Embed Size (px)
Citation preview

UNIVERSIDADE DO OESTE DE SANTA CATARINA
CAMPUS DE VIDEIRA
MESTRADO ACADÊMICO EM CIÊNCIA E BIOTECNOLOGIA
AURO LUIZ SCHWAB
RESÍDUOS SÓLIDOS DA INDÚSTRIA DE CELULOSE E PAPEL EXTRAÍDOS DO
HIDRAPULPER: ESTUDO DE CASO DA CELULOSE IRANI S.A.
VIDEIRA – SC
2016

AURO LUIZ SCHWAB
RESÍDUOS SÓLIDOS DA INDÚSTRIA DE CELULOSE E PAPEL EXTRAÍDOS DO
HIDRAPULPER: ESTUDO DE CASO DA CELULOSE IRANI S.A.
Dissertação apresentada como requisito à obtenção do grau de Mestre do Programa de Pós-Graduação Acadêmico em Ciência e Biotecnologia: Área de concentração Caracterização e tratamento de águas, efluentes e resíduos.
Mestrando: Auro Luiz Schwab
Orientador: Prof. Dr. Augusto Fischer
Co-orientador: Prof. Dr. Jean Carlo S.S. Menezes
VIDEIRA – SC
2016

Ficha Catalográfica
Vanessa Pereira – CRB 14/1446
S399r Schwab, Auro Luiz
Resíduos sólidos da indústria de celulose e papel extraídos do hidrapulper: estudo de caso da Celulose Irani S.A. / Auro Luiz Schwab – 2016.
71f. : ils.,figs.
Orientador: Prof. Dr. Augusto Fischer.
Dissertação (Mestrado em Ciência e Biotecnologia) – Programa de Pós-Graduação Mestrado Acadêmico em Ciência e Biotecnologia, Universidade do Oeste de Santa Catarina, Campus Videira – UNOESC, 2016.
1. Resíduo Industrial. 2. Hidrapulper. 3. Reaproveitamento de Resíduos. I. Título. II. Autor. III Orientador.
CDD: 628.44

AURO LUIZ SCHWAB
RESÍDUOS SÓLIDOS DA INDÚSTRIA DE CELULOSE E PAPEL EXTRAÍDOS DO
HIDRAPULPER: ESTUDO DE CASO DA CELULOSE IRANI S.A.
Dissertação apresentada como requisito à obtenção do grau de Mestre do Programa de Pós-Graduação Acadêmico em Ciência e Biotecnologia: Área de concentração Caracterização e tratamento de águas, efluentes e resíduos.
Aprovada em: ____/____/2016
BANCA EXAMINADORA
___________________________________________________________________ Prof. Dr. Augusto Fischer Universidade do Oeste de Santa Catarina – Unoesc
___________________________________________________________________ Prof. Dr. Jean Carlo S.S. Menezes Universidade do Oeste de Santa Catarina – Unoesc
___________________________________________________________________ Prof. Dr. Eduardo Gelinski Júnior Universidade do Oeste de Santa Catarina – Unoesc
___________________________________________________________________ Prof. Dra Maria Rita Chaves Nogueira Universidade do Oeste de Santa Catarina – Unoesc
___________________________________________________________________ Prof. Dra Jane Mary Lafayette Neves Gelinski Universidade do Oeste de Santa Catarina – Unoesc

À Marlene, minha esposa, às minhas filhas,
Camila, Nayara e Isabela, pelas horas
ausentes, dedicação, estímulo, compreensão,
carinho e paciência.
Ao meu pai, Donato, e minha mãe, Helena, que
no fruto do amor me conceberam a vida (In
Memorian).

Bem-aventurados os puros de coração,
porque verão a Deus.
(Matheus 5:8)

AGRADECIMENTOS
Ao professor Dr. Augusto Fischer, pela sua dedicação, sabedoria, orientação
e paciência nesta jornada como meu orientador.
À professora Dra. Jane Gelinski, docente do mestrado, pelo seu ensinamento
e contribuições durante o curso.
Ao professor Idovino Baldissera, que foi a luz em meu caminho para que me
tornasse mestre.
À Irani Celulose, por ter concedido e confiado ter feito minha pesquisa da
dissertação em sua planta fabril.
Agradeço a todos aqueles que contribuíram de forma direta ou indireta para
que eu atingisse meu objetivo.
Em especial a toda minha família, pelo amor dedica doe seu apoio nesta
jornada para que eu chegasse ao meu objetivo.

RESUMO
Este estudo ocorre una Celulose Irani, em Vargem Bonita, Santa Catarina. A
pesquisa teve como objetivo analisar os resíduos gerados pelo desagregador de
aparas de papel conhecido como hidrapulper. A metodologia usada foi o estudo de
caso único, descritivo, exploratório e qualitativo. Para a obtenção de dados foram
elaborados questionários semiestruturados com questões predefinidas.
Posteriormente, foram coletados rejeitos gerados no hidrapulper e realizou-se ensaio
laboratorial de umidade e classificação. Nesta etapa efetuou-se a análise da
quantidade de umidade por tipo de resíduo e, em seguida, foi feita a classificação de
cada resíduo gerado. Por último, os dados foram refinados em planilhas eletrônicas
para análise. Ficou evidente que de todos os resíduos sólidos gerados dentro desta
unidade, o hidrapulper é responsável por 70% dos rejeitos encaminhados ao aterro
industrial. Mensalmente são geradas 1.400 toneladas de rejeitos pelo hidrapulper,
como metais, plásticos, borracha, madeira, cola, pano, areia, terra e fibras de
celulose. De todos estes resíduos o plástico e as fibras de celulose representam
96% do total gerado. O reaproveitamento ou reciclagem destes resíduos podem
causar uma diminuição acima de 1.300 toneladas de rejeitos enviados para descarte
final, gerando uma economia tanto na parte financeira quanto ambiental, além de
gerar receita com a comercialização dos resíduos reciclados e não reaproveitados
dentro da sua unidade. A busca de novas formas para diminuir e reaproveitar a
geração de resíduos deixou de ser vista como despesa para ser investimento e um
diferencial competitivo de mercado.
Palavras-chave: Resíduo Industrial. Hidrapulper. Reaproveitamento de resíduos.

ABSTRACT
This study was at Celulose Irani in Vargem Bonita Santa Catarina. The research
aimed to analyze the residues generated by deaggregator of scrap of paper known
as hidrapulper. The methodology used was the study of a single case, descriptive,
exploratory and qualitative. To obtain data, semi-structured questionnaire eswere
made. Subsequently were collected waste generated in hidrapulper and held
moisture and classification laboratory test. In this step, it was performed moisture
quantity analysis by type of waste, and then it was taken characterization of each
waste generated. Finally the data were typed into electronic spreadsheets for
analysis. It became evident that, of all solid waste generated within this unit,
hidrapulper accounts for 70% of waste sent to industry landfill. Every month it is
generated 1,400 tons of waste by hidrapulper as metals, plastics, rubber, wood, glue,
cloth, sand, dust and cellulose fibers. Of all this waste, plastic and cellulose fibers
account for 96% of total generation. The reuse or recycling of this waste can provide
reduction of more than 1,300 tons of waste sent for final disposal, generating savings
of both economic and environmental, and generate revenue from the sale of recycled
and not reused within its unit. The search for new ways to reduce and reuse waste
generation ceased to be regarded as an expense and it has become an investment
and a market competitive advantage.
Keywords: Industrial Waste. Hidrapulper. Reuse of waste.

LISTA DE ILUSTRAÇÕES
Gráfico 1 – Balança comercial do setor de celulose e papel ....................... 18
Quadro 1 – Rotação e rendimento espécies de celulose fibra..................... 19
Quadro 2 – Rotação e rendimento espécies de celulose fibra longa ........... 19
Quadro 3 – Maiores produtores mundiais de papel e celulose
(mil toneladas) .......................................................................... 19
Quadro 4 – Maiores produtores mundiais de celulose ................................. 20
Gráfico 2 – Países que mais reciclam aparas no mundo ............................ 22
Fluxograma 1 – Reciclagem de papel ................................................................ 24
Quadro 5– Classificação dos resíduos sólidos ........................................... 25
Quadro 6– Tipos de reciclagem de plásticos .............................................. 31
Quadro 7– Impactos ambientais potenciais e medidas atenuantes ............ 32
Quadro 8– Normas ISO 14000 ................................................................... 34
Gráfico 3 – Evolução do consumo nacional de aparas ............................... 43
Gráfico 4 – Percentual de cada resíduo gerado no hidrapulper .................. 45
Fotografia 1 – Resíduos gerados no hidrapulper ............................................. 45
Gráfico 2 – Resíduos gerados no hidrapulper contendo umidade ............... 50
Fotografia 2 – Variedade de polímeros para reciclagem ................................. 51
Gráfico 3 – Resíduo de polímeros úmido e seco ......................................... 52
Fotografia 3 – Equipamento triturador e produto final triturado ........................ 53
Fotografia 4 – Produtos da empresa 1, telhas, estacas e goivos..................... 54
Fotografia 5 – Produtos da empresa 2, mesas, piso e mourões ...................... 54
Fotografia 6 – Empresa 3, decks, banco e floreira ........................................... 55

LISTA DE TABELAS
Tabela 1 – Geração de resíduos (ton) .............................................................. 46
Tabela 2 – Geração e consumo de aparas da federação, em toneladas .......... 48
Tabela 3 – Classificação dos resíduos do hidrapulper em uma amostra
de 10 kg .......................................................................................... 49
Tabela 4 – Tipo de aproveitamento ou não dos resíduos e sua disposição
final .................................................................................................. 59
Tabela 5 – Custo anual por tipo de resíduo do hidrapulper .............................. 60

LISTA DE ABREVIATURAS E SIGLAS
ABNT Associação Brasileira de Normas Técnicas
BNDES Banco Nacional de Desenvolvimento Econômico e Social
Bracelpa Associação Brasileira de Celulose e Papel
Cempre Compromisso Empresarial para Reciclagem
Conama Conselho Nacional do Meio Ambiente
EIA Estudo de Impacto Ambiental
ISO International Organization for Standardization
MMA Ministério do Meio Ambiente
PET Politereftalato de Etileno
PGRS Plano de Gerenciamento de Resíduos Sólidos
PNRS Política Nacional dos Resíduos Sólidos
PP Polipropileno Polietileno
PVC Policloreto de Vinila
RIMA Relatório Impacto Meio Ambiente

SUMÁRIO
1 INTRODUÇÃO ............................................................................................. 13
1.1 OBJETIVOS ................................................................................................. 14
1.1.1 Objetivo geral .............................................................................................. 14
1.1.2 Objetivos específicos ................................................................................. 15
1.2 JUSTIFICATIVA............................................................................................ 15
2 REVISÃO BIBLIOGRÁFICA ........................................................................ 17
2.1 A INDÚSTRIA DE CELULOSE E PAPEL ...................................................... 17
2.2 A PRODUÇÃO DE PAPEL RECICLADO ...................................................... 20
2.3 RESÍDUOS INDUSTRIAIS. .......................................................................... 24
2.3.1 Resíduos Sólidos Industriais .................................................................... 25
2.4 A GERAÇÃO DE RESÍDUOS NA INDÚSTRIA DE CELULOSE E PAPEL .... 27
2.5 RESÍDUOS PLÁSTICOS .............................................................................. 29
2.6 SISTEMAS DE GESTÃO AMBIENTAL ......................................................... 31
3 PROCEDIMENTOS METODOLÓGICOS ..................................................... 37
3.1 DELIMITAÇÃO DA PESQUISA..................................................................... 37
3.2 MÉTODOS DA PESQUISA ........................................................................... 39
3.3 TÉCNICA E INSTRUMENTOS DE COLETA DE DADOS ............................. 40
3.4 TÉCNICAS DE ANÁLISE DOS DADOS ........................................................ 41
4 APRESENTAÇÃO E ANÁLISE DOS RESULTADOS ................................. 42
4.1 A CELULOSE IRANI ..................................................................................... 42
4.2 EXTRAÇÃO DOS RESÍDUOS SÓLIDOS DO HIDRAPULPER ..................... 44
4.3 CARACTERIZAÇÕES DOS RESÍDUOS SÓLIDOS DO HIDRAPULPER ..... 47
4.3.1 Tipos de resíduos reaproveitados ............................................................ 50
4.3.2 Tipos de resíduos não reaproveitados ..................................................... 56
4.3.3 Tipos de resíduos sem reaproveitamento ................................................ 57
5 CONSIDERAÇÕES FINAIS ......................................................................... 61
REFERÊNCIAS ............................................................................................ 63

13
1 INTRODUÇÃO
Atualmente, o parque fabril de celulose e papel brasileiro é considerado um
dos mais avançados do planeta. Os fatores que diferenciam o Brasil na produção de
celulose e papel de outros países, é sua base florestal altamente produtiva e
integrada, escala e idade tecnológica das plantas industriais e equipes qualificadas
em pesquisa e desenvolvimento florestal. Estimam-se investimentos na ordem de R$
16 bilhões entre os anos de 2015 a 2018 para o setor (BNDES, 2014).
A produção brasileira de celulose e papel ocupa lugar de destaque no cenário
mundial. Dados da Associação Brasileira de Celulose e Papel (BRACELPA),
referentes ao ano de 2013, demonstram que as exportações chegaram a U$ 6,7
bilhões. A produção de celulose foi de 15.129 milhões de toneladas e a de papel de
10.444 milhões de toneladas, ocupando respectivamente o 4º e 9º lugar mundial.
Existem 220 fábricas espalhadas por 18 estados do país e 2,2 milhões de hectares
de florestas plantadas como matéria-prima (BRACELPA, 2014).
Junto com o crescimento do setor vem ageração de resíduos industriais, o
que se tornou um sério problema a ser enfrentado pelas indústrias. Estimativas
informam que para cada 100 toneladas de celulose são geradas 48% toneladas de
resíduos (REMADE, 2003).
Por gerar impactos ambientais significativos na exploração de recursos
naturais, consumo de água, emissões atmosféricas e geração de resíduos, este
setor vem buscando mitigar as exterioridades no meio ambiente diminuir estes
choques com o meio ambiente, fazendo o reuso dos resíduos gerados para
produção de bens e serviços dentro da própria planta de produção. Os resíduos que
não podem ser reutilizados dentro da fábrica, mas podem ser reciclados, são
enviados a empresas especializadas neste serviço. Os restantes dos resíduos que
não há como aproveitar e são considerados rejeitos são descartados aterro
industrial.
As fábricas que usam aparas para produzir celulose utilizam um equipamento
denominado tambor desagregador de pasta de papel, ou hidrapulper, que tem por
finalidade a produção de celulose. O hidrapulper, ao finalizar o processo de retirada da
celulose das aparas, gera uma quantidade de resíduos, os quais, por ter baixa
viabilidade econômica para a indústria, são descartados como rejeito no aterro
industrial. Esta forma de descarte não se mostra a melhor opção tanto financeira quanto

14
ambientalmente. O correto é fazer o reaproveitamento dos resíduos para a produção de
bens e serviços, evitando jogar no aterro. Além de ter um econômico significativo gera
um passivo ambiental para a empresa que tem a responsabilidade pelos rejeitos.
A Lei 12.305/10, que institui a Política Nacional dos Resíduos Sólidos
(PNRS), descreve que os resíduos industriais são aqueles gerados nos processos
produtivos e instalações industriais. A disseminação de uma Política de Minimização
de resíduos e de valorização dos 3Rs (Reutilização, Reuso e Reciclagem) descrito
no Art.19 Inciso X da PNRS, coloca a importância de reduzir a geração de resíduos,
reutilizar e reciclar. A PNRS estabelece como meta de destinação final
ambientalmente adequada, de 50% até 2015 e de 100% até 2019, dos resíduos
industriais gerados, observando ainda a premissa da redução, reutilização e
reciclagem dos resíduos (BRASIL, 2010).
Diante deste problema, deve-se analisar a geração dos resíduos industriais
interligando a gestão ambiental com o desenvolvimento industrial e uma linha de
produção sustentável.
O aterro industrial é o destino mais comum para este tipo de resíduo, mesmo
sendo considerada uma técnica de disposição adequada, gera impactos ambientais,
custo elevado para a empresa e demanda de grandes áreas para disposição das
indústrias que possuam o seu próprio aterro industrial.
A finalidade foi estudar destino final ambientalmente mais sustentável para o
resíduo gerado no hidrapulper, reaproveitando dentro da indústria para a geração de
bens e serviços, considerando a viabilidade financeira, ambiental e tecnológica.
1.1OBJETIVOS
Foram analisadas alternativas ambientalmente corretas e sustentáveis para o
reuso dos resíduos gerados pelo hidrapulper na unidade da Irani Celulose SA.
1.1.1Objetivo geral
Analisar alternativas de reuso dos resíduos produzidos no hidrapulper de uma
indústria de celulose e papel.

15
1.1.2Objetivos específicos
a) Levantar os volumes de resíduos extraídos pelo hidrapulper;
b) Classificar os resíduos extraídos pelo hidrapulper;
c) Avaliar alternativas de reuso e reaproveitamento dos resíduos industriais
extraídos pelo hidrapulper;
d) Avaliar efeitos ambientais e econômicos do reuso e reaproveitamento dos
resíduos.
1.2 JUSTIFICATIVA
Com o crescimento dos habitantes do planeta houve igualmente o
crescimento da sociedade urbanizada e industrializada, e, como consequência, uma
maior geração de resíduos. Em razão do crescimento da geração de resíduos, a
reciclagem se tornou papel importante na área ambiental, econômica ou da
sustentabilidade (HARE, 2005).
A geração de resíduos pelas indústrias de origem florestal, segundo Posonski
(2005), é um de seus aspectos mais importantes no que diz respeito às questões
ambientais inerentes às suas atividades, pois a manutenção de depósitos de
resíduos, ou sua incineração, não são práticas recomendáveis ambientalmente em
virtude dos impactos gerados.
Um dos objetivos da reciclagem de materiais é diminuir a contaminação
ambiental oriunda de resíduos gerados pelo ser humano. A transformação ou a
reciclagem de papel em novos produtos e serviços a ser comercializado evita o
descarte em aterros industriais e sanitários.
Um complicador da produção de resíduos é o uso indiscriminado de materiais
descartáveis. O problema ambiental causado pelo descarte destes resíduos exige
soluções rápidas, tendo em vista a quantidade de resíduos descartados de forma
inadequada e que poderiam de alguma forma, ser reciclado ou reaproveitado
economicamente.
Na gestão de resíduos a reciclagem e o reaproveitamento são componentes
necessários para que possam gerar benefícios econômicos, ambientais de
valorização de matéria-prima, diminuindo o descarte em aterros.

16
O hidrapulper, equipamento que desagrega papel e aparas para transformar
novamente em fibra de celulose, é um grande gerador de resíduos. Isto ocorre
quando os fardos de papel colocados no hidrapulper estão contaminados com
impurezas, como plásticos, grampos, areia, tinta, etc. Ao final do processo estes
resíduos são descartados no aterro industrial.
A PNRS tem por objetivo evitar e prevenir a geração de resíduos sólidos. Esta
lei tem a premissa do poluidor pagador, norma de direito ambiental que consiste em
obrigar o poluidor a arcar com os custos dos resíduos gerados. Quanto mais
resíduos gerar e enviar para o aterro sanitário ou industrial maior seu custo.
A importância deste estudo consiste em encontrar aplicações de utilização
para os resíduos plásticos gerados no hidrapulper, evitando o envio para o aterro
industrial. O foco é transformar estes resíduos plásticos em matéria-prima para
transformação em produtos, como: madeira plástica, estacas plásticas, telhas
ecológicas e mourões plásticos.

17
2REVISÃO BIBLIOGRÁFICA
Nesta seção são apresentados os estudos que abordam a geração de
resíduos pós-consumo com o foco nos rejeitos de polímeros misturados junto com
as aparas destinadas à produção de celulose.
O Brasil recupera em média 45,5% das aparas de papel e papelão
(BRACELPA, 2014).As indústrias buscam uma maneira adequada para fazer a
recuperação ou reutilização de parte destes resíduos gerados, transformando o
problema em um benefício econômico e ambiental. A reciclagem é uma solução
para a diminuição dos resíduos sólidos gerados dentro da planta da indústria de
celulose e papel, sendo que no interior da fábrica o hidrapulper é um dos maiores
geradores de resíduos, os quais são descartados nos aterros sanitários ou
industriais.
2.1 A INDÚSTRIA DE CELULOSE E PAPEL
O setor de celulose e papel no Brasil é relevante no desenvolvimento
econômico do país. Existem 220 empresas em atividade espalhadas por 18 estados
brasileiros com 2,2 milhões de hectares de florestas plantadas para uso deste setor.
(BRACELPA, 2014). A indústria de celulose e papel emprega 128 mil pessoas
(BRACELPA, 2012) e possui uma cadeia produtiva complexa que inclui
reflorestamento, produção, corte e transporte de madeira, fabricação de celulose e
papel, transformação de papel em produtos, reciclagem do papel usado e fabricação
gráfica.
A região sudeste detém 60% da produção nacional. Essa concentração
ocorre em virtude das características do próprio setor, que exige altos investimentos
em imobilizados com grandes extensões de área para a produção da matéria-prima
e equipamentos específicos. A composição florestal é de 75% de eucaliptos e 25%
de pinus (RIBEIRO, 2010).

18
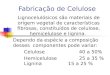
Gráfico 1– Balança comercial do setor de celulose e papel de 2003 a 2013 (US$ milhões)
Fonte: Bracelpa (2014).
De acordo com Bracelpa (2012) estimativa do setor indica que ao final de
2017, ocorrerá o fim do ciclo de crescimento das florestas plantadas no ano de 2010.
Neste sentido existe uma previsão que a produção de celulose chegará a 20 milhões
de toneladas anuais no país. Por outro lado, a produção de papel poderá atingir 12,5
milhões de toneladas por ano e a área de florestas plantadas crescerá 25%.Para a
mesma fonte o setor deverá investir, aproximadamente, U$ 20 bilhões em sua base
florestal até o ano de 2020.
O Brasil se destaca na produção de celulose em virtude do rendimento de
suas plantações de eucalipto e pinus. Com fortes investimentos em pesquisa,
genética e biotecnologia colocou o setor como um dos mais avançados do mundo. O
clima e o solo contribuem ainda mais para que a matéria-prima seja de boa
qualidade. Conforme Remade (2003), o setor alcançou uma produção média de 44
metros cúbicos anuais por hectare para o eucalipto e 38 metros cúbicos anuais por
hectare para o pinus. No reflorestamento de eucalipto a diferença para a África do
Sul chega a 120% e para o Chile em 76%. No caso do pinus a diferença para o Chile
e Estados Unidos chega a 72% (BRACELPA, 2014).
Nos quadros1 e 2 compara-se a rotação e rendimento do eucalipto e pinus do
Brasil com outros países.
2700 2900 3100
40004500
5800
5000
6900 71006800
7100
500 700 900 1050 12001700 1700 1900 2100 1900 1800
0
1000
2000
3000
4000
5000
6000
7000
8000
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Balança Comercial do Setor de Celulose e PapelUS$ Milhões
exportação importação

19
Quadro 1– Rotação e rendimento das espécies de celulose fibra
Espécies Países Rotação (anos) Rendimento m3/ha/ano
Eucalipto Brasil 5 - 6 44
Eucalipto África do Sul 8-10 20
Eucalipto Chile 10-12 25
Eucalipto Portugal 12-15 12
Eucalipto Espanha 12-15 10
Fonte:Bracelpa (2014). Quadro2 – Rotação e rendimento espécies de celulose fibra longa
Espécies Países Rotação (anos) Rendimento m3/ha/ano
Pinus spp Brasil 15 38
Pinus radiata Chile 25 22
Pinus radiata Estados Unidos 25 22
Pinus elliottii / taeda Nova Zelândia 25 10
Pinus de Oregon Canadá (costa) 45 7
Piceaabies Suécia 70-80 4
Piceaabies Finlândia 70-80 4
Picea glauca Canadá (interior) 55 3
Picea mariana Canadá (leste) 90 2
Fonte:Bracelpa (2014).
A indústria de celulose e papel brasileira tem como especialidade a produção
de celulose sulfato branqueada de fibra curta. O método Kraft é um tipo de processo
químico de branqueamento de celulose amplamente adotado no Brasil em relação a
outros métodos, como o semiquímico, o químico-termo-mecânico, o termomecânico
e o mecânico (SOUZA; OLIVEIRA, 2001).
Segundo dados da Bracelpa (2012), a produção mundial de papel teve um
incremento de aproximadamente 35% nos últimos dez anos. O Brasil, que é o quarto
maior produtor mundial de celulose e nono produtor mundial de papel, teve uma
média anual de crescimento de 7,1% na celulose e 5,4% na produção de papel entre
os anos de 1970 a 2012.
Os países com as maiores produções mundiais de celulose são Estados
Unidos, Canadá e China. Atualmente, a produção mundial gira em torno de 200
milhões de toneladas. Em relação à produção de papel a China está em primeiro
lugar, seguida pelos Estados Unidos e Japão.
Quadro3 – Maiores produtores mundiais de papel e celulose (mil toneladas)
País Mil toneladas País Mil toneladas
China 102.500 Coreia do Sul 11.333
Estados Unidos 74.375 Canadá 10.751
Japão 26.083 Finlândia 10.694
Alemanha 22.630 Brasil 10.260
Suécia 11.417 Indonésia 10.247
Fonte: Bracelpa (2014).

20
Quadro 4 – Maiores produtores mundiais de celulose
País Mil toneladas País Mil toneladas
Estados Unidos 50.531 Finlândia 10.237
China 18.198 Japão 8.642
Canadá 17.073 Rússia 7.519
Brasil 13.977 Indonésia 6.710
Suécia 11.672 Chile 5.155
Fonte: Bracelpa (2014).
O Brasil tem uma participação na produção de celulose de aproximadamente
7% do total mundial. Ao comparar o seu território e fatores favoráveis ao
crescimento de espécies florestais, o Brasil, com uma área de 8.547.906 km2 de
área superficial, produz pouco mais que países, como Finlândia e Suécia, cujas
áreas ocupadas restringem-se a 338.145 e 449.964 km², respectivamente
(RIBEIRO, 2010).
2.2 A PRODUÇÃO DE PAPEL RECICLADO
Com a expansão das florestas plantadas em meados dos anos1970 houve
um grande crescimentoda indústria de celulose e papel. Consequentemente ocorreu
um avanço no consumo eo mercado viu surgir um novo ramo de negócio, que foi a
reciclagem (BRACELPA, 2011).
Fazer o reaproveitamento ou reciclagem do papel para um novo produto
significa utilizar como fonte primária papéis, cartões, cartolinas e papelões. As
aparas são originadas de restos da produção dentro do processo de fabricação ou
por restos de pós-consumo que são recolhidos e enviados às empresas recicladoras
(D’ALMEIDA; NEVES, 2010).
O maior índice ficou com os papéis ondulados e Kraft: 78,4% de taxa de
recuperação (CEMPRE, 2015a).
As aparas podem ser divididas em quatro grandes grupos: aparas de papel
marrom (ondulados e Kraft), aparas de papel branco com pasta de alto rendimento
(jornal e revista), aparas de papel branco sem pasta mecânica (offset e couché) e
aparas de papel-cartão. As aparas de papelão ondulado respondem por cerca de
70% do total comercializado no país (CEMPRE, 2015a).
Segundo Mano, Pacheco e Boneli (2005) produção de papel por meio de
aparas recicladas não deixa papel branco em virtude do processo químico pelo qual

21
é feito o reaproveitamento das fibras. Para que isso ocorra são necessários muitos
procedimentos. Ao final do processo o papel apresenta cor amarelada de qualidade
inferior. Esse tipo de papel desfibrilado pode ser aproveitado como fonte de matéria-
prima celulósica para a fabricação de celulose regenerada, a qual é introduzida no
processo, fazendo com que o papel reciclado tenha maior vida útil.
A reciclagem de papel é uma atividade que ocorreu por fatores
socioeconômicos. Por não haver espaço e matéria-prima em abundância para a
produção de celulose, percebeu-sena apara uma fonte de matéria-prima acessível,
pois havia a possibilidade de fabricar produtos que eram extremamente
competitivos. O baixo custo da apara ajudou este mercado a se desenvolver
rapidamente. Hoje, contudo, com a preocupação ambiental, a reciclagem ganhou
reconhecimento mundial, porém seu principal atrativo ainda é o valor econômico
(D’ALMEIDA; NEVES, 2010).
Assim, os fatores que impulsionam a reciclagem de papel são: o econômico, a
conservação das florestas, a diminuição da poluição e, consequentemente, a
redução e reaproveitamento de resíduos destinados a aterros (D’ALMEIDA; NEVES,
2010).
Por outro lado a logística reversa pode ter sucesso considerando, alguns
fatores primordiais no processo, como: a qualidade do papel, impurezas, situação da
economia, todavia, a logística reversa de difícil controle dado à oscilação no
mercado de aparas. De acordo com D´Almeida e Neves (2010) Neste tipo de
atividade o mercado é muito incerto, o preço da apara pode sofrer diversas
desvalorizações e valorizações em um curto espaço de tempo.
A produção de papel a partir de matéria-prima reciclada, como as aparas de
papel e papelão, resulta da conscientização sobre os problemas que afetam o meio
ambientee diminui o impacto ambiental negativo, tendo em vista que a produção de
celulose virgem é considerada de grande impacto ambiental (CEMPRE, 2013).
Segundo a CEMPRE (2013), o custo da produção da matéria-prima da
celulose virgem é de R$ 687,00 por tonelada, enquanto a tonelada da matéria
reciclada é de R$ 357,00. Além da diferença de R$ 331,00, a produção de papel
reciclado contribui para a diminuição dos resíduos descartados nos aterros.
Andrade, Tachizawa e Carvalho (2002) apuram que os gastos com proteção
ambiental começam a ser vistos pelas empresas líderes, não primordialmente como

22
custos, mas como investimentos no futuro e, paradoxalmente, como vantagem
competitiva.
O maior volume de papel é consumido na produção de caixas de papelão
ondulado, utilizadas nas embalagens para transporte de mercadorias comercializadas
em supermercados, lojas de departamento e estabelecimentos fabris. O Gráfico 2
mostra os países que mais recuperam aparas de papel no mundo.
Gráfico 2 – Países que mais reciclam aparas no mundo no ano de 2010.
Fonte: Bracelpa (2014).
A indústria de embalagens do Brasil recicla menos de 50% da produção
nacional. O papel de escritório chega a 37% de reciclagem, o restante é queimado
ou jogado de forma inadequada. Por outro lado, cerca de 60% do papel ondulado é
reciclado no Brasil (CEMPRE, 2015).
Para Mano et al. (2005) as aparas mais utilizadas para a reciclagem são as
de papel ondulado, aparas mistas (sobras de escritório), sobras de impressão,
jornais e sacos de cimento.
É relevante demonstrar que os papéis não podem ser reciclados de forma
contínua, sem que haja perda de qualidade. Após cada processo, existe a
diminuição de parte das suas propriedades e somente podem ser reciclado para uso
distinto e um pouco menos nobre do que o original.A reciclagem das aparas é feita
até suas fibras não possuírem mais o tamanho ideal, o que já não produz mais
0,00% 20,00% 40,00% 60,00% 80,00% 100,00%
Brasil
Argentina
México
Finlândia
Indonénsia
Itália
EUA
Espanha
Reino Unido
Japão
Alemanha
Coréia do Sul
45,50%
45,80%
48,80%
48,90%
53,40%
62,80%
63,60%
73,80%
78,70%
79,30%
84,80%
91,60%

23
celulose de qualidade. Em boa parte da produção de papel através de aparas é
adicionado celulose virgem de fibras longas para se obter a qualidade desejada.
Entre os problemas da reciclagem estão as características da mistura de
aparas de várias qualidades e classificações. É necessário fazer a limpeza antes da
entrada no processo produtivo em virtude das impurezas ou misturas de materiais
diferentes, impossibilitando a separação do papel no processo industrial. Os maiores
desafios da reciclagem de aparas estão no elevado número de fontes e tipos de
papel, em razão de a coleta seletiva ser muito variada, o valor econômico elevado
envolvido no descarte do resíduo produzido em aparas (CAMPREGHER, 2005).
Fluxograma 1 – Reciclagem de papel
Fonte: adaptado de Ambiente Brasil (2010).
As impurezas dos materiais proibitivos devem ser descartadas, para que as
fibras celulósicas possam ser reaproveitadas sem prejuízo na qualidade do papel a
ser obtido. Normalmente, na reciclagem, são utilizados processos mecânicos de
Papel Separação das
aparas Lixo
Pasta de celulose com fibras
secundárias
Produtos químicos /
alvejantes / tintas
Artefatos de polpa moldada: bandeja
de ovos, frutas etc
Alvejamento /
remoção de tintas
Batimento para separação das
fibras
Limpeza e separação das
fibras. (peneiras
Mistura com água
Adição ou não de fibras virgens
Refinamento

24
tratamento, em muitos casos a remoção de tintas que estão nas aparas (VIEIRA
NETO, 2009).
2.3 RESÍDUOS INDUSTRIAIS
Resíduo é tudo aquilo que para o ser humano não é mais aproveitado e vai
para descarte. A maior parte dos resíduos é gerada pelo comércio, residências e
indústria. Com o crescimento da população mundial a geração dos resíduos cresceu
consideravelmente, tornando-se um motivo de preocupação mundial. De acordo com
a Associação Brasileira de Normas Técnicas – ABNT (2004), por meio da NBR
10.004:2004, os resíduos nos estados sólidos e semissólidos resultam de atividades
de origem industrial, doméstica, hospitalar, comercial, agrícola, de serviços e de
varrição. Ficam incluídos nesta classificação os lodos provenientes de sistemas de
tratamento de água, aqueles gerados em equipamentos e instalações de controle de
poluição, bem como determinados líquidos cujas particularidades inviabilizam seu
lançamento na rede pública de esgotos ou corpos de água, ou exijam para isso
soluções técnicas e economicamente inviáveis ante a melhor tecnologia disponível.
De acordo com a referida norma, os resíduos são classificados em perigosos
e em não perigosos, que são classificados, respectivamente, em resíduos de classe
I e resíduos de classe II. Os resíduos da classe II são ainda divididos em dois
grupos: Classe IIA, para os resíduos considerados nãoinertes; e Classe IIB para os
resíduos inertes. O Quadro 5apresentaesta classificação.
Quadro 5–Classificação dos resíduos sólidos
Fonte: ABNT (2004).
A PNRS define como resíduo sólido o material ou substância, objeto ou bem
descartado resultante de atividades humanas em sociedade, necessitando de
destinação, apresentando-se nos estados sólidos ou semissólido, bem como gases
(contidos em recipientes) e líquidos, cujas particularidades tornem inviável o seu
lançamento na rede pública de esgotos ou em corpos receptores. A política orienta a
Resíduos Sólidos
Perigosos Não Perigosos
Classe I Classe II
Classe II A
Não inertes
Classe II B
Inertes

25
minimizar o volume de resíduos sólidos e rejeitos gerados, bem como a reduzir os
impactos causados à saúde humana e à qualidade ambiental (BRASIL, 2010).
Dentro da PNRS é exigido que os geradores de resíduos tenham um Plano de
Gerenciamento de Resíduos Sólidos (PGRS). Este plano deve conter as
informações da sua atividade, etapas do gerenciamento, ações corretivas e
preventivas, etc. No aspecto técnico a geração de resíduos deve considerar as
variáveis ambientais, tecnológicas, sociais, culturais, econômicas, de saúde pública,
desenvolvimento sustentável como sendo alguns dos objetivos (BRASIL, 2010).
O objetivo do Decreto 7.404, de 2010, refere-se à gestão de gerenciamento
dos resíduos sólidos, o qual determina prioridade para não geração, redução,
reutilização, reciclagem e tratamento de resíduos sólidos e disposição final
ambientalmente adequada dos rejeitos. O Decreto obriga às pessoas jurídicas que
fazem uso de produtos perigosos a ter cadastro Nacional de Operador de Resíduos
Perigosos (BRASIL, 2010).
O Conselho Nacional do Meio Ambiente (BRASIL, 2002), por intermédio da
Resolução n.313, elaborou o Inventário Nacional de Resíduos Sólidos Industriais
para obter informações referentes à geração, características, armazenamento,
transporte, tratamento, reutilização, reciclagem, recuperação, disposição final dos
resíduos gerados pelas indústrias em cada estado do país e que no final faça uma
análise em nível nacional. As empresas são obrigadas a registrar mensalmente os
dados e enviados ao órgão estadual do meio ambiente e este fica obrigado de enviar
ao CONAMA (BRASIL, 2010).
Indústrias potencialmente poluidoras ou outros que armazenem substâncias
capazes de causar poluição hídrica devem ficar localizados a uma distância mínima
de duzentos metros dos corpos hídricos ou cursos d’água (BRASIL, 1980).
2.3.1 Resíduos Sólidos Industriais
A produção de resíduos tornou-se um dos maiores desafios para as
organizações. O avanço populacional e o constante desenvolvimento das indústrias
fazem este setor buscar soluções adequadas para o descarte dos resíduos. A
atividade industrial gera impactos ambientais e faz com a indústria adote uma
postura positiva em relação à sustentabilidade do planeta.
O setor industrial tende a aumentar sua produção, o que, por consequência,
tende a movimentar outros setores, como: agrário, mineral, urbano. Este foi o

26
responsável por implantar o modelo “usar e descartar”, que nos leva áera dos
descartáveis, produzindo quantidades impensáveis de resíduos há pouco mais de
um século (ALVAREZ, 2007).
Um motivo que contribui para essa problemática é o aumento da população
no planeta,a qual se multiplica em ritmo acelerado. Isso implica o crescimento
automático da industrialização, uma vez que maiores quantidades de alimento e de
bens de consumo serão necessários para atender essa nova e crescente demanda,
e, inevitavelmente, existirá um considerável volume de resíduos. As áreas
disponíveis para aterrar os resíduos tornaram-se escassas; assim, a sujeira
acumulada no ambiente aumentou a poluição do solo, do ar e das águas; piorou as
condições de saúde das populações em todo o mundo, especialmente, nas regiões
menos desenvolvidas (RODRIGUEZ, 1999).
A verificação da geração dos resíduos sólidos industriais no Brasil mostra
uma tendência de aumento na identificação das quantidades de resíduos industriais
gerados, tendência esta detectada por um controle mais rígido por parte dos órgãos
ambientais e pela implantação de sistemas de gestão ambiental por parte de
empresas. Há necessidade de medidas urgentes de utilização de novas tecnologias
que melhorem o gerenciamento dos resíduos gerados por este setor no país,
eliminando ou diminuindo os passivos ambientais, os riscos à saúde pública no que
se refere à contaminação do solo e dos corpos d’ água.
Segundo Leite (2003) grande parte dos produtos que são consumidos e
depois descartados podem passar pelo processo de reciclagem, sendo
reaproveitados por meio da reintegração ao processo produtivo.
Um dos maiores agravos ambientais e mais relevantes diz respeito à geração
de resíduos que sobram dos processos de produção das indústrias. Grande parte
destes resíduos sólidos é descartada em aterros sanitários e industriais, uma
solução temporária longe de ser a ideal. Os aterros nada mais são que soluções
paliativas,onde os resíduos são armazenados em áreas previamente
impermeabilizadas e protegidas para impedir que os líquidos e/ou gases resultantes
de sua composição contaminem o ambiente.
Para muitos especialistas esta solução não é sustentável, com o passar do
tempo o risco de contaminação aumenta, uma vez que boa parte destes rejeitos não
se decompõe.

27
As formas de as indústrias confeccionarem seus produtos tiveram uma
mudança acentuada em suas características do resíduo, não apenas aqueles
produzidos em âmbito doméstico, mas de forma geral, que era quase
exclusivamente orgânico e agora contém componentes inorgânicos de difícil
degradação natural. Esta modificação trouxe uma nova forma de desenvolvimento
de tecnologias complexas e custo elevado para a gestão desses resíduos, na
tentativa de se evitar a poluição do solo, do ar, dos recursos hídricos, da flora e da
fauna em geral (ALVARES, 2007).
A destruição em definitivo dos resíduos seria o melhor argumento a favor das
tecnologias térmicas. Como vantagem competitiva não é suficiente para que
processos em fornos de cimento e incineradores desafiem de forma mais incisiva o
principal concorrente, os aterros, ainda hegemônicos no Brasil, para onde cerca de
80% dos resíduos industriais são destinados. A indagação não é técnica, mas
econômica, haja vista que o aterro tem baixo custo comparado com os fornos ou
incineradores.
A produção excessiva de resíduos deve-se ao uso indiscriminado de
embalagens descartáveis. O que deve se procurar são soluções rápidas para que
haja uma destinação final adequada para este tipo de resíduo gerado. Deve-se dar
prioridade à reciclagem ou reaproveitamento para que possa gerar benefícios
econômicos, ambientais e de valorização da matéria-prima dos materiais e
diminuição de envio de resíduo para o aterro.
Segundo Guimarães (2011) reciclável não é o mesmo que reciclado. Grande
quantidade de materiais não é reciclada por diversos fatores: a grande distância
entre a indústria recicladora e o fornecedor torna o custo alto para a reciclagem; a
falta de empresas especializadas em fazer a coleta seletiva e preparar bom material
para a indústria reciclar, são fatores que comprometem o índice para aumentar a
quantidade de material reciclado e o aumento de resíduos descartados.
2.4A GERAÇÃO DE RESÍDUOS NA INDÚSTRIA DE CELULOSE E PAPEL
A responsabilidade social da empresa deveria voltar-se para a eliminação
e/ou redução dos efeitos negativos do processo de produção e preservação dos
recursos naturais, principalmente os não renováveis, por meio da adoção de

28
tecnologias eficientes, concomitantemente ao atendimento dos aspectos
econômicos (RIBEIRO, 2010).
Conforme dados da BRACELPA (2011) o Brasil se tornou importante produtor
mundial de papel e vem aumentando a cada ano. Isso tem feito o país uma
referência mundial entre os grandes produtores de papel e celulose. Destaque para
a produção do papel ondulado ou conhecido popularmente como papelão.
Estima-se que uma indústria de celulose e papel de grande porte chegue a
gerar em torno de 5.000 metros cúbicos de resíduos sólidos por mês. É um setor
que produz uma quantidade significativa de resíduos e com o aumento dos custos
de disposição e as dificuldades de armazenamento, o reaproveitamento deles torna-
se uma crescente preocupação (BONI et al., 2004; COLLATTO; BERGMANN, 2009).
Os resíduos decorrentes das indústrias de papel e celulose são: a casca da
madeira, a lama de cal, o lodo da estação de tratamento de esgoto, o lodo biológico,
a cinza de caldeira resultante da queima de biomassa, o resíduo celulósico, o dregs
e o grits. Os dois últimos resíduos resultam do processo de recuperação de insumos
químicos no processo de fabricação do papel. Os resíduos de polímeros, metais e
areia são provenientes do processo do desagregador de celulose (NOLASCO et al.,
2000).
Os resíduos industriais são atualmente um problema a ser enfrentado em
curto prazo por parte das empresas, tendo em vista que muitas delas dão prioridade
ao processo produtivo e aos insumos para a fabricação de seu produto, deixando
em segundo plano as perdas que ocorrem durante o processo. Os resíduos gerados
geralmente são retirados por empresas terceirizadas que encaminham para aterros.
Muitas empresas são relapsas quanto à diminuição, reuso reaproveitamento e
reciclagem dos resíduos produzidos dentro de suas plantas.
Segundo Lora (2002) o tratamento de resíduos sólidos industriais é o
processo que altera a característica do resíduo, afim de que ele se torne menos
impactante ou até mesmo sem nenhum impacto para o meio ambiente.
Em 2011 o Brasil teve um consumo aparente de papel de aproximadamente
9,6 milhões de toneladas, deste total foram reciclados 4,4 milhões de toneladas de
aparas, resíduo de papel (BRACELPA, 2011).
Um dos agravantes das indústrias de reciclagem de aparas é a geração de
resíduos sólidos, sua composição é uma mistura de matérias diversas, como: papel,
plásticos misturados, madeiras e metais. Entre esses materiais, os plásticos misturados

29
apresentam maior dificuldade de reciclagem, uma vez que apresentam diversos tipos
de polímeros (PP, PVC, PET, etc.), dificultando sua separação. Esse resíduo tem sido
encaminhado a aterros sanitários legalizados (WASSERMANN, 2006).
O hidrapulper dentro de uma indústria de papel é o que mais gera resíduos
que são encaminhados para o aterro, isto ocorre em virtude de este tipo de resíduo
ser de difícil recuperação.
2.5 RESÍDUOS PLÁSTICOS
Os polímeros são considerados um dos maiores poluidores do meio
ambiente, isto ocorre em virtude de sua lenta e demorada degradação. O plástico
em relação a seu descarte pode ser classificado em pós-consumo e pós-industrial.
Os polímeros provenientes do pós-industrial são aqueles decorrentes dos descartes
ocorridos na produção e transformação. Os resíduos gerados no pós-consumo são
aqueles gerados pelos consumidores, sendo a maior parte de embalagens
(COSTA,2000).
A reciclabilidade dos polímeros plásticos é fator preponderante para a
diminuição do descarte destes resíduos em aterros sanitários ou industriais. Esta
opção é a melhor forma de recolocar estes resíduos no ciclo de produção
novamente, transformando em novos produtos, diminuindo o impacto ambiental pelo
descarte destes rejeitos.
A grande parte dos produtos é vendida em embalagens e outros bens não
duráveis, a qual em menos de um ano será descartada transformando-se em
resíduo. Ainda do ponto de vista da reciclagem, estes polímeros são fonte
importante para obtenção de matéria-prima para transformação de novos produtos
(AL-SALEM; LETTIERI; BAEYENS, 2010).
Com o alto custo de manter um aterro industrial ou pagar para depositar estes
resíduos, as organizações têm procurado desenvolver novas alternativas para fazer
reuso deste material, mesmo sendo classificados como classe II, produtos não
perigosos. Mesmo assim este resíduo em sua maioria leva anos para se decompor
no meio ambiente. Outro fator de preocupação permanente das empresas é o
passivo ambiental, mesmo pagando para depositar em aterros terceirizados, a
responsabilidade de algum problema ambiental pode recair em quem depositou os
resíduos.

30
Em razão da diversidade de polímeros existentes e do grande volume
descartado, o gerenciamento dos resíduos plásticos é bastante complexo e a
destinação escolhida dependerá de diversos fatores, como do tipo de polímero ou do
produto descartado, entre outros (HOPEWELL; DVORAK; KOSIOR, 2009).
O processo de reciclagem o qual é mais aplicado é o da reciclagem
mecânica, tendo como característica principal que somente pode ser feito em
produtos que tenham apenas um tipo de resina, ou seja, quanto mais misturado e
contaminado for o resíduo, mais difícil será reciclá-lo mecanicamente. A separação
do material plástico previamente à coleta faz-se essencial (AL-SALEM; LETTIERI;
BAEYENS, 2010).
Quanto mais misturado os polímeros, maior seu grau de separação e
reaproveitamento para transformação de novos produtos. Isto ocorre na maior parte,
porque não existe separação adequada, gerando uma mistura de plásticos que torna
difícil sua transformação final. O Quadro6 demonstra os principais processos de
reciclagem de plásticos.
Quadro 6– Tipos de reciclagem de plásticos
Classificação Definição
Mecânica Transforma resíduos plásticos industriais e pós-consumo em grânulos, que são posteriormente utilizados na fabricação de sacos de lixo, solados, pisos, entre outros.
Energética Incineração de resíduos plásticos, com reaproveitamento da energia gerada sem danos ao meio ambiente.
Química Quebra das moléculas de plásticos em monômeros, óleos e gases que são aproveitados com matéria-prima nas indústrias petroquímica, utilizando o processo de pirólese e hidrólise etc.
Primária Recuperação dos resíduos na fonte geradora, indústria ou empresa transformadora. Os resíduos são transformados por processos convencionais, produzindo materiais com propriedades e características semelhantes ao produto original. O produto final desta reciclagem, em grânulos, é novamente processado gerando novos produtos manufaturados.
Secundária Recuperação dos resíduos plásticos oriundos do lixo, usinas de compostagem, coleta seletiva e outros. Este tipo de reciclagem refere-se principalmente aos termoplásticos, onde representam 80% do total de plásticos, devido àsua facilidade para remoldagem e reutilização. No caso dos plásticos termorrígidos, são utilizados, mas comumente como carga, após a moagem em novas formulações.
Terciária Recuperação dos resíduos plásticos pela conversão destes em matérias-primas, como monômeros e oligômeros, utilizadas para formar novamente resina virgens ou outras substâncias, como gases e óleos. Este processo ocorre por pirólise, conversão catalítica, entre outros.
Quartenária Destruição dos resíduos plásticos, por combustão, com a finalidade de obter energia química.
Fonte: Wassermann (2006).

31
Para Zanin (2004), a maior dificuldade na reciclagem dos plásticos está na
grande mistura de variedades e sua contaminação por outros rejeitos. Isso afeta a
qualidade das propriedades dos polímeros reciclados.
2.6 SISTEMAS DE GESTÃO AMBIENTAL
A indústria de celulose e papel é considerada uma atividade que causa alto
impacto ambiental desde a fase agrícola até a fase industrial. Na fase agrícola
ocorre a troca de florestas nativas por uma floresta homogênea, principalmente com
o plantio de pínus e eucalipto. Ocorre alteração na flora e fauna, haja vista que o
setor de celulose e papel ocupa grandes áreas para o plantio de sua matéria-prima.
Atualmente há no Brasil 2,2 milhões de hectares de reflorestamento para fins
industriais (BRACELPA, 2014).
Atualmente, por lei, é obrigatório para a instalação, modificação ou ampliação
de um empreendimento, o Estudo de Impacto Ambiental (EIA) perante o Relatório do
Impacto do Meio Ambiente (RIMA). O art. 9º, inciso IV, da Lei n. 6.938/81,
estabelece como um dos instrumentos da Política Nacional de Meio Ambiente o
licenciamento e a revisão de atividades efetivas ou potencialmente poluidoras, e o
art. 10 prevê que a construção, instalação, ampliação e funcionamento de
estabelecimentos e atividades que utilizam recursos ambientais considerados
efetivos e potencialmente poluidores, bem como os capazes, sob qualquer forma, de
causar degradação ambiental, dependerão de prévio licenciamento do órgão
estadual competente, integrante do Sistema Nacional de Meio Ambiente
(SISNAMA).O quadro 7apresenta os potenciais impactos ambientais e sua medidas
atenuantes

32
Quadro 7 –Impactos ambientais potenciais e medidas atenuantes
Impactos Ambientais Potenciais Medidas Atenuantes
Poluição do solo, contaminação hídrica pelo descarte das águas residuárias.
Adotar sistemas de circuito fechado interno para reutilização das águas passíveis de reaproveitamento, de forma a reduzir o volume de efluentes para tratamento. Não deve ser lançada nenhuma água residuária, sem o tratamento necessário para sua depuração, nos rios ou em locais onde possa ocorrer infiltração. Os efluentes hídricos podem ser tratados por meio de sistema de tratamento primário (decantação, sedimentação) e secundário (lagoas de oxidação, lagoas aeradas, lodos ativados, etc.). Equilibrar a carga de lançamento sobre as instalações de tratamento, de forma a garantir sua eficiência. Monitorar os efluentes após tratamento e antes da descarga em corpo hídrico receptor, de forma a comprovar a eficiência do tratamento. Para lançamento de efluentes líquidos nos corpos hídricos receptores devem ser observados os padrões para emissão de efluentes constantes da resolução do Conama.
Poluição atmosférica provocada pela emissão de poluentes como dióxidos de enxofre, compostos reduzidos de enxofre, óxidos de nitrogênio, material particulado e compostos orgânicos tóxicos (p.ex.: cloro e sulfetos de hidrogênio).
Controlar as emissões mediante operação adequada da caldeira e/ou forno de recuperação do licor. Remover os compostos reduzidos de enxofre por meio do uso de lavador de gases com solução alcalina e posterior recombustão dos gases de escape. Adotar sistemas de filtros como ciclones, lavadores de gases, precipitadores eletrostáticos ou outros, para a remoção das partículas.
Poluição do solo ou águas superficiais, subterrâneas provocadas pela disposição inadequada e lixiviação de resíduos sólidos.
Reduzir e separar os resíduos na fonte. Os depósitos de materiais que possam ser lixiviados pelas águas da chuva devem ser cobertos e possuir sistema de drenagem de forma e evitar a contaminação das águas pluviais. Os resíduos sólidos que não possam ser recuperados e reaproveitados devem ser tratados adequadamente antes da disposição final. Para escolha do tratamento adequado deve ser observada a classificação do resíduo, de acordo com a norma da ABNT – NBR 10004. De acordo com a natureza do resíduo, as possibilidades de tratamento incluem: incineração, disposição em aterro industrial controlado (classe um), inertização e solidificação química, encapsulamento, queima em fornos de produção de cimento, etc. Não havendo possibilidade de tratamento na área da indústria, o resíduo pode ser tratado em outra planta que disponha de instalações adequadas para tratamento, neste caso, deve-se ter cuidado especial com o transporte.
No caso de o resíduo não ser tratado imediatamente após sua geração, deve-se prever, na área da indústria, locais adequados para seu armazenamento.
Poluição sonora provocada pela emissão de ruídos do processamento da matéria-prima, das máquinas transportadoras, trituradoras e processadoras, bem como da saída de vapor das caldeiras e funcionamento dos motores.
Realizar o corte da madeira somente durante o dia. Instalar os equipamentos ruidosos em recintos apropriados, utilizando materiais de absorção acústica e eliminar o vapor das caldeiras somente com uso de dispositivos silenciadores.
Fonte: Ministério do Meio Ambiente (BRASIL, 2015).

33
A globalização dos mercados e a preocupação com o meio ambiente impôs
às indústrias de celulose e papel algumas barreiras para suas exportações, entre
elas os compradores exigiram dos seus fornecedores a posse de certificações que a
indústria está minimizando os impactos ambientais causados pela sua produção
(EPELBAUM, 2006).
Um Sistema de Gestão Ambiental (SGA) pode ser definido como a parte do
sistema da gestão de uma organização que irá desenvolver e programar sua política
ambiental, como também gerenciar seus aspectos ambientais. Conforme Almeida et
al. (2001), as questões ambientais dentro de uma organização começaram a
influenciar os resultados econômicos no momento em que a legislação imputou o
princípio de poluidor pagador. As empresas investiram em melhorias para a
diminuição da geração de resíduos, onde há menor impacto ambiental e econômico
para a organização.
Para Almeida et al. (2001)a economia do meio ambiente concentra-se
excessivamente na análise dos custos da despoluição e na alocação destes, de
acordo com o princípio do poluidor pagador. À medida que a responsabilidade
ambiental se traduz por um custo adicional, o custo da poluição passa a ser
internalizado no custo do produto final, e a competitividade da empresa passa a ser
afetada. Em decorrência, no plano macroeconômico há uma arbitragem entre um
maior crescimento selvagem ou um menor crescimento em harmonia com a
natureza. Uma situação pode ocorrer, mas o bom senso e a recente experiência de
algumas empresas nos conduzem a ultrapassar essa visão unilateral do meio
ambiente como um custo e passar a considerá-lo como uma nova oportunidade de
negócios. O desafio é gerenciar mediante soluções triplamente vitoriosas: nos
planos econômicos, ambientais e sociais.
Para Aquino, Almeida e Abreu (2008) o sistema de gestão refere-se como
sendo um composto de elementos inter-relacionados que tem por objetivo
implementar na empresa uma série de alterações estratégicas, como os processos
produtivos, políticos, análise na produção, normas gerais e no comportamento
interno e externo da organização. A implantação de sistemas de gestão ambiental
tem por objetivo implantar um processo estruturado de maneira sistemática para
alcançar os objetivos determinados estabelecidos pela política ambiental.

34
Para atender às questões relacionadas ao meio ambiente, as organizações
vêm buscando a implantação de Sistemas de Gestão Ambiental e sua certificação
pela ISO 14000 (SEIFFERT et al., 2007). Segundo Nascimento et al.(2002), a ISO
14000 estabelece diretrizes sobre a área de gestão ambiental dentro das
organizações.Estas normas foram elaboradas pela International Organization for
Standardization, em1991. No início elas visavam ao manejo ambiental que tinha por
objetivo analisar como a organização fazia para minimizar os efeitos nocivos ao
ambiente causados pelas suas atividades. O composto estrutural de normas da ISO
14000 é apresentado no Quadro 8.
Quadro 8 – Normas ISO 14000
ISO14001 / ISO14004: Tratam de Sistemas de Gestão. Contêm a descrição de SGAs, objetivos e metas, políticas, etc.
ISO14021 / ISO14022 ISO14024 São normas relativas à Rotulagem Ambiental.
ISO14031 Trata da Avaliação de Desempenho Ambiental.
ISO14040 / ISO14041 Referem-se à Avaliação do Ciclo de Vida.
Fonte: Nascimento et al. (2002).
O comitê técnico do meio ambiente da ISO teve início em 1994, quando a
ABNT criou o Grupo de Apoio à Normatização Ambiental para participar deste
processo na ISO e implantar nas organizações em território nacional. Uma das
principais razões para a implantação da ISO 14000 pelas indústrias é o aumento da
competitividade no mercado internacional. As empresas com este certificado têm
mais chances de conquistar mercados onde as questões ambientais são
consideradas fundamentais para tomada de decisão comercial. Também, torna
evidente que a organização está comprometida com a melhoria contínua de seu
desempenho ambiental (NASCIMENTO et al., 2002).
O conceito de organização sustentável é agregar o bem-estar econômico,
igualdade social e a defesa do meio ambiente, sempre olhando para o longo prazo.
Esta visão cria um paradigma referente à produção, enfatizando a sustentabilidade
dos processos e produtos, trazendo uma melhor qualidade para a sociedade que o
homem vive e para o meio ambiente.
O crescimento econômico e tecnológico descomedido causou reflexos para a
sociedade e para o meio ambiente, o que ocasionou em transformações sociais,
econômicas e ambientais que modificaram o modo de vida, os padrões de trabalho
da maneira de convívio das organizações com o meio. Nessa forma, as

35
modificações ambientais têm cumprido níveis superiores à quantidade renovável dos
recursos existentes, ocorrendo um desequilíbrio do sistema de complicada reversão
(ABREU; CAMPOS; AGUILAR, 2008).
Vogt Et.al. (1998) interpretam que a responsabilidade social é o dever da
organização em amparar a sociedade a chegar aos seus objetivos. Significa uma
maneira que a empresa tem para demonstrar que não está ali apenas para explorar
recursos econômicos e humanos, mas também para contribuir com o
desenvolvimento social. É uma espécie de prestação de contas.
Segundo Almeida (2007) o gerenciamento adequado necessita de uma
atitude que evite danos em relação ao meio ambiente, envolvendo a conservação, o
manejo e o uso correto dos recursos naturais e a produção de bens e serviços,
utilizando uma menor quantidade de insumos e poluindo o menos possível.
As causas ambientais são sistêmicas com extensões globais resultantes da
expansão industrial, do aumento tecnológico, do consumo e das alterações nos
estilos de vida, existindo uma exigência de novas soluções decorrentes da
transformação da atual proposta de vida da sociedade e de soluções, que percebam
o meio ambiente de forma integrada e sistêmica (NUNES; BAASCH, 2000).
Para Soares et al. (2005) essas ações de natureza preventiva destinam-se a
melhorar a utilização dos recursos da natureza.As empresas, como produtoras de
bens e serviços, são incentivadas a trabalhar sob a coerência da sustentabilidade,
por meio do equilíbrio econômico, ambiental e social. Nesse aumento da
complexidade dos sistemas, aparelhados pelo homem e do conceito de
sustentabilidade, acima de uma relação à questão socioambiental, faz aparecer
cada vez mais a visão sistêmica, na qual as organizações não podem ser
compreendidas de forma isolada, mas pelo inter-relacionamento por variáveis
internas e externas, que afetam o seu comportamento (PUENTES, 2004).
Segundo Vogt et al. (1998) o empenho das organizações com o problema
ambiental segue o processo da globalização das relações econômicas, construindo
uma ética global, pois a imagem de empresa poluidora transcende as fronteiras
nacionais e acaba prejudicando sua imagem regional e global. A responsabilidade
socioambiental está ligada diretamente à imagem da empresa.
O relevante a ser observado se refere à prevenção das empresas para com
os impactos potenciais, fazendo atuação preventiva de seus planos, metas e
estratégias nas comunidades em que atuam e na sociedade em geral. Isto

36
dependerá do envolvimento das organizações com uma pauta de ação na
localidade, incentivando o relacionamento dos negócios com o desenvolvimento
sustentável no plano internacional (ETHOS, 2012).

37
3 PROCEDIMENTOS METODOLÓGICOS
Nesta seção apresentam-se os procedimentos metodológicos aplicados ao
desenvolvimento deste estudo, descrevendo as fases do desenvolvimento, a origem
dos dados, forma de coleta do material e análise.
Para Yin (2005) a utilização do método do estudo de caso pode envolver
situações de analise de um único caso como de casos múltiplos. A presente
pesquisa optou por analisar um único caso como diretriz para sua pesquisa.
Segundo Gil (2010) trata-se de procedimento racional e sistemático que tem
como objetivo proporcionar respostas aos problemas que são propostos. A pesquisa
desenvolve-se por um processo constituído de várias fases, desde a formulação do
problema até a apresentação.
As diretrizes metodológicas são utilizadas para orientar a preparação e o
desenvolvimento da analise. Na fase inicial deve-se delimitar a pesquisa, no sentido
de destacar o projeto a ser realizado. Em seguida é descrita a abordagem que foi
adotada, ou seja, uma pesquisa qualitativa ou quantitativa. Outro fator determinante
é a formulação da técnica e instrumentos de coleta de dados para o
desenvolvimento da pesquisa.
Quanto à apresentação e distinção entre questionários e formulários, nos
questionários o próprio respondente realiza as marcações. Nos formulários, a
resposta é fornecida oralmente ao pesquisador e este faz as marcações. Os
questionários são úteis quando se quer abranger regiões mais amplas e atingir um
grande número de respondentes (VERGARA, 2009).
3.1 DELIMITAÇÃO DA PESQUISA
Esta pesquisa é caracterizada como um estudo de caso, em razão de analisar
uma condição empírica da realidade, tem como objetivo buscar soluções para a
geração de resíduos produzidos pelo hidrapulper, e buscar por meio dos rejeitos
gerados um fim mais nobre, diminuindo a quantidade do seu descarte final.
A pesquisa foi feita na empresa celulose Irani, situada na cidade de Irani no
meio oeste de Santa Catarina, a qual tem sua produção baseada em papel de
celulose virgem com a celulose reciclada.

38
Para se chegar ao objetivo, foi realizada pesquisa de natureza exploratória, a
qual buscou levantar dados na Irani Celulose, a respeito da quantidade de resíduos
gerados pelas máquinas de hidrapulper. Diante do problema gerado pelos resíduos
para a indústria, levantaram-se algumas questões: Existe a possibilidade de
reaproveitamento dos resíduos? Qual à proporção que poderá ser reaproveitada
destes resíduos? Quais tipos de materiais gerados nos resíduos são
predominantes? Existirá algum tipo de benefício para a empresa fazendo o
reaproveitamento destes materiais?
Creswell (2010) define a abordagem qualitativa como sendo “um meio para
explorar e para entender o significado que os indivíduos ou os grupos atribuem a um
problema social ou humano.” Os principais procedimentos qualitativos, segundo
Creswell (2010) focam em amostragem intencional, coleta de dados abertos, análise
de textos ou de imagens e interpretação pessoal dos achados.
No estudo qualitativo a origem natural é determinada por dados e o estudioso
é o mecanismo crucial, tendo como base o conhecimento condicionado à
experiência humana (GODOY, 1995).
Os pesquisadores que exploram os métodos qualitativos e buscam explicar o
porquê das coisas precisam evidenciar em sua pesquisa o que deve ser feito, mas
não quantificam os valores e as substituições simbólicas, tampouco obedecem à
prova de fatos e se valem de diversas abordagens para buscar seu objetivo. Na
pesquisa qualitativa, o cientista é ao mesmo tempo o sujeito e o objeto de suas
pesquisas.
A exploração qualitativa serve para discutir o assunto proposto, por considerar
a mais propícia para uma análise de valores, atitudes, percepções e motivações do
objeto de estudo, com a responsabilidade de analisar e compreender a melhor forma
do estudo (GONÇALVES; MEIRELES, 2002).
O estudo exploratório tem como meta proporcionar maior conhecimento com
o problema, com o objetivo de torná-lo mais claro ou construir hipóteses. A grande
maioria dessas pesquisas envolve: levantamento bibliográfico entrevista com
pessoas que tiveram experiências práticas com o problema pesquisado e análise de
exemplos que estimulem a compreensão (GIL, 2010).
A pesquisa descritiva “expõe características de determinada população ou de
determinado fenômeno. Pode também estabelecer correlações entre variáveis e
definir sua natureza. Não tem compromisso em explicar os fenômenos que

39
descreve, embora sirva de base para tal explicação” (VERGARA, 2009) de maneira,
que os pesquisadores neste tipo de investigação têm preocupação prática, como
acontece com a pesquisa exploratória (GIL, 2010).
3.2 MÉTODOS DA PESQUISA
Para esta pesquisa, foi usado o método estudo de caso único, descritivo,
exploratório e qualitativo. Primeiramente foi feita uma revisão literária buscando
obter maiores dados e informações sobre os resíduos gerados no hidrapulper. Por
ser um assunto ainda pouco explorado nos meios acadêmicos, consultaram-se
artigos, dissertações e teses para embasar o desenvolvimento deste trabalho.
No estudo de caso optou-se pelo método de triangulação. Segundo Minayo
(2010), a triangulação permite que o pesquisador possa lançar mão de três técnicas
ou mais com vistas a ampliar o universo informacional em torno de seu objeto de
pesquisa, utilizando-se, para isso, por exemplo, do grupo focal, entrevista, aplicação
de questionário, dentre outros. Numa terceira dimensão, tem-se o emprego da
triangulação para análise das informações coletadas. Nesse sentido, a técnica prevê
dois momentos distintos que se articulam dialeticamente, favorecendo uma
percepção de totalidade acerca do objeto de estudo e a unidade entre os aspectos
teóricos e empíricos, sendo essa articulação a responsável por imprimir o caráter de
cientificidade ao estudo
O estudo de caso deverá ter a preocupação de perceber o que o caso sugere
a respeito do todo e não a pesquisa apenas daquele caso.
Conforme Gil (2010) o estudo de caso é profundo e exaustivo de um ou
poucos objetos, de maneira que permita seu amplo e detalhado conhecimento;
tarefa praticamente impossível mediante outros delineamentos já considerados.
Segundo Yin (2001) o estudo de caso é uma investigação empírica que
investiga um fenômeno contemporâneo em profundidade e em seu contexto de vida
real, especialmente quando os limites entre o fenômeno e o contexto não são
claramente evidentes.
Diante das posições a serem analisadas a origem e significado do estudo de
caso, decidiu-se estudar uma unidade, bem delimitada e contextualizada, com a
precaução de não analisar o caso em si, mas o que o estudo vai apresentar como
um todo.

40
Segundo Gil (2010) o estudo de caso não aceita um roteiro rígido para a sua
delimitação, porém é possível definir quatro fases que mostram o processo dos
passos a serem seguidos: a) delimitação da unidade-caso; b) coleta de dados; c)
seleção, análise e interpretação dos dados; d) elaboração do relatório.
3.3 TÉCNICA E INSTRUMENTOS DE COLETA DE DADOS
Foi utilizado nesta pesquisa o questionário semiestruturado. Neste tipo de
instrumento o entrevistador tem um conjunto de questões predefinidas, mas mantêm
liberdade para colocar outras cujo interesse surja no decorrer da entrevista.
Gil (2010) explica que o entrevistador permite ao entrevistado falar livremente
sobre o assunto, mas, quando este se desvia do tema original, esforça-se para a sua
retomada. Percebe-se que, nesta técnica, o pesquisador não pode se utilizar de
outros entrevistadores para realizar a entrevista mesmo porque se faz necessário
um bom conhecimento do assunto.
Para avaliação, foi elaborada uma análise laboratorial de classificação de
resíduos sólidos gerados no hidrapulper. Isto foi realizada com base na norma NBR
10.004/2004 (ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 2004) objetiva
classificar os resíduos quanto à sua periculosidade, considerando os riscos ao meio
ambiente.
Segundo Triviños (1987) a entrevista semiestruturada é a que parte de certos
questionamentos básicos, apoiados no referencial teórico e hipóteses, que
provocam novos questionamentos no transcorrer da entrevista e influenciam a
elaboração do conteúdo da pesquisa.
A pesquisa foi realizada dentro da Irani Celulose, sendo obtidos os dados por
intermédio de um questionário semiestruturado junto aos gestores da empresa.
Posteriormente, foram coletadas amostras de resíduos para análise e confecção de
um fluxograma para verificar os tipos de resíduos gerados pelo hidrapulper.
Creswell (2010) afirma que: algumas formas de coleta de dados, como
entrevistas e observações podem ser consideradas qualitativas ou quantitativas,
dependendo da forma utilizada (abertas ou fechadas) como opção de respostas em
uma entrevista ou em uma lista de checagem para uma observação. Espera-se que
a pesquisa realizada obtenha os resultados esperados, com a escolha dos modelos

41
de levantamento dos dados, assim como o aprofundamento necessário na busca
destes dados para facilitar as análises posteriores deste estudo.
3.4 TÉCNICAS DE ANÁLISE DOS DADOS
Para Gil (2010) a análise e interpretação dos dados é a fase posterior à coleta
e argumenta que tem como objetivo organizar e sumarizar os dados, de forma que
possibilite apresentar as respostas ao problema proposto no estudo
Para a obtenção dos dados foram realizados três ensaios para determinar o
teor de umidade. No primeiro coletou-se uma amostra de 1 kg e permaneceram24
horas na estufa. O segundo foi após sete dias. O 3º ensaio de teor de umidade foi
realizado individualmente para cada resíduo.
Após análise do teor de umidade foi feita a classificação de cada resíduo
existente na amostra coletada, indicando a origem do resíduo, descrição do
processo de segregação e descrição do critério adotado na escolha de parâmetros
analisados, quando for o caso, incluindo os laudos de análises laboratoriais. e
posteriormente, os dados obtidos foram tabulados por meio de planilha eletrônica
que resultaram na elaboração de tabelas.
Em seguida foi realizada a análise e interpretação dos dados para
averiguação das relações existentes entre as variáveis para responder às questões
e aos objetivos apresentado no estudo, mediante a identificação, análise e avaliação
dos processos.
A interpretação tem como objetivo aprofundar as respostas, ligando-as a
outros conhecimentos já obtidos. O desenvolvimento da pesquisa depende da coleta
de dados para que possam construir resultados que tenham a possibilidade de obter
relações ligando correntes teóricas e associações com o estudo de pesquisa.

42
4 APRESENTAÇÃO E ANÁLISE DOS RESULTADOS
Para atender os objetivos da pesquisa, foi feita a classificação dos resíduos
sólidos do hidrapulper, na qual se obteve dados para a confecção de um relatório
demonstrando os tipos de materiais gerados neste processo. Por meio das
entrevistas buscaram-se obter informações sobre o volume dos resíduos gerados no
processo, a quantidade de reuso, custo operacional do aterro industrial e volume
final descartado.
4.1 A CELULOSE IRANI
A Indústria Celulose Irani está situada na cidade de Vargem Bonita, no estado
de Santa Catarina, atua no mercado há mais de 70 anos e sua produção é baseada
na produção de celulose e papéis kraft, chapas e embalagens de papelão
ondulado.Na unidade fabril de Vargem Bonita sua produção é de
aproximadamente17 mil toneladas por mês (CELULOSE IRANI, 2014).
A unidade de Vargem Bonita usa dois tipos de celulose para a confecção de
seus produtos. A primeira provém da extração de madeira de reflorestamento, sendo
chamada de celulose virgem. A segunda é celulose reciclada oriunda do uso de
aparas para a produção de celulose.
A reciclagem do papel é conseguida por meio do reaproveitamento das fibras
de celulose existentes nos papéis usados. O papel pode ser fabricado
exclusivamente com fibras secundárias, ou ter a incorporação de pasta para papel.
As fibras podem ser recicladas cinco a sete vezes. A degradação das fibras
implica na adição de celulose virgem para manter sua qualidade.
A produção da Celulose Irani é baseada no reuso de aparas de papel
ondulado e kraft em quase sua totalidade. Isto ocorre em virtude de as
características do tipo das fibras recicladas possuírem as mesmas características.
A fábrica possui cinco máquinas de hidrapulper, com capacidade de produzir
oito mil toneladas por mês de celulose reciclada (CELULOSE IRANI, 2014).
A indústria brasileira que usa as aparas como matéria-prima para a fabricação
de papel vem crescendo a cada ano. Dados do setor demonstram que o mercado

43
consome aproximadamente 78% das aparas recicladas. 22% não são utilizadas, em
virtude de estarem contaminadas (BRACELPA, 2014).
Atualmente mais de 50% das aparas da Celulose Irani vem de outros estados,
isto acontece em razão deque o estado produz menos de 22% do que as indústrias
consomem de aparas (BRACELPA, 2014).
Gráfico 3– Evolução do consumo nacional de aparas no Brasil. (millões/ton.)
Fonte: adaptado da Bracelpa (2014).
Os tipos de aparas que a Irani Celulose usa na produção de papel reciclado
são do tipo marrom (papel ondulado e Kraft), isto ocorre porque na hora de reciclar
as fibras ficam semelhantes às usadas quando foram produzidas pela primeira vez,
fazendo com que o produto final apresente um padrão de boa qualidade.
Para que as indústrias consigam ter matéria-prima de boa qualidade para a
produção de papel reciclado, é necessário que haja uma coleta seletiva dos rejeitos,
passando por um processo de separação dos resíduos descartados por empresas e
pessoas, separando os rejeitos orgânicos dos demais.
As empresas de reciclagem de aparas têm gerado resíduos sólidos, composto
de uma mistura de matérias diversas, como: papel, plásticos misturados, madeiras e
metais. Dentre esses materiais, os plásticos misturados apresentam maior
dificuldade de reciclagem porque apresentam diversos tipos de polímeros (PP, PVC,
PET, etc.), dificultando sua separação. Esse resíduo tem sido encaminhado a
aterros sanitários legalizados (WASSERMANN, 2006).
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
2007 2008 2009 2010 2011 2012 2013 2014
36423828 3914 4029
4347 4445 44814818
Mil t
on
ela
das
Evolução do consumo nacional de aparas

44
A manipulação de material cuja matéria-prima cause grande impacto na
diversidade do meio ambiente e estabilidade está com os dias contados caso não
ocorram mudanças técnicas e/ou intervenção tecnológica na reciclagem e logística
reversa deste tipo de embalagem (RIBEIRO; ROSISFILHO, 2008).
A Irani Celulose instituiu um departamento com o objetivo de buscar soluções
para reutilização ou diminuição dos resíduos que causam aumento de custo e
tenham impacto ambiental.
A perspectiva da empresa em diminuir este volume de aproximadamente 1 mil
toneladas/mês, enviada para o aterro industrial é que até o ano de 2020 ocorra uma
redução de 40 a 50% de resíduos enviados para descarte final (CELULOSE IRANI,
2014).
A Celulose Irani entende o que hoje é custo pode se transformar em receita,
sendo um fator competitivo neste mercado bastante acirrado.
4.2 EXTRAÇÕES DOS RESÍDUOS SÓLIDOS DO HIDRAPULPER
A primeira etapa no processo para fabricação de papel com a utilização de
aparas é a chegada dos fardos na indústria. Estes fardos são armazenados em
locais em galpões específicos para este tipo de resíduo e, posteriormente, enviados
para o hidrapulper, um tipo de liquidificador gigante, onde as aparas são misturadas
com água para produzir a pasta de celulose. A Fotografia 1 mostra os rejeitos
oriundos do processamento das aparas sendo constatado.
Fotografia 1– Resíduos gerados no hidrapulper
Fonte: Celulose Irani (2014).

45
O maior problema na produção de papel por meio das aparas é a grande
quantidade de resíduos gerados neste processo, isto ocorre porque as aparas vêm
contaminadas com muitos outros tipos de rejeitos que, ao final do processo, são
descartados em seu aterro industrial, gerando custos econômicos e ambientais.
Os fardos de papel descartado são misturados à água dentro do hidrapulper,
formando uma espécie de pasta de celulose. Em seguida, essa pasta passa por uma
peneira para que sejam retiradas impurezas, como pedaços de papel não
desejáveis, fitas adesivas, plástico, arames e outros metais.
O Gráfico 4 mostra em porcentagem o que cada resíduo representa após o
processo da desagregação das fibras de celulose feito pelo hidrapulper. Nesse caso,
os resíduos possuem alta quantidade de umidade.
Gráfico 4–Classificação percentual de cada resíduo gerado no hidrapulper em 2015
Fonte: o autor.
Na etapa seguinte os depuradores retiram o resíduo mais fino como areia e
terra, deixando somente as fibras para a produção de papel. Ao final do processo o
volume produzido de rejeitos representa quase 10% das aparas que são
processadas no hidrapulper, sendo que os rejeitos maiores ficam entrelaçados,
dificultando sua separação.
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%56,40%
32,60%
2,60% 4,30%0,80% 0,30% 0,80% 2,20%
Resíduos do hidrapulper

46
Entre os anos de 2011 e 2015, a unidade de Vargem Bonita produziu em
média 184 mil toneladas de resíduos, deste montante aproximadamente 18 mil
toneladas foram descartadas no aterro industrial, conforme demonstrado na tabela
1.
Tabela 1 –Geração de resíduos (ton)
Ano Total da fábrica Aterro % Res. hidrapulper %
2011 185.742,12 17.887,81 9,63% 13.196,01 73,77% 2012 182.838,23 16.645,27 9,10% 10.964,56 65,87% 2013 187.274,79 17.717,07 9,46% 12.191,22 68,81% 2014 2015
184.267,10 201.084,92
20.355,87 20.114,52
11,05% 10,00%
15.476,95 14.323,54
76,03% 71,21%
Fonte: Celulose Irani (2015).
Os rejeitos gerados no hidrapulper representam entre 65,87% a 76% dos
resíduos enviados para o aterro industrial, sendo que os plásticos representam em
média 56% dos resíduos (CELULOSE IRANI, 2014).
Os polímeros por ter a maior geração de resíduos no hidrapulper são alvo
constante de preocupação da Celulose Irani. O problema gerado pelos rejeitos levou
a Celulose Irani a desenvolver um projeto inovador, o qual procura fazer o reuso
dos resíduos de polímeros enviados para descarte.
A matéria plástica descartada no aterro industrial gera um grande problema
para os aterros, já que além de demorar anos para se decompor ocupa boa parte do
aterro industrial. Ao jogar outros descartes em cima dos resíduos plásticos sua
compactação não é igual a dos outros materiais, criando uma bolsa de ar
aumentando o espaço ocupado com menor quantidade de material.
Os rejeitos gerados no hidrapulper são dispostos em aterros sanitários ou
industriais Classe II A, não inertes. O aterro sanitário é uma forma de disposição de
resíduos sólidos no solo, dentro de critérios e normas operacionais específicas,
proporcionando o confinamento seguro dos resíduos, evitando danos ou riscos à
saúde pública e minimizando os impactos ambientais (BRASIL, 2010).
A NBR 10.004 define os resíduos descartados em aterro classe II como
aqueles que apresentam características de biodegradabilidade, combustibilidade ou
solubilidade em água, mas não apresentam periculosidade. Ainda, o aterro sanitário
Máquina de reciclagem de polímeros plásticos está em fase de patenteamento.

47
ou industrial deve ter área com capacidade compatível com o volume gerado e um
tipo de solo de condições favoráveis a esse tipo de disposição.
Para o descarte dos resíduos sólidos gerados no processo da fábrica enviado
para seu aterro industrial, é necessário que a empresa esteja adequada com as
normas do governo municipal, estadual e federal.
Existem outros tipos de resíduos que fazem parte do processo e não podem
ser descartados neste tipo de aterro. Nesse caso, a forma correta para destinar seus
resíduos é fazer um contrato com uma empresa qualificada para a terceirização da
solução.
Para isso, é imprescindível a verificação da conformidade das licenças e
documentações, a empresa também deve fazer visitas às empresas, conhecer seus
processos, credibilidade e qualidade no segmento que atuam levantar possíveis
autuações. Tudo isso para que você esteja certo de que sua escolha será a mais
correta e evitar possíveis transtornos que possam surgir.
4.3 CARACTERIZAÇÕES DOS RESÍDUOS SÓLIDOS DO HIDRAPULPER
O estado de Santa Catarina é o segundo maior consumidor de aparas no
Brasil, perdendo apenas para o estado de São Paulo (BRACELPA, 2014).
Pelo lado de vista econômico é fator importante para seu desenvolvimento.
Visto do lado da geração de resíduos é preocupante, pois uma grande quantidade
de aparas vem de outros estados, deixando um passivo ambiental nos aterros
sanitários e industriais do estado.
Ribeiro (2010) observa que o conceito de desenvolvimento sustentável pelo
meio empresarial pode se não retornar, pelo menos diminuir a degradação do meio
ambiente. No ponto de vista do desenvolvimento sustentável, a diminuição de
agressões ambientais passa a ser considerada como meio de redução de custos e
consequente melhoria do fluxo de rendimentos para a empresa.
A indústria de celulose e papel é considerada uma das mais poluidoras do
meio ambiente. Atualmente, é feito reuso de boa parte dos resíduos gerados em sua
própria cadeia de produção, mesmo assim, grandes quantidades de rejeitos são
encaminhadas para o aterro. O aumento dos custos de disposição e as dificuldades
de armazenamento, o reaproveitamento dos mesmos torna-se uma crescente
preocupação (COLLATTO; BERGMANN, 2009).

48
A Tabela 2 demonstra o consumo de aparas por estado, destacando que os
estados de São Paulo, Santa Catarina, Paraná e Minas Gerais são os que mais
utilizam aparas para produção de papel. Santa Catarina gera aproximadamente
21,80% das aparas consumidas pelas suas indústrias, o restante vem de fora.
Tabela 2 – Geração e consumo de aparas por UF em 2013 (mil/ton.)
Estado Geradas Reaproveitadas
São Paulo 1.562,46 1.559,00 Rio de Janeiro 516,95 189,40 Minas Gerais 432,61 422,00 Rio Grande do Sul 312,97 131,30 Paraná 275,64 518,00 Santa Catarina 207,59 950,70 Distrito Federal 199,64 0 Bahia 112,86 159,20 Goiás 107,03 71,60
Fonte: Bracelpa (2014).
A Celulose Irani recicla em média 164.000 mil toneladas de aparas por ano.
Do total produzido de todos os tipos de papel em sua unidade, 70% tinham fibra
reciclada e apenas 30% do papel foram produzidos com fibras virgens (CELULOSE
IRANI, 2014).
Além de aparas compradas de terceiros, a Celulose Irani faz reuso de todo
tipo de material de apara da sua produção. Este resíduo gerado dentro da fábrica
tem o índice de contaminação pequeno, em virtude que são sobras de aparas que
deram defeito na produção e para reaproveitar as fibras são encaminhados
diretamente para as máquinas de hidrapulper.
Em 2013, foram reciclados 9,82% de todo o papel vendido por esta unidade.
Esta prática é usada somente dentro das unidades da Celulose Irani para garantir a
rastreabilidade do produto (CELULOSE IRANI, 2014).
Para classificação dos resíduos gerados neste processo, foi coletado na
Celulose Irani três amostras dos resíduos produzidos no desagregador de celulose e
levado ao laboratório para fazer a classificação. O material colhido foi na máquina
número 5.
A análise da classificação dos resíduos sólidos constatou a presença de
polímeros, metais, panos, areia, fibra, cola, borracha, poliéster, madeira. O que mais
impacta nestas amostras são os polímeros, que compõem acima dos 35,3% do
volume.

49
Também foram feitos três ensaios para descobrir o teor de umidade. No
primeiro colocou-se 1 kg e permaneceu por vinte e quatro horas na estufa
mostrando percentual de 67% de umidade. O segundo, após sete dias houve o
manuseio para classificação e o volume mostrou 46,2% de umidade. O terceiro e
último foi ensaio individual, com exceção da fibra, que mostrou 92% e da estopa
com 94%, os demais materiais apresentaram umidade inferior a 5%.
A Tabela 3 apresenta a classificação dos resíduos do hidrapulper, para uma
amostra de 10 kg.
Tabela 3 – Classificação dos resíduos do hidrapulper em uma amostra de 10 kg
Fonte: oautor.
O índice de concentração de polímeros plásticos nos resíduos gerados no
hidrapulper causa grande preocupação para empresa, tendo em vista que seu
descarte no aterro é um passivo ambiental significativo, pois alguns tipos de
polímeros demoram mais de 200 anos para se decompor no meio ambiente.
Conforme descrito no teste de classificação de resíduos, fica clara a
quantidade de plásticos que contaminam as aparas. Nesta classificação os
polímeros representaram 65,51% do total de resíduos após a retirada da umidade.
Este índice não é maior, porque parte das aparas processadas no hidrapulper são
provenientes da própria unidade de Vargem Bonita, onde sua contaminação por
outros rejeitos é muito pequena.
Tipos de materiais encontrados Peso da amostra (em gr) %
PEBD (fita adesiva) 1.203,00 12,0% PEBD (fita de amarração tipo barbante) 1.150,00 11,5% Fibra de celulose 1.178,00 11,8% PEBD (embalagens tipo filme) 938,70 9,4% Metal (arame, grampos, alumínio, fitas aço) 230,40 2,3% Pano (estopa,tira de roupa) 206,30 2,1% PEBD (embalagem alumizada) 25,60 0,3% PEAD (frasco de cola, tampa de refrigerante e lacre) 79,80 0,8% PP (lona plástica, revestimento) 49,30 0,5% PP (embalagens descartáveis, tipo copo) 37,20 0,4% PE (isopor) 22,60 0,2% Madeira 48,70 0,5% Poliéster 18,30 0,2% Borracha (luvas e amarração) 23,80 0,2% Cola tipo branco 76,80 0,8% Areia / terra 90,50 0,9%
Peso da amostra após secagem 5.379 53,9% Peso perdido (umidade) 4.621 46,1% TOTAL 10.000 100,0%

50
Na classificação dos resíduos gerados pelo hidrapulper é bom ressaltar que a
empresa tem fornecedores cadastrados, os quais buscam diminuir a quantidade de
resíduos que contaminam as aparas enviadas à empresa. Se fossem buscar de
vários fornecedores sem uma prévia seleção o índice de resíduos dentro das aparas
seria bem maior do que os atuais.
A média mensal de resíduos que vão para o aterro industrial é de 1.400
toneladas mês, sendo que o hidrapulper é responsável por 70% destes resíduos
descartados. Para diminuir esta quantidade de rejeitos encaminhados ao aterro, a
Celulose Irani implantou em 2012 uma planta-piloto com o objetivo de analisar quais
resíduos podem ser reaproveitados oriundos do hidrapulper. Este equipamento
serve para fazer a lavação dos resíduos com o objetivo de facilitar a separação e
reutilização. Ao final deste processo os resíduos estão limpos. Em seguida, ocorre a
classificação e o reaproveitamento ou não dos resíduos.
O Gráfico 5 mostra o volume em percentual de resíduos por tipo gerado no
hidrapulper. Fica destacado que o maior volume gerado é de polímeros plásticos e
fibras de celulose.
Praticamente todos os rejeitos gerados no processamento do hidrapulper
podem ter uma destinação final mais nobre, sendo na produção de bens ou serviços.
Existem dois fatores que interferem no reaproveitamento, o primeiro é a separação
daqueles resíduos que têm uma porcentagem muita pequena. O custo de separação
se torna alto e inviabiliza a separação. Outro fator é de rejeitos, já que o valor
econômico é muito baixo e seu descarte gera menos custo do que separar.
É necessário manter o fluxo de resíduos separados por tipo e natureza com
vista a facilitar o tratamento específico. Parte destes resíduos pode ser reciclada,
transformada em matéria-prima para voltar ao ciclo de produção. Outra parte será
reutilizada, é o caso das fibras, que não precisam ser recicladas para fazer novos
bens ou serviços.
4.3.1 Tipos de resíduos reaproveitados
Os polímeros por representarem a maior quantidade de resíduos gerados no
hidrapulper são o foco principal da Celulose Irani em fazer sua reciclagem. O
maquinário implantado em 2012 busca retirar o máximo destes resíduos plásticos
para que possam ser reutilizados na produção de novos bens.O maior problema

51
enfrentado para fabricação de novos produtos é a variedade de plásticos
misturados.
A reciclagem química é o método de tratamento dos rejeitos pós-consumo por
intermédio de processos termoquímicos, de transformação química ou biológica
(HORVAT; FLORA, 1999). Esta técnica fornece novas substâncias químicas que
podem ser reutilizadas em sua cadeia produtiva, e o formato de processo utilizado
dependerá do material a ser reciclado.
A Fotografia2 mostra a variedade dos polímeros processados na máquina de
lavação de resíduos.
Fotografia2– Diversidade de polímeros plásticos para reciclagem
Fonte: Celulose Irani (2014).
A partir do ano de 2012 a 2014 existe um levantamento referente à
quantidade de polímeros que são extraídos do hidrapulper, o qual foi uma análise do
volume de toneladas processadas úmida e seca. O resultado apresentou que no ano
de 2012 das 252,31 toneladas de plásticos úmidos que foram processadas na
planta-piloto, após a sua secagem apenas 54% foram reaproveitados. Em 2013, do
total de 249,96 toneladas o percentual caiu para 49% e no ano de 2014 foram
processadas 120,88 com aproveitamento de 89%. Esta evolução ocorreu em virtude
do aprimoramento da planta-piloto instalada em Vargem Bonita.

52
Com este processo a Celulose Irani espera reduzir pelo menos 60% dos
resíduos gerados do hidrapulper que são encaminhados ao aterro industrial, o que
aumentaria significativamente a vida útil dele.
O Gráfico 6demonstra a evolução do reaproveitamento dos polímeros que
passaram pela planta-piloto e podem ser reciclados.
Gráfico 5–Reaproveitamento de resíduo de polímeros úmido e seco, de 2012 a 2014. (ton.)
Fonte: oautor.
Atualmente, grandes indústrias buscam soluções para a diminuição do
descarte final de seus resíduos. O custo por tonelada do envio para o aterro custa
em torno de R$180,00. Como o resíduo do hidrapulper contém grande quantidade
de umidade, algumas empresas investem em uma prensa mecânica hidráulicas que
pode reduzir em 37% o volume e diminuiria 5,8L de água, reduzindo em 55% o seu
peso (KLEIMPAUL, 2014).
Diante desta situação, o que era um problema começou a ser rentável para as
organizações, pois na procura por soluções para seus rejeitos muitas organizações
descobriram oportunidades e começaram a ganhar dinheiro com o reaproveitamento
dos resíduos.
As Irani Celulose, após fazer a lavação dos polímeros plásticos, enviam para
outro equipamento onde serão triturados, com objetivo de facilitar o manuseio e
0
50
100
150
200
250
300
20122013
2014
252,31249,964
120,881
136,29
123,283
108,289
Tonela
das
Comparativo dos polímeros úmidos e secos
ùmido
Seco

53
transporte. O triturador possui 6 facas fixas e 6 rotativas para que haja uma
trituração homogênea.
Fotografia 3– Equipamento triturador e produto final triturado
Fonte: Celulose Irani (2014).
O mercado se movimenta para a aplicação da lei e para o aproveitamento de
novas oportunidades de negócio que devem surgir para dar vazão ao maior volume
de resíduos separados (CEMPRE, 2015b).
A reutilização dos polímeros para fabricação de novos produtos abrange um
grande potencial para este nicho de mercado, isto porque o seu custo como matéria
para confecção dos produtos é mais baixo que resinas, o que o torna diferencial de
competitividade no mercado, podendo ter um custo menor de produção e aumentar
sua margem de lucro.
A Celulose Irani optou em produzir somente matéria-prima dos plásticos
reciclados, sendo que a fabricação de novos produtos ficou de responsabilidade de
empresas terceirizadas. O objetivo principal é dar uma destinação final mais nobre
do resíduo plástico gerado em sua unidade.
Cada empresa terceirizada trabalha com a produção de bens de forma
diferente da outra empresa, o que cria mais opções para que seja analisada onde a
matéria-prima gerada pela Celulose Irani pode gerar o melhor resultado do reuso
para aquele tipo de polímero.
A empresa um produziu a partir dos polímeros de resíduos da
indústria,produtos, como telhas, estacas e goivos,conforme Fotografia 4.

54
Fotografia4 – Produtos da empresa 1, telhas, estacas e goivos
Fonte: Celulose Irani (2014)
A empresa 2produziumesas, mourões e pisos, cujos produtos possuem alta
resistência (Fotografia 5).
Fotografia5– Produtos da empresa 2, mesas, piso e mourões
Fonte:Celulose Irani (2014).
A empresa3 produziu floreiras, bancos e madeira tipo deck (Fotografia6).
Fotografia6– Empresa 3, decks, banco e floreira
Fonte: Celulose Irani (2014).

55
Como é um projeto piloto, as empresas estão procurando desenvolver melhor
seus produtos e fazer análises referentes à quantidade de material que necessitarão
para que haja uma produção contínua com o material reaproveitado do hidrapulper.
A quantidade de material retirada da planta-piloto ainda não consegue
produzir insumos o suficiente para uma linha de produção. A busca pelo
aprimoramento da planta-piloto deverá demorar até o final de 2017, onde se estima
chegar a uma produção que atenda à demanda de seus clientes (CELULOSE IRANI,
2014).
Atualmente a produção de polímeros reciclados chega a 90 toneladas por
mês, o que representa apenas 10% do que pode ser reciclado. Para que isso ocorra,
a planta-piloto deve receber investimentos para um novo equipamento, com
capacidade de reciclar os 100% dos rejeitos produzidos pelo hidrapulper.
A perda ou desperdício de fibras de celulose ou material contendo fibras,
além de haver o desperdício de uma matéria-prima de elevado valor econômico, há
um aumento de custos, já que além da perda de fibras, teremos um aumento de
resíduo final descartado no aterro. Gerar resíduos sólidos fibrosos em fábricas de
celulose se torna um custo alto, que pode ser revertido com o reuso das fibras de
celulose.
No processo na produção de papel por meio de aparas, existe uma perda de
quantidade de fibras de celulose que ficam entrelaçadas nos rejeitos gerados pelo
hidrapulper. Estas fibras são descartadas no aterro industrial. No processo de
lavação dos polímeros reciclados, a Celulose Irani conseguiu recuperar em média
2,8 toneladas de fibras por mês. Estas fibras retornam diretamente para a linha de
produção de papel.
Para que esta fibra volte ao processo de produção de papel, ela passa pelo
acerto fino da máquina de papel e acerto do tamanho da fibra, a fim de que o
produto não tenha perda de qualidade. No ano de 2014 a Celulose Irani conseguiu
reduzir seu custo em R$ 80.000,00, com reaproveitamento de fibras.
Na amostra retirada do hidrapulper ainda úmida o percentual de fibra de
celulose representa 28,6% de todo o volume dos rejeitos enviados para o aterro.
Das 1.400 toneladas de rejeitos por mês as fibras representam 400 toneladas. A
perspectiva da Celulose Irani é que chegue a um reaproveitamento de 70% deste
total.

56
A quantidade de metais retirados no processo do hidrapulper chega a um
percentual de 2,3% sem umidade, o que corresponde a 32,2 toneladas por mês. Na
classificação foram encontrados arames de aço, fios, alumínio, clips e grampos. Os
metais são separados e vendidos para siderúrgicas para fazer seu
reaproveitamento, esta remoção é feita semanalmente, junto com outros resíduos
gerados em seu parque fabril.
Mesmo com ajuda de peneiras para separar os metais ainda existe uma
pequena quantidade que passa, em sua maioria, grampos de tamanhos pequenos e,
pelo grau de dificuldade de retirá-los, são descartados no aterro.
Os metais retirados do hidrapulper em sua maioria têm valor de venda baixo,
o retorno financeiro aparece na diminuição do envio destes metais para o aterro. Em
um ano o não envio dos metais representa 386 metros cúbicos a menos no aterro
industrial.
4.3.2 Tipos de resíduos não reaproveitados
A quantidade dos outros resíduos gerados é proporcionalmente muito
pequena comparada com os polímeros, fibras de celulose e metais. Mesmo com
percentuais pequenos, o volume gerado de rejeitos é bastante significativo se
considerar que são descartadas 1.400 toneladas todo mês dos resíduos do
hidrapulper.
Dentre os rejeitos não reaproveitados estão os panos e estopas, que
representam 4,3% do total de rejeitos. Na tabela de classificação dos resíduos, após
sua secagem este percentual caiu para 2,10% do total descartado, o que
corresponde a 29,4 toneladas mensais enviadas para o aterro. Os têxteis são fonte
de calor e seu poder calorífico é de 3.480 Kcal/kg (BRASIL, 2014).
Em 2013, a participação de energias renováveis na matriz energética
brasileira foi de 41%, mantendo-se entre as mais elevadas do mundo, enquanto que
no restante do mundo, em 2011, foi de apenas 13% (BRASIL, 2014).
Estes resíduos podem ser fonte de energia para a Celulose Irani, mas a empresa
relata que as duas maiores dificuldades para incinerar os tecidos são a alta umidade
contida e a contaminação por produtos químicos, o que pode gerar poluentes em sua
queima. A empresa por opção prefere descartar em aterro industrial, até achar uma
maneira de poder reutilizar sem ter um custo elevado.

57
Outro resíduo não aproveitado como forma de energia á a madeira, que tem
2.520 kcal/kg de poder calorífico. Os rejeitos de madeiras destinados ao aterro
representam 0,8% ou 11,2 toneladas por mês. A maioria da madeira é de pequenos
pedaços do estrado de madeira ou palete que ficam entrelaçadas com as aparas.
Estas ao serem jogadas no hidrapulper sofrem uma maior fragmentação, dificultando
a separação para seu reuso como fonte de energia.
Segundo Brand (2010) variáveis como teor de umidade e poder calorífico
permitem avaliar a eficiência de biomassa como combustível. Apesar de a madeira
possuir alta capacidade de conter a umidade, mesmo assim ela é uma boa fonte de
energia. A empresa já tem um projeto para utilizar a madeira como fonte de energia.
Ela busca uma forma para baixar custo a fim de reduzir a elevada umidade na
madeira para melhorar o poder energético.
A produção de biomassa da Celulose Irani é farta em virtude do
reaproveitamento de cascas e restos de madeira durante a produção da celulose.
Também existe o reaproveitamento do licor negro como fonte de energia. Estes
resíduos comparados com as sobras dos resíduos de madeira do hidrapulper têm
um custo muito inferior e resultado melhor. No atual momento a empresa acha
inviável investir no reuso deste tipo de resíduo como energia.
A borracha gerada durante a produção de aparas representa um total de 0,2%
de todos os resíduos produzidos. Na classificação apenas dois tipos de matérias
com borracha foram encontrados, pedaços de luvas e de borracha de amarração. A
Irani Celulose não trabalha com produção de energia com a queima da borracha.
Apesar do poder calorífico ser alto, a quantidade de rejeitos gerados é pequeno para
se fazer investimento em uma máquina de queima deste rejeito.
Isto ocorre porque o outro setor da fábrica que gera resíduos de borracha já
tem compradores específicos em virtude de o tipo de borracha ter valor agregado e
compradores interessados, é o inverso do que acontece com os rejeitos de borracha
gerados no hidrapulper que são encaminhados para o aterro.
4.3.3 Tipos de resíduos sem reaproveitamento
Entre os resíduos sem reaproveitamento estão a terra e areia que ficam
misturados entre as aparas. Estes rejeitos ficam acumulados entre os outros rejeitos
e são de difícil separação. A Irani Celulose relata que não foi feito nenhum tipo de

58
análise de reaproveitamento, por ser um rejeito sem valor econômico significativo. O
seu descarte no aterro pode não ser o mais correto, mas é menos prejudicial que os
demais rejeitos, pois na hora que é feita a compactação do aterro, a terra e a areia
ajudam a melhorar este trabalho.
Dos rejeitos sem reaproveitamento, a terra e a areia são os que ao final do
processo são o que menos causam danos ambientais e melhoram o desempenho
final do aterro. A empresa relata que a contaminação destes rejeitos por óleo, cola
entre outros é muito baixa, não havendo necessidade de descontaminar, pois estão
dentro das especificações ambientais da NBR 10004(ASSOCIAÇÃO BRASILEIRA
DE NORMAS TÉCNICAS, 2004).
A cola branca que aparece na classificação dos resíduos, por se tratar de um
produto de alta solubilidade, existe a dificuldade de fazer reuso. No processo do
hidrapulper para retirar a celulose das aparas é utilizada grande quantidade de água,
fazendo os rejeitos de cola branca se dispersar entre os demais rejeitos. Ao ser
retirada a água do pulper a cola volta a ter aderência e fixa nos demais rejeitos.
Apesar de gerar em torno de 11 toneladas destes rejeitos por mês, neste
momento a empresa descarta fazer algum tipo de investimento para
reaproveitamento em razão do alto custo e baixo retorno, sendo que boa parte dos
rejeitos da cola estão colados a pequenos rejeitos de outros materiais, tornando
mais difícil sua separação e reaproveitamento.
4.4 GANHO ECONÔMICO E AMBIENTAL
A reciclagem gera benefícios ambientais, sociais e econômicos, mas para a
sua implementação e manutenção os custos, se comparados entre a coleta normal e
a seletiva, simplesmente pelo valor e não olhando os benefícios proporcionados pela
reciclagem, pode se presumir que a reciclagem é inviável.
O reaproveitamento de resíduos, na visão de Motta (2006), reintroduzindo na
estrutura produtiva parte dos materiais já processados, evita tanto os custos
ambientais da disposição do lixo como também os custos de uso dos recursos
exauríveis; para tal incorporem-se em maiores custos de coleta, triagem e transporte
dos rejeitos. Ao mesmo tempo em que os custos evitados se tornam melhorias para
toda a sociedade, o aumento dos custos resultantes destes benefícios incide
diretamente na organização. A pesquisa do reconhecimento econômico dos

59
resíduos foi analisada em cada fase do processo: ações de prevenção e diminuição
na geração; redução de despesas pela racionalização na coleta e transporte;
economia ambiental pelo incremento no reuso, reciclagem e compostagem.
A Tabela 4mostra os materiais que reaproveitados, não reaproveitados e sem
aproveitamento durante os anos de 2011 até 2015.
Tabela 4– Tipo de aproveitamento ou não dos resíduos e sua disposição final
Aproveitamento Tipo de resíduo % do total de gerado Disposição final
Reaproveitado Reaproveitado Reaproveitado Não reaproveitado Não reaproveitado Não reaproveitado Sem reaproveitamento Sem reaproveitamento
Plástico Fibras de celulose
Metais Pano
Madeira Borracha
Cola tipo branca Areia e terra
56,25 32,6 2,6 4,3 0,80 0,30 0,95 2,20
Reciclagem / Aterro Produção / Aterro
Siderúrgicas Aterro industrial Aterro industrial Aterro industrial Aterro industrial Aterro industrial.
Fonte: oautor.
A Irani Celulose por intermédio de investimentos atingiria seu objetivo de fazer
a reciclagem ou reuso dos resíduos não reaproveitados e reaproveitados em
100%,diminuindo em 96,85% do total de rejeitos enviados para seu aterro industrial.
O impacto positivo em ganhos financeiros será um grande diferencial em sua
competitividade. Atualmente, o custo por tonelada enviada para o aterro é de R$
22,26.
Ao analisar o custo por tipo de resíduo descartado no aterro, fica evidente o
quanto está sendo desperdiçado em valores, pois estes resíduos podem de alguma
forma ser reusados, o que diminuiria seus custos. Já os resíduos reciclados podem
ser vendidos no mercado, o que aumentaria a rentabilidade da empresa.
Segundo Andrade et al. (2002), os gastos com proteção ambiental começam
a ser vistos pelas empresas líderes, não primordialmente como custos, mas como
investimento no futuro e, paradoxalmente, como vantagem competitiva. Além do alto
custo para depositar os rejeitos, ainda tem o passivo ambiental, caso a empresa não
mantenha um sistema de monitoramento eficiente. Caso ocorra alguma falha e
cause um acidente ambiental, a empresa é obrigada a pagar todos os prejuízos
ocorridos ao meio ambiente. Após o ciclo de vida finalizado, o aterro é de empresa.
A Tabela 5 mostra o valor gasto por tipo de resíduo enviado ao aterro da Irani
Celulose. Os dados obtidos são referentes ao ano de 2015. O total de resíduos

60
enviados para o aterro foi de 20.114,52 toneladas, sendo que o hidrapulper gerou
14.323,54 toneladas de resíduos.
Tabela 5– Custo anual por tipo de resíduo do hidrapulper em 2015.
Tipo de resíduo Custo por ton.
(em R$) % por tipo de
resíduo Total em ton./ano
Custo total em R$
Plástico Fibra de celulose Metais Pano / estopas Madeira Borracha Cola tipo branca Areia / terra Total
R$22,26 R$22,26 R$22,26 R$22,26 R$22,26 R$22,26 R$22,26 R$22,26
56,25 32,60 2,60 4,30 0,80 0,30 0,95 2,20
8.056,99 4.669,48 372,41 615,91 114,59 42,97 136,07 315,12
179.348,60 103.942,62
8.289,85 13.710,16
2.550,77 956,51
3.028,92 7.014,57
318.842,00
Fonte: o autor.
O custo total dos resíduos do hidrapulper no ano de 2015 foi de R$
318.842,00. A partir do momento que entrar em funcionamento o equipamento de
reciclagem dos resíduos plásticos e o reaproveitamento das fibras de celulose, a
empresa diminuirá seus custos em R$283.291,22 reais ou 88,85% de redução. A
empresa informou que seu aterro tem vida útil até final do ano de 2018, e com o
processo de reciclagem dos polímeros poderá se prolongar até 2023.
Com a perspectiva de reciclar 100% dos resíduos plásticos do processo do
pulper, a empresa adotou uma estratégia dos rejeitos plásticos descartados em seu
aterro. Tudo o que for enterrado de polímeros está sendo mapeado e colocado no
mesmo setor. O objetivo é assim que o equipamento estiver em pleno
funcionamento, eles possam desenterrar e reutilizar este material para reciclagem,
dessa forma o aterro ganha mais tempo de vida útil.
A Celulose Irani relatou que não existe ainda um preço referente ao tipo de
polímeros produzidos com esta forma de reciclagem, primeiro pela variedade
misturada, o que dificulta na hora de derreter e produzir algum produto. No mercado
não existe um parâmetro de produto similar para que possa se balizar a formação de
preço. Diante desta incógnita, ela deixou para um futuro próximo buscar a formação
de preço deste tipo de insumo, tendo em vista que já existem ganhos reais com a
diminuição do envio do rejeito ao aterro.
A Celulose Irani tem um projeto de montar uma unidade de reciclagem de
resíduos do hidrapulper próxima à sua unidade de Vargem Bonita. O objetivo é,
além de reciclar seus resíduos, também reciclar resíduos do hidrapulper de outras

61
indústrias da região. Há uma empresa interessada em montar ao lado da unidade de
reciclagem uma indústria para desenvolver e produzir novos tipos de produtos por
meio dos insumos da reciclagem.

62
5 CONSIDERAÇÕES FINAIS
A pesquisa demonstrou a transformação dos resíduos sólidos gerados pelo
hidrapulper em matéria-prima para produção de novos bens, gerando assim uma
nova cadeia de valor para a empresa.
Os resultados obtidos demonstram a importância deste processo
evidenciando concluir que é possível fazer a reciclagem e reuso dos resíduos
gerados do processamento de aparas de papel. As analises comprovam a
importância em buscar soluções que melhorem o meio ambiente contribua para uma
sociedade melhor e agregue valor econômico para a organização.
A pesquisa na Celulose Irani constatou que o processo de reciclagem dos
resíduos de polímeros plásticos e o reuso das fibras de celulose podem diminuir em
mais de 80% dos rejeitos enviados para seu aterro industrial e gerar uma economia
que passam dos R$250.000,00 anuais. Estes valores devem aumentar a partir do
momento em que os polímeros plásticos reciclados forem comercializados. Isto
possibilita à empresa estender por mais quatro anos a vida útil do seu aterro com a
reciclagem dos resíduos gerados pelo hidrapulper.
A busca de soluções para reuso ou reciclagem de seus resíduos dentro das
organizações deve ser entendida não como um custo, mais sim como investimento,
pois a transformação de problemas em soluções em boa parte dos casos traz um
retorno positivo para a organização, podendo transformar em um diferencial
competitivo de mercado.
Para a realização de estudos futuros sugere-se, a partir deste, a investigação
considerar um universo maior com estudos de casos múltiplos, pois este trabalho foi
baseado em caso único. Além disso, também se sugere uma analise mais completa
da composição química dos polímeros de plásticos reciclados pela empresa objeto
deste estudo, para identificação de outras formas de reutilização. E, ainda,
desenvolver estudos mais detalhados da possibilidade de reciclagem ou
reaproveitamento dos demais rejeitos que não estão sendo reciclados ou
reutilizados no momento.

63
REFERÊNCIAS
AMBIENTE BRASIL. Ambiente de resíduos. Reciclagem de papel. Disponível em: <http://ambientes.ambientebrasil.com.br/residuos/reciclagem/reciclagem_de_papel.html>. Acesso em: 23 nov. 2015. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10.007: Amostragem de Resíduos Sólidos. Rio de Janeiro: ABNT, 2004. ______. NBR 10.004: Resíduos sólidos – classificação. Rio de Janeiro: ABNT, 2004. ABREU, D. G. de; CAMPOS, M. L. A. M.; AGUILAR, M. B. R. Educação ambiental nas escolas da região de Ribeirão Preto(SP): concepções orientadoras da prática docente e reflexões sobre a formação inicial de professores de química. Química Nova, v. 31, n. 3, p. 688-693, 2008. ALMEIDA, J. R.; CAVALCANTI, Y.; MELLO, C. S. Gestão Ambiental: planejamento, avaliação, implantação, operação e verificação. Rio de Janeiro: Thex, 2001. ALMEIDA,F.Os desafios da sustentabilidade. Rio de Janeiro: Elsevier, 2007. ALVAREZ, R.F. Gestão de resíduos domésticos. Funiber - Livro do programada de mestrado em Gestão Ambiental. Engenharia de valorização e tratamento de resíduos. Florianópolis. 2005. v. 2. AL-SALEM, S. M.; LETTIERI, P.;BAEYENS, J.“Recyclingand Recovery Routes of Plastic Solid Waste (PSW): A Review. Waste Management, n. 29, p. 2625-2643, 2009. ANDRADE, R.O.B.; TACHIZAWA, T.; CARVALHO, A.B. Gestão ambiental: enfoque estratégico aplicado ao desenvolvimento sustentável. São Paulo: Makron Books, 2002. AQUINO, A. R.; ABREU, I.; ALMEIDA, J. R. (Org.).Análise de Sistema de gestão ambiental: ISO 14000, ICC, EMAS. Rio de Janeiro: Thex, 2008. BNDES. Perspectivas do investimento 2015-2018 e panoramas setoriais. Disponívelem:<web.bndes.gov.br/bib/jspui/bitstream/1408/2842/7/Perspectivas%20do%20investimento%202015-2018%20e%20panoramas%20setoriais_atualizado _BD.pdf>.Acesso em: 17 abr. 2015. BRACELPA. Dados do setor. 2014. Disponível em: <http://bracelpa.org.br/bra2/sites/default/files/estatisticas/booklet.pdf>. Acesso em: 22 dez. 2014. ______. Relatório Estatístico 2011/2012. São Paulo: Bracelpa, 2011. Disponível em: <http://www.bracelpa.org.br/bra2/sites/default/files/estatisticas/rel2011pdf>. Acesso em: 23 nov. 2015. BRAND, M. A. Energia de biomassa florestal. Rio de Janeiro: Interciência, 2010.

64
BRASIL. Decreto n° 7.404, de 23 de dezembro de 2010. Regulamenta a Lei no 12.305, de 2 de agosto de 2010, que institui a Política Nacional de Resíduos Sólidos, cria o Comitê Interministerial da Política Nacional de Resíduos Sólidos e o Comitê Orientador para a Implantação dos Sistemas de Logística Reversa, e dá outras providências. Diário Oficial da União, Brasília, DF, 23 dez. 2010. Disponível em: <http://www.planalto.gov.br/ccivil_03/_ato2007-2010/2010/Decreto/D7404.htm>. Acesso em: 12 mar. 2015. ______. Lei n. 12.305, de 2 de agosto de 2010. Institui a Política Nacional de Resíduos Sólidos; altera a Lei no 9.605, de 12 de fevereiro de 1998; e dá outras providências. Diário Oficial da União, Brasília, DF, 3 ago.2010. ______. Ministério do Meio Ambiente. Manual de impactos ambientais. Disponível em: <http://www.mma.gov.br/estruturas/sqa_pnla/_arquivos/manual_bnb.pdf>. Acesso em: 08 mar. 2015. ______. Ministério do Meio Ambiente. Política Nacional de Resíduos Sólidos. Disponível em: <http://www.mma.gov.br/pol%C3%ADtica-de-res%C3%ADduos-s%C3%B3lidos>. Acesso em: 2 mar. 2015. ______. Portaria MINTER n. 124, de 20 de agosto de 1980. Estabelece normas para a localização de indústrias potencialmente poluidoras junto a coleções hídricas. Diário Oficial da União, Brasília, DF, 25 ago. 1980. Disponível em: <http://www.ctpconsultoria.com.br/pdf/Portaria-MINTER-124-de-20-08-1980.pdf>. Acesso em: 12 mar. 2015. ______.Resolução CONAMA nº 313, de 29 de outubro de 2002. Dispõe sobre o Inventário Nacional de Resíduos Sólidos Industriais. Diário Oficial da União, Brasília, DF, 22 novembro 2002. Disponível em: <http://www.siam.mg.gov.br/sla/download.pdf?idNorma=7204>.Acesso em: 12 mar. 2015. CAMPREGHER, N. Estudo de viabilidade da incorporação do lodo da estação de tratamento de efluentes da indústria de papel, celulose e aparas em material cerâmico. 2005. 84f. Dissertação (Mestrado em Engenharia Química)– Universidade Federal de Santa Catarina, Florianópolis, SC, 2005. CELULOSE IRANI. Relatório de sustentabilidade 2014. Disponível em:<http://www.irani.com.br/uploads/relatoriosustentabilidade2014/index.html>. Acesso em: 06 out. 2015. CELULOSE RIOGRANDENSE. O que é celulose? Disponível em: <http://www.celuloseriograndense.com.br/produtos#o-que-e>. Acesso em: 28 jan. 2015. CEMPRE. A reciclagem de papel no Brasil. 2015. Disponível em: <http://cempre.org.br/cempre-informa/id/30/a-reciclagem-de-papel-no-brasil>. Acesso em: 21 out. 2015.

65
______. Ambientes Resíduos Estatísticos de Reciclagem. 2015b. Disponível em:<http://cempre.org.br/artigo-publicacao/ficha-tecnica/id/3/papel-ondulado>. Acesso em: 24 jun. 2015. ______.Review 2013. 2013. Disponível em: <http://cempre.org.br/busca/review>. Acesso em: 12 nov. 2013. COLLATTO, D.; BERGMANN, C. P. Emprego de resíduo de celulose da indústria de papel como matéria-prima para fabricação de material cerâmico. Cerâmica Industrial, v. 14, n. 3, p. 30-35, 2009. COMISSÃO MUNDIAL SOBRE MEIO AMBIENTE E DESENVOLVIMENTO. Nosso Futuro Comum. 2. ed. Rio de Janeiro: Fundação Getúlio Vargas, 1991. CONAMA. Conselho Nacional do Meio Ambiente. Resolução CONAMA artigo 48 do Decreto nº 88.351, de 1º de junho de 1983. Art. 1º. Disponível em: <http://www.ucs.br/ccet/denq/prof/jrgimene/PG/Legislação%20e%20Diretrizes%20para%20El aboração%20em%20EIA-RIMA.ppt>. Acesso em: 09 mar.2015. COOPER, D. R.; SCHINDLER, P. S.; ROCHA, L. de O. da. Métodos de pesquisa em administração.Porto Alegre: Bookman, 2003. COSTA, H.M.; RAMOS, V.D.; ROCHA, M.C.G. Rheological properties of polipropylene during multiple extrusion. Polymertesting. Ed. Elsevier. 2005. v. 24. CRESWELL, J. W. W. Projeto de pesquisa: métodos qualitativo, quantitativo e misto. 2. ed. Porto Alegre: Bookman, 2010. D’ALMEIDA, M. L.O.; NEVES, J.M. Reciclagem de Papel. CEMPRE- Compromisso Empresarial Para Reciclagem. Lixo Municipal – Manual de Gerenciamento Integrado. 3.ed. 2010.p. 12-134. EPELBAUM, M. Sistemas de gestão ambiental. In: Modelos e ferramentas de gestão ambiental: desafios e perspectivas para as organizações. São Paulo: Senac, 2006. FIBRIA. Celulosesemi-química. Disponível em:<http//fibria.infoinvest.com.br /static/ptb/glossário.asp?idioma=ptb>. Acesso em: 15 fev.2015. FOELKEL, C. A produção de celulose e a adequada gestão ambiental.2003. Disponível em: <http://ibps.com.br/index.php?s=celso+foelkel>. Acesso em: 9 mar.2015. GIL, A. C. Como elaborar projetos de pesquisa. 4. ed. São Paulo: Atlas, 2010. GRIPPI, S. Lixo, reciclagem e sua história: guia para as prefeituras brasileiras. 2. ed.RiodeJaneiro:Interciência, 2006.

66
GUIMARÃES, G.C. Consumo sustentável para a minimização de resíduos sólidos urbano. 2011. 121 p. Dissertação (Mestrado em desenvolvimento Sustentável)–Universidade de Brasília, Brasília, DF, 2011. HARE, T. Coleção S.O.S. Planeta Terra, Reciclagem. São Paulo: Afiliada, 2005. 32p. HOPEWELL, J.;DVORAK, R.;KOSIOR, E. Plastics recycling: challenges and opportunities. Philosofical Transactions of the Royal Society B, n. 364, p. 2115-2126, 2009. HORVAT, N.; FLORA, N. T. Tertiary Polymer Recycling: Study of Polyethylene Thermolysis as a First Step to Synthetic Diesel Fuel.Fuel, n. 78, p. 459-470, 1999. INSTITUTO ETHOS DE EMPRESAS E RESPONSABILIDADE SOCIAL. ETHOS. Política Nacional de Resíduos Sólidos, Desafios e Oportunidades para as Empresas. Disponível em: <http://www3.ethos.org.br/wpcontent/uploads/2012/08/ Publica%C3% A7%C3%A3o-Residuos-Solidos_Desafios-e-OportunidadesA7%C3% A3o-Residuos-Solidos_Desafios-e-Oportunidades_Web_30Ago12.pdf>. Acesso em:03 jul. 2015. KLEIMPAUL. H.C.S. Estudo do gerenciamento do resíduo sólido gerado no hidrapulper em uma indústria de reciclagem de papel.2014. Trabalho de conclusão de curso (Graduação em Engenharia Sanitária Ambiental)–Universidade do Oeste de Santa Catarina, Videira, 2014. LEITE, P. R. Logística Reversa: Meio ambiente e competitividade. São Paulo: Prentice Hall, 2003. LORA, E. E.S. Prevenção e controle da poluição nos setores energético, industrial e de transporte. 2. ed. Rio de Janeiro: Interciência, 2002. MANO, E. B. et al. Meio Ambiente, Poluição e Reciclagem. São Paulo: Blucher, 2005. MARCONI, M.de A.; LAKATOS, E. M. Fundamentos da metodologia científica. 5. ed.São Paulo: Atlas, 2000. MARCONI, M.de A.; LAKATOS, E.M. Fundamentos de metodologia científica. 7. ed. São Paulo: Atlas, 2010. MARTINS, G. A.; LINTZ, A. Guia para elaboração de monografias e trabalhos de conclusão de cursos. São Paulo: Atlas, 2000. MINAYO, M. C. S. Introdução. In: MINAYO, M. C. S.; ASSIS, S. G.; SOUZA, E. R. (Org.). Avaliação por triangulação de métodos: Abordagem de Programas Sociais. Rio de Janeiro: Fiocruz, 2010. MOTTA, R.S.; SAYAGO, D.E.Propostas de Instrumentos Econômicos ambientais para a redução do lixo urbano e reaproveitamento de sucatas no Brasil. Texto para

67
discussão nº 608. Instituto de Pesquisa Econômica Aplicada – IPEA. Rio de Janeiro,1998. NASCIMENTO, L.F.M.; POLEDNA, S. R.C. O processo de implantação da ISO 14000 em empresas brasileiras. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 22.,2002.Anais eletrônicos... Disponível em: <http: www.abepro.org.br/biblioteca/ENEGEP2002_ TR102_0937.pdf>. Acesso em: 10 mar.2010. NOLASCO, A. M.; GUERRINI, I. A.; BENEDETTI, V. Uso de resíduos urbanos e industriais como fonte de nutrientes e condicionadores de solos florestais. In: GONÇALVES, J. L. M.; BENEDETTI, V. (Org.). Nutrição e fertilização florestal. Piracicaba: IPEF. 2000.p. 385-414. NUNES, E. R. M.; BAASCH, S. S. N. Capacitação de Recursos Humanos através da educação ambiental visando implantar sistemas de gestão ambiental nas organizações. In: FRANKENBERG, C. L. C.; RAYA-RODRIGUES, M. T.; CANTELLI, M. (Org.). Gerenciamento de resíduos e certificação ambiental. Porto Alegre: Edipucrs, 2000. PIOTTO, Z. C.Eco-eficiência na indústria de celulose e papel – Estudo de Caso. 2003. Tese (Doutorado em Engenharia)–Universidade de São Paulo, São Paulo, 2003. PORTALEDUCAÇÃO: Entrevista semiestruturada e suas características. Disponível em: <https://www.portaleducacao.com.br/recursos-humanos/artigos/62328/entrevista-semi-estruturada-e-suas-caracteristicas>. Acesso em: 07 out. 2015. POSONSKI, M.Impactos silviculturais, ambientais e econômicos do descarte de resíduos de madeira em plantios de Pinus Elliotii.66p. Dissertação (Mestrado em Engenharia Florestal)–Universidade Federal do Paraná, 2005. PUENTES, J. E. V. Reflexiones sobre sistema, teoria de sistemas, y pensamiento sistêmico. Revista Científica y Tecnológica, v. 9, n. 2, p. 28-34, 2004. RIBEIRO, A. P. Avaliação do uso de resíduos sólidos inorgânicos da produção de celulose em materiais cerâmicos. 2010. 142f. Tese (Doutorado em Engenharia Metalúrgica e de Materiais)–Universidade de São Paulo, São Paulo, 2010. RIBEIRO, A. M.; ROSIS FILHO, M. Proposta para o projeto de reciclagem das aparas do papel gráfico da universidade estadual de Londrina. Londrina, 2008. Disponível em:<http://www.escoladegoverno.pr.gov.br/arquivos/File/artigos/ meio_ambiente_e_recursos_hidricos/proposta_para_o_projeto_de_reciclagem_ das_aparas_do_papel.pdf>. Acesso em: 20 nov. 2015. RIBEIRO, M.S.Contabilidade ambiental.2. ed. São Paulo: Saraiva. 2010. REMADE. Utilização de resíduos da produção de celulose. Revista da Madeira, n. 77, nov. 2003. Disponível em: <http://remade.com.br/br/

68
br/revistadamadeira_materia.php?num=460&subject=E%20mais&title=Utiliza%E7%E3o%20de%20res%EDduos%20da%20produ%E7%E3o%20de%20celulose>. Acesso em: 22dez. 2014. REVISTA PRÁTICAS DE RESPONSABILIDADE SOCIO AMBIENTAL. Uma análise em empresas industriais de papel e celulose. Disponível em:<www.revistaea.org/artigo.php?idartigo=1372ico>. Acesso em: 08 maio 2015. RODRIGUES, F. L. etal. Lixo: de onde vem? Para onde vai? São Paulo: Moderna, 1999. SEIFFERT, M. E. B. ISO 14001: Sistemas de Gestão Ambiental: implantação objetiva e econômica. 3. ed. São Paulo: Atlas, 2007. SEIFFERT, M.E.; SANTOS, D. S. Certificação ISO14001: Contribuições para a análise benefício/custo do processo. Disponível em: <http://biblioteca.univap.br:88/inic/inic/INIC%20trabalhos%20paginados/ENGENHARIAS%2 0paginados/INIC0001122ok.pdf>. Acesso em: 10 mar.2010. SMOOK, G. A. Manual para técnicos de pulpa y papel. Vancouver: A. Wilde, 1990. SOARES, T. S. et al. Considerações sobre gestão empresarial sustentável. In: VALVERDE, S. R. Elementos de gestão ambiental empresarial. Viçosa: Ed. UFV, 2005. SOUZA, R. L.;OLIVEIRA. M.J.L. Desempenho da indústria de papel e celulose de mercado: Brasil e Bahia – 1999/2001. In: Conjuntura e Planejamento Universidade Federal da Bahia, 2001. p. 19-29. STEINER, C. et. al. Resíduos sólidos industriais ou bens de produção: o conceito da Riocell. In. CONGRESSO ANUAL DE CELULOSE E PAPEL, 21., 1988. Anais... Guaíba, ABTCP, 1988. TAPPI.INC Journal EUA.Disponível em: <www.tappi.org>. Acesso em: 22 dez. 2014. TRIVIÑOS, A.N.S. Introdução à pesquisa em ciências sociais: a pesquisa qualitativa em educação. São Paulo: Atlas, 1987. VERGARA, S. C. Métodos de coleta de dados no campo. São Paulo: Atlas, 2009. VIEIRA NETO, D.Avaliação tecnológica da reciclagem do resíduo resultante da extração da celulose de aparas de papel. 2009. 63p. Monografia (Especialização em Gestão Ambiental)–Universidade do Sul de Santa Catarina, Tubarão, 2009. TRIVIÑOS, A. N.S. Introdução à pesquisa em ciências sociais: a pesquisa qualitativa em educação. São Paulo: Atlas, 1995. VOGT, A. I. et al. Importância do sistema de gestão ambiental na empresa – estudo de caso. In: ENEGEP, 18, 1998, Rio de Janeiro. Anais... Rio de Janeiro: ABEPRO, 1998.

69
WASSERMANN, A.I. Processamento e características mecânicas de resíduos Plásticos misturados. Dissertação (Mestrado em Engenharia Química)– Universidade Federal do Rio Grande do Sul, Porto Alegre, 2006. Disponível em: <http://hdl.handle.net/10183/17360>. Acesso em: 26 nov. 2015. YIN,R. Estudo de caso: planejamento e métodos. Porto Alegre: Bookman,2001. ZANIN, M.; MANCINI, S.D. Resíduos plásticos e reciclagem. São Carlos. Ed. UFSCar, 2004.