Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL RURAL DO SEMI-ÁRIDO
DEPARTAMENTO DE CIÊNCIAS AMBIENTAIS E TECNOLÓGICAS
CURSO DE ENGENHARIA DE PETRÓLEO
PROGRAMA MULTIDISCIPLINAR DE FORMAÇÃO DE RECURSOS HUMANOS NA
ÁREA DE PETRÓLEO, GÁS NATURAL, BIOCOMBUSTÍVEIS E ENERGIA PRH-56
RAFAEL LEANDRO FERNANDES MELO
OBTENÇÃO NUMÉRICA E EXPERIMENTAL DO CAMPO DE TEMPERATURA
NA SOLDAGEM TIG DO AÇO AISI 304, UTILIZADO NA INDUSTRIA DO
PETRÓLEO GÁS E BIOCOMBUSTÍVEL
MOSSORÓ-RN
2016
RAFAEL LEANDRO FERNANDES MELO
OBTENÇÃO NUMÉRICA E EXPERIMENTAL DO CAMPO DE TEMPERATURA
NA SOLDAGEM TIG DO AÇO AISI 304, UTILIZADO NA INDUSTRIA DO
PETRÓLEO GÁS E BIOCOMBUSTÍVEL
Monografia apresentada a Universidade
Federal Rural do Semi-Árido - UFERSA,
Departamento de ambientais e tecnológicas
para a obtenção do título de Engenheiro
Mecânico.
Orientador: Prof. Dr. Francisco Edson
Nogueira Fraga – UFERSA.
MOSSORÓ-RN
2016


RAFAEL LEANDRO FERNANDES MELO
OBTENÇÃO NUMÉRICA E EXPERIMENTAL DO CAMPO DE TEMPERATURA
NA SOLDAGEM TIG DO AÇO AISI 304, UTILIZADO NA INDUSTRIA DO
PETRÓLEO GÁS E BIOCOMBUSTÍVEL
Monografia apresentada ao Departamento de
Ambientais e Tecnológicas para a obtenção do
título de Engenheiro Mecânico.


Dedico a minha mãe Ana e a Isabel.

AGRADECIMENTOS
A minha amada mãe Ana pela grande educação, amor e carinho, fornecendo-me a cada
momento de minha vida. Ao meu amor Isabel, que me fornece todo o apoio que um homem
precisa.
Ao professor Dr. Edson pela orientação, empenho e colaboração nesta monografia.
Ao professor Dr. Victor Freire, pela singela, mas essencial colaboração nesta pesquisa.
Aos meus amigos da Engenharia Mecânica, pelos grandes momentos.
Aos professores formadores de opinião da UFERSA.
A instituição UFERSA pela oportunidade da formação acadêmica.
A ANP/PRH 56 pelo investimento nesses 2 anos de pesquisa.

“Existem muitas hipóteses em ciência que
estão erradas. Isso é perfeitamente aceitável,

elas são aberturas para achar as que estão
certas. ”
(Carl Sagan)
RESUMO
Estruturas soldadas apresentam ciclos térmicos, que podem diferenciar-se de acordo com a
energia de soldagem empregada no processo. A obtenção dos ciclos térmicos de soldagem é
importante, dentre outros aspectos, porque possibilita o estudo dos gradientes de temperatura,
que por sua vez, são responsáveis pela geração dos campos de tensões residuais em juntas
soldadas. Nesse sentido, foi realizado uma modelagem térmica da soldagem TIG autógena em
uma placa de aço inoxidável austenítico AISI 304. Utilizou-se o software de elementos finitos
ANSYS Workbench 16.0. Nesse, foi instalado uma rotina para o movimento do fluxo de
calor, moving heat flux no qual é obtida através do software matemático MatLab. Para
fidelidade da condição real de soldagem, as propriedades físicas do material (condutividade
térmica, calor especifico e densidade) foram criadas para variar com a temperatura, levando a
uma análise transiente. Foram consideradas as perdas de calor por condução, convecção
natural e radiação. O modelo numérico da fonte de calor adotada foi a dupla-elipsoidal de
Goldak. A fim de obter o campo de temperatura, foram utilizados pontos estratégicos de
medição dispostos próximo ao cordão de solda. Tentou-se realizar a validação do modelo
através de uma análise experimental do processo, nas mesmas condições de contorno adotadas
no modelo numérico, entretanto o experimental não obteve significância suficiente. Dessa
forma, a validação do modelo foi realizada através de dados obtidos da literatura. Os
resultados numéricos mostraram-se válidos para as dadas condições empregadas,
demonstrando serem viáveis para a obtenção de ciclos térmicos em uma peça soldada.
Palavras – Chave: Soldagem TIG; Campos de temperatura; Simulação numérica
computacional.
LISTA DE TABELAS
Tabela 1: Resumo dos processos de soldagem por fusão. ........................................................ 16
Tabela 2: Tabela de composição química do AISI 304. ........................................................... 21
Tabela 3: Evolução das geometrias adotadas para modelagem de fonte de calor. ................... 34
Tabela 4: Propriedades para modelagem do AISI 304. ............................................................ 42
Tabela 5: Parâmetros de soldagem experimental ..................................................................... 44
Tabela 6: Propriedades termofisicas computacionais do AISI 304. ......................................... 47

LISTA DE FIGURAS
Figura 1: Energia potencial em um sistema composto por dois átomos em função da distância
de separação entre eles. ............................................................................................................ 13
Figura 2: Formação teórica de uma solda por aproximação de superfícies. ............................. 14
Figura 3: Soldagem por deformação. ....................................................................................... 15
Figura 4: Processo de soldagem por fusão (a) representação esquemática. (b) Macrografia de
uma junta. ................................................................................................................................. 15
Figura 5: Equipamento para soldagem TIG ............................................................................. 17
Figura 6: Efeito do tipo de corrente para soldagem TIG. ......................................................... 18
Figura 7: Fluxo de calor em um processo de soldagem por fusão. .......................................... 19
Figura 8: Exemplo de malhas não estruturadas (a) triangular com diferentes tamanhos e (b)
retangular e triangular ao mesmo tempo, com diferentes tamanhos. ....................................... 23
Figura 9: Convergência de resultados com uma malha de triângulos não estruturados. ......... 23
Figura 10: Simulação de um processo de soldagem no software ANSYS Apdl. ..................... 25
Figura 11: Análise do campo de temperatura do AISI 316L. ................................................... 26
Figura 12: Acoplamento completo para simulação de um processo de soldagem. .................. 27
Figura 13: Modelo bidimensional (2D), utilizado na simulação computacional de um processo
de soldagem, para avaliação do campo de temperatura e do campo de tensões....................... 28
Figura 14: Geometria utilizada por Heinze, Schwen e Rethmeier (2012), para análise do
campo de tensões, comparando modelos bidimensionais (2D) com modelos tridimensionais
(3D) e com modelo experimental. ............................................................................................ 29
Figura 15: b) Comparação das tensões residuais na direção longitudinal, obtidas por modelos
(2D), (3D) e resultados experimentais. c) Comparação das tensões residuais na direção
transversal, obtidas por modelos (2D), (3D) e resultados experimentais. ................................ 30
Figura 16: Influência da temperatura de fusão. ........................................................................ 32
Figura 17: Modelo circular da distribuição do fluxo de calor. ................................................. 35
Figura 18: a) Modelo de fonte de calor Gaussiana aplicada à superfície, b) Modelo de fonte de
calor Gaussiana volumétrico, c) Dupla elipsoidal de Goldak (2005). ...................................... 36
Figura 19: Validação de modelo, utilizando a técnica GTAW para união de Monel 400, com
a fonte de calor simulada de Goldak (2005). ............................................................................ 38

Figura 20: Comparação da dupla elipsoidal de Goldak (2005), com um cordão de solda
experimental. ............................................................................................................................ 39
Figura 21: Refinamento da malha no caminho da fonte de calor. ............................................ 40
Figura 22: a) Distribuição de temperatura para um modelo de condução de calor, b)
distribuição de temperatura para um modelo de convecção de calor. ...................................... 41
Figura 23: Dimensões do corpo de prova simulado. ................................................................ 46
Figura 24: Características do AISI 304, criado no ANSYS Workbench 16.0. ......................... 48
Figura 25: Algumas das malhas utilizadas para convergência de resultados. .......................... 50
Figura 26: Análise de convergência das malhas. ...................................................................... 50
Figura 27: Rotina para criação da malha. ................................................................................. 51
Figura 28: Configuração da Edge sizing. ................................................................................. 51
Figura 29: Configuração adotada na All triangles method e Refinement. ................................ 52
Figura 30: Configuração da malha do ambiente, Patch conforming Method. .......................... 52
Figura 31: Malha do ambiente mostrada sobre a malha da chapa. ........................................... 53
Figura 32: Criação do ambiente para obtenção das condições de contorno. ............................ 54
Figura 33: Condições de contorno computacional. .................................................................. 54
Figura 34: Localização das medições de temperatura computacional. .................................... 55
Figura 35: Dimensões corpo de prova experimental. ............................................................... 56
Figura 36: Condições de contorno da análise experimental. .................................................... 57
Figura 37: Disposição do bico do eletrodo a peça. ................................................................... 57
Figura 38: Localização das medições de temperatura experimental. ....................................... 58
Figura 39: Aquisitor de temperatura. ........................................................................................ 59
Figura 40: Disposição dos termopares na peça. ....................................................................... 60
Figura 41: Simulação do deslocamento da fonte de calor, tempo de 9,9 segundos. ................ 62
Figura 42: Simulação do deslocamento da fonte de calor, tempo de 20,1 segundos. .............. 62
Figura 43: Simulação do deslocamento da fonte de calor, tempo de 30,6 segundos. .............. 63
Figura 44: Simulação do deslocamento da fonte de calor, tempo de 40,2 segundos. .............. 63
Figura 45: Simulação do deslocamento da fonte de calor, tempo de 50,4 segundos. .............. 64
Figura 46: Simulação do deslocamento da fonte de calor, tempo de 60 segundos. ................. 64
Figura 47: Ciclo térmico medido computacionalmente no início da poça de fusão do cordão
de solda. .................................................................................................................................... 66
Figura 48: Curva do gradiente de temperatura para medições realizadas no início do cordão de
solda. ......................................................................................................................................... 68
Figura 49: Ciclo térmico medido experimentalmente no início do cordão de solda. ............... 69
Figura 50: Ciclo térmico medido computacionalmente no meio da poça de fusão do cordão de
solda. ......................................................................................................................................... 70
Figura 51: Curva do gradiente de temperatura para medições realizadas no meio do cordão de
solda. ......................................................................................................................................... 72
Figura 52: Ciclo térmico medido experimentalmente no meio do cordão de solda. ................ 73
Figura 53: Ciclo térmico medido computacionalmente no final da poça de fusão do cordão de
solda. ......................................................................................................................................... 74
Figura 54: Curva do gradiente de temperatura para medições realizadas no final do cordão de
solda. ......................................................................................................................................... 75
Figura 55: Ciclo térmico medido experimentalmente no final do cordão de solda. ................. 76
Figura 56:Comparação entre a situação experimental que melhor se assemelha com a
simulação. ................................................................................................................................. 77
Figura 57: Mapa do campo de temperatura para o início do processo de soldagem. ............... 78
Figura 58: Mapa do campo de temperatura no meio do processo de soldagem. ...................... 79
Figura 59: Mapa do campo de temperatura no final do processo de soldagem........................ 80
Figura 60: Comparação da dupla elipsoidal de Goldak com o cordão de solda experimental. 81

SUMÁRIO
1 INTRODUÇÃO ............................................................................................................... 10
2 OBJETIVOS .................................................................................................................... 12
2.1 OBJETIVO GERAL ...................................................................................................... 12
2.2 OBJETIVOS ESPECÍFICOS ........................................................................................ 12
3 FUNDAMENTAÇÃO TEORICA ................................................................................. 13
3.1 SOLDAGEM ................................................................................................................. 13
3.1.1 Processo de soldagem TIG ............................................................................... 16
3.2 AÇOS INOXIDÁVEIS .................................................................................................. 20
3.2.1 Aços inoxidáveis austeníticos ........................................................................... 20
3.3 SOLDABILIDADE DE AÇOS INOXIDÁVEIS ........................................................... 21
3.4 AÇOS INOXIDAVEIS NA INDUSTRIA DO PETRÓLEO E GÁS ............................. 21
3.5 METÓDO DE ELEMENTOS FINITOS ....................................................................... 22
3.6 SIMULAÇÃO COMPUTACIONAL EM SOLDAGEM .............................................. 24
3.6.1 Modelagem do processo de soldagem ............................................................. 26
3.6.2 Dimensões do modelo ....................................................................................... 28
3.7 ANÁLISE TÉRMICA ................................................................................................... 30
3.7.1 Método analítico ............................................................................................... 32
3.7.2 Método numérico .............................................................................................. 33
3.7.3 Modelos de fonte de calor com princípio de condução térmica ................... 33
3.7.4 Modelos de fonte de calor com princípio de convecção térmica .................. 40
3.7.5 Propriedades do material ................................................................................. 41
3.7.6 Condições de contorno ..................................................................................... 42
4 METODOLOGIA ........................................................................................................... 44
4.1 PARÂMETROS DE SOLDAGEM EXPERIMENTAL E COMPUTACIONAL ......... 44
4.2 METODOLOGIA DA ANÁLISE COMPUTACIONAL .............................................. 45
4.2.1 Dimensões computacionais do corpo de prova .............................................. 45
4.2.2 Propriedades termofísicas computacionais do corpo de prova .................... 47

4.2.3 Geração da malha ............................................................................................. 48
4.2.4 Condições de contorno computacional ........................................................... 53
4.2.5 Método para medição pontual de temperatura computacional ................... 55
4.3 METODOLOGIA DA ANÁLISE EXPERIMENTAL .................................................. 55
4.3.1 Dimensões experimentais do corpo de prova ................................................. 56
4.3.2 Condições de contorno experimental .............................................................. 56
4.3.3 Método para medição de temperatura experimental .................................... 58
5 RESULTADOS E DISCUSSÕES .................................................................................. 61
5.1 DESLOCAMENTO DA FONTE DE CALOR COMPUTACIONAL .......................... 61
5.2 MEDIÇÕES DE TEMPERATURA COMPUTACIONAL E EXPERIMENTAL ........ 65
5.2.1 Medições computacionais e experimentais de temperatura versus tempo
com os termopares localizados no início do cordão de solda ...................................... 65
5.2.2 Medições computacionais e experimentais de temperatura versus tempo
com os termopares localizados no meio do cordão de solda ........................................ 70
5.2.3 Medições computacionais e experimentais de temperatura versus tempo
com os termopares localizados no final do cordão de solda ........................................ 74
5.3 MAPAS DO CAMPOS DE TEMPERATURA COMPUTACIONAL .......................... 78
5.4 COMPARAÇÃO DA FONTE DE CALOR COMPUTACIONAL COM A
GEOMETRIA DO CORDÃO EXPERIMENTAL ............................................................... 81
6 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS ........................ 82
6.1 CONCLUSÕES ............................................................................................................. 82
6.2 SUGESTÕES PARA TRABALHOS FUTUROS ......................................................... 82
REFERÊNCIAS ..................................................................................................................... 83
10
1 INTRODUÇÃO
Analisar um problema de engenharia via métodos numéricos tem sido cada vez mais
utilizado nos dias atuais, em especial o método de elementos finitos (MEF). Este permite
realizar considerações não lineares e em regimes transientes de propriedades termofísicas do
material tais como: condutividade térmica, calor especifico e densidade, que por sua vez
dependem da temperatura e das trocas de calor com o meio (convecção e radiação)
(CAGANI, 2012).
Para implementação do MEF em problemas de engenharia necessitou-se de avanços
em softwares computacionais de simulação, devido à grande sobrecarga de modelagem
matemática envolvida, assim desde as primeiras simulações realizadas por Hibbit e Marcal
(1973), aos dias atuais, a complexidade e o desempenho dos modelos tem evoluído muito
(QUEIROZ, 2014).
O avanço dos softwares de simulação até os modelos tridimensionais transientes
completos com propriedades não lineares variantes em temperatura permitiu a análise de
estruturas soldadas, bem como o estudo da distribuição de calor na soldagem (BEZERRA,
2006). Nesta linha, a simulação possui uma maior rapidez nos estágios iniciais, minimizando
assim custos e riscos ligados ao processo (QUEIROZ, 2014).
A possibilidade de determinar numericamente a distribuição de temperatura em um
material soldado permite a observação da tendência natural da dilatação das partes aquecidas,
a qual é restringida pelas regiões adjacentes menos aquecidas, assim gerando deformações
elásticas e plásticas não uniformes. Responsáveis por criar tensões residuais no material, bem
como, as transformações de fases que levam as variações de volume em contrações e
expansões (BEZERRA, 2006).
Com base nos fatores observados, o conhecimento do campo transiente de temperatura
em um processo de soldagem mostra-se como o primeiro passo a determinação do campo de
tensões residuais (BARBAN, 2014).
O presente trabalho por sua vez, visa à obtenção do campo de temperatura transiente e
não linear devido a um processo de soldagem TIG autógeno (sem material de adição) de
forma simulada através da técnica MEF utilizando o software ANSYS Workbench 16.0, e de
forma experimental através de uma bancada de soldagem TIG autógeno, recolhendo a
temperatura através de termopares do tipo K.

11
A comparação entre a simulação e o experimento, justifica-se pela obtenção da
garantia do método de elementos finitos (BARBAN, 2014).
O processo anteriormente mencionado será realizado em uma placa de aço inoxidável
austenítico AISI 304. Sendo esse um aço de grande utilização na indústria do petróleo, gás e
biocombustíveis, por possuir uma grande resistência à corrosão, e ainda satisfazer demandas
de propriedades como tenacidade, resiliência e ductilidade necessária para o trabalho.

12
2 OBJETIVOS
2.1 OBJETIVO GERAL
Utilizar um modelo computacional para obter o campo de temperatura em uma chapa
de aço inoxidáveis austenítico AISI 304, de forma a comparar com dados da literatura, bem
como dados experimentais recolhidos.
2.2 OBJETIVOS ESPECÍFICOS
Utilizar o software ANSYS Workbench 16.0 para realizar a simulação computacional
da distribuição de calor durante a soldagem, utilizando o processo de soldagem TIG autógeno;
Realizar experimentos com a soldagem TIG autógena em chapas de aço inoxidáveis
AISI 304 a fim de tentar validar o modelo numérico simulado no ANSYS Workbench 16.0;
Desenvolver o conhecimento/experiência sobre simulação computacional utilizando
um software de elementos finitos, bem como desenvolver conhecimento/experiência em um
processo experimental de soldagem TIG autógeno.

13
3 FUNDAMENTAÇÃO TEORICA
3.1 SOLDAGEM
A Soldagem pode ser definida como um grande número de diferentes processos
utilizados na fabricação e recuperação de peças, equipamentos e estruturas. É considerada
como um método de união, contudo, muitos processos de soldagem ou variações destes são
usados para deposição de material sobre uma superfície, visando a recuperação de peças
desgastadas ou a formação de um revestimento com características especiais (MODENESI,
2006). Outra definição de soldagem adotada pela AWS – American Welding Society, diz que
está é a operação que visa obter a coalescência localizada produzida pelo aquecimento até
uma temperatura adequada, com ou sem a aplicação de pressão e de metal de adição.
Para peças metálicas, podemos dizer que estas, de forma simplificada, é formada por
um grande número de átomos dispostos em um arranjo espacial característico, chamado de
estrutura cristalina. Os átomos localizados no interior desta estrutura são cercados por um
número de vizinhos próximos, posicionados a uma distância , na qual a energia do sistema é
mínima (WAINER, 2004; MODENESI, 2006). Como é mostrado na figura 1.
Figura 1: Energia potencial em um sistema composto por dois átomos em função da distância de separação entre
eles.
Fonte: (MODENESI, 2006).

14
Neste caso, os átomos estão em uma condição de energia mínima, com nenhuma
tendência de ligação com os átomos vizinhos. Porém, na superfície do solido está situação é
diferente já que os átomos possuem menos vizinhos, e assim possuem mais energia livre do
que os átomos situados no interior. Esta energia pode ser reduzida quando os átomos
superficiais se ligam a outros, e essa ligação pode acontecer unindo-se dois materiais
eletronicamente compatíveis entre si, a uma distância suficientemente pequena para a
formação de uma ligação permanente (WAINER, 2004; MODENESI, 2006). Ilustrada na
seguinte figura 2.
Figura 2: Formação teórica de uma solda por aproximação de superfícies.
Fonte: (MODENESI, 2006).
Contudo, para peças metálicas essa condição não acontece, com especiais exceções,
pois existem obstáculos que impedem uma aproximação efetiva, como por exemplo,
rugosidade do material, camadas de óxidos, umidade, gordura, poeira, entre outros, que
impedem um contato real entre as superfícies, dificultando a formação da solda. Para superar
essa condição pode-se deformar as superfícies de contato permitindo a aproximação dos
átomos a distancias da ordem de , mostrado na figura 3, ou pode-se aquecer as peças
localmente de modo que facilite a deformação das superfícies de contato, utilizando ou não
um metal de adição, mostrado na figura 4 (WAINER, 2004).

15
Figura 3: Soldagem por deformação.
Fonte: (MODENESI, 2006).
Figura 4: Processo de soldagem por fusão (a) representação esquemática. (b) Macrografia de uma junta.
Fonte: (MODENESI, 2006).
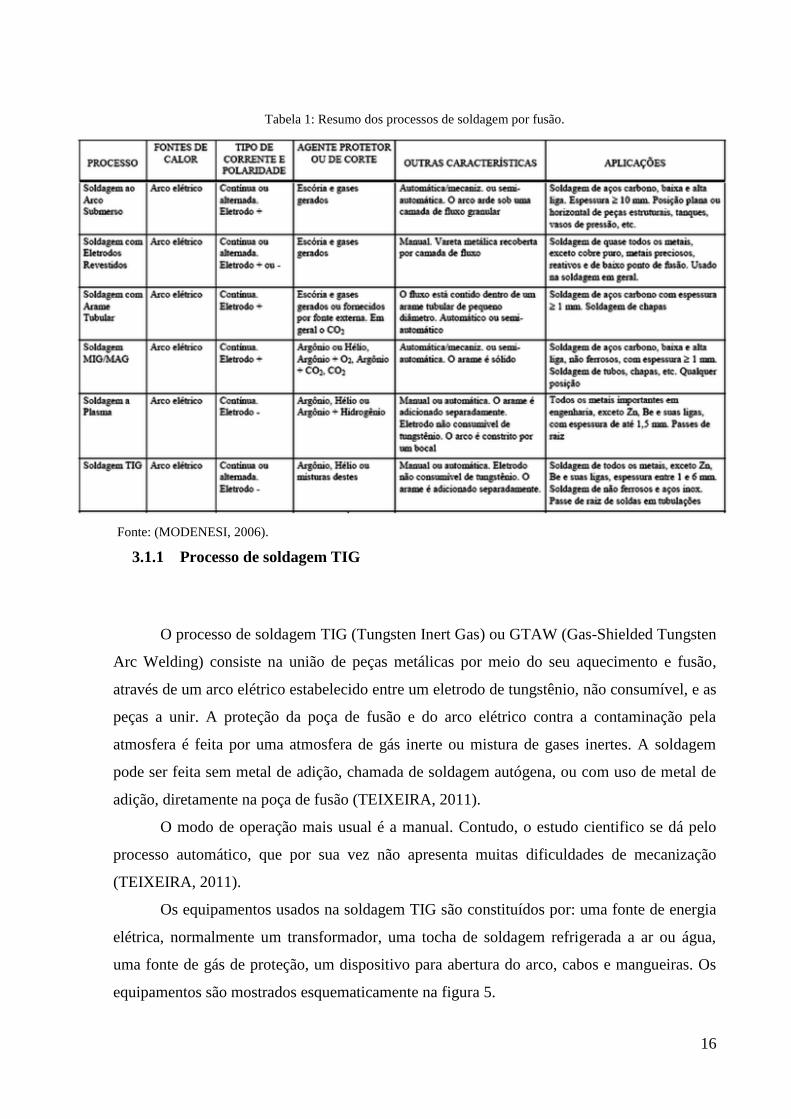
Os processos de soldagem são agrupados em por fusão e por deformação. Os
processos de soldagem por fusão são diversos, de forma que podem ser separados em
subgrupos, de acordo com o tipo de fonte de energia usada para fundir as peças. A seguinte
tabela, mostra de forma resumida os subgrupos dos processos de soldagem por fusão,
identificando além de alguns parâmetros as aplicações de cada processo.
16
Tabela 1: Resumo dos processos de soldagem por fusão.
Fonte: (MODENESI, 2006).
3.1.1 Processo de soldagem TIG
O processo de soldagem TIG (Tungsten Inert Gas) ou GTAW (Gas-Shielded Tungsten
Arc Welding) consiste na união de peças metálicas por meio do seu aquecimento e fusão,
através de um arco elétrico estabelecido entre um eletrodo de tungstênio, não consumível, e as
peças a unir. A proteção da poça de fusão e do arco elétrico contra a contaminação pela
atmosfera é feita por uma atmosfera de gás inerte ou mistura de gases inertes. A soldagem
pode ser feita sem metal de adição, chamada de soldagem autógena, ou com uso de metal de
adição, diretamente na poça de fusão (TEIXEIRA, 2011).
O modo de operação mais usual é a manual. Contudo, o estudo cientifico se dá pelo
processo automático, que por sua vez não apresenta muitas dificuldades de mecanização
(TEIXEIRA, 2011).
Os equipamentos usados na soldagem TIG são constituídos por: uma fonte de energia
elétrica, normalmente um transformador, uma tocha de soldagem refrigerada a ar ou água,
uma fonte de gás de proteção, um dispositivo para abertura do arco, cabos e mangueiras. Os
equipamentos são mostrados esquematicamente na figura 5.

17
Figura 5: Equipamento para soldagem TIG
Fonte: (adaptado de TEIXEIRA, 2011).
A proteção gasosa da poça de fusão no processo TIG é eficiente, ocorre através de um
fluxo de gás inerte como argônio ou hélio, que parte do bocal de soldagem em direção a poça
de fusão. Em alguns casos especiais, gases não inertes podem ser utilizados em pequena
quantidade, misturados com o gás inerte (GARCIA, 2011). O gás de proteção também impede
a oxidação do eletrodo não consumível, pois apesar de o tungstênio fundir em alta
temperatura, a sua oxidação ocorre em temperaturas mais baixas. Durante a operação, o
eletrodo deve se manter na cor prateada, do contrário, há fuga do sistema, o gás é impuro, ou
o restante de gás que permanece no bocal não se mantém ali até que o eletrodo resfrie
(TEIXEIRA, 2011).
O controle da energia transferida para a peça durante a soldagem é uma das principais
características desse processo. No processo TIG, o arco elétrico imerso em um fluxo continuo
de gás inerte, produz um fluxo de calor que induz um ciclo térmico entre a tocha e a peça de
trabalho. Para ter um maior controle desse processo de fabricação, torna-se útil a obtenção
dos gradientes térmicos oriundos da fonte de calor a fim de se definir o raio e a penetração do
cordão de solda (CAGANI, 2012).
O processo de soldagem TIG apresenta como principal vantagem a possibilidade de
obter uma maior penetração do cordão de solda e contrariamente a outros processos como o
laser e o feixe de elétrons, só provoca a fusão do metal, não causando nenhuma vaporização.
(GARCIA, 2011).

18
O fato do processo de soldagem TIG utilizar um gás inerte, e o eletrodo de tungstênio
ser não consumível, forma uma poça de fusão bem controlada, e o torna especialmente
adequado para soldagem de aços inoxidáveis e metais não ferrosos, além de juntas que
precisem de bom acabamento na raiz (CAGANI, 2012). Este processo por sua vez é altamente
utilizado na indústria do petróleo, já que essa é uma das industrias que mais necessita de
metais de difícil corrosão. (CAGANI, 2012).
Outra característica do processo de soldagem TIG é o fato de oferecer um arco
concentrado, o que permite controlar o aporte térmico, resultando numa estreita zona afetada
pelo calor. Tal comportamento térmico é requerido, principalmente quando se deseja soldar
metais de alta condutividade térmica. (CAGANI, 2012).
A corrente elétrica na soldagem TIG pode ser alternada ou contínua. Em corrente
contínua, pode-se optar pela polaridade direta ou inversa. No primeiro caso, produz-se o
mínimo de aquecimento no eletrodo e o máximo de aquecimento no metal de base. Fato
contrário ocorre com a polaridade inversa. Já em corrente alternada é possível obter ambos os
comportamentos. A esquematização do comentado pode ser observado na seguinte figura.
Figura 6: Efeito do tipo de corrente para soldagem TIG.
Fonte: (GARCIA, 2011).
Para o início do processo de soldagem TIG é recomendável que se inicie a vazão de
gás inerte alguns segundos antes da abertura do arco (pré-purga). Após isto, faz-se a abertura
do arco utilizando um ignitor de alta frequência. A seguir deixa-se a tocha parada por um
certo tempo para que haja formação da poça de fusão, faz-se a extinção do arco
interrompendo a passagem de corrente com a tocha ainda em posição e deixando que ocorra
fluxo de gás inerte por um certo tempo (GARCIA, 2011).
O calor difundido para a peça em um processo de soldagem TIG, se dá como é
mostrado na seguinte figura 7.

19
Figura 7: Fluxo de calor em um processo de soldagem por fusão.
Fonte: (MODENESI, 2008).
Para uma efetividade na soldagem, como a TIG, a fonte elétrica deve fornecer energia
a uma taxa suficientemente elevada em uma área suficientemente pequena para
garantir a fusão localizada do metal antes que o calor se difunda em quantidades apreciáveis
para o restante da peça. Para caracterizar esse processo, define-se a potência específica,
, de uma fonte de energia, mostrada na equação, como:
(Eq. 3.1.1)
onde, é a quantidade de energia gerada pela fonte, é o rendimento térmico e representa
a fração de energia da tocha que é efetivamente transferida para a peça, é o tempo de
operação e é a área definida pelo cordão de solda.
No caso do arco elétrico a energia gerada por unidade de tempo pode ser representada
pelo produto da tensão, , e da corrente elétrica, , assim a equação da potência
especifica se torna (WAINER, 2004; MODENESI, 2011).
(Eq. 3.1.2)
20
3.2 AÇOS INOXIDÁVEIS
Os aços inoxidáveis são ligas baseadas em ferro (Fe), que contém um mínimo de 11%
de cromo ( ). Esta quantidade de cromo é necessária para prevenir a oxidação em
atmosferas. Em contato com o oxigênio o cromo forma uma película muito fina e estável,
chamada de camada passiva, o óxido de crómio formado na superfície (GARCIA,
2011). Além do cromo os aços inoxidáveis possuem outros elementos de liga em sua
composição, tais como, níquel ( , molibdênio , cobre , nitrogênio , enxofre
e selênio . Esses elementos de liga iram determinar a classificação dos aços
inoxidáveis, que por sua vez classificam-se em cinco grupos: aços inoxidáveis ferríticos,
austeníticos, martensíticos, duplex e endurecidos por precipitação.
Ao longo dos anos os aços inoxidáveis têm se estabelecido firmemente como principal
material utilizado na fabricação de equipamentos para a indústria do petróleo e gás natural
(GARCIA, 2011).
3.2.1 Aços inoxidáveis austeníticos
A classe dos aços inoxidáveis auteníticos inclui, principalmente, ligas de
, apresentam estrutura predominantemente austenítica à temperatura ambiente,
não sendo endurecíveis por tratamento térmico. Esses, formam o grupo mais usado e
numeroso de aços inoxidáveis. Contêm cerca de 18 à 35% de , e cerca de 6 a 26% de e
menos de 0,3% de carbono. A classe mais comum dos aços inoxidáveis austeníticos utilizado

21
na indústria do petróleo e gás é o aço AISI 304 (GARCIA, 2011). Sua composição química é
mostra.
Tabela 2: Tabela de composição química do AISI 304.
Fonte: (BEZERRA, 2006).
3.3 SOLDABILIDADE DE AÇOS INOXIDÁVEIS
Os três processos mais utilizados para soldagem de aços inoxidáveis são SMAW
(Shielded Metal Arc Welding), GTAW (Gas-Shielded Tungsten Arc Welding) e GMAW (Gas
Metal Arc Welding), embora vários outros sejam também utilizados. O processo GTAW é
amplamente utilizado na soldagem de peças de aço inoxidável de menor espessura
(MODENESI, 2011).
Os aços inoxidáveis são mais difíceis de serem soldados do que os outros aços
comuns, devido ao baixo teor de carbono. A diferença entre outras propriedades físicas dos
aços comuns para os inoxidáveis, implicam em diferenças nos procedimentos de soldagem.
As principais diferenças nos procedimentos são: a menor temperatura de fusão, a menor
condutividade térmica, o maior coeficiente de expansão térmica, e a maior resistência elétrica
(MODENESI, 2011).
Um maior coeficiente de expansão térmica torna maior a tendência de distorção na
soldagem destes aços, e levam a necessidade da adoção de técnicas para redução destas. Para
adotar técnicas que evitem estas distorções, o primeiro passo é o conhecimento da distribuição
de temperatura durante a soldagem, bem como a taxa de resfriamento que estes realizam pós
soldagem (MODENESI, 2011).
3.4 AÇOS INOXIDAVEIS NA INDUSTRIA DO PETRÓLEO E GÁS
A indústria do petróleo e gás enfrenta ambientes extremamente agressivos, o que exige
a utilização de materiais com elevada resistência à corrosão e tenacidade, propriedades
presentes nos diversos tipos de aços inoxidáveis.

22
No Brasil, o uso de aços inoxidáveis nesta indústria vem crescendo nos últimos anos
com a descoberta de novos campos com maiores concentrações de contaminantes, que estão
dentro de uma nova fronteira tecnológica de produção, como por exemplo o pré-sal
(FERREIRA, 2010). Dessa forma, o segmento tem lançado grandes desafios as empresas que
fornecem itens como, tubos soldados, válvulas, compressores, bombas, trocadores de calor,
flanges, que são materiais e equipamentos que trabalham na exploração. Estes equipamentos
devem ser confeccionados com material adequado, e soldados quando necessário de forma
eficaz para o trabalho.
As bombas utilizadas para transferência de fluido mais viscoso ou corrosivos, têm em
sua composição, aços especiais como 304, 316L e duplex (FERREIRA, 2010).
3.5 METÓDO DE ELEMENTOS FINITOS
O método dos elementos finitos (MEF) é uma análise numérica que consiste na
discretização de um meio continuo em pequenos elementos, mantendo as mesmas
propriedades do meio original. Esses elementos são descritos por equações diferenciais e
resolvidos por modelos matemáticos (GIACHINNI, 2012).
O desenvolvimento do MEF teve suas origens no final do século XVIII, quando Gauss
propôs a utilização de funções de aproximação para soluções de problemas matemáticos.
Diversos matemáticos desenvolveram teorias e técnicas analíticas para a solução de
problemas, mas pouco se evoluiu devido à dificuldade e a limitação existente no
processamento de equações algébricas. O desenvolvimento prático desta análise ocorreu
somente após o avanço tecnológico, por volta de 1950, e a evolução da computação. Isso
permitiu a elaboração de resoluções de sistemas de equações complexas, bem como as
análises numéricas (LOTTI, 2006).
A ideia geral do método dos elementos finitos é dividir o corpo em elementos
infinitesimais, conectados por nós, no qual forma-se uma malha de elementos finitos. O
processo para sua construção é conhecido como geração da malha (LOTTI, 2006).
Diferentemente do método das diferenças finitas (MDF), o MEF não necessariamente
necessita de topologia de malha estruturada, ou seja, modelar uma malha de forma
volumétrica e com elementos com geometrias iguais, no MEF os valores inteiros podem ser
utilizados para descrever problemas com geometria 2D usando elementos triangulares ou

23
retangulares ao mesmo tempo, com dimensões diferenciadas entre os elementos discretos
(QUEIROZ, 2014). A seguinte figura 8 mostra dois exemplos.
Figura 8: Exemplo de malhas não estruturadas (a) triangular com diferentes tamanhos e (b) retangular e
triangular ao mesmo tempo, com diferentes tamanhos.
Fonte: (QUEIROZ, 20014).
Segundo Anca (2010), a escolha da malha, seja ela triangular ou retangular, está
diretamente relacionada ao número de nós e elementos que se consegue. Quanto maior o
número de nós e elementos mais confiável será os resultados, em contrapartida maior será a
carga computacional para a análise. Dessa forma, busca-se uma convergência de resultados
em um acréscimo de nós e elementos aos poucos, para que assim, não haja um
superdimensionamento do refino da malha.
Em uma utilização do MEF para análise de soldagem, Miresmaelli (2008) conseguiu
convergência de resultados adotando a malha mostrada na seguinte figura 9.
Figura 9: Convergência de resultados com uma malha de triângulos não estruturados.
Fonte: (MIRESMAELLI, 2008).

24
Miresmaelli (2008), optou por uma malha de triângulos não estruturada em um corpo
de prova com geometria retangular. O autor refinou a malha em pontos estratégicos e com
isso obteve os seguintes números totais, 1334 nós e 980 elementos, em um corpo de prova 2D
de 50 x 100 mm.
3.6 SIMULAÇÃO COMPUTACIONAL EM SOLDAGEM
O principal objetivo da simulação computacional em um processo de soldagem é a
obtenção do comportamento mecânico (LINDGREN, 2005). A obtenção dos campos de
tensões caracteriza um destes objetivos e seu entendimento irá contribuir no projeto de
estruturas. Entretanto, o primeiro passo para obtenção do campo de tensões é a obtenção do
campo de temperaturas (LADIM, 2003).
A solda é gerada por um processo altamente não linear, começando pela distribuição
de calor no componente que ao longo do tempo varia com a posição da tocha. Outro fator são
as propriedades do material, tanto térmica quanto mecânicas, as quais são dependentes da
temperatura. Todas estas considerações tornam um modelo analítico de difícil obtenção,
fazendo com que o método dos elementos finitos seja uma alternativa para este problema
(MAGALHÃES, 2016; BARBAN, 2014).
Artigos envolvendo a utilização do método dos elementos finitos na análise de campos
de temperatura e campos de tensões devido a soldagem, começaram a aparecer no início dos
anos 1970 (LINDGREN, 2001). Entretanto, mesmo com a utilização numérica
computacional, algumas simplificações para simulação de um processo de soldagem real
devem ser estudadas, já que pelas diversas interações a modelagem da solda demanda um
grande poder computacional (BARBAN, 2014).
Com o avanço da tecnologia e o desenvolvimento de programas computacionais
comerciais como, por exemplo, o plugin Transiente Thermal no software ANSYS
Workbench, a simulação dos processos de soldagem se tornou mais viável.
Bezerra (2005), utilizou do software ANSYS Apdl para validar uma modelagem
térmica do AISI 316L. A simulação do autor é mostrada na seguinte figura 10.

25
Figura 10: Simulação de um processo de soldagem no software ANSYS Apdl.
Fonte: (BEZERRA, 2005).
Comparado os dados numéricos obtidos com dados experimentais, o autor obteve os
seguintes resultados, mostrados na próxima página na figura 11.

26
Figura 11: Análise do campo de temperatura do AISI 316L.
Fonte: (BEZERRA, 2005).
Podemos verificar a possibilidade de simulação de um processo de soldagem no
software em questão, e que os valores numéricos e experimentais possuem o mesmo perfil,
com pequenas variações. Dessa forma, o autor conseguiu validar a simulação computacional
para o aço AISI 316L, utilizando o software comercial ANSYS Apdl.
3.6.1 Modelagem do processo de soldagem
Para realizar uma análise numérica com uma modelagem completa do processo de
soldagem, devem ser considerados acoplamentos entre três campos principais de fenômenos
físicos, que ocorrem durante a soldagem. São eles mecânico, térmico e microestrutural.
Mostrado na seguinte figura 12.
27
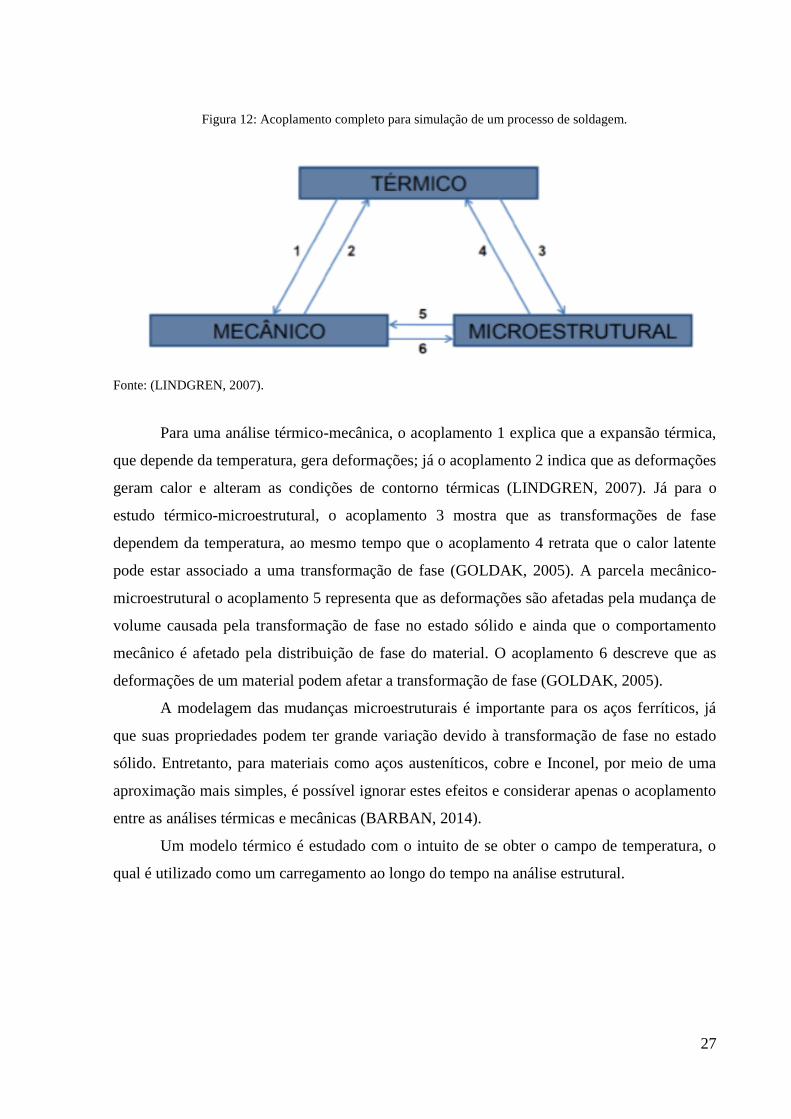
Figura 12: Acoplamento completo para simulação de um processo de soldagem.
Fonte: (LINDGREN, 2007).
Para uma análise térmico-mecânica, o acoplamento 1 explica que a expansão térmica,
que depende da temperatura, gera deformações; já o acoplamento 2 indica que as deformações
geram calor e alteram as condições de contorno térmicas (LINDGREN, 2007). Já para o
estudo térmico-microestrutural, o acoplamento 3 mostra que as transformações de fase
dependem da temperatura, ao mesmo tempo que o acoplamento 4 retrata que o calor latente
pode estar associado a uma transformação de fase (GOLDAK, 2005). A parcela mecânico-
microestrutural o acoplamento 5 representa que as deformações são afetadas pela mudança de
volume causada pela transformação de fase no estado sólido e ainda que o comportamento
mecânico é afetado pela distribuição de fase do material. O acoplamento 6 descreve que as
deformações de um material podem afetar a transformação de fase (GOLDAK, 2005).
A modelagem das mudanças microestruturais é importante para os aços ferríticos, já
que suas propriedades podem ter grande variação devido à transformação de fase no estado
sólido. Entretanto, para materiais como aços austeníticos, cobre e Inconel, por meio de uma
aproximação mais simples, é possível ignorar estes efeitos e considerar apenas o acoplamento
entre as análises térmicas e mecânicas (BARBAN, 2014).
Um modelo térmico é estudado com o intuito de se obter o campo de temperatura, o
qual é utilizado como um carregamento ao longo do tempo na análise estrutural.

28
3.6.2 Dimensões do modelo
Um dos critérios para escolha do modelo de elementos finitos a ser utilizado na análise
do campo de temperatura e do campo de tensões, é a capacidade computacional requerida.
Embora atualmente a tecnologia esteja em um estágio mais desenvolvido, pela disposição de
máquinas com excelente desempenho no processamento de dados, simulações mais
complexas ainda necessitam de computadores bastante poderosos além de demandarem um
tempo elevado para obtenção de resultados.
Existem estratégias para diminuir a dimensão da análise, que pode ser a adoção de um
modelo bidimensional (2D), gerando economia no custo da máquina e tempo de
processamento.
A análise bidimensional considerando um estado plano, é uma alternativa para
modelagem de um processo a ser estudado. Neste tipo de hipótese o arco elétrico se move no
plano do modelo, e se admite que tudo que está ocorrendo ao longo da espessura é constante,
e as tensões normais ao plano são nulas. Devido a estas simplificações, o modelo requer que
as chapas sejam finas o suficiente, igual ou menor que dois milímetros de espessura
(BARBAN, 2014; FRAGA, 2009; LINDGREN, 2001). A representação de um modelo
bidimensional é mostrada na seguinte figura 13.
Figura 13: Modelo bidimensional (2D), utilizado na simulação computacional de um processo de soldagem, para
avaliação do campo de temperatura e do campo de tensões.
Fonte: (adaptado de BARBAN, 2014).
Heinze, Schwenk e Rethmeier (2012) realizaram uma simulação do processo de
soldagem GMAW, mais conhecido como soldagem MIG/MAG, para encontrar o campo de

29
tensões, e compararam modelos bidimensionais (2D) e tridimensionais (3D) com resultados
experimentais, mostrado nas seguintes figuras.
Figura 14: Geometria utilizada por Heinze, Schwen e Rethmeier (2012), para análise do campo de tensões,
comparando modelos bidimensionais (2D) com modelos tridimensionais (3D) e com modelo experimental.
Fonte: (adaptado de HEINZE, SCHWEN E RETHMEIER, 2012).

30
Figura 15: b) Comparação das tensões residuais na direção longitudinal, obtidas por modelos (2D), (3D) e
resultados experimentais. c) Comparação das tensões residuais na direção transversal, obtidas por modelos (2D),
(3D) e resultados experimentais.
Fonte: (adaptado de HEINZE, SCHWEN E RETHMEIER, 2012).
Os resultados mostraram que os valores numéricos encontrados para o campo de
tensões têm boa convergência com os dados experimentais levantados. O trabalho ainda
evidenciou que os resultados obtidos por modelos 2D e 3D apresentaram pouca variação,
comprovando a validade na utilização de qualquer um destes dois métodos na análise deste
processo. É evidente notar que se o trabalho mostrou que a simulação 2D é eficiente para
encontrar o campo de tensões, ela também se mostra eficiente para encontra o campo de
temperatura, já que este é o primeiro passo.
3.7 ANÁLISE TÉRMICA

31
A análise térmica tem por objetivo os campos de temperatura ao longo do componente
soldado. Estas estimativas podem ser realizadas por métodos analíticos e por métodos
numéricos, os quais atualmente são os mais utilizados.
A análise do campo de temperatura na soldagem, a fonte de calor utilizada no modelo
térmico pode ser considerada por meio de princípios de condução ou convecção de calor,
sendo o modelo de condução mais utilizado (BEZERRA, 2014).
A equação da condução de calor que governa o estudo térmico em sólidos é
apresentada pela seguinte equação.
(Eq. 3.7.1.)
onde, é a densidade, é o calor específico, é a entrada de calor,
, , são os coeficiente de condutividade térmica nas três direções, ( ) é a
temperatura e é o tempo.
No método de elementos finitos a distribuição de temperatura descrita na equação (Eq.
3.7.1) é dada da forma matricial, representada da seguinte forma.
(Eq. 3.7.2)
onde,
e
Durante a soldagem a temperatura ultrapassa a temperatura de fusão do material, logo
a variação da entalpia com a temperatura é considera da seguinte forma (QUEIROZ, 2014).

32
(Eq. 3.7.3)
onde, ( ) é a entalpia.
A variação de entalpia pode ser considera automaticamente nos softwares de
elementos finitos, quando se trabalha com densidade e calor especifico variando com a
temperatura. Dessa forma, o valor da entalpia não necessita ser inserido numericamente,
diminuindo assim a carga computacional empregada (LINDGREN, 2001).
Com a consideração do calor latente de fusão, ou densidade e calor especifico
variando com o tempo, a capacidade térmica sofre um aumento considerável, seguido de uma
queda significativa da temperatura de fusão (FRAGA, 2009). Ilustrado pela figura abaixo
Figura 16: Influência da temperatura de fusão.
Fonte: (FRAGA, 2009).
3.7.1 Método analítico
A primeira solução analítica foi proposta por Rosenthal (1930). Seu modelo considera
a velocidade de soldagem constante e um sistema de coordenas cartesianas fixa. Fora isto o
modelo proposto admite que: o aquecimento para uma análise bidimensional se dá ao longo
de uma linha, enquanto para o estado tridimensional se concentra sobre um ponto; as

33
propriedades físicas do meio condutor se mantêm constantes; se despreza a perda de calor,
pela superfície da peça, para a atmosfera; o efeito joule no caso de soldagem elétrica é
desprezado; não se considera as transformações de fase e a absorção e liberação de calor
latente no meio condutor (BARBAN, 2014).
Outra consideração importante a respeito do modelo de Rosenthal é que a análise é
limitada por um estado quase estacionário, ou seja, a solda é realizada sobre um comprimento
suficiente, no qual a distribuição de temperatura ao redor da fonte de calor não mudaria se
vista de um sistema de coordenadas que se move junto com a fonte de calor (BARBAN,
2014). Para este tipo de análise é assumida uma temperatura infinita na fonte de calor e
propriedades físicas do material constantes para qualquer temperatura, portanto a solução de
Rosenthal é submetida a grandes erros na região e proximidades da zona de fusão (GOLDAK,
2005).
Com os avanços da tecnologia e a evolução dos códigos computacionais, o método
analítico se tornou superado, não sendo mais conveniente sua utilização (BARBAN, 2014).
3.7.2 Método numérico
A solução da análise térmica por um modelo numérico envolve a adoção de um
método de resolução, como por exemplo o método dos elementos finitos (MEF), o
conhecimento das propriedades térmicas do material, com suas mudanças de acordo com a
temperatura, além de suas mudanças fase sólido-líquido (MIRANDA, 2012).
Para a obtenção dos campos de temperatura, é de extrema importância o conhecimento
do modelo da fonte de calor utilizado na simulação do processo de soldagem (MIRANDA,
2012). Esses modelos podem usar o princípio de condução térmica e o de convecção térmica.
3.7.3 Modelos de fonte de calor com princípio de condução térmica
Os métodos para cálculo de distribuição de temperatura em soldagem, tanto em fonte
de calor pontual ou transiente, estão sujeitos a erros de temperatura perto da zona fundida e na
zona termicamente afetada pelo calor, pois a modelagem da fonte de calor necessita ser bem
adequada em uma análise numérica, a fim de aproximar-se da realidade (ARAUJO, 2012).

34
Alguns dos tipos de modelagem de fonte de calor, adotados pela literatura é mostrado
na seguinte tabela 3.
Tabela 3: Evolução das geometrias adotadas para modelagem de fonte de calor.
Fonte: (adaptado de ARAUJO, 2012).
Wu e Hu (2009), desenvolveram a mais nova metodologia para modelagem da fonte
de calor, com o objetivo de adequarem uma análise numérica do campo de distribuição de
temperatura com o processo de soldagem, fizeram uma combinação adaptativa de vários
modelos de fontes de calor. O resultado que esteve mais próximo do experimental foi o duplo-
elipsoide com uma fonte de calor. Comparando as áreas transversais do cordão de solda
experimental e simulada, o erro foi de 3,5 – 4,7% (ARAUJO, 2012).
Contudo, os modelo Gaussiano e dupla elipsoidal de Goldak (2005), são os dois mais
conhecidos e utilizados na literatura, ainda nos dias de hoje (BARBAN, 2014). O primeiro foi
apresentado por Pavelic (1969) e adaptado por Cho e Kim (2002), onde o fluxo de calor
apresenta uma distribuição Gaussiana na superfície do plano da solda. Ilustrado na seguinte
figura 17.

35
Figura 17: Modelo circular da distribuição do fluxo de calor.
Fonte: (GOLDAK, 2005).
A equação que representa o fluxo de calor para distribuição Gaussiana é.
(Eq. 3.7.4)
onde, ( ) é o fluxo de calor na superfície, ( ) é o máximo fluxo
ocorrendo na origem da fonte de calor, representa um coeficiente de distribuição e indica
o raio medido a partir do centro da fonte.
Goldak (2005) cita que Friedman (1975) e Krutz e Segerland (1978), propuseram uma
forma alternativa ao modelo da Gaussiana. Onde um sistema de coordenadas move-se junto
com a fonte térmica. Obtendo uma expressão para o fluxo de calor, nas coordenadas ,
conforme a seguinte figura 18 e equação seguinte.

36
Figura 18: a) Modelo de fonte de calor Gaussiana aplicada à superfície, b) Modelo de fonte de calor Gaussiana
volumétrico, c) Dupla elipsoidal de Goldak (2005).
Fonte: (LINDGREN, 2007).
(Eq.3.7.5)
onde, ( ) descreve o fluxo de calor na superfície, ( ) corresponde ao raio
característico da distribuição do fluxo de calor, é a velocidade de soldagem, ( ) o
tempo de representa um fator de retardamento necessário para definir a posição da fonte no
instante (BARBAN, 2014, ARAUJO, 2012, GOLDAK, 2005).
Por este modelo de fonte de calor não é possível prever grande penetração da zona
fundida de soldagem, já que o mesmo não considera a rápida transferência de calor através da
zona fundida. Para simulações de soldagem que requerem maior penetração, o modelo
hemisférico Gaussiano, indicado na figura 19 b), representa uma situação mais real, já que é

37
aplicado sobre um volume. A seguinte equação descreve a formulação desta fonte de calor
volumétrica (BARBAN, 2014, ARAUJO, 2012, GOLDAK, 2005).
(Eq.3.7.6)
Este modelo foi utilizado por Belkessa (2004) e por Miresmaelli (2008), na simulação
de soldagem em um processo GTAW. Os autores utilizaram uma chapa de de
espessura, e obtiveram boa convergência com os dados experimentais (ARAUJO, 2012).
Outro modelo de fonte de calor é a dupla elipsoidal de Goldak (2005), sendo o modelo
que tinha a maior convergência com a literatura experimental antes da proposição de Wu e Hu
(2009) (ARAUJO, 2012). Contudo, o modelo de Goldak (2005), ainda é o mais utilizado, já
que a menor sobrecarga computacional, neste aspecto, compensa a pequena divergência entre
os modelos Goldak e Wu e Hu.
O sistema de Goldak (2005), combina duas formas elipsoidais separadas, conforme
demonstrado na figura 19 c). O fluxo de calor na parte frontal é representado pela equação
3.7.7, e a parte traseira pela equação 3.7.8.
(Eq.3.7.7)
(Eq.3.7.8)
Os índices e são parâmetros geométricos da dupla elipsoide, os quais buscam
descrever o tamanho característico da poça de fusão. Esses podem ser estimados
experimentalmente pela medição dos limites da zona fundida por meio de um ensaio
macrográfico (ARAUJO, 2012).
Os índices e , são frações do calor depositado na parte frontal e traseira
respectivamente, devendo satisfazer a condição (ARAUJO, 2012; GOLDAK,

38
2005). A adoção dos fatores e proporciona uma boa convergência nos
resultados numéricos e experimentais (GOLDAK, 2005).
Yegaie, Kermanpur e Shamanian (2010) utilizaram a dupla elipsoidal para estimativa
dos campos de temperatura gerados pela união de Monel 400 pelo processo GTAW. As
chapas tinham uma espessura de 10 mm e o cordão foi depositado em três passes. Os
resultados do campo de temperatura podem ser vistos na seguinte figura, onde são observados
três picos, cada um representando um passe de solda (BARBAN, 2014). Os resultados
numéricos mostraram boa aproximação, validando o modelo.
Figura 19: Validação de modelo, utilizando a técnica GTAW para união de Monel 400, com a fonte de calor
simulada de Goldak (2005).
Fonte: (BARBAN, 2014).
Outro trabalho publicado sobre a dupla elipsoidal de Goldak (2005) foi o de Azar e
Akselsen (2011), no qual utilização a simulação da soldagem do processo GMAW em um aço
inoxidável AISI 316L para obter o campo de temperatura e o campo de tensões durante do
processo. Com os resultados da simulação os autores compararam com um cordão de solda

39
experimental, e assim obtiveram uma grande semelhança, como é mostrado na seguinte figura
20.
Figura 20: Comparação da dupla elipsoidal de Goldak (2005), com um cordão de solda experimental.
Fonte: (AZAR e AKSELSEN 2011).
Para obtenção desses resultados, os autores Azar e Akselsen (2011) realizaram na
simulação o refinamento da malha exatamente onde a fonte de calor passou, para dessa forma,
obter uma sobrecarga computacional possível para análise e, consequentemente, uma
convergência com os resultados experimentais. Conforme a seguinte figura 21.

40
Figura 21: Refinamento da malha no caminho da fonte de calor.
Fonte: (AZAR e AKSELSEN 2011).
3.7.4 Modelos de fonte de calor com princípio de convecção térmica
A análise convectiva de um processo de soldagem envolve a solução acoplada da
transferência de calor e massa usando fluidodinâmica computacional com um sistema
Euleriano de referência (BARBAN, 2014).
Lawrence e Michaleris (2011) apresentaram um estudo que consideram um modelo de
convecção para análise dos campos de temperatura e da distribuição de tensões. Os autores
compararam os campos de temperatura de uma solda GMAW utilizando um modelo
convectivo, com dados obtidos de um modelo condutivo, utilizando a proposta de dupla
elipsoidal de Goldak (2005), mostrado na seguinte figura 22.

41
Figura 22: a) Distribuição de temperatura para um modelo de condução de calor, b) distribuição de temperatura
para um modelo de convecção de calor.
Fonte: (BARBAN, 2014).
O estudo concluiu que os campos de temperatura obtidos possuem uma distribuição
semelhante, mostrando que ambos são validos para um processo de simulação computacional
(BARBAN, 2014).
3.7.5 Propriedades do material
As propriedades necessárias para análise térmica transiente são: densidade, calor
específico e condutividade térmica.
Alguns trabalhos consideram a densidade constante, já que seu valor em função da
temperatura não apresenta grandes alterações. Contudo, este fato exclui a consideração da
entalpia, bem como a mudança de fase sólido-líquido. (LINDGREN, 2001). Dessa forma, a
análise ideal é ter a densidade o calor especifico e a condutividade térmica com seus valores
em função da temperatura.
Deng e Murakawa (2006), obteve convergência de resultados experimentais e
numéricos, com o campo de temperatura e o campo de tensões residuais, realizando simulação
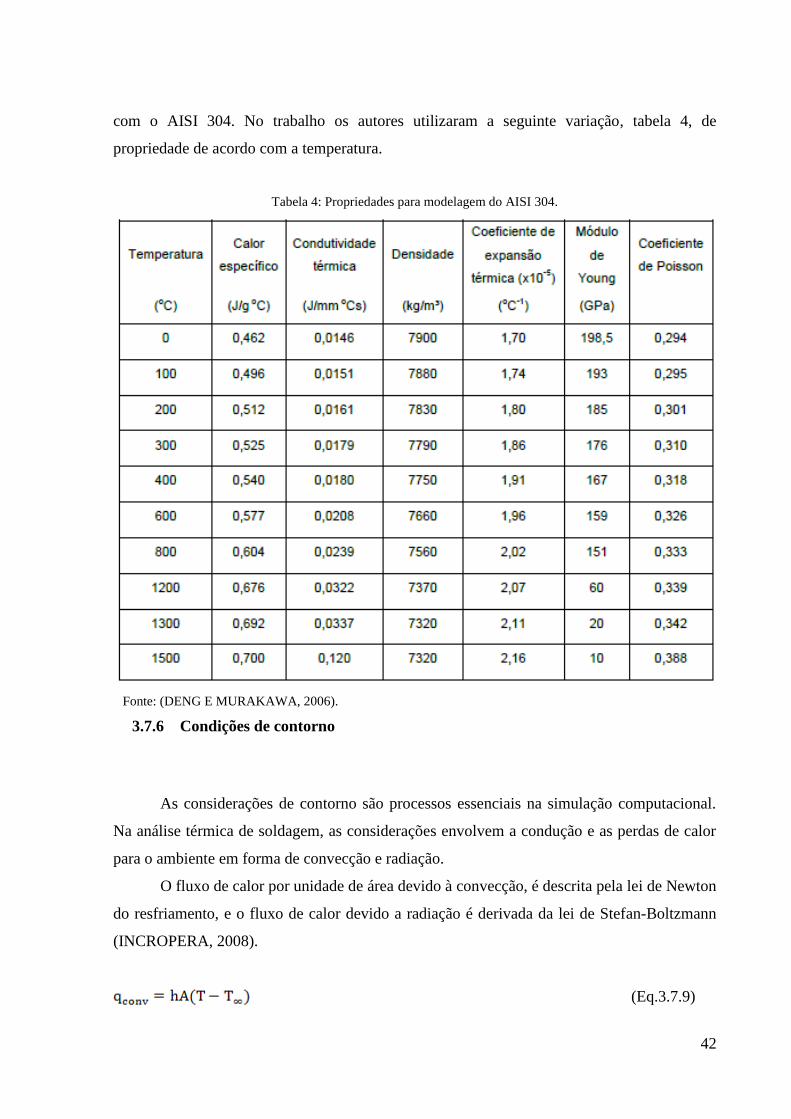
42
com o AISI 304. No trabalho os autores utilizaram a seguinte variação, tabela 4, de
propriedade de acordo com a temperatura.
Tabela 4: Propriedades para modelagem do AISI 304.
Fonte: (DENG E MURAKAWA, 2006).
3.7.6 Condições de contorno
As considerações de contorno são processos essenciais na simulação computacional.
Na análise térmica de soldagem, as considerações envolvem a condução e as perdas de calor
para o ambiente em forma de convecção e radiação.
O fluxo de calor por unidade de área devido à convecção, é descrita pela lei de Newton
do resfriamento, e o fluxo de calor devido a radiação é derivada da lei de Stefan-Boltzmann
(INCROPERA, 2008).
(Eq.3.7.9)

43
onde, (W) é o calor perdido por convecção, h ( ) é o coeficiente de convecção,
A ( é a área, a temperatura de superfície da peça é (K) e a temperatura do ar ambiente
é .
A transferência de calor por radiação é representada pela equação.
(Eq.3.7.10)
onde é a constante de Boltzmann, e vale (INCROPERA, 2008).
O fluxo de calor perdido durante a soldagem é a soma das parcelas representando a
convecção e a radiação, como mostrado na seguinte equação (INCROPERA, 2008).
(Eq.3.7.11)

44
4 METODOLOGIA
O seguinte capítulo tratará das condições dos parâmetros de soldagem e condições de
contorno utilizada para análise computacional e experimental, para obtenção do campo de
temperatura do AISI 304, através de um processo de soldagem TIG autógeno.
4.1 PARÂMETROS DE SOLDAGEM EXPERIMENTAL E COMPUTACIONAL
Para uma validação do campo de temperatura computacional, deve ser usado a mesma
energia de soldagem de forma experimental. Os parâmetros utilizados experimentalmente
foram retirados de Barban (2014), no qual obteve para soldagem de aços inoxidáveis
auteníticos AISI 304. Estes são mostrados na seguinte tabela 5.
Tabela 5: Parâmetros de soldagem experimental
Parâmetros Valores
Tensão do arco 10 V
Corrente 60 A
Velocidade de soldagem 2,5 mm/s
Energia de soldagem 240 J/mm
Rendimento 80%
Insumo de calor 192 J/mm
Fonte: (adaptado de BARBAN, 2014).
No software ANSYS Workbench 16.0, não é possível inserir valores de tensão e
corrente de forma que o próprio software calcule a energia de soldagem. O valor utilizado
para assemelhar a análise experimental com a numérica é o insumo de calor, que foi utilizado
o valor de 192 J/mm.

45
4.2 METODOLOGIA DA ANÁLISE COMPUTACIONAL
Utilizou-se o método dos elementos finitos por intermédio do programa computacional
ANSYS Workbench 16.0. A análise foi realizada no plugin transiente thermal incluindo
rotina escrita por APDL (Ansys Parametric Design Language) via MatLab Moving Heat Flux.
Os dados numéricos obtidos foram transferidos para o software matemático OriginPro 16.0, a
fim de serem discutidos de uma forma mais didática.
4.2.1 Dimensões computacionais do corpo de prova
O corpo de prova simulado foi desenhado no próprio ANSYS 16.0 Workbench, e foi
admitido uma chapa de 150x200 mm com uma espessura de 2 mm. Foi considerado um
caminho de 150 mm na vertical o qual a solda percorreu. Como é mostrado na figura 23
abaixo.

46
Figura 23: Dimensões do corpo de prova simulado.
Fonte: (AUTOR).

47
4.2.2 Propriedades termofísicas computacionais do corpo de prova
Para a realização da análise computacional foi necessário criar o material AISI 304 no
software ANSYS Workbench 16.0. Para isso, foram utilizadas as seguintes propriedades.
Tabela 6: Propriedades termofisicas computacionais do AISI 304.
Temperatura
(°C)
Calor específico
(J/Kg °C)
Condutividade térmica
(W/m°C)
Densidade
(Kg/m^3)
0 462 14,6 7900
100 496 15,1 7880
200 512 16,1 7830
300 525 17,9 7790
400 541 18 7750
600 577 20,8 7660
800 604 23,9 7560
1200 676 32,2 7370
1300 692 33,7 7320
1500 701 120 7320
1700 710 120 7320
1900 719 120 7320
2100 728 120 7320
2300 737 120 7320
2500 746 120 7320
Fonte: (adaptado de BARBAN, 2014).
A criação do material foi realizada na biblioteca Engineering Data, do software em
questão. Com a criação do material, o modelo analisado no software obedeceu às seguintes
características, mostradas nos seguintes gráficos, figura 24.

48
Figura 24: Características do AISI 304, criado no ANSYS Workbench 16.0.
Fonte: (AUTOR).
4.2.3 Geração da malha
Para a geração da malha, foi utilizado o método de refino da malha exatamente onde o
cordão de solda passou. Para isso, foi criado uma malha extra e mais refinada na linha do
cordão de solda.
Antes de chegar a malha utilizada houveram testes a fim de encontrar um ponto de
convergência de resultados. Para isso, analisou-se a variação total de temperatura da chapa
durante um processo de soldagem, em várias malhas diferentes. Algumas das malhas
utilizadas para análise de convergência são mostradas na seguinte figura 25, próxima página.

49

50
Figura 25: Algumas das malhas utilizadas para convergência de resultados.
Fonte: (AUTOR).
Figura 26: Análise de convergência das malhas.
Fonte: (AUTOR).
51
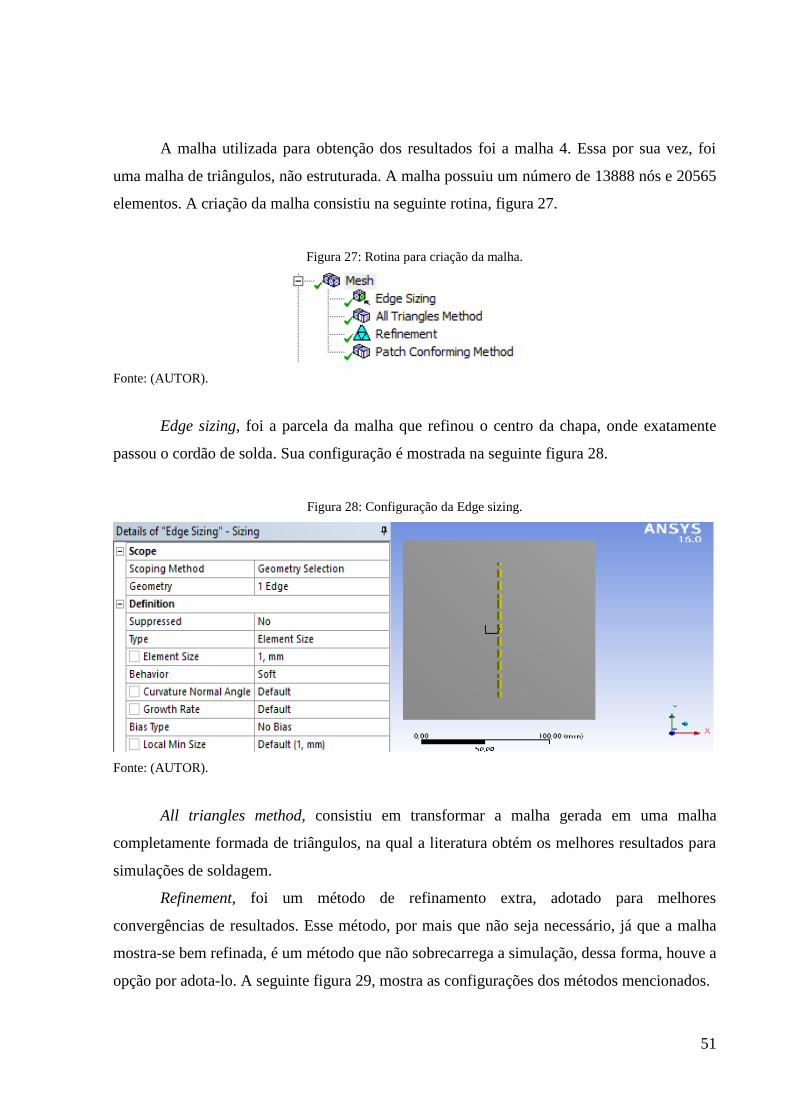
A malha utilizada para obtenção dos resultados foi a malha 4. Essa por sua vez, foi
uma malha de triângulos, não estruturada. A malha possuiu um número de 13888 nós e 20565
elementos. A criação da malha consistiu na seguinte rotina, figura 27.
Figura 27: Rotina para criação da malha.
Fonte: (AUTOR).
Edge sizing, foi a parcela da malha que refinou o centro da chapa, onde exatamente
passou o cordão de solda. Sua configuração é mostrada na seguinte figura 28.
Figura 28: Configuração da Edge sizing.
Fonte: (AUTOR).
All triangles method, consistiu em transformar a malha gerada em uma malha
completamente formada de triângulos, na qual a literatura obtém os melhores resultados para
simulações de soldagem.
Refinement, foi um método de refinamento extra, adotado para melhores
convergências de resultados. Esse método, por mais que não seja necessário, já que a malha
mostra-se bem refinada, é um método que não sobrecarrega a simulação, dessa forma, houve a
opção por adota-lo. A seguinte figura 29, mostra as configurações dos métodos mencionados.

52
Figura 29: Configuração adotada na All triangles method e Refinement.
Fonte: (AUTOR).
Para análise de resultados do trabalho, foi necessário criar a malha do ambiente no
software. A malha adotada para o ambiente foi gerada no método Patch conforming method,
nesse método, foi optado por uma malha em forma de tetraedros, sua configuração e resultado
são mostrados nas seguintes figuras 30 e 31.
Figura 30: Configuração da malha do ambiente, Patch conforming Method.
Fonte: (AUTOR).

53
Figura 31: Malha do ambiente mostrada sobre a malha da chapa.
Fonte: (AUTOR).
4.2.4 Condições de contorno computacional
Antes de considerar-se as trocas de calor da chapa, foi necessário inserir o ambiente a
qual envolvesse-a. O ambiente inserido foi o próprio ar, suas propriedades físicas já estão
presentes no próprio software, assim não é necessário inserir as propriedades, como foi feito
com o material usado. O ambiente também possui a opção de não linearidade, a qual o próprio
software já calcula. A seguinte figura 32, mostra as configurações optadas para o ambiente.

54
Figura 32: Criação do ambiente para obtenção das condições de contorno.
Fonte: (AUTOR).
As trocas de calor inseridas na simulação foram a parcela de convecção natural e
radiação para o ar. A parcela de condução na chapa, já é considera no software
automaticamente, quando se cria o material com características de não linearidade, como já
foi mostrado no tópico 4.1.2. As condições de contorno utilizada são mostradas na seguinte
figura 33.
Figura 33: Condições de contorno computacional.
Fonte: (AUTOR).
Foi considerado a troca de calor por convecção natural da chapa com o ar e a troca de
calor por radiação. Na troca de calor por radiação, foi considerado uma emissividade
constante de 0,14, valor obtido de Ôhman (1999), para um aço inoxidável.
A condição de contorno Moving heat flux é a parcela de entrada para movimento da
tocha de calor, onde por sua vez é inserido o insumo de calor, o local onde está sendo inserido
a fonte de calor, além de sua geometria, e a velocidade no qual este ocorrer todo o processo.

55
Essa parcela é uma rotina escrita no software matemático MatLab, inserida no ANSYS APDL
e convertida para o ANSYS Workbench. Só é possível obter essa rotina se for instalada uma
extensão na qual permita o trabalho conjugado dos três softwares citados.
4.2.5 Método para medição pontual de temperatura computacional
Para medição pontual de temperatura, foi necessário criar pontos de medições em cima
da chapa, esses pontos foram criados com o auxílio do sistema de coordenadas.
Para obtenção do campo de temperatura, foram realizadas três simulações diferentes,
com três pontos no início, no meio e no final do cordão de solda. O primeiro ponto, foi criado
a 10 mm do centro do cordão de solda, os outros pontos foram criados a 20 mm e 30 mm
respectivamente, isso para cada uma das três simulações. Na simulação ainda foi criado
pontos, no início, meio e final do centro do cordão de solda. A seguinte figura 34, ilustra as
medições realizadas nas três simulações.
Figura 34: Localização das medições de temperatura computacional.
Fonte: (AUTOR).
4.3 METODOLOGIA DA ANÁLISE EXPERIMENTAL
A validação experimental consistiu em articular a máxima semelhança das condições de
contorno utilizados computacionalmente. Os resultados experimentais foram obtidos

56
realizando 9 ensaios com três termopares em cada ensaio, dessa forma foram realizadas 3
obtenções de temperatura no início, 3 no meio e 3 no final do cordão.
4.3.1 Dimensões experimentais do corpo de prova
O corpo de prova experimental foi cortado em um processo a plasma, nas dimensões
150x200 mm. Foi escolhido uma chapa de AISI 304 de 2 mm de espessura. Assim como o
computacional, foi determinado um caminho de 150 mm na vertical para a solda percorrer,
como é mostrado na seguinte figura 35.
Figura 35: Dimensões corpo de prova experimental.
Fonte: (AUTOR).
4.3.2 Condições de contorno experimental
A seguinte figura 36, próxima página, mostra as condições de contorno utilizadas para
os ensaios de medição de temperatura.

57
Figura 36: Condições de contorno da análise experimental.
Fonte: (AUTOR).
A vazão do gás, argônio puro, foi de 15 l/min. Outras considerações foram: fixar o
corpo de prova, de forma que este fique suspenso ao ar, para que troque o mínimo de calor
por condução com outros corpos além do mesmo; a distância do bico do eletrodo a peça,
parâmetro este que não é possível ser considerado na análise computacional. A distância
utilizada foi de . A distância do bico do eletrodo a peça é mostrada na seguinte
figura 37.
Figura 37: Disposição do bico do eletrodo a peça.
Fonte: (AUTOR).
58
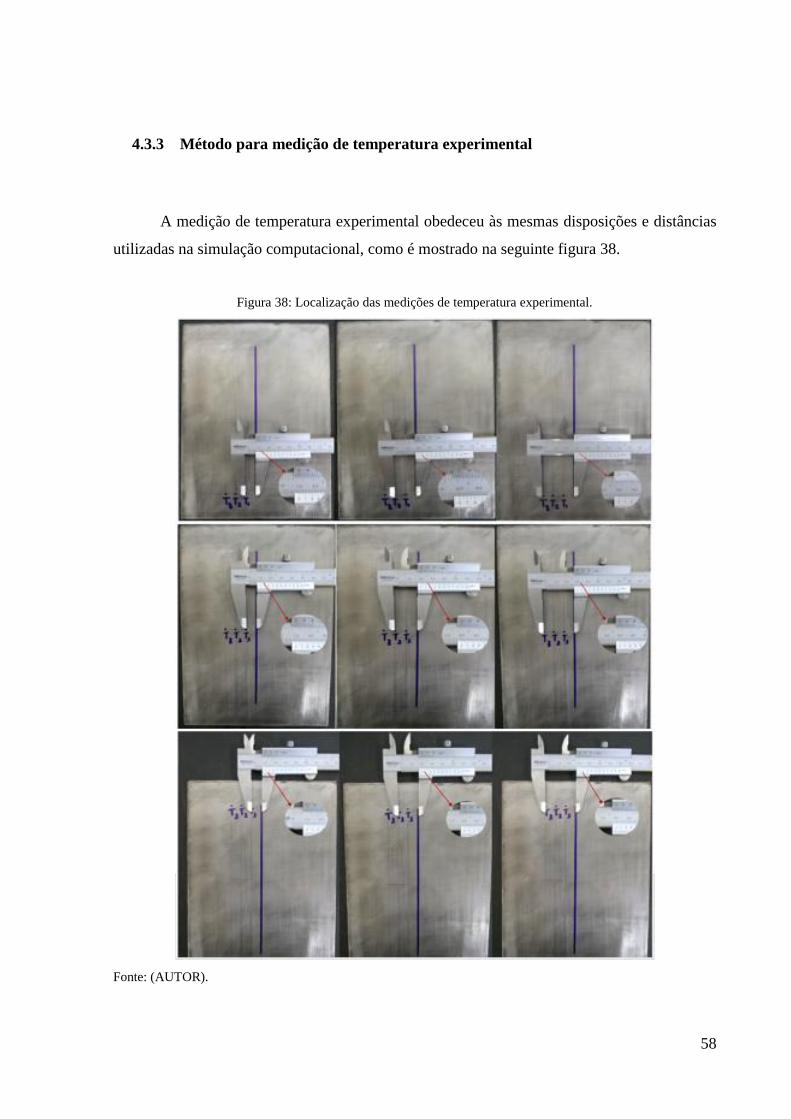
4.3.3 Método para medição de temperatura experimental
A medição de temperatura experimental obedeceu às mesmas disposições e distâncias
utilizadas na simulação computacional, como é mostrado na seguinte figura 38.
Figura 38: Localização das medições de temperatura experimental.
Fonte: (AUTOR).

59
A medição de temperatura experimental foi realizada utilizando o sistema de aquisição
de temperatura AQBQUAS, neste foi utilizado 3 canais configurados para medição de
temperatura, no qual foi fixado um termopar do tipo K em cada canal. Como é mostrado nas
seguintes figuras 39.
Figura 39: Aquisitor de temperatura.
Fonte: (AUTOR).

60
Figura 40: Disposição dos termopares na peça.
Fonte: (AUTOR).
Entretanto, por algum motivo operacional ou elétrico, o aquisitor de temperatura
parava de medir quando a tensão captada pelos termopares ultrapassava 5V. Por esse motivo,
foi adotado o método de adquirir os acréscimos de tensões captadas acoplando multímetros
diretamente na saída dos canais de aquisição. Com isso, e com a escala de tensão versus
temperatura já adquirida entre 0 e 5V, foi traçado o restante da curva de temperatura.
61
5 RESULTADOS E DISCUSSÕES
Neste tópico serão apresentados os resultados obtidos pela simulação computacional do
processo de soldagem TIG autógeno no aço inoxidável AISI 304, realizado no software
ANSYS Workbench 16.0, com a extensão para caminho da tocha Moving Heat Flux. Bem
como os dados experimentais recolhidos da forma mostrada na metodologia.
Os resultados numéricos da simulação foram comparados com os resultados numéricos
de Bezerra (2005) e Barban (2014), com os resultados experimentais de Seyyedian,
Haghpanahi e Sedighi (2012), além dos resultados experimentais do próprio autor.
Os resultados do caminho formado pela simulação, além da geometria do cordão de
solda, foram comparados com os resultados obtidos de Barban (2014), Azar e Akselsen
(2011) além dos resultados descritos por Goldak (2005).
5.1 DESLOCAMENTO DA FONTE DE CALOR COMPUTACIONAL
A simulação obtida para as condições de contorno adotas nesse trabalho é mostrada na
seguinte sequência de figuras 41, 42, 43, 44, 45 e 46.

62
Figura 41: Simulação do deslocamento da fonte de calor, tempo de 9,9 segundos.
Fonte: (AUTOR).
Figura 42: Simulação do deslocamento da fonte de calor, tempo de 20,1 segundos.
Fonte: (AUTOR).

63
Figura 43: Simulação do deslocamento da fonte de calor, tempo de 30,6 segundos.
Fonte: (AUTOR).
Figura 44: Simulação do deslocamento da fonte de calor, tempo de 40,2 segundos.
Fonte: (AUTOR).

64
Figura 45: Simulação do deslocamento da fonte de calor, tempo de 50,4 segundos.
Fonte: (AUTOR).
Figura 46: Simulação do deslocamento da fonte de calor, tempo de 60 segundos.
Fonte: (AUTOR).
É notório que a simulação possibilitou a fundição do aço AISI 304, já que possui a
zona vermelha com um valor de temperatura de 1811,1°C e a temperatura de transição sólido
– líquidos do aço inoxidável AISI 304 é 1454°C (Seyyeduan, Haghpanahi e Sedighi, 2012). O
dado foi comparado com os recolhidos por Barban (2014), esse por sua vez, em condições de

65
contorno semelhante, obteve o valor da zona fundida de 1725,8°C. Essa diferença de
temperatura pode ser justificada pelo fato da chapa de Barban (2014) ser dimensionalmente
maior que a escolhida por este trabalho em questão, dessa forma, o calor dissipado por
condução é maior, diminuído o valor da temperatura.
É possível observar o gradiente de temperatura ocorrendo uma distribuição heterógena.
Além disso, é possível perceber a dupla elipsoidal de Goldak (2005), pela forma com que a
região afetada pelo calor apresenta.
Como foi notado, o deslocamento da fonte de calor foi executado com êxito, visto que
se conseguiu simular o deslocamento de acordo com o proposto por diversos autores, como
Bezerra (2005), Fraga (2009) e Barban (2014).
5.2 MEDIÇÕES DE TEMPERATURA COMPUTACIONAL E EXPERIMENTAL
Após a simulação computacional do deslocamento da fonte de calor, foram retirados os
valores de temperaturas com relação ao tempo, dos pontos mostrados de acordo com os
tópicos apresentados na metodologia. Sendo estes, localizados no início, meio e fim do
cordão, a uma distância de 10, 20 e 30 mm de centro da poça fundida.
5.2.1 Medições computacionais e experimentais de temperatura versus tempo com os
termopares localizados no início do cordão de solda
A medição de temperatura no início do cordão mostra-se importante pelo fato de que
no começo do processo de soldagem a energia cedida a peça é menor do que ao final do
cordão. Entretanto, as variações de temperaturas iniciais já possuem grande importância nas
possíveis deformações da peça.
As medições de temperatura de forma simulada mostram-se importante pelo fato de
que em uma simulação de soldagem é importante saber se a peça irá fundir logo no começo
do processo. Como já é conhecida a temperatura de transição líquida – sólida do aço
inoxidável AISI 304, através dos resultados experimentais de Seyyedian, Haghpanahi e
Sedighi (2012), foi possível verificar que a simulação obteve a fundição inicial.

66
O seguinte gráfico, figura 47, mostra as medições computacionais, do início da
formação do cordão de solda, bem como as medições dos 3 termopares iniciais.
Figura 47: Ciclo térmico medido computacionalmente no início da poça de fusão do cordão de solda.
Fonte: (AUTOR).
Através do gráfico podemos notar que logo no momento inicial da abertura do arco de
soldagem a peça veio a sofrer fusão, já que a temperatura inicial atingida foi superior à de
transição líquida – sólida do AISI 304 que é 1457°C. O gráfico mostra que há um certo
intervalo inicial para que a máxima temperatura seja atingida, na qual os dados numéricos
mostram que é de aproximadamente 4 segundos. Esse fato pode ser explicado por um retardo
de absorção de energia que o material vem a sofrer.
Foi mostrado que os 60 segundos de duração do processo de soldagem não são
suficientes para o completo resfriamento do começo do cordão de solda, mostrando que após
o cordão chegar ao seu destino final, o começo do cordão ainda está em cerca de 650 °C, dado
este obtido numericamente.
Quando comparado o aumento de temperatura do cordão, com os termopares afastados
deste, podemos notar um alto gradiente formado. O termopar afastado apenas a 10 mm do
cordão já possui uma temperatura de aproximadamente a metade da que é formada no cordão
de solda em si.

67
O pico de temperatura formado no termopar afastado a 10 mm do cordão de solda, gira
em torno de 880°C, dado obtido numericamente, esse por sua vez não acontece no mesmo
intervalo de tempo registrado para o cordão de solda em si, levando em torno de 9 segundos
para aquecer, após a abertura do arco. Fato que pode ser explicado pelo intervalo necessário
de condução de calor chegar até o ponto de medição de temperatura.
Foi notado que a taxa de resfriamento do termopar localizado a 10 mm do início do
cordão de solda, mostra-se mais lento se comparado ao cordão. Sendo que ao passar dos 60
segundos necessários para realização do processo, o termopar registra um valor de
temperatura próximo a 640°C, convergindo com o valor obtido pelo cordão de solda em si.
O termopar afastado a 20 mm do início do cordão de solda, já leva cerca de 30
segundos para obter o seu pico de temperatura, que por sua vez estabiliza-se durante o
restante do processo, sendo registrado ao final uma temperatura de 420°C.
O termopar afastado a 30 mm do início do cordão de solda, mostra-se uma tendência
de crescimento de temperatura durante os 60 segundos de processo. Levando a crer que a
energia total do processo ainda não conduziu-se por completo até este termopar.
Após a fonte de calor ser extinta, os componentes continuam a perder calor para o
ambiente, sendo resfriados até atingir o equilíbrio térmico. Na simulação em questão não foi
possível registrar numericamente toda a taxa de resfriamento da peça, devido ao alto poder
computacional que este processo requer.
Barban (2014), realizou a aquisição de todo o período de resfriamento da peça,
realizando a simulação nas mesmas condições desse trabalho em questão. Seu trabalho além
de mostrar a compatibilidade de resultados obtido por esse, mostrou que o tempo necessário
para o completo resfriamento da peça é de 2700 segundos.
Após a coleta dos dados apresentados, foi utilizado o software OriginPro 16.0 student
para obter uma curva de aquecimento gerado pela soldagem do processo mostrado. Dessa
forma, podemos observar o espelho do gradiente de temperatura. Mostrado na seguinte figura
48.

68
Figura 48: Curva do gradiente de temperatura para medições realizadas no início do cordão de solda.
Fonte: (AUTOR).
O gráfico mostra que no momento inicial de abertura do arco a temperatura chega em
torno de 1615°C. Podemos notar que uma parcela da zona vermelha não foi suficiente para
fundição do material, já que a escala de cores mostra a zona vermelha está entre 1005 e
1655°C, mas o aço em questão só fundi a uma temperatura acima de 1454°C.
A curva mostra que no momento inicial de soldagem toda a peça já sofre o aumento de
temperatura, a zona rocha a mais resfriada, está entre 30 e 192,5°C. Além disso, o espelho da
curva, imagem sob o gráfico, mostra que a propagação de temperatura à frente de chama é
instantânea, possuindo toda a frente de chama em zona verde, no qual representa uma faixa de
temperatura entre 517,5 a 842,5°C.
Os resultados coletados experimentalmente são mostrados na seguinte figura 49.

69
Figura 49: Ciclo térmico medido experimentalmente no início do cordão de solda.
Fonte: (AUTOR).
É possível notar algumas divergências dos dados computacionais com os dados
experimentais. Primeiramente, os 3 experimentos realizados com os termopares localizados
no início do cordão de solda já tiveram divergências entre si, fato que pode ter acontecido
devido a falhas operacionais. Comparando o experimental a 10 mm do início do cordão de
solda com os dados obtidos computacionalmente, podemos notar que há uma diferença no
tempo de pico de temperatura, o experimental leva cerca de 20 segundos para obter o máximo
valor registrado, e esse valor por sua vez, difere do computacional em cerca de 100°C. Além
disso, os dados experimentais possuem uma taxa de resfriamento maiores que os dados
computacionais.
Nos experimentos realizados a 20 e 30 mm do início do cordão de solda, os picos de
temperatura também são registrados em intervalos diferentes do computacional, entretanto, os
picos de temperatura mostram-se coerentes com os obtidos computacionalmente.
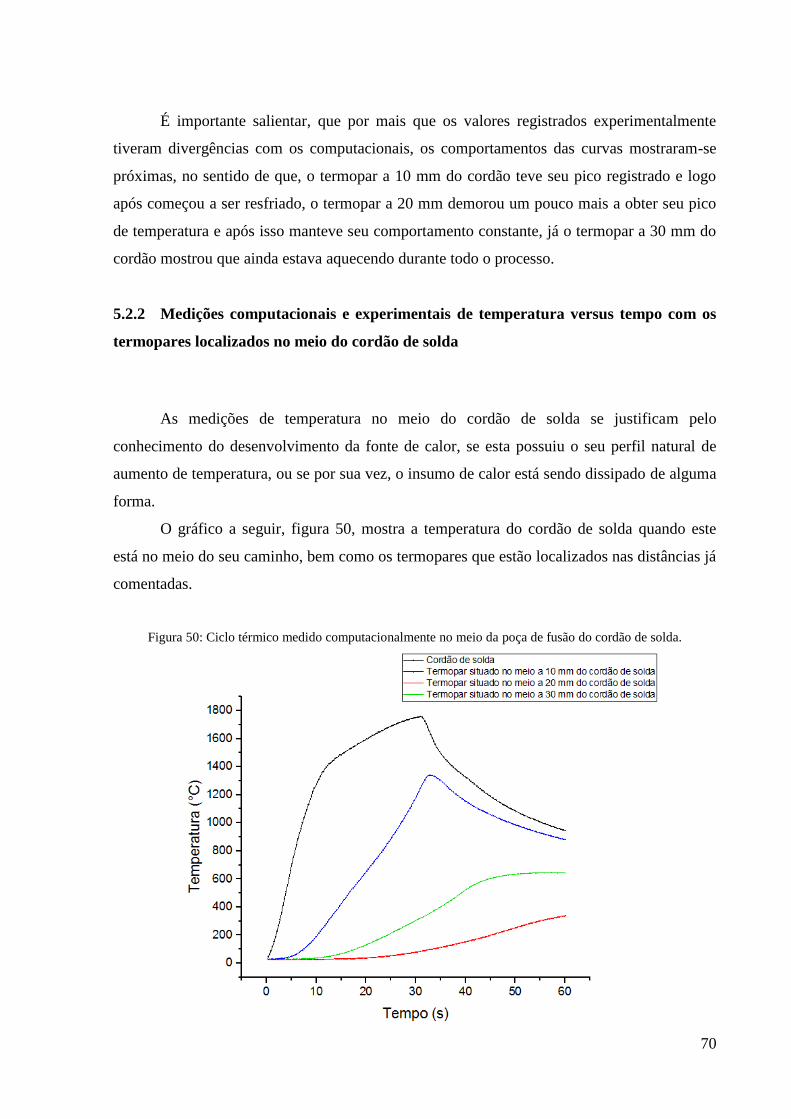
70
É importante salientar, que por mais que os valores registrados experimentalmente
tiveram divergências com os computacionais, os comportamentos das curvas mostraram-se
próximas, no sentido de que, o termopar a 10 mm do cordão teve seu pico registrado e logo
após começou a ser resfriado, o termopar a 20 mm demorou um pouco mais a obter seu pico
de temperatura e após isso manteve seu comportamento constante, já o termopar a 30 mm do
cordão mostrou que ainda estava aquecendo durante todo o processo.
5.2.2 Medições computacionais e experimentais de temperatura versus tempo com os
termopares localizados no meio do cordão de solda
As medições de temperatura no meio do cordão de solda se justificam pelo
conhecimento do desenvolvimento da fonte de calor, se esta possuiu o seu perfil natural de
aumento de temperatura, ou se por sua vez, o insumo de calor está sendo dissipado de alguma
forma.
O gráfico a seguir, figura 50, mostra a temperatura do cordão de solda quando este
está no meio do seu caminho, bem como os termopares que estão localizados nas distâncias já
comentadas.
Figura 50: Ciclo térmico medido computacionalmente no meio da poça de fusão do cordão de solda.
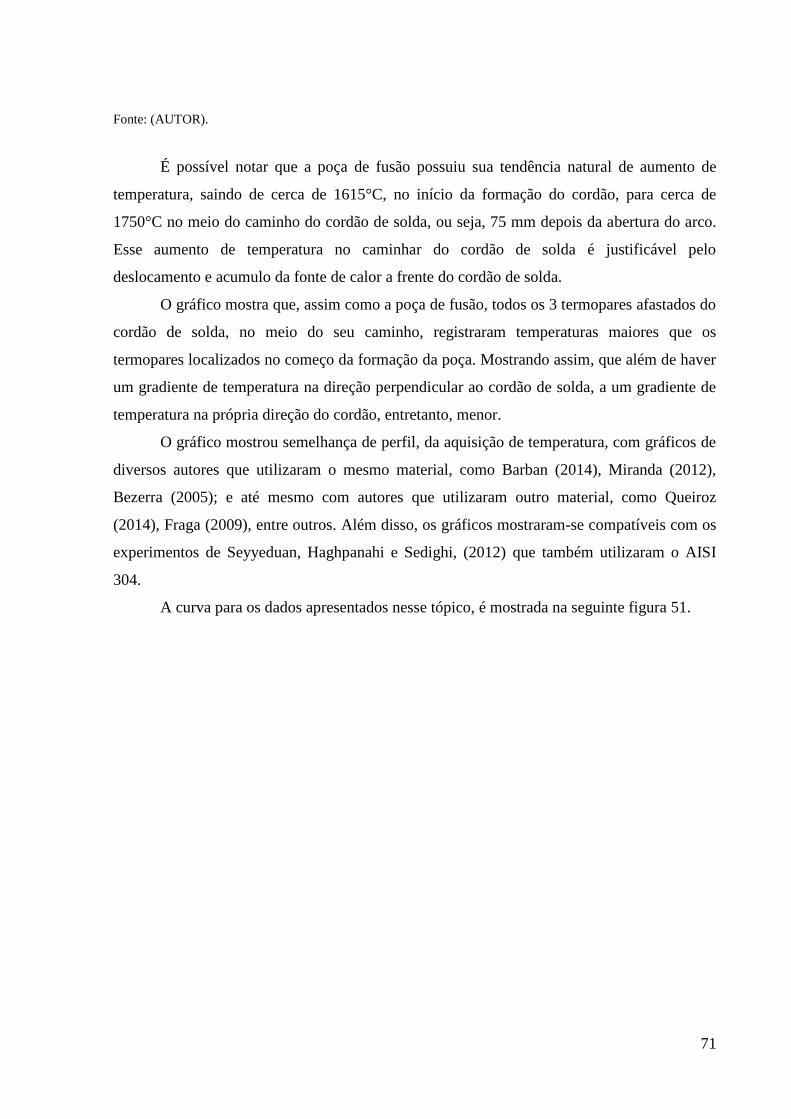
71
Fonte: (AUTOR).
É possível notar que a poça de fusão possuiu sua tendência natural de aumento de
temperatura, saindo de cerca de 1615°C, no início da formação do cordão, para cerca de
1750°C no meio do caminho do cordão de solda, ou seja, 75 mm depois da abertura do arco.
Esse aumento de temperatura no caminhar do cordão de solda é justificável pelo
deslocamento e acumulo da fonte de calor a frente do cordão de solda.
O gráfico mostra que, assim como a poça de fusão, todos os 3 termopares afastados do
cordão de solda, no meio do seu caminho, registraram temperaturas maiores que os
termopares localizados no começo da formação da poça. Mostrando assim, que além de haver
um gradiente de temperatura na direção perpendicular ao cordão de solda, a um gradiente de
temperatura na própria direção do cordão, entretanto, menor.
O gráfico mostrou semelhança de perfil, da aquisição de temperatura, com gráficos de
diversos autores que utilizaram o mesmo material, como Barban (2014), Miranda (2012),
Bezerra (2005); e até mesmo com autores que utilizaram outro material, como Queiroz
(2014), Fraga (2009), entre outros. Além disso, os gráficos mostraram-se compatíveis com os
experimentos de Seyyeduan, Haghpanahi e Sedighi, (2012) que também utilizaram o AISI
304.
A curva para os dados apresentados nesse tópico, é mostrada na seguinte figura 51.
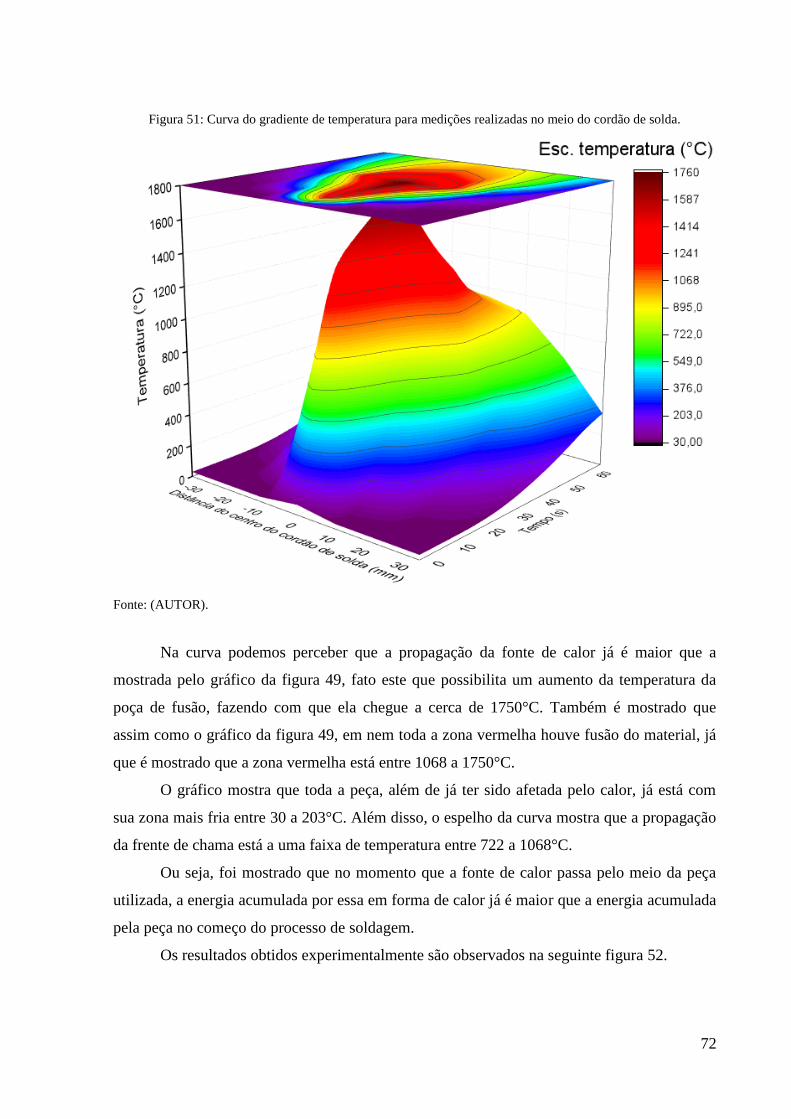
72
Figura 51: Curva do gradiente de temperatura para medições realizadas no meio do cordão de solda.
Fonte: (AUTOR).
Na curva podemos perceber que a propagação da fonte de calor já é maior que a
mostrada pelo gráfico da figura 49, fato este que possibilita um aumento da temperatura da
poça de fusão, fazendo com que ela chegue a cerca de 1750°C. Também é mostrado que
assim como o gráfico da figura 49, em nem toda a zona vermelha houve fusão do material, já
que é mostrado que a zona vermelha está entre 1068 a 1750°C.
O gráfico mostra que toda a peça, além de já ter sido afetada pelo calor, já está com
sua zona mais fria entre 30 a 203°C. Além disso, o espelho da curva mostra que a propagação
da frente de chama está a uma faixa de temperatura entre 722 a 1068°C.
Ou seja, foi mostrado que no momento que a fonte de calor passa pelo meio da peça
utilizada, a energia acumulada por essa em forma de calor já é maior que a energia acumulada
pela peça no começo do processo de soldagem.
Os resultados obtidos experimentalmente são observados na seguinte figura 52.

73
Figura 52: Ciclo térmico medido experimentalmente no meio do cordão de solda.
Fonte: (AUTOR).
Assim como os dados experimentais mostrados no tópico anterior, os dados obtidos no
meio do cordão de solda não obtiveram os mesmos valores dos dados computacionais. Fato
que novamente pode ter sido acarretado por falhas operacionais.
Os dados mostraram que os picos de temperatura foram obtidos em intervalos
diferentes dos dados mostrados computacionalmente, demorando cerca de 40 segundos para
acontecer. Entretanto, os valores de picos de temperatura mostraram-se próximos.
Novamente, as curvas experimentais para o meio do cordão, mostraram-se coerentes
geometricamente com as computacionais. Mostrando que para os termopares a 10 mm do
cordão de solda tiveram seus picos de temperatura obtidos e após isto entraram na faixa de
resfriamento, já os termopares a 20 e 30 mm continuaram a aquecer durante todo o processo.

74
5.2.3 Medições computacionais e experimentais de temperatura versus tempo com os
termopares localizados no final do cordão de solda
As medições de temperatura no final do cordão de solda, possui a mesma justificativa
das medições feitas no meio do cordão, o conhecimento do aumento da temperatura devido a
propagação da fonte de calor. O seguinte gráfico, figura 53, mostra as medidas realizadas no
final do cordão de solda.
Figura 53: Ciclo térmico medido computacionalmente no final da poça de fusão do cordão de solda.
Fonte: (AUTOR).
Foi mostrado que a temperatura do final da poça de fusão chegou a 1811,1°C, coerente
com o mostrado no tópico 5.1, da temperatura máxima atingida pela fonte de calor.
Diferentemente da medição da poça de fusão do início e do meio do cordão de solda, a
medição no final do cordão mostra que nesse ponto a tendência é apenas de aumento de
temperatura, não há ponto de pico e depois resfriamento.
Contrariamente ao pico da poça de fusão medido no final do cordão de solda ser maior
que os medidos no início e no meio, os termopares localizados no final do cordão de solda
não tiveram seus picos de temperaturas maiores que as dos termopares localizados no meio do

75
cordão. Esse fato pode ser justificado porque o termopar no final do cordão ainda está
registrando aumento de temperatura mesmo ao final do processo.
Assim como o perfil dos termopares localizados no meio do cordão, o perfil dos
termopares no final, assemelhou-se com o de diversos autores da literatura.
A curva para os dados apresentados nesse tópico, é mostrada na seguinte figura 54.
Figura 54: Curva do gradiente de temperatura para medições realizadas no final do cordão de solda.
Fonte: (AUTOR).
Nesse gráfico podemos perceber, que o aumento da distribuição de calor já é maior
que as dos gráficos mostrados nas figuras 55 e 56. É mostrado que a propagação da fonte de
calor possibilitou que o cordão de solda chegasse a uma temperatura de 1811,1°C.
A zona vermelha mostra, novamente, que em nem toda houve fusão, já que está possui
uma faixa de temperatura entre 1101 a 1815°C. O gráfico mostra que toda a peça, já está com
sua zona mais fria entre 30 a 208,5°C.
Dessa forma, é possível perceber que a energia acumulada pela peça ao final do
processo de soldagem é maior do que todo o caminho anterior percorrido pela fonte de calor.

76
Os dados obtidos experimentalmente são mostrados na seguinte figura.
Figura 55: Ciclo térmico medido experimentalmente no final do cordão de solda.
Fonte: (AUTOR).
Assim como os dados experimentais mostrados nos dois tópicos anteriores, os dados
obtidos no final do cordão de solda não obtiveram convergência com os dados
computacionais. Os dados obtidos a 10 mm do final do cordão de solda, não sentiram a
variação de temperatura instantaneamente como foi mostrado nos dados computacionais,
levando cerca de 20 segundos para começarem a crescer. Além disso, esses dados tiveram seu
pico de temperatura ao final dos 60 segundos de processo em cerca de 200°C menor que os
obtidos computacionalmente.
Os dados experimentais a 20 mm do final do cordão de solda mostraram-se mais
próximos dos dados computacionais, entre todos os dados já mostrados anteriormente,
contudo obtiveram uma diferença no começo de acréscimo de temperatura, cerca de 30
segundos, contra 20 segundos do computacional, mas ao final do processo chegaram a
temperaturas próximas do computacional. A seguinte figura, mostra a melhor aproximação
entre os dados experimentais com os computacionais, levando em consideração os dados

77
obtidos no início e no final do cordão e levando em consideração os 3 ensaios realizados para
cada situação de disposição de termopar.
Figura 56:Comparação entre a situação experimental que melhor se assemelha com a simulação.
Fonte: (AUTOR).
Mesmo com está situação obtida, não se pode dizer que os dados numéricos foram
validados pelo experimental realizado, já que, dentre todos os experimentos realizados, este
foi exclusivamente o que melhor assemelhou-se a simulação.
Os termopares localizados a 30 mm do final do cordão de solda, não sentiram o
acréscimo de temperatura no mesmo intervalo que o simulado e não chegaram ao final do
processo na mesma faixa de temperatura, com uma diferença de cerca de 80°C.
Todos os termopares experimentais tiveram seu aquecimento continuo durante todo o
processo, não passando por uma faixa de resfriamento, sendo este fato coerente com os dados
obtidos computacionalmente.
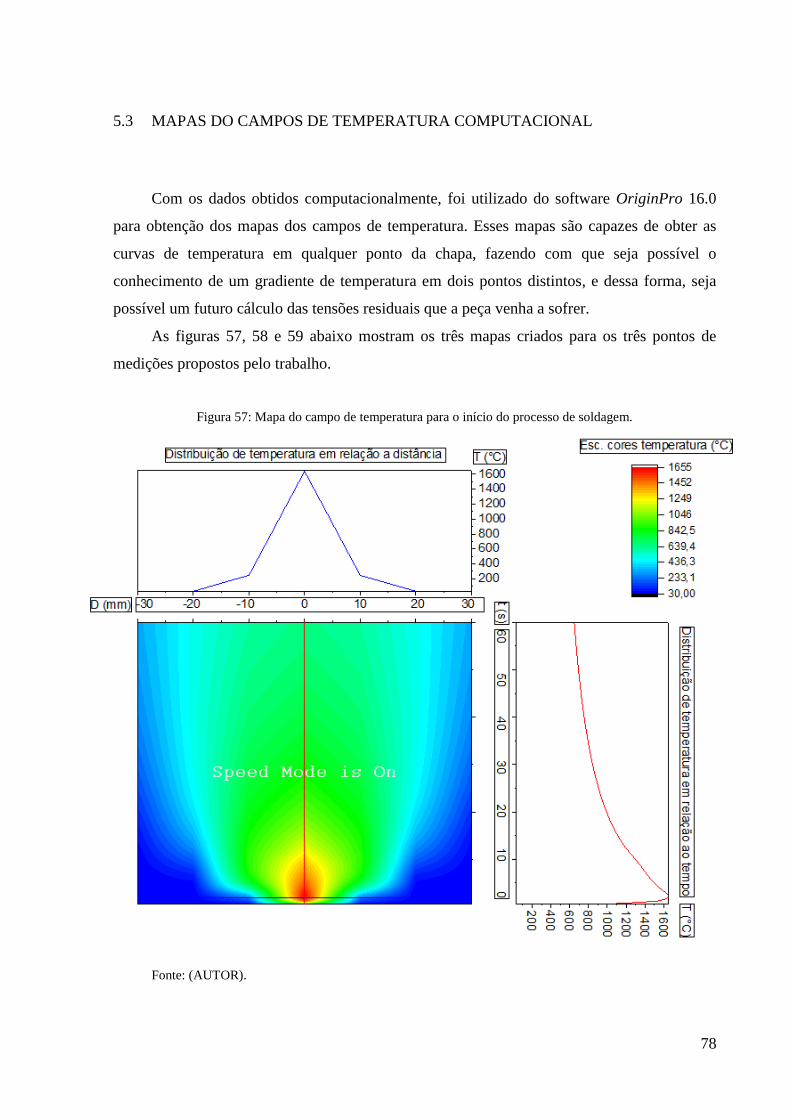
78
5.3 MAPAS DO CAMPOS DE TEMPERATURA COMPUTACIONAL
Com os dados obtidos computacionalmente, foi utilizado do software OriginPro 16.0
para obtenção dos mapas dos campos de temperatura. Esses mapas são capazes de obter as
curvas de temperatura em qualquer ponto da chapa, fazendo com que seja possível o
conhecimento de um gradiente de temperatura em dois pontos distintos, e dessa forma, seja
possível um futuro cálculo das tensões residuais que a peça venha a sofrer.
As figuras 57, 58 e 59 abaixo mostram os três mapas criados para os três pontos de
medições propostos pelo trabalho.
Figura 57: Mapa do campo de temperatura para o início do processo de soldagem.
Fonte: (AUTOR).

79
Figura 58: Mapa do campo de temperatura no meio do processo de soldagem.
Fonte: (AUTOR).

80
Figura 59: Mapa do campo de temperatura no final do processo de soldagem.
Fonte: (AUTOR).
As figuras mostram o espelho do processo de soldagem, nos três pontos propostos pelo
trabalho, dentro deste estão contidas duas linhas, uma vertical e uma horizontal. A linha
vertical faz referência ao gráfico disposto ao lado direito do espelho do processo de soldagem,
este gráfico mostra as faixas de temperatura de acordo com o tempo do processo, no caso 60
segundos. Já a linha horizontal faz referência ao gráfico acima do espelho, que por sua vez
está de acordo com a distância do centro do processo de soldagem, até a localização do último
termopar, no caso 60 mm, pois foi considerado que a propagação de calor foi igual para os
dois lados da poça de fusão.

81
5.4 COMPARAÇÃO DA FONTE DE CALOR COMPUTACIONAL COM A
GEOMETRIA DO CORDÃO EXPERIMENTAL
Assim como Azar e Akselsen (2011), foi realizado uma comparação do cordão de solda
experimental com a fonte computacional proposta, na qual foi a dupla elipsoide de Goldak
(2005).
A semelhança não mostrou-se tão evidente como mostrada por alguns autores,
entretanto é possível perceber uma zona de coloração diferente, na chapa experimental, na
qual assemelha-se com a dupla elipsoide de Goldak. Como é mostrado na seguinte figura 60.
Figura 60: Comparação da dupla elipsoidal de Goldak com o cordão de solda experimental.
Fonte: (AUTOR).

82
6 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS
6.1 CONCLUSÕES
A simulação do deslocamento da fonte de calor foi possível nas condições de contorno
empregadas, e mostrou-se coerente com a mostrada por diversos autores da literatura.
Os resultados numéricos dos campos de temperatura versus tempo apresentaram boa
convergência com os dados numéricos da literatura.
Apesar da não possibilidade de validação dos dados numéricos através dos dados
experimentais recolhidos, foi possível perceber que as curvas experimentais mostraram-se
semelhante as curvas numéricas.
A técnica da dupla elipsoidal de Goldak (2005), mostrou-se eficaz na previsão dos
campos de temperatura no processo de soldagem TIG autógeno.
A eficiência do método de elementos finitos na simulação de um processo de
soldagem TIG autógeno foi mais uma vez confirmada como eficaz.
6.2 SUGESTÕES PARA TRABALHOS FUTUROS
Encontrar os campos de tensões residuais, utilizando os dados obtidos por esse
trabalho em questão.

83
REFERÊNCIAS
ANCA, A.; CARDONA, A.; Finite element modeling of welding processes. Applied
Mathematical Modelling. Argentina, V. 16, n. 8, p. 25 – 45. Mai/Jul. 2010.
ARAUJO, D. B.; Estudo de distorções em soldagem com uso de técnica numérica e de
otimização. 2012. 212f. Tese (Doutorado em Engenharia Mecânica). Universidade Federal
de Uberlândia.
AZAR, A. S.; AKSELSEN, O. M.; Determination of welding heat source parameters from
actual bead shape. Computation Materials Science. Norway. V. 18, n. 7, p. 29 – 36. Set/Oct.
2011.
BARBAN, L. M.; Análise numérica-computacional das tensões induzidas pela soldagem.
2014. 90f. Dissertação (Mestrado em Engenharia Mecânica). Universidade de São Paulo.
BEZERRA, A. C.; Simulação numérica da soldagem com aplicação à caracterização do
comportamento dinâmico de estruturas soldadas. 2006. 232f. Tese (Doutorado em
Engenharia Mecânica). Universidade Federal de Uberlândia.
BEZERRA, C. A.; Modelagem térmica do processo de soldagem TIG via elementos
finitos. In: XII Congresso Nacional de estudantes de Engenharia Mecânica. 26, 2005. São
Paulo. Anais. Uberlândia: UFU, 2014.
CAGANI, A. P. M; Análise térmica do processo de soldagem TIG de amostras metálicas.
2010. 117f. Dissertação (Mestrado em Engenharia Mecânica). Universidade Federal de
Uberlândia.
CÂNGANI, A. P. M.; Problema inverso em transferência de calor com mudança de fase.
In: 17° Simpósio de programa de Pós – Graduação em Engenharia Mecânica. 20, 2007.
Uberlândia. Anais. Uberlândia: UFU, 2007.
DENG, D.; FEM prediction of welding stress and distortion in carbon steel considering
phase transformation effects. Materials and Desing, V. 30, N. 2 p 359 – 366, 2009.
84
DEPRADEUX, L.; Simulation numerique du soudage – acier 316L validation sur cas
tests de complexite croissante. 2004. These. L’institut National des Sciences Appliquees de
Lyon.
FERREIRA, L. P.; Industria de petróleo e gás. Disponível em:
<http://www.abinox.org.br/aco-inox-petroleo-e-gas.php> Acesso em: 16 de abr. 2016.
FRAGA, F. E. N.; Proposta de modelo para caracterizar susceptibilidade a distorção
devido à soldagem em chapas de alumínio. 2009. 159f. Tese (Doutorado em Engenharia
Mecânica). Universidade Estadual de Campinas.
GARCIA, E. R. V.; Efeito da corrente de soldagem do processo TIG pulsado autógeno na
microestrutura da zona fundida dos aços inoxidáveis duplex UNS S32304 E UNS
S32101. 2011. 186f. Dissertação (Mestrado em Engenharia Mecânica). Escola Politécnica da
Universidade de São Paulo.
GIACHINNI, B. L.; Uma breve introdução ao método de elementos finitos. 2012.
Universidade Federal de Minas Gerais.
GOLDAK, A. J.; Computational welding mechanics. 1ed. Canada: Springer, 2005. 325p.
INCROPERA, F. P.; DAVID, P. D.; Fundamentos de transferência de calor e massa. 6ed.
São Paulo: LTC, 2008.663p.
LADIM, A. S.; VILARINHO, L. O.; CARVALHO, S. R.; Estudos dos campos térmicos no
processo de soldagem TIG usando técnicas de problemas inversos. In: Simpósio de
programa de Pós – Graduação em Engenharia Mecânica. 16, 2003. Uberlândia. Anais.
Uberlândia: UFU, 2003.
LINDGREN, L. E.; Computational welding mechanics: Thermomechanical and
microstructural simulations. 2ed. Estados Unidos: WP, 2010. 246p.
LINDGREN, L. E.; Numerical modelling of welding. Computer methods in applied
mechanics na engineering. Sweden, V. 12, n. 3, p. 20 – 47. Feb/Aug. 2005.
LOTTI, R. S.; MACHADO, A. W.; Aplicabilidade cientifica do método de elementos
finitos. R Dental Press Ortodon Ortop Facial. V. 11, n. 2, p 35 – 43. Mar/Abr. 2006.

85
MAGALHÃES, E. S. Análise térmica e microestrutural do processo de soldagem TIG
usando problema inverso não linear e método da entalpia. 2016. 92f. Dissertação
(Mestrado em Engenharia Mecânica). Universidade Federal de Itajubá.
MIRANDA, M. C.; CARVALHO, S. R.; BORGES, V. L.; Modelo térmico para análise da
poça de fusão durante o processo de soldagem TIG. In: Simpósio de programa de Pós –
Graduação em Engenharia Mecânica. 28, 2014. Uberlândia. Anais. Uberlândia: UFU, 2014.
MIRESMAEILI, R.; MOUSAVI, A.; Experimental and numerical anlyses of residual
stress distribution in TIG welding process for 304L stainless steel. Journal of Materials
Processing Technology. Iran, V. 26, n. 4, p. 30 – 42. Jan/Abr. 2008.
MODENESI, P. J.; Introdução aos processos de soldagem. 2006. Universidade Federal de
Minas Gerais.
MODENESI, P. J.; Soldabilidade de algumas ligas metálicas. 2011. Universidade Federal
de Minas Gerais.
QUEIROZ, L. P. O.; Simulação computacional da distribuição de calor na soldagem TIG
em chapas de alumínio da série 5XXX. 2014. 72f. Monografia (Graduação em Engenharia
Mecânica). Universidade Federal Rural do Semi-Árido.
SEYYEDIAN, M.C.; HAGHPANAHI, M.; SEDIGHI, M.; Effects os welding sequence and
direction on angular distortions in butt-welded plates. The Journal of Strain Analysis for
Engineering Desing. V. 47, N. 1. P 46 – 54, 2012.
TEIXEIRA, G. S.; Análise da influência dos parâmetros de soldagem sobre a geometria
do cordão de solda depositado pelo processo de soldagem TIG – MAG em tandem. 2011.
122f. Dissertação (Mestrado em Engenharia Mecânica). Universidade Federal do Rio Grande
do Sul.
WAINER, E.; BRANDI, S. D.; Soldagem: Processos e metalurgia.4ed. São Paulo: Blucher
LTDA, 2004. 506p.





























