é epóxi e o aço é inox 316 AISI;
Checar o sistema de HVAC - classificação ambiental em repouso;
Placas indicativas, EPC, e rede elétrica, tipos de serviços e sua classificação;
Documentos necessários; dados sobre a construção, serviços e manutenção dos mesmos. Logbook de área.

Validação de ProcessosQualificação operacional: Checar todos
os equipamentos da fábrica (apoio, fabricação e do local de fabricação);
Qualificação de instalação;Qualificação operacional;Qualificação de performance.Qualificação de um tanque de mistura:
Descrição do sistema (QI);Objetivo do sistema (QI);O material usado na construção do
tanque segue a especificação ? (QI);

Validação de ProcessosQualificação de um tanque de mistura:
Houve alguma alteração no tanque? O material utilizado é o mesmo de sua construção (QI)?
Possui No de TAG? Identificação (QI)? Foi instalado com rodízios? São estes adequados
para o peso máximo de carga do tanque (QI)? A válvula de saída de produto é original ou foi
instalada no tanque (QI) ? A tampa possui vedação (QI)? A rotação do motor é de xxx rpm (manual) QI? A tensão de alimentação é a especificada pelo
fornecedor (QI)? O volume do tanque corresponde ao memorial
descritivo?

Validação de Processos Docs; memoriais descritivos, manuais, esquemas
elétricos, manutenção e calibração (QI); Existe aterramento? A potência do motor corresponde ao memorial
descritivo (QI)? Os rodízios operam normalmente tanto com o
tanque cheio ou vazio (QO)? A válvula de saída de produto é funcional? Opera
normalmente (QO)? O motor liga de imediato? Opera normalmente
(QO)? Existe sistema de interrupção de funcionamento
do motor em caso de pane elétrica (QO)? A vedação do tanque impede o extravasamento de
produto (QO)?

Validação de ProcessosA tensão elétrica e amperagem do motor
corresponde ao especificado quando em funcionamento (QO)?
Os rodízios funcionam normalmente com o tanque carregado (QP)?;
A válvula de saída possui uma vazão adequada em termos de alimentação da bomba de engrenagem ou máquina de envase (QP)?;
A rotação do motor varia com e seu carga - 3800 rpm (QP)?;
A capacidade do tanque é de 1500L (QP);

Validação de Processos Validação retrospectiva - Capabilidade do processo: Determina prioridades em termos de
validação. Processo sob controle estatístico: As variações
verificadas são atribuídas à causas comuns apenas. Causas Comuns: São observadas em todas as
corridas do processo. São aleatórias; Causas especiais: Provocam variações apenas
em parte do processo; são intermitentes, instáveis, e
imprevisíveis. Devem ser identificadas e eliminadas.

Validação de Processos A capabilidade é determinada pela
capacidade do processo fabricar o produto desejado dentro dos atributos de qualidade estabelecidos para o mesmo. Neste cálculo se inserem as variáveis de origem especial e comum;
Cp = LSE - LIE / 6 ; Cp > 2.0 mínimo = ( xi - Xmed / n - 1) 1/2 Uso de valores de n
maiores que 10 Se escolhe as prioridades para ajuste,
validação retrospectiva e validação concorrente.

Validação de ProcessosValidação retrospectiva
Escolha do produto:Processo estável e robusto;Sem alteração por um período de
tempo longo;20 lotes consecutivos (arbitrário); Sem alteração de excipientes ou
ativos; Sem alteração de equipamentos; Processo de fabricação.A Garantia da Qualidade, em
colaboração com a produção é a principal responsável pelo trabalho (veracidade dos fatos).

Validação de Processos Preparação do Procedimento escrito:
Responsabilidades do grupo de validação;Produtos a serem validados por ordem de prioridade
(vendas, fora de linha, teor de ativo e tipo de formulação);
Seleção de etapas críticas e parâmetros a serem medidos;
Periodicidade de reuniões do grupo de trabalho e seu líder;
“Follow up “ para achados inesperados e aprovações.
Localizar os arquivos e preparar o procedimento de validação:
Dados coletados; No de lotes estudados; Tratamento estatístico; Agenda de validação e data de aprovação.

Validação de Processos CONSIDERAÇÕES GERAIS:
Considerar informações do SAC;Não observar rendimento como medida (soma de influências);
Qualificação de fornecedores (ajuste de especificações) e variabilidade de características das matérias-primas. Quando se iniciaram?
Loog Books e alterações da planta = Pode desqualificar um processo;
Avaliar a veracidade dos batch records. Rejeitados ou reprocessos devem ser excluídos.

Validação de ProcessosValidação concorrente
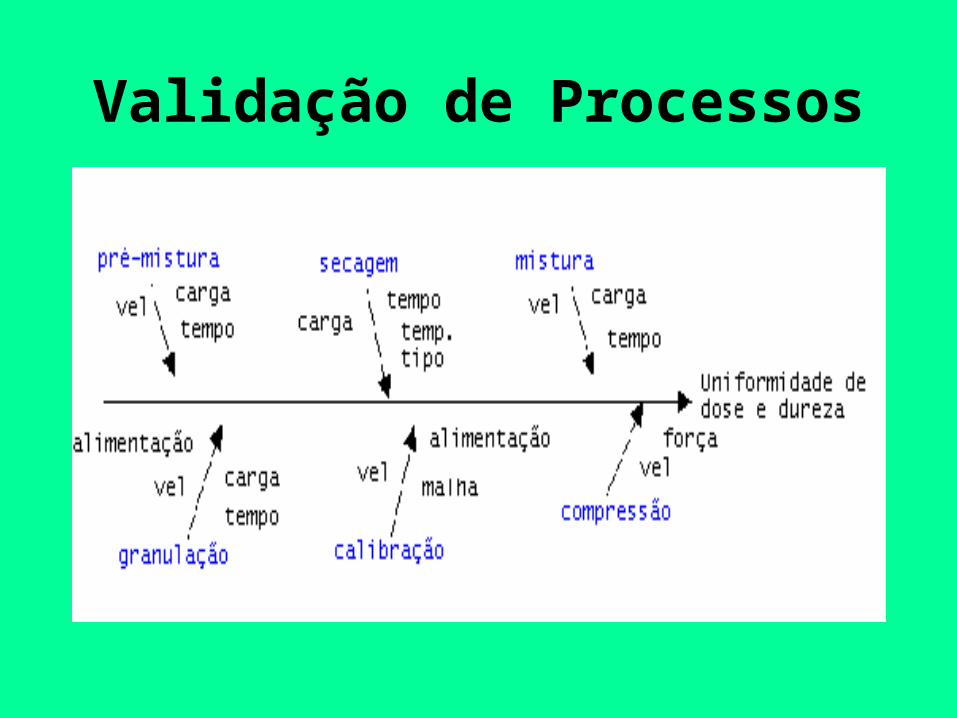
Preparar o diagrama de processo com as variáveis possíveis para cada operação unitária;
Preparar fluxograma de processo; Determinar os pontos críticos e limites de
especificação; Acompanhar cada passo do processo; Procedimento de teste e amostragem
(desafio) ; 3 lotes consecutivos e dentro das
especificações; O processo se inicia na pesagem e finaliza na
embalagem secundária.
Validação de Processos

Validação de ProcessosDocumentação:Manual de Gestão da Qualidade ;Plano mestre de validação
(cronograma/agenda, glossário, aprovações eresponsabilidades, descrição do sistema e
como se vai conduzir oprocesso/ amostragem);Protocolos gerais:Processo;Equipamento;Instalações;Análise;Limpeza.Protocolos e relatórios específicos.

Validação de Processos VALIDAÇÃO PROSPECTIVA
Etapas iniciais: Desenvolvimento da formulação;
Desenvolvimento do processo. Desing do processo: Preparar diagrama de processo; Matriz de
influências; Procedimentos experimentais; Protocolos. Caracterização: Identificar as variáveis críticas para cada
etapa; Estabelecer as tolerâncias máximas e
mínimas;

Validação de Processos Verificação: Ajustar o protocolo de validação; Determinar as variações do processo
em condições de operação; Prepara documentos de transferência
de processo; Finalizar as especificações de processo. Conduzir à fabricação de 3 lotes piloto; 3 Lotes de validação formal.
Desenvolvimento termina na validação.

Validação de ProcessosSistema de tratamento de água - Validação:
QI - Instalação de acordo com os esquemas da engenharia e fabricante;
QO - Demonstra que cada unidade e ponto crítico funciona como especificado e atendendo aos requisitos de projeto;
QD: Verifica se o sistema produz a água desejada independente de perturbações de alimentação, temperatura ou funcionamento do sistema dentro do especificado;
Amostragem: Realizada por 30dias em cada ponto de uso e unidade diariamente. Depende da análise de resultados de 1 ano inteiro, após os 30 dias inicias.
Critério de aceitação sempre 95% do limite de ação; Após o período de teste inicial, seguirão duas fases
de amostragem reduzida (quinzenal) pré-determinada no plano de validação.

Validação de processos de limpeza• Estabelecer o programa de limpeza - Escrito;
cópias nos setores;• Fármacos; excipientes; detergentes;• Registros por escrito;• Automatizado (CIP) ou manual;• Dissolução e limpeza mecânica;• Reações químicas e enzimáticas;• Mais complexa a formulação mais complexo o
agente de limpeza• Dissolução: pH, detergentes e temperatura;• Reações químicas: Oxidação, hidrólises e
enzimáticas;• Rinsagem final ; PW ou WFI;

Validação de processos de limpeza
• Vários cenários com o mesmo agente de limpeza- flexibilidade; NaOH; detergente; formol;
• Ideal: agente de limpeza neutro;• Alcalino para gorduras e excipientes para
comprimidos.• Hipoclorito alcalino:remoção de resíduos
protéicos;• Agente de limpeza ácido: Remoção de
açúcares- biofilme;
ESTRATÉGIAS DE LIMPEZA:
O que é limpo? Quanto limpo é o limpo?

Validação de processos de limpezaPARÂMETROS:
• Solubilidade;
• DL50;
• Tipo de equipamentos;• Limite de aceitação;• Tipo de Produtos fabricados;
CONTAMINAÇÃO CRUZADA• Focos:• Custo do produto;• Volume de produção;• Toxicidade;• Alergenicidade;

Validação de processos de limpeza
• Potência;• Worst Case para cada grupo:• Mais tóxico;• Equipamento mais difícil;• Agulhas de enchimento/ punções• Separar equipamentos por função;• Tanques: suspensão; cremes; soluções;• Preparar o PMV;• Preparar os protocolos de validação;• Determinar os limites de aceitação;• Determinar método de amostragem- recovery
factor;• Técnica de análise.
Validação de processos de limpeza
PROTOCOLO DE VALIDAÇÃO:• Como limpar;• Base científica da técnica de limpeza;• Sistema eletrônico -CIP;• temp. fluxo; conc. detergente
distribuição da água;• Características do equipamento;• Métodos de análise;• Amostragem• Limites de aceitação.

Validação de processos de limpezaLIMITES DE ACEITAÇÃO:
• Foco: ativo detergente e excipientes secundários;
• Redução a 10 ppm - 10 mg por Kg;• Dose terapêutica máxima diária do
produto fabricado pode conter:• 0,1% do fármaco anterior (sólidos);• 0,01% -líquidos;• 0,001% - cremes;• 0,0001% injetáveis

Validação de processos de limpeza• Toxicidade: NOEL dose mínima efetiva ÷ fator
de segurança (20a40) ÷ área amostrada = g/cm2;
• Farmacológico: Menor dose clínica ÷ fator de segurança (10 a 1000) = g/cm2; Dados pouco disponíveis.
• Capacidade de limpeza: Menor nível de limpeza possível ÷ área amostrada = g/cm2
Técnica de análise:• 1-CLAE;• 2-CCF;• 3-UV;• 4-TOC;• 5-pH;• 6-Visual/ espuma.

Validação de processos de limpeza
Vantagens e desvantagens:• 1-Específico; alta sensibilidade e quantitativo
x análise longa e custosa ; padrões;• 2-Específico e de alta sensibilidade x não
quantitativo demorado e padrão;• 3- alta sensibilidade varredura x não
específico;• 4- Amplo espectro, on-line; fácil e rápido
preparo de amostra x não específico e solventes somente aquosos
• 5- Rápido, barato, on-line x não específico e solventes somente aquosos, baixa sensibilidade;
• imediato x subjetivo não quantitativo.
Validação de processos de limpeza
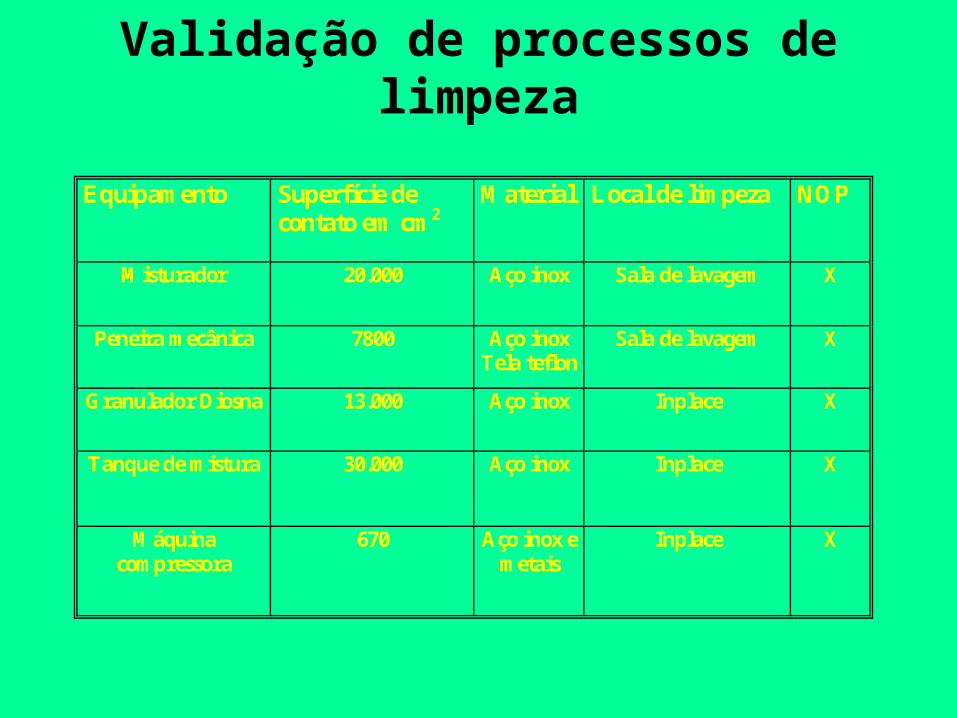
Equipamento Superfície de contato em cm2
Material Local de limpeza NOP
Misturador
20.000 Aço inox Sala de lavagem X
Peneira mecânica
7800 Aço inox Tela teflon
Sala de lavagem X
Granulador Diosna
13.000 Aço inox Inplace X
Tanque de mistura
30.000 Aço inox Inplace X
Máquina compressora
670 Aço inox e metais
Inplace X