Embed Size (px)
Citation preview

Volume 2׀ Número 1 ׀ Janeiro-Março de 2012 REVISTA CITINO
P e r i ó d i c o d a A s s o c i a ç ã o N a c i o n a l H e s t i a d e C i ê n c i a , T e c n o l o g i a , I n o v a ç ã o e O p o r t u n i d a d e
J a n e i r o - M a r ç o d e 2 0 1 2
Jan
eiro
- M
arço
de
201
2
Volumes publicados
Edição : Volume 2׀ Número 1 ׀ Janeiro-Março de 2012
Neste lançamento, artigos de revisão e textos originais em
bioengenharia, materiais e controle de qualidade. A figura da
capa é uma microfotografia, obtida por Microscopia
Eletrônica de Varredura - MEV, da estrutura formada pela
biossíntese do amido, o amiloplasto. Este material é um
polímero derivado do amido da fécula de mandioca. Esta
imagem foi obtida pelo pesquisador, Prof. Dr. Etney Neves,
com apoio do Dr. Roberto Binder e do Técnico Antônio
Tadeu Cristofilini.

Jan
eiro
- M
arço
de
201
2
Janeiro-Março de 2012
Revista aberta,
organizada pela
Associação Nacional
Instituto Hestia de Ciência e Tecnologia
Revista Citino
Associação Nacional Hestia
Travessa Campo Grande, 138- Bucarein
CEP 89202-202 – Joinville – SC – BRASIL
Fax: 47 4009-9002
e-mail: [email protected]

Jan
eiro
- M
arço
de
201
2
CONSELHO EDITORIAL
CORPO EDITORIAL
Prof. Dr. Etney Neves – HESTIA e UNEMAT
Editor
e-mail [email protected]
Profa. Luciana Reginado Dias – UFSC
Revisora da redação em Língua Portuguesa
Profa. Judith Abi Rached Cruz – UNEMAT
Revisora da redação em Língua Inglesa
Prof. Marcelo Franco Leão – IFMT e UNEMAT
Assessor de Arte Final em Textos e Ilustrações
Ana Paula Lívero Sampaio- HESTIA
Assessora de Arte Final em Gráficos e Figuras
CONSULTORES EDITORIAIS
Profa. Dr. Claudia Roberta Gonçalves – UNEMAT
Prof. MSc. Cristiano José de Andrade – UNICAMP
Eng. Eduardo Soares Gonçalves – UNEMAT
Prof. Dr. Fabrício Schwanz da Silva – UNEMAT
Prof. MSc. Luciano Matheus Tamiozzo – UNEMAT
Prof. Dr. Luiz Carlos Ferracin- HESTIA
Profa. Dra. Mariana Beraldo Masutti – CPEA
Eng. Osny do Amaral Filho – HESTIA
Prof. Dr. Rodrigo Tognotti Zauberas – UNIMONTE
Esp. Soraia Cristine Lenzi – HESTIA
Profa MSc. Thereza Cristina Utsunomiya Alves- IFMT

Jan
eiro
- M
arço
de
201
2
CARTA DO EDITOR
Organizando a nossa 2a Edição, demos conta da distância real entre a proposta da Revista
CITINO e os autores que redigem e lançam os conteúdos científicos e tecnológicos,
inovadores no país. Muitas informações importantes, como é o caso da disponibilidade
de um novo periódico, não fluem facilmente até os Pesquisadores. Por este motivo,
durante esta e a próxima edição da Revista CITINO, estamos divulgando efetivamente
nosso periódico, e convidando os nossos colegas para participarem desta nova via de
divulgação de resultados. Por outro lado, temos que destacar que o nosso norte não é um
indicador de alto índice de submissões, mas sim a qualidade dos textos que divulgamos
em nosso periódico. Sabemos que uma revista forte, para beneficio de todos, somente
acontece com o rigor cientifico, disponibilizado em conteúdos confiáveis. Com muita
humildade, sempre, queremos crescer sem perder nossos valores éticos, de levar a cada
leitor o melhor. Que nossos artigos sejam úteis, representando a água e o alimento para
grandes jornadas.
ETNEY NEVES
Editor

Jan
eiro
- M
arço
de
201
2
GLOSSÁRIO
SEÇÃO BIOENGENHARIA – subdividida em biomateriais, análises de respostas a
tratamentos inovadores e novos fármacos ou aplicações.
SEÇÃO MATERIAIS – subdividida em materiais poliméricos, metálicos e cerâmicos,
tratando em cada subitem das estruturas e processos de obtenção, caracterização ou
aplicação.
SEÇÃO CONTROLE DE QUALIDADE – desenvolvimento de sistemas inovadores, que
destaquem as políticas e procedimentos necessários para a melhoria e o controle das
diversas “atividades-chave”, voltadas a manufatura e processos produtivos de base
cientifica ou tecnológica.

Jan
eiro
- M
arço
de
201
2
SUMÁRIO
Pág.
1 - 6 EDITORIAL
ARTIGOS 07 SEÇÃO BIOENGENHARIA
08 Estudo do vitrocerâmico BR3G durante tratamento térmico sob vácuo
14 SEÇÃO MATERIAIS
15 Material a base de amido de mandioca para confecção de embalagem de
alimentos
25 SEÇÃO CONTROLE DE QUALIDADE
26 Análise de perigos e pontos críticos de controle na indústria de carne de
jacaré

Volume 2 ׀ Número 1 ׀ Janeiro-Março de 2012 REVISTA CITNO
Jan
eiro
-Mar
ço d
e 2
012
SEÇÃO BIOENGENHARIA
BIOENGINEERING SECTION
BIOMATERIAIS
BIOMATERIALS
Pág.
8. ESTUDO DO VITROCERÂMICO BR3G DURANTE TRATAMENTO
TÉRMICO SOB VÁCUO

Vol. 2, No. 1, Janeiro-Março 2012, Página 8
Vol. 2, No. 1,
Janeiro-Março de 2012
ORIGINAL ARTICLE
VITROCERAMIC STUDY BR3G
DURING HEAT TREATMENT UNDER VACUUM
Karla Regina Pereira1, Etney Neves2,3,
Carlos Alberto Fortulan1, João Manuel Domingos de Almeida Rollo1
¹ Departamento de Engenharia Mecânica, Universidade de São Paulo, São Carlos (SP), Rua Dr. Emílio
Ribas, 1121, jd Marivam, Araraquara, CEP 14806-055, SP - Brasil 2 Departamento de Engenharia de Alimentos, UNEMAT - Universidade do Estado de Mato Grosso,
Campus Barra do Bugres - MT 3 Pesquisador Associado a Associação Nacional Instituto Hestia de Ciência e Tecnologia, HESTIA.-
Brasil
Abstract
Thermal treatment under vacuum was performed for the glass-ceramic BR3G, with the
following cycle: initial temperature 25 ˚C to a final temperature of 1100 ˚C. It was
possible to couple an image capturing system through the microscopy under vacuum
system. As the temperature of the thermal cycle was increasing and the experiment
material was suffering continuous microstructural transformations, these images were
captured providing a real view of the whole material transformation within the set
thermal cycle. The studied material phase transformation analysis is complemented with
those images.
Keywords: microscopy under vacuum, BR3G glass ceramic, microstructural
transformations.

Vol. 2, No. 1, Janeiro-Março 2012, Página 9
Vol. 2, No. 1,
Janeiro-Março de 2012
ARTIGO ORIGINAL
ESTUDO DO VITROCERÂMICO BR3G DURANTE
TRATAMENTO TÉRMICO SOB VÁCUO
Karla Regina Pereira1, Etney Neves2,3,
Carlos Alberto Fortulan1, João Manuel Domingos de Almeida Rollo1
¹ Departamento de Engenharia Mecânica, Universidade de São Paulo, São Carlos (SP), Rua Dr. Emílio
Ribas, 1121, jd Marivam, Araraquara, CEP 14806-055, SP - Brasil 2 Departamento de Engenharia de Alimentos, UNEMAT - Universidade do Estado de Mato Grosso,
Campus Barra do Bugres - MT 3 Pesquisador Associado a Associação Nacional Instituto Hestia de Ciência e Tecnologia, HESTIA-
Brasil
Resumo
Foi realizado um tratamento térmico sob vácuo no vitrocerâmico BR3G, com o seguinte
ciclo: temperatura inicial de 25˚C, até a temperatura final de 1100˚C. Através do
sistema de microscopia sob vácuo, foi possível acoplar um sistema de captação de
imagens. Conforme a temperatura do ciclo térmico foi aumentando, e o material em
experimento foi sofrendo transformações microestruturais contínuas, as imagens dessas
transformações foram captadas, fornecendo a visualização real de toda a transformação
do material. A análise da transformação de fases do material, em estudo, se
complementa com essas imagens.
Palavras-chaves: microscopia, vácuo, vitrocerâmico, BR3G.
1. Introdução
O vitrocerâmico BR3G, de ponto composicional localizado na região da fase
anortita, pertencente ao diagrama ternário CaO-SiO2-Al2O3, foi obtido e estudado
anteriormente, através da cristalização controlada de um vidro 1,2,3. Estudos indicam que
esse material pode ser um novo biomaterial, além de versatilmente ter se mostrado
flexível para outros desenvolvimentos tecnológicos nas áreas da construção civil, da
indústria têxtil e de outras, para novas aplicações em engenharia. Os resultados obtidos
em testes experimentais, reafirmam essa característica do BR3G ser um biomaterial.
Foram realizados (em paralelo), testes toxicológicos in vitro e in vivo, em amostra deste
vitrocerâmico. A conclusão dessa avaliação, foi uma “reatividade citotóxica não
detectada.” Estes resultados reforçaram que esta vitrocerâmica, também é considerada
adequada para possíveis aplicações biomédicas 4, 5, 6, 7, 8, 9, 10, 11. Contudo, ainda faltam
Vol. 2, No. 1, Janeiro-Março 2012, Página 10
várias etapas no estudo, para caracterização e descrição do comportamento
microestrutural e propriedades mecânicas do BR3G.
Este trabalho tem como meta o estudo de um material sintético de elevada
pureza, o vitrocerâmico BR3G. O foco está no estabelecimento dos parâmetros do
material, e de seu processamento tecnológico para produção de componentes, através da
manufatura das amostras, caracterização mecânica e uma estimativa inicial da
transformação de fases.
2. Materiais e Métodos
Todo o material utilizado nos ensaios esteve na forma de frita (fundido
de vidro, resfriado em água) com dimensões próximas de 2 mm de diâmetro.
Em um jarro de polipropileno de alta densidade, foi adicionado cilindros de
zircônia, 100 g de frita BR3G e 84,2 g de álcool isopropílico. O jarro foi
rotacionado em moinho de jarro, durante 120 horas, perfazendo uma suspensão
à 25 vol. %. Após esse período, foi adicionado 1g de Poli Vinil Butinal (PVB),
como ligante, e posto em rotação por mais 6h. Esta etapa representou moagem
do vidro, formando uma solução homogênea denominada barbot ina. O material
foi descarregado em uma bandeja de vidro, e seco com soprador de ar quente. O
aglomerado resultante foi granulado, até passar em uma malha porosa de 60
mesh. Seguido do processo de secagem, o material foi conformado em prensa
uniaxial, a 1200kgf/cm2, em forma de peletes de 4,2 mm de diâmetro por 2 mm
de altura. O corpo de prova foi colocado em um cadinho de titânio , e inserido
na câmera de alta temperatura do microscópio. O cadinho foi apoiado no
termopar, que envia os dados da temperatura de dentro do forno ao monitor de
temperatura. O sistema foi submetido a um fluxo de argônio, para limpeza da
atmosfera. Então foi formado um vácuo na câmara, de 6 a 8 10-5 mBar,
minimizando a oxidação por contato com o ar. O ensaio se iniciou acionado
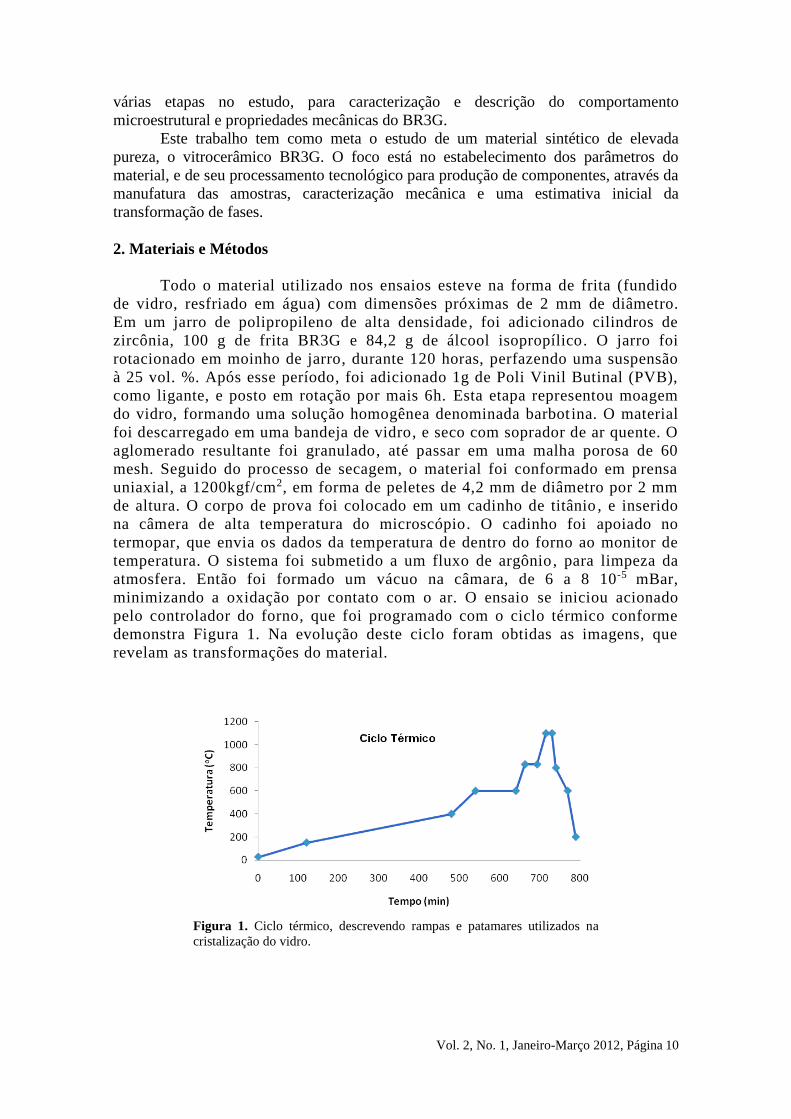
pelo controlador do forno, que foi programado com o ciclo térmico conforme
demonstra Figura 1. Na evolução deste ciclo foram obtidas as imagens, que
revelam as transformações do material.
Figura 1. Ciclo térmico, descrevendo rampas e patamares utilizados na
cristalização do vidro.

Vol. 2, No. 1, Janeiro-Março 2012, Página 11
3. Resultados e Discussões
As figuras de 2 a 5 foram obtidas através de microscopia sob vácuo, e
revelam as transformações microestruturais que o material experimentou,
durante o ciclo térmico programado, iniciado aos 25oC e concluído aos 1100oC.
Durante a elevação da temperatura inicial até 800oC, não foi observada
nenhuma alteração morfológica no material, Figura 2. Nessa fase, ocorre
somente perda de matéria orgânica derivada do ligante .
Figura 2. Imagem da Anortita obtida por ataque
térmico sob vácuo. Temperatura 25 oC - 800 oC,
aumento de 100x.
Quando a temperatura da câmera de alta temperatura atinge 830 oC, pode-
se observar uma mudança na morfologia da superfície do material, Figura 3a,
seguindo até a temperatura de 1007oC, na Figura 3b. Neste intervalo, inicia-se a
sinterização das partículas de vidro. Este fenômeno é acompanhado por
transformações, que podem representar a nucleação do material ou uma intensa
cristalização superficial, que se segue continuamente até o final do ciclo
térmico 1,2. A estrutura de um vidro está em uma condição metaestável,
buscando continuamente uma forma de menor energia através da cristalização.
Este processo resulta de um aumento da ordem estrutural, por formação de
cristais, em um intenso rearranjo dos átomos do material (vidro transformado
em vitrocerâmica). Com bases em estudos correlatos, existe uma forte tendência
para que as Figuras 4a e 4b, estejam visualmente ilustrando esse fenômeno.
Figura 3. Imagens da Anortita obtidas por ataque térmico sob vácuo.
a) 830oC e b)1007 o C, aumento de 100x.
100 m
100 m (a) 100 m (b)

Vol. 2, No. 1, Janeiro-Março 2012, Página 12
Quando o material ultrapassou a temperatura de 1053oC, foi percebida uma
última mudança em sua superfície (dentro do ciclo térmico estabelecido),
registrada na Figura 5. Essa aparência se manteve constante até a temperatura
de 1100oC. Neste ponto, o ciclo térmico foi finalizado. O material permaneceu
em 1100oC, durante 10 minutos.
Figura 4. Imagens da Anortita obtidas por ataque térmico sob vácuo. a) 1028 oC
e b) 1053 o C, aumento de 100x.
Nesse período de tempo, o vitrocerâmico não apresentou mais nenhuma
alteração em sua morfologia estrutural, sensíveis aos olhos dos observadores.
Figura 5. Imagem da Anortita obtida por ataque
térmico sob vácuo. 1100oC por 10 min., aumento
de 100x.
4. Conclusão
As imagens do material, obtidas durante o tratamento térmico sob vácuo,
no intervalo entre 25oC à 1100oC, revelaram transformações superficiais em
função do aumenta da temperatura. A mudança na morfologia do material pode
estar associada à sinterização das partículas de vidro (aumento da densidade) ,
nucleação ou cristalização. No caso específico deste material, existe uma forte
tendência à cristalização superficial ser predominante, orientada por defeitos de
superfície das partículas ou do próprio corpo de prova. As modificações visuais
finais, com base em estudos correlatos do mesmo sistema, indicam que a
cristalização do vidro ocorreu com sucesso. Este resultado representa um
aumento da ordem estrutural, por formação de cristais através de um intenso
rearranjo dos átomos do material. A estrutura do vidro evoluiu para uma
estrutura de menor energia potencial, denominada vitrocerâmica. A partir
dessas análises, se estima serem possíveis tratamentos térmicos para a obtenção
também de materiais parcialmente cristalizados, corpos com porosidades
(a) (b) 100 m 100 m
100 m

Vol. 2, No. 1, Janeiro-Março 2012, Página 13
projetadas e um controle tecnológico rigoroso, sobre propriedades mecânicas e
físicas do material. Todas estas variáveis, devem ser relacionadas a novos
estudos da biocompatibilidade dos cerâmicos específicos. O biomaterial
vitrocerâmico deste trabalho, possui estruturas intermediarias não estudadas.
Esta característica torna o material versátil, justificando além da continuidade
deste estudo, novas investigações com o foco na identificação de soluções, que
atendam as exigências de projetos inovadores na área da bioengenharia.
5. Referências bibliográficas
[1] NEVES, E., SPILLER, A. L., TRIDAPALLI, D., RIELLA, H. G.,
“Desenvolvimento de Cristais de Anortita em Vidros”, Simpósio Brasileiro de
Estruturologia, Tiradentes / MG, Setembro 2001.
[2] TOROPOV, N. A., TIGONEN, G. V., “Investigation of the Linear Rate of Growth
of Anorthite Crystals in Glass at 1000C”, Neorganicheskie Materialy, v. 1, n. 5, p.
775-779, 1965a.
[3] TOROPOV, N. A., TIGONEN, G. V., “The Influence of Primary Heat Treatment on
the Crystallization of Anorthite-Wollastonite Glasses Containing Chromic Oxide”,
Neorganicheskie Materialy, v. 1, n. 11, p. 2014-2019, 1965b.
[4] TECPAR, “Laudo Técnico 05008607”, Laboratório de Microbiologia e Toxicologia,
Paraná, 2005.
[5] CAVALHEIRO, L. B. B. H., FERNANDES, B. L., NEVES, E., “Anorthite Glass
Ceramic To Biomaterial”, 3rd International Symposium on non-crystalline solids and
the 7th Brazilian Symposium on glass and related materials - Maringá, PR - Brazil -
November 2005.
[6] CAVALHEIRO, L. B. B. H., “Estudo da Biocompatibilidade e da Degradacão do
Vitrocerâmico de Anortita”, Mestrado, PUCPR, 2005.
[7] SILVEIRA, J. C. C. da, “Proposta de Utilização do Vitrocerâmico anortita como um
Sistema de Liberação Controlada de Fármacos”, Mestrado, PUCPR, 2006.
[8] HISAO S., et. All., In-situ measurement of dissolution of anorthite in Na-Cl-OH
solutions at 22°C using phase-shift interferometry, American Mineralogist
2007;92:503-509.
[9] PEREIRA, K.R., NEVES, E., SORIANI, N.C., FORTULAN, A.C., ROLLO,
J.M.D.A. Cytotoxicity tests of the candidate to the biomaterial BR3G – vitroceramic.
1° Taller de Òrganos Artificiales, Biomateriales e Ingeniería de Tejidos. 25-27
agosto de 2009, Rosário – Sta. Fé, Argentina.
[10]PEREIRA, K.R., NEVES, E., FORTULAN, A.C., ROLLO, J.M.D.A.
Biocompatibility: in vitro Tests of The BR3G – Biovitroceramic. 10th International
Conference on Frontiers of Polymers and Advanced Materials, September 28 –
October 2, 2009, Santiago, Chile.
[11] PEREIRA, K.R., NEVES, E., FORTULAN, A.C., ROLLO, J.M.D.A. Análise da
Toxicidade Sistêmica: Vitrocerâmico com Cristais de Anortita (CaAl2Si2O8). The
6th Latin American Congress of Artificial Organs and Biomaterials, August 17-20,
2010, Gramado – RS, Brazil.

Volume 2 ׀ Número 1 ׀ Janeiro-Março de 2012 REVISTA CITNO
Jan
eiro
-Mar
ço d
e 2
012
SEÇÃO MATERIAIS
MATERIALS SECTION
POLÍMEROS
POLIMER
Pág.
15 MATERIAL A BASE DE AMIDO DE MANDIOCA PARA CONFECÇÃO
DE EMBALAGEM DE ALIMENTOS

Vol. 2, No. 1, Janeiro-Março 2012, Página 15
Vol. 2, No. 1,
Janeiro-Março de 2012
ORIGINAL ARTICLE
MATERIAL BASED CASSAVA
STARCH FOR MAKING FOOD PACKAGING
*Gabriela Souza Alves1, Ana Paula Lívero Sampaio2,
Camila Aparecida Zavolski¹, Marney Pascoli Cereda3 e Etney Neves4,5
¹ Acadêmica do Curso de Engenharia de Alimentos, UNEMAT - Universidade do Estado de Mato
Grosso, Campus Barra do Bugres – MT, Brasil. Rua Florianópolis, JD Elite II, CEP 78390000. 2 Acadêmica do Curso de Arquitetura e Urbanismo, UNEMAT - Universidade do Estado de Mato
Grosso, Campus Barra do Bugres – MT, Brasil. Rua Florianópolis, JD Elite II, CEP 78390000. 3 Professora do Departamento de Ciências Agrárias e Ciências Biológicas , UCDB - Universidade
Católica Dom Bosco, Campo Grande – MS. 4 Professor Visitante do Departamento de Engenharia de Alimentos, UNEMAT - Universidade do Estado
de Mato Grosso, Campus Barra do Bugres – MT. 5 Pesquisador Associado a Associação Nacional Instituto Hestia de Ciência e Tecnologia, HESTIA -
Brasil.
Abstract
Under specific conditions of temperature, pressure and humidity, cassava starch
develops the expansion property, resulting in similar to polystyrene (Styrofoam (R)),
with the difference being biodegradable material. Among other materials used to
prepare this type of material, particularly the starch is selected for its low cost and wide
availability in mundial.O comobandejas organic materials can be shaped, differentiated
by its high sensitivity to águae generate CO2 and water when exposed to micro
organismos.Oartigo-analyzes in the biopolymer starch vision pluridisciplinarenvolvendo
aspects such as their usage properties in function, as a theoretical and technical study.
Keywords: packaging, biodegradable, manufacturing.

Vol. 2, No. 1, Janeiro-Março 2012, Página 16
Vol. 2, No. 1,
Janeiro-Março de 2012
ARTIGO ORIGINAL
MATERIAL A BASE DE AMIDO DE MANDIOCA PARA
CONFECÇÃO DE EMBALAGEM DE ALIMENTOS
Gabriela Souza Alves1, Ana Paula Lívero Sampaio2,
Camila Aparecida Zavolski¹,Vitor Hugo Brito³ MarneyPascoli Cereda4 e EtneyNeves5,6
¹Acadêmica do Curso de Engenharia de Alimentos, UNEMAT - Universidade do Estado de Mato Grosso,
Campus Barra do Bugres – MT, Brasil. Rua Florianópolis, JD Elite II, CEP 78390000. 2Acadêmica do Curso de Arquitetura e Urbanismo, UNEMAT - Universidade do Estado de Mato Grosso,
Campus Barra do Bugres – MT, Brasil. Rua Florianópolis, JD Elite II, CEP 78390000. 3Mestrando em Ciências Ambientais e Sustentabilidade Agropecuária, Centro de Tecnologias e Estudos do
Agronegócio, UCDB- Universidade Católica Dom Bosco, Campo Grande – MS. 4Professora Pesquisadora, Programa de Pós-graduação em Ciências Ambientais e Sustentabilidade
Agropecuária, Centro de Tecnologia e Estudo do Agronegócio, UCDB- Universidade Católica Dom Bosco,
Campo Grande – MS. 5Professor Visitante do Departamento de Engenharia de Alimentos, UNEMAT- Universidade do Estado de
Mato Grosso, Campus Barra do Bugres – MT. 6Pesquisador Associado a Associação Nacional Instituto Hestia de Ciência e Tecnologia, HESTIA - Brasil.
Resumo
Sob condições específicas de temperatura, pressão e umidade, o amido de mandioca
desenvolve a propriedade de expansão, resultando em material semelhante ao poliestireno
expandido (iSOPOR (R)), com o diferencial de ser biodegradável. Entre outros materiais
usados para elaboração deste tipo de material, o amido é particularmente selecionado pelo
seu baixo custo e disponibilidade em escala mundial.O material pode ser moldado
comobandejas orgânicas, diferenciadas por apresentar alta sensibilidade à águae gerar
CO2 e água ao serem expostas a micro-organismos.Oartigo analisa o biopolímero de
amido sob visão pluridisciplinarenvolvendo aspectos tais como suas propriedades de uso
em função, como um estudo teórico-técnico.
Palavras-chaves: embalagem, biodegradável, processo.
1. Introdução
Minimizar os impactos de metais, cerâmicos e polímeros, sobre o meio ambiente
é um desafio, que representa uma preocupação e um interesse por parte da sociedade.
Tradicionais ou inovadoras, as propostas e tecnologias tendem a reduzir os custos do
tratamento de resíduos e o estresse sobre o meio ambiente, proporcionando equivalência

Vol. 2, No. 1, Janeiro-Março 2012, Página 17
ou vantagens sobre o concorrente à base de petróleo, resultando em um marketing
positivo do produto no mercado.
O uso de materiais biodegradáveis é uma vertente altamente positiva para a
atração de consumidores mais conscientes. Um exemplo de material inovador com estas
características, é a Anortita (CaAl2SiO8), um tipo de cerâmica biodegradável.1,2
Materiais biodegradáveis podem ser degradados por enzimas ou metabolizados
em meio aeróbio (O2) ou anaeróbio, em ausência de oxigênio. A redução de uma
substância a constituintes mais simples, é um requisito da biodegradação, que em seu
final resulta na formação de dióxido de carbono (CO2) e a água (H2O), com liberação de
energia e elementos mais simples. Os agentes podem ser organismos vivos (fungo se
bactérias) e/ou ação do ambiente (calor, radiação, umidade, etc.).
O período de decomposição de materiais biodegradáveis deve ser reduzido ou ter
um impacto ambiental inferior, quando comparado aos similares não biodegradáveis ou
de cinética lenta de decomposição. Em razão do apelo ambiental sustentável, diversas
empresas, em todo o mundo, buscam essa alternativa para os seus processos e produtos.
Entretanto, poucos se concretizam tecnologicamente, para serem disponíveis em nível
comercial.
Os polímeros oriundos do petróleo apresentam um histórico desfavorável, como
materiais que poluem porque demoram muito para decompor-se. Em contrapartida, os
polímeros biodegradáveis estão contribuindo para mudar esta imagem. Estes materiais
são compostos químicos de elevada massa molecular, resultantes de reações de
polimerização. O mais disponível é a celulose, seguida do amido, ambos estruturalmente
classificados como polissacarídeos complexos. Além dos polissacarídeos, os mais
estudados são o polilactato (PLA), polihidroxialcanoato (PHA), poliamidas (PA) e
xantana (Xan) e o amido (AMD). 3
A matéria-prima principal para a elaboração destes produtos é uma fonte de
carbono renovável, geralmente carboidratos derivado de plantios comerciais de larga
escala, como cana-de-açúcar, milho, batata, trigo e mandioca, ou óleos vegetais extraídos
de soja, girassol, palma ou outras plantas oleaginosas.
Embora quimicamente iguais, o amido de cada fonte botânica difere em suas
propriedades funcionais específicas à determinada aplicação. Destaca-se como um
biopolímero extremamente versátil, amplamente empregado em diversos seguimentos
industriais, como setor alimentar, papel e celulose, têxtil, farmacêutico, entre outros.
Globalmente as matérias-primas para extração comercial de amido são o milho, trigo,
arroz, entre os cereais e, entre os tubérculos e raízes, a mandioca e a batata-doce. 4
O amido de mandioca é disponível na América do Sul e Ásia, e além de usos
tradicionais, pode ser usada no desenvolvimento de embalagens biodegradáveis
expandidas por processo molde quente pasta fria. 5, 21,22 Trata-se de uma característica
especial deste tipo de amido, que sobre pressão e elevada temperatura, na presença de um
agente plastificante, apresenta pode ser gelificado e expandido, formando uma massa
moldável, que pode ser utilizada na produção de embalagens e itens de descarte rápido. 6,22
Esta condição pode potencialmente acarretar o desenvolvimento de novos tipos
de embalagens ou produtos, colaborando para expansão do mercado do amido de
mandioca, que atualmente vem passando por diversos problemas.

Vol. 2, No. 1, Janeiro-Março 2012, Página 18
2. Mandioca
A mandioca (Manihot esculentaCrantz) é uma planta arbustiva pertencente à
família das Euforbiacea, que tem o Brasil como centro de origem (floresta amazônica
fronteira com a Venezuela). 7
A planta apresenta raízes tuberosas, rica em amido. No país, a maior produção de
mandioca é destinada a alimentação humana (uso culinário e farinha) com parte
substancial pouco referenciada destinada a nutrição animal. A composição das raízes
vária de acordo com a cultivar ou variedade (EMBRAPA, 2004). Apenas cerca de 3% da
produção nacional de raízes de mandioca é usada para extração industrial do amido,
nativo e modificado.
A mandioca “in natura” possui aproximadamente 70% de água e 30% de amido.
A fração amido quando extraída da planta corresponde a um material branco, fino,
inodoro e insípido, obtido através de uma sequência de opções, que envolvem desde a
lavagem das raízes, descascamento, trituração e desintegração, separação, centrifugações
até a secagem. 8
A Resolução de Diretoria Colegiada da Agencia Nacional de Vigilância Sanitária
– RDC/ANVISA Nº 263, de 22 de Setembro de 2005, generalizou o uso do termo amido
para todos os produtos amiláceos extraídos de partes comestíveis de cereais, tubérculos,
raízes ou rizomas, desta forma o termo fécula é enquadrado como sinônimo de amido.
No Brasil, o amido de mandioca é extraído em mais de 100 unidades industriais
automatizadas, em grande maioria com capacidade instalada de 400 toneladas de raízes
por dia. 5
3. Amido
Quimicamente o amido é o produto final do processo fotossintético, constituindo-
se como a maior reserva energética dos vegetais. Pode ser armazenado em sementes,
raízes e tubérculos. De todos os polissacarídeos, o amido é o único produzido em
pequenos agregados individuais, denominados grânulos, os quais são sintetizados e
adquirem tamanhos e formas, prescritos pelo sistema biossintético de cada fonte botânica. 9
Além dos carboidratos que somam mais de 95%, o amido pode conter teores
minoritários de outras substâncias, entre os quais os nitrogenados, lipídeos e minerais,
principalmente fósforo. O amido de mandioca apresenta cerca de 0,90% de fração
proteíca, 0,78% de matéria graxa e 0,60 de fibras, com acidez potencial de 1,29 (mL de
NaOH 100 g-1 de amostra) e acidez livre de 5,9 (pH). Embora em pequeno teor estes
componentes podem influenciar as características e propriedades opriedades técnicas do
amido. 10
Os polímeros do amido são formados por unidades de glicose polimerizadas em
arranjos lineares (amilose) e ramificados (amilopectina), em proporções variáveis, de
acordo com a origem botânica. A maioria dos amidos comerciais, de milho, trigo, batata
e mandioca, contêm de 18 a 28% de amilose. 11
A amilose é composta por unidades conectadas por ligações do tipo α-D-(1-4), com
peso molecular na ordem de 250.000 Daltons (cerca de 1500 unidades de glicose), Figura
1A. 12 Entretanto, este teor é variável entre diferentes espécies vegetais, entre genótipos
dentro de uma mesma espécie, além de ser dependente do grau de maturação fisiológica
do vegetal.
Vol. 2, No. 1, Janeiro-Março 2012, Página 19
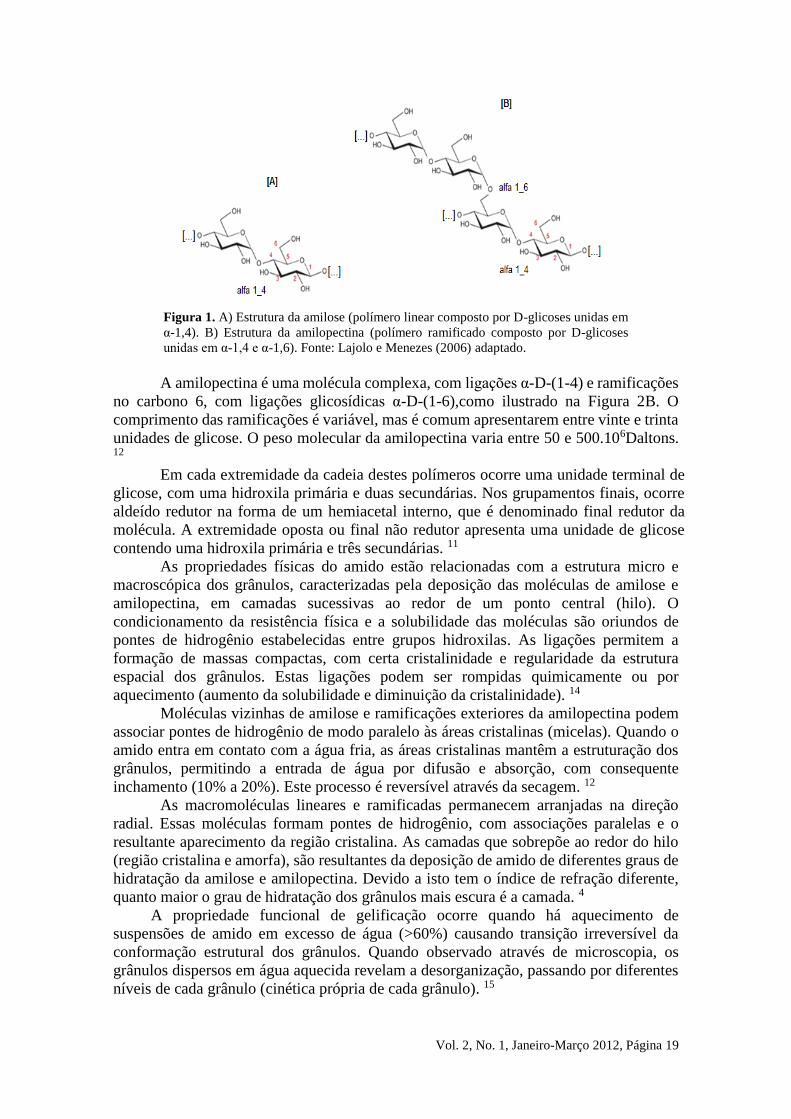
Figura 1. A) Estrutura da amilose (polímero linear composto por D-glicoses unidas em
α-1,4). B) Estrutura da amilopectina (polímero ramificado composto por D-glicoses
unidas em α-1,4 e α-1,6). Fonte: Lajolo e Menezes (2006) adaptado.
A amilopectina é uma molécula complexa, com ligações α-D-(1-4) e ramificações
no carbono 6, com ligações glicosídicas α-D-(1-6),como ilustrado na Figura 2B. O
comprimento das ramificações é variável, mas é comum apresentarem entre vinte e trinta
unidades de glicose. O peso molecular da amilopectina varia entre 50 e 500.106Daltons. 12
Em cada extremidade da cadeia destes polímeros ocorre uma unidade terminal de
glicose, com uma hidroxila primária e duas secundárias. Nos grupamentos finais, ocorre
aldeído redutor na forma de um hemiacetal interno, que é denominado final redutor da
molécula. A extremidade oposta ou final não redutor apresenta uma unidade de glicose
contendo uma hidroxila primária e três secundárias. 11
As propriedades físicas do amido estão relacionadas com a estrutura micro e
macroscópica dos grânulos, caracterizadas pela deposição das moléculas de amilose e
amilopectina, em camadas sucessivas ao redor de um ponto central (hilo). O
condicionamento da resistência física e a solubilidade das moléculas são oriundos de
pontes de hidrogênio estabelecidas entre grupos hidroxilas. As ligações permitem a
formação de massas compactas, com certa cristalinidade e regularidade da estrutura
espacial dos grânulos. Estas ligações podem ser rompidas quimicamente ou por
aquecimento (aumento da solubilidade e diminuição da cristalinidade). 14
Moléculas vizinhas de amilose e ramificações exteriores da amilopectina podem
associar pontes de hidrogênio de modo paralelo às áreas cristalinas (micelas). Quando o
amido entra em contato com a água fria, as áreas cristalinas mantêm a estruturação dos
grânulos, permitindo a entrada de água por difusão e absorção, com consequente
inchamento (10% a 20%). Este processo é reversível através da secagem. 12
As macromoléculas lineares e ramificadas permanecem arranjadas na direção
radial. Essas moléculas formam pontes de hidrogênio, com associações paralelas e o
resultante aparecimento da região cristalina. As camadas que sobrepõe ao redor do hilo
(região cristalina e amorfa), são resultantes da deposição de amido de diferentes graus de
hidratação da amilose e amilopectina. Devido a isto tem o índice de refração diferente,
quanto maior o grau de hidratação dos grânulos mais escura é a camada. 4
A propriedade funcional de gelificação ocorre quando há aquecimento de
suspensões de amido em excesso de água (>60%) causando transição irreversível da
conformação estrutural dos grânulos. Quando observado através de microscopia, os
grânulos dispersos em água aquecida revelam a desorganização, passando por diferentes
níveis de cada grânulo (cinética própria de cada grânulo). 15

Vol. 2, No. 1, Janeiro-Março 2012, Página 20
A região central do granulo é a mais sensível à elevação de temperatura e a primeira
a se desorganizar. Quando suspensão de amido é aquecida acerto nível de energia, as
ligações relativamente fracas das regiões amorfas entre as micelas cristalinas se dissociam
ocorrendo expansão tangencial e hidratação progressiva, formando uma rede de
moléculas altamente debilitadas. O amido de mandioca apresenta grande inchamento em
temperaturas mais baixas, seguido pela gelificação total (início do processo a 52ºC final
a 64ºC), quando comparado com outras fontes botânicas como milho (início do processo
a 62ºC e final a 70ºC). 4
Biopolímeros, como os obtidos do amido apresenta-se como matérias-primas
potenciais em diversos produtos, principalmente relacionados aos alimentos. Por sua
disponibilidade e preço o amido de mandioca apresenta característica desejáveis para o
desenvolvimento de embalagens expandidas biodegradáveis ou mistura com polímeros
mais caros e pouco disponíveis. 22
4. Plásticos
Os plásticos são polímeros orgânicos, obtidos por polimerização de unidades
monoméricas. São compostos formados basicamente pelos elementos químicos: carbono,
hidrogênio, nitrogênio, oxigênio, cloro e flúor.
O processo de polimerização é uma reação de síntese, com controle de calor,
pressão e presença de catalisadores, gerando como resultado uma molécula de elevado
peso molecular. 16A polimerização consiste em duas reações, a de adição (em massa, em
solução, por suspensão) ou por condensação. Os monômeros de origem vegetal, animal e
mineral, são usados como matérias-primas para polimerização.
Os materiais poliméricos podem ser termoplásticos ou termofixos. Os materiais
termoplásticos apresentam um comportamento reversível sob a ação do calor e quando
aquecidos amolecem. Ao contrário, os termofixos ou termorrígidos endurecem
irreversivelmente sob a ação do calor, se decompondo se reaquecidos. 16
4.1. Polimerização por Adição
A reação por adição é típica dos materiais poliolefínicos e venéficos. Na
polimerização por adição, é necessário que haja uma dupla ligação no composto a ser
polimerizado. Essa dupla ligação é quebrada, com aquecimento e utilização de catalisador
apropriado. Com a perda da dupla ligação, os átomos de carbono ficam com uma ligação
a menos, ou seja, perdem a estabilidade. Para completar a quarta ligação, os átomos de
carbono com valência livre, passam a se ligar uns aos outros, em longas cadeias
poliméricas.
A quebra da ligação dupla para iniciar a polimerização, pode ocorrer por diversos
mecanismos (radicalar, aniônico, catiônico) e em diversos meios (volume, suspensão,
emulsão). Os mecanismos, os meios e o tipo de monômero, definem as características do
polímero formado.
4.2. Polimerização por Condensação
A reação por condensação é caracterizada pela saída de moléculas de água, entre
os dois reagentes. Os dois tipos principais são a obtenção de poliésteres e poliamidas. Os
monômeros são bifuncionais e eliminam as moléculas pequenas. Neste processo, as
reações químicas intermoleculares ocorrem por etapas, e em geral envolvem mais de um
tipo de monômero.

Vol. 2, No. 1, Janeiro-Março 2012, Página 21
A polimerização está diretamente relacionada à cinética de reação, onde o
monômero é consumido, restando menos de 1% do monômero ao fim da reação. A
velocidade da reação é máxima no início do processo e decresce com o tempo. Um longo
tempo reacional é essencial para se sintetizar, um polímero com elevado peso molecular.
A composição percentual do polímero é diferente do mero que lhe dá origem. 17
5. Manufatura de bandejas biodegradáveis a base de amido de mandioca
Um dos materiais mais usados em embalagens descartáveis é o poliestireno
expandido (PSE), derivado do petróleo, cuja marca mais conhecida é o Isopor®. O PSE
é obtido por termoformação e pela injeção de um gás na massa do polímero fundido. O
material se expande na saída da matriz da extrusora quando o gás, menos denso que o ar
sai da massa polimérica. Este processo gera a estrutura expandida ou célula da chapa, e
proporciona propriedades de barreira térmica e acústica. Entretanto, a fragilidade do PSE
limita suas aplicações.
O amido termoplástico, produto que recebe a sigla TPS em inglês, é hoje uma das
principais linhas de pesquisa para produção de materiais biodegradáveis. 22 O amido não
é um verdadeiro termoplástico, mas, na presença de um plastificante (água, glicerina,
sorbitol, etc.), a altas temperaturas (90 - 180°C), e cisalhamento, como ocorre no extrusor,
ele derrete e flui, permitindo seu uso em equipamentos de injeção, extrusão e sopro, como
para os plásticos sintéticos. 19 O desenvolvimento de uma tecnologia industrial,
considerando o amido de mandioca para o a fabricação de bandejas expandidas é uma
vertente possível (Figura 2).
Figura 2. (a) Equipamento de injeção para elaboração de bandejas; (b)
Os moldes foram selecionados no formato de uma bandeja; (c) A parte
superior do molde contém um orifício no centro, e a parte inferior é
aplicada o amido em água. Fonte: CeTeAgro/UCDB (2012).
O processo para a elaboração de material rígido, a base de amido, dentro de molde
fechado e aquecido, é dividido em várias fases. Primeiro a temperatura do molde aquece
a mistura de amido e água até a temperatura de gelificação ou ponto de ebulição. Logo
após a gelificação a massa se torna uma pasta espessa a ponto que o vapor arrasta a pasta
expandida para preencher o molde, ocorrendo o fechamento das aberturas das

Vol. 2, No. 1, Janeiro-Março 2012, Página 22
extremidades do mesmo. Com isso ocorre a formação e uma ligeira pressão dentro do
molde, de aproximadamente 1 bar. 21
Com o aumento da temperatura interna da massa, a saída de vapor é acelerada.
Depois de um determinado tempo a espuma de amido seca gradualmente com perda de
água pelas aberturas do molde, restando de 2 a 4% de água no produto final. Para que
ocorra a formação do material celular é necessário que o amido apresente características
reológicas específicas. Primeiro a pasta de amido deve ter uma força elástica suficiente
para se expandir com as bolhas de vapor, evitando que ocorra o colapso da espuma. 19
Para obter bandejas de amido termoplástico é necessário que o amido perca sua
estrutura granular semicristalina e adquira comportamento similar ao de um plástico
derivado de petróleo. A água adicionada à formulação tem a função de desestruturar o
grânulo de amido nativo, rompendo as ligações de hidrogênio entre as cadeias de amilose
e amilopectina, originando um produto plástico. Para isso é necessária à adição de um
plastificante, além da água. 19 Nestas condições o produto obtido é evidenciado na Figura
3.
Figura 3. Embalagem à base de amido de mandioca: (a) Vista externa da
embalagem; (b) Vista interna da embalagem. Fonte: CeTeAgro/UCDB (2012).
A microimagem (Figura 4) mostra um conte transversal de uma embalagem
biodegradável à base de amido de mandioca evidenciando a estrutura alveolar formada.
Este efeito mimetiza o poliestireno expandido (PSE), entretanto, neste caso difere-se
principalmente por apresentar-se uma capacidade de absorção de água, quando exposto
em quantidade significante de água, resultando numa rápida deformação do material. 21
Figura 4. Morfologia domaterial obtido da polimerização do
amido de mandioca, com poros de geometria e tamanhos
variados, tendendo a formas esféricas, por indicação dos
ângulos obtusosformados nos vértices dos poros irregulares.
Fonte: Prof. Dr. Etney Neves, Dr. Roberto Binder e Técnico
Antônio Tadeu Cristofilini (2012).
Vol. 2, No. 1, Janeiro-Março 2012, Página 23
6. Conclusão
O amido é um polímero natural, com baixo custo e renovável que apresenta
características apropriadas para a produção de diversos produtos. A produção de
embalagens biodegradáveis a partir de amido de mandioca é uma vertente em
desenvolvimento.
Embalagens a base de amido de mandioca são muito sensíveis à umidade e
apresentam fácil degradação frente a agentes microbianos.
Avanços na extração e qualidade de matérias-primas, e no processo, tendem a
colocar o Brasil em uma posição estratégica de controle tecnológico. Este know-how pode
garantir destaque comercial, em uma possível substituição dos polímeros sintéticos
derivados do petróleo por produtos mais sustentáveis.
7. Referências bibliográficas
[1] NEVES, Etney, Produção e Utilização da Fase Mineralógica
Anortita(CaAl2Si2O8), a Partir daCristalização Controlada de Vidros, para
Utilização como Material Inteligente.INPI - Instituto Nacional da Propriedade
Industrial.Patente de Invenção: PI02022410-9 de 4 de junho de 2002 às 14:02 horas.
[2] NEVES, Etney, Intelligent Glass Ceramic Materials.Revista Citino, Vol. 1, No. 1,
2011, p.42-46.
[3] PRADELLA, J. G. C., Biopolímeros e Intermediários Químicos. São Paulo, 2006,
p.4-18.
[4] CEREDA, M. P. Propriedades gerais do amido. São Paulo: Fundação Cargilll, v.1,
cap.6, 2001, p.101-133. (Série Cultura de Tuberosas Amiláceas Latinoamericanas).
[5] VILPOUX, O. Produção e uso de amido. São Paulo: Fundação Cargilll, v.1, cap.2,
2001, p.21-47. (Série Cultura de tuberosasAmiláceas Latinoamericanas).
[6] GIESSE, R., O Futuro dos Plásticos: Biodegradáveis e Fotodegradáveis.
UNICAMP / Instituto de Química, 2003, p.4-5.
[7] FILHO, G. A. F., BAHIA, J. J. S.,Mandioca.Disponível em:
<http://www.ceplac.gov.br/radar/Mandioca.html> Acesso em: 01/11/2011.
[8] SCHIMIDT, V. C. R., Desenvolvimento de Embalagens Biodegradáveis a partir
da fécula de mandioca, calcário e fibra de celulose. Dissertação (Pós-Graduação)
Universidade Federal de Santa Catarina, 2008, p.6-7.
[9] MOURA, W. de S., Extração e Caracterização do Amido do
Hedychiumcoronariume Elaboração de Filmes Biodegradáveis. Dissertação
(Mestrado) Universidade Estadual de Goiás, 2008, p.5-7.
[10] CEREDA, M. P.; VILPOUX, O. F. Tecnologia, usos e potencialidades de tuberosas
amiláceas Latino Americanas. Culturas de Tuberosas Amiláceas Latino Americanas.
São Paulo: Fundação Cargill, v.3, 2003, p.711.

Vol. 2, No. 1, Janeiro-Março 2012, Página 24
[11] WURZBURG, O. B. Converted starches. In: Wurzburg, O. B. Modified starches:
Properties and uses. Boca Raton, FL: CRC Press, 1989.
[12] LAJOLO, F.M.; MENEZES, E.W. Carbohidratos em Alimentos
RegionalesIberoamericanos. São Paulo: Universidade de São Paulo, 2006, p.648.
[13] ELIASSON, A.C. Starch in food.Structure, function and applications. New York:
Boca Raton, 2004, p.234.
[14] LINDEN, G.; LORIENT, D. Bioquímica agroindustrial revelation alimentar de
laproducciónAgricola. Acribia, cap.11, 1997, p.215.
[15] LEACH, H.W.; McDOWEN, L.D.; SCHOCH, T.J. Structure of the starch granule.
I. Swelling and solubility patterns of various starches. Cereal Chem., v.36, n.6, 1959.
[16] CORSO, M. P., Embalagens. UTPR/ Universidade Tecnológica Federal do Paraná,
2007, p.35.
[17] GRAZZIOTTI, G. H., CAIXETA, B. P., Mecanismo de Polimerização. Disponível
em:<http://www.catalao.ufg.br/siscomp/sis_prof/admin/fi-les/claudioudi/data07-11-
2008-horas16-00-11.pdf>. Acesso em: 02/12/2011.
[18] GHEM, J. L. D., Avaliação da biodegradabilidade de produtos à base de
mandioca e mamona. Dissertação (Pós-Graduação) Universidade Estadual do Oeste do
Paraná – UNIOESTE, 2006, p.16.
[19] CEREDA, M. P., Bioplásticos de amido: um mercado de futuro. Pesquisadora do
CeTeAgro (Centro de Tecnologias para o Agronegócio), da UCDB, p.1-3.
[20] FRANCHETTI, S. M. M., MARCONATO, J. C., Polímeros Biodegradáveis – Uma
solução parcial para diminuir a quantidade dos resíduos plásticos. [Tese]
Departamento de Bioquímica e Microbiologia, Universidade Estadual Paulista “Júlio de
Mesquita Filho”, Rio Claro - SP, 2006, p.812.
[21] CASTRO, T.M.R. Caracterização de bandejas termoformadas com fécula de
mandioca. 2002. Faculdade de Ciências Agronômicas, Universidade Estadual Paulista
“Júlio de Mesquita Filho” Botucatu –SP, 2002, p.90.
[22] VILPOUX, O.; AVEROUS, L.Plásticos a base de amido. São Paulo: Fundação
Cargilll, v.3, cap.18, 2004, p.499-529. (Série Cultura de tuberosasAmiláceas
Latinoamericanas).

Volume 2 ׀ Número 1 ׀ Janeiro-Março de 2012 REVISTA CITNO
Jan
eiro
-Mar
ço d
e 2
012
SEÇÃO CONTROLE DE QUALIDADE
QUALITY CONTROL SECTION
Pág.
26. ANÁLISE DE PERIGOS E PONTOS CRÍTICOS DE CONTROLE NA
INDÚSTRIA DE CARNE DE JACARÉ
Vol. 2, No. 1, Janeiro-Março 2012, Página 26
Vol. 2, No. 1,
Janeiro-Março de 2012
ORIGINAL ARTICLE
HAZARD ANALYSIS AND
CRITICAL CONTROL POINTS
IN THE ALLIGATOR MEAT INDUSTRY
*Milla Cristian de Castro1, Stéphano Melo Neto1, Cristiano José de Andrade2
¹ Acadêmicos do Curso de Engenharia de Alimentos, UNEMAT – Universidade do Estado de Mato
Grosso, Campus Barra do Bugres – MT, Brasil. Rua Florianópolis, nº 79, CEP 78390000.
² Doutorando do Departamento de Ciências de Alimento, Unicamp – Universidade Estadual de
Campinas, Cidade Universitária"Zeferino Vaz", s/n, Campinas - SP - Brasil CEP 13083-862.
Abstract
Due to the growing and unexplored market for wild meat in Brazil, this study aims to
compile information about the processing of alligator meat adopting the hazard analysis
system and critical control points to ensure the quality and safety of the product and also
to direct on the appropriate management in raising and slaughtering of animals,
indicating the critical control points and their solutions for each step of the process,
using as parameter the beef, pork and poultry industry.
Keywords: hazard analysis and critical control points, alligator meat.
*

Vol. 2, No. 1, Janeiro-Março 2012, Página 27
Vol. 2, No. 1,
Janeiro-Março de 2012
ARTIGO ORIGINAL
ANÁLISE DE PERIGOS E
PONTOS CRÍTICOS DE CONTROLE
NA INDÚSTRIA DE CARNE DE JACARÉ
Milla Cristian de Castro1, Stéphano Melo Neto1, Cristiano José de Andrade2
¹ Acadêmicos do Curso de Engenharia de Alimentos, UNEMAT – Universidade do Estado de Mato
Grosso, Campus Barra do Bugres – MT, Brasil. Rua Florianópolis, nº 79, CEP 78390000.
² Doutorando do Departamento de Ciências de Alimento, Unicamp – Universidade Estadual de
Campinas, Cidade Universitária"Zeferino Vaz", s/n, Campinas - SP - Brasil CEP 13083-862.
Resumo
Devido ao mercado crescente e inexplorado de carne silvestre no Brasil, esse estudo tem
como objetivo compilar informações sobre o processamento de carne de jacaré,
adotando o sistema de “análise de perigos e pontos críticos de controle”, para garantir a
qualidade e a inocuidade do produto. O estudo orienta sobre o manejo adequado na
criação e abate desse animal, apontando os pontos críticos de controle e suas respectivas
soluções, para cada etapa do processo, utilizando como parâmetro as indústrias bovina,
suína e de aves.
Palavras-chave: análise de perigos e pontos críticos de controle, jacaré, manejo.
1. Introdução
O comércio legal no Brasil de carne de animais silvestre, ainda é muito pequeno
se comparado à carne bovina, suína e avícola. Atualmente, há um aumento no consumo
desses produtos. Um exemplo é a carne de jacaré, um alimento nutritivo que apresenta
em média 22,8 g de proteínas e 1,2 g de gorduras, para cada 100g de carne. Segundo o
Instituto Brasileiro de Geografia e Estatística (IBGE), existe uma grande quantidade
desses animais no território brasileiro, principalmente no pantanal mato-grossense. 1 No
entanto, devido a incipiência deste segmento do mercado de carnes, ainda não existe
nenhum método de controle de qualidade, detalhado, para esse produto. A
implementação do sistema de “Análise de Perigos e Pontos Críticos de Controle”
(APPCC), é o ponto inicial para uma produção e processamento da carne de jacaré de
elevada qualidade. Como consequência, esta carne tende a ampliar sua participação no
mercado de carnes e se tornar competitiva, pois o sistema é o primeiro passo para
corrigir e prevenir contaminações, auxiliando na permanente qualidade dos produtos.
APPCC é um sistema utilizado com excelência, em diversos tipos de indústrias. 2

Vol. 2, No. 1, Janeiro-Março 2012, Página 28
2. Utilização da ferramenta APPCC no controle de qualidade de indústrias
frigoríficas
A indústria agropecuária é responsável, por uma significativa parcela dos bens
gerados no Brasil. De acordo com os dados da Associação Brasileira das Indústrias
Exportadoras de Carne (ABIEC), a bovinocultura de corte representa a maior parcela do
Agronegócio brasileiro. Neste segmento, as projeções em 2011 indicaram um
faturamento na ordem de R$ 50 bilhões ao ano. 3
O mercado de carnes está competitivo e complexo, sendo este resultante,
sobretudo, do ciclo de vida e do grau de permissibilidade do produto, da crescente
demanda por diversificação e agregação de valor, além das exigências de rigorosos
controles sanitários. 4 Essa conjuntura faz com que os produtos sejam mais atrativos,
mediante o aumento das exigências do consumidor. Neste âmbito, o Brasil é atualmente
o maior exportador de carne de frango, o que resulta numa crescente preocupação dos
consumidores com uma alimentação padronizada e sanitariamente segura, que envolve
questões como gestão de qualidade em frigoríficos avícolas, associados à segurança
alimentar, ou seja, às características da qualidade oculta, aos padrões microbiológicos, à
sanidade e a ausência de substâncias nocivas. 5
No mercado de suínos, por sua vez, a qualidade da carne e de seus derivados
envolvem vários aspectos inter-relacionados, tais como a criação nas granjas, o abate e a
refrigeração, que são dependentes de todas as etapas da cadeia produtiva. Existem
inúmeros fatores que podem comprometer esses produtos, tais como o manejo
inadequado no abate, no transporte do produto e no resfriamento. Portanto, é necessária
a aplicação de métodos corretos no controle da sanidade da carne, desde o momento da
criação nas granjas, até a comercialização da carne. 6
Os pré-requisitos do sistema APPCC são as Boas práticas de Fabricação e a Resolução
da Diretoria do Colegiado (RDC) n° 275, Agência Nacional de Vigilância Sanitária
(ANVISA), de 21 de outubro de 2002, sobre Procedimentos Padrões de Higiene
Operacionais, onde os mesmos identificam os perigos potenciais à segurança do
alimento, desde a obtenção das matérias primas até o consumo, estabelecendo em
determinadas etapas (Pontos Críticos de Controle), medidas de controle e
monitoramento que garantem, ao final do processo, a obtenção de um alimento seguro e
com qualidade. 2
A metodologia do sistema APPCC segue sete princípios gerais, nos quais são
aplicados na seguinte sequência, de maneira organizada e sistemática: 2
1- Realizar uma análise de Perigos;
2- Determinar o Ponto Crítico de Controle (PCC);
3- Estabelecer limites críticos;
4- Estabelecer um sistema de controle, para monitorar o PCC;
5- Estabelecer as ações corretivas, para serem tomadas quando o monitoramento
indicar que um determinado PCC não está sob controle;
6- Estabelecer procedimento de verificação, para confirmar se o sistema APPCC
está funcionando de maneira eficaz;
7- Estabelecer a documentação, sobre todos os procedimentos e registros
apropriados a estes princípios e sua aplicação;
Para que o APPCC funcione de modo eficaz, deve ser acompanhado de
programas de pré-requisitos, que fornecerão as condições operacionais e ambientais
básicas e necessárias, para produção de alimentos inócuos e saudáveis. 2
Os procedimentos preliminares e suas definições, respectivamente, na aplicação
do sistema APPCC na indústria são: 2

Vol. 2, No. 1, Janeiro-Março 2012, Página 29
- Comprometimento da direção – a coordenação deve fornecer equipamentos e
materiais necessários para implantação do sistema, dependendo da necessidade da
empresa, como por exemplo, na indústria de jacaré, com a disponibilização de
laboratórios para as análises microbiológicas.
- Definição de um coordenador do plano – o profissional com conhecimento do
sistema, treinado nas competências técnicas específicas da área.
- Formação de uma equipe multidisciplinar – a equipe deve estar diretamente
envolvida com o processamento do alimento, e ser formada por pessoas com
competências em diferentes áreas, de modo a suprir diversas visões técnicas de áreas na
empresa.
- Treinamento da equipe - considerada a parte mais desafiadora do sistema, em
que a técnica é realizada na prática. 3 É aplicada uma atividade em equipe, com o
coordenador do plano e os supervisores, onde os mesmos recebem a missão de realizar
efetivamente uma etapa do processo, compartilhando problemas e delineando os
objetivos para as soluções, simulando situações de risco, para que possam tomar
medidas rápidas, sem necessidade de instruções, para a retomado imediata do controle
do processo e da segurança alimentar.
Sendo uma ferramenta racional, a APPCC resulta em benefícios tanto para o
consumidor, quanto para as empresas frigoríficas, exprimindo, por conseguinte,
evidentes benefícios para a saúde e para a economia dos países. Como a APPCC é uma
ferramenta de baixo custo, para produzir alimentos seguros de base tecnológica, se
defende sua estreita relação com o lucro e sua aplicação na produção de produtos não
convencionais, como carne de animais silvestres. Estes produtos ganharam espaço
significativo no mercado, e por consequência precisam se adaptar aos métodos de
controle de qualidade eficientes, para atender as exigências sanitárias e a matriz
econômica de estados e países.
3. Considerações
De acordo com o IBGE, foi a partir de 1956 que o Brasil registrou os primeiros
dados estatísticos sobre o comércio da fauna silvestre. Em 1969, o Brasil exportou 17,9
mil toneladas de peles de animais silvestres, sendo o jacaré o mais economicamente
significativo. 7
O Instituto Brasileiro do Meio Ambiente e de Recursos Renováveis (IBAMA), é
o responsável pela fiscalização do manejo ordenado do jacaré no país, e as seguintes
espécies mais utilizadas industrialmente são: jacaretinga, jacarepaguá e o jacaré-coroa.
As espécies mais procuradas para uso comercial são: jacaré-do-papo-amarelo, jacaré-
do-pantanal e Jacaré-açu. 8
A região do Pantanal é o berço ecológico de muitas espécies de animais
silvestres, dentre elas, em especial, o jacaré-do-pantanal. De acordo com o censo aéreo
realizado em 2004, a população dessa espécie nessa região chega 150 indivíduos/Km2. 1
O jacaré-açu, também conhecido como jacaré-preto, tem como habitat natural a
Bacia Amazônica. Atualmente, é o animal mais cobiçado da região por caçadores
clandestinos, correspondendo o interesse ao sabor diferenciado da carne e de seu
rendimento por animal, com medidas até seis metros. 9 Considerando o fato de existir
um número favorável dessa espécie na região, é completamente viável uma iniciativa de
manejo, o que significaria uma solução a ser considerada para extinguir a caça não
autorizada. Neste caso, seria necessária uma regulamentação do IBAMA no controle da
espécie, aliado a um trabalho com as empresas responsáveis pelo manejo ordenado,
afastando a possibilidade de extinção.

Vol. 2, No. 1, Janeiro-Março 2012, Página 30
O projeto piloto para manejo do jacaré-açu na Amazônia, particularmente na
reserva de Mamiraurá, é uma iniciativa coordenada pelo governo do Estado do
Amazonas. É fundamentando em um contexto legal favorável, ao uso dos recursos
naturais em unidades de conservação. No entanto, a ausência de critérios técnico-
científicos, e consequente falta de estudos sobre a cadeia produtiva, além da falta de
estratégias de comercialização, associados à ausência de normas sanitárias específicas
para os crocodilianos, tem dificultado a estruturação e execução do projeto. 10
De acordo com os bons resultados da utilização do sistema APPCC nas
indústrias frigoríficas de bovinos, avícolas e suínos, é imprescindível o uso do mesmo
para o manejo dos crocodilianos, sendo que esse sistema pode ser aplicado desde a
criação em cativeiro, até a comercialização da carne.
4. Criadouros de jacarés: características e considerações
De acordo com a Portaria IBAMA 118/97 (Instituto Brasileiro do Meio
Ambiente e dos Recursos Naturais Renováveis), se considera fauna silvestre brasileira
todos aqueles animais pertencentes às espécies nativas, migratórias e quaisquer outras,
aquáticas ou terrestres, reproduzidos ou não em cativeiro, que tenham seu ciclo
biológico ou parte dele ocorrendo naturalmente dentro dos limites do Território
Brasileiro e suas águas jurisdicionais, dentro da qual se inclui o jacaré. 1
O jacaré pertence ao reino Animália, filo Chordata, classe Reptilia, ordem
Crocodylia e família Alligatoridae. Em particular o jacaré-açu (Melanosuchus Níger)
pertence ao gênero Melanosuchus e o jacaré-do-pantanal (Caiman yacare) ao gênero
Caimam. 11 São animais essencialmente carnívoros e a dieta varia com a idade, habitat,
estação e região geográfica. Entretanto, esses consomem uma variedade de presas,
incluindo crustáceos, moluscos e vertebrados. 1
Em cativeiro ou zoocriadouros, o jacaré é alimentado com ração rica em proteína
(52,9 % a 68,69 % de proteína bruta na matéria seca), em que a proteína animal é
oriunda de uma mistura de vísceras bovinas moídas (pulmão e baço), farinha de sangue
e farinha de carne. A dieta normalmente é fornecida uma vez ao dia, de acordo com a
massa dos animais, os quais são alimentados com quantidades variando de 10 a 20 % de
sua massa corporal. 1
A criação do jacaré pode ser feita de duas formas: (a) “Ranching”, que consiste
na coleta dos ovos na natureza e a criação em cativeiro até o abate, quando o animal
atinge entre 5 a 6 kg, com idade de dois anos; (b) “Farming”, criação em ciclo fechado,
permitindo a implantação de criatórios de Jacaré em várias regiões do país, a partir de
machos e fêmeas, retirados do ambiente. 1
A carne do jacaré tem um elevado valor nutritivo, se destacando a elevada
concentração de ácidos graxos oléico (33,0%), linoléico (15,2%) e palmítico (22,5%),
além da presença do alfa e gama linolênico, 1,12 que possuem a capacidade de se
tornarem substâncias biologicamente mais ativas, com funções especiais no equilíbrio
homeostático, em componente estrutural nas membranas celulares do tecido cerebral e
nervoso. 13
5. Aplicação do APPCC no manejo de jacarés
Com base no procedimento elaborado sobre o sistema APPCC, 3 em uma
indústria de carnes, a sua aplicação em uma indústria de processamento de carne de
jacaré deverá seguir o seguinte modelo:

Vol. 2, No. 1, Janeiro-Março 2012, Página 31
- Objetivo: garantir a qualidade e inocuidade da carne do jacaré pela aplicação
da APPCC.
- Identificação da empresa.
- Montar um organograma da empresa.
- Avaliação de pré-requisitos: garantir que estão sendo seguidas, corretamente,
as exigências das Boas práticas de Fabricação e a RDC ANVISA n° 275 na indústria.
- Programa de capacitação Técnica: estabelecer aos funcionários a
obrigatoriedade de um curso técnico, teórico e prático, sobre a aplicação da APPCC.
- Descrição do produto, do uso esperado e dos possíveis consumidores: Trata-se
de um produto cárneo com qualidades nutricionais originais, destinado à produção de
novos produtos embalados ou consumo de carne fresca refrigerada ou congelada, para
açougues, restaurantes ou redes de supermercados.
- Fluxograma da criação de jacarés, do tipo Ranching:
Figura 1. Fluxograma, descrevendo as etapas da criação de jacarés a
partir da coleta de ovos no ambiente natural.
- Verificação do fluxograma no local: assegurando que o fluxograma
apresentado, é compatível com a realidade da indústria frigorífica local.
- Análise dos perigos: analisando as principais vias, como a contaminação da
ração, contaminação cruzada, e até mesmo a contaminação pela água dos criadouros ou
pela água usada no abate.
- Descrição da relação de todos os perigos potenciais: resultante de uma precária
higiene sanitária industrial, ou até mesmo dos reprodutores da ração.
- Avaliação de todos os perigos potenciais do produto final: análise estatística
dos lotes por dia de abate e por quantidade de padrões de embalagem (carne).
6. Metodologias no manejo de Jacarés dentro dos sete princípios da APPCC.
Os Pontos críticos de controle numa indústria de jacaré são:
6.1. Sistema de criação
Na incubação, as temperaturas das incubadoras devem estar entre 27 a 34 ºC. 1
Deverá existir uma constante verificação dessa temperatura, anotando se os intervalos
registrados estão conformes, e acionando a correção, acaso ocorra algum valor de
temperatura abaixo ou acima do permitido.
As condições higiênicas sanitária, dos criadouros, podem comprometer o
produto final (carne). Portanto, a água deve ser limpa, livre de contaminações por

Vol. 2, No. 1, Janeiro-Março 2012, Página 32
vermes. Logo, deverão ser administrados vermífugos aos animais, como em qualquer
criação destinada a exploração da carne. 14
A contaminação da carne também pode ocorrer na dieta do animal, 14 sendo
necessária a análise microbiológica do material, a fim de garantir a inocuidade da carne,
evitando a perda no abate por presença de vermes. O mesmo problema pode ser
analisado na produção primária de suínos, onde o controle está mesmo antes do
nascimento do animal, na fabricação da ração. 6
6.2. Abate
Antes do abate, os animais devem ser submetidos a uma dieta hídrica de sete
dias, do contrário pode haver contaminação no abatedouro. 14
Os animas devem sofrer o abate, estando pendurados pelas patas verticalmente
para baixo, recebendo uma lavagem preliminar, com água abundante e com fortes
esguichos, para retirar os sólidos superficiais, seguindo a lavagem com água abundante
e escovas ao longo do corpo. 14 Sendo que a inspeção, nesse caso, pode prevenir
contaminação cruzada na carne.
Um dos principais pontos de contaminação no abate de jacaré, se encontra na
evisceração e esfola. É um problema comum entre o abate de outros animais, como
suínos e bovinos. Nessa etapa, poderá haver contaminação cruzada por carcaças, bile,
fezes e máquinas. 2 Além disso, pode haver contaminação cruzada por facas e
manipuladores, na execução dos cortes primários da cabeça, tronco, cauda e membros. 14 O material a ser usado deve ser corretamente higienizado e inspecionado. O
frigorífico deve manter uma fiscalização constante de seus funcionários, quanto a sua
higiene pessoal, de acordo com as boas práticas de fabricação. Também deve garantir,
que os mesmos tenham conhecimento das exigências sanitárias do manipulador.
6.3. Refrigeração
A refrigeração da carne de jacaré deve ser lenta, num período de 24 horas, e a
temperatura deve permanecer entre 5 e 10 °C. O resfriamento rápido das carcaças pode
resultar em carnes duras, devido ao rigor de resfriamento (“cold shortening”), e
encurtamento dos sarcômeros. 1 Por outro lado, a refrigeração preveni a multiplicação
de microorganismos patógenos, que podem estar presentes no produto. Como a carne
suína, o monitoramento se faz por medição de temperatura. As ações corretivas, no caso
de falha, seriam o reprocessamento ou a destinação para outro fim, seguido de uma
investigação e resolução da causa da mesma. 6
7. Conclusão
A utilização de sistemas de qualidade, na produção de alimentos, não está
amplamente difundida. Porém, o empresário brasileiro já possui conhecimentos
disponibilizados por diferentes órgãos, como Sebrae, Senai, Sesc, Senac, Vigilância
Sanitária – Anvisa, Embrapa (serviços do governo brasileiro), universidades, órgãos de
certificação e consultoria (privados ou do Estado), e sobre exigências no mercado
internacional, referente a sistemas de controle na produção. 15 Essas instituições têm
buscado promover, difundir e despertar nos empresários, a necessidade de aumentarem
a qualificação dos produtos e processos na empresa. Isso contribui para o aumento da
competitividade, a geração de novas tecnologias de processo e de produtos, maior
informação para produtores e consumidores sobre os produtos industrializados. Nesse

Vol. 2, No. 1, Janeiro-Março 2012, Página 33
contexto, a ferramenta de controle de qualidade APPCC tem sido utilizada, sendo
adequada aos diferentes estágios das cadeias de produção de alimentos. 15
O APPCC da indústria de jacaré, em geral, é condizente com as demais
indústrias, no entanto, um dos pontos considerados críticos que diferencia a mesma, é a
coleta dos ovos e incubação. Na coleta dos ovos se deve seguir a orientação correta dos
mesmos, ou seja, mantê-los na mesma posição em que se encontravam nos ninhos.
Dessa forma, se impede a morte do embrião por asfixia, já que nessa fase ele não
consegue se reposicionar sobre a gema, após se fixar a casca internamente. 1
Na incubação, não são recomendadas temperaturas abaixo de 27 ºC, ou acima de
34 ºC, do contrário pode haver riscos a sobrevivência dos embriões. Além disso, a
temperatura é o fator determinante do sexo dos embriões. 1
O consumo da carne de jacaré apresenta um crescimento nos grandes centros
urbanos, principalmente na região centro-sul do país. Considerando, por exemplo, o
crescimento do consumo da carne de frango nos últimos 25 anos no Brasil, se pode
dizer que a demanda da carne de jacaré é crescente e dependente de um planejamento
nacional. Comparando com a similaridade de textura e sabor da carne de jacaré com a
carne de frango, se pode concluir que o consumo da carne de jacaré tem um mercado
consumidor significativo no Brasil. 16
8. Referências bibliográficas
[1] VIEIRA, J.P. Caracterização do processo de rigor mortis do músculo Ilio-
ischiocaudalis da cauda de Jacaré-do-Pantanal (Caiman crocodilus yacare) e
maciez da carne. Universidade Federal Fluminense, Niterói, Brasil, 2010.
[2] BERTHIER,F.M.; SANTANA, A.P. Ferramentas de gestão da segurança de
alimentos: APPCC e ISSO 22000. Universidade de Brasília, Brasil, 2007.
[3] ABIEC. <http://www.abiec.com.br/1_historico.asp> Acesso em: 07/11/2011.
[4] BUENO, M.P. Gestão na qualidade dos frigoríficos de abate e processamento de
frangos no estado de Mato Grosso do Sul. Universidade Federal de Mato Grosso do
sul, Campo Grande, Brasil, 2006.
[5] CARVALHO, M.M. Avaliação das condições para implantação do sistema
APPCC em uma unidade de abate de aves. Universidade Federal de Visçosa, Minas
Gerais, Brasil, 2004
[6] RASZL, S.M. A inocuidade como parâmetro de qualidade: o HACCP na
produção de carne suína. In: II Conferência Internacional Virtual sobre Qualidade de
Carne Suína, 2001.
[7] MOURÃO, G.M. Utilização econômica da fauna silvestre no Brasil: o exemplo
do jacaré do pantanal. Embrapa Pantanal, n. 05, P. 1-4. Maio, 2000.
[8] PORTAL SÃO FRANCISCO. < http://www.portalsaofrancisco.com.br/ >Acesso
em: 07/11/2011.
[9] SAÚDE ANIMAL. <http://www.saudeanimal.com.br/jacare_acu.htm> Acesso em:
07/11/2011.

Vol. 2, No. 1, Janeiro-Março 2012, Página 34
[10] ARIAZ, R.M.; MARMONTEL, M.; QUEIROZ, H.L. Projeto de manejo
experimental de Jacarés no Estado do Amazonas: abate de Jacarés no setor de
Jarauá. UAKARI, v.5, n.2, P. 49- 58, dez. 2009.
[11] BRASIL ESCOLA. < http://www.brasilescola.com/animais/jacare.htm > Acesso
em: 17/11/11.
[12] AZEVEDO, I.C.; CARMO, R.P.; TORRES, A.G.; MARSICO, E.T.; FREITAS,
M.Q. Teste de aceitação e composição centesimal de carne de jacaré-do-papo-
amarelo em conserva. Ciência Rural, Santa Maria, v. 39, n.2, p.534-539, Marc/abr,
2009.
[13] TAKAHASHI, N.S. Importância dos ácidos graxos essenciais. Pesquisadora
científica Neuza Sumico Takahashi, Instituto de Pesca, Outubro 2005.
[14] HOFFMANN, F.L.; ROMANELLI, P.F. Análise microbiológica da carne do
Jacaré do Pantanal (Caimam crocosilus yacare). Ciência e Tecnologia de
Alimentos, v. 18, n. 3, Aug/Oct. 1998.
[15] FORTES, M.B. Sistema análise de perigos e pontos críticos de controle –
APPC, em uma indústria de embutidos de frango e suas implicações para a
competitividade. Universidade Federal do Rio Grande do Sul, Passo Fundo, Brasil,
2002.
[16] VERDADE, L.M. O Programa Experimental de Criação em Cativeiro do
Jacaré-de-Papo-Amarelo (Caiman latirostris). ESALQ / USP: Histórico e
Perspectivas (2006).

Jan
eiro
- M
arço
de
201
2
Edição: Volume 2׀ Número 1 ׀ Janeiro-Março de 2012
Contato:
Associação Nacional Hestia
Travessa Campo Grande, 138- Bucarein
CEP 89202-202 – Joinville – SC – BRASIL
Fax: 47 4009-9002
E-mail: [email protected]