Embed Size (px)
Citation preview

APLICAÇÃO DE UM JOGO DIDÁTICO
PARA APOIO NO ENSINO DE
ESTATÍSTICA NA DISCIPLINA DE
PROJETO DE EXPERIMENTOS
Fernanda Gobbi de Boer (UFRGS )
Isaac da Silva Torres (UFRGS )
ISADORA CIDADE MARIANO (UFRGS )
O presente artigo propõe-se a apresentar a projeção de um jogo
didático para aplicação em sala de aula no ensino da disciplina de
projeto de experimentos. Isto trás a tona o quão genérico e abrangente
são os princípios e conceitos que norteiam a observação e
experimentação no campo da estatística e engenharia. Para tal
experimento, utilizou-se ferramentas e conhecimentos da disciplina de
projeto de experimentos. Não obstante, conceitos de Engenharia de
Produção e/ou Manufatura foram adicionados para refinar o
experimento e garantir qualidade e confiabilidade nos resultados
obtidos, visto que celeridade era pré-requisito de excelência da
pesquisa.
Palavras-chaves: Linha de Montagem, Projeto de Experimentos, Jogo
didático.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
A competição entre as empresas tem aumentado nos mercados internacionais e nacionais,
direcionando-as para a busca de mais eficiência nas suas operações (ANTUNES et al., 2008).
Em um cenário de desenvolvimento acelerado e forte concorrência, as empresas têm buscado
profissionais cada vez mais qualificados, tendo o engenheiro de produção uma participação
fundamental nesse grupo de profissionais (SANTOS; DUTRA, 2005; LEMOS et al., 2008).
As qualificações exigidas dos engenheiros devem ser desenvolvidas no decorrer dos cursos de
graduação e pós-graduação. Portanto, segundo Santos e Dutra (2005), na elaboração de
projetos pedagógicos é importante estabelecer um vínculo com o mercado. Para a criação
desse vínculo e desenvolvimento das habilidades esperadas de um engenheiro de produção,
métodos como aprendizagem colaborativa, aprendizagem ativa e trabalho em equipe estão se
tornando cada vez mais importantes para os estudantes, pois permitem que habilidades
interpessoais, como a capacidade de trabalho em equipe, sejam desenvolvidas no decorrer do
processo de ensino (BELHOT; NETO, 2006; LEMOS et al., 2008). Uma das formas de
agregar estes elementos nas atividades educacionais é a realização de jogos didáticos.
Os jogos didáticos estão entre as ferramentas pedagógicas consideradas eficientes para o
ensino, pois permitem explorar estratégias e alternativas e observar suas consequências em
ambientes seguros (DEPEXE et al., 2006). Por exemplo, Costa e Jungles (2006), Depexe et al.
(2006) e Calsing (2011) utilizaram jogos didáticos para a transmissão de conceitos de gestão
da produção e de sistemas de produção. Nesses estudos concluíram que os jogos ajudaram os
alunos a compreenderem melhor os conceitos estudados, como também possibilitaram
análises de cenários sem gastos de tempo e recursos financeiros, impossível em um ambiente
real.
Entre as qualificações exigidas dos engenheiros está a competência para utilizar ferramental
matemático e estatístico. Os métodos estatísticos são importantes para o aprendizado dos
estudantes de engenharia, sendo o ensino de probabilidade e estatística requisito para os
graduados nessa área (RYAN, 2009). Um dos motivos dessa grande importância está na
necessidade dos profissionais atuarem nas empresas de forma a tornarem mais eficientes seus
sistema e processos.
Para o entendimento do comportamento de sistemas e processos, experimentos são realizados
em todas as disciplinas (MONTGOMERY; RUNGER, 2003). Calegare (2011) define
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
experimentos como uma série de ensaios nos quais modificam-se as variáveis de entrada de
um processo ou sistema com o objetivo de observar as mudanças nas respostas de saída e
identificar suas razões.
Conforme Ribeiro e Caten (2011) a metodologia de Projeto de Experimentos tem por objetivo
otimizar o planejamento, a execução e a análise de um experimento. Os autores ressaltam que
a eficiência de experimentos projetados é superior em termos de informação se comparado a
qualquer outro ensaio não estruturado.
Tendo em vista a importância de Projetos de Experimentos para a otimização de sistemas e
processos, e os benefícios apresentados na aplicação de jogos didáticos, o objetivo desse
estudo é a projeção de um jogo didático que permita a experimentação e observação de
características de um processo produtivo a partir de um experimento planejado.
2. Referencial teórico
2.1. Projeto de Experimentos
Montgomery e Runger (2003) afirmam que a validade das conclusões tiradas a partir de um
experimento depende de como o experimento foi conduzido. O planejamento estatístico de
experimentos evita que fontes valiosas de informações sejam utilizadas de forma ineficiente e
garante a economia e eficiência no processo experimental. Adicionalmente, o uso de métodos
estatísticos no exame de dados resulta na objetividade científica quanto às conclusões.
O projeto de experimentos tem por objetivo a otimização de um processo ou sistema, que, por
sua vez, é avaliado por indicadores de desempenho, ou seja, por características de qualidade
demandadas do mesmo. Em um sistema também existem parâmetros que o configuram, que
quando alterados podem afetar as características de qualidade (RIBEIRO; CATEN, 2011).
Segundo os autores, muitos experimentos envolvem o estudo dos efeitos de dois ou mais
fatores a diferentes níveis. Quando todas as combinações de níveis dos fatores, chamadas de
tratamento, são investigadas, diz-se tratar de um projeto fatorial.
Portanto, como geralmente existem mais de um fator relativo às características de qualidade,
traduzidas em variáveis resposta, é necessário estudá-los em conjunto para evitar distorções
nas conclusões. Estudar os efeitos dos fatores separadamente poderia resultar em uma
otimização não apropriada quando há interação entre esses fatores (BOX et al. 1978;
MONTGOMERY;RUNGER, 2003; RYAN, 2009). Box et al. (1978) afirma que para

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
responder se há diferença significativa na variável resposta devido a diferentes tratamentos, a
melhor ferramenta é a tabela de análise da variância.
Segundo Montgomery e Runger (2003), a análise da variância pode ser utilizada para verificar
se há efeitos dos fatores principais e de interações na variável resposta de um determinado
processo. Os autores também ressaltam que quando for detectado efeito significativo de
alguma interação, os efeitos principais dos fatores envolvidos perdem seu valor interpretativo.
2.2 Linha de montagem e sistemas de produção
Para Slack et al. (2002), linha de montagem refere-se à montagem de um produto de forma
progressiva, em que o material percorre as operações e somente um único produto é fabricado
em grande quantidade. Portanto, uma linha de montagem apresenta um alto volume de
produção e baixa variedade dos produtos, sendo o mais adequado ao processo de produção
automobilístico. Segundo o autor, no sistema de manufatura em linha, os postos de trabalho,
equipamentos e máquinas são dispostos em sequência de execução das operações, possuindo
somente uma entrada e uma saída. Em geral apresenta um ritmo e um tempo de
processamento que se equivale para todas as estações de trabalho.
Os sistemas empurrados de produção são caracterizados pelo controle da produção por um
sistema de planejamento central que utiliza previsões, como futuras demandas. As etapas de
produção são programadas de maneira a empurrar a produção, ou seja, a operação anterior
produz sem esperar uma ordem da posterior (CORRÊA; CORRÊA, 2012).
Segundo Bonney et al. (1999), o sistema empurrado é utilizado quando o fluxo de materiais
possui a mesma direção do fluxo de informação. O sistema empurrado opera por lançamento
de material no processo produtivo, ou seja, lança material necessário para a primeira operação
de acordo com uma previsão de demanda. Logo após, o produto em processamento é lançado
para a próxima operação sem que haja uma solicitação por parte desta, sendo assim, os
materiais são empurrados ao longo do processo.
Já os sistemas ditos puxados ajustam a produção à demanda pelos produtos, isto é, o produto
será produzido somente no momento em que for necessário e na quantidade que será
utilizado, ao invés de programar a produção antecipadamente como no caso dos sistemas de
produção empurrada (LIKER, 2005).
Conforme Moura (1989) e Antunes et al. (2008), os objetivos dos sistemas de produção
puxados são minimizar estoque em processo, reduzir lead time de produção, evitar a
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
transmissão ampliada de flutuações na demanda ou no volume entre os processos, reagir
rapidamente à mudanças na demanda, e reduzir defeitos.
3. Metodologia de pesquisa e método de trabalho
3.1. Metodologia de pesquisa
Quanto aos seus objetivos o presente estudo pode ser classificado como uma pesquisa
exploratória, uma vez que explora um tema de forma criativa, busca descrever uma
determinada situação, estabelecida pelas características do jogo projetado, e estabelecer
relações entre variáveis, ou seja, entre os parâmetro de um processo produtivo fictício e suas
características de qualidade (BERTUCCI, 2011).
A presente pesquisa também pode ser definida como um estudo de caso. Segundo Gil (2010),
um estudo de caso busca o profundo conhecimento sobre uma situação específica, explicando
variáveis causais de determinados fenômenos. Com relação ao tratamento de dados, esta é
classificada como pesquisa qualitativa, baseando-se na caracterização feita por Rampazzo e
Corrêa (2008). Segundo os autores esta pesquisa procura investigar a relação entre os fatores e
o fato, não descartando o uso de instrumentos de coleta e análise de dados utilizados na
pesquisa quantitativa.
3.2 Método de trabalho
Pode-se dividir o método de trabalho empregado nesse estudo em três principais etapas: a
primeira etapa destina-se ao projeto de um jogo didático que permita a experimentação e a
observação de características de um processo produtivo; na segunda etapa planeja-se o
experimento a ser realizado através do jogo didático; e a terceira etapa consiste na execução
do experimento e análise dos resultados.
As etapas 2 e 3 do método de trabalho foram desenvolvidas com base nas atividades
sugeridas por Ribeiro e Caten (2011):
1. Ouvir a voz do cliente a fim de identificar as características de qualidade demandadas
de um determinado processo;
2. Ouvir a opinião de especialistas para que as características de qualidade sejam
convertidas em variáveis de resposta, e os parâmetros do processo sejam identificados
e classificados como fatores controláveis ou constantes. Nessa segunda etapa também

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
é necessária a identificação dos fatores de ruído, ou não controláveis, que possam
afetar o experimento;
3. Planejar do experimento e executá-lo;
4. Analisar as informações provenientes dos dados das variáveis respostas;
5. Buscar a otimização do processo ou sistema em estudo.
4. Estudo de caso
4.1 Projeto do jogo didático
Ao projetar o jogo didático, considerou-se que este permitisse aos participantes o contato com
aspectos relacionados a uma linha de produção. Esses aspectos foram simplificados para
facilitar o entendimento dos conceitos abordados. Também foi considerado como requisito a
possibilidade de realizar experimentos através dessa linha de produção fictícia.
Portanto, o estudo foi realizado em um processo fictício que visa representar uma pequena
linha de produção. Para a realização dos ensaios foi estruturada uma linha de montagem com
três postos de trabalho e três operadores. O produto a ser montado é um carro composto por
blocos de montar, cujas partes foram divididas para que fossem necessárias mais de uma
montagem em cada posto de trabalho por cada um dos operadores, configurando três
operações conforme indica a figura 1.
Na primeira operação era necessário que o operador montasse as rodas na base do carro; na
segunda operação o operador era responsável por montar a parte dianteira do carro e encaixá-
la na base do carro; e por fim o operador alocado a terceira operação montava a parte traseira
do carro. Ao afinal deveriam ser produzidos 6 carros iguais ao carro indicado na figura 2.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
Figura 1 Operações de montagem do carro
Fonte: elaborado pelos autores.
Figura 2 Carro a ser montado
Fonte: elaborado pelos autores
4.2 Planejamento do experimento
O cenário atual que as empresas vivenciam caracteriza-se por uma demanda inferior à oferta
global de produtos e serviços. Nesse contexto, ao formular suas estratégias, as empresas
precisam considerar dimensões de custo, flexibilidade, qualidade, atendimento, tempo de
resposta e inovação simultaneamente (ANTUNES et al. 2008). Compreendendo a importância
dessas dimensões foram escolhidas duas características de qualidade das seis indicadas,
baseando-se na possibilidade de verificá-las em uma linha fictícia de produção. Dessa forma,
foram escolhidas as seguintes características, para as quais foram atribuídas as mesmas
importâncias: (i) entrega de produtos com qualidade; (ii) entrega rápida dos produtos.
As variáveis de resposta atribuídas às características de qualidade foram, respectivamente: (i)
número de carros rejeitados; e (ii) tempo de processamento de seis carros. Ambas são do tipo
menor é melhor, ou seja, espera-se que nenhum carro seja rejeitado por apresentar defeitos e
que o tempo para a produção dos carros seja o menor possível.
Como parâmetros da linha de produção fictícia onde serão realizados os ensaios identificou-se
a alocação dos operadores em cada um dos postos de trabalho, o sistema de produção
(empurrado ou puxado), a sequência de montagem, a ordem de encaixe de cada um dos blocos
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
no carro e o layout da linha. Porém, considerando que o presente estudo pode ser utilizado
como atividade didática para fins acadêmicos, e que, nesses casos, geralmente há uma
restrição de tempo para realização de experimentos, foram selecionados apenas três fatores
controláveis dos parâmetros identificados. Portanto, são fatores controláveis a alocação dos
operadores, com três níveis, o sistema de produção, com dois níveis, e a sequencia de
montagem, também com dois níveis, mantendo-se constante o layout em linha e a ordem de
encaixe dos blocos.
Quanto a alocação dos operadores nos postos de trabalho, foram selecionadas três
possibilidades para configurar os níveis reais considerando o posicionamento nos postos 1, 2 e
3 respectivamente: operador 1, operador 2 e operador 3; operador 2, operador 1 e operador 3;
operador 2, operador 3 e operador 1.
Com relação ao sistema de produção, os níveis reais são os sistemas puxado e empurrado.
Para testar esse fator, quando o ensaio compreendia o nível puxado, permitia-se que os
operadores 1 e 2 montassem uma unidade de carro somente quando o operador seguinte
consumisse a unidade presente no estoque entre os postos de trabalho. Para o nível
empurrado, os operadores poderiam montar os carros de acordo com o ritmo individual, sem
preocuparem-se se os estoques posteriores estavam sendo consumidos.
Já o fator sequência de montagem têm seus dois níveis diferenciados pela inversão das
operações 2 e 3, ou seja, uma sequência, denominada sequência A, é configurada pela ordem
de operações 1, 2 e 3, já a outra, denominada sequência B, é configurada pela ordem de
operações 1, 3 e 2.
Também foram identificados fatores de ruídos, ou seja, que não poderiam ser controlados
durante a realização dos ensaios: (i) matéria prima dos blocos de montar utilizados para
montagem dos carros e (ii) a aprendizagem quanto à montagem após a realização de alguns
ensaios. As figuras 3 e 4 a seguir apresentam um resumos dos parâmetros mencionados.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
Figura 3 Demandas de qualidade e variáveis resposta
Fonte: elaborado pelos autores
Figura 4 Parâmetros do processo
Fonte: elaborado pelos autores
O experimento fatorial deste estudo é composto, portanto, por três fatores, sendo um fator
com três níveis e dois fatores com dois níveis. Definiu-se que seria realizada uma repetição
para que fosse possível estimar a soma quadrática do erro (SQR) de forma independente.
Dessa forma, cruzando os fatores verifica-se que são necessários 24 ensaios. Os valores
obtidos para as variáveis de resposta estão presentes na figura 5.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
Figura 5 Valores das variáveis respostas
Fonte: elaborado pelos autores
O experimento foi gerado utilizando a ferramenta Minitab, assim como o posterior
processamento dos dados coletados nos ensaios. Ryan (2009) afirma que é possível utilizar
softwares estatísticos para planejamento de experimentos.
4.2 Análise de resultados
A análise da variância a partir do Minitab resultou nas tabelas ANOVA apresentadas a seguir.
A figura 6 apresenta a análise referente à variável de resposta tempo de processamento; já a
figura 7 apresenta os dados para análise relacionados à variável de controle número de carros
rejeitados.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
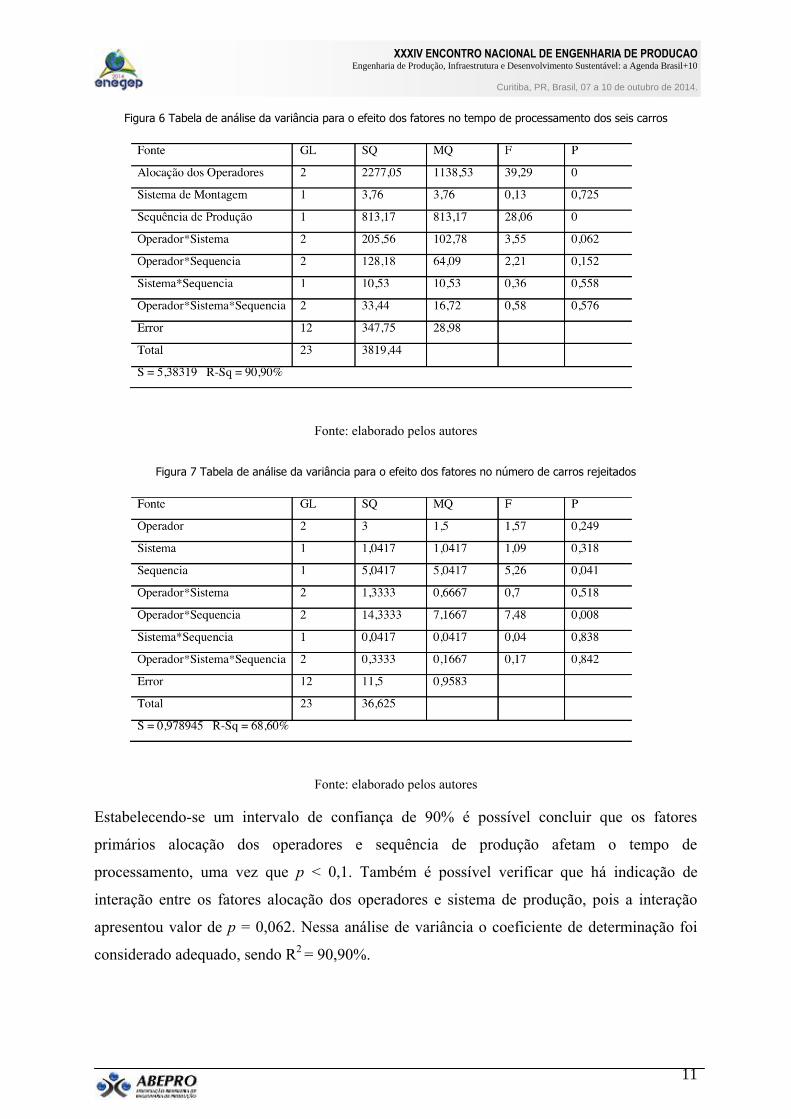
Figura 6 Tabela de análise da variância para o efeito dos fatores no tempo de processamento dos seis carros
Fonte: elaborado pelos autores
Figura 7 Tabela de análise da variância para o efeito dos fatores no número de carros rejeitados
Fonte: elaborado pelos autores
Estabelecendo-se um intervalo de confiança de 90% é possível concluir que os fatores
primários alocação dos operadores e sequência de produção afetam o tempo de
processamento, uma vez que p < 0,1. Também é possível verificar que há indicação de
interação entre os fatores alocação dos operadores e sistema de produção, pois a interação
apresentou valor de p = 0,062. Nessa análise de variância o coeficiente de determinação foi
considerado adequado, sendo R2 = 90,90%.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
Quanto a análise de variância referente à variável resposta número de carros rejeitados,
também estabelecendo um intervalo de confiança de 90%, é possível concluir que as
influências do fator primário sequência de montagem e da interação entre os fatores alocação
dos operadores e sequência de montagem são significativos, uma vez que p < 0,1. O
coeficiente de determinação foi relativamente mais baixo que o apresentado na análise de
variância anterior (R2
= 68,60%), o que é justificado pela utilização de uma variável discreta
para número de carros rejeitados, enquanto a variável tempo é contínua.
Para identificar os tratamentos que otimizam o tempo de processamento é preciso analisar os
gráficos, gerados pelo Minitab, de efeitos do fator primário sequência de produção e da
interação entre os fatores alocação de operadores e sistema de produção. Como a interação
entre os fatores alocação de operadores e sistema de produção apresentou efeito significativo
na variável resposta, não recomenda-se estudar seus efeitos principais, evitando conclusões
distorcidas sobre a otimização do processo. Os gráficos são apresentados a seguir nas figuras
8 e 9.
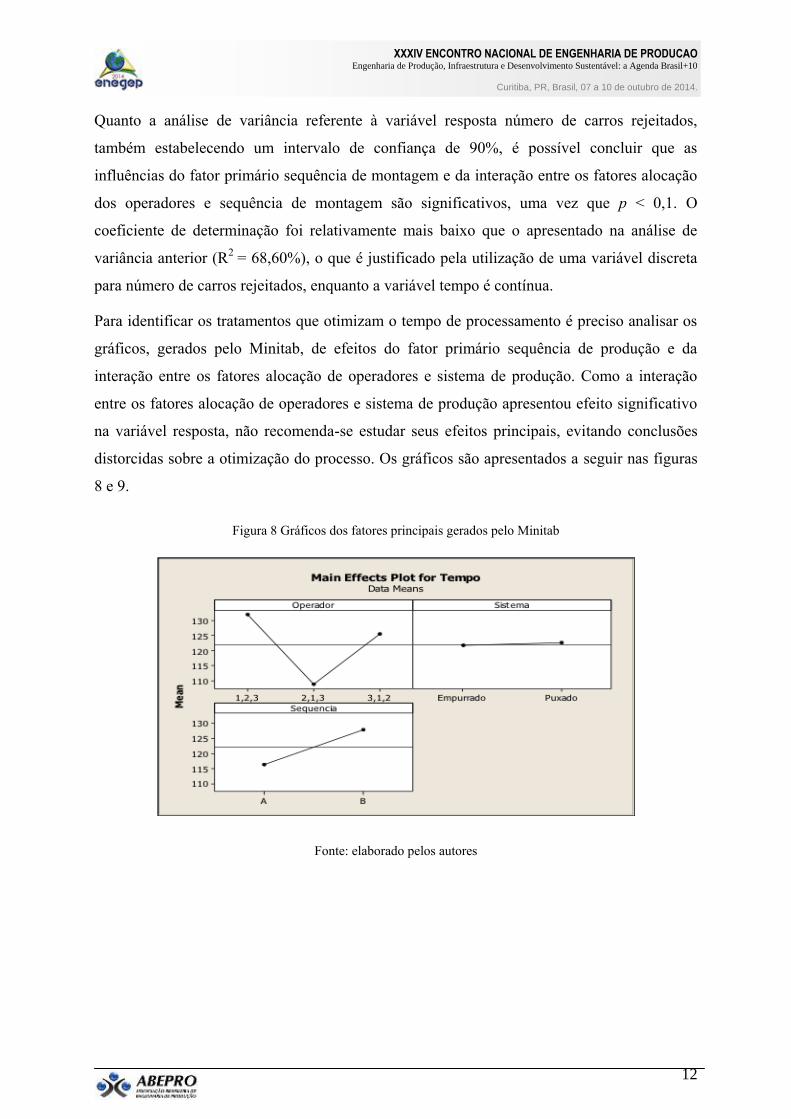
Figura 8 Gráficos dos fatores principais gerados pelo Minitab
Fonte: elaborado pelos autores
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
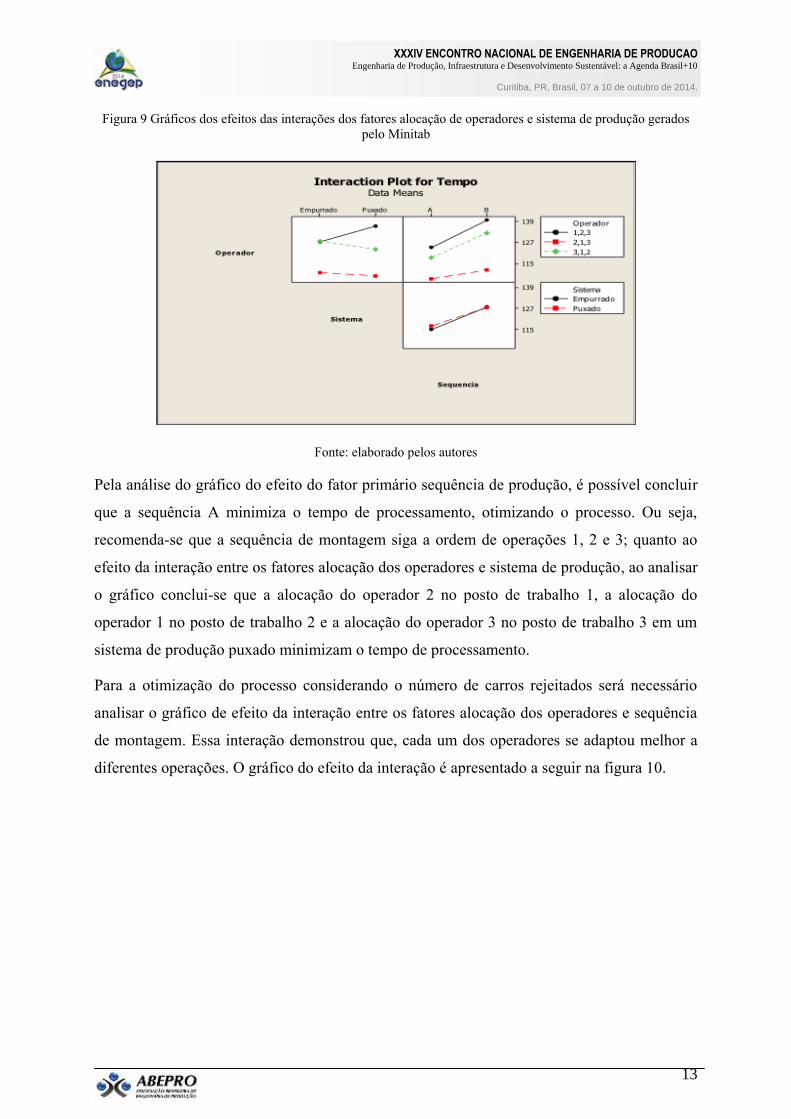
Figura 9 Gráficos dos efeitos das interações dos fatores alocação de operadores e sistema de produção gerados
pelo Minitab
Fonte: elaborado pelos autores
Pela análise do gráfico do efeito do fator primário sequência de produção, é possível concluir
que a sequência A minimiza o tempo de processamento, otimizando o processo. Ou seja,
recomenda-se que a sequência de montagem siga a ordem de operações 1, 2 e 3; quanto ao
efeito da interação entre os fatores alocação dos operadores e sistema de produção, ao analisar
o gráfico conclui-se que a alocação do operador 2 no posto de trabalho 1, a alocação do
operador 1 no posto de trabalho 2 e a alocação do operador 3 no posto de trabalho 3 em um
sistema de produção puxado minimizam o tempo de processamento.
Para a otimização do processo considerando o número de carros rejeitados será necessário
analisar o gráfico de efeito da interação entre os fatores alocação dos operadores e sequência
de montagem. Essa interação demonstrou que, cada um dos operadores se adaptou melhor a
diferentes operações. O gráfico do efeito da interação é apresentado a seguir na figura 10.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
Figura 10 Gráficos dos efeitos das interações dos fatores alocação dos operadores e sequência de montagem
gerados pelo Minitab
Fonte: elaborado pelos autores
Ao analisar o gráfico que apresenta o efeito da interação entre os fatores alocação dos
operadores e sequência de montagem conclui-se que a alocação do operador 1 no posto de
trabalho 1, do operador 2 no posto de trabalho 2 e do operador 3 no posto de trabalho, e a
sequência de montagem B, que apresenta a ordem das operações 1, 3 e 2, minimizam o
número de carros rejeitados.
Corrêa e Corrêa (2012) afirmam que as relações entre os critérios de desempenho em
operações são bastante complexas, geralmente originando situações de conflitos chamadas
trade-offs. Esses conflitos ocorrem quando o desempenho de um critério é prejudicado pela
melhoria do desempenho do outro, o que claramente é identificado entre as variáveis tempo
de processamento e número de carros rejeitados.
Caso os parâmetros do processo sejam ajustados para minimizar o tempo de processamento, o
número de carros rejeitados não terá seu desempenho otimizado. O contrário também ocorre.
Portanto, nessas situações deve-se priorizar uma determinada característica de qualidade em
detrimento da outra conforme sua importância.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
5. Conclusões
No que tange os objetivos desta pesquisa e aos procedimentos utilizados para obtenção dos
mesmos, acredita-se que tenham sido atendidas todas as expectativas inicialmente abordadas,
validando-as de forma contundente.
O jogo didático projetado mostrou ser uma abordagem prática no ensino da disciplina de
projeto de experimentos. A partir da análise da linha fictícia pode-se planejar as etapas do
experimento e realizar os ensaios necessários, e com o apoio de uma ferramenta estatística,
realizar o processamento dos dados para a análise e busca das soluções de otimização do
processo. No presente estudo utilizou-se a ferramenta Minitab para o processamento dos
dados, porém esses poderiam ser calculados pelos alunos através das equações propostas pela
análise da variância.
O experimento projetado mostrou-se eficiente, uma vez que possibilitou identificar os
parâmetros que estavam impactando nas variáveis de resposta. Porém, como foram
consideradas duas variáveis relativas às características de qualidade (i) entrega de produtos
com qualidade e (ii) entrega rápida dos produtos, poderiam ser encontradas soluções ótimas
diferentes para cada uma, o que ocorreu.
Dessa forma, observou-se uma situação de trade-off em que, para otimizar o tempo de
processamento dos 6 carros é necessário estabelecer a ordem de operações 1, 2 e 3 e alocar os
operadores 2, 1 e 3 aos postos de trabalho 1, 2 e 3, respectivamente, enquanto para otimizar o
número de carros rejeitados a sequência de montagem estabelecida deve seguir a ordem de
operações 1, 3 e 2 e os operadores 1, 2 e 3 devem estar alocados aos postos de trabalho 1, 2 e
3, respectivamente. Portanto, seria necessário optar pela otimização de uma variável resposta
em detrimento da outra.
Além dos conceitos relacionados a projetos de experimento, também foi possível abordar
conceitos importantes na administração de produção e operações. Antes da realização do
planejamento do experimento, foram explicados aos participantes conceitos de linha de
produção e dos sistemas puxado e empurrado. Ainda, durante os ensaios, os participantes
perceberam na prática as complexidades desses tipos de sistema. Dessa forma, pode-se
perceber a característica multidisciplinar do jogo proposto, uma vez que associou a aplicação
de um método estatístico à conceitos importantes tratados em outras disciplinas do curso de
Engenharia de Produção.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
REFERÊNCIAS
ANTUNES, J.; ALVAREZ, R.; BORTOLOTTO, P.; KLIPPEL, M.; PELLEGRIN, I.
Sistemas de produção: Conceitos e práticas para projeto e gestão da produção enxuta.
Bookman: Porto Alegre, 2008.
BATALHA, O. A. Introdução à Engenharia de Produção. Campus: Rio de Janeiro, 2008.
BELHOT, R. V.; NETO, J. D. O. A solução de problemas no ensino de engenharia. XIII
Simpósio de Engenharia de Produção. Bauru, SP, 2006.
BERTUCCI, J. L. O. Metodologia Básica para Elaboração de Trabalhos de Conclusão de
Cursos. São Paulo: Editora Atlas S.A., 2011.
BONNEY, M. C. et al. Are push and pull systems really so different? International journal
of Production Economics. V.59, n.1, p.53-64, 1999.
BOX, G.; HUNTER, W. G.; HUNTER, J. S. Statistics for Experiments. Estados Unidos da
América: Wiley & Sons, 1978.
CALEGARE, A. J. A. Introdução ao delineamento de experimentos. São Paulo: Blucher,
2011.
CALSING, L. C. Projeto de um laboratório de ensino de práticas de gestão de processos
de fabricação intermitente: análise e aplicação prática dos conceitos de produção enxuta e
processos de fabricação. Trabalho de Conclusão do Curso. Graduação em Engenharia de
Produção, Pontifícia Universidade Católica do Rio Grande do Sul. Porto Alegre, RS, 2011.
COSTA, A. C. F.; JUNGLE, A. E. O Mapeamente do Fluxo de Valor Aplicado a uma Fábrica
de Montagem de Canetas Simulada. XXVI Encontro Nacional de Engenharia de
Produção. Fortaleza, CE, 2006.
CORREA, H. L.; CORREA, C. A. Administração de Produção e Operações. Editora Atlas:
São Paulo, 2012.
DEPEXE, M. D.; DORNELES, J. B.; COSTA, A. C. F.; SANTOS, D. G. Apresentação de um
jogo didático como ferramenta de apoio ao ensino da produção enxuta. XXVI Encontro
Nacional de Engenharia de Produção. Fortaleza, CE, 2006.
GIL, A. C. Como Elaborar Projetos de Pesquisa. 5ª edição. São Paulo: Editora Atlas S.A.,
2010.
LEMOS, F. O.; ANZANELLO, M. J.; FOGLIATTO; F. S.; RIBEIRO, J. L. D. Metodologia
para levantamento de percepções da qualidade de ensino-aprendizagem em cursos de
graduação em Engenharia de Produção. XV Simpósio de Engenharia de Produção. Bauru,
SP, 2008.
LIKER, J. K. O Modelo Toyota: 14 princípios de gestão do maior fabricante do mundo.
Porto Alegre: Bookman, 2005.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
17
MONTGOMERY, D. G.; RUNGER, G. C. Estatística Aplicada e Probabilidade para
Engenheiros. Rio de Janeiro: LTC, 2003.
RAMPAZZO S. E.; CORRÊA, F. Z. M. Desmistificando a Metodologia Científica: Guia
Prático para Produção de Trabalhos Acadêmicos. Erechim: Habilis Editora, 2008.
MOURA, R. A. Kanban: a simplicidade do controle da produção. São Paulo: IMAM, 1989.
RIBEIRO, J. L. D.; CATEN, C. T. Série Monográfica Qualidade: Projeto de experimentos.
UFRGS: Porto Alegre, 2011.
RYAN, T. Estatística Moderna para a Engenharia. Rio de Janeiro: Campus, 2009.
SANTOS, L. C.; DUTRA, A. R. A. Projeto pedagógico e tendências de mercado: desafios
para a formação profissional do engenheiro de produção. . XXV Encontro Nacional de
Engenharia de Produção. Porto Alegre, RS, 2005.
SLACK, N. et al. Administração da Produção. 2. ed. São Paulo: Atlas, 2002.
SOUZA e SILVA, M. F.; BRESSIANI, L.; SAFFARO, F. A.; SANTOS, D. G. & HEINECK,
L. F. M. Sistema de produção puxado e sistema de produção empurrado: simulação através de
jogo didático de montagem de canetas, associando ideias e conceitos ao ambiente da
construção civil. III Simpoósio Brasileiro de Gestão e Economia na Construção, São
Carlos, SP, 2003.