-
8/18/2019 Implementação de Rota de Logistica Lean
1/12
IMPLEMENTAÇÃO DE ROTALOGÍSTICA LEAN PARA O
ABASTECIMENTO INTERNO DEMATERIAIS: ESTUDO EMPÍRICO EMUMA EMPRESA
DO SETOR METAL
MECÂNICO
Bruno Carara (UFRGS) [email protected]
Felipe Muller Treter (UFRGS)[email protected]
A aplicação de conceitos de produção enxuta (Lean
Manufacturing) é
frequentemente restrito as operações de manufatura, não
abordando as
áreas de apoio, como a logística de abastecimento interno.
Assim, este
artigo tem como objetivo apresenttar a aplicação prática do
método
proposto por HARRIS et al. (2004) para especificar e
controlar a
movimentação de materiais internos em uma planta industrial.
Como
resultado, o estudo proporcionou gerenciar melhor a logística
interna,
reduzir desperdicíos e aumentar a confiabilidade do processo
de
abastecimento de materias.
Palavras-chaves: Logística interna; Fluxo de materiais;
Rotas
Logísticas, Lean Manufacturing
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Desenvolvimento Sustentável e Responsabilidade Social: As
Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
-
8/18/2019 Implementação de Rota de Logistica Lean
2/12
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Desenvolvimento Sustentável e Responsabilidade Social: As
Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. IntroduçãoO modelo de produção enxuta
( Lean Production) vem demonstrando
historicamente
sua importância nos processos produtivos, tornando-se uma
metodologia fundamental paraque as empresas consigam responder com
rapidez as constantes flutuações de demanda domercado (SHINGO,
1996). As práticas do modelo enxuto se baseiam em uma metodologia
demelhoria contínua (LIKER, 2005), buscando sempre conceitos e
modelos com altos padrõesde qualidade, eficiência e produtividade.
Um dos conceitos fundamentais da produção enxutaé o estabelecimento
do fluxo contínuo (HARRIS et al ., 2004), que se torna ainda
maisimportante quando se busca o fluxo unitário de peças, com a
redução dos estoques e uma
produção puxada. Para que todos esses parâmetros sejam
alcançados e o processo se torne
estável, percebe-se a necessidade de altos níveis de
confiabilidade das funções de apoio esuporte à produção (ECKERT et
al ., 2009). Sendo assim, um dos maiores problemas queimpedem
que uma planta fabril se torne estável, é o fluxo de abastecimento
interno (HARRISet al ., 2004).
A preocupação com o desenvolvimento de uma manufatura enxuta é
freqüente nasempresas, entretanto tal atenção não é verificada com
a mesma frequência no setor delogística interna. Esse setor, muitas
vezes terceirizado pelas empresas, não agrega valor ao
produto, porém consiste em um importante suporte ao
processo produtivo. A logística internaem uma empresa normalmente
representa 55% do espaço físico e 87% do tempo defabricação do
produto (TOMPKINS, 1996), o que ressalta a importância da redução
de perdas
nessa área. Estes dados confirmam a importante relação do
desempenho da logística internacom o custo final do produto.
A fim de aprimorar a logística interna, vários métodos foram
desenvolvidos(BOWERSOX; CLOSS 2001; TOMPKINS et al ., 1996;
MOURA, 1983), além da aplicaçãode diversas tecnologias, tais como:
paleteiras manuais, empilhadeiras motorizadas,
veículosautomaticamente guiados (AGV’s – Automatic
Guided Vehicles) entre outros. Paratransportar os materiais, HARRIS
et al. (2004) define que o método mais eficiente é realizar
otransporte dos materiais com a utilização de carrinhos elétricos
que possam puxar múltiplascarretas, reduzindo os desperdícios por
transporte e movimentação do operador logístico.Rotas logísticas
internas bem desenvolvidas e estabelecidas também são importantes,
vistoque sua ineficiência resulta em perdas e até em paradas de
produção por falta deabastecimento.
Neste trabalho, entre os métodos disponíveis para o
desenvolvimento do sistema delogística interna foi selecionado o
método de HARRIS et al . (2004). Esta definição aconteceem
razão de seus manuais estarem entre as principais referências da
bibliografia damanufatura enxuta, e esta ser a estratégia de
manufatura empregada na empresa em estudo.Desta forma, esse artigo
tem por objetivo o desenvolvimento de rotas logísticas
deabastecimento interno para a manufatura de uma empresa do setor
metal mecânico. Para isto,será utilizado parcialmente o método
proposto por HARRIS et al . (2004).
A extensão da aplicação dos conceitos enxutos além dos
limites da manufaturacontribui para a implantação do pensamento
enxuto na empresa. O emprego destametodologia nas áreas de suporte
a produção contribui para reduzir as perdas no
processo,contribuindo para atingir os objetivos propostos na
produção enxuta. Desta forma, justifica-se
-
8/18/2019 Implementação de Rota de Logistica Lean
3/12
-
8/18/2019 Implementação de Rota de Logistica Lean
4/12
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Desenvolvimento Sustentável e Responsabilidade Social: As
Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
parada dos operadores logísticos para entregar os
materiais.
Criar locais de tamanhos certos nos pontos de entrega:
Adaptar o posto de trabalho
à entrega de materiais, criando estruturas padrões e de tamanhos
limitado.Todas as informações e métodos para realizar o
abastecimento de uma forma enxuta
devem ser documentadas em um trabalho padrão. Essas medidas são
necessárias para que oabastecimento logístico se torne confiável e
estruturado. Assim o suporte as linhas demanufatura enxuta será
muito mais qualificado. Para controlar o sistema de
abastecimentointerno, existem ferramentas que são essenciais, como
os cartões kanban, o supermercado de
peças compradas e uma rota logística padronizada para
entrega e retirada de materiais daslinhas de produção (HARRIS et
al ., 2004).
Projetar uma rota logística estruturada e padronizada é
fundamental para que seja possível gerenciar o abastecimento
de materiais. No método proposto por HARRIS et al .
(2004) deve-se criar um trabalho padrão para a rota logística,
indicando principalmentecorredores de movimentação e pontos de
paradas definidos para entrega e coleta de materiais.Para o
transporte horizontal, MOURA (1983) sugere o uso de veículos
industriaismotorizados, em virtude de sua elevada produtividade. O
veículo de pequenas dimensões
puxa uma ou mais carretas, movimentando-se continuamente
entre os pontos deabastecimento solicitados. A atividade de carga e
descarga é desempenhada e o transporte demateriais segue até a
realização de todo o ciclo de movimentação.
3. Metodologia
A partir do método proposto por HARRIS et al. (2004), um fluxo
logístico interno foianalisado, e problemas e melhorias foram
identificados. As informações coletadas na fábricaforam feitas no
dia-a-dia de trabalho de um dos pesquisadores, verificando como o
fluxo demateriais ocorria na prática. Visando compreender melhor o
seu funcionamento, oacompanhamento dos operadores durante as suas
atividades se fez necessário, assim comotambém a coleta de suas
opiniões sobre o processo.
Primeiramente, uma análise da situação atual foi efetuada por
meio de ummapeamento do processo. Essa ferramenta permite obter uma
melhor visão dos
procedimentos utilizados, além de promover melhorias e a
implementação de uma estruturavoltada para novos processos
(VILLELA, 2000). Segundo HUNT (1996), o mapa de
processos deve ser apresentado através de uma linguagem
gráfica, permitindo expor osdetalhes de modo gradual e controlado.
O mapeamento foi realizado através da coleta dasatividades
realizadas por cada operador, assim como também a distância
percorrida entre elas.Basicamente, os operadores foram seguidos
durante o seu trabalho por um período de tempodeterminado até que o
fluxo fosse desenvolvido e o mapa do processo elaborado.
Para estruturar o processo, HARRIS et al . propõe 4 etapas:
desenvolver um plano paracada peça (i), criar um único supermercado
de peças compradas (ii), iniciar rotas de entregas
precisas (iii), sustentação e melhoria (iv). As duas
primeiras etapas não serão abordadas nestetrabalho, já que a
empresa possuía ambas estruturadas em seu sistema. O plano para
cada peçafoi coletado no software MRP da empresa,
enquanto o supermercado de peças compradas jáexistia em seu
almoxarifado. Cabe salientar que melhorias poderiam ter sido feitas
nessas
etapas, porém como o foco do trabalho é a rota logística em si,
e as condições apresentadaseram suficientes para dar continuidade
ao método, foram adotadas as condições atuais.
-
8/18/2019 Implementação de Rota de Logistica Lean
5/12
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Desenvolvimento Sustentável e Responsabilidade Social: As
Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
Após o mapeamento do processo, teve início o desenvolvimento das
rotas de entregade materiais. Com o mapa das rotas disponível, foi
possível identificar as perdas e sugerir
melhorias. A partir desses dados, a terceira etapa, desenvolver
uma rota logística, foi iniciada,cumprindo os quatro passos
sugeridos por HARRIS et al .: identificar os corredores de
entregana planta (i), selecionar o método de transporte para a
entrega das peças (ii), determinar os
pontos de parada e entrega para a rota (iii), criar locais
de tamanhos certos nos pontos deentrega (iv).
A execução do primeiro passo, identificar os corredores de
entrega na planta, foirealizada por meio dos desenhos das novas
rotas logísticas. Foram planejados caminhos que
percorressem toda a fábrica e retornassem ao supermercado
de materiais no final. Por se tratarde uma prática Lean, as
rotas deveriam atender a todos os pontos de entrega percorrendo
omenor caminho possível. Também houve o cuidado de separar os
operadores por áreas,evitando corredores que fossem abastecidos por
mais de um operador.
No segundo passo, selecionar o método de transporte para a
entrega das peças, foiconstatado que as paleteiras não eram
eficientes, devido a sua capacidade de carga reduzida,restrição
esta que incorria em uma maior quantidade de movimentação. Desta
forma, foirealizado um estudo para propor um método de transporte
para abastecimento dos materiaismais eficiente. Os carrinhos
elétricos foram escolhidos em função de sua alta
produtividade,transportando várias carretas ao mesmo tempo e com
uma velocidade superior. A motorizaçãoelétrica ainda possui a
vantagem de não emitir gases tóxicos no ambiente de
trabalho,atendendo a normatização vigente.
O terceiro passo, determinar os pontos de parada e entrega para
a rota, foi executadodefinindo os locais onde os operadores
abasteceriam o posto de trabalho. Esses locais foramdeterminados de
acordo com o espaço disponível na célula e também do fluxo presente
noscorredores.
No quarto e último passo, criar locais de tamanhos certos
nos pontos de entrega, os postos de trabalho foram
identificados, facilitando a visualização dos materiais e os locais
deentrada e saída dos mesmos.
Para garantir que o novo método fosse seguido, um trabalho
padrão foi estabelecido.Essa folha contém informações importantes
para garantir a qualidade do serviço e que devemser expressas de
maneira simples e enxuta (OHNO, 1997). Treinamentos também
foramrealizados junto aos colaboradores envolvidos com o processo a
fim de elucidar o novo
método de movimentação dos materiais. No futuro, planeja-se
manter o nível do processoatravés de auditorias e novos
treinamentos. A coleta de dados para os resultados seguiram omesmo
modelo da coleta de mapeamento, além de indicadores fabris e da
opinião dosoperadores.
4. Resultados
A seguir será relatada a situação anterior do sistema de
abastecimento interno damanufatura, assim como os resultados
obtidos através da aplicação da metodologia.
4.1. CenárioO abastecimento interno de materiais era realizado
de forma aleatória e muito
-
8/18/2019 Implementação de Rota de Logistica Lean
6/12
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Desenvolvimento Sustentável e Responsabilidade Social: As
Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
desorganizada. Como não existia nenhum tipo de instrução para as
atividades de logísticainterna, não era possível identificar rotas
claras para o abastecimento de materiais, e nem o
número de operadores logísticos necessários para realizar tais
atividades.Analisando e mapeando a situação atual, identificaram-se
alguns parâmetros críticos
que estavam conectados com a falta de organização do
abastecimento interno, econsequentemente, com a aplicação de um
modelo de trabalho estruturado. A partir doacompanhamento das
operações de movimentação interna, foi possível desenhar o fluxo
doabastecimento (FIGURA 02) e a partir dele, identificar onde
estavam os pontos críticos do
processo.
Na empresa estudada, que atua no ramo de vedação para
motores e peçasmanufaturadas a partir de borracha, cada posto de
trabalho era independente, ou seja, recebiaseus próprios materiais
e já os manufaturavam, resultando assim em um produto acabado.
Quando o operador da produção necessitava de algum material,
acionava um cartão kanban que ficava exposto na frente da
máquina. Os operadores logísticos deveriam passar pelasmáquinas e
recolher os cartões kanban, levá-los para o almoxarifado, separar o
material
pedido e então abastecer o posto de trabalho. Se houvesse
produtos acabados nas máquinas,eles deveriam ser separados e
levados até a expedição. Essas atividades deveriam se manterde
forma contínua, para que não houvesse falhas no processo, porém
como não existiam
padrões para as tarefas a serem executas pelos operadores
logísticos, havia movimentação de pessoas em excesso e com
desorganização. O que por vezes resultava em paradas de
máquina por falta de material.
Figura 02- Fluxo doabastecim
ento naempresa
4.2Control
ando amovime
ntação
internade
materiais.
Para controlar a movimentação interna de materiais, foi
utilizado o método proposto por HARRIS et al .
(2004).
4.2.1 Plano para cada peça (PPCP).
Seguindo o método de abastecimento, deve existir na planta um
plano para cada peça.
Na empresa em estudo, já existia uma ferramenta
semelhante, controlada pelo sistema MRPutilizado pela empresa. Para
o caso em estudo, utilizou-se das informações que já estavam
-
8/18/2019 Implementação de Rota de Logistica Lean
7/12
-
8/18/2019 Implementação de Rota de Logistica Lean
8/12
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Desenvolvimento Sustentável e Responsabilidade Social: As
Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
Figura 03 - Mapeamento das rotas logísticas atuais
Com base no mapeamento destas movimentações, viu-se a
necessidade de criar rota padrões conforme as indicações do
método proposto por HARRIS et al . (2004). Estas
rotas padronizadas devem identificar os corredores de entrega
de materiais na linha, selecionar ométodo de transporte para as
entregas, determinar os pontos de parada e criar
locaisidentificados para os materiais.
4.2.3.1 Identificar os corredores de entrega na planta
Foram desenhadas rotas de abastecimento (FIGURA 04)
identificando claramente os
sentidos de movimentação nos corredores de entregas e os pontos
de parada paraabastecimento ou coleta de materiais. As novas rotas
foram criadas e colocadas em umtrabalho padrão de movimentação,
isto para assegurar que os fluxos e as atividades sejamseguidos.
Desta forma, todos os postos de trabalho serão atendidos e apenas
um operadorlogístico realizará as entregas de uma máquina, evitando
que ocorram congestionamento eexcesso de movimentação de pessoas e
materiais. Pontos de parada específicos também foramdefinidos nas
rotas, a fim de que o operador logístico esteja sempre atendendo a
solicitaçõesfeitas através dos cartões kanban e coletando os
produtos acabados de cada posto de trabalho.
-
8/18/2019 Implementação de Rota de Logistica Lean
9/12
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Desenvolvimento Sustentável e Responsabilidade Social: As
Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
Figura 04 – Rota logística proposta
4.2.3.2 Selecionar o método de transporte de materiais
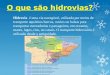
Com relação ao método de entrega de materiais, que hoje é
realizado por meio deempilhadeiras, criou-se um plano de ação para
substituí-las por carrinhos elétricos puxandocarretas (FIGURA 05).
Isto permite que sejam realizadas mais entregas e paradas na linha
emum mesmo ciclo da rota logística, pois o carrinho puxa mais
materiais ao mesmo tempo. Onovo método possibilitará uma redução
ainda maior na movimentação de pessoas e materiais.
Figura 05 – Carrinho elétrico com carretas
4.2.3.3 Determinar pontos de parada na planta
Os pontos de parada na planta que o operador logístico deveria
atentar foram inseridosnos desenhos das rotas logísticas (FIGURA
04). Desta maneira, se torna possível visualizar narota, onde o
operador deveria parar e o que ele deveria abastecer naquele
determinado local.Para tal identificação, foi criada uma legenda
(FIGURA 06) que foi colocada nos desenhosdas rotas logísticas.
-
8/18/2019 Implementação de Rota de Logistica Lean
10/12
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Desenvolvimento Sustentável e Responsabilidade Social: As
Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
Figura 06 – Identificação dos pontos de parada
na rota.
4.2.3.4 Criar locais identificados para os materiais nos postos
de trabalho
Para solucionar o problema relacionado à identificação dos
locais em que os materiaisdeveriam ser colocados nos postos de
trabalho, foram feitas identificações com dimensões
pré-definidas e setas de indicações para cada tipo de
objeto (FIGURA 07).
Figura 07 – Identificações inseridas no chão de
fábrica
4.2.4 Execução e sustentação de melhorias.
A implantação das novas rotas logísticas por parte dos
operadores teve algumasdificuldades, entretanto, a adaptação dos
colaboradores foi rápida e em duas semanas os
padrões de movimentação começaram a ser seguidos e os
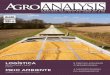
resultados se mostraramsatisfatórios. O abastecimento de materiais
se tornou mais organizado e confiável, além de seobter uma
significativa redução de colaboradores envolvidos no processo
(FIGURA 08). Amovimentação necessária para que fosse possível
realizar um ciclo de abastecimento em todasas máquinas também foi
reduzida, não na proporção da redução de operadores devido àsnovas
rotas serem mais longas que as anteriores.
N° de operadores Movimentação interna
Situação Atual 6 530m
Proposta Desenvolvida 2 340m
Figura 08 – Resultados obtidos
Com relação às paradas de máquina por falta de material,
tornou-se difícil olevantamento de dados quantitativos que fossem
confiáveis. Porém, os colaboradores
envolvidos na produção e os operadores de máquinas, que convivem
diariamente com o problema, relataram perceber uma grande
melhora com o novo processo de abastecimento.
-
8/18/2019 Implementação de Rota de Logistica Lean
11/12
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Desenvolvimento Sustentável e Responsabilidade Social: As
Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
Esse retorno contribui para confirmar a expectativa de redução
da frequência das paradas demáquinas por falta de materiais com a
padronização das rotas logísticas.
5. ConclusãoEste trabalho analisou a importância da
implementação Lean no setor de logística
interna. Em uma empresa do setor metal mecânico, uma nova rota
logística interna contribuiu para um processo mais enxuto e
confiável. O desenvolvimento da nova rota logística seguiu ométodo
proposto por HARRIS et al . (2004), em razão deste método
seguir a lógica lean, amesma empregada no ambiente de produção.
A implementação da rota contribuiu para a identificação de
problemas e sugestões demelhorias para o setor. O mapeamento
realizado aumentou o conhecimento da empresa sobre
o processo, possibilitando sua melhor organização e a
identificação de perdas no processo deabastecimento interno. A
definição, padronização e implementação das rotas deabastecimento
reduziram tanto o número de operadores necessários para a tarefa,
como aindahouve uma redução no trajeto percorrido para o
abastecimento interno da fábrica. Taisresultados enfatizam o valor
que deve ser dado à produção enxuta, mesmo nos setores ondenão há
produção propriamente dita, como na logística interna. As ações
propostas para ofuturo visam aperfeiçoar ainda mais o processo,
fornecendo métodos mais apropriados para otransporte de materiais
além de garantir que o padrão implementado será seguido.
Algumas das dificuldades encontradas para a realização do
trabalho foi a obtenção dedados quantitativos para uma análise da
situação anterior e posterior a implementação. Esta
dificuldade acontece em razão da empresa não possuir dados sobre
o processo antigo. Comoforma de confirmaras expectativas sobre o
trabalho, foi utilizado o feedback dos
operadoresenvolvidos, pois houve dificuldades, principalmente em
função do tempo disponível, paramensurar a quantidade de paradas de
máquina por falta de materiais. Outra dificuldade foi amudança do
processo de abastecimento dos operadores logísticos, pois os mesmos
já estavamacostumados com o sistema anterior e ainda não seguem
totalmente o procedimento padrãodesenvolvido. Treinamentos e
auditorias já estão programados para reduzir estas perdas..
Por fim, o trabalho teve um desempenho positivo para a fábrica,
cumprindo a sua idéiainicial. A organização do processo, assim como
também as práticas de Lean, levaram a umaredução das perdas,
impactando diretamente no custo do produto final. Entretanto,
mesmocom os bons resultados, a manutenção do processo e a melhoria
contínua, são atividades
importantes para a manutenção dos resultados atingidos.
Referências
-
8/18/2019 Implementação de Rota de Logistica Lean
12/12
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Desenvolvimento Sustentável e Responsabilidade Social: As
Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
BOWERSOX, Donald; Closs, David. Logística Empresarial
– O processo de Integraçãoda Cadeia de
Suprimento. São Paulo: Atlas, 2001. 594p.
ECKERT, C; SAURIN, T; MARODIN C. Análise da Logística Interna
Através daAplicação da Produção Enxuta: Estudo de Caso em uma
Empresa do Setor Automotivo.Porto Alegre, UFRGS, 2009.
HARRIS, Rick; HARRIS, Chris; WILSON, Earl. Fazendo Fluir os
Materiais. 1 ed. SãoPaulo: Lean Institute Brasil, Mai
2004. 98 p.
HUNT, V. Process Mapping: How to Reengineer your Business
Process. New York: JohnWiley & Sons, 1996.
LIKER, Jeffrey K. O Modelo Toyota: 14 princípios de gestão do
maior fabricante do mundo.2 ed. Porto Alegre: Bookman, 2005. 316
p.
MOURA, R. Aparecido. Sistemas e Técnicas de Movimentação e
Armazenagem deMateriais. 3 ed. São Paulo: IMAM, 1983. 655 p.
OHNO, T. O Sistema Toyota de Produção – Além da
Produção em Larga Escala. PortoAlegre: Artes Médicas, 1997
ROTHER, M.; HARRIS, R. Criando Fluxo Contínuo. São
Paulo: Lean Institute Brasil, 2004
SHINGO, Shingeo. O Sistema Toyota de Produção
– do ponto de vista de Engenharia deProdução.
Porto Alegre: Artes Médicas, 1996. 292 p.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração
da Produção.São Paulo: Atlas, 1997
TOMPKINS et al . Facil iti es Planning . 2nd
ed. New York : John Wiley, 1996. 734 p.
TUBINO, Dalvio. Manual de Planejamento e Controle da Produção. 2
ed. São Paulo:Atlas, 2000. 220 p.
VILLELA, C. Mapeamento de Processos como Ferramenta de
Reestruturação eAprendizado Organizacional. Dissertação de M.Sc.
PPEP/UFSC, Florianópolis, SC.