Embed Size (px)
Citation preview

UNIVERSIDADE CANDIDO MENDES
PÓS-GRADUAÇÃO LATO SENSU
INSTITUTO A VEZ DO MESTRE
O SISTEMA DE GESTÃO AMBIENTAL ALIADO AS FERRAMENTAS DO
LEAN MANUFACTURING – ESTUDO DE CASO DA INDÚSTRIA DE
FABRICAÇÃO DE LATAS DE ALUMÍNIO PARA BEBIDAS
Por: Adriana Ressiguier Barreto Vasconcelos
Orientador
Prof. Jorge Tadeu Vieira Lourenço
Rio de Janeiro
2009

2
UNIVERSIDADE CANDIDO MENDES
PÓS-GRADUAÇÃO LATO SENSU
INSTITUTO A VEZ DO MESTRE
O SISTEMA DE GESTÃO AMBIENTAL ALIADO AS FERRAMENTAS DO
LEAN MANUFACTURING – ESTUDO DE CASO DA INDÚSTRIA DE
FABRICAÇÃO DE LATAS DE ALUMÍNIO PARA BEBIDAS
Apresentação de monografia ao Instituto A Vez do
Mestre – Universidade Candido Mendes como
requisito parcial para obtenção do grau de
especialista em Engenharia de Produção.
Por: . Adriana Ressiguier Barreto Vasconcelos

3
AGRADECIMENTOS
Aos meus pais, meus amigos e meu
esposo pelo apoio na elaboração do
trabalho.

4
DEDICATÓRIA
Dedico esta dissertação aos meus
pais, Genilson e Vera a minha irmã,
Ana Beatriz e a meu querido esposo
Lincoln Vasconcelos, meu amado
companheiro e incentivador.

5
RESUMO
O sistema de gerenciamento ambiental está se tornando cada vez mais
uma prioridade na gestão das empresas. Em diversas regiões do mundo,
novas medidas com objetivos focados em indicadores ambientais estão sendo
promovidas. Mas como atingir estes objetivos de maneira eficaz e sustentável?
O foco principal da produção Lean é solucionar esta questão com a eliminação
sistemática dos desperdícios, ou seja, de tudo aquilo que não agrega valor às
atividades no processo de produção. A execução destes princípios e de seus
métodos objetiva a melhoria dos indicadores ambientais, tais como
porcentagem de geração de resíduos, consumo de energia e diversos outros
recursos.

6
METODOLOGIA
A metodologia utilizada para a confecção desta monografia a pesquisa
bibliográfica elaborada a partir de material já publicado, constituído
principalmente de livros, artigos de periódicos, material disponibilizado na
Internet e a partir de experiência superior a dez anos na indústria,
implementação de Sistemas de Gestão e utilização de ferramentas para
melhoria do Sistema de Gestão Ambiental.

7
SUMÁRIO
INTRODUÇÃO 8
CAPITULO I – LEAN MANUFACTURING 9
CAPÍTULO II – FERRAMENTAS DO LEAN MANUFACTURING 10
CAPÍTULO III – OS DESPERDÍCIOS E IMPACTOS NO SGA 26
CAPÍTULO IV – HISTÓRIA E FABRICAÇÃO DA LATA DE ALUMÍNIO 28
CAPITULO V – OS INDICADORES DE ECOEFICIÊNCIA DO SISTEMA
DE GESTÃO AMBIENTAL DA PRODUÇÃO DE LATAS 35
CAPITULO VI – INTEGRAÇÃO DO SISTEMA DE GESTÃO COM AS
FERRAMENTAS DO LEAN 37
CONCLUSÃO 39
BIBLIOGRAFIA 40
ÍNDICE 42

8
INTRODUÇÃO
O que é a manufatura enxuta afinal? De acordo com o Lean Institute
Brasil, é uma filosofia de negócios baseada no Sistema Toyota de Produção
que olha com detalhe para as atividades básicas envolvidas no negócio e
identifica o que é o desperdício e o que é o valor a partir da ótica dos clientes e
usuários.
No Sistema de Gestão Ambiental, mecanismos e ações do tipo reciclar,
reduzir, reutilizar, tratar, reaproveitar rejeitos e resíduos não intencionais,
modificar processos e produtos, são opções essenciais para manutenção do
equilíbrio entre as atividades produtivas e a prevenção de danos ambientais.
As organizações produtoras de bens e serviços têm, portanto, a obrigação de gerenciar seus processos de maneira a assegurar esse equilíbrio e colocar a criatividade a serviço da gestão, assumindo a responsabilidade que lhes cabe no controle dos aspectos ambientais decorrentes de suas atividades (Cerqueira, 2006).
No contexto de utilização de criatividade a serviço da gestão, o maior
objetivo de aliar os conceitos de manufatura enxuta e o SGA é o
estabelecimento de metas de redução nos indicadores ambientais atingindo
melhores resultados quando vinculadas às metas da área produtiva. O esforço
para implementar os conceitos de manufatura enxuta em diversos processos
visa à melhoria sistêmica podendo beneficiar as empresas na melhoria das
condições ambientais.
As razões para a adoção de programas de melhorias dentro de um
Sistema de Gestão Ambiental são várias. Geralmente incluem a inevitável
necessidade de se distinguir em todas as três dimensões: qualidade, custo e
prazo, assim como a importância de se manter a frente dos concorrentes
(Cerqueira, 2006).

9
CAPÍTULO I
LEAN MANUFACTURING
Lean, conceito que algumas empresas estão buscando e que
poderá representar uma forma de enfrentar a crise atual, transformando o
sistema de gestão.
O termo em inglês Lean, significa enxuto, magro, sem gordura.
Este conceito entrou no mundo da administração das empresas através
de um projeto de pesquisa sobre a indústria automobilística mundial
realizada pelo MIT (Massachusetts Institute of Technology). Neste
trabalho ficaram evidentes as vantagens do desempenho do Sistema
Toyota de Produção que traziam enormes diferenças em produtividade,
qualidade, desenvolvimento de produtos e rentabilidade, explicava em
grande medida, o sucesso da indústria japonesa. Nesta época, final dos
anos 80, a Toyota não estava entre as maiores empresas do mundo
porém o extraordinário poder deste sistema, tornou-a a maior montadora
global, desbancando a General Motors que foi a número um por 77 anos.
Segundo o Lean Institute Brasil, o sistema Lean de gerenciamento ou
Lean Management é uma filosofia de gestão que procura satisfazer ao máximo
os clientes utilizando da melhor maneira possível os recursos existentes
eliminando os desperdícios, possui um conjunto de técnicas práticas e
ferramentas gerenciais que trazem resultados muito superiores aos sistemas
de gestão tradicionais. O importante é eliminar os desperdícios, e não demitir
as pessoas com muita empresa faz em particular nestas épocas de crise.
Desperdícios são as atividades que as empresas fazem, mas que não
agrega valor aos clientes. O sistema Lean de gestão, pode ser aprendido e
utilizado por empresas dos mais diversos setores e tamanhos, sempre
trazendo resultados significativamente melhores.

10
CAPÍTULO II
FERRAMENTAS DO LEAN MANUFACTURING
Ao iniciar a jornada Lean, um dos fatores críticos de sucesso é um
entendimento claro de qual é a necessidade da empresa. Quais são os fatores
críticos para o negócio em termos de entrega, qualidade, custo? Quais são os
objetivos a serem atingidos? Quais são os produtos associados a estes
objetivos?
Responder a estas perguntas faz com que tenhamos um norte que
permite direcionar a aplicação de cada ferramenta para melhoria de cada
processo, tornando-os integrados e alinhados às necessidades do negócio.
2.1 - VSM (Value Stream Map) – Mapa de Fluxo de Valor
Ferramenta que consiste em mapear todas as etapas do processo de
fabricação do fluxo de informações visando à redução e identificação dos
desperdícios e variabilidade de processos.
Os sete desperdícios do Lean:
• Retrabalho
• Espera
• Superprodução
• Movimentação
• Estoque
• Processamento desnecessário
• Criatividade não utilizada
Conceito de Fluxo de Valor
Fluxo de Valor é o conjunto de todas as atividades que ocorrem desde a
obtenção da matéria-prima até a entrega do produto ao consumidor final.
Nessas atividades, estão incluídas tanto as atividades que agregam valor,
como as que não agregam valor.

11
De forma geral, dizemos que uma atividade agrega ou não agrega valor
do ponto de vista do cliente. Numa linguagem simples, atividades que agregam
valor são aquelas que o cliente pago por elas, que modificam o produto que ele
está comprando. Atividades que não agregam valor são aquelas pela qual o
cliente não paga por elas, que nada agregam ao produto que ele está
comprando.
Algumas atividades, apesar de não agregarem valor, são necessárias ao
processo e não podem ser eliminadas, como o sistema de transporte, a
estocagem, a lubrificação dos equipamentos, os testes de controle de
qualidade a Estação de Tratamento de Efluentes, dentre outras.
Mapeamento do Fluxo de Valor significa identificar fluxo de valor e
colocá-lo no papel, de forma organizada e padronizada, através de ícones
padrões (Figura 1 e Figura 2).
É uma ferramenta que ajuda a enxergar e a entender o fluxo de material
e de informação na medida em que o produto segue o fluxo de valor. (Figura
3).
O objetivo principal da ferramenta é obter uma visualização clara dos
processos de manufatura e dos desperdícios, bem como diretrizes eficazes de
análise que auxiliem no projeto de otimização do fluxo e eliminação dos
desperdícios.
Figura 1 –Exemplo de Ícones do Fluxo de Material da Indústria de Latas.
12
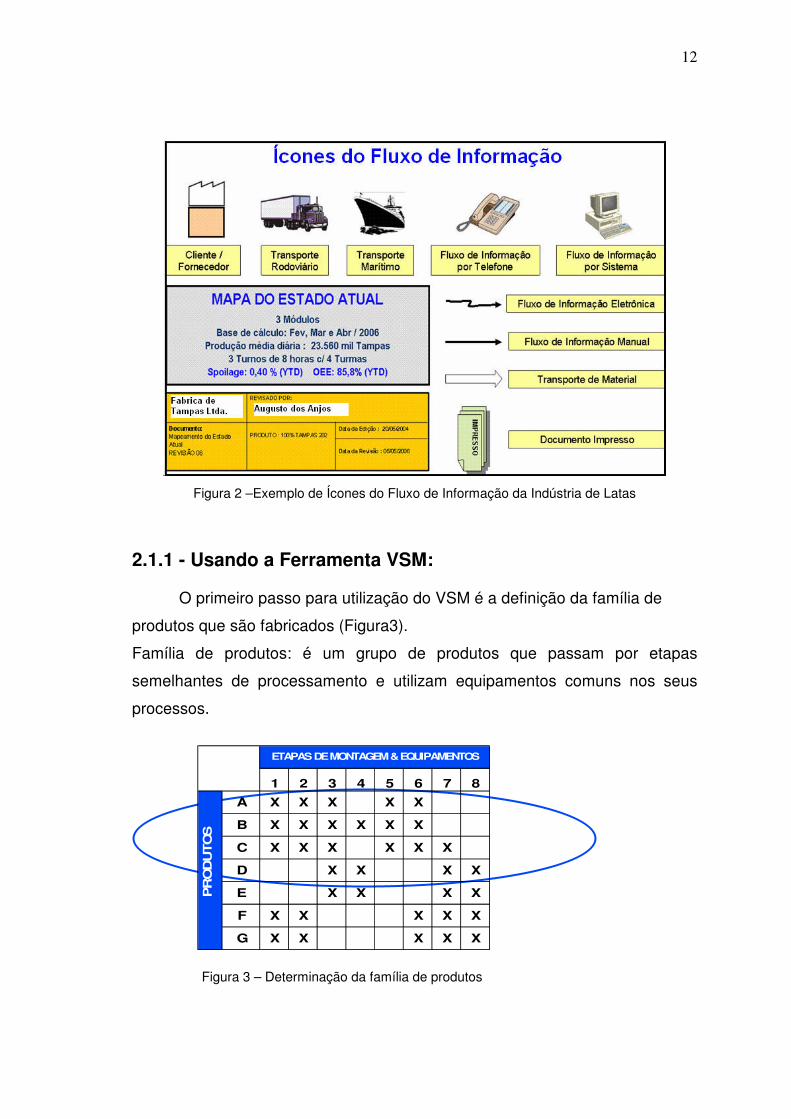
Figura 2 –Exemplo de Ícones do Fluxo de Informação da Indústria de Latas
2.1.1 - Usando a Ferramenta VSM:
O primeiro passo para utilização do VSM é a definição da família de
produtos que são fabricados (Figura3).
Família de produtos: é um grupo de produtos que passam por etapas
semelhantes de processamento e utilizam equipamentos comuns nos seus
processos.
Figura 3 – Determinação da família de produtos
1 2 3 4 5 6 7 8
A X X X X X
B X X X X X X
C X X X X X X
D X X X X
E X X X X
F X X X X X
G X X X X X
PR
OD
UTO
S
ETAPAS DE MONTAGEM & EQUIPAMENTOS
13
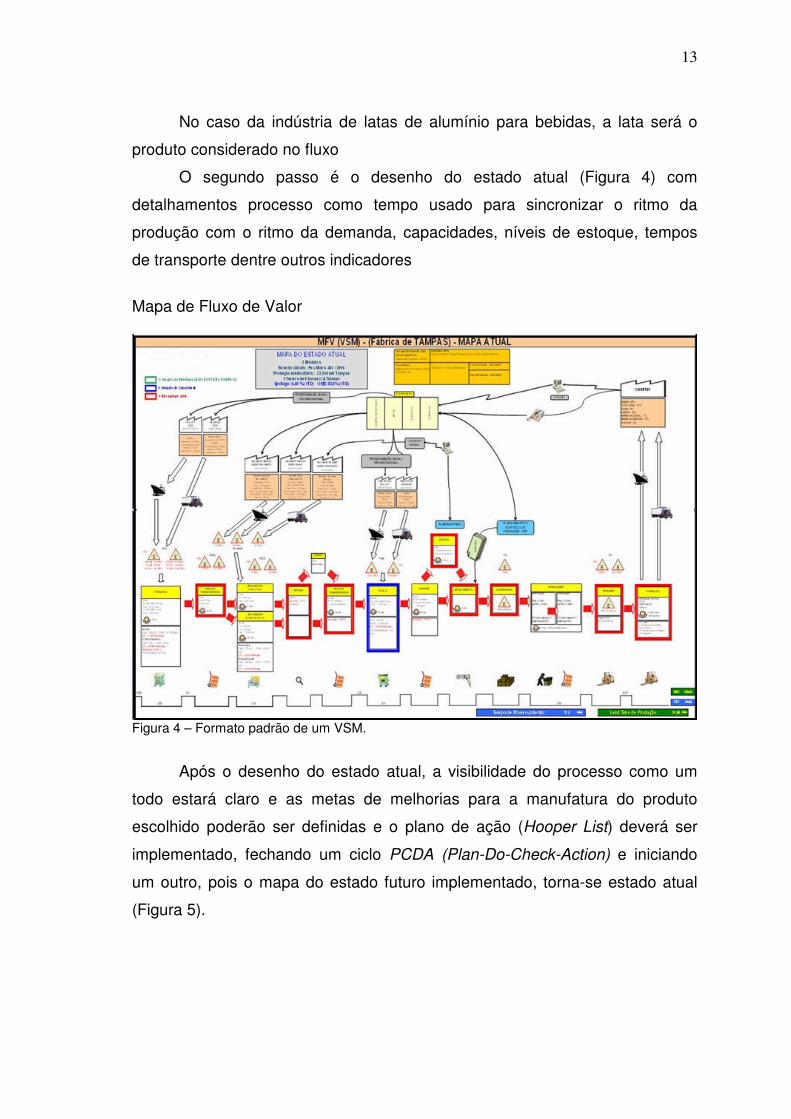
No caso da indústria de latas de alumínio para bebidas, a lata será o
produto considerado no fluxo
O segundo passo é o desenho do estado atual (Figura 4) com
detalhamentos processo como tempo usado para sincronizar o ritmo da
produção com o ritmo da demanda, capacidades, níveis de estoque, tempos
de transporte dentre outros indicadores
Mapa de Fluxo de Valor
Figura 4 – Formato padrão de um VSM.
Após o desenho do estado atual, a visibilidade do processo como um
todo estará claro e as metas de melhorias para a manufatura do produto
escolhido poderão ser definidas e o plano de ação (Hooper List) deverá ser
implementado, fechando um ciclo PCDA (Plan-Do-Check-Action) e iniciando
um outro, pois o mapa do estado futuro implementado, torna-se estado atual
(Figura 5).

14
Ciclo do Mapa de Fluxo de Valor
Figura 5
2.1.2- Hooper List
Hooper List é a lista de prioridades da fábrica, é o plano de ação do
Sistema de Gestão e do Lean Manufacturing. (Figura 6)
A Hooper List é alimentada principalmente pelo VSM, pelas ações
geradas para transformar o estado atual no estado futuro.
Permite a visualização de todas as ações de melhoria da fábrica e o
follow up.
Pode ser também alimentada por ações decorrentes da :
• Planilha de indicadores periódicos
• Análise Crítica do Sistema de Gestão
• Projetos Seis Sigma, Kaizen’s e SMED’s
• Auditorias Internas e Externas
• Budget (orçamento)

15
Exemplo de Hopper List
Figura 6
2.2 - Programa 5S
O 5S é a base para o sucesso da Manufatura Enxuta (Figura 7), por que
a aplicação dos cinco sensos objetiva a transformação do ambiente e das
atitudes das pessoas visando melhorar a qualidade de vida, a redução dos
custos, a diminuição dos desperdícios e o aumento da produtividade.
Os cinco sensos do programa 5S:
• Senso de Utilização
• Senso de Ordenação
• Senso de Limpeza
• Senso de Padronização
• Senso de Autodisciplina
Representação do 5S como a base para o sucesso do Lean.
Figura 7
5S
VSM
SMED
6 SIGMA
TPM
LEAN

16
2.2.1 - Os cinco sensos do programa 5S, conceitos, benefícios
e exemplo da aplicação
1° Senso - Senso de utilização
Consiste na identificação e classificação de todos os materiais de
trabalho e descarte dos desnecessários, eliminando os excessos de
ferramentas, equipamentos, utensílios, móveis, papéis e itens desatualizados.
Benefícios:
• Economia de espaço,
• Eliminação do consumo excessivo de materiais;
• Redução dos riscos de acidentes;
• Redução do desperdício de materiais.
Exemplo de aplicação do senso de utilização:
Fotos antes e depois de bancadas de uma Ferramentaria
Antes Depois
2° Senso - Senso de ordenação
Organização de todos os materiais de trabalho, equipamentos e
informações com a definição de locais apropriados, facilitando a localização,
acesso e uso de modo que qualquer pessoa possa encontrá-los rapidamente a
qualquer tempo.

17
Exemplo de aplicação do senso de ordenação:
Fotos de antes e depois da uma área de rebarbas metálicas
Antes Depois
Benefícios:
• Rapidez e facilidade na busca dos materiais;
• Otimiza o uso de máquinas, materiais, ferramentas, etc.;
• Maior controle sobre a utilização dos materiais;
• Redução dos riscos de acidentes.
3° Senso - Senso de limpeza
Melhoria da limpeza, da aparência e da conservação nas áreas de
trabalho, eliminando a sujeira e objetos estranhos.
Exemplo de aplicação do senso de limpeza: Fotos de antes e depois de uma área de destinação de resíduos sólidos.
Antes Depois

18
Benefícios:
• Melhoria do ambiente de trabalho, tornando-o agradável;
• Melhoria do relacionamento inter-pessoal;
• Prevenção de acidentes;
• Eliminação de desperdícios pela má conservação;
• Permite que equipamentos e ferramentas estejam em perfeitas condições
de uso.
4° Senso – Senso de limpeza
Atenção focalizada na criação de condições favoráveis à saúde física e
mental, garantindo um ambiente saudável, livre de poluição com boas
condições sanitárias nas áreas comuns, lavatórios, banheiros, cozinha,
restaurante, etc. A orientação para o zelo da higiene pessoal é fundamental
neste senso.
Exemplo de aplicação do senso de limpeza: Fotos de antes e depois de uma área de higienização das mãos.
Antes Depois
Benefícios:
• Redução dos efeitos dos agentes poluentes;
• Redução do risco de doenças funcionais;
• Melhoria das condições de trabalho;
• Redução das condições inseguras;
• Melhoria do aspecto visual do ambiente.

19
• 5° Senso - Senso de autodisciplina
Desenvolver o cumprimento regular das normas e condutas, visando
melhorar a qualidade de vida dos companheiros de trabalho. O cumprimento
dos itens anteriores deve tornar-se um hábito. A prática deste senso é
constatada pelas auditorias, sempre observando e avaliando a rotina
estabelecida na implantação dos quatro sensos anteriores.
Exemplo de aplicação do senso de autodisciplina: Foto de antes e depois da oficina de manutenção de empilhadeiras
Antes Depois
Benefícios:
Contribui para a melhoria contínua da organização e do ambiente de
trabalho através da consolidação dos conceitos aprendidos e praticados no
programa 5S.
2.3 - SMED (Single Minute Exchange of Dies) - Troca Rápida de
Ferramentas
Consiste na adoção de métodos para redução dos tempos improdutivos
gastos nos set ups através da identificação e análise das atividades internas e
externas.
Dentre os principais desafios enfrentados pelas empresas podemos citar
a demanda por uma produção diversificada e em baixo volume, os projetos de
redução do set up de máquinas objetivam a flexibilidade e agilidade na

20
manufatura e por conseqüência aumentando o atendimento as demandas e a
competitividade.
Tipos de set ups operacionais:
a) Set up interno: operações de set up que só podem ser executadas
com a máquina parada
b) Set up externo: operações de set up que podem ser feitas com a
máquina em operação
A estratégia dos projetos SMED é converter os set ups internos em
externos, ganhando com isso menores tempos de máquina parada
aumentando por conseqüência a eficiência e produtividade da fábrica.
2.3.1 - Etapas de um Projeto SMED
1- Levantamento das oportunidades de melhoria (VSM) e filmagem da
operação no estado atual;
1 - Mapeamento do processo;
2 - Separação entre set up interno e externo;
3 - Conversão do set up interno em externo;
4 - Racionalização e padronização de todos os aspectos da operação de
set up.
Fluxograma das etapas de um projeto SMED:

21
2.4 - TPM (Total Production Maintanance) – Manutenção
Produtiva Total
Metodologia e Gerenciamento da manutenção com objetivo de
aumentar a disponibilidade dos equipamentos.
O TPM compreende a Manutenção com a participação de todos, onde
TOTAL significa: todos os níveis, todos os departamentos, rendimento máximo
da operação global, PRODUCTIVE conceito onde as intervenções em
máquinas deixam de ser exclusividade da manutenção e MAINTENANCE
compreende o respeito pelo equipamento, manutenção autônoma.
O objetivo do TPM é integrar a produção e a manutenção, maximizar o
rendimento do sistema produtivo da empresa, zero quebra, falha ou acidente
com pessoas e meio ambiente.
2.4.1- Fases de implementação do TPM
FASE 1 - Melhoria Contínua
Promoção de atividades de equipe e de pequenos grupos no local de
trabalho e incorporação das melhorias, através dos seguintes passos:
• Selecionar equipamentos modelo (piloto)
• Organizar equipes de trabalho
• Levantamento das 6 grandes perdas anuais
• Atacar as 6 grandes perdas
• Implementar as melhorias
• Analisar os resultados
FASE 2 - Manutenção autônoma:
Dentro dos fundamentos da Manutenção autônoma, o operador “adota”
a sua máquina.
Passo a passo dos eventos de manutenção autônoma:
• Limpeza inicial
22
• Eliminação de fontes de sujeira e locais de difícil acesso
• Padrões provisórios de limpeza, inspeção e lubrificação.
• Inspeção geral
• Inspeção autônoma
• Padronização definitiva
• Consolidação
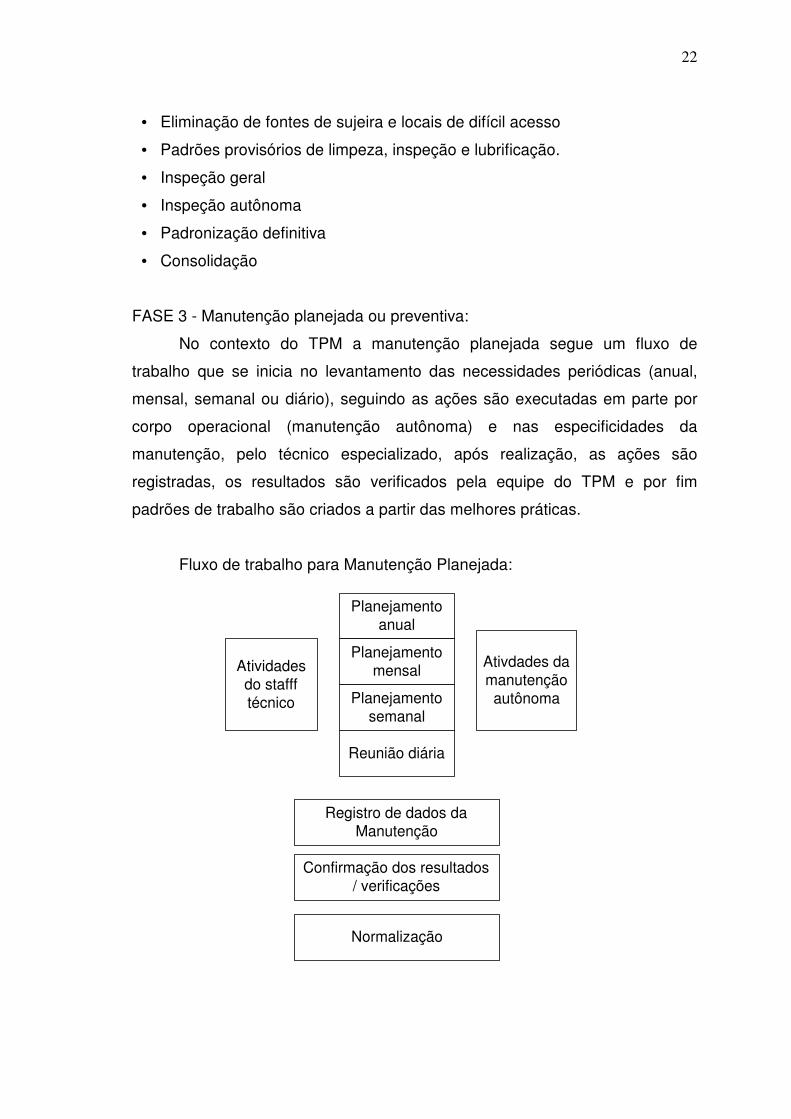
FASE 3 - Manutenção planejada ou preventiva:
No contexto do TPM a manutenção planejada segue um fluxo de
trabalho que se inicia no levantamento das necessidades periódicas (anual,
mensal, semanal ou diário), seguindo as ações são executadas em parte por
corpo operacional (manutenção autônoma) e nas especificidades da
manutenção, pelo técnico especializado, após realização, as ações são
registradas, os resultados são verificados pela equipe do TPM e por fim
padrões de trabalho são criados a partir das melhores práticas.
Fluxo de trabalho para Manutenção Planejada:
Atividadesdo staffftécnico
Planejamentoanual
Planejamentomensal
Reunião diária
Normalização
Registro de dados daManutenção
Confirmação dos resultados/ verificações
Planejamentosemanal
Ativdades damanutençãoautônoma

23
FASE 4 - Educação e treinamento
O treinamento dos operadores é aplicado nesta fase para desenvolver
novas habilidades para o desempenho de funções adicionais e ensinar o que
é a empresa na vida da comunidade.
2.5 – Seis Sigma
Consiste em uma metodologia para tratar problemas complexos que
utiliza a estatística para redução da variabilidade, defeitos e custos.
Na estratégia No Seis Sigma, o defeito é qualquer desvio de uma característica que gere insatisfação ao cliente:
De acordo com Werkema (2002) em termos mais abrangentes pode ser
definida como uma estratégia gerencial disciplinada e altamente quantitativa
que tem como objetivo aumentar drasticamente a lucratividade das empresas,
por meio da melhoria da qualidade dos produtos e processos e da satisfação
dos clientes e consumidores.
O estabelecimento de um sistema permanente de avaliação e controle é
fundamental para garantia da qualidade alcançada e identificação de desvios
O u t p u t 4 3 2 1 0 - 1 - 2 - 3 - 4
0 . 4
0 . 3
0 . 2
0 . 1
0 . 0
Limite Infer. Spec.
LimiteSup. Spec.
Toler. do Cliente
Processo
8 6 4 2 0 - 2 - 4 - 6 - 8
0 . 4
0 . 3
0 . 2
0 . 1
0 . 0
Limite Infer. Spec.
Limite Sup. Spec.
Toler. do Cliente
Processo

24
ou novos problemas, os quais devem exigir ações corretivas e padronizações
de procedimentos.
Fluxo comparativo Processo Tradicional versus Processo 6 Sigma:
2.5.1- Estágios de um projeto Seis Sigma O ciclo DMAIC
Muitos modelos de melhorias têm como referência o ciclo do PDCA
(Figura 8) originalmente concebido por Deming. A filosofia desse ciclo é sua
aplicação contínua, ou seja, a última etapa de um ciclo determina o início de
um novo ciclo.
PDCA
Figura 8
Fonte: Daimler Chrysler - home page
25
Na estratégia Seis Sigma o ciclo DMAIC tem as mesmas características.
Esse ciclo é formado pelas seguintes etapas:
“D” DEFINIR
Nesta etapa é necessário definir com precisão:
- as necessidades e desejos dos clientes;
- transformar as necessidades e desejos dos clientes em especificações do
processo, considerando a disponibilidade de fornecimento de insumos, a
capacidade produtiva e o posicionamento do serviço ou produto no mercado,
tendo em conta as ofertas dos concorrentes.
“M” MEDIR
Nesta etapa é necessário medir com precisão o desempenho de cada
etapa do processo, identificando os pontos críticos e passíveis de melhoria.
Todas as vezes que ocorrem defeitos no processo ocorrem gastos adicionais
de recursos para repor o nível de produção: insumos, tempo, mão-de-obra
para executar a atividade. Esses custos precisam ser mensurados.
“A” ANALISAR
Analisar os resultados das medições permite identificar as “lacunas”, ou
seja, determinar o que falta nos processos para atender e encantar os clientes.
A busca da causa-raiz dos problemas leva ao desenvolvimento de hipóteses e
à formulação de experimentos, visando à eficácia dos processos. Para realizar
as melhorias nos processos são elaborados projetos ou planos de ação
acompanhados de cronogramas, dimensionamento de recursos necessários,
custos e retorno do investimento.
“I” IMPLEMENTAR
O sucesso da implementação das melhorias está relacionado com a
forma de venda do plano às pessoas, que deve contemplar a demonstração
das vantagens que a mudança vai trazer e, sempre que possível, aproveitar
suas contribuições na forma de operacionalizar a estratégia.
“C” CONTROLAR.

26
CAPÍTULO III
OS DESPERDÍCIOS E IMPACTOS NO SGA
Dentro das organizações fabris, certas questões ambientais como
poluições tóxicas, emissões de gases e contaminação de mananciais, não são
erroneamente identificadas como desperdícios de manufatura no contexto do
foco da alta administração, os conceitos de manufatura enxuta ajudam a
identificação destes problemas.
Este capítulo tem como objetivo relatar os principais tópicos de uma
pesquisa patrocinada pela Agência de Proteção Ambiental dos Estados Unidos
(EPA, Environmental Protection Agency) explorando a ligação entre a
produção lean e melhoria de indicadores ambientais.
A redução ou mitigação destes impactos estão profundamente
associadas com os tipos de desperdícios de produção, como são
apresentados na tabela 01.
Uma forte relação de causa-efeito é observada entre a eliminação dos
desperdícios de manufatura e as oportunidades em redução do impacto
ambiental.

27
Tabela 01 – Os desperdícios e como eles impactam no Sistema de Gestão
Ambiental extraído do EPA, Lean Manufacturing and the Environment. Pág. 28.
Tipos de desperdícios
Exemplos Impacto ambiental
Retrabalho Refugo, defeitos, produção para reposição, inspeção.
� Matéria-prima consumida na fabricação de produtos defeituosos;
� Componentes defeituosos requerem reciclagem ou eliminação;
� Maior espaço requerido para retrabalho, aumentando consumo de energia em aquecimento, resfriamento e iluminação.
Espera Fim do estoque, atrasos por
processamento em lotes, parada de equipamentos, processos
gargalos.
� Potencial estrago de materiais ou danos em componentes causando desperdícios;
� Desperdícios de energia por meio de aquecimento, resfriamento e iluminação durante a parada de máquinas.
Superprodução Fabricação de itens sem necessidade de produção.
� Maior quantidade de matérias-primas consumidas para fabricar produtos sem necessidade
� Produtos extras podem deteriorar ou tornarem obsoletos sujeitos à eliminação
Movimentação Movimentação de homens sem
necessidade, transportando estoque em processo.
� Maior utilização de energia para transporte;
� Emissões de gases por meio de transporte;
� Maior espaço requerido para movimentação de estoques em processo, aumentando a demanda de consumo de energia para iluminação, aquecimento, resfriamento;
� Maior quantidade requerida de embalagens para proteger componentes durante o transporte.
Estoque Excesso de matéria-prima,
estoque em processo ou produto acabado.
� Maior quantidade requerida de embalagens para armazenar estoques em processo
� Desperdícios por meio de deterioração ou danos em armazenar estoques em processo;
� Maior quantidade de materiais para substituir os estoques em processo danificados;
� Maior utilização de energia para aquecer, resfriar e iluminar área de estocagem.
Processamento desnecessário
Excesso de etapas de processamento, ou que exigem tempo além do necessário para
atender a necessidade do cliente.
� Maior quantidade de matéria-prima consumida por unidade de produção;
� Processamento desnecessário aumenta os desperdícios, uso de energia e emissões de gases.
Criatividade não utilizada
Perda de tempo, idéias, conhecimentos, melhorias e sugestões dos funcionários.
� Poucas sugestões para oportunidade de diminuição dos desperdícios.

28
CAPÍTULO IV
HISTÓRIA, INDÚSTRIA E FABRICAÇÃO DA LATA DE
ALUMÍNIO
Fonte: Abralatas
4.1 - História
Em 1795, Napoleão Bonaparte ofereceu um prêmio de 12 mil francos a
quem inventasse um novo método de preservação de alimentos para uso dos
soldados franceses. Passaram-se quatorze anos até que Nicholas Appert
apresentasse o seu método inédito de preservação por meio do processo de
esterilização de alimentos - com o qual conquistou o tal prêmio de Napoleão.
No ano seguinte, em 1810, Peter Durand recebeu a patente do Rei
George III, da Inglaterra, da lata feita de folha-de-flandres para guardar
alimentos. Quinze anos mais tarde, Thomas Kensett registra a patente da lata
feita de folha-de-flandres na América, e fica conhecido como o “pai” da
indústria da lata. Segundo historiadores, foram estes os principais marcos que
antecederam e impulsionaram o desenvolvimento da indústria de latas de
alumínio.
Fabricadas há mais de um século e meio, as latas inicialmente
utilizavam o aço como matéria-prima. E eram pesadas. Em meados da década
de 50 do século XX, surgiram os primeiros desenvolvimentos para produção de
latinhas de alumínio na Europa - especula-se que a primeira latinha de
alumínio foi produzida em 1958, a pedido de uma cervejaria suíça. A primeira

29
lata de cerveja, feita de folha-de-flandres nos Estados Unidos, em 1935,
pesava 85 gramas. Hoje, a lata de bebida feita de alumínio pesa menos de 15
gramas.
Mas o que de fato consolidou o uso do alumínio no mercado foi a sua
maior maleabilidade, que permitiu a fabricação de latas utilizando menos
metal. Em 1963, a Reynolds Metals Co., empresa com sede no estado da
Virginia, deu início à produção de latas de alumínio - usadas como embalagens
para bebidas gaseificadas - nos Estados Unidos. Nos anos 60, foram
introduzidas as latas de alumínio com os sistemas de abertura easy-open
(“fácil de abrir”). Mais tarde, em meados dos anos 70, foi introduzido o sistema
de abertura stay-on-tab (anel “preso à tampa”). Ao longo dos anos seguintes,
novas tecnologias foram desenvolvidas e aplicadas à crescente indústria norte-
americana e mundial.
Hoje, a produção mundial ultrapassa 200 bilhões de latas, e os maiores
fabricantes são as norte-americanas Ball Corporation, Crown Cork & Seal,
Metal Container Corporation e a inglesa Rexam Beverage Can.
4.2- Indústria
As primeiras latas fabricadas no Brasil, em folha-de-flandres, saíram da
Metalúrgica Matarazzo no ano de 1988, a pedido da Skol International Beer,
hoje Ambev. A lata de alumínio chegou às mãos do consumidor brasileiro
apenas em 1989 – novamente um lançamento da marca Skol que importava as
embalagens para atender a demanda nacional.
O estudo e o desenvolvimento da indústria de latas de alumínio foram
iniciados na década de 80, quando a Alcan Alumínio do Brasil Ltda instalou um
laminador a quente na sua unidade industrial em Pindamonhangaba, no estado
de São Paulo. Tratava-se, à época, de um equipamento singular e único em
toda a América Latina, criado para produzir chapas especiais destinadas à
fabricação de latas de alumínio para bebidas gaseificadas. O laminador da
Alcan representou o primeiro passo para o desenvolvimento desse produto no
Brasil.
30
Em 1988, depois de aperfeiçoadas tecnicamente, as chapas de alumínio
produzidas em Pindamonhangaba foram avaliadas em dois laboratórios no
exterior, o da própria Alcan, no Canadá, e o da norte-americana Reynolds. A
partir daí, a Alcan deu início à produção no Brasil de chapas de alumínio
específicas para latas. Iniciante, mas de expressivo potencial de crescimento.
Em 1982, o Brasil tornou-se auto-suficiente na fabricação de alumínio primário
– condição fundamental para a implantação de fábricas de chapas e,
consequentemente, de latas de alumínio. Desde aquele ano, houve um grande
incentivo para o uso do metal com aplicação em diversos produtos que eram
importados pelo país ou que utilizavam outras matérias-primas.
4.3- Fabricação
A lata de alumínio, segue um processo de fabricação com a seguinte
seqüência de operações ou sub-processos mapeados, conforme detalhamento
a seguir.
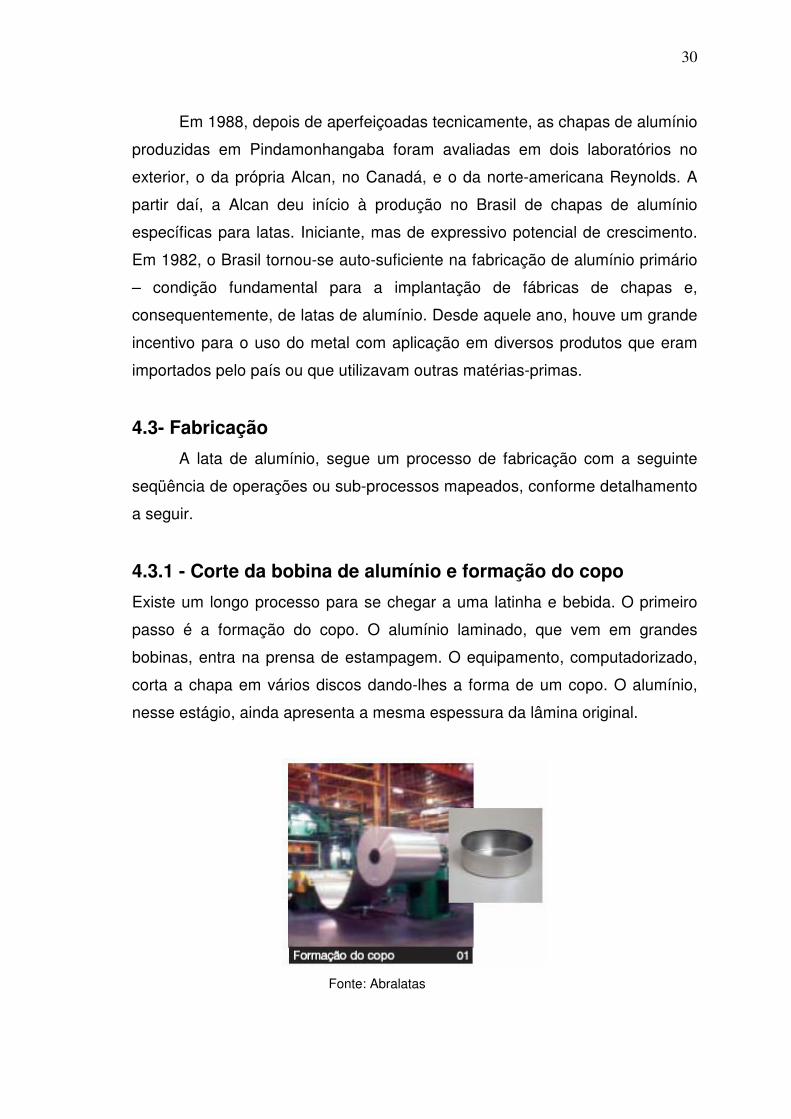
4.3.1 - Corte da bobina de alumínio e formação do copo
Existe um longo processo para se chegar a uma latinha e bebida. O primeiro
passo é a formação do copo. O alumínio laminado, que vem em grandes
bobinas, entra na prensa de estampagem. O equipamento, computadorizado,
corta a chapa em vários discos dando-lhes a forma de um copo. O alumínio,
nesse estágio, ainda apresenta a mesma espessura da lâmina original.
Fonte: Abralatas

31
4.3.2 - Formação do corpo
Depois, os copos seguem para outra prensa onde suas paredes
externas, submetidas a uma grande pressão, vão estirar e reduzir a espessura
até formar o corpo da lata tal como é consumida. Na saída da prensa, as
bordas superiores são aparadas para que todos os corpos fiquem com a
mesma altura.
Fonte: Abralatas
4.3.3 - Lavagem, secagem e esterilização
Neste processo as latas são lavadas por dentro e por fora em uma
grande lavadora. Na lavadora, as latas passam por vários banhos e na
seqüência são enviadas para um forno de secagem, o que garante a limpeza e
esterilização.
Fonte: Abralatas

32
4.3.4 - Impressão do rótulo
No processo de impressão, os rótulos são feitos por um sistema de
flexografia e podem receber várias cores ao mesmo tempo. As máquinas mais
modernas conseguem imprimir acima de mil latinhas por minuto.
Fonte: Abralatas
4.3.5 - Revestimento interno e secagem
Fonte: Abralatas
Nesta etapa, as latas recebem o revestimento interno protetor. As latas
recebem jatos de spray especial para formar uma película de verniz que
confere a proteção extra. Depois, seguem novamente para um forno de
secagem.

33
4.3.6 - Formação do necker (pescoço) e perfil da borda
A última etapa da fabricação é a moldagem dos pescoços e do perfil da
borda da lata, para que a tampa possa ser encaixada. O diâmetro da boca foi
diminuído nos últimos anos o que permitiu a utilização de uma tampa menor e
consequentemente, reduzindo o custo da embalagem.
Fonte: Abralatas
4.3.7 - Controle da Qualidade
Após a formação do necker e perfil da borda, faz- se um importante
teste de controle da qualidade das embalagens. O teste é on line e consiste na
aplicação de um feixe de luz de alta intensidade no interior de cada lata. Todas
as latas passam por esta avaliação (inspeção 100%) que é capaz de detectar
qualquer defeito.
Outros testes como teste de aplicação total de verniz (metal exposto),
teste mecânico de resistência à pressão interna e externa são realizados
através da amostragem de cada lote produzido para controle estatístico da
qualidade.
Fonte: Abralatas

34
4.3.8 – Paletização
Depois de prontas e inspecionadas, as latas de alumínio são acondicionadas
em embalagens conhecidas como pallets para armazenagem e transporte
Fonte: Abralatas
.

35
CAPÍTULO V
OS INDICADORES DO SISTEMA DE GESTÃO
AMBIENTAL DA PRODUÇÃO DE LATAS
De acordo com Amaral (2005), os indicadores podem ser gerais e
usados para todas as atividades de negócios, ou específicos para um
determinado setor. No estabelecimento de indicadores têm-se os relacionados
a produtos e/ou serviços produzidos ou vendidos.
5.1- Parâmetros de Indicadores Ambientais (KPIs) para
produção de latas
Na fabricação de latas, para o monitoramento dos itens ligados ao
desempenho ambiental são utilizados os KPIs (Keys Indicators Parameters),
ou seja, parâmetros indicadores ambientais de:
- Consumo de insumos como água, metal, vernizes, tintas, energia, Gás
Natural por milheiro de latas produzidas.
Consumo de água mês (m3) / latas produzidas (MM) = KPI mensal de consumo de água
- Geração de resíduos sólidos como lodo da Estação de Tratamentos de
Efluentes, borra de verniz, baldes de tintas, resíduos contaminados com óleo
por milheiro de latas produzidas.
Geração de resíduos mês (T) / latas produzidas (MM) = KPI mensal de geração de resíduos
- Geração de efluentes líquidos por milheiro de latas produzidas.
Geração efluentes mês (m3) / latas produzidas (MM) = KPI mensal de geração de efluentes
O planejamento de medição e monitoramento do Sistema de Gestão
Ambiental é baseado na identificação dos processos principais e de apoio,
sendo desdobrados os procedimentos e registros a partir desta identificação.
Quando os resultados planejados não são alcançados, são efetuadas as
ações corretivas necessárias para assegurar a conformidade com os requisitos
do produto, requisitos legais e outros requisitos ambientais.

36
Pela análise destes dados e aplicação das ferramentas de Manufatura
Enxuta como: o VSM, o 5S, o SMED, o TPM e o Seis Sigma, a organização
garante a tomada de decisão baseada em fatos e a melhoria contínua dos
processos pelas ações corretivas ou preventivas, pelas auditorias e Reuniões
de Análise Crítica.
5.2 – Análise dos Indicadores
Para o monitoramento dos indicadores, é imperativo coleta e análise com
freqüência usualmente mensal para demonstrar a adequação e eficácia do
Sistema de Gestão e para avaliar estas melhorias ser realizadas, através da
determinação dos objetivos, metas, resultados de monitoramento e medição,
entre outras fontes.
Deve ser determinado pela alta administração da empresa, como os
dados serão coletados e analisados, o passo paralelo é controlar as
tendências e atuar de forma corretiva e preventiva através da utilização das
ferramentas do Lean .
A análise de dados fornece informações relativas à:
• Características e tendências dos processos e produtos, baseando-se
em estudos realizados por pessoal capacitado a utilizar as ferramentas
da metodologia PDCA (figura 08) e Seis Sigma;
• Análise dos registros para os dados ambientais;
• Análise do plano de medição e monitoramento do SGA;
• Conformidade com requisitos legais e outros requisitos relativos SGA;
• Satisfação das partes interessadas internas e externas (stakeholders),
através dos registros de comunicação interna e externa do SGA.
Os estabelecimentos de metas de redução dos indicadores ambientais
atingirão melhores resultados se vinculadas às metas da área produtiva. Os
esforços para implementar os conceitos Lean em diversos processos visando à
melhoria sistêmica poderão beneficiar as empresas também na melhoria das
condições do meio-ambiente.

37
CAPÍTULO VI
INTEGRAÇÃO DO SISTEMA DE GESTÃO COM AS
FERRAMENTAS DO LEAN
Pode-se melhorar continuamente a eficácia do Sistema de Gestão
Ambiental (SGA) pelo uso:
• Da política de Qualidade, Meio Ambiente e Segurança e Saúde
Ocupacional;
• Dos objetivos e metas;
• Dos resultados de auditorias;
• Da análise de dados;
• Das ações corretivas e preventivas e análises críticas pela direção.
As sugestões são analisadas e selecionadas pelo grupo, registradas,
implementadas e gerenciadas de acordo com o procedimento de ação
preventiva ou metodologias previstas nos programas de Manufatura Enxuta
(5S’s, VSM, Kaizen e Seis Sigma, SMED, TPM). Esta integração pode ser
demonstrada na figura 09
Diagrama da integração do Lean com Sistema de Gestão
Cliente Interno:Diretoria
Ações Corretivas
RNC
Análise de Gestão
Reunião de KPI
Auditorias
Pesquisa de Satisfação
Análise de Gestão
Reunião de KPI
Auditorias
Pesquisa de Satisfação
Definição de Políticas,Objetivos e Metas
Cliente ExternoCliente Externo
Ações de Preventiva e de Melhoria
VSM
Fluxo de Valor
5S
Eventos de Kaizen
TPMSMED 6 Sigma
HOOPER LIST
Ações de Preventiva e de Melhoria
VSM
Fluxo de Valor
5S
Eventos de Kaizen
TPMSMED 6 Sigma
HOOPER LIST
Ações de Preventiva e de Melhoria
VSM
Fluxo de Valor
VSM
Fluxo de Valor
5S
Eventos de Kaizen
TPMSMED 6 Sigma
HOOPER LIST
RC
Lean Enterprise Figura 9
38
De acordo com o EPA (2006) para que integração do Lean favoreça as
melhorias ambientais, deve-se:
• Mapear o fluxo de valor para entender o sistema, identificando as
oportunidades de melhorias ambientais.
• Fazer perguntas que poderiam levar a minimização de gastos. Exemplo:
O processo possui desperdícios? Se assim, quais são os poluentes?
Materiais de baixa toxidade podem ser utilizados? Podem ser reduzidos
ou eliminados?
• Desenvolver um plano de ação (Hooper List) para aumentar a
consciência nas empresas sobre as oportunidades de se conseguir mais
melhorias ambientais durante a implementação lean.
• Adaptar e desenvolver ferramentas Lean para aplicá-las a tópicos de
desempenho ambiental;
• Disseminar recursos, materiais, workshops e ferramentas aos
profissionais da área ambiental para ajudá-los a entender as técnicas do
Lean Thinking e seus benefícios.
• Desenvolver um programa piloto para encorajar plantas que estão
implementando lean para atingir mais reduções de desperdício e
poluição, incorporando explicitamente considerações e ferramentas
ambientais nas suas iniciativas Lean.
• Estimular parcerias com empresas e organizações que possuem
atividades lean combinadas com melhorias ambientais.
• Reconhecer ações ambientais realizadas com sucesso.
.

39
CONCLUSÃO
Com a queda no índice de refugos, decorrente da implementação da
manufatura enxuta, melhora-se a qualidade do produto e ao mesmo tempo,
elimina-se o desperdício em emissões de gases, resíduos, matéria-prima e
outros recursos. Similarmente, a diminuição de estoques e a mudança de
layout reduzem o espaço físico requerido, logo à quantidade de água, materiais
e energia utilizados para o aquecimento, resfriamento, iluminação e
manutenção dos locais de trabalho se tornam menores.
Para sustentar estas melhorias, o trabalho padronizado de um Sistema
de Gestão, estabelece claramente os procedimentos para desempenhos
apropriados das atividades de trabalho e o controle visual reforça estas
práticas.
Os eventos promovidos pelas ferramentas de manufatura enxuta,
envolvem os funcionários do chão de fábrica, identificando e eliminando
desperdícios, estimulando a criatividade dos trabalhadores para desenvolver e
inovar processos que melhorem a eficiência e a eficácia do Sistema de Gestão
ao mesmo tempo, contribuindo para a redução dos impactos ambientais.

40
BIBLIOGRAFIA
CERQUEIRA, J. P. Sistemas de Gestão Integrados – ISO 9001, OSHAS
18001, SA 8000, NBR 16001, Conceitos e Aplicações. 1º ed., Rio de Janeiro:
Qualitymark, 2006.
ROTHER, M. SHOOK, J. Aprendendo a Enxergar – Mapeando o Fluxo de
Valor para Agregar Valor e Eliminar o Desperdício – Manual de Trabalho de
uma Ferramenta Enxuta. Versão 1.3, São Paulo: The Lean Enterprise Institute,
2003.
AMARAL, Sergio Pinto. Sustentabilidade ambiental, social e econômica das
empresas: como entender, medir e relatar. 2° ed. São Paulo: Tocalino, 2005.
WERKEMA, M. C. C. Criando a Cultura Seis Sigma. Rio de Janeiro:
Qualitymark, 2002. Vol. 1: Seis Sigma.
ENVIRONMENTAL PROTETION AGENCY (EPA). The Lean and Environment
Toolkit: Identify and Eliminate Waste, Reduce Business Costs and Risk,
Improve Environmental Results. Version 1.0, United States: EPA Toolkits,
2006.
ABRALATAS (Associação Brasileira dos Fabricantes de Latas de Alta
Reciclabilidade) - A História de Sucesso da Lata de Alumínio No Brasil e no
Mundo. Publicado em junho de 2004. Disponível em:
www.abralatas.org.br/downloads/book_de_latas-abralatas_2004.pdf - Acesso
em 05 Julho 2009 16h15min.
Em<http://www.daimlerchrysler.com.br/empresa/missao/cenqualidade_04.htm.
Acesso em 05 Julho 2009 16h15min.
41
Em < http://www.rexamcan.com.br/empresa/estrategia.asp. Acesso em 05
Julho 2009 16h28min
Em <http://www.epa.gov/lean. Acesso em 25 Julho 2009 12h42min.
Em < http://www.novelis.com.br/NovelisBrasil/Reciclagem. Acesso em 26 Julho
2009 14h13min.
Em< http://www.lean.org.br/. Acesso em 26 Julho 2009 15h37min.

42
ÍNDICE
FOLHA DE ROSTO 2
AGRADECIMENTO 3
DEDICATÓRIA 4
RESUMO 5
METODOLOGIA 6
SUMÁRIO 7
INTRODUÇÃO 8
CAPÍTULO I – LEAN MANUFACTURING 10
2.1 - VSM (Value Stream Map) – Mapa de Fluxo de Valor 10
2.1.1 - Usando a Ferramenta VSM 11
2.1.2- Hooper List 14
2.2 - Programa 5S 15
2.2.1 - Os cinco sensos do programa 5S, conceitos, benefícios e exemplo
da aplicação 16
2.3 - SMED (Single Minute Exchange of Dies) - Troca Rápida de
Ferramentas 19
2.3.1 - Etapas de um Projeto SMED20 20
2.4 - TPM (Total Production Maintanance) – Manutenção Produtiva Total 21
2.4.1- Fases de implementação do TPM 21
2.5 - Seis Sigma 23
2.5.1- Estágios de um projeto Seis Sigma 24
CAPÍTULO IV: HISTÓRIA, INDÚSTRIA E FABRICAÇÃO DA LATA DE
ALUMÍNIO 28
4.1 - História 28
4.2- Indústria 29
4.3- Fabricação 30
4.3.1 - Corte da bobina de alumínio e formação do copo 30
4.3.2 - Formação do corpo 31
4.3.3 - Lavagem, secagem e esterilização 31 31
4.3.4 - Impressão do rótulo 32 32
4.3.5 - Revestimento interno e secagem 32

43
4.3.6 - Formação do necker (pescoço) e perfil da borda 33
4.3.7 - Controle da Qualidade 33
4.3.8 - Paletização 34
CAPÍTULO V: OS INDICADORES DO SISTEMA DE GESTÃO AMBIENTAL
DA PRODUÇÃO DE LATAS 35
5.1- Parâmetros de Indicadores Ambientais (KPIs) para produção de latas 35
CAPÍTULO VI INTEGRAÇÃO DO SISTEMA DE GESTÃO COM AS
FERRAMENTAS DO LEAN 37
CONCLUSÃO 39
BIBLIOGRAFIA 40
ÍNDICE 42