Embed Size (px)
Citation preview

CENTRO UNIVERSITÁRIO UNIVATES
CURSO DE ENGENHARIA DE PRODUÇÃO
MAPEAMENTO DO PROCESSO E PROPOSTA DE MELHORIAS
EM UMA BRITAGEM DO VALE DO TAQUARI:
UM ESTUDO DE CASO
Jailson da Silva Cortes
Lajeado, novembro de 2016
Jailson da Silva Cortes
MAPEAMENTO DO PROCESSO E PROPOSTA DE MELHORIAS EM
UMA BRITAGEM DO VALE DO TAQUARI:
UM ESTUDO DE CASO
Monografia apresentada na disciplina de
Trabalho de Conclusão de Curso - Etapa
II, do Curso Engenharia de Produção, do
Centro Universitário UNIVATES, como
parte da exigência para a obtenção do
título de Bacharel em Engenharia de
Produção.
Orientador: Prof. Ms. Cláudio Roberto do
Rosário
Lajeado, novembro de 2016
AGRADECIMENTOS
Agradeço a minha esposa Fabiane Maria Datsch, pelo incentivo constante,
pela paciência e compreensão, por sempre estar ao meu lado, principalmente nos
momentos de dificuldade, dando apoio e força para seguir em frente.
Aos meus pais, irmãos, sogros e filho de coração por acreditarem que esse
sonho fosse possível.
A todos os familiares e amigos que não foram citados, mas que de alguma
forma, contribuíram para o meu crescimento como pessoa.
Ao Coordenador de Curso, professor Manfred Costa, por todo apoio e
dedicação dado no decorrer do curso. Ao meu Orientador Cláudio Roberto do
Rosário, pelas orientações e contribuições na elaboração deste trabalho. A
colaboração de ambos foi de extrema importância para minha formação acadêmica.
Aos demais professores do Curso, pelos ensinamentos que me
proporcionaram ser uma pessoa mais capacitada para o mercado de trabalho e
também contribuíram para o meu aprendizado como pessoa.
Ao Centro Universitário UNIVATES pelo oferecimento de uma estrutura de
qualidade e por acreditarem na importância da educação.
E finalmente agradeço a Deus, por me proporcionar este momento e iluminar
o meu caminho durante esta caminhada.
RESUMO
O trabalho trata do estudo e aplicação dos conceitos referente à teoria das restrições e as sete perdas de Shingo, na tentativa de propor a integração entre os conceitos em um contexto prático baseado no Sistema Toyota de Produção. A metodologia usada pelo trabalho foi enquadrada como estudo de caso, pois um dos propósitos foi propor melhorias no processo estudado com base no mapeamento de oportunidades de melhorias. Com os resultados do trabalho foi possível estabelecer uma sistemática para diagnosticar os pontos do processo com necessidade de melhorias, bem como a elaboração de um plano de ação do tipo 5W2H. O maior achado do trabalho foi à possibilidade de estabelecer a articulação entre a teoria das restrições, especialmente o Índice de Rendimento Operacional Global (IROG) e uma das ferramentas do Sistema Toyota de Produção, neste caso as sete perdas de Shingo. A articulação foi realizada por meio de um Framework Conceitual Teórico. O Framework foi desenvolvido de forma alinhada às duas questões de pesquisa instituídas pelo trabalho: I) Qual é a relação entre o IROG e as sete perdas de Shingo? II) Quais tipos de perdas instituídas por Shingo possuem maior impacto sobre o IROG? A resposta às questões de pesquisa se deu por meio da elaboração do plano de ação 5W2H. Sendo assim, o cálculo de IROG apresentou resultado abaixo dos 65% para os dois processos, sendo 47,20% para o primário e 60,29% para o secundário. Analisando as perdas que mais interferem chega-se à conclusão que são as seguintes: Processo Primário: Perda por estoque no índice de performance (µ2) 64,04% e perda por espera no índice de disponibilidade (µ1) 73,52% e no Processo Secundário: perda por transporte no índice de performance (µ2) 75,39% e perda por superprodução no índice de disponibilidade (µ1) 80,23%.
Palavras-chave: Sistema Toyota de Produção, Índice de Rendimento Operacional Global, Sete Tipos de Perdas, Framework Teórico

ABSTRACT
The study is about the submission of concepts regarding the Theory of Constraints and Shingo’s Seven Wastes attempting to propose integration between concepts in a practical context based on Toyota Production System. It is a case study methodology since one of the purposes was to suggest process improvement based on opportunity mapping. The results showed the possibility to establish a system for diagnosing process aspects in need of improvement as well as the establishment of an action plan 5W2H. The most important discovery of the study was the possibility to connect the Theory of Constraints, especially the Global Operating Income Index (IROG), and one of the tools of Toyota Production System which is Shingo’s Seven Wastes. Connection was based on a Theoretical Conceptual Framework, which was associated to the study research questions - (I) what is the connection between IROG and Shingo’s Seven Wastes? (II) Which wastes proposed by Shingo have greater impact on IROG? Answer to the research questions came from the elaboration of the action plan 5W2H. Therefore calculation of IROG resulted below 65% for both processes - 47.20% for Primary Process and 60.29% for Secondary Process. The major wastes found were in Primary Process - performance index of (µ2) 64.04% in waste of stocks and availability index of (µ1) 73.52% in waste of waiting; in Secondary Process - performance index of (µ2) 75.39% in waste of transportation and availability index of (µ1) 80.23% in waste of overproduction.
KEYWORDS: Toyota Production System; Global Operating Income Index; Seven Wastes; Theoretical Framework

LISTA DE FIGURAS
Figura 1 - Mecanismo da Função Produção – Redes de processos e operações .... 18
Figura 2 – Principais causas de perdas por superprodução ..................................... 22
Figura 3 – Relação das atividades com o posto de trabalho ..................................... 26
Figura 4 – Visão da Estrutura de Gestão de Postos de Trabalho ............................. 28
Figura 5 – Matriz de responsabilidades ..................................................................... 29
Figura 6 – Conceitos de TEEP e OEE ...................................................................... 33
Figura 7 – Relação entre os tempos e os índices de eficiência................................. 36
Figura 8 – Ciclo PDCA .............................................................................................. 41
Figura 9 – Fluxograma das etapas de execução do trabalho .................................... 54
Figura 10 – Vista frontal da britagem ........................................................................ 58
Figura 11 – Fluxograma do processo ........................................................................ 59
Figura 12 – Carregamento na pedreira ..................................................................... 64
Figura 13 – Casa de comando do processo primário ................................................ 65
Figura 14 – Britadores Girosféricos ........................................................................... 67
Figura 15 – Peneira Vibratória ................................................................................... 68
Figura 16 - VSI - Vertical Shaft Impact ...................................................................... 70
Figura 17 - Boletim do Processo Primário ................................................................. 72
Figura 18 – Boletim do Processo Secundário ........................................................... 73
Figura 19 – Plano de Ação – 5W2H .......................................................................... 88

LISTA DE QUADROS
Quadro 1 – Tipos de Perdas do Sistema Toyota de Produção ................................. 21
Quadro 2 – Parâmetros de aceitabilidade para análise dos resultados do IROG .... 38
Quadro 3 – Tipologia de paradas de Diário de Bordo (BD) ....................................... 39
Quadro 4 – Estrutura de Ferramenta 5W2H.............................................................. 44
Quadro 5 – Framework relacionando o IROG com as sete perdas de Shingo .......... 45
Quadro 6 – Apresenta o modelo de tipologia padrão utilizado na empresa em estudo.
.................................................................................................................................. 74
Quadro 7 – Mapeamento do Processo com relação à IROG e Sete perdas – Estudo
.................................................................................................................................. 76
LISTA DE TABELAS
Tabela 1 – Resultado das medições ......................................................................... 87

LISTA DE ABREVIATURAS E SIGLAS
BPM – Business Process Management – Gerenciamento de Processos de Negócios
BPNM – Business Process Modeling Notation – Notação de Modelagem de Processos
de Negócios
CCR – Constraint Capacity Resource – Recurso de capacidade de restrição
DB – Diário de Bordo
EPI – Equipamentos de Proteção Individual
GPT – Gestão do Posto de Trabalho
IROG – Índice de Eficiência Operacional Global
JIT – Just In Time – Na hora certa
MFP – Production Function Mechanism – Mecanismo da Função Produção
MPT – Total productive Maintenance – Manutenção Produtiva Total
OEE – Overall Equipment Effectiveness – Eficácia geral do equipamento
PCP – Planejamento e Controle de Produção
PDCA – PLAN, DO, CHECK, ACTION – Planejamento, Execução, Verificação, Ação
RPM – Rotação Por Minuto
STP – Sistema Toyota de Produção
TEEP – Total Effective Equipment Productivity – Produtividade Total de Equipamentos
Eficazes
TPM – Total productive maintenance – Manutenção Produtiva Total
VSI – Vertical Shaft Impact – Impacto do eixo vertical

SUMÁRIO
1 INTRODUÇÃO ....................................................................................................... 11 1.1 Tema ................................................................................................................... 12
1.1.1 Delimitação do tema ...................................................................................... 12
1.2 Problema de Pesquisa ...................................................................................... 13
1.3 Hipótese ............................................................................................................. 13
1.4 Objetivo geral .................................................................................................... 13
1.5 Objetivos específicos ....................................................................................... 14
1.6 Justificativa........................................................................................................ 14
1.7 Estrutura da monografia ................................................................................... 15
2 REFERENCIAL TEÓRICO .................................................................................... 16
2.1 Sistema Toyota de Produção ........................................................................... 16
2.2 Mecanismo da Função Produção (MFP) ......................................................... 18
2.3 Mapeamento de Processo ................................................................................ 19
2.3.1 Ferramentas usadas para Mapeamento de Processo ................................. 19
2.4 Os Sete Tipos de Perdas .................................................................................. 20
2.4.1 Perda por Superprodução ............................................................................. 21
2.4.2 Perda por Espera ............................................................................................ 22
2.4.3 Perda por Transporte ..................................................................................... 23
2.4.4 Perda por Processamento ............................................................................. 23
2.4.5 Perda por Estoque ......................................................................................... 24
2.4.6 Perda por Movimentos ................................................................................... 24
2.4.7 Perda por Produtos Defeituosos .................................................................. 25
2.5 Metodologia de Gestão do Posto de Trabalho (GPT) ..................................... 25
2.5.1 Implementação do método de GPT .............................................................. 28
2.6 Índice de Rendimento Operacional Global – IROG ........................................ 31
2.6.1 Índices que Compõem o IROG ...................................................................... 35
2.6.2 Diário de Bordo .............................................................................................. 39
2.7 Ciclo PDCA ........................................................................................................ 41
2.8 Plano de Ação 5W2H ......................................................................................... 43
2.9 Framework Teórico ........................................................................................... 44
3 PROCEDIMENTOS METODOLÓGICOS .............................................................. 47 3.1 Metodologia quanto ao modo de abordagem ................................................. 47
3.2 Metodologia quanto aos objetivos .................................................................. 48

3.3 Coleta de dados ................................................................................................. 49
3.4 Análise de dados ............................................................................................... 50
3.5 Metodologia quanto aos Procedimentos Técnicos ........................................ 50
3.6 Planejamento do Estudo .................................................................................. 53
4 RESULTADO E DISCUSSÕES ............................................................................. 57 4.1 Histórico da empresa ........................................................................................ 57
4.2 Processo Produtivo de Brita ............................................................................ 58
4.2.1 Liberação da área de corte ............................................................................ 61
4.2.2 Decapagem de terra ....................................................................................... 61
4.2.3 Furação e desmonte de rocha ....................................................................... 62
4.2.4 Carregamento de Pedra Bruta ....................................................................... 64
4.2.5 Transporte da Matéria Prima ......................................................................... 64
4.2.6 Britagem Processo Primário ......................................................................... 65
4.2.7 Britagem Processo Secundário .................................................................... 67
4.2.8 Peneiras Vibratórias ....................................................................................... 68
4.2.9 Vertical Shaft Impact (VSI) ............................................................................. 69
4.2.10 Classificação Final de Britas ....................................................................... 70
4.2.11 Expedição e Faturamento ............................................................................ 70
4.3 Boletins de Produção (Diário de Bordo) ......................................................... 71
4.3.1 Tipos de Paradas no Processo (Posto de trabalho) .................................... 73
4.3.2 Coleta de dados no processo produtivo ...................................................... 75
4.3.3 Registro de dados no processo produtivo .................................................. 75
4.3.4 Mapeamento dos pontos críticos do processo ........................................... 76
4.4 Dados para o Cálculo do IROG ........................................................................ 77
4.4.1 Cálculo do IROG ............................................................................................. 77
4.4.2 Proposta de um plano de ação de melhorias com o objetivo de apontar as perdas que impactam no IROG .............................................................................. 87
5 CONSIDERAÇÕES FINAIS ................................................................................... 89
REFERÊNCIAS......................................................................................................... 91
APÊNCIDES ............................................................................................................. 94

11
1 INTRODUÇÃO
Houve um aumento da movimentação de produtos a nível mundial devido ao
avanço da globalização e com isso um aumento na disputa entre as organizações do
mundo todo. Neste contexto, muitas empresas para diferenciarem-se no mercado,
utilizaram a política de manutenção de estoques como estratégia, com a finalidade
de diminuir ou até evitar tardança na entrega de produtos.
Para ocupar uma maior participação no mercado, as empresas postas em
mercados extremamente competitivos necessitam ser melhores que seus
concorrentes. Para que isso seja possível é fundamental que cada empresa procure
soluções eficazes para proporcionar aos seus clientes um diferencial. A gestão da
produção passa a ser uma importante ferramenta na busca pelos resultados e
sucesso das empresas.
Neste contexto o Índice de Rendimento Operacional Global tem se
consolidado como um indicador capaz de medir e monitorar a eficiência global dos
equipamentos existentes nas indústrias. Esta ferramenta é utilizada como métrica
que contribui para a redução de custos de produção, auxiliando na identificação de
deficiências no processo produtivo no que tange a disponibilidade, desempenho e
qualidade, oferecendo resultados que possam ser utilizadas para melhorar a gestão
dentro de uma organização (ANTUNES et al., 2013).
. As empresas podem ter vários ganhos, a contar de redução de custos
produtivos a avanço nos critérios competitivos, desde que a gestão seja feita de
forma eficiente. O uso da metodologia de Gestão do Posto de Trabalho (GPT)
contribui para uma boa gestão procurando aprimorar a produtividade e flexibilidade
12
das organizações, diferenciando-as de seus concorrentes.
Segundo Antunes et al. (2008), é viável a criação de planos de ação que
procuram diminuir essas ineficiências com o acompanhamento constante da
eficiência produtiva.
Fica claro que, se as empresas tiverem uma eficiente gestão dos recursos
produtivos, elas poderão ter um diferencial diante do mercado. Se a gestão dos
processos produtivos das empresas for feita de forma eficaz, haverá um
favorecimento destas, pois os resultados obtidos dependem do aproveitamento dos
recursos da organização.
Pensando em um processo produtivo onde o transporte ocorre de forma
sequencial, no caso da produção de britas, a matéria prima é transportada através
de esteiras sem formação de lotes, este sistema é visto como forma de agilizar o
processo, diminuindo o tempo de lead time, encurtando o tempo de processo até o
cliente final, visando uma produção mais enxuta e também minimizar as perdas do
processo produtivo.
Desta forma, a eficiência operacional representa um fator chave no sucesso
do negócio, ou seja, a aplicação dos métodos de melhoria no processo com redução
de perdas é bem sugestivo quando se fala em aplicação de métricas de IROG com
as 7 perdas utilizadas no Sistema Toyota de Produção (STP), estas aplicações são
essenciais para se obter um resultado de maneira enxuta.
1.1 Tema
O trabalho foi realizado sobre a abordagem na melhoria do processo por meio
de métricas baseado no Sistema Toyota de Produção (STP) aplicado em uma
empresa de Construção Civil.
1.1.1 Delimitação do tema
O presente trabalho foi realizado em uma empresa de Construção Civil,
situada no Vale do Taquari/RS, especificamente no setor de britagem, o qual

13
baseou–se no estudo do Sistema Toyota de Produção, visando à melhoria do
processo, utilizando as sete perdas de Shingo como mecanismo para promover as
melhorias, e o IROG foi aplicado como métrica para mensuração do real
desempenho do processo e priorização das ações.
1.2 Problema de Pesquisa
O problema de pesquisa parte da hipótese de que não há elementos da
literatura que trata dos fatores causadores de perdas e ineficiência no processo de
britagens, ou seja, não possui métricas alicerçadas na literatura para mensuração da
performance produtiva do processo. As hipóteses lançam luz a duas questões de
pesquisa a serem respondidas pelo presente estudo: Qual é a relação entre o IROG
e as sete perdas de Shingo? Quais tipos de perdas instituídas por Shingo possuem
maior impacto sobre o IROG?
1.3 Hipótese
Tomando como modelo o Sistema Toyota de Produção, utilizando a métrica
IROG e aplicando as sete perdas de Shingo é possível minimizar as perdas do
processo, melhorando os resultados dos indicadores dos índices de produtividade e
eficiência.
Com a utilização das ferramentas propostas, a hipótese projeta melhorias nos
custos de produção, promovendo desta forma vantagens competitivas no mercado.
1.4 Objetivo geral
Promover futuras melhorias de desempenho no processo, buscando
conceitos na literatura para aplicação na prática de forma que a empresa possa
buscar ser mais competitiva.
14
1.5 Objetivos específicos
Pesquisar a literatura;
Desenvolver um framework teórico relacionando o IROG e as sete perdas de
Shingo;
Mapear o processo objeto de estudo;
Propor um plano de melhoria de desempenho no processo com base no
framework da relação entre o IROG e as sete perdas de Shingo.
1.6 Justificativa
A teoria que justifica este trabalho é a teoria da competitividade de Porter
(2004). A competitividade industrial trata de questões centrais, como a tomada de
decisão em um contexto onde o nível de competitividade é alto. O autor menciona
que a competitividade busca estabelecer uma posição lucrativa e sustentável contra
as forças que determinam a competição na indústria.
Para aumentar a competitividade no mercado às organizações investem cada
vez mais em tecnologia, buscando automatizar o processo produtivo, a fim de
atender o mais rápido possível o seu cliente final, isso melhora o tempo logístico de
recebimento de matéria-prima e o tempo logístico de entrega do produto acabado.
Sendo assim, o desafio é escolher ou criar um contexto ambiental em que as
competências e recursos da organização possam produzir vantagens competitivas,
em outras palavras, é a capacidade que uma organização tem de formular e aplicar
estratégias de modo a manter, de forma contínua, uma posição sustentável no
mercado, ou seja, não é algo pontual, as organizações devem atingir e manter ao
longo do tempo.
O tema escolhido para o desenvolvimento deste trabalho se mostra uma
ferramenta que pode proporcionar melhorias na eficiência operacional, através da
melhor utilização da capacidade produtiva, onde minimizar as perdas contribui para
a melhoria dos resultados da empresa.
15
1.7 Estrutura da monografia
A presente monografia está estruturada em cinco capítulos. O primeiro
capítulo apresenta uma introdução sobre o trabalho baseado no Sistema Toyota de
Produção, assim como o uso de ferramentas desenvolvidas por eles.
Menciona sobre o tema e sua delimitação, problema, hipótese, objetivos,
justificativa, descrição da empresa e seu mercado atuante, estrutura e um
cronograma para a execução do estudo.
O próximo capítulo propõe o referencial teórico com revisão bibliográfica da
literatura relacionada ao tema proposto, comparando as ideias de alguns autores,
ligados à área de estudo, visando melhor compreender os assuntos abordados no
desenvolvimento de estudo.
No terceiro capitulo é explicada a metodologia utilizada no desenvolvimento
do trabalho e a classificação quanto ao tipo de pesquisa.
No quarto capítulo é apresentado o desenvolvimento do estudo, levantamento
das informações, apresentação da empresa na qual o trabalho foi realizado, análises
e os resultados obtidos com aplicação de ferramentas utilizadas para atingir os
objetivos no trabalho.
E no último capítulo estão às conclusões obtidas através do trabalho, bem
como sugestões para a aplicação da metodologia na empresa. E por fim são
informadas as referências bibliográficas que foram utilizadas como embasamento no
desenvolvimento do trabalho.

16
2 REFERENCIAL TEÓRICO
Neste capítulo é apresentada uma revisão bibliográfica com abordagem dos
conteúdos expostos pelos autores e que fundamentam o entendimento dos assuntos
abordados no desenvolvimento deste trabalho.
2.1 Sistema Toyota de Produção
O STP teve seu inicio no Japão, criado na fábrica da Toyota Motor Company,
logo após o fim da Segunda Guerra Mundial, quando a Toyota precisava criar um
sistema de manufatura para competir com os Estados Unidos no que refere-se à
produtividade e redução de custos de produção. Para isso, os Japoneses viram a
necessidade de implantar um sistema de produção em massa, e com isso aumentar
sua produção e variedade de modelos de veículos fabricados, do contrário a
indústria automotiva do Japão corria um sério risco de não sobreviver (OHNO,
1997).
Segundo Ohno (1997), o STP desenvolveu-se devido à necessidade de
permanecer no mercado, o objetivo mais importante era aumentar a eficiência de
produção através da eliminação completa dos desperdícios.
Já o sistema de produção em massa criado por Ford tem por finalidade visar
à redução de custos produtivos, buscando produzir uma grande quantidade de um
mesmo produto. Para que isso seja possível, é implantado o método de produção
empurrada, baseado nas previsões de demanda, a fábrica procura manter todos os

17
seus equipamentos em uso de forma que se possa tirar o máximo de produção de
cada um deles (OHNO, 1997).
A produção em massa desenvolvida por Ford, segundo Shingo (1996),
apresentava problemas de desperdícios no seu processo, problemas de
superprodução, mais de um operador em uma máquina, estoques grandes com
produtos acabados e problemas com a qualidade do produto.
Ao contrário da produção em massa desenvolvida por Henri Ford, o STP
utiliza um sistema de produção puxada, propondo a busca pela redução dos custos
produtivos através da eliminação total dos desperdícios. Ohno (1997), veio com a
ideia de produzir apenas o necessário e na quantidade requerida pelo mercado,
reduzindo os estoques, e para tornar isso possível o sistema está sustentado por
dois pilares: o Just in Time e a Autonomação.
O Just in time é uma ferramenta que consiste no auxílio à redução dos
estoques podendo chegar à zero, ou sem estoque, desde que seja utilizada de
forma correta para produzir somente o necessário e quando necessário, ele consiste
também em definir o processo puxado no final da linha produtiva, para que este diga
o que precisa ser feito. Desta forma, ele pode auxiliar na eliminação dos
desperdícios e também nos elementos que não agregam valor ao produto final
(OHNO,1970).
O segundo pilar que sustenta o Sistema Toyota de Produção é a
Autonomação, que consiste na inteligência de máquinas e equipamentos. São
mecanismos instalados que possibilitam que o processo seja interrompido a
qualquer momento, caso ocorra algum problema no processo produtivo reduzindo a
quantidade de produtos defeituosos e possibilitando ao operador trabalhar em mais
de uma máquina ao mesmo tempo.
Shingo (1996), salienta que a Autonomação é um dos muitos meios
disponíveis e utilizados para redução de custos de mão de obra.

18
2.2 Mecanismo da Função Produção (MFP)
MFP é uma ferramenta que se utiliza para fazer uma análise da produção e
assim poder visualizar de forma mais ampla e de forma sistêmica os elementos que
compõe um sistema de produção. Na Figura 1 verifica-se o mecanismo da produção
através da simbologia utilizada para ilustrar as operações e processo.
Figura 1 - Mecanismo da Função Produção – Redes de processos e operações
Fonte: Antunes et al. (2008).
Segundo Falcão (2003), o Mecanismo da Função Produção é uma ferramenta
para análise da produção que estabelece uma visão ampla e sistêmica dos
elementos acima indicados, ao observar a produção como uma rede de processos e
operações através de eixos que se interceptam ortogonalmente. O MFP permite o
direcionamento do foco de melhorias para as atividades pertencentes ao eixo que
efetivamente adiciona valor àquilo que está sendo produzido, ou seja, o eixo dos
processos. Nesse sentido, destaca-se o caráter priorizador de melhorias do MFP.
Antes de aplicar os conceitos e ferramentas do Sistema Toyota de Produção,
segundo Shingo (1996), é necessário entender o Mecanismo da Função Produção
como um todo. Para o autor, a produção é constituída por uma rede de processos e
operações, chamada fenômenos que se posicionam ao longo de eixos que se
relacionam, o processo podem ser entendido como fluxo de produtos de um
trabalhador para outro.

19
Para Falcão (2003), a ferramenta de Mecanismo da Função Produção pode ser
utilizada no mapeamento do processo para fazer análise e propor melhorias no que
tange a produção envolvendo as equipes de trabalho na empresa.
2.3 Mapeamento de Processo
Segundo Bueno et al. (2015), o mapeamento de processos é necessário
para qualquer realização que envolva negócios dentro de uma organização. Os
processos de uma empresa precisam estar bem definidos, de forma bem clara e
integrada, precisam estar sempre em processo de melhorias sendo desdobrados
de forma eficiente. Através desta ferramenta, quanto mais detalhado for sua
observação na organização, menor será o índice de falhas de um processo de
produção.
Para Cunha (2012), o mapeamento de processo é uma ferramenta de
melhoria quando implantado de forma correta, pois permite documentar todos os
processos e corrigir os problemas, e na detecção das atividades que não agregam
valor. O mapeamento de processos utiliza diferentes técnicas que nos mostram
diferentes enfoques sendo que a correta interpretação destas técnicas é
fundamental no decorrer do processo. Estas técnicas podem ser utilizadas de forma
individual ou em conjunto dependendo do que vai se mapear.
Segundo Lira (2015), mapeamento de processos é uma ferramenta que dá
suporte visando o entendimento do processo, definindo como funcionam os macros,
subprocessos e como eles se relacionam, também busca uma forma de
entendimento dos processos já existentes, seja ele de forma escrita, ou em forma de
desenho, sendo assim as empresas conseguem ter uma visão mais clara do
processo e quais os benefícios do mapeamento.
2.3.1 Ferramentas usadas para Mapeamento de Processo
Business Process Management (BPM), é a ferramenta adotada ou utilizada
por Cunha (2012) para modelagem do Mapeamento de Processo ou Gerenciamento
de Desempenho de Processos e pode ser baixada pela internet sem custos. O autor
20
utilizou a ferramenta para modelagem instrumental específica auxiliando no
desenho, na documentação e no detalhamento nos processos de negócio. A
notação Business Process Modeling Notation (BPNM) é utilizada para exportar os
gráficos para diversos tipos de formatos, como: imagem, PDF, Microsoft Visio e
Word XPDL.
Segundo Lira (2015), as ferramentas de modelagem disponíveis no mercado
e que geralmente são utilizadas para mapeamento de processo são: Microsoft Office
Excel, um editor de planilhas criado pela Microsoft, sendo que este possui
ferramentas de cálculo e de construção de gráficos, permitindo a mensuração das
etapas de forma que no futuro seja possível realizar tomadas de decisão com base
nos resultados obtidos. Uma das ferramentas mais utilizadas para o mapeamento de
processo é o fluxograma, esta ferramenta descreve em forma de gráfico um
processo existente ou então sugere um processo novo, de forma a identificar cada
evento da sequência de atividades através de símbolos, linhas e também com
palavras.
2.4 Os Sete Tipos de Perdas
O objetivo do STP é a eliminação total das perdas existentes nos processos
produtivos. É através da eliminação destas perdas que se obtém reduções
significativas dos custos produtivos. Este conceito de perda é um dos pilares da
produção enxuta, e quando bem entendido e disseminado dentro de uma empresa,
se torna uma arma muito forte no sentido de promover a melhoria dos resultados de
forma a minimizar os desperdícios. No Quadro 1 pode-se observar o tipo de perda e
seu respectivo significado.
O Apêndice A apresenta uma tabela com os tipos de paradas de acordo com
os processos primário e secundário, esta tabela apresenta uma classificação de
perdas inerentes aos dois processos.

21
Quadro 1 – Tipos de Perdas do Sistema Toyota de Produção
Perda Descrição
Superprodução Fazer antes ou mais produtos do que o necessário.
Espera Pode ocorrer durante a espera de um lote quando o lote precedente é
processado, inspecionado ou transportado.
Transporte Movimento desnecessário de materiais ou produtos; mudança nas suas
posições.
Processamento Atividades desnecessárias durante o processamento para atribuir
características de qualidade que são exigidas pelo cliente.
Estoque Existência de níveis excessivos de materiais no almoxarifado, de
produtos acabados e componentes entre processos.
Movimento Realização de movimentos desnecessários por parte dos trabalhadores
durante a execução de suas atividades.
Retrabalho Correção de algum produto defeituoso da produção
Fonte: Lopes (2015).
Segundo Liker (2005), a questão é minimizar o tempo consumido em
operações que não agregam valor, de forma que as ferramentas sejam
posicionadas o mais próximo possível do seu ponto de montagem, é necessário
analisar também o sistema produtivo buscando eliminar as etapas que não
agregam valor ao produto final, olhando para os sistemas produtivos e
identificando os desperdícios existentes.
Para Ohno (1997), o crescimento da eficiência produtiva é satisfatório
quando o desperdício é zero, sendo que a perda é toda atividade desnecessária no
processo, que gera custo e que não agrega valor ao produto final, sendo assim,
esta atividade deve ser eliminada, o autor classifica os desperdícios em sete
perdas.
2.4.1 Perda por Superprodução
Segundo Antunes et al. (2008), perdas por superprodução referem-se à
produção excessiva de itens, peças produzidas além do necessário ou que são
produzidos de forma antecipada, chamado de “superprodução antecipada”, ou seja,

22
são peças fabricadas a mais, sem que haja necessidade, gerando excesso de
funcionários e aumento nos estoques.
Para Antunes et al. (2008) existem várias causas que contribuem para as
perdas por superprodução, sendo estas possíveis visualizar na Figura 2.
Figura 2 – Principais causas de perdas por superprodução
Fonte: Antunes (2008).
Ohno (1997), fala que a superprodução é a principal perda dentro de um
processo, é considerada por ele “a pior das perdas”, porque é através dela que
surgem os outros desperdícios dentro de um sistema produtivo.
Para Liker (2005), é a produção de itens de forma antecipada sem que haja
demanda, este tipo de desperdício gera perdas com excesso de pessoal e estoque
também, além de aumentar os custos de transportes por causa dos estoques em
excesso. Para eliminar esta perda, o Just In Time (JIT) sugere que seja produzido
somente o que é necessário e no tempo certo.
2.4.2 Perda por Espera
Na visão de Antunes et al. (2008), perdas por espera está relacionado às
perdas associadas aos períodos de tempo em que os operadores e as máquinas
não estão sendo utilizados de forma produtiva.
Para Shingo (1996), perdas por espera são caracterizadas pelo intervalo de
tempo no qual nenhum processo está sendo realizado, também são consideradas, a
espera pelo lote e a espera pelo processo.

23
As perdas por esperas podem ser classificadas de duas formas: (I) na
primeira, um lote inteiro de peças fica aguardando até o lote precedente ser todo
processado, inspecionado e/ ou transportado; (II) na segunda uma peça do lote é
processada e as outras ficam aguardando, as peças aguardam o restante do lote ser
fabricado, assim como essas esperas ocorrem também na inspeção e no transporte.
Para Liker (2005), é o tempo sem trabalho, devido a algumas variáveis do
tipo: falta de algum produto de matéria prima em estoque ficando sem trabalho a
fazer; atrasos no processo ou até mesmo interrupção por problema mecânico em
algum equipamento.
2.4.3 Perda por Transporte
Para Shingo (1996), perda por transporte refere-se às movimentações de
materiais dentro de um processo produtivo que ocorrem de forma desnecessária.
Essas perdas ocorrem devido às longas distâncias a serem percorridas pelos
produtos no momento em que ocorre a produção dentro da indústria. Segundo
Shingo (1996), a eliminação ou a redução do transporte deve ser prioridade para a
redução dos custos.
Segundo Antunes et al. (2008), estas perdas relacionadas às atividades de
movimentação de materiais que não agregam valor ao produto, geralmente estão
associadas aos arranjos físicos deficientes (layouts), onde os produtos percorrem
grandes distâncias dentro dos sistemas produtivos.
2.4.4 Perda por Processamento
Segundo Antunes et al. (2008), as perdas por processamento estão
relacionadas às atividades de fabricação que são desnecessárias para que o
produto ou serviço adquira suas características básicas e de qualidade. Tendo em
vista que essas atividades agregam valor ao produto, ele sugere que sejam
analisadas ou avaliadas as melhorias relacionadas a tecnologia do produto,
processos, máquinas e matérias-primas.

24
Para Shingo (1996), perdas por processamento são etapas e atividades
desenvolvidas que não agregam valor ao produto final, mas que continuam sendo
executados, não podemos nem devemos pensar somente na eficiência de um
processo, mas sim fazer questionamentos sobre os métodos de processamento
utilizados para a fabricação de um determinado produto.
Para Liker (2005), são passos que não são necessários realizar no momento
do processo para confeccionar determinadas peças.
2.4.5 Perda por Estoque
Na visão de Liker (2005), Perda por Estoque está relacionada ao excesso de
estoque de matérias-primas, de estoques em processo e produtos acabados, o que
aumenta o lead time do processo, produtos ficam obsoletos, mercadorias
danificadas, custos com armazenamento e atrasos.
Segundo Antunes et al. (2008), perda por estoque significa a existência de
altos estoques de matérias-primas, materiais em processo e produtos acabados,
acarretando em altos custos financeiros e também a necessidade de espaço físico
adicional para a produção com custos associados a isto, ele diz que é necessário
uma política de melhorias continuas, buscando o nivelamento entre capacidade x
demanda e a sincronia da produção.
Perda por estoque, segundo Shingo (1996), significa que a empresa possui
materiais em estoques que são desnecessários, materiais em processo e
produtos acabados, o que g e r a perdas de investimento e de espaço físico.
Também, as perdas por estoque podem esconder problemas relacionados com
atrasos de fornecedores, disponibilidade de equipamentos, elevados tempos de
setup, defeitos e demanda instável.
2.4.6 Perda por Movimentos
Para Antunes et al. (2008), as perdas por movimento estão diretamente
associadas aos “movimentos desnecessários” realizados por trabalhadores quando
estão executando as operações principais em seus postos de trabalho ou linhas de

25
montagem, o autor diz ainda que nenhuma redução de tempo pode ser obtida, sem
antes fazer uma análise da causas dessa redução.
Shingo (1996), afirma que a perda por movimento está relacionada à
movimentação desnecessária que são realizados pelos funcionários durante uma
operação ou processo, por exemplo: procurar, ou empilhar produtos e ferramentas.
Segundo Ohno (1997), quando um operador está se movimentando não
significa que ele está produzindo, trabalhar é fazer o processo progredir para que a
tarefa seja completada agregando valor ao seu produto final.
2.4.7 Perda por Produtos Defeituosos
Segundo Antunes et al. (2008), perda por fabricação de produtos
defeituosos consiste na fabricação de peças ou produtos acabados que após ter
sido desenvolvido, não atendem as especificações de qualidade conforme exige o
projeto, ou seja, que não atendem aos requisitos legais em relação à qualidade do
ponto de vista da conformidade, este autor defende a ideia de que para atacar as
causas destas perdas é necessário criar um sistema de inspeção buscando a
prevenção dos defeitos.
Para Shingo (1996), perdas por produtos defeituosos estão relacionadas à
fabricação de produtos que apresentam características fora do padrão
estabelecido pelos clientes e que não atendam as especificações de qualidade,
envolvendo a perda de recursos de produção, tais como: tempo dedicado pela
mão de obra, armazenagem, desgaste de equipamentos, entre outros.
Para Liker (2005), defeitos de peças ou correções, descartes, inspeções e
substituições perante a produção, representam perdas de manuseio, perdas de
tempo e esforço.
2.5 Metodologia de Gestão do Posto de Trabalho (GPT)
O método utilizado por Antunes et al. (2013) descreve os passos da Gestão do
Posto de Trabalho, o autor afirma que o grande objetivo do GPT é maximizar a
26
utilização dos ativos das empresas sem que seja necessário fazer grandes
investimentos, mantendo-se vivo em um mundo competitivo e globalizado, e por ser
um ambiente empresarial disputado devido a concorrência, as organizações se
obrigam a evoluir no seu desempenho, buscando aumentar a produtividade.
Para Antunes et al. (2008), são observadas várias ações realizadas nas
empresas em relação a problemas da Gestão do Posto de Trabalho (GPT) das quais
são citadas:
Gestão da produtividade (peças/hora ou peças/hora homem);
Gestão da eficiência dos equipamentos ligados à área de Manutenção
Produtiva Total (TPM);
Implantação do 5S no posto de trabalho;
Melhorias e redução dos tempos de preparação de máquinas;
Redução de refugos/sucatas e retrabalhos;
Redução do tempo de processamento/tempo de ciclos das máquinas;
Ações associadas à segurança do trabalho e ergonomia.
Antunes et al. (2008) reforçam que é necessário otimizar a utilização dos
ativos, como: equipamentos, instalações e pessoas das organizações. Com isso
aumenta a capacidade de produção, buscando diminuir os investimentos de capital.
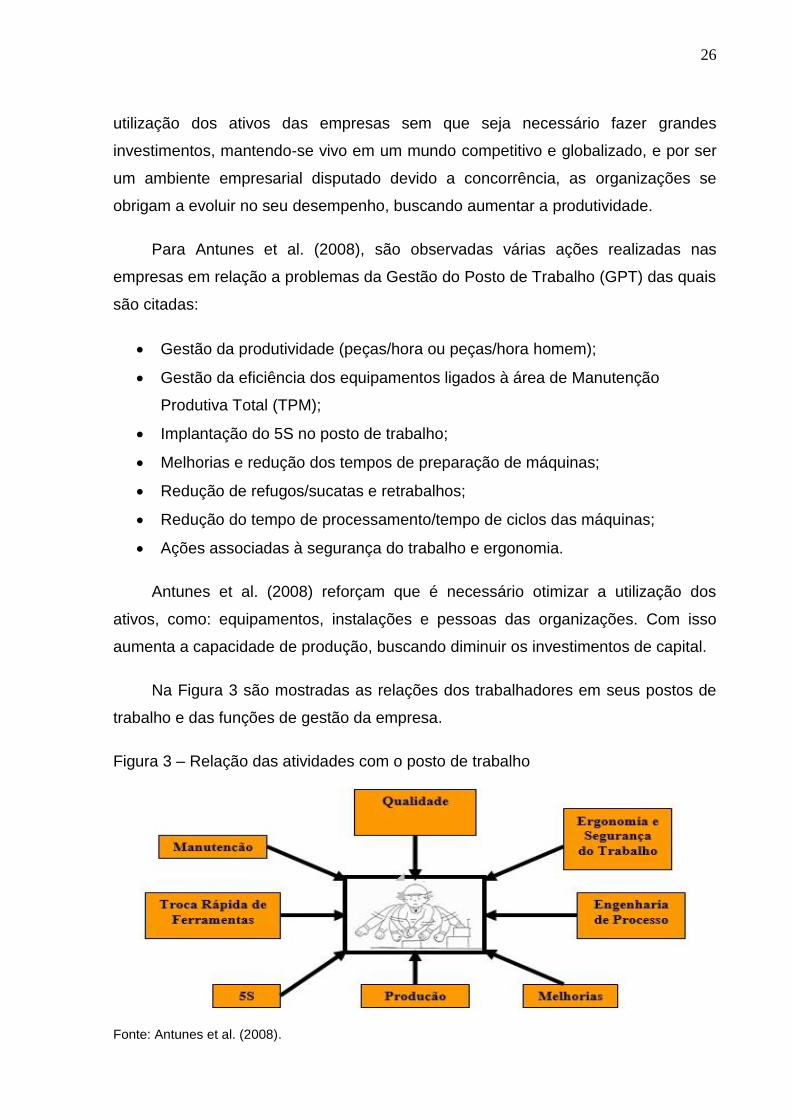
Na Figura 3 são mostradas as relações dos trabalhadores em seus postos de
trabalho e das funções de gestão da empresa.
Figura 3 – Relação das atividades com o posto de trabalho
Fonte: Antunes et al. (2008).

27
Através de ações de melhorias nas máquinas e equipamentos, em especial
naquelas mais críticas, propõem-se ações em conjunto das pessoas que são
responsáveis pelo processo de manutenção e preparação de máquinas, qualidade,
produção, ergonomia e segurança, etc.
Sendo assim, a Gestão do Posto de Trabalho tem como objetivos:
Focar em ações de rotinas no sentido de melhorar os pontos críticos como
gargalos e recursos com capacidade restrita e também problemas
relacionados à qualidade;
Fazer uso de medidores de eficiência global em postos de trabalho,
estimulando a integração entre as áreas;
Por meio da análise dos indicadores de eficiência, realizar planos de
melhorias sistêmicas nos postos de trabalho considerados mais críticos;
Identificar as causas principais quanto à ineficiência dos equipamentos.
Para Antunes et. al. (2013) existe um método de gestão do posto de trabalho que
serve como modelo proposto no sentido de reordenar e reconceitualizar as práticas
já existentes em três sentidos:
Visão Sistemática de toda fábrica, visando à melhoria dos postos de trabalho
dentro de uma empresa.
Integração/Unificação, o trabalho de melhoria deve ser feito em conjunto entre
os profissionais envolvidos naquele posto de trabalho.
Foco nos resultados, através das ações de melhorias realizadas nos postos
de trabalho específico na empresa, precisa levar a empresa a melhorar seu
desempenho econômico-financeiro.
Segundo Antunes et al. (2008), o modelo de gestão do posto de trabalho é
composto por cinco elementos fundamentais, que podem ser visualizados na Figura
4, são ele: Entradas do Sistema; Processamento propriamente dito; Saídas do
Sistema; Treinamento e Gestão do Sistema.

28
Figura 4 – Visão da Estrutura de Gestão de Postos de Trabalho
Fonte: Antunes et al. (2008).
2.5.1 Implementação do método de GPT
A implementação do método de Gestão do Posto de Trabalho é proposta por
Antunes et al. (2013), onde esta é realizada através de quinze passos.
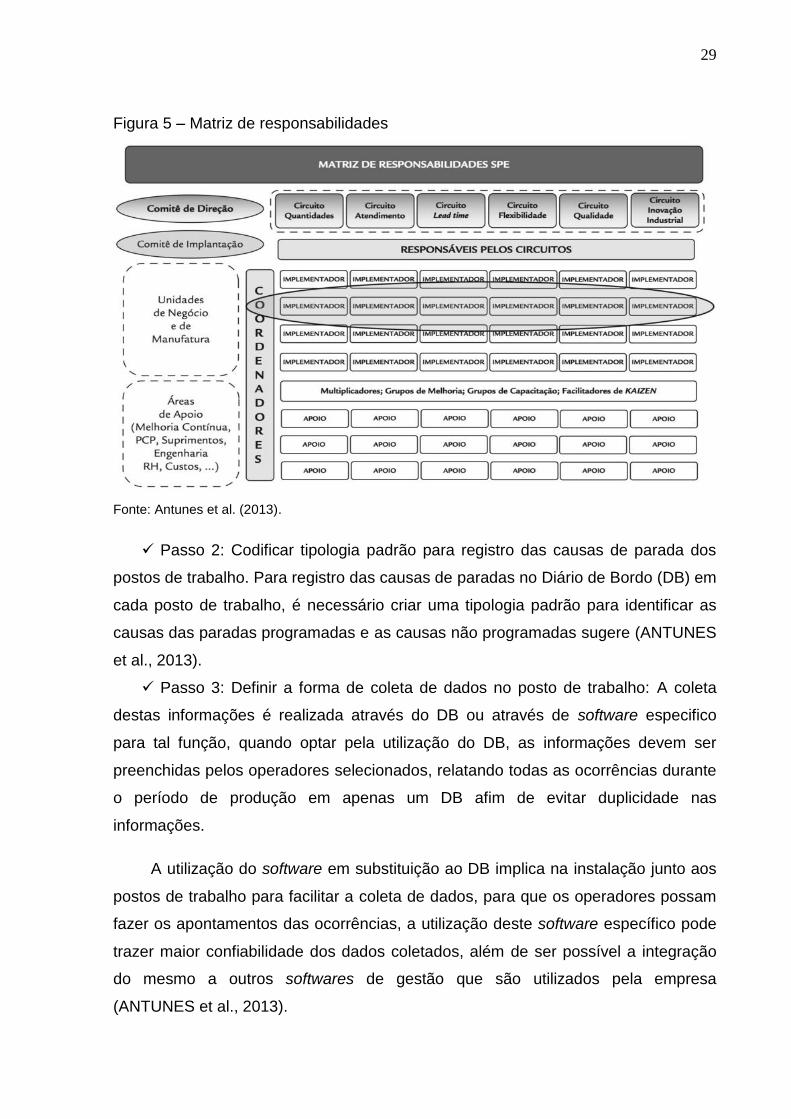
Passo 1: Definir os colaboradores que serão envolvidos na implementação do
método GPT. Em seguida os colaboradores envolvidos desenvolvem uma matriz de
responsabilidades, na qual descrevem as principais atividades que serão
desenvolvidas pelos participantes na aplicação do método.
Na Figura 5 é apresentada a matriz de responsabilidades sugerida por
(ANTUNES et al., 2013).
29
Figura 5 – Matriz de responsabilidades
Fonte: Antunes et al. (2013).
Passo 2: Codificar tipologia padrão para registro das causas de parada dos
postos de trabalho. Para registro das causas de paradas no Diário de Bordo (DB) em
cada posto de trabalho, é necessário criar uma tipologia padrão para identificar as
causas das paradas programadas e as causas não programadas sugere (ANTUNES
et al., 2013).
Passo 3: Definir a forma de coleta de dados no posto de trabalho: A coleta
destas informações é realizada através do DB ou através de software especifico
para tal função, quando optar pela utilização do DB, as informações devem ser
preenchidas pelos operadores selecionados, relatando todas as ocorrências durante
o período de produção em apenas um DB afim de evitar duplicidade nas
informações.
A utilização do software em substituição ao DB implica na instalação junto aos
postos de trabalho para facilitar a coleta de dados, para que os operadores possam
fazer os apontamentos das ocorrências, a utilização deste software específico pode
trazer maior confiabilidade dos dados coletados, além de ser possível a integração
do mesmo a outros softwares de gestão que são utilizados pela empresa
(ANTUNES et al., 2013).
30
Passo 4: Definir a forma de registro dos dados: planilha eletrônica ou painel
de gestão eletrônico. Se os dados forem coletados manualmente pelos operadores,
deve ser criada uma planilha para lançamento dos dados levantados através do DB
para cálculo no IROG, devendo ser levado em consideração o tempo de paradas
programadas, tempo de paradas não programadas, tempo disponível, tempo real,
produção total e produção de refugos.
Passo 5: Definir os postos de trabalhos a serem monitorados. Para aumentar
a eficiência operacional de um sistema produtivo, dar prioridade ao monitoramento
dos postos de trabalho considerados gargalos ou Constraint Capacity Resource
(CCR).
Passo 6: Definir a rotina de coleta e substituição dos diários de bordo. A
coleta e substituição dos DB nos postos de trabalho devem ser feitas diariamente,
em horário definido, possibilitando a digitalização e atualização dos dados na
planilha eletrônica.
Passo 7: Definir o método de gestão do posto de trabalho como método a ser
utilizado nos postos de trabalho monitorados. Segundo Antunes et al. (2013), essa
etapa contempla também as atividades de coleta de dados e digitação dos dados no
sistema corporativo.
Passo 8: Este passo consiste em treinar os colaboradores envolvidos no
método GPT. A implementação e consolidação do método tem como objetivo
fornecer treinamentos para os gestores sobre os conceitos da GPT, além de
capacitar os operadores sobre o correto preenchimento do DB.
Passo 9: Registrar as anotações do dia a dia da produção nos DBs ou
coletores eletrônicos de dados. Devem ser registrados todos os motivos de parada,
quantidades de produtos bons e ruins produzidos, e os tempos de início e fim das
paradas.
Passo 10: Digitar os dados em planilha eletrônica ou painel de gestão
eletrônico, os dados registrados no Diário de Bordo devem ser digitalizados em
planilha eletrônica pelo colaborador responsável.
Passo 11: Obter e analisar os valores iniciais do IROG e demais índices de
eficiência a partir da planilha eletrônica ou painel de gestão eletrônico, a partir das
transferências das anotações registradas nos DBs para a planilha de digitação de
dados ou para o painel de gestão eletrônico, se obtém os valores iniciais do IROG e
dos demais índices de eficiência do µ1, µ2, µ3.

31
Passo 12: Implementar a gestão visual. O método de Gestão do Posto de
Trabalho deve ser inserido na cultura da empresa, onde os resultados alcançados a
partir dos valores iniciais devem ser divulgados para todos os setores da
organização. As informações quanto à divulgação podem ser feitas através de
painéis onde os dados sobre a evolução dos índices, gráficos com os principais
motivos de paradas e os planos de ação são desenvolvidos para a solução dos
problemas.
Passo 13: Visa estabelecer as metas para os valores de eficiência
operacional. Os resultados obtidos com o cálculo do IROG e demais índices devem
ser analisados pelos gestores envolvidos com o método de GPT, devendo ser
destacado os motivos de paradas e quedas de desempenho, para que se possa
elaborar os planos de ação para o aumento das eficiências operacionais nos postos
monitorados.
Passo 14: Este tem como objetivo elaborar plano de ação de melhorias com o
objetivo de elevar os índices de disponibilidade, desempenho e qualidade. Estes
planos de ação devem ser elaborados com o uso da ferramenta 5W2H definindo-se
as ações para melhoria nestes índices.
Passo 15: Implementar as ações de melhoria propostas no plano de ação.
Estas ações de melhorias propostas devem ser implementadas no plano de ação de
forma que deixe claro quem são os responsáveis por cada ação, estabelecendo em
consenso com o responsável da ação, uma data limite de prazo para que a ação
seja executada.
2.6 Índice de Rendimento Operacional Global – IROG
O Índice de Rendimento Operacional Global (IROG) teve origem da
Manutenção Produtiva Total (MPT) e foi criado com o objetivo de medir os níveis de
eficiência dos equipamentos. Antes dos anos 80, o IROG era visto como uma forma
de medição na implantação da MPT. A partir deste desta época, IROG passou a ser
utilizada como uma importante ferramenta capaz de medir o desempenho de um
equipamento em um processo produtivo, através de avaliação das perdas por
paradas, queda de velocidade ou geração de produtos com defeito.

32
Tendo em vista que o IROG e o Overall Equipment Effectiveness (OEE)
surgiram no âmago da TPM Segundo Paraboni (2011), a ferramenta Manutenção
Produtiva Total (MPT) ou TPM (Total Productive Maintenance), é utilizada como
auxilio para gerir o processo produtivo de uma empresa, ela pode ser utilizada como
forma de manter os equipamento em funcionamento e consequentemente melhorar
a performance do processo, procurando dar condições aos equipamentos para que
os mesmos não parem, ou seja, se mantenham em funcionamento o máximo de
tempo possível, buscando aumentar o rendimento operacional, é uma ferramenta
que se destaca no STP.
A TPM surgiu no Japão em meados de 1970, ela foi elaborada na época para
dar suporte e aprimoramento às técnicas desenvolvidas nas Manutenções, Preditiva,
Preventiva e Corretiva.
Para Paladini (2012), a TPM é um modelo que tem como objetivo envolver os
operadores de máquinas e equipamentos de veículos e até mesmo de softwares e
de métodos operacionais em processos de manutenção.
Para Hansen (2006), a Manutenção Produtiva Total foi introduzida pelos
Estados Unidos no final dos anos 80 e inicio dos anos 90 em um período que surgiu
o benchmarking em manutenção.
Paraboni (2011), fala que a TPM tem como diferencial o envolvimento dos
funcionários da organização, no sentido de manter em funcionamento seus
equipamentos de trabalho, que os operadores têm como responsabilidade realizar
as manutenções básicas necessárias como, limpeza, lubrificação e a realização de
pequenas manutenções ou reparos e que somente são repassadas aos técnicos em
manutenção aqueles consertos que requerem mais conhecimento.
O autor entende que ganha um aumento de vida útil dos equipamentos, ou
seja, obtém um acréscimo de valor agregado ao produto, e a partir disso, a TPM
sugeriu a criação de um indicador de eficiência operacional, conhecido como Índice
de Rendimento Operacional Global (IROG), este indicador calcula a eficiência do
posto de trabalho, que inicialmente foi apresentado por profissionais da área de
Manutenção Produtiva Total.
33
Para Antunes et al. (2013), através de cálculo e monitoramento constante das
eficiências dos recursos é possível elaborar planos de ações capazes de solucionar
os principais problemas ou motivos que geram a ineficiência do processo, para o
autor este indicador contribui para a redução dos custos de produção.
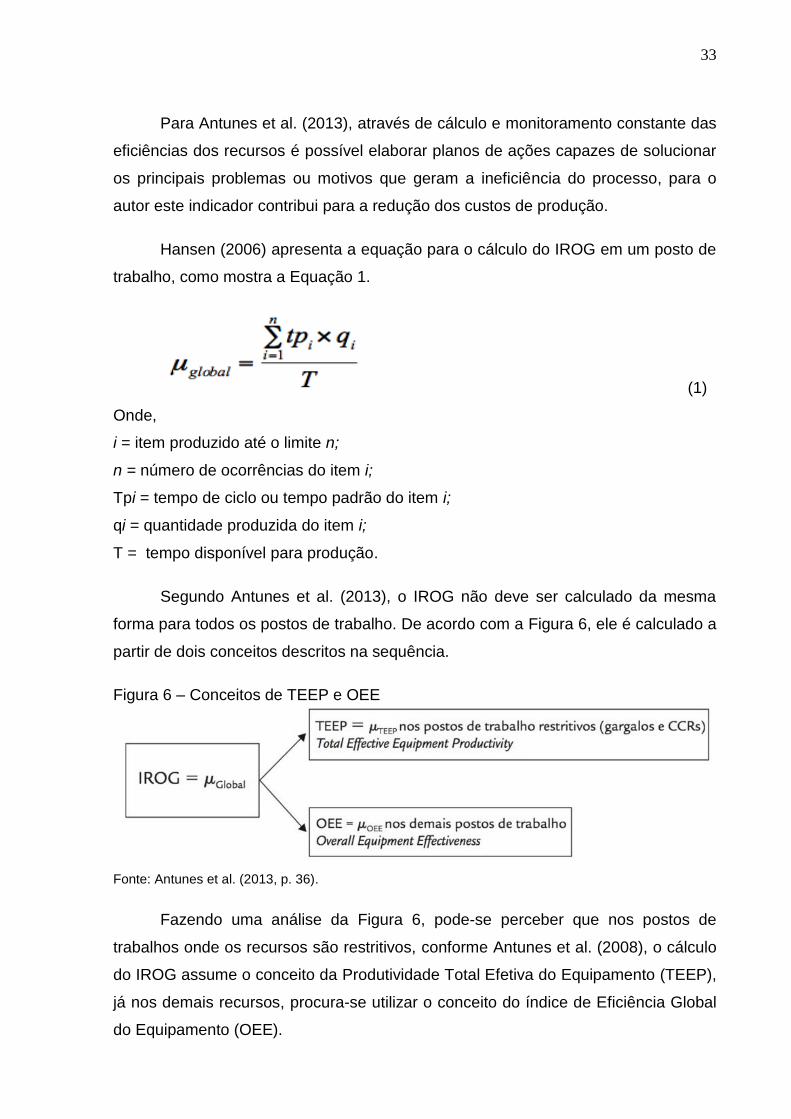
Hansen (2006) apresenta a equação para o cálculo do IROG em um posto de
trabalho, como mostra a Equação 1.
(1)
Onde,
i = item produzido até o limite n;
n = número de ocorrências do item i;
Tpi = tempo de ciclo ou tempo padrão do item i;
qi = quantidade produzida do item i;
T = tempo disponível para produção.
Segundo Antunes et al. (2013), o IROG não deve ser calculado da mesma
forma para todos os postos de trabalho. De acordo com a Figura 6, ele é calculado a
partir de dois conceitos descritos na sequência.
Figura 6 – Conceitos de TEEP e OEE
Fonte: Antunes et al. (2013, p. 36).
Fazendo uma análise da Figura 6, pode-se perceber que nos postos de
trabalhos onde os recursos são restritivos, conforme Antunes et al. (2008), o cálculo
do IROG assume o conceito da Produtividade Total Efetiva do Equipamento (TEEP),
já nos demais recursos, procura-se utilizar o conceito do índice de Eficiência Global
do Equipamento (OEE).

34
Para Hansen (2006), o TEEP foi criado para medir a efetividade total do
equipamento em relação ao tempo de calendário disponível.
Antunes et al. (2013) defendem a ideia de que o IROG precisa ser calculado
de acordo com a definição de TEEP (Total Effective Equipment Productivity), isso
nos postos de trabalho que possuem gargalos, ou na produtividade efetiva total do
equipamento onde o tempo disponível considerado para o calculo da eficiência deve
ser o tempo de calendário, sendo que este não é considerado nenhum tipo de
parada programada. Antunes fala ainda que o ideal é trabalhar com esse tipo de
posto durante todo o tempo de calendário disponível e que o aumento da eficiência
vai refletir no desempenho do sistema como um todo. A Equação 2 apresenta a
forma de cálculo do TEEP.
(2)
Antunes et al. (2008) diz, se o recurso for considerado não-gargalo, é
necessário utilizar o conceito de OEE (Overall Equipament Efficiency), ou eficiência
global do equipamento.
A situação mais adequada é manter o posto de trabalho com restrição em
operação durante todo o tempo de calendário da empresa, visando aumentar
sistematicamente a eficiência, que tem como consequência um acréscimo no
desempenho do sistema produtivo como um todo (ANTUNES et al 2013).
Para Hansen (2006), os valores da TEEP podem ser aplicados para avaliar o
potencial de capacidade de qualquer instalação industrial. A TEEP é um bom
indicador da capacidade que ainda está disponível em um ativo existente. O OEE
não considera as paradas planejadas tais como: paradas para manutenção, testes,
desenvolvimento de novos produtos, reuniões e treinamentos.
Neste caso o tempo total disponível para calculo do OEE deve ser
considerado o tempo disponível subtraindo-se as paradas programadas como:
refeição, ginástica laboral e as manutenções preventivas. E os recursos que não são
35
considerados gargalos não precisam operar em tempo integral, caso contrário isso
poderia aumentar o estoque de produtos nos sistemas produtivos.
Hansen (2006) destaca ainda que o aumento desta eficiência pode reduzir os
custos de produção, quando, por exemplo, se consegue a redução de um turno de
produção sem impactar no atendimento da demanda. E outros autores destacam
que com aumento desta eficiência é possível atender aos aumentos da demanda, e
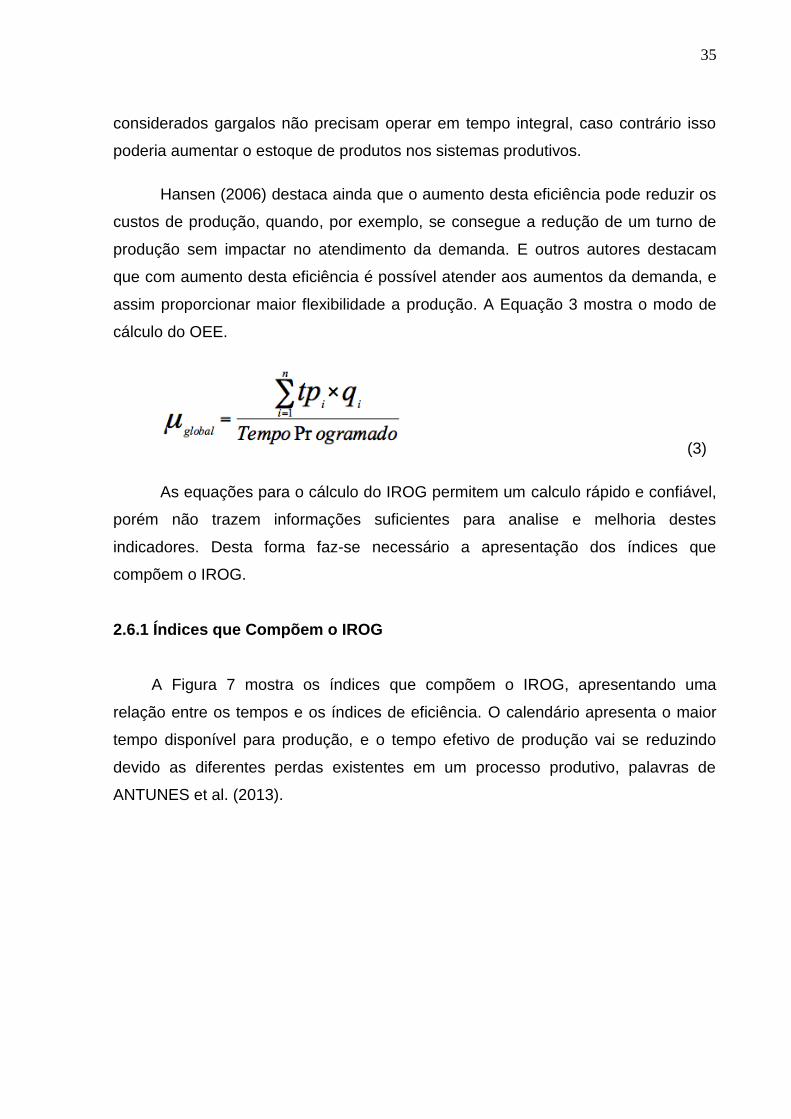
assim proporcionar maior flexibilidade a produção. A Equação 3 mostra o modo de
cálculo do OEE.
(3)
As equações para o cálculo do IROG permitem um calculo rápido e confiável,
porém não trazem informações suficientes para analise e melhoria destes
indicadores. Desta forma faz-se necessário a apresentação dos índices que
compõem o IROG.
2.6.1 Índices que Compõem o IROG
A Figura 7 mostra os índices que compõem o IROG, apresentando uma
relação entre os tempos e os índices de eficiência. O calendário apresenta o maior
tempo disponível para produção, e o tempo efetivo de produção vai se reduzindo
devido as diferentes perdas existentes em um processo produtivo, palavras de
ANTUNES et al. (2013).

36
Figura 7 – Relação entre os tempos e os índices de eficiência
Fonte: Antunes et al. (2013).
Após a apresentação dos conceitos de TEEP e OEE, Antunes et al. (2013)
retratam os índices que integram o IROG, que é alcançado através da multiplicação
de outros três índices. A Equação 4 mostra o cálculo do IROG através destes
índices.
(4)
Onde:
µ global – Índice de Rendimento Operacional Global (IROG)
µ1 = Índice de tempo operacional - ITO: é a proporção entre o tempo que o
equipamento realmente trabalhou e o tempo que o equipamento estava programado
para trabalhar;
µ2 = Índice de performance operacional - IPO: busca a verificação quanto a
velocidade de operação, se ela está de acordo com o determinado, calculando sua
queda eventual;
µ3 = Índice de peças aprovadas – IPA: relação entre as peças aprovadas e as
peças produzidas em um determinado tempo.

37
2.6.1.1 Índice de Disponibilidade - µ1
Para Antunes et al. (2013), o índice de disponibilidade corresponde ao tempo
no qual o posto de trabalho ficou disponível para produção, menos o tempo em que
ele ficou parado. É levado em conta o tempo no qual a velocidade de produção é
igual à zero. Se o recurso produtivo não for considerado um gargalo o tempo
disponível deve ser considerado o tempo total disponível do equipamento, tirando as
paradas programadas. Se o recurso for um gargalo deve ser considerado o tempo
de calendário como tempo disponível para a produção. A Equação 5 apresenta o
cálculo do índice de disponibilidade.
(5)
Quanto menor for o valor do índice, maior será o potencial de aumento de
utilização do posto der trabalho, se apresentar um baixo valor, indica que ocorreram
várias paradas durante a produção.
2.6.1.2 Índice de Desempenho - µ2
O Índice de Desempenho µ2 está relacionado ao desempenho do posto de
trabalho e também às perdas de ritmo causadas por problemas como redução de
velocidade, pequenas paradas e operações em vazio.
Para Antunes et al. (2013), o cálculo de µ2 utiliza o tempo total de produção
que corresponde ao tempo gasto para fabricação de itens conformes e não
conformes dividido pelo tempo que o equipamento realmente estiver em operação.
Neste caso o tempo vai depender do tipo de recurso, restritivo ou não. Este índice é
calculado de acordo com a Equação 6.
(6)
38
2.6.1.3 Índice de Qualidade - µ3
Este índice de qualidade está relacionado à qualidade dos itens produzidos.
Ele é calculado em função do tempo de produção total, quando itens conformes e
não conformes são produzidos. Para Antunes et al. (2013), resultados abaixo do
índice de qualidade são encontrados quando há ajustes, ocasionando retrabalhos e
refugos após uma operação de setup, ou quando é produzida uma quantidade
grande de itens fora de especificação. O cálculo do índice de qualidade é mostrado
na Equação 7.
(7)
Segundo Antunes et al. (2013), outra forma de cálculo do Índice de Qualidade
( µ3 ) é através da equação 8.
(8)
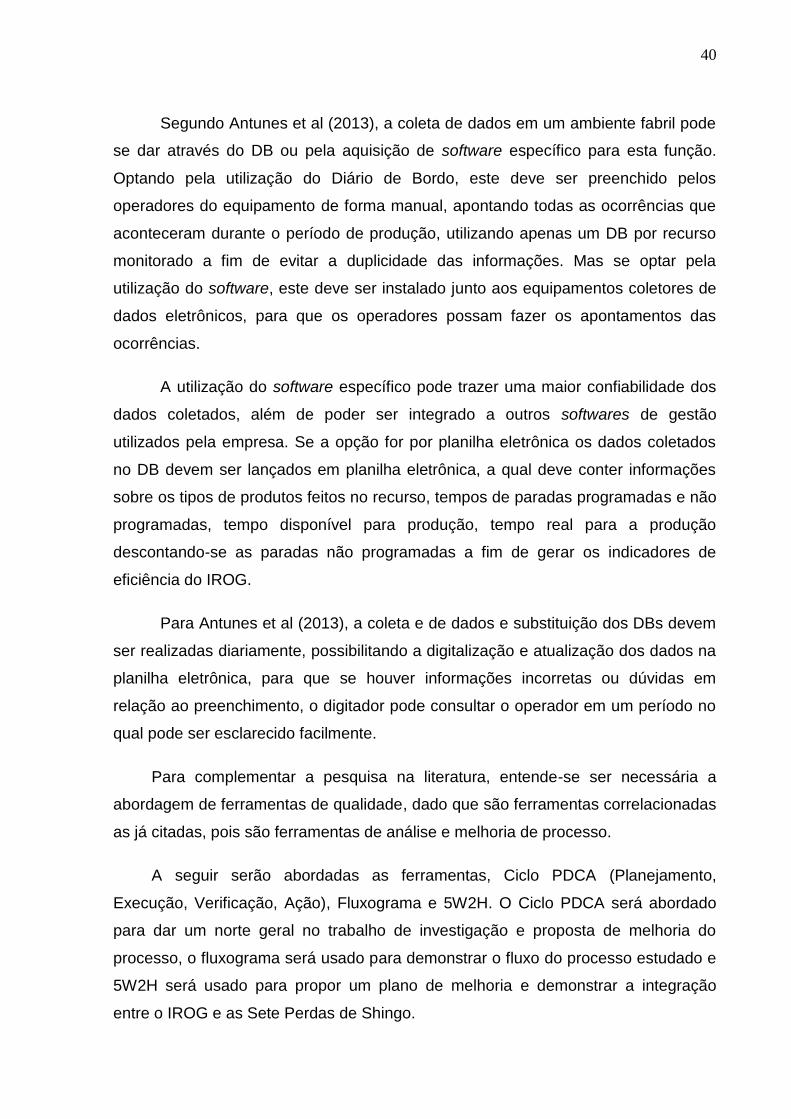
Quadro 2 – Parâmetros de aceitabilidade para análise dos resultados do IROG
Parâmetro Critério Observações
Abaixo de 65% Não aceitável Resultado ruim, não aceitável, criar plano de ação
urgente.
Entre 65% e 75% Bom
É aceito com ressalvas, analisar período
trimestral, para verificar a tendência buscando a
melhoria.
Entre 75% e 85% Muito Bom
Muito Bom, porém siga em busca do resultado
ideal de nível classe mundial (>85% para
processos em lotes e >90% para processos
contínuos).
Fonte: Hansen (2006).

39
2.6.2 Diário de Bordo
O Diário de Bordo (DB) é utilizado para registrar as paradas do processo.
Segundo Antunes et al. (2013), é preciso criar uma descrição de tipologia padrão
para que sejam identificadas as causas de paradas programadas e também para as
não programadas nos postos de trabalho. A criação desta tipologia tem como
objetivo auxiliar na identificação dos principais motivos de paradas que ocorrem nos
processos produtivos. O modelo de Diário de Bordo deve conter campos para
registro das seguintes informações:
Identificação do posto de trabalho selecionado;
Data e turno de operação;
Nome do operador;
Código ou referência do item a ser produzido;
Tempo de ciclo do item a ser produzido;
Código da tipologia de paradas;
Horário inicial e final de cada parada;
Quantidade de itens conformes produzida;
Quantidade de itens não conformes produzida;
Observações
Quadro 3 – Tipologia de paradas de Diário de Bordo (BD)
Fonte: Antunes et al. (2013).
40
Segundo Antunes et al (2013), a coleta de dados em um ambiente fabril pode
se dar através do DB ou pela aquisição de software específico para esta função.
Optando pela utilização do Diário de Bordo, este deve ser preenchido pelos
operadores do equipamento de forma manual, apontando todas as ocorrências que
aconteceram durante o período de produção, utilizando apenas um DB por recurso
monitorado a fim de evitar a duplicidade das informações. Mas se optar pela
utilização do software, este deve ser instalado junto aos equipamentos coletores de
dados eletrônicos, para que os operadores possam fazer os apontamentos das
ocorrências.
A utilização do software específico pode trazer uma maior confiabilidade dos
dados coletados, além de poder ser integrado a outros softwares de gestão
utilizados pela empresa. Se a opção for por planilha eletrônica os dados coletados
no DB devem ser lançados em planilha eletrônica, a qual deve conter informações
sobre os tipos de produtos feitos no recurso, tempos de paradas programadas e não
programadas, tempo disponível para produção, tempo real para a produção
descontando-se as paradas não programadas a fim de gerar os indicadores de
eficiência do IROG.
Para Antunes et al (2013), a coleta e de dados e substituição dos DBs devem
ser realizadas diariamente, possibilitando a digitalização e atualização dos dados na
planilha eletrônica, para que se houver informações incorretas ou dúvidas em
relação ao preenchimento, o digitador pode consultar o operador em um período no
qual pode ser esclarecido facilmente.
Para complementar a pesquisa na literatura, entende-se ser necessária a
abordagem de ferramentas de qualidade, dado que são ferramentas correlacionadas
as já citadas, pois são ferramentas de análise e melhoria de processo.
A seguir serão abordadas as ferramentas, Ciclo PDCA (Planejamento,
Execução, Verificação, Ação), Fluxograma e 5W2H. O Ciclo PDCA será abordado
para dar um norte geral no trabalho de investigação e proposta de melhoria do
processo, o fluxograma será usado para demonstrar o fluxo do processo estudado e
5W2H será usado para propor um plano de melhoria e demonstrar a integração
entre o IROG e as Sete Perdas de Shingo.

41
2.7 Ciclo PDCA
O ciclo PDCA é uma forma ou método que auxilia as empresas a implantarem
um sistema de melhoria contínua com o objetivo de solucionar os problemas
existentes nos processos produtivos.
A Figura 8 está representando o método PDCA na busca pelos resultados, ou
seja, visa implementar melhorias aos resultados operacionais.
Figura 8 – Ciclo PDCA
Fonte: Falconi (2004).
Segundo Antunes et al. (2013), o método PDCA não deve ser aplicado
somente para a busca de resultados, mas também para manter os resultados
atingidos, em seu ponto de vista o método permite:
A participação de todas as pessoas da empresa em seu gerenciamento;
A melhoria da comunicação baseado na uniformização da linguagem;
O entendimento quanto ao papel que cada um deve exercer no que tange ao
esforço dentro da empresa;
O aprendizado contínuo;
A utilização de várias áreas da ciência para obter resultados;
O esforço para absorver as melhores práticas dentro da organização.

42
Para Falconi (2004), o PDCA é um método utilizado na busca de melhorias
contínuas, é composto por quatro fases básicas de controle: planejar, executar,
verificar e atuar corretivamente.
Os termos do ciclo PDCA têm o seguinte significado:
Planejamento (P) – Para Antunes et al. (2013), na etapa de planejamento
ocorre a definição das metas e métodos que são utilizados para alcança-las.
Para Falconi (2004) nesta etapa são definidas as metas e o caminho para se
atingir os objetivos estabelecidos.
Execução (D) – Segundo Falconi (2004) nesta etapa é executado as tarefas
exatamente como foi prevista no plano e coleta de dados para verificação do
processo, portanto é essencial o treinamento no trabalho decorrente da fase
de planejamento. E para Antunes et al. (2013), é na etapa de execução que
compreende a educação e treinamento dos colaboradores segundo os
métodos propostos, de acordo com a realização do trabalho e a coleta dos
dados.
Verificação (C) – Nesta fase é feita a comparação dos resultados alcançados
com a meta planejada, partindo dos dados coletados na execução fase de
controle ocorre à comparação dos dados coletados na fase de execução,
Falconi (2004), segundo Antunes et al. (2013) é a fase em que são
comparados os resultados alcançados para cerificar se estão de acordo com
as metas planejadas.
Ação (A) – Segundo Falconi (2004), esta é a fase onde o usuário detecta os
desvios encontrados, e em cima disso atua no sentido de fazer as correções
definitivas, para que o problema não volte a ocorrer. Para Antunes et al.
(2013), é neste momento em que acontece a atuação corretiva em cima dos
resultados obtidos, e então se estabelece o ciclo de melhoria continua.
O autor Antunes et al.(2013), fala que após a implantação do método PDCA, a
palavra planejamento é substituída por padronização, na qual devem ser
estabelecidos procedimentos operacionais padrão para assegurar que os resultados
estabelecidos como melhoria contínua sejam mantidos, denominando-se como
SDCA (Standard, Do, Check, Act).

43
2.8 Plano de Ação 5W2H
Segundo Dias (2015), a ferramenta 5W2H foi criada para auxiliar na utilização
do PDCA, principalmente na fase de planejamento. Ela é utilizada para elaborar
plano de ação com atividades que precisem ser realizadas com clareza e funcionar
como um mapeamento dessas atividades.
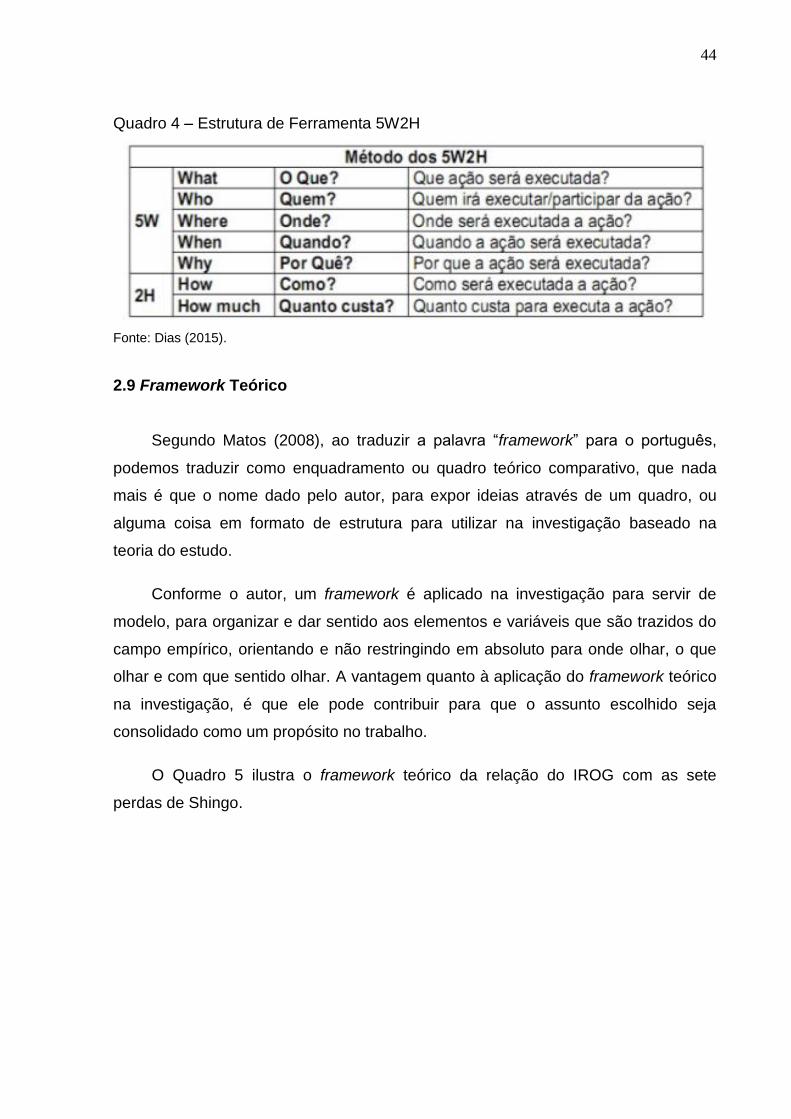
O principal objetivo da ferramenta 5W2H é responder as sete perguntas de
forma organizada, o nome utilizado é derivado das iniciais de sete palavras em
inglês, cuja origem são: what (o quê), why (por quê), where (onde), when (quando),
who (quem), how (como) e how much (quanto), que são utilizadas nas ações como
forma de perguntas para atingir seus determinados objetivos.
Para Soares (2014) é uma ferramenta utilizada para análise de problemas, é
fácil de ser aplicada e muito útil ao pensar no quanto ela pode auxiliar na análise e
no conhecimento sobre determinado processo, problema ou ação a serem
concretizadas. A ferramenta pode ser usada em três etapas para auxiliar na solução
de problemas, conforme apresentado a seguir:
Plano de ação: Utilizar na estruturação de um plano de ação, de acordo com
o que pode ser feito para eliminar um problema;
Diagnóstico: Na verificação de um problema ou processo, com o objetivo de
somar informações e buscar rapidamente as falhas;
Padronização: Utilizar na padronização de procedimentos que podem ser
considerados como exemplo, para evitar o reaparecimento de modelos.
Com esta ferramenta é possível determinar um quadro completo da equipe e
todos os dados importantes para a implementação do trabalho.
No Quadro 4 são apresentadas as etapas para estruturação da planilha do
plano de ação 5W2H.
44
Quadro 4 – Estrutura de Ferramenta 5W2H
Fonte: Dias (2015).
2.9 Framework Teórico
Segundo Matos (2008), ao traduzir a palavra “framework” para o português,
podemos traduzir como enquadramento ou quadro teórico comparativo, que nada
mais é que o nome dado pelo autor, para expor ideias através de um quadro, ou
alguma coisa em formato de estrutura para utilizar na investigação baseado na
teoria do estudo.
Conforme o autor, um framework é aplicado na investigação para servir de
modelo, para organizar e dar sentido aos elementos e variáveis que são trazidos do
campo empírico, orientando e não restringindo em absoluto para onde olhar, o que
olhar e com que sentido olhar. A vantagem quanto à aplicação do framework teórico
na investigação, é que ele pode contribuir para que o assunto escolhido seja
consolidado como um propósito no trabalho.
O Quadro 5 ilustra o framework teórico da relação do IROG com as sete
perdas de Shingo.

45
Quadro 5 – Framework relacionando o IROG com as sete perdas de Shingo
Autores Equação Índices do IROG
Sete Perdas de Shingo
Su
pe
rpro
du
çã
o
Es
pe
ra
Tra
ns
po
rte
Pro
ce
ss
am
en
to
Es
toq
ue
Mo
vim
en
to
Pro
d.
De
feit
uo
so
s
1ª 2ª 3ª 4ª 5ª 6ª 7ª
Antunes et al.
(2013);
Antunes et al.
(2008)
Shingo (1996)
µ1
Tempo
Disponível X X X X X
Liker (2005)
Ohno (1997);
Tempo
Parado X X X
Antunes et al.
(2008);
Ohno (1997)
Shingo (1996)
µ2
Tempo Prod.
Total X X X X X
Antunes et al.
(2008);
Ohno (1997)
Liker (2005)
Tempo Real
Operação X X X X X
Ohno (1997),
Shingo (1996
µ3
Tempo
Agregação
de Valor
X X X X X
Liker (2005),
Antunes et al.
(2008),
Tempo
Produção
Total
X X X X X
Fonte: Elaborado pelo autor (2016).
Em relação à ferramenta IROG, conforme o Quadro 5, no que diz respeito ao
Índice de Disponibilidade (µ1), segundo Antunes et al. (2013) refere-se ao tempo em
que o posto de trabalho permaneceu disponível para produção, exceto o tempo que
ele ficou parado.
Relacionando este Índice com as Sete Perdas de Shingo, observa-se que
algumas das perdas que interferem nesta aplicação, baseado na ideia de alguns
autores citados no Quadro 5, podemos dizer que as Perdas por Superprodução,
Espera, Transporte, Processamento e Perdas por Movimento podem ser

46
relacionadas ao índice de disponibilidade da ferramenta de IROG no que refere-se
ao tempo disponível e tempo parado que compõe a fórmula de (µ1).
Referindo-se ao Índice de Desempenho (µ2), o cálculo de µ2 utiliza o tempo
total de produção que corresponde ao tempo gasto para fabricação de itens
conformes e não conformes, dividido pelo tempo que o equipamento realmente
estiver em operação, segundo Antunes et al. (2013). Neste caso o tempo vai
depender do tipo de recurso, se é restritivo ou não.
Baseado na teoria deste autor, podemos verificar que as perdas que
interferem no Índice de Desempenho são: Perdas por Superprodução, Espera,
Transporte, Processamento e Perdas por Movimentos, isso baseado na literatura
dos autores citados no Quadro 5, no que refere-se a Tempo de Produção Total e
Tempo Real de Operação que contém na ferramenta de métrica de medição IROG.
E por fim, segundo o autor Antunes et al. (2013) o Índice de Qualidade (µ3 )
está relacionado à qualidade dos itens produzidos, este é calculado em função do
tempo de produção total, quando itens conformes e não conformes são produzidos.
Baixos valores do índice de qualidade são obtidos quando ocorrem ajustes gerando
retrabalhos e refugos após uma operação de setup, ou quando é produzida uma
quantidade grande de itens fora de especificação.
De acordo com o estudo de alguns autores que estão citados no Quadro 5, é
possível relacionar maioria das Sete Perdas de Shingo com o índice de qualidade,
as quais podemos destacar: Perdas por Superprodução, Espera, Transporte,
Processamento, Movimento e Perdas por Produtos Defeituosos.
Como podemos observar a maioria dos problemas ocasionados por alguma
perda no processo, vai impactar ou interferir de alguma forma na ferramenta de
IROG, isso porque quando se fala em eficiência, produtividade ou desempenho está
relacionado ao tempo em que o posto de trabalho estará disponível para realizar
determinada tarefa.

47
3 PROCEDIMENTOS METODOLÓGICOS
No presente capítulo são apresentados os métodos utilizados no
desenvolvimento do trabalho para atingir os objetivos propostos, bem como
apresentar o tipo de pesquisa, e também a elaboração de um fluxograma de
trabalho, buscando a organização de cada etapa do estudo.
3.1 Metodologia quanto ao modo de abordagem
A metodologia do trabalho foi desenvolvida em formato de pesquisa com
abordagem qualitativa, e quantitativa. Seguindo a literatura de Miguel (2010), as
pesquisas podem ser classificadas em três grupos:
Qualitativa;
Quantitativa;
Combinada.
Segundo Gil (2009), a abordagem qualitativa tem como objetivo principal, o
descobrimento de significados de situações que não contenham rigidez no que diz
respeito à direção da investigação dentro de hipóteses, definições operacionais e
suposições do pesquisador.
Baseado na ideia de Chemin (2015), pesquisa qualitativa refere-se à
investigação de valores, atitudes, percepções e motivações do público pesquisado,
sendo que o objetivo principal é de entender afundo, ou buscar entender na
essência o significado das interpretações possíveis para o fenômeno estudado de

48
acordo com as hipóteses estabelecidas pelo pesquisador.
Segundo esta autora, a pesquisa qualitativa tem como objetivo alcançar uma
compreensão qualitativa das razões, das motivações do contexto e do problema,
que normalmente é utilizado para um número pequeno de casos não
representativos.
Miguel (2010), afirma que o ato de mensurar variáveis de pesquisa é uma
característica mais marcante de uma pesquisa quantitativa, pelo fato da pesquisa
buscar mensurar dados e informações, a fim de definir ações para melhorar alguns
aspectos relacionados à empresa estudada, ela se enquadra dentro desta
classificação.
Sampieri et al. (2006), fala que a abordagem quantitativa possibilita
generalizar os resultados de forma mais ampla.
Chemin (2015), cita ainda outro tipo de pesquisa, a pesquisa quali-
quantitativa, destacando esta como uma pesquisa que pode utilizar procedimentos
quantitativos e qualitativos (pesquisa quali-quantitativa ou quanti-qualitativa). Sendo
assim, em algumas pesquisas, um delineamento integrado que pode combinar
dados ou informações qualitativos e quantitativos em uma mesma investigação
podendo ser positivo, uma vez que as duas abordagens possuem aspectos fortes e
fracos que se complementam.
3.2 Metodologia quanto aos objetivos
A pesquisa deste trabalho enquadra-se como exploratória e descritiva.
Segundo Gil (2010), estas pesquisas são classificadas em três grupos:
Exploratórias;
Descritivas;
Explicativas.
Para Gil (2010), pesquisas exploratórias têm como finalidade propor maior
aproximação com o problema, de forma a se tornar mais explícito ou de forma a
construir hipóteses, tendo como objetivo principal aprimorar ideias, e na maioria dos

49
casos as pesquisas envolvem:
Levantamento bibliográfico;
Entrevistas com pessoas que possuem experiência prática com o assunto
pesquisado;
Análises de exemplos que incentiva a compreensão.
Segundo Chemin (2015), este tipo de pesquisa tem como objetivo favorecer a
familiaridade, tendo em vista o aumento da experiência e melhor compreensão do
problema a ser investigado, seu problema de pesquisa normalmente está voltado
para as questões do tipo, o quê, qual, quais.
A pesquisa exploratória envolve revisão de literatura, entrevistas com pessoas
que tiveram experiências práticas com o problema pesquisado, testes padronizados,
escalas e emprego de questionários, e ainda possui análise de exemplos que
auxiliem a compreensão de forma mais ampla.
Yin (2005) utiliza como exemplo de problema de pesquisa com o quê: “O que
pode ser feito para tornar as escolas mais eficazes?” e segundo ele, este tipo de
questão é fundamento lógico justificável para conduzir um estudo exploratório.
Sampieri et al. (2006) afirmam que as pesquisas descritivas compreendem a
especificação das propriedades, características e perfil de qualquer fenômeno que
submeta-se à análise. Servem para medir, avaliar ou coletar informações sobre
diferentes aspectos, componentes e dimensões do fenômeno a ser pesquisado.
3.3 Coleta de dados
A técnica de coleta de dados se faz necessária em estudos de caso, para
proporcionar maior credibilidade aos resultados, a principal fonte de coleta de dados
é o diário de bordo (DB), documento que junto aos postos de trabalho, é utilizado
pelos operadores para registrar todos os acontecimentos durante o período de
trabalho. As informações extraídas deste documento são: paradas de máquinas,
quantidade de produtos bons e ruins feitos durante a jornada, quantidade de horas
paradas e trabalhadas, tipos de paradas e demais observações referentes ao
processo.
50
De acordo com o que Chemin (2015) fala, a pesquisa descritiva objetiva tende
a descrever as características de determinada população ou fenômeno
estabelecendo relações entre variáveis, utilizando técnicas padronizadas de coleta
de dados. Ainda possui a forma de pesquisa bibliográfica e documental. A autora
menciona ainda que este tipo de pesquisa tem como finalidade o estudo das
características de grupo, assim como distribuição por idade, sexo, procedência, nível
de escolaridade, estado de saúde física e mental.
3.4 Análise de dados
A análise dos dados é realizada levando em consideração os dados
coletados, tanto na literatura pesquisada como no desenvolvimento do referencial
teórico. Os indicadores demonstram de forma clara e objetiva onde deve haver uma
intervenção para melhoria do índice de eficiência no processo produtivo.
Segundo Chemin (2015), a pesquisa quantitativa tem como objetivo
quantificar os dados e fornecer os resultados da amostra para as pessoas,
geralmente ela é utilizada para amostras com grande número de casos
representativos. A coleta de dados é estruturada, a análise de dados é estatística e
os resultados recomendam uma linha de ação final, representando informações que
podem ser medidas, mensuradas, contadas e exige uma descrição bem rigorosa das
informações.
Neste tipo de pesquisa, é necessário apresentar os resultados investigados
de forma ordenada e resumida, para auxiliar na comparação e a análise das
informações, esses dados geralmente são apresentados sob a forma de tabelas e
de gráficos.
3.5 Metodologia quanto aos Procedimentos Técnicos
Em relação aos procedimentos técnicos, este trabalho classifica-se como
pesquisa Bibliográfica, Documental, Estudo de Caso e Pesquisa-ação.

51
Gil (2010) classifica as pesquisas em oito grupos:
Pesquisa bibliográfica;
Pesquisa documental;
Pesquisa experimental;
Levantamento;
Estudo de campo;
Estudo de caso;
Pesquisa fenomenológica;
Pesquisa-ação.
A pesquisa bibliográfica, de acordo com Chemin (2015), é utilizada em vários
momentos como trabalho acadêmico e é utilizado em todas as pesquisas. Segundo
a autora, a pesquisa bibliográfica é desenvolvida com a finalidade de reunir vários
materiais, como: livros de obras literárias de romance, poesia e teatro, e tem o
objetivo de proporcionar conhecimentos científicos e técnicos, envolve também
dicionários, enciclopédias, catálogos, revistas, jornais e artigos científicos que
representam atualmente uma das mais importantes fontes bibliográficas.
O autor Gil (2010), afirma que a pesquisa bibliográfica é desenvolvida com
base em material já elaborado e que esta modalidade de pesquisa inclui material
impresso, como livros, revistas, jornais, teses, dissertações, e anais de artigos
científicos.
Para Chemin (2015), a pesquisa documental é parecida com a pesquisa
bibliográfica, enquanto a bibliográfica utiliza contribuições impressas, publicadas de
diversos autores e fontes sobre algum tema, a documental utiliza fontes que ainda
não receberam organização, assim como, tratamento analítico e alguma publicação
específica, como as tabelas estatísticas de órgãos públicos do governo, legislação,
relatórios de empresas, documentos arquivados em repartições públicas
(associações, igrejas, cartórios, hospitais, sindicatos, memórias, diários, filmes e
correspondência pessoal). A autora fala que as vantagens desse tipo de pesquisa é
que se constitui em uma fonte que tem baixo custo e não exige contato do
pesquisador com os donos da pesquisa.

52
Gil (2010) afirma que a pesquisa documental identifica-se muito à pesquisa
bibliográfica, que a diferença entre elas está na natureza das fontes, enquanto a
pesquisa bibliográfica utiliza livros e periódicos, a pesquisa documental utiliza
materiais que não receberam ainda um tratamento analítico. Sendo assim, o
desenvolvimento da pesquisa documental segue os mesmos passos da pesquisa
bibliográfica.
Sampieri et al. (2006) afirmam que o estudo de caso exige uma descrição
detalhada do próprio caso e seu contexto.
Para Chemin (2015), o estudo de caso procura estudar de forma profunda e
incansável um ou poucos objetos, de modo a explorar seu amplo e detalhado
conhecimento. Assim como, um mesmo problema de pesquisa pode ser tratado por
estudo de caso único ou estudo de casos múltiplos. No estudo de caso único
apresenta um único caso para um problema de pesquisa e revisão teórica, já no
estudo de casos múltiplos, a vantagem é que este permite que os casos
proporcionem evidências inseridas em diferentes contextos, tornando a pesquisa
mais substancial e intensa.
Conforme Yin (2005), estudo de caso é utilizado para examinar
acontecimentos contemporâneos dentro de seu contexto real, utilizando-se de uma
vasta variedade de evidências como: Documentos, Artefatos, Entrevistas e
Observações.
Ainda falando sobre o estudo de caso o autor Gil (2010) aponta que é uma
modalidade de pesquisa bastante utilizada nas ciências biomédicas e sociais,
consistindo no estudo profundo e exaustivo de um ou poucos objetos sendo de
maneira que permita seu amplo e detalhado conhecimento.
Quanto à pesquisa-ação, ela é classificada por Vergara (2016) como um
método que visa à resolução de problemas através de ações definida por
pesquisadores e pessoas envolvidas com a situação de investigação, segundo ela, a
pesquisa-ação também é confundido com consultoria, por buscar elaborar e
desenvolver o conhecimento teórico, ao mesmo tempo em que tenciona a resolver
problemas práticos.
53
Para Thiollent (2004), a pesquisa-ação é um tipo de pesquisa social com base
empírica, onde os pesquisadores desempenham um papel ativo no equacionamento
dos problemas encontrados, no acompanhamento e na avaliação das ações
desencadeadas em função dos problemas. A pesquisa-ação exige uma estrutura de
relação entre pesquisadores e pessoas da situação investigada que seja de tipo
participativo.
Ainda segundo Thiollent (2009), a pesquisa-ação consiste em acoplar
pesquisa e ação em um processo no qual os atores implicados participam, junto com
os pesquisadores, para chegarem interativamente a elucidar a realidade em que
estão inseridos, identificando problemas coletivos, buscando e experimentando
soluções em situação real.
3.6 Planejamento do Estudo
Após serem determinados o tema e os objetivos do estudo, bem como os
métodos científicos utilizados na pesquisa, realizou-se o planejamento do
desenvolvimento da mesma.
A metodologia científica e a forma de condução prática do trabalho consistem
em algumas etapas conforme descritas na Figura 9.

54
Figura 9 – Fluxograma das etapas de execução do trabalho
Fonte: Elaborado pelo autor (2016).
Onde,
P = Planejamento;
D = Execução;
C = Verificação;
A = Ação.
Definição do tema: A utilização da métrica de IROG com as Sete Perdas de
Shingo baseado no Sistema Toyota de Produção foi considerada essencial no
que tange à busca pela melhoria dos resultados no processo da empresa
estudada, com objetivo de enquadrar o tema da pesquisa em uma das áreas de
atuação do engenheiro de produção.
Revisão bibliográfica: Buscando fundamentar o tema escolhido, a revisão

55
bibliográfica se fez necessária para aprofundar o entendimento do assunto
relacionado ao trabalho que aborda a melhoria de processo, buscando revisar
livros, artigos e revistas.
Referencial teórico: Foi desenvolvido baseando-se na revisão bibliográfica,
buscando práticas que abordam a filosofia da empresa estudada.
Framework Conceitual teórico: A fim de facilitar o entendimento sobre o assunto,
foi desenvolvido um framework das ferramentas contextualizadas, buscando
facilitar o entendimento e a visualização das mesmas.
Entrevista e análise de documentos: Nesta etapa do trabalho foi definido o
modelo de entrevista, bem como as perguntas a serem realizadas e a análise
dos documentos internos utilizados buscando informações pertinentes ao
trabalho.
Coleta e análise de dados: Nesta etapa do trabalho foram feitas as coletas de
dados que podem ser utilizadas no desenvolvimento do assunto no que tange a
ações de melhorias do processo da empresa.
Medição de IROG: Partindo da coleta de dados, foi realizada a medição
utilizando como métrica, a fórmula do IROG para analisar a situação da empresa
no que diz respeito aos índices de eficiência e ver a possibilidade de sugerir
melhorias.
Mapeamento das oportunidades de melhorias: Nesta etapa do trabalho foi
realizado um mapeamento no processo verificando possíveis oportunidades de
melhorias através da aplicação de um Framework conceitual baseado no estudo
de caso entre IROG e as Sete perdas de Shingo para que os objetivos propostos
no estudo fossem atingidos.
Utilização do Método de GPT: Para complementar o planejamento da aplicação
prática do trabalho, foi necessário prever a inclusão de alguns passos do GPT
instituída por Antunes et. al (2013), onde este autor aborda nos passo 11 e 13
assuntos relacionados a aplicação do IROG bem como a análise dos valores
iniciais, índices de eficiência a partir de planilha eletrônica oriundas de

56
anotações registradas nos DBs, destacando também motivos de paradas e
quedas de desempenho a ser analisado pelos gestores envolvidos no método de
GPT.
Destaca-se também a necessidade de utilizar os passos 14 e 15 do método de
GPT, os quais tratam do plano de ação 5W2H no que tange as melhorias
relacionadas aos índices de disponibilidade, desempenho e qualidade definido pela
aplicação do IROG com a análise das perdas que impactam nestes índices,
deixando claro quais os responsáveis por cada ação com prazos definidos para a
execução das ações.

57
4 RESULTADO E DISCUSSÕES
Neste capítulo é apresentado o desenvolvimento do trabalho, bem como uma
descrição de forma breve da empresa, o processo de produção de britagem, a forma
como foram coletados os dados e o cálculo e análise dos resultados do IROG.
4.1 Histórico da empresa
A empresa na qual foi realizada a pesquisa iniciou suas atividades em 1º de
agosto de 1984. Objetivando o beneficiamento de pedra basáltica, instalou um
complexo de britagem em um município da região do Vale do Taquari. No ano de
1988, sentindo a possibilidade de expansão e aumento da cadeia de produção da
brita, foi criada a primeira filial em uma cidade vizinha, primeira Central Dosadora de
Concreto do Vale do Taquari.
A empresa possui hoje 13 filiais divididas em unidades de Britagem,
Pavimentação, Usinas de Asfalto, Centrais Dosadoras de Concreto e um Centro
Administrativo.
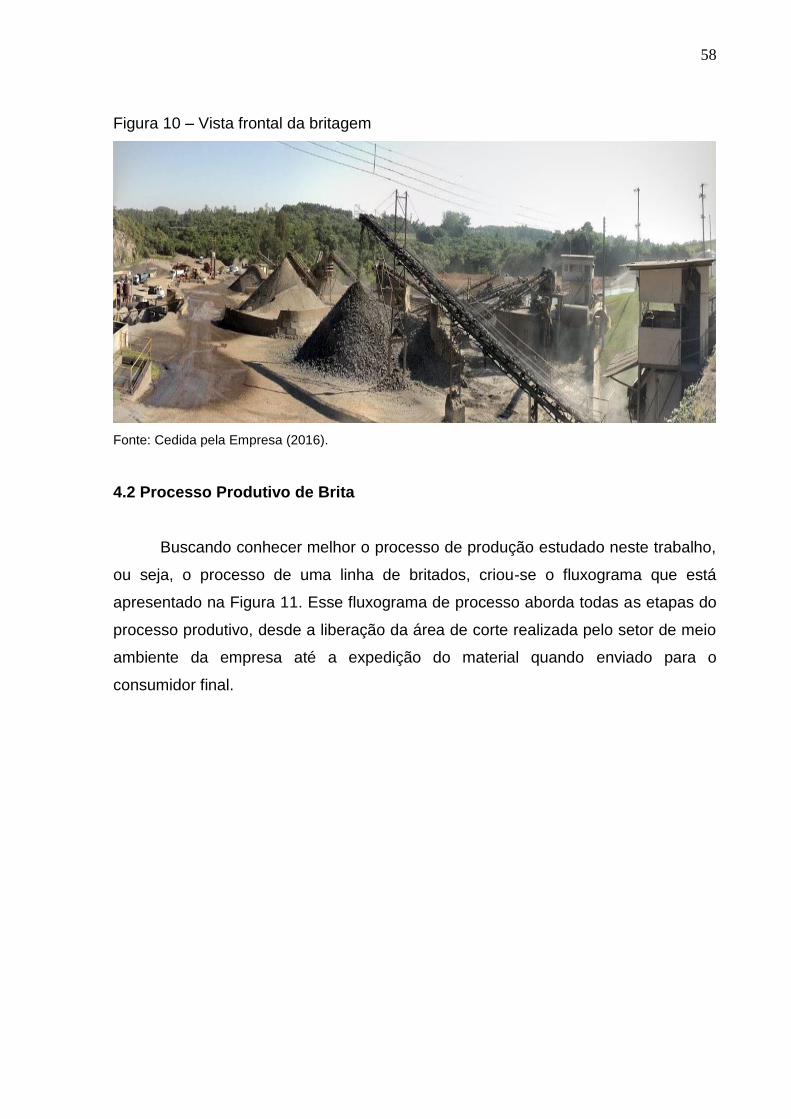
58
Figura 10 – Vista frontal da britagem
Fonte: Cedida pela Empresa (2016).
4.2 Processo Produtivo de Brita
Buscando conhecer melhor o processo de produção estudado neste trabalho,
ou seja, o processo de uma linha de britados, criou-se o fluxograma que está
apresentado na Figura 11. Esse fluxograma de processo aborda todas as etapas do
processo produtivo, desde a liberação da área de corte realizada pelo setor de meio
ambiente da empresa até a expedição do material quando enviado para o
consumidor final.

59
Figura 11 – Fluxograma do processo
Fonte: Autor (2016).

60
Fazendo uma breve explanação do processo produtivo da Britagem da
empresa, podemos verificar que estão distribuídos da seguinte forma:
Liberação da área de corte de árvores por parte do setor de meio ambiente da
empresa;
Decapagem do material estéril e a terra que fica sobre a rocha da jazida;
Furação e Desmonte da rocha basáltica, posteriormente a realização do
trabalho de decapagem da rocha, é contratado uma empresa que pertence ao
grupo, especializada em furação e desmonte para dar sequência ao processo;
Após a detonação da rocha, temos pedra disponível (matéria prima), então
inicia o carregamento e transporte desta pedra bruta através de uma escavadeira e
caminhões;
O transporte da pedra bruta até o processo primário é realizado por dois ou
três caminhões, a jazida de pedra fica a 1.7 km de distância;
Processo primário de britagem, nesta etapa inicia o processo de formulação
da brita, como o próprio nome já diz, este é o processo primário, onde a primeira
quebra da pedra é realizada por uma mandíbula fixa e outra móvel, após a pedra
segue o processo através de uma correia transportadora até a pilha pulmão, onde a
pedra sai com tamanho aproximado de 150 mm.
Processo secundário, chamado de rebritagem por alguns, este processo é
realizado por dois britadores girosféricos, conhecido como cones, onde estes giram
em alta rotação. O primeiro identificado pelo nome de Cone Stander recebe a pedra
de 150 mm que vem da pilha pulmão através de um correia transportadora ou
esteira, o segundo britador, cuja identificação é Cone SX, recebe a pedra mais fina,
estes equipamentos tem por finalidade diminuir ainda mais o tamanho da pedra até
chegar ao tamanho ideal de cada brita, onde são separados por peneiras e
separados cada tipo de brita em sua respectiva pilha através de esteiras.
Expedição, que é a destinação de britados para clientes externos através de
vendas para artefatos de cimento, distribuidores de britas e para clientes internos
como: obras de pavimentação asfáltica, concreteiras e aplicação de base graduada.

61
4.2.1 Liberação da área de corte
A empresa possui um setor responsável pela liberação da área de corte das
árvores, e assim dar andamento ao processo de decapagem da vegetação e a terra
que cobre a rocha da jazida, este setor tem por finalidade cumprir com as normas
exigentes dos órgãos competentes para garantir que o processo de britados não
seja interrompido.
4.2.2 Decapagem de terra
A decapagem de terra consiste na retirada de todo material estéril, ou seja,
desde a cobertura da vegetação até a terra que fica sobre a rocha que comtempla a
jazida de pedra.
Para executar a decapagem deve-se observar alguns pontos como:
1. Necessidade de limpeza vegetal;
2. Local a ser decapado;
3. Altura do decape;
4. Volume do decape;
5. Destino do decape;
6. Equipamentos de carregamento e transporte;
7. Equipamento de ponta de aterro;
8. Controle da retirada do decape através de boletim de decape
(Diário de Bordo).
Este processo é realizado com uma escavadeira hidráulica que tem a
finalidade de retirar o material estéril (terra) sobre a rocha. O transporte é realizado
normalmente entre cinco e seis caminhões que transportam a terra até o local
destinado, a empresa trabalha com uma escavadeira na ponta do aterro, ou uma pá
carregadeira, que empurra a terra que chega ao local mantendo o nivelado.
Este material normalmente é utilizado na recuperação das áreas
anteriormente mineiradas.

62
4.2.3 Furação e desmonte de rocha
O objetivo da furação e desmonte de rochas é fazer furos para melhor
distribuir o explosivo para fragmentação da rocha. A etapa de furação é
determinante na qualidade do desmonte. Uma furação mal feita pode comprometer o
desempenho do desmonte, ocasionando muitos “matacos” que consequentemente
podem trancar no alimentador e britador primário, reduzindo substancialmente o
índice de eficiência.
Um bom desmonte é decorrente de um plano de fogo bem elaborado e
devidamente executado, iniciando pela furação onde deve contemplar:
Altura da bancada: Altura do topo da bancada até a base inicial no chamada
de praça.
Afastamento: É a distância perpendicular entre duas linhas consecutivas de
furos.
Espaçamento: É a distância entre dois furos próximos, na mesma linha de
furos.
Sub-furação: É o comprimento furado abaixo do nível da bancada.
Comprimento do furo: É igual à soma da altura da bancada mais a
subfuração.
Diâmetro do furo: Geralmente é utilizado bitola dos furos com 3”.
Ângulo do furo: Inclinação da bancada 12°.
Inclinação dos furos: Estes variam de 0 a 15°, no plano de fogo este ângulo é
de 12°. Uma vantagem da inclinação dos furos é de ter um corte melhor no
topo da bancada diminuindo o risco de quebra para trás (overbracke).
Deve-se também ter uma boa atenção à definição do local a ser furado,
boletim de furação, lubrificação, limpeza do furo, tamponamento do furo técnica
operacional e equipamentos utilizados.
Rochas duras e abrasivas são mais difíceis de furar, além de causarem um
desgaste maior no equipamento. Fatores como descontinuidades e grandes
profundidades podem ocasionar desvio de furo, ou seja, as hastes se entortam e

63
com isso seguem uma direção mais frágil na rocha durante a furação. Furos
profundos aumentam o risco de desvio.
Além desses fatores, o ângulo de furação deve ser preciso e para isso é
necessário usar devidamente o gabarito conferindo sempre se não houve alteração
do ângulo. A técnica operacional também é importante, é imprescindível a correta
alocação dos furos, seguindo o plano de fogo planejado, além do uso correto dos
equipamentos.
Os principais mecanismos envolvidos na perfuração são: rotação, pressão,
percussão e limpeza. Através da percussão e rotação a rocha é furada. A limpeza é
importante tanto para retirada do material já quebrado (pedrisquinhos), permitindo o
avanço da furação, como na redução da temperatura do conjunto de furação (haste,
broca, luvas), evitando o desgaste. A limpeza é feita com ar comprimido.
Para se obter um bom desempenho na furação é necessário que haja um
equilíbrio entre as quatro funções, devendo o operador observar as regulagens de
acordo com a dureza da rocha e o diâmetro do bit utilizado.
O equipamento utilizado para furação é conhecido como a perfuratriz
pneumática ou hidráulica, onde a rocha é furada por uma broca acoplada com
material de alta dureza, chamado de bit que é acoplado na ponta da broca. Esse
material precisa ter dureza superior à dureza da rocha a ser furada. As brocas são
conectadas uma na outra através de luvas. Quanto mais profundo o furo, maior o
número de hastes necessárias. Cada haste acoplada reduz cerca de 4 a 7% a
eficiência (avançamento). A perfuratriz hidráulica necessita de um compressor para
gerar o ar comprimido utilizado na furação e deslocamento do próprio equipamento.
No compressor deve-se observar a pressão de ar, temperatura do motor,
assim como a rotação do motor, medida em Rotação Por Minuto (RPM), pressão de
lubrificação, diâmetro da mangueira (ideal 3”) e comprimento da mangueira, que não
deve ultrapassar 50 metros.
Para alimentar a perfuratriz que utiliza bits de 2” ½ e 3” é necessário um
compressor que produza de 360 a 420 psi de ar comprimido por minuto.

64
4.2.4 Carregamento de Pedra Bruta
O carregamento da pedra bruta na pedreira é realizado com uma escavadeira
Volvo 360EC, a qual possui autonomia para 360 ton/hora, nesta função, a empresa
possui um operador com uma larga experiência na função, sendo que este possui 20
anos de empresa e 10 na função.
Figura 12 – Carregamento na pedreira
Fonte: Cedida pela empresa (2016).
Este operador é o responsável pelo carregamento dos caminhões, os quais
alimentam o Britador Primário, ele também tem a responsabilidade de manter a
praça limpa (cancha), pois uma cancha plana e limpa diminuem as chances de
problemas de manutenções, tipo molas quebradas e pneus cortados. Outra
atribuição do operador é fazer o check-list diário observando todos os itens de
verificação e em conjunto com seu superior imediato programar as manutenções
preventivas necessárias.
4.2.5 Transporte da Matéria Prima
O transporte de pedra bruta na unidade da matriz é realizado com três
caminhões Ford com capacidade de 13 m³. Estes caminhões percorrem uma
distância de 3,4 km por carga, estas cargas são controladas pelo boletim de
transporte que é preenchido pelos motoristas. O motorista também é responsável
pela conservação dos caminhões através de check-list diário para em conjunto com
seu superior imediato, realizar as manutenções necessárias. Os motoristas devem
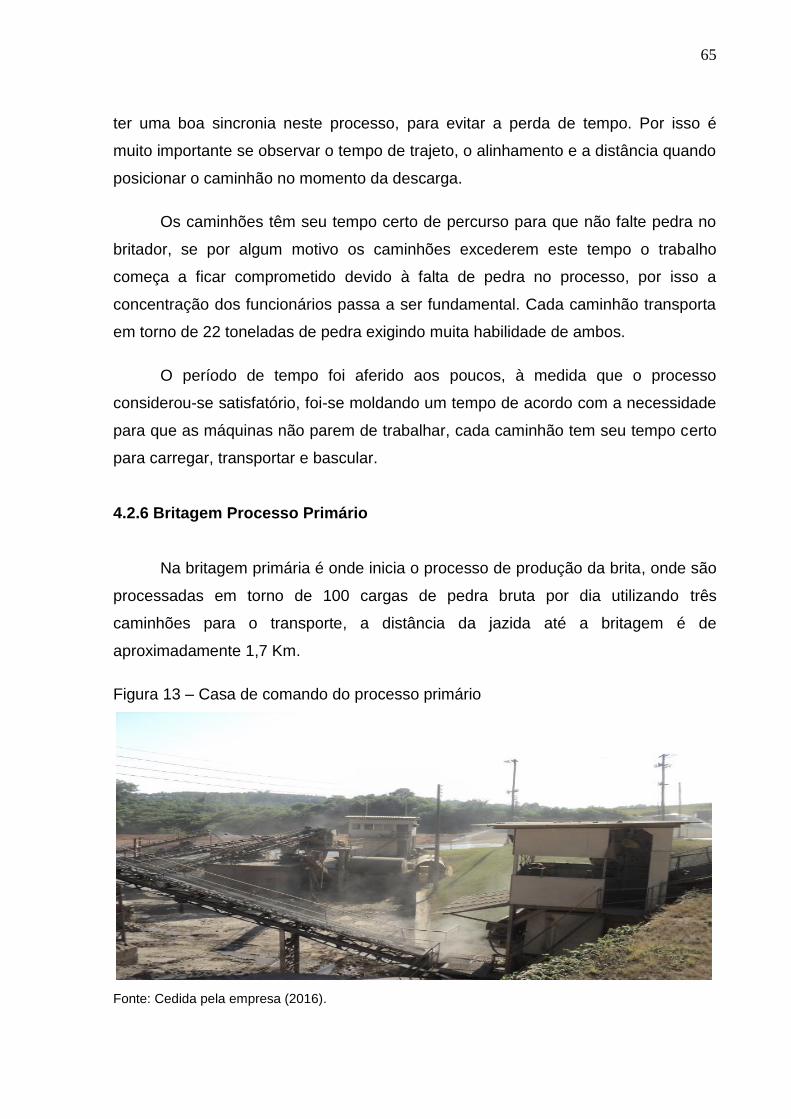
65
ter uma boa sincronia neste processo, para evitar a perda de tempo. Por isso é
muito importante se observar o tempo de trajeto, o alinhamento e a distância quando
posicionar o caminhão no momento da descarga.
Os caminhões têm seu tempo certo de percurso para que não falte pedra no
britador, se por algum motivo os caminhões excederem este tempo o trabalho
começa a ficar comprometido devido à falta de pedra no processo, por isso a
concentração dos funcionários passa a ser fundamental. Cada caminhão transporta
em torno de 22 toneladas de pedra exigindo muita habilidade de ambos.
O período de tempo foi aferido aos poucos, à medida que o processo
considerou-se satisfatório, foi-se moldando um tempo de acordo com a necessidade
para que as máquinas não parem de trabalhar, cada caminhão tem seu tempo certo
para carregar, transportar e bascular.
4.2.6 Britagem Processo Primário
Na britagem primária é onde inicia o processo de produção da brita, onde são
processadas em torno de 100 cargas de pedra bruta por dia utilizando três
caminhões para o transporte, a distância da jazida até a britagem é de
aproximadamente 1,7 Km.
Figura 13 – Casa de comando do processo primário
Fonte: Cedida pela empresa (2016).
66
A quebra é realizada por um equipamento chamado Britador C125 da
Nordberg, composta de uma espécie de queixo com duas mandíbulas, uma fixa e
outra móvel, responsáveis pela primeira quebra da pedra, caindo sobre uma correia
transportadora (esteira), sendo levada para pilha, conhecida como “pilha pulmão”.
Neste processo, é muito importante que a pedra seja detonada de forma
adequada, ou seja, no momento da furação e desmonte da rocha a malha precisa
estar adequada na distância correta, para que não ocorra muita incidência de pedras
grandes “matacos”, isso é muito importante para o bom andamento da produção,
pois no momento da descarga no alimentador do primário, quanto maior forem às
pedras recebidas, maior será a chance de trancar sua passagem no britador,
quando isso ocorre se faz necessário adequá-la ao tamanho ideal para passar na
boca do britador. Esta adequação geralmente é realizada manualmente utilizando
uma marreta para quebrar as pedras maiores.
O operador do equipamento de britagem primária, bem como os motoristas e
o operador da escavadeira que fazem o carregamento dos caminhões, possuem
boletim de produção para anotações do número de cargas transportadas e paradas
com as devidas justificativas, e no final do turno fazem o cruzamento destas
informações para certificar-se de que o numero está correto.
Os funcionários possuem Equipamentos de Proteção Individual (EPI) de
acordo com a função que eles exercem, pois este tipo de trabalho exige esforço
físico e postura rígida, geralmente trabalha-se em pé (no caso do operador do
britador), com movimentos bastante repetitivos. O ritmo de trabalho é intenso,
exigindo habilidade e concentração dos operadores.
Carga de trabalho: A carga de trabalho diária geralmente é de dez horas, com
intervalo de uma hora, de segunda a sexta-feira, e sábado se trabalha quando
necessário de acordo com a demanda. As horas trabalhadas aos sábados são
consideradas horas extras e geralmente é feito escala de funcionários quando
eventualmente se trabalha aos domingos.

67
4.2.7 Britagem Processo Secundário
O Processo secundário é realizado através de dois rebritadores, conhecido
também como cones, estes equipamentos possuem um eixo vertical revestido com
um bojo e uma manta metálica, operam em formato circulatório com alta rotação
ocorrendo por consequência à quebra da pedra por atrito.
Os cones recebem uma carga de rachão através de uma correia
transportadora conhecida também como esteira, onde esta pedra cai dentro do
primeiro cone sendo arremessada em sua parede metálica, ocorrendo à quebra da
pedra diminuindo sua granulometria, em seguida cai em uma peneirinha que separa
esta pedra de acordo com seu tamanho seguindo o processo onde cai novamente
em uma esteira retornando para o segundo cone para fazer a segunda quebra e
reduzir ainda mais seu tamanho.
Este processo possui dois cones rebritadores:
- Cone Britador Girosférico 1144/Standard, com abertura de descarga de 28 a 30 mm;
- Cone Britador Girosférico 1144 /SX, com abertura de descarga de 12 a 15 mm.
Figura 14 – Britadores Girosféricos
Fonte: Cedida pela empresa (2016).

68
Estes equipamentos de britagem secundária (cones) devem ser operados
observando a amperagem específica.
As aberturas de descarga dos equipamentos devem ser compatíveis com a
necessidade observada desde o processo primário até o secundário, a sincronia de
aberturas dos britadores na sequência produtiva é essencial para obter um bom
desempenho do processo. Deve ser observada também a variável de necessidade
de finos (brita fina), ou seja, a secundária deve estar com abertura em seu limite
inferior.
A capacidade produtiva dos rebritadores é consequência da necessidade de
atendimento às demandas, como solicitações de brita fina, pedrisco, brita 1, brita 2,
entre outros.
4.2.8 Peneiras Vibratórias
As peneiras vibratórias são utilizadas para separar materiais de diferentes
tamanhos para posterior processamento ou como produto final dependendo das
necessidades do cliente. O material é separado através de telas com malhas
definidas de acordo com seu tamanho de brita, fazendo-o passar com vibração por
uma peneira.
Figura 15 – Peneira Vibratória
Fonte: Cedida pela empresa (2016).
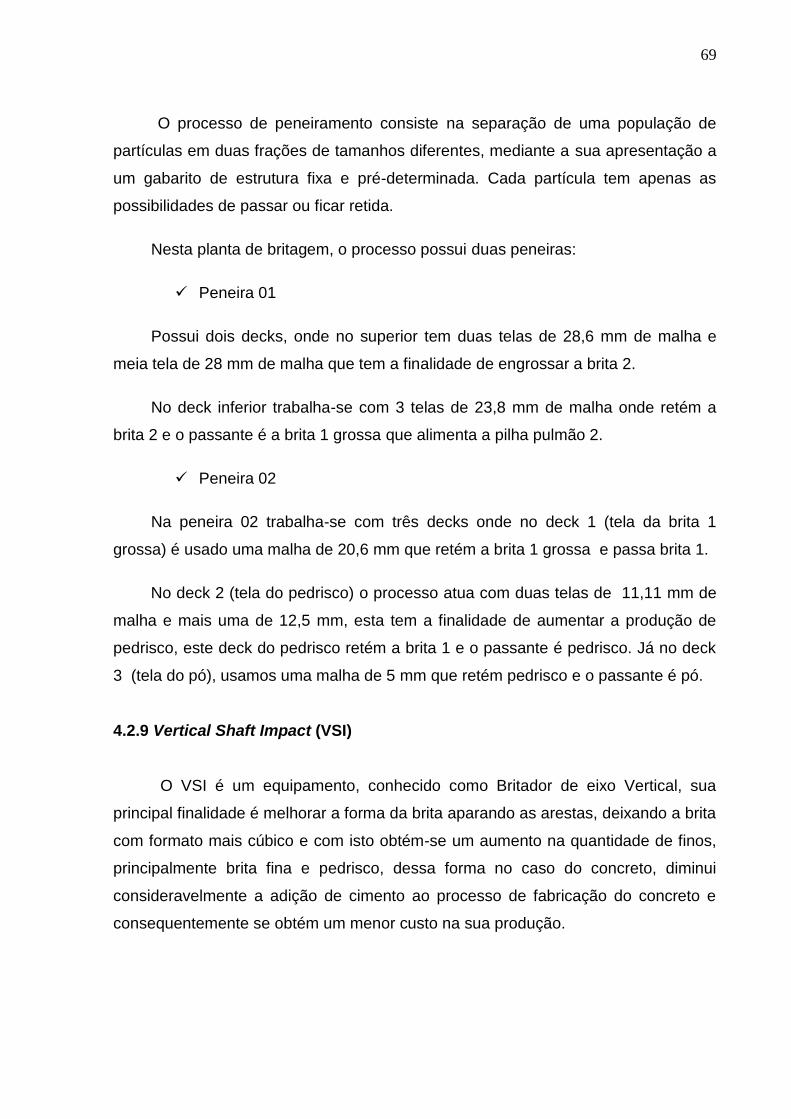
69
O processo de peneiramento consiste na separação de uma população de
partículas em duas frações de tamanhos diferentes, mediante a sua apresentação a
um gabarito de estrutura fixa e pré-determinada. Cada partícula tem apenas as
possibilidades de passar ou ficar retida.
Nesta planta de britagem, o processo possui duas peneiras:
Peneira 01
Possui dois decks, onde no superior tem duas telas de 28,6 mm de malha e
meia tela de 28 mm de malha que tem a finalidade de engrossar a brita 2.
No deck inferior trabalha-se com 3 telas de 23,8 mm de malha onde retém a
brita 2 e o passante é a brita 1 grossa que alimenta a pilha pulmão 2.
Peneira 02
Na peneira 02 trabalha-se com três decks onde no deck 1 (tela da brita 1
grossa) é usado uma malha de 20,6 mm que retém a brita 1 grossa e passa brita 1.
No deck 2 (tela do pedrisco) o processo atua com duas telas de 11,11 mm de
malha e mais uma de 12,5 mm, esta tem a finalidade de aumentar a produção de
pedrisco, este deck do pedrisco retém a brita 1 e o passante é pedrisco. Já no deck
3 (tela do pó), usamos uma malha de 5 mm que retém pedrisco e o passante é pó.
4.2.9 Vertical Shaft Impact (VSI)
O VSI é um equipamento, conhecido como Britador de eixo Vertical, sua
principal finalidade é melhorar a forma da brita aparando as arestas, deixando a brita
com formato mais cúbico e com isto obtém-se um aumento na quantidade de finos,
principalmente brita fina e pedrisco, dessa forma no caso do concreto, diminui
consideravelmente a adição de cimento ao processo de fabricação do concreto e
consequentemente se obtém um menor custo na sua produção.
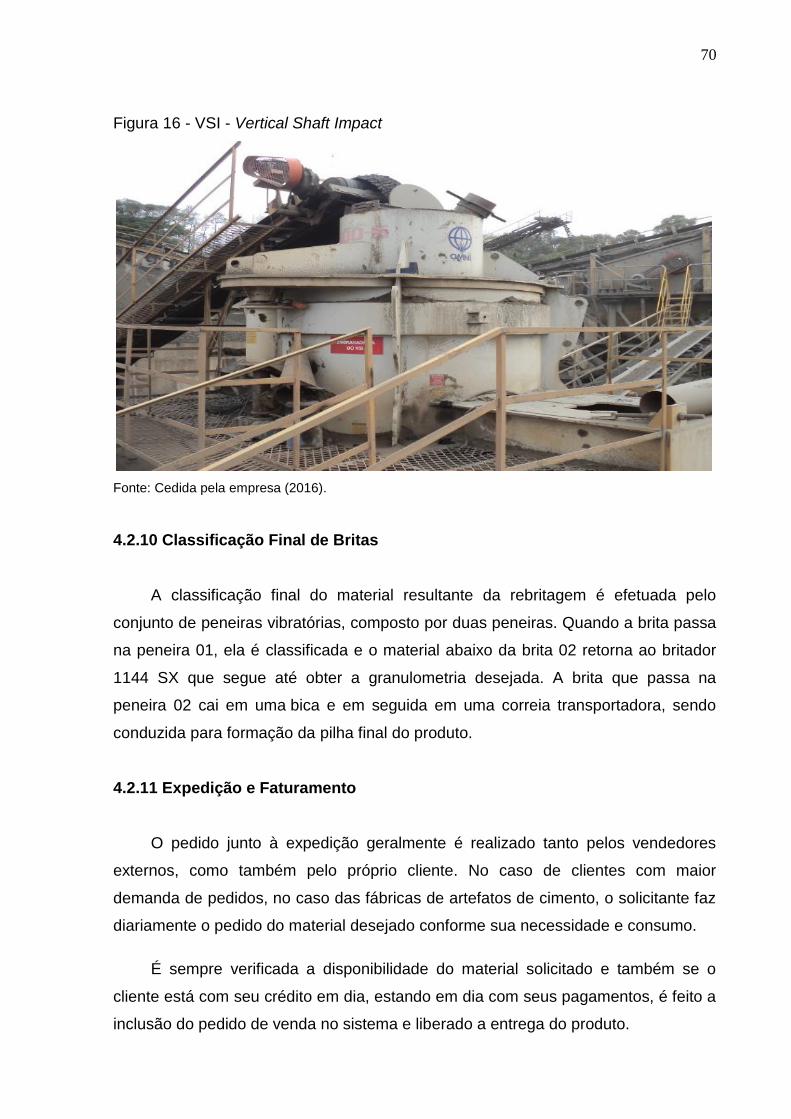
70
Figura 16 - VSI - Vertical Shaft Impact
Fonte: Cedida pela empresa (2016).
4.2.10 Classificação Final de Britas
A classificação final do material resultante da rebritagem é efetuada pelo
conjunto de peneiras vibratórias, composto por duas peneiras. Quando a brita passa
na peneira 01, ela é classificada e o material abaixo da brita 02 retorna ao britador
1144 SX que segue até obter a granulometria desejada. A brita que passa na
peneira 02 cai em uma bica e em seguida em uma correia transportadora, sendo
conduzida para formação da pilha final do produto.
4.2.11 Expedição e Faturamento
O pedido junto à expedição geralmente é realizado tanto pelos vendedores
externos, como também pelo próprio cliente. No caso de clientes com maior
demanda de pedidos, no caso das fábricas de artefatos de cimento, o solicitante faz
diariamente o pedido do material desejado conforme sua necessidade e consumo.
É sempre verificada a disponibilidade do material solicitado e também se o
cliente está com seu crédito em dia, estando em dia com seus pagamentos, é feito a
inclusão do pedido de venda no sistema e liberado a entrega do produto.
71
Quanto aos valores, cada cliente possui um preço definido pelo vendedor
responsável por atender a região onde o cliente atua e para atendimento no balcão
possui uma tabela de preços.
O planejamento das entregas é feito no inicio do dia de acordo com a
disponibilidade de caminhões e materiais.
Em alguns casos a solicitação de carregamento é feita quando o próprio cliente
faz a retirada do material. O mesmo informa ao responsável pela expedição o tipo de
material desejado, o pedido é cadastrado no sistema, o balanceiro confere se o
caminhão já possui tara registrada, após é entregue uma requisição com o tipo de
material a ser carregado, esta requisição é entregue pelo motorista ao operador no
momento do carregamento no pátio ou estoque de produtos.
Na saída, após o carregamento é feita a pesagem do caminhão para obter a
quantidade de material que carregou e então emitir a nota fiscal. O sistema de
pesagem é determinante também para calcular o valor do frete a ser pago no caso
da empresa fazer a entrega, este calculo é realizado com base no peso da carga e a
distância (KM) a ser percorrida e juntamente com a nota fiscal e ticket de pesagem é
emitido o boleto bancário para envio ao cliente.
4.3 Boletins de Produção (Diário de Bordo)
O registro das informações referente ao processo produtivo é realizado pelo
operador de cada equipamento, estes registros são realizados em um boletim de
produção conhecido na linguagem do GPT como diário de bordo, este documento foi
criado para que os operadores possam realizar as anotações de tudo o que ocorre
durante o período de trabalho.
No Boletim de Produção do processo primário, conforme apresenta a Figura
17, possui campos para informar onde deve ser apontada a quantidade que foi
produzida, se teve produtos com defeito, qual equipamento está sendo utilizado,
horário de início e fim do processo, tempo de paradas e motivo de cada parada, se
estas paradas ocorreram com o equipamento ligado ou desligado, e possui um
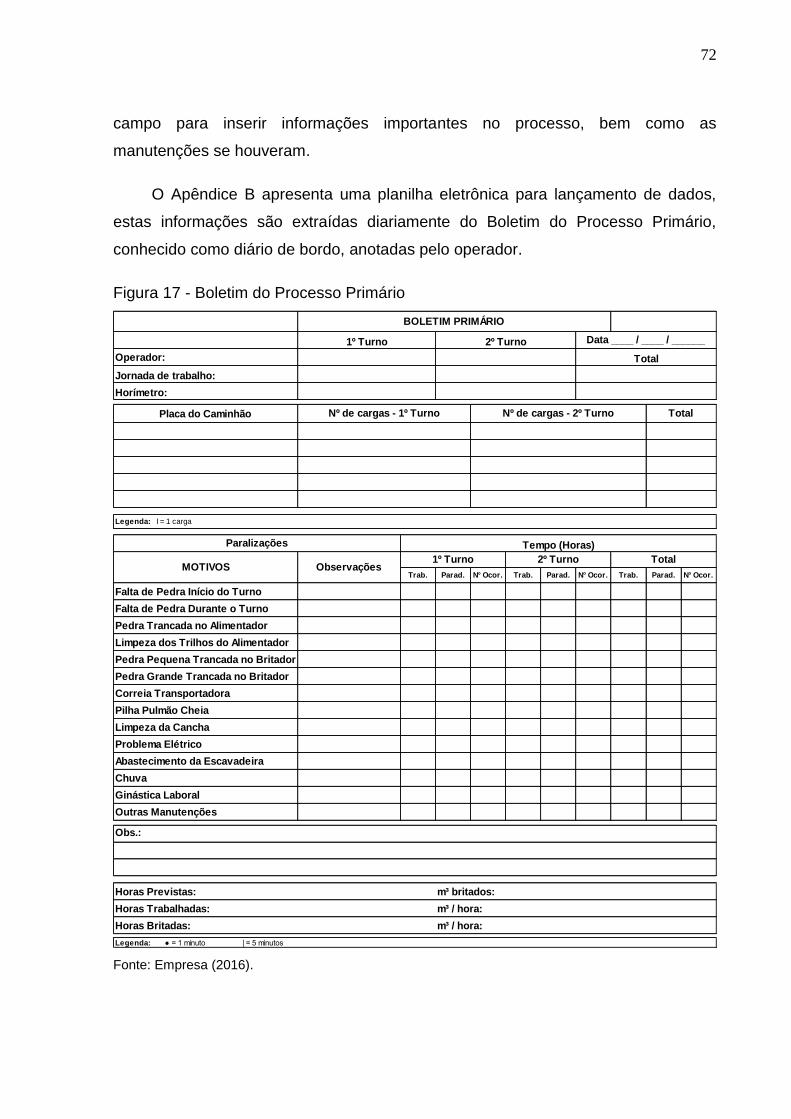
72
campo para inserir informações importantes no processo, bem como as
manutenções se houveram.
O Apêndice B apresenta uma planilha eletrônica para lançamento de dados,
estas informações são extraídas diariamente do Boletim do Processo Primário,
conhecido como diário de bordo, anotadas pelo operador.
Figura 17 - Boletim do Processo Primário
Fonte: Empresa (2016).
Operador:
Jornada de trabalho:
Horímetro:
Placa do Caminhão
Legenda: I = 1 carga
Trab. Parad. N° Ocor. Trab. Parad. N° Ocor. Trab. Parad. N° Ocor.
Falta de Pedra Início do Turno
Falta de Pedra Durante o Turno
Pedra Trancada no Alimentador
Limpeza dos Trilhos do Alimentador
Pedra Pequena Trancada no Britador
Pedra Grande Trancada no Britador
Correia Transportadora
Pilha Pulmão Cheia
Limpeza da Cancha
Problema Elétrico
Abastecimento da Escavadeira
Chuva
Ginástica Laboral
Outras Manutenções
Horas Previstas: m³ britados:
Horas Trabalhadas: m³ / hora:
Horas Britadas: m³ / hora:
Legenda: ● = 1 minuto | = 5 minutos
Data ____ / ____ / ______1º Turno 2º Turno
Total
Obs.:
2º Turno
Nº de cargas - 1º Turno Nº de cargas - 2º Turno
Paralizações
MOTIVOS
Tempo (Horas)
BOLETIM PRIMÁRIO
1º TurnoObservações
Total
Total

73
A Figura 18, apresenta o boletim ou diário de bordo utilizado no processo
secundário, bem como as informações necessárias para apurar os dados que são
importantes para a tomada de decisões no que tange ao processo.
Figura 18 – Boletim do Processo Secundário
Fonte: Empresa (2016).
4.3.1 Tipos de Paradas no Processo (Posto de trabalho)
Foi criada uma tipologia padrão para que o responsável pelo preenchimento
do boletim de produção possa fazer o apontamento das paradas que ocorrem no
processo produtivo.
No Quadro 6 é apresentado as tipologias padrão que são utilizadas no
processo de Britagem Primária e Secundária da empresa em estudo.
1º Turno
Início da operação:
Horas previstas:
Horas trabalhadas:
Horas rebritadas:
Horas paradas:
Rebrit.
Trab.
Rebrit.
Parad.Nº Ocor.
Rebrit.
Trab.
Rebrit.
Parad.Nº Ocor.
Rebrit.
Trab.
Rebrit.
Parad.Nº Ocor.
Falta de pedra britada
Problema elétrico
Britadores girosféricos
Peneira alimentador
Britadores girosféricos
Peneira 1
Peneira 2
Calha alimentador tunel
Chuva
Correias transportadoras
Limpeza
Detector de metais
Outras Manutenções
Horímetro inicial: Horímetro final:
Legenda:
● = 1 minuto
| = 5 minutos
Obs.:
Máquina:
Assinatura
Operador:
BOLETIM DE REBRITAGEM
2º TurnoData
2º TurnoParalizações Observações
/ /
1º Turno Total
Tempo (Horas)

74
Quadro 6 – Apresenta o modelo de tipologia padrão utilizado na empresa em estudo.
Código Descrição
01 Chuva
02 Falta de pedra inicio do turno
03 Falta de pedra durante o turno
04 Detonação
05 Funil obstruído
06 Manutenção correia transportadora
07 Manutenção do alimentador
08 Manutenção motor / redutor
09 Manutenção caminhões
10 Manutenção britador
11 Limpeza nos trilhos do alimentador
12 Limpeza de resíduos
13 Pedra trancada no alimentador
14 Pedra trancada no britador
15 Problema elétrico
16 Falta de energia
17 Queda de energia
18 Pilha pulmão cheia
19 Treinamento / palestras / reuniões
20 Refeição
Fonte: Empresa (2016).
Esta tipologia é padrão e tem como objetivo facilitar a identificação das
paradas por parte dos operadores no momento de passar estas informações
adiante, permitindo que a linguagem entre os operadores, analistas de Planejamento
e Controle de Produção (PCP) e supervisor de produção, siga um padrão e seja
interpretado rapidamente na hora de registrar as ocorrências.
Estes tipos de paradas utilizados como padrão foram definidos através de
observações no processo produtivo, em conjunto entre operadores dos
equipamentos, membros do PCP, Gestor e Supervisor do processo produtivo.

75
Através de observações e histórico de ocorrências, foi possível identificar as paradas
que ocorrem e desta forma estabelecer a tipologia padrão de paradas. Os tipos de
paradas adotados podem ser conferidos no Quadro 3 deste trabalho.
4.3.2 Coleta de dados no processo produtivo
A coleta das informações do processo é realizada através de um diário de
bordo, conhecido como Boletim de Produção, este documento foi criado para que os
operadores possam registrar todas as paradas ou acontecimentos durante o período
de trabalho. Os operadores foram treinados para efetuar o correto preenchimento
das informações no diário de bordo, preenchendo todas as informações relevantes e
pertinentes ao posto de trabalho.
O diário de bordo deve ser utilizado para fazer anotações do que está sendo
produzido, assim como a quantidade produzida, quantificar refugos, especificação
do equipamento utilizado, hora de inicio e fim do turno e observações que forem
importantes e relevantes sobre a operação.
Definiu-se com cada operador, que a rotina quanto à coleta das informações
do processo que ocorre durante o dia, e são registradas no diário de bordo, devem
ser entregues ao setor de Planejamento e Controle de Produção (PCP) sempre no
final do expediente, ou seja, todos os dias à tarde, no final do turno, para que no
próximo dia seja utilizado um novo documento para o preenchimento dos dados
referente ao dia em questão.
4.3.3 Registro de dados no processo produtivo
Os dados são coletados através do diário de bordo de forma manual o registro
das informações é realizado através de planilhas eletrônicas.
Através destas planilhas teremos todas as informações referentes produção
realizada na linha de produção monitorada, como:
Equipamento informado;
Produção por hora;
Tempo utilizado para produção;

76
Quantidade de itens conformes e não conformes;
Tempo real de produção;
Tempo perdido por problemas de qualidade no processo;
Paradas programadas e paradas não programadas;
Tempo de paradas.
A responsabilidade é do funcionário que realizar os lançamentos dos dados na
planilha eletrônica, analisar e identificar possíveis divergências em anotações
realizadas pelos operadores.
4.3.4 Mapeamento dos pontos críticos do processo
Os postos de trabalho monitorados conforme consta no Quadro 7 referem-se
aos processos primário e secundário. Os “x” destacados na cor vermelha, com base
na relação de IROG com as Sete Perdas de Shingo – Estudo de Caso, representam
que ambos os processos “4 e 5” se enquadram no mesmo tipo de perda, o destaque
na cor diferente serve apenas para identificar este propósito.
Quadro 7 – Mapeamento do Processo com relação à IROG e Sete perdas – Estudo de caso
Fonte: Elaborado pelo autor (2016).
Su
pe
rpro
du
çã
o
Es
pe
ra
Tra
ns
po
rte
Pro
ce
ss
am
en
to
Es
toq
ue
Mo
vim
en
to
Pro
d. D
efe
itu
os
os
1ª 2ª 3ª 4ª 5ª 6ª 7ª
Antunes et al. (2013);
Antunes et al. (2008);
Shingo (1996).
Tempo Disponível x X x X X 4 e 5
Liker (2005);
Ohno (1997).
Tempo de
Paradasx X x X X 4 e 5
Antunes et al. (2008);
Ohno (1997);
Shingo (1996).
Tempo Prod.
Totalx x X 4 e 5
Antunes et al. (2008);
Ohno (1997);
Liker (2005).
Tempo Real
Operaçãox x X x 4 e 5
Ohno (1997);
Shingo (1996)Itens Conformes x x X x 4 e 5
Antunes et al. (2008);
Liker (2005)
Itens não
conformesx x x X x 4 e 5
µ3
- Q
ua
lid
ad
eµ
2 -
Des
emp
enh
oµ
1 -
Dis
po
nib
ilid
ad
e
Autores Equação Índices do IROG
Sete Perdas de Shingo
Etapas de
Processo
77
4.4 Dados para o Cálculo do IROG
O levantamento dos dados para a realização do cálculo do Índice de tempo
operacional, Índice de performance operacional, Índice de peças aprovadas, bem
como o Índice de Rendimento Operacional Global, se deu através das informações
de relatórios extraídos dos Boletins de Produção, conhecidos como Diário de Bordo
na linguagem da literatura, estes dados retirados dos postos de trabalho permitiram
realizar os cálculos do IROG referente ao período dos meses de abril a junho de
2016 tanto no Processo de Britagem Primária como no Processo de Britagem
Secundária.
4.4.1 Cálculo do IROG
O cálculo do IROG foi executado com base mensal nos dois processos
(primário e secundário), conforme citado anteriormente, utilizando os dados
referentes aos meses de abril, maio e junho de 2016.
4.4.1.1 Processo Primário (4)
O apêndice C apresenta um modelo de relatório mensal de produção do
processo primário oriundo da coleta de dados obtido através do diário de bordo.
No mês de abril os dados obtidos foram os seguintes:
Tempo real de operação...............(256,93 – 57,77) = 199,17 horas
Tempo de paradas:...........................(3,40 + 57,77) = 61,17 horas
Tempo de produção total:..............(199,17 - 61,17) = 138,00 horas
Tempo disponível:......................................................= 256,93 horas
Tempo de agregação de valor:.......(195,77 – 61,17) = 134,60 horas
Quantidade de Itens Conformes.....................................= 48.200 Kg
Quantidade de Itens não Conformes...................................= 482 Kg
78
a) Cálculo do índice de disponibilidade conforme Equação 5.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙 − ∑ 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑎𝑟𝑎𝑑𝑎𝑠
𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 256,93 − 61,17
256,94 =
195,77
256,94
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 0,7619
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 76,19 %
b) Cálculo do índice de desempenho conforme Equação 6.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙
𝑇𝑒𝑚𝑝𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎çã𝑜
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 138,00
199,17
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 0,6929
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 69,29%
c) Cálculo do índice de qualidade conforme Equação 7.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑎𝑔𝑟𝑒𝑔𝑎çã𝑜 𝑑𝑒 𝑣𝑎𝑙𝑜𝑟
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) =57,92
61,17
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 0,9468
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 94,68%
Ou
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠 + 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝑁ã𝑜 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 48.200
48.682
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 0,9900
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 99%

79
Com os três índice calculado é possível calcular o IROG global do mês de
abril do processo (4) conforme apresentado na Equação 4:
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 × Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 × Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 0,7619 × 0,6929 × 0,99
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 0,5226
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 52,26%
No mês de maio os dados obtidos foram os seguintes:
Tempo real de operação...............(235,50 – 76,07) = 159,43 horas
Tempo de paradas:...........................(2,92 + 76,07) = 78,99 horas
Tempo de produção total:..............(159,43 – 78,99) = 80,44 horas
Tempo disponível:......................................................= 235,50 horas
Tempo de agregação de valor:.......(156,52 – 78,75) = 77,77 horas
Quantidade de Itens Conformes.....................................= 35.868 Kg
Quantidade de Itens não Conformes...................................= 179 Kg
a) Cálculo do índice de disponibilidade conforme Equação 5.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙 − ∑ 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑎𝑟𝑎𝑑𝑎𝑠
𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 235,50 − 78,99
235,50 =
156,52
235,5
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 0,6646
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 66,46%
b) Cálculo do índice de desempenho conforme Equação 6.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙
𝑇𝑒𝑚𝑝𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎çã𝑜
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) =80,44
159,43
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 0,5045
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 50,45%

80
c) Cálculo do índice de qualidade conforme Equação 6.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑎𝑔𝑟𝑒𝑔𝑎çã𝑜 𝑑𝑒 𝑣𝑎𝑙𝑜𝑟
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) =77,77
80,44
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 0,9668
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 96,68%
Ou
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠 + 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝑁ã𝑜 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 35.868
36.047
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 0,9950
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 99,50%
Com os três índices calculados é possível calcular o IROG global do mês de
maio do processo secundário (5) conforme apresentado na Equação 4.
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 × Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 × Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 0,6646 × 0,5045 × 0,9950
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 0,3336
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 33,36%
No mês de junho os dados obtidos foram os seguintes:
Tempo real de operação...............(247,30 – 49,55) = 197,75 horas
Tempo de paradas:...........................(5,08 + 49,55) = 54,63 horas
Tempo de produção total:..............(197,75 – 54,63) = 143,12 horas
Tempo disponível:......................................................= 247,30 horas
Tempo de agregação de valor:.......(192,67 – 53,77) = 138,90 horas
Quantidade de Itens Conformes.....................................= 44.797 Kg
Quantidade de Itens não Conformes...................................= 314 Kg

81
a) Cálculo do índice de disponibilidade conforme Equação 5.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙 − ∑ 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑎𝑟𝑎𝑑𝑎𝑠
𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 247,30 − 54,63
247,30 =
192,67
247,30
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 0,7790
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 77,90%
b) Cálculo do índice de desempenho conforme Equação 6.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙
𝑇𝑒𝑚𝑝𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎çã𝑜
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) =143,12
197,75
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 0,7237
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 72,37%
c) Cálculo do índice de qualidade conforme Equação 6.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑎𝑔𝑟𝑒𝑔𝑎çã𝑜 𝑑𝑒 𝑣𝑎𝑙𝑜𝑟
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 138,90
143,12
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 0,9705
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 97,05%
Ou
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠 + 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝑁ã𝑜 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 44.797
45.111
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 0,9930
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 99,30%

82
Com os três índices calculados é possível calcular o IROG global do mês de
maio do processo secundário (5) conforme apresentado na Equação 4.
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 × Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 × Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 0,7790 × 0,7237 × 0,9930
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 0,5598
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 55,98%
4.4.1.2 Processo Secundário (5)
O apêndice D apresenta um modelo de relatório mensal de produção do
processo secundário oriundo da coleta de dados obtido através do diário de bordo.
No mês de abril os dados obtidos foram os seguintes:
Tempo real de operação...............(318,03 – 60,87) = 257,17 horas
Tempo de paradas:...........................(4,17 + 56,70) = 60,87 horas
Tempo de produção total:..............(261,33 - 60,87) = 200,46 horas
Tempo disponível:......................................................= 318,03 horas
Tempo de agregação de valor:.......(257,17 – 60,87) = 196,30 horas
Quantidade de Itens Conformes.....................................= 45.117 Kg
Quantidade de Itens não Conformes...................................= 451 Kg
a) Cálculo do índice de disponibilidade conforme Equação 5.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙 − ∑ 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑎𝑟𝑎𝑑𝑎𝑠
𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 318,03 − 60,87
318,03 =
257,16
318,03
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 0,8086
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 80,86%

83
b) Cálculo do índice de desempenho conforme Equação 6.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙
𝑇𝑒𝑚𝑝𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎çã𝑜
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 200,46
261,33
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 0,7670
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 76,70%
c) Cálculo do índice de qualidade conforme Equação 6.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑎𝑔𝑟𝑒𝑔𝑎çã𝑜 𝑑𝑒 𝑣𝑎𝑙𝑜𝑟
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 196,30
200,46
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 0,9792
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 97,92%
Ou
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠 + 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝑁ã𝑜 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 45.117
45.468
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 0,9901
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 99,01%
Com os três índices calculados é possível calcular o IROG global do mês de
abril do processo (4) conforme apresentado na equação 4.
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 × Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 × Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 0,8086 × 0,7670 × 0,9901
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 0,6140
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 61,40%

84
No mês de maio os dados obtidos foram os seguintes:
Tempo real de operação...............(293,78 – 70,70) = 223,08 horas
Tempo de paradas:...........................(3,67 + 70,70) = 74,37 horas
Tempo de produção total:..............(223,08 – 74,37) = 148,71 horas
Tempo disponível:......................................................= 293,78 horas
Tempo de agregação de valor:.......(219,42 – 74,37) = 145,05 horas
Quantidade de Itens Conformes.....................................= 33.156 Kg
Quantidade de Itens não Conformes...................................= 232 Kg
a) Cálculo do índice de disponibilidade conforme equação 5.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙− ∑ 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑎𝑟𝑎𝑑𝑎𝑠
𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 293,78 − 74,37
293,78 =
219,41
293,78
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 0,7468
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 74,68% b) Cálculo do índice de desempenho conforme Equação 6.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙
𝑇𝑒𝑚𝑝𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎çã𝑜
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 148,71
223,08
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 0,6662
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 66,62%
c) Cálculo do índice de qualidade conforme Equação 6.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑎𝑔𝑟𝑒𝑔𝑎çã𝑜 𝑑𝑒 𝑣𝑎𝑙𝑜𝑟
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) =145,05
148,71
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 0,9753
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 97,53%

85
Ou
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠 + 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝑁ã𝑜 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 33.156
33.388
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 0,9930
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 99,30%
Ou
Com os três índices calculados, é possível calcular o IROG global do mês de
maio do processo secundário (5) conforme apresentado na Equação 4.
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 × Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 × Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 0,7468 × 0,6662 × 0,9930
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 0,4941
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 49,41%
No mês de junho os dados obtidos foram os seguintes:
Tempo real de operação...............(300,58 – 39,92) = 260,66 horas
Tempo de paradas:...........................(4,75 + 39,92) = 44,67 horas
Tempo de produção total:..............(260,67 – 44,67) = 216,00 horas
Tempo disponível:......................................................= 300,58 horas
Tempo de agregação de valor:.......(255,92 – 44,67) = 211,25 horas
Quantidade de Itens Conformes.....................................= 33.156 Kg
Quantidade de Itens não Conformes...................................= 232 Kg
a) Cálculo do índice de disponibilidade conforme Equação 5.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙 − ∑ 𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑎𝑟𝑎𝑑𝑎𝑠
𝑇𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 300,58 − 44,67
300,58 =
255,92
300,58
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 0,8514
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 (𝜇1) = 85,14%
86
b) Cálculo do índice de desempenho conforme Equação 6.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙
𝑇𝑒𝑚𝑝𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎çã𝑜
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 216,00
260,67
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 0,8286
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 (𝜇2) = 82,86%
c) Cálculo do índice de qualidade conforme Equação 6.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑎𝑔𝑟𝑒𝑔𝑎çã𝑜 𝑑𝑒 𝑣𝑎𝑙𝑜𝑟
𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑡𝑜𝑡𝑎𝑙
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 211,25
216,00
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 0,9780
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 97,80%
Ou
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠 + 𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝐼𝑡𝑒𝑛𝑠 𝑁ã𝑜 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 44.795
45.109
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 0,9930
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑝𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (𝜇3) = 99,30%
Com os três índices calculados, é possível calcular o IROG global do mês de
maio do processo secundário (5) conforme apresentado na Equação 4.
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 × Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑑𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 × Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 0,8514 × 0,8286 × 0,9930
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 0,7005
𝐼𝑅𝑂𝐺 (𝜇1 𝑋 𝜇2 𝑋 𝜇3) = 70,05%
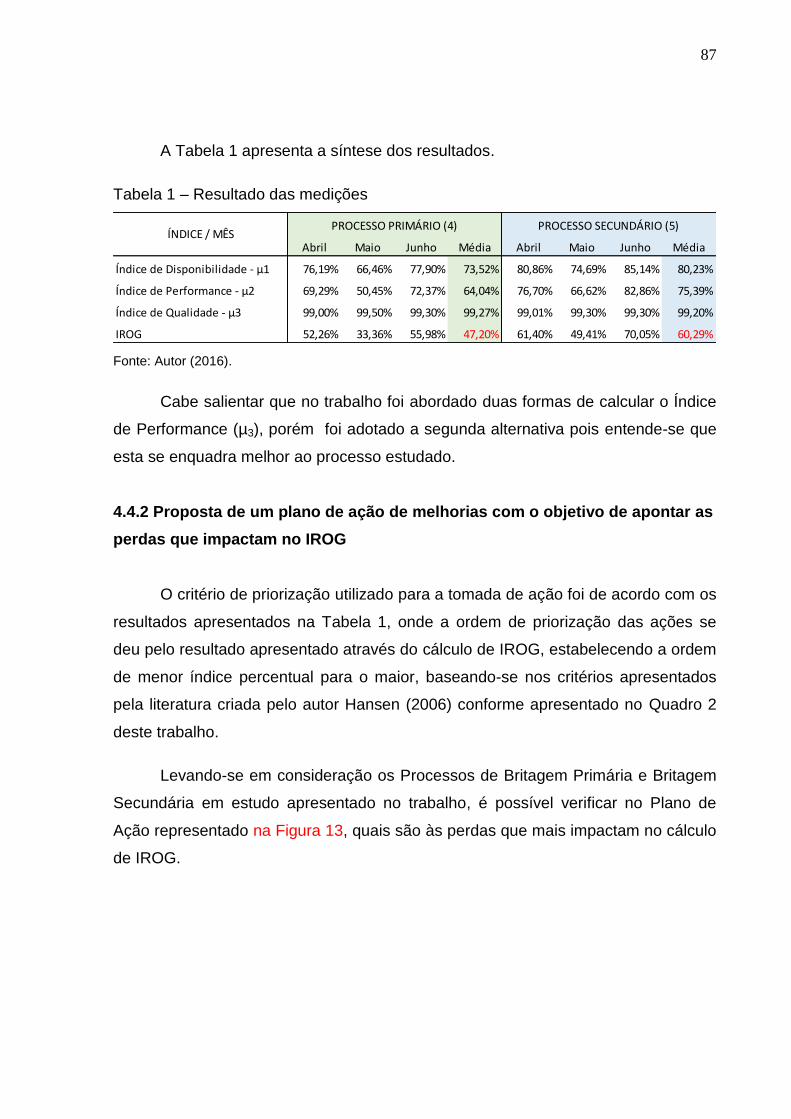
87
A Tabela 1 apresenta a síntese dos resultados.
Tabela 1 – Resultado das medições
Fonte: Autor (2016).
Cabe salientar que no trabalho foi abordado duas formas de calcular o Índice
de Performance (µ3), porém foi adotado a segunda alternativa pois entende-se que
esta se enquadra melhor ao processo estudado.
4.4.2 Proposta de um plano de ação de melhorias com o objetivo de apontar as
perdas que impactam no IROG
O critério de priorização utilizado para a tomada de ação foi de acordo com os
resultados apresentados na Tabela 1, onde a ordem de priorização das ações se
deu pelo resultado apresentado através do cálculo de IROG, estabelecendo a ordem
de menor índice percentual para o maior, baseando-se nos critérios apresentados
pela literatura criada pelo autor Hansen (2006) conforme apresentado no Quadro 2
deste trabalho.
Levando-se em consideração os Processos de Britagem Primária e Britagem
Secundária em estudo apresentado no trabalho, é possível verificar no Plano de
Ação representado na Figura 13, quais são às perdas que mais impactam no cálculo
de IROG.
Abril Maio Junho Média Abril Maio Junho Média
Índice de Disponibilidade - µ1 76,19% 66,46% 77,90% 73,52% 80,86% 74,69% 85,14% 80,23%
Índice de Performance - µ2 69,29% 50,45% 72,37% 64,04% 76,70% 66,62% 82,86% 75,39%
Índice de Qualidade - µ3 99,00% 99,50% 99,30% 99,27% 99,01% 99,30% 99,30% 99,20%
IROG 52,26% 33,36% 55,98% 47,20% 61,40% 49,41% 70,05% 60,29%
ÍNDICE / MÊSPROCESSO PRIMÁRIO (4) PROCESSO SECUNDÁRIO (5)

88
Figura 19 – Plano de Ação – 5W2H
Fonte: Autor (2016).
WHAT WHY HOW WHO WHERE WHEN HOW MUCH
O que fazer ? Porque fazer ? Como fazer ? Quem fará ? Onde ? Prazo Custo/Invest.
7 perdas de Shingo IROG
R$ 7.500,00 a
mais ao ano
Perda devido a contaminação ocasionado
por tela furada, contaminando as britas.
Para resolver precisa parar o processo e
fazer um remendo ou trocar a tela.
R$ 2.500,00 a
mais ao ano
Minimizar paradas no processo,
mantendo o caminhão reserva com
manutenção em dia, fazer manutenções
preventivas semanais, e melhorar a
qualidade do desmonte de rocha (pedras
menores).
R$ 1.500,00 ao
mês
O material precisa retornar mais para
produzir um determinado tipo de brita
(mais finas) ou melhorar a forma. Para
resolver isso, teria que trocar mais
seguido as telas.
Prioridades
Sem custos
adicionais
Ocorre perda pricipalmente em dias de
chuva quando os materiais mais finos
aderem mais na correia por ficar
molhado. O ideal seria cobrir todas as
correias para trabalhar em dias de chuva.
Custo total de R$
110.000,00
O processo não permite produzir
somente um tipo de brita, com isso acaba
gerando estoques maiores de alguns
tipos de brita, uma alternativa seria fazer
uma parceria com outro fornecedor para
trocar materiais.
Sem custos
adicionais4 Perda por Superprodução
Gerência de
Produção e
Departamento
Comercial
Processo 5 15/01/2017
5Perda por Produtos
DefeituososOperador Processo 5
Gerência de
Produção e Direção
da empresa
Processo 4 01/01/2020
1
05/03/2017
3 Perda por TransporteSupervisor de Brita
e Operadores
PLANO DE AÇÃO - 5W2H
2 Perda por Espera;
Gerência de
Produção e
operadores
Processo 5 01/02/207
Imediato
6 Perda por Processamento
Processo 4 15/12/2016
Perda por Estoque
Ajustar a produção para que os estoques
fiquem equilibrados, vender mais dos
produtos que tem maior quantidade em
estoque, fazer promoção, preço difente.
Gerência de
Produção e
Departamento
Comercial
Processo 4

89
5 CONSIDERAÇÕES FINAIS
Com o desenvolvimento deste trabalho, foi possível cumprir com os objetivos
propostos e responder a questão problema levantado no inicio do trabalho, o
propósito deste trabalho foi mapear o processo baseando-se em literaturas, e
analisar quais etapas de produção precisam ser melhoradas através da relação
entre o IROG e as sete perdas de Shingo. A relação foi desenvolvida por meio do
desenvolvimento do Framework teórico, posteriormente foi identificado quais das
sete perdas de Shingo possui maior impacto no processo produtivo e por
consequência no cálculo do IROG,
Através do cálculo de IROG foi possível estabelecer prioridades para uma
tomada de ação baseando-se nos parâmetros de aceitabilidade.
O estudo de caso desenvolvido na britagem englobou o cálculo de IROG, com
a identificação das perdas que mais impactam nos resultados, baseado na
bibliografia de Shingo (1996), com a análise dos resultados a partir dos índices de
disponibilidade, performance e qualidade. Para chegar à análise dos resultados
foram utilizados alguns passos do GPT, dentre eles o IROG, passo 11,13,14 e 15
instituídos por Antunes et. al. 2013, pois não foi intenção do presente trabalho
simplesmente adotar o método de GPT e aplica-lo na integra. O trabalho
estabeleceu alguns desafios que supera a prática da adoção de uma metodologia
como os estudos de característica dedutiva.
A aplicação da ferramenta IROG relacionado às Sete Perdas de Shingo foi
muito importante para a empresa, pois através dela, foi possível demonstrar que é
possível melhorar os resultados se agir de forma a minimizar ou eliminar perdas que

90
ocorrem no processo produtivo, sendo assim pode-se dizer que são propostas de
ações para melhorar o desempenho produtivo com base na literatura, dado o caráter
imparcial estabelecido pelo método de pesquisa.
Através deste estudo foi possível demonstrar a importância de utilizar
ferramentas que medem a eficiência e eficácia concomitantemente, e que identifique
também quais os efeitos que interferem nos resultados, deixando claro que sua
utilização pode contribuir para melhorar a gestão dos recursos da organização.
Com a aplicação do diário de bordo, além de possibilitar o cálculo de IROG, e
identificar as perdas impactantes neste cálculo, através destas ferramentas também
foi possível conhecer as paradas que ocorrem dia a dia no processo, e que
poderiam impactar nos resultados.
Para analisar os resultados dos dois processos foi definido o período de abril
a junho de 2016 de cada um dos processos, foi utilizado o critério de aceitabilidade
de Hansen, onde este fala que abaixo de 65%, os resultados são considerados não
aceitáveis, ou seja, precisa ser feito um plano de ação, de 65% a 75% o autor
considera como sendo um bom resultado e de 75% a 85% como sendo muito bom,
mas precisa ir além deste percentual, pois o ideal é acima de 85% para processos
em lotes e maior que 90% para processos contínuos.
Sendo assim, foi proposto um plano de ação para melhorar o desempenho
nos dois processos, com base no Framework relacionando IROG e as Sete Perdas
de Shingo, o cálculo de IROG apresentou resultado abaixo dos 65% para ambos os
processos, sendo 47,20% para o primário e 60,29% para o secundário.
Ao fazer uma análise de cada Índice através da Tabela 1 – Resultado das
medições, pode-se chegar a conclusão que as perdas que mais impactam são:
Perda por estoque no índice de performance (µ2) do primário com 64,04%, índice de
disponibilidade (µ1) com 73,52% também no processo primário, 75,39% no índice de
performance (µ2) do processo secundário e 80,23% índice de disponibilidade (µ1)
também no secundário, com isso é possível observar que o foco das ações estão no
índice de performance e de disponibilidade e as perdas que mais impactam nestes
resultados são: Perda por estoque, perda por espera, perda por transporte e perda
por superprodução.

91
REFERÊNCIAS
ANTUNES, Junico et al. Sistemas de produção: conceitos e práticas para projeto e gestão da produção enxuta. Porto Alegre: Bookman, 2008. ANTUNES, Junico et al. Uma revolução na produtividade: a gestão lucrativa dos postos de trabalho. Porto Alegre: Bookman, 2013. BUENO, Wagner Pietrobelli; GODOY, Leoni Pentiado; MULLER, Thamine Kohler, GODOY, Tais Pentiado; WEGNER, Roger da Silva: Aplicação do Sistema Toyota de Produção no Mapeamento de Processos e Fluxos de valor em uma pequena Indústria Calçadista: Enegep 2015, Fortaleza, CE. CAMPOS, Vicente Falconi. TQC: controle da qualidade total (no estilo japonês). 8. ed. Belo Horizonte: INDG, 2004. CHEMIN, Beatris Francisca. Manual da Univates para trabalhos acadêmicos: planejamento, elaboração e apresentação. 3. ed. Lajeado: UNIVATES, 2015. CUNHA, Alex Uilamar do Nascimento: Mapeamento de processos organizacionais da UnB: caso Centro de Documentação da UnB. CEDOC: Brasília, 2012. DIAS, Josinaldo de Oliveira; ARLINDO, Ana Paula Licasalio; SANTOS, Higina Gomes Rangel; SANTOS, Ana Carla de Souza Gomes: Ferramentas da Qualidade na Melhoria do Processo Produtivo: Um estudo no Processo de Panificação em uma Rede de Sipermercados da cidade de Campos: Enegep 2015, Fortaleza, CE ESTUMANO, Keyla da Costa; AMORIM, Daniel Meireles; LUIZ, Eduardo Carvalho da Silva; JARDIM, Fabio Gomes: Aplicação do Método de Análise e Solução em uma Empresa de Redução de Crédito: Enegep 2015, Fortaleza, CE. FALCÃO, Antônio Sérgio Galindo; FOGLIATTO, Flávio Sanson; MULLER, Antônio Filipe; ELY, Fabiane: Mecanismo da Função Produção aplicado na análise e identificação de perdas nos processos de produção de equipes de trabalho pesado: Enegep 2003, Ouro Preto, MG.
92
GIL, Antonio Carlos. Estudo de caso: fundamentação científica, subsídios para coleta e análise de dados, como redigir o relatório. São Paulo: Atlas, 2009. GIL, Antonio Carlos. Como elaborar projetos de pesquisa. 5. ed. São Paulo: Atlas, 2010. HANSEN, Robert C. Eficiência global dos equipamentos: uma poderosa ferramenta de produção/manutenção para o aumento dos lucros. Porto Alegre: Bookman, 2008. LIKER, Jeffrey K. O modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Porto Alegre: Bookman, 2005. LIKER, Jeffrey K. A cultura Toyota: a alma do modelo Toyota. Porto Alegre: Bookman, 2009. LIRA, Manuel Fabiano Leite; HORATO, Caroline M; DAIUTO, Debora Michele Morone; DIAS, Liliane da Costa; CARMO, Annibal José Scavarda: Mapeamento de processos e indicadores de desempenho com ferramentas de melhoria contínua: Um estudo de caso em um laboratório produtor de imunobiológicos: Enegep 2015, Fortaleza, CE. LOPES, Tayana Ortix; FROTA, Cláudio Dantas: Aplicação dos Conceitos do Lean Manufacturing para Melhoria do Processo de Produção em uma empresa de Eletrodomésticos: Um estudo de Caso: Enegep 2015, Fortaleza, CE. MATOS, João Felipe; PEDRO, Neuza: De que falamos quando falamos de Framework na Investigação em Educação Física (Matemática)? Grupo de Investigação: Aprender Tecnologia, Matemática e Sociedade Centro de Investigação em Educação Faculdade de Ciências da Universidade de Lisboa. MIGUEL, Paulo Augusto Cauchick. Metodologia de pesquisa em engenharia de produção e gestão de operações. Rio de Janeiro: Elsevier, 2010. MOREIRA, Daniel Augusto. Administração da produção e operações. 2. ed. rev. ampl. São Paulo: Cengage Learning, 2008. OHNO, Taiichi; SCHUMACHER, Cristina. O sistema Toyota de produção: além da produção em larga escala. Porto Alegre: Bookman, 1997. OLIVEIRA, Ivania Aparecida; FIGUEIREDO, Francisca Jeanne Sidrim; OLIVEIRA, Otavio Jose; BEZERRA, Flávio Mendonça: Qualidade e Lean Manufacturing para Reorganização de Postos de Trabalho e aumento da Produtividade: Enegep 2014, Curitiba, PR. PALADINI, Edson Pacheco. Gestão da qualidade: teoria e prática. 3. ed. São Paulo: Atlas, 2012.

93
PARABONI, Priscila Bonalume; OLIVEIRA, Rafael Pieretti. Eficiência Global dos equipamentos pela abordagem da Gestão do Posto de Trabalho. Um estudo de caso na indústria metal-mecânico: Enegep 2011, Belo Horizonte, MG. PIRAN, Fabio Antonio Sartori; TRAPP, Guilherme Sperling; NEVES, Camila Timm; NUNES, Fabiano de Lima. A Utilização do Índice de Rendimento Operacional Global (IROG) na Gestão dos Postos de Trabalho. Estudo Aplicado em uma Empresa do Segmento Metal Mecânico. Revista Espacios. Vol. 36 (Nº 24) Ano 2015. PORTER, Michael E.; BRAGA, Elizabeth Maria de Pinto. Vantagem competitiva: criando e sustentando um desempenho superior. 26. ed. Rio de Janeiro: Campus, 2004. ROBLES, Junior Antonio . Custos da qualidade: aspectos econômicos da gestão da qualidade e da gestão ambiental. 2ª Ed. São Paulo: Atlas, 2003. SAMPIERI, Roberto Hernández; COLLADO, Carlos Fernández; LUCIO, Pilar Baptista. Metodologia de pesquisa. 3. ed. São Paulo: McGraw-Hill, 2006. SHINGO, Shigeo; SCHAAN, Eduardo. O sistema Toyota de produção: do ponto de vista da engenharia de produção. Porto Alegre: Bookman, 1996. SOARES, Suelem Campos; BRITO, Jorge Nei: Análise da Causa Raiz da Falha de um moinho de pinos utilizado no processo produtivo de uma indústria processadora de amêndoa de cacau: Enegep 2014, Curitiba, PR. YIN, Robert K.; GRASSI, Daniel. Estudo de caso: planejamento e métodos. 3. ed. Porto Alegre: Bookman, 2005.
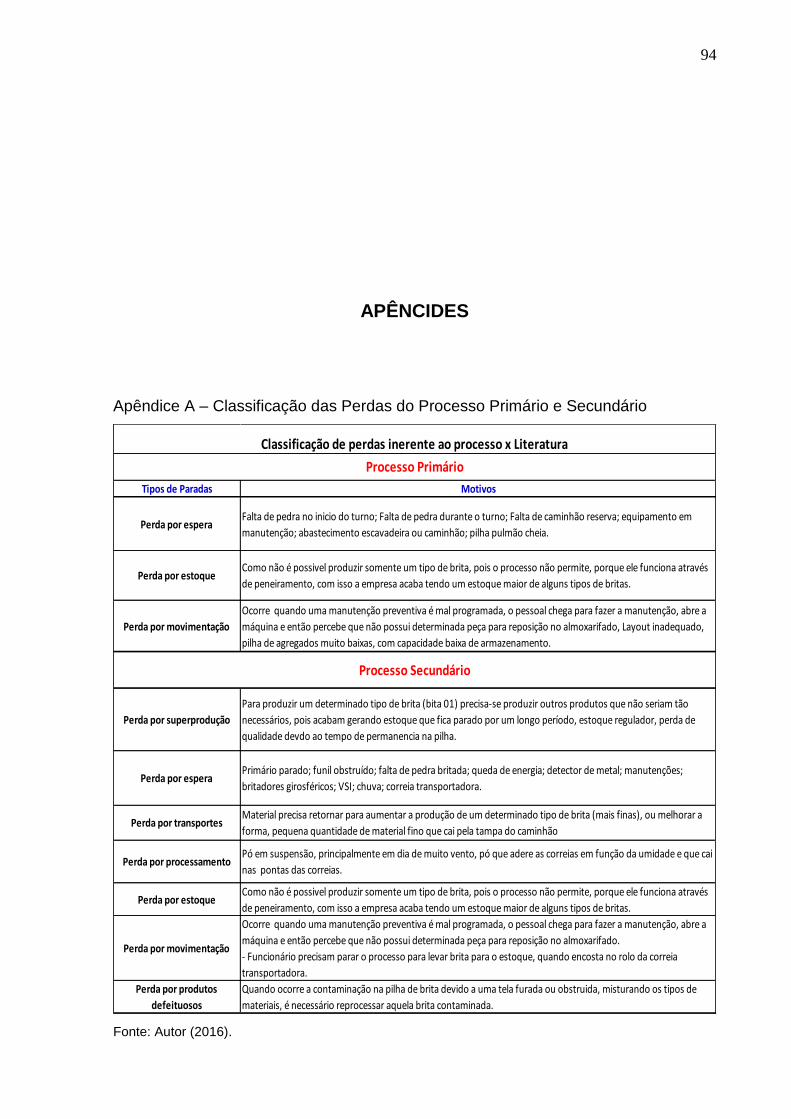
94
APÊNCIDES
Apêndice A – Classificação das Perdas do Processo Primário e Secundário
Fonte: Autor (2016).
Tipos de Paradas Motivos
Perda por espera Falta de pedra no inicio do turno; Falta de pedra durante o turno; Falta de caminhão reserva; equipamento em
manutenção; abastecimento escavadeira ou caminhão; pilha pulmão cheia.
Perda por estoque Como não é possivel produzir somente um tipo de brita, pois o processo não permite, porque ele funciona através
de peneiramento, com isso a empresa acaba tendo um estoque maior de alguns tipos de britas.
Perda por movimentação
Ocorre quando uma manutenção preventiva é mal programada, o pessoal chega para fazer a manutenção, abre a
máquina e então percebe que não possui determinada peça para reposição no almoxarifado, Layout inadequado,
pilha de agregados muito baixas, com capacidade baixa de armazenamento.
Perda por superprodução
Para produzir um determinado tipo de brita (bita 01) precisa-se produzir outros produtos que não seriam tão
necessários, pois acabam gerando estoque que fica parado por um longo período, estoque regulador, perda de
qualidade devdo ao tempo de permanencia na pilha.
Perda por espera Primário parado; funil obstruído; falta de pedra britada; queda de energia; detector de metal; manutenções;
britadores girosféricos; VSI; chuva; correia transportadora.
Perda por transportesMaterial precisa retornar para aumentar a produção de um determinado tipo de brita (mais finas), ou melhorar a
forma, pequena quantidade de material fino que cai pela tampa do caminhão
Perda por processamentoPó em suspensão, principalmente em dia de muito vento, pó que adere as correias em função da umidade e que cai
nas pontas das correias.
Perda por estoqueComo não é possivel produzir somente um tipo de brita, pois o processo não permite, porque ele funciona através
de peneiramento, com isso a empresa acaba tendo um estoque maior de alguns tipos de britas.
Perda por movimentação
Ocorre quando uma manutenção preventiva é mal programada, o pessoal chega para fazer a manutenção, abre a
máquina e então percebe que não possui determinada peça para reposição no almoxarifado.
- Funcionário precisam parar o processo para levar brita para o estoque, quando encosta no rolo da correia
transportadora.
Perda por produtos
defeituosos
Quando ocorre a contaminação na pilha de brita devido a uma tela furada ou obstruida, misturando os tipos de
materiais, é necessário reprocessar aquela brita contaminada.
Processo Primário
Classificação de perdas inerente ao processo x Literatura
Processo Secundário

95
Apêndice B – Planilha Eletrônica para Lançamento de dados
Fonte: Empresa (2016).
Total
Hora (h,mm) 11,45 12,45 17,07 10,07Hora (centessimal) 6 11,75 5,75 12,75 17,11666667 4,37 10,12
Horimetro ### 16852 16852,00 9,409,24
Placa do Caminhão Total
ISY-2989 34
ISX-7692 35
IVI-7804 34
Total 103
PARADO TRAB. PARADO TRAB. PARADO
SOMA DO TEMPO0,38 0,02 0,04 0,02 0,429,42 0 0,633333333 0,033333333 0,066666667 0,033333 0,7
150,39 145,55 m³/hora
Horas Previstas:
Horas Trabalhadas:
Horas Britadas:
Horas Horimetro:
Produção por hora: m³/hora
9,24
0,009,38
m³ transp./ carga:
m³ / hora:
m³ / hora:
9,25
13,5
147,7
1.390,50
1º Turno
6,00
2º Turno
148,2
m³ britados:
99,6%
10,07
Eficiência
9,23
Tempo (Horas)
57
15
Paralizações
19 16
15
1º Turno
16842,6
Nº de cargas 1º Turno Nº de cargas 2º Turno
Total
TRAB.
19
19
46
2º Turno

96
Apêndice C – Relatório Mensal de Produção do Processo Primário
Fonte: Empresa (2016).

97
Apêndice D – Relatório Mensal de Produção do Processo Secundário
Fonte: Empresa (2016).