Embed Size (px)
Citation preview

outubro de 2014
Universidade do MinhoEscola de Engenharia
Rúben Alexandre Pereira da Eira
UM
inho
|201
4R
úben
Ale
xand
re P
erei
ra d
a Ei
ra
Aplicação de Princípios e Ferramentas do Lean Manufacturing numa empresa de vestuário
Ap
lica
ção
de
Pri
ncí
pio
s e
Fe
rra
me
nta
s d
o L
ean M
anufa
cturing
nu
ma
em
pre
sa d
e v
est
uá
rio

Dissertação de Mestrado Mestrado em Engenharia Industrial
Trabalho efetuado sob a orientação da Professora Doutora Anabela Carvalho Alves
outubro de 2014
Universidade do MinhoEscola de Engenharia
Rúben Alexandre Pereira da Eira
Aplicação de Princípios e Ferramentas do Lean Manufacturing numa empresa de vestuário

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
ii
DECLARAÇÃO
Nome: Rúben Alexandre Pereira da Eira
Endereço eletrónico: [email protected] Telefone: 917905287
Número do Bilhete de Identidade: 14033141
Título da dissertação: Aplicação de Princípios e Ferramentas de Lean Manufacturing numa empresa de
vestuário
Orientador(es): Professora Doutora Anabela Carvalho Alves
Ano de conclusão: 2014
Designação do Mestrado: Mestrado em Engenharia Industrial
É AUTORIZADA A REPRODUÇÃO INTEGRAL DESTA DISSERTAÇÃO APENAS PARA
EFEITOS DE INVESTIGAÇÃO, MEDIANTE DECLARAÇÃO ESCRITA DO
INTERESSADO, QUE A TAL SE COMPROMETE.
Universidade do Minho, 31/10/2014
Assinatura:

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
iii
AGRADECIMENTOS
Findo este projeto, existe um conjunto de pessoas a quem não podia deixar de prestar os meus
agradecimentos por terem marcado positivamente o meu trajeto a nível pessoal, académico e profissional
e pelo seu contributo inestimável para a realização deste trabalho. Começo por agradecer aos meus pais
e aos meus irmãos pelo incomparável e resoluto apoio, confiança e AMOR, dando-me a força e motivação
necessárias na prossecução dos meus objetivos. Um MUITO OBRIGADO por estarem sempre presentes.
Quero prestar um enorme agradecimento ao Sr. Domingos Pereira, administrador da Consifex,
primeiramente, pela oportunidade de realização do estágio. Agradeço especialmente por me ter integrado
na sua família, pela sua sempre boa disposição e pela prontidão para me ajudar, pela transmissão de
preceitos e conhecimentos que me abriram horizontes sobre diversos temas discutidos, e por toda a
generosidade prestada ao longo deste percurso.
Ao Engº Nuno Pimenta, enquanto meu orientador na empresa, agradeço pela sua atenção e
disponibilidade, por me ter integrado na empresa e por todo o seu apoio. Expresso também a minha
gratidão para com todos os colaboradores da Consifex pela generosidade, paciência, e pelo seu
envolvimento no projeto. Em especial, deixo o meu agradecimento à Augusta Ribeiro, Filipe Pereira,
Sérgio Lopes e à Susana Pereira pelo seu companheirismo, preocupação, boa vontade e por toda a ajuda
e dedicação prestadas.
À minha orientadora científica, a Professora Doutora Anabela Alves, agradeço pela paciência e
disponibilidade demonstradas durante o esclarecimento de dúvidas e pelas suas críticas construtivas e
sugestões imprescindíveis para garantir o bom encaminhamento do projeto.
Agradeço também à Engª Laura pela amabilidade, dedicação, acompanhamento e todo o auxílio prestado
na realização da dissertação.
Não podia deixar de agradecer a todos meus amigos pelo incondicional apoio, paciência e pelos tempos
de cumplicidade e partilha vividos. Destaco Joana Dantas, Artur Silva, Patrícia Mano, Ricardo Vilaça,
Maria Lopes, Inês Almeida, Joana Barroso, Mariana Silva, Catarina Teixeira, Aurélie Cunha, Sara Dias e
Christophe Fernandes!
MUITO OBRIGADO A TODOS!

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
iv

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
v
RESUMO
O presente trabalho desenvolveu-se no âmbito de um projeto de dissertação do 2º semestre do 2º ano do
Mestrado em Engenharia Industrial. Este projeto foi desenvolvido em contexto industrial e teve como
principal objetivo a aplicação de princípios e ferramentas Lean numa empresa de vestuário. O Lean
Manufacturing, enquanto filosofia de gestão moderna, preconiza a redução de custos pela eliminação de
desperdícios e permite a melhoria dos sistemas produtivos, pela agilidade conseguida nos processos
produtivos encurtando os prazos de entrega aos clientes, e pela utilização eficiente dos recursos com
base na ideologia de “fazer mais com menos”.
A metodologia de investigação utilizada foi a Investigação-Ação. Inicialmente foi feita uma revisão
bibliográfica sobre as práticas do Lean Manufacturing desde a evolução do conceito e disseminação dos
princípios fundamentais até às principais técnicas e ferramentas utilizadas tais como os 5S, Gestão
Visual, JIT ou VSM. Adicionalmente, apresentaram-se alguns casos de implementação do Lean em
empresas de vestuário. Prosseguiu-se com a apresentação e caracterização da empresa onde o estudo
foi realizado, para então realizar-se uma análise crítica ao atual sistema produtivo da empresa de forma a
identificar os principais problemas existentes. Esta análise assumiu particular relevo no setor de
acabamento, tendo envolvido um estudo dos tempos operativos e da configuração atual do layout. Entre
as ferramentas utilizadas nesta fase, destaca-se a aplicação de uma nova ferramenta de identificação de
desperdícios – Waste Identification Diagram.
Para os problemas encontrados foram propostas soluções de melhoria fundamentadas nos princípios
Lean e envolvendo a utilização de algumas ferramentas, nomeadamente, 5S, Gestão Visual e
normalização. Algumas das propostas foram aplicadas e outras não, não se descurando a possibilidade
de serem implementadas num futuro próximo. As propostas implementadas, no setor de acabamento,
envolveram um rearranjo do layout e algumas modificações nos procedimentos de trabalho, permitindo a
simplificação do fluxo de materiais, a redução do nível de WIP (14%), a redução das distâncias
percorridas pelos operários entre os postos de trabalho (75%) e do tempo alocado a atividades de
transporte sem acrescentar nenhum valor para o produto (54%).
Palavras-chave: Lean Manufacturing; 5S, Gestão Visual, WID, Indústria do vestuário

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
vi

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
vii
ABSTRACT
This project was developed in the framework of a dissertation project inserted in the 2nd semester of the 2nd
year of Master Course on Industrial Engineering. This project was developed in industrial context and had
as main goal the application of Lean principles and tools in a clothing company. The Lean Manufacturing,
as a modern management philosophy, aims the reduction of costs by eliminating waste and enhance the
production systems due to the agility achieved in production processes which, in turn, shortens the
delivery times to costumers and by the efficient utilization of resources based on the ideology of “doing
more with less”.
The research methodology used was the Action Research. Initially was carried a literature review on the
practices of Lean Manufacturing, since the evolution of the concept and dissemination of the fundamental
principles up to the main tools and techniques used such as 5S, Visual Management, JIT or VSM.
Additionally, are presented some cases of Lean implementation in clothing companies. The work
proceeded with the presentation and characterization of the company where the study was conducted,
followed then by a critical analysis to the current production system to identify the most relevant existent
problems. This analysis assumed great importance in the finishing sector in which had its focus and
involved a study about operating times and the current configuration of the layout. Among the tools used
in this phase, it stands out the application of a new tool for waste identification – Waste Identification
Diagram.
To the identified problems were proposed solutions for improvement based on Lean principles and
involving the use of some tools, namely, 5S, Visual Management and Standard Work. Some of the
proposals were applied while others were not, not neglecting the possibility of being implemented in the
near future. The proposals implemented in the finishing sector involved a rearrangement of the layout and
some modifications in the work procedures allowing the simplification of material flow, reduction of the
WIP level (14%), reduction of the distances traveled by workers between work stations (75%) as well as the
reduction of the time allocated by them to transport activities that add no value to the product (54%).
Key Words: Lean Manufacturing; 5S, Visual Management, WID, Clothing Industry

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
viii

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
ix
ÍNDICE
AGRADECIMENTOS ........................................................................................................................... iii
RESUMO ........................................................................................................................................... v
ABSTRACT ....................................................................................................................................... vii
ÍNDICE ............................................................................................................................................. ix
ÍNDICE DE FIGURAS ........................................................................................................................ xiii
ÍNDICE DE TABELAS ....................................................................................................................... xvii
LISTA DE ABREVIATURAS, SIGLAS E ACRÓNIMOS............................................................................ xxi
1. INTRODUÇÃO ........................................................................................................................... 1
1.1. Enquadramento ............................................................................................................... 1
1.2. Objetivos .......................................................................................................................... 2
1.3. Metodologia ..................................................................................................................... 3
1.4. Organização da Dissertação ............................................................................................. 4
2. REVISÃO DA LITERATURA ......................................................................................................... 7
2.1. Lean manufacturing ......................................................................................................... 7
2.1.1. Princípios do Lean Thinking...................................................................................... 8
2.1.2. Valor e desperdício................................................................................................. 10
2.2. Ferramentas de Lean Manufacturing .............................................................................. 14
2.2.1. Just-in-Time ........................................................................................................... 15
2.2.2. Jidoka (Autonomation) ........................................................................................... 16
2.2.3. Value Stream Mapping ........................................................................................... 17
2.2.4. Gestão Visual ......................................................................................................... 19
2.2.5. Programa 5S ......................................................................................................... 20
2.2.6. Trabalho normalizado ............................................................................................ 22
2.3. Waste Identification Diagram .......................................................................................... 23
2.4. Casos de implementação de Lean Manufacturing na indústria têxtil e de vestuário .......... 26
3. APRESENTAÇÃO DA EMPRESA ............................................................................................... 29
3.1. Identificação e localização da empresa ........................................................................... 29
3.2. História da empresa ....................................................................................................... 30
3.3. Estrutura Organizacional ................................................................................................ 30
3.4. Missão, metas estratégicas, certificação e prémios ......................................................... 31

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
x
3.5. Fornecedores ................................................................................................................. 33
3.6. Mercados e Principais Clientes ....................................................................................... 35
3.7. Produtos ........................................................................................................................ 36
3.8. Descrição geral do sistema produtivo .............................................................................. 36
3.8.1. Implantação produtiva, fluxos de materiais e processo produtivo ............................. 36
3.8.2. Fluxo de informação ............................................................................................... 40
4. DESCRIÇÃO E ANÁLISE CRITICA DA SITUAÇÃO ATUAL ........................................................... 43
4.1. Caracterização das Secções Funcionais .......................................................................... 43
4.1.1. Secção 1 – Armazém de Matérias-Primas .............................................................. 43
4.1.2. Secção 2 - Corte .................................................................................................... 46
4.1.3. Secção 3: Acabamento e Expedição ....................................................................... 50
4.2. Análise crítica e identificação de problemas .................................................................... 53
4.2.1. Análise do fluxo da malha/tecido ........................................................................... 54
4.2.2. Análise às competências dos colaboradores ........................................................... 56
4.2.3. Análise Ergonómica aos Postos de Trabalho ........................................................... 57
4.2.4. Falta de procedimentos no controlo de qualidade ................................................... 62
4.2.5. Análise ao Setor de Acabamento ............................................................................ 68
4.2.6. Análise ao estado das máquinas/equipamentos existentes ..................................... 73
4.2.7. Falta de organização e identificação dos materiais e espaços da produção .............. 75
4.3. Síntese dos problemas identificados ............................................................................... 79
5. APRESENTAÇÃO DE PROPOSTAS DE MELHORIA .................................................................... 81
5.1. Aplicação do Programa 5S ............................................................................................. 82
5.2. Aplicação da Gestão Visual ............................................................................................. 86
5.2.1. Crachá de identificação .............................................................................................. 86
5.2.2. Documento para avaliar o estado das máquinas/equipamentos .................................. 88
5.2.3. Matriz de competências dos colaboradores ................................................................. 89
5.3. Melhorias ergonómicas nos PT ....................................................................................... 90
5.3.1. Projeto ergonómico para a postura 3 ...................................................................... 90
5.3.2. Projeto ergonómico para a postura 6 ...................................................................... 92
5.3.3. Projeto ergonómico para a postura 10 .................................................................... 96
5.4. Aplicação do programa de ideias e sugestões ................................................................. 97
5.5. Implementação de documentos para práticas de gestão da qualidade ........................... 100

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
xi
5.6. Ação de formação e sensibilização para o uso dos EPI .................................................. 102
5.7. Rearranjo do layout e balanceamento do fluxo produtivo no setor de acabamento ......... 103
6. ANÁLISE E DISCUSSÃO DE RESULTADOS ............................................................................ 109
6.1. Resultados das propostas implementadas .................................................................... 109
6.2. Resultados esperados com as propostas não implementadas ....................................... 112
7. CONCLUSÃO ........................................................................................................................ 117
7.1. Conclusões .................................................................................................................. 117
7.2. Trabalho futuro ............................................................................................................ 119
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................................... 121
Anexos .......................................................................................................................................... 125
Anexo I – Organigrama da Empresa .............................................................................................. 127
Anexo II – Layout do espaço fabril ................................................................................................. 129
Anexo III – Fluxo de Informação .................................................................................................... 131
Anexo IV – Gráfico de Sequência da Malha/Tecido ........................................................................ 133
Anexo V – Matriz de Competências ............................................................................................... 137
Anexo VI – Metodologia utilizada na elaboração do Questionário .................................................... 141
Anexo VII – Questionário sobre os PT ............................................................................................ 145
Anexo VIII – Resultados dos Questionários sobre os PT .................................................................. 151
Anexo IX – Procedimentos e Tabelas do Método REBA ................................................................. 155
Anexo X – Folhas de Avaliação do REBA ........................................................................................ 159
Anexo XI – Estudo de Tempos ...................................................................................................... 171
Anexo XII – Waste Identification Diagram ....................................................................................... 183
Anexo XIII – Indicadores obtidos com o estudo das deslocações no setor de acabamento ............. 191
Anexo XIV – Plano de Formação do Programa 5S .......................................................................... 193
Anexo XV – Instruções para a implementação dos três primeiros S´s ............................................ 195
Anexo XVI – Checklist para Auditorias 5S...................................................................................... 197
Anexo XVII – Avaliação do Estado das Máquinas/Equipamentos .................................................... 201
Anexo XVIII – Tabela e Cálculo das Medidas Antropométrica ......................................................... 207
Anexo XIX – Formulário de Ideias e Sugestões .............................................................................. 211
Anexo XX – Documento A3 para Reuniões ..................................................................................... 213
Anexo XXI – Documentos de registo de defeitos ............................................................................ 215
Anexo XXII – Documentos de controlo dos EPI .............................................................................. 217

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
xii

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
xiii
ÍNDICE DE FIGURAS
Figura 1 - Princípios do Lean Thinking ..................................................................................................... 8
Figura 2 - Proposição de valor (relação valor/custo), adaptada de Peter et al., (2004) ............................ 10
Figura 3 – Os 7 Tipos de desperdícios ................................................................................................... 12
Figura 4 - Casa do TPS, adaptado de McBride (2004) ........................................................................... 15
Figura 5 - Etapas na construção do VSM, adotado de Rother & Shook (2003) ........................................ 18
Figura 6 - Simbologia do VSM, adaptado de Ross (2014) ....................................................................... 18
Figura 7 - Exemplos de controlos visuais, adotado de Walters (2012) ..................................................... 19
Figura 8 - Pilares do programa 5S ......................................................................................................... 21
Figura 9 - Ícones utilizados no WID, adaptado de Dinis-Carvalho et al. (2014) ........................................ 25
Figura 10 – Fachada da empresa .......................................................................................................... 29
Figura 11 - Certificações da empresa .................................................................................................... 32
Figura 12 - Áreas abrangidas pelo código de conduta BSCI .................................................................... 33
Figura 13 - Premiações recebidas pela empresa .................................................................................... 33
Figura 14 - Principais mercados de exportação ...................................................................................... 35
Figura 15 - Gama de produtos ............................................................................................................... 36
Figura 16 - Secções funcionais da implantação produtiva ...................................................................... 37
Figura 17 - Esquematização do processo produtivo................................................................................ 37
Figura 18 - Secção 1 (armazém de matérias-primas) ............................................................................. 38
Figura 19 - Secção 2 (corte) .................................................................................................................. 38
Figura 20 - Secção 3 (setor de costura) ................................................................................................. 39
Figura 21 - Secção 3 (setor de acabamento).......................................................................................... 39
Figura 22 - Secção 3 (setor de expedição) ............................................................................................. 40
Figura 23 - Ficha técnica de uma Sweatshirt no PROTextil ..................................................................... 41
Figura 24 - Materiais armazenados: a) rolos de malha/tecido; b) caixas de cartão ................................. 43
Figura 25 - Malha não conforme............................................................................................................ 44
Figura 26 - Armazenagem das MP para a produção das encomendas .................................................... 44
Figura 27 - Identificação geral da MP .................................................................................................... 45
Figura 28 - Identificação dos carrinhos e dos rolos................................................................................. 45
Figura 29 - Inventário de MP (sobras da produção) ................................................................................ 46
Figura 30 - Processo produtivo na secção do corte ................................................................................ 46
Figura 31 - Operação de estendida da malha ......................................................................................... 48
Figura 32 - Operação de corte na máquina de corte automático............................................................. 49

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
xiv
Figura 33 – a) Operação de formação de lotes; b) Etiqueta identificativa dos lotes ................................. 49
Figura 34 - Operação de corte na máquina de colarete .......................................................................... 50
Figura 35 - Processo de acabamento de uma peça de vestuário ............................................................ 50
Figura 36 - Zona de espera das encomendas no setor de acabamento ................................................... 51
Figura 37 - Ferros de engomar .............................................................................................................. 51
Figura 38 - Mesa de apoio onde se realiza a operação de dobragem ...................................................... 52
Figura 39 - Cabine de limpeza das peças de vestuário ........................................................................... 53
Figura 40 - Mesa de apoio onde se realizam as operações de etiquetagem/embalagem ........................ 53
Figura 41 - Extrato do gráfico sequência-material ................................................................................... 54
Figura 42 - Excerto da matriz de competências dos colaboradores do setor de corte .............................. 57
Figura 43 - Extrato da folha de avaliação da postura 6 com o REBA ....................................................... 61
Figura 44 - Diagrama de Ishikawa para as falhas no controlo de qualidade da malha ............................. 64
Figura 45 - Problemas detetados durante o processo de dobragem das peças ....................................... 67
Figura 46 - WID para o processo de acabamento ................................................................................... 69
Figura 47 - Tempo de Ciclo e Takt Time nas estações de trabalho ......................................................... 70
Figura 48 - Resultados da análise à ocupação do tempo dos operários .................................................. 71
Figura 49 - Diagrama de spaghetti do setor de acabamento ................................................................... 72
Figura 50 - Máquina de furar papel a ocupar espaço e a condicionar a passagem .................................. 74
Figura 51 - Falta de organização dos materiais no PT (Secção 1) ........................................................... 76
Figura 52 - Falta de organização dos materiais nos PT: (a) secção 2; (b) secção 3 ................................. 76
Figura 53 - Falta de organização dos materiais nas prateleiras: (a) secção 1; (b) secção 2 ..................... 77
Figura 54 - Falta de organização das prateleiras (secção 3) ................................................................... 77
Figura 55 - Falta de localização para: (a) escadote; (b) porta-paletes ...................................................... 78
Figura 56 – (a) Local para guardar a empilhadora; (b) Empilhadora deixada no corredor ........................ 78
Figura 57 - Corredores da secção 1 bloqueados .................................................................................... 78
Figura 58 - Aplicação do ciclo PDCA no planeamento do programa 5S ................................................... 83
Figura 59 - Avaliação da equipa no programa 5S ................................................................................... 86
Figura 60 - Crachá de identificação dos colaboradores da empresa ....................................................... 87
Figura 61 - Crachá de identificação para os visitantes da empresa e porta-crachá .................................. 87
Figura 62 - Documento para a classificação das máquinas e equipamentos ........................................... 88
Figura 63 - Etiqueta identificativa dos materiais/equipamentos inativos ................................................. 89
Figura 64 - Prateleiras móveis dispostas na secção do corte .................................................................. 91
Figura 65 - Exemplos de carrinhos móveis com prateleiras .................................................................... 91
Figura 66 – Tapete anti-fadiga, adotado de Notrax (2011) ..................................................................... 92
Figura 67 – Altura recomendada para a mesa de engomar .................................................................... 93

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
xv
Figura 68 - Esquema da bancada de trabalho ........................................................................................ 96
Figura 69 - Fluxograma do programa de sugestões ................................................................................ 97
Figura 70 - Caixa de sugestões e formulário de sugestões...................................................................... 98
Figura 71 - Folha A3 para reuniões........................................................................................................ 99
Figura 72 - Excerto da folha de registo de defeitos para a secção de corte........................................... 101
Figura 73 - Folha de controlo dos tempos de inspeção de defeitos ...................................................... 101
Figura 74 - Excerto do documento de entrega dos EPI ........................................................................ 103
Figura 75 – Layout futuro (proposta 1) para o setor de acabamento ................................................... 104
Figura 76 - Tempo de ciclo e takt time nas ET (situação futura) .......................................................... 105
Figura 77 - Layout futuro (proposta 2) do setor de acabamento .......................................................... 107
Figura 78 - Organigrama da empresa ................................................................................................. 128
Figura 79 – Layout do espaço fabril ................................................................................................... 130
Figura 80 - Fluxo de informação ......................................................................................................... 132
Figura 81 - Folha de registo do WIP .................................................................................................... 186
Figura 82 - Excerto da tabela de recolha de dados para a ocupação do tempo dos operários ............... 188
Figura 83 - Formulário de ideias e sugestões ...................................................................................... 212
Figura 84 - Folha de registo de defeitos no setor do corte ................................................................... 216
Figura 85 - Folha de registo de defeitos no setor de revista ................................................................. 216
Figura 86 - Folha de registo de defeitos no setor de acabamento ........................................................ 216
Figura 87 - Folha de entrega dos EPI .................................................................................................. 218
Figura 88 - Folha de verificação de utilização do EPI ........................................................................... 218

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
xvi

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
xvii
ÍNDICE DE TABELAS
Tabela 1 - Resumo da história da empresa ............................................................................................ 30
Tabela 2 - Caracterização da população trabalhadora ............................................................................ 31
Tabela 3 - Principais fornecedores de MP e acessórios .......................................................................... 34
Tabela 4 - Principais fornecedores (serviços diversos) ............................................................................ 34
Tabela 5 - Principais confeções subcontratadas ..................................................................................... 34
Tabela 6 - Principais clientes ................................................................................................................. 35
Tabela 7 - Descrição das ET na secção do corte .................................................................................... 47
Tabela 8 – Descrição das ET no setor de acabamento ........................................................................... 50
Tabela 9 - Resultados do gráfico de sequência-material ......................................................................... 55
Tabela 10 - Operações que não acrescentam valor ................................................................................ 55
Tabela 11 - Grau de competências dos colaboradores ........................................................................... 56
Tabela 12 - Principais resultados obtidos nas questões sobre as condições gerais de trabalho ............... 58
Tabela 13 - Principais resultados obtidos nas questões sobre os PT ....................................................... 58
Tabela 14 - Principais resultados obtidos sobre a forma de realização das funções ................................ 59
Tabela 15 - Zonas de incidência de dor apontadas pelos colaboradores ................................................. 59
Tabela 16 - Motivos para mudar de PT apontados pelos colaboradores .................................................. 60
Tabela 17 - Resultados da avaliação das posturas com o REBA ............................................................. 62
Tabela 18 - Análise com a técnica 5 Porquês para identificar as causas dos vincos nos polos ................ 63
Tabela 19 - Custo de não conformidade ................................................................................................ 66
Tabela 20 - Distâncias e tempos médios por deslocação entre as estações de trabalho .......................... 72
Tabela 21 - Principais resultados obtidos no estudo das deslocações no setor de acabamento ............... 73
Tabela 22 - Resultados da avaliação do estado das máquinas/equipamentos ........................................ 74
Tabela 23 - Síntese dos problemas de organização identificados ............................................................ 75
Tabela 24 - Síntese dos problemas encontrados .................................................................................... 79
Tabela 25 - Plano de ações de melhoria segundo a técnica 5W1H ......................................................... 81
Tabela 26 - Plano de ações de melhoria segundo a técnica 5W1H (continuação) ................................... 82
Tabela 27 - Escala de pontuação da checklist de verificação dos 5S ...................................................... 85
Tabela 28 - Plano de ações para o projeto ergonómico nos PT ............................................................... 90
Tabela 29 – Critérios impostos no dimensionamento da altura das mesas de engomar .......................... 93
Tabela 30 - Classificação das operações no setor de acabamento .......................................................... 94
Tabela 31 - Critérios na definição do plano de rotatividade ..................................................................... 94
Tabela 32 - Plano de rotatividade ABAB ................................................................................................. 95
Tabela 33 - Critérios impostos no dimensionamento da altura da bancada de trabalho .......................... 96

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
xviii
Tabela 34 - Esquema de pontuação do programa de sugestões .......................................................... 100
Tabela 35 - Plano de ação para a formação dos colaboradores ........................................................... 102
Tabela 36 - Critérios seguidos no rearranjo do layout .......................................................................... 103
Tabela 37 - Número de trabalhadores necessários nas ET .................................................................. 106
Tabela 38 - Distâncias médias percorridas entre as ET (proposta 1) .................................................... 107
Tabela 39 – Distâncias associadas às atividades de transporte no setor de acabamento ..................... 111
Tabela 40 - Tempos associados às atividades de transporte no setor de acabamento .......................... 111
Tabela 41 - Gráfico de sequência-material da malha/tecido ................................................................ 134
Tabela 42 - Matriz de competências do setor de corte ........................................................................ 138
Tabela 43 - Matriz de competências do setor de acabamento e expedição .......................................... 139
Tabela 44 - Categorização das questões formuladas no questionário .................................................. 142
Tabela 45 – Questionário aos colaboradores sobre os PT ................................................................... 146
Tabela 46 - Resultados dos Questionários .......................................................................................... 152
Tabela 47 - Pontuação para os membros corporais (Grupos A e B) ..................................................... 156
Tabela 48 - Pontuação geral para o Grupo A ....................................................................................... 157
Tabela 49 - Pontuação geral para o Grupo B ...................................................................................... 157
Tabela 50 - Pontuação de carga/força ................................................................................................ 157
Tabela 51 - Pontuação da pega .......................................................................................................... 158
Tabela 52 - Pontuação final para a postura do colaborador ................................................................. 158
Tabela 53 - Pontuação da atividade .................................................................................................... 158
Tabela 54 – Folhas de avaliação do risco das posturas com o REBA ................................................... 160
Tabela 55 - Registo dos Tempos Observados (TO) na ET1 .................................................................. 173
Tabela 56 - Registo dos Tempos Observados (TO) na ET2 .................................................................. 174
Tabela 57 - Registo dos Tempos Observados (TO) na ET3 .................................................................. 175
Tabela 58 - Registo dos Tempos Observados (TO) na ET4 .................................................................. 176
Tabela 59 - Resultados obtidos no estudo de tempos .......................................................................... 177
Tabela 60 - Escala de valores atribuídos no Fator de Atividade (FA) ..................................................... 178
Tabela 61 - Tempos Normalizados (TN) na ET1 .................................................................................. 179
Tabela 62 - Tempos Normalizados (TN) na ET2 .................................................................................. 180
Tabela 63 - Tempos Normalizados (TN) na ET3 .................................................................................. 181
Tabela 64 - Tempos Normalizados (TN) na ET4 .................................................................................. 182
Tabela 65 - Tempos de change over ................................................................................................... 184
Tabela 66 - Valor médio do TC normalizado para as ET ...................................................................... 185
Tabela 67 - Nível de WIP nas ET ......................................................................................................... 186
Tabela 68 - Cálculo do esforço de transporte entre as ET .................................................................... 187

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
xix
Tabela 69 - Registo das observações sobre a taxa de ocupação do tempo dos colaboradores .............. 188
Tabela 70 - Percentagem (%) da taxa de ocupação do tempo dos colaboradores ................................. 189
Tabela 71 - Distâncias médias e tempos médios entre as ET .............................................................. 192
Tabela 72 - Resultados obtidos com a avaliação das deslocações entre as ET ..................................... 192
Tabela 73 - Plano da ação de formação de metodologia 5S às chefias ................................................ 194
Tabela 74 - Instruções para implementar os primeiros 3 S´s .............................................................. 196
Tabela 75 - Checklist para auditoria 5S .............................................................................................. 198
Tabela 76 - Estado das máquinas/equipamentos (Secção 1) .............................................................. 202
Tabela 77 - Estado das máquinas/equipamentos (Secção 2) .............................................................. 203
Tabela 78 - Estado das máquinas/equipamentos (Secção 3) .............................................................. 204
Tabela 79 - Dimensões antropométricas da população portuguesa ..................................................... 208
Tabela 80 - Folha A3 para reuniões .................................................................................................... 214

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
xx

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
xxi
LISTA DE ABREVIATURAS, SIGLAS E ACRÓNIMOS
ATP Associação Têxtil e Vestuário de Portugal
AV Acrescenta valor
BSCI Business Social Compliance Initiative
C/O Changeover
CAD Computer-Aided Design
CITEVE Centro Tecnológico das Indústrias Têxtil e do Vestuário de Portugal
EPI Equipamento(s) de Proteção Individual
IAPMEI Instituto de Apoio às Pequenas e Médias Empresas e à Inovação
ITV Indústria Têxtil e do Vestuário
JIT Just-in-Time
LMERT Lesões músculo-esqueléticas relacionadas com o trabalho
MP Matéria(s)-Prima(s)
NAV Não acrescenta valor
OF Ordem de Fabrico
PT Posto(s) de Trabalho
REBA Rapid Entire Body Assessment
TC Tempo(s) de ciclo
TPS Toyota Production System
TN Tempo(s) Normalizado
TT Takt time
WID Waste Identification Diagram
WIP Work-in-Process

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
xxii

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
1
1. INTRODUÇÃO
Neste capítulo é feito um breve enquadramento ao tema, seguindo-se a apresentação dos objetivos que
se pretenderam atingir com este projeto, a metodologia adotada e a forma como a dissertação está
estruturada.
1.1. Enquadramento
Com a crise económica que o país atravessa, a procura da melhoria contínua dos processos, ao longo de
todo o sistema produtivo, pela eliminação daquilo que é contraproducente, é um fator crucial que as
empresas devem ter em consideração, se desejam manter-se competitivas e destacar-se da concorrência,
naquilo que fazem para os seus clientes. O leque alargado de possibilidades que o consumidor tem à sua
disposição nos dias de hoje, faz com que este seja cada vez mais exigente junto dos produtores,
procurando a alternativa que proporcione maior qualidade, variabilidade e inovação, a um baixo custo
para os seus produtos e com um rápido serviço de entrega (Farhana & Amir, 2009). As empresas
precisam de ser proativas e procurar adaptar-se rapidamente às tendências do mercado em constante
mutação, através da aposta em ofertas competitivas e inovadoras para os seus produtos.
O novo paradigma de competitividade repercutiu-se fortemente na Indústria Têxtil e de Vestuário (ITV),
que apesar do indubitável contributo para a economia nacional, ao representar 9% das Exportações Totais
e 20% do Emprego da Indústria Transformadora, ressentiu-se nos últimos anos, ao registar uma
diminuição, em milhões de euros, nos níveis de Produção e no Volume de Negócios gerado, assim como
nos valores de Exportação e Importação (ATP, 2013). Esta tendência de decréscimo só começou a ser
contrariada muito recentemente, com os valores de exportação da ITV a excederem os 1.550 milhões de
euros no primeiro quadrimestre de 2014, um crescimento de 11,2% face ao período homólogo de 2013
(ATP, 2014). A Associação Têxtil e Vestuário de Portugal (ATP) revela ter sido o melhor resultado
alcançado desde 2004, período que marcou o início da liberalização mundial do comércio têxtil e
vestuário, responsável pela entrada de novos mercados e consequente aumento da competitividade no
setor.
A grande exposição e vulnerabilidade das empresas, em especial as mais pequenas, a esta
competitividade acrescida, tem-nas obrigado a adotar diferentes estratégias de negócio, focando-as no
aumento de valor entregue ao cliente e levando-as a competir entre si com base em múltiplos fatores
como o preço/custo, qualidade, diminuição do tempo de entrega, confiabilidade da entrega, design do
produto, flexibilidade e nível de serviço prestado (Bhatnagar, 2009). Contudo, a gestão e a organização
inadequadas dos sistemas produtivos comprometem a capacidade de muitas delas em criar o valor

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
2
desejado para os seus produtos, implicando a necessidade de mais tempo e recursos nas atividades
produtivas e, consequentemente maiores gastos.
Na tentativa de colmatar estas e outras falhas e perante a necessidade de terem sistemas produtivos
suficientemente ágeis e eficientes para responder às exigências do mercado, as empresas estão cada vez
mais conscientes da importância de adotarem estratégias de gestão modernas que possibilitem a
obtenção de vantagens competitivas (Yeung & Chan, 1999).
Uma dessas estratégias assenta na utilização de técnicas ou ferramentas de produção Lean – Lean
Production/Manufacturing – com o principal objetivo de reduzir tempos de entrega e custos eliminando
desperdícios. Para além disso, a sua utilização é feita com o intuito de se melhorar continuamente os
processos produtivos, como forma de aumentar o valor entregue ao cliente (Farhana & Amir, 2009;
Karlsson & Ahlstrom, 1996; Lyons, Vidamour, Jain, & Sutherland, 2013).
Ainda que os princípios e resultados de aplicação de Lean Manufacturing sejam cada vez mais alvo de
atenção por parte das organizações, é preciso notar que em Portugal, para o setor da Indústria Têxtil e de
Vestuário, ainda são poucas aquelas que têm qualquer conhecimento sobre as metodologias Lean e
vantagens da sua aplicação no sistema produtivo, e ainda menos aquelas que já o têm implementado.
Para além da falta de conhecimento sobre o modelo organizaconal, existem ainda outros fatores que têm
vindo a dificultar a implementação do Lean, nomeadamente, a incompreensão dos seus princípios, o não
saber implementar, a falta de apoio da gestão de topo, o desconhecimento dos potenciais benefícios e
também pelo facto de se julgar que a implementação do Lean acarreta custos avultados que não
compensam o risco envolvido (Maia, Alves, & Leão, 2012a; Maia, Alves, & Leão, 2012b).
Perante tais factos, se justificou o interesse em levar a cabo uma investigação direcionada para a análise
e caracterização das condições atuais de organização de uma empresa de vestuário de média dimensão,
onde foi realizada esta dissertação. Esta empresa não conhecia a metodologia Lean nem nenhumas das
suas ferramentas mas esteve interessada em a conhecer para melhorar a sua produtividade. Assim, esta
investigação visou a identificação de situações de ineficiência no sistema produtivo e o desenvolvimento
de uma proposta de melhoria, com base na aplicação dos princípios e ferramentas de Lean
Manufacturing.
1.2. Objetivos
Esta dissertação tem como principal objetivo a aplicação de princípios e ferramentas de Lean
Manufacturing numa empresa de vestuário de média dimensão para melhorar o desempenho das
secções produtivas, de forma a:
Reduzir o esforço físico dos trabalhadores e probabilidade de ocorrência de lesões músculo-

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
3
esqueléticas relacionadas com o trabalho;
Organizar o fluxo de materiais;
Reduzir ou eliminar desperdícios;
Normalizar procedimentos de trabalho;
Aumentar a produtividade e flexibilidade do sistema produtivo.
Para medir o desempenho do sistema serão utilizados indicadores como o nível de Work-in-Process (WIP),
Tempo de ciclo (TC) e o Takt time (TT), tempos de espera, o número de deslocações e movimentações, a
área ocupada no espaço de trabalho e o nível de produtividade. A análise envolveu a utilização de
ferramentas tais como o Rapid Entire Body Assessment (REBA), o diagrama de sequência e o Waste
Identification Diagram (WID). A implementação de melhorias envolverá a utilização de ferramentas como
os 5S e gestão visual, para além de uma proposta de alteração do layout num dos setores.
1.3. Metodologia
A metodologia de investigação adotada nesta dissertação foi a metodologia de Investigação-Ação (Action-
Research), caracterizando-se pelo seu foco em resolver problemas identificados no seio organizacional e
por implicar um grande envolvimento e colaboração, não só dos investigadores, mas também dos
trabalhadores da empresa no sistema que se pretende melhorar (Saunders, Lewis, & Thornhill, 2011).
Considera-se esta metodologia a mais adequada para atender aos objetivos traçados no âmbito da
investigação por pressupor, por um lado, um estudo antecipado sobre as possíveis abordagens que
deverão ser utilizadas para identificar e solucionar os problemas existentes, e por outro, uma colaboração
estratégica entre o investigador e a Instituição de Ensino e a Empresa onde a investigação será realizada.
A metodologia segue cinco etapas fundamentais: 1) Diagnóstico, 2) Planeamento de Ações, 3)
Implementação de Ações, 4) Avaliação e Discussão dos Resultados e 5) Especificação da Aprendizagem
(O’brien, 1998).
Antes da aplicação desta metodologia, será realizada uma pesquisa bibliográfica em que através da
leitura de livros, artigos científicos, dissertações, entre outros, serão aprofundados os conceitos do Lean
Manufacturing e as suas ferramentas.
Depois, indo de encontro à metodologia de investigação seguida, inicia-se com o diagnóstico e análise
crítica à situação atual da empresa, visando a identificação de problemas que necessitem ser resolvidos.
Esta primeira fase prolongar-se-á por um maior período de tempo, pois implica conhecer gradualmente e
caracterizar o atual sistema produtivo. Para isso serão: analisados documentos e dados da empresa e
será recolhida informação junto dos colaboradores e das chefias; identificados os processos de produção
e os fluxos produtivos; avaliadas as condições ergonómicas dos postos de trabalho (PT), grau de
polivalência dos trabalhadores e o estado de funcionamento das máquinas e equipamentos dispostos no

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
4
espaço fabril; identificados desperdícios e será medido o desempenho atual do sistema com recurso a
indicadores como o Tempo de Ciclo (TC), Takt Time (TT) e o Work-in-Process (WIP).
Para obter a informação necessária que permitia caracterizar o atual sistema produtivo serão utilizadas
diversas ferramentas: diagrama de sequência, diagrama Causa-Efeito, matriz de competências, método
REBA e o Waste Identification Diagram (WID). Junto dos colaboradores serão aplicados questionários.
Com os dados recolhidos será possível expor os principais problemas e retirar ilações sobre vários
indicadores de desempenho: quantidade de WIP, distâncias percorridas por pessoas e materiais, número
de deslocações, competências dos operadores, risco de lesões músculo-esqueléticas nos PT, entre
outros.
Depois de finalizado o diagnóstico, dá-se seguimento à segunda fase de Planeamento da Ação, em que
serão apresentadas propostas de melhoria para solucionar os problemas identificados anteriormente,
com recurso a algumas ferramentas Lean. Para esse efeito, será criado um plano de ações para definir
uma forma de atuação para cada problema, com vista à sua eliminação. Na terceira fase de
Implementação de Ações pretende-se que sejam implementadas as propostas delineadas no plano. Para
estas serão feitas medições de desempenho para registar os resultados obtidos com as alterações
introduzidas.
Sucede-se a quarta fase de Avaliação e Discussão de Resultados, para serem analisados e discutidos os
resultados obtidos com as propostas de melhoria implementadas. Esta análise tem por base a
comparação do desempenho do sistema, antes e depois do plano de ações ter sido implementado, para
se compreender as vantagens conseguidas com as alterações.
Por fim, a quinta e última etapa, Especificação da aprendizagem, implicará uma reflexão sobre os
resultados obtidos e o rumo que a investigação seguiu, fazendo-se propostas de trabalho futuro para dar
continuidade ao projeto, com vista à melhoria contínua da empresa.
1.4. Organização da Dissertação
Esta dissertação está dividida em 7 capítulos. No presente capítulo é feito um enquadramento do tema
escolhido e definem-se os objetivos da investigação, identifica-se a metodologia de investigação utilizada e
apresenta-se a forma como a dissertação está estruturado.
O segundo capítulo destina-se à revisão bibliográfica, onde são abordados vários temas relacionados com
o Lean Manufacturing, nomeadamente, a origem e evolução do conceito, os seus princípios e principais
ferramentas. O terceiro capítulo descreve a empresa onde se realizou a investigação, através da
apresentação de alguns aspetos pertinentes: localização, missão e metas estratégicas, estrutura
organizacional, produtos, clientes, fornecedores e prémios e certificações recebidas. Além disso,

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
5
identificam-se as secções da implantação produtiva da empresa e descreve-se o fluxo de materiais e de
informação.
No quarto capítulo começa-se por fazer uma descrição e caracterização das secções produtivas da
empresa e prossegue-se com uma análise crítica ao seu estado atual, para expor os principais problemas
existentes. No quinto capítulo apresentam-se as propostas de melhoria desenvolvidas para ultrapassar os
problemas encontrados anteriormente.
No sexto capítulo discutem-se os resultados obtidos com as sugestões de melhoria implementadas na
empresa. No sétimo e último capítulo, são apresentadas as principais conclusões acerca dos resultados
alcançados com a investigação e termina-se com a recomendação de trabalho futuro.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
6

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
7
2. REVISÃO DA LITERATURA
O presente capítulo visa fazer um estudo de arte acerca da origem do conceito do Lean Manufacturing e
da sua evolução para uma filosofia de gestão moderna, abarcando uma variedade de práticas e
ferramentas para obter melhores desempenhos no seio das organizações. Adicionalmente, apresentam-se
casos específicos de aplicação do Lean na Indústria Têxtil e do Vestuário, por se tratar do setor de
atividade onde se encontra o cerne da investigação.
2.1. Lean manufacturing
O Lean e os benefícios da sua aplicação nas organizações foram divulgados pela primeira vez num livro
de Womack, Jones & Roos intitulado por “The Machine that Change the World“ (Farhana & Amir, 2009;
Karlsson & Ahlstrom, 1996; Lyons et al., 2013). Neste livro apresentaram-se os principais resultados
obtidos de um estudo conduzido pelo Massachusetts Institute of Technology acerca da indústria
automóvel (Jones & Womack, 1996), em particular a americana e japonesa, onde os autores promovem
a maior produtividade utilizando menos recursos da indústria japonesa.
O conceito lean foi utilizado para referir o Sistema de Produção da Toyota – Toyota Production System –
criado por Taiichi Ohno, como um modelo de gestão inovador e competitivo que, em comparação com os
sistemas de produção tradicionais – artesanal e em massa – denotou uma clara superioridade de
desempenho, ao apresentar melhores resultados de produtividade e qualidade com um menor consumo
de recursos. Ao analisar os dois modelos tradicionais, os autores constataram o seguinte (Womack,
Jones, & Roos, 1990):
A produção artesanal, embora apostasse na qualificação dos trabalhadores e no atendimento
personalizado, acarretava custos demasiado elevados para produzir os bens de forma
individualizada para o cliente.
A produção em massa, que surgiu como uma alternativa ao método tradicional para contornar
o problema dos custos, baseava-se na alocação de trabalhadores com poucas ou nenhumas
qualificações para tarefas específicas do processo produtivo e na produção de bens em grandes
quantidades com um número limitado de modelos – desenhos standards. Para além disso,
apostava na utilização extensiva de buffers – requisição excessiva de materiais, equipamentos,
trabalhadores e de espaço – para prevenir paragens nas linhas de produção, face a imprevistos
ou variações no processo de fabrico. Ao apostar em níveis elevados de produtividade por
trabalhador e em praticar preços baixos e atrativos para o consumidor final, a produção em
massa acabou por menosprezar a importância de produzir com variedade e de garantir a
rotatividade e polivalência dos trabalhadores.
APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
8
Segundo Womack et al. (1990), a produção Lean combina as vantagens da produção artesanal e
produção em massa, evitando os elevados custos do primeiro e a rigidez do segundo. Pode ser definida
como uma abordagem multidimensional que abrange uma grande variedade de práticas de gestão, tais
como o Just-in-time (JIT), work teams, cellular manufacturing, entre outros, num sistema integrado capaz
de produzir ao ritmo certo para acompanhar a procura dos seus produtos, com pouco ou nenhum
desperdício gerado (Shah & Ward, 2003; Singh, Sisodiya, Bisht, & Maheshwari, 2013).
O termo lean (ou magro traduzindo diretamente para português) foi utilizado pela primeira vez pelo
investigador John Krafcik para se referir à nova premissa do sistema de produção da Toyota de fazer mais
com menos: is “lean” because it uses less of everything compared with mass production – half the
manufacturing space, half the investment in tools, half the engineering hours to develop a new product in
half the time. Also, it requires keeping far less than half the needed inventory on site, results in many
fewer defects, and produces a greater and ever growing variety of products (Womack et al., 1990).
2.1.1. Princípios do Lean Thinking
Womack & Jones (1996) foram também os criadores do conceito “Lean Thinking” com a publicação do
livro “Lean Thinking: Banish Waste and Create Wealth in your Corporation”, associando o Lean a uma
nova forma de pensamento, uma filosofia que tem por base cinco grandes princípios: 1) Valor, 2) Cadeia
de Valor, 3) Fluxo contínuo, 4) Sistema Pull e 5) Busca da Perfeição (Jones & Womack, 1996; Womack &
Jones, 2003). A Figura 1 mostra o ciclo com os cinco princípios e a seguir explicam-se detalhadamente
cada um deles.
Figura 1 - Princípios do Lean Thinking
Especificar valor: o valor é definido pelo consumidor final, relativamente a um produto (bem e/ou
serviço) que satisfaça as suas necessidades (conformidade com os requisitos), no tempo certo e
com o preço certo.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
9
Identificar a cadeia de valor: conjunto de atividades necessárias para produzir um determinado
produto (bens e/ou serviços), através das três tarefas críticas de gestão existentes em qualquer
negócio:
Resolução de problemas: desde o processo de engenharia até ao lançamento do produto
final, passando pela conceção e o desenho detalhado do produto.
Gestão de informação: desde a receção do pedido de encomenda até à entrega do
produto final, passando pelo planeamento detalhado de produção.
Transformação: fluxo físico de atividade, desde a incorporação das matérias-primas até o
produto final chegar às mãos do cliente.
A análise da cadeia de valor permite o discernimento sobre aquilo que cria ou não valor
para o cliente, ao longo do sistema de produção, permitindo identificar três tipos de
atividades: (1) as que indubitavelmente são indispensáveis e produzem valor
acrescentado para o produto final; (2) as que não criam valor mas não podem ser
evitadas e (3) aquelas que são totalmente dispensáveis do processo produtivo e devem
ser eliminadas por constituir puro desperdício (Womack & Jones, 2003).
Fluxo contínuo: assim que o valor para o produto tenha sido especificado, e depois de eliminadas
eventuais fontes - atividades/tarefas – de desperdício, deve-se proceder com a criação de um fluxo
contínuo entre as restantes atividades mantidas e consideradas essenciais no sistema produtivo.
Implementar Sistemas Pull: produzir na altura certa, isto é, somente quando o produto é
requisitado pelo cliente (produção puxada). Contraria os sistemas tradicionais Push (produção
empurrada), em que se produz com um grande grau de incerteza com base em previsões de
vendas, muitas vezes em quantidades superiores ao estritamente necessário, resultando em
grandes stocks de produtos. A produção puxada, a par do fluxo contínuo ao longo do sistema
produtivo reflete-se numa diminuição drástica do tempo requerido entre desenhar e lançar um
produto, entre a venda e a entrega do produto e desde a fase de incorporação das matérias-
primas até o produto final estar pronto para ser comercializado. Para além disso, é possível acabar
com incertezas provenientes das previsões de vendas, ao desenhar, planear e conceber os
produtos, somente quando estes são requisitados pelos clientes, nas quantidades e para a data,
por eles especificados.
Perseguir a perfeição: assenta na convergência dos quatro princípios anteriores, em que o
objetivo passa pela procura da melhoria contínua do sistema produtivo, focando-se no
aperfeiçoamento das atividades que criam valor especificado para o cliente, eliminando
APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
10
desperdícios, e apostando num fluxo ininterrupto e ágil, para produzir exatamente aquilo que o
cliente quer e quando ele quer.
2.1.2. Valor e desperdício
Segundo Taj & Morosan (2011) o termo Lean significa produzir sem desperdício para melhorar o
desempenho operacional de uma empresa, sendo o desperdício considerado como tudo aquilo para além
das quantidades mínimas necessárias de equipamento, materiais e tempo de trabalho indispensáveis
para a produção. Desta forma, o desperdício diz respeito a qualquer atividade que quando realizada, se
traduz num aumento de custos, pela utilização excessiva de recursos – pessoas, equipamentos,
inventários, entre outros - sem criar qualquer valor para o produto final (Womack & Jones, 2003).
O valor, enunciado por Womack & Jones (2003) como o primeiro dos grandes cinco princípios do Lean
Thinking, deve ser definido segundo o ponto de vista do cliente e, portanto, varia de acordo com as suas
necessidades e especificações requeridas para um determinado bem ou serviço – as designadas
“proposições de valor”. Para uns esta “proposição” pode incidir sobre o custo enquanto para outros
sobre o design ou outro atributo físico do produto (Melton, 2005). O grande desafio consiste em conceber
produtos que se baseiem exclusivamente nessas proposições de valor. Tudo aquilo que o cliente não
esteja disposto a pagar é encarado como desperdício e traduz-se em maiores custos para a empresa,
pelo facto de estarem a ser consumidos recursos sem acrescentar valor adicional ao produto final
(Karlsson & Ahlstrom, 1996).
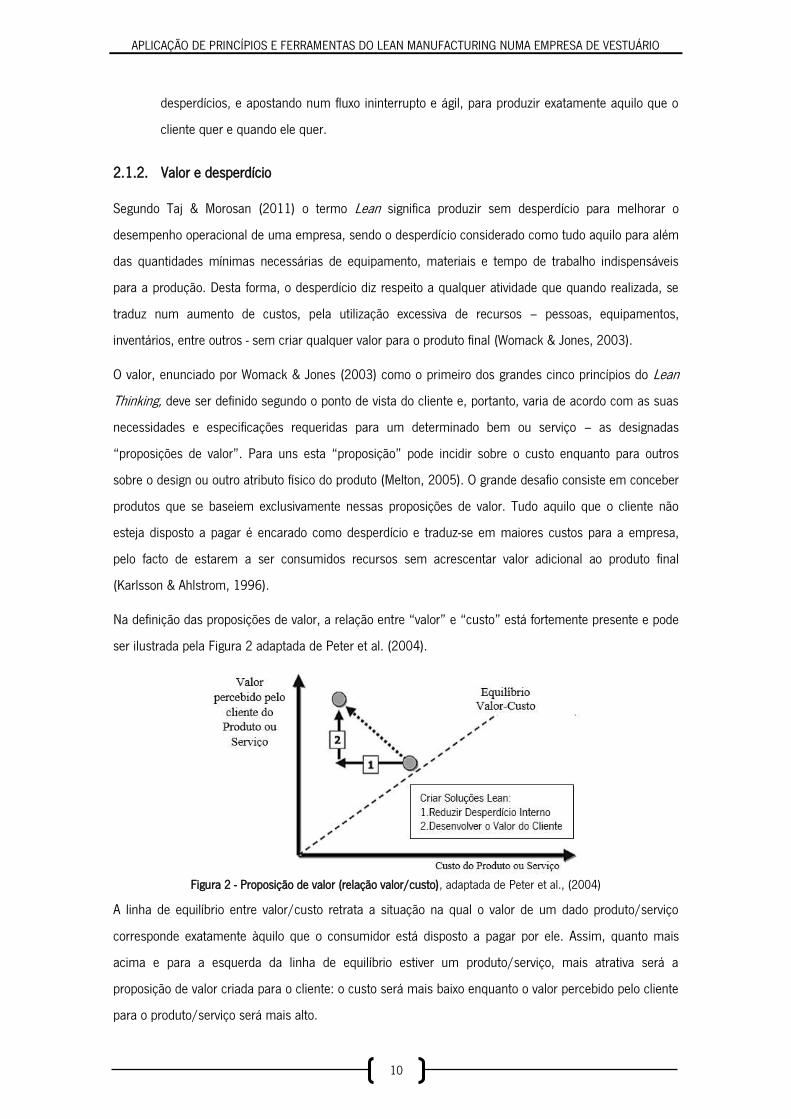
Na definição das proposições de valor, a relação entre “valor” e “custo” está fortemente presente e pode
ser ilustrada pela Figura 2 adaptada de Peter et al. (2004).
Figura 2 - Proposição de valor (relação valor/custo), adaptada de Peter et al., (2004)
A linha de equilíbrio entre valor/custo retrata a situação na qual o valor de um dado produto/serviço
corresponde exatamente àquilo que o consumidor está disposto a pagar por ele. Assim, quanto mais
acima e para a esquerda da linha de equilíbrio estiver um produto/serviço, mais atrativa será a
proposição de valor criada para o cliente: o custo será mais baixo enquanto o valor percebido pelo cliente
para o produto/serviço será mais alto.
APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
11
Desta forma, a criação de valor para o cliente consegue-se de duas formas: (1) pela eliminação daquilo
que não é essencial no sistema produtivo (desperdício), permitindo, por um lado, reduzir custos, e por
outro, que a organização se foque em utilizar o seu tempo e recursos - financeiros, materiais e pessoas –
para gerar valor para o produto; e (2) pela adição de características, recursos ou serviços específicos que
respondam às necessidades e exigências dos clientes (Peter et al., 2004).
2.1.2.1. Atividades que acrescentam valor e não acrescentam
Segundo a linha de pensamento da filosofia Lean, as atividades levadas a cabo pelas organizações são
classificadas em três tipos, de acordo com a sua capacidade de criar ou não valor para o produto final.
Assim tem-se as atividades/operações que quando realizadas acrescentam valor ao produto final – o
chamado added-value work -, as que não acrescentam nenhum valor ao produto final mas são
necessárias para a prossecução da atividade - non-value-added work ou “incidental” work – e por último,
aquelas que não acrescentam qualquer valor ao produto final e são totalmente dispensáveis –
identificadas como desperdício puro, waste em inglês ou muda em japonês (Markovitz, 2011; Ohno,
1988; Shingo, 1989; Womack & Jones, 2003).
O Lean Enterprise Research Centre (2004), através dos estudos efetuados, sugere que para a maioria
das empresas, e para todas as atividades de produção realizadas, somente 5% das atividades são
indispensáveis por acrescentarem valor para o produto. Os restantes 95% dividem-se ente as atividades
que não produzem valor mas são necessários para o processo – cerca de 35% - e aquelas que não
acrescentam valor e são perfeitamente dispensáveis, constituindo puro desperdício quando realizadas.
As atividades classificadas como desperdício puro são então aquelas sobre as quais as empresas
precisam de atuar com mais urgência, no sentido de diminuir ao máximo possível a sua ocorrência, e se
possível, eliminá-las do processo. A sua eliminação permite que o tempo gasto na realização dessas
atividades possa ser alocado a operações que realmente interessam, melhorando assim os indicadores
de produtividade das organizações (Hallihan, Sackett, & Williams, 1997). Ohno (1988) e Shingo (1989)
foram os pioneiros na identificação dos desperdícios gerados na atividade produtiva, através dos seus
estudos acerca do TPS, tendo categorizado 7 tipos distintos de desperdícios presentes na maioria dos
sistemas de produção, descritos a seguir.
2.1.2.2. Tipos de desperdícios
A Figura 3 apresenta os 7 tipos de desperdícios que são descritos de seguida.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
12
Figura 3 – Os 7 Tipos de desperdícios
1) Sobreprodução: Consiste na produção de artigos ou em níveis gerados de WIP para os quais não foi
lançada nenhuma ordem de encomenda pelo cliente final (The Productivity Press Development Team,
1998). Existem 2 tipos de sobreprodução: produzir em quantidades superiores às requisitadas pelos
clientes ou produzir antecipadamente, antes dos produtos serem necessários (Shingo, 1989). Está-se
perante uma das piores formas de desperdício, tendo em conta que a sua ocorrência gera os outros tipos
de desperdício (The Productivity Press Development Team, 1998).
O primeiro caso verifica-se normalmente em empresas que produzem lotes em grandes quantidades,
para minimizar o tempo de preparação das máquinas (The Productivity Press Development Team, 1998).
Quando se está perante artigos com um prazo de entrega muito curto, e perante a possibilidade da
ocorrência de defeitos, também é muito frequente as empresas produzirem em quantidades superiores à
necessária, como medida de segurança, para que não haja atrasos nas encomendas (Shingo, 1989). No
segundo caso tem-se, a título de exemplo, os casos em que a data de produção dos bens antecede a sua
data de entrega para os clientes, originando assim níveis de inventário até ao momento da sua expedição
(Shingo, 1989).
2) Inventário: Os inventários podem ser uma acumulação de produtos (finais, intermédios, matérias-
primas), WIP ou materiais, em qualquer fase do processo produtivo de uma empresa (Melton, 2005). As
empresas apostam nos níveis acumulados de stock para se precaverem face a diversas situações:
atrasos nas entregas pelos fornecedores, produção com defeitos, tempos longos de preparação, avarias
nas máquinas e equipamentos, entre outros (The Productivity Press Development Team, 1998). Trata-se
de outra grande forma de desperdício, uma vez que a produção dos artigos implica o consumo de
recursos – pessoas, equipamentos, materiais, energia, tempo – e ao serem postos em inventário, estão,
por um lado, a ocupar espaço desnecessariamente e, por outro, a não trazer qualquer retorno para a
empresa pelo investimento feito com esses produtos.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
13
3) Esperas: Refere-se ao período de ociosidade, isto é, aos tempos que os produtos ficam em espera para
ser processados no decorrer do processo produtivo, devido à ausência dos recursos necessários para a
sua realização (Sebrosa, 2008), traduzindo-se numa menor eficiência produtiva e em maiores lead times
(Salgado, Mello, Silva, Oliveira, & Leal, 2006). A título exemplificativo tem-se o tempo que os produtos
intermediários permanecem em espera até que testes laboratoriais estejam concluídos e a papelada seja
preenchida, para avançarem para a fase seguinte do processo (Melton, 2005) ou as paragens dos
operadores por falta de material ou por avarias nos equipamentos (Queta, 2013). As causas mais
comuns que estão na origem deste desperdício são o desenho pobre dos fluxos de materiais e dos fluxos
de informação (Wang, 2010).
4) Sobreprocessamento: Está relacionado com o processamento inadequado de tarefas, que poderiam
ser desempenhadas de forma mais simples, ou com o processamento excessivo, isto é, de operações
que estão a ser realizadas sem serem necessárias e que por isso, são perfeitamente dispensáveis. Este
tipo de desperdício pode ter origem em vários tipos de situações: utilização de ferramentas inadequadas
ou mal conservadas, instruções de trabalho inapropriadas, formação inadequada e falhas na
comunicação (Bell, 2006). As típicas situações de sobreprocessamento acontecem quando as operações
têm que ser refeitas por não terem sido bem executadas à primeira ou quando há a necessidade de
realizar modificações num produto, por este não ter sido bem concebido (Carvalho, 2012).
5) Transporte: O transporte excessivo está associado às movimentações desnecessárias de materiais,
componentes e outros recursos (Bell, 2006). O transporte dos bens, de um local para outro, traduz-se
num aumento de custos, tempo e energia, sem acrescentar qualquer valor ao produto final, do ponto de
vista do cliente (Salgado et al., 2006). A má organização dos PT, com layouts ineficientes, e a
inconsistência nos métodos de trabalho estão na origem deste desperdício (Carvalho, 2012) fazendo com
que os bens tenham que percorrer elevadas distâncias de um posto para outro, quando essa mesma
deslocação poderia ser evitada.
6) Movimentos: Refere-se às deslocações excessivas da mão-de-obra e dos equipamentos, tendo como
consequência as maiores perdas de tempo e por conseguinte, o aumento nos prazos de entrega. Além
disso, a movimentação e/ou manuseamento excessivo, aumenta, por um lado, o risco de ocorrência de
danos nos equipamentos, e por outro, os níveis de cansaço e fadiga, e consequente desmotivação dos
trabalhadores (Wang, 2010).
7) Defeitos: Correspondem a erros decorridos durante o processo implicando retrabalho ou trabalho
adicional para conseguir o produto desejado para o cliente (Melton, 2005). Um produto sem qualidade é
aquele cujas características e funcionalidades não estão em conformidade com as especificações e
necessidades do cliente final, e por isso não só não acrescenta valor para o produto, como ainda se
traduz num desperdício de todos os recursos – materiais, humanos e financeiros – e do tempo

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
14
despendidos na sua produção. Em certos casos, a produção defeituosa não é recuperável, implicando um
desperdício total de todos os recursos investidos pela empresa, e mesmo para os casos em que os erros
podem ser corrigidos, é necessário proceder a retrabalho, inspeções e por conseguinte, investir com mais
recursos (Pereira, 2011; Wang, 2010). Estes erros traduzem-se em custos de má qualidade e podem ser
explicados, entre outros motivos, pelas falhas na conceção dos produtos, formação insuficiente, falta de
padronização nos métodos e instruções de trabalho, preparação inadequada dos PT e das ferramentas e
pelo sobreprocessamento causado pelas reparação e retrabalho excessivos (Bell, 2006).
Para além dos 7 desperdícios identificados por Ohno, o subaproveitamento do potencial humano foi
também acrescentado à categoria como a oitava forma de desperdício (Bell, 2006; Liker & Meier, 2006;
Wang, 2010; Womack & Jones, 2003).
8) Subaproveitamento do potencial humano: está associado ao não aproveitamento das capacidades dos
indivíduos para ajudar a empresa na criação de valor para o cliente. Relaciona-se com os outros tipos de
desperdícios na medida em que a ocorrência de qualquer um deles repercute-se num subaproveitamento
do potencial humano, isto é, estão a ser desperdiçadas as competências dos trabalhadores com tarefas
que não são realmente necessárias por não acrescentarem valor para o produto (Bell, 2006). O papel dos
colaboradores assume hoje um papel preponderante enquanto fator competitivo impondo-se às empresas
sistemas de produção ágeis e flexíveis para responder às rápidas e constantes mutações no mercado.
Para isso é imperioso o reconhecimento e aposta na melhoria das suas competências ao nível do
trabalho em equipa, polivalência, tomada de decisão, assunção de responsabilidades, autoaprendizagem
e capacidade de adaptação à mudança (Alves, Dinis-Carvalho, & Sousa, 2012).
2.2. Ferramentas de Lean Manufacturing
A necessidade urgente de reduzir custos de produção levou a que Toyota concentrasse todos os seus
esforços na identificação e eliminação sistemática de perdas/desperdícios ao longo de toda a cadeia de
valor. Na sua prossecução várias técnicas e ferramentas foram desenvolvidas, sendo hoje representativas
do novo sistema de produção adotado pela Toyota e da forma como esta se foi estruturando para
responder às necessidades do mercado e colmatar as ineficiências detetadas na época no seu sistema
produtivo.
A Figura 4 apresenta a casa do TPS (McBride, 2004) - onde é possível observar os seus dois pilares –
Just-in-Time e Jikoda – e outras ferramentas essenciais que se encontram na base da estrutura tais como
a Gestão Visual, Trabalho Normalizado, Kaizen, entre outras, com um papel preponderante para alcançar
o seu objetivo máximo: atender às necessidades dos clientes oferecendo produtos e serviços com a
melhor qualidade, a um baixo custo e com o menor lead time possível.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
15
Figura 4 - Casa do TPS, adaptado de McBride (2004)
Nesta secção irão ser apresentadas algumas dessas e outras ferramentas de Lean Manufacturing tais
como o Value Stream Mapping (VSM) e o Waste Identification Diagram (WID), sendo esta última uma
ferramenta recentemente desenvolvida na Universidade do Minho para ultrapassar algumas limitações do
VSM.
2.2.1. Just-in-Time
Um dos pilares fundamentais que sustenta o TPS é o Just-in-Time (JIT) tratando-se de uma filosofia de
gestão japonesa aplicada numa primeira instância nas implantações produtivas da Toyota. Foi
desenvolvida e aperfeiçoada por Taiichi Ohno – conhecido como o pai do JIT - como uma forma de
atender às necessidades dos clientes com o mínimo atraso possível nas entregas (Cheng & Podolsky,
1996). Encarado como uma verdadeira revolução e mudança no paradigma nas práticas de gestões, foi
identificado como um dos elementos-chave para a eficácia e sucesso conseguidos pelo sistema de
produção da Toyota (Ghinato, 2000).
O JIT pode então ser definido como uma abordagem à produção que permite às empresas que se
produza o produto necessário, nas quantidades certas e no momento certo, para satisfazer as
necessidades do cliente (Cardoso, Chaves, & Yamaute, 2009; The Productivity Press Development Team,
1998). Com a premissa de que o sistema de produção pode e deve ser otimizado, os principais objetivos
desta filosofia de gestão passam, segundo (Lubben, 1989) por:
Minimizar a quantidade de recursos despendida na conceção e produção de um produto
(eliminação de desperdícios);
Compreender e responder às necessidades dos clientes;
Desenvolver a confiança e promover relações abertas com os clientes;

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
16
Planear para otimizar a relação qualidade/custo e a facilidade de produção;
Desenvolver o comprometimento de melhorar todo o sistema produtivo.
A abordagem JIT difere significativamente dos métodos tradicionais de produção associados à produção
em massa caracterizados pela produção em larga escala de produtos idênticos para serem inventariados
e depois expedidos para os clientes quando estes necessitem deles. Contrariamente, o JIT permite a uma
empresa a produção de diversos produtos em pequenas quantidades, com um prazo de entrega
reduzido, para atender as necessidades dos clientes, sem descurar a importância dos fatores qualidade e
preço (The Productivity Press Development Team, 1998).
A implementação deste método tem implicações no modo de funcionamento dos sistemas de produção,
na medida em que o JIT compreende a adoção de um sistema de produção pull ou puxado (Lubben,
1989). Os sistemas de produção pull caracterizam-se por atender as necessidades de materiais ou
produtos só quando estes sejam requisitados ou com uma antecipação mínima relativamente às
necessidades dos cliente, permitindo assim reduzir ou eliminar a existência de stocks e dos custos que
lhe estão associados, nomeadamente, com a aquisição, receção, inspeção e armazenagem dos produtos
(Lubben, 1989).
Além da redução de stocks, o uso apropriado desta filosofia de gestão resulta em melhorias na qualidade,
produtividade e eficiência dos sistemas produtivos (Cheng & Podolsky, 1996). O JIT possibilita a redução
do lead time e também dos desperdícios associados à utilização excessiva de equipamentos, materiais,
energia e tempo de trabalho da mão-de-obra, traduzindo-se numa redução de custos (Cheng & Podolsky,
1996; The Productivity Press Development Team, 1998).
Outra das vantagens é o estreitamento das relações entre clientes e fornecedores, pois a adoção de uma
estrutura deste tipo com um sistema de produção puxado implica um comprometimento de longo prazo e
o desenvolvimento de relações de confiança entre as duas partes para responder às necessidades dos
consumidores com a maior eficiência possível (Lubben, 1989).
Os produtos têm que ser entregues pelos fornecedores nas quantidades certas para que não haja falta ou
excesso de inventário e no momento exato em que são necessários para não comprometer os prazos de
entrega definidos (Cardoso et al., 2009). Através da otimização dos sistemas de produção, as empresas
conseguem atender atempadamente às necessidades dos clientes somente com os recursos estritamente
necessários, permitindo uma contenção de custos e aumentando a sua competitividade no longo prazo.
2.2.2. Jidoka (Autonomation)
O Jidoka é, a par do JIT, um dos pilares fundamentais do TPS, tendo tido origem com o desenvolvimento
do tear mecânico por Sakaichi Toyoda. Quando criou o tear mecânico, Toyoda deparou-se com a seguinte

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
17
situação: sempre que o fio quebrava, todo o material tecido após esse momento estava a ser
desperdiçado até que alguém reparasse no problema e parasse o tear para corrigir o problema. Assim,
para colmatar esta falha, desenvolveu um dispositivo que detetava automaticamente a quebra do fio,
fazendo com que o tear parasse de imediato (Liker & Meier, 2006; Ohno, 1988). Esta invenção foi a base
para a fundação do jikoda.
A palavra jidoka significa autonomation e consiste em fornecer ao operador ou máquina a autonomia
necessária para parar o processo sempre que seja detetada uma anomalia. Este conceito foi adotado por
Taiichi Ohno na sequência dos seus esforços para que um trabalhador pudesse operar em mais do que
uma máquina ao mesmo tempo, permitindo assim aumentar a eficiência produtiva (Ghinato, 1995).
Essa autonomia é conseguida não só para pela paragem automática das máquinas quando surge algum
problema, mas por outros sistemas de controlo como o sistema Andon também desenvolvido por Toyoda,
que consiste em luzes especiais equipadas nas máquinas e que acendem quando problemas são
detetados (Cheng & Podolsky, 1996; Liker & Meier, 2006). Este tipo de sistemas elimina a necessidade
dos operários estarem junto das máquinas para controlar os processos, e ao mesmo tempo, alerta
rapidamente para a existência de problemas quando surgem.
Deve notar-se que o conceito não se aplica somente às máquinas, podendo ser empregue nas linhas de
produção manual. Qualquer operador pode interromper a produção quando deteta alguma irregularidade
no processo para impedir a origem e propagação de defeitos. Ao parar a linha de produção, o problema
torna-se visível, o que despoleta um esforço imediato por uma ou mais pessoas no sentido de identificar a
causa do problema e eliminá-la, evitando assim a reincidência de problemas e reduzindo as paragens de
produção (Ghinato, 1995). Como o problema é resolvido no momento em que ocorre evita-se o processo
de retrabalho e há um maior controlo de qualidade dos produtos, permitindo, por conseguinte, aumentar
o grau de notoriedade e confiança junto dos clientes (Silveira & Coutinho, 2008).
2.2.3. Value Stream Mapping
O Value Stream Mapping (VSM) – em português Mapeamento do cadeia de Valor – é um método
desenvolvido por Mike Rother e John Shook apresentado num livro da sua autoria e denominado de
Learning to See (Rother & Shook, 2003). Esta ferramenta permite uma representação visual de toda a
cadeia de valor de um produto, ao considerar todas as ações (added-value e non-added-value)
necessárias para o seu processamento, desde a fase primária de receção das matérias-primas enviadas
pelos fornecedores até à fase final de entrega do produto para o cliente (Jones & Womack, 1996; Rother
& Shook, 2003). Jones & Womack (2002) definem o VSM como o “simples processo de observar
diretamente os fluxos de informação e materiais atuais, resumi-los visualmente, e então idealizar um
estado futuro com um desempenho muito melhor”.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
18
Womack & Jones (1996) enfatizam a identificação de toda a cadeia de valor de um produto como um
passo necessário a ser dado do ponto de vista do pensamento Lean, pois permite expor vários tipos de
desperdícios existentes no sistema produtivo. A construção do VSM requer a realização sequencial das
seguintes etapas: identificação da família de produtos, desenho do estado atual, desenho do estado
futuro e o plano de implementação (Rother & Shook, 2003). Na Figura 5 encontram-se ilustradas as
quatro etapas retiradas de Rother & Shook (2003).
Figura 5 - Etapas na construção do VSM, adotado de Rother & Shook (2003)
A primeira etapa consiste na identificação da família de produtos que se pretende analisar, devendo ser
aquela com um maior impacto ou importância para a empresa. O passo seguinte é então a construção
do VSM, isto é, desenho da situação/estado atual com base nas informações recolhidas acerca dos
processos e das operações necessárias para a sua realização. Para representar o sistema produtivo
utiliza-se uma simbologia própria – Figura 6 (Ross, 2014).
Figura 6 - Simbologia do VSM, adaptado de Ross (2014)
Adicionalmente, o mapa é complementado com informação referente a indicadores como o tempo de
ciclo (TC), tempo de changeover (C/O), lead time, tamanho do lote (batchsize) entre outros. Depois de
desenhado o VSM atual, o terceiro passo consiste em desenhar o VSM futuro tendo em vista ultrapassar

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
19
problemas detetados no sistema atual e eliminar desperdícios existentes para otimizar o processo
produtivo. A última etapa consiste em desenvolver um plano de ações a ser posteriormente posto em
prática para alcançar as melhorias idealizadas quando o mapa do estado futuro foi traçado (Rother &
Shook, 2003).
2.2.4. Gestão Visual
A gestão visual ou controlo visual é uma ferramenta vista como um importante suporte ao JIT nas
organizações que visa a apresentação da informação de uma forma intuitiva para que seja rapidamente
entendida por qualquer pessoa (The Productivity Press Development Team, 1998). Trata-se de uma
forma de comunicação que integra ferramentas visuais simples para expor a informação de maneira a
que possa ser facilmente lida e compreendida por qualquer pessoa que trabalha numa dada área, por
qualquer um que esteja de passagem nesse local e por qualquer um de onde a informação seja visível
(Mello, Souza, Turrioni, & Campos, 2012)
Existem várias formas de aplicação do controlo visual tais como as folhas normalizadas, indicadores de
desempenho expostos em quadros visuais, delimitação de espaços e o sistema Andon (Shingo, 1989). As
informações visuais podem ser apresentadas em tabelas, gráficos, cartazes, faixas, painéis eletrónicos,
lâmpadas, entre outros (Souza, Paula, Silva, & Turrioni, 2004). A Figura 7 ilustra alguns exemplos de
controlos visuais (Walters, 2012). O sistema Andon caracteriza-se pela utilização de quadros eletrónicos
e/ou luzes equipados nas máquinas para informar sobre o seu estado atual de funcionamento e para
alertar para problemas quando estes existam, podendo também ser utilizados para indicar a necessidade
de reposição de materiais nas linhas de produção (Marchwinski, Shook, & Schroeder, 2008; The
Productivity Press Development Team, 1998).
Figura 7 - Exemplos de controlos visuais, adotado de Walters (2012)
A gestão visual é utilizada para transmitir informação, fornecer instruções, dar feedback imediato, expor
anormalidades presentes num processo ou numa área de trabalho ou para demonstrar os progressos

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
20
conseguidos relativamente aos objetivos traçados (Markovitz, 2011). Trata-se portanto de uma ferramenta
de comunicação extensível a qualquer área do espaço fabril e que pode ser utilizada para diversos fins.
Além disso, as informações visuais não se restringem a nenhum grupo particular de indivíduos ou nível
hierárquico, estando acessíveis para todos. Segundo Greif (1991) a comunicação visual tem como
princípio a informação self-service, isto é, “faz a mesma informação comumente disponível e
compreensível a todos que a veem, no exato momento que a veem”. Além disso, o mesmo autor
descreve-a acima de tudo como “uma questão de cultura da empresa, uma cultura onde o princípio
fundamental é a partilha”. Esta cultura de partilha abrange a partilha de informação sobre o espaço de
trabalho, sobre tarefas e responsabilidades e acerca dos valores da empresa.
Os principais objetivos da gestão visual passam por oferecer informação acessível e simples para facilitar
o trabalho diário; transmitir a informação ao maior número possível de pessoas; reforçar a autonomia dos
funcionários – informação self-service - e fazer com que a partilha de informação seja um princípio
enraizado na cultura da empresa (Packer & Suski, 2010).
2.2.5. Programa 5S
O programa 5S teve origem no Japão, sendo segundo Ohno (1988), uma metodologia adaptada de
Sakichi Toyoda pelas observações feitas através dos seus estudos sobre teares manuais. O conceito
original provém de Osada, que a considera como um conjunto valioso de práticas para serem aplicados
no dia-dia, de forma a melhorar o desempenho na realização das atividades, não só no local de trabalho,
mas também na escola ou em casa (Ablanedo-rosas, Alidaee, Moreno, & Urbina, 2010). Trata-se de uma
ferramenta que, a nível organizacional, prima pela organização e limpeza do local de trabalho para
conseguir reduzir desperdícios e otimizar a produtividade, servindo-se também da gestão visual para
atingir resultados operacionais mais consistentes.
A abordagem serve de suporte para a aplicação do JIT e outras ferramentas Lean nas organizações, tais
como a produção celular e o 6 Sigma, contribuindo também para tornar o local de trabalho um espaço
mais seguro e um melhor sítio para se estar (Grover, 2012).
O programa 5S é fundamental e está na base da implementação do JIT nas organizações, não sendo
possível a aplicação dessa metodologia com um local de trabalho desarrumado, desorganizado e sujo
(The Productivity Press Development Team, 1996). Tais condições de trabalho são propensas à
ocorrência de vários tipos de desperdício, nomeadamente, o excesso de movimentações para contornar
obstáculos, perdas de tempo à procura de itens que sejam precisos, assim como atrasos devido a
defeitos nos produtos, avarias nas máquinas ou acidentes de trabalho (The Productivity Press
Development Team, 1998).

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
21
A utilização desta metodologia encoraja os trabalhadores a melhorarem continuamente os seus PT,
atuando no sentido de detetar e eliminar desperdícios, e contribuindo para aumentar a fluidez e eficiência
do fluxo produtivo (Grover, 2012; Markovitz, 2011).
O termo “5S” deriva de cinco palavras japonesas cujas iniciais começam todas com “S”: Seiri
(Organizar), Seiton (Ordenar), Seiso (Limpar), Seiketsu (Normalizar) e Shitsuke (Autodisciplinar) (Hirano,
Talbot, & Bodek, 1995; Markovitz, 2011; The Productivity Press Development Team, 1998). Estes são os
5 grandes pilares que suportam a implementação de um sistema de melhoria nas organizações, sendo
os dois primeiros (seiri e seiton) considerados os mais importantes, na busca dos zero defeitos, zero
acidentes, na melhoria de segurança e na redução de custos. A Figura 8 retirada de The Productivity
Press Development Team (1996) apresenta cada um dos “S” explicando-se depois com maior detalhe
cada um deles.
Figura 8 - Pilares do programa 5S
1º S – Seiri: senso de organização. Traduz-se pela arrumação do local de trabalho, segundo a distinção
entre os materiais e ferramentas que são ou não necessários no local de trabalho. Só os necessários
devem permanecer, sendo que os restantes devem ser arrumados em local apropriado caso venham a
ser usadas posteriormente, ou então jogados fora, se não tiverem nenhuma utilidade. Este senso vai de
encontro ao princípio enraizado na filosofia JIT: “only what is needed, only in the amounts needed, and
only when its needed”.
2º S – Seiton: senso de ordenação, a ser implementado a seguir ao seiri. Assim, depois de identificados
os materiais que devem permanecer no local de trabalho por serem necessários, procede-se com a sua
organização através da determinação de locais para serem guardados, que sejam acessíveis e facilmente
identificáveis por qualquer pessoa que os procure. O recurso aos controlos visuais (por exemplo:
etiquetas identificativas e cores) facilita esta tarefa de criar espaços perfeitamente visíveis e distintos para
cada item.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
22
3º S – Seiso: senso de limpeza. Almeja a limpeza de todo o local de trabalho e a criação de um ambiente
de trabalho cuidado, arrumado e seguro, que promova o bem-estar e a satisfação dos operários no
desempenho das suas funções. Além disso, a implementação desse senso permite que qualquer
equipamento ou item esteja pronto para ser usado nas suas melhores condições quando for necessário,
contribuindo desta forma para conseguir o fluxo contínuo preconizado pela filosofia Lean.
4º S – Seiketsu: senso de padronização ou normalização. Consiste em criar uma forma consistente de
realizar tarefas e procedimentos para promover a manutenção dos sensos de organização, ordem e
limpeza. O cumprimento das tarefas tem que ser continuamente monitorizado e incentivado para que os
resultados alcançados com a implementação dos 3 primeiros sensos sejam mantidos, e não haja uma
regressão para o estádio inicial antes da sua implementação.
5º S – Shitsuke: Senso de autodisciplina ou educação. Pressupõe a criação de hábitos consistentes e
voluntários para aplicar e manter os princípios inerentes aos 4 sensos mencionados anteriormente. De
nada serve instruir acerca das práticas de ordenação, organização e limpeza se estes não forem
compreendidos pelos trabalhadores e não houver uma predisposição por parte destes para a sua
aplicação. Por conseguinte, torna-se irrelevante normalizar as regras de trabalho e criar procedimentos
para monitorizar o seu cumprimento, se logo à partida, os trabalhadores não estão disciplinados para
aplicar essas normas de forma consistente e voluntária.
2.2.6. Trabalho normalizado
O trabalho normalizado – ou Standard Work em inglês – teve origem no modelo taylorista-fordista,
fundamentando-se nas medidas de tempos e movimentos (Benetti, Filho, Siliprandi, & Saurin, 2007; The
Productivity Press Development Team, 2002). É considerado uma importante e das mais poderosas
ferramentas de Lean Manufacturing e constitui uma das bases para a aplicação da melhoria contínua nas
organizações (Benetti et al., 2007; Liker & Meier, 2006).
Consiste no estabelecimento de um conjunto de procedimentos de trabalho padronizados que são
documentados e descrevem a melhor forma para o trabalho ser realizado pelos trabalhadores no
desempenho das suas tarefas (Krichbaum, 2008; Markovitz, 2011; Walters, 2012) .
Krichbaum (2008) define-o como um sistema detalhado, documentado e visual que associa, desenvolve e
segue uma série de etapas pré-definidas para os processos. De acordo com Kishida, Silva & Guerra
(2006) esta ferramenta centra-se no movimento e trabalho dos operadores e aplica-se em processos
repetitivos. Com efeito, Liker & Meier (2006) consideram os processos previsíveis e reproduzíveis como o
fundamento para um fluxo e sistema “puxado” e que “não se pode prever o tempo e a produção de
processos a menos que haja processos estáveis e passíveis de serem repetidos”. Os processos que

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
23
permanecem em constante mudança não podem ser melhorados, sendo por isso, a normalização
encarada como uma das bases para a melhoria contínua (Krichbaum, 2008).
Na definição de procedimentos standard para as operações deve-se ter em consideração, por um lado, a
procura da eficiência produtiva com base na melhor combinação possível dos seguintes fatores: atividade
humana, atividade dos equipamentos e o produto que se pretende produzir (Ohno & Mito, 1988). Por
outro, a normalização do trabalho deve englobar 3 componentes essenciais, nomeadamente, o Tempo de
Ciclo Padronizado, Sequência de Trabalho Padronizada e WIP Padronizado (Ohno & Mito, 1988; The
Productivity Press Development Team, 2002):
Tempo de ciclo padronizado: tempo necessário para produzir uma peça, isto é, o tempo
transcorrido entre o início e o fim da operação de produção de uma peça (Ohno & Mito, 1988;
The Productivity Press Development Team, 2002);
Sequência de trabalho padronizada: sequência de operações pré-definidas para serem seguidas
no processamento de um produto (Krichbaum, 2008; Ohno & Mito, 1988; The Productivity Press
Development Team, 2002) ;
WIP padronizado: quantidade mínima de peças necessárias em inventário para a realização das
operações de forma a garantir a continuidade do fluxo produtivo (Benetti et al., 2007; Ohno &
Mito, 1988; The Productivity Press Development Team, 2002).
A padronização foi um dos princípios fundamentais para o sucesso do TPS (Spear & Bowen, 1999)
permitindo minimizar a variação nos processos provocada pelos operários e eliminar movimentos ou a
realização de tarefas desnecessárias (Krichbaum, 2008). O objetivo é estabelecer o conjunto de
atividades ou tarefas padrão para uma operação que maximiza o desempenho e minimiza os
desperdícios – tempo, materiais e humanos – e, desta forma, aumentar o tempo produtivo da mão-de-
obra e das máquinas, durante o qual estão efetivamente a criar valor para o produto (Benetti et al., 2007;
Spear & Bowen, 1999). Além disso, permite uma redução de falhas (defeitos ou erros) com a melhor
organização e compreensão dos processos, o que se traduz, por conseguinte, numa maior qualidade
para os produtos (Benetti et al., 2007; Krichbaum, 2008).
2.3. Waste Identification Diagram
Um dos princípios fundamentais da filosofia do Lean Manufacturing assenta na procura da melhoria
contínua por parte das organizações, o que por sua vez pressupõe a eliminação constante de
desperdícios existentes no sistema produtivo. Tradicionalmente, recorre-se ao VSM apresentado na
secção anterior, para a identificação destes desperdícios durante a análise da cadeia de valor de um

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
24
produto, ou família de produtos. No entanto, apesar das potencialidades e vantagens conseguidas com
esta ferramenta, existem também algumas limitações evidenciadas por diversos autores:
Ferramenta de comunicação pouco eficaz: dificuldade em transmitir os resultados a outras
pessoas que não estejam familiarizados com o modo de funcionamento da ferramenta e
simbologia utilizada (Gahagan, 2012);
Abrangência de aplicação limitada: difícil de aplicar em indústrias caraterizadas por serem de
grande variedade e pequenas quantidades (Braglia, Carmignani, & Zammori, 2006);
Dificuldade em representar sistemas de produção com uma grande diversidade de produtos e
várias rotas identificadas no fluxo produtivo (Chitturi, Glew, & Paulls, 2007; Irani & Zhou, 1999).
Modelo centrado em representar fluxos de materiais e informação. Não representa o fluxo de
pessoas (Nazareno, Silva, & Rentes, 2003).
Dificuldade em identificar os desperdícios de espera, sobreprocessamento e movimentação no
mapa traçado com o VSM (Lovelle, 2001);
O transporte enquanto uma das formas de desperdício encontra-se representado no mapa
traçado com o VSM, mas o seu impacto não é mensurado (Lovelle, 2001). Além disso, as
distâncias percorridas com a transição de processos não são especificadas (Huang & Liu, 2005);
Não permite uma visualização do layout da implantação produtiva (Irani & Zhou, 1999).
Desta forma, para ultrapassar estas dificuldades, foi desenvolvida por investigadores do Departamento de
Produção e Sistemas da Universidade do Minho uma ferramenta de apoio visual que visa a rápida e fácil
visualização e compreensão do fluxo produtivo e dos desperdícios inerentes a todo o processo – o Waste
Identification Diagram (WID). O principal objetivo prendeu-se com a criação de um modelo gráfico
estandardizado capaz de representar unidades de produção e de apresentar a informação mais relevante,
do ponto de vista de engenharia industrial (Dinis-Carvalho et al., 2014).
Assim, estes diagramas descrevem as unidades de produção recorrendo a importante informação visual
que permite aos gestores identificar de forma intuitiva as principais formas de desperdício associadas ao
fluxo de materiais: inventário, sobreprodução e transporte. Além disso, esta ferramenta possibilita a
representação de várias famílias de produtos e de diferentes rotas percorridas no fluxo produtivo,
colmatando uma das grandes limitações do VSM (Dinis-Carvalho et al., 2014; Sa, Carvalho, & Sousa,
2011). As limitações que se impõe à utilização desta ferramenta referem-se ao tamanho do diagrama e à
quantidade de informação que tem que ser recolhida para permitir a sua construção (Dinis-Carvalho et
al., 2014).
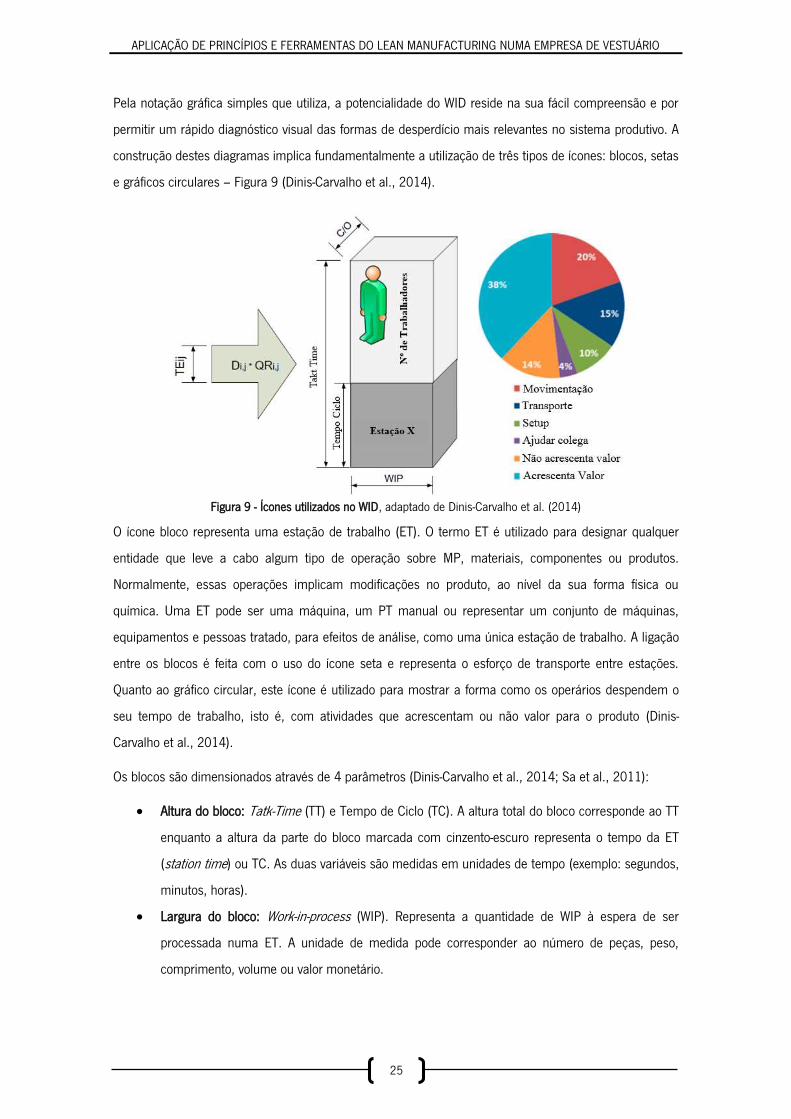
APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
25
Pela notação gráfica simples que utiliza, a potencialidade do WID reside na sua fácil compreensão e por
permitir um rápido diagnóstico visual das formas de desperdício mais relevantes no sistema produtivo. A
construção destes diagramas implica fundamentalmente a utilização de três tipos de ícones: blocos, setas
e gráficos circulares – Figura 9 (Dinis-Carvalho et al., 2014).
Figura 9 - Ícones utilizados no WID, adaptado de Dinis-Carvalho et al. (2014)
O ícone bloco representa uma estação de trabalho (ET). O termo ET é utilizado para designar qualquer
entidade que leve a cabo algum tipo de operação sobre MP, materiais, componentes ou produtos.
Normalmente, essas operações implicam modificações no produto, ao nível da sua forma física ou
química. Uma ET pode ser uma máquina, um PT manual ou representar um conjunto de máquinas,
equipamentos e pessoas tratado, para efeitos de análise, como uma única estação de trabalho. A ligação
entre os blocos é feita com o uso do ícone seta e representa o esforço de transporte entre estações.
Quanto ao gráfico circular, este ícone é utilizado para mostrar a forma como os operários despendem o
seu tempo de trabalho, isto é, com atividades que acrescentam ou não valor para o produto (Dinis-
Carvalho et al., 2014).
Os blocos são dimensionados através de 4 parâmetros (Dinis-Carvalho et al., 2014; Sa et al., 2011):
Altura do bloco: Tatk-Time (TT) e Tempo de Ciclo (TC). A altura total do bloco corresponde ao TT
enquanto a altura da parte do bloco marcada com cinzento-escuro representa o tempo da ET
(station time) ou TC. As duas variáveis são medidas em unidades de tempo (exemplo: segundos,
minutos, horas).
Largura do bloco: Work-in-process (WIP). Representa a quantidade de WIP à espera de ser
processada numa ET. A unidade de medida pode corresponder ao número de peças, peso,
comprimento, volume ou valor monetário.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
26
Profundidade do bloco: Tempo de Changeover (C/O). Também designado de tempo de
preparação ou de setup, o C/O representa o tempo de mudança de ferramentas gasto na ET
quando se muda de produto. A variável é também medida em unidade de tempo por peça.
Quanto ao ícone seta, tem-se que o seu comprimento é invariável e irrelevante, podendo ser o mesmo
para todas as setas utilizadas no diagrama. Já a largura das setas varia consoante o esforço associado à
atividade de transporte analisada. Este esforço pode ser obtido pela quantidade de produtos
transportados entre ET multiplicada pela respetiva distância percorrida (unidades*metros), pelo peso
transportado entre ET (kg*metros), custo (€ ) ou outra unidade de medida que se considere apropriada no
contexto de análise (Sa et al., 2011).
Quanto ao terceiro ícone – o gráfico circular –, tem-se que este pretende transmitir aos gestores
informação sobre a forma como os operários gastam o seu tempo de trabalho, isto é, com que tipo de
operações, podendo ser apresentado em percentagem ou em custo (Dinis-Carvalho et al., 2014). Com
este ícone representam-se visualmente os desperdícios associados à utilização da mão-de-obra em
atividades que não acrescentam valor, numa perspetiva Lean, tais como esperas, movimentações,
transportes, sobreprocessamento, entre outros.
2.4. Casos de implementação de Lean Manufacturing na indústria têxtil e de vestuário
Existem vários casos de aplicação do Lean na indústria têxtil e do vestuário reportados na literatura, como
é o caso do estudo de Farhana e Amir. O objetivo de Farhana e Amir (2009) prendeu-se com a avaliação
das melhorias de desempenho conseguidas na produção através da aplicação de práticas Lean em
empresas do Bangladesh. O estudo incidiu sobre nove empresas de vestuário com a aplicação de um
questionário e entrevistas aos responsáveis pela implementação do Lean, tendo os resultados mostrado
que várias técnicas foram implementadas, nomeadamente, JIT, sistemas pull, Kaizen, 5S, Kanban, entre
outras.
Entre os benefícios conseguidos com a sua implementação estão a redução de custos graças a uma
diminuição dos níveis de inventário e aumento das unidades produzidas com o mesmo número de
trabalhadores; aumento da produtividade; redução do lead time e TC e aumento da qualidade pelo maior
controlo nos processos e maior acompanhamento junto dos clientes.
Hodge, Ross, Joines & Thoney (2011) conduziram um estudo para identificar quais eram as técnicas
Lean mais utilizadas nas empresas têxteis nos Estados Unidos assim como para perceber quais os
principais benefícios e barreiras associados à implementação do Lean Manufacturing. O estudo incidiu
sobre 11 empresas (incluindo fiação, confeção de vestuário e acabamento, corte e costura) através da
aplicação de entrevistas e visitas à implantação produtiva. As técnicas mais utilizadas pelas empresas
envolvidas no estudo foram a Gestão Visual, 5S e VSM.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
27
Os principais resultados obtidos neste estudo apontam para uma redução nos tempos de produção e nos
temos de setup, redução dos níveis de inventário, redução do tamanho dos lotes, aumento da
produtividade e qualidade e a libertação de espaço na implantação produtiva. As principais barreiras que
se impuseram à implementação das práticas Lean estão relacionadas com a dificuldade em alterar os
valores enraizados na cultura das empresas. A resistência oferecida tanto pela gestão de topo como pelos
operários tem que ser ultrapassada, pressupondo-se a aceitação, comprometimento e envolvimento de
todos os colaboradores na empresa para implementar as técnicas e procurar melhorar continuamente o
sistema produtivo.
O estudo conduzido no Reino Unido por Bruce, Daly & Towers (2004) teve por base 4 casos de estudo
acerca de empresas têxteis, focando-se na gestão da cadeia de fornecimento e na forma como a filosofia
Lean contribuiu para melhorar o seu desempenho. Perante as tendências sazonais dos produtos fashion,
as empresas têm que responder rapidamente às constantes mudanças no mercado e serem capazes de
prover um rápido reabastecimento dos produtos.
Além disso, não é possível armazenar grandes quantidades de produtos devido ao seu ciclo de vida curto
justificado pelas mudanças constantes nos gostos e preferências dos consumidores. Desta forma, as
exigências que se impõe neste mercado às empresas – atender à volatilidade da procura, com um
reduzido lead time e controlo eficiente de custos – podem ser mais facilmente conseguidas através das
práticas Lean com os sistemas de produção puxada e princípios JIT que preconizam uma resposta rápida
no mercado com o uso eficiente dos recursos.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
28

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
29
3. APRESENTAÇÃO DA EMPRESA
Neste capítulo faz-se a apresentação e caracterização da empresa Consifex – Malhas e Confeções, Lda.,
na qual se desenvolveu o presente trabalho de investigação. Assim, é apontada a localização da empresa
e identificam-se os principais marcos de desenvolvimento ao longo dos seus anos de história, as
principais metas e a missão pelas quais a organização se rege, as certificações e premiações recebidas,
assim como a sua estrutura organizacional. Procede-se com a apresentação dos principais clientes e dos
mercados onde atua, principais fornecedores e produtos, e descreve-se o funcionamento do sistema de
produção e o fluxo de materiais e informação existente.
3.1. Identificação e localização da empresa
A Consifex – Malhas e confeções, Lda., é uma sociedade por quotas nascida a 12 de Junho de 1989, na
rua São João, em Tamel São Veríssimo, no concelho de Barcelos. Em 1996, deslocalizou as suas
instalações para onde se encontrada instalada atualmente, no Parque Industrial, em Tamel S. Veríssimo,
em Barcelos. O administrador começou por comprar dois pavilhões, e depois, de forma a ampliar as suas
instalações, adquiriu o terceiro, em meados de 2008. Os pavilhões estão anexados uns aos outros,
podendo-se ver pela Figura 10, a fachada da empresa.
Figura 10 – Fachada da empresa
A empresa dedica-se à confeção de uma grande variedade de artigos de vestuário exterior de homem,
senhora e criança, para exportar para o mercado externo. Por conseguinte, e de acordo com a convenção
da Classificação das Atividades Económicas (CAE), é lhe atribuída o número 14131, ao classificar-se
como: Secção C – Indústrias Transformadoras; Divisão 14 – Indústria do Vestuário; e Grupo 131 –
Confeção de outro vestuário exterior em série.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
30
3.2. História da empresa
Relativamente à história da empresa, na Tabela 1, apresenta-se um resumo com os principais marcos de
desenvolvimento da empresa, desde que iniciou a sua atividade, há cerca de 32 anos atrás, tendo desde
aí crescido internamente e reestruturando as suas estratégias para se adaptar às mudanças no mercado.
Tabela 1 - Resumo da história da empresa
Ano Acontecimento
1982 Fundação da empresa, a título individual, com o nome “Maria da Conceição Pereira Simões”, com uma força de trabalho de 3 colaboradores.
1989 Constitui-se como Sociedade por Quotas, com a designação de Consifex – Malhas e Confeções, Lda,.
1996 Empresa começa a dedicar-se à exportação de artigos de vestuário.
1996 Mudança de localização das suas instalações.
1997 Faturaram à volta de 300 000 €, no primeiro ano de exportação.
2008 Expansão das instalações, ao adquirir o 3º pavilhão.
2013 Faturação anual à volta dos 10/11 milhões de euros.
2013 Capacidade de produção e exportação mensal de 200 000 unidades, com uma força de trabalho de 65 colaboradores diretos e mais de 200 indiretos.
2014 Celebra 25 anos de existência
3.3. Estrutura Organizacional
A Consifex – Malhas e Confeções, Lda., labora, a nível interno, com 65 colaboradores, sendo
considerada, para esse efeito, como uma empresa de média dimensão, pelo Instituto de Apoio às
Pequenas e Médias Empresas e à Inovação (IAPMEI, 2007), e por conseguinte, incluída no grupo das
pequenas e médias empresas (PME´s).
A Tabela 2 apresenta os principais dados quanto à caracterização dos recursos humanos da empresa,
tendo em consideração os fatores género, idade e grau de formação. O género dominante é o feminino,
correspondendo a mais de metade da população trabalhadora e o intervalo de idades está compreendido
entre os 20 e os 63 anos. Relativamente ao seu nível de habilitações ou grau de formação, a maioria
terminou o ensino básico – com o 4º, 6º ou 9º - enquanto que uma pequena parte detém o ensino
secundário (24.62%) e uma minoria, habilitações ao nível superior (licenciatura ou mestrado).

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
31
Tabela 2 - Caracterização da população trabalhadora
Género Número %
Masculino 18 27,69%
Feminino 47 72,31%
Classe de idades Número %
20-30 10 15,38%
31 - 40 26 40,00%
41 - 50 20 30,77%
51 - 60 7 10,77%
> 60 2 3,08%
Idade Mínima 20
Idade Máxima 63
Grau de Formação Número %
Sem formação 1 1,54%
Ensino Básico (4ª) 14 21,54%
Ensino Básico (6ª) 18 27,69%
Ensino Básico (9ª) 10 15,38%
Ensino Secundário (12º) 16 24,62%
Licenciatura/Bacharelato 5 7,69%
Mestrado 1 1,54%
Os colaboradores estão distribuídos pelos diferentes departamentos funcionais ou secções, entre os dois
pisos da implantação da empresa. No anexo 1 - Figura 78 encontra-se o organograma da empresa, onde
é percetível, a disposição e o nível hierárquico das diferentes unidades funcionais que o compõe e as
respetivas responsabilidades.
3.4. Missão, metas estratégicas, certificação e prémios
A missão da empresa é produzir e oferecer produtos com qualidade que satisfaçam as necessidades
diversificadas dos seus clientes, com a prestação de um serviço que se preze pela rapidez e eficiência e
que cumpra com as responsabilidades sociais e ambientais, legal e moralmente impostas.
As metas estabelecidas refletem-se na política de Qualidade, Ambiente e Responsabilidade Social adotada
pela empresa e nos compromissos assumidos pela gerência e todos os seus colaboradores. Assim, os
principais objetivos estratégicos da empresa são:
Satisfação atempada das necessidades dos clientes, cumprindo com rigor as
especificações e prazos de entrega requeridos;
Oferta de produtos competitivos;
Atribuição de uma remuneração justa de trabalho para todos os colaboradores;
Desenvolvimento racional de melhores condições de higiene, saúde e segurança do
trabalho para os colaboradores;
Minimização do impacto ambiental através da redução e separação criteriosa dos resíduos
sólidos, líquidos e gasosos;
Cumprimento respeitoso das disposições legais e regulamentares aplicáveis à atividade da
empresa;

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
32
Preconização da melhoria contínua da organização, acrescentando valor a todas as partes
interessadas: clientes, fornecedores, colaboradores, acionistas e comunidade envolvente.
Desde a sua criação que o percurso da Consifex tem sido marcado por diversas certificações e
premiações recebidas como reconhecimento da qualidade dos seus produtos e do serviço prestado, pelas
preocupações demonstradas no âmbito da equidade social e ambiental e pelo crescimento conseguido
pela empresa, em função da sua estratégia de negócio. Na Figura 11 estão ilustradas as certificações
recebidas pela empresa.
Figura 11 - Certificações da empresa
A Consifex está certificada pelo sistema de certificação internacional OEKO-TEX® Standard 100,
desenvolvido para controlar e minimizar os efeitos nocivos das substâncias contidas nos têxteis para a
saúde e o bem-estar das pessoas. Os artigos da Consifex incluem-se na Classe II, referindo-se àqueles
que que estão em contacto direto com a pele do ser humano. Os produtos que tenham sido testados com
êxito poderão eventualmente ser comercializados com um rótulo, que serve para comprovar que o
produto cumpre com as especificações ecológicas impostas no âmbito da certificação, desde que a
empresa cumpra com determinados pré-requisitos e tenha sido concedida autorização prévia pelo
Instituto responsável - neste caso, o Centro Tecnológico das Indústrias Têxtil e do Vestuário de Portugal
(CITEVE).
A empresa recebeu também um certificado de conformidade pelo Institute of Marketecology (IMO),
segundo a Global Organic Textile Standard (GOTS) 3.0, norma líder mundial relativamente a têxteis
fabricados a partir de fibras orgânicas. Assim, esta certificação atesta a presença do algodão orgânico nas
malhas utilizadas pela Consifex na produção de certos produtos. Além dessas, recebeu a certificação
Business Social Compliance Initiative (BSCI) que estabelece um código de conduta relativamente ao qual
a empresa se compromete a reconhecer as normas estabelecidas e a tomar as medidas necessárias para
garantir a sua implementação. São várias as áreas de atuação abrangidas no código de conduta em
termos sociais e ambientais – Figura 12.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
33
Figura 12 - Áreas abrangidas pelo código de conduta BSCI
Relativamente aos prémios recebidos, a Consifex foi distinguida pela qualidade do seu desempenho,
sendo-lhe atribuído o estatuto de PME Líder 2013 pelo IAPMEI. A empresa foi também reconhecida no
domínio do Comércio e Exportação ao ser galardoada com o prémio Golden Award for the Commercial
Prestige 2011 na 40ª cerimónia do International Trophy for Quality, em Madrid. Deve-se notar que foi a
primeira empresa portuguesa a receber um prémio neste âmbito. Ainda no âmbito da exportação, a
empresa obteve recentemente o estatuto Top Exporta Santander 2013, um prémio atribuído pelo banco
Santander Totta às empresas exportadoras que se destaquem nesta vertente, segundo um conjunto de
critérios económico-financeiros quantitativos que têm que ser cumpridos. As diferentes premiações
referidas apresentam-se na Figura 13.
Figura 13 - Premiações recebidas pela empresa
3.5. Fornecedores
A Consifex, para enaltecer a sua vantagem competitiva e garantir respostas rápidas e eficientes às
necessidades do mercado, aposta na escolha estratégica dos seus parceiros, recorrendo à
subcontratação de vários tipos de serviço. A Tabela 3 lista os principais fornecedores de MP e acessórios.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
34
Tabela 3 - Principais fornecedores de MP e acessórios
Designação Especificação Serviço
Malhas e Tecidos Venda de MP
Fitas de tecido, cordões e passamanarias
Venda de Acessórios Rendas, fitas de cetim
Etiquetas de cartão
Etiquetas de composição
Na Tabela 4 apresentam-se os principais fornecedores contratados pela empresa para a realização dos
seguintes serviços: estampagem (por peça e por metro), bordados (por peça), tingimento e transporte de
mercadorias para expedir os produtos para os clientes.
Tabela 4 - Principais fornecedores (serviços diversos)
Designação Especificação Serviço
Estampagem (por peça)
Estamparia
Estampagem (por metro)
Bordado (por peça) Bordados
Tingimento Tinturaria
Transporte Transporte
de mercadorias
O processo de confeção das peças de vestuário, salvo raras exceções, é sempre realizado externamente,
recorrendo a cerca de 15 empresas contratadas para esse efeito. Já o processo de corte é na sua
maioria, realizado internamente, embora haja uma pequena parte desta fase produtiva alocada a
empresas externas. Na Tabela 5 encontram-se as principais confeções subcontratadas pela empresa.
Tabela 5 - Principais confeções subcontratadas
Talento Turquesa Unipessoal, Lda Machado & Lopes Unipessoal, Lda
Durão e Silva Confeções Fermef Confeção Unipessoal, Lda
Laços de Veludo – Confeção Unipessoal, Lda M.F.R.B. Confeção de Vestuário, Lda
Padrões Neutros Unipessoal, Lda Mendes e Costa Confeções, Lda
PersonOriginal, Lda Carfelitex – Indústria e Comércio de Confeções, Lda
Morcapil – Empresa de Confeções, Lda IRV Têxtil, S.A
Afonso Ferreira Martins Unipessoal, Lda Meneses Confeções, Lda
Carfetil – Malhas e Confeções, Lda Malhas Fugidas – Confeções, Lda
Soares & Guimarães, Lda Irene Azevedo Unipessoal, Lda
Fernando Pedrosa Unipessoal, Lda Domingos e Assunção, Lda
A empresa dispõe de controladoras que têm como principal função supervisionar o trabalho efetuado nas
confeções, de forma a garantir que os produtos são feitos respeitando as especificações requeridas pelos
clientes. Algumas das empresas mencionadas na Tabela 5, tais como a PersonOriginal ou a Morcapil
encontram-se verticalizadas, e por isso, para além do processo de confeção, encarregam-se, à priori, do
processo de corte, e à posterior, do processo de acabamento e embalamento das peças. Existem outras

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
35
que se encarregam do processo de confeção e embalamento, ou então somente do embalamento, tendo
então a Consifex um vasto leque de fornecedores, que prestam vários tipos de serviços, para garantir a
realização do processo produtivo ao longo das suas diferentes fases.
3.6. Mercados e Principais Clientes
O crescimento sustentado na qualificação dos colaboradores e no Know-How adquirido ao longo das
últimas décadas de atividade tornou a Consifex numa empresa sólida e inovadora, que em colaboração
com os seus parceiros de negócio, tem crescido ao longo dos últimos anos, desde que passou a dedicar-
se ao setor da exportação. Tudo o que a empresa produz destina-se, fundamentalmente, ao mercado
externo, sendo os principais volumes de bens exportados para a Europa, para países como a França,
Holanda, Alemanha e Itália. Os principais mercados estão representados na Figura 14.
Figura 14 - Principais mercados de exportação
A empresa exporta maioritariamente para o mercado externo, sendo de notar que em 2013, as principais
receitas provieram do serviço prestado a marcas alemãs como a ESPRIT, representando mais de metade
do valor conseguido, e a BOVIVA que em conjunto com a primeira, perfizeram 70% da faturação obtida.
Para além destes, a POPOV, LCS e SUMMUM também se incluem na lista dos clientes com maior
representatividade em termos do valor de vendas, tal como mostra a Tabela 6.
Tabela 6 - Principais clientes
Clientes Logotipo Turnover
ESPRIT
5 913 800 €
POPOV
1 000 000 €
BOVIVA
1 341 000 €
LCS
1 245 600 €
SUMMUM
801 000 €
TOTAL 10 301 400 €

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
36
3.7. Produtos
A Consifex dedica-se à conceção, produção e comercialização de produtos de vestuário exterior para o
mercado externo. A empresa produz maioritariamente artigos para senhora, sendo uma pequena parcela
destinada para a produção de artigos para homem e criança/bebé, tanto para género feminino como
masculino. A sua oferta caracteriza-se por ser bastante diversificada e personalizada, procurando
responder à qualidade e autenticidade desejadas pelos clientes para os seus produtos. Na Figura 15
apresentam-se diversas gamas de produtos para os diferentes segmentos: senhora, homem, criança e
bebé.
Figura 15 - Gama de produtos
3.8. Descrição geral do sistema produtivo
Nesta secção faz-se uma breve descrição do funcionamento das secções funcionais e do fluxo de
materiais ao longo do processo produtivo. Adicionalmente, caracteriza-se o fluxo de informação desde que
são recebidos os pedidos dos clientes no departamento comercial.
3.8.1. Implantação produtiva, fluxos de materiais e processo produtivo
As instalações da Consifex têm uma área total de cerca de 3982 m² distribuídos entre três pavilhões
industriais, ligados entre si, e estão divididos em dois pisos: piso 0 e o piso 1. O piso 0 corresponde ao
espaço fabril onde se realiza toda a atividade produtiva, estando estrategicamente divido em três secções
funcionais distribuídas, cada uma delas, por um dos pavilhões que a empresa possui. No piso 1 estão os
departamentos administrativos, financeiro e comercial, assim como o gabinete Computer-Aided Design
(CAD) e de coleções.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
37
A secção 1 do piso 0 corresponde ao armazém de matérias-primas (MP) da empresa, na secção 2
realiza-se o corte das malhas/tecidos e na secção 3 estão instalados três setores, nomeadamente, o da
costura, acabamento e o da expedição. A Figura 16 mostra esquematicamente essas secções enquanto o
layout do espaço fabril elaborado pelo autor pode ser consultado no Anexo 2 - Figura 79.
Figura 16 - Secções funcionais da implantação produtiva
O fluxo de materiais inicia-se com a receção da MP no armazém e termina na secção 3 com o produto
final pronto para ser expedido para o cliente. Ao longo do processo produtivo, realizam-se várias
operações, dentro da fábrica, e com recurso à subcontratação de serviços especializados, fora desta, por
entidades externas.
A Figura 17 pretende esquematizar o fluxo geral do processo produtivo, em que a vermelho estão
representadas as operações realizadas por empresas externas, nomeadamente o processo de tingimento,
estampagem/bordado assim como a costura e revista dos produtos.
Figura 17 - Esquematização do processo produtivo
A MP é comprada em cru mas passa primeiro pelas empresas de tingimento antes de ser enviada para a
empresa. A receção da malha/tecido, já tingida, é feita na secção 1, correspondente ao armazém de MP
– Figura 18. Esta, depois de ser aprovada no teste de inspeção e qualidade é devidamente armazenada.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
38
Figura 18 - Secção 1 (armazém de matérias-primas)
Na secção 2 realiza-se a operação de corte da malha/tecido utilizado na fabricação dos produtos – Figura
19. Os rolos são transportados do armazém até esta secção para sofrer o processo de estendimento e
corte, com recurso a máquinas automáticas especializadas. Se se tratar de tecidos/malhas com riscas, a
estendida é realizada manualmente por dois operários antes de a MP ser cortada na máquina de corte.
Para cortes mais pormenorizados e precisos, a empresa dispõe de uma serra de fita, e para cortar o
colarete, têm uma máquina própria para realizar essa operação.
Figura 19 - Secção 2 (corte)
O processo de confeção das encomendas dos clientes é realizado por empresas externas, e por isso, os
encaixes das peças (frentes, costas, mangas, entre outros) depois de cortados, são organizados por lotes
para serem enviados para as confeções. Os encaixes que necessitem de ser estampados/bordados são
enviadas para as estamparias/bordados a partir desta secção. O processo de confeção das amostras e
dos protos (designação dada aos protótipos), por sua vez, é realizado internamente, no setor de costura
na Secção 3, por um grupo de costureiras. A Figura 20 apresenta o setor de costura, estando dividido em
duas áreas, uma para a confeção de amostras e outra para a confeção de protótipos e das coleções.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
39
Figura 20 - Secção 3 (setor de costura)
Além do setor de costura, a secção 3 tem ainda os setores de acabamento e expedição. As peças depois
de serem confecionadas são enviadas de volta para a empresa para serem acabadas, o que implica
passarem pelo processo de engomagem, dobragem, etiquetagem e embalagem. Depois de engomadas,
as peças são levadas para uma mesa para serem dobradas, e depois para outra mesa de trabalho onde
se realizam as operações de etiquetagem e embalagem das peças. Na Figura 21 é apresentada a vista
geral do setor de acabamento.
Figura 21 - Secção 3 (setor de acabamento)
As peças embaladas são transportadas em carrinhos rolantes até ao setor de expedição, ilustrado na
Figura 22. Aqui as peças são colocadas em caixas de cartão, que depois são fechadas e identificadas
para prosseguirem no embarque para os clientes.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
40
Figura 22 - Secção 3 (setor de expedição)
3.8.2. Fluxo de informação
O processamento de informação é suportado por um sistema informático, designado de PROTextil e que
funciona como uma base de dados que faz a interligação entre os vários departamentos e secções
funcionais da empresa, permitindo entre outras funcionalidades, o registo das encomendas dos clientes e
a emissão de Ordens de Fabrico (OF), a gestão de stocks de MP e dos produtos acabados e a gestão dos
planos de corte, confeção e embalagem.
O fluxo de informação geral da empresa está representado através de um fluxograma no Anexo 3 - Figura
80 evidenciando os principais processos realizados na sequência do pedido de uma encomenda por uma
cliente. O fluxo inicia-se com a receção do processo do cliente, via e-mail, no departamento comercial,
com o pedido de uma amostra. Neste processo constam as especificações exigidas pelo cliente para o
seu produto, incluindo uma tabela de medidas, que têm que ser seguidas à risca na elaboração da
amostra.
Com esta informação, a comercial responsável pelo processo começa por gerar uma nova ordem de
fabrico no PROTexil, onde introduz informação sobre o modelo. Veja-se o exemplo na Figura 23 do registo
efetuado no programa relativamente a uma sweatshirt. Verifica-se que vários tipos de dados foram
introduzidos numa das opções do programa Dados Modelo, tais como o tipo de MP utilizada e a
composição do modelo, a cor e os tamanhos disponíveis para o modelo, havendo também outras opções
no menu para inserir as medidas da peça assim como o consumo.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
41
Figura 23 - Ficha técnica de uma Sweatshirt no PROTextil
Com a aprovação da amostra pelo cliente, procede-se com uma análise dos consumos do modelo em
termos de MP, acessórios, estampados/bordados, e depois com a retificação das marcadas para o plano
de corte, caso tenha havido alguma alteração sugerida pelo cliente nas medidas depois de avaliar a
amostra. Seguidamente faz-se a requisição das MP e inicia-se a programação da produção no corte, pelo
Diretor de Produção.
Com base nesta programação é feito o planeamento de corte diário, pelo chefe de corte, e a gestão dos
subcontratados que serão responsáveis pelo processo de confeção dos modelos, pelo encarregado geral
das confeções. A chefe do setor de acabamento controla as encomendas que vêm das confeções, tendo
que gerir a produção que é feita tanto dentro como fora da empresa, e garantir que estas estão prontas
dentro do prazo para serem enviadas para os clientes nos dias de embarque especificados no mapa de
expedição semanal.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
42

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
43
4. DESCRIÇÃO E ANÁLISE CRITICA DA SITUAÇÃO ATUAL
Este capítulo faz uma caracterização das secções funcionais da empresa e uma análise crítica às
mesmas, para identificar problemas no atual sistema produtivo. As análises efetuadas incluem um estudo
sobre o estado das máquinas e dos equipamentos utilizados na empresa e acerca das competências
atuais dos colaboradores para aferir o seu grau de polivalência. Para avaliar as condições ergonómicas
nos PT, procedeu-se em primeiro lugar, à aplicação de um questionário aos colaboradores, e depois fez-
se uso da ferramenta, Rapid Entire Body Assessment (REBA), para identificar e avaliar posturas de risco.
Uma análise mais aprofundada ao setor de acabamento na secção 3 da empresa foi feita com o intuito
de identificar desperdícios através da utilização da ferramenta Waste Identification Diagram (WID) e
avaliação da configuração atual do layout.
4.1. Caracterização das Secções Funcionais
A caracterização baseou-se na observação dos processos e principais operações desempenhadas nas 3
secções funcionais, dos atuais procedimentos de trabalho e comportamentos dos operários nos seus PT.
4.1.1. Secção 1 – Armazém de Matérias-Primas
Na secção 1 armazenam-se MP (rolos de malha ou tecido) assim como caixas de cartão – Figura 24. As
malhas/tecidos são utilizados para serem incorporadas no processo de produção das peças de vestuário.
As caixas de cartão são fundamentalmente utilizadas na secção 3 no setor de expedição para
acondicionar o produto final antes de ser expedido para o cliente.
a) b)
Figura 24 - Materiais armazenados: a) rolos de malha/tecido; b) caixas de cartão
A Consifex encarrega-se pessoalmente de ir buscar os rolos encomendados às tinturarias sendo depois
descarregados no armazém. Quer isso dizer que a MP, em cru, é enviada diretamente dos malheiros
para as tinturarias e depois já vem tingida para a empresa. Quando chega ao armazém, um operário é
responsável por efetuar uma inspeção física à malha para verificar se esta está em conformidade com as
especificações requeridas pela empresa aos fornecedores. Para além de aferir o peso e se a cor da

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
44
malha/tecido está de acordo com aquilo que foi pedido pelo cliente, o colaborador procede ainda à
verificação de outras caraterísticas tais como a gramagem, largura, comprimento e área, assim como à
realização dos testes de encolhimento.
Ao longo de todo o processo de inspeção e controlo, se em algum momento se verificar que alguma
caraterística ou medida não está em conformidade com aquilo que foi pedido, os rolos da malha ou
tecido respetivos são identificados com uma etiqueta visível onde se lê “Não conforme”. As MP são
depois devolvidas aos fornecedores para serem repostas o mais depressa possível e dentro da
conformidade exigida quanto à sua qualidade – Figura 25.
Figura 25 - Malha não conforme
A MP, depois de ser aprovada na inspeção, segue um dos dois possíveis caminhos no fluxo de material,
dependendo do fim a que se destina: para produção ou para a elaboração das amostras/protos. Os rolos
de malha utilizados para a produção das encomendas dos clientes são colocados em carrinhos rolantes e
transportados com recurso a uma empilhadora. Estes carrinhos, tal como mostra a Figura 26 são
empilhados uns por cima dos outros servindo de prateleiras para armazenar a MP até à altura desta dar
entrada no processo produtivo.
Figura 26 - Armazenagem das MP para a produção das encomendas
A empresa necessita ainda de malhas ou tecidos para a elaboração dos protótipos/amostras e para a
produção das coleções. As quantidades requisitadas para esse fim são consideravelmente menores,
comparativamente, com as necessidades de MP para a produção das encomendas. Normalmente os
rolos para a produção das encomendas são identificados através de um papel onde normalmente consta

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
45
o cliente, número da OF, cor da malha e o número da partida. Este papel é colocado para identificar um
conjunto de rolos de malha com as mesmas características e por norma associados à mesma OF - Figura
27.
Figura 27 - Identificação geral da MP
Mas em muitas situações armazenam-se diferentes tipos de malha no mesmo carrinho havendo a
necessidade de identificar cada rolo individualmente. Isto é feito através da utilização de uma etiqueta de
cartão onde consta o nome do cliente, composição, gramagem, cor, nº da OF e a data correspondente à
data de entrada da MP em armazém. Os rolos das amostras/protos são identificados com a mesma
etiqueta, mudando apenas a cor do cartão. Cada carrinho rolante utilizado para armazenar os rolos está
identificado com um nome de uma das colaboradoras do departamento comercial (Adília, Carolina,
Cecília ou Armanda) e com uma cor associada (vermelho, azul, verde ou roxo) – Figura 28.
Figura 28 - Identificação dos carrinhos e dos rolos
Desta forma, é anexada uma etiqueta aos rolos, com a cor correspondente à comercial responsável pelo
processo do cliente que efetuou o pedido do proto/amostra e para o qual a respetiva malha foi
requisitada. Para o colaborador do armazém proceder à identificação das malhas, dispõe de uma lista
dos clientes alocados a cada comercial que vai sendo atualizada e está afixada junto ao seu posto num
placard.
As quantidades sobrantes do processo de corte, tanto para produção como para amostras, são colocadas
em inventário no armazém, com o intuito de puderem ser aproveitadas. Desta forma, podem por um
lado, ser utilizadas para as repetições de encomendas ou, por outro, para a elaboração de um proto ou

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
46
amostra que seja necessário fazer para os clientes. As sobras são colocadas em prateleiras, sem nenhum
critério específico de organização – Figura 29. Em termos de registo, quando o valor é significativo –
geralmente, para quantidades superiores a 40 quilos – anota-se em papel o tipo de MP e o respetivo
valor (em quilos) que passa a estar disponível no armazém para ser utilizado numa futura encomenda.
Figura 29 - Inventário de MP (sobras da produção)
O controlo do inventário é feito visualmente pelo colaborador que verifica nas prateleiras se estão
disponíveis as MP que são solicitadas. Normalmente, de três em três meses, é feita uma limpeza geral ao
armazém, aproveitando-se para inspecionar toda a MP inventariada, para apurar o seu estado e o seu
grau de utilidade. São mantidas em armazém as que estão em bom estado e que se preveem que
possam ser utilizadas futuramente. Aquelas em bom estado mas com um baixo nível de probabilidade de
serem utilizadas são vendidas, enquanto que as encontradas em mau estado são deitadas fora.
4.1.2. Secção 2 - Corte
Na secção de corte realiza-se o processo de corte da MP. O processo produtivo inicia-se com a estendida
dos rolos de malha para depois serem cortados os encaixes dos modelos. Os encaixes dizem respeito às
costas, mangas e aos outros componentes constituintes de uma peça que depois de cortados, são atados
em lotes para serem enviados para as empresas subcontratadas onde é realizado o processo de
confeção. Além do corte dos encaixes, é necessário preparar o colarete quando os modelos assim o
exigem, o que é feito numa máquina própria de colarete, depois da malha ter sido estendida. O colarete é
depois enviado juntamento com os lotes para as confeções. A Figura 30 esquematiza todo o processo
produtivo que tem lugar nesta secção.
Figura 30 - Processo produtivo na secção do corte

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
47
Para se proceder à realização do processo produtivo de corte, a secção conta com a colaboração de 6
operários divididos entre 4 estações de trabalho (ET), orientados por um chefe de secção. Neste caso,
cada operação identificada anteriormente (estender, cortar encaixes, cortar colarete, formar lotes) foi
associada a uma estação de trabalho, numeradas de 1 a 4.
Cada operário está afeto a um PT, podendo haver mais do que um posto associado a uma estação. Por
exemplo, na ET1 existem 2 PT em que 2 colaboradores são responsáveis por estender a malha. Esta
operação realiza-se com recurso a uma máquina de estender automática, havendo para o efeito 3 à
disposição, embora só duas delas sejam normalmente utilizadas. Na Tabela 7 é feita uma descrição
resumida das atividades realizadas em cada ET, sendo também descrito o número de PT associado a
cada estação e a forma como as operações são realizadas.
Tabela 7 - Descrição das ET na secção do corte
ET PT Designação da
Operação Tipo Operação Máquina Descrição
1
E1.O1
Estender Automático
Máquina de
estender com carro automático
Os rolos de malha são colocados na máquina automática para formar os
colchões (número de folhas, estendidas e cortadas, sobrepostas umas por cima
das outras). Também se estende a malha utilizada para o colarete.
E1.02
2
E2.01
Corte dos moldes Automático
Máquina de corte
com mesa automática
Os colchões são arrastados até à mesa de corte automática para serem cortados os moldes do modelo
(designados "encaixes": costas, frentes, mangas, golas, entre outros).
E2.02
3 E3.01
Lotes Manual - Os encaixes dos modelos são
agrupados, por tamanhos, em lotes. E3.02
4 E4.01 Corte do colarete Automático Máquina de cortar colarete
As folhas de malha são unidas na máquina de corte e cose e depois
colocadas na máquina de colarete para serem cortadas em forma de rolinho.
O processo produtivo tem início com a entrega das folhas de planeamento da produção, pelo chefe da
secção aos operários responsáveis pela estendida da malha, na ET1. Através desse documento, estes
sabem aquilo que está programado para ser estendido diariamente e qual a ordem e prioridade que tem
de ser dada aos modelos. Para começarem a estender, os operários deslocam-se até aos carrinhos
rolantes deixados à entrada da secção, para irem buscar os rolos de malha. O transporte é feito
manualmente por um ou pelos dois operários, dependendo do peso dos rolos (5 a 20 quilos), sendo os
rolos colocados no sistema de alimentação da máquina automática de estendimento.
O objetivo do estendimento é a formação do colchão, correspondente ao número total de folhas de
malha/tecido necessárias para depois cortar as encomendas de acordo com o que foi definido
previamente no plano de corte. O colchão é assim formado através da acumulação de folhas, sobrepostas
umas por cimas das outras, alinhadas em comprimento e largura.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
48
Para a maioria das encomendas, a estendida é feito com uma máquina automática que consiste num
carro móvel que se movimenta pelas guias nas bordas da mesa de estendimento e desenrola
automaticamente o rolo de malha. A Figura 31 pretende ilustrar a realização desta operação, destacando-
se alguns elementos importantes do processo, nomeadamente o colchão, a plataforma móvel e as guias
por onde a plataforma se move, entre outros.
Figura 31 - Operação de estendida da malha
O carro é conduzido pelo operário, em cima da plataforma móvel, em que este controla a velocidade do
carro e o seu sentido de direção (esquerda e direita). A estendida é feita da direita para a esquerda,
segundo a perspetiva do operário (a extremidade direita do colchão corresponde ao início do colchão e a
extremidade esquerda ao final). Desta forma, ao iniciar a operação o carro é conduzido até à extremidade
direita, para se começar a estender a primeira folha no sentido contrário.
Durante a estendida, o operador controla o processo em cima da plataforma móvel, estando atento a
defeitos que possam surgir na malha, e utiliza uma varinha para ajudar no alisamento das folhas. O carro
está equipado com lâmina de corte utilizada para cortar a extremidade esquerda da folha alinhada com o
final do colchão. Depois disso, o carro retorna à outra extremidade sem estender, para então dar início à
estendida da folha seguinte, sendo o chamado processo de estendimento com sentido e direção única
(sempre da direita para a esquerda e só com a frente da malha voltada para cima).
O papel furado evidenciado anteriormente na Figura 31 é sempre utilizado como fundo para os colchões
formados com a estendida pois facilita o transporte do colchão para a mesa de corte, na ET2, sem que
haja distorção e desalinhamento das folhas. As mesas de estendimento estão equipadas com sistema de
ar forçado, para facilitar o deslocamento dos colchões, em particular os mais pesados. Assim, o papel ao
ser perfurado permite a entrada de ar e a formação de vácuo e a compressão do colchão durante a
deslocação desde a mesa de estendimento até à mesa de corte.
O colchão, depois de ser colocado na mesa de corte, é coberto por um plástico, tendo como objetivo
ajudar na formação do vácuo e na compressão do colchão. O movimento da lâmina de corte é controlado
pela informação armazenada no computador, referente ao plano de corte elaborado pelo gabinete de
CAD. O plano de corte, risco ou marcada é o processo de definir um plano que serve de guia para o corte

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
49
dos componentes nas folhas de malha/tecido. O operário afeto a este PT só tem que selecionar no
computador a marcada correspondente ao modelo que está a ser produzido, para dar início à operação
do corte dos componentes na máquina de corte automática que pode ser visualizada na Figura 32.
Figura 32 - Operação de corte na máquina de corte automático
Os componentes são identificados por tamanhos e colocados em prateleiras, havendo o cuidado para não
os misturar. Em seguida, são levados pelas colaboradoras para uma mesa de apoio, para se proceder à
formação dos lotes na ET3 – Figura 33a. De acordo com o tamanho do lote (quantidades), os encaixes
são agrupados, atados e etiquetados com um cartão, que entre outras informações, identifica a OF, o
número e o tamanho do lote – Figura 33b.
a) b)
Figura 33 – a) Operação de formação de lotes; b) Etiqueta identificativa dos lotes
Os lotes são colocados em carrinhos rolantes e ficam em espera para ainda nesse mesmo dia o
encarregado geral pelas confeções preparar e enviar as encomendas às empresas subcontratadas
responsáveis pelo processo de confeção. Juntamente com os encaixes é enviado o colarete, se o modelo
exigir este componente para a peça.
A preparação do colarete é feita na ET4 com recurso a duas máquinas, nomeadamente, a de corte e
cose e a de cortar colarete. Assim depois de a malha ter sido estendida na máquina automática de
estendimento, a operária tem primeiro que pegar em cada folha de malha e coser as bordas na máquina
de costura, para depois cortar o colarete em formato de rolinho na máquina de cortar colarete – Figura
34.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
50
Figura 34 - Operação de corte na máquina de colarete
4.1.3. Secção 3: Acabamento e Expedição
As peças são confecionadas pelas empresas subcontratadas e depois regressam à Consifex para serem
acabadas na secção 3 e enviadas para os clientes. O processo de acabamento dos produtos encontra-se
esquematizado na Figura 35, e compreende a realização sequencial de 4 operações distintas:
engomagem, dobragem, etiquetagem e embalagem.
Figura 35 - Processo de acabamento de uma peça de vestuário
Cada operação está alocada a uma ET onde um ou mais colaboradores são responsáveis pela sua
execução. A caracterização das ET encontra-se resumida na Tabela 8, identificando-se o número de PT
por estação e descrevendo-se o tipo de operação desempenhada, assim como a máquina/equipamento
utilizado no caso da ET1.
Tabela 8 – Descrição das ET no setor de acabamento
ET PT Designação da
Operação Tipo Operação Máquina Descrição
1
ET1.01
Engomagem Manual Ferro a vapor com
caldeira
É feita a remoção ou introdução de vincos para dar a forma desejada às peças de vestuário, segundo as exigências dos
clientes.
ET1.02
ET1.03
ET1.04
ET1.05
ET1.06
2 ET2.01
Dobragem Manual - Dobragem das peças confecionadas. ET2.02
3 ET3.01 Etiquetagem Manual - Colocar handtag (etiqueta) nas peças para
identificar o produto.
4 ET4.01 Embalagem Manual - Colocar as peças individualmente em
sacos de plástico e fechá-los.
O processo inicia-se na ET1 com a engomagem das peças nos ferros seguindo depois para a ET2 para
serem dobradas; na ET3 colocam-se as etiquetas exigidas pelos clientes para identificar os seus produtos

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
51
e por fim, na ET4 são embalados individualmente em sacos de plástico. Este processo visa dar uma
apresentação comercial ao produto, antes de ser enviado para o cliente e poder ser comercializado nos
seus pontos de vendas.
As peças chegam das confeções e são colocadas em carrinhos rolantes onde ficam em espera. Um
operário é responsável por efetuar uma contagem para garantir que não faltem peças e depois volta a
colocá-las no carrinho. Se for para serem acabadas externamente, as peças são enviadas para os
subcontratados juntamente com os acessórios de etiquetagem e embalagem. Quando são acabadas
internamente, as peças começam por ser transportadas até o setor de acabamento, onde ficam em
espera até á altura de entrarem para produção – Figura 36.
Figura 36 - Zona de espera das encomendas no setor de acabamento
Na ET1 realiza-se a primeira operação do processo de acabamento: engomagem das peças de vestuário.
Existem 6 PT afetos a esta estação, onde por norma, 6 operários – um em cada posto – realizam a
operação com recurso a um ferro de engomar a vapor em caldeira – Figura 37.
Figura 37 - Ferros de engomar
Esta operação de acabamento tem como principal objetivo remover ou introduzir vincos nas peças,
dependendo do artigo, de forma a dar-lhe uma apresentação cuidada, para depois poder ser dobrada. As
operárias têm à disposição duas pequenas mesas de apoio, sendo uma delas para abastecer o PT, e a
outra para colocar as peças já engomadas, quando finalizada a operação.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
52
Além disso, a mesa de engomar tem aspiração localizada por causa dos vapores libertados, e os ferros
estão suspensos através de um gancho, facilitando o seu manuseamento por parte das operárias. Os PT
são abastecidos pela chefe intermédia que procura dividir os diferentes tamanhos pelos ferros para que
nas fases subsequentes, se esteja a trabalhar com um tamanho único de cada vez, para evitar que haja
mistura de tamanhos.
Depois de engomadas, as peças são transportadas pela chefe intermédia ou por uma das colaboradoras
até a uma mesa de apoio, apresentada na Figura 38. Este local corresponde à ET2 constituída por 2 PT
onde duas colaboradoras são responsáveis pelo processo de dobragem das peças.
Figura 38 - Mesa de apoio onde se realiza a operação de dobragem
As colaboradoras executam o seu trabalho de pé e têm também a responsabilidade de estarem atentas a
inconformidades que possam surgir. Desta forma, antes de serem dobradas, verifica-se se as peças não
têm defeitos (exemplo: buracos), se não foram mal confecionadas e precisam de um arranjo, se existem
linhas por rematar e também se se encontram sujas (exemplo: manchas, óleo das máquinas). Os
arranjos são feitos pelas costureiras no setor de costura. As linhas são removidas pelas próprias operárias
no seu PT.
A limpeza das peças é efetuada dentro de uma cabine de limpeza, situada por detrás da mesa onde
realizam o seu trabalho. Essa cabine pode ser vista na Figura 39 e está equipada com uma mesa de
limpeza com aspiração localizada, pistola de ar comprimido, produto tira-nódoas, e com os equipamentos
de proteção individual (EPI) exigidos para a realização da operação. Quando estas inconformidades
tenham sido resolvidas, as peças são então dobradas e deixadas em espera na mesma mesa de apoio.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
53
Figura 39 - Cabine de limpeza das peças de vestuário
As ET3 e ET4 estão situadas fisicamente no mesmo local, dado que as operações de etiquetagem e
embalagem realizam-se na mesma mesa de apoio. Assim, a colaboradora responsável pela etiquetagem
vai buscar as peças já dobradas à ET2 para abastecer o seu próprio posto. A operação de etiquetagem
consiste na colocação das etiquetas para identificar os produtos dos clientes. Normalmente estas
etiquetas são anexadas à peça através de um fio ou cordão. Seguidamente, as peças são empurradas por
cima da mesa para o posto seguinte, na ET4, onde se procede ao seu embalamento que não é mais do
que colocar as peças, individualmente, em sacos de plástico personalizados, de acordo com as
especificações dos clientes. As peças embaladas são depois colocadas em carrinhos rolantes situados
atrás da mesa de trabalho – Figura 40.
Figura 40 - Mesa de apoio onde se realizam as operações de etiquetagem/embalagem
Um colaborador vai buscar os carrinhos rolantes quando estes estão cheios para os transportar para o
setor de expedição. Aqui as peças são colocadas em caixas de cartão, para depois estas serem fechadas
e identificadas, antes de serem expedidas para os clientes.
4.2. Análise crítica e identificação de problemas
Neste subcapítulo apresentam-se as análises realizadas durante a fase de diagnóstico ao sistema
produtivo da empresa, e em que tal como referido por Maia et al. (2012a) é o primeiro passo na
metodologia para implementar Lean. Assim, entre outras análises, fez-se uma análise geral do fluxo da

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
54
malha, classificaram-se as máquinas e equipamentos de acordo com o seu estado de atividade,
analisaram-se as competências dos colaboradores e o seu grau de polivalência, assim como as condições
ergonómicas dos PT através da aplicação de um questionário e do método REBA.
Adicionalmente, fez-se uma análise aprofundada do setor de acabamento na secção 3 que envolveu a
realização de um estudo de tempos, contagens de WIP nos PT assim como a determinação da ocupação
do tempo dos trabalhadores com atividades que acrescentam ou não valor para o produto. Os resultados
obtidos foram usados para construir o diagrama WID. Este estudo foi ainda complementado com uma
análise sobre a configuração atual do layout.
4.2.1. Análise do fluxo da malha/tecido
O fluxo produtivo principal que compreende o conjunto de operações realizado internamente para a
produção das encomendas dos clientes, evidencia o percurso percorrido pela malha/tecido entre as
secções, desde que a matéria-prima é rececionada no armazém até se obter o produto final para entregar
ao cliente, depois de passar pelas diferentes fases de transformação ao longo do processo produtivo.
Através da elaboração de um gráfico de sequência-material foi possível identificar as principais atividades
e a sua lógica de funcionamento atual, e por conseguinte, determinar aquelas que, segunda a lógica do
pensamento Lean, acrescentam ou não valor para o produto final.
Para isso, todas as atividades identificadas foram classificadas segundo uma das seguintes 5 categorias:
Operação, Transporte, Controlo, Esperas e Armazenagem. Para as atividades classificadas como
“Transporte” procedeu-se à medição das distâncias percorridas com a MP entre os postos de trabalho. A
Figura 41 mostra um extrato do gráfico de sequência-material elaborado, enquanto o gráfico completo
pode ser consultado no Anexo IV - Tabela 41.
Figura 41 - Extrato do gráfico sequência-material
A Tabela 9 apresenta, de forma sucinta, os resultados obtidos com a elaboração do gráfico de sequência,
descriminando o número das principais atividades, observadas por categoria, ao longo das três secções.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
55
Por conseguinte, foi possível tirar inferências acerca da percentagem de atividades que acrescentam valor
(AV) para o produto (identificadas como “Operações”) e, em contrapartida, aquelas que não acrescentam
valor (NAV) para o produto (identificadas como “Transporte”; “Esperas”, Controlo” ou “Armazenagem).
Entre as atividades classificadas como “operações” também se distinguiram aquelas que não
acrescentam valor, mas têm que ser mantidas em prol do bom funcionamento do processo produtivo e
das condições atuais do sistema de produção.
Tabela 9 - Resultados do gráfico de sequência-material
Atividade Secção 1 Secção 2 Secção 3 Total
Operação (AV) 0 4 5 9
Operação (NAV) 1 2 2 5
Transporte (NAV) 3 12 13 28
Controlo (NAV) 1 3 3 7
Esperas (NAV) 2 5 3 10
Armazenagem (NAV) 1 0 0 1
NAV 8 22 21 51
Distância Percorrida (Metros) 23,15 82,44 60,06 166,19
% Atividades que acrescentam valor (AV) 15,00
% Atividades que não acrescentam valor (NAV) 85,00
Pela observação da tabela é possível concluir que aproximadamente 85% do total das atividades
identificadas não acrescentam valor para o produto (NAV), destacando-se o elevado número de
deslocações efetuadas, ao serem contabilizadas 28 atividades de transporte (68%). Também se incluem
aqui 5 operações que não estão a gerar valor acrescentado para o produto (10%), mas que têm que ser
realizadas para garantir um bom funcionamento do processo produtivo. Essas operações apresentam-se
na Tabela 10.
Tabela 10 - Operações que não acrescentam valor
Número Atividade 3 Teste de qualidade da malha (Pesagem, verificação da gramagem, etc)
10 Identificação e separação dos encaixes cortados
12 Operação de formação de lotes
23 Contagem das peças e controlo
31 Limpeza das peças
A título de exemplo, veja-se a atividade número 31 identificada no gráfico sequência-material no anexo IV -
Tabela 41, correspondente à limpeza de sujidade das peças confecionadas, antes de serem dobradas.
Esta operação pretende garantir que o produto é enviado para o cliente em condições apresentáveis, mas
só é realizada quando haja óleo, manchas ou outro tipo de sujidade que tenha que ser removido das
peças de vestuário. Embora seja uma operação necessária não está a acrescentar valor adicional para o
cliente, que já espera receber os produtos em boas condições, sem ter que pagar mais por isso.
A distância, em média, percorrida pela malha/tecido ao longo das três secções é de 166,19 metros.
Embora existam deslocações que não podem ser evitadas, perante o elevado número de atividades de
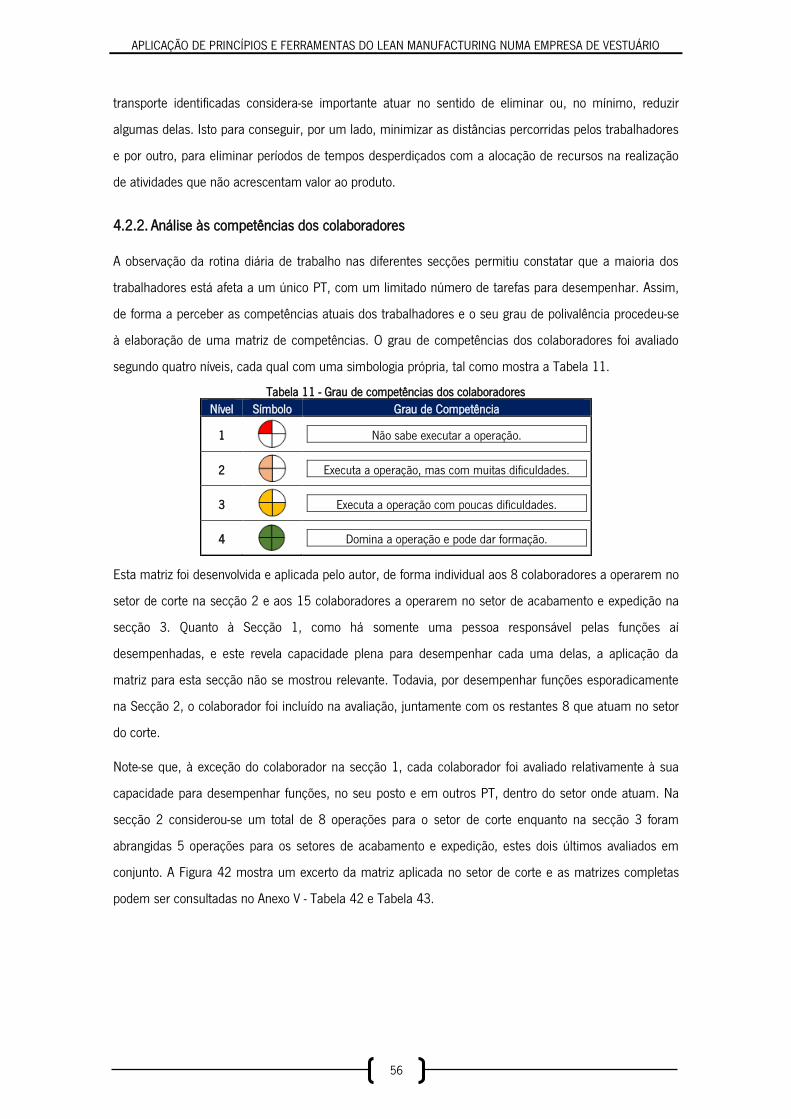
APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
56
transporte identificadas considera-se importante atuar no sentido de eliminar ou, no mínimo, reduzir
algumas delas. Isto para conseguir, por um lado, minimizar as distâncias percorridas pelos trabalhadores
e por outro, para eliminar períodos de tempos desperdiçados com a alocação de recursos na realização
de atividades que não acrescentam valor ao produto.
4.2.2. Análise às competências dos colaboradores
A observação da rotina diária de trabalho nas diferentes secções permitiu constatar que a maioria dos
trabalhadores está afeta a um único PT, com um limitado número de tarefas para desempenhar. Assim,
de forma a perceber as competências atuais dos trabalhadores e o seu grau de polivalência procedeu-se
à elaboração de uma matriz de competências. O grau de competências dos colaboradores foi avaliado
segundo quatro níveis, cada qual com uma simbologia própria, tal como mostra a Tabela 11.
Tabela 11 - Grau de competências dos colaboradores
Nível Símbolo Grau de Competência
1
Não sabe executar a operação.
2
Executa a operação, mas com muitas dificuldades.
3
Executa a operação com poucas dificuldades.
4
Domina a operação e pode dar formação.
Esta matriz foi desenvolvida e aplicada pelo autor, de forma individual aos 8 colaboradores a operarem no
setor de corte na secção 2 e aos 15 colaboradores a operarem no setor de acabamento e expedição na
secção 3. Quanto à Secção 1, como há somente uma pessoa responsável pelas funções aí
desempenhadas, e este revela capacidade plena para desempenhar cada uma delas, a aplicação da
matriz para esta secção não se mostrou relevante. Todavia, por desempenhar funções esporadicamente
na Secção 2, o colaborador foi incluído na avaliação, juntamente com os restantes 8 que atuam no setor
do corte.
Note-se que, à exceção do colaborador na secção 1, cada colaborador foi avaliado relativamente à sua
capacidade para desempenhar funções, no seu posto e em outros PT, dentro do setor onde atuam. Na
secção 2 considerou-se um total de 8 operações para o setor de corte enquanto na secção 3 foram
abrangidas 5 operações para os setores de acabamento e expedição, estes dois últimos avaliados em
conjunto. A Figura 42 mostra um excerto da matriz aplicada no setor de corte e as matrizes completas
podem ser consultadas no Anexo V - Tabela 42 e Tabela 43.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
57
Figura 42 - Excerto da matriz de competências dos colaboradores do setor de corte
Estas matrizes demonstram as competências atuais dos colaboradores além de poderem ser utilizadas
como um guia orientador para propor ações de formação, preconizando o aumento do seu grau de
polivalência. Pelo excerto apresentado anteriormente na Figura 42 é possível verificar que a colaboradora
nº040 apenas domina a operação de formação de lotes que executa habitualmente no seu PT. Deve-se
também notar que a colaboradora não denota quaisquer competências para a realização da maioria das
operações, sobressaindo portanto a mancha a vermelho (representa o não saber fazer as operações).
De forma geral, o grau de polivalência dos trabalhadores é baixo. Estes resultados podem-se dever tanto à
falta de planos de ações de formação, por falta de incentivo da gestão de topo, assim como à própria
resistência dos trabalhadores em desenvolverem novas competências. A idade média dos trabalhadores
está compreendida entre 30 e os 50 anos, o que faz com que muitos deles já trabalhem há muitos anos
no mesmo PT, e haja uma grande aversão à mudança e fraca predisposição para desenvolver novas
competências.
4.2.3. Análise Ergonómica aos Postos de Trabalho
Com o intuito de analisar as condições nos PT e verificar se existem necessidades de melhoria, foi feita
uma avaliação da situação atual com a aplicação de um questionário aos colaboradores, seguido da
realização de um estudo ergonómico com o método Rapid Entire Body Assessement (REBA) às posturas
percecionadas com um maior risco de ocorrência de Lesões Músculo-esqueléticas relacionadas com o
Trabalho (LMERT).
4.2.3.1. Aplicação de um questionário aos trabalhadores sobre os Postos de Trabalho
A identificação de necessidades ou oportunidades de melhoria nos PT foi feita, numa primeira instância,
junto dos colaboradores, através da aplicação de um questionário. Este pretendeu avaliar sua satisfação
relativamente ao ambiente de trabalho na empresa, a nível geral e, em particular, com as funções que
desempenham e com o seu posto. O questionário aplicado teve por base a versão adaptada por
Serranheira, Pereira, Santos & Cabrita (2003). A metodologia utilizada para a sua elaboração e
implementação, assim como para a recolha e tratamento de dados, encontra-se explicada no Anexo VI. O
questionário foi aplicado aos 34 operários fabris distribuídos pelas 3 secções da implantação produtiva, e

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
58
pode ser consultado no Anexo VII – Tabela 45. Os resultados extraídos da análise do questionário
encontram-se no Anexo VIII - Tabela 46.
Da sua análise se conclui que aproximadamente 76% dos inquiridos é do sexo feminino e que a classe
representativa de idades é dos 41-50 anos, com um valor correspondente de 32%. Os valores mínimo e
máximo, em metros, registados para a altura dos colaboradores foi de 1.50 e 1.79, respetivamente,
sendo a estatura média dos colaboradores de 1.64. Quase 50% dos colaboradores trabalham na empresa
há 10 ou mais anos e 52% afirmou estar há mais de 5 anos afeto ao mesmo PT, o que poderá indicar um
baixo nível de rotatividade nas tarefas e um fraco nível de polivalência.
Na Tabela 12 apresentam-se as maiores taxas de resposta obtidas para as questões feitas relativamente
às condições de trabalho gerais, notando-se que mais de metade dos inquiridos considerou-as como
sendo razoáveis.
Tabela 12 - Principais resultados obtidos nas questões sobre as condições gerais de trabalho
Perguntas Respostas %
9. Como considera o nível de ruído no seu PT? Razoável 68
10. Como considera a iluminação no seu PT? Razoável 56
11. Como considera a temperatura ambiental no inverno? Razoável 75
12. Como considera a temperatura ambiental no verão? Razoável 53
Relativamente às funções que os colaboradores executam no seu PT verificou-se que a maior parte dos
inquiridos gosta do trabalho que faz, sente-se confortável com a posição natural que assume no
desempenho das tarefas e considera que tem espaço para mover-se livremente. No que respeita à forma
de execução das operações, tem-se que estas são realizadas maioritariamente em pé e com ambos os
braços – Tabela 13.
Tabela 13 - Principais resultados obtidos nas questões sobre os PT
Perguntas Respostas %
6. Gosta das funções que executa? Sim 65
7. Como considera a forma como se coloca para executar as suas tarefas? Confortável 81
14. Como executa o seu trabalho? De pé 61
19. Qual é o braço que utiliza frequentemente para trabalhar? Ambos 58
31. Considera que tem espaço suficiente no seu PT, para poder mover-se livremente?
Sim 83
Ainda relativamente à avaliação feita sobre as condições de trabalho dos colaboradores no desempenho
das funções, nota-se que embora a maioria tenha considerado a altura da mesa adequada para a
realização das operações (87%), ainda houve quem apontasse que a mesa devia ser mais alta ou
inclinada para facilitar a realização do trabalho, e também foi apontado por um colaborador que não
dispunha de mesa de trabalho para desempenhar as suas funções. Aqueles que executam, total ou
parcialmente, o seu trabalho sentados, acham a altura da cadeira adequada à sua altura (92%) e
ajustam-na quando necessário (100%) e quem desempenha funções nas máquinas de costura, também
considerou a distância do pé ao pedal da máquina adequada (100%).

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
59
Ao avaliar a perceção dos colaboradores quanto ao esforço físico exigido na realização das tarefas, tem-se
que estes consideram o ritmo de produção normal e com um grau de dificuldade razoável, sentindo-se
um pouco cansados no final do dia. Maioritariamente, os colaboradores não têm que recorrer ao uso de
forço excessiva, e não têm a necessidade de levantar e transportar cargas no desempenho das suas
funções, e aqueles que o fazem não consideram o esforço físico demasiado exigente. O peso médio da
carga mais frequentemente levantado situa-se entre os 5 e os 10 quilos. Na Tabela 14 encontram-se as
maiores taxas de resposta obtidas.
Tabela 14 - Principais resultados obtidos sobre a forma de realização das funções
Perguntas Respostas %
8. Como é o ritmo de trabalho? Normal 79
20. Necessita de recorrer ao uso de força excessiva para efetuar o seu trabalho? Não 75
21. Necessita de efetuar o levantamento e transporte de cargas no desempenho das suas funções?
Não 67
22. O levantamento e transporte de cargas é realizado manualmente? Às vezes 55
23. Indique, por favor, em média, o peso que tem que levantar por carga? Entre 5 e 10 Quilos
55
24. Considera o esforço físico demasiado exigente no levantamento das cargas? Não 55
28. Qual o grau de dificuldade das operações que executa diariamente? Razoável 81
29. Como é que se sente no final de um dia de trabalho? Um pouco cansado
53
Embora a perceção dos colaboradores não tenha sido negativa quanto ao grau de exigência físico
imposto, tem-se que 85% (N=29) admitiu ter sentido dores, cansaço ou incómodo no corpo, nos últimos
12 meses, provocadas pelo desempenho das suas funções. Ao ser-lhes pedido que apontassem a
localização dessa dor, verificou-se que as regiões corporais com uma maior incidência foram a coluna
cervical e a lombar. De forma geral, todas as regiões corporais receberam queixas por parte dos
respondentes, podendo a distribuição dessas dores ser consultada na Tabela 15.
Tabela 15 - Zonas de incidência de dor apontadas pelos colaboradores
Localização Corporal N %
Coluna Cervical 18 64%
Ombros
Direito 2 7%
Esquerdo 4 14%
Ambos 9 32%
Cotovelos
Direito 2 7%
Esquerdo 4 14%
Ambos 2 7%
Punhos/mãos
Direito 3 11%
Esquerdo 3 11%
Ambos 3 11%
Coluna Dorsal 12 43%
Coluna Lombar 17 61%
Ancas/Coxas 7 25%
Pernas/Joelhos 12 43%
Pés/Tornozelos 12 43%
Entre aqueles que responderam à questão, a maioria (74%) revelou não ter ficado afastado do trabalho
devido a essas dores. No entanto, ainda houve 5 colaboradores (26%) a responder afirmativamente, pelo
que poderão existir funções, em que o risco de ocorrência de lesões músculo-esqueléticas seja elevado.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
60
Embora a maioria tenha respondido negativamente, 12 respondentes (43%) indicaram que gostavam de
poder alternar a realização de tarefas entre estar sentado e a pé. Trata-se de um aspeto importante
considerando que grande parte da amostra permanece sobretudo de pé durante as 8 horas de trabalho,
na realização das suas funções.
Por fim, deve-se frisar que 6 colaboradores (21%) manifestaram a sua vontade em mudar de PT e 11
colaboradores (38%) disseram que não sabiam se gostariam de mudar, o que poderá ser um indício que
não estão completamente satisfeitos com as condições atuais de trabalho. Os motivos para desejarem
mudar de posto foram apontados por 4 respondentes e apresentam-se na Tabela 16, estando
relacionados com a inadaptação, desmotivação ou pelo próprio risco de lesões inerentes às atuais
funções que desempenham.
Tabela 16 - Motivos para mudar de PT apontados pelos colaboradores
Motivo para mudar de PT
"Não me sinto tão à vontade em realizar as funções que este posto exige como no anterior"
"Porque tenho hérnias na lombar"
""Nem sempre a pé nem sempre sentada, por causa da coluna"
"Porque estou cheia de fazer o que faço"
No final deste questionário foi apresentado um espaço para sugestões de melhoria nos PT, ao que
apenas 2 colaboradores (6%) responderam. Por um lado, um deles afirma já ter apresentado sugestões
de melhoria para o seu posto, mas que nada foi feito a esse respeito. Isto poderá significar que os
colaboradores não são ouvidos pelos seus superiores ou que há uma falta de feedback apropriado por
parte das chefias em relações às sugestões dadas. Por outro, o outro colaborador em questão considera
irrelevante apresentar sugestões de melhoria, tendo em conta a sua idade, podendo tratar-se de mais um
indício de uma falha, por parte das chefias, em promover e envolver continuamente todos os
trabalhadores, em atividades de melhoria.
4.2.3.2. Aplicação do método REBA
A aplicação do questionário aos colaboradores alertou para a necessidade de se proceder a uma análise
mais aprofundada para averiguar a possibilidade de ocorrência de LMERT com as posturas assumidas
nos PT.
O Rapid Entire Body Assessement (REBA), que em português significa Avaliação Rápida do Corpo Inteiro,
é um método utilizado para avaliar as posturas corporais adotadas pelos membros superiores (braço,
antebraço e mãos), tronco, pescoço e pernas, permitindo assim analisar o corpo inteiro. Tendo em conta
a relativa facilidade de aplicação e a sua abrangência, considerou-se a utilização deste método pertinente
para avaliar a probabilidade de ocorrência de lesões.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
61
Através da ajuda dos colaboradores e com uma observação atenta das tarefas realizadas nos PT,
identificaram-se as principais posturas passíveis de provocarem lesões. Os passos seguintes implicaram a
atribuição e o tratamento das pontuações para cada postura selecionada, de forma a obter uma
pontuação final que permita retirar ilações sobre o nível de risco associado e a necessidade ou não de
tomar medidas para mitigar esse risco.
Na Figura 43 apresenta-se o extrato de uma das folhas de avaliação de posturas pelo método REBA
elaborados pelo autor, enquanto as folhas completas podem ser consultados no anexo IX - Tabela 54.
Estas contêm uma foto representativa de cada postura analisada, a descrição da tarefa desempenhada
pelo colaborador e a justificação para a postura ter sido selecionada. Além disso, encontra-se
descriminada a pontuação atribuída para os diferentes segmentos corporais e a pontuação final obtida
para a postura do colaborador.
Figura 43 - Extrato da folha de avaliação da postura 6 com o REBA
O conjunto de procedimentos seguidos no REBA para o tratamento das pontuações está descrito no
Anexo VIII. Os resultados obtidos estão sintetizados na Tabela 17, apresentando-se as posturas
analisadas por ordem crescente quanto ao seu nível de risco.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
62
Tabela 17 - Resultados da avaliação das posturas com o REBA
Secção Nº Postura Pontuação
REBA Nível Risco Nível Ação Ação
3 9 4 Médio 2 Necessária
2 4 5 Médio 2 Necessária
2 5 5 Médio 2 Necessária
3 8 5 Médio 2 Necessária
3 7 6 Médio 2 Necessária
2 1 7 Médio 2 Necessária
2 2 7 Médio 2 Necessária
3 10 10 Alto 3 Necessária brevemente
2 3 11 Muito alto 4 Necessária de imediato
3 6 12 Muito alto 4 Necessária de imediato
Com a cor vermelha estão identificadas as posturas nº 3 e 6, sendo aquelas com um maior nível de risco
quanto à probabilidade de ocorrência de lesões músculo-esqueléticas e portanto com uma maior urgência
de atuação. A postura 3, com a segunda maior pontuação atribuída, corresponde à postura assumida
pela colaboradora para transportar os encaixes (frentes, costas, etc) das prateleiras para a mesa de lotes,
depois de terem sido cortados na máquina de corte (Secção 2). A distância entre as prateleiras e a mesa
de trabalho faz com que, muitas vezes, a colaboradora sobrecarregue o seu ombro com peso excessivo
(entre os 10 e os 20 quilos), para evitar ter que fazer duas deslocações para ir buscar trabalho.
A postura 6 obteve a pontuação mais alta com a aplicação do REBA e é representativa da postura
incorreta assumida pelas colaboradoras que estão afetas aos ferros, no setor de acabamento (Secção 3).
Aqui destaca-se a utilização excessiva dos membros superiores para o desempenho da função, as
posturas inadequadas (curvatura do tronco e do pescoço) provocadas pela altura inadequada da mesa de
engomar, assim como o elevado grau de sedentarismo provocado pela manutenção da mesma postura
(em pé) durante a operação e durante todo o horário de trabalho.
Também a postura 10 merece atenção dado que a pontuação obtida indica um nível de risco alto. A
postura incorreta é desencadeada pela facto do colaborador ter que se curvar constantemente para
colocar as peças embaladas nas caixas, uma vez que não possui uma bancada ou mesa de trabalho
onde possa desempenhar esta função.
4.2.4. Falta de procedimentos no controlo de qualidade
Ao analisar os procedimentos de trabalho, constatou-se que não são aplicadas práticas de controlo
apropriadas relativamente à qualidade, tanto da MP enviada pelos fornecedores, como do produto final
obtido do processo de produção. Em seguida apresentam-se os dois casos analisados de forma mais
detalhada.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
63
4.2.4.1. Controlo de Qualidade das MP
Os problemas que possam advir da falta de um controlo apropriado das MP numa fase inicial do
processo produtivo puderam ser expostos através da análise de uma situação real na empresa. Assim,
durante um dia de trabalho, o autor verificou que a produção estava parada na secção do corte. Os
colaboradores andavam atarefados com a realização de uma inspeção a uma encomenda, que tinha sido
enviada para trás por uma das confeções subcontratadas, alegando que a malha apresentava defeitos,
nomeadamente, vincos nas camisolas. Para perceber as causas que estariam na origem da produção
defeituosa e o porquê do defeito não ter sido detetado mais cedo, aplicou-se a técnica 5 Porquês (ou 5
Why, em inglês) sendo um método de análise simples. A Tabela 18 apresenta a análise efetuada com o
auxílio do chefe intermédio no corte, tendo sido aplicados mais do que 5 porquês para se chegar à raiz
do problema. A ordem das perguntas segue um raciocínio lógico mantido na conversa entre o autor e o
chefe do setor em que, desde a primeira até à última questão, procurou-se conhecer e aprofundar a
situação em causa até se chegar à raiz do problema.
Tabela 18 - Análise com a técnica 5 Porquês para identificar as causas dos vincos nos polos 1 WHY Porque é que as peças apresentam vincos?
A malha estava partida, daí o aparecimento dos vincos nas camisolas.
2 WHY Porque é que a malha está partida?
Porque a qualidade da malha é fraca. A culpa recai sobre o malheiro (fornecedor) mas a empresa é que arca com as responsabilidades. É tudo prejuízo para a Consifex.
3 WHY Porque é que tudo prejuízo para a empresa?
Porque a partir do momento em que a malha sofre qualquer transformação no processo, o fornecedor deixa de ter responsabilidade sobre a malha, quer esteja em conformidade ou não. Neste caso, a responsabilidade passou a ser totalmente da empresa, a partir do momento em que malha foi estendida e cortada.
4 WHY Porque é que a malha foi cortada nesse estado?
Ao estender a malha, o colaborador responsável está atento a eventuais defeitos que possam surgir mas o problema não foi detetado.
5 WHY Porque é que o problema não foi detetado?
Porque da posição natural do trabalhador, ao estender, os vincos existentes na malha não eram visíveis
6 WHY Porque é que não era visível?
Há determinado tipo de defeitos que apenas são visíveis de um determinado ângulo. A própria luz também influencia às vezes. É muito complicado, em certas situações, detetar os problemas na malha antes de a cortar.
7 WHY Porque é que não se faz um controlo mais rigoroso à qualidade da malha?
Porque um controlo apropriado só poderá ser feito através de um processo de revista completo aos rolos de malha antes de estes serem estendidos. Isso implicaria um investimento numa máquina própria de revista, e além disso, na alocação de uma pessoa para poder efetuar esse tipo de controlo. Para rever todos os rolos de malha que alimentam diariamente o setor do corte, provavelmente seriam necessárias 2 máquinas e 2 colaboradores, o que duplicava o investimento.
8 WHY Porque é que o investimento não é feito?
Porque o investimento pode não ser rentável. São casos esporádicos e talvez não se justifique o custo-benefício.
A análise efetuada realça desde já a necessidade de haver um método eficaz de controlo de qualidade da
malha, numa fase embrionária, antes que esta sofra qualquer transformação no decorrer do processo
produtivo. Isto porque a relação contratual estabelecida dita que a partir de momento em que a MP sofra
alguma transformação, que a responsabilidade sobre esta é transferida integralmente dos fornecedores
para a empresa. Quer isto dizer que a malha, ao ser cortada, o que acontece à medida que se estende

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
64
cada folha para formar o colchão no processo de estendimento, passa a ser da responsabilidade da
Consifex sem direito a reembolso, ainda que tenha sido enviada pelo fornecedor com problemas de não
conformidade.
Além disso, a técnica 5Why permitiu fazer um levantamento das principais causas que levaram a que os
vincos tenham passado despercebidos aos olhos de quem controla a malha antes que seja cortada.
Através da utilização do diagrama de Ishikawa ilustrado na Figura 44 apresentam-se essas causas
segundo a categorização 5M1E (Machine, Men, Management, Material, Method e Environment).
Figura 44 - Diagrama de Ishikawa para as falhas no controlo de qualidade da malha
O colaborador faz o controlo de qualidade da malha enquanto está a estender os rolos, na máquina
automática. O processo de inspeção mostra-se, por um lado, inadequado, uma vez que ao ser realizado
em simultâneo, com o estendimento, faz com que seja muito rápido e condicionado pela velocidade
usada na máquina para estender as folhas.
Por outro lado, o processo é falível, tal como o problema em análise comprova, em que os defeitos
passaram despercebidos ao colaborador enquanto estendia. Existem alguns fatores que condicionam o
grau de dificuldade na deteção de defeitos na malha tais como as condições de iluminação e/ou o ângulo
de visão assumido durante a inspeção. Neste caso, a postura natural assumida pelo colaborador em cima
do carro móvel não possibilitou a identificação de problemas com a malha. Além disso, deve-se notar que
o facto de o estendimento realizar-se num só sentido e sempre com a frente da malha virada para cima,
faz com que alguns defeitos possam não ser detetáveis, se só poderem ser identificados nas costas da
malha.
Antes de iniciar a produção foi feita uma revisão mais minuciosa a um dos rolos de malha que seria
utilizado para a produção das encomendas em questão. Não obstante a malha revistada ter denotado
alguns indícios de não conformidade, considerou-se que o problema não era muito grave e, por
conseguinte, não implicava uma reposição da MP. Contudo, uma proporção considerável da malha que

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
65
não foi revista viria a ser estendida e cortada, sem que se notassem os problemas de maior gravidade
relativamente aos vincos, causadas pela malha partida. Desta forma, apurar o estado da malha com base
na revisão de um ou dois rolos mostra ser uma medida pouco fiável, uma vez que o facto dos rolos
revistos não apresentarem defeitos, não implica que o mesmo aconteça para os restantes.
O controlo dos defeitos é realizado enquanto o colaborador está a estender a malha, o que faz com que a
sua atenção não esteja somente direcionada para a deteção de defeitos, mas também para a realização
da sua função. O processo de estendida não é particularmente lento, o que aliado ao facto dos
colaboradores terem que cumprir com a produção programada diariamente, faz com que a pressa
também comprometa a deteção de problemas na malha.
Perante o problema atual, uma das maneiras de colmatar a falha existente no processo de controlo de
qualidade, adiantadas pelo chefe da secção de corte, passaria pela aquisição de uma máquina própria de
revista. Contudo, este questiona-se quanto à sua necessidade de utilização, por considerar que estes
problemas não acontecem com muita frequência e portanto não justificam o investimento. Como não há
nenhum registo deste tipo de defeitos, da sua frequência de ocorrência e dos problemas inerentes
relacionados com as paragens de produção para trabalhos de inspeção ou retrabalho, torna-se difícil
justificar a necessidade ou não, da empresa adquirir uma máquina de revista.
Ainda assim, procurou-se determinar de forma aproximada, os custos de não conformidade em que a
empresa incorreu com o problema em questão. Este custo teve por base o retrabalho que teve que ser
feito para colmatar a produção defeituosa. Através da inspeção que os colaboradores efetuaram às peças
foi feito o registo do número de peças que tinham que voltar a ser produzidas para três OF´s distintas.
Sabendo o número de peças com defeito para cada OF e através da determinação do custo imputado à
produção de uma peça – e que inclui para além do custo da malha e do RIB, o custo do corte, do
bordado e de confeção - foi possível chegar a um valor total de prejuízo de 3675,34 euros. Na Tabela 19
encontram-se os diferentes valores considerados no apuramento do prejuízo que a empresa teve.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
66
Tabela 19 - Custo de não conformidade
Indicadores OF 61.14 0F 68.14 0F 112.14
Tamanho da encomenda 500 2057 998
Número de peças “Boas” 139 1750 687
Número de peças defeituosas 361 307 311
Produção Conforme (%) 28 85 69
Produção Defeituosa (%) 72 15 31
Preço da Malha Jersey (€/KG) 8,06 8,06 8,06
Preço do RIB (€/KG) 9,00 9,00 9,00
Consumo Malha Jersey (KG/peça) 0,26 0,31 0,24
Consumo RIB (KG/peça) 0,015 0,015 0,02
Custo da malha (€/peça) 2,10 2,50 1,93
Custo do RIB (€/peça) 0,14 0,14 0,18
Custo Produção - Corte (€/peça) 0,15 0,15 0,15
Custo Produção - Bordado (€/peça) 0,25 0,25 0,20
Custo Produção - Confeção (€/peça) 1,05 1,05 1,05
Custo Imputado à Produção de 1 Peça (€) 3,68 4,08 3,51
Custo Total de Produção (€) 1 328,70 1 253,67 1 092,98
Valor do Prejuízo (€) 3 675,34
Estes custos não são representativos do prejuízo total acarretado pela empresa, não tendo sido incluído o
custo incorrido com o tempo gasto pelos operários na realização do processo de inspeção das
encomendas, para apurar o número de peças boas e com defeito. Estes tempos não são registados pelo
que a sua mensuração não foi possível. Todavia, considera-se esta estimativa importante para dar uma
ideia à empresa do custo que tem que suportar e que poderia ser evitado, se o problema não tivesse sido
detetado tão tardiamente. A curto prazo, estes problemas podem parecer inofensivos e pontuais, mas a
longo prazo podem refletir uma necessidade urgente de colmatar as lacunas que existem atualmente no
processo de controlo de qualidade da malha. Como ninguém contabiliza estes custos nem sequer se
apercebem do problema que existe.
4.2.4.2. Falta de controlo da qualidade do produto acabado
A falta de controlo dos defeitos também se aplica para o produto acabado da empresa. As peças
provenientes das confeções subcontratadas seguem diretamente para o setor de acabamento para serem
engomadas, dobradas, etiquetadas e embaladas. Normalmente, durante a operação de dobragem, as
colaboradoras estão atentas a diversos problemas que possam haver nas peças. Os problemas possíveis
de serem identificados pelas colaboradoras que dobram as peças estão apresentados na Figura 45 sendo
também indicado aqueles que, posteriormente, são responsáveis pelo seu tratamento.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
67
Figura 45 - Problemas detetados durante o processo de dobragem das peças
Em algumas ocasiões, as peças apresentam manchas ou óleo que precisam de ser removidos na cabine
de limpeza, com a utilização de um produto químico tira-nódoas. O tempo gasto com a limpeza é variável,
dependendo do tratamento que tem que ser dado à peça para eliminar a sujidade. Pode tratar-se de uma
mancha superficial e ser facilmente removida com água como necessitar da utilização do produto
químico, sendo que este último tratamento demora mais tempo. O que é certo é que se trata de um
tempo não produtivo, pelo facto de esta operação não estar a acrescentar valor ao produto final. Assim,
para que se possa atuar no sentido de minimizar ou eliminar este tempo, é preciso conhecer a frequência
de ocorrência desta atividade, o tempo gasto na sua realização, assim como as suas causas, sendo que
atualmente nenhum tipo de registo é feito neste sentido.
Ainda a respeito da limpeza das peças, o autor teve a oportunidade de verificar que os colaboradores não
cumprem com os procedimentos de segurança quanto à utilização dos EPI durante a realização desta
operação. Além disso, houveram ocasiões em que o kit completo de limpeza (luvas, máscara e óculos)
não estava disponível para ser usado quando era necessário pelo facto dos equipamentos de proteção
não terem sido repostos atempadamente pelo responsável ou por não terem sido requisitados pelos
colaboradores. Perante esta situação, justifica-se a importância de existirem procedimentos de controlo
para incentivar ao uso dos EPI e garantir que a operação de limpeza é realizada sem comprometer a
segurança e saúde dos trabalhadores.
Além da sujidade, outros 2 tipos de problemas podem surgir. Pode tratar-se de uma peça que tenha sido
mal confecionada (exemplo: manga mal cozida), sendo colocada no cesto dos “arranjos” para depois o
problema ser resolvido pelas costureiras. Mas pode também ser um defeito (exemplo: buracos), sendo
que nesse caso, as peças são colocadas no cesto dos “defeitos” para depois serem revistas pela
responsável interna pelo controlo da qualidade. Esta determina a gravidade do defeito, e nos casos em
que não seja substancial, as peças são embaladas e encaixotadas para poderem ser vendidas, em tempo
oportuno.
Se o defeito da peça for de grandes proporções, normalmente o que se faz é tentar identificar partes da
peça que possam ser aproveitadas para a produção de uma nova peça (exemplo: as mangas ou uma
frente/costa), sendo depois encaminhadas para o setor da costura. Durante todo este processo, a
colaboradora apenas regista na própria OF o número de peças com defeito, classificando-o como

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
68
“Buracos” ou “Defeitos”, sendo este último utilizado para caracterizar todo o tipo de defeitos para além
dos buracos nas peças.
Desta forma, verifica-se que ao longo de todo o processo não há a preocupação em registar as causas
para os defeitos que vão surgindo nas peças assim como de onde o problema proveio. Sem este controlo,
não é possível ter dados relativos à % de defeitos nem identificar as causas para os problemas, no sentido
de atuar para minimizar a sua ocorrência. O mesmo acontece com os arranjos, em que não é feito
atualmente qualquer registo.
4.2.5. Análise ao Setor de Acabamento
Na secção 3 realiza-se o processo de acabamento dos produtos que compreende a realização de 4
operações distintas, de forma sequencial, em 4 estações de trabalho (ET), pela seguinte ordem:
engomagem (ET1), dobragem (ET2), etiquetagem (ET3) e embalagem (ET4). Considerando a grande
variedade de modelos que aqui têm que ser produzidos e o facto da carteira de clientes ser cada vez
mais diversificada, o diretor de produção mostrou-se interessado em efetuar-se uma análise aprofundada
ao setor, com o intuito de se identificarem oportunidades para melhorar o sistema produtivo e também
para facilitar a gestão do setor por parte da chefe intermédia.
Desta forma, procedeu-se com uma análise crítica ao setor para identificar desperdícios e falhas que
estivessem a comprometer o desempenho do sistema produtivo. Essa análise implicou, em primeiro
lugar, a utilização da ferramenta Waste Identification Diagram (WID) que tem a vantagem de permitir a
representação de mais do que uma família de produtos, para além de permitir uma fácil identificação dos
desperdícios existentes. Posteriormente, fez-se uma análise ao layout do setor e ao fluxo produtivo para
serem apuradas as distâncias médias percorridas entre as ET e, por conseguinte, os tempos médios e o
custo imputado às deslocações efetuadas pelos colaboradores.
4.2.5.1. Análise de desperdícios com o WID
O diagrama WID foi criado para representar as 4 ET onde uma peça é processada ao longo da sua fase
de acabamento. Na análise foram contemplados 4 modelos distintos de peças de vestuário produzidas no
setor durante o período em análise. Para a construção dos block icons utilizados no diagrama, foi
necessário determinar o TT; TC das operações, tempo de preparação e/ou troca de ferramentas (change
over) assim como as quantidades de WIP. Além destes, apurou-se o esforço de transporte entre as ET e a
taxa da ocupação do tempo dos operários com atividades que acrescentam (ou não) valor para o produto.
Para a determinação do TC realizou-se um estudo de tempos com recurso à cronometragem, sendo
explicado em detalhe no anexo X. No anexo XI apresentam-se os procedimentos seguidos para a
determinação dos restantes indicadores. O diagrama obtido com a análise do WID encontra-se ilustrado
na Figura 46.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
69
Figura 46 - WID para o processo de acabamento
A análise da figura permite constatar que o maior esforço de transporte registado foi entre o processo
inicial do processo produtivo e a ET1. Embora o número de peças transportadas entre as ET seja o
mesmo, as distâncias percorridas variam. Desta forma, entre o buffer onde as peças ficam inicialmente
armazenadas e a ET1, ondem sofrem a primeira operação do processo de acabamento (engomagem), a
distância, em média percorrida, é de 10,11 metros, o que multiplicando pelo número de unidades
movimentadas (3500 peças), dá um esforço de transporte de 35385 unidades*metros.
Entre as estações 3 e 4 utilizou-se uma seta para representar a sequência do processo, no entanto, o
esforço de transporte é nulo, dado as respetivas operações de etiquetagem e embalagem se processarem
no mesmo local físico de trabalho.
Quanto aos TC, nota-se que para a ET3 e ET4, o valor está abaixo do TT mas para a ET1 e ET2, o TC das
operações é superior. Na ET1 o TC da operação ultrapassa o valor do TT em 314,73%, ou seja, é três
vezes superior ao tempo em que se pressupõe que um produto esteja pronto para ser enviado para o
cliente. Na ET2 a discrepância não é tão grande, verificando-se que o TC está acima do TT em 47,99%.
58,33% 45,33%
ET1
TC =
1,6
3 m
inut
os
TT =
0,3
9 m
inut
os
C/O
= 0
min
utos
WIP = 122 unidades
33,33%
25,00%
ET2 TC = 0,58 min
TT = 0,39 min
C/O
= 0
min
utos
WIP = 90 unidades
ET3
TT = 0,39 min
TC = 0,23 min
WIP = 71 unidades C/O
= 4
,77
min
utos
ET4 TT = 0,39 min
TC = 0,22 min
WIP = 46 unidades
C/O
= 0
,96
min
utos
353
85
(uni
d*m
)
1820
0 (u
nid*
m)
70,83%
58,33%
62,50%
58,83%
62,50%

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
70
Na Figura 47 representam-se os TC para cada ET notando-se uma falta de balanceamento do fluxo
produtivo.
Figura 47 - Tempo de Ciclo e Takt Time nas estações de trabalho
Nas estações 1 e 2 existe um subdimensionamento do processo face às necessidades reais de produção,
com o TC das operações a ultrapassar o TT, enquanto nas estações 3 e 4 há um excesso de capacidade
produtiva. Este excesso de capacidade origina um valor de idle time de aproximadamente 10 segundos,
sendo medido pela diferencial entre o TT e o TC. Tendo em conta que se trata de um processo
sequencial, a capacidade produtiva do sistema depende da capacidade de cada ET, sendo determinada
por aquela com o maior tempo de processamento. Neste caso, a ET1 é aquela com um maior TC e
portanto, constitui o ponto de estrangulamento do processo produtivo. É o desempenho desta estação
que dita a capacidade de produção diária do setor de acabamento.
A ET1 é também a mais crítica relativamente às quantidades de WIP tendo registado o valor mais alto
(em média 122 peças) durante os períodos de observação. Este valor explica-se em parte pelo TC
elevado, fazendo com que seja um local propício para a existência de WIP, comparativamente com as
outras estações. Nas ET3 e ET4, o facto dos TC serem bastante inferiores aos da ET2 e sobretudo ET1,
faz com que os colaboradores, por vezes, deixem deliberadamente acumular trabalho, ocupando-se com
a realização de outras tarefas. Esta situação acontece fundamentalmente com o trabalhador afeto à ET4,
o que por sua vez, faz com que o trabalhador da ET3, por vezes, vá alternando entre as duas ET e
desempenhe ambas as operações (etiquetagem e embalagem).
Quanto à afetação do tempo da mão-de-obra verifica-se que maioritariamente, os operários realizam
atividades que acrescentam valor, com exceção do operário alocado ao PT2 na ET2, e aos operários
alocados às ET3 e ET4. Em particular, nestas últimas duas ET, a taxa de ocupação com atividades que
acrescentam valor é muito baixa, tendo-se registado um valor respetivo de 33% e 25%. Os resultados
obtidos com esta análise para cada PT foram agregados num único gráfico de barras apresentado na
Figura 48.
0,00
0,50
1,00
1,50
2,00
ET 1 ET 2 ET 3 ET 4
Tem
po (m
inut
os)
Estação de Trabalho (ET)
Tempo de Ciclo e Takt Time
Tempo de Ciclo (minutos) Takt Time (minutos)

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
71
Figura 48 - Resultados da análise à ocupação do tempo dos operários
A maior ocupação do tempo dos trabalhadores com atividades que não acrescentam valor incide sobre
atividades de transporte, com um valor máximo de 33% para o operário na ET3. Este operário desloca-se
sempre que necessário à ET2 para ir buscar trabalho e depois regressa ao seu posto. Na ET4 destaca-se
a taxa de ocupação com a realização de outras funções para ajudar colegas de trabalho (21%). O operário
em questão, por norma, está muitas vezes fora do seu posto, não só para ajudar colegas, mas também
para realizar esporadicamente outro tipo de tarefas não previstas (13%).
A título de exemplo, durante uma das observações, reparou-se que o operário estava a desembalar uma
encomenda preparada externamente, por uma das empresas subcontratadas, porque a etiqueta tinha
sido mal colocada nas peças. Na ET2, registou-se uma taxa de ocupação de 21% com atividades de
inspeção. Isto porque enquanto dobram as peças, os dois colaboradores necessitam de estar a atentos a
eventuais defeitos que possam surgir, assim como a outro tipo de falhas tais como linhas por rematar ou
sujidade nas peças que têm que ser removidas.
4.2.5.2. Análise do layout e das atividades de transporte
A análise com o WID permitiu concluir que as atividades de transporte detêm a maior taxa de ocupação
dos colaboradores no setor do acabamento com atividades que não acrescentam valor. Isto deve-se ao
facto de haver a necessidade de transportar os produtos entre as ET para sofrer as diferentes operações
de acabamento. Para melhor perceber o desperdício que está a ser gerado com estas deslocações houve
a necessidade de proceder a uma análise do layout e do fluxo produtivo atual do setor.
O diagrama de spaghetti na Figura 49 pretende esquematizar esse layout assim como os diferentes
trajetos percorridos entre as ET. A análise da figura permite constatar que o fluxo atual é muito confuso,
em especial entre as estações 1 e 2, uma vez que os colaboradores na ET2 quando precisam de trabalho
dirigem-se a qualquer um dos 6 ferros na ET1 para ir buscar trabalho às mesas de apoio e depois
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
ET1 - PT1
ET1 - PT3
ET1 - PT4
ET1 - PT5
ET1 - PT6
ET2 - PT1
ET2 - PT2
ET3 - PT1
ET4 - PT1
Ocupação do Tempo dos Operários
Acrescenta Valor
Setup
Movimentação
Transporte
Inspeção
Limpeza
Ajudar Colega
Falar com colega
Outro

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
72
retornam ao seu posto, havendo no total 12 trajetos passíveis de serem percorridos ao longo de um dia
de trabalho.
Figura 49 - Diagrama de spaghetti do setor de acabamento
No Anexo XII - Tabela 71 encontram-se as distâncias percorridas (metros) pelos produtos e colaboradores
para cada trajeto traçado no diagrama de sphagetti identificado na figura anterior assim como os tempos
gastos por deslocação. A partir daí obtiveram-se as distâncias médias e os tempos médios para as ET,
sendo apresentadas na Tabela 20.
Tabela 20 - Distâncias e tempos médios por deslocação entre as estações de trabalho
Descrição (DE – PARA)
Distância média (metros) Tempo médio
(segundos)
ET1 – ET2 Produto 5,28
7,83 Colaborador 10,57
ET2 – ET3 Produto 2,15
3,32 Colaborador 4,30
ET4 – Carrinhos rolantes
Produto 0,9 1,62
Colaborador 1,8
A distância relativa à movimentação dos colaboradores foi considerada como sendo o dobro da
movimentação do produto tendo em conta que responsabilizam-se pelo abastecimento do seu próprio
posto e por isso têm que percorrer uma viagem de ida-volta para ir buscar trabalho e depois retornar. Os
tempos foram contabilizados junto dos trabalhadores aquando o momento das deslocações, de forma a
ter uma estimativa o mais precisa possível do tempo despendido.
Em média, as distâncias percorridas pelo produto da ET1 para a ET2 é de 5,2 metros com um tempo
perdido de 7,83 segundos; entre a ET2 e a ET3 de 2,15 metros com um tempo de 3,32 segundos e
entre a ET4 e os carrinhos rolantes onde as peças são guardadas de 0,9 metros com um tempo médio
perdido de 1,62 segundos.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
73
Durante 3 dias de trabalho, o autor efetuou observações de forma a ter uma ideia das distâncias médias
percorridas (produto e colaborador) e do tempo médio perdido, por dia de trabalho, com as deslocações
entre as ET. Para isso foi preciso saber o número de ocorrências das deslocações ao longo dos dias de
trabalho analisados, tendo-se feito contagens para esse efeito e depois determinado o seu valor médio.
Além disso, com base no custo (MOD/hora) e no tempo médio diário gasto com deslocações, apurou-se
o custo médio diário imputado às atividades de transporte e fez-se uma estimativa do gasto suportado
pela empresa no período de um ano laboral (232 dias úteis). Na Tabela 21 encontram-se os principais
resultados obtidos com o estudo efetuado sobre as deslocações no setor, sendo os valores apresentados
uma média dos valores obtidos para os 3 dias de trabalho analisados. Os resultados completos podem
ser consultados no Anexo XII - Tabela 72.
Tabela 21 - Principais resultados obtidos no estudo das deslocações no setor de acabamento
Nº
ocorrências
Distâncias percorridas –
produto (metros)
Distâncias percorridas - colaborador
(metros)
Tempo c/deslocações
(horas)
Custo MOD (€/hora)
Custo Transporte
com deslocações
Custo Transporte
anual (232 dias
úteis)
ET1-ET2 78 410,28 821,34 0,1697
8,14 €
1,38 € 320,16 €
ET2 -ET3 83 177,73 355,47 0,0762 0,62 € 143,84 €
ET4-buffer 69 62,4 124,8 0,0312 0,25 € 58,00 €
TOTAL 650,41 1301,61 0,2771
522,00 €
Uma análise sobre a Tabela 21 permite constatar que embora a distância percorrida por deslocação não
seja muito elevada, estas acontecem com muita frequência ao longo de um dia de trabalho. Entre as
estações 1 e 2 contabilizou-se, em média, 78 ocorrências, entre as estações 2 e 3, 83 ocorrências, e
entre a estação 4 e os carrinhos rolantes (buffer) 69 ocorrências. A distância total percorrida pelo produto
num dia de trabalho foi em média de 410, 178 e 62 metros respetivamente, considerando-se o dobro da
distância percorrida pelos colaboradores para ir buscar trabalho e retornar o seu posto. O tempo total
médio diário perdido com deslocações é aproximadamente de 10,18 minutos entre ET1-ET2; 4,30
minutos entre ET2-ET3 e de 1,87 minutos entre a ET4 e o buffer.
Em termos de custos, considerando o custo (MOD/hora) de 8,14€ obteve-se um custo médio diário com
deslocações de 1,38€, 0,62€ e 0,25€, respetivamente. Ao fazer uma projeção destes custos para um
ano (232 dias úteis de trabalho) obteve-se no total uma estimativa de 522€ imputados às deslocações
analisadas. Não estando estas atividades de transporte a acrescentar nenhum valor ao produto, mostra-
se importante conseguir reduzir, por um lado, a frequência com que estas deslocações ocorrem, e por
outro, as distâncias percorridas, para assim poder minimizar esses custos.
4.2.6. Análise ao estado das máquinas/equipamentos existentes
Verificou-se que na empresa existiam máquinas e equipamentos que não eram utilizados e por isso
estavam a ocupar espaço desnecessariamente, criando até alguma confusão no sítio onde estão

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
74
dispostas. A Figura 50 ilustra o presente caso, referindo-se a uma máquina de furar papel que não está
em uso e foi deixada encostada a uma parede, na secção 1. O corredor apresentado na mesma figura já
costuma estar condicionado pelos carrinhos rolantes que são deixados no meio do caminho, sendo que a
máquina, ao estar também naquele local, dificulta ainda mais a passagem dos colaboradores.
Figura 50 - Máquina de furar papel a ocupar espaço e a condicionar a passagem
Para tentar perceber se haveria mais situações deste tipo, houve a necessidade de se conhecer o número
total de máquinas e equipamentos de que a empresa dispõe e faz efetivamente uso na realização da
atividade produtiva. Para isso, efetuou-se um levantamento de todas as máquinas e equipamentos e
apurou-se o seu estado (ativo ou inativo), assim como as causas da inatividade, nos casos em que esta
se verificou.
Os resultados obtidos com esta análise encontram-se sintetizados na Tabela 22, tendo-se então
descriminado o número de máquinas/equipamentos e o seu estado para cada secção do espaço fabril, e
determinando, a partir daí, o grau de atividade/inatividade geral da empresa, quanto ao seu uso.
Tabela 22 - Resultados da avaliação do estado das máquinas/equipamentos
Secção Estado
Total Ativo Inativo
Secção 1 4 1 5
Secção 2 10 1 11
Secção 3 51 7 58
Total 65 9 74
Máquinas/equipamentos ativos - 88% Máquinas/equipamentos inativos - 12%
No total, contabilizaram-se 74 máquinas/equipamentos, entre os quais 65 classificaram-se em estado
ativo, perfazendo um grau de atividade de 88%. Em contrapartida, 9 máquinas não estão em
funcionamento, observando-se que a maioria está disposta na Secção 3. Nesta secção, no setor da
costura, existem 6 máquinas que não estão a ser utilizadas estando a ocupar uma área de cerca de 4 m2
que poderia ser melhor aproveitada para dispor o elevado número de máquinas de costura concentradas
nesse local.
Além disso, no setor de expedição, encontra-se uma máquina de cintar que foi adquirida com a finalidade
de fechar as caixas com o produto final dentro, para poder ser expedido para os clientes. Este
Máquina de furar papel

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
75
procedimento só é feito quando o cliente assim o exige, não se verificando contudo, a necessidade de
utilização da máquina, já há cerca de 5 anos, segundo o colaborador responsável. A área ocupada é de
0,54 m2.
Na secção 1, há a máquina de furar papel mencionada anteriormente, e que está a ocupar uma área de
cerca de 1,68 m2. O papel furado serve de base para os colchões formados durante o processo de
estendimento da malha. Atualmente, este papel já é comprado furado, o que faz com que a máquina
tenha caído em desuso já há mais de um ano, e sejam raras as circunstâncias que obriguem à sua
utilização.
Na secção 2 existem duas máquinas de colarete, sendo que uma delas já não está em uso porque ao
contrário do que acontecia antigamente, apenas uma colaboradora é hoje responsável por preparar o
colarete, necessitando somente de uma máquina.
4.2.7. Falta de organização e identificação dos materiais e espaços da produção
Durante o período de análise na empresa identificaram-se vários problemas relacionados com a
desorganização de materiais e ferramentas, ausência de locais próprios para estes serem guardados e
com a falta de limpeza em algumas zonas, contribuindo para gerar um ambiente de trabalho
desarrumado. Na Tabela 23 são sintetizados os principais problemas encontrados e o local onde foram
identificados.
Tabela 23 - Síntese dos problemas de organização identificados
Problemas Local onde ocorrem
Falta de organização dos materiais/equipamentos nos PT Secções 1, 2 e 3
Ausência de locais próprios para guardar os materiais/equipamentos Secções 1, 2 e 3
Falta de identificação dos materiais/equipamentos Secções 1, 2 e 3
Falta de normalização na identificação dos materiais Secções 1. 2 e 3
Marcações mal definidas e falta de marcações das zonas Secções 1, 2 e 3
Corredores bloqueados Secção 1
Falta de organização das prateleiras Secções 1, 2 e 3
Ao longo das 3 secções verifica-se uma falta de organização dos materiais/ferramentas. Estes
normalmente encontram-se dispostos pelas mesas de trabalho sem qualquer critério de organização e
sem terem um sítio próprio para serem colocados enquanto não estão a ser usados.
No único PT identificado na secção 1, ilustrado na Figura 51 constata-se a disposição aleatória de várias
ferramentas tais como a tesoura, fita-métrica, calculadora, fita-cola, entre outros, e de documentos de
trabalho em cima da secretária, dificultando por vezes a tarefa de encontrar alguma material que seja
necessário e fazendo com que o espaço não esteja a ser bem aproveitado. Além disso, as pequenas
prateleiras utilizadas para colocar documentos não estão identificadas, o que faz com que não possam
ser facilmente encontrados por qualquer colaborador que necessite deles.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
76
Figura 51 - Falta de organização dos materiais no PT (Secção 1)
A mesma situação verificou-se nas secções 2 e 3 em que os materiais, quando não estão a ser utilizados,
são deixados sobre as mesas de trabalho sem que haja a preocupação de os manter ordenados. A Figura
52a mostra a desorganização presente numa das mesas de apoio na secção 2 onde se realiza a
operação de formação de lotes, enquanto na Figura 52b tem-se a mesa onde se processam as operações
de etiquetagem e embalagem na secção 3, sendo visível a mistura de materiais e a confusão instalada na
superfície de trabalho.
a) b)
Figura 52 - Falta de organização dos materiais nos PT: (a) secção 2; (b) secção 3
Também debaixo das mesas de apoio e nas prateleiras há uma grande tendência para deixar acumular
materiais que já não estão a ser utilizados e que portanto, deveriam ser arrumados noutro local para dar
espaço àqueles que efetivamente são precisos. A Figura 53 (a e b) mostram as prateleiras dispostas nas
secções 1 e 2, respetivamente, utilizadas para guardar diversos materiais, havendo alguns deles que já
não são utilizados há muito tempo. Além disso, nota-se tanto a desorganização dos materiais assim como
a falta de limpeza das prateleiras, pela acumulação de lixo e pó.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
77
a) b)
Figura 53 - Falta de organização dos materiais nas prateleiras: (a) secção 1; (b) secção 2
Na secção 3 há prateleiras usadas para armazenar os sacos de plásticos utilizados no setor de
acabamento para embalar os produtos na fase final do processo produtivo. Na Figura 54 mostram-se
duas dessas prateleiras, tendo-se verificado, por um lado, que existem sacos que não estão bem
acondicionados nas prateleiras e estão misturados com caixas de cartão, e por outro, que há uma falta
de normalização na identificação das prateleiras. Em alguns casos, estas estão identificadas por tipo de
cliente (exemplo: Mexx) e noutros, pelo tamanho dos sacos (exemplo: 45/55). Além disso, uma análise
com maior detalhe às prateleiras permitiu constatar que existem sacos que não correspondem ao cliente
ou tamanho identificado na prateleira.
Figura 54 - Falta de organização das prateleiras (secção 3)
A falta de organização dos materiais, evidenciada anteriormente, deve-se em grande parte ao facto de não
haver locais próprios para os objetos serem guardados. Particularmente, na secção 1, verificou-se que o
escadote não tem um sítio próprio para ser guardado, sendo deixado encostado às prateleiras – Figura
55a. Isto faz com que haja o risco de alguém tropeçar nele ao atravessar o corredor, não sendo portanto
aconselhável. O mesmo acontece para o porta-paletes que por norma é deixado juntos aos carrinhos
rolantes onde se guardam as MP requisitadas para os protos/amostras – Figura 55b.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
78
a) b)
Figura 55 - Falta de localização para: (a) escadote; (b) porta-paletes
O empilhador utilizado no armazém para transportar os rolos de malha tem um local designado para ser
colocado e está identificado, tal como mostra a Figura 56a. No entanto, este sítio está constantemente
ocupado pelas caixas de cartão armazenadas nesse local. Por conseguinte, a empilhadora acaba por ser
deixada nos corredores do armazém, dificultando o acesso às prateleiras – Figura 56b.
a) b)
Figura 56 – (a) Local para guardar a empilhadora; (b) Empilhadora deixada no corredor
Não só a empilhadora é deixada no meio do caminho, como existem outros materiais deixados nos
corredores do armazém, constituindo um obstáculo à passagem dos colaboradores. Na Figura 57
apresentam-se alguns dos corredores do armazém bloqueados por diferentes materiais deixados no chão.
De referir que no último caso (corredor da direita), tem-se que este está sempre bloqueado pois os
carrinhos são deixados aí com o propósito dos colaboradores virem buscar os rolos de malha para levar
para a máquina de estender na secção do corte.
Figura 57 - Corredores da secção 1 bloqueados

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
79
4.3. Síntese dos problemas identificados
Durante a fase de diagnóstico do sistema produtivo foram identificados vários problemas que se
encontram sintetizados na Tabela 24 e foram agrupados de acordo com a técnica 6M1E (Men, Machine,
Method, Material, Management, Measurement, Environment).
Tabela 24 - Síntese dos problemas encontrados
Problemas
Men
Falta de polivalência; Resistência à mudança; Fraca motivação dos colaboradores para estarem envolvidas em projetos
de melhoria; Falta de rotatividade nos PT; Risco de ocorrência de lesões com posturas de risco assumidas no
trabalho; Realização das operações sem cumprir as normas de segurança (utilização
dos EPI´s quando este são exigidos).
Machine Máquina inativas dispostas no espaço fabril a ocupar espaço.
Method
Elevado número de deslocações para abastecer os PT; Elevadas distâncias percorridas para ir buscar materiais; Elevado tempo perdido com atividades de transporte que não acrescentam
valor ao produto; Falta de balanceamento dos tempos operativos; Controlo de qualidade ineficaz sobre as MP (não permite atestar todas as
não conformidades existentes) e produtos finais.
Material
Falta de locais definidos para os materiais/equipamentos; Falta de identificação dos materiais/equipamentos; Falta de normalização na identificação das prateleiras; Corredores de circulação impedidos com materiais; Falta de ordenação/organização/limpeza presentes nas secções
funcionais; Fraca qualidade das MP enviadas pelos fornecedores.
Management
Falta de uma política de incentivos para a geração de ideias e envolver os colaboradores nos projetos de melhorias;
Falta de normalização na organização e limpeza dos PT; Má configuração do layout no setor de acabamento.
Measurement Inexistência de medidas de desempenho; Ausência de indicadores de controlo de controlo da qualidade das MP e
dos produtos finais.
Environment Queixas apontadas relativamente às condições ambientais no Verão
(temperaturas elevadas); Iluminação insuficiente.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
80

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
81
5. APRESENTAÇÃO DE PROPOSTAS DE MELHORIA
Neste capítulo apresenta-se um plano de propostas de melhoria para os problemas identificados no
capítulo anterior. Estas propostas são apresentadas através de um plano de ações, usando a técnica
5W1H para evidenciar melhor a proposta (what) para cada problema (why), como se pretende
implementar (how), onde se implementa a proposta (where) e quem a irá colocar em prática (who) e
quando (when) – Tabela 25 e Tabela 26.
Tabela 25 - Plano de ações de melhoria segundo a técnica 5W1H
What? Why? Where? Who? When? How?
Organizar e limpar os materiais/equipamentos
Tempo perdido à procura utensílios; Perda de utensílios;
Utensílios guardados nos
sítios incorretos; ambiente de
trabalho desarrumado.
Todas as secções
Rúben Eira e equipa 5S
A definir
Aplicação do programa 5S
Criar e normalizar procedimentos na identificação das
prateleiras e dos espaços para os materiais serem
guardados
Aplicação do programa 5S e Gestão Visual
Controlar o estado das máquinas/equipamentos.
Espaço ocupado com
máquinas/equipamentos inativos.
Todas as secções
Rúben Eira A definir
Documento de controlo e etiquetas
identificativas.
Colocar matrizes de competências nos
placards
Desconhecimento das competências
Todas as secções
Rúben Eira A definir Aplicação da Gestão Visual
Sensibilizar colaboradoras para a utilização das prateleiras móveis no
transporte da malha para a mesa de lotes.
Postura com risco elevado assumida
no transporte manual da carga.
Secção 2 Rúben Eira A definir Conversas
informais com as colaboradoras.
Colocação de tapetes antifadiga
Queixas sobre dores; posturas de risco assumidas, elevado tempo de
permanência em pé (8h trabalho).
Setor de acabamento (secção 3)
Rúben Eira, chefe do setor e administração
A definir
Regular a altura da mesa de engomar e colocar uma base.
Aumentar a altura da bancada de trabalho
Aquisição dos tapetes
ergonómicos
Programa de Rotatividade
Implementação do plano de rotatividade
ABAB
Implementar uma bancada de trabalho
Postura de risco assumida pelo colaborador no
desempenho das funções.
Setor de expedição (secção 3)
Rúben Eira e administração
A definir
Propor a aquisição de 1
bancada de trabalho.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
82
Tabela 26 - Plano de ações de melhoria segundo a técnica 5W1H (continuação)
What? Why? Where? Who? When? How?
Implementar programa de ideias e sugestões
Falta de motivação dos colaboradores
para sugerirem ideias; falta de
incentivo da gestão de topo para envolver os
colaboradores em projetos de melhoria
Todas as secções
Rúben Eira, Administração e
equipa responsável
pelo programa
A definir
Criar caixa de ideias e sugestões;
desenvolver plano para
implementação e monitorização do programa; criar
política de incentivos de ideias
Controlar defeitos da MP e dos produtos finais
Falta de práticas de controlo dos
defeitos
Todas as secções
Chefes das secções
A definir
Implementar práticas de gestão
da qualidade (documentos de
registo)
Incentivar a utilização do material de segurança
Os colaboradores não utilizam os EPI
Secção 2 e 3 Rúben Eira A definir
Ação de sensibilização
(palestra); assinatura do termo
de responsabilidade;
checklist para controlar o uso dos
equipamentos
Tornar o fluxo direito e menos confuso
Fluxo de materiais confuso
Setor de acabamento (secção 3)
Rúben Eira e Chefe do setor
A definir Rearranjo do layout Reduzir atividades de transporte e distâncias
percorridas
Elevadas deslocações e
tempo perdido no abastecimento dos
PT
Facilitar o controlo da produção
É preciso controlar diferentes
tamanhos das peças e evitar a sua
mistura
A definir Criar 2 fluxos
produtivos paralelos
Balancear o fluxo produtivo
Discrepância nos tempos operativos
A definir Reestruturação na organização das
operações
5.1. Aplicação do Programa 5S
Na secção 4.2.7 foi discutida a existência de vários problemas relacionados com a desorganização dos
materiais/ferramentas e falta de identificação clara que permita o rápido e fácil acesso a qualquer
colaborador que delas necessitem. Além disso, verificou-se que não existem locais próprios para os
materiais serem guardados quando não estão a ser utilizados. Isto não só aumenta o tempo de procura
dos colaboradores pelos componentes, como contribui para criar um ambiente de trabalho desarrumado.
Assim para tentar colmatar estas e outras falhas existentes, propôs-se a aplicação da metodologia dos
5S.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
83
Esta metodologia aposta na padronização de práticas de trabalho e na disciplina dos colaboradores para
melhorar de forma contínua a qualidade do ambiente de trabalho através de uma melhor organização e
limpeza dos PT e das áreas envolventes. A procura da melhoria contínua está fortemente imbuída no ciclo
do PDCA, pelo que se considerou esta metodologia pertinente na fase de planeamento da implementação
do programa 5S. Assim, seguindo as 4 fases do ciclo PDCA definiram-se 10 etapas para a
implementação dos 5S na empresa – Figura 58.
Figura 58 - Aplicação do ciclo PDCA no planeamento do programa 5S
A aplicação do programa 5S pressupõe, antes de mais, o envolvimento de todos os colaboradores no
projeto. Este envolvimento tem que vir, em primeiro lugar, da gestão de topo que deve assumir
responsabilidade pela aplicação do programa e comprometer-se com a sua monitorização. Por
conseguinte, é importante começar por dar formação à gestão de topo acerca dos princípios do programa
e dos benefícios que a empresa pode conseguir com a sua implementação. Da gestão de topo, depois de
convencida acerca da aplicabilidade do programa, parte-se para os chefes intermédios, pois estes têm
que estar informados das ações que se pretendem implementar nas suas secções e das mudanças que
estas irão sofrer. Assim, a etapa 1, consiste tanto em dar formação à gestão de topo assim como às
chefias. No anexo XIII - Tabela 73 pode ser visto um plano de formação planeado para dar às chefias,
dividido em três sessões de formação, a serem dadas num período de 7 horas.
A criação de uma equipa que fique responsável pela realização de todas as ações necessárias para a
implementação do programa deve ser feita desde cedo, na etapa 2. Os elementos escolhidos para a
equipa devem ter um conhecimento geral sobre as secções e serem também um ponto de comunicação
• 7. Avaliar os resultados obtidos através da checklist de verificação.
•8. Dar formação aos operários sobre os últimos 2 S´s.
•9. Criar regras/normas de arrumação para os PT e áreas envolventes;
•10. Fazer reuniões periódicas entre a equipa dos 5S e os operários.
•6. Dia dos 5S (Aplicação dos 3 primeiros "s");
•1. Dar formação sobre o programa 5S à gestão de topo e chefias;
•2. Criar a equipa 5S;
•3. Diagnóstico da situação atual;
•4. Dar formação sobre os primeiros 3 "S" aos operários;
•5. Preparar o dia dos "5S";
PLAN (Planear)
DO (Executar)
CHECK (Verificar)
ACT
(Agir)

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
84
com os operários, pelo que se considera pertinente incluir na equipa os chefes intermédios de cada
secção, que juntamente com o diretor de produção devem ficar responsáveis pela condução de todo o
programa.
Na etapa 3 deve ser realizado um diagnóstico inicial para avaliar o estado atual da empresa relativamente
à desorganização dos componentes e à falta de limpeza, de forma a identificar as áreas mais críticas de
atuação. Este diagnóstico é feito pela equipa 5S de forma informal e deve ficar registado por fotos ou
vídeo para que depois se possa estabelecer um ponto de comparação das áreas analisadas, antes e
depois da implementação do programa 5S.
O passo seguinte passará pela disseminação dos 5S a todos os operários através de formação para os
preparar para o “Dia dos 5S” onde serão postos em prática os princípios de ordenação, organização e
limpeza ao longo do espaço fabril. Desta forma, a formação deve incidir, nesta etapa 4, apenas sobre os
três primeiros “S´s”, devendo a linguagem utilizada nas formações ser simples e acompanhada de
exemplos práticos e ilustrativos (imagem ou vídeos) para que os operários entendam facilmente aquilo
que vão ter que fazer para a implementação dos sensos.
A etapa 5 consiste na preparação do “dia dos 5S”, devendo-se antes de mais agendar um dia que não
cause grandes transtornos à empresa, pois as atividades de trabalho terão que ser suspensas para que
os operários possam por em prática o programa. A equipa dos 5S fica responsável pela programação das
atividades para esse dia e pela divulgação do evento, de forma a criar expectativa junto dos
trabalhadores. Nesta fase, deve-se também agrupar os operários em equipas, por exemplo, por setor, e
alocá-los a uma área específica onde irão atuar para a implementação dos sensos.
A etapa 6 corresponde ao grande dia – o dia dos 5S – onde os operários, em equipas, devem por em
prática os princípios de arrumação, organização e limpeza nos seus PT e áreas envolventes que tenham
sido definidas como da sua responsabilidade. Para auxiliar os operários, foi criado um exemplo de um
guia com instruções normalizadas para a aplicação dos três primeiros “S´s”, como aquele que figura no
Anexo XIV - Tabela 74.
Na etapa 7 realiza-se uma inspeção aos setores para tirar inferências sobre os resultados alcançados
depois da implementação do programa. Para isso, deve ser utilizada uma checklist, como aquela
apresentada no Anexo XV - Tabela 75. Para avaliar o desempenho dos setores quanto à implementação
dos 5S criou-se uma escala de pontuação para a checklist, sendo apresentada na Tabela 27.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
85
Tabela 27 - Escala de pontuação da checklist de verificação dos 5S
Símbolo Escala Pontuação (%) Especificação
75% - 100% Excelente
50% - 75% Bom
25% - 50% Razoável
0 % - 25% Mau
Estes resultados devem ser afixados no placard de produção, para estarem visíveis para todos os
colaboradores, e devem ser ponderadas medidas corretivas e de melhoria a serem implementadas
futuramente para os setores. A empresa pode fixar como objetivo que as equipas consigam atingir pelo
menos os 75% e se mantenham no patamar de excelência.
Com efeito, a aplicação dos 5S pressupõe não só implementar o programa, mas também mantê-lo
através da criação de bons hábitos de organização e limpeza no local de trabalho. Assim, deve-se avançar
para a etapa 8 do plano de implementação, dando formação aos operários sobre os últimos dois “S´s”:
padronização e autodisciplina.
Depois de interiorizados os 5 sensos, os grupos devem sugerir regras específicas de organização e
limpeza para o seu setor e para o espaço fabril em geral. A partir destas regras, a equipa dos 5S deve
aprimorar, se achar necessário, a checklist de verificação, para ir ao encontro dos procedimentos pré-
estabelecidos que devem ser postos em prática pelos operários nas suas rotinas de trabalho.
As auditorias aos locais de trabalho, na etapa 9, devem ser realizadas uma vez por semana, de forma
discreta pelos membros da equipa dos 5S, e com recurso à checklist de verificação. Depois de efetuadas
as auditorias, os resultados devem ser publicados semanalmente, sendo atribuído um pequeno brinde à
melhor equipa da semana, por exemplo, um chocolate a cada membro.
Por conseguinte, aquela que estiver melhor posicionada no final do mês receberá um prémio monetário,
cujo valor caberá à administração da empresa decidir. Para a divulgação dos resultados, propõe-se que
seja aplicada a gestão visual, através da utilização de um documento como aquele ilustrado na Figura 59
que deve ser atualizado semanalmente e estar afixado no placard de cada secção, de forma a estarem
visíveis para todas as equipas e os seus membros.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
86
Figura 59 - Avaliação da equipa no programa 5S
Por fim, na etapa 10, como forma de promover a continuidade do programa, devem ser realizadas
reuniões mensais entre cada equipa funcional e a equipa dos 5S, para avaliar o estado atual do programa
e apurar as dificuldades sentidas pelos colaboradores na sua implementação. Estas reuniões também
devem ser aproveitadas para pedir sugestões de melhoria para o programa, visando sempre a melhoria
contínua e a manutenção das boas práticas de trabalho.
5.2. Aplicação da Gestão Visual
Além do programa 5S que constituiu por si só uma base fundamental para a aplicação da gestão visual
na empresa, foram ainda propostas outras aplicações, nomeadamente, a utilização de crachás de
identificação para os colaboradores assim como a afixação nos placards das secções dos seguintes
elementos: documento de verificação e avaliação do estado das máquinas/equipamentos e matriz de
competência dos colaboradores.
5.2.1. Crachá de identificação
A empresa possui uma carteira diversificada de clientes que vai sendo renovada com a entrada de novos
clientes. É muito comum haver visitas por parte destes clientes à Consifex para conhecerem as
instalações e os procedimentos de trabalho adotados na prossecução da sua atividade. Por conseguinte,
considera-se pertinente a criação de crachás que possam ser utilizados nas batinas dos colaboradores,
para permitir uma rápida identificação destes junto dos clientes. O reforço da imagem corporativa
contribui, por um lado, para que os colaboradores se sintam parte de uma equipa e orgulho em vestir a
“camisola” da empresa e em defender os seus princípios e valores, e por outro, para que os clientes
tenham uma imagem positiva da utilização do vestuário de trabalho utilizado pela empresa.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
87
Assim, desenvolveu-se um protótipo de um crachá identificativo que poderia ser utilizado pela empresa,
onde consta o logotipo da empresa, o nome do colaborador, o número de identificação corporativo e a
função que desempenha, havendo também um espaço para colocar a foto - Figura 60. Para identificar
facilmente os diferentes níveis hierárquicos que compõem a estrutura organizacional da empresa aplicou-
se a gestão visual com a associação de uma cor única a cada nível: azul para os operários do espaço
fabril, laranja para os chefes de secção ou encarregados gerais, vermelho para os diretores das áreas
funcionais e verde para a administração.
Figura 60 - Crachá de identificação dos colaboradores da empresa
Para que os clientes sejam também incluídos neste reforço da imagem corporativa que se propõe à
empresa, criou-se também um crachá de identificação destinado a ser usado por estes nas suas visitas à
empresa. Na Figura 61 encontra-se o crachá desenvolvido para esse efeito assim como o exemplo de um
porta-crachá.
Figura 61 - Crachá de identificação para os visitantes da empresa e porta-crachá
No caso dos operários, cujo vestuário corporativo corresponde à utilização de uma batina, o crachá pode
ser aplicado através da utilização de um alfinete ou de uma mola. Alternativamente, se se verificar, que a
utilização do crachá por esse meio seja pouco prática para o colaborador na execução das suas tarefas,
pelo risco de o crachá estar sempre a cair ou ficar agarrado ao produto, sugere-se que a informação seja
bordada na própria farda de trabalho.
Com efeito, verifica-se que atualmente, o vestuário de trabalho já tem o logotipo da empresa bordado,
pelo que só seria necessário acrescentar a informação acerca do colaborador. Para os que não utilizam
Foto (2x2)
- - - Nome - - -
- - - Nº - - -
- - - Função - - -

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
88
nenhuma farda como é o caso dos chefes intermédios, direção e administração, os crachás terão que ser
postos sobre o vestuário normal que levam para o trabalho, utilizando também um alfinete ou mola.
5.2.2. Documento para avaliar o estado das máquinas/equipamentos
Atendendo ao problema descrito na secção 4.2.6 e para ter uma melhor identificação das máquinas e
equipamentos operacionais, elaborou-se um documento onde se encontram ilustrados os diferentes tipos
identificados ao longo da implantação produtiva, acompanhados com a respetiva denominação,
quantificação, o tipo de máquina/equipamento assim como a classificação atribuída quanto ao seu
estado, entre ativo e inativo.
A Figura 62 mostra um extrato desse documento elaborado para a máquina de estender automática,
disposta na secção do corte. No anexo XVI encontram-se os documentos completos com todas as
máquinas/equipamentos identificadas para a secção 1 na Tabela 76, para a secção 2 na Tabela 77 e
para a secção 3 na Tabela 78.
Figura 62 - Documento para a classificação das máquinas e equipamentos
A utilização deste documento permitiria à empresa saber facilmente o número de
máquinas/equipamentos que estão em uso ou não para cada secção do espaço fabril. Este documento
teria que ser atualizado de forma regular (por exemplo, semanalmente) por um colaborador a designar
pela empresa. Poder-se-ia, a título de exemplo, designar os chefes de cada secção, para fazer a
verificação ao estado das máquinas e equipamentos e atualizar o documento. Este documento, por sua
vez, deve ser afixado nos placards dispostos no espaço fabril, nas respetivas secções, para estar visível e
poder ser consultado por qualquer pessoa.
Ao fazer-se a distinção entre os equipamentos ativos e inativos está-se a aplicar o primeiro senso
(organização) do programa 5S em que se identificam, por um lado, aqueles que são úteis para o
processo e que por isso estão a ser utilizados, e por outro, os que por algum motivo se encontram
parados. Os inativos deverão ser sinalizados com uma etiqueta vermelha, como aquela criada pelo autor

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
89
e ilustrada na Figura 63 onde se especifica o tipo de máquina/equipamento, motivo para estar parada,
data de avaliação correspondente ao dia em que foi inspecionado e o nome da pessoa que realizou a
inspeção, assim como a recomendação de ação sugerida (deitar fora, vender, arrumar, entre outras).
Figura 63 - Etiqueta identificativa dos materiais/equipamentos inativos
As recomendações de ação são feitas com o intuito se fazer uma organização das
máquinas/equipamentos que estão parados, aplicando-se assim o segundo “S” (ordenação), com a
designação de sítios para serem colocados ou enviados, consoante o seu estado. A empresa pode decidir
manter o equipamento perto do local de trabalho por prever que este seja utilizado futuramente. No
entanto, se se verificar a sua não utilização durante um determinado período de tempo (por exemplo: um
mês), pode depois decidir arrumá-lo ou dar-lhe outro destino.
Com a utilização destas etiquetas, qualquer colaborador facilmente sabe determinar o tempo que uma
máquina esteve parada. A título de exemplo, se uma máquina permanecesse inativa durante um mês e
fosse aplicado este método de identificação, queria isso dizer que a máquina em questão já teria no total
4 etiquetas vermelhas, pelo facto de se ter tomado a decisão de mantê-la, em cada uma das inspeções
realizadas semanalmente.
5.2.3. Matriz de competências dos colaboradores
Nos placards de informação da empresa propõe-se também que sejam afixadas as matrizes de
competências dos colaboradores desenvolvidos na secção 4.2.2, para que possam ser consultadas por
qualquer pessoa. O facto de cada colaborador passar a ter conhecimento das competências atuais dos
seus colegas de trabalho e estas estarem afixados juntamente com as suas, poderá suscitar um espírito
competitivo na tentativa de se superarem uns aos outros.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
90
Além disso, permite que as chefias possam rapidamente afetar os colaboradores a uma nova tarefa de
acordo com as suas competências e também que a informação das matrizes seja utilizada para planear
ações de formação, para aumentar o seu grau de polivalência.
5.3. Melhorias ergonómicas nos PT
A análise ergonómica aos PT na secção 4.2.3 evidenciou um nível de risco particularmente elevado para
3 posturas adotadas pelos trabalhadores. Para tentar minimizar esse risco propõe-se em seguida
algumas medidas como a colocação de uma bancada de trabalho e desenvolvimento de um plano de
rotatividade dos colaboradores na execução das tarefas. O plano de ações desenvolvido para este projeto
ergonómico encontra-se apresentado na Tabela 28 onde para as posturas identificadas como as mais
críticas, foram consideradas possíveis ações de melhoria como forma de minimizar o risco de ocorrência
das LMERT.
Tabela 28 - Plano de ações para o projeto ergonómico nos PT
Nº Postura
Nível Risco
O que fazer? Onde? Porquê? Como?
3 Muito alto
Utilização de prateleiras portáteis para transportar os “encaixes” para
o PT onde se formam os lotes.
Setor de corte (secção 2)
Esforço físico excessivo para transportar os
“encaixes” manualmente, sobretudo os mais
pesados.
Propor à administração a
aquisição de uma prateleira portátil.
6 Muito alto
Aumentar a altura da bancada de trabalho dos ferros;
Alternar as tarefas para não estarem sempre nos ferros;
Utilização de tapetes anti-fadiga.
Setor de acabamento (secção 3)
Adoção de posturas incorretas (curvatura do corpo) devido à altura da mesa; manutenção da
posição em pé durante as 8 horas de trabalho.
Colocar uma base para aumentar a altura da mesa;
Desenvolver um
plano de rotatividade para os colaboradores;
Aquisição e
colocação dos tapetes.
10 Alto Colocar uma bancada de trabalho. Setor de
expedição (secção 3)
Adoção de posturas incorretas (curvatura elevada do tronco) no encaixotamento das
peças.
Propor à administração a
aquisição de uma bancada de
trabalho.
Em seguida analisa-se com detalhe cada uma das propostas apresentadas.
5.3.1. Projeto ergonómico para a postura 3
A postura 3 foi identificada como uma das mais críticas quanto ao nível de risco da ocorrência das
LMERT pelo peso excessivo que os colaboradores suportam nos ombros para transportar os encaixes das
prateleiras para o seu posto. Assim, para permitir que este transporte não tenha que ser efetuado
manualmente, devem fazer uso das prateleiras que já têm à disposição, por estas terem rodas e

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
91
puderem ser movimentadas com menos esforço e também por permitir o transporte de uma grande
quantidade de malha de uma só vez – Figura 64.
Figura 64 - Prateleiras móveis dispostas na secção do corte
Embora as prateleiras móveis tenham sido adquiridas com o intuito de facilitar o transporte dos encaixes,
verificou-se que os colaboradores não tiram proveito desta vantagem. O uso das prateleiras no
abastecimento dos PT pretende, por um lado, poupá-los do esforço físico de carregar os encaixes, e por
outro, a redução das deslocações efetuadas e consequentes perdas de tempo com atividades de
transporte. Os colaboradores mostram-se, por vezes, reticentes quanto ao uso das prateleiras por serem
de grandes dimensões e pesadas, implicando a ajuda de um colega de trabalho para o seu manuseio.
Por conseguinte, propõe-se em alternativa a aquisição de um carrinho rolante com prateleiras, sendo
ilustrados 2 exemplos na Figura 65 que servem a finalidade pretendida (EquipLeva, 2014).
Figura 65 - Exemplos de carrinhos móveis com prateleiras
Embora os carrinhos apresentados tenham duas prateleiras, existem outros produtos comercializados
com um maior número de prateleiras, e que poderão servir melhor os interesses da empresa. No caso do
carrinho da direita a pega é ergonómica, facilitando o seu manuseamento. Deve-se ainda ressalvar que
estes tipos de carrinhos podem ser feitos por medida, através de encomenda aos fornecedores. Por
conseguinte, recorrendo aos dados antropométricos da população portuguesa (Arezes, Barroso, Cordeiro,
Costa, & Miguel, 2006) que se encontra no Anexo XVII - Tabela 79, apurou-se quais deveriam ser as
dimensões recomendadas para a altura das prateleiras. A altura foi dimensionada de forma a satisfazer
95% da população feminina portuguesa, tendo em conta que os colaboradores que se encarregam do
transporte da malha são todos do sexo feminino. Os cálculos efetuados encontram-se no Anexo XVII,

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
92
tendo-se determinado que a altura mínima e máxima para as prateleiras é de 64 e 121cm,
respetivamente.
5.3.2. Projeto ergonómico para a postura 6
A postura 6 assumida durante a operação de engomagem evidenciou o maior nível de risco quanto à
ocorrência das LMERT. A postura inadequada assumida durante a operação, em especial dos membros
superiores, com a curvatura do tronco para a frente e do pescoço para baixo, a par da utilização
excessiva do braço e a manutenção da posição de pé durante todo o horário de trabalho (8 horas)
justificam a urgência da necessidade de atuação para diminuir o atual esforço exigido às colaboradoras e
o nível de risco das LMERT. Para esse efeito foram consideradas 3 propostas a serem aplicadas no setor
dos ferros que podem ser vistas em seguida com detalhe.
5.3.2.1. Aquisição de tapetes anti-fadiga
Uma das formas de minimizar o risco de ocorrência das LMERT passaria pela utilização de uns tapetes
especiais no setor dos ferros. Estes tapetes têm a designação de tapetes anti-fadiga por serem
concebidos especificamente para combater o cansaço e o desconforto a que os colaboradores estão
sujeitos quando permanecem muitas horas seguidas de pé, e que por sua vez, pode ter repercussões
negativas ao nível da quebra da produtividade e maior desmotivação dos colaboradores. Na Figura 66
apresenta-se o exemplo de um tapete anti-fadiga da Notrax comercializado pela empresa Dispenser
(Notrax, 2011).
Figura 66 – Tapete anti-fadiga, adotado de Notrax (2011)
Assim, propõe-se o uso destes tapetes para os colaboradores que atuam nos ferros por reduzir o impacto
nas articulações causado pela utilização excessiva dos membros inferiores durante o horário laboral.
Tendo em conta que os colaboradores afetos a este setor realizam sempre a mesma operação e
assumem a mesma postura durante as 8 horas de trabalho, a aquisição dos tapetes anti-fadiga seria uma
forma de aumentar o seu conforto durante a realização das tarefas e de reduzir o risco de ocorrência de
lesões.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
93
5.3.2.2. Aumento da altura da superfície de trabalho
Outra das propostas consideradas passa por aumentar a altura da superfície de trabalho (mesa de
engomar) de forma a diminuir a necessidade de curvatura do tronco. Por conseguinte, procedeu-se ao
seu dimensionamento, tendo em conta os pressupostos apresentados na Tabela 29.
Tabela 29 – Critérios impostos no dimensionamento da altura das mesas de engomar
Dimensionamento da Superfície de Trabalho
1 A operação exige liberdade de movimento das mãos;
2 A altura da superfície de trabalho deve ser ligeiramente inferior à altura dos
cotovelos relativamente ao solo (considera-se uma diferença de 100 milímetros).
3 A população trabalhadora no setor dos ferros é na sua totalidade do sexo
feminino (a altura deve satisfazer 95 % da população feminina).
Os procedimentos para determinar a altura recomendada da superfície de trabalho encontram-se no
anexo XVII. A Figura 67 pretende esquematizar o projeto ergonómico concebido para os ferros de maneira
a aumentar a superfície de trabalho.
Figura 67 – Altura recomendada para a mesa de engomar
A título exemplificativo o aumento da altura da superfície de trabalho poderia ser feito através da
colocação de uma palete. A altura recomendada é de 96,6 cm, o que implica um aumento de 8,4 cm
face às dimensões atuais da superfície de trabalho para atingir a altura desejada. Com os ajustadores
que têm instalados, a altura das mesas de engomar pode ser regulada até 91 cm, perfazendo um
progresso de 67% face ao ajustamento sugerido. Os restantes 5,6 cm poderão ser conseguidos através
da colocação de uma palete ou umas pequenas bases de madeira por baixo dos ajustadores da altura
dos ferros.
5.3.2.3. Criação de um programa de rotatividade
Outra possível ação para reduzir o risco das LMERT passa pela aplicação de um programa de rotatividade
de tarefas aos colaboradores afetos aos ferros. Estar sempre no mesmo PT a fazer a mesma coisa
durante o horário laboral traduz-se numa maior sobrecarga física para os colaboradores que têm que

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
94
estar de pé durante as 8 horas de trabalho e assumem constantemente posturas inadequadas durante a
realização da operação. Além disso, a monotonia na realização das tarefas torna o trabalho menos
interessante e mais cansativo, que por sua vez, poderá ter repercussões no próprio ritmo de
produtividade dos colaboradores.
Alguns dos exemplos mais comuns de programas de rotatividade são o ABCD (em que se percorre 4
postos de trabalho distintos) e o ABAB (em que se percorre apenas 2 postos). O programa escolhido foi o
ABAB que os colaboradores devem alternar entre 2 PT, de 2 em 2 horas. Como o objetivo é fazer com
que os trabalhadores dos ferros alternem na realização de tarefas, considera-se que os outros PT que
devem ser abarcados no programa de rotatividade são aqueles onde se realizam as restantes operações
de acabamento do produto – dobragem, etiquetagem e embalagem - depois do processo de engomagem.
Estas operações foram classificadas quanto ao tipo de tarefa (leve ou de precisão visual) e à sua forma de
realização assim como quanto ao nível de risco determinado anteriormente na secção 4.2.3 para as
posturas analisadas com o método REBA. Na Tabela 30 podem ser consultadas essas informações.
Tabela 30 - Classificação das operações no setor de acabamento
ET - PT Operação Pontuação
Reba Nível de Risco
Tipo de Tarefa Classificação Forma de
realização da tarefa
ET1.P01 ET1.P02 ET1.P03 ET1.P04 ET1.P05 ET1.P06
Engomagem 11 Muito alto Exige liberdade de
movimentos das mãos; apoio para as mãos
Leve De pé
ET2.P01 ET2.P02
Dobragem 6 Médio Exige liberdade de
movimentos das mãos e precisão visual
Precisão De pé
ET3.P01 Etiquetagem 5 Médio Exige liberdade de
movimentos das mãos e precisão visual
Precisão De pé
ET3.P04 Embalagem 4 Médio Exige liberdade de
movimentos das mãos. Leve De pé
Todas as operações a serem incluídas no programa de rotação dos colaboradores são realizadas de pé.
Tratam-se de tarefas que exigem alguma precisão visual para a inspeção do produto ou colocação de
componentes, no caso das operações de dobragem e etiquetagem, respetivamente. Além disso, para
todas as operações é necessário que os colaboradores tenham liberdade na movimentação das mãos
para executarem facilmente o seu trabalho. Na definição do plano de rotação entre PT definiram-se
alguns critérios a ser cumpridos – Tabela 31.
Tabela 31 - Critérios na definição do plano de rotatividade
1 Diminuição do nível de risco de LMERT: a mudança de PT deve permitir uma redução do índice de risco associado às posturas assumidas pelos colaboradores durante a realização das tarefas;
2 Alteração do tipo de tarefa: a mudança de posto deve permitir ao colaborador alternar entre a realização de tarefas leves e que exijam precisão visual.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
95
Quanto ao nível de risco, tem-se que somente a operação de engomagem denota um valor preocupante,
pelo que na elaboração do programa de rotatividade procurou-se intercalar esta com as restantes, para
que não seja executada por um colaborador durante mais de 2 horas consecutivas. Relativamente ao tipo
de tarefa, as operações de dobragem e etiquetagem são aquelas com um maior grau de exigência visual,
pelo que também não é recomendável que estas estejam dispostas sequencialmente, uma a seguir à
outra, no plano de rotação. A Tabela 32 pretende esquematizar o plano de rotatividade concebido para 4
dos colaboradores que atuam na ET1. Estes começariam por exercer as funções habituais no seu posto e
às 10:00 fariam a primeira rotação, alternando com um dos 4 colaboradores afetos às restantes ET (2, 3
e 4) mencionadas anteriormente na Tabela 30.
Tabela 32 - Plano de rotatividade ABAB A B A B
8:00 - 10: 00 10:00 - 12.00 13.30 - 15.30 15.30 - 17.30
Nº
d Id
entif
icaç
ão d
o C
olab
orad
or
067
ET1.PT1 ET2. PT1 ET1.PT1 ET2. PT1
066
ET1.PT2 ET3.PT1 ET1.PT2 ET3.PT1
082
ET1.PT3 ET2. PT2 ET1.PT3 ET2. PT2
069
ET1.PT4 ET4. PT1 ET1.PT4 ET4. PT1
A implementação de um programa deste tipo permitiria melhorar as condições de trabalho dos
colaboradores relativamente às posturas assumidas durante a execução das tarefas. Ao rodarem entre
diferentes PT estar-se-ia a minimizar os efeitos negativos associados à permanência constante dos
colaboradores no mesmo posto. No setor dos ferros, em particular, há uma grande necessidade de fazer
com que os colaboradores alternem nas tarefas, para minimizar a probabilidade de ocorrência das
LMERT que é atualmente muito elevada.
Este programa de rotatividade não deve ser estático, pelo que à medida que os colaboradores vão
aprimorando as novas competências que começaram a desenvolver, poderão ser alocados para um novo
PT. A título de exemplo, no plano de rotatividade exposto anteriormente na Tabela 32 foi definido que o
colaborador 067 deve alternar entre a realização das operações de engomagem e dobragem. Desta
forma, quando se considere que o colaborador tenha alcançado pelo menos o nível 3 quanto ao seu grau
de competência para a execução da operação de dobragem, poder-se-á fazer uma troca no sentido deste
passar a desempenhar uma nova operação (por exemplo: etiquetagem). Isto aplica-se também para os
Muito Alto
Leve Precisão
Médio Muito Alto
Leve Precisão
Médio
Muito Alto
Leve Precisão
Médio Muito Alto
Leve Precisão
Médio
Muito Alto
Leve Precisão
Médio Muito Alto
Leve Precisão
Médio
Muito Alto
Leve Leve
Médio Muito Alto
Leve Leve
Médio

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
96
restantes colaboradores e serve, por um lado, para quebrar a monotonia no trabalho e, por outro, para
aumentar o grau de polivalência dos trabalhadores.
5.3.3. Projeto ergonómico para a postura 10
A postura 10 corresponde àquela assumida pelo colaborador durante a colocação do produto final em
caixas para depois serem fechadas e expedidas para os clientes. A análise desta postura com o REBA,
demonstrada no Anexo IX - Tabela 54, evidenciou um nível de risco elevado de ocorrência das LMERT
causado sobretudo pela grande curvatura do tronco e do pescoço do colaborador na realização da
operação. Por conseguinte, para resolver este problema, propôs-se a instalação de uma bancada de
trabalho onde o colaborador possa executar as suas funções. Esta bancada deve ser adaptada ao
colaborador tendo-se determinado a sua dimensão ideal de acordo com determinados critérios que
podem ser vistos na Tabela 33.
Tabela 33 - Critérios impostos no dimensionamento da altura da bancada de trabalho
1 O colaborador afeto ao setor é do género masculino. Logo a altura da bancada de trabalho foi dimensionada para satisfazer 95% da população portuguesa do género masculino.
2
Há a manipulação de materiais pesados. A altura da bancada de trabalho deve estar entre 10 - 30 cm abaixo do nível do cotovelo para permitir o manuseio dos materiais e ao mesmo tempo não obrigar a um esforço elevado do colaborador, nomeadamente, da coluna.
3 Altura de picking das caixas não deve ser inferior à altura do punho relativamente ao solo para também evitar a curvatura do tronco.
Assim. com base nestes critérios dimensionou-se a altura ideal da bancada de trabalho no Anexo XVII. A
Figura 68 apresenta o esquema desenvolvido pelo autor com todas as medidas propostas para a
bancada, tendo sido também projetadas de acordo com as dimensões das caixas utilizadas no setor de
expedição. Para esse efeito consideraram-se as caixas de maiores dimensões (60cm x 40cm x 40cm).
Figura 68 - Esquema da bancada de trabalho

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
97
A dimensão proposta para a bancada de trabalho (86 cm) permite satisfazer tanto a condição do
levantamento (picking) das caixas depois de abastecidas não ser efetuado a uma altura inferior de 83,1
cm como da altura superfície de trabalho estar situada entre 10-30 cm abaixo do cotovelo.
5.4. Aplicação do programa de ideias e sugestões
A proposta de um programa de ideias e sugestões deve-se a um dos resultados obtidos com a análise
dos questionários sobre os PT aplicados aos colaboradores na secção 4.2.3.1. Numa das questões do
questionário era solicitado aos colaboradores que apontassem sugestões de melhoria para os seus
postos, tendo-se obtido um grau de resposta muito baixo (apenas 2 colaboradores responderam). Isto
poderá evidenciar uma falta de incentivo e motivação dos trabalhadores para estarem envolvidos na
melhoria das suas condições de trabalho.
Além disso, uma das respostas fornecidas apontava que as chefias não tinham tido em consideração as
sugestões dadas pelo colaborador em questão. Quando questionados sobre este aspeto, um dos chefes
de secção mencionou que os colaboradores muitas vezes não entendiam que as suas sugestões nem
sempre eram aplicáveis, tendo em vista a otimização de todo o processo. Desta forma, o problema pode
passar, por um lado, pelo facto dos colaboradores não serem ouvidos pelos seus superiores, e por outro,
pela falta de feedback apropriado por parte das chefias.
Posto isto, delineou-se um programa de sugestões, com as principais etapas a serem consideradas na
sua implementação e manutenção. O fluxograma da Figura 69 pretende representar de forma geral as
etapas constituintes do programa.
Figura 69 - Fluxograma do programa de sugestões

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
98
A primeira fase do programa tem início a partir do momento em que um colaborador tenha uma ideia
que deseje apresentar às chefias/administração enquanto sugestão de melhoria. Essa sugestão tem que
ser apresentada e registada formalmente, sendo que para esse efeito, propõe-se a criação de uma caixa
de sugestões onde possam ser deixadas as ideias dos colaboradores, através do preenchimento de um
formulário. Note-se que a caixa de ideias e sugestões da empresa encontra-se danificada, não estando a
ser utilizada até à data. A Figura 70 demonstra o modelo de uma caixa de sugestões desenvolvido pelo
autor, assim como de um formulário para os colaboradores apresentarem por escrito as suas sugestões.
O formulário de sugestões pode ser visto com maior detalhe no Anexo XVIII - Figura 83.
Figura 70 - Caixa de sugestões e formulário de sugestões
A segunda fase do programa compreende a recolha e o tratamento das sugestões. Um dos membros da
equipa criada para garantir a aplicação/manutenção do programa deve efetuar a recolha diária dos
formulários e fazer uma pré-avaliação das sugestões para verificar se estes foram bem preenchidos e se
estão identificados, assim como para aferir o grau de autenticidade da sugestão. As sugestões repetidas,
isto é, que já tenham sido apresentadas anteriormente por um outro colaborador, serão à partida
excluídas, devendo ser explicado ao autor da ideia o porquê da rejeição. Durante a pré-avaliação efetua-se
também uma triagem das ideias pré-aprovadas, designando quem deverá ser a pessoa (ou pessoas)
responsável por avaliar a aplicabilidade e relevância da sugestão apresentada. Esta pessoa poderá
alguém responsável pela área onde se pretende que a ideia seja implementada (exemplo: chefe de
secção) ou outra pessoa que tenha conhecimento técnico para avaliar a proposta e dar um parecer
adequado.
Na terceira fase tem lugar a avaliação técnica da sugestão apresentada. Aqui determina-se a melhor
forma de implementar as ideias propostas e apuram-se os custos e os ganhos que poderão advir da sua
implementação. A viabilidade da proposta pode ser discutida em reunião entre o autor da ideia e o
membro responsável por avaliar a sua aplicabilidade e relevância para a empresa. Para auxiliar nesta
fase propõe-se a utilização do documento ou folha A3 enquanto ferramenta de gestão desenvolvida pela

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
99
Toyota para a resolução de problemas. Este pode ser visto na Figura 71, enquanto as instruções-chave
para o preenchimento dos diferentes campos figura no Anexo XIX – Tabela 80. A sua utilização durante
as reuniões mostrar-se-ia útil para orientar todo o processo de discussão, permitindo uma abordagem
mais clara aos problemas percebidos pelos colaboradores e uma avaliação com maior rigor às suas
sugestões.
Figura 71 - Folha A3 para reuniões
As ideias aceites pela administração devem ser reconhecidas e premiadas tendo por base o tipo de
sugestões dadas. Estas sugestões de melhoria não têm que implicar necessariamente ganhos financeiros
para a empresa, não devendo por isso ser descuradas ou descredibilizadas pois poderão trazer outro tipo
de benefícios intangíveis como a melhoria do ambiente de trabalho e ou de um procedimento de trabalho
em específico. Desta forma, deve haver 2 tipos de sistemas de remuneração: monetário a ser atribuído a
ideias premiadas com ganhos monetárias para a empresa e outro tipo de prémios como brindes a ser
atribuídos a ideias sem um ganho quantificável para a empresa.
Poderá também ser criado um sistema de pontuação para classificar as ideias premiadas de acordo com
o tipo de melhorias conseguidas – Tabela 34. Quanto às ideias que não tenham sido premiadas mas
tenham sido aprovadas na pré-avaliação, são concedidos 0,5 pontos como forma de reconhecimento pelo
esforço e interesse do colaborador. Assim, os colaboradores vão acumulando pontos e no final do ano a
empresa reconhece e recompensa aquele com a maior pontuação obtida. A pontuação dos colaboradores
deve depois voltar a zero, dando início a uma nova contagem para permitir que tenham todos a mesma
possibilidade de ganhar o prémio anual, incluindo os novos colaboradores recrutados. Com isto está-se a
promover a continuidade do programa ao incitar o envolvimento e participação de todos na procura de
melhorias.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
100
Tabela 34 - Esquema de pontuação do programa de sugestões
Tipo de Sugestão Pontuação
Com ganhos financeiros 5
Melhorias nos processos 3
Outras melhorias 1 Sugestão pré-aprovada 0,5
Na quarta e última fase do programa deve ser dado feedback ao autor da sugestão, independentemente
da ideia ter sido aceite ou não. Particularmente, neste último caso, é importante que a pessoa
responsável pela avaliação seja capaz de justificar a decisão tomada e fazer com que o colaborador
compreenda as razões que levaram a que sua sugestão não fosse aprovada. Caso contrário, a
credibilidade do programa poderá ser posta em causa se os colaboradores acharem que as suas
sugestões e o seu esforço em melhorar não estão a ser reconhecidos e devidamente considerados pela
equipa de avaliação.
5.5. Implementação de documentos para práticas de gestão da qualidade
No subcapítulo 4.2.4 discutiu-se o problema da falta de procedimentos de controlo apropriados da
qualidade das MP assim como do produto final. Pela observação do trabalho diário e através de questões
feitas aos colaboradores e aos chefes de secção, constatou-se, por um lado, que o controlo visual
efetuado sobre as MP é muito superficial e não permite muitas vezes identificar problemas relacionados
com a presença de defeitos nas malhas ou tecidos.
Por sua vez, estes defeitos são maioritariamente provocados por falhas de fabrico dos fornecedores, e
não sendo detetados desde cedo, quando chegam à empresa, poder-se-ão traduzir em custos elevados.
Além disso, verifica-se que os defeitos existentes na matéria-prima, independentemente da fase do
processo produtivo em que sejam detetados, não se encontram registados, o que faz com que a empresa
não tenha uma noção clara da percentagem de defeitos e do tipo de defeitos e também da frequência
com que ocorrem.
Assim, propôs-se a utilização de uma folha para fazer o levantamento e registo dos defeitos. Este
documento deve ser colocado na secção do corte junto dos colaboradores que realizam a estendida da
malha. Como estes têm também a função de identificar defeitos durante o processo, devem ser eles os
responsáveis pelo preenchimento da folha e em caso de dúvidas, devem solicitar a ajuda do chefe
intermédio. A Figura 72 mostra uma parte do documento proposto enquanto o documento completo pode
ser visto no Anexo XX - Figura 84.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
101
Figura 72 - Excerto da folha de registo de defeitos para a secção de corte
Adicionalmente e porque a deteção de defeitos implica afetar recursos humanos e tempo para a
realização de inspeções às MP, propôs-se também a utilização de uma folha para registar os tempos de
inspeção, durante os quais nenhum valor está a ser acrescentado ao produto final. A Figura 73 mostra
um exemplo de um documento de controlo criado pelo autor.
Figura 73 - Folha de controlo dos tempos de inspeção de defeitos
Note-se que na secção 4.2.4.1 não foi possível considerar o custo de inspeção no prejuízo estimado para
o caso analisado. Isto porque não havia nenhum registo dos tempos gastos com a inspeção dos defeitos.
Assim, esta seria uma forma de começar a introduzir uma política de controlo de tempos não produtivos
na empresa e ao mesmo tempo permitiria apurar com maior rigor os custos de não conformidade.
No setor de revista, é feito o registo dos defeitos por uma colaboradora. No entanto, não existe nenhum
documento próprio para fazer este registo, sendo a informação processada por escrito na própria O.F.
Isto dificulta, posteriormente, a tarefa do colaborador responsável por registar a informação
eletronicamente pois este tem que andar a consultar um número considerável de folhas respeitante a
cada O.F. para o qual tenha havido a existência de defeitos. Por conseguinte, poder-se-ia utilizar uma
folha de controlo de defeitos como aquela apresentada no Anexo XX - Figura 85 com umas ligeiras
diferenças no cabeçalho e com uma cor diferente para permitir uma rápida distinção das folhas utilizadas
no setor do corte.
Na secção 4.2.4.2 apontou-se também a falta de registo dos problemas nas peças de vestuário
identificadas pelos colaboradores que realizam a operação de dobragem, no setor de acabamento. Antes
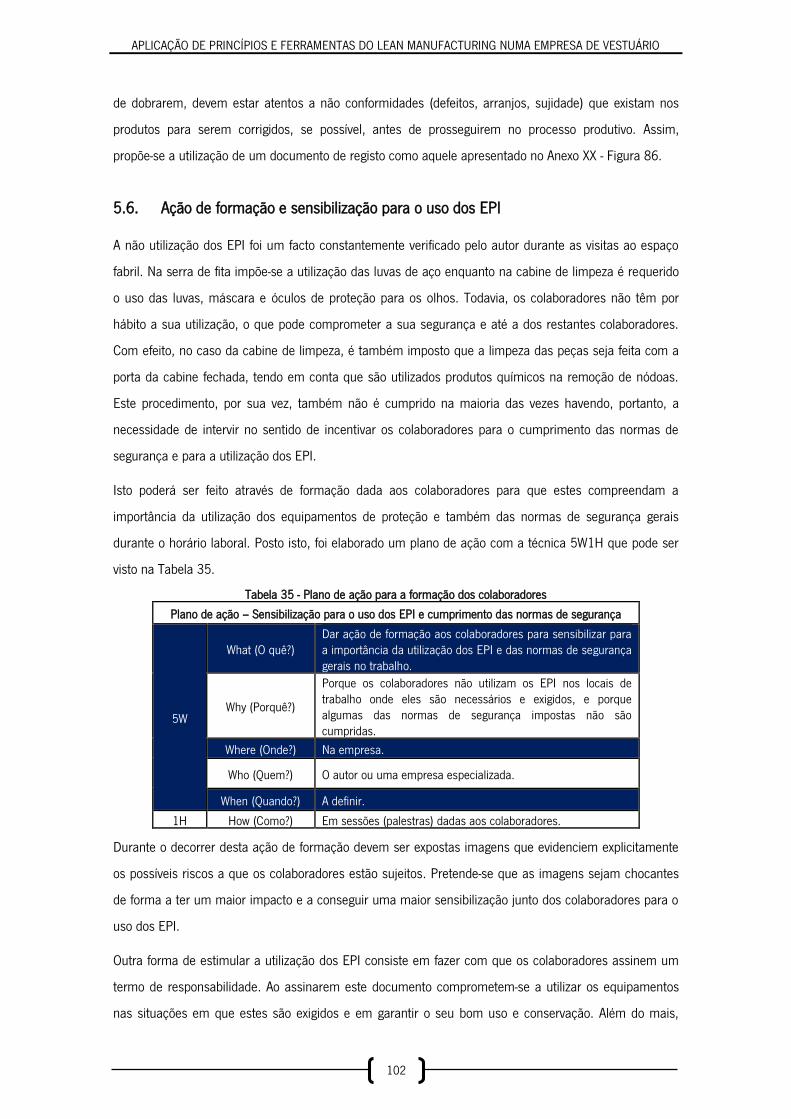
APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
102
de dobrarem, devem estar atentos a não conformidades (defeitos, arranjos, sujidade) que existam nos
produtos para serem corrigidos, se possível, antes de prosseguirem no processo produtivo. Assim,
propõe-se a utilização de um documento de registo como aquele apresentado no Anexo XX - Figura 86.
5.6. Ação de formação e sensibilização para o uso dos EPI
A não utilização dos EPI foi um facto constantemente verificado pelo autor durante as visitas ao espaço
fabril. Na serra de fita impõe-se a utilização das luvas de aço enquanto na cabine de limpeza é requerido
o uso das luvas, máscara e óculos de proteção para os olhos. Todavia, os colaboradores não têm por
hábito a sua utilização, o que pode comprometer a sua segurança e até a dos restantes colaboradores.
Com efeito, no caso da cabine de limpeza, é também imposto que a limpeza das peças seja feita com a
porta da cabine fechada, tendo em conta que são utilizados produtos químicos na remoção de nódoas.
Este procedimento, por sua vez, também não é cumprido na maioria das vezes havendo, portanto, a
necessidade de intervir no sentido de incentivar os colaboradores para o cumprimento das normas de
segurança e para a utilização dos EPI.
Isto poderá ser feito através de formação dada aos colaboradores para que estes compreendam a
importância da utilização dos equipamentos de proteção e também das normas de segurança gerais
durante o horário laboral. Posto isto, foi elaborado um plano de ação com a técnica 5W1H que pode ser
visto na Tabela 35.
Tabela 35 - Plano de ação para a formação dos colaboradores
Plano de ação – Sensibilização para o uso dos EPI e cumprimento das normas de segurança
5W
What (O quê?) Dar ação de formação aos colaboradores para sensibilizar para a importância da utilização dos EPI e das normas de segurança gerais no trabalho.
Why (Porquê?)
Porque os colaboradores não utilizam os EPI nos locais de trabalho onde eles são necessários e exigidos, e porque algumas das normas de segurança impostas não são cumpridas.
Where (Onde?) Na empresa.
Who (Quem?) O autor ou uma empresa especializada.
When (Quando?) A definir.
1H How (Como?) Em sessões (palestras) dadas aos colaboradores.
Durante o decorrer desta ação de formação devem ser expostas imagens que evidenciem explicitamente
os possíveis riscos a que os colaboradores estão sujeitos. Pretende-se que as imagens sejam chocantes
de forma a ter um maior impacto e a conseguir uma maior sensibilização junto dos colaboradores para o
uso dos EPI.
Outra forma de estimular a utilização dos EPI consiste em fazer com que os colaboradores assinem um
termo de responsabilidade. Ao assinarem este documento comprometem-se a utilizar os equipamentos
nas situações em que estes são exigidos e em garantir o seu bom uso e conservação. Além do mais,
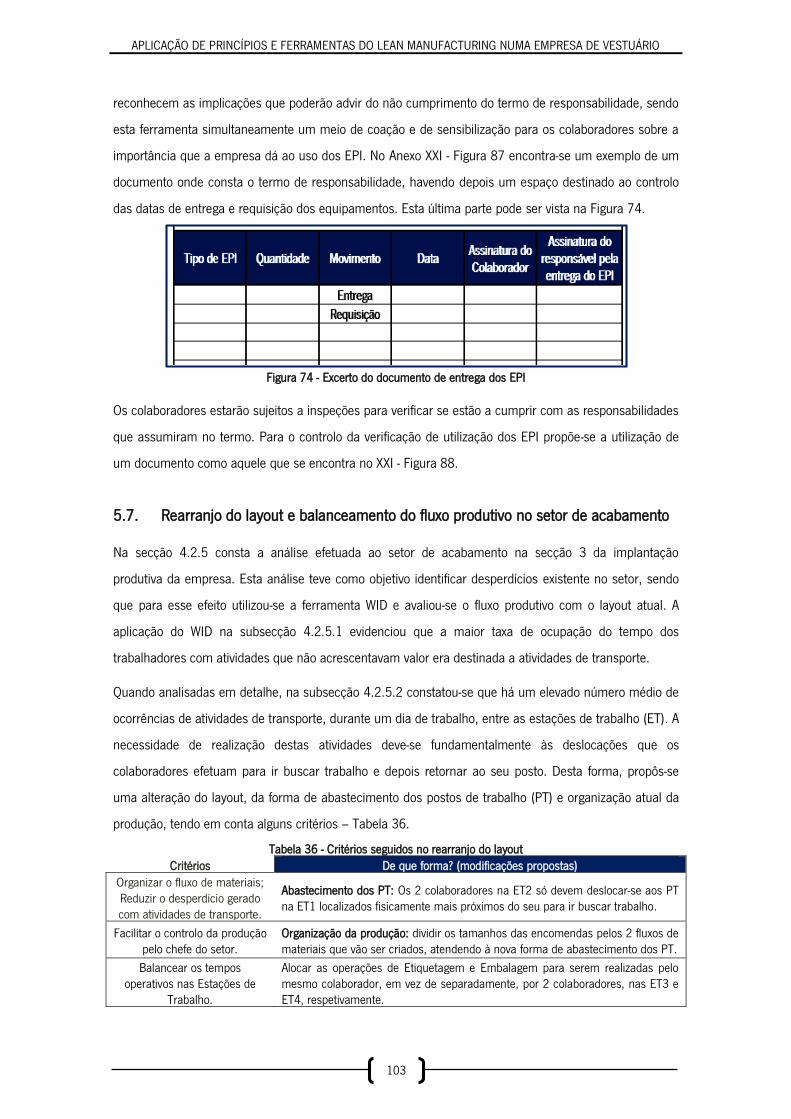
APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
103
reconhecem as implicações que poderão advir do não cumprimento do termo de responsabilidade, sendo
esta ferramenta simultaneamente um meio de coação e de sensibilização para os colaboradores sobre a
importância que a empresa dá ao uso dos EPI. No Anexo XXI - Figura 87 encontra-se um exemplo de um
documento onde consta o termo de responsabilidade, havendo depois um espaço destinado ao controlo
das datas de entrega e requisição dos equipamentos. Esta última parte pode ser vista na Figura 74.
Figura 74 - Excerto do documento de entrega dos EPI
Os colaboradores estarão sujeitos a inspeções para verificar se estão a cumprir com as responsabilidades
que assumiram no termo. Para o controlo da verificação de utilização dos EPI propõe-se a utilização de
um documento como aquele que se encontra no XXI - Figura 88.
5.7. Rearranjo do layout e balanceamento do fluxo produtivo no setor de acabamento
Na secção 4.2.5 consta a análise efetuada ao setor de acabamento na secção 3 da implantação
produtiva da empresa. Esta análise teve como objetivo identificar desperdícios existente no setor, sendo
que para esse efeito utilizou-se a ferramenta WID e avaliou-se o fluxo produtivo com o layout atual. A
aplicação do WID na subsecção 4.2.5.1 evidenciou que a maior taxa de ocupação do tempo dos
trabalhadores com atividades que não acrescentavam valor era destinada a atividades de transporte.
Quando analisadas em detalhe, na subsecção 4.2.5.2 constatou-se que há um elevado número médio de
ocorrências de atividades de transporte, durante um dia de trabalho, entre as estações de trabalho (ET). A
necessidade de realização destas atividades deve-se fundamentalmente às deslocações que os
colaboradores efetuam para ir buscar trabalho e depois retornar ao seu posto. Desta forma, propôs-se
uma alteração do layout, da forma de abastecimento dos postos de trabalho (PT) e organização atual da
produção, tendo em conta alguns critérios – Tabela 36.
Tabela 36 - Critérios seguidos no rearranjo do layout
Critérios De que forma? (modificações propostas)
Organizar o fluxo de materiais; Reduzir o desperdício gerado com atividades de transporte.
Abastecimento dos PT: Os 2 colaboradores na ET2 só devem deslocar-se aos PT na ET1 localizados fisicamente mais próximos do seu para ir buscar trabalho.
Facilitar o controlo da produção pelo chefe do setor.
Organização da produção: dividir os tamanhos das encomendas pelos 2 fluxos de materiais que vão ser criados, atendendo à nova forma de abastecimento dos PT.
Balancear os tempos operativos nas Estações de
Trabalho.
Alocar as operações de Etiquetagem e Embalagem para serem realizadas pelo mesmo colaborador, em vez de separadamente, por 2 colaboradores, nas ET3 e ET4, respetivamente.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
104
Com base nesses pressupostos, foram então propostas várias modificações no setor. A configuração
idealizada para o layout com a primeira proposta encontra-se ilustrada na Figura 75.
Figura 75 – Layout futuro (proposta 1) para o setor de acabamento
Pela análise do layout atual apresentado anteriormente na secção 4.2.5.2 na Figura 49, observou-se um
fluxo de material muito confuso, em especial, entre as estações de trabalho 1 e 2, onde se realizam as
operações de engomagem e dobragem, respetivamente. Aqui verificou-se que os colaboradores na ET2
deslocavam-se a qualquer um dos postos na ET1 para ir buscar trabalho e depois retornar ao seu posto,
mesmo que isso implicasse ir ao PT situado mais longe fisicamente do seu. Perante a forma aleatória de
abastecimento dos postos na ET2, verificou-se então um grande desperdício em termos de distâncias
percorridas pelos colaboradores com deslocações e com o tempo de trabalho que estava a ser
despendido com esta atividade não produtiva. Para reduzir o desperdício existente, foi proposto uma nova
forma de abastecimento onde passa a estar pré-definido que os colaboradores na ET2 só podem
deslocar-se aos PT na ET1 relativamente mais próximos do seu para ir buscar trabalho. Assim a ET2.P01
passa só a receber trabalho dos P01, P02 e P03 da ET1 (trajeto marcado a azul na Figura 75), ao passo
que na ET2.P02 só será enviado trabalho proveniente dos P04, P05 e P6 da ET1 (trajeto marcado a
vermelho na Figura 75). Além de reduzir o desperdício relativo às atividades de transporte, esta alteração
permitiria organizar o fluxo de materiais, ao torná-lo menos confuso e mais direito, entre as ET em
questão.
No seguimento desta proposta, foi também pensada numa nova forma de organizar a produção, e que
consiste em dividir os tamanhos das encomendas, pelos 2 fluxos de produção presentes no setor,
sinalizados com a cor azul e vermelha na figura 75. Assim, a título de exemplo, ter-se-ia os tamanhos XS,
S e M de uma dada encomenda a serem processados no fluxo azul, enquanto os restantes tamanhos L,

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
105
XL e XXL seriam encaminhados para serem processados no fluxo vermelho ao longo das 4 operações de
acabamento. Esta modificação pretende facilitar o controlo de produção pelo chefe intermédio do setor de
acabamento, sem que este tenha que estar obrigatoriamente presente para efetuar esse controlo. A nova
forma de organização da produção, não só minimiza o risco de mistura dos tamanhos das peças de
vestuário, como também facilita a assunção de responsabilidades pelo chefe aos seus subordinados.
Propôs-se também uma alteração da disposição física dos trabalhadores no setor. Em vez dois 2
colaboradores alocados à ET2 realizarem a operação de dobragem no mesmo espaço físico, passam a
estar separados, uma em cada mesa de apoio. À sua frente, na mesma mesa, deverão estar as
colaboradoras responsáveis pela realização das operações subsequentes de acabamento das peças. Esta
alteração pretende que o trabalho possa ser empurrado por cima da mesa para a ET seguinte, sem que
haja a necessidade de deslocação para transportar trabalho de uma mesa para outra, como acontecia
inicialmente.
Outra das alterações implícitas na proposta consiste em agrupar as tarefas de etiquetagem e embalagem
realizadas, respetivamente, na ET3 e ET4. Desta forma, os 2 colaboradores que antes realizavam só uma
destas operações no seu posto, passam agora a ser responsáveis por executar as duas operações de
acabamento. Isto permitiria colmatar um dos problemas identificados com a análise do WID na
subsecção 4.2.5.1 referente à falta de balanceamento no fluxo produtivo.
Os TC das operações de etiquetagem e embalagem estava abaixo do TT em cerca de 56% e 58%,
respetivamente, originando assim um valor de idle time (tempo ocioso) de aproximadamente 10
segundos nas ET3 e ET4. A realização das 2 operações, de forma sequencial, por uma só pessoa
permitiria balancear os TC nas ET. A Figura 76 pretende refletir o novo cenário para os TC nas ET,
considerando a alteração efetuada para a ET3, por se ter agrupado as operações de etiquetagem e
embalagem para serem realizadas em conjunto pelo mesmo colaborador.
Figura 76 - Tempo de ciclo e takt time nas ET (situação futura)

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
106
Na projeção feita, o TC da ET3 resulta da soma dos tempos das operações obtidos nas estações 3 e 4 na
análise da situação inicial ilustrada anteriormente, na secção 4.2.5.1, na Figura 47. Esta alteração
permite eliminar o tempo ocioso dos colaboradores responsáveis pelas operações de etiquetagem e
embalagem. Com um TC de 0,45 minutos, constata-se que este ultrapassa agora o valor do TT de 0,39
minutos em aproximadamente 14%, de igual forma ao que já acontecia para as ET1 e ET2, embora com
um diferencial ainda mais significativo. O ideal seria ter para todas as ET o tempo operativo abaixo do takt
time, por este último ditar o ritmo de produção necessário para atender à procura dentro do tempo
previsto para produção. Embora isto não aconteça, verifica-se que a empresa é capaz de dimensionar
recursos suficientes (mão-de-obra) para responder às necessidades de produção do setor. Para aferir esta
capacidade, foram feitos alguns cálculos, nomeadamente, com o número de trabalhadores que seriam
necessários para cada ET dentro do período de tempo analisado (3 dias de trabalho) para responder à
produção programada. Assim, na Tabela 37 encontra-se o número de colaboradores necessários para
cada ET, tendo em conta o tempo de trabalho disponível (1380 minutos) para atender à produção
programada (3500 peças).
Tabela 37 - Número de trabalhadores necessários nas ET
Tempo total (minutos)
Tempo para produzir 3500
peças (minutos)
Tempo disponível trabalho (minutos)
Nº de trabalhadores necessários
Capacidade do setor (nº de
trabalhadores)
ET1 1,63 5705
1380
5 6
ET2 0,58 2030 2 2
ET3 0,45 1575 2 2
Anteriormente, na secção 4.2.5.2, pela análise da Figura 47 notou-se um claro subdimensionamento da
capacidade das ET, sobretudo na ET1, com o TC a ser superior ao TT em mais de 300%. Para colmatar
essa insuficiência, é preciso naturalmente ter mais colaboradores nesta estação para realizar a operação
de engomagem. Tal como os resultados da Tabela 38 evidenciam, para o período de tempo analisado, foi
preciso ter 5 colaboradores afetos aos ferros de engomar, sendo que o setor dispõe de 6 colaboradores
que habitualmente são responsáveis por esta função. Para as restantes ET, verificou-se igualmente que a
empresa tem capacidade para atender à procura com a força de trabalho disponível no setor de
acabamento. Logo não há a necessidade de transferir ou recrutar novos colaboradores.
Assim, com a primeira proposta feita para a configuração do layout, além da melhor organização do fluxo
produtivo, foram feitas projeções sobre as reduções conseguidas nas distâncias percorridas pelos
colaboradores com as atividades de transporte analisadas no setor. Na Tabela 38 faz-se uma comparação
dessas distâncias percorridas, em média, pelos colaboradores e pelo produto para os dois cenários –
atual e futuro, verificando-se uma redução geral de 67%. Deve-se notar que com esta nova disposição
deixa de haver a necessidade de deslocação entre a ET2 e ET3, pois o trabalho pode ser empurrado por
cima da mesa para o posto seguinte. Assim, elimina-se o fluxo identificado a verde no layout atual do
setor, apresentando anteriormente na secção 4.2.5.2 na Figura 49.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
107
Tabela 38 - Distâncias médias percorridas entre as ET (proposta 1)
ANTES DEPOIS
Distância percorrida (metros) Distância percorrida (metros)
Produto Colaborador Produto Colaborador
ET1.P01 - ET2.P01 3,02 6,04 3,02 6,04
ET1.P02 - ET2.P01 3,83 7,66 3,83 7,66
ET1.P03 - ET2.P01 5,4 10,8 5,4 10,8
ET1.P04 - ET2.P01 6,95 13,9 - -
ET1.P05 - ET2.P01 7,92 15,84 - -
ET1.P06 - ET2.P01 9,88 19,76 - -
ET1.P01 - ET2.P02 2,63 5,26 - -
ET1.P02 - ET2.P02 1,82 3,64 - -
ET1.P03 - ET2.P02 3,35 6,7 - -
ET1.P04 - ET2.P02 4,9 9,8 1,91 3,82
ET1.P05 - ET2.P02 5,87 11,74 2,77 5,54
ET1.P06 - ET2.P02 7,83 15,66 4,73 9,46
ET2.P01 - ET3.P01 2,32 4,64 - -
ET2.P02 - ET3.P01 1,4 2,8 - -
ET3.P01 - ET4-P01 - - - -
ET4.P01 - buffer 0,9 1,8 0,9 1,8
Total 68,02 136,04 22,56 45,12
Redução média das distâncias percorridas – 67%
Apesar das vantagens enunciadas, levantaram-se alguns problemas com a proposta feita. A colocação de
carrinhos rolantes perto do ET3.P01 para serem aí deixadas as peças depois de embaladas, mostrar-se-ia
um inconveniente por estar a bloquear um caminho de passagem e por estarem demasiado próximos das
máquinas de costura (não estão ilustradas no layout apresentado). Além disso, pretendeu-se conseguir
uma redução ainda mais significativa nas distâncias percorridas entre as estações 1 e 2 e tornar o fluxo
de materiais mais direito. Na Figura 77 é possível visualizar a nova configuração idealizada com a
segunda proposta elaborada para o layout do setor de acabamento.
Figura 77 - Layout futuro (proposta 2) do setor de acabamento

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
108
A análise da figura anterior permite constatar que o novo layout proposto permitiria grandes progressos
na simplificação do fluxo de materiais no setor. Esta segunda proposta mantêm todas as modificações já
sugeridas e mencionadas anteriormente para a proposta 1, apenas com a alteração adicional da
disposição das mesas de trabalho, onde estão as ET2 e ET3, que foi pensada de forma a conseguir uma
aproximação dos PT e um fluxo mais ágil e direto em relação à ET1. Com efeito, em termos de
deslocações, a nova configuração permitiria uma redução das distâncias médias percorridas em cerca de
75%. Estes e outros ganhos projetados irão ser mostrados adiante, na secção 6.1 com a discussão dos
resultados obtidos a segunda proposta de layout que foi efetivamente implementada para o setor de
acabamento da empresa.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
109
6. ANÁLISE E DISCUSSÃO DE RESULTADOS
Ao longo deste capítulo apresentam-se e discutem-se os resultados das propostas implementadas assim
como os resultados que poderiam ser esperados com as propostas que não foram implementadas.
6.1. Resultados das propostas implementadas
As propostas de melhoria apresentadas no capítulo anterior são fundamentadas nos problemas
identificados durante a fase de diagnóstico da implantação produtiva da empresa. Deve notar-se que as
implementações realizadas dizem respeito apenas às propostas efetuadas no setor de acabamento
relacionadas com a alteração do layout e com a nova forma de organizar a produção.
A este respeito, é importante ter em consideração que este setor é aquele que alberga o maior número
de trabalhadores – um total de dez - que estão sobre o controlo de um chefe intermédio. Sentindo a
necessidade de tornar o fluxo de produção mais ágil e facilitar o controlo da produção neste setor,
realizou-se um estudo intensivo que implicou o uso do WID e uma análise do layout com o intuito de
identificar desperdícios no setor.
A maior taxa de ocupação do tempo dos operários no setor de acabamento destinava-se à realização de
atividades de transporte, devendo-se fundamentalmente às deslocações efetuadas para ir buscar trabalho
e regressar ao seu posto. Estas atividades de transporte, quando analisadas com maior detalhe,
permitiram confirmar o desperdício que estava a ser gerado. Embora os tempos gastos por deslocação
não fossem significativos, verificou-se que o seu número de ocorrências era elevado, chegando a perder-
se em média, por dia de trabalho, cerca de 16 minutos, para atividades de transporte no setor.
Outro problema evidente estava no fluxo confuso devido à configuração inadequada do layout e também
na falta de procedimentos para o abastecimento dos PT, em que as colaboradoras saíam do seu PT para
ir buscar trabalho, quando era suposto que não o fizessem, para não quebrar o ritmo de produção. Isto
porque a chefe intermédia, responsável pelo abastecimento entre as ET1 e ET2, nem sempre podia estar
presente para cumprir com essa responsabilidade.
Desta forma, para colmatar as limitações presentes, foram elaboradas duas propostas de reconfiguração
do layout para o setor, entre as quais a segunda mostrou ser aquela com mais benefícios e, portanto, a
que foi implementada. A nova configuração pode ser vista na Figura 77 apresentada anteriormente na
secção 5.7.
Além de tornar o fluxo muito menos confuso e mais direto, a nova disposição permitiu uma maior
proximidade entre as ET e reduziu as distâncias percorridas no abastecimento dos PT, devido também à
nova forma de organizar a produção. Se antes o abastecimento na ET2 poderia ser feito a partir de
qualquer PT alocado à ET1, agora com a nova forma de organizar a produção, a ET2.P01 só recebe

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
110
trabalho dos 3 ferros de engomar localizados fisicamente mais próximos (ET1.P01, ET1.P02 e ET1.P03),
o mesmo acontecendo na ET2.P02.
A par da reconfiguração do layout, houveram alterações na organização da produção. Os diferentes
tamanhos dos produtos passam a ser distribuídos e organizados paralelamente, originando a criação de 2
fluxos distintos no processo de acabamento das peças. A título de exemplo, no fluxo identificado a azul na
Figura 77 são processados os tamanhos XS, S e M e no fluxo identificado a vermelho os tamanhos L, XL
e XXL. Desta forma, a chefe do setor fica com a tarefa de controlo da produção facilitada e há também o
menor risco de haver misturas de tamanhos.
Além disso, os dois colaboradores alocados à ET3 passaram agora a realizar a etiquetagem e embalagem
dos produtos, em vez de cada um deles ser somente responsável por uma das operações. Esta alteração
permitiu balancear os tempos das operações no setor e também diminuir o nível de WIP, em pelo menos
14% correspondente as peças de vestuário que são agora imediatamente embaladas depois de
etiquetadas, e não ficam em espera para serem processadas, entre as ET3 e ET4, como acontecia
antigamente.
Quanto às distâncias percorridas, foi possível projetar uma redução significativa no setor, em cerca de
75%, tendo-se, inclusive, eliminado permanentemente a atividade de transporte que acontecia entre a
ET2 e a ET3. Agora o trabalho pode ser empurrado por cima das mesas de apoio, não havendo a
necessidade de deslocação do colaborador.
Entre as estações 1 e 2 conseguiram-se grandes melhorias em termos de organização do fluxo, ao fixar
os postos da ET1 que abastecem os da ET2. Isto, aliado à maior proximidade entre os postos, repercutiu-
se numa redução das distâncias percorridas e, consequentemente, em menores perdas de tempo e
esforço físico despendidos pelos colaboradores. Na Tabela 39 apresentam-se os valores das distâncias
entre os PT antes e depois da implementação da proposta.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
111
Tabela 39 – Distâncias associadas às atividades de transporte no setor de acabamento ANTES DEPOIS
Distância percorrida (metros) Distância percorrida (metros)
Produto Colaborador Produto Colaborador
ET1.P01 - ET2.P01 3,02 6,04 2,61 5,22
ET1.P02 - ET2.P01 3,83 7,66 1,8 3,6
ET1.P03 - ET2.P01 5,4 10,8 3,37 6,74
ET1.P04 - ET2.P01 6,95 13,9 - -
ET1.P05 - ET2.P01 7,92 15,84 - -
ET1.P06 - ET2.P01 9,88 19,76 - -
ET1.P01 - ET2.P02 2,63 5,26 - -
ET1.P02 - ET2.P02 1,82 3,64 - -
ET1.P03 - ET2.P02 3,35 6,7 - -
ET1.P04 - ET2.P02 4,9 9,8 2,77 5,54
ET1.P05 - ET2.P02 5,87 11,74 1,8 3,6
ET1.P06 - ET2.P02 7,83 15,66 3,76 7,52
ET2.P01 - ET3.P01 2,32 4,64 - -
ET2.P02 - ET3.P01 1,4 2,8 - -
ET3.P01 - ET4-P01 - - - -
ET4.P01 - buffer 0,9 1,8 0,9 1,8
Total 68,02 136,04 17,01 34,02
Redução média das distâncias percorridas – 75%
O autor não teve tempo para voltar a quantificar os tempos das atividades de transporte depois da
implementação do novo layout mas tendo em conta que se eliminou permanentemente as maiores
distâncias percorridas entre as estações 1 e 2, e que entre as estações 2 e 3 a necessidade de
deslocação deixou de existir, é credível assumir uma redução em, pelo menos, 54%, aproximadamente,
tendo em conta só as deslocações eliminadas – Tabela 40.
Tabela 40 - Tempos associados às atividades de transporte no setor de acabamento
Tempos – Segundos (Antes) Tempos – Segundos (Depois)
ET1.P01 - ET2.P01 4,45 4,45
ET1.P02 - ET2.P01 5,94 5,94
ET1.P03 - ET2.P01 8,86 8,86
ET1.P04 - ET2.P01 9,98 -
ET1.P05 - ET2.P01 11,61 -
ET1.P06 - ET2.P01 13,71 -
ET1.P01 - ET2.P02 4,20 -
ET1.P02 - ET2.P02 4,00 -
ET1.P03 - ET2.P02 4,75 -
ET1.P04 - ET2.P02 7,02 7,02
ET1.P05 - ET2.P02 8,70 8,70
ET1.P06 - ET2.P02 10,76 10,76
ET2.P01 - ET3.P01 4,39 -
ET2.P02 - ET3.P01 2,25 -
ET3.P01 - ET4-P01 - -
ET4.P01 - buffer 1,62 1,62
Total 102,24 47,35
Redução média do tempo gasto – 54%
Como se reduziu a maior parte das distâncias prevalecentes no fluxo, certamente que os ganhos aqui
conseguidos serão maiores a respeito do tempo gasto com deslocações. Deve notar-se que a proximidade

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
112
conseguida entre os postos permite, por exemplo, numa deslocação, ir a mais do que um posto na ET1
para ir buscar trabalho. Isto, por sua vez, traduz-se numa redução do número de ocorrências de
atividades de transporte necessárias – que até à data era elevado - para abastecer a ET2 e, por
conseguinte, do tempo gasto pelos colaboradores ao longo de um dia de trabalho com atividades que não
acrescentam valor.
Dos gastos que haviam sido estimados para um ano de trabalho, foi garantida a redução anual em cerca
de 28% correspondente a 143,84€ referentes às deslocações que haviam na configuração anterior entre
as estações de trabalho 2 e 3, e que agora deixaram de existir. Entre as estações 1 e 2, pela diminuição
conseguida no distanciamento entre os PT e pelo menor número de atividades de transporte previsto, é
também expectável que os colaboradores percam menos tempo com deslocações e, por conseguinte, a
taxa de redução dos custos imputados às atividades de transporte no setor será maior.
6.2. Resultados esperados com as propostas não implementadas
As visitas efetuadas à implantação produtiva serviram para identificar vários problemas acerca da má
organização dos PT, nomeadamente, com a ausência de locais próprios para os materiais/equipamentos
serem guardados, falta de normalização na sua identificação e na identificação dos locais para serem
guardados (exemplo: prateleiras), corredores de circulação bloqueados, entre outros, traduzindo-se, por
exemplo, em maiores perdas de tempo para procurar utensílios necessários e também num maior
esforço físico despendido pelos colaboradores para contornar obstáculos.
A principal proposta sugerida passou pela implementação do programa dos 5S´s na implantação
produtiva, por ser de relativa fácil aplicação e pretender envolver todos os colaboradores num esforço
conjunto para ter sempre os PT e os restantes espaços fabris limpos e organizados, com uma clara
demarcação e sinalização dos locais para os materiais e equipamentos serem colocados, tendo por perto
somente os que são estritamente necessários.
Para a aplicação desta metodologia foram planeadas, passo a passo, as etapas necessárias para a sua
implementação, incluindo as sessões de formação que teriam que ser dadas tanto aos operários como às
chefias e à gestão de topo. Foram também criados documentos de apoio tais como uma lista de
instruções para orientar os colaboradores na aplicação dos três primeiros S´s e a checklist para realizar
as auditorias 5S e verificar continuamente o estado de aplicação do programa.
Propôs-se a utilização de outros documentos criados pelo autor, fundamentados na aplicação da gestão
visual na empresa e que também vão de encontro ao programa 5S, tais como o documento para a
classificação das máquinas/equipamentos. Este permitiria à empresa ter sempre presente o estado (ativo
ou inativo) das máquinas/equipamentos dispostas no espaço fabril. A par deste documento, a utilização
das etiquetas vermelhas elaboradas pelo autor seriam úteis para sinalizar os inativos, e para que

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
113
qualquer colaborador percebesse só com a sua leitura, o motivo para não estarem a ser usados e as
ações previstas para eles.
Ainda relativamente à gestão visual, considera-se pertinente o uso e a afixação das matrizes de
competências dos colaboradores nos placards de informação da empresa. Com esta matriz, seria
possível identificar e comparar rapidamente o nível de competências atuais dos colaboradores, facilitando
o trabalho das chefias quando é necessário alocar mão-de-obra a um outro PT ou determinada operação
produtiva. Além disso, pode ser um documento de apoio valioso para planear ações de formação. Ao
estarem visíveis para todos no local de trabalho, é também uma maneira de suscitar um espírito
competitivo saudável entre os colaboradores, para se tentarem superar uns outros e aumentarem o seu
grau de polivalência.
Outra das propostas foi relativa à falta de controlo sobre a qualidade tanto das MP como do produto final
ao longo do processo produtivo. Pelas observações efetuadas notou-se que a presença de defeitos é uma
constante, embora não seja feito um levantamento e registo apropriado. Assim, sugeriu-se a criação de
documentos de controlo de defeitos para serem aplicados no setor do corte, para as matérias-primas, e
no setor de revista e acabamento para as peças de vestuário já confecionadas.
Adicionalmente, foi também proposto um documento para registar os tempos despendidos pelos
colaboradores com tempos de inspeção, para assim tentar incitar à criação de uma cultura de
documentação e controlo relativo às não conformidades e sobre as paragens na produção com atividades
que não acrescentam valor para o produto.
Considerou-se também necessária a implementação de um programa de sugestões/ideias na empresa,
lembrando-se, antes de mais, que a caixa de sugestões existente na empresa encontra-se danificada e
sem uso. Com a aplicação de um questionário aos colaboradores, notou-se uma falta de interesse em
contribuir com sugestões ou ideias para melhorar os PT. Além disso, uma das respostas obtidas no
questionário veio sugerir que as ideias dos colaboradores não eram tidas em conta pelos seus superiores
ou que poderia não haver um feedback apropriado por parte destes relativamente às ideias dos seus
subordinados, levando-os a crer que não eram ouvidos.
Posto isto, delineou-se um programa de ideias e sugestões, descriminando os procedimentos necessários
para a sua implementação e manutenção. Com este programa pretende-se valorizar o potencial humano
quanto ao desenvolvimento da sua criatividade, sendo uma forma de incentivar a participação e o
comprometimento dos colaboradores na resolução de problemas. A inclusão de um sistema de
premiação é feita com o intuito de reconhecer e recompensar as melhores ideias e promover a
continuidade do programa. Embora a administração pretenda colocar uma nova caixa de sugestões, não
foi adiantada nenhuma data para a sua implementação nem como o programa de sugestões seria
abordado.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
114
Da análise ergonómica realizada aos PT com os questionários resultou que os colaboradores
manifestaram dores sentidas em alguma zona corporal, provocadas pelas atividades de trabalho. Com a
aplicação do método REBA verificou-se efetivamente que existem posturas assumidas pelos trabalhadores
com um grande nível de risco associado à ocorrência das LMERT.
Assim, nos ferros de engomar, propôs-se um aumento da altura da bancada de trabalho, para diminuir a
curvatura excessiva do tronco e do pescoço dos colaboradores, e também a utilização de uns tapetes
anti-fadiga e a aplicação de um programa de rotatividade dos trabalhadores, permitindo reduzir o cansaço
e desconforto nos membros inferiores e combater o grau de sedentarismo desta tarefa, pelo facto de
estarem sempre em pé e na mesma posição durante o período de trabalho.
Para as colaboradoras que sobrecarregam o ombro no transporte dos encaixes das peças, para o seu PT
para realizar a formação de lotes, o problema pode ser facilmente contornado pelo uso das prateleiras
com rodas que têm à disposição. Em vez do transporte ser realizado manualmente, as prateleiras podem
ser transportadas até perto dos PT, e a partir daí ser feito o abastecimento pelas próprias colaboradoras,
à medida que vão necessitando de trabalho. Como as prateleiras utilizadas no setor são de grandes
dimensões, propôs-se a aquisição de umas mais práticas com menores dimensões, tendo-se, inclusive,
determinado a altura adequada das prateleiras para não acarretar nenhum risco em termos ergonómicos.
Já para o colaborador afeto ao setor da expedição, notou-se que este tem que se curvar constantemente
para colocar o produto final nas caixas que estão dispostas no chão, pelo que se sugere a colocação de
uma bancada de trabalho onde possa realizar as suas tarefas, eliminando a necessidade dessa curvatura
do tronco.
Com as visitas constantes ao espaço fabril, verificou-se que os colaboradores não utilizavam os EPI
fornecidos pela empresa, pelo que se propõe que seja levada a cabo uma ação de formação para
sensibilizar os colaboradores para a importância da sua utilização. Esta ação serviria também como
forma de alertar para os riscos a que estão sujeitos por não se protegerem devidamente, sendo o uso de
imagens chocantes uma forma de intervenção com maior impacto, mas suscetível de produzir melhores
resultados durante a ação de sensibilização.
Foi também proposto a assinatura de um termo de responsabilidade pelos colaboradores para se
comprometerem a usar corretamente os equipamentos. Este documento serviria também para controlar
as datas de entrega e requisição dos equipamentos, tendo-se notado na empresa, que por vezes, havia o
esquecimento de mandar repor os EPI tanto pelos colaboradores como pelos responsáveis pelo seu
fornecimento.
Juntamente com uma checklist proposta pelo autor para controlar o uso dos EPI, estas medidas seriam
uma forma de garantir o uso e manutenção correta dos equipamentos, evitando-se lesões e minimizando

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
115
a probabilidade de ocorrência de acidentes no trabalho. A administração embora tenha reconhecido o
valor destas ações, não pode obrigar os seus trabalhadores a utilizarem os equipamentos de proteção,
por não haver nenhuma imposição legal que possa ser feita nesse sentido. Considerou, porventura, que a
ação de formação com o uso de imagens chocantes de sensibilização poderá ser uma forma eficaz de
promover o uso dos equipamentos de segurança no trabalho.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
116

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
117
7. CONCLUSÃO
Neste capítulo são apresentadas as principais conclusões, tendo em conta os objetivos traçados e
aqueles efetivamente atingidos com o trabalho realizado na empresa. Adicionalmente, são deixadas
algumas propostas de trabalho futuro a realizar na empresa.
7.1. Conclusões
O autor propôs com este projeto alcançar um conjunto de objetivos relacionados com a melhoria do
sistema produtivo da empresa, recorrendo aos princípios que norteiam a filosofia de Lean Manufacturing
e às suas principais ferramentas. Para isso, foi necessário realizar visitas frequentes ao gemba e efetuar
observações in loco acerca de procedimentos de trabalho, fluxo de materiais, pessoas e informação,
documentos e outras informações recolhidas através de conversas informais e pela aplicação de um
questionário aos colaboradores.
A fase de diagnóstico do sistema produtivo ficou marcada pela realização de diversas ações,
nomeadamente, a análise do fluxo de materiais através do gráfico de sequência-material, análise aos
problemas de qualidade nas MP com recurso à técnica 5WHY e ao diagrama de causa-efeito, análise ao
estado das máquinas/equipamentos, análise às condições ergonómicas dos PT com aplicação de um
questionário aos colaboradores e através da utilização do método REBA, analise à polivalência dos
colaboradores refletida na matriz de competências utilizada e análise às condições de
organização/limpeza dos PT e outros locais da implantação produtiva. Além disso, realizou-se uma
análise aprofundada sobre o setor de acabamento que envolveu a análise da configuração atual do layout
assim como o estudo do tempo de ciclo das operações, takt time, nível de WIP, entre outros indicadores
que permitiram identificar os desperdícios mais relevantes no fluxo produtivo recorrendo ao WID.
Das análises efetuadas sobressaíram vários problemas para os quais foram propostas soluções, tendo
sempre por base os princípios e/ou ferramentas do Lean, entre as quais algumas foram implementadas
e outras são deixadas como sugestões de ações a serem implementadas no futuro. No setor de
acabamento, perante as perdas de tempo dos colaboradores com deslocações e as elevadas distâncias
percorridas ao longo de um dia de trabalho, e devido ao fluxo de materiais confuso, foi proposta uma
nova configuração para o layout que viria depois a ser implementada. Com isto eliminaram-se algumas
atividades de transporte, permitindo uma redução de aproximadamente 54% relativamente ao tempo
médio gasto com deslocações no abastecimento dos PT.
Além disso, para as atividades de transporte prevalecentes foi possível reduzir as distâncias percorridas
pelos colaboradores, pela maior proximidade entre os PT e pelo fluxo mais direito. Por conseguinte, as
distâncias percorridas no setor viram-se reduzidas em cerca de 75%. O tempo que antes estava a ser

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
118
desperdiçado com atividades de transporte que não acrescentam valor nenhum para o produto, pode ser
agora alocado para atividades de valor, deixando de representar um custo sem qualquer retorno para a
empresa.
Além do rearranjo no layout, houveram modificações nos procedimentos de trabalho, alocando-se as
operações de etiquetagem e embalagem para serem realizadas por uma só pessoa. Desta forma, diminui-
se a discrepância existente entre os TC das operações, passando a haver um maior balanceamento. Além
disso, esta alteração permitiu reduzir o nível de WIP em 14% porque as peças de vestuário deixam de
ficar em espera para serem embaladas, depois da operação de etiquetagem. De forma geral, com a
melhor organização do fluxo produtivo e as menores perdas de tempo com atividades de transporte
conseguidas graças à nova configuração do layout, também se pode esperar que o nível de WIP seja
reduzido nas restantes ET.
Perante o problema da desorganização presente nos espaços e PT e pela falta de normalização na
identificação dos locais para os utensílios serem guardados, propôs-se a aplicação do programa 5S e
também da Gestão Visual na implantação produtiva. Em termos ergonómicos, detetaram-se posturas com
elevado nível de risco associado à ocorrência das LMERT, para as quais foram pensadas soluções,
incluindo um programa de rotatividade entre os colaboradores, dimensionamento das superfícies de
trabalho de acordo com as medidas antropométricas recomendadas e a aquisição de tapetes anti-fadiga.
Foi também proposto um programa de ideias e sugestões para promover a participação e envolvimento
dos colaboradores nos projetos de melhoria da empresa e sugerida uma ação de formação para
sensibilizá-los para a utilização dos EPI.
Embora não tenham sido implementadas todas as propostas, considera-se que os objetivos traçados
foram alcançados essencialmente com as mudanças realizadas no setor de acabamento. Além disso,
mais importante do que alterar procedimentos de trabalho, deve-se destacar os progressos conseguidos
junto dos colaboradores.
Ao longo do projeto, as maiores dificuldades sentidas prenderam-se com a resistência oferecida às novas
ideias e às alterações propostas na sua rotina de trabalho. A aversão à mudança é um fator comum
sobretudo para as pessoas mais velhas e que estão há muitos anos acomodadas na sua rotina de
trabalho diária. No entanto, com alguma insistência e a devida explicação dos benefícios que se
pretendiam alcançar com a mudança foi possível conseguir de forma progressiva uma atitude recetiva e
de envolvimento dos colaboradores no trabalho que estava a ser realizado. Assim, moldaram-se algumas
mentalidades, com a introdução de uma nova forma de pensar preconizada pela filosofia Lean de “fazer
mais com menos”. As opiniões e sugestões dadas pelos colaboradores tiveram indubitavelmente um
contributo preponderante durante a fase de diagnóstico, conceção e implementação das propostas.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
119
7.2. Trabalho futuro
A filosofia Lean preconiza o envolvimento de todos na procura incessante e contínua por oportunidades
de melhoria nas organizações. Como tal, é desejo do autor que a empresa, depois de ter sido introduzida
aos princípios e ferramentas de Lean Manufacturing, continue a trabalhar nesse sentido e não descure os
progressos conseguidos até então com a mudança de mentalidades e as ações que foram
implementadas.
Como trabalho futuro a ser desenvolvido para melhorar as condições atuais da empresa considera-se
particularmente importante a aplicação do programa 5S a todas as secções da implantação produtiva,
por aumentar a eficiência no trabalho e implicar o comprometimento e envolvimento dos colaboradores,
sem requerer um investimento avultado.
Sobre esta matéria, o autor acredita ainda que a aplicabilidade do programa 5S de outras ferramentas
Lean tais como a Gestão Visual não se deve restringir à implantação produtiva da empresa, mas antes
ser estendida a toda a organização. Sugere-se, portanto, que se alargue o âmbito de estudo até aos
escritórios da empresa, como forma de aumentar o valor agregado às tarefas realizadas, acabar com
desperdícios, melhorar a fluidez da informação e aumentar a eficiência dos processos administrativos,
para que não comprometam a qualidade do serviço prestado aos clientes.
Existe também trabalho a ser feito quanto à forma de organização e gestão do armazém de matérias-
primas. Aqui a maior limitação prende-se com a dimensão do espaço físico que não é suficiente para
responder às necessidades da secção. Por conseguinte, e porque o trabalho do autor não foi para aqui
direcionado, sugere-se que se faça um estudo aprofundado sobre o armazém com o intuito de melhorar a
organização dos espaços e se desenvolva um sistema de controlo de inventário das matérias-primas, até
à data inexistente.
Também se considera importante apostar na formação contínua dos colaboradores para que estes se
tornem polivalentes e sejam capazes de desempenhar diferentes tipos de funções. As pessoas devem
sentir-se envolvidas no processo de tomada de decisão, que têm um contributo a dar na organização e
que são efetivamente reconhecidas e recompensadas por isso. O potencial humano é hoje encarado
como um dos maiores desperdícios presentes nas organizações, sendo importante que a gestão de topo
assuma um papel pró-ativo no desenvolvimento das pessoas. O programa de ideias/sugestões proposto
seria efetivamente uma forma de valorizar o potencial do capital humano, apelar à criatividade e envolver
as pessoas nos projetos de melhoria e nos objetivos perseguidos pela empresa.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
120

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
121
REFERÊNCIAS BIBLIOGRÁFICAS
Ablanedo-rosas, J. H., Alidaee, B., Moreno, J. C., & Urbina, J. (2010). Quality improvement supported by the 5S, an empirical case study of Mexican organisations. International Journal of Production Research, 48(23), 7063-7087.
Alves, A. C., Dinis-Carvalho, J., & Sousa, R. M. (2012). Lean production as promoter of thinkers to achieve companies’ agility. Learning Organization(3), 219-237. doi: 10.1108/09696471211219930
Arezes, P. M., Barroso, M. P., Cordeiro, P., Costa, L. G. d., & Miguel, A. S. (2006). Estudo antropométrico da população portuguesa. Lisboa: Instituto para a Segurança, Higiene e Saúde no Trabalho (ISHST).
ATP. (2013). Caracterização do setor. Retrieved 17 de Dezembro, 2013, from http://www.atp.pt/gca/index.php?id=18
ATP. (2014). Exportações da ITV: o melhor resultado na era da liberalização! Retrieved 14 de Junho, 2014, from http://www.atp.pt/noticias/detalhes.php?id=959
Bell, S. (2006). Lean enterprise systems: using IT for continuous improvement (Vol. 33). Hoboken, New Jersey: Wiley - InterScience, John Wiley & Sons Inc., Publication.
Benetti, H. P., Filho, J. I. P., Siliprandi, E. M., & Saurin, T. A. (2007). Padronização do Trabalho em uma Fábrica de Artefatos de Cimento. Paper presented at the XXVII Encontro Nacional de Engenharia de Produção, Foz do Iguaçu, PR.
Bhatnagar, R. (2009). Role of logistics in enhancing competitive advantage: a value chain framework for global supply chains. International Journal of Physical Distribution and Logistics Management, 39(3), 202-226.
Braglia, M., Carmignani, G., & Zammori, F. (2006). A new value stream mapping approach for complex production systems. International Journal of Production Research, 44(18-19), 3929-3952.
Cardoso, Á. A., Chaves, C. A., & Yamaute, N. M. (2009). Princípios de Gestão da Produção Enxuta: A arma da Toyota para destronar a GM. Universidade de Taubaté - UNITAU.
Carvalho, M. T. (2012). Lean Manufacturing na indústria de revestimentos de cortiça: Faculdade de Engenharia da Universidade do Porto. Obtido em Março de 2014, de http://repositorio-aberto.up.pt/handle/10216/60447.
Cheng, T. C. E., & Podolsky, S. (1996). Just-in-Time Manufacturing: An introduction. London: Chapman & Hall.
Chitturi, R. M., Glew, D. J., & Paulls, A. (2007). Value stream mapping in a jobshop. Paper presented at the International Conference on Agile Manufacturing, Durham.
Costa, L. F. T. G., & Arezes, P. M. F. M. (2003). Introdução ao Estudo do Trabalho Sebenta de apoio à disciplina de Ergonomia e Estudo do Trabalho I. Guimarães: Grupo de Engenharia Humana do Departamento de Produção e Sistemas da Universidade do Minho.
Dinis-Carvalho, J., Moreira, F., Bragança, S., Costa, E., Alves, A., & Sousa, R. (2014). Waste identification diagrams. Production Planning & Control: The Management of Operations, 1-13.
EquipLeva. (2014). Catálogo - Carros 3/4 Rodas. Retrieved Setembro, 2014, from http://www.equipleva.pt/004.aspx?dqa=0:0:0:9:0:0:-1:53:0
Farhana, F., & Amir, A. (2009). An Investigation of Manufacturing Performance Improvement through Lean Production: A Study on Bangladeshi Garment Firms. International Journal of Business and Management, 4(9), 106-116.
Gahagan, S. M. (2012). Adding value to Value Stream Mapping: a Simulation Model Template for VSM. from http://www.iienet2.org/PrinterFriendly.aspx?id=7584
Ghinato, P. (1995). Sistema Toyota de Produção: Mais do Que Simplesmente Just-in-Time. Revista Produção, 5(2), 169-189.
Ghinato, P. (2000). Elementos Fundamentais do Sistema Toyota de Produção Produção & Competitividade: Aplicações e Inovações. Recife: Adiel T. de Almeida & Fernando M. C. Souza, Editora Universitária da UFPE.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
122
Greif, M. (1991). The Visual Factory: Building Participation Through Shared Information. Portland: Productivity Press.
Grover, J. (2012). 5S Workplaces: When Safety and Lean Meet. EHS Today, 5(6), 47. Hallihan, A., Sackett, P., & Williams, G. M. (1997). JIT manufacturing: The evolution to an implementation
model founded in current practice. International Journal of Production Research, 35(4), 901-920. Hirano, H., Talbot, B., & Bodek, N. (1995). 5 Pillars of the Visual Workplace: The Sourcebook for 5S
Implementation: Productivity Press Tokyo. Hodge, G. L., Ross, K. G., Joines, J. A., & Thoney, K. (2011). Adapting lean manufacturing principles to
the textile industry. Production Planning and Control, 22(3), 237-247. doi: 10.1080/09537287.2010.498577
Huang, C. C., & Liu, S. H. (2005). A Novel Approach to Lean Control for Taiwan-funded Enterprises in Mainland China. International Journal of Production Research, 43(12), 2553-2575.
IAPMEI. (2007). Definição de PME. Fevereiro de 2014, from http://www.iapmei.pt/iapmei-art-03.php?id=1790
Irani, S. A., & Zhou, J. (1999). Value Stream Mapping of a Complete Product. The Ohio State University, Columbus, OH.
Jones, D., & Womack, J. (2002). Seeing the Whole: Mapping the extended value stream. Cambridge: Lean Enterprise Institute.
Jones, D. T., & Womack, J. P. (1996). Beyond Toyota: How to Root Out Waste and Pursue Perfection. Harvard Business Review, 74(5), 140-144.
Karlsson, C., & Ahlstrom, P. (1996). Assessing changes towards lean production.( Lean Production and Work Organization). International Journal of Operations and Production Management., 16(2), 24-41.
Kishida, M., Silva, A. H., & Guerra, E. (2006). Benefícios da implementação do Trabalho Padronizado na ThyssenKrupp: Lean Institute Brasil.
Krichbaum, B. D. (2008). Standardized Work: The Power of Consistency: Process Coaching Inc. LERC. (2004). What is Lean Thinking? Lean Enterprise Research Centre: Cardiff Business School. Liker, J., & Meier, D. (2006). The Toyota Way Fieldbook - A Practical Guide for Implementing Toyota’s
4P’s: McGraw-Hill. Lovelle, J. (2001). Mapping the Value Stream. IIE solutions, 33(2), 26-33. Lubben, R. T. (1989). Just-In-Time: Uma Estratégia Avançada de Produção. São Paulo: McGraw-Hill. Lyons, A. C., Vidamour, K., Jain, R., & Sutherland, M. (2013). Developing an understanding of lean
thinking in process industries. The Management of Operations, 24(6), 475-494. doi: 10.1080/09537287.2011.633576
Maia, L. C., Alves, A. C., & Leão, C. P. (2012a). Design of a Lean Methodology for an Ergonomic and Sustainable Work Environment in Textile and Garment Industry. Paper presented at the Proceedings of the ASME 2012 International Mechanical Engineering Congress & Exposition (IMECE2012), November 9-15, 2012, Houston, Texas, USA.
Maia, L. C., Alves, A. C., & Leão, C. P. (2012b). Implementar o modelo de produção Lean na ITV : porquê e como? Revista da Associação Portuguesa dos Engenheiros e Técnicos Têxteis, Artigo técnico nº 18.
Marchwinski, C., Shook, J., & Schroeder, J. (2008). Lean Lexicon: a graphical glossary for Lean Thinkers. Cambridge, MA: Lean Enterprise Institute.
Margaret, B., Lucy, D., & Neil, T. (2004). Lean or Agile: A solution for supply chain management in the textiles and clothing industry? International Journal of Operations & Production Management, 24(2), 151-170. doi: 10.1108/01443570410514867
Markovitz, D. (2011). A Factory of One: Applying Lean Principles to Banish Waste and Improve Your Personal Performance: CRC Press.
McBride, D. (2004). Toyota and Preventive Maintenance. Retrieved 10 de Setembro, 2014, from http://www.emsstrategies.com/dm050104article2.html
Mello, C. H. P., Souza, L. G. M., Turrioni, J. B., & Campos, D. F. (2012). Auditoria Contínua: Uma Pesquisa-Ação Retrospetiva. Engevista, 14(1), 74-86.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
123
Melton, T. (2005). The benefits of lean manufacturing - What lean thinking has to offer the process industries. Chemical Engineering Research and Design, 83(A6), 662-673. doi: 10.1205/cherd.04351
Nazareno, R. R., Silva, A. L., & Rentes, A. F. (2003). Mapeamento do Fluxo de Valor para Produtos com Ampla Gama de Peças. Paper presented at the XXIII ENEGP - Encontro Nacional de Engenharia de Produção, Minas Gerais, Brasil.
Notrax. (2011). Ergonomic Anti-Fadige and Safety Matting (Vol. 5, pp. 1-44): Catalog published by Dispenser.
Ohno, T. (1988). Toyota Production System: Beyond Large-Scale Production. Ohno, T., & Mito, S. (1988). Just-in-Time for Today and Tomorrow. Cambridge, Massachusetts:
Productivity Press. O’brien, R. (1998). An overview of the methodological approach of action research. Theory and Practice of
Action Research [online]. Retrieved 26 of December, 2013, from http://www.web.ca/~robrien/papers/xx%20ar%20final.htm
Packer, C. L., & Suski, C. A. (2010). Gestão à Vista na Produção como Ferramenta de Trabalho. Paper presented at the I Congresso de Inovação, Tecnologia e Sustentabilidade, Brusque, Santa Catarina.
Pereira, J. d. C. F. (2011). Reconfiguração do sistema de produção de uma empresa de camas atendendo aos princípios de lean thinking: Universidade do Minho, Obtido em Março de 2014, de http://repositorium.sdum.uminho.pt/bitstream/1822/16169/1/Disserta%c3%a7%c3%a3o%20de%20Joana%20Pereira%20%2851194%29.pdf.
Peter, H., Rich, N., Hines, P., Nick, R., Holwe, M., & Matthias, H. (2004). Learning to evolve: A review of contemporary lean thinking. International Journal of Operations and Production Management, 24(9-10), 994-1011. doi: 10.1108/01443570410558049
Queta, V. C. O. G. (2013). Projeto de aplicação de ferramentas Lean e celular numa empresa de sistemas de refrigeração. Obtido em Março de 2014, de http://repositorium.sdum.uminho.pt/bitstream/1822/25664/25661/Disserta%c25663%a25667%c25663%a25663o_Vanessa%25620Queta%202013.pdf.
Ross, G. (2014). Value Stream Mapping Symbols. Retrieved from http://www.leankaizen.co.uk/value-stream-mapping-symbols.html
Rother, M., & Shook, J. (2003). Learning to see: Value Stream Mapping to Create Value and Eliminate Muda. Brookline, Massachusetts: Lean Enterprise Institute.
Sa, J. C., Carvalho, D.-C., & Sousa, R. M. (2011). Waste Identification Diagrams. Paper presented at the A Engenharia como Alavanca para o Desenvolvimento e Sustentabilidade, 6º Congresso Luso - Moçambicano de Engenharia, Maputo, Moçambique.
Salgado, E. G., Mello, C. H. P., Silva, C. E. S. d., Oliveira, E. d. S., & Leal, F. (2006). Identificação das ferramentas da filosofia lean para aplicação no processo de desenvolvimento de produtos. XIII SIMPEP . Bauru, SP, Brasil. , Obtido em Março de 2014, de http://antigo.feb.unesp.br/dep/simpep/anais/anais_2013/artigos/1178.pdf.
Saunders, M., Lewis, P., & Thornhill, A. (2011). Research Methods For Business Students, fifth edition: Pearson Education India.
Sebrosa, R. J. A. (2008). Modelo de avaliação das condições de aplicação da produção magra. Obtido em Março de 2014, em http://run.unl.pt/bitstream/10362/11334/10361/sebrosa%10320_12008.pdf.
Serranheira, F., Pereira, M., Santos, C. S., & Cabrita, M. (2003). Auto-referência de sintomas de lesões músculo-esqueléticas ligadas ao trabalho (LMELT) numa grande empresa em Portugal. Rev Port Saúde Pública, 2, 37-48.
Shah, R., & Ward, P. T. (2003). Lean manufacturing: context, practice bundles, and performance. Journal of Operations Management, 21(2), 129-149. doi: 10.1016/S0272-6963(02)00108-0
Shahram, T., & Cristian, M. (2011). The impact of lean operations on the Chinese manufacturing performance. Journal of Manufacturing Technology Management, 22(2), 223-240. doi: 10.1108/17410381111102234

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
124
Shingo, S. (1989). A study of the Toyota production system: From an Industrial Engineering Viewpoint: Productivity Press.
Silveira, A. O., & Coutinho, H. H. (2008). Trabalho Padronizado: A Busca por Eliminação de Desperdícios. Revista INICIA, 8, 8-16.
Singh, A. K., Sisodiya, R. S., Bisht, R., & Maheshwari, A. (2013). Use of Information System and lean manufacturing to reduce the waste in the process industry. International Journal of Electronics and Computer Science Engineering, 2(2), 778-786.
Souza, K. A., Paula, N., Silva, C. E. S., & Turrioni, J. B. (2004). Implementação e Padronização da Gestão à Vista em uma Empresa de Prestação de Serviços. Paper presented at the XI Simpósio de Engenharia da Produção, São Paulo.
Spear, S., & Bowen, H. K. (1999). Decoding the DNA of the Toyota Production System. Harvard Business Review, 77(5), 95-106.
Team, T. P. P. D. (1996). 5S for Operators: 5 Pillars of the Visual Workplace. Portland: Productivity Press. Team, T. P. P. D. (1998). Just-in-time for Operators. Portland (Oregon), USA: Productivity Press. Team, T. P. P. D. (2002). Standard Work for the Shopfloor. New York: Productivity Press. Walters, C. (2012). Toyota Way Principle 7 - Visual Controls. Retrieved from
http://leanblitzconsulting.com/2012/06/toyota-way-principle-7-visual-controls/ Wang, J. X. (2010). Lean manufacturing: business bottom-line based: CRC Press. Womack, J. P., & Jones, D. T. (2003). Lean Thinking: Banish Waste and Create Wealth in Your
Corporation (Vol. 10): Simon & Schuster. Womack, J. P., Jones, D. T., & Roos, D. (1990). The machine that changed the world: New York: Rawson
Associates. Yeung, C. L., & Chan, L. Y. (1999). Towards TQM for foreign manufacturing firms operating in mainland
China (total quality management). International Journal of Quality and Reliability Management, 16(8), 756-771.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
125
ANEXOS

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
126

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
127
ANEXO I – ORGANIGRAMA DA EMPRESA

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
128
Figura 78 - Organigrama da empresa

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
129
ANEXO II – LAYOUT DO ESPAÇO FABRIL

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
130
Figura 79 – Layout do espaço fabril

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
131
ANEXO III – FLUXO DE INFORMAÇÃO

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
132
Figura 80 - Fluxo de informação

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
133
ANEXO IV – GRÁFICO DE SEQUÊNCIA DA MALHA/TECIDO

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
134
Tabela 41 - Gráfico de sequência-material da malha/tecido
Gráfico de Sequência da Malha/Tecido
Aprovado por:
ATIVIDADES
Operação
Transporte
Folha nº 1/3 DATA: ___/___/ ___
Controlo
Esperas
Armazenagem
Secção Nº Designação da Atividade
Distância (metros)
Observações
1
1 Transporte dos rolos de malha até aos carrinhos rolantes onde são colocados.
4,85
2 Os rolos ficam em espera até ser feito o teste de Qualidade à malha.
3 Teste de qualidade da malha (pesagem, verificação da gramagem, etc).
4 Transporte e armazenagem dos rolos com o auxílio da empilhadora.
9
5
Transporte dos rolos nos carrinhos rolantes até à entrada da Secção 2 onde ficam em espera.
9,3
2
6 Transporte da malha para a máquina de estender automática.
2,2
7 Operação de estendimento e controlo de defeitos.
8.a Arrastar colchão até à máquina de corte automática.
6,00
8.b Transporte do colarete para mesa de apoio onde fica em espera.
20,00
9 Operação de corte dos colchões na máquina de corte automática e controlo.
10 Identificação e separação dos encaixes cortados.
11 Os encaixes são colocados em prateleiras e ficam em espera.
0,90
12
Transporte dos encaixes para a mesa de apoio e operação de formação de lotes e controlo.
15,69
13.a Transporte dos lotes para a zona de confeções, onde ficam em espera.
1,52

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
135
Gráfico de Sequência da Malha/Tecido
Aprovado por:
ATIVIDADES
Operação
Transporte
Folha nº 2/3 DATA: ___/___/ ___
Controlo
Esperas
Armazenagem
Secção Nº Designação da
Atividade
Distância (metros)
Observações
2
13.b
Transporte dos “encaixes” para Estampar/Bordar para as prateleiras onde ficam em
espera.
9,39
13.c Transporte do colarete para
a máquina de costura. 2,56
14 Preparação da malha na
máquina de costura (coser as bordas antes de cortar).
15 Transporte da malha para a máquina de cortar colarete.
0,61
16 Operação de corte do colarete que depois é
embalado e fica em espera.
17 Controlo das encomendas
para as empresas subcontratadas.
18 Transporte do colarete para
as confeções subcontratadas (exterior).
9,14
19 Transporte dos lotes para as confeções subcontratadas
(exterior). 3,79
20 Transporte dos encaixes para as estamparias ou
bordados (exterior). 10,64
3
21
Transporte das peças confecionadas vindas das empresas subcontratadas, para carrinhos, onde ficam
em espera.
3,62
22 Transporte das peças para
mesa de apoio. 2,28
23 Contagem das peças e
controlo.
24 Transporte das peças para a
zona inicial de armazenagem.
2,28
25.a Transporte das peças para empresas externas para
serem embaladas (exterior). 3,62

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
136
Gráfico de Sequência da Malha/Tecido
Aprovado por:
ATIVIDADES
Operação
Transporte
Folha nº 3/3 DATA: ___/___/ ___
Controlo
Esperas
Armazenagem
Secção Nº Designação da
Atividade
Distância (metros)
Observações
3
25.b Transporte das peças para o setor de acabamento onde
ficam em espera.
10,29
26 Transporte das peças para
os ferros de engomar. 10,11
27 Operação de engomagem
das peças.
28 Transporte das peças para a
mesa de dobragem. 5,20
29 Controlo de defeitos e sujidade nas peças.
30 Transporte das peças sujas para a cabine de limpeza.
1,90
31 Limpeza das peças.
32 Transporte das peças limpas para a mesa de dobragem.
1,90
33 Operação de dobragem das
peças.
34 Transporte das peças para a
mesa de etiquetagem e embalamento.
2,15
35 Operação de etiquetagem
das peças.
36 Operação de embalagem
das peças.
37 Transporte das peças
embaladas para carrinhos rolantes.
0,9
38 Transporte das peças para o
setor de expedição. 7,95
39 Colocação das peças em caixas, onde ficam em
espera.
40 Expedição das peças para os
clientes. 8,40
TOTAL 14 28 7 10 1 166,19

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
137
ANEXO V – MATRIZ DE COMPETÊNCIAS

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
138
Tabela 42 - Matriz de competências do setor de corte
Matriz de Competências Setor: Corte Data: 11/03/2014 Documento nº: 1 Página: 1/1
Nº de Identificação do
Colaborador
Operação
1 - Estender manualmente
2 – Estender com máquina
3 – Corte manual riscas (c/tesoura)
4 – Corte (c/máquina automática)
5- Corte (c/serra de fita)
6 – Corte (c/tesoura elétrica)
7 – Formar lotes 8 – Cortar Colarete
081
063
040
079
016
099
107
068
089

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
139
Tabela 43 - Matriz de competências do setor de acabamento e expedição
Matriz de Competências
Setor: Acabamento e expedição
Data: 11/03/2014
Documento nº: 3 Página: 1/1
Nº de Identificação do
Colaborador
Operação
1 - Engomar 2 – Dobrar 3 – Etiquetar 4 – Embalar 5 - Expedição
029
058
104
080
114
067
066
082
069
124
131
017
123
044
1

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
140

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
141
ANEXO VI – METODOLOGIA UTILIZADA NA ELABORAÇÃO DO QUESTIONÁRIO

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
142
Aplicação de um Questionário
Com o objetivo de caracterizar as condições de trabalho dos colaboradores nos seus Postos de Trabalho
(PT) e detetar oportunidades de melhoria ou lacunas que necessitem de ser resolvidas, foi elaborado um
questionário para ser aplicado aos colaboradores. Assim, procurou-se apurar o grau de satisfação dos
colaboradores com as condições atuais relativamente ao ambiente de trabalho da empresa, a nível geral,
e com os seus respetivos PT e as funções inerentes aí desempenhadas, a nível particular.
Sendo um dos objetivos do presente trabalho, a redução do esforço físico dos trabalhadores e a
consequente diminuição da probabilidade de ocorrência de lesões músculo-esqueléticas relacionadas
com o trabalho (LMERT), foi importante recolher informação junto dos colaboradores a respeito da
perceção que têm sobre as suas condições de trabalho. Isto para identificar situações que estejam a
exigir do trabalhador, um esforço anormal durante a execução das tarefas, que não é esperado que exista
se não tiver exposto a situações de stress físico e também mental.
A) População Alvo (Amostra)
O questionário foi dirigido aos colaboradores que operam no espaço fabril e estão distribuídos pelas três
secções funcionais da implantação produtiva da empresa. A divulgação e distribuição do questionário, a
ser preenchido em papel, foi feita presencialmente (face-to-face) e individualmente, a todos os
colaboradores, compreendendo uma amostra de 34 indivíduos.
B) Temas a abordar
A estruturação do questionário foi efetuada com base em 5 grandes categorias ou grupos subentendidos
nas questões formuladas aos colaboradores. Na Tabela 44 são apresentadas essas categorias e
descriminadas as questões que se incluem em cada uma delas.
Tabela 44 - Categorização das questões formuladas no questionário
GRUPO Nº das Questões
Caracterização da Amostra 1, 2, 3, 4 e 5
Condições gerais do ambiente de trabalho
9, 10, 11 e 12
Condições gerais dos Postos de Trabalho
6, 7, 13, 14, 15, 16, 17, 18, 19 e 31
Caracterização do esforço imposto na realização das tarefas
e o risco de lesões associado
8, 20, 21, 22, 23, 24, 25, 26, 27, 28 e 29
Oportunidades de mudança (melhorias)
30, 32 e 33
O primeiro grupo compreende o grupo de questões que foram levantadas para fazer a caracterização da
amostra, nomeadamente, quanto ao seu género, altura, idade, tempo de trabalho na empresa e no PT
onde está afeto.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
143
Com o segundo grupo pretendeu-se a avaliar as condições percecionadas pelos colaboradores quanto ao
ambiente de trabalho da empresa, ao nível do ruído, iluminação e das temperaturas ambientais tanto no
verão como no inverno.
A caracterização dos PT foi desenvolvida com o terceiro grupo onde, entre outras questões, pretendeu-se
saber a forma como os colaboradores executam o seu trabalho (de pé, sentado ou ambos), que braço
utilizam frequentemente para trabalhar e se têm espaço suficiente para realizar livremente as suas
funções no seu posto. Além disso, aferiu-se se haviam as condições necessárias para os colaboradores
executarem o seu trabalho confortavelmente, quer este seja desempenhado em pé ou sentado, sem
suscitar qualquer desconforto ou stress anormal.
No quarto grupo, foi avaliada a perceção dos colaboradores quanto ao esforço físico exigido na realização
das tarefas. A título de exemplo, a população inquirida foi questionada acerca da necessidade de usar
força excessiva para efetuar o seu trabalho e se tem necessidade de efetuar o transporte de carga
manualmente no desempenho das suas funções. Adicionalmente, pretendeu-se saber se eles costumam
sentir dores ou cansaço provocado pela realização do seu trabalho, sendo-lhes pedido também que
indiquem as zonas corpóreas onde essa dor/cansaço se costuma manifestar.
O quinto e último grupo compreende o grupo de questões formuladas para identificar oportunidades de
implementação de mudanças para melhorar as condições dos colaboradores. Assim, estes são
questionados sobre o seu interesse em alterar os procedimentos de trabalho atuais quanto à forma de
realização de tarefas, ou se manifestam vontade em mudar de posto para a realização de outras funções.
Adicionalmente, o questionário termina com uma questão de resposta aberta, onde é dada a liberdade
aos inquiridos para deixar sugestões de melhoria para o seu posto.
C) Técnica de recolha de dados
Para conseguir a maior taxa de resposta possível ao questionário, procurou-se que este fosse construído
para ser curto e o mais simples possível. Era necessário garantir que os colaboradores compreendessem
o que era pedido no questionário e que o seu preenchimento não representasse qualquer incómodo por
ser longo ou apresentar questões demasiado complexas. Uma vez que se verificou que uma grande parte
dos colaboradores já tem uma certa idade e não são adeptos da utilização das novas tecnologias, teve
que se excluir a hipótese de preenchimento do questionário via online, embora mostrasse ser uma forma
mais prática de recolher e tratar dados.
Assim, o questionário foi concebido eletronicamente e depois impresso para ser distribuído em papel aos
colaboradores constituintes da amostra. Antes disso, o questionário foi aplicado, também em papel, a
uma amostra preliminar para que fosse possível testar seu funcionamento, antes de ser validado. Outro
dos propósitos foi verificar se o preenchimento do questionário não seria um processo moroso para os
respondentes, sendo que o objetivo era que não demorasse mais de 5 minutos.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
144
D) Tratamento dos dados
As respostas fornecidas no preenchimento do questionário, em formato de papel, foram transcritas
eletronicamente para o Microsoft Excel e tratadas (codificação). Os dados foram depois copiados para o
programa de tratamento de dados estatísticos, SPSS, para se proceder a uma análise quantitativa das
respostas dadas às questões. As perguntas de resposta aberta, por implicarem um tratamento qualitativo
na sua análise não foram consideradas na estatística realizada com o SPSS.
Para efeitos de análise foram validados e considerados 34 questionários, ou seja, o correspondente a
100% do total de respostas obtidas com a implementação do questionário. As taxas de resposta obtidas
para cada questão são apresentadas adiante no Anexo VIII - Tabela 46.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
145
ANEXO VII – QUESTIONÁRIO SOBRE OS PT

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
146
Tabela 45 – Questionário aos colaboradores sobre os PT
Questionário (somente para fins académicos)
Avaliação aos Postos de Trabalho (Selecione com um X a opção correta)
Página: ¼ Data:
1 - Indique, por favor, o seu género?
Feminino Masculino
2 - Indique, aproximadamente, a sua altura?
(escreva na linha de baixo)
-------------------------------------------------------------------------------------------
3 - Indique, por favor, a sua idade?
Até 20 anos
De 21 anos até 30 anos
De 31 anos até 40 anos
De 41 anos até 50
Mais de 50
4 - Há quanto tempo trabalha na empresa?
Há menos de 1 ano
Entre 1 ano e 3 anos
Entre 4 anos a 6 anos
De 7 anos a 9 anos
10 ou mais anos
5 - Há quanto tempo está no mesmo posto de
trabalho?
Há menos de 1 ano
Entre 1 ano e 3 anos
Entre 4 anos a 5 anos
Mais de 5 anos
6 – Gosta das funções que executa?
Sim
Mais ou menos
Não
7 – Como considera a forma como se coloca para
executar as suas tarefas?
Muito desconfortável
Desconfortável
Confortável
8 – Como é o ritmo de trabalho?
Acelerado
Normal
Lento
9 – Como considera o nível de ruído no seu posto
de trabalho?
Elevado
Razoável
Baixo
10– Como considera a iluminação no seu posto de
trabalho?
Boa
Razoável
Insuficiente
11 – Como considera a temperatura ambiental no
Inverno?
Muito frio
Frio
Razoável
Quente
Muito Quente
12 – Como considera a temperatura ambiental no
Verão?
Muito frio
Frio
Razoável
Quente
Muito Quente

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
147
Questionário (somente para fins académicos)
Avaliação aos Postos de Trabalho (Selecione com um X a opção correta)
Página: 2/4 Data:
13 – A altura da mesa é adequada para
desempenhar as suas funções?
Sim Não
13.1 - Se respondeu “Não”, Diga Porquê:
A mesa devia ser mais alta
A mesa devia ser mais baixa
Outro. Diga o motivo:
14 – Como executa o seu trabalho?
De pé
Sentado
Ambos
Se respondeu “De pé” avance para a pergunta 19.
15 – Considera que a sua cadeira está bem
ajustada à sua altura?
Sim
Não
16 – Ajusta a cadeira quando é necessário?
Sim
Não. Porquê?
17 – Utiliza uma almofada na sua cadeira?
Sim
Não
18 – Considera a distância do pé ao pedal da
máquina adequada? (responda se desempenhar
funções em máquinas de costura)
Sim Não
19 – Qual é o braço que utiliza frequentemente
para trabalhar?
Direito
Esquerdo
Ambos
20 – Necessita de recorrer ao uso de força
excessiva para efetuar o seu trabalho?
Sim
Não
21 – Necessita de efetuar o levantamento e
transporte de cargas no desempenho das suas
funções?
Sim
Não
Se respondeu “Não”, avance para a pergunta 25.
22 – O levantamento e transporte de cargas são
realizados manualmente (só com o corpo)?
Sempre
Às vezes.
Nunca.
23 – Indique, por favor, em média, o peso que
tem que levantar por carga?
Menos do que 5 Quilos
Entre 5 e 10 Quilos
Mais de 10 Quilos
24 – Considera o esforço físico demasiado exigente
no levantamento das cargas?
Sim
Não

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
148
Questionário (somente para fins académicos)
Avaliação aos Postos de Trabalho (Selecione com um X a opção correta)
Página: 3/4 Data:
25 – Nos últimos 12 meses, sentiu algum incómodo, dor ou cansaço no corpo, provocado pelo
desempenho das suas funções?
Sim
Não
26 – Indique, por favor, as áreas do corpo onde
sentiu dor?
1. Coluna Cervical?
Sim Não
2. Ombros?
Sim, no direito
Sim, no esquerdo
Sim, em ambos
Não
3. Cotovelos?
Sim, no direito
Sim, no esquerdo
Sim, em ambos
Não
4. Punhos/mãos?
Sim, no direito
Sim, no esquerdo
Sim, em ambos
Não
5. Coluna dorsal?
Sim
Não
6. Coluna lombar?
Sim
Não
7. Ancas/Coxas?
Sim
Não
8. Pernas/Joelhos?
Sim
Não
9. Pés/Tornozelos?
Sim
Não
27 – Já ficou afastado do trabalho devido a essas
dores?
Sim.
Não
28 – Qual o grau de dificuldade das operações que
executa diariamente?
Difícil
Razoável
Fácil
29 – Como é que se sente no final de um dia de
trabalho?
Muito cansado
Um pouco cansado
Normal
30 – Gostaria de poder alternar a realização das
suas funções, entre estar sentado e a pé?
Sim
Não

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
149
Questionário (somente para fins académicos)
Avaliação aos Postos de Trabalho (Selecione com um X a opção correta)
Página: 4/4 Data:
31 – Considera que tem espaço suficiente no seu
posto de trabalho, para poder mover-se
livremente?
Sim
Não
32 – Gostaria de mudar de posto de trabalho?
Sim
Não sei
Não
32.1 – Se respondeu que “Sim” indique o motivo:
33 – Sugestões para melhorar o seu posto de trabalho:

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
150

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
151
ANEXO VIII – RESULTADOS DOS QUESTIONÁRIOS SOBRE OS PT

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
152
Tabela 46 - Resultados dos Questionários
Resultados dos Questionários Folha: 1/2
Nº
Opções de Resposta Número de respostas obtidas
a b c d e Tamanho Amostra
Nº Respostas
% N.R % N.T.R %
1 26 76,50% 8 23,50% - - - - - - 34 34 100,00% 0 0,00% 0 0,00%
3 2 5,90% 6 17,60% 8 23,50% 11 32,40% 7 20,60% 34 34 100,00% 0 0,00% 0 0,00%
4 4 11,80% 7 20,60% 1 2,90% 6 17,60% 16 47,10% 34 34 100,00% 0 0,00% 0 0,00%
5 6 17,60% 8 23,50% 2 5,90% 18 52,90% - - 34 34 100,00% 0 0,00% 0 0,00%
6 22 64,70% 12 35,30% 0 0,00% - - - - 34 34 100,00% 0 0,00% 0 0,00%
7 0 0,00% 6 18,18% 27 81,82% - - - - 34 33 97,06% 1 2,94% 0 0,00%
8 7 20,59% 27 79,41% 0 0,00% - - - - 34 34 100,00% 0 0,00% 0 0,00%
9 10 29,41% 23 67,65% 1 2,94% - - - - 34 34 100,00% 0 0,00% 0 0,00%
10 13 38,24% 19 55,88% 2 5,88% - - - - 34 34 100,00% 0 0,00% 0 0,00%
11 2 6,25% 3 9,38% 24 75,00% 3 9,38% 0 0,00% 34 32 94,12% 2 5,88% 0 0,00%
12 0 0,00% 0 0,00% 17 53,13% 10 31,25% 5 15,63% 34 32 94,12% 0 0,00% 0 0,00%
13.1 28 87,50% 4 12,50% - - - - - - 34 32 94,12% 2 5,88% 0 0,00%
13.2 2 50,00% 0 0,00% 2 50,00% - - - - 34 4 11,76% 2 5,88% 28 82,35%
14 20 60,61% 5 15,15% 8 24,24% - - - - 34 33 97,06% 0 0,00% 0 0,00%
15 11 91,67% 1 8,33% - - - - - - 34 12 35,29% 2 5,88% 20 58,82%
16 12 100 % 0 0,00% - - - - - - 34 12 35,29% 2 5,88% 20 58,82%
17 1 8,33% 11 91,67% - - - - - - 34 12 35,29% 2 5,88% 20 58,82%
18 10 100% 0 0,00% - - - - - - 34 10 29,41% 4 11,76% 20 58,82%
19 14 42,42% 0 0,00% 19 57,58% - - - - 34 33 97,06% 1 2,94% 0 0,00%
20 8 25,00% 24 75,00% - - - - - - 34 32 94,12% 2 5,88% 0 0,00%
21 11 33,33% 22 66,67% - - - - - - 34 33 97,06% 1 2,94% 0 0,00%
22 5 45,45% 6 54,55% 0 0,00% - - - - 34 11 32,35% 1 2,94% 22 64,71%

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
153
Resultados dos Questionários Folha: 2/2
Nº
Opções de Resposta Número de respostas obtidas
a b c d e Tamanho Amostra
Nº Respostas
% N.R % N.T.R %
23 2 18,18% 6 54,55% 3 27,27% - - - - 34 11 32,35% 1 2,94% 22 64,71%
24 5 45,45% 6 54,55% - - - - - - 34 11 32,35% 1 2,94% 22 64,71%
25 29 85,29% 5 14,71% - - - - - - 34 34 100,00% 0 0,00% 0 0,00%
26.1 18 64,29% 10 35,71% - - - - - - 34 28 82,35% 1 2,94% 5 14,71%
26.2 2 7,14% 4 14,29% 9 32,14% 13 46,43% - - 34 28 82,35% 1 2,94% 5 14,71%
26.3 2 7,14% 4 14,29% 2 7,14% 20 71,43% - - 34 28 82,35% 1 2,94% 5 14,71%
26.4 3 10,71% 3 10,71% 3 10,71% 19 67,86% - - 34 28 82,35% 1 2,94% 5 14,71%
26.5 12 42,86% 16 57,14% - - - - - - 34 28 82,35% 1 2,94% 5 14,71%
26.6 17 60,71% 11 39,29% - - - - - - 34 28 82,35% 1 2,94% 5 14,71%
26.7 7 25,00% 21 75,00% - - - - - - 34 28 82,35% 1 2,94% 5 14,71%
26.8 12 42,86% 16 57,14% - - - - - - 34 28 82,35% 1 2,94% 5 14,71%
26.9 12 42,86% 16 57,14% - - - - - - 34 28 82,35% 1 2,94% 5 14,71%
27 5 26,32% 14 73,68% - - - - - - 34 19 55,88% 10 29,41% 5 14,71%
28 1 3,13% 26 81,25% 5 15,63% - - - - 34 32 94,12% 2 5,88% 0 0,00%
29 9 28,13% 17 53,13% 6 18,75% - - - - 34 32 94,12% 2 5,88% 0 0,00%
30 12 42,86% 16 57,14% - - - - - - 34 28 82,35% 6 17,65% 0 0,00%
31 26 83,87% 5 16,13% - - - - - - 34 31 91,18% 3 8,82% 0 0,00%
32 6 20,69% 11 37,93% 12 41,38% - - - - 34 29 85,29% 5 14,71% 0 0,00%
N.R: Não respondeu N.T.R: Não tinha que responder

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
154

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
155
ANEXO IX – PROCEDIMENTOS E TABELAS DO MÉTODO REBA

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
156
Através da utilização de uma folha de pontuação, atribui-se uma pontuação aos diferentes segmentos
corporais, para depois atribuir uma pontuação geral à postura analisada pelo trabalhador. A pontuação
inicial é feita em dois grupos, identificados como Grupos A e B, sendo que no primeiro se avalia a postura
adotada para o Tronco, Pescoço e Pernas, e no segundo, as posturas adotadas para o Braço, Antebraço e
Pulsos. Para o Grupo B, a avaliação é feita separadamente para o lado direito ou para o lado esquerdo,
ou para ambos.
Ao analisar as diferentes zonas corporais, deve-se atribuir uma determinada pontuação de acordo com a
postura assumida pelo colaborador no desempenho da tarefa. Por exemplo, para o Tronco é preciso
verificar se o operário executa a operação com a área corporal ereta ou se, pelo contrário, existe uma
flexão ou extensão do tronco, e determinar o grau dessa flexão/extensão. Quanto maior for esse grau
maior será a respetiva pontuação atribuída. Para os restantes membros, o procedimento é o mesmo,
havendo pontuações pré-definidas para cada postura – ver Tabela 47. Note-se que pode haver a
necessidade de fazer retificações à pontuação atribuída, dependendo da posição assumida pelo
colaborador. Por exemplo, à pontuação atribuída para o Tronco (Grupo A), pode ser adicionado 1 ponto
se se verificar que há uma rotação ou flexão lateral do membro.
Tabela 47 - Pontuação para os membros corporais (Grupos A e B) Pontuação para o Grupo A
Tronco
Movimento Pontuação Alterações à Pontuação
Ereto 1
(+1 ) se houver rotação ou flexão lateral do tronco
Flexão 0º - 20º e/ou Extensão 0º - 20º
2
Flexão 20º - 60º e/ou Extensão> 20º
3
Flexão>60º 4
Pescoço
Movimento Pontuação Alterações à Pontuação
Flexão 0º - 20º 1 (+1 ) se houver rotação ou flexão lateral do tronco
> 20º Flexão ou Extensão 2
Pernas
Movimento Pontuação Alterações à Pontuação
Peso bilateral, andando ou sentado 1 (+1) se a flexão dos joelhos entre 30º e 60º
(+2) se a flexão dos joelhos >60º (apenas em pé) Peso unilateral ou postura instável 2
Pontuação para o Grupo B
Braço
Movimento Pontuação Alterações à Pontuação
Extensão 20º a flexão 20º 1 (+1) se houver adução ou rotação de braço
(+1) se elevar o ombro (-1) se apoiado suportando o braço
Extensão > 20º e/ou Flexão 20º - 45ª
2
Flexão 45º - 90º 3
Flexão> 90º 4
Antebraço
Movimento Pontuação Alterações à Pontuação
Flexão 60º - 100º 1
Flexão <60º Flexão>100ª
2
Pulso
Movimento Pontuação Alterações à Pontuação
Flexão/Extensão 0º - 15º 1 (+1) se houver desvio ou rotação do pulso
Flexão/Extensão > 15º 2
A pontuação geral a ser atribuída para o Grupo A é determinada de acordo com as pontuações individuais
obtidas anteriormente para os respetivos membros do grupo (Tronco, Pescoço e Pernas). Através da
consulta da Tabela 48 e pela interseção dos valores obtidos para os três membros, obtêm-se a pontuação

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
157
para o Grupo A. Por exemplo, com a seguinte pontuação atribuída aos membros – Tronco (3), Pescoço
(2), Pernas (1), o valor total de pontos a ser atribuído para o Grupo A seria de 4. De igual forma, a
avaliação geral para o Grupo B é feita recorrendo a uma tabela de pontuação – ver Tabela 49 – segundo
os valores obtidos para os diferentes membros (Braço, Antebraço e Pulso).
Tabela 48 - Pontuação geral para o Grupo A
Pescoço
1 2 3
Pernas 1 2 3 4 1 2 3 4 1 2 3 4
Tron
co
1 1 2 3 4 1 2 3 4 3 3 5 6
2 2 3 4 5 3 4 5 6 4 5 6 7
3 2 4 5 6 4 5 6 7 5 6 7 8
4 3 5 6 7 5 6 7 8 6 7 8 9
5 4 6 7 8 6 7 8 9 7 8 9 9
Tabela 49 - Pontuação geral para o Grupo B
Antebraço
1 2
Pulso 1 2 3 1 2 3
Bra
ço
1 1 2 2 1 2 3
2 1 2 3 2 3 4
3 3 4 5 4 5 5
4 4 5 5 5 6 7
5 6 7 8 7 8 8
6 7 8 8 8 9 9
Podem ser adicionados pontos à pontuação geral obtida para o Grupo A de acordo com a carga/força
exercida pelo colaborador. O peso da carga é classificado em três categorias tal como mostra a Tabela 50
e considera-se um ponto adicional caso se verifique a existência de um choque ou rápido
desencadeamento de força no desempenho da tarefa.
Tabela 50 - Pontuação de carga/força
0 1 2 (+1)
< 5 Kg 5 - 10 Kg > 10 kg Choque ou rápido desencadeamento de força
A pontuação do Grupo B poderá sofrer também alterações de acordo com a pontuação atribuída ao tipo
de pega que é feito pelo colaborador. As 4 categorias e as respetivas pontuações para o tipo de pega
apresentam-se na Tabela 51.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
158
Tabela 51 - Pontuação da pega
0 - Boa Pega bem ajustada e pega de potência
1 - Aceitável Pega aceitável mas não ideal ou a pega é aceitável feita por outra parte do corpo
2 - Má Pega não aceitável apesar de possível
3 - Inaceitável Difícil e inseguro, sem pegas ou pega inaceitável usando outras partes do corpo
Depois destas retificações, se se mostrarem necessárias, o cruzamento dos valores finais obtidos para os
Grupos A e B, irá ditar a pontuação geral obtida para a postura do colaborador – ver Tabela 52.
Tabela 52 - Pontuação final para a postura do colaborador
Pontuação B
1 2 3 4 5 6 7 8 9 10 11 12
Pon
tuaç
ão A
1 1 1 1 2 3 3 4 5 6 7 7 7
2 1 2 2 3 4 4 5 6 6 7 7 8
3 2 3 3 3 4 5 6 7 7 8 8 8
4 3 4 4 4 5 6 7 8 8 9 9 9
5 4 4 4 5 6 7 8 8 9 9 9 9
6 6 6 6 7 8 8 9 9 10 10 10 10
7 7 7 7 8 9 9 9 10 10 11 11 11
8 8 8 8 9 10 10 10 10 10 11 11 11
9 9 9 9 10 10 10 11 11 11 12 12 12
10 10 10 10 11 11 11 11 12 12 12 12 12
11 11 11 11 11 12 12 12 12 12 12 12 12
12 12 12 12 12 12 12 12 12 12 12 12 12
Ao valor obtido na tabela anterior acresce-se a pontuação da atividade, caso exista, para assim obter a
pontuação final do REBA para a postura do colaborador – ver Tabela 53.
Tabela 53 - Pontuação da atividade
Descrição Pontuação
Uma ou mais partes do corpo estão estáticas, mantidas durante mais de um minuto (+1)
Pequeno número de ações repetidas mais de 4 vezes por minuto (não inclui caminhar) (+1)
A ação causa rápidas alterações às posturas numa base instável (+1)

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
159
ANEXO X – FOLHAS DE AVALIAÇÃO DO REBA

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
160
Tabela 54 – Folhas de avaliação do risco das posturas com o REBA
Folha de avaliação do REBA – Postura nº 1 Folha nº 1/10
Descrição da Operação Estender a malha em cima do carro móvel
Critério Postura repetida com mais frequência Postura mantida durante mais tempo
Data: 16/5/2014
Grupo A
Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário Tronco 2 +1 3 (+1) para flexão lateral do tronco
Pescoço 1 +1 2 (+1) para rotação lateral do pescoço
Pernas 1 0 1
Alterações à pontuação do Grupo A
Carga 0 Peso da varinha < 5 Kg Força 0 Não há choque ou rápido desencadeamento de força
Pontuação do Grupo A = 4 Alterações à Pontuação (Carga/força) = 0
Pontuação geral do Grupo A = 4
Grupo B - (lado esquerdo) Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário
Braço 3 +1 4 (+1) para elevação do ombro
Antebraço 1 --------------- 1
Pulso 1 +1 2 (+1) para o desvio do pulso
Alterações à pontuação do Grupo B
Tipo de pega 0 A pega está bem ajustada
Pontuação do Grupo B = 5 Alterações à Pontuação (Pega) = 0
Pontuação geral do Grupo B = 5
Pontuação do Grupo C = 6
Alterações à pontuação do Grupo C
Uma ou mais partes do corpo mantidas durante mais de 1 minuto (+1) para as pernas
Pequeno número de ações repetidas mais de 4 vezes por minuto (+1) pela ação repetida
A ação causa rápidas alterações à postura numa base instável 0
Alterações à pontuação (atividade) = 2
Pontuação Final Nível de Risco Nível de Ação Ação
5 + 2 = 7 Médio 2 Necessária

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
161
Folha de avaliação do REBA – Postura nº 2 Folha nº 2/10
Descrição da Operação Identificar os “encaixes” segundo o seu tamanho
Critério Postura repetida com mais frequência.
Data: 16/5/2014
Grupo A
Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário Tronco 3 0 3
Pescoço 2 +1 3 (+1) para flexão lateral do pescoço
Pernas 1 0 1
Alterações à pontuação do Grupo A
Carga 0 Não há levantamento de carga
Força 0 Não há choque ou rápido desencadeamento de força
Pontuação do Grupo A = 5 Alterações à Pontuação (Carga/força) = 0
Pontuação geral do Grupo A = 5
Grupo B - (lado esquerdo) Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário
Braço 3 +1 4 (+1) para elevação do ombro
Antebraço 1 --------------- 1
Pulso 1 +1 2 (+1) para rotação do pulso
Alterações à pontuação do Grupo B
Tipo de pega 0 A pega está bem ajustada
Pontuação do Grupo B = 5 Alterações à Pontuação (Pega) = 0
Pontuação geral do Grupo B = 5
Pontuação do Grupo C = 6
Alterações à pontuação do Grupo C
Uma ou mais partes do corpo mantidas durante mais de 1 minuto 0
Pequeno número de ações repetidas mais de 4 vezes por minuto (+1) pela ação repetida
A ação causa rápidas alterações à postura numa base instável 0 Alterações à pontuação (atividade) = 1
Pontuação Final Nível de Risco Nível de Ação Ação 6 + 1 = 7 Médio 2 Necessária

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
162
Folha de avaliação do REBA – Postura nº 3 Folha nº 3/10
Descrição da Operação Pegar nos encaixes que estão colocados na
prateleira
Critério Postura instável
Postura que exige maior esforço físico
Data: 16/5/2014
Grupo A
Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário
Tronco 2 +1 3 (+1) para flexão lateral do tronco
Pescoço 1 +1 2 (+1) para flexão lateral do pescoço
Pernas 1 0 1
Alterações à pontuação do Grupo A
Carga 0 2 (peso da carga superior a 10 kg)
Força 0 (+1) rápido desencadeamento de força
Pontuação do Grupo A = 4 Alterações à Pontuação (Carga/força) = 3
Pontuação geral do Grupo A = 7
Grupo B - (lado direito) Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário
Braço 4 +1 4 (+1) para elevação do ombro
Antebraço 2 --------------- 2
Pulso 1 0 1
Alterações à pontuação do Grupo B
Tipo de pega 2 Pega má (não aceitável apesar de possível)
Pontuação do Grupo B = 7 Alterações à Pontuação (Pega) = 2
Pontuação geral do Grupo B = 9
Pontuação do Grupo C = 10
Alterações à pontuação do Grupo C
Uma ou mais partes do corpo mantidas durante mais de 1 minuto 0
Pequeno número de ações repetidas mais de 4 vezes por minuto 0
A ação causa rápidas alterações à postura numa base instável (+1) rápida alteração à postura Alterações à pontuação (atividade) = 1
Pontuação Final Nível de Risco Nível de Ação Ação 10 + 1 = 11 Muito alto 4 Necessária de imediato

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
163
Folha de avaliação do REBA – Postura nº 4 Folha nº 4/10
Descrição da Operação Formar lotes com os encaixes.
Critério Postura mantida durante mais tempo. Postura repetida com mais frequência.
Data: 16/5/2014
Grupo A
Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário Tronco 1 +1 2 (+1) para flexão lateral do tronco
Pescoço 2 +1 3 (+1) para flexão lateral do pescoço
Pernas 1 0 1
Alterações à pontuação do Grupo A
Carga 0 Não há levantamento de carga
Força 0 Não há choque ou rápido desencadeamento de força
Pontuação do Grupo A = 4 Alterações à Pontuação (Carga/força) = 0
Pontuação geral do Grupo A = 4
Grupo B - (lado esquerdo) Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário
Braço 2 0 2
Antebraço 1 --------------- 1
Pulso 1 +1 2 (+1) para rotação do pulso
Alterações à pontuação do Grupo B
Tipo de pega 0 A Pega está bem ajustada.
Pontuação do Grupo B = 2 Alterações à Pontuação (Pega) = 0
Pontuação geral do Grupo B = 2
Pontuação do Grupo C = 4
Alterações à pontuação do Grupo C
Uma ou mais partes do corpo mantidas durante mais de 1 minuto 0
Pequeno número de ações repetidas mais de 4 vezes por minuto (+1) pela ação repetida
A ação causa rápidas alterações à postura numa base instável 0 Alterações à pontuação (atividade) = 1
Pontuação Final Nível de Risco Nível de Ação Ação 4 + 1 = 5 Médio 2 Necessária

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
164
Folha de avaliação do REBA – Postura nº 5 Folha nº 5/10
Descrição da Operação Preparar o colarete na máquina.
Critério Postura mantida durante mais tempo.
Data: 16/5/2014
Grupo A
Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário Tronco 2 0 2
Pescoço 2 +1 3 (+1) para flexão lateral do pescoço
Pernas 1 0 1
Alterações à pontuação do Grupo A
Carga 0 Não há levantamento de carga
Força 0 Não há choque ou rápido desencadeamento de força
Pontuação do Grupo A = 4 Alterações à Pontuação (Carga/força) = 0
Pontuação geral do Grupo A = 4
Grupo B - (lado direito) Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário
Braço 1 0 1
Antebraço 1 --------------- 1
Pulso 2 0 1
Alterações à pontuação do Grupo B
Tipo de pega 0 A Pega está bem ajustada.
Pontuação do Grupo B = 2 Alterações à Pontuação (Pega) = 0
Pontuação geral do Grupo B = 2
Pontuação do Grupo C = 4
Alterações à pontuação do Grupo C
Uma ou mais partes do corpo mantidas durante mais de 1 minuto +1 para as pernas
Pequeno número de ações repetidas mais de 4 vezes por minuto 0
A ação causa rápidas alterações à postura numa base instável 0 Alterações à pontuação (atividade) = 1
Pontuação Final Nível de Risco Nível de Ação Ação 4 + 1 = 5 Médio 2 Necessária

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
165
Folha de avaliação do REBA – Postura nº 6 Folha nº 6/10
Descrição da Operação Engomagem de uma peça de vestuário
Critério Postura repetida com frequência.
Postura mantida durante mais tempo Postura causadora de desconforto
Data: 27/5/2014
Grupo A
Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário Tronco 3 +1 4 (+1) para flexão lateral do tronco
Pescoço 2 +1 3 (+1) para rotação lateral do pescoço
Pernas 1 +1 2 (+1) para flexão dos joelhos
Alterações à pontuação do Grupo A
Carga 0 Peso do ferro < 5 Kg
Força 0 Não há choque ou rápido desencadeamento de força
Pontuação do Grupo A = 7 Alterações à Pontuação (Carga/força) = 0
Pontuação geral do Grupo A = 7
Grupo B - (lado direito) Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário
Braço 3 +1 + 1 5 (+1) para adução do braço
(+1) para elevação do ombro
Antebraço 1 --------------- 1
Pulso 2 +1 3 (+1) para o desvio do pulso
Alterações à pontuação do Grupo B
Tipo de pega 0 A pega está bem ajustada
Pontuação do Grupo B = 8 Alterações à Pontuação (Pega) = 0
Pontuação geral do Grupo B = 8
Pontuação do Grupo C = 10
Alterações à pontuação do Grupo C
Uma ou mais partes do corpo mantidas durante mais de 1 minuto (+1) para as pernas
Pequeno número de ações repetidas mais de 4 vezes por minuto (+1) por repetir a ação
A ação causa rápidas alterações à postura numa base instável 0 Alterações à pontuação do Grupo C (atividade) = 2
Pontuação Final Nível de Risco Nível de Ação Ação 10 + 2 = 12 Muito Alto 4 Necessária de imediato

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
166
Folha de avaliação do REBA – Postura nº 7 Folha nº 7/10
Descrição da Operação Dobragem de uma peça de vestuário
Critério Postura repetida com frequência
Data: 27/5/2014
Grupo A
Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário
Tronco 2 +1 4 (+1) para flexão lateral do tronco Pescoço 2 +1 3 (+1) para flexão lateral do pescoço
Pernas 1 0 1
Alterações à pontuação do Grupo A
Carga 0 Não há levantamento de carga
Força 0 Não há choque ou rápido desencadeamento de força
Pontuação do Grupo A = 5 Alterações à Pontuação (Carga/força) = 0
Pontuação geral do Grupo A = 5
Grupo B - (lado direito)
Segmento do Corpo Pontuação Alteração Pontuação
Geral Comentário
Braço 2 +1 3 (+1) para rotação do braço
Antebraço 1 --------------- 1
Pulso 1 +1 2 (+1) para rotação do pulso
Alterações à pontuação do Grupo B
Tipo de pega 0 A Pega está bem ajustada
Pontuação do Grupo B = 4 Alterações à Pontuação (Pega) = 0
Pontuação geral do Grupo B = 4
Pontuação do Grupo C = 5
Alterações à pontuação do Grupo C
Uma ou mais partes do corpo mantidas durante mais de 1 minuto 0
Pequeno número de ações repetidas mais de 4 vezes por minuto (+1) por repetir a ação
A ação causa rápidas alterações à postura numa base instável 0 Alterações à pontuação (atividade) = 1
Pontuação Final Nível de Risco Nível de Ação Ação 5 + 1 = 6 Médio 2 Necessária

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
167
Folha de avaliação do REBA – Postura nº 8 Folha nº 8/10
Descrição da Operação Etiquetagem de uma peça
Critério Postura repetida com frequência
Postura mantida durante mais tempo
Data: 27/5/2014
Grupo A
Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário Tronco 1 0 1
Pescoço 2 +1 3 (+1) para flexão lateral do pescoço
Pernas 1 0 1
Alterações à pontuação do Grupo A
Carga 0 Não há levantamento de carga
Força 0 Não há choque ou rápido desencadeamento de força
Pontuação do Grupo A = 3 Alterações à Pontuação (Carga/força) = 0
Pontuação geral do Grupo A = 3
Grupo B - (lado direito)
Segmento do Corpo Pontuação Alteração Pontuação
Geral Comentário
Braço 2 +1 3 (+1) para rotação do braço
Antebraço 1 1
Pulso 1 +1 2 (+1) para rotação do pulso
Alterações à pontuação do Grupo B
Tipo de pega 0 A Pega está bem ajustada
Pontuação do Grupo B = 4 Alterações à Pontuação (Pega) = 0
Pontuação geral do Grupo B = 4
Pontuação do Grupo C = 3
Alterações à pontuação do Grupo C
Uma ou mais partes do corpo mantidas durante mais de 1 minuto (+1) para as pernas
Pequeno número de ações repetidas mais de 4 vezes por minuto (+1) por repetir a ação
A ação causa rápidas alterações à postura numa base instável 0 Alterações à pontuação (atividade) = 1
Pontuação Final Nível de Risco Nível de Ação Ação 3 + 2 = 5 Médio 2 Necessária

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
168
Folha de avaliação do REBA – Postura nº 9 Folha nº 9/10
Descrição da Operação Embalagem de uma peça
Critério Postura repetida com frequência
Postura mantida durante mais tempo
Data: 27/5/2014
Grupo A
Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário Tronco 2 0 2
Pescoço 2 0 2 (+1) para flexão lateral do pescoço
Pernas 1 0 1
Alterações à pontuação do Grupo A
Carga 0 Não há levantamento de carga
Força 0 Não há choque ou rápido desencadeamento de força
Pontuação do Grupo A = 3 Alterações à Pontuação (Carga/força) = 0
Pontuação geral do Grupo A = 3
Grupo B - (lado direito) Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário
Braço 1 0 1
Antebraço 1 --------------- 1
Pulso 1 +1 2 (+1) para rotação do pulso
Alterações à pontuação do Grupo B
Tipo de pega 0 A Pega está bem ajustada
Pontuação do Grupo B = 2 Alterações à Pontuação (Pega) = 0
Pontuação geral do Grupo B = 2
Pontuação do Grupo C = 3
Alterações à pontuação do Grupo C
Uma ou mais partes do corpo mantidas durante mais de 1 minuto 0
Pequeno número de ações repetidas mais de 4 vezes por minuto (+1) por repetir a ação
A ação causa rápidas alterações à postura numa base instável 0 Alterações à pontuação (atividade) = 1
Pontuação Final Nível de Risco Nível de Ação Ação 3 + 1 = 4 Médio 2 Necessária

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
169
Folha de avaliação do REBA – Postura nº 10 Folha nº 10/10
Descrição da Operação Colocar as peças embaladas nas caixas.
Critério Postura extrema
Data: 27/5/2014
Grupo A
Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário Tronco 4 +1 5 (+1) para flexão lateral do tronco
Pescoço 1 0 1 Pernas 2 0 2
Alterações à pontuação do Grupo A
Carga 0 Peso das peças transportadas < 5 Kg
Força 0 Não há choque ou rápido desencadeamento de força
Pontuação do Grupo A = 6 Alterações à Pontuação (Carga/força) = 0
Pontuação geral do Grupo A = 6
Grupo B - (lado direito) Segmento do Corpo Pontuação Alteração Pontuação Geral Comentário
Braço 3 +1 4 (+1) para elevação do ombro
Antebraço 2 --------------- 2
Pulso 1 0 1
Alterações à pontuação do Grupo B
Tipo de pega 0 A Pega está bem ajustada
Pontuação do Grupo B = 5 Alterações à Pontuação (Pega) = 0
Pontuação geral do Grupo B = 5
Pontuação do Grupo C = 8
Alterações à pontuação do Grupo C
Uma ou mais partes do corpo mantidas durante mais de 1 minuto 0
Pequeno número de ações repetidas mais de 4 vezes por minuto (+1) por repetir a ação
A ação causa rápidas alterações à postura numa base instável (+1) pela rápida alteração na postura
Alterações à pontuação (atividade) = 2
Pontuação Final Nível de Risco Nível de Ação Ação 8 + 2 = 10 Alto 3 Necessária brevemente

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
170
APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
171
ANEXO XI – ESTUDO DE TEMPOS

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
172
A variabilidade dos processos dificulta a realização do estudo de tempos na medida em que os tempos
obtidos para um dado elemento vão variando, mesmo que o colaborador mantenha um ritmo de trabalho
mais ou menos constante. Por conseguinte, é necessário determinar qual o número mínimo de
observações necessárias para se obter uma amostrar representativa para o tempo do processo que está
a ser estudado (Costa & Arezes, 2003). Para saber o número de observações necessárias, recorre-se à
seguinte equação:
(Equação I)
Onde:
N': Número de observações que é necessário efetuar
Z: valor retirado da tabela de distribuição normal
𝛆: precisão
s: desvio padrão da amostra
m: média da amostra
Para um nível de significância de 95%, tem-se uma precisão de ± 5% e um nível de significância de 5%
(ɛ=0,05) e Z=1,96. Este valor de Z, retirado da tabela de distribuição normal, normalmente é
arredondado para 2. Existem duas formas de calcular o desvio-padrão (s), dependendo se o tamanho da
amostra (N), isto é, o número de observações efetuadas, é superior a 30 ou não. Assim para amostras
com N≤30 utiliza-se a equação II e para amostras com N>30 a equação III:
(Equação II)
(Equação III)
Se o número de observações efetuadas (N) for igual ou superior ao número de observações necessárias
(N´) então não é preciso efetuar mais nenhuma observação. No presente estudo realizaram-se entre 5 e
50 observações, até se verificar esta condição. Na Tabela 55 apresentam-se os valores obtidos com o
estudo de tempos realizado para a ET1, na Tabela 56 para a ET2, na Tabela 57 para a ET3 e na Tabela
58 para a ET4, para cada um dos 4 modelos produzidos no setor. Na ET2 pelo facto da operação de
etiquetagem ser idêntica para os modelos 2 e 3, registaram-se tempos apenas para o modelo 3, servindo
depois como referência para o outro modelo. De igual forma, na ET4, o procedimento na operação de
s= √ ∑ (X - X)
2
N-1
s= √ ∑ (X - X)
2
N
N' = Z × s
ε × m

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
173
embalagem é a mesmo para os modelos 2, 3 e 4, pelo que os tempos obtidos para o modelo 3 servem
de referência para os restantes.
Tabela 55 - Registo dos Tempos Observados (TO) na ET1
Esta
ção
de T
raba
lho
(ET)
- 1
Mod
elo
1 TO 1
TO 2
TO 3
TO 4
TO 5
TO 6
TO 7
TO 8
TO 9
TO 10
TO 11
TO 12
TO 13
TO 14
TO 15
95 98 102 107 100 - - - - - - - - - -
Mod
elo
2
TO 1
TO 2
TO 3
TO 4
TO 5
TO 6
TO 7
TO 8
TO 9
TO 10
TO 11
TO 12
TO 13
TO 14
TO 15
100 89 89 108 104 88 97 105 94 78 93 113 98 90 92
Mod
elo
3
TO 1
TO 2
TO 3
TO 4
TO 5
TO 6
TO 7
TO 8
TO 9
TO 10
TO 11
TO 12
TO 13
TO 14
TO 15
104 98 93 103 100 - - - - - - - - - -
Mod
elo
4
TO 1
TO 2
TO 3
TO 4
TO 5
TO 6
TO 7
TO 8
TO 9
TO 10
TO 11
TO 12
TO 13
TO 14
TO 15
93 85 93 98 126 102 130 101 109 86 93 89 97 90 104
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
TO 26
TO 27
TO 28
TO 29
TO 30
99 109 96 92 88 97 104 96 94 100 92 106 93 101 99

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
174
Tabela 56 - Registo dos Tempos Observados (TO) na ET2 Es
taçã
o de
Tra
balh
o (E
T) -
2
Mod
elo
1 TO 1 TO 2 TO 3 TO 4 TO 5 TO 6 TO 7 TO 8 TO 9
TO 10
TO 11
TO 12
TO 13 TO 14
TO 15
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
33 35 27 32 30 31 32 35 26 32 31 39 44 46 37 41 43 45 30 31 35 34 35 42 34
TO 26
TO 27
TO 28
TO 29
TO 30
TO 31
TO 32
TO 33
TO 34
TO 35
TO 36
TO 37
TO 38 TO 39
TO 40
TO 41
TO 42
TO 43
TO 44
TO 45
TO 46
TO 47
TO 48
TO 49
TO 50
30 39 31 31 33 32 33 35 35 42 - - - - - - - - - - - - - - -
Mod
elo
2
TO 1 TO 2 TO 3 TO 4 TO 5 TO 6 TO 7 TO 8 TO 9 TO 10
TO 11
TO 12
TO 13 TO 14
TO 15
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
35 36 34 47 44 44 52 45 42 46 51 36 44 41 36 47 38 38 37 40 30 33 31 30 38
TO 26
TO 27
TO 28
TO 29
TO 30
TO 31
TO 32
TO 33
TO 34
TO 35
TO 36
TO 37
TO 38 TO 39
TO 40
TO 41
TO 42
TO 43
TO 44
TO 45
TO 46
TO 47
TO 48
TO 49
TO 50
36 42 38 45 40 39 46 46 36 45 - - - - - - - - - - - - - - -
Mod
elo
3
TO 1 TO 2 TO 3 TO 4 TO 5 TO 6 TO 7 TO 8 TO 9 TO 10
TO 11
TO 12
TO 13 TO 14
TO 15
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
46 48 49 40 42 48 48 38 41 51 46 41 36 39 42 38 54 42 42 42 - - - - -
Mod
elo
4
TO 1 TO 2 TO 3 TO 4 TO 5 TO 6 TO 7 TO 8 TO 9 TO 10
TO 11
TO 12
TO 13 TO 14
TO 15
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
20 27 28 28 24 16 28 22 23 21 17 19 20 26 24 18 25 29 16 22 20 23 27 23 21
TO 26
TO 27
TO 28
TO 29
TO 30
TO 31
TO 32
TO 33
TO 34
TO 35
TO 36
TO 37
TO 38 TO 39
TO 40
TO 41
TO 42
TO 43
TO 44
TO 45
TO 46
TO 47
TO 48
TO 49
TO 50
28 29 20 26 30 21 25 19 0,32 25 26 22 21 21 26 25 19 18 24 19 20 18 18 19 18

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
175
Tabela 57 - Registo dos Tempos Observados (TO) na ET3 Es
taçã
o de
Tra
balh
o (E
T) -
3
Mod
elo
1
TO 1
TO 2
TO 3
TO 4
TO 5
TO 6
TO 7
TO 8
TO 9
TO 10
TO 11
TO 12
TO 13
TO 14
TO 15
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
9 12 13 11 11 12 15 11 11 12 15 12 13 11 13 10 12 11 11 10 12 12 11 13 12
Mod
elo
2
TO 1
TO 2
TO 3
TO 4
TO 5
TO 6
TO 7
TO 8
TO 9
TO 10
TO 11
TO 12
TO 13
TO 14
TO 15
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
Tempo de operação equiparável ao do modelo 3.
Mod
elo
3
TO 1
TO 2
TO 3
TO 4
TO 5
TO 6
TO 7
TO 8
TO 9
TO 10
TO 11
TO 12
TO 13
TO 14
TO 15
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
19 19 17 17 20 18 17 18 17 18 20 21 17 18 19 17 19 20 17 18 18 19 17 22 21
TO 26
TO 27
TO 28
TO 29
TO 30
TO 31
TO 32
TO 33
TO 34
TO 35
TO 36
TO 37
TO 38
TO 39
TO 40
TO 41
TO 42
TO 43
TO 44
TO 45
TO 46
TO 47
TO 48
TO 49
TO 50
19 18 18 15 19 16 17 16 17 20 20 16 17 21 17 20 21 17 19 20 - - - - -
Mod
elo
4
TO 1
TO 2
TO 3
TO 4
TO 5
TO 6
TO 7
TO 8
TO 9
TO 10
TO 11
TO 12
TO 13
TO 14
TO 15
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
6 7 7 7 6 6 6 7 6 7 - - - - - - - - - - - - - - -

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
176
Tabela 58 - Registo dos Tempos Observados (TO) na ET4 Es
taçã
o de
Tra
balh
o (E
T) -
4
Mod
elo
1 TO 1
TO 2
TO 3
TO 4
TO 5
TO 6
TO 7
TO 8
TO 9
TO 10
TO 11
TO 12
TO 13
TO 14
TO 15
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
7 7 7 7 9 8 7 7 8 7 8 8 8 8 8 7 6 7 8 6 6 7 7 8 7
Mod
elo
2
TO 1
TO 2
TO 3
TO 4
TO 5
TO 6
TO 7
TO 8
TO 9
TO 10
TO 11
TO 12
TO 13
TO 14
TO 15
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
Tempo de operação equiparável ao do modelo 3.
Mod
elo
3
TO 1
TO 2
TO 3
TO 4
TO 5
TO 6
TO 7
TO 8
TO 9
TO 10
TO 11
TO 12
TO 13
TO 14
TO 15
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
13 15 14 17 15 17 16 17 12 18 14 13 14 13 18 17 15 17 14 13 13 12 12 17 17
TO 26
TO 27
TO 28
TO 29
TO 30
TO 31
TO 32
TO 33
TO 34
TO 35
TO 36
TO 37
TO 38
TO 39
TO 40
TO 41
TO 42
TO 43
TO 44
TO 45
TO 46
TO 47
TO 48
TO 49
TO 50
19 13 15 18 13 14 13 15 14 17 - - - - - - - - - - - - - - -
Mod
elo
4
TO 1
TO 2
TO 3
TO 4
TO 5
TO 6
TO 7
TO 8
TO 9
TO 10
TO 11
TO 12
TO 13
TO 14
TO 15
TO 16
TO 17
TO 18
TO 19
TO 20
TO 21
TO 22
TO 23
TO 24
TO 25
Tempo de operação equiparável ao do modelo 3.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
177
Através dos valores obtidos com as observações foi possível determinar a média (m) e o desvio-padrão (s)
da amostra, para depois calcular o número de observações necessárias (N´) e verificar se este valor
satisfazia a condição de ser inferior ao número de observações realizadas (N). Na Tabela 59 encontram-
se esses valores, comprovando que a condição N>N´ foi satisfeita.
Tabela 59 - Resultados obtidos no estudo de tempos
Modelo N Média (m) Desvio-Padrão (S) N´
ET1
Modelo 1 5 100,11 4,52 3,26
Modelo 2 15 95,99 9,06 14,25
Modelo 3 5 99,45 4,59 3,42
Modelo 4 30 98,80 10,25 17,21
ET2
Modelo 1 35 34,91 5,02 33,04
Modelo 2 35 40,17 5,65 31,68
Modelo 3 20 43,58 4,86 19,91
Modelo 4 50 22,61 3,92 48,02
ET3
Modelo 1 25 11,91 1,34 20,20
Modelo 2 - - - -
Modelo 3 45 18,37 1,51 41,70
Modelo 4 10 6,33 0,47 8,76
ET4
Modelo 1 25 7,35 0,82 19,93
Modelo 2 - - - -
Modelo 3 35 14,95 2,07 30,72
Modelo 4 - - - -
Depois de tiradas as contagens necessárias procedeu-se à normalização dos tempos, através da equação
IV:
(Equação IV)
Onde,
TN: Tempo normalizado;
TO: Tempo observado;
FA: Fator de atividade;
AR: Atividade de referência.
O valor de AR normalmente é de 100, uma vez que diz respeito ao ritmo normal a que os operadores
conseguem desempenhar as suas tarefas. Com base na perceção que o analista tem do ritmo de
trabalho do operário, atribui-se também um valor para o FA. Este valor não é mais do que uma correção
que se aplica aos tempos observados (TO), com base no julgamento feito pelo analista. Assim, se o
analista considerar que o trabalhador desempenhou a sua tarefa a um ritmo normal atribui-se o valor
100; a um ritmo inferior ao normal atribui-se um valor inferior a 100 (por exemplo, FA = 90) e para um
ritmo superior dá-se um valor superior a 100 (por exemplo, FA = 110). Assim, para alguns casos
considerou-se que o operário trabalhou a um ritmo mais acelerado, atribuindo-se um valor de 120 para o
FA. Para as situações em que o ritmo de trabalho foi inferior ao ritmo considerado normal, atribui-se um
valor de 80 para o FA. Na Tabela 60 apresentam-se os diferentes valores considerados para o FA, tendo-
TN = TO ×FA
AR

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
178
se associado a cada um deles, uma cor distinta. Durante o registo dos TC para as diferentes operações –
ver tabelas 54,55,56 e 57 apresentadas anteriormente - estas cores foram utilizadas para indicar que FA
foi atribuído a cada TO. Nos casos em que se classificou o ritmo de trabalho como sendo normal
(FA=100), não se aplicou nenhuma cor.
Tabela 60 - Escala de valores atribuídos no Fator de Atividade (FA)
Valor do Fator de Atividade (FA)
80
100
120
Nas tabelas que se seguem apresentam-se os tempos normalizados (TN), tendo-se depois calculado a
média desses tempos para obter um tempo de referência do TC para os diferentes modelos, nas 4 ET.
Assim, na Tabela 61 encontram-se os TN para a ET1, na Tabela 62 para a ET2, na Tabela 63 para a ET3
e na Tabela 64 os TN para a ET4.

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
179
Tabela 61 - Tempos Normalizados (TN) na ET1
Esta
ção
de T
raba
lho
(ET)
- 1
Mod
elo
1
TN 1 TN 2 TN 3 TN 4 TN 5 TN 6 TN 7 TN 8 TN 9 TN 10 TN 11 TN 12 TN 13 TN 14 TN 15 TN médio
95 98 102 107 100 - - - - - - - - - - 100,11
Mod
elo
2
TN 1 TN 2 TN 3 TN 4 TN 5 TN 6 TN 7 TN 8 TN 9 TN 10 TN 11 TN 12 TN 13 TN 14 TN 15 TN médio
100 89 89 108 104 88 97 105 94 94 93 90 98 90 92 95,52
Mod
elo
3
TN 1 TN 2 TN 3 TN 4 TN 5 TN 6 TN 7 TN 8 TN 9 TN 10 TN 11 TN 12 TN 13 TN 14 TN 15 TN médio
104 98 93 103 100 - - - - - - - - - - 99,45
Mod
elo
4
TN 1 TN 2 TN 3 TN 4 TN 5 TN 6 TN 7 TN 8 TN 9 TN 10 TN 11 TN 12 TN 13 TN 14 TN 15
TN médio
93 85 93 98 101 102 104 101 109 86 93 89 97 90 104
97,09 TN 16 TN 17 TN 18 TN 19 TN 20 TN 21 TN 22 TN 23 TN 24 TN 25 TN 26 TN 27 TN 28 TN 29 TN 30
99 109 96 92 88 97 104 96 94 100 92 106 93 101 99

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
180
Tabela 62 - Tempos Normalizados (TN) na ET2 Es
taçã
o de
Tra
balh
o (E
T) -
2
Mod
elo
1 TN 1
TN 2
TN 3
TN 4
TN 5
TN 6
TN 7
TN 8
TN 9
TN 10
TN 11
TN 12
TN 13
TN 14
TN 15
TN 16
TN 17
TN 18
TN 19
TN 20
TN 21
TN 22
TN 23
TN 24
TN 25
TN médio
33 35 32 32 30 31 32 35 31 32 31 39 44 46 37 41 43 45 30 31 35 34 35 42 34
35,21 TN 26
TN 27
TN 28
TN 29
TN 30
TN 31
TN 32
TN 33
TN 34
TN 35
TN 36
TN 37
TN 38
TN 39
TN 40
TN 41
TN 42
TN 43
TN 44
TN 45
TN 46
TN 47
TN 48
TN 49
TN 50
30 39 31 31 33 32 33 35 35 42 - - - - - - - - - - - - - - -
Mod
elo
2
TN 1
TN 2
TN 3
TN 4
TN 5
TN 6
TN 7
TN 8
TN 9
TN 10
TN 11
TN 12
TN 13
TN 14
TN 15
TN 16
TN 17
TN 18
TN 19
TN 20
TN 21
TN 22
TN 23
TN 24
TN 25
TN médio
35 36 34 47 44 44 41 45 42 46 41 36 44 41 36 47 38 38 37 40 30 33 31 30 38
39,58 TN 26
TN 27
TN 28
TN 29
TN 30
TN 31
TN 32
TN 33
TN 34
TN 35
TN 36
TN 37
TN 38
TN 39
TN 40
TN 41
TN 42
TN 43
TN 44
TN 45
TN 46
TN 47
TN 48
TN 49
TN 50
36 42 38 45 40 39 46 46 36 45 - - - - - - - - - - - - - - -
Mod
elo
3
TN 1
TN 2
TN 3
TN 4
TN 5
TN 6
TN 7
TN 8
TN 9
TN 10
TN 11
TN 12
TN 13
TN 14
TN 15
TN 16
TN 17
TN 18
TN 19
TN 20
TN 21
TN 22
TN 23
TN 24
TN 25
TN médio
46 48 49 40 42 48 48 38 41 41 46 41 36 39 42 38 43 42 42 42 - - - - - 42,54
Mod
elo
4
TN 1
TN 2
TN 3
TN 4
TN 5
TN 6
TN 7
TN 8
TN 9
TN 10
TN 11
TN 12
TN 13
TN 14
TN 15
TN 16
TN 17
TN 18
TN 19
TN 20
TN 21
TN 22
TN 23
TN 24
TN 25
TN médio
20 27 28 28 24 16 28 22 23 21 17 19 20 26 24 18 25 29 16 22 20 23 27 23 21
22,61 TN 26
TN 27
TN 28
TN 29
TN 30
TN 31
TN 32
TN 33
TN 34
TN 35
TN 36
TN 37
TN 38
TN 39
TN 40
TN 41
TN 42
TN 43
TN 44
TN 45
TN 46
TN 47
TN 48
TN 49
TN 50
28 29 20 26 30 21 25 19 32 25 26 22 21 21 26 25 19 18 24 19 20 18 18 19 18

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
181
Tabela 63 - Tempos Normalizados (TN) na ET3 Es
taçã
o de
Tra
balh
o (E
T) -
3
Mod
elo
1 TN 1
TN 2
TN 3
TN 4
TN 5
TN 6
TN 7
TN 8
TN 9
TN 10
TN 11
TN 12
TN 13
TN 14
TN 15
TN 16
TN 17
TN 18
TN 19
TN 20
TN 21
TN 22
TN 23
TN 24
TN 25
TN médio
9 12 13 11 11 12 12 11 11 12 12 12 13 11 13 10 12 11 11 10 12 12 11 13 12 11,64
Mod
elo
2
TN 1
TN 2
TN 3
TN 4
TN 5
TN 6
TN 7
TN 8
TN 9
TN 10
TN 11
TN 12
TN 13
TN 14
TN 15
TN 16
TN 17
TN 18
TN 19
TN 20
TN 21
TN 22
TN 23
TN 24
TN 25
TN médio
Tempo de operação equiparável ao do modelo 3. -
Mod
elo
3
TN 1
TN 2
TN 3
TN 4
TN 5
TN 6
TN 7
TN 8
TN 9
TN 10
TN 11
TN 12
TN 13
TN 14
TN 15
TN 16
TN 17
TN 18
TN 19
TN 20
TN 21
TN 22
TN 23
TN 24
TN 25
TN médio
19 19 17 17 20 18 17 18 17 18 20 21 17 18 19 17 19 20 17 18 18 19 17 22 21
18,37 TO 26
TO 27
TO 28
TO 29
TO 30
TO 31
TO 32
TO 33
TO 34
TO 35
TO 36
TO 37
TO 38
TO 39
TO 40
TO 41
TO 42
TO 43
TO 44
TO 45
TO 46
TO 47
TO 48
TO 49
TO 50
19 18 18 15 19 16 17 16 17 20 20 16 17 21 17 20 21 17 19 20 - - - - -
Mod
elo
4
TN 1
TN 2
TN 3
TN 4
TN 5
TN 6
TN 7
TN 8
TN 9
TN 10
TN 11
TN 12
TN 13
TN 14
TN 15
TN 16
TN 17
TN 18
TN 19
TN 20
TN 21
TN 22
TN 23
TN 24
TN 25
TN médio
6 7 7 7 6 6 6 7 6 7 - - - - - - - - - - - - - - - 6,33

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
182
Tabela 64 - Tempos Normalizados (TN) na ET4 Es
taçã
o de
Tra
balh
o (E
T) -
4
Mod
elo
1 TN 1
TN 2
TN 3
TN 4
TN 5
TN 6
TN 7
TN 8
TN 9
TN 10
TN 11
TN 12
TN 13
TN 14
TN 15
TN 16
TN 17
TN 18
TN 19
TN 20
TN 21
TN 22
TN 23
TN 24
TN 25
TN médio
7 7 7 7 9 8 7 7 8 7 8 8 8 8 8 7 6 7 8 6 6 7 7 8 7 7,35
Mod
elo
2
TN 1
TN 2
TN 3
TN 4
TN 5
TN 6
TN 7
TN 8
TN 9
TN 10
TN 11
TN 12
TN 13
TN 14
TN 15
TN 16
TN 17
TN 18
TN 19
TN 20
TN 21
TN 22
TN 23
TN 24
TN 25
TN médio
Tempo de operação equiparável ao do modelo 3 -
Mod
elo
3
TN 1
TN 2
TN 3
TN 4
TN 5
TN 6
TN 7
TN 8
TN 9
TN 10
TN 11
TN 12
TN 13
TN 14
TN 15
TN 16
TN 17
TN 18
TN 19
TN 20
TN 21
TN 22
TN 23
TN 24
TN 25
TN médio
13 15 14 17 15 17 16 17 12 18 14 13 14 13 18 17 15 17 14 13 13 12 12 17 17
14,95 TN 26
TN 27
TN 28
TN 29
TN 30
TN 31
TN 32
TN 33
TN 34
TN 35
TN 36
TN 37
TN 38
TN 39
TN 40
TN 41
TN 42
TN 43
TN 44
TN 45
TN 46
TN 47
TN 48
TN 49
TN 50
19 13 15 18 13 14 13 15 14 17 - - - - - - - - - - - - - - -
Mod
elo
4
TN 1
TN 2
TN 3
TN 4
TN 5
TN 6
TN 7
TN 8
TN 9
TN 10
TN 11
TN 12
TN 13
TN 14
TN 15
TN 16
TN 17
TN 18
TN 19
TN 20
TN 21
TN 22
TN 23
TN 24
TN 25
TN médio
Tempo de operação equiparável ao do modelo 3 -

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
183
ANEXO XII – WASTE IDENTIFICATION DIAGRAM

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
184
Na análise com o WID, cada ET integrante do fluxo produtivo é representada por um block icon
dimensionado através de três eixos (x, y, z) e segundo quatro variáveis (change over, takt time,
tempo de ciclo, WIP):
Eixo xx (profundidade do bloco): change over (C/O);
Eixo yy (base do bloco): Work-in-Process (WIP);
Eixo zz (altura do bloco): Tempo de ciclo (TC) e Takt time (TT)
Este estudo contemplou a determinação das diversas variáveis para as 4 ET. Além disso, foi
preciso quantificar o esforço de transporte requerido entre as estações assim como a taxa de
ocupação do tempo dos trabalhadores nos seus PT, fazendo a distinção entre atividades que
acrescentam ou não acrescentam valor, numa perspetiva Lean.
Change Over (C/O)
O desempenho das funções realiza-se manualmente, no caso das estações 2, 3 e 4, e no caso da ET1,
com recurso a um equipamento, nomeadamente, o ferro de engomar a vapor com caldeira. Neste último
caso, e quanto ao seu tempo de preparação, tem-se que os ferros são ligados por uma colaboradora
cerca de 10 minutos antes do início de horário de trabalho, tanto de manhã como de tarde, para permitir
o aquecimento da água. Como esta preparação não interfere com o período normal de trabalho,
considera-se o tempo de change over como sendo 0. Na ET2 também não existe tempo de preparação ou
troca de ferramentas, enquanto nas estações 3 e 4 é preciso contabilizar o tempo gasto pelas
colaboradoras para trocarem e prepararem os acessórios na sua mesa de trabalho, para serem usadas
nas operações de etiquetagem e embalagem, respetivamente. Através do método de cronometragem,
registou-se o tempo de change over para ambas as ET, podendo os resultados ser consultados na Tabela
65.
Tabela 65 - Tempos de change over
Modelo 1 Modelo 2 Modelo 3 Modelo 4
C/0 médio -Segundos
C/0 médio - Minutos
ET3 235,11 295 340,45 274,66 286,305 4,77
ET4 45,66 57,11 78,02 48,74 57,3825 0,96
Takt time (TT)
O valor TT foi determinado com base na equação V:
TT = Tempo disponível para produção (min/dia)
Quantidade requerida para um dia (peças/dia)
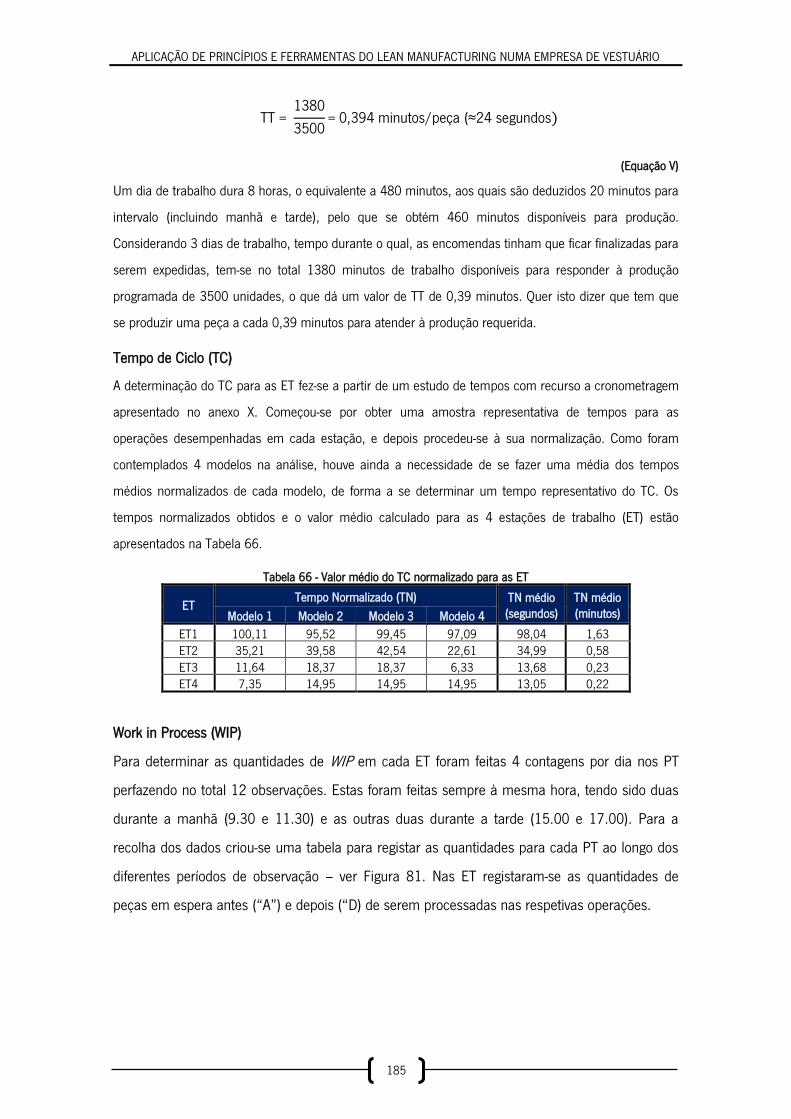
APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
185
(Equação V)
Um dia de trabalho dura 8 horas, o equivalente a 480 minutos, aos quais são deduzidos 20 minutos para
intervalo (incluindo manhã e tarde), pelo que se obtém 460 minutos disponíveis para produção.
Considerando 3 dias de trabalho, tempo durante o qual, as encomendas tinham que ficar finalizadas para
serem expedidas, tem-se no total 1380 minutos de trabalho disponíveis para responder à produção
programada de 3500 unidades, o que dá um valor de TT de 0,39 minutos. Quer isto dizer que tem que
se produzir uma peça a cada 0,39 minutos para atender à produção requerida.
Tempo de Ciclo (TC)
A determinação do TC para as ET fez-se a partir de um estudo de tempos com recurso a cronometragem
apresentado no anexo X. Começou-se por obter uma amostra representativa de tempos para as
operações desempenhadas em cada estação, e depois procedeu-se à sua normalização. Como foram
contemplados 4 modelos na análise, houve ainda a necessidade de se fazer uma média dos tempos
médios normalizados de cada modelo, de forma a se determinar um tempo representativo do TC. Os
tempos normalizados obtidos e o valor médio calculado para as 4 estações de trabalho (ET) estão
apresentados na Tabela 66.
Tabela 66 - Valor médio do TC normalizado para as ET
ET Tempo Normalizado (TN) TN médio
(segundos) TN médio (minutos) Modelo 1 Modelo 2 Modelo 3 Modelo 4
ET1 100,11 95,52 99,45 97,09 98,04 1,63
ET2 35,21 39,58 42,54 22,61 34,99 0,58
ET3 11,64 18,37 18,37 6,33 13,68 0,23
ET4 7,35 14,95 14,95 14,95 13,05 0,22
Work in Process (WIP)
Para determinar as quantidades de WIP em cada ET foram feitas 4 contagens por dia nos PT
perfazendo no total 12 observações. Estas foram feitas sempre à mesma hora, tendo sido duas
durante a manhã (9.30 e 11.30) e as outras duas durante a tarde (15.00 e 17.00). Para a
recolha dos dados criou-se uma tabela para registar as quantidades para cada PT ao longo dos
diferentes períodos de observação – ver Figura 81. Nas ET registaram-se as quantidades de
peças em espera antes (“A”) e depois (“D) de serem processadas nas respetivas operações.
TT = 1380
3500= 0,394 minutos/peça (≈24 segundos)

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
186
Figura 81 - Folha de registo do WIP
Para os diferentes períodos de tempo observados, o nível de WIP determinou-se da seguinte forma: na
ET1 pela soma das quantidades de peças em espera para serem engomadas nos 5 PT; na ET2 pela
soma das quantidades em espera depois da operação de engomagem na ET1, para os 5 PT, com as
quantidades em espera antes da operação de dobragem, para os 2 PT na ET2; na ET3 pela soma das
quantidades em espera depois da operação de dobragem, para os 2 PT na ET2, com as quantidades em
espera antes da operação de etiquetagem, no único PT existente na ET3; e para a ET4 pelo somatório
das quantidades em espera depois de terem sido etiquetadas na ET3, com as quantidades à espera de
serem embaladas no único PT afeto à ET4. Os resultados obtidos com esta análise podem ser
consultados na Tabela 67.
Tabela 67 - Nível de WIP nas ET
Dia Hora Estações de Trabalho (ET)
ET1 ET2 ET3 ET4
02/jun 9.30 238 118 69 6
02/jun 11.30 62 104 60 40
02/jun 15.00 297 126 38 3
02/jun 17.00 104 132 108 56
03/jun 9.30 97 47 81 211
03/jun 11.30 143 114 44 66
03/jun 15.00 102 114 115 19
03/jun 17.00 139 37 25 64
04/jun 9.30 91 55 70 5
04/jun 11.30 42 58 37 53
04/jun 15.00 26 70 112 24
04/jun 17.00 128 99 87 1
WIP médio 122 90 71 46

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
187
Esforço de Transporte
O esforço de transporte foi determinado com base na equação 6:
(Equação VI)
Onde,
ETij: esforço de transporte entre a estação i e a estação j
QRij: quantidade diária a ser transportada entre a estação i e estação j
Dij: distância percorrida entre a estação i e a estação j
Sendo assim a unidade de medida é unidades*metros. O processo desenvolve-se sequencialmente, a
partir da ET1 até à ET4 pelo que a quantidade transportada entre estações é a mesma, mudando apenas
a distância. De notar-se que as estações 3 e 4 estão situadas fisicamente no mesmo local, sendo as
respetivas operações desempenhadas na mesma mesa de apoio. Por conseguinte, o colaborador afeto à
ET3 apenas empurra o trabalho para o posto seguinte, na ET4, fazendo com que o esforço de transporte
seja nulo. Os valores apurados para o esforço de transporte entre as ET encontram-se apresentados na
Tabela 68.
Tabela 68 - Cálculo do esforço de transporte entre as ET
De Para Unidades
Transportadas Distância (metros)
Esforço Transporte (metros*quantidades)
Buffer ET1
3500
10,11 35385
ET1 ET2 5,2 18200
ET2 ET3 1,82 6370
ET3 ET4 - -
Taxa de ocupação do tempo dos trabalhadores
Por último, foi necessário determinar a percentagem de ocupação do tempo dos trabalhadores, para
saber qual a percentagem de tempo gasto em atividades que acrescentam ou não valor para o produto.
Esta análise foi feita com base numa folha de registo criada pelo autor onde se indicam os diferentes
tipos de atividades normalmente realizadas pelos operários. Para identificar estas atividades, foi
necessário ir a cada PT para avaliar o comportamento dos operários no desempenho das suas funções.
Por conseguinte, as seguintes atividades foram consideradas: acrescenta valor, setup, movimentação,
transporte, inspeção, limpeza da peça, ajudar colega, falar com colega ou chefe, outro (não acrescenta
valor).
A atividade “outro” foi incluída para ter a oportunidade de registar outro tipo de atividade desempenhada
pelos operários, que não tivesse incluída na lista de atividades consideradas (exemplo: ir ao WC, beber
água). À exceção da primeira, todas as outras correspondem a atividades que não acrescentam valor. A
Figura 82 mostra um excerto de uma das tabelas criada para efetuar o registo da ocupação do tempo dos
trabalhadores nos seus PT.
ETij= QRij × Dij

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
188
Figura 82 - Excerto da tabela de recolha de dados para a ocupação do tempo dos operários
Nesta análise foram realizadas 24 observações durante 3 dias de trabalho, o que corresponde a 8
observações por dia sempre à mesma hora e a partir do mesmo local. Para as ET1 e ET2 há mais do que
um PT e embora as funções desempenhadas sejam as mesmas, houve a necessidade de se analisar
individualmente cada posto, de forma a ter um valor representativo da ocupação do tempo de todos os
operários. O resumo das observações feitas apresenta-se na Tabela 69 enquanto a taxa (em %) calculada
para a ocupação do tempo dos trabalhadores pode ser consultada na Tabela 70.
Tabela 69 - Registo das observações sobre a taxa de ocupação do tempo dos colaboradores
Acrescenta
Valor Setup Movimentação Transporte Inspeção Limpeza Ajudar Colega Falar com colega
Não Acrescenta
Valor
ET1.P01 17 0 0 4 1 0 0 1 1
ET1.P03 14 0 0 5 2 0 0 2 1
ET1.P04 15 0 0 6 1 0 0 1 1
ET1.P05 15 0 0 4 0 0 2 2 1
ET1.P06 14 0 0 3 2 0 1 1 3
ET2.P01 14 0 1 2 5 1 0 1 0
ET2.P02 11 0 1 3 5 3 0 1 0
ET3.P01 8 2 3 8 1 0 0 1 1
ET4.P01 6 2 1 4 0 0 5 3 3

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
189
Tabela 70 - Percentagem (%) da taxa de ocupação do tempo dos colaboradores
Acrescenta
Valor Setup Movimentação Transporte Inspeção Limpeza Ajudar Colega Falar com colega
Não Acrescenta
Valor
ET1.P01 70,83% 0,00% 0,00% 16,67% 4,17% 0,00% 0,00% 4,17% 4,17%
ET1.P03 58,33% 0,00% 0,00% 20,83% 8,33% 0,00% 0,00% 8,33% 4,17%
ET1.P04 62,50% 0,00% 0,00% 25,00% 4,17% 0,00% 0,00% 4,17% 4,17%
ET1.P05 62,50% 0,00% 0,00% 16,67% 0,00% 0,00% 8,33% 8,33% 4,17%
ET1.P06 58,33% 0,00% 0,00% 12,50% 8,33% 0,00% 4,17% 4,17% 12,50%
ET2.P01 58,33% 0,00% 4,17% 8,33% 20,83% 4,17% 0,00% 4,17% 0,00%
ET2.P02 45,83% 0,00% 4,17% 12,50% 20,83% 12,50% 0,00% 4,17% 0,00%
ET3.P01 33,33% 8,33% 12,50% 33,33% 4,17% 0,00% 0,00% 4,17% 4,17%
ET4.P01 25,00% 8,33% 4,17% 16,67% 0,00% 0,00% 20,83% 12,50% 12,50%

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
190

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
191
ANEXO XIII – INDICADORES OBTIDOS COM O ESTUDO DAS DESLOCAÇÕES
NO SETOR DE ACABAMENTO

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
192
Tabela 71 - Distâncias médias e tempos médios entre as ET Descrição
(DE – PARA) Distância média (metros) Tempo médio
(segundos) Produto Colaborador
ET1 -ET2
ET1.P01 – ET2.P01 3,02 6,04 4,45
ET1.P02 – ET2.P01 3,83 7,66 5,94
ET1.P03 – ET2.P01 5,40 10,8 8,86
ET1.P04 – ET2.P01 6,95 13,90 9,98
ET1.P05 – ET2.P01 7,92 15,84 11,61
ET1.P06 – ET2.P01 9,88 19,76 13,71
ET1.P01 – ET2.P02 2,63 5,26 4,20
ET1.P02 – ET2.P02 1,82 3,64 4,00
ET1.P03 – ET2.P02 3,35 6,7 4,75
ET1.P04 – ET2.P02 4,90 9,80 7,02
ET1.P05 – ET2.P02 5,87 11,74 8,70
ET1.P06 – ET2.P02 7,83 15,66 10,76
Valor médio (segundos) 5,28 10,57 7,83
ET2 – ET3 ET2.P01 – ET3.P01 2,92 5,84 4,39
ET2.P02 – ET3.P01 1,37 2,74 2,25
Valor médio (segundos) 2,15 4,30 3,32
ET4 – Buffer ET4.P01 – Buffer 0,9 1,8 1,62
Valor médio (segundos) 0,9 1,8 1,62
Tabela 72 - Resultados obtidos com a avaliação das deslocações entre as ET
17/03/2014 26/05/2014 27/05/2014 Valor Total Valor médio
ET1
- ET2
Número de ocorrências 87 70 77 234 78
Distância percorrida - produtos (metros) 457,62 368,20 405,02 1230,84 410,28
Distância percorrida - colaborador (metros) 916,11 737,10 810,81 2464,02 821,34
Tempo c/deslocações (minutos) 11,35 9,14 10,05 30,54 10,18
Tempo c/deslocações (horas) 0,1892 0,1523 0,1675 0,5090 0,1697
Custo Transporte (MOD/hora) 1,54 € 1,24 € 1,36 € 4,14 € 1,38 €
Custo deslocação/trabalhador/Ano (€) 320,16 €
ET2
- ET3
Número de ocorrências 88 79 81 248 83
Distância percorrida - produtos (metros) 189,20 169,85 174,15 533,20 177,73
Distância percorrida - colaborador (metros) 378,40 339,70 348,30 1066,40 355,47
Tempo c/deslocações (minutos) 4,87 4,37 4,48 13,72 4,57
Tempo c/deslocações (horas) 0,0812 0,0729 0,0747 0,2287 0,0762
Custo Transporte (MOD/hora) 0,66 € 0,59 € 0,61 € 1,86 € 0,62 €
Custo deslocação/trabalhador/Ano (€) 143,84 €
ET4
– B
uffe
r
Número de ocorrências 68 66 74 208 69
Distância percorrida - produtos (metros) 61,20 59,40 66,60 187,20 62,40
Distância percorrida - colaborador (metros) 122,40 118,80 133,20 374,40 124,80
Tempo c/deslocações (minutos) 1,84 1,78 2,00 5,62 1,87
Tempo c/deslocações (horas) 0,0306 0,0297 0,0333 0,0936 0,0312
Custo Transporte (MOD/hora) 0,25 € 0,24 € 0,27 € 0,76 € 0,25 €
Custo deslocação/trabalhador/Ano (€) 58 €
TOTAL 522 €

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
193
ANEXO XIV – PLANO DE FORMAÇÃO DO PROGRAMA 5S

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
194
Tabela 73 - Plano da ação de formação de metodologia 5S às chefias
AÇÃO DE FORMAÇÃO – METODOLOGIA 5S
FORMADOR: Rúben Eira
SESSÃO FORMAÇÃO OBJETIVOS ESPECÍFICOS RECURSOS DIDÁTICOS MÉTODO AVALIAÇÃO DURAÇÃO
PREVISTA (H)
SESSÃO 1
Introdução aos 5S´s: Conceito; Objetivos e benefícios; Passos de implementação dos 5S´s;
Definição da equipa 5S’s; Preparação da equipa para começar a implementar os 5S´s.
Quadro branco; Marcadores; Computador; Data-show.
Teórico. Através de perguntas feitas aos formandos.
2
SESSÃO 2
Implementação no tereno (espaço fabril) sobre os 3 primeiros S´s (ordenação, organização e limpeza):
Diagnóstico de problemas; Identificar oportunidades de melhoria e
implementar; Registar o “antes” e o “depois”.
Máquina fotográfica; Papel; Caneta.
Prático. Através do trabalho
no terreno. 3
SESSÃO 3
Discussão sobre o trabalho desenvolvido no terreno: Resultados obtidos; Comparação do “antes” e o “depois” da
implementação do programa. Desenvolvimento de instruções de trabalho padronizadas; Procedimentos para auditoria e manutenção do programa 5S:
Desenvolvimento de uma checklist. Planear ações futuras.
Quadro branco; Marcadores; Computador; Data-show.
Teórico -Prático.
Através de perguntas feitas aos formandos.
2

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
195
ANEXO XV – INSTRUÇÕES PARA A IMPLEMENTAÇÃO DOS TRÊS PRIMEIROS
S´S

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
196
Tabela 74 - Instruções para implementar os primeiros 3 S´s
Instruções para Implementar os 3S´s
1º S (Organização) - Identificar aquilo que é necessário para a execução das tarefas
Identificar os materiais como ÚTEIS OU INÚTEIS através de etiquetas.
Verificar a frequência de utilização dos materiais (quanto menos utilizados forem mais afastados
devem estar do local de trabalho;
Os materiais inúteis devem ser descartados (deitados fora ou vendidos).
2º S (Ordenação) – Definir locais para colocar os materiais necessários
Definir locais para cada material;
Os materiais mais utilizados são os que devem estar mais próximos do posto de trabalho;
Cada material deve ser guardado no local designado quando não estiver a ser usado;
Utilizar etiquetas para identificar os materiais e os locais onde são guardados (exemplo:
prateleiras, gavetas, armários).
Os materiais devem estar acessíveis e ser facilmente identificados por qualquer colaborador.
Manter os corredores de circulação livres de obstáculos.
3º S (Limpeza) – Identificar e eliminar as fontes de sujidade
Limpar o posto de trabalho e a área envolvente;
Limpar as máquinas, ferramentas e materiais;
Manter as máquinas, ferramentas e materiais em bom estado de conservação.
Tenha um bom SENSO!
ORDENE, ORGANIZE e LIMPE!

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
197
ANEXO XVI – CHECKLIST PARA AUDITORIAS 5S

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
198
Tabela 75 - Checklist para auditoria 5S
Checklist de auditoria 5S Página: 1/3
Setor: Nº Equipa: Auditores: Data:
Designação Pontuação
Observações 0 - Mau
1 - Razoável
2 - Bom 3 -
Excelente
1º S
- O
rgan
izaç
ão
1.1 Existe somente materiais necessários
para a realização do trabalho?
1.2
Os materiais necessários para o trabalho são dispostos nas
quantidades certas?
1.3 Existem materiais sem uso ou com
defeito no local de trabalho?
1.4 Existem materiais obsoletos no local
de trabalho?
1.5 É feita a etiquetagem/identificação dos temas associados à segurança?
1.6
Os colaboradores procuram sempre descartar os materiais supérfluos,
evitando acumulação?
1.7
Os colaboradores têm conhecimento e compreendem o significado deste
"S"?
Resultado obtido (pontos):
Resultado obtido (%):
2º S
- O
rden
ação
2.1 Existem materiais espalhados no
chão, mesa, corredores, etc? 2.2 Os materiais estão identificados?
2.3
As identificações dos materiais são conhecidas por todos os
colaboradores?
2.4
Existem locais próprios para os materiais serem guardados e estão bem localizados para facilitar o seu
acesso?
2.5
Os materiais são guardados no seu local quando não estão a ser
utilizados?
2.6
Os materiais guardados estão livres do risco de deterioração, humidade,
oxidação ou queda?
2.7
Existem marcações/sinalizações para delimitar as áreas de trabalho e
armazenagem?
2.8
Os colaboradores têm conhecimento e compreendem o significado deste
"S"?
Resultado obtido (pontos):
Resultado obtido (%):

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
199
Checklist de auditoria 5S Página: 2/3
Setor: Nº Equipa: Auditores: Data:
Designação Pontuação
Observações 0 - Mau
1 - Razoável
2 - Bom 3 -
Excelente
3º
S - L
impe
za
3.1 Existe lixo espalhado pelo chão?
3.2 Os utensílios de trabalho estão limpos
e bom estado de conservação?
3.3 As máquinas estão limpas e em bom
estado de conservação?
3.4
A área de trabalho está limpa (inclui chão, parede, janelas, portas,
prateleiras, etc)?
3.5
Estão disponíveis nos postos os materiais de limpeza necessários e
em bom estado?
3.6 As zonas de passagem estão
desimpedidas (livres de obstáculos)?
3.7
Os colaboradores têm conhecimento e compreendem o significado deste
"S"?
Resultado obtido (pontos):
Resultado obtido (%):
4º S
- P
adro
niza
ção
4.1 Existem planos/rotinas de limpeza
dos locais de trabalho?
4.2
Existem checklists ou instruções de trabalho visíveis e de fácil
compreensão para o funcionamento e manutenção das máquinas?
4.3
Existem regras normalizadas para a identificação/disposição dos
materiais nos locais de trabalho e estas são cumpridas?
4.4
As informações afixadas nos placards são visíveis e de fácil compreensão?
4.5
Os colaboradores cumprem com as regras de trabalho e de segurança
estabelecidas?
4.6
Os colaboradores têm conhecimento e compreendem o significado deste
"S"?
Resultado obtido (pontos):
Resultado obtido (%):

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
200
Checklist de auditoria 5S Página: 3/3
Setor: Nº Equipa: Auditores: Data:
Designação Pontuação
Observações 0 - Mau
1 - Razoável
2 - Bom 3 -
Excelente
5º S
- Au
todi
scip
lina
5.1
Os colaboradores têm o hábito de manter o local de trabalho limpo e
bem organizado?
5.2
Os colaboradores utilizam os equipamentos de proteção individual
previstos para a sua atividade?
5.3
Os colaboradores cumprem com os procedimentos de trabalho
estabelecidos?
5.4
Existe companheirismo e ajuda mútua entre os membros das equipas
na aplicação do programa 5S?
5.5
Os colaboradores sentem-se motivados em aplicar os três
primeiros sensos na sua área de trabalho e propõe sugestões de
melhoria?
5.6
Os colaboradores têm conhecimento e compreendem o significado deste
"S"?
Resultado obtido (pontos):
Resultado obtido (%):

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
201
ANEXO XVII – AVALIAÇÃO DO ESTADO DAS MÁQUINAS/EQUIPAMENTOS

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
202
Tabela 76 - Estado das máquinas/equipamentos (Secção 1)
Máquinas e Equipamentos Principais
Secção 1: Armazém de MP
Página: 1/1 Data: 7/3/2014
Imagem Designação Tipo de
Equipamento
Estado
Ativo Inativo
Máquina de furar papel
Outros 0 1
Ferro de engomar
Acabamentos 1 0
Empilhadora Manuseio de
Carga 1 0
Porta-paletes Manuseio de
carga e pesagem
1 0
Máquina de desenrolar
malha/tecido Outro 1 0

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
203
Tabela 77 - Estado das máquinas/equipamentos (Secção 2)
Máquinas e Equipamentos Principais
Secção 2: Corte
Página: 1/1 Data: 7/3/2014
Imagem Designação Tipo de
Equipamento
Estado
Ativo Inativo
Máquina de estender
automática Corte 3 0
Máquina de corte com
mesa automática
Corte 2 0
Serra de fita Corte 1 0
Máquina de cortar colarete
Corte 1 1
Máquina de corte e cose
Costura 1 0
Tesoura Elétrica
Corte 2 0

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
204
Tabela 78 - Estado das máquinas/equipamentos (Secção 3)
Máquinas e Equipamentos Principais
Secção 3: Costura, Acabamento e Expedição
Página: 1/3 Data: 7/3/2014
Imagem Designação Tipo de
Equipamento
Estado
Ativo Inativo
Máquina de meter molas
Aplicações 3 0
Máquina de meter bainhas
Costura 2 0
Máquina de recobrimento
Costura 2 0
Máquina de pregar chapas
Aplicações 2 0
Máquina de casear
Costura 1 1
Máquina de mosquear
Costura 1 1
Máquina de meter bainhas
invisíveis Costura 1 0
Máquina de ziguezague
Costura 2 0

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
205
Máquinas e Equipamentos Principais
Secção 3: Costura, Acabamento e Expedição
Página: 2/3 Data: 7/3/2014
Imagem Designação Tipo de
Equipamento
Estado
Ativo Inativo
Máquina de meter
elásticos Costura 0 1
Máquina de corte e cose
Costura 10 0
Máquina de meter colarete
Costura 2 0
Máquina de ponto corrido
Costura 8 1
Máquina de meter rolinho
Costura 1 1
Prensa de colar entre
tela Costura 1 0
Máquina de meter malhete
Costura 1 0
Máquina de pregar botões
Aplicações 3 0

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
206
Máquinas e Equipamentos Principais
Secção 3: Costura, Acabamento e Expedição
Página: 3/3 Data: 7/3/2014
Imagem Designação Tipo de
Equipamento
Estado
Ativo Inativo
Máquina de picueta
Costura 1 1
Ferros de Engomar
Acabamentos 8 0
Balança Pesagem 1 0
Máquina de Cintar
Cintagem 0 1
Porta-Paletes Transporte 1 0
Mesa de
limpeza “tira-nódoas”
Limpeza 1 0

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
207
ANEXO XVIII – TABELA E CÁLCULO DAS MEDIDAS ANTROPOMÉTRICA

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
208
Tabela 79 - Dimensões antropométricas da população portuguesa
Cálculo das medidas antropométricas
1. Altura das prateleiras dos carrinhos rolantes Altura da prateleira superior do carrinho: não pode ser superior à altura do ombro relativamente
ao solo.
Condição limitante: os mais baixos (população feminina)
Percentil: 5 (p = 5)
Correção de calçado = 25 mm
P(5) = 1181
Altura prateleira = P(5) + Correção de calçado
= 1181 + 25 = 1206 mm
Altura da prateleira inferior do carrinho: não pode ser inferior à altura do punho relativamente ao
solo
Condição limitante: os mais baixos (população feminina)
Percentil: 5 (p = 5)
Correção de calçado = 25 mm
P(5) = 619
Altura prateleira inferior = P(5) + Correção de calçado

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
209
= 619 + 25 = 644 mm
2. Altura da superfície de trabalho dos ferros de engomar
Altura da superfície de trabalho: deve ser ligeiramente inferior (100 mm) à altura do cotovelo
relativamente ao solo
Condição limitante: os mais altos (população feminina)
Percentil: 95 (p = 95)
Correção de calçado = 25 mm
P(95) = 1041 mm
Altura superfície trabalho = P(95) + Correção de calçado – 100
= 1041 + 25 - 100 = 966 mm
3. Altura da bancada de trabalho para o setor de expedição
Altura da superfície de trabalho: deve estar entre 10-30 cm abaixo do nível do cotovelo
Condição limitante: os mais altos (população masculina)
Percentil (P): 95
Correção de calçado (CC) : 25 mm
P95 (Altura do cotovelo relativamente ao solo) = 1134 mm
Altura da bancada de trabalho = P95 + CC = 1134 + 25 = 1159 mm
1159 – 300 ≤ Altura da bancada de trabalho ≤ 1159 – 100
859 ≤ Altura da bancada de trabalho ≤ 1059
Altura mínima da bancada de trabalho = 859 mm
Altura máxima da bancada de trabalho = 1059 mm
Altura de levantamento das caixas: não deve ser inferior à altura do punho relativamente ao solo
(Altura de picking ≥ Altura do punho relativamente ao solo)
Condição limitante: os mais altos (população masculina)
Percentil: 95 (p = 95)
Correção de calçado: 25 (cc = 25 mm)
P95 (Altura do punho relativamente ao solo) = 806 mm
Altura mínima de picking das caixas = P95 + CC = 806 + 25 = 831 mm
Altura recomendada para a bancada de trabalho: 860 mm

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
210

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
211
ANEXO XIX – FORMULÁRIO DE IDEIAS E SUGESTÕES

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
212
Figura 83 - Formulário de ideias e sugestões

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
213
ANEXO XX – DOCUMENTO A3 PARA REUNIÕES

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
214
Tabela 80 - Folha A3 para reuniões
FOLHA A3 – RESOLUÇÃO DE PROBLEMAS
Título/Tema: Data: ___/___/___ Autor: Aprovado por:
1. CONTEXTUALIZAÇÃO
5. SUGESTÕES DE AÇÃO/MELHORIA
2. SITUAÇÃO ATUAL
6. PLANO DE AÇÃO
3. OBJETIVOS/METAS
4. ANÁLISE
7. AVALIAÇÃO
Apresentação do contexto geral da situação e da importância de serem introduzidas melhorias.
Porquê mudar?
Apresentar visualmente através de quadros, gráficos, desenhos ou mapas a situação atual e o problema que se levanta.
Qual é o problema?
Especificar da forma mais clara possível aquilo que se pretende atingir.
Quais os objetivos a atingir? Como mensurá-los?
Apurar as principais causas para o problema atual identificado (chegar à raiz do problema através da utilização da técnica de análise como o 5 WH e diagrama de
causa-efeito de Ishikawa, entre outras).
Quais as causas do problema?
Apresentação das propostas para conseguir as melhorias desejadas e explicação de que forma elas vão permitir superar os problemas existentes.
Como ultrapassar os problemas atuais?
Planear as ações/atividades necessárias para a implementação das melhorias (por exemplo: através da técnica 5W2H). Definir também indicadores para medir o desempenho/progresso das ações.
O quê? (What?)
Quem? (Who?)
Quando? (When?)
Onde? (Where?)
Porquê? (Why)
Como? (How?)
Quanto? (How much?)
Que atividades de intervenção são necessárias?
Medir o impacto das ações a serem implementadas (benefícios tangíveis e/ou intangíveis e projeção de custos). Antever possíveis questões ou problemas que possam surgir durante a sua implementação?
O que a empresa ganha? Quanto Custa?

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
215
ANEXO XXI – DOCUMENTOS DE REGISTO DE DEFEITOS

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
216
Figura 84 - Folha de registo de defeitos no setor do corte
Figura 85 - Folha de registo de defeitos no setor de revista
Figura 86 - Folha de registo de defeitos no setor de acabamento

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
217
ANEXO XXII – DOCUMENTOS DE CONTROLO DOS EPI

APLICAÇÃO DE PRINCÍPIOS E FERRAMENTAS DO LEAN MANUFACTURING NUMA EMPRESA DE VESTUÁRIO
218
Figura 87 - Folha de entrega dos EPI
Figura 88 - Folha de verificação de utilização do EPI