Embed Size (px)
Citation preview
1
PONTIFÍCIA UNIVERSIDADE CATÓLICA DO PARANÁ CAMPUS CURITIBA - PRÓ-REITORIA ACADÊMICA
Escola Politécnica Curso Engenharia da Produção II
MATERIAL APOIO Gestão da Qualidade II
PROGRAMA DE APRENDIZAGEM: Gestão da Qualidade II ANO: SEM 2016
PROFESSOR (ES): Rosana Adami Mattioda EIXO:
2
EMENTA Controle estatístico do processo por variáveis. Controle estatístico do processo por atributos. Capabilidade e índices. Confiabilidade. Análise de Sistemas de Medição. Aceitação por Amostragem. Metodologia Seis Sigma. TEMAS DE ESTUDO Introdução ao CEP – Revisão de Conceitos de Estatística Aplicados ao CEP; Histórico e Conceitos;
Técnicas; Causas de Variação; CEP e o PDCA; Gráficos de Controle; Construção e Tipos de Cartas de Controle.
Controle do Processo – Estabilidade e Capacidade: Processo Sob Controle; Processo Fora de Controle; Variabilidade do Processo e Especificações; Capacidade do Processo.
Cartas de Controle para Variáveis: Valores Individuais; Médias e Amplitudes e Médias e Desvio Padrão.
Cartas de Controle para Atributos: Fração Não Conforme; Número de Não Conformes; Número de Não Conformidades; Número de Não Conformidades por Unidade.
Aceitação por Amostragem: Introdução; Níveis de Qualidade; Risco do Fornecedor e do Cliente; Curva Característica de Operação; Planos de Amostragem; e Normas NBR 5426/27.
Análise de Sistemas de Medição: Introdução; Estabilidade; Tendência; Linearidade; Repetitividade; Reprodutibilidade; Avaliação do Sistema de Medição.
Confiabilidade: Fundamentos; Objetivos; Histórico, Técnicas de Confiabilidade; Análise de Tempo de Falha: Conceitos e Modelos.
Metodologia Seis Sigma: Histórico, Definições, Implementação; A Medida Seis Sigma (Partes por Milhão); Método DMAIC (Definir, Medir, Analisar, Melhorar, Controlar).
AVALIAÇÃO O processo de avaliação consiste em atividades em classe e avaliações escritas. A nota final será dada pela média ponderada das notas obtidas. BIBLIOGRAFIA BÁSICA MONTGOMERY, Douglas C. Introdução ao controle estatístico da qualidade. Rio de Janeiro: LTC, 2009 BIBLIOGRAFIA COMPLEMENTAR BASS, Issa. Six Sigma Statistics with Excel and Minitab. 6ª ed., London: Kindle, 2007, 385 p. COSTA, Antônio F. B.; Epprecht, Eugênio K.; Carpinetti, Luiz C. R. Controle Estatístico de Qualidade. São Paulo: Editora Atlas, 2ª ed., 2005. 334 p. MONTGOMERY, Douglas C. Introdução ao Controle Estatístico da Qualidade. 4ª ed. Rio de Janeiro: Editora LTC, 2004. 513 p. ROTONDARO, Roberto G. Seis Sigma: Estratégia Gerencial para a Melhoria de Processos. São Paulo: Editora Atlas, 2002. 376 p. WERKEMA, Maria C. C. Avaliação de Sistemas de Medição. Belo Horizonte: Editora Werkema, 2006, 116 p.

3
CONTROLE ESTATÍSTICO DE PROCESSOS
NOÇÕES DE ESTATÍSTICA PARA O CEP - REVISÃO É preciso conhecer alguns conceitos fundamentais da estatística para interpretar melhor o CEP. Entre estes conceitos podem-se definir os mais básicos: o que vem a ser um universo (população), uma amostra, variáveis contínuas (variáveis), variáveis discretas (atributos), distribuição de frequência, média, desvio padrão, amplitude, entre outros.
Atualmente, existe a consciência de que é mais produtivo treinar o operador a controlar suas próprias operações, evitando com isso a produção de produtos de má qualidade, do que introduzir procedimentos adicionais de controle após o produto ter sido produzido. Para efetuar este controle com eficiência, podem-se utilizar os recursos do Controle Estatístico do Processo (CEP).
Estes são os conceitos estatísticos básicos para uma boa interpretação do CEP: 1) Amostragem 2) População e amostra 3) Variáveis contínuas e discretas 4) Distribuição de frequência 5) Medidas de posição 6) Medidas de dispersão
7) Distribuição de probabilidades 8) Histograma 9) Distribuição Normal 10) Previsões com a Normal
Amostragem probabilística: Todos os elementos da população têm probabilidade conhecida e não zero de pertencer a amostra: Aleatória Simples; Sistemática; Estratificada e Conglomerado. Amostragem não probabilística: Restrita aos elementos que se tem acesso: escolha a esmo (ex: coelhos numa gaiola, escolha de parafusos numa caixa); impossibilidade de sorteio (ex: sangue); amostragem intencional, sem sorteio (ex: escolha de elementos “típicos”); voluntários (ex: testes de vacina). Conceitos variáveis Características observáveis em cada elemento pesquisado: medidas, controladas ou manipuladas em
uma pesquisa. Cada variável, para cada elemento pesquisado pode assumir APENAS UM valor em determinado
momento. Classificação por nível de mensuração: quantidade de “informação”.
Qualitativas: dados atributivos onde a variável em estudo é não numérica -nominais, ordinais. Quantitativas: Variável contínua e Variável discreta.
Classificação por nível de manipulação: quais são manipuladas (dependentes) e quais apenas observadas (independentes).
Variável contínua: pode assumir qualquer valor num intervalo contínuo: Altura, Peso, Tempo, Diâmetro, Largura, Distância, Espessura, m2, m3 Variável discreta: só pode assumir certos valores, geralmente inteiros: absenteísmo, número de (acidentes, peças, funcionários, pedidos, reclamações...) Medidas de Posição: Até agora estudamos alguns processos para o levantamento de dados estatísticos e algumas técnicas referentes a tabulações, representações gráficas etc. Neste capítulo estudaremos alguns tópicos relacionados com o que denominamos medidas de posição ou de tendência central. As medidas de tendência central são subdivididas nos seguintes grupos: a) Média. b) Mediana. c) Moda. Servem para localizar a distribuição de frequência sobre o eixo de variação da variável em questão. Dependendo da forma da distribuição, as três medidas podem ou não coincidir.
4
a) Média (x): Também chamada de média aritmética, é a mais comum das medidas de posição. Indica o centro da distribuição de frequência em torno da qual localizam-se a maioria dos valores de uma distribuição. Dados n valores, a média é calculada pelo somatório das n observações individuais (x1,x2,...,xn) dividido pelo número total de observações (n). Exemplo: para os valores = (2,2,4,4,8). Média = 2+2+4+4+8 = 20/ 5 = 4 b) Moda (mo): Foi Karl Pearson que a introduziu em estatística pela primeira vez, no século XIX, talvez baseado no próprio significado da palavra. A moda, ou tipo dominante de máxima densidade, é definida como sendo aquele valor ou aqueles valores que ocorrem com maior frequência em um rol. Baseado neste contexto, um conjunto de valores pode apresentar mais de uma moda. Neste caso, dizemos ser plurimodal. Caso contrário será uni modal ou amodal (quando os valores das variáveis em estudo apresentarem uma mesma frequência). Exemplos: a)2,2,3,7,8,8,8,10,10 -> mo=8 é o mais usado. b)1,2,3,4,5,7,9,10,8 -> mo=? não existe moda. c)2,3,4,4,4,7,7,7,8 -> mo=4 e 7 são os mais usados. c) Mediana (md): A mediana indica o centro da distribuição de frequência, porém, com um critério diferente. A mediana é calculada com base na ordem crescente dos valores que formam o conjunto de dados. Exemplo: Se o n é par: a mediana é a soma dos dois elementos centrais, dividida por 2; para (1,2,4,8) temos 2+4 = 3. Se o n é ímpar: a mediana é o próprio elemento central, do conjunto de valores; para (1,2,3,4,8) a mediana é 3. Medidas de Dispersão: Muitas vezes apenas os cálculos ou apresentações de um valor específico para um conjunto qualquer não são suficientes para caracterizar uma distribuição ou um conjunto de valores. As Medidas de Dispersão servem para localizar a distribuição de frequência sobre o eixo de variação da variável em questão. São basicamente três as medidas de posição: média, moda e mediana. Dependendo da forma da distribuição, as três medidas podem ou não coincidir. Como exemplo, uma empresa que opere em três turnos:
TURNOS / DIAS
SEG. TER. QUA. QUI. SEX. TOTAL PROD.
MÉDIA PROD.
I 150 150 150 150 150 750 150
II 70 130 150 180 220 750 150
III 15 67 117 251 300 750 150
Assim, se este departamento enviasse um relatório mostrando especificando a média diária dificilmente iria identificar o grau de relacionamento entre as variáveis que influenciam na produção. Isto porque todos os turnos mantêm a mesma produção média semanal de 150 peças. Poderíamos fazer algumas perguntas sobre esta produção, como, por exemplo:
a. Esta produção média semanal é suficiente para uma análise estatística? b. Os relacionamentos existentes entre a produção diária dos três turnos estão compatíveis com a
produção média semanal? c. Estariam essas variáveis de produção sendo mantidas sob controle?
Torna-se então evidente a necessidade de obtermos maiores informações sobre a correlação existente entre as variáveis. Estas informações podem ser obtidas pelo estudo de medidas de dispersão que oferecem condições para analisarmos até que ponto estes valores apresentam oscilações para mais ou para menos, em relação a uma medida de posição fixada e que vêm expressas na mesma unidade de medida de valores.
n
x
x
n
i
i 1

5
a) Amplitude Total (R): A amplitude (R) de uma série de termos (x1, x2, ..., xn) é definida como a diferença entre os valores extremos da série, ou seja: R= (maior valor observado - menor valor observado). Portanto, a amplitude depende somente dos valores extremos da série, desprezando os valores intermediários, o que a torna insensível à dispersão dos demais valores. Por isso, a amplitude não é muito utilizada como medida de dispersão, salvo aplicações no Controle de Qualidade. Exemplo: No grupo: 4,5,7,9 e 10 R = 10 - 4 = 6. b) Desvio-Padrão: É chamado de ڄ quando para uma população e s quando para amostra. É a mais importante e a mais utilizada de todas as medidas de dispersão, e cuja definição nada mais é do que a raiz quadrada da média aritmética dos quadrados dos desvios. Para entendermos melhor esta medida, basta imaginarmos uma máquina programada para empacotar arroz com um peso por embalagem de 5 kg. Esse peso programado poderá sofrer oscilações ora para mais, ora para menos, ou seja, nem todos os pacotes de arroz sairão exatamente com 5 kg. Mas digamos que na média o valor seja 5kg por pacote. Assim, por meio do Desvio Padrão é possível identificar qual foi a oscilação sofrida no peso, isto em termos absolutos. Para o cálculo do desvio padrão deve-se primeiramente determinar o valor da variância e, em seguida, extrair a raiz quadrada desse resultado. Desenvolvendo a fórmula para o desvio padrão para dados não agrupados em classes, teremos então:
Sn
di
2
1 Onde di x X são os desvios em torno da média aritmética.
Exemplos: Grupo A: 2,5,5,6 e 7 = média =5 pela fórmula s = 1,87.
Grupo B: 4,6,7,9 e 9 = Média =7 pela fórmula s= 2,12. Pode-se concluir que o grupo A é mais homogêneo, pois possui o menor desvio-padrão. Coeficiente de Variação de Pearson (CVP): Esta medida de variação relativa ou percentual proposta por Pearson nada mais é do que um coeficiente entre o desvio-padrão de cada distribuição com suas respectivas médias aritméticas. Simbolicamente teremos:
CVPS
X
Seu cálculo é simples, sendo seu emprego mais utilizado quando desejamos comparar diversas grandezas com unidades de medidas iguais ou diferentes, ou ainda, quando apresentam médias diferentes, embora suas unidades de medidas sejam iguais. Suponhamos que um determinado fornecedor “A” de parafusos tenha enviado ao departamento de compras de uma empresa uma amostra de 2000 parafusos, com medidas de comprimento variando de 101 a 113 milímetros. O departamento de compras efetuou uma análise em suas médias e calculou o desvio padrão, encontrando as seguintes características: a) comprimento médio dos parafusos: 107,9mm b) desvio-padrão do comprimento do parafuso: 2.,72mm Admitindo-se que um fornecedor “B” apresentou um lote deste mesmo parafuso com média de 108 mm e desvio-padrão de 1,08mm, qual o lote que você escolheria se fosse o comprador? Aplicando o coeficiente de variação de Pearson (CVP), teremos: Para o fornecedor A: CVP (A) = 2,72/107,9 = 0,0252 = 2,52%
Para o fornecedor B: CVP (B) = 1,08/ 108 = 0,01 = 1%
Baixa dispersão: CV 15%
Média dispersão: 15%< CV<30%
Alta dispersão: CV 30%
2SS
6
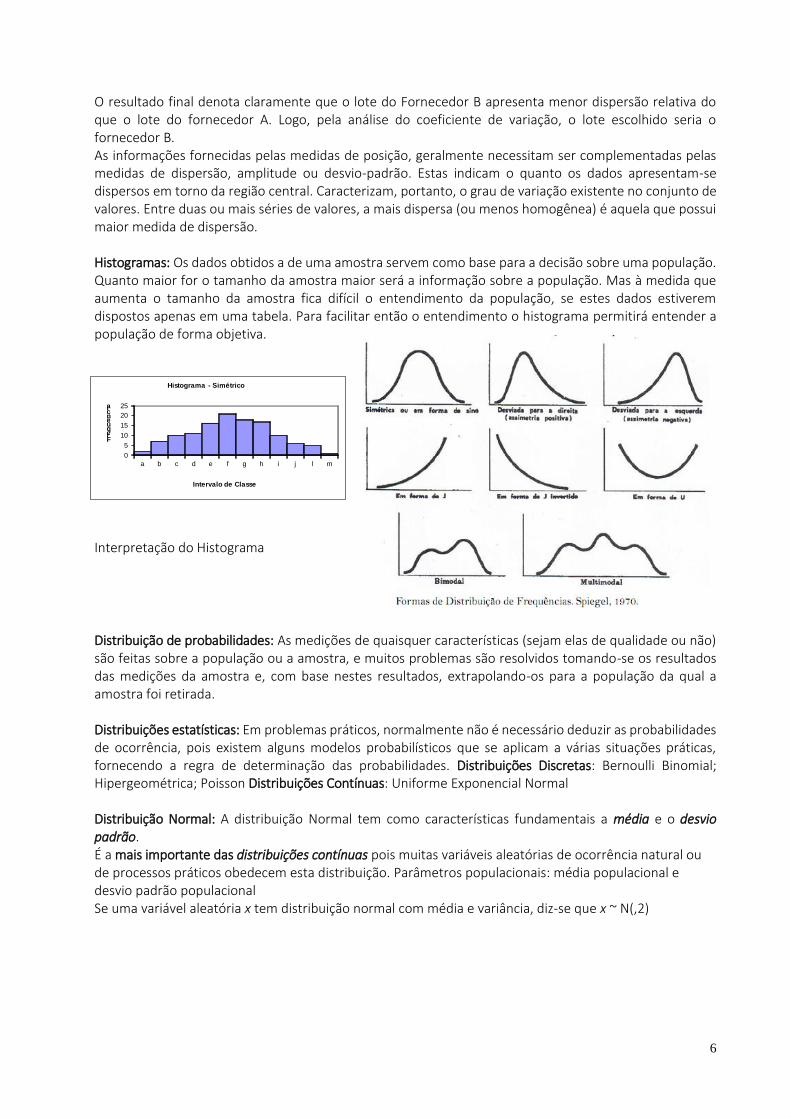
O resultado final denota claramente que o lote do Fornecedor B apresenta menor dispersão relativa do que o lote do fornecedor A. Logo, pela análise do coeficiente de variação, o lote escolhido seria o fornecedor B. As informações fornecidas pelas medidas de posição, geralmente necessitam ser complementadas pelas medidas de dispersão, amplitude ou desvio-padrão. Estas indicam o quanto os dados apresentam-se dispersos em torno da região central. Caracterizam, portanto, o grau de variação existente no conjunto de valores. Entre duas ou mais séries de valores, a mais dispersa (ou menos homogênea) é aquela que possui maior medida de dispersão. Histogramas: Os dados obtidos a de uma amostra servem como base para a decisão sobre uma população. Quanto maior for o tamanho da amostra maior será a informação sobre a população. Mas à medida que aumenta o tamanho da amostra fica difícil o entendimento da população, se estes dados estiverem dispostos apenas em uma tabela. Para facilitar então o entendimento o histograma permitirá entender a população de forma objetiva.
Interpretação do Histograma
Distribuição de probabilidades: As medições de quaisquer características (sejam elas de qualidade ou não) são feitas sobre a população ou a amostra, e muitos problemas são resolvidos tomando-se os resultados das medições da amostra e, com base nestes resultados, extrapolando-os para a população da qual a amostra foi retirada. Distribuições estatísticas: Em problemas práticos, normalmente não é necessário deduzir as probabilidades de ocorrência, pois existem alguns modelos probabilísticos que se aplicam a várias situações práticas, fornecendo a regra de determinação das probabilidades. Distribuições Discretas: Bernoulli Binomial; Hipergeométrica; Poisson Distribuições Contínuas: Uniforme Exponencial Normal Distribuição Normal: A distribuição Normal tem como características fundamentais a média e o desvio padrão. É a mais importante das distribuições contínuas pois muitas variáveis aleatórias de ocorrência natural ou de processos práticos obedecem esta distribuição. Parâmetros populacionais: média populacional e desvio padrão populacional Se uma variável aleatória x tem distribuição normal com média e variância, diz-se que x ~ N(,2)
0
5
10
15
20
25
a b c d e f g h i j l m
Freqüência
Intervalo de Classe
Histograma - Simétrico
7
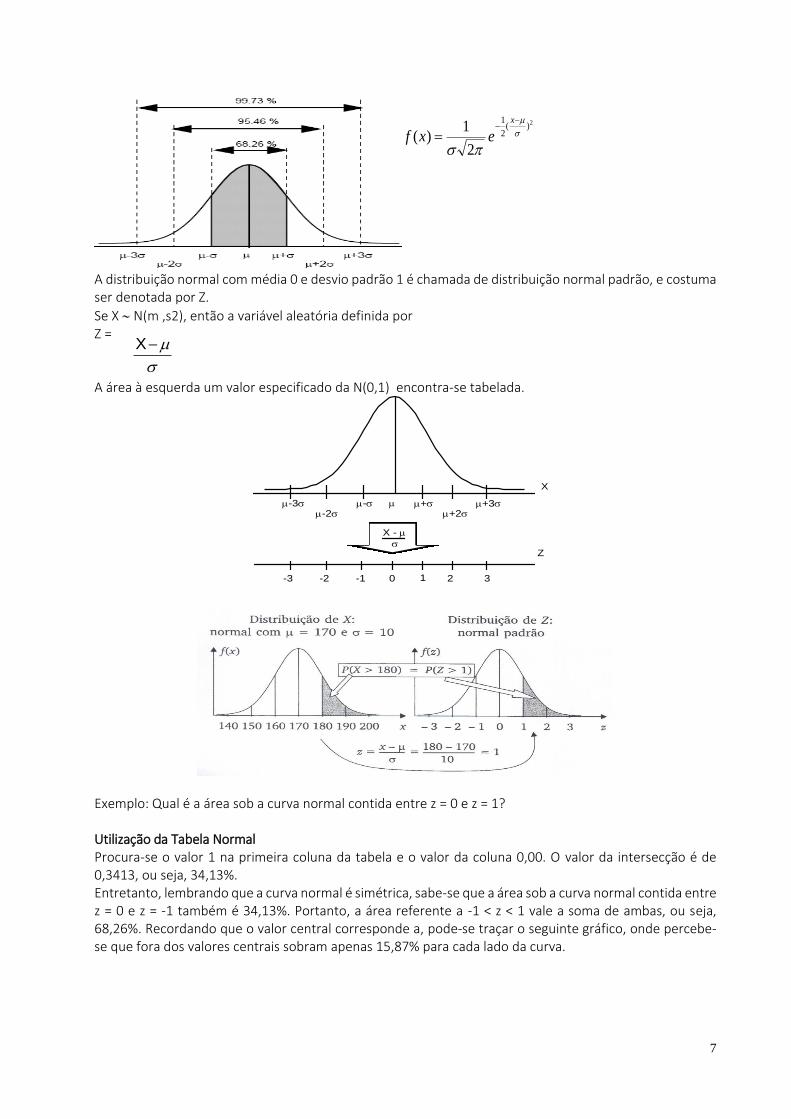
A distribuição normal com média 0 e desvio padrão 1 é chamada de distribuição normal padrão, e costuma ser denotada por Z.
Se X N(m ,s2), então a variável aleatória definida por Z = A área à esquerda um valor especificado da N(0,1) encontra-se tabelada.
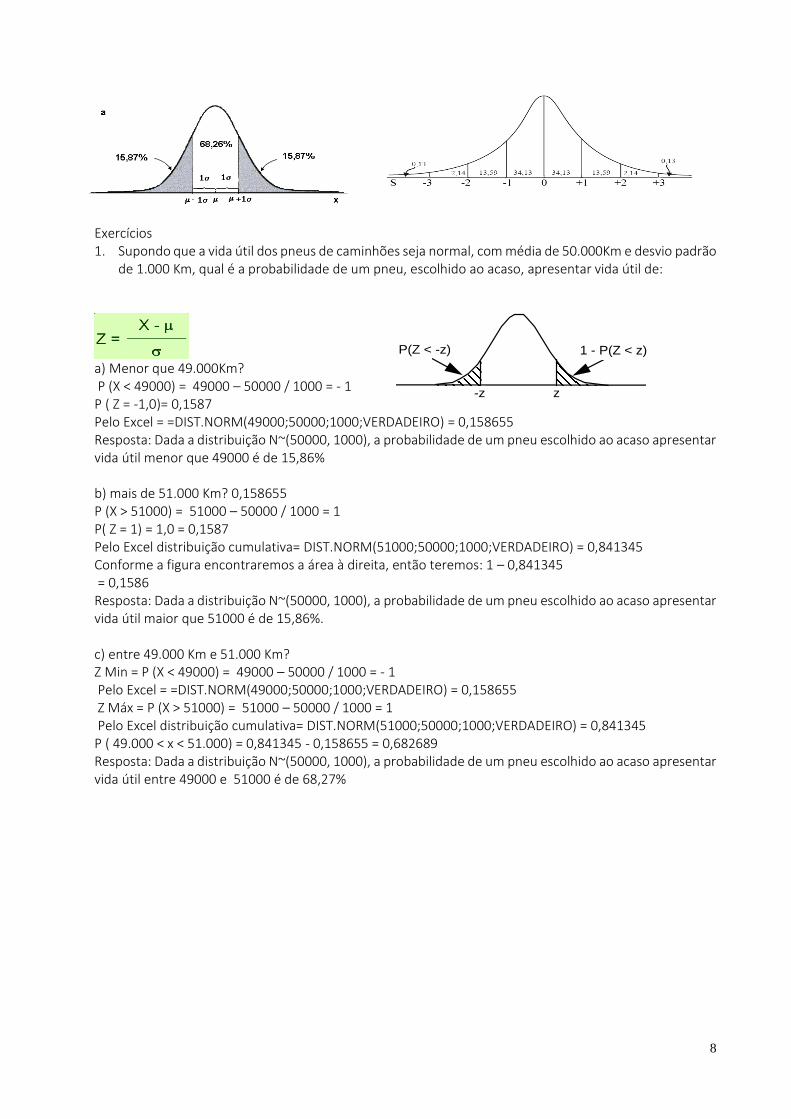
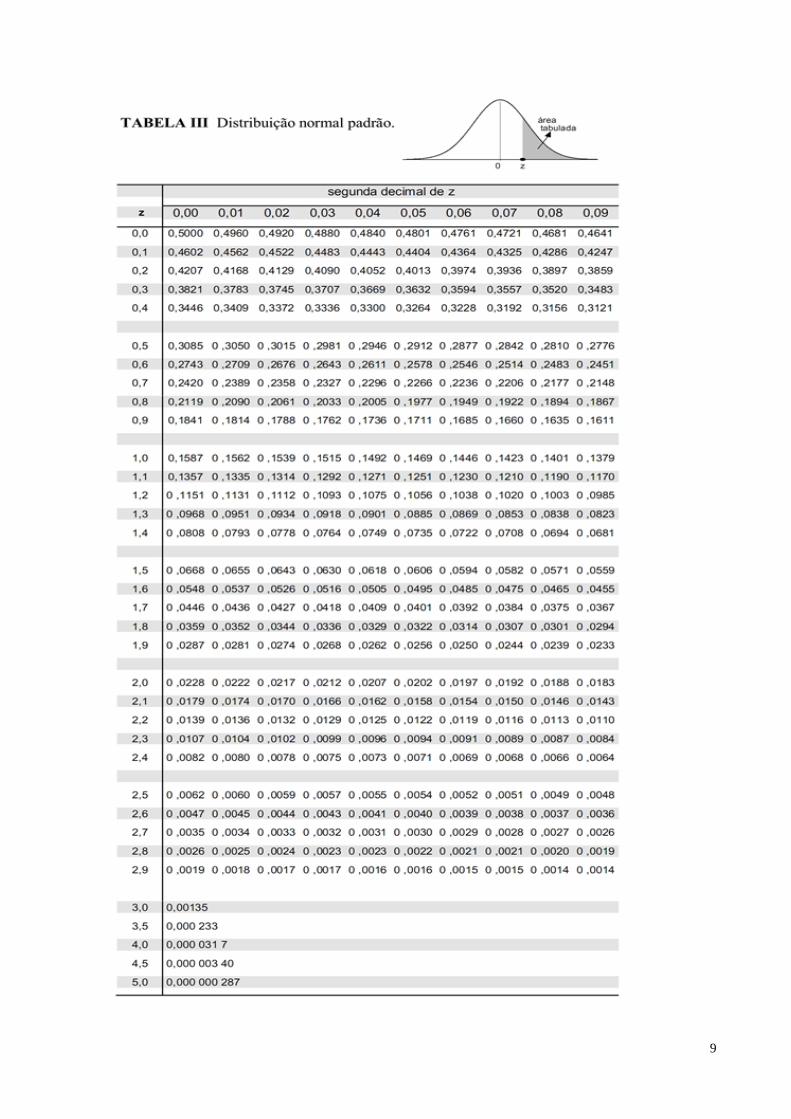
Exemplo: Qual é a área sob a curva normal contida entre z = 0 e z = 1? Utilização da Tabela Normal Procura-se o valor 1 na primeira coluna da tabela e o valor da coluna 0,00. O valor da intersecção é de 0,3413, ou seja, 34,13%. Entretanto, lembrando que a curva normal é simétrica, sabe-se que a área sob a curva normal contida entre z = 0 e z = -1 também é 34,13%. Portanto, a área referente a -1 < z < 1 vale a soma de ambas, ou seja, 68,26%. Recordando que o valor central corresponde a, pode-se traçar o seguinte gráfico, onde percebe-se que fora dos valores centrais sobram apenas 15,87% para cada lado da curva.
+ +3+2
--2
-3
X
X -
0 1 2 3-1-2-3
Z
2)(2
1
2
1)(
x
exf
X
8
Exercícios 1. Supondo que a vida útil dos pneus de caminhões seja normal, com média de 50.000Km e desvio padrão
de 1.000 Km, qual é a probabilidade de um pneu, escolhido ao acaso, apresentar vida útil de:
a) Menor que 49.000Km? P (X < 49000) = 49000 – 50000 / 1000 = - 1 P ( Z = -1,0)= 0,1587 Pelo Excel = =DIST.NORM(49000;50000;1000;VERDADEIRO) = 0,158655 Resposta: Dada a distribuição N~(50000, 1000), a probabilidade de um pneu escolhido ao acaso apresentar vida útil menor que 49000 é de 15,86% b) mais de 51.000 Km? 0,158655 P (X > 51000) = 51000 – 50000 / 1000 = 1 P( Z = 1) = 1,0 = 0,1587 Pelo Excel distribuição cumulativa= DIST.NORM(51000;50000;1000;VERDADEIRO) = 0,841345 Conforme a figura encontraremos a área à direita, então teremos: 1 – 0,841345 = 0,1586 Resposta: Dada a distribuição N~(50000, 1000), a probabilidade de um pneu escolhido ao acaso apresentar vida útil maior que 51000 é de 15,86%. c) entre 49.000 Km e 51.000 Km? Z Min = P (X < 49000) = 49000 – 50000 / 1000 = - 1 Pelo Excel = =DIST.NORM(49000;50000;1000;VERDADEIRO) = 0,158655 Z Máx = P (X > 51000) = 51000 – 50000 / 1000 = 1 Pelo Excel distribuição cumulativa= DIST.NORM(51000;50000;1000;VERDADEIRO) = 0,841345 P ( 49.000 < x < 51.000) = 0,841345 - 0,158655 = 0,682689 Resposta: Dada a distribuição N~(50000, 1000), a probabilidade de um pneu escolhido ao acaso apresentar vida útil entre 49000 e 51000 é de 68,27%
-z z
1 - P(Z < z)P(Z < -z)
9
10
LISTA DE EXERCÍCIOS
1) Abaixo estatísticas dos atrasos de voos de 3 Companhias Aéreas em Minutos: Qual seria a análise para esses resultados?
Companhia A Média: 10,6 Desvio Padrão: 2,1 Companhia B Média: 8,4 Desvio Padrão: 3,2 Companhia C Média: 6,2 Desvio Padrão: 5,8
2) Segue o histograma geral das avaliações da satisfação de
clientes internos sobre serviços prestados. a) podemos utilizar a média como valor central das distribuições? b) conforme sua forma o que pode estar ocorrendo:
3) Calcule a Média, Moda e Mediana das seguintes informações sobre produção diária de peças de determinado setor (não utilizar o Excel): 13 15 17 20 14 15 18 16
4) A amostra abaixo se refere a quilômetros rodados de 10 automóveis: calcular descrevendo os passos as medidas de posição e dispersão:
98 88 76 64 62 59 64 42 39 50 5) Abaixo estatísticas dos atrasos de voos em minutos de 3 Companhias Aéreas no período de 30 dias:
Calcule o coeficiente de variação. Qual seria a análise para esses resultados?
Companhia
A B C
Média 64,2 65,4 63,2
Desvio Padrão 18,9 13,0 20,0
Coeficiente de Variação ??? ??? ???
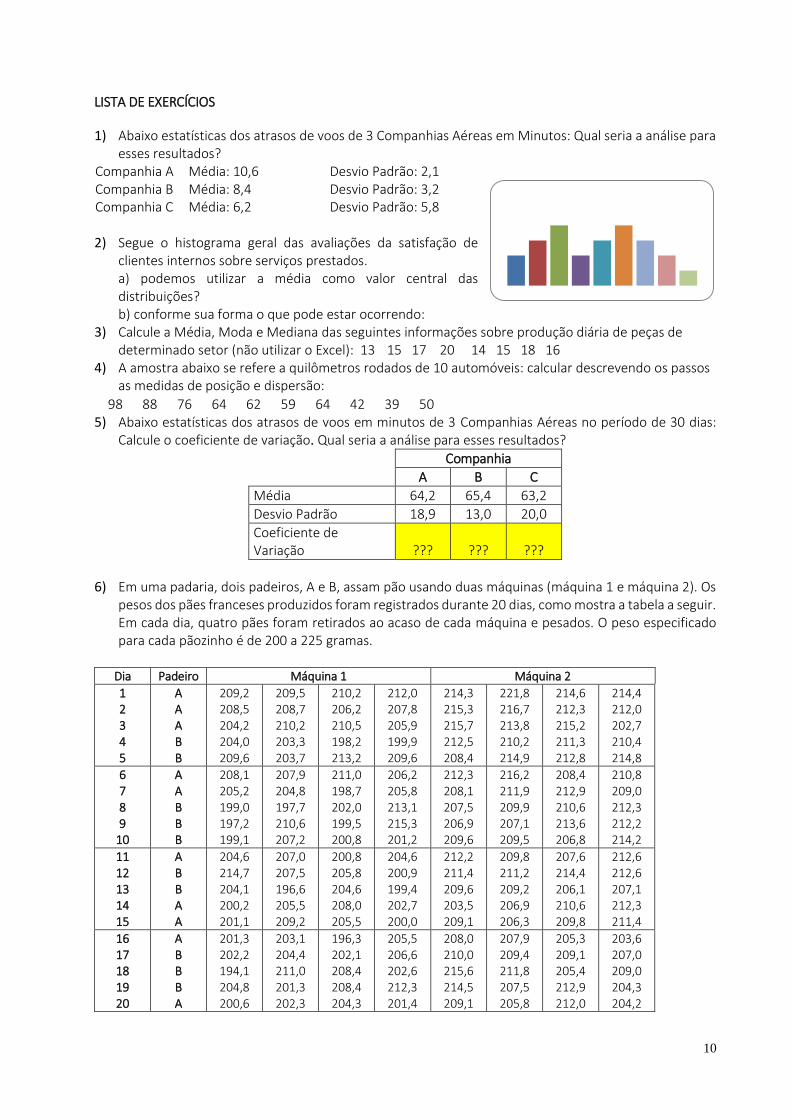
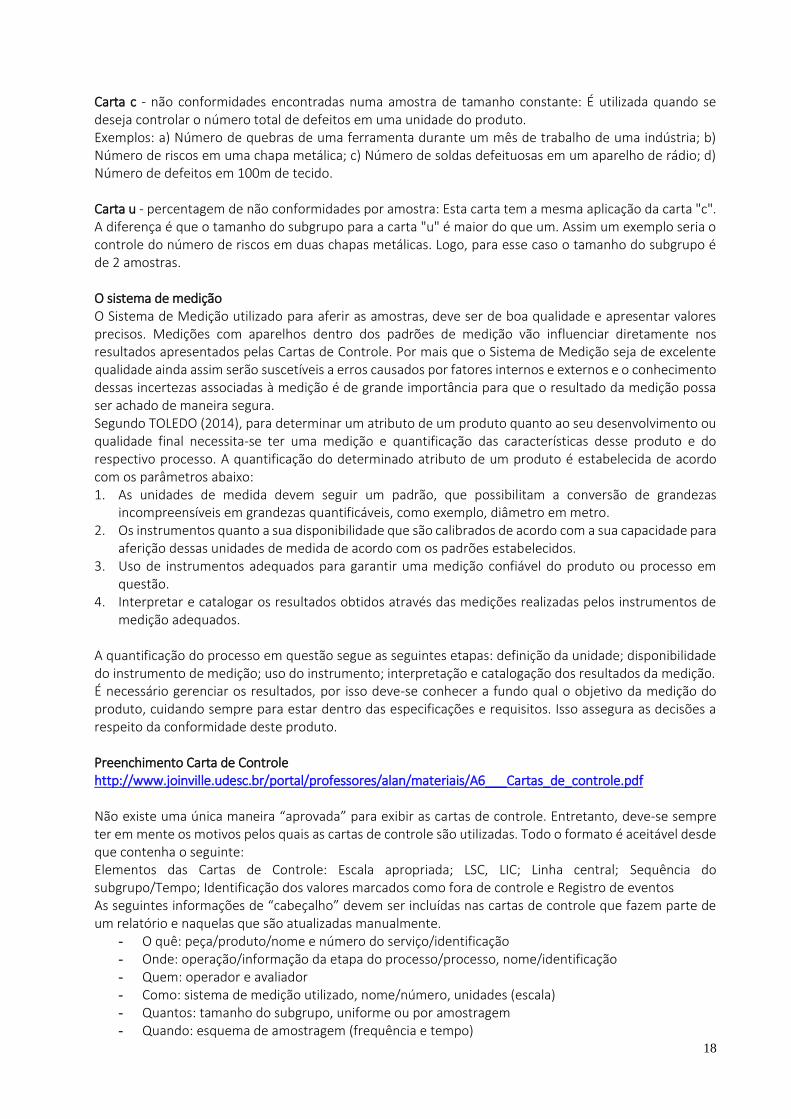
6) Em uma padaria, dois padeiros, A e B, assam pão usando duas máquinas (máquina 1 e máquina 2). Os
pesos dos pães franceses produzidos foram registrados durante 20 dias, como mostra a tabela a seguir. Em cada dia, quatro pães foram retirados ao acaso de cada máquina e pesados. O peso especificado para cada pãozinho é de 200 a 225 gramas.
Dia Padeiro Máquina 1 Máquina 2
1 2 3 4 5
A A A B B
209,2 208,5 204,2 204,0 209,6
209,5 208,7 210,2 203,3 203,7
210,2 206,2 210,5 198,2 213,2
212,0 207,8 205,9 199,9 209,6
214,3 215,3 215,7 212,5 208,4
221,8 216,7 213,8 210,2 214,9
214,6 212,3 215,2 211,3 212,8
214,4 212,0 202,7 210,4 214,8
6 7 8 9
10
A A B B B
208,1 205,2 199,0 197,2 199,1
207,9 204,8 197,7 210,6 207,2
211,0 198,7 202,0 199,5 200,8
206,2 205,8 213,1 215,3 201,2
212,3 208,1 207,5 206,9 209,6
216,2 211,9 209,9 207,1 209,5
208,4 212,9 210,6 213,6 206,8
210,8 209,0 212,3 212,2 214,2
11 12 13 14 15
A B B A A
204,6 214,7 204,1 200,2 201,1
207,0 207,5 196,6 205,5 209,2
200,8 205,8 204,6 208,0 205,5
204,6 200,9 199,4 202,7 200,0
212,2 211,4 209,6 203,5 209,1
209,8 211,2 209,2 206,9 206,3
207,6 214,4 206,1 210,6 209,8
212,6 212,6 207,1 212,3 211,4
16 17 18 19 20
A B B B A
201,3 202,2 194,1 204,8 200,6
203,1 204,4 211,0 201,3 202,3
196,3 202,1 208,4 208,4 204,3
205,5 206,6 202,6 212,3 201,4
208,0 210,0 215,6 214,5 209,1
207,9 209,4 211,8 207,5 205,8
205,3 209,1 205,4 212,9 212,0
203,6 207,0 209,0 204,3 204,2
11
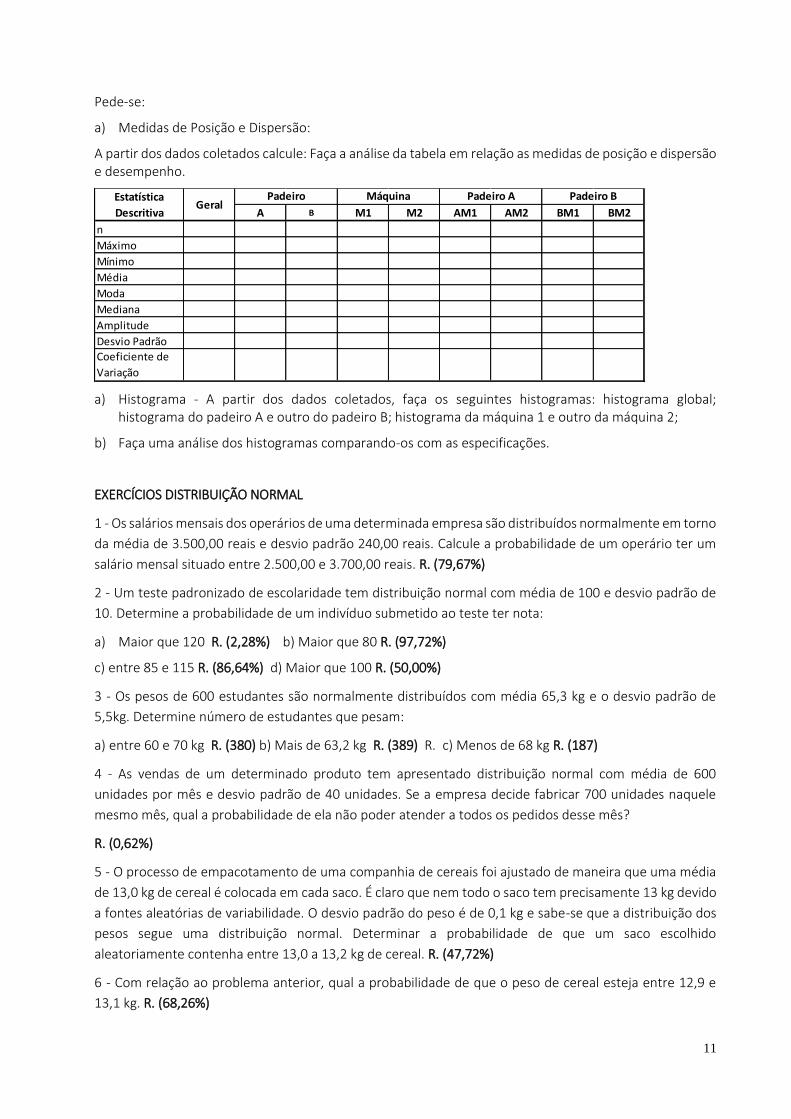
Pede-se:
a) Medidas de Posição e Dispersão:
A partir dos dados coletados calcule: Faça a análise da tabela em relação as medidas de posição e dispersão e desempenho.
a) Histograma - A partir dos dados coletados, faça os seguintes histogramas: histograma global; histograma do padeiro A e outro do padeiro B; histograma da máquina 1 e outro da máquina 2;
b) Faça uma análise dos histogramas comparando-os com as especificações.
EXERCÍCIOS DISTRIBUIÇÃO NORMAL
1 - Os salários mensais dos operários de uma determinada empresa são distribuídos normalmente em torno
da média de 3.500,00 reais e desvio padrão 240,00 reais. Calcule a probabilidade de um operário ter um
salário mensal situado entre 2.500,00 e 3.700,00 reais. R. (79,67%)
2 - Um teste padronizado de escolaridade tem distribuição normal com média de 100 e desvio padrão de
10. Determine a probabilidade de um indivíduo submetido ao teste ter nota:
a) Maior que 120 R. (2,28%) b) Maior que 80 R. (97,72%)
c) entre 85 e 115 R. (86,64%) d) Maior que 100 R. (50,00%)
3 - Os pesos de 600 estudantes são normalmente distribuídos com média 65,3 kg e o desvio padrão de
5,5kg. Determine número de estudantes que pesam:
a) entre 60 e 70 kg R. (380) b) Mais de 63,2 kg R. (389) R. c) Menos de 68 kg R. (187)
4 - As vendas de um determinado produto tem apresentado distribuição normal com média de 600
unidades por mês e desvio padrão de 40 unidades. Se a empresa decide fabricar 700 unidades naquele
mesmo mês, qual a probabilidade de ela não poder atender a todos os pedidos desse mês?
R. (0,62%)
5 - O processo de empacotamento de uma companhia de cereais foi ajustado de maneira que uma média
de 13,0 kg de cereal é colocada em cada saco. É claro que nem todo o saco tem precisamente 13 kg devido
a fontes aleatórias de variabilidade. O desvio padrão do peso é de 0,1 kg e sabe-se que a distribuição dos
pesos segue uma distribuição normal. Determinar a probabilidade de que um saco escolhido
aleatoriamente contenha entre 13,0 a 13,2 kg de cereal. R. (47,72%)
6 - Com relação ao problema anterior, qual a probabilidade de que o peso de cereal esteja entre 12,9 e
13,1 kg. R. (68,26%)
A B M1 M2 AM1 AM2 BM1 BM2
n
Máximo
Mínimo
Média
Moda
Mediana
Amplitude
Desvio Padrão
Coeficiente de
Variação
Estatística
DescritivaGeral
Padeiro Máquina Padeiro A Padeiro B
12
7 - O tempo necessário em uma oficina, para o conserto da transmissão de um tipo de automóvel é
normalmente distribuído com média de 45 minutos e desvio padrão de 8 minutos. O mecânico planeja
começar o conserto do carro em 10 minutos após o carro ter sido deixado na oficina, comunicando ao
cliente que o carro estará pronto em um tempo total de uma hora. Qual a probabilidade de que o mecânico
esteja enganado? Z= ((60min – 10 min) – 45) /8 R. (26,76%)
CONTROLE ESTATÍSTICO DE PROCESSOS “O Controle Estatístico de Processos é considerado uma das formas de controle do processo preventivo. Resumidamente constitui-se da utilização de técnicas estatísticas para se controlar o processo. Por técnicas estatísticas entende-se a coleta, representação e análise de dados de um processo” (Owen, 1989). Walter Andrew Shewhart
1923 – EUA – Bell – telefones Substituir inspeção de todas as peças Surge controle do processo e inspeção por amostragem – gráficos de controle
Dr. W. Edwards Deming.
1954 – Indústrias japonesas Sob orientação de Deming
ABNT NBR 11469 NB 1326/1990: Controle Estatístico para prevenção e detecção de desvios da qualidade, durante processos de fabricação, por meio de gráficos. A estratégia para obter sucesso com o CEP envolve basicamente: - Envolvimento da Alta - Administração - Avaliação dos meios de medição - Coleta e Organização de dados - Apresentação e Análise dos dados coletados - Análise das possíveis causas de variações Na NBR 11469 O controle estatístico do processo é uma técnica baseada na teoria estatística que tem como objetivos principais: a. Eliminar as causas especiais; b. Manter o processo sob controle estatístico detectando e eliminando possíveis novas causas especiais; c. Evitar a produção de itens defeituosos; d. Conhecer a variabilidade do processo. A VISÃO MODERNA DE CEP Hoje, mais do que uma ferramenta estatística, o CEP é entendido como uma filosofia de gerenciamento (princípios de gerenciamento) e um conjunto de técnicas e habilidades, originárias da Estatística e da Engenharia de Produção, que visam garantir a estabilidade e a melhoria contínua de um processo de produção. Em resumo, visa o controle e a melhoria do processo. Princípios Os princípios fundamentais para implantação e gerenciamento do CEP são: Pensar e decidir baseado em dados e fatos; Pensar separando a causa do efeito, buscar sempre conhecer a causa fundamental dos problemas; Reconhecer a existência da variabilidade na produção e administrá- la; Usar raciocínio de prioridade (Pareto);
13
Girar permanente e metodicamente o ciclo de controle (Ciclo PDCA: Plan, Do, Check, Action), visando a melhoria contínua do desempenho;
Definir o próximo processo/etapa/posto de trabalho como cliente da etapa anterior. O cliente define a qualidade esperada;
Identificar instantaneamente focos e locais de disfunção e corrigir os problemas a tempo; Educar, treinar e organizar a mão de obra visando uma administração participativa e o Autocontrole. Técnicas As principais técnicas de apoio ao CEP são: Amostragem (Inspeção, Planos de Amostragem) Periodicidade, Frequência e tamanho da amostra. Ferramentas: Folha de Verificação; Histograma / Gráficos; Diagrama de Pareto; Diagrama de Causa e Efeito/6M/Espinha de Peixe; Estratificação; Gráficos de Controle (Gráficos de Shewhart); Diagrama de Correlação. Atualmente a inovação fundamental em relação ao CEP é que esses princípios e técnicas devem ser compreendidos, e aplicados, por todas as pessoas da organização e não apenas pelos técnicos e engenheiros da área de Qualidade. Fontes de variação de um processo: Matéria-prima
• Ferramentas • Meios de medição • Máquinas • Operacional • Métodos de trabalho • Meio ambiente • Gerencial • Informação • Pessoas
etc.......
POR QUE CONTROLAR O PROCESSO? Porque do processo de produção podem resultar itens (produtos) não conformes/defeituosos ou a porcentagem de defeituosos pode variar ao longo do tempo.
14
O que causa a produção de defeituosos é a existência de variação nos materiais, nas condições do equipamento, nos métodos de trabalho, na inspeção, nas condições da mão de obra, e em outros insumos, etc. A variação que ocorre num processo de produção pode ser desmembrada em duas componentes: uma de difícil controle, chamada variação aleatória, e outra chamada variação controlável. Assim a equação da variação total de um processo pode ser escrita como sendo: Variação total = variação aleatória + variação controlável Se as variações forem conhecidas, controladas e reduzidas, os índices de produtos defeituosos certamente se reduzirão. Esses dois tipos de variação exigem esforços e capacitação, técnica e gerencial, diferenciados para o seu controle. O CEP auxilia na identificação e priorização das causas de variação da qualidade (separação entre as poucas causas vitais e as muitas triviais) e objetiva controle ou eliminação (aprisionamento) das causas fundamentais dos defeitos. Os defeitos podem ser separados em:
Defeitos crônicos (são inerentes ao próprio processo, estão sempre presentes) e Defeitos esporádicos (representam desvios em relação ao que o processo é capaz de fazer, são
mais facilmente detectáveis). Todo processo está sujeito à variabilidade. Segundo Ramos (1997), são definidos os seguintes conceitos para as causas de variação nos processos:
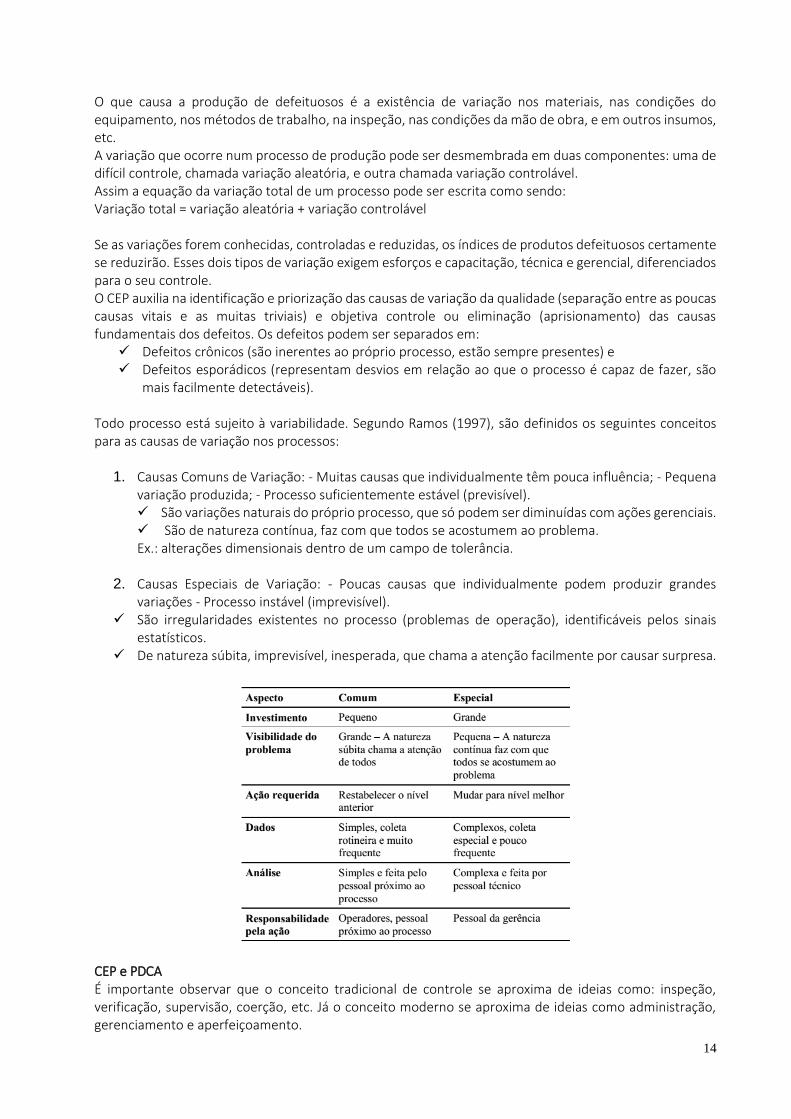
1. Causas Comuns de Variação: - Muitas causas que individualmente têm pouca influência; - Pequena variação produzida; - Processo suficientemente estável (previsível). São variações naturais do próprio processo, que só podem ser diminuídas com ações gerenciais. São de natureza contínua, faz com que todos se acostumem ao problema. Ex.: alterações dimensionais dentro de um campo de tolerância.
2. Causas Especiais de Variação: - Poucas causas que individualmente podem produzir grandes variações - Processo instável (imprevisível).
São irregularidades existentes no processo (problemas de operação), identificáveis pelos sinais estatísticos.
De natureza súbita, imprevisível, inesperada, que chama a atenção facilmente por causar surpresa.
CEP e PDCA É importante observar que o conceito tradicional de controle se aproxima de ideias como: inspeção, verificação, supervisão, coerção, etc. Já o conceito moderno se aproxima de ideias como administração, gerenciamento e aperfeiçoamento.

15
Controlar um processo significa:
Conseguir manter ESTÁVEL o desempenho do processo, ou seja, estabilizar os resultados e causas de variação do processo; e
Buscar MELHORAR o desempenho do processo através da eliminação de causas que afetam as várias características de controle do processo que está sendo gerenciado.
Na sua vertente de busca de MELHORIA o controle visa: Estabelecer um plano e uma meta de aperfeiçoamento voltados para problemas prioritários dentro
dos objetivos da empresa; Implementar o plano de melhoria; Atuar nos desvios do plano de forma a garantir que se atinja a meta. A melhoria visa obter um processo cada vez mais competitivo através de uma melhoria contínua
do desempenho. GRÁFICOS ESTATÍSTICOS “O Gráfico de Controle permite a visualização do nível de variabilidade do processo provocada pelas causas comuns de variação” (WERKEMA, 1995). Os gráficos de controle possuem três objetivos básicos: a) verificar se o processo estudado é estatisticamente estável, ou seja, se não há presença de causas especiais de variação; b) verificar se o processo estudado permanece estável, indicando quando é necessário atuar sobre o mesmo; e c) permitir o aprimoramento do processo, mediante a redução de sua variabilidade. “Para que o Controle Estatístico de Processos seja eficaz são necessários 10% de ação estatística e 90% de ação administrativa” (Hradesky,1989). Este controle eficaz contém 5 ingredientes principais: Técnicas estatísticas; Técnicas de solução de problemas; Liderança e atitudes para aperfeiçoamento da produtividade da qualidade; Planejamento da qualidade; Método sistemático, que atua como catalisador É uma representação visual de uma característica da qualidade medida ou calculada para uma amostra de itens, grafada em função do número da amostra ou de alguma variável indicadora do tempo (ordem cronológica). Consiste de: Uma linha média (LM).

16
Um par de limites de controle, representados um abaixo (Limite Inferior de Controle - LIC) e outro acima (Limite Superior de Controle - LSC) da linha média.
Valores da característica da qualidade traçados no gráfico.
Benefícios Os gráficos de controle são instrumentos simples que permitem ao processo atingir um estado de controle estatístico (estado do processo em que estão presentes somente causas comuns de variação). Podem ser aplicados pelos próprios operários, que poderão discutir com os supervisores, engenheiros e técnicos através da linguagem dos dados fornecidos pelos gráficos de controle obtendo, assim, as informações necessárias para decidirem quando e que tipo de ações podem ser tomadas para se corrigir e prevenir problemas no processo. Os gráficos de controle servem para monitoramento do processo, mostrando a ocorrência de um descontrole (presença de causas especiais) e/ou a tendência dessa ocorrência, evitando as frustrações e os custos de interferências (correções) inadequadas sobre o processo. Ao melhorar o processo os gráficos de controle permitem: Aumentar a porcentagem de produtos que satisfaçam exigências dos clientes; Diminuir os índices de retrabalho dos itens produzidos e consequentemente, dos custos de produção
e aumentar a produtividade. Tipos de carta de controle Divide-se os gráficos de controle em duas grandes categorias: a) variáveis: consistem naquelas características cujo valor é mensurável – (Altura, espessura, etc..). Os pontos registrados representam as medidas de posição e de dispersão. b) atributos: são aquelas características cujo resultado é decorrente de uma classificação ou contagem – Os pontos registrados são medidas de proporção (fração defeituosa), ou medidas de quantidade (número de defeitos). Os gráficos por variáveis costumam ser superiores (em termos de desempenho) aos por atributos, pois necessitam de tamanhos de amostras menores e contém uma maior quantidade de informação nos seus dados.
Carta de CEP – Adaptado de Montgomery 2004.
17
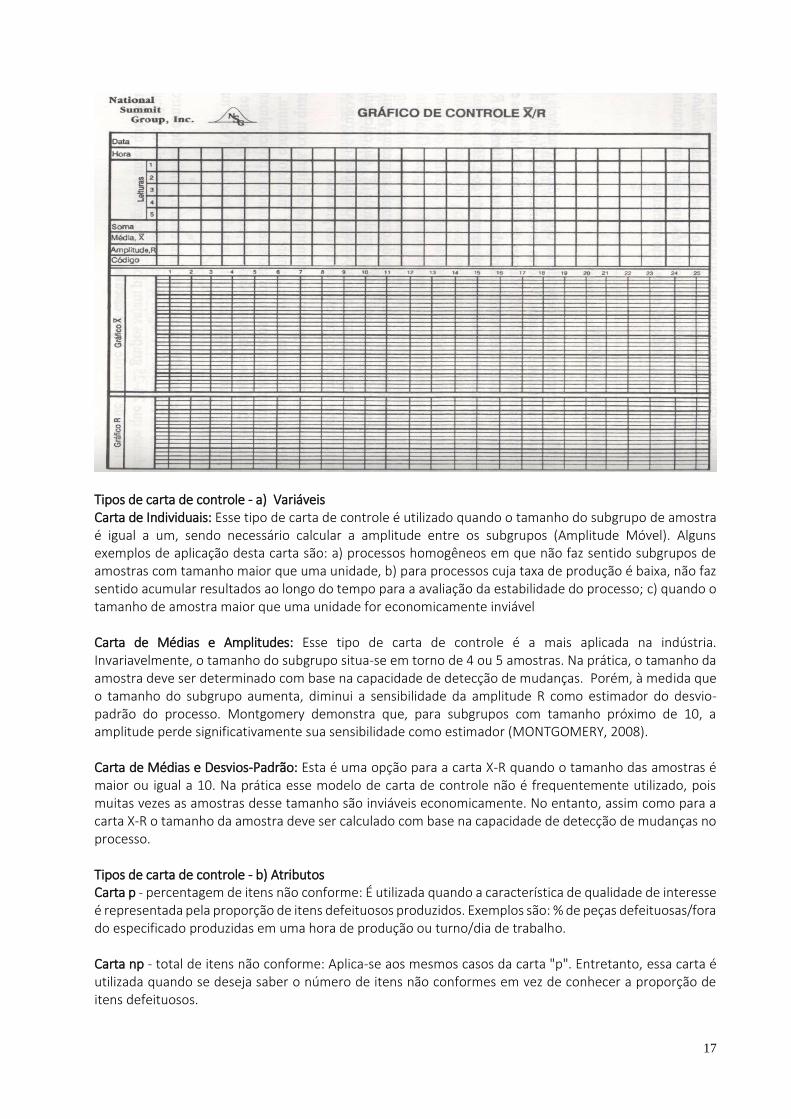
Tipos de carta de controle - a) Variáveis Carta de Individuais: Esse tipo de carta de controle é utilizado quando o tamanho do subgrupo de amostra é igual a um, sendo necessário calcular a amplitude entre os subgrupos (Amplitude Móvel). Alguns exemplos de aplicação desta carta são: a) processos homogêneos em que não faz sentido subgrupos de amostras com tamanho maior que uma unidade, b) para processos cuja taxa de produção é baixa, não faz sentido acumular resultados ao longo do tempo para a avaliação da estabilidade do processo; c) quando o tamanho de amostra maior que uma unidade for economicamente inviável Carta de Médias e Amplitudes: Esse tipo de carta de controle é a mais aplicada na indústria. Invariavelmente, o tamanho do subgrupo situa-se em torno de 4 ou 5 amostras. Na prática, o tamanho da amostra deve ser determinado com base na capacidade de detecção de mudanças. Porém, à medida que o tamanho do subgrupo aumenta, diminui a sensibilidade da amplitude R como estimador do desvio-padrão do processo. Montgomery demonstra que, para subgrupos com tamanho próximo de 10, a amplitude perde significativamente sua sensibilidade como estimador (MONTGOMERY, 2008). Carta de Médias e Desvios-Padrão: Esta é uma opção para a carta X-R quando o tamanho das amostras é maior ou igual a 10. Na prática esse modelo de carta de controle não é frequentemente utilizado, pois muitas vezes as amostras desse tamanho são inviáveis economicamente. No entanto, assim como para a carta X-R o tamanho da amostra deve ser calculado com base na capacidade de detecção de mudanças no processo. Tipos de carta de controle - b) Atributos Carta p - percentagem de itens não conforme: É utilizada quando a característica de qualidade de interesse é representada pela proporção de itens defeituosos produzidos. Exemplos são: % de peças defeituosas/fora do especificado produzidas em uma hora de produção ou turno/dia de trabalho. Carta np - total de itens não conforme: Aplica-se aos mesmos casos da carta "p". Entretanto, essa carta é utilizada quando se deseja saber o número de itens não conformes em vez de conhecer a proporção de itens defeituosos.
18
Carta c - não conformidades encontradas numa amostra de tamanho constante: É utilizada quando se deseja controlar o número total de defeitos em uma unidade do produto. Exemplos: a) Número de quebras de uma ferramenta durante um mês de trabalho de uma indústria; b) Número de riscos em uma chapa metálica; c) Número de soldas defeituosas em um aparelho de rádio; d) Número de defeitos em 100m de tecido. Carta u - percentagem de não conformidades por amostra: Esta carta tem a mesma aplicação da carta "c". A diferença é que o tamanho do subgrupo para a carta "u" é maior do que um. Assim um exemplo seria o controle do número de riscos em duas chapas metálicas. Logo, para esse caso o tamanho do subgrupo é de 2 amostras. O sistema de medição O Sistema de Medição utilizado para aferir as amostras, deve ser de boa qualidade e apresentar valores precisos. Medições com aparelhos dentro dos padrões de medição vão influenciar diretamente nos resultados apresentados pelas Cartas de Controle. Por mais que o Sistema de Medição seja de excelente qualidade ainda assim serão suscetíveis a erros causados por fatores internos e externos e o conhecimento dessas incertezas associadas à medição é de grande importância para que o resultado da medição possa ser achado de maneira segura. Segundo TOLEDO (2014), para determinar um atributo de um produto quanto ao seu desenvolvimento ou qualidade final necessita-se ter uma medição e quantificação das características desse produto e do respectivo processo. A quantificação do determinado atributo de um produto é estabelecida de acordo com os parâmetros abaixo: 1. As unidades de medida devem seguir um padrão, que possibilitam a conversão de grandezas
incompreensíveis em grandezas quantificáveis, como exemplo, diâmetro em metro. 2. Os instrumentos quanto a sua disponibilidade que são calibrados de acordo com a sua capacidade para
aferição dessas unidades de medida de acordo com os padrões estabelecidos. 3. Uso de instrumentos adequados para garantir uma medição confiável do produto ou processo em
questão. 4. Interpretar e catalogar os resultados obtidos através das medições realizadas pelos instrumentos de
medição adequados. A quantificação do processo em questão segue as seguintes etapas: definição da unidade; disponibilidade do instrumento de medição; uso do instrumento; interpretação e catalogação dos resultados da medição. É necessário gerenciar os resultados, por isso deve-se conhecer a fundo qual o objetivo da medição do produto, cuidando sempre para estar dentro das especificações e requisitos. Isso assegura as decisões a respeito da conformidade deste produto. Preenchimento Carta de Controle http://www.joinville.udesc.br/portal/professores/alan/materiais/A6___Cartas_de_controle.pdf Não existe uma única maneira “aprovada” para exibir as cartas de controle. Entretanto, deve-se sempre ter em mente os motivos pelos quais as cartas de controle são utilizadas. Todo o formato é aceitável desde que contenha o seguinte: Elementos das Cartas de Controle: Escala apropriada; LSC, LIC; Linha central; Sequência do subgrupo/Tempo; Identificação dos valores marcados como fora de controle e Registro de eventos As seguintes informações de “cabeçalho” devem ser incluídas nas cartas de controle que fazem parte de um relatório e naquelas que são atualizadas manualmente.
- O quê: peça/produto/nome e número do serviço/identificação - Onde: operação/informação da etapa do processo/processo, nome/identificação - Quem: operador e avaliador - Como: sistema de medição utilizado, nome/número, unidades (escala) - Quantos: tamanho do subgrupo, uniforme ou por amostragem - Quando: esquema de amostragem (frequência e tempo)

19
E o diário de Bordo!!! Anotações 5W O 5W1H é uma ferramenta, muito usada em conjunto com o PDCA no estabelecimento de um plano de ação. À medida que os processos tornam-se mais complexos e menos definidos fica mais difícil identificar sua função a ser satisfeita, bem como os problemas e as causas que dão origem aos efeitos sentidos. O 5W1H é um check-list muito útil para enfrentar essas situações, garantindo que todos os ângulos de um problema sejam abordados. Atualmente acrescenta-se mais um “H” (How Much) – Quanto? Utilizado para auxiliar no levantamento dos custos. Talvez sendo mais adequado denominarmos a técnica de 5W2H.
http://www.adilsonrusteiko.com/arquivosprofessores/dori/2tc/CEP.pdf
20
Exercício: Em uma padaria, dois padeiros, A e B, assam pão usando duas máquinas (máquina 1 e máquina 2). Os pesos dos pães franceses produzidos foram registrados durante 20 dias, como mostra a tabela a seguir. Em cada dia, quatro pães foram retirados ao acaso de cada máquina e pesados. O peso especificado para cada pãozinho é de 200 a 225 gramas.
Dia Padeiro Máquina 1 Máquina 2
1 2 3 4 5
A A A B B
209,2 208,5 204,2 204,0 209,6
209,5 208,7 210,2 203,3 203,7
210,2 206,2 210,5 198,2 213,2
212,0 207,8 205,9 199,9 209,6
214,3 215,3 215,7 212,5 208,4
221,8 216,7 213,8 210,2 214,9
214,6 212,3 215,2 211,3 212,8
214,4 212,0 202,7 210,4 214,8
6 7 8 9
10
A A B B B
208,1 205,2 199,0 197,2 199,1
207,9 204,8 197,7 210,6 207,2
211,0 198,7 202,0 199,5 200,8
206,2 205,8 213,1 215,3 201,2
212,3 208,1 207,5 206,9 209,6
216,2 211,9 209,9 207,1 209,5
208,4 212,9 210,6 213,6 206,8
210,8 209,0 212,3 212,2 214,2
11 12 13 14 15
A B B A A
204,6 214,7 204,1 200,2 201,1
207,0 207,5 196,6 205,5 209,2
200,8 205,8 204,6 208,0 205,5
204,6 200,9 199,4 202,7 200,0
212,2 211,4 209,6 203,5 209,1
209,8 211,2 209,2 206,9 206,3
207,6 214,4 206,1 210,6 209,8
212,6 212,6 207,1 212,3 211,4
16 17 18 19 20
A B B B A
201,3 202,2 194,1 204,8 200,6
203,1 204,4 211,0 201,3 202,3
196,3 202,1 208,4 208,4 204,3
205,5 206,6 202,6 212,3 201,4
208,0 210,0 215,6 214,5 209,1
207,9 209,4 211,8 207,5 205,8
205,3 209,1 205,4 212,9 212,0
203,6 207,0 209,0 204,3 204,2
Montgomery, 2008 pg. 368 Sugestão de característica

21
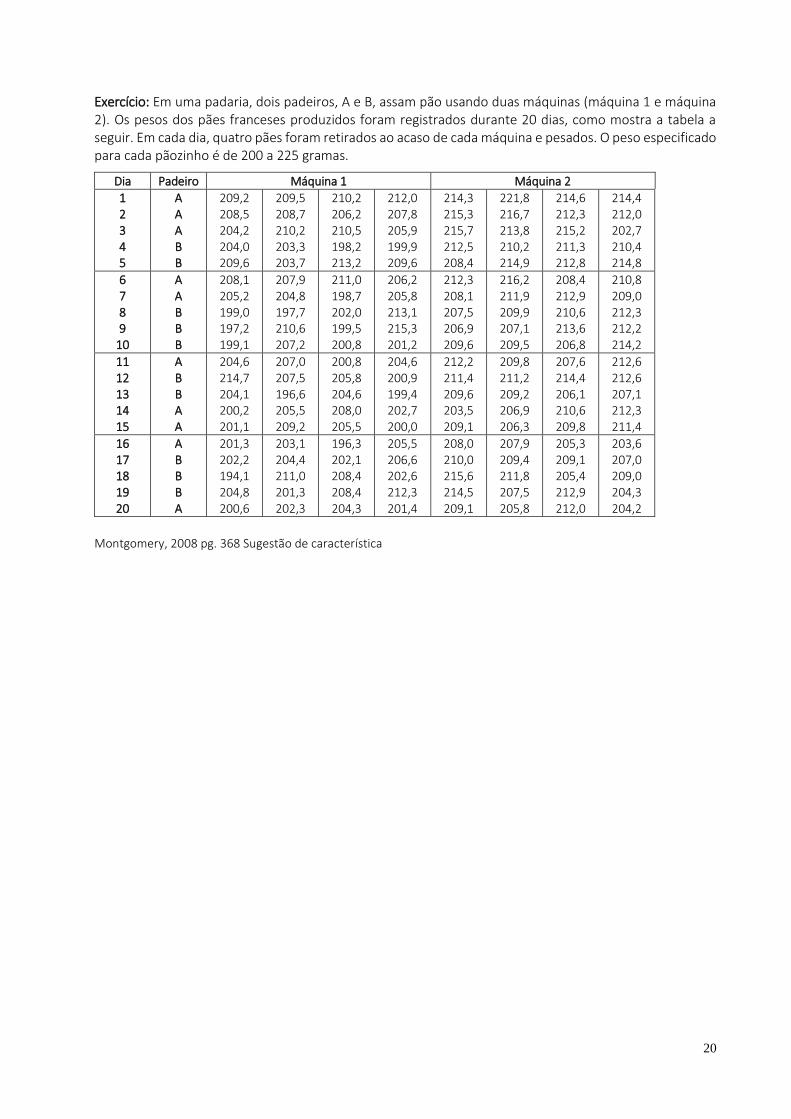
Processo sob controle: Se todos os pontos estiverem dentro dos limites de controle, dizemos que o processo está sob controle. Quando um ou mais pontos ultrapassam os limites, o processo deve ser estudado/analisado (Fora de Controle). Algumas situações: 1. pontos fora dos limites de controle; 2. Pontos consecutivos além do limite; 3. pontos consecutivos acima ou abaixo da linha central; 4. pontos em uma linha crescente ou decrescente.
22
Processo fora de Controle - Oakland, 2003
Processo Estável
191715131197531
220
215
210
205
200
Observation
Ind
ivid
ua
l Va
lue
_X=210,59
UCL=220,83
LCL=200,34
191715131197531
12
9
6
3
0
Observation
Mo
vin
g R
an
ge
__MR=3,85
UCL=12,59
LCL=0
I-MR Chart of M3

23
Fórmula para limites de controle
Cálculo dos limites de controle – Fatores de Correção
24
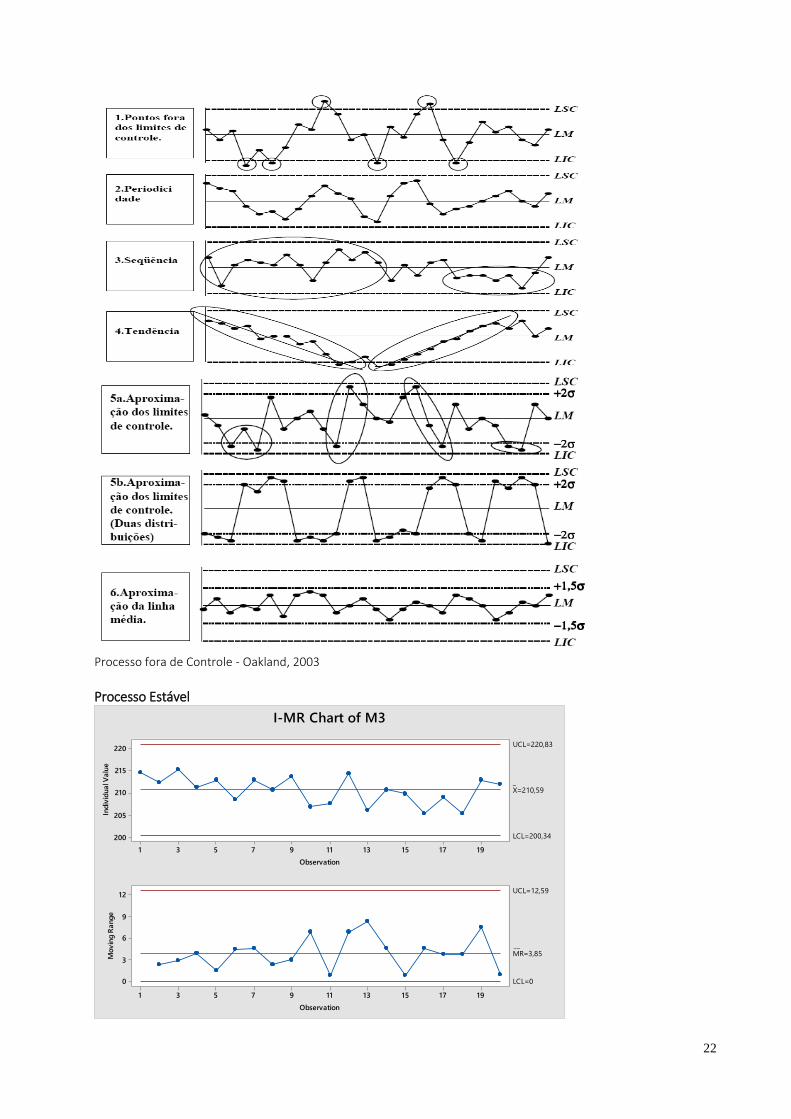
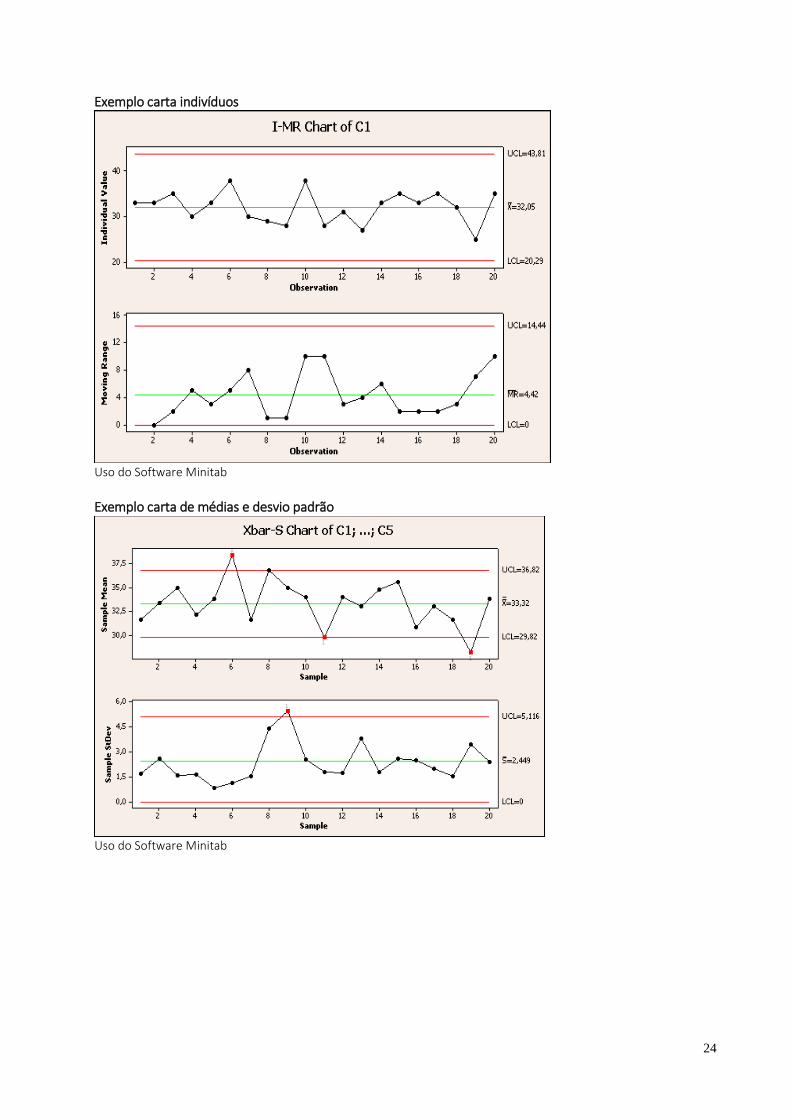
Exemplo carta indivíduos
Uso do Software Minitab
Exemplo carta de médias e desvio padrão
Uso do Software Minitab
25
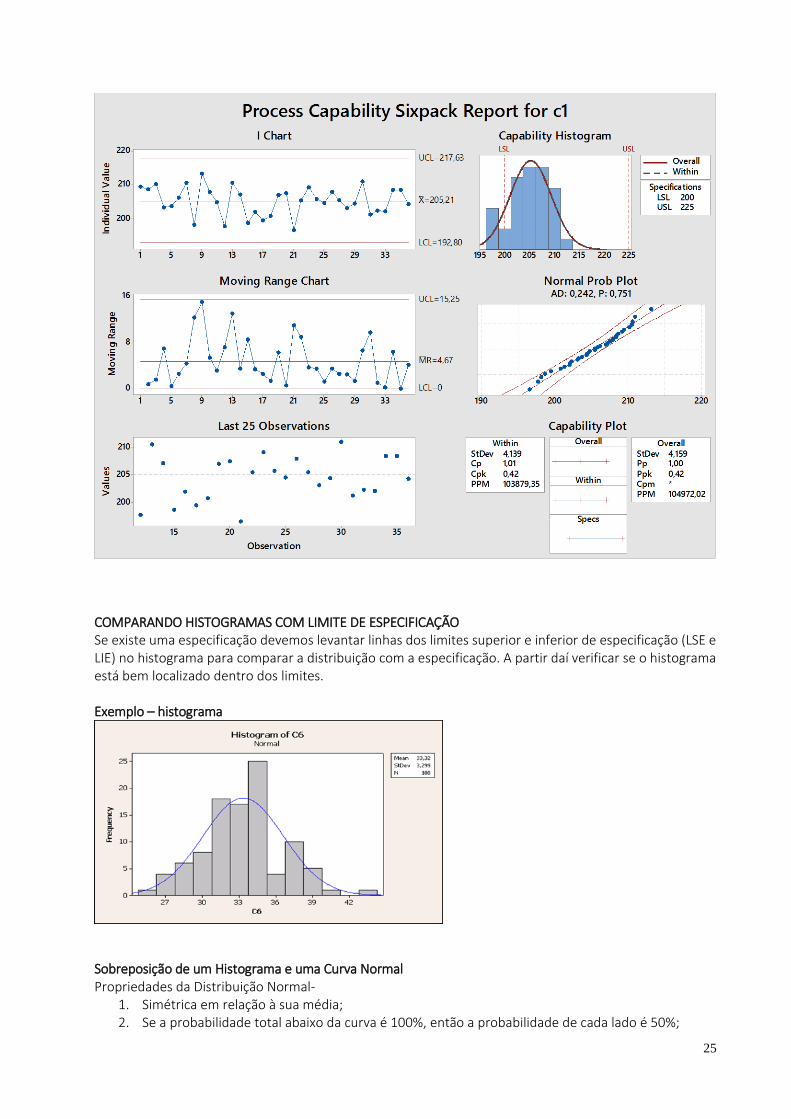
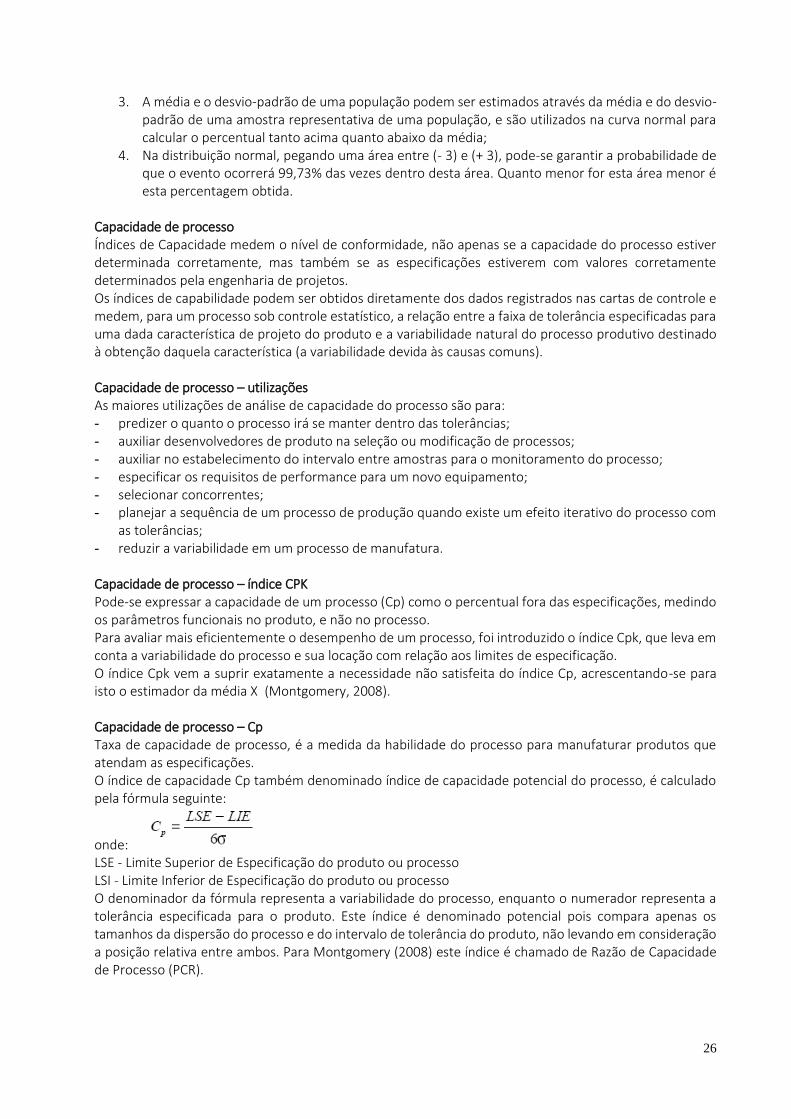
COMPARANDO HISTOGRAMAS COM LIMITE DE ESPECIFICAÇÃO Se existe uma especificação devemos levantar linhas dos limites superior e inferior de especificação (LSE e LIE) no histograma para comparar a distribuição com a especificação. A partir daí verificar se o histograma está bem localizado dentro dos limites. Exemplo – histograma
Sobreposição de um Histograma e uma Curva Normal Propriedades da Distribuição Normal-
1. Simétrica em relação à sua média; 2. Se a probabilidade total abaixo da curva é 100%, então a probabilidade de cada lado é 50%;
26
3. A média e o desvio-padrão de uma população podem ser estimados através da média e do desvio-padrão de uma amostra representativa de uma população, e são utilizados na curva normal para calcular o percentual tanto acima quanto abaixo da média;
4. Na distribuição normal, pegando uma área entre (- 3) e (+ 3), pode-se garantir a probabilidade de que o evento ocorrerá 99,73% das vezes dentro desta área. Quanto menor for esta área menor é esta percentagem obtida.
Capacidade de processo Índices de Capacidade medem o nível de conformidade, não apenas se a capacidade do processo estiver determinada corretamente, mas também se as especificações estiverem com valores corretamente determinados pela engenharia de projetos. Os índices de capabilidade podem ser obtidos diretamente dos dados registrados nas cartas de controle e medem, para um processo sob controle estatístico, a relação entre a faixa de tolerância especificadas para uma dada característica de projeto do produto e a variabilidade natural do processo produtivo destinado à obtenção daquela característica (a variabilidade devida às causas comuns). Capacidade de processo – utilizações As maiores utilizações de análise de capacidade do processo são para: - predizer o quanto o processo irá se manter dentro das tolerâncias; - auxiliar desenvolvedores de produto na seleção ou modificação de processos; - auxiliar no estabelecimento do intervalo entre amostras para o monitoramento do processo; - especificar os requisitos de performance para um novo equipamento; - selecionar concorrentes; - planejar a sequência de um processo de produção quando existe um efeito iterativo do processo com
as tolerâncias; - reduzir a variabilidade em um processo de manufatura. Capacidade de processo – índice CPK Pode-se expressar a capacidade de um processo (Cp) como o percentual fora das especificações, medindo os parâmetros funcionais no produto, e não no processo. Para avaliar mais eficientemente o desempenho de um processo, foi introduzido o índice Cpk, que leva em conta a variabilidade do processo e sua locação com relação aos limites de especificação. O índice Cpk vem a suprir exatamente a necessidade não satisfeita do índice Cp, acrescentando-se para isto o estimador da média X (Montgomery, 2008). Capacidade de processo – Cp Taxa de capacidade de processo, é a medida da habilidade do processo para manufaturar produtos que atendam as especificações. O índice de capacidade Cp também denominado índice de capacidade potencial do processo, é calculado pela fórmula seguinte:
onde: LSE - Limite Superior de Especificação do produto ou processo LSI - Limite Inferior de Especificação do produto ou processo O denominador da fórmula representa a variabilidade do processo, enquanto o numerador representa a tolerância especificada para o produto. Este índice é denominado potencial pois compara apenas os tamanhos da dispersão do processo e do intervalo de tolerância do produto, não levando em consideração a posição relativa entre ambos. Para Montgomery (2008) este índice é chamado de Razão de Capacidade de Processo (PCR).

27
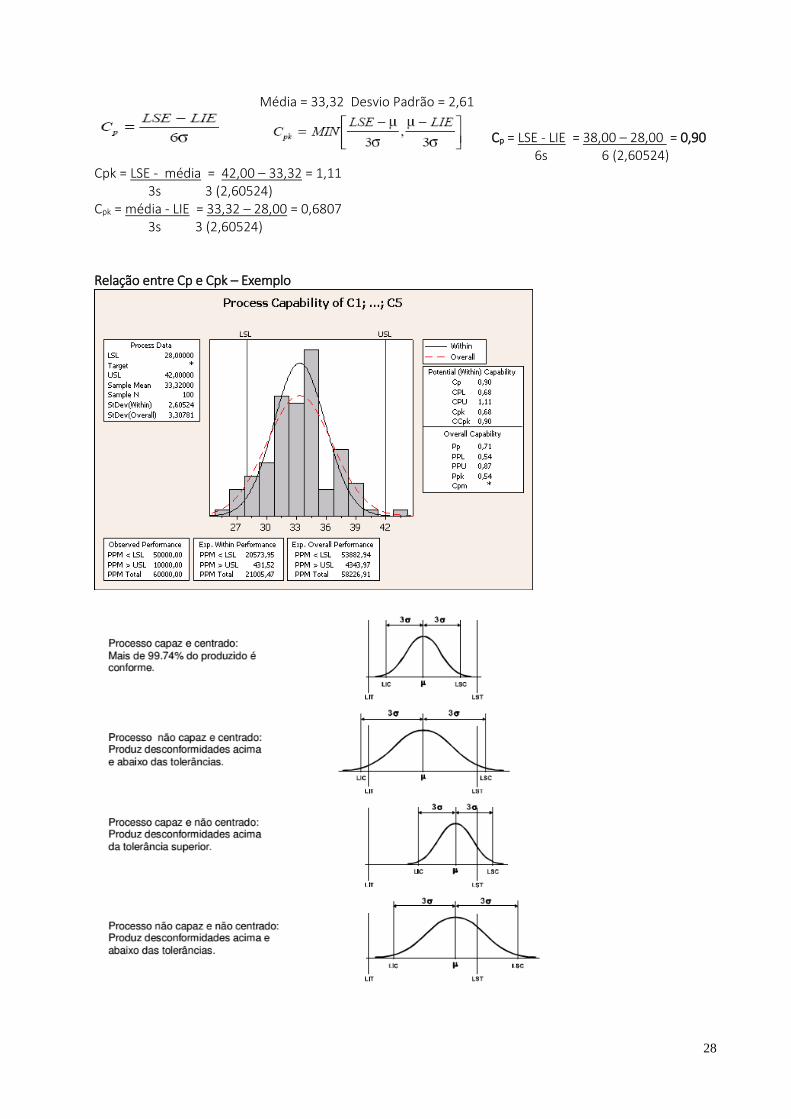
Capacidade de processo – CPK Imaginamos processos bem centralizados, que garantem uma dimensão média coincidindo com a média da especificação. Para medir as posições relativas entre a dispersão do processo e a tolerância do produto, é utilizado o índice de capacidade real do processo, Cpk, e calculado pela seguinte fórmula:
Quando a média do processo coincide com o valor nominal da especificação, então Cpk = Cp Os valores de referência de Cp e Cpk variam muito de uma empresa para outra. Muito comum é se adotar o valor referência de 1,33. Esse valor indica que é possível trabalhar com uma dispersão de amplitude 8s dentro do campo de tolerância do produto. O índice Cpk, portanto, determina a distância entre a média do processo e o limite de especificação mais próximo. Classificação capacidade de processo
Relação entre Cp e Cpk Quando Cp é alto (> 1,33) e Cpk é baixo (< 1,0) = dispersão é adequada, porém a média está deslocada.
As ações geralmente indicadas são operacionais, resumindo-se muitas vezes na regulagem de máquina para centralização do processo.
Quando o valor de Cp é baixo, a dispersão do processo não é satisfatória, e pode ser também que a sua média esteja deslocada.
Ações para este caso são muitas vezes gerenciais e mais complexas, pois as causas da elevada dispersão podem, muitas vezes, ser de difícil redução, tanto financeira quanto tecnicamente.
Ex: Considere o exemplo apresentado anteriormente para medidas (Carta de Médias e Desvio Padrão) e considere os valores de especificação: LIE = 28,00 LSE = 42,00 LIC = 29,82 LSC = 36,82
Montgomery, 2004
28
Média = 33,32 Desvio Padrão = 2,61 Cp = LSE - LIE = 38,00 – 28,00 = 0,90 6s 6 (2,60524)
Cpk = LSE - média = 42,00 – 33,32 = 1,11 3s 3 (2,60524) Cpk = média - LIE = 33,32 – 28,00 = 0,6807 3s 3 (2,60524) Relação entre Cp e Cpk – Exemplo
29
PLANEJAMENTO PARA CONSTRUÇÃO DE CARTAS DE CONTROLE A construção de uma carta de controle requer o seguinte planejamento: a) Definir quais processos serão controlados (métodos de ensaio validados, ou
instrumentos/equipamentos de medição, etc.). b) Definir quais características do processo serão controladas. Por exemplo: a exatidão de um método
analítico, resposta de um instrumento de medição, etc. c) Definir quais materiais serão monitorados (materiais de referência certificados – MRCs, material de
referência, soluções padrão, controles, etc.). Nota: Estes materiais devem ser homogêneos e estáveis e disponíveis em quantidade suficiente para serem analisados regularmente.
d) Definir equipamentos/instrumentos de medição e insumos necessários; Nota: Os equipamentos/instrumentos devem ter um plano de manutenção preventiva e de calibração.
e) Definir pessoal responsável pelas análises; f) Escolher o tipo de carta de controle. As cartas de controle podem ser classificadas em dois tipos: cartas
de controle para variáveis ou cartas de controle para atributos (item 4). Se a característica a ser controlada for expressa como um número em uma escala contínua de medida é denominada variável. Neste caso, é conveniente descrever a característica como uma medida de tendência central e uma de variabilidade. Estes gráficos são chamados de cartas de controle para variáveis. Muitas características não são medidas em uma escala contínua ou mesmo em uma escala quantitativa. Nestas situações, é possível julgar cada unidade do processo como conforme ou não conforme, com base se ela possui ou não certos atributos, ou então, pode-se contar o número de “defeitos” que aparecem em uma unidade do produto. Gráficos de controle para tais características são denominados cartas de controle para atributos. Para cada tipo de carta de controle há duas situações distintas: quando não há valores de referência e quando valores de referência são fornecidos. Os valores de referência podem ser definidos pelo método ou legislação (por exemplo, na avaliação de desempenho de métodos analíticos com o emprego de MRCs, podem ser utilizados os limites calculados com base nos valores certificados e incertezas associadas descritos no certificado).
g) Definir a quantidade m de subgrupos e a frequência das análises, de preferência, em intervalos regulares de tempo, definidos pelo analista.
h) Definir o número de replicatas de cada subgrupo ou tamanho do subgrupo (n). Preferencialmente, as medições das replicatas devem ser independentes e realizadas em condições de precisão intermediária. Se as replicatas independentes forem realizadas em condições de repetibilidade, as chances de variabilidade dentro do subgrupo serão minimizadas e as chances de variabilidade entre os subgrupos serão maximizadas. As cartas são construídas na suposição de que o tamanho do subgrupo n é constante. Neste manual não serão abordados cálculos dos limites de controle quando os valores de n são distintos dentro dos subgrupos. Nota: Não há regra geral para determinar a quantidade de subgrupos e/ou o tamanho dos subgrupos. Normalmente, 20 a 25 subgrupos com 4 ou 5 replicatas são considerados adequados para fornecer estimativas preliminares.
i) Definir limites de controle Os limites de controle nas cartas de Shewhart são definidos por 3 desvios (
3 ) acima ou abaixo do limite central ( L 3 ). Muitas vezes, é vantajoso construir o gráfico juntamente
com os limites 2 , que são chamados de limites de alerta. Podem ser inseridos ainda, os limites 1 , formando três regiões na carta de controle que auxiliam na detecção de alguns padrões (ver item 3). No entanto, podem existir situações onde será necessário aplicar outros critérios. Quando um processo está operando sob controle estatístico por certo tempo, novos limites de controle mais restritivos podem ser estabelecidos. Os limites de controle devem ser revistos periodicamente de acordo com as peculiaridades de cada processo.
j) Definir ações para melhoria do desempenho do processo. Antes de monitorar o processo, deve-se ter certeza de que o mesmo se encontra sob controle estatístico. Isto requer conscientização, treinamento e esforço por parte da equipe técnica envolvida, pois para eliminar causas especiais, reduzir a variabilidade do processo e estabilizar seu desempenho, a equipe deverá estar apta para coletar os dados corretamente, interpretar os resultados, identificar a causa raiz de eventuais problemas, implementar ação corretiva e usar o gráfico como instrumento para verificar e/ou acompanhar a
30
melhoria do processo. Registrar quaisquer anormalidades que possam ter ocorrido durante a execução das repetições de um subgrupo, pois serão importantes para a interpretação da carta de controle. Nota: Poderão ser utilizados dados históricos a fim de se obter os limites de controle preliminares. Entretanto, estes só indicarão que o processo estava ou não sob controle; para continuar o monitoramento, os limites devem ser frequentemente recalculados.
CARTAS DE CONTROLE POR ATRIBUTOS Muitas características da qualidade não podem ser representadas numericamente de forma conveniente. Nestas situações, classificamos cada item inspecionado como conforme ou não conforme em relação às especificações para aquela característica da qualidade. É importante não confundir os termos não conforme e não conformidade:
não conforme = defeituoso se refere ao produto não conformidades = defeitos em um produto pode ter mais de uma não conformidade
Tipos de defeitos: Defeituoso/não defeituoso passa /não passa, conforme/não conforme. É necessário definir à partida aquilo que é e o que não é defeito! Atributos são características que podem assumir apenas dois valores: conforme ou não conforme, certo ou errado bom ou ruim, sucesso ou insucesso passa ou não passa, vaza ou não vaza, etc. Nota: Cartas de atributo exige subgrupos de tamanho considerável (em geral, 50 a 200 unidades ou mais) para serem eficientes na detecção de alterações no processo.
Tipos de carta de controle - Gráficos Atributos
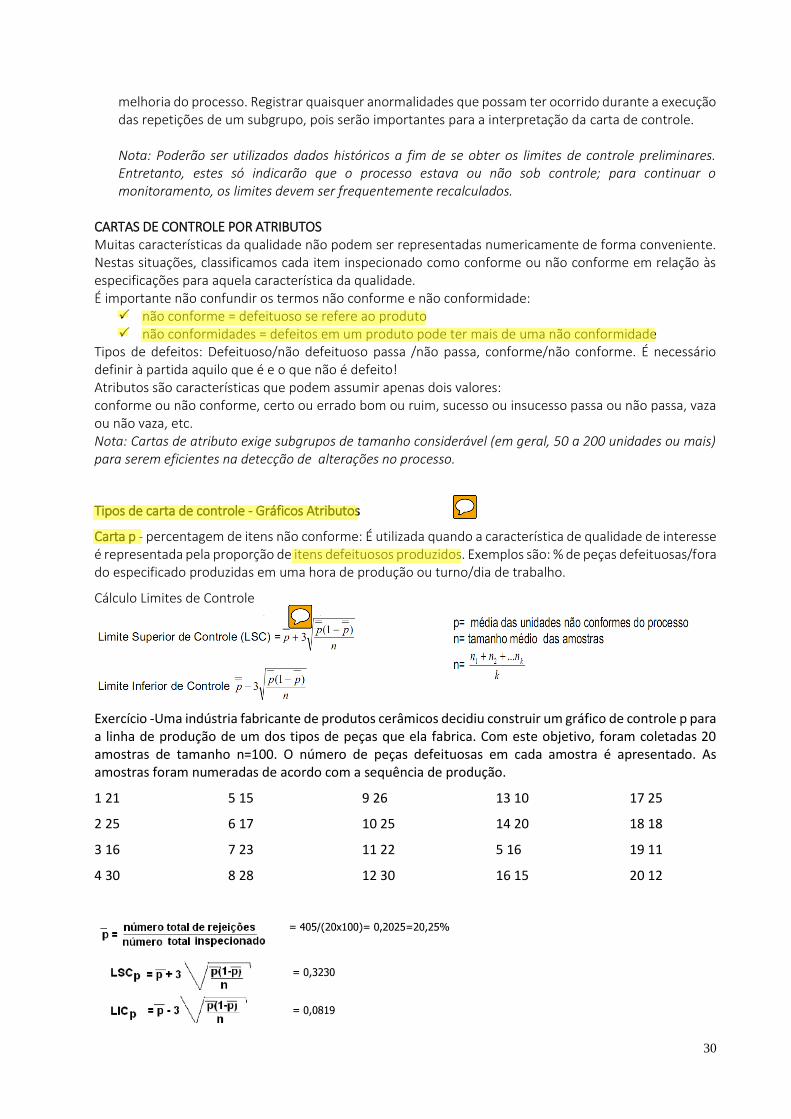
Carta p - percentagem de itens não conforme: É utilizada quando a característica de qualidade de interesse é representada pela proporção de itens defeituosos produzidos. Exemplos são: % de peças defeituosas/fora do especificado produzidas em uma hora de produção ou turno/dia de trabalho.
Cálculo Limites de Controle
Exercício -Uma indústria fabricante de produtos cerâmicos decidiu construir um gráfico de controle p para a linha de produção de um dos tipos de peças que ela fabrica. Com este objetivo, foram coletadas 20 amostras de tamanho n=100. O número de peças defeituosas em cada amostra é apresentado. As amostras foram numeradas de acordo com a sequência de produção.
1 21
2 25
3 16
4 30
5 15
6 17
7 23
8 28
9 26
10 25
11 22
12 30
13 10
14 20
5 16
16 15
17 25
18 18
19 11
20 12
31
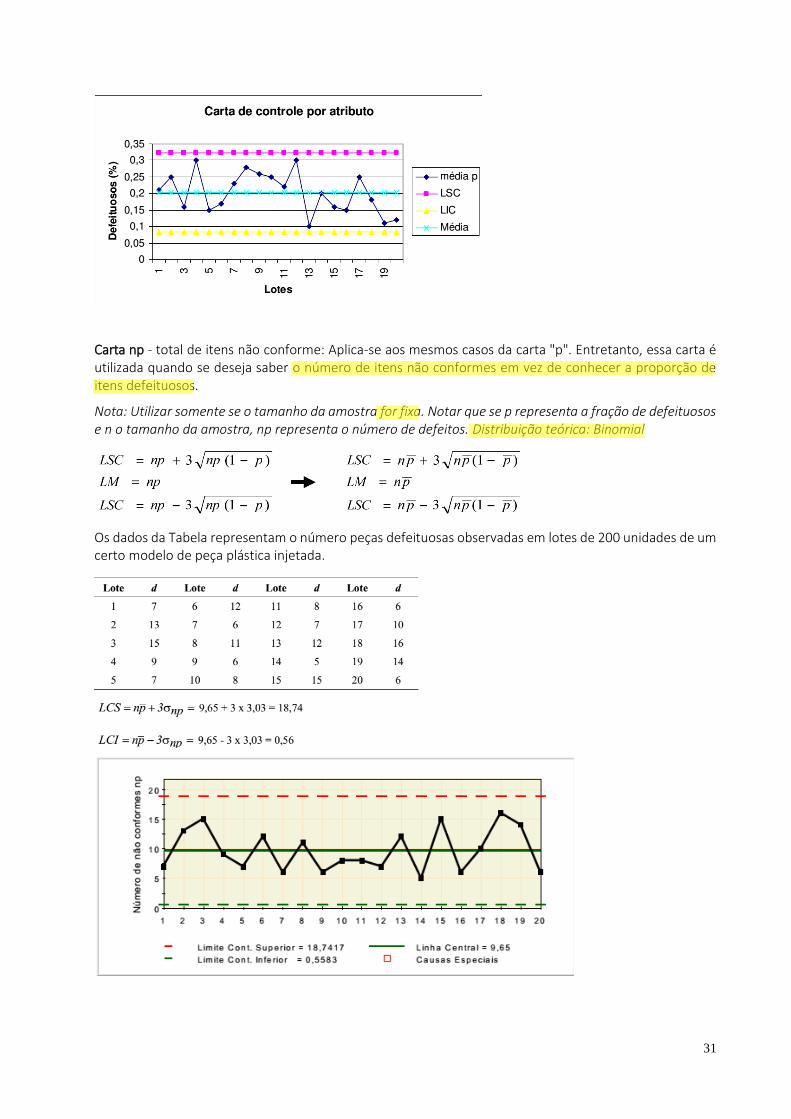
Carta np - total de itens não conforme: Aplica-se aos mesmos casos da carta "p". Entretanto, essa carta é utilizada quando se deseja saber o número de itens não conformes em vez de conhecer a proporção de itens defeituosos.
Nota: Utilizar somente se o tamanho da amostra for fixa. Notar que se p representa a fração de defeituosos e n o tamanho da amostra, np representa o número de defeitos. Distribuição teórica: Binomial
Os dados da Tabela representam o número peças defeituosas observadas em lotes de 200 unidades de um certo modelo de peça plástica injetada.

32
Carta c - não conformidades encontradas numa amostra de tamanho constante: É utilizada quando se deseja controlar o número total de defeitos em uma unidade do produto. A carta c é mais apropriada quando: a) os defeitos estão dispersos em um meio contínuo, como por exemplo: número de falhas por área de tecido, número de imperfeições por comprimento de pavimento e b) um produto pode apresentar mais de um tipo de defeito.
Exemplo: Os dados da Tabela representam o número de defeitos de pintura (não-conformidades) observados na pintura da lataria de ônibus
33
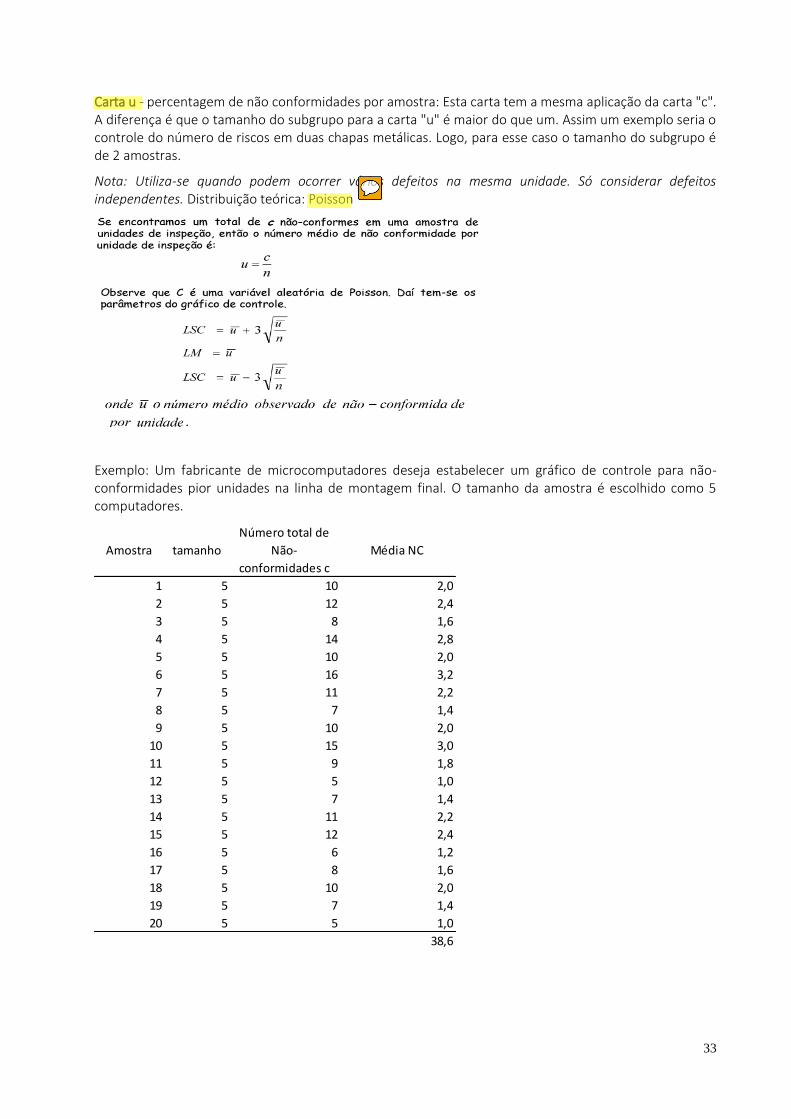
Carta u - percentagem de não conformidades por amostra: Esta carta tem a mesma aplicação da carta "c". A diferença é que o tamanho do subgrupo para a carta "u" é maior do que um. Assim um exemplo seria o controle do número de riscos em duas chapas metálicas. Logo, para esse caso o tamanho do subgrupo é de 2 amostras.
Nota: Utiliza-se quando podem ocorrer vários defeitos na mesma unidade. Só considerar defeitos independentes. Distribuição teórica: Poisson
Exemplo: Um fabricante de microcomputadores deseja estabelecer um gráfico de controle para não-conformidades pior unidades na linha de montagem final. O tamanho da amostra é escolhido como 5 computadores.
Amostra tamanho
Número total de
Não-
conformidades c
Média NC
1 5 10 2,0
2 5 12 2,4
3 5 8 1,6
4 5 14 2,8
5 5 10 2,0
6 5 16 3,2
7 5 11 2,2
8 5 7 1,4
9 5 10 2,0
10 5 15 3,0
11 5 9 1,8
12 5 5 1,0
13 5 7 1,4
14 5 11 2,2
15 5 12 2,4
16 5 6 1,2
17 5 8 1,6
18 5 10 2,0
19 5 7 1,4
20 5 5 1,0
38,6
34
Ver Material e exercícios cartas de controle por atributos: https://fenix.tecnico.ulisboa.pt/downloadFile/3779571247639/Exerc%C3%ADcioCEQ-CartaControloAtributos.pdf Montgomery pag. 213 a 219 http://www.producao.ufrgs.br/arquivos/disciplinas/388_apostilacep_2012.pdf CARACTERÍSTICAS QUE DEVEM SER CONTROLADAS De início se torna complicado determinar as características do processo ou produto a serem controlada pelas Cartas de Controle, de acordo com Montgomery (2004), serão então descritas algumas diretrizes para auxiliar a construção das Cartas de Controle. 1. A utilização deve atingir qualquer particularidade do produto, processo ou operação de produção que
realmente se avaliem como necessárias. As Cartas de Controle darão retorno imediato se serão realmente úteis, ou seja, se poderemos atingir ganhos no controle da operação, produto ou processo.
2. Deve-se fazer uma análise das Cartas de Controle que devem ser removidas, por qualquer motivo que não venha a impactar na melhora do controle, ou acrescentadas, no que julgar conveniente pela área industrial envolvida. A tendência é que haja uma diminuição da quantidade de cartas utilizadas, devido às diversas estabilizações do processo.
3. A quantidade e os tipos de Cartas de Controle devem estar constantemente atualizados e os arquivos das cartas por varáveis devem estar separadas das por atributos. A tendência é que o número de cartas cresça num primeiro momento de maneira perdurável, mas passado certo tempo comumente decrescerá. Atingido a estabilidade do processo, podemos comparar que de um ano para o outro é predisposto que o número de cartas siga o mesmo, mas o conteúdo necessariamente não será o mesmo podendo ocorrer variações no processo.
4. Com o frequente uso das Cartas de Controle e a obtenção de novas informações sobre as variáveis-chave do processo, notamos que a quantidade de cartas x e R aumentam e a quantidade de cartas por atributos diminui.
5. Inicialmente haverá mais Cartas de Controle por atributos, mas ao adquirirmos maior conhecimento sobre o processo, essas cartas serão trocadas pelas cartas de variáveis (x e R) aplicadas com antecedência no processo que derivem em não conformidade do item resultante. Em processos mais complicados pode haver a necessidade de se aplicarem cartas nos níveis de fornecedores e vendedores. Quanto mais cedo se puder alcançar o controle do processo, melhores serão os futuros ganhos do processo.
LOCALIZAÇÃO AS CARTAS DE CONTROLE Para ter acesso, para consultas e constantes atualizações, as cartas devem ficar localizadas de modo que todos os interessados tenham acesso rápido e fácil. Montgomery (2004), lista como devem estar localizadas as Cartas de Controle. As Cartas de Controle devem se dispor o mais bem localizado possível, para que as respostas às consultas e mudanças do processo sejam de fácil acessibilidade. Os
35
envolvidos diretos devem privar pela coleta de dados e serem responsáveis pelo mantimento e análise das cartas. Os engenheiros e operadores tem todo o respaldo para tomar decisões, conjuntas ou não, de modo a interferir no processo e fazer o melhor uso das Cartas de Controle para a melhoria final do processo. ESCOLHA DA CARTA DE CONTROLE Para fazer a escolha correta das Cartas de Controle se deve ter conhecimento, segundo Montgomery (2004), das seguintes diretrizes: Utilização de Cartas de Controle para variáveis nos seguintes cenários: a) Um processo novo está sendo colocado, ou um produto novo está sendo produzido de acordo com
um processo já vivente. b) Processo já está fundamentado, mas possui problemas permanentes ou não segue os padrões
estabelecidos para o produto. c) O processo apresenta problemas, a carta então servirá como parâmetro de melhora efetiva do
processo. d) Teste destrutivo é fundamental. e) Necessário restringir a um mínimo a amostragem. f) Foram usadas cartas de controle por atributos, mas o processo se apresenta fora de controle ou
é incabível o resultado da produção. g) Pretende-se alterar a caracterização do produto. h) O operador decide se adapta o processo ou não. i) Caracterizações muito rigorosas. j) Capacidade e estabilidade do processo devem ser constantemente apresentadas. Utilização de Cartas de Controle para atributos nos seguintes cenários: a) Operadores monitoram as causas atribuíveis, é preciso reduzir as falhas do processo. b) Processo complicado e a qualidade do produto é medida em não conformidades. c) Controle do processo se faz necessário, mas a grandeza não pode ser alcançada. d) Um histórico do desempenho do processo é importante, são muito eficazes para processo revisão
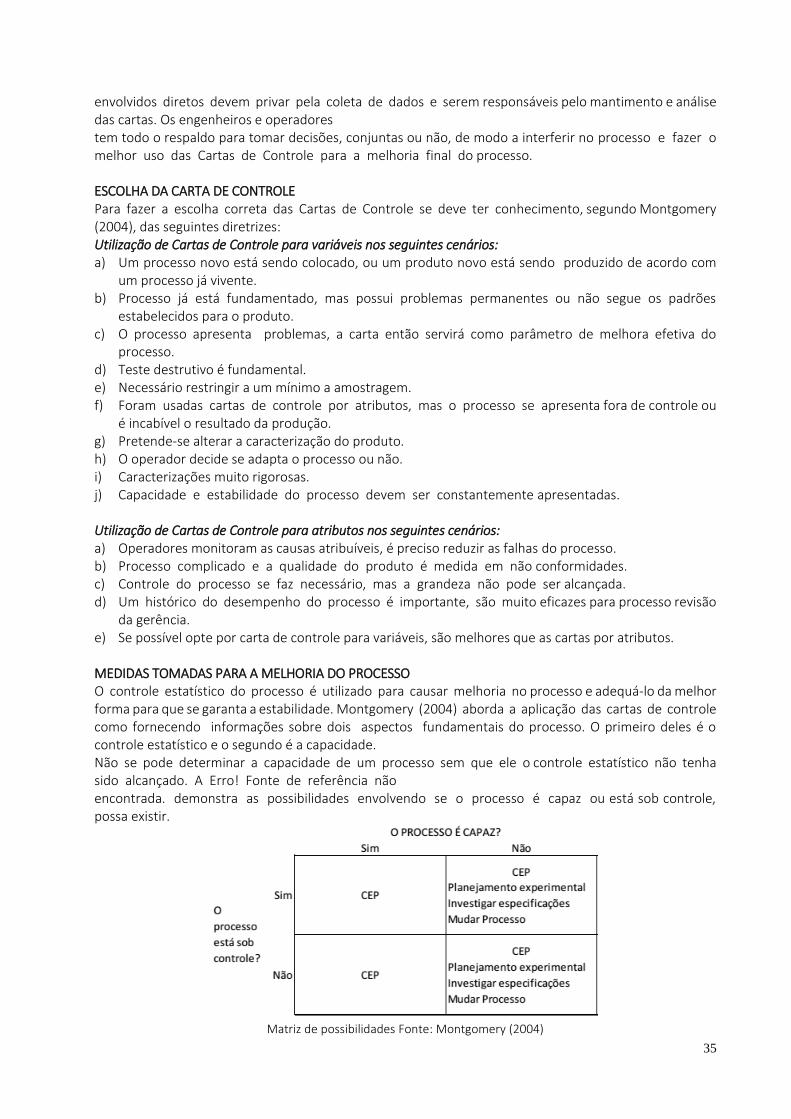
da gerência. e) Se possível opte por carta de controle para variáveis, são melhores que as cartas por atributos. MEDIDAS TOMADAS PARA A MELHORIA DO PROCESSO O controle estatístico do processo é utilizado para causar melhoria no processo e adequá-lo da melhor forma para que se garanta a estabilidade. Montgomery (2004) aborda a aplicação das cartas de controle como fornecendo informações sobre dois aspectos fundamentais do processo. O primeiro deles é o controle estatístico e o segundo é a capacidade. Não se pode determinar a capacidade de um processo sem que ele o controle estatístico não tenha sido alcançado. A Erro! Fonte de referência não encontrada. demonstra as possibilidades envolvendo se o processo é capaz ou está sob controle, possa existir.
Matriz de possibilidades Fonte: Montgomery (2004)
36
São quatro as possibilidades que dependem das respostas referentes às duas questões, se “O processo é capaz?” e se “O processo está sob controle?”. A célula no canto superior direito representa o estado almejado, processo está sob controle e o processo é capaz. Sendo assim os métodos do CEP são importantes para o acompanhamento do processo, pois se ocorrem causas atribuíveis podem comprometer assim o processo antes sob controle e capaz. A célula no canto superior esquerdo apresenta o processo sob controle estatístico, mas sua capacidade é fraca. Assim torna-se necessário atacar os problemas que acarretam a variabilidade. Pode-se primeiro fazer o reconhecimento de padrões na Carta de Controle, mas ainda pode não ser suficiente, sendo necessário interferir efetivamente no processo. As especificações devem ser revistas, podem ter sido dimensionadas em limites muito justos do que o necessário. Não sendo possível ainda resolver o problema, faz então necessário alterar o processo, desenvolvendo e/ou analisando novos parâmetros para esse processo. Já a célula inferior esquerdo, o processo não se encontra sob controle e não capaz. Recomenda-se então a mesma aplicação de ação da célula superior direita. E por fim, a célula inferior direita apresenta processo não capaz e que não está sob controle, ou seja, sem controle estatístico e que produz um número considerável de defeituosos devido as suas especificações serem muito extensas. AMOSTRAGEM DE ACEITAÇÃO: APLICAÇÕES DOS PLANOS DE AMOSTRAGEM Apresentação da Norma NBR 5426: Planos de amostragem e procedimentos na inspeção por atributos https://flaviobotana.files.wordpress.com/2011/04/nbr-5426-1985.pdf Apresentação da Norma NBR 5427: Guia para utilização da norma NBR 5426 - Planos de amostragem e procedimentos na inspeção por atributos https://intranet.ifs.ifsuldeminas.edu.br/~eder.clementino/GEST%C3%83O%20AMBIENTAL/LEGISLA%C3%87%C3%83O%20AMBIENTAL/NORMAS%20BRASILEIRAS%20REGULAMENTADORAS/NBR%2005427%20-%201985%20-%20Amostragem%20e%20Inspe%C3%A7%C3%A3o%20por%20Atributos.pdf Exercícios Aceitação por amostragem
1) Utilizando a norma NBR 5426 determine o plano de amostragem simples o critério de aceitação
/rejeição – Atenuada, Normal e Severa e descreva os resultados para:
m/ Plano Nível/Código NQA
5548 III 4,0%
190 II 2,5%
2155 S1, S2 eS3 1,5%
1230 I 1,0%
2) um produto é apresentado para inspeção de recebimento em lotes de 5.000 peças. A inspeção é realizada de acordo com a NBR-5426, nível III, com NQA = 0,40 %. a) escolha o plano de amostragem simples, com comutação entre os modos de inspeção normal, atenuada e severa pertinente. b) quando se deve passar da inspeção normal para a severa? E da atenuada para a normal? c) explique o procedimento de aceitação e rejeição do lote, caso esteja em uso o plano de amostragem dupla, inspeção atenuada.
37
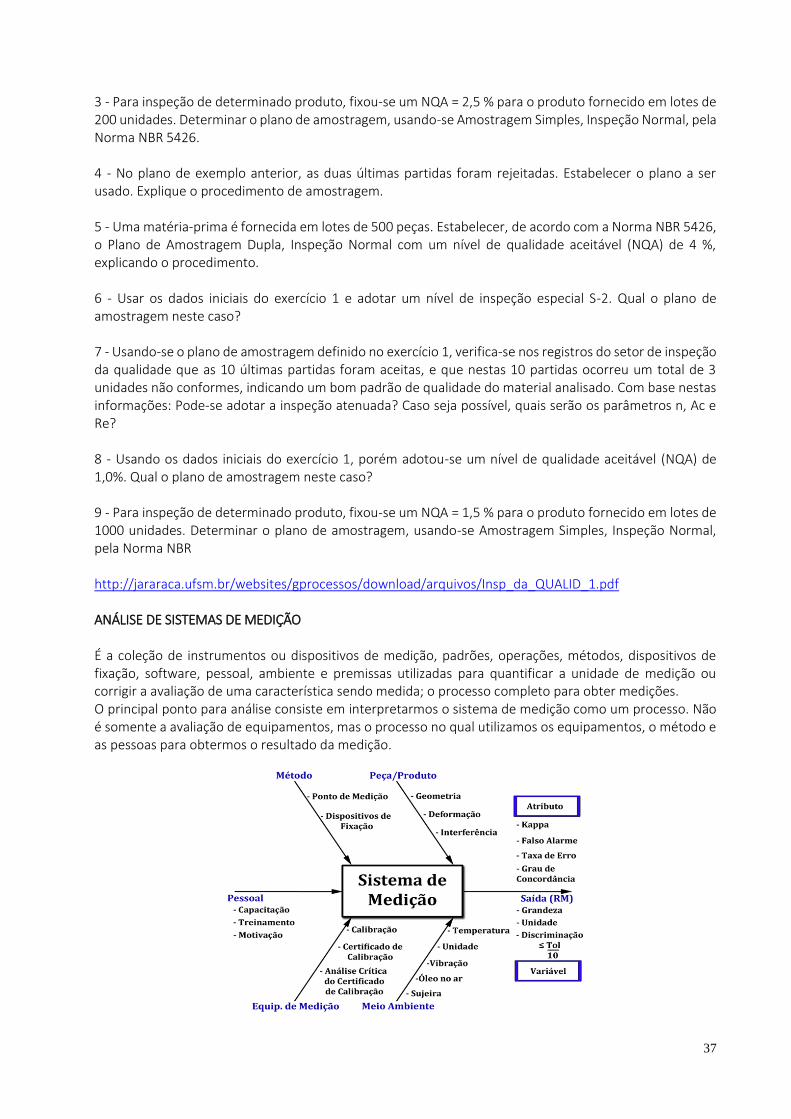
3 - Para inspeção de determinado produto, fixou-se um NQA = 2,5 % para o produto fornecido em lotes de 200 unidades. Determinar o plano de amostragem, usando-se Amostragem Simples, Inspeção Normal, pela Norma NBR 5426. 4 - No plano de exemplo anterior, as duas últimas partidas foram rejeitadas. Estabelecer o plano a ser usado. Explique o procedimento de amostragem. 5 - Uma matéria-prima é fornecida em lotes de 500 peças. Estabelecer, de acordo com a Norma NBR 5426, o Plano de Amostragem Dupla, Inspeção Normal com um nível de qualidade aceitável (NQA) de 4 %, explicando o procedimento. 6 - Usar os dados iniciais do exercício 1 e adotar um nível de inspeção especial S-2. Qual o plano de amostragem neste caso? 7 - Usando-se o plano de amostragem definido no exercício 1, verifica-se nos registros do setor de inspeção da qualidade que as 10 últimas partidas foram aceitas, e que nestas 10 partidas ocorreu um total de 3 unidades não conformes, indicando um bom padrão de qualidade do material analisado. Com base nestas informações: Pode-se adotar a inspeção atenuada? Caso seja possível, quais serão os parâmetros n, Ac e Re? 8 - Usando os dados iniciais do exercício 1, porém adotou-se um nível de qualidade aceitável (NQA) de 1,0%. Qual o plano de amostragem neste caso? 9 - Para inspeção de determinado produto, fixou-se um NQA = 1,5 % para o produto fornecido em lotes de 1000 unidades. Determinar o plano de amostragem, usando-se Amostragem Simples, Inspeção Normal, pela Norma NBR http://jararaca.ufsm.br/websites/gprocessos/download/arquivos/Insp_da_QUALID_1.pdf ANÁLISE DE SISTEMAS DE MEDIÇÃO É a coleção de instrumentos ou dispositivos de medição, padrões, operações, métodos, dispositivos de fixação, software, pessoal, ambiente e premissas utilizadas para quantificar a unidade de medição ou corrigir a avaliação de uma característica sendo medida; o processo completo para obter medições. O principal ponto para análise consiste em interpretarmos o sistema de medição como um processo. Não é somente a avaliação de equipamentos, mas o processo no qual utilizamos os equipamentos, o método e as pessoas para obtermos o resultado da medição.
38
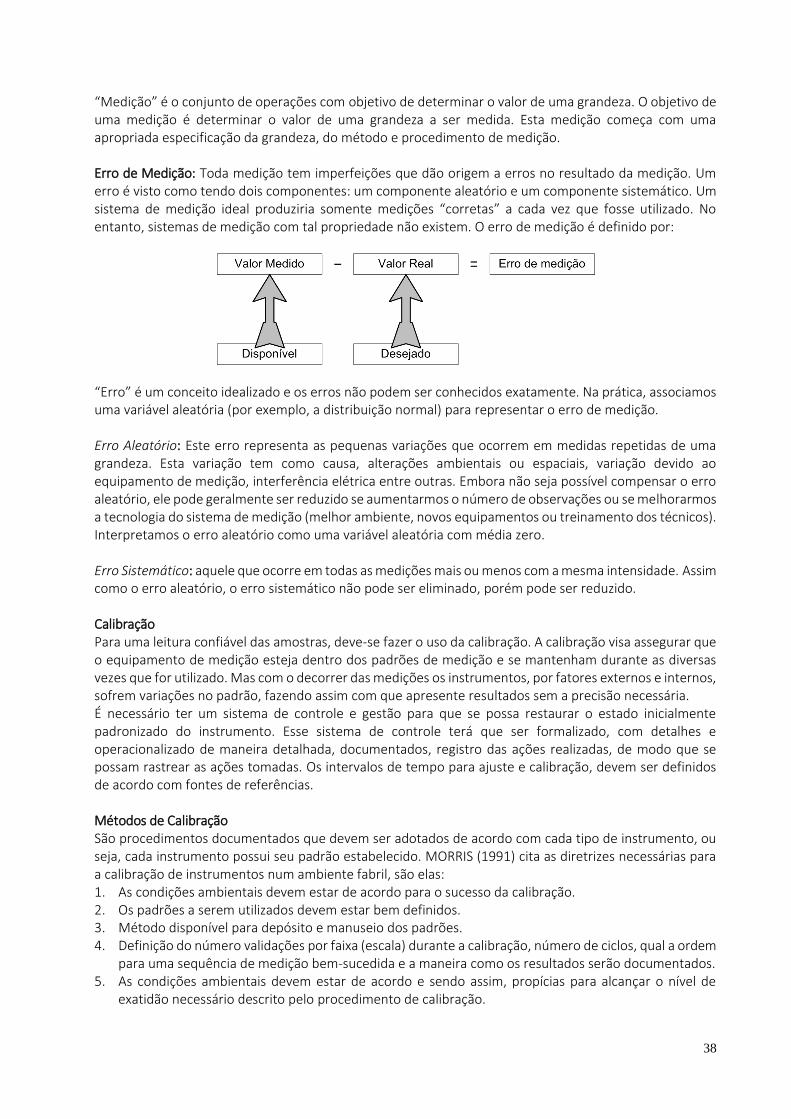
“Medição” é o conjunto de operações com objetivo de determinar o valor de uma grandeza. O objetivo de uma medição é determinar o valor de uma grandeza a ser medida. Esta medição começa com uma apropriada especificação da grandeza, do método e procedimento de medição. Erro de Medição: Toda medição tem imperfeições que dão origem a erros no resultado da medição. Um erro é visto como tendo dois componentes: um componente aleatório e um componente sistemático. Um sistema de medição ideal produziria somente medições “corretas” a cada vez que fosse utilizado. No entanto, sistemas de medição com tal propriedade não existem. O erro de medição é definido por:
“Erro” é um conceito idealizado e os erros não podem ser conhecidos exatamente. Na prática, associamos uma variável aleatória (por exemplo, a distribuição normal) para representar o erro de medição. Erro Aleatório: Este erro representa as pequenas variações que ocorrem em medidas repetidas de uma grandeza. Esta variação tem como causa, alterações ambientais ou espaciais, variação devido ao equipamento de medição, interferência elétrica entre outras. Embora não seja possível compensar o erro aleatório, ele pode geralmente ser reduzido se aumentarmos o número de observações ou se melhorarmos a tecnologia do sistema de medição (melhor ambiente, novos equipamentos ou treinamento dos técnicos). Interpretamos o erro aleatório como uma variável aleatória com média zero. Erro Sistemático: aquele que ocorre em todas as medições mais ou menos com a mesma intensidade. Assim como o erro aleatório, o erro sistemático não pode ser eliminado, porém pode ser reduzido. Calibração Para uma leitura confiável das amostras, deve-se fazer o uso da calibração. A calibração visa assegurar que o equipamento de medição esteja dentro dos padrões de medição e se mantenham durante as diversas vezes que for utilizado. Mas com o decorrer das medições os instrumentos, por fatores externos e internos, sofrem variações no padrão, fazendo assim com que apresente resultados sem a precisão necessária. É necessário ter um sistema de controle e gestão para que se possa restaurar o estado inicialmente padronizado do instrumento. Esse sistema de controle terá que ser formalizado, com detalhes e operacionalizado de maneira detalhada, documentados, registro das ações realizadas, de modo que se possam rastrear as ações tomadas. Os intervalos de tempo para ajuste e calibração, devem ser definidos de acordo com fontes de referências. Métodos de Calibração São procedimentos documentados que devem ser adotados de acordo com cada tipo de instrumento, ou seja, cada instrumento possui seu padrão estabelecido. MORRIS (1991) cita as diretrizes necessárias para a calibração de instrumentos num ambiente fabril, são elas: 1. As condições ambientais devem estar de acordo para o sucesso da calibração. 2. Os padrões a serem utilizados devem estar bem definidos. 3. Método disponível para depósito e manuseio dos padrões. 4. Definição do número validações por faixa (escala) durante a calibração, número de ciclos, qual a ordem
para uma sequência de medição bem-sucedida e a maneira como os resultados serão documentados. 5. As condições ambientais devem estar de acordo e sendo assim, propícias para alcançar o nível de
exatidão necessário descrito pelo procedimento de calibração.
39
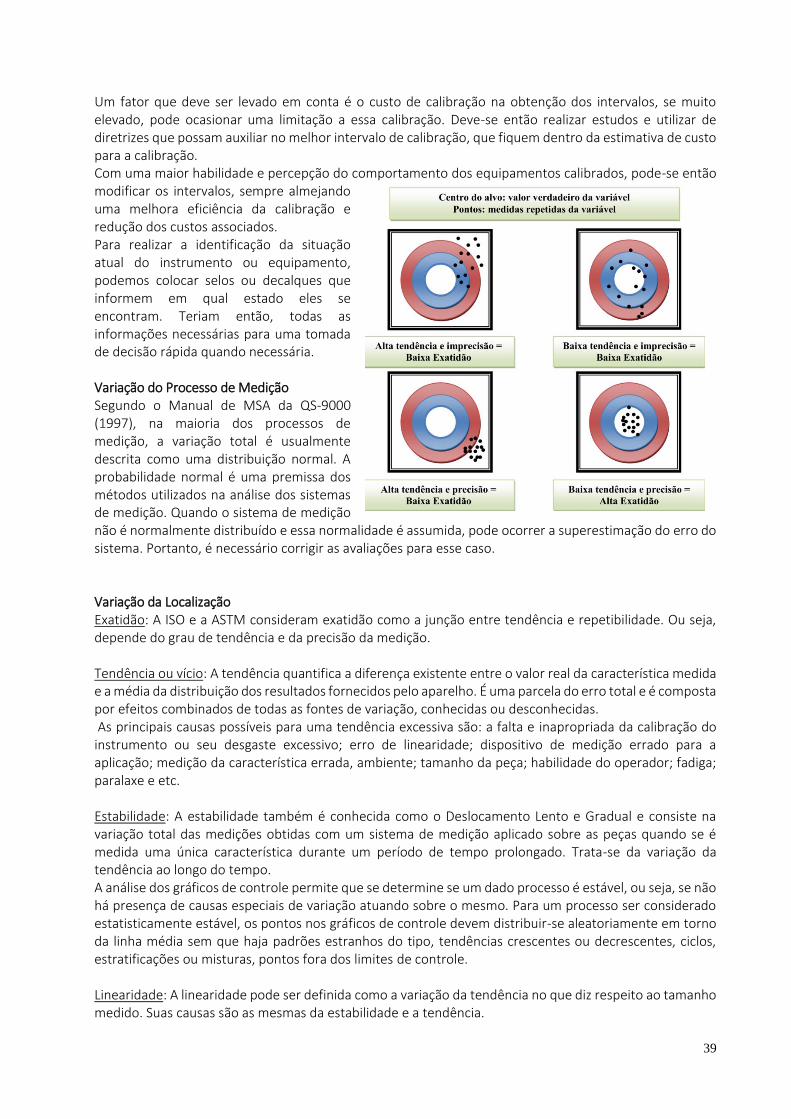
Um fator que deve ser levado em conta é o custo de calibração na obtenção dos intervalos, se muito elevado, pode ocasionar uma limitação a essa calibração. Deve-se então realizar estudos e utilizar de diretrizes que possam auxiliar no melhor intervalo de calibração, que fiquem dentro da estimativa de custo para a calibração. Com uma maior habilidade e percepção do comportamento dos equipamentos calibrados, pode-se então modificar os intervalos, sempre almejando uma melhora eficiência da calibração e redução dos custos associados. Para realizar a identificação da situação atual do instrumento ou equipamento, podemos colocar selos ou decalques que informem em qual estado eles se encontram. Teriam então, todas as informações necessárias para uma tomada de decisão rápida quando necessária. Variação do Processo de Medição Segundo o Manual de MSA da QS-9000 (1997), na maioria dos processos de medição, a variação total é usualmente descrita como uma distribuição normal. A probabilidade normal é uma premissa dos métodos utilizados na análise dos sistemas de medição. Quando o sistema de medição não é normalmente distribuído e essa normalidade é assumida, pode ocorrer a superestimação do erro do sistema. Portanto, é necessário corrigir as avaliações para esse caso. Variação da Localização Exatidão: A ISO e a ASTM consideram exatidão como a junção entre tendência e repetibilidade. Ou seja, depende do grau de tendência e da precisão da medição.
Tendência ou vício: A tendência quantifica a diferença existente entre o valor real da característica medida e a média da distribuição dos resultados fornecidos pelo aparelho. É uma parcela do erro total e é composta por efeitos combinados de todas as fontes de variação, conhecidas ou desconhecidas. As principais causas possíveis para uma tendência excessiva são: a falta e inapropriada da calibração do instrumento ou seu desgaste excessivo; erro de linearidade; dispositivo de medição errado para a aplicação; medição da característica errada, ambiente; tamanho da peça; habilidade do operador; fadiga; paralaxe e etc. Estabilidade: A estabilidade também é conhecida como o Deslocamento Lento e Gradual e consiste na variação total das medições obtidas com um sistema de medição aplicado sobre as peças quando se é medida uma única característica durante um período de tempo prolongado. Trata-se da variação da tendência ao longo do tempo. A análise dos gráficos de controle permite que se determine se um dado processo é estável, ou seja, se não há presença de causas especiais de variação atuando sobre o mesmo. Para um processo ser considerado estatisticamente estável, os pontos nos gráficos de controle devem distribuir-se aleatoriamente em torno da linha média sem que haja padrões estranhos do tipo, tendências crescentes ou decrescentes, ciclos, estratificações ou misturas, pontos fora dos limites de controle. Linearidade: A linearidade pode ser definida como a variação da tendência no que diz respeito ao tamanho medido. Suas causas são as mesmas da estabilidade e a tendência.
40
VARIAÇÃO DA DISPERSÃO Precisão: A precisão descreve o efeito líquido da discriminação, da sensibilidade e da repetibilidade ao longo do intervalo de operação de um sistema de medição. É frequentemente usada para descrever a variação esperada em repetidas medições feita ao longo do intervalo de medição, que pode ser caracterizada em tamanho ou em tempo.
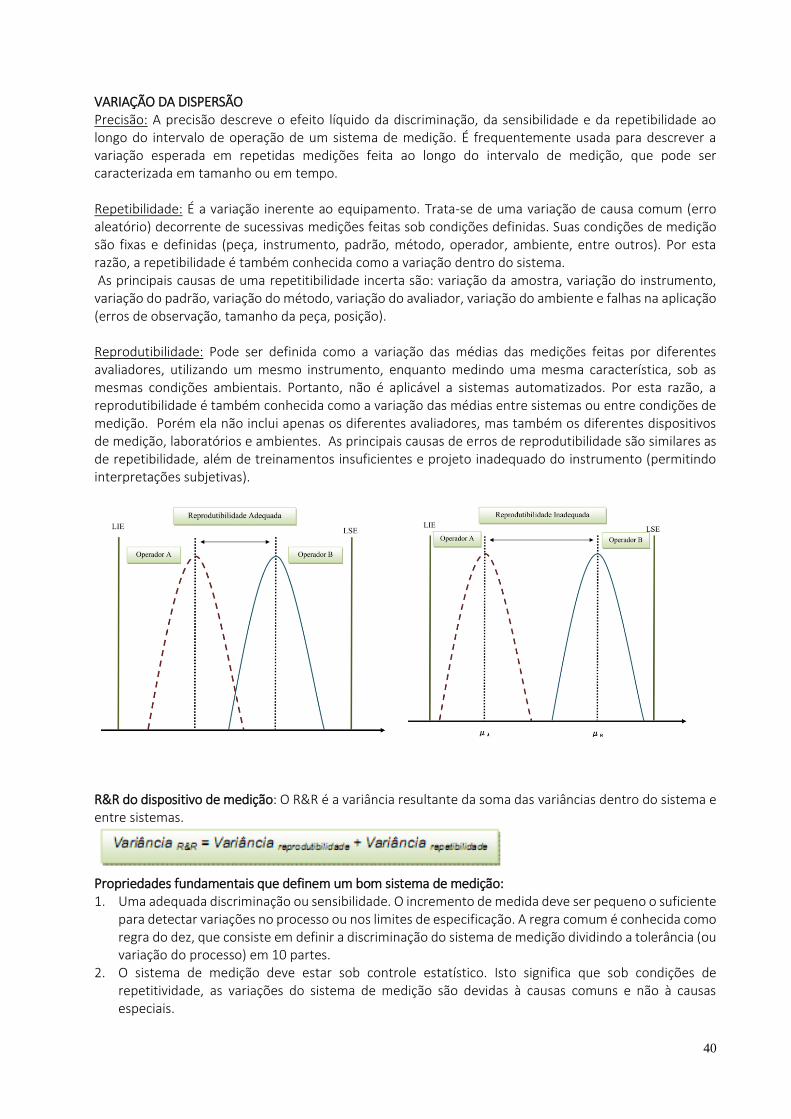
Repetibilidade: É a variação inerente ao equipamento. Trata-se de uma variação de causa comum (erro aleatório) decorrente de sucessivas medições feitas sob condições definidas. Suas condições de medição são fixas e definidas (peça, instrumento, padrão, método, operador, ambiente, entre outros). Por esta razão, a repetibilidade é também conhecida como a variação dentro do sistema. As principais causas de uma repetitibilidade incerta são: variação da amostra, variação do instrumento, variação do padrão, variação do método, variação do avaliador, variação do ambiente e falhas na aplicação (erros de observação, tamanho da peça, posição). Reprodutibilidade: Pode ser definida como a variação das médias das medições feitas por diferentes avaliadores, utilizando um mesmo instrumento, enquanto medindo uma mesma característica, sob as mesmas condições ambientais. Portanto, não é aplicável a sistemas automatizados. Por esta razão, a reprodutibilidade é também conhecida como a variação das médias entre sistemas ou entre condições de medição. Porém ela não inclui apenas os diferentes avaliadores, mas também os diferentes dispositivos de medição, laboratórios e ambientes. As principais causas de erros de reprodutibilidade são similares as de repetibilidade, além de treinamentos insuficientes e projeto inadequado do instrumento (permitindo interpretações subjetivas).
R&R do dispositivo de medição: O R&R é a variância resultante da soma das variâncias dentro do sistema e entre sistemas.
Propriedades fundamentais que definem um bom sistema de medição: 1. Uma adequada discriminação ou sensibilidade. O incremento de medida deve ser pequeno o suficiente
para detectar variações no processo ou nos limites de especificação. A regra comum é conhecida como regra do dez, que consiste em definir a discriminação do sistema de medição dividindo a tolerância (ou variação do processo) em 10 partes.
2. O sistema de medição deve estar sob controle estatístico. Isto significa que sob condições de repetitividade, as variações do sistema de medição são devidas à causas comuns e não à causas especiais.
41
3. Para controle de produto, a variabilidade do sistema de medição deve ser pequena comparada com limites de especificação. Comparar a variabilidade do sistema de medição com as tolerâncias do produto.
4. Para controle do processo, a variabilidade do sistema de medição deve demonstrar uma resolução efetiva e pequena comparada com a variação do processo de manufatura. Comparar a variabilidade do sistema de medição com 6-sigma da variação do processo e/ou variação total.
Diretrizes para análise do sistema de medição
Discriminar as grandezas relacionadas nos planos de controle;
Identificar os sistemas de medição e definir as prioridades (Cliente; Refugo e Complexidade);
Identificar uma equipe multifuncional: Para cada sistema de medição priorizado: Desenvolver um
fluxograma do processo de medição; treinar os envolvidos;
Desenvolver o diagrama de Ishikawa; Escolher as ferramentas estatísticas; montar um cronograma de aplicação das ferramentas; documentar as soluções e as correções; institucionalizar a mudança.
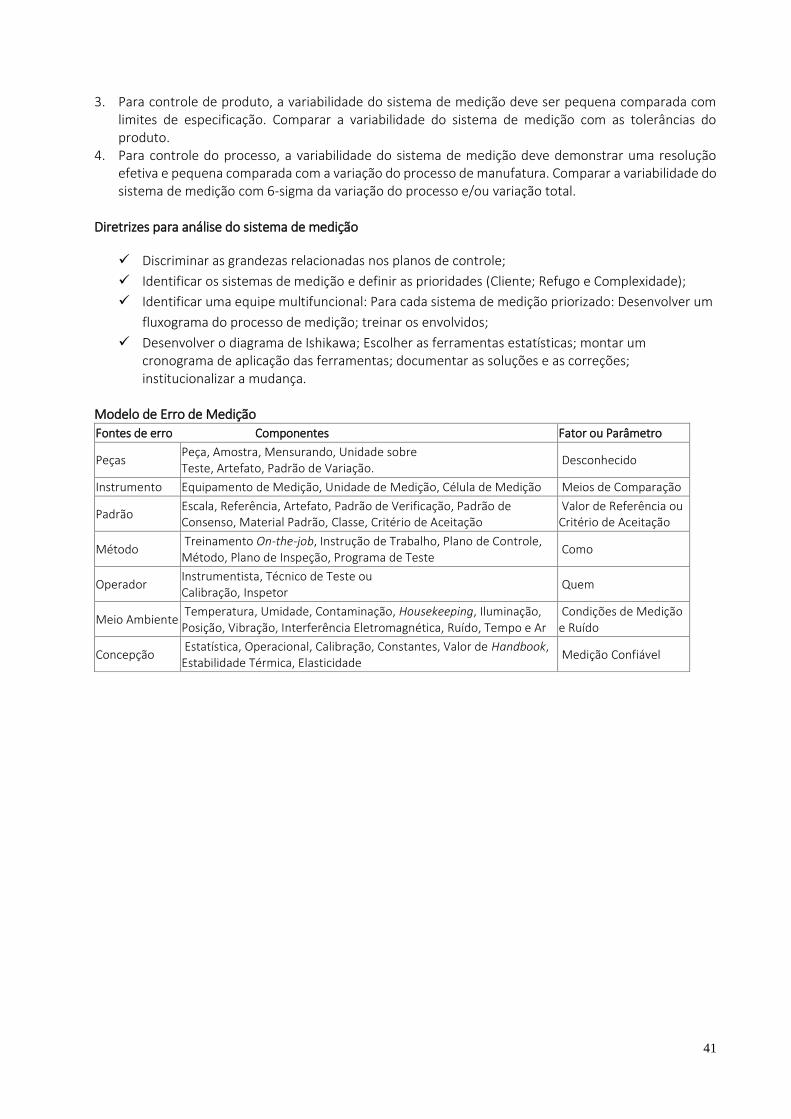
Modelo de Erro de Medição
Fontes de erro Componentes Fator ou Parâmetro
Peças Peça, Amostra, Mensurando, Unidade sobre Teste, Artefato, Padrão de Variação.
Desconhecido
Instrumento Equipamento de Medição, Unidade de Medição, Célula de Medição Meios de Comparação
Padrão Escala, Referência, Artefato, Padrão de Verificação, Padrão de Consenso, Material Padrão, Classe, Critério de Aceitação
Valor de Referência ou Critério de Aceitação
Método Treinamento On-the-job, Instrução de Trabalho, Plano de Controle, Método, Plano de Inspeção, Programa de Teste
Como
Operador Instrumentista, Técnico de Teste ou Calibração, Inspetor
Quem
Meio Ambiente Temperatura, Umidade, Contaminação, Housekeeping, Iluminação, Posição, Vibração, Interferência Eletromagnética, Ruído, Tempo e Ar
Condições de Medição e Ruído
Concepção Estatística, Operacional, Calibração, Constantes, Valor de Handbook, Estabilidade Térmica, Elasticidade
Medição Confiável
42
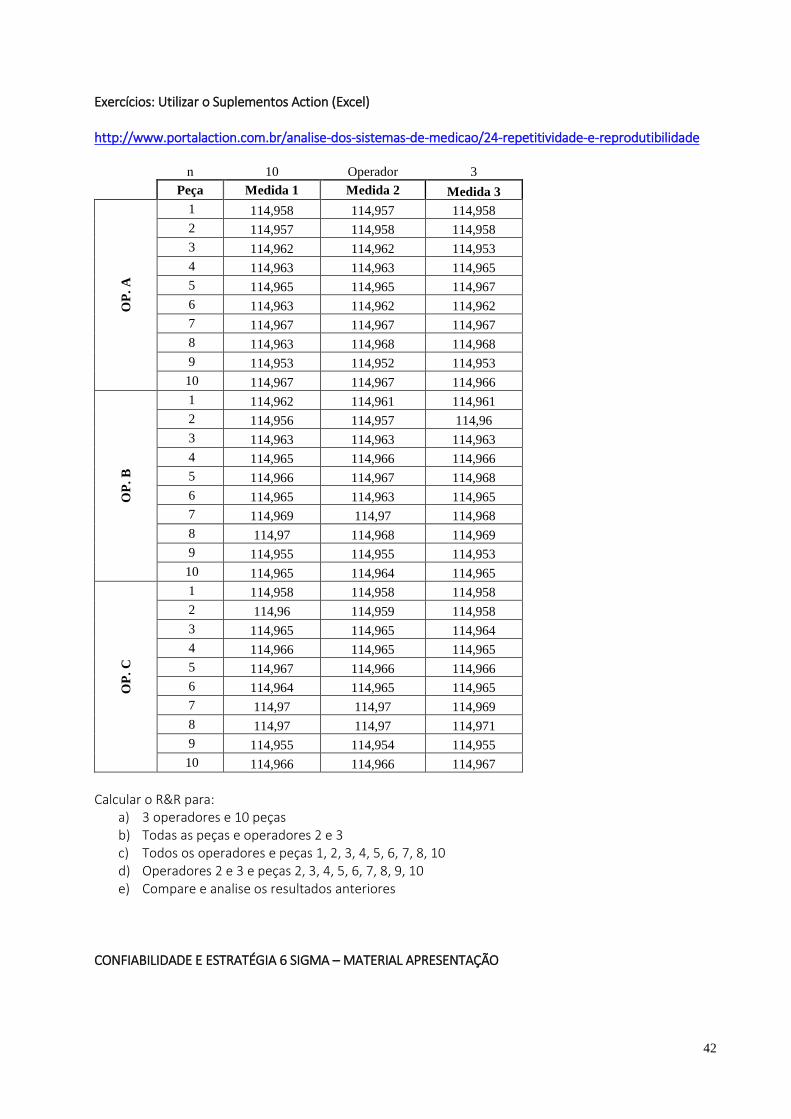
Exercícios: Utilizar o Suplementos Action (Excel) http://www.portalaction.com.br/analise-dos-sistemas-de-medicao/24-repetitividade-e-reprodutibilidade
n 10 Operador 3
Peça Medida 1 Medida 2 Medida 3
OP
. A
1 114,958 114,957 114,958
2 114,957 114,958 114,958
3 114,962 114,962 114,953
4 114,963 114,963 114,965
5 114,965 114,965 114,967
6 114,963 114,962 114,962
7 114,967 114,967 114,967
8 114,963 114,968 114,968
9 114,953 114,952 114,953
10 114,967 114,967 114,966
OP
. B
1 114,962 114,961 114,961
2 114,956 114,957 114,96
3 114,963 114,963 114,963
4 114,965 114,966 114,966
5 114,966 114,967 114,968
6 114,965 114,963 114,965
7 114,969 114,97 114,968
8 114,97 114,968 114,969
9 114,955 114,955 114,953
10 114,965 114,964 114,965
OP
. C
1 114,958 114,958 114,958
2 114,96 114,959 114,958
3 114,965 114,965 114,964
4 114,966 114,965 114,965
5 114,967 114,966 114,966
6 114,964 114,965 114,965
7 114,97 114,97 114,969
8 114,97 114,97 114,971
9 114,955 114,954 114,955
10 114,966 114,966 114,967
Calcular o R&R para:
a) 3 operadores e 10 peças b) Todas as peças e operadores 2 e 3 c) Todos os operadores e peças 1, 2, 3, 4, 5, 6, 7, 8, 10 d) Operadores 2 e 3 e peças 2, 3, 4, 5, 6, 7, 8, 9, 10 e) Compare e analise os resultados anteriores
CONFIABILIDADE E ESTRATÉGIA 6 SIGMA – MATERIAL APRESENTAÇÃO
43