
UNIVERSIDADE DE PASSO FUNDO
FACULDADE DE ENGENHARIA E ARQUITETURA
CURSO DE ENGENHARIA AMBIENTAL
Guilherme Kochenborger
TRATAMENTO FÍSICO-QUIMICO PARA EFLUENTE DE
CERVEJARIA
Passo Fundo, 2012.

1
Guilherme Kochenborger
TRATAMENTO FÍSICO-QUIMICO PARA EFLUENTE DE
CERVEJARIA
Trabalho de conclusão de curso apresentado ao
curso de Engenharia Ambiental, como parte
dos requisitos exigidos para obtenção do título
de Engenheiro Ambiental.
Orientador: Prof. Vandré Barbosa Brião, Dr.
Passo Fundo , 2012.

2
Guilherme Kochenborger
TRATAMENTO FÍSICO-QUIMICO PARA EFLUENTE
DE CERVEJARIA
Trabalho de Conclusão de Curso como requisito parcial para a obtenção do título de
Engenheiro Ambiental – Curso de Engenharia Ambiental da Faculdade de Engenharia e
Arquitetura da Universidade de Passo Fundo. Aprovado pela banca examinadora:
Orientador:_________________________
Prof. Dr. Vandré Barbosa Brião
Faculdade de Engenharia e Arquitetura, UPF
___________________________________
Prof. Dr. Marcelo Hemkemeier Faculdade de Engenharia e Arquitetura, UPF
___________________________________
Luciane Maria Colla
Faculdade de Engenharia e Arquitetura, UPF
Passo Fundo, 30 de novembro de 2012.

3
A T E S T A D O
Atesto para os devidos fins que o(a) aluno(a) Guilherme Kochenborger, autor do
Trabalho de Conclusão intitulado “Tratamento físico-químico para efluente de cervejaria”
realizou as alterações sugeridas pela banca examinadora no relatório final.
Passo Fundo, 30 de novembro de 2012.
_____________________________________________
Prof. Dr. Vandré Barbosa Brião

4
AGRADECIMENTOS
Agradeço a meus pais que sempre me apoiaram em todas as etapas, independente da
situação, estavam sempre do meu lado.
Agradeço a minha irmã que sempre me deu força e inspiração para ser uma pessoa
cada vez melhor.
Ao Professor Doutor Vandré Barbosa Brião a quem sempre pude contar durante todo o
curso e me orientou na realização deste trabalho e de outros sempre com grande dedicação,
respeito e paciência.
Ao Professor Doutor Marcelo Hemkemeier que me auxiliou em algumas etapas da
realização deste trabalho.
A todos os meus colegas que sempre me apoiaram e de alguma maneira me deram
força para seguir sempre em frente.
Aos meus colegas Everton e Matheus Cechetti que me ajudaram e muito na realização
das analises deste trabalho.
Aos meus colegas Matheus Boni, Francisco Magro, Taizi Miorando, Silvia Scopel,
Luis Adriel e Larissa Ferreira e que quando eu precisei me ajudaram a superar alguns
problemas.
Ao pessoal da Rotoplastyc que me deram liberação de sair do trabalho quando
necessário para coleta do efluente que foi estudado, realização das análises e ensaios de
laboratório na UPF em Passo Fundo.
Ao pessoal da cervejaria que cedeu o efluente, em especial o Rogério e o Daniel que
possibilitaram e me ajudaram na coleta e realização deste trabalho.
A Coordenação do Curso de Engenharia Ambiental pela oportunidade de desenvolver
este trabalho.
Aos demais professores que compõem o grupo de graduação em Engenharia
Ambiental.
Aos laboratoristas Marilda, João, Manuelli Zulpo, dos Laboratórios de ensino da
Engenharia Ambiental.
A todos os meus amigos e familiares que de uma maneira ou outra colaboraram para a
realização deste trabalho e do curso de engenharia ambiental.

5
RESUMO
No processo de produção de cerveja é gerada uma grande quantidade de efluentes com alta
carga orgânica, o que causa um problema ambiental se não for tratado corretamente. Este
trabalho apresenta a utilização do tratamento físico-químico de coagulação como uma etapa
do tratamento de efluentes de cervejarias. Foi analisado para comparação o efluente bruto, o
efluente tratado pelo sistema convencional da empresa estudada e o efluente tratado com o
coagulante escolhido. Os coagulantes empregados foram o Policloreto de alumínio (PAC) e o
Cloreto férrico (FeCl3) em diferentes dosagens. Para a realização do experimento foi
realizado o ensaio de Jar Test o qual foi obtido o sobrenadante para avaliar qual coagulante e
dosagem foi mais eficaz. Foram analisados os principais parâmetros exigidos pelos órgãos
fiscalizadores que são: Demanda Química de Oxigênio, Demanda Bioquímica de Oxigênio,
Sólidos Suspensos, Nitrogênio, Fósforo e Óleos e Graxas. O cloreto férrico (FeCl3) foi o
coagulante que obteve a melhor eficiência quando utilizado em uma dosagem de 0,14 mg/L.
Alem de ter uma boa eficiência foi o que obteve o menor custo operacional.
Palavras chaves: Coagulação, Cloreto férrico (FeCl3), PAC

6
ABSTRACT
In the process of beer production is generated a large amount of wastewater with high
organic load, which causes an environmental problem if not handled correctly. This work
presents the use of physical-chemical treatment of coagulation as a step in wastewater
treatment breweries. Was analyzed to compare the raw wastewater, treated effluent by
conventional company studied and treated wastewater with coagulant chosen. The coagulants
used were aluminum polychloride (PAC) and ferric chloride (FeCl3) in different dosages. To
conduct the experiment was conducted the test Jar Test which was obtained supernatant to
evaluate which coagulant and dosing was more effective. We analyzed the main parameters
required by regulatory agencies that are: Chemical Oxygen Demand, Biochemical Oxygen
Demand, Suspended Solids, Nitrogen, Phosphorus and Oils and Greases. Ferric chloride
(FeCl3) was coagulant achieving the best efficiency when used in a dosage of 0.14 mg / L.
Besides having a good efficiency was what got the lowest operating cost.
Keywords: Coagulation, Ferric Chloride (FeCl3), PAC

7
LISTA DE SIGLAS
ABNT – Associação Brasileira de Normas Técnicas
DBO – Demanda Bioquímica de Oxigênio
DQO – Demanda Química de Oxigênio
ETE – Estação de Tratamento de Efluentes
OG – Óleos e Graxas
N – Nitrogênio Total
P – Fósforo Total
PAC – Policloreto de Alumínio
pH – Potencial Hidrogeniônico
SS – Sólidos Suspensos

8
LISTA DE ILUSTRAÇÕES
Figura 1: Utilização de auxiliar de floculação .......................................................................... 19 Figura 2: Tanque de fermentação e maturação. ........................................................................ 20 Figura 3: Fluxograma das etapas do projeto. ............................................................................ 21 Figura 4: Gráfico de desvio padrão das medias de DQO para os experimentos A, B, C. ........ 27 Figura 5: Grafico Tukey das diferenças entre as médias dos níveis das dosagens utilizadas em
A, B, C. .............................................................................................................................. 28 Figura 6: Gráfico de desvio padrão das medias de DQO para os experimentos D,E ,F. .......... 29 Figura 7: Grafico Tukey de intervalo de confiança das diferenças entre as médias dos níveis
das dosagens utilizadas em D, E, F. ................................................................................... 30 Figura 8: Grafico comparativo de DQO e DBO entre o experimento A, efluente tratado pela
ETE, efluente bruto e a legislação. .................................................................................... 31 Figura 9: Grafico comparativo de Fosforo total e Nitrogenio total entre o experimento A,
efluente tratado pela ETE, efluente bruto e a legislação. ................................................... 32
Figura 10: Gráfico comparativo de Óleos e graxas e Sólidos suspensos entre o experimento A,
efluente tratado pela ETE, efluente bruto e a legislação. ................................................... 32

9
LISTA DE TABELAS
Tabela 1: Planejamento experimental ...................................................................................... 22 Tabela 2: Comparação do efluente bruto com RESOLUÇÃO CONSEMA N º 128/2006. ..... 24 Tabela 3: Volume dos reagentes utilizados em cada experimento de coagulação e correção de
pH. ...................................................................................................................................... 25 Tabela 4: pH de cada experimento. .......................................................................................... 25
Tabela 5: Média e desvio padrão das analises de DQO dos efluentes tratados segundo
delineamento de experimentos. .......................................................................................... 26 Tabela 6: Parâmetros do efluente tratado na ETE da empresa. ................................................ 30
Tabela 7: Eficiência de remoção dos parâmetros analisados ................................................... 33 Tabela 8: Valor comercial dos reagentes utilizados ................................................................. 33 Tabela 9: Custo dos reagentes por metro cúbico de efluente tratado com FeCl3 0,14mg/L e
PAC 1,26 mg/L. ................................................................................................................. 34 Tabela 10: Valores “p” para a comparação de médias de concentração final de DQO dos
experimentos com FeCl3 pelo Teste Tukey. ...................................................................... 40
Tabela 11: Valores “p” para a comparação de médias de concentração final de DQO dos
experimentos com PAC pelo Teste Tukey......................................................................... 40
Tabela 12: Valores “p” para a comparação da concentração final de DQO entre os coagulantes
PAC e FeCl3 pelo Teste Tukey. ......................................................................................... 40

10
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................. 11 2 DESENVOLVIMENTO .................................................................................................... 13
2.1 Revisão Bibliográfica ................................................................................................ 13 2.1.1 A cerveja ............................................................................................................. 13 2.1.2 Efluente de cervejaria ......................................................................................... 13
2.1.3 Tratamento convencional ................................................................................... 14 2.1.4 Coagulação e floculação ..................................................................................... 15 2.1.5 Cloreto férrico..................................................................................................... 17
2.1.6 Policloreto de Alumínio (PAC) .......................................................................... 17 2.1.7 Polímero Aniônico .............................................................................................. 18
2.2 Métodos e materiais ................................................................................................... 19 2.2.1 Caracterização da empresa ................................................................................. 19 2.2.2 Métodos e técnicas.............................................................................................. 20
2.2.3 Testes preliminares ............................................................................................. 22
2.2.4 Ensaio experimental ........................................................................................... 22 2.2.5 Ensaio analítico de DQO .................................................................................... 23
2.2.6 Analise de custo .................................................................................................. 23 2.3 Resultados e discussões ............................................................................................. 23
2.3.1 Teste preliminar .................................................................................................. 24
2.3.2 Ensaios experimentais ........................................................................................ 24 2.3.3 Análise de custo .................................................................................................. 33
3 CONCLUSÃO ................................................................................................................... 35 REFERÊNCIAS ....................................................................................................................... 36
APÊNDICE .............................................................................................................................. 40

11
1 INTRODUÇÃO
A cerveja é uma das bebidas alcoólicas mais consumidas no mundo, tendo grande
participação na economia de vários países. O Brasil encontra-se entre os quatro maiores
fabricantes de cerveja do mundo superando 10 bilhões de litros por ano. Segundo Brasil
Econômico (2012) no ano de 2011 o faturamento do seguimento chegou a R$ 20 bilhões. O
setor cervejeiro emprega direta e indiretamente mais de 150 mil pessoas. A cerveja tem a
maior arrecadação de tributos indiretos entre todos os setores da economia com dedicação a
bens de consumo, participando com 5,1% de toda a arrecadação deste tipo de tributo
(ABRALATAS, 2012).
No processo produtivo da cerveja é gerada uma grande quantidade de resíduos e
efluentes. O grande volume de efluente e a elevada carga orgânica deste efluente faz com que
este seguimento seja considerado pelos órgãos ambientais como sendo de alto potencial
poluidor. O grande número de indústrias cervejeiras e o elevado volume de efluente que estas
produzem fazem com que este setor tenha de investir cada vez mais no sistema de tratamento
de seus efluentes (SANTOS, 2005).
Um grande problema está nas cervejarias artesanais, as quais geralmente não possuem
sistema de tratamento adequado ou apenas descartam seus efluentes na rede pública de
esgotos causando sobrecarga no sistema público de tratamento ou poluindo os corpos
hídricos. Além das cervejarias artesanais que destinam a sua produção a comercialização,
existem ainda a produção de cerveja para consumo próprio, onde adoradores produzem a sua
própria cerveja sem nenhum processo de tratamento de efluente (SANTOS, 2005).
As cervejarias artesanais mesmo não produzindo em grande quantidade produzem um
efluente com alta carga orgânica, maior que a da indústria de cerveja em grande escala que
geralmente possuem um sistema de produçãoo mais eficiente e realiza muitas vezes um
reaproveitamento de parte do efluente tratado em situações onde não afetará a qualidade do
produto final como, por exemplo, na lavagem de pisos e caminhões (SANTOS, 2005).
Atualmente em sua maioria as indústrias produtoras de cerveja possuem um sistema de
tratamento composto apenas por processo físico e biológico. Convencionalmente o tratamento
preliminar é realizado por grade, peneira e decantador, já o tratamento biológico é realizado
por lodo ativado ou reator anaeróbico (REINOLD, 2012).
A utilização de um processo físico-químico reduziria a carga à ser envida para o
tratamento biológico. Esta redução de carga faz com que o custo de tratamento seja reduzido
para sistema de tratamento aeróbico onde é produzido grande quantidade de lodo. O

12
tratamento deste lodo é uma das etapas mais cara do tratamento de efluentes líquidos, pois o
mesmo deve ser desidratado para reduzir custos com transporte ou até mesmo custos com
energia nos casos de secagem ou incineração (REINOLD, 2012).
Os processos físico-químicos e anaeróbicos são utilizados para abater carga do
efluente, porém os processos anaeróbicos possuem algumas desvantagens como possibilidade
do aumento de maus odores. A temperatura é um fator limitante, o que é prejudicado no Rio
Grande do Sul devido ao fato de o clima ser temperado e atingir baixas temperaturas afetando
a eficiência do tratamento. (MONACO, 2007)
O processo físico-químico remove sólidos suspensos e coloides, reduzindo a
quantidade de material orgânico a ser tratado nos processos biológicos além de realizar a
remoção de fósforo. Na indústria cervejeira, boa parte da matéria orgânica do efluente está
presente nos sólidos, podendo esta ser reduzida em um processo físico-químico por
coagulação. Neste tipo de tratamento a clarificação do efluente se dá pela anulação das forças
de repulsão que há entre as partículas coloidais através da adição de agentes químicos. O
processo de coagulação é de fácil controle operacional e custo relativamente baixo
(CARDOSO, 2007).
No processo de coagulação podem ser utilizados vários coagulantes entre eles o PAC,
cloreto férrico, sulfato férrico, sulfato ferroso e coagulante orgânico. Junto com o coagulante,
geralmente é utilizado um auxiliar de floculação que faz melhorar a formação dos flocos
facilitando a sedimentação dos mesmos. Os auxiliares de floculação podem ser os polímeros
aniônicos ou os polímeros catiônicos. A escolha do auxiliar de floculação depende do
coagulante a ser usado no processo de tratamento físico-químico (CARDOSO, 2007).
Os parâmetros de maior importância na análise de um efluente são DQO, DBO,
nitrogênio total, fósforo total, sólidos suspensos, óleos e graxas, cor e turbidez. Estes
parâmetros geralmente são os requisitados pelos órgãos de fiscalização para a liberação de
licenças de operação.
Objetivou-se avaliar a utilização da coagulação como parte do tratamento de efluentes
de cervejarias, tendo como objetivo especifico:
Avaliar Policloreto de alumínio (PAC) e Cloreto férrico (FeCl3) como coagulantes para o
tratamento do efluente de cervejaria;
Verificar a melhor dosagem de coagulante para o tratamento físico-químico do efluente;
Analise de custo, relacionando a melhor opção técnica/ econômica.
13
2 DESENVOLVIMENTO
2.1 Revisão Bibliográfica
2.1.1 A cerveja
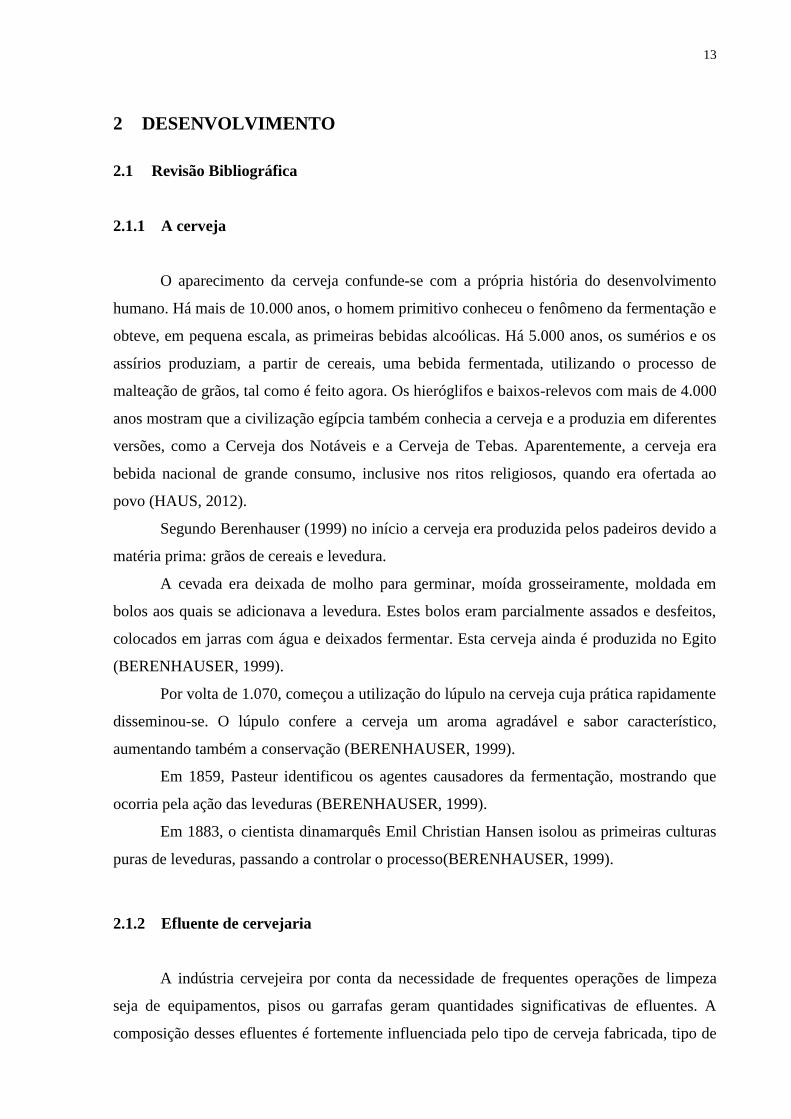
O aparecimento da cerveja confunde-se com a própria história do desenvolvimento
humano. Há mais de 10.000 anos, o homem primitivo conheceu o fenômeno da fermentação e
obteve, em pequena escala, as primeiras bebidas alcoólicas. Há 5.000 anos, os sumérios e os
assírios produziam, a partir de cereais, uma bebida fermentada, utilizando o processo de
malteação de grãos, tal como é feito agora. Os hieróglifos e baixos-relevos com mais de 4.000
anos mostram que a civilização egípcia também conhecia a cerveja e a produzia em diferentes
versões, como a Cerveja dos Notáveis e a Cerveja de Tebas. Aparentemente, a cerveja era
bebida nacional de grande consumo, inclusive nos ritos religiosos, quando era ofertada ao
povo (HAUS, 2012).
Segundo Berenhauser (1999) no início a cerveja era produzida pelos padeiros devido a
matéria prima: grãos de cereais e levedura.
A cevada era deixada de molho para germinar, moída grosseiramente, moldada em
bolos aos quais se adicionava a levedura. Estes bolos eram parcialmente assados e desfeitos,
colocados em jarras com água e deixados fermentar. Esta cerveja ainda é produzida no Egito
(BERENHAUSER, 1999).
Por volta de 1.070, começou a utilização do lúpulo na cerveja cuja prática rapidamente
disseminou-se. O lúpulo confere a cerveja um aroma agradável e sabor característico,
aumentando também a conservação (BERENHAUSER, 1999).
Em 1859, Pasteur identificou os agentes causadores da fermentação, mostrando que
ocorria pela ação das leveduras (BERENHAUSER, 1999).
Em 1883, o cientista dinamarquês Emil Christian Hansen isolou as primeiras culturas
puras de leveduras, passando a controlar o processo(BERENHAUSER, 1999).
2.1.2 Efluente de cervejaria
A indústria cervejeira por conta da necessidade de frequentes operações de limpeza
seja de equipamentos, pisos ou garrafas geram quantidades significativas de efluentes. A
composição desses efluentes é fortemente influenciada pelo tipo de cerveja fabricada, tipo de

14
levedura utilizada, qualidade dos processos de filtração, tipos de aditivos eventualmente
acrescentados e eficiência dos processos de limpeza de equipamentos. Por conta destes fatores
e da variabilidade de condições operacionais do processo cervejeiro, tanto a composição como
a taxa de geração dos rejeitos deste setor produtivo é muito variável. A divisão da geração de
efluentes em cada etapa do processo varia intensamente em volume e características. Por
exemplo, a lavagem de garrafas gera grandes volumes de efluente, mas com reduzida carga
orgânica. No entanto, a fermentação e filtragem geram apenas 3% do volume de efluentes,
mas são responsáveis por 97% da carga orgânica total (GUERREIRO, 2006).
No que diz respeito à composição, os efluentes da indústria cervejeira apresentam,
usualmente, alto potencial de poluição pela sua carga orgânica, teor de sólidos em suspensão e
presença de fósforo e nitrogênio. A composição qualitativa de cada fonte principal é descrita
como:
a) Maltaria: restos de grãos, sólidos sedimentáveis, proteínas e açúcares;
b) Cozimento do mosto: açúcares, proteínas, taninos e resinas;
c) Fermentação: álcool, ácido, aldeídos, cetonas, ésteres e levedura;
d) Maturação: proteínas e produtos de sua degradação.
Segundo Braile e Cavalcanti (1993) vários estudos estão sendo realizados para a
redução de volume dos efluentes de cervejaria, um deles é a reutilização da água de lavagens
de caldeiras com três lavagens, sendo a terceira carga utilizada novamente na lavagem da
caldeira seguinte. Outra maneira que vem sendo estudada é através da reutilização da água de
resfriamento no engarrafamento e na pasteurização.
Os sólidos suspensos representam a maior parte da carga orgânica presente no efluente
de cervejarias, estes podem ser facilmente removidos desde que utilizado o sistema de
tratamento adequado para este fim. O efluente de cervejarias possui muitas vezes baixos
teores de nitrogênio o pode dificultar alguns sistemas de tratamento (BRAILE;
CAVALCANTI, 1993).
2.1.3 Tratamento convencional
Segundo Braile e Cavalcanti (1993) os sistemas de tratamento mais utilizados na
composição das ETEs de cervejarias são compostos por um processo físico composto por
grade e decantadores e um sistema biológico composto por lodo ativado e reatores anaeróbios.
Nestes casos geralmente são utilizadas duas seções de decantadores e sistema biológico.

15
2.1.4 Coagulação e floculação
O processo de coagulação/floculação tem como finalidade a remoção de substâncias
coloidais, ou seja, material sólido em suspensão e/ou dissolvido. Este processo permite que
pequenas impurezas se combinem formando agregados maiores, que são mais facilmente
removidos em processos de separação sólido-líquido, como a sedimentação ou filtração.
Segundo Azevedo Netto (1976), “coagular significa reduzir o Potencial Zeta a tal ponto que
se consiga a união das partículas coloidais produzindo flocos”. Coagulação nada mais é do
que o processo de superação das barreiras de repulsão, que faz com que as forças de atração
sejam predominantes, o que permite assim a agregação entre as partículas coloidais
(FABRETI, 2006).
Segundo Cardoso (2007), os termos coagulação e floculação são utilizados como
sinônimos, pois ambos significam o processo de aglomeração das partículas. A coagulação é o
processo através do qual o agente coagulante adicionado à água, reduz as forças de separação
das partículas em suspensão, e a floculação é a aglomeração dessas partículas por meio de
transporte de fluido, formando partículas maiores que possam sedimentar (VAZ, 2009).
Por meio de mecanismos de ligação e adsorção a coagulação anula as forças de
repulsão entre as partículas coloidais, devido aos agentes químicos, denominados de
eletrólitos (CPRH, 2001).
O Potencial Zeta é a medida do potencial elétrico entre a superfície externa da camada
compacta que se desenvolve ao redor da partícula e o meio líquido em que ela está inserida
(BORBA, 2001).
Alguns passos devem ser realizados para se obter a coagulação. Estes passos são
(SCHOENHALS, 2006):
a) Redução do potencial Zeta;
b) Energia necessária para provocar agitação acarretando em maior número de
choques;
c) Adição de produtos químicos para auxiliar na formação dos flocos.
Segundo Di Bernardo & Dantas (2005) para que o processo de coagulação seja
eficiente, este deve ser realizado por meio de agitação intensa (mistura rápida) para que
ocorram interações entre o coagulante e o efluente.
A floculação das partículas já coaguladas depende de várias forças de atração que
atuam entre as partículas formando os flocos. A velocidade de formação desses flocos

16
depende primeiramente da agitação térmica (movimento Browniano) para atingirem um
tamanho de aproximadamente 0,1 mm. Outro fator importante é a agitação mecânica do meio.
A agitação mecânica deve proporcionar uma mistura lenta, pois, do contrário, poderá
provocar a desagregação dos flocos já formados, o que dificultará a sua remoção (CPRH,
2001).
Na sedimentação, as partículas se aglomeram, formando flocos, que tendem a crescer
de tamanho à medida que sedimentam. Com o aumento do tamanho dos flocos, aumenta a
velocidade de sedimentação. Como a floculação ocorre à medida que as partículas precipitam,
quanto maior o contato entre elas, maior será a formação dos flocos (VON SPERLING,
1996).
No processo de floculação a temperatura deve ser considerada um fator importante.
Quando utilizado alumínio como coagulante, deve-se evitar trabalhar em meio liquido frio,
pois o tempo de formação dos flocos é muito menor. Porem, o uso de coagulante férrico em
meio líquido frio geralmente resulta em uma rápida formação de flocos e a turbidez se
mantém igual ou menor do que a floculação com alumínio em meio líquido quente.
Esta unidade de tratamento é usualmente constituída de um tanque com agitação,
seguido por um tanque de floculação contendo chicanas longitudinais que promovem a
mistura lenta, permitindo a aglomeração dos microflocos. Finalmente, há um tanque de
sedimentação para separação dos flocos.
Em termos práticos, a parte mais importante no processo de coagulação e floculação
são a dosagem e a condição ótima para aplicação do coagulante. Estas etapas são de grande
importância no tratamento, uma vez que as etapas subsequentes dependem destas. Isso porque
as reações envolvidas ocorrem muito rapidamente e dependem da energia de agitação, da dose
do coagulante, do pH e da alcalinidade do efluente. Caso estas condições estejam corretas, as
reações ocorrem em um espaço de tempo reduzido (MIERZWA; HESPANHOL, 2005).
Embora não usada de forma rotineira, a floculação de efluentes por agitação mecânica
ou por ar dissolvido ou difuso pode ser usada devido a sua eficiência, para aumentar a
remoção de sólidos suspensos e DBO em decantadores primários; para aumentar a eficiência
dos decantadores secundários de processos de lodos ativados; e como um pré-tratamento do
efluente a ser filtrado posteriormente (METCALF; EDDY, 2003).
Os coagulantes mais utilizados são sulfato de alumínio Al2(SO4)3), cloreto férrico
(FeCl3), sulfato ferroso (FeSO4), sulfato férrico (Fe2(SO4)3), cloreto de polialumínio
(Al(OH)x(Cl)y) e polímeros catiônicos. A eficiência do processo de coagulação depende
muito do sucesso do processo de mistura rápida (KAWAMURA, 1997 apud SCHOENHALS,

17
2006), devido ao fato de a coagulação estar relacionada com a formação dos primeiros
complexos de cátions metálicos hidrolisados.
A sedimentação ou decantação é um processo de separação de partículas sólidas
suspensas no efluente. Estas partículas por serem mais pesadas que o líquido tendem a
sedimentar com determinada velocidade (AZEVEDO NETTO, 1979). A sedimentação tem
como objetivo a retirada das partículas finas como areia, sólidos suspensos totais (SST) e
flocos formados no processo de coagulação química. A sedimentação também é usada para
gerar um lodo mais concentrado em sólidos, com possibilidade de ser manuseado e tratado
mais facilmente (AZEVEDO NETTO, 1979; METCALF & EDDY, 2003).
2.1.5 Cloreto férrico
Assim como os sais de alumínio, os sais de ferro são largamente empregados em
estações de tratamento de água.
Os sais de ferro reagem de forma a neutralizar cargas negativas dos colóides e
proporcionam a formação de hidróxidos insolúveis de ferro. Devido ao fato de os hidróxidos
férricos formados possuírem baixa solubilidade, o cloreto férrico pode agir sobre ampla faixa
de pH (PAVANELLI, 2001). O cloreto férrico produz bons flocos na faixa de pH entre 5,0 a
11,0 (SPINELLI, 2001; VIANNA, 1992).
A utilização de FeCl3 reduz drasticamente a cor, turbidez, sólidos suspensos, DQO,
DBO, e realiza a eliminação de fosfatos.
Caso o cloreto férrico seja adicionado em excesso ao meio, parte dele não participa da
reação de coagulação/floculação, ficando este em solução e aumentando os valores dos
parâmetros cor e turbidez. Segundo Branco (1991), a presença de ferro pode propiciar uma
coloração amarelada e turva à água dependendo dos níveis de concentração.
2.1.6 Policloreto de Alumínio (PAC)
O hidroxicloreto de alumínio, mais conhecido como Policloreto de Alumínio, durante
a hidrólise, libera, em dosagem igual de íons metálicos, uma quantidade de ácido
consideravelmente menor do cloreto de alumínio e dos coagulantes tradicionais como sulfato
de alumínio. Isso faz com que haja uma menor variação do pH do meio tratado, necessitando
de um menor consumo de neutralizante para reconduzir o pH ao seu valor original
(SCHOENHALS, 2006).

18
O PAC é um coagulante catiônico que, devido a sua dimensão e estrutura polimérica,
pode substituir com vantagens alguns coagulantes inorgânicos comuns. Sua molécula
constitui-se de um polímero inorgânico, com propriedades muito eficazes de agente
coagulante e floculante para uso em estações de tratamento. Estas propriedades resultam da
formação de um complexo polinuclear de íons hidroxi-alumínio, que em solução aquosa
adquirem característica catiônica. O policloreto de alumínio atua em uma ampla faixa de pH
(faixa ótima compreendida entre 6 e 9) e sua ação depende da temperatura (BREIA, 2006).
2.1.7 Polímero Aniônico
Na maioria dos efluentes industriais, foi verificado que os flocos formados necessitam
de maior densidade para que possa ocorrer a sedimentação em decantadores. Nestes casos
recorre-se aos auxiliares de floculação, polieletrólitos que aumentam a velocidade de
sedimentação dos flocos e a resistência às forças de cisalhamento. O auxiliar de floculação
varia de efluente para efluente e a sua escolha é realizada através de ensaios em laboratório
através de ensaios em equipamentos de Jar Test, onde é possível prever reduções do consumo
de coagulante primário de até 20% (SILVA FILHO, 2009)
Os polímeros ou polieletrólitos são constituídos de monômeros simples que são
polimerizados às substâncias de alto peso molecular variando 104g/mol a 106g/mol
(METCALF; EDDY, 1995).
O polímero aniônico é aquele que quando dissolvido em água, adquire carga negativa
e atua como aníon. Nos polímeros aniônicos a carga negativa fica ligada ao corpo do
polímero.
Quando se adiciona em excesso o polímero aniônico a um efluente a ser tratado, as
partículas suspensas irão adquirir cargas negativas e permanecerão dispersas no meio. Este
fenômeno é chamado “reversão de carga” da matéria em suspensão, pois de positiva as
partículas tornam-se negativas. A neutralização é realizada com a utilização de um polímero
catiônico. Com a neutralização inicia a aglutinação das partículas e a consequente clarificação
do efluente (DI BERNARDO, 1993).
Na Figura 1 é possível visualizar a importância do uso de polímeros no processo de
coagulação como auxiliar de floculação. No recipiente T1 foi utilizado o auxiliar de
floculação e no T2 não houve a utilização do auxiliar de floculação. É possível notar que o
tamanho dos flocos quando utilizado o auxiliar de floculação são visivelmente maiores, o que

19
facilita a sedimentação dos mesmos. No T2 é possível visualizar que ainda há sólidos em
suspensão.
Figura 1:Utilização de auxiliar de floculação
2.2 Métodos e materiais
2.2.1 Caracterização da empresa
Neste estudo foi utilizado o efluente de uma microcervejaria da região norte do estado
do Rio Grande do Sul. O efluente foi coletado por amostragem composta na saída do processo
de produção, antes de passar por qualquer tipo de tratamento. A coleta seguiu as instruções da
NBR 9898/87, da ABNT. O efluente em estudo é somente da lavagem dos equipamentos.
20
Figura 2:Tanque de fermentação e maturação.
Fonte: FIOR Representações
A cervejaria em estudo possui uma estação de tratamento de efluente (ETE) com
processo físico e biológico como a grande maioria das cervejarias no país. O tratamento físico
é composto apenas por decantadores, não existindo um sistema de gradeamento e nem um
tratamento físico-químico na ETE.
A empresa produz em media 40 m3/mês de choop, e gera em média 1,7 m
3 de efluente
para cada metro cúbico de choop produzido.
2.2.2 Métodos e técnicas
Este trabalho foi dividido em etapas como mostrado na Figura 3.

21
Figura 3:Fluxograma das etapas do projeto.
Para caracterização do efluente foram feitas analises de DBO, Nitrogênio, Óleos e
Graxas, sólidos suspensos e Fósforo. As análises destes parâmetros foram realizadas pelo
LACE – Laboratório de Controle de Efluentes. Os efluentes que foram enviados para o
laboratório LACE para realizar estas análises foram o efluente bruto, o efluente após o
tratamento físico da estação de tratamento da empresa e o efluente que obteve os melhores
resultados nos ensaios de coagulação em Jar Test.
O experimento constituiu na utilização de duas variáveis, tipo de coagulante e
dosagem de coagulante. Com isso foi elaborado um planejamento experimental como
mostrado na Tabela 1.

22
Tabela 1: Planejamento experimental
A escolha das dosagens foi realizada através de testes preliminares.
Após à obtenção dos resultados foi realizada uma avaliação estatística, através do teste
de Tukey, disponíveis no software Action+R.
2.2.3 Testes preliminares
Inicialmente para determinar as concentrações a serem estudadas, foram adicionadas
diferentes concentrações e visualizado a formação ou não dos flocos. A menor concentração
que obteve formação de flocos foi escolhida para os ensaios, as demais concentrações foram
escolhidas por serem maiores. Foram realizados testes para verificar qual o melhor pH para
cada coagulante utilizado. Este experimento foi realizado utilizando a mesma dosagem de
coagulante em diferentes faixas de pH até encontrar o pH onde visualmente obteve-se melhor
formação de flocos. Outro fator analisado foi quanto a necessidade ou não de diluição do
coagulante para melhor controle de pH.
2.2.4 Ensaio experimental
. O equipamento de Jar Test foi ajustado para um gradiente de velocidade de 140 rpm
por um tempo de 2 min, com o intuito de fornecer uma mistura homogênea do coagulante,
posteriormente este gradiente foi reduzido para 40 rpm por 15 min para ocorrer a floculação.
A adição dos coagulantes acidificou o efluente, sendo necessário a correção do pH.
Em todos os testes foi realizada a correção do pH para próximo de 10 quando utilizado o
coagulante cloreto férrico e próximo de pH 11 quando utilizado o PAC, para que com a
adição do coagulante o pH ficasse em uma faixa entre 6 e 8, onde os coagulantes tem melhor
resultado.
Experimento Coagulante Concentração (mg/L)
A Cloreto Férrico 0,14
B Cloreto Férrico 0,56
C Cloreto Férrico 0,7
D PAC 1,26
E PAC 1,89
F PAC 2,52

23
Após passados os dois minutos o gradiente de velocidade foi reduzido para 40 rpm
possibilitando a formação dos flocos e evitando que os mesmos se rompessem com a agitação,
esta etapa levou 15 min. Depois de realizada a agitação o efluente foi deixado em repouso por
1 h para a decantação dos flocos formados.
O sobrenadante do experimento foi retirado para análise qualitativa de seus
parâmetros. Este procedimento foi realizado para os dois coagulantes.
2.2.5 Ensaio analítico de DQO
Os sobrenadantes retirados dos ensaios de Jar Test passaram pela análise de DQO
realizadas no Laboratório da Engenharia Ambiental para verificar qual obteve a melhor
remoção tendo como padrão a DQO do efluente bruto. A DQO foi quantificada pelo método
micrométrico segundo American Public Health Association (APHA, 1995), por meio da
digestão em refluxo fechado com dicromato de potássio (K2Cr2O7) em meio ácido (H2SO4), e
quantificação fotométrica a 600 nm.
2.2.6 Analise de custo
Foi também realizada a análise de custo de aplicação para cada concentração e
coagulante estudados. A análise de custo foi realizada levando em conta o valor do litro do
coagulante e do hidróxido de sódio e quanto foi utilizado para o tratamento de 1 L do
efluente. Com o valor de custo de tratamento de 1 L, foi estimado quanto custará
mensalmente para a empresa este tratamento.
2.3 Resultados e discussões
Os parâmetros de caracterização do efluente bruto estão sendo apresentados na Tabela
2 junto com os parâmetros exigidos pela resolução CONSEMA N º 128/2006.

24
Tabela 2: Comparação do efluente bruto com RESOLUÇÃO CONSEMA N º 128/2006.
Parâmetro Efluente bruto RESOLUÇÃO
CONSEMA N º 128/2006
DQO (mg/L O2) 2.156 400
DBO5 (mg/L O2) 1.388 180
Fósforo Total (mg/L) 7,66 4
Óleos e Graxas (mg/L) 45,6 30
Nitrogênio Total (mg/L) 24,32 20
Sólidos Suspensos (mg/L) 443 180
pH 5,02 6 < 9
Seguindo a RESOLUÇÃO CONSEMA N º 128/2006 que dispõe sobre a fixação de
Padrões de Emissão de Efluentes Líquidos para fontes de emissão que lancem seus efluentes
em águas superficiais no Estado do Rio Grande do Sul é possível visualizar que para a vazão
da empresa o efluente encontra-se fora dos padrões exigidos pela resolução.
2.3.1 Teste preliminar
A realização destes testes constatou que o PAC deveria ser utilizado diluído em 50%,
pois facilita o controle do pH, tornando o processo de coagulação mais eficiente com o pH
adequado. Já o cloreto férrico não necessitou de diluição, pois a adição do mesmo não
abaixou o pH além da zona ótima de coagulação.
2.3.2 Ensaios experimentais
A realização do ensaio de Jar Test foi realizada com os volumes dos reagentes
demonstrados na Tabela 3.
25
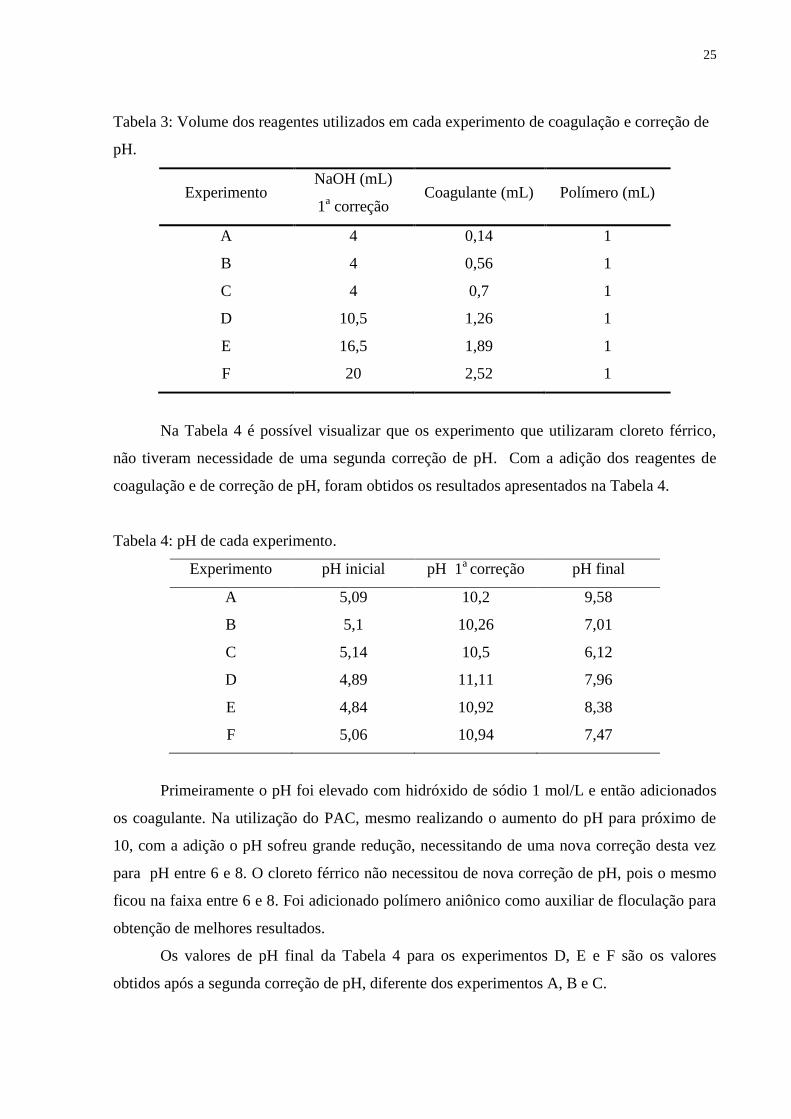
Tabela 3: Volume dos reagentes utilizados em cada experimento de coagulação e correção de
pH.
Experimento NaOH (mL)
1a correção
Coagulante (mL) Polímero (mL)
A 4 0,14 1
B 4 0,56 1
C 4 0,7 1
D 10,5 1,26 1
E 16,5 1,89 1
F 20 2,52 1
Na Tabela 4 é possível visualizar que os experimento que utilizaram cloreto férrico,
não tiveram necessidade de uma segunda correção de pH. Com a adição dos reagentes de
coagulação e de correção de pH, foram obtidos os resultados apresentados na Tabela 4.
Tabela 4: pH de cada experimento.
Experimento pH inicial pH 1a correção pH final
A 5,09 10,2 9,58
B 5,1 10,26 7,01
C 5,14 10,5 6,12
D 4,89 11,11 7,96
E 4,84 10,92 8,38
F 5,06 10,94 7,47
Primeiramente o pH foi elevado com hidróxido de sódio 1 mol/L e então adicionados
os coagulante. Na utilização do PAC, mesmo realizando o aumento do pH para próximo de
10, com a adição o pH sofreu grande redução, necessitando de uma nova correção desta vez
para pH entre 6 e 8. O cloreto férrico não necessitou de nova correção de pH, pois o mesmo
ficou na faixa entre 6 e 8. Foi adicionado polímero aniônico como auxiliar de floculação para
obtenção de melhores resultados.
Os valores de pH final da Tabela 4 para os experimentos D, E e F são os valores
obtidos após a segunda correção de pH, diferente dos experimentos A, B e C.
26
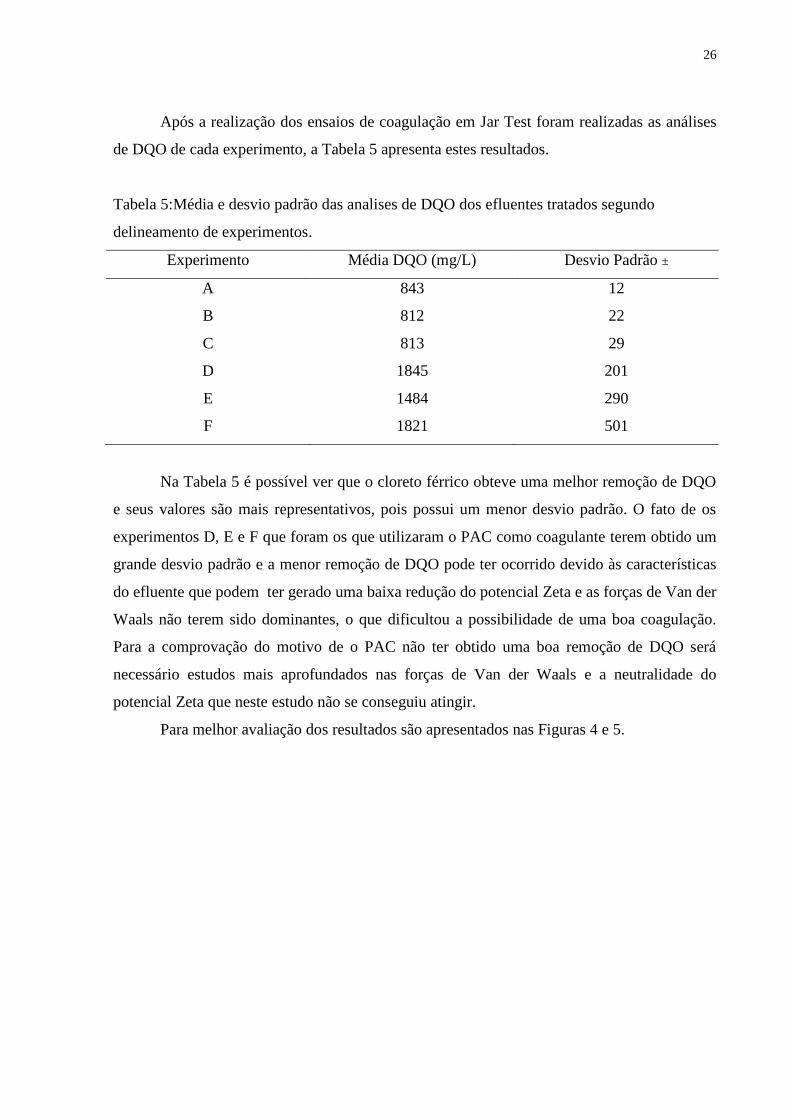
Após a realização dos ensaios de coagulação em Jar Test foram realizadas as análises
de DQO de cada experimento, a Tabela 5 apresenta estes resultados.
Tabela 5:Média e desvio padrão das analises de DQO dos efluentes tratados segundo
delineamento de experimentos.
Experimento Média DQO (mg/L) Desvio Padrão ±
A 843 12
B 812 22
C 813 29
D 1845 201
E 1484 290
F 1821 501
Na Tabela 5 é possível ver que o cloreto férrico obteve uma melhor remoção de DQO
e seus valores são mais representativos, pois possui um menor desvio padrão. O fato de os
experimentos D, E e F que foram os que utilizaram o PAC como coagulante terem obtido um
grande desvio padrão e a menor remoção de DQO pode ter ocorrido devido às características
do efluente que podem ter gerado uma baixa redução do potencial Zeta e as forças de Van der
Waals não terem sido dominantes, o que dificultou a possibilidade de uma boa coagulação.
Para a comprovação do motivo de o PAC não ter obtido uma boa remoção de DQO será
necessário estudos mais aprofundados nas forças de Van der Waals e a neutralidade do
potencial Zeta que neste estudo não se conseguiu atingir.
Para melhor avaliação dos resultados são apresentados nas Figuras 4 e 5.

27
Figura 4:Gráfico de desvio padrão das medias de DQO para os experimentos A, B, C.
Na Figura 4 é possível visualizar que no experimento A onde foi utilizada 0,14 mg/L
de cloreto férrico foi obtido o menor desvio padrão da média. Quando realizada a comparação
estatística entre as concentrações foi possível através do gráfico de Tukey na Figura 5
visualizar que os experimentos com as concentrações 0,14 mg/L e 0,7 mg/L não possuem
igualdade estatística diferente das demais comparações entre as concentrações. O gráfico
possibilita a comparação visual, para saber se possuem igualdade estatística, basta visualizar
se o intervalo de confiança corta o zero no eixo vertical. Quando o intervalo cortar o zero
significa que as concentrações em comparação possuem igualdade estatística e ainda quanto
mais perto a média estiver do zero maior é esta igualdade. Outra forma de visualizar a
igualdade das amostras é através da Tabela 10 no apêndice onde são apresentados os valores
de “p” para a comparação de médias de concentração final de DQO dos experimentos com
FeCl3 obtidos através do teste de Tukey. Os valores de p>0,05 possuem igualdade estatística.

28
Figura 5: Grafico Tukey das diferenças entre as médias dos níveis das dosagens
utilizadas em A, B, C.
Os experimentos D, E, F são os experimento que utilizaram PAC com 1,26, 1,89 e
2,52 mg/L do coagulante respectivamente. Nos experimentos D, E e F os valores ficaram
próximos ou dentro do desvio padrão da média como é possível visualizar na Figura 7. Porém
nestes experimentos não se obteve grande remoção de DQO. Analisando a Figura 6 é possível
visualizar que os experimentos apresentaram desvio padrão maiores de 200 o que é
considerado elevado para as análises em questão, pois os experimentos com cloreto férrico
obtiveram um desvio padrão inferior a 60.

29
Figura 6:Gráfico de desvio padrão das medias de DQO para os experimentos D,E ,F.
O gráfico Tukey para os experimentos D, E, F apresentado na Figura 7 mostra que as
três dosagens de PAC possuem igualdade estatística na remoção de DQO, pois as três
comparações tem o valor zero dentro do intervalo de confiança. Outra maneira de visualizar a
igualdade das amostras é através da Tabela 11 no apêndice onde são apresentados os valores
de “p” para a comparação de médias de concentração final de DQO dos experimentos com
PAC obtidos através do teste de Tukey. Os valores de p>0,05 possuem igualdade estatística. A
Tabela 12 no apêndice mostra a comparação estatística entre os dois coagulantes.

30
Figura 7:Grafico Tukey de intervalo de confiança das diferenças entre as médias dos níveis
das dosagens utilizadas em D, E, F.
O efluente após o tratamento realizado na ETE da empresa obteve os resultados
apresentados na Tabela 6.
Tabela 6:Parâmetros do efluente tratado na ETE da empresa.
Parâmetro Valor
DQO (mg/L O2) 1960
DBO (mg/L O2) 1161,28
Fósforo Total (mg/L) 4,73
Óleos e Graxas (mg/L) 12,5
Nitrogênio Total (mg/L) 19,7
Sólidos Suspensos (mg/L) 120

31
Para comparação com o efluente tratado pela ETE da empresa estudada, foi escolhido
o efluente tratado no experimento A, pois de todos foi o que possui maior representatividade,
pois possuiu o menor desvio padrão se comparado com os demais experimentos com FeCL3 e
uma boa redução da concentração de DQO se comparado com os experimentos que utilizaram
o PAC. Os parâmetros do experimento.
Os gráficos a seguir mostram a comparação dos parâmetros do experimento A onde foi
usado 0,14 mg/L de FeCl3, o efluente tratado pela ETE e o efluente bruto.
Na Figura 8 é possível visualizar que a remoção tanto da DQO quanto da DBO foi
muito maior no experimento A do que no tratamento já empregado na ETE da empresa. O
mesmo foi visualizado nas Figuras 9 para remoção de fósforo total e nitrogênio total e na
Figura 10 para óleos e graxas e sólidos suspensos.
Figura 8:Grafico comparativo de DQO e DBO entre o experimento A, efluente tratado pela
ETE, efluente bruto e a legislação.

32
Figura 9:Grafico comparativo de Fosforo total e Nitrogenio total entre o experimento A,
efluente tratado pela ETE, efluente bruto e a legislação.
Figura 10: Gráfico comparativo de Óleos e graxas e Sólidos suspensos entre o experimento A,
efluente tratado pela ETE, efluente bruto e a legislação.

33
Tabela 7:Eficiência de remoção dos parâmetros analisados
Eficiência no tratamento por
Cloreto férrico 0,14 mg/L
(%)
Eficiência no tratamento da
ETE (%)
DQO 57,33 9,09
DBO5 76,76 16,33
P 71,80 38,25
OG 85,53 72,59
N 81,95 19,00
SS 99,26 72,91
O tratamento estudado apresentou boa eficiência de remoção em praticamente todos os
parâmetros. Porém a eficiência de remoção de DQO e DBO5 não foi o suficiente para atingir
os limites da legislação. A eficiência do tratamento com o cloreto férrico foi superior em
todos os parâmetros se comparado com a eficiência do tratamento utilizado pela empresa no
momento. Em alguns casos como nos parâmetros DBO5 e N a eficiência do cloreto férrico foi
mais de 60% maior que a do tratamento utilizado na ETE.
Os valores de sólidos suspensos foi o parâmetro que obteve a melhor remoção nos dois
tratamentos, porém no tratamento em estudo com 0,14 mg/L de cloreto férrico a eficiência de
remoção ultrapassou 99%.
2.3.3 Análise de custo
Os valores comerciais foram obtidos através de uma pesquisa de mercado para o
cloreto férrico, PAC e hidróxido de sódio. Estes valores estão apresentados na Tabela 9.
Tabela 8:Valor comercial dos reagentes utilizados
Reagente Valor Comercial
(R$/kg)
Densidade
(kg/l)
Cloreto Férrico 1,20 1,40
PAC 1,30 1,26
Hidróxido de sódio 1,50 1,50

34
Através dos valores comerciais dos reagentes, foi possível calcular o custo operacional de
cada experimento para o tratamento do efluente da empresa estudada. A empresa em estudo
tem uma geração de 68m3/mês de efluente para ser tratado. O custo com reagentes para o
tratamento físico-químico deste efluente é apresentado na Tabela 9.
Tabela 9:Custo dos reagentes por metro cúbico de efluente tratado com FeCl3 0,14mg/L e
PAC 1,26 mg/L.
FeCl3 0,14 mg/L PAC 1,26 mg/L
Custo (R$/m³ de efluente
tratado) 9,17 25,26
Custo do tratamento (R$/mês) 623,56 1717,68
Comparando através da Tabela 9 os custos com reagentes dos experimentos que
apresentaram melhor desempenho para cada coagulante, é possível visualizar uma grande
diferença entre os dois coagulantes. A grande diferença de valores se explica devido ao fato
que no experimento com PAC 1,26 mg/L foi utilizada uma quantidade superior de coagulante
e de hidróxido de sódio que foi utilizado para regular o pH.
Na análise de custo não foram considerados em nenhum momento o valor do polímero
aniônico e os custos de operação do sistema como luz e mão de obra, pois a análise visou à
comparação dos custos dos reagentes, e no caso do polímero a dosagem foi a mesma utilizada
em todos os experimentos.

35
3 CONCLUSÃO
Através de todos os resultados foi possível constatar que o tratamento físico-químico
obteve uma grande redução de carga orgânica, pois os mesmos obtiveram em geral resultados
de remoção de DQO melhores do que o apresentado pelo sistema de tratamento empregado na
ETE da empresa estudada porem ainda fora dos limites da legislação.
O melhor experimento foi o A onde foi utilizado uma concentração de 0,14mg/L de
cloreto férrico, devido ao fato todas as análises estarem dentro ou muito próximos do desvio
padrão da média. Outro fator que ajudou na escolha foi que com o experimento A se obteve
um menor custo operacional quando comparado com os demais experimentos.
A utilização de 0,14 mg/L de cloreto férrico obteve uma ótima redução de todos os
parâmetros estudados alem de um baixo custo, pois necessitou de menos coagulante e
dispensou uma segunda correção de pH para chegar ao pH ideal de coagulação.
Com isso é possível notar que a incorporação de um tratamento físico-químico como
etapa do tratamento de efluente de cervejarias é viável tecnicamente e economicamente, já
que atingiu a legislação da maioria dos parâmetros exigidos pelos órgãos fiscalizadores e uma
boa redução na DQO e DBO mesmo estas não atingindo a legislação, alem de um baixo custo
de operação. Este processo ainda é pouco utilizado para tratamento de efluentes de
cervejarias. O tratamento físico-químico não deve ser utilizado sozinho, deve ter posterior a
este tratamento um sistema biológico para completar o tratamento do efluente e assim ser
despejado dentro dos limites impostos pela legislação.
Para estudos futuros, pode-se estudar mais a fundo o comportamento das forças de o
potencial Zeta nas condições deste trabalho, como a utilização de um sistema biológico a
montante do tratamento físico-químico.

36
REFERÊNCIAS
ABRALATAS. A indústria de bebidas em cheque.Disponível em:
<http://www.abralatas.org.br/common/html/economia.php>. Acesso em 03 ago. 2012.
APHA. Standard Methods for the Examination of Water and Wastewater. 25. ed. New
York:, MacGraw HILL, 1998.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT NBR 9898: Preservação
e técnicas de amostragem de efluentes líquidos e corpos receptores. Rio de Janeiro, 1987.
AZEVEDO NETTO, J. M. (1976). Técnicas de abastecimento e tratamento de água. Vol.2:
CETESB, São Paulo.
AZEVEDO NETTO, J. M.; Técnicas de abastecimento e tratamento de água, 2ª ed. v. 2,
São Paulo, CETESB – Companhia de Tecnologia de Saneamento Ambiental, 1979.
BERENHAUSER. A. E. Fabricação de cervejas e refrigerantes. Trabalho de disciplina
Tratamento de efluentes. 1999.
BORDA, L,R. Viabilidade do uso da moringa oleifera lam no tratamento simplificado de
água para pequenas comunidades. Dissertação ( Pós-Graduação em Desenvolvimento e
Meio Ambiente), Universidade Federal da Paraíba – PB, 2001
BRASIL ECONÔMICO. Disponível em:
<http://brasileconomico.ig.com.br/anuario/cat_beb.php>. Acesso em 03 ago. 2012.
BRAILE, P.M.; CAVALCANTI, J.E.W.A. Manual de tratamento de águas residuárias.
São Paulo: CETESB, 1993
BRANCO, S. M. Água e o homem. In. Hidrologia Ambiental. v. 3, São Paulo: Edusp.
1991.
BREIA, G. C. Aplicação dos Processos de Coagulação/Floculação e Adsorção em Carvão
Ativo no Tratamento Primário dos Efluentes de Indústrias de Defensivos Agrícolas.
2006. Dissertação (Mestrado) - Instituto de Química,Universidade do Estado do Rio de
Janeiro, Rio de Janeiro, 2006.
CARDOSO, V. C. Estudo do Processo de Coagulação/Floculação por meio da Moringa
oleifera Lam para Obtenção de Água Potável. Dissertação (Mestrado) Universidade
Estadual de Maringá – UEM, Maringá - PR, 2007.
CPRH, COMPANHIA PERNAMBUCANA DO MEIO AMBIENTE. Roteiro Complementar
de Licenciamento e Fiscalização: Tipologia Galvanoplastia. Recife: CPRH/GTZ. 2001.
DI BERNARDO, L. Métodos e técnicas de tratamento de água. v. 1. Rio de Janeiro: ABES
– Associação Brasileira de Engenharia Sanitária e Ambiental, 1993.

37
DI BERNARDO, L; DANTAS, A.D.B. Métodos e técnicas de tratamento de água. São
Carlos, RiMa, 2ed., 2.v, 2005.
FABRETI, A. A. Pós-tratamento de efluente de lagoa de estabilização através de
processo físico-químico. Dissertação (Mestrado em Engenharia) - Departamento de
engenharia hidráulica e sanitária, escola politécnica da Universidade de São Paulo, São Paulo,
2006.
FIOR REPRESENTAÇÕES Disponível em: <
http://www.fiorrepresentacoes.com.br/portfolio/tanques-em-inox-para-cerveja/ >. Acesso em
04 nov. 2012.
GUERREIRO. L. Efluente em cervejaria. Resposta técnica. Rede de Tecnologia do Rio de
Janeiro. Rio de Janeiro. 2006.
ME. Desenvolvido pela Mountain Empire Community College. Apresenta o modelo de Jar
Test. Disponível em: < http://water.me.vccs.edu/courses/env110/coagulation.htm>. Acesso
em 06 ago. 2012.
METCALF; EDDY. Wastewater Engineering: treatment disposal and reuse. New York,
Mcgraw Hill, 1995.
METCALF; EDDY. Wastewater Engineering – Treatment, Disposal and Reuse.
Singapura: McGraw Hill, 2003.
MIERZWA, J. C., HESPANHOL, I. Água na Indústria - Uso Racional e Reuso. 1a ed.
São Paulo: Oficina de Textos, 2005.
MONACO, R. Influencia da temperatura e da carga orgânica no tratamento anaeróbio
de esgoto sintético em bioreator operado em batelada sequencial contendo biomassa
granulada. Dissertação ( Mestrado em Engenharia de processos químicos e bioquímicos) –
Instituto Mauá de Tecnologia, São Caetano do Sul – SP, 2007
PAVANELLI, G. Eficiência de diferentes tipos de coagulantes na coagulação,
floculação e sedimentação de água com cor e turbidez elevada. São Carlos. Tese
(Mestrado) – Escola de Engenharia de São Carlos, São Carlos – SP, 2001.
REINOLD, Matthias. Mestre cervejeiro. Disponível em:
<http://www.cervesia.com.br/tratamento-de-efluentes.html>. Acesso em 30 jul. 2012.
SCHOENHALS, M. Avaliação da eficiência do processo de flotação aplicado ao
tratamento primário de efluentes de abatedouro avícola. Dissertação (Mestrado em
Engenharia Química) – Universidade Federal de Santa Catarina, Florianópolis 2006.
SANTOS, H. R. Coagulação/precipitação de efluentes de reator anaeróbio de leito
expandido e de sistema de lodo ativado precedido de reator UASB, com remoção de
partículas por sedimentação ou flotação. 2006. 331 f. Tese (Programa de Doutorado em
Hidráulica e Saneamento) – Escola de Engenharia de São Carlos da Universidade de São
Paulo, São Carlos. 2006.

38
SANTOS, M. S. Cervejas e refrigerantes (Série P + L). São Paulo, CETESB, 2005.
SILVA FILHO, A. Tratamento terciário de efluente de uma indústria de refrigerantes
visando ao reuso – um estudo de Caso. Dissertação (Mestrado em Tecnologia de Processos
Químicos e Bioquímicos) – , Escola de Química, Universidade
Federal do Rio de Janeiro - UFRJ, Rio de Janeiro, 2009.
SPINELLI, V. A. Quitosana: Polieletrólito Natural para o Tratamento de Água Potável.
Tese (Mestrado) – Departamento de Engenharia Química, Universidade Federal de Santa
Catarina – UFSC, Florianópolis, 2001.
VAZ, L. G. DE L. Processo de coagulação/ floculação no tratamento de efluentes de
galvanoplastia. Dissertação (Mestrado). Departamento de Engenharia Química, Universidade
Estadual do Oeste do Paraná, 2009.
VIANNA, M. R. Hidráulica aplicada às estações de tratamento de água. Belo Horizonte:
Instituto de Engenharia Aplicada, 1992. 2 ed. 344 p.
VON SPERLING, M., Introdução à Qualidade das Águas e ao Tratamento de Esgotos.
2a ed. Minas Gerais: Departamento de Engenharia Sanitária e Ambiental UFMG, 1996.
WIMMER. A. C. S. Aplicação do processo eletrolítico no tratamento de efluentes de uma
indústria petroquímica. 2007. Dissertação (Mestre em Engenharia Metalúrgica e de
Materiais) – Departamento de Ciência dos Materiais e Metalurgia, PUC-Rio, Rio de Janeiro,
2007.

39

40
APÊNDICE
Tabela 10:Valores “p” para a comparação de médias de concentração final de DQO dos
experimentos com FeCl3 pelo Teste Tukey.
0,14 0,56 0,7 Média
0,14 0,067649617 0,005540319 843
0,56 0,067649617 0,354173068 812
0,7 0,005540319 0,354173068 793
Tabela 11:Valores “p” para a comparação de médias de concentração final de DQO dos
experimentos com PAC pelo Teste Tukey.
1,26 1,89 2,52 Média
1,26 0,652632427 0,233332823 1167
1,89 0,652632427 0,557745527 1484
2,52 0,233332823 0,557745527 1821
Tabela 12:Valores “p” para a comparação da concentração final de DQO entre os coagulantes
PAC e FeCl3 pelo Teste Tukey.
0,14 0,56 0,7
1,26 0,357855914 0,267785861 0,24255732
1,89 0,002033432 0,001242507 0,001302067
2,52 1,21447E-05
7,83156E-06
9,48942E-06
Recommended

















