Embed Size (px)
DESCRIPTION
Simulación de unidades de destilación atmosferica
Citation preview

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 1/124
UNIVERSIDADE DO ESTADO DO RIO DE JANEIRO
UNIVERSIDADE PETROBRAS
CURSO DE ESPECIALIZAÇÃO EM ENGENHARIA DE PROCESSAMENTO DE PETRÓLEO
SIMULAÇÃO DE UMA UNIDADE DE DESTILAÇÃO
ATMOSFÉRICA
DOUGLAS BOMBARDELLI
MANUEL MENA BARRETA GOMES
MARCUS VÍNICIUS DO PRADO JÚNIORSAMUEL FACCHIN
Julho/2006
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 2/124
INSTITUTO DE QUÍMICA – UERJ/ PETROBRASCURSO DE ESPECIALIZAÇÃO EM PROCESSAMENTO DE
PETRÓLEO
Simulação de uma Unidade de Destilação
Atmosférica
Douglas Bombardelli
Manuel Mena Barreto Gomes
Marcus Vinícius do Prado Júnior
Samuel Facchin
Monografia de conclusão de curso apresentada como
requisito parcial para obtenção do título de Especialista em
Engenharia de Processamento de Petróleo
Área de concentração: Simulação de Processos
Orientadores:
Prof. Dr. André Luiz Hemerly da Costa
Prof. Dr. Victor Rolando Ruiz Ahón
Rio de Janeiro2006

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 3/124
S614 Simulação de uma unidade de destilação atmosférica / Douglas
Bombardelli....[et al.]. – 2006.
123 f.
Monografia(Especialização em Engenharia de Processamento de
Petróleo) - Universidade Estadual do Rio de Janeiro, 2006.
1. Destilação atmosférica. 2. Petróleo. 3. Simulação.
I. Bombardelli, Douglas. II. Gomes, Manuel Mena Barreto.
III. Prado Júnior, Marcus Vinícius do. IV. Facchin, Samuel.
V. Título.
CDD 665.532
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 4/124
INSTITUTO DE QUÍMICA – UERJ/ PETROBRASCURSO DE ESPECIALIZAÇÃO EM PROCESSAMENTO DE
PETRÓLEO
A Comissão Examinadora, abaixo assinada, aprova a Monografia Simulação de
uma Unidade de Destilação Atmosférica
, elaborada por Douglas Bombardelli, Manuel Mena Barreto Gomes, Marcus
Vinícius do Prado Júnior e Samuel Facchin, como requisito parcial para obtenção do
grau de Especialista em Engenharia de Processamento de Petróleo.
Comissão Examinadora:
Prof. MSc. Nilo Indio do Brasil
Eng. MSc. Mário Fernando Porto

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 5/124
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 6/124
Agradecimentos
Agradecemos primeiro a Deus, por sua iluminação, especialmente nas horasem que as coisas pareciam não ir também, temos certeza que muitas das soluçõesencontradas foram fruto de Sua ajuda.
Agradecemos as nossas famílias, portos seguros onde ancoramos durante asmaiores tormentas. Não poderíamos deixar de agradecer aos nossos verdadeirosamigos, por colaboração tanto na elaboração desse trabalho, bem como nas horas derelax, tão importantes ao longo dessa longa e, muitas vezes, dura jornada.
Agradecemos também a Petrobras S.A., em especial a Universidade Petrobrase, pela oportunidade para execução desse trabalho e aos engenheiros e operadores deacompanhamento da unidade avaliada, pelas informações e valiosa ajuda nodesenvolvimento desse.
Por fim agradecemos aos nossos orientadores, André e Victor, por suas idéias,esclarecimentos e apoio ao longo dessa jornada.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 7/124
Resumo
O papel da simulação de processos vem crescendo ao longo dos últimos anos,
sendo utilizada para projeto, avaliação e desenvolvimento na área de refino de
petróleo. A simulação de torres de destilação, especialmente de unidades de
destilação atmosférica, se constitui uma ferramenta fundamental para o engenheiro
de acompanhamento.
Esse trabalho objetiva o desenvolvimento de uma ferramenta computacional de
simulação de uma unidade de destilação atmosférica capaz de representar ocomportamento da unidade industrial dentro de uma margem satisfatória de erros.
Inicialmente é realizada uma breve revisão sobre processos de refino,
ferramentas de simulação, modelos termodinâmicos e caracterização do petróleo e
suas frações através da metodologia de pseudocomponentes.
Posteriormente é proposta uma ferramenta computacional para simular uma
unidade de destilação atmosférica de uma refinaria. Os resultados produzidos são
primeiramente comparados com simuladores comerciais para validar o desempenho
do simulador, PETROX®, e da ferramenta desenvolvida.
A ferramenta desenvolvida e validada é então utilizada para avaliar a
capacidade da simulação em representar dados reais de processo, tornando-a
utilizável para aplicação industrial.
Como aplicação final da ferramenta é proposta a avaliação de um cenário
futuro de operação, constituído por um petróleo mais pesado que o atualmente processado, avaliando-se os rendimentos e qualidade dos principais derivados.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 8/124
Durante as etapas de desenvolvimento e avaliação da ferramenta são analisadas
as influências de alguns parâmetros utilizados na simulação sobre a produção e
qualidade dos derivados de petróleo produzidos na unidade de destilação. Essasavaliações e análises constituem um guia rápido para o desenvolvimento de
simulações análogas.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 9/124
Abstract
Process Simulation is becoming even more frequent nowadays, being used for
design, evaluation and development in the refining industry. The simulation of
distillation towers, especially for atmospheric distillation units, is a fundamental tool
for process engineers.
The works intends develop a simulation computational tool of an atmospheric
distillation unit capable of representing the behavior of the industrial unit within a
satisfactory error margin.
Initially a brief revision about the refining process, simulation tools,
thermodynamic models e crude oil characterization and its fractions using the pseudo
components methodology is made.
Later, a computational tool to simulate an atmospheric distillation unit of a
refinery is proposed. The results are former compared within the ones produced by
commercial simulators, aiming the validation of the PETROX® simulator and the
tool itself.
The developed tool is then used to evaluate its capacity to reproduce real
process data, allowing its use in industrial applications.
As a final stage, the simulation tools are used to predict the quality and
quantity of the main derivates in a future scenario that is represented by a heavier
crude as feed.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 10/124
The influences of some parameters used in the simulation over production and
quality of derivates are analyzed during the development of this work. These
evaluations and analysis are a quick guide in the development of analogoussimulations.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 11/124
Sumário
Simulação de uma Unidade de Destilação Atmosférica..................................1
Simulação de uma Unidade de Destilação Atmosférica..................................2
Sumário .............................................................................................................10
Introdução .........................................................................................................19
1.1 Motivação.............................................................................................................. 191.2 Objetivos ............................................................................................................... 21
1.2.1 Objetivo Geral .............................................................................................. 221.2.2 Objetivos Específicos................................................................................... 22
1.3 Estrutura da Monografia. ...................................................................................... 22
Revisão Bibliográfica .......................................................................................24
2.1 Destilação.............................................................................................................. 242.1.1 A unidade de Destilação Atmosférica em uma refinaria de petróleo........... 262.1.2 Variáveis operacionais em uma coluna de destilação atmosférica .............. 29
2.2 Simulação de Processos Químicos........................................................................ 302.2.1 Simuladores Estacionários de Processos Químicos ..................................... 31
2.2.2 Ferramentas de Simulação Estacionária e a Indústria de Processos ............ 322.2.3 Simulação de Destilação Multicomponente................................................. 352.3 Equilíbrio de Fases.......................................................................................... 38
2.3.1 Equilíbrio Líquido-Vapor............................................................................. 412.3.2 Equações de Estado...................................................................................... 42
2.4 Caracterização de petróleo e suas frações............................................................. 452.4.1 Caracterização físico-química de petróleo e suas frações............................ 462.4.2 Caracterização fisico-química de Óleos Crus .............................................. 472.4.3 Caracterização físico-química de frações de petróleo.................................. 472.4.4 Propriedades Básicas Experimentais de Frações de Petróleo ...................... 48
Ponto de Ebulição e Curvas de Destilação...................................................... 48
Densidade eo
API ............................................................................................ 50Massa Molar.................................................................................................... 51Viscosidade Cinemática.................................................................................. 51
2.4.5 Ponto de ebulição médio e interconversão de dados de destilação.............. 52Pontos de ebulição médios.............................................................................. 52Interconversão de dados de destilação............................................................ 53
2.4.6 Estimativa de propriedades de Frações de Petróleo..................................... 54Cortes curtos e cortes longos .......................................................................... 54Estimativa de massa molar, propriedades críticas e fator acêntrico................ 55Estimativa de outras propriedades .................................................................. 55
2.5 Número mínimo de dados de experimentais......................................................... 55
2.6 Regras de Mistura ................................................................................................. 562.6.1 Regras de Aditividade.................................................................................. 56
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 12/124
2.6.2 Método dos Índices de Mistura.................................................................... 572.6.3 Método dos Valores de Mistura ou dos Bônus ............................................ 57
Desenvolv imento e Validação da Simulação da Unidade de Destilação Atmosférica .......................................................................................................58
3.1Definições Preliminares ......................................................................................... 593.2 Descrição do Sistema............................................................................................ 603.3 Simulação da Torre de Pré-Flash .......................................................................... 62
3.3.1 Unidade Industrial........................................................................................ 623.3.2 Metodologia de Modelagem ........................................................................ 633.3.3 Caracterização da carga da unidade............................................................. 643.3.4 Simulação da Torre de Pré-Flash ................................................................. 663.3.5 Resultados e Discussões............................................................................... 69
Variáveis Flexibilizadas.................................................................................. 69
Características do Cru Pré-Fracionado............................................................ 713.4 Simulação da Torre Atmosférica .......................................................................... 73
3.4.1 Torre de Destilação Atmosférica ................................................................. 733.4.2 Simulação da Torre Atmosférica ................................................................. 753.4.3 Parâmetros da simulação.............................................................................. 763.4.4 Condições de Operação................................................................................ 783.4.5 Resultados e Discussões............................................................................... 80
Simulação das condições operacionais atuais ..............................................86
4.1 Coleta de dados ..................................................................................................... 86
4.2 Simulação da Torre de Pré-Flash .......................................................................... 884.2.1 Resultados e Discussões............................................................................... 904.3 Simulação da Torre Atmosférica .......................................................................... 96
4.3.1 Resultados e Discussões............................................................................... 99
Simulação de condições operacionais futuras ............................................108
5.1Torre de Pré-Flash................................................................................................ 1105.2 Torre Atmosférica ............................................................................................... 112
Conclusão........................................................................................................120
6.1Considerações Finais............................................................................................ 120
6.2 Sugestões para trabalhos futuros......................................................................... 121Referências Bibl iográficas .............................................................................122
Lista de figuras .................................................................................................12
Lista de tabelas .................................................................................................14
Simbologia e Nomenclatura.............................................................................16
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 13/124
Lista de figuras
Figura 1.1: Diagrama de blocos típico de uma Refinaria de Petróleo............................. 20Figura 2.1: Fluxograma da unidade de destilação atmosférica deste trabalho ................ 29Figura 2.2: Caracterização de óleos crus ......................................................................... 47Figura 3.1: Fluxograma simplificado da unidade de destilação atmosférica estudada.... 62Figura 3.2: Topologia adotada para a simulação da unidade de pré-flash no
PETROX®. ............................................................................................................ 67Figura 3.3: Topologia adotada para a simulação da torre de pré-flash no
PROCESS®. .......................................................................................................... 68Figura 3.4: Perfis de temperatura da Pré-Flash obtidos pelo PROCESS® e
PETROX® ............................................................................................................. 70
Figura 3.5: Curvas PEV do cru pré-fracionado obtidos pelo PROCESS® ePETROX®. ............................................................................................................ 72
Figura 3.6: Curvas de destilação ASTM D-86 do cru pré-fracionado obtidas peloPROCESS® e PETROX® ...................................................................................... 73
Figura 3.7: Fluxograma simplificado da coluna de destilação atmosférica..................... 74Figura 3.8: Curvas de destilação PEV do cru pré-fracionado.......................................... 76Figura 3.9: Topologia adotada para a simulação da torre atmosférica. ........................... 77Figura 3.10: Perfil de temperatura da torre atmosférica. ................................................. 81Figura 3.11: Curvas ASTM D-86 da Nafta pesada obtidas via HYSIM® e
PETROX®. ........................................................................................................... 83Figura 3.12: Curvas ASTM D-86 do Querosene obtidas via HYSIM® e PETROX®. .. 83
Figura 3.13: Curvas ASTM D-86 do Diesel leve obtidas via HYSIM® ePETROX®. ........................................................................................................... 84
Figura 3.14: Curvas ASTM D-86 do Diesel pesado obtidas via HYSIM® ePETROX®. ........................................................................................................... 84
Figura 4.1: Fluxograma simplificado da coluna de Pré-Fracionamento.......................... 89Figura 4.2: ASTM D-86 da nafta leve não estabilizada da planta e obtida pelo
PETROX® ............................................................................................................. 94Figura 4.3: Curva PEV do cru pré-fracionado obtida pelo PETROX® em
comparação à planta. ............................................................................................. 95Figura 4.4: Topologia adotada para a simulação da torre atmosférica no PETROX®..... 98Figura 4.5: Comparação entre o perfil de temperaturas medido e os simulados........... 102Figura 4.6: ASTM D-86 da nafta pesada da planta e obtida pelo PETROX® ............... 104Figura 4.7: ASTM D-86 do querosene da planta e obtida pelo PETROX® .................. 104Figura 4.8: ASTM D-86 do Diesel leve da planta e obtida pelo PETROX®................. 105Figura 4.9: ASTM D-86 do Diesel pesado da planta e obtida pelo PETROX® ............ 105Figura 4.10: ASTM D-86 do resíduo atmosférico da planta e obtida pelo PETROX® . 106Figura 5.1: Curvas PEV do petróleo atual e futuro........................................................ 109Figura 5.2: Curvas de destilação ASTM D-86 para a nafta leve não estabilizada ........ 112Figura 5.3: Perfil de temperaturas da torre atmosférica comparando dados de planta
com simulação atual e futura............................................................................... 115Figura 5.4: Curvas de destilação ASTM D-86 para a nafta pesada............................... 116
Figura 5.5: Curvas de destilação ASTM D-86 para o querosene. ................................. 117Figura 5.6: Curvas de destilação ASTM D-86 para o diesel leve.................................. 117

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 14/124
Figura 5.7: Curvas de destilação ASTM D-86 para o diesel pesado. ............................ 118Figura 5.8: Curvas de destilação ASTM D-86 para o resíduo atmosférico................... 118
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 15/124
Lista de tabelas
Tabela 2.1: Pontos de retirada de frações de petróleo em uma coluna de destilaçãoatmosférica e temperaturas de ebulição típicas - ASTM D 86............................. 28
Tabela 2.2: Passos para simulação de um flash ............................................................... 35Tabela 2.3: Coeficientes da forma geral das equações cúbicas de van der Waals
(vdW), Redlich-Kwong (RK), Soave-Redlich-Kwong (SRK) e de Peng-Robinson (PR). ...................................................................................................... 44
Tabela 2.4: Sugestão de modelos termodinâmicos para cada tipo de sistema................. 45Tabela 3.1: Sistema de Equações e correlações utilizados pelo pacote SET01 do
PETROX® ............................................................................................................. 59Tabela 3.2: Unidades das principais variáveis utilizadas................................................. 60
Tabela 3.3: Condições operacionais da Torre de Pré-Flash............................................. 69Tabela 3.4: Comparação dos resultados para a razão de refluxo e vazão de produtos .... 70Tabela 3.5: Dados para construção das Curvas PEV gerados pelo PROCESS® e
PETROX® ............................................................................................................. 71Tabela 3.6: Propriedades do cru pré-fracionado calculados pelo PROCESS® e
PETROX® ............................................................................................................. 72Tabela 3.7: Dados para construção das Curvas PEV gerados pelo HYSIM® e
PETROX® ............................................................................................................. 75Tabela 3.8: Equivalência entre pratos reais e estágios teóricos....................................... 77Tabela 3.9: Dados da torre de destilação atmosférica...................................................... 78Tabela 3.10: Condições de operação................................................................................ 79
Tabela 3.11: Especificações e variáveis flexibilizadas. ................................................... 80Tabela 3.12: Variáveis estimadas. ................................................................................... 80Tabela 3.13: Comparação entre PETROX® e HYSIM®. ................................................. 82Tabela 3.14: Produtos obtidos nas simulações HYSIM® e PETROX® ........................... 82Tabela 4.1: Parâmetros de processo utilizados na simulação da torre de pré-
fracionamento........................................................................................................ 89Tabela 4.2: Estimativas utilizadas na simulação da torre de pré-fracionamento............. 89Tabela 4.3: Especificações utilizadas na simulação da torre de pré-fracionamento........ 90Tabela 4.4: Metodologia utilizada nas simulações da torre pré-fracionadora ................. 90Tabela 4.5: Temperaturas na seção de topo da torre pré-fracionadora, caso 1................ 91Tabela 4.6: Comparação dos resultados para os produtos da torre pré-fracionadora,
caso 1..................................................................................................................... 91Tabela 4.7: Verificação do efeito do número de estágios teóricos no desempenho da
coluna, caso 1 ........................................................................................................ 92Tabela 4.8: Comparação dos resultados para os produtos da torre pré-fracionadora,
caso 2..................................................................................................................... 92Tabela 4.9: Temperaturas na seção de topo da torre pré-fracionadora, caso 2................ 92Tabela 4.10: Comparação dos resultados para os produtos da torre pré-fracionadora,
caso 3..................................................................................................................... 93Tabela 4.11: Temperaturas na seção de topo da torre pré-fracionadora, caso 3.............. 93Tabela 4.12: Dados para construção das Curvas PEV..................................................... 96
Tabela 4.13: Condições de operação utilizadas na simulação da torre atmosférica ........ 97Tabela 4.14: Metodologia utilizada nas simulações da torre atmosférica ....................... 99
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 16/124
Tabela 4.15: Comparação entre os resultados das principais variáveis especificadas... 100Tabela 4.16: Comparação entre vazões, rendimentos volumétricos e densidades......... 100Tabela 4.17: Comparação entre os perfis de temperatura e razão de refluxo
simulados e medidos ........................................................................................... 101Tabela 4.18: Comparação entre os pontos extremos da destilação ASTM D-86 decada produto e avaliação entre o afastamente (Gap) e a sobreposição(Overlap) de cortes contíguos. ............................................................................ 103
Tabela 5.1: Especificações e variáveis flexibilizadas .................................................... 110Tabela 5.2: Condições de processo da planta e das simulações das condições atuais
e futuras da torre de pré-flash.............................................................................. 111Tabela 5.3: Valores das temperaturas medidos na planta e obtidos nas simulações
das condições atuais e futuras da torre de pré-flash............................................ 111Tabela 5.4: Comparação entre as variáveis de processo da operação atual da planta
com a simulação atual e futura............................................................................ 113
Tabela 5.5: Vazões volumétricas, rendimentos em relação ao cru pré-fracionado edensidade dos cortes da torre atmosférica........................................................... 113
Tabela 5.6: Perfil de temperaturas para a torre atmosférica comparando dados de planta com simulação atual e futura.................................................................... 114
Tabela 5.7: Comparação entre os pontos extremos da destilação ASTM D-86 decada produto e avaliação entre o afastamento (Gap) e a sobreposição(Overlap) de cortes contíguos ............................................................................. 116
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 17/124
Simbologia e Nomenclatura
a Parâmetro de atração de Van der Waals, Soave ou Peng-
Robinson
AA Água ácida
oAPI densidade API
BSW Basic Sediments & Water
b Parâmetro de volume residual de Van der Waals, Soave ou
Peng-Robinson
bi concentração do componente i
C5+ Fração composta por hidrocarbonetos de mais de 4 átomos de
carbono
C7+ Fração composta por hidrocarbonetos de mais de 6 átomos de
carbono
21 /T T d Densidade, relação entre a massa específica do composto à
temperatura T1(oC) e a massa específica da água à temperatura
T2 (oC)
i f ̂ Fugacidade parcial do componente i
iG Energia de Gibbs parcial molar do componente i
GI Gás ideal
GLP Gás liquefeito de petróleo
H Altura do leito recheado
HETP Altura equivalente a um prato teórico
n Número de estágios ideais
P Pressão do sistema
P M Propriedade da mistura

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 18/124
pi Propriedade do componente i
cP Pressão crítica
P pc Pressão pseudocrítica
PEMC Ponto de ebulição médio cúbico
PEMe Ponto de ebulição médio mediano
PEMM Ponto de ebulição médio molar
PEMP Ponto de ebulição médio mássico
PEMV Ponto de ebulição médio volumétrico
PEV Ponto de ebulição verdadeiro
PFE Ponto final de ebulição
PIE Ponto inicial de ebulição
PI Plant Information®
PF i Correção de Poynting do componente i
R Constante dos gases
RAT Resíduo atmosférico
SDCD Sistema Digital de Controle Distribuído
T Temperatura
C T Temperatura crítica
T pc Temperatura pseudocrítica
UCP Unidade de coqueamento retardado
UDA Unidade de destilação atmosférica
UDV Unidade de destilação a Vácuo
UFCC Unidade de craqueamento catalítico
iV Volume parcial molar do componente i
V pc Volume pseudocrítico

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 19/124
VEB Vaporização por expansão brusca
VR Vapor de retificação
i x Fração molar do componente i
Z Fator de compressibilidade dos gases
Coeficiente de atividade do componente iiγ
iφ ̂ Coeficiente de fugacidade parcial do componente i
Fator acêntrico
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 20/124
Capítulo 1
Introdução
1.1 Motivação
O petróleo cru ao entrar em uma refinaria, necessita passar por processos físicos e
químicos para agregar valor comercial e se transformar em derivados com aplicações
específicas para o mercado consumidor. Os processos de refino de petróleo podem ser
divididos basicamente em três: separação, conversão e acabamento.
Os processos de separação são métodos físicos de refino, dos quais se pode destacar
principalmente a destilação, na qual os componentes do petróleo são separados baseados na
diferença dos seus pontos de ebulição. Outros exemplos importantes de separação são os
processos de absorção, dessorção, adsorção e extração em fase líquida.
Os processos de conversão são aqueles que envolvem reações químicas dos
hidrocarbonetos da corrente de carga da unidade, destacando-se o processo de craqueamento
catalítico fluidizado, o qual converte um produto de alto peso molecular e baixo valor
comercial (gasóleo de vácuo) em produtos de mais baixo peso molecular, porém de valor
comercial mais elevado (gás liquefeito de petróleo e gasolina, principalmente). Processos
como coqueamento retardado, reforma catalítica, alquilação catalítica, entre outros, também
promovem reações químicas produzindo derivados com importante aplicação na indústria do
alumínio, petroquímicas e como combustíveis, respectivamente.
O acabamento nos derivados do petróleo consiste basicamente em purificar e estabilizar
as correntes de produtos contribuindo para aumentar a vida útil, melhorar a aparência e
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 21/124
20
reduzir os impactos da sua utilização na natureza. Os principais processos de acabamento são
o hidrotratamento, tratamento cáustico e recuperação de enxofre.
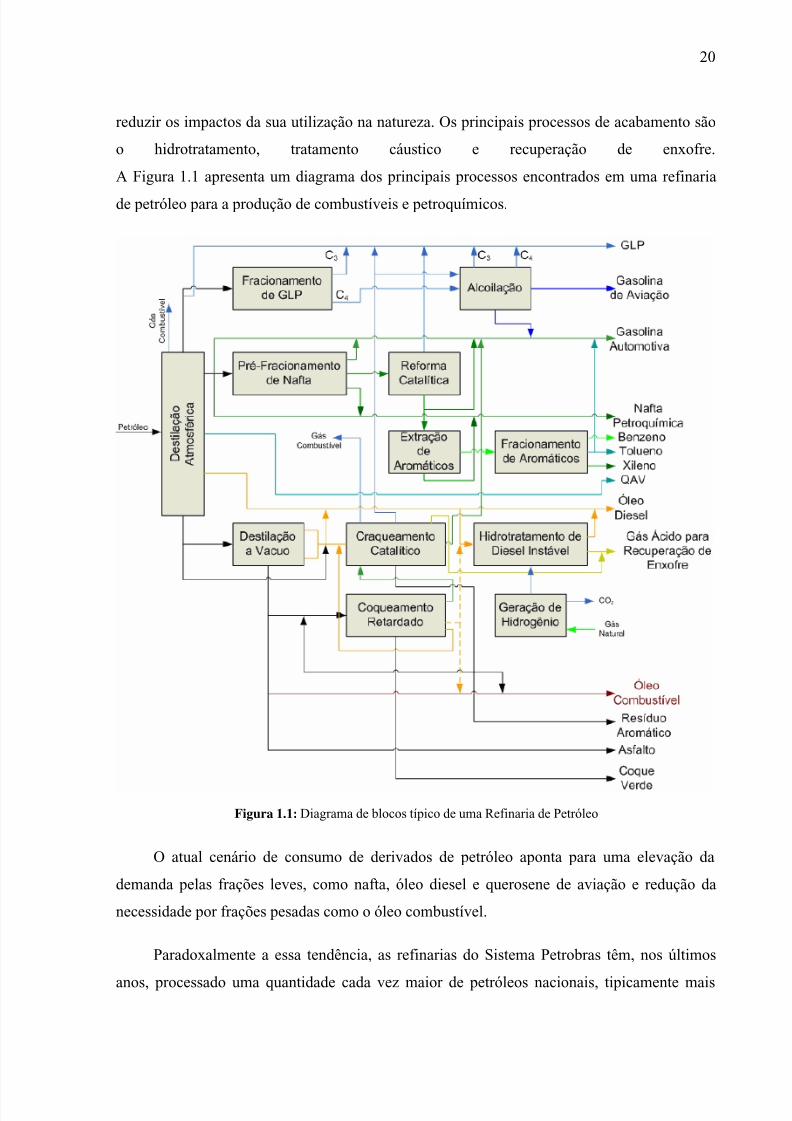
A Figura 1.1 apresenta um diagrama dos principais processos encontrados em uma refinaria
de petróleo para a produção de combustíveis e petroquímicos.
Figura 1.1: Diagrama de blocos típico de uma Refinaria de Petróleo
O atual cenário de consumo de derivados de petróleo aponta para uma elevação da
demanda pelas frações leves, como nafta, óleo diesel e querosene de aviação e redução da
necessidade por frações pesadas como o óleo combustível.
Paradoxalmente a essa tendência, as refinarias do Sistema Petrobras têm, nos últimos
anos, processado uma quantidade cada vez maior de petróleos nacionais, tipicamente mais
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 22/124
21
ricos nas frações pesadas. Outro fator relevante nesse aspecto é que muitas dessas refinarias
foram projetadas para processar óleo mais leve, proveniente do exterior.
A primeira unidade de separação a sofrer influência dessa troca de carga é a unidade dedestilação atmosférica, a qual é responsável pela etapa inicial do refino do petróleo, sendo que
dessa unidade saem correntes de produtos praticamente acabados, como o Querosene de
Aviação (QAV), e correntes que são utilizadas como carga para as unidades subseqüentes,
caso do Resíduo Atmosférico (RAT) que é enviado para a Unidade de Destilação a Vácuo
onde sofrerá novo fracionamento para a produção de novas correntes.
A avaliação do impacto causado em uma unidade de refino pelo processamento de uma
carga com características díspares das de projeto é de fundamental importância para todos os
setores envolvidos na cadeia de petróleo, desde o nível operacional até o comercial.
Nesse aspecto, a simulação computacional de processos químicos encontra um forte
nicho de aplicação, pois pode-se prever o comportamento da unidade sem a necessidade da
realização de testes in loco, o que reduz os custos e o tempo necessário para o processamento
dessa informação.
Um simulador de processos pode ser definido como um programa de computador capaz
de emular o comportamento de equipamentos e correntes de um processo químico, utilizando
para isso equacionamentos matemáticos, os quais representam os princípios físico-químicos,
relações empíricas e correlações, além de um banco de dados contendo parâmetros cinéticos,
termodinâmicos e de fenômenos de transporte que podem representar uma gama muito ampla
de processos de transformação de matéria.
1.2 ObjetivosEsse trabalho visa implementar a simulação de uma unidade de destilação atmosférica
de uma refinaria de petróleo capaz de predizer o comportamento da unidade, bem como
prever a composição das frações efluentes dela frente a mudanças de carga e parâmetros
operacionais, com a finalidade de otimização do processo, ou mesmo planejando uma
ampliação da unidade.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 23/124
22
1.2.1 Objetivo Geral
Implementar a unidade de destilação atmosférica em um simulador de processos,
calibrar essa simulação, através de ajustes de parâmetros operacionais e de equipamentos,
para que seus resultados representem os dados de processo, e utilizar os resultados gerados
para a identificação de gargalos, avaliação de mudança de carga e prever a possibilidade de
aumento de capacidade.
1.2.2 Objetivos Específicos
• Elaborar uma simulação em regime estacionário de uma unidade de destilação
atmosférica (modelo), utilizando como ferramenta o simulador PETROX®;
• Validar o modelo adotado ajustando-o com dados de projeto e operação atual da
unidade;
• Selecionar e avaliar cenários futuros quanto à operação otimizada da unidade.
1.3 Estrutura da Monografia.
Esta monografia apresenta-se dividida em seis capítulos, conforme descritos a seguir:
O capítulo 1 trata da introdução ao tema a ser abordado na monografia. No capítulo 2 é
feita uma breve revisão bibliográfica sobre o processo de destilação, métodos de simulação de
processos químicos, modelos termodinâmicos utilizados na modelagem de sistemas de
destilação e metodologia de caracterização de petróleos e suas frações.
O capítulo 3 apresenta a elaboração e validação da simulação da unidade de destilação
atmosférica (modelo), composta por uma coluna de pré-fracionamento (pré-flash) e uma
coluna de destilação atmosférica e seus acessórios, para a condição de projeto da unidade.
Para a validação do modelo desenvolvido foram utilizadas simulações anteriores
desenvolvidas em ferramentas comerciais de simulação de processos. Nesse capítulo é
também apresentada uma descrição da unidade, bem como os modelos termodinâmicos
utilizados.
O capítulo 4 apresenta o emprego da ferramenta desenvolvida no capítulo 3 para um
caso real de operação, visando preparar a ferramenta para a utilização prática, sendo
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 24/124
23
apresentada uma discussão das modificações necessárias para que a ferramenta consiga
representar os dados de planta de forma satisfatória.
O capítulo 5 contém a utilização da ferramenta desenvolvida no terceiro capítulo eaprimorada no capítulo 4 para um cenário futuro de operação da unidade com o objetivo de
prever rendimentos de produtos a partir da carga do cenário.
Nas conclusões tem-se um resumo dos principais resultados obtidos, bem como
sugestões de trabalhos futuros na área.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 25/124
Capítulo 2
Revisão Bibliográfica
Nesse capítulo é realizada uma breve revisão sobre os temas relevantes ao
desenvolvimento desse trabalho, tais como processo de destilação, simulação de processos,
modelos termodinâmicos e metodologias de caracterização de petróleo e suas frações.
2.1 Desti lação
A destilação é o processo de separação física mais importante em uma refinaria de
petróleo. Através da destilação, podem-se separar frações de maior aplicação e valor agregado
que a carga inicial, sendo este processo largamente aplicado na produção de combustíveis
(GLP, gasolina, querosene, diesel, etc.) e lubrificantes, bem como cargas para outros
processos de separação e conversão dentro das refinarias.
Genericamente, o processo de destilação pode ser realizado de três formas (INDIO DO
BRASIL, 2005a):
• Destilação integral;
• Destilação diferencial;
• Destilação fracionada.
A destilação integral ou destilação flash é realizada em um único estágio, sendo a carga
separada em uma fase líquida e outra gasosa, admitindo-se que ambas estão em equilíbrio
termodinâmico. Quando a vaporização ocorre de forma rápida e sem troca de calor devido aoabaixamento repentino da pressão do sistema, como na passagem de um líquido por uma
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 26/124
25
válvula redutora de pressão, diz-se que a destilação integral ocorre devido à vaporização por
expansão brusca (VEB), sendo a temperatura final da mistura líquido-vapor menor que a
inicial devido ao processo ocorrer de forma adiabática.
A destilação diferencial (ou em batelada) é aquela que ocorre com separação total da
fase vapor do contato com a fase líquida, não existindo relação de equilíbrio termodinâmico
entre as fases, como por exemplo nos métodos de ensaio ASTM de destilação de frações de
petróleo. Ao final de certo tempo teremos um destilado rico nas frações mais leves da mistura
inicial e um resíduo rico nas frações mais pesadas.
A destilação fracionada ocorre por sucessivas vaporizações e condensações de uma
mistura onde, se existir uma diferença de volatilidade entre os componentes da mistura, irá
separar os compostos mais voláteis dos menos voláteis. Na prática é a junção de vários
estágios de destilação integral, que permite a obtenção de produtos com grau de pureza mais
elevado que os outros processos, sendo esta a destilação empregada em grande parte dos
processos de separação de misturas multicomponentes.
A torre de destilação é então constituída de estágios físicos, podendo estes estágios
serem compostos por pratos (perfurados, valvulados ou com borbulhadores), recheios
(randômicos ou estruturados) ou chicanas. A escolha de uma ou outra opção irá depender de
fatores como carga da torre, perfil de escoamento do vapor e do líquido ou preferência do
projetista, sendo usual ultimamente a adoção de seções com pratos aliadas a seções
preenchidas com recheios, buscando melhorar o contato líquido-vapor em trechos específicos
da coluna. As chicanas são menos usuais por não permitirem um bom contato entre o líquido
e o vapor (KISTER, 1992; INDIO DO BRASIL, 2005a).
Em todas as situações, é importante que em cada estágio o vapor borbulhe na correntelíquida e esta escoe por desnível até o fundo da torre, evitando situações operacionais
indesejáveis como formação de caminhos preferenciais (reduzindo o contato vapor-líquido,
principalmente em colunas com recheio), inundação dos estágios, arraste de líquido, entre
outros fatores que prejudicam o fracionamento da mistura.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 27/124
26
2.1.1 A unidade de Destilação Atmosférica em uma refinaria depetróleo
Após entrar na refinaria, o petróleo é estocado em tanques antes de ser refinado. Nos
tanques normalmente são realizados os blends (misturas de petróleos) com o objetivo de
acertar características como densidade, teor de contaminantes, separação de água, entre
outras, a fim de especificar o cru para o perfil de refino da unidade e rendimento de derivados
esperado (que irá depender da “campanha” de produção de derivados em curso na refinaria).
O cru estocado é então enviado para uma bateria de pré-aquecimento, onde troca calor
com correntes oriundas da destilação atmosférica e a vácuo, com o objetivo de acertar a
temperatura para o processo de dessalgação, tipicamente em torno de 150°C (INDIO DOBRASIL, 2005). Na dessalgação o petróleo inicialmente recebe uma injeção de água, de
reposição e oriunda da própria dessalgação, com o objetivo de aumentar a solubilização na
fase aquosa de sais presentes no cru, diluir a concentração de sais que sai na água residual e
auxiliar na desidratação posterior do cru.
Em seguida, a mistura passa por uma válvula de controle onde, sob uma pressão da
ordem de 15 a 20 kgf/cm2 (para evitar a vaporização dos compostos mais leves), sofre uma
perda de carga de no máximo 2 kgf/cm2 para melhorar a dispersão da água no óleo, em
virtude do aumento da turbulência da mistura na válvula. A mistura então entra no vaso de
dessalgação, onde transformadores fornecem tensões da ordem de 15 a 25 kV a eletrodos
imersos no vaso, acelerando a coalescência das partículas de água e separação destas do óleo.
O vaso opera totalmente cheio, com o óleo saindo pelo topo e a água com sais saindo pelo
fundo. O teor de água e sedimentos (BSW – “Basic Sediments & Water”) no petróleo
dessalgado é normalmente especificado para menos que 0,2% em volume da mistura (INDIO
DO BRASIL, 2005b).
Após a etapa de dessalinização e desidratação, o petróleo passa por uma segunda bateria
de pré-aquecimento, trocando calor com correntes de maior temperatura e permitindo uma
economia operacional elevada, pois “oferece a vantagem de aquecer a carga com frações que
se deseja resfriar, economizando o excesso de combustível que se faria necessário para o
aquecimento total da carga, além de oferecer um menor dimensionamento dos fornos”
(ABADIE, 2006).
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 28/124
27
Por estar a uma temperatura inferior à desejada para adentrar na destilação atmosférica,
o petróleo deve então ser aquecido em fornos onde ocorre a vaporização parcial da mistura,
habitualmente entre 40 e 50% da carga, para o caso de unidades sem torre pré-fracionadora.
Quando a unidade de destilação possui uma torre de pré-fracionamento (prevista para
unidades de destilação de maior porte – carga acima de 20.000 m3/d), o petróleo pré-aquecido
pode entrar diretamente na torre, em um forno refervedor ou em um vaso refervedor onde as
frações mais leves do petróleo são vaporizadas e depois alimentadas na torre.
No primeiro caso, a corrente de fundo da torre pré-fracionadora é novamente aquecida
no refervedor e os vapores formados neste retornam para o fundo da torre, enquanto a fase
líquida é bombeada para a torre de destilação atmosférica. No segundo e terceiro caso, a parte
mais pesada da fração vaporizada no refervedor retorna a este pelo fundo da torre, sendo a
fração não vaporizada igualmente bombeada para a torre de destilação atmosférica. O
refervedor atua como um estágio adicional de equilíbrio nas torres de destilação. Algumas
torres “têm a facilidade de injeção de vapor d’água de retificação no fundo da torre, a fim de
melhorar o fracionamento entre a nafta leve e a nafta pesada. Neste caso, pode-se até
dispensar o uso do refervedor” (INDIO DO BRASIL, 2005a).
O produto de topo da torre pré-fracionadora é chamado de nafta leve não estabilizada,também conhecida como nafta instabilizada, por ser uma mistura de nafta leve (ponto de
ebulição em torno de 80°C) com gases leves de petróleo (compostos de 3 a 4 carbonos,
normalmente destinados a gás liquefeito de petróleo – GLP), produto este que apresenta uma
pressão de vapor e teor de contaminantes não enquadrados para especificação da gasolina
como produto final, e um teor de compostos pesados (C5+) não enquadrado para
especificação do GLP, daí o nome da corrente. Esta corrente é enviada para uma torre de
fracionamento “estabilizadora” ou “debutanizadora”, onde são separadas as frações de GLP enafta leve.
A nafta leve separada pelo fundo da torre pode ser destinada para diferentes aplicações:
• Compor o “pool” de gasolina, indo inicialmente para tanque de armazenamentode nafta de destilação atmosférica, podendo ser tratada ou não no meio do
processo;
• Nafta petroquímica;
• Solventes;

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 29/124
28
• Fracionamento de nafta, com o objetivo de se obter uma nafta com ponto de
ebulição inicial e final especificados para carga da unidade de ReformaCatalítica (produção de compostos aromáticos), por exemplo.
A corrente de fundo da torre pré-fracionadora, comumente chamada de “cru pré-fracionado”, é enviada para fornos de carga da unidade de destilação atmosférica onde recebe
a carga térmica necessária para ser parcialmente vaporizada e permitir a separação de suas
frações. A temperatura necessária para a entrada da carga na torre atmosférica, na seção da
torre chamada “zona de flash”, é aquela que permita a vaporização da maior parte dos
produtos que serão retirados nas seções superiores à região de entrada da carga, tomando-se o
cuidado de não ultrapassar a temperatura de início da decomposição térmica das frações
pesadas do petróleo. Esta temperatura irá depender do tipo de petróleo processado, adotando-se o valor de aproximadamente 400°C (ABADIE, 2006). Na prática, as torres de destilação
operam com temperaturas inferiores a este limite, de forma a otimizar o consumo de água de
resfriamento para troca térmica dos produtos do topo, como será discutido adiante.
O petróleo ao entrar na coluna de destilação atmosférica será separado pela diferença
entre os pontos de ebulição dos seus componentes em frações básicas, a partir do topo da
coluna e supondo uma unidade com torre de pré-fracionamento, conforme a Tabela 2.1.
Tabela 2.1: Pontos de retirada de frações de petróleo em uma coluna de destilação atmosférica e temperaturas deebulição típicas - ASTM D 86
Local de retiradana torre
Produto Temperatura. inicial de
ebulição ( C)
Temperatura. final de
ebulição ( C)
Topo Nafta pesada 80 210Retirada lateral Querosene 210 270Retirada lateral Diesel leve (ou Gasóleo
atmosférico leve)270 300
Retirada lateral Diesel pesado (ou Gasóleoatmosférico pesado)
300 380
Fundo Resíduo atmosférico (RAT) 380 não especificado*
* Esta fração sofre craqueamento térmico a temperaturas mais elevadas.
Os pontos iniciais e finais de ebulição das frações podem variar entre os valores
apresentados conforme o petróleo processado, a necessidade de produção de derivados ou
condições operacionais específicas de cada unidade de destilação. A Figura 2.1 apresenta de
forma simplificada os principais equipamentos de uma unidade de destilação atmosférica de
petróleo:

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 30/124
29
Figura 2.1: Fluxograma da unidade de destilação atmosférica deste trabalho
2.1.2 Variáveis operacionais em uma coluna de destilaçãoatmosférica
Para garantir um fracionamento eficiente em uma coluna de destilação atmosférica, é
necessário ajustar alguns parâmetros internos que apresentam uma grande influência norendimento e qualidade dos produtos obtidos. A seguir serão comentados brevemente alguns
destes parâmetros e a influência destes no processo de fracionamento do petróleo:
Sobrevaporizado: a quantidade de cru que é possível vaporizar é função da carga
térmica fornecida no forno e da pressão na zona de flash, considerando que a temperatura de
aquecimento está abaixo do limite de craqueamento. Entretanto, procura-se sempre vaporizar
o cru além da quantidade retirada como produtos laterais e de topo, para garantir um refluxo
líquido mínimo entre a zona de flash e a próxima retirada lateral (diesel pesado, em uma
coluna atmosférica) e reter os vapores de hidrocarbonetos pesados que comprometeriam a
qualidade do produto (principalmente cor).
Refluxo de topo: é parte da corrente líquida proveniente da condensação dos vapores
que saem pelo topo da coluna, que retorna para o primeiro prato desta. Ele estabelece o
gradiente de temperatura no topo, gerando um refluxo interno líquido para toda a coluna,
auxiliando no fracionamento e especificando a temperatura no topo. Quanto maior o refluxo
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 31/124
30
de topo, melhor o fracionamento dos produtos da coluna, porém maior é a carga térmica
necessária para vaporizar e manter a vazão de retirada de produtos.
Refluxo circulante: parte da corrente líquida que sai como produto lateral da coluna pode ser utilizado para aquecimento de outras correntes de hidrocarbonetos da unidade de
destilação, retornando para a coluna em uma posição superior à da retirada. Esta troca de calor
sensível implica no sub-resfriamento da corrente, retirando calor do interior da coluna e
permitindo a redução da carga térmica no condensador de topo. Pelo fato de retornar sub-
resfriado, o refluxo circulante piora o fracionamento na coluna, sendo este efeito compensado
pelo aumento no número de pratos na etapa de projeto.
Vapor de retificação: o vapor d’água é injetado na coluna para auxiliar na vaporização
dos componentes mais leves de cada corrente lateral e do produto de fundo. Como o vapor
d’água geralmente não condensa nas condições de operação e tendo em vista que a pressão
total do sistema permanece a mesma, a sua injeção acaba resultando na redução da pressão
parcial dos componentes mais voláteis de acordo com a lei de Dalton, efeito equivalente a
aplicar vácuo na coluna (WALAS, 1985). Esta prática é largamente empregada nas colunas de
destilação de petróleo, visto que a água é praticamente imiscível com os hidrocarbonetos,
formando fases distintas nos vasos de separação e facilitando a separação. A injeção de vaporimplica também em uma maior carga térmica no condensador de topo para promover a
condensação da água.
2.2 Simulação de Processos Químicos
Simulação de um processo, simplificadamente, pode ser definida como a codificação
matemática de um processo químico ou operação unitária, com o objetivo de prever seu
comportamento sem a necessidade de realização de experimentos e testes em unidade pilotoou industrial (EDEN E ABDELHADY, 1988).
A simulação envolve a resolução de um modelo capaz de representar os principais
aspectos do processo analisado. Este modelo pode ser fenomenológico, baseado em princípios
físicos fundamentais ou estritamente empírico, baseado em dados do tipo entrada/saída
medidos diretamente no sistema real ou em uma representação equivalente em menor escala
(EDGAR e HIMMELBLAU, 1988).
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 32/124
31
O escopo de uma simulação pode envolver o acompanhamento do processo investigado
em regime estacionário ou dinâmico. A simulação de processos em regime estacionário é uma
tecnologia consolidada, sendo largamente utilizada na indústria de processos químicos e na
indústria do petróleo desde a década de 60. A simulação dinâmica de processos é de uso mais
recente, com aplicações na área de controle de processos e treinamento de equipes de
operação (“plantas virtuais”).
2.2.1 Simuladores Estacionários de Processos Químicos
Simuladores de processo são ferramentas de extrema importância, pois permitem a
avaliação de projetos, verificação de novos procedimentos e possibilidades de otimização,
entre outras aplicações, de forma sistemática e relativamente simples e rápida, demandandouma fração dos recursos utilizados em testes em escala industrial ou piloto. A crescente
demanda, por parte de indústrias e universidades, por esses pacotes tem impulsionado a
melhoria na qualidade desses programas.
Apesar da popularização dessas ferramentas nos últimos anos, simuladores de processo
já são desenvolvidos a mais de 50 anos (PELEGRINI, 2003). Os primeiros modelos para
operações de unidades foram desenvolvidos nos anos 50, sendo executados em computadores
rudimentares para os padrões atuais de processamento de dados.
O sistema Flexible Flow, apresentado em 1958 pelo grupo industrial M. W. Kellog
Corp, calculava de forma seqüencial uma associação de equipamentos, utilizando a saída de
um equipamento como entrada para o equipamento a jusante. No caso de reciclos, era
necessário realizar um procedimento iterativo. Essa metodologia de resolução tornou-se
conhecida como modular seqüencial (KESLER e KESSLER, 1958, em PELEGRINI, 2003).
Na década de 60 houve um grande esforço de desenvolvimento desse tipo de simulador,
sendo desenvolvidos mais de 200 por diferentes empresas. Esses sistemas demandavam um
grande grupo de pessoas, atuando no desenvolvimento e manutenção dos mesmos.
Paralelamente, no meio acadêmico, diversos pesquisadores desenvolveram conceitos e
métodos para sistemas baseados em equações. A idéia dessa família de métodos é que ao
invés de os modelos ou subsistemas compartilharem suas soluções, eles compartilham suas
equações. As equações eram reunidas em um bloco único por um gerenciador, que permitia a
obtenção da solução de forma direta.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 33/124
32
A idéia do seqüenciamento modular sofreu um aprimoramento na década de 70, com a
utilização de métodos mais avançados para a decomposição e solução de processos, que
resultou no conceito de solução modular dinâmica. Basicamente nesse processo, as unidades
são tratadas exatamente como no caso da metodologia modular seqüencial, porém a solução
de todo o processo é executada de forma global simultânea, e não mais separadamente. Além
disso, a incorporação de novos algoritmos e modelos mais gerais, bem como métodos
numéricos mais sofisticados contribuíram para o desenvolvimento dessa classe de
simuladores. Um resultado desse desenvolvimento foi o projeto ASPEN do MIT
(Massachusetts Institute of Technology).
Os sistemas baseados em equações sofreram grande desenvolvimento em função,
principalmente, do seu uso em otimização de processos, sendo implementados métodos mais
robustos de resolução, como algoritmos seqüenciais quadráticos (PELEGRINI, 2003). Outro
fato marcante que contribuiu no desenvolvimento dessas ferramentas foi o aperfeiçoamento
no campo da engenharia de software e o rápido desenvolvimento da indústria de
semicondutores, levando a produção de processadores cada vez mais rápidos e acessíveis.
O desenvolvimento de simuladores, atualmente, está a cargo de empresas
especializadas, as quais utilizam tanto a abordagem modular quanto a baseada em equações,sendo ainda o tratamento modular predominante, porém em função da complexidade dos
problemas atuais, podendo conter dezenas e até centenas de milhares de equações, vê-se uma
movimentação na direção do desenvolvimento de ferramentas baseadas na abordagem em
equações (PELEGRINI, 2003).
2.2.2 Ferramentas de Simulação Estacionária e a Indústr ia deProcessos
O desenvolvimento das ferramentas de simulação de processos foi notório nas últimas
décadas, sendo um grande auxiliar no estudo, projeto e acompanhamento dos mais diversos
processos industriais. Destaca-se neste sentido, o barateamento da capacidade computacional,
possibilitando seu uso em computadores pessoais, a disponibilidade de vários softwares
comerciais, um amplo conjunto de operações unitárias associado a quase infinitas
possibilidades de interconexões, a aplicação de novos algoritmos de convergência além de
vastos bancos de dados e inúmeros modelos termodinâmicos. Além disso, a utilização de
interfaces amigáveis dos programas disponíveis, facilidade de entrada de dados e o
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 34/124
33
automatismo da utilização difundiram o seu uso e sua aplicação gerando uma grande
quantidade de resultados com um mínimo de esforço e em um tempo relativamente curto.
Segundo Eden e Abdelhady (1988) existem várias vantagens na utilização desimulações, dentre as quais citam:
• Permitem aos projetistas testar rapidamente a performance de uma configuraçãode processo;
• Permite o desenvolvimento de processos otimamente integrados;
• Minimiza os custos experimentais e de mudança de escala;
•
Permite explorar as flexibilidades e sensibilidades do processo;• Modela quantitativamente e permite avaliação da performance dos processos.
Banks e Gibson (1996) apresentam um guia rápido para o desenvolvimento de uma
simulação, composto por 12 etapas básicas, abordando desde a definição do problema,
entendimento do sistema a ser simulado, conhecimento e treinamento na ferramenta de
simulação escolhida, até a importância da análise dos dados necessários e disponíveis e
desenvolvimento de considerações e simplificações.
Apesar de as ferramentas de simulação atuais apresentarem um nível de
desenvolvimento elevado, elas podem encontrar barreiras importantes na tentativa de
reproduzir perfeitamente dados industriais reais. Sowell (1998) agrupa em três grandes grupos
os motivos que podem limitar a acurácia das predições da simulação em relação a dados de
processo reais.
O primeiro se refere a erros inerentes à simulação, originados na etapa de
desenvolvimento do modelo, pois para isso são utilizadas inúmeras considerações e
simplificações, tais como considerar que a separação em um prato de uma coluna se
desenvolva em equilíbrio, e que o sistema modelado possa ser assumido como adiabático.
Dentro dessa classe pode-se ainda incluir erros referentes as limitações dos modelos
termodinâmicos e cinéticos envolvidos. Neste sentido, destaca-se a consideração de estado
estacionário. Plantas industriais raramente, ou mesmo nunca, estão em estado estacionário. Os
erros provocados por essa consideração serão tanto menores quanto mais próximo a planta
estiver do estado estacionário. Pode-se ainda incluir nessa classe a prerrogativa do processoinstantâneo, ou seja, o negligenciamento da dinâmica do processo.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 35/124
34
O segundo grupo de erro apresentado pelo autor se refere aos erros referentes a
informações fornecidas pela instrumentação de processo e dados de laboratório. Como
conseqüência, os dados utilizados para calibrar e rodar a simulação podem apresentar
problemas.
O terceiro grupo responsável pela discrepância entre os valores gerados por uma
simulação e os realmente fornecidos pela planta são os erros originados por uma aplicação ou
construção incorreta da simulação. Geralmente uma simulação é desenvolvida para uma
configuração particular do processo, enquanto que na planta pode-se operar, dependendo do
alinhamento utilizado, com diversas configurações, dependendo das demandas e condições do
processo. Nesse grupo é agregado também o erro originado pelo mau desenvolvimento de
uma simulação, resultado da falta de conhecimento do processo do responsável pela
elaboração.
Portanto, estes fatos não garantem que qualquer simulação possa ser considerada um
retrato fiel da realidade. É importante ressaltar que “a diferença entre um talentoso usuário de
simuladores de processo e um gerador de caso de estudos é a habilidade de gerar simulações
plausíveis, ligadas à realidade definida pelas leis fundamentais da química e da física”
(AGARWAL, 2001). Assim, é preciso ter consciência do que se passa internamente no programa a fim de analisar criticamente os resultados, sabendo das suas concordâncias com o
mundo real e também os seus limites de aplicação.
O problema é que nem sempre o usuário possui conhecimento dos passos assumidos
pelo simulador, a partir de alguns poucos dados de entrada. A Tabela 2.2 (AGARWAL, 2001)
demonstra como exemplo o encadeamento de etapas na simulação de um flash, abordando as
suposições, fundamentais para o cálculo, mas que no entanto dependem muito pouco dousuário, sendo até mesmo ocultas.
Em síntese, ao se utilizar uma simulação é necessário considerar alguns aspectos, como:
• Não confiar inadvertidamente nos resultados de qualquer ferramenta desimulação;
• A qualidade das respostas geradas depende fortemente dos dados de entrada
fornecidos;• Sempre analise as respostas e verifique se as mesmas fazem sentido, ou seja,
estão de acordo com os princípios físico-químicos e termodinâmicos.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 36/124
35
Tabela 2.2: Passos para simulação de um flash
Ação Objetivo Ações Ocultas
- Selecionar modelos de entalpia, entropia e CapacidadeCalorífica- O volume parcial molar é definido para a fase líquida- Um método de extrapolação para o volume molar docomponente puro além da Temperatura Crítica é definido- São definidas as regras de mistura para as entalpias- Os modelos de massa específica do líquido e do vaporsão selecionados- Os modelos para as propriedades de transporte sãoselecionados
Escolher o modelotermodinâmico NTRL/Virial
Indicar ao simulador asequações para realizar os
cálculos de equilíbrio
- Métodos de extrapolação para todas as propriedadesfísicas são padronizados- Recuperar do banco de dados de componentes puros as
propriedades físicas.- As propriedades recuperadas podem já ser estimativas,sendo que muitas vezes o critério de estimação não édisponibilizado.- As propriedades não recuperadas são estimadas.Aplicabilidade depende do tipo de substância química presente.- As entalpias de mistura restantes são calculadas- Recuperar de uma base de dados os parâmetros deinteração binário e constantes de Henry. Os parâmetros podem ou não ser aplicáveis a condição de interesse.
Selecionar os
componentes da listade componentes
Definir a mistura que
potencialmente estará presente na simulação
- Parâmetros de interação para os pares subcríticos binários são estimados.
- As pressões de vapor são calculadas. Extrapolações sãorealizadas se as temperaturas estiverem além dos limites.- As constantes de Henry são calculadas. Extrapolaçõessão realizadas se as temperaturas estiverem além doslimites.- Coeficientes de atividade são calculados. Normalmenteas extrapolações são realizadas sem verificar os dadosutilizados para a determinação dos parâmetros deinteração.- Entalpias, entropias e capacidades caloríficas sãocalculadas. Dependendo da temperatura, os componentessubcríticos podem ultrapassar a temperatura crítica eextrapolações para a entalpia de vaporização são
realizadas.
Definir pressão,temperatura ecomposição
Determinar o estadotermodinâmico da mistura
- As propriedades de transporte são calculadas. Normalmente, pouca ou nenhuma informaçãoexperimental para a mistura está disponível para auxiliaras estimativas.
2.2.3 Simulação de Destilação Multicomponente
As ferramentas de simulação são de fundamental importância para processos
complexos, que de outra forma seriam extremamente laboriosas ou mesmo impraticáveis. Um
exemplo típico dessa classe de processo são as destilações multicomponentes.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 37/124
36
O cálculo de sistemas de separação para misturas binárias foi desenvolvido há mais de
um século (GORAK et al, 1990). As idéias para a extensão dessas técnicas para o caso
multicomponente foram desenvolvidas durante a década de 30, porém em função do elevado
número de cálculos necessários, elas somente se tornaram popular a partir do
desenvolvimento dos primeiros computadores.
Gorak et al. (1990) apresentam as duas principais classes para o cálculo, ou simulação,
de destilações multicomponentes, a Metodologia Integral e a Metodologia Diferencial. O
método integral utiliza o conceito de prato teórico para permitir a simulação, já o método
diferencial utiliza conceitos de transferência de massa.
Na metodologia integral, o modelo matemático utilizado é fundamentado no balanço de
massa e energia, utilizando o conceito de prato teórico para relacionar a composição entre as
fases em cada estágio. No caso de colunas de recheio, o procedimento é adaptado através do
parâmetro HETP ( Height Equivalent Theorycal Plate). A solução é obtida através da
resolução de um sistema algébrico de equações, o qual resulta em perfis de fluxo de massa e
concentração ao longo da coluna para todos os componentes.
O conceito de HETP, segundo Kister (1992), foi introduzido para que se pudesse
comparar a eficiência de torres de recheio e de pratos e é definido pela Eq. 2.1, sendo H a
altura do leito recheado e o número de estágios ideais.n
n
H HETP = (2.1)
A utilização de estágios teóricos para a realização de uma simulação, segundo Lockett
(1986), é um primeiro passo na avaliação de um sistema de destilação. O número de estágios
teóricos é determinado em função da separação das correntes desejada na coluna. Uma vez
determinado o número de estágios teóricos pode-se estimar o número de pratos reais/altura do
recheio através da adoção de uma eficiência de separação.
Diversos conceitos de eficiência foram propostos ao longo dos anos (LOCKETT, 1986),
sendo que quanto mais rigorosa e aceita a definição da mesma, mais difícil é seu uso prático.
Exemplo disso é a Eficiência por Seção ( ), que apesar de simples e de fácil utilização, não
faz sentido para sistemas multicomponentes, onde as Eficiências Padrões são conceitualmente
0 E
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 38/124
37
mais corretas, mas não são utilizadas nos projetos. Mais detalhes e outras definições do
conceito e aplicação do conceito de eficiência podem ser encontrados em Lockett (1986).
A direta incorporação das equações para cálculos de eficiência de prato nem sempre éutilizada no método integral por duas principais razões, primeiro que a determinação da
eficiência para cada um dos componentes em um destilação multicomponente não é uma
tarefa simples e segundo que a incorporação do conceito de eficiência no conjunto de
equações a serem resolvidas agrega problemas numéricos adicionais. De modo a representar
as diferenças entre o modelo ideal, cuja eficiência de separação é completa, utiliza-se
conceitos de eficiência global por estágio, como a eficiência de Murphree.
O método diferencial parte de balanços de massa e energia em um elemento diferencial
ou finito do filme bifásico contido no prato ou recheio, levando em conta as taxas de
transferência de massa (GORAK et al. 1990). A solução do perfil axial de concentrações é
realizada através da solução numérica dos balanços de massa e energia e a matriz de equações
relacionada à transferência de massa. Apesar de mais próximos à realidade, a utilização de
modelos baseados na metodologia diferencial em simuladores de processo é restrita em
função de sua maior complexidade.
A solução numérica das equações dos modelos baseados na metodologia integral,
segundo Morris et al. (1988), pode ser obtida por dois tipos principais de métodos. O primeiro
utiliza o método de Newton para a solução dos balanços de massa e energia e as equações de
equilíbrio. Os autores afirmam que, apesar desse método ser robusto e não apresentar
problemas sérios de convergência, ele utiliza muita memória e demanda um elevado esforço
computacional.
Em 1983, Russel introduziu um algoritmo que resultou em um método mais eficientecomputacionalmente, possibilitando a solução dos sistemas de equações resultantes de uma
destilação multicomponente de forma mais rápida e com menor demanda por memória.
O algoritmo apresentado é membro da família dos métodos inside-out . Essa família de
métodos é composto por dois laços de convergência. O laço interno utiliza modelos
simplificados de propriedades para a resolução dos balanços de massa e energia. Uma vez que
o laço interno tenha convergido para uma solução aproximada, um modelo rigoroso de
cálculo de propriedades é utilizado para a correção dos parâmetros dos modelos simplificados
utilizados no laço interno.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 39/124
38
O laço interno é recalculado com os novos parâmetros e o processo é repetido até que
não hajam diferenças significativas entre as propriedades calculadas pelo laço interno, que
utiliza modelos simplificados, e as propriedades calculadas pelo laço externo, que utiliza
modelos rigorosos para as propriedades.
Apesar de os métodos inside-out não serem matematicamente tão elegantes quanto os
métodos tradicionais de resolução, sua performance é significativamente melhor, sendo que o
tempo de resolução chega geralmente a uma ordem de grandeza menor que os demandados
pelo método de Newton (MORRIS et al., 1988)
2.3 Equil íbrio de Fases
O estudo do equilíbrio termodinâmico é muito importante na indústria de processos
químicos, uma vez que inúmeras etapas destes podem envolver condições próximas do
equilíbrio ou foram projetadas considerando-se que o equilíbrio é atingido, ou se diz qual a
relação da condição atingida com a de equilíbrio. Embora em muitos casos este nunca seja
atingido por motivos práticos, é importante seu conhecimento, uma vez que este representa o
limite termodinâmico de um dado processo.
A termodinâmica se preocupa amplamente com as relações entre as várias propriedades
dos sistemas em equilíbrio, e as diferenças entre estas propriedades em estados de equilíbrio
distintos. Como exemplo, temos as equações de estado entre pressão, temperatura e volume
que fornecem as relações entre estas propriedades em cada estado de equilíbrio, mesmo que
outras condições intermediárias tenham sido obtidas até se atingir o equilíbrio
(WALAS,1984).
Num sistema composto por uma substância pura, em uma única fase, o estado de
equilíbrio é caracterizado quando ocorre um máximo de entropia ou um mínimo das funções
de energia (energia interna, energia de Gibbs, energia de Helmholtz e entalpia), quando
especificadas outras duas propriedades termodinâmicas pertinentes a uma dada equação
fundamental (WALAS,1984).
Quando há mais de uma fase em contato, o equilíbrio ocorre quando é obtida a
igualdade entre as temperaturas e pressões destas, e, decorrente da minização da energia de
Gibbs, quando potencial químico de cada componente, em cada fase, seja igual. Assim, numasituação em que o equilíbrio térmico e de pressões já tenham sido obtidos, as concentrações
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 40/124
39
dos componentes irão variar, até que os potenciais químicos sejam iguais, atingindo-se o
chamado equilíbrio difusivo.
O procedimento prático da determinação do equilíbrio é facilitado pela introdução doconceito de fugacidade e dos coeficientes de fugacidade. Tal propriedade é originária da
variação da energia de Gibbs, em um processo isotérmico, e, para o componente i de uma
dada mistura, é obtida pela Eq. 2.2 (WALAS,1984):
dPV f d RT Gd iii == ˆln (2.2)
onde,
iG - energia de Gibbs parcial molar do componente i
R - constante dos gases
T - temperatura
i f ̂ - fugacidade parcial do componente i na mistura
iV - Volume parcial molar
P - Pressão do sistema
Analogamente ao potencial químico, o equilíbrio difusivo é atingido quando ocorre a
igualdade entres as fugacidades de cada componente em todas as fases de um determinado
sistema.
O coeficiente de fugacidade parcial de um componente i de uma mistura é definido pela
razão entre a fugacidade deste e o produto da pressão total e da fração molar deste
componente.
P x f
i
ì i
ˆˆ =φ (2.3)
onde,
iφ ̂ - coeficiente de fugacidade parcial do componente i na mistura
i x - fração molar do componente i na mistura
A definição de um estado padrão de referência adequado facilita a caracterização das
variações das propriedades de energia (e.g. H Δ , GΔ , S Δ , entre outros). A utilização da

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 41/124

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 42/124
41
A seguir será discutida a aplicação dos conceitos supracitados na obtenção das relações
de equilíbrio entre fases, sendo discutida o equilíbrio líquido-vapor, que está diretamente
ligado com o foco deste trabalho.
2.3.1 Equilíbrio Líquido-Vapor
A condição de equilíbrio entre o líquido e o vapor é obtida quando ocorre a igualdade
entre as pressões, temperaturas e fugacidades parciais de cada componente em cada fase.
Considerando-se apenas uma fase líquida e uma fase vapor temos:
(2.9)iLiV f f ˆˆ =
Transformando a Eq. 2.9 em termos de coeficientes de fugacidade obtemos:
(2.10)iLiiV i xP y φ φ ˆˆ =
onde os coeficientes de fugacidade podem ser obtidos a partir de equações de estado, como
mostraremos a seguir. Quando não é possível determiná-lo para a fase líquida ou este
apresenta um erro muito grande, usa-se o coeficiente de atividade, resultando em:
(2.11)i
Sat
i
Sat
iiiiLiiiV i PF P x f xP y )(ˆˆ φ γ γ φ ==
Esta equação (Eq. 2.11) é usualmente escrita de modo explicitar a proporcionalidade
entre a composição entre as fases, sendo a equação básica para a determinação de
composições na fase liquida e vapor.
i
iV
i
Sat
i
Sat
ii
i xP
PF P y
φ
φ γ
ˆ)(
= (2.12)
Contudo, como os coeficientes de atividade e fugacidade parciais dependem dacomposição de cada fase, assim como da temperatura e da pressão do sistema, a determinação
das composições das fases pode ser realizada por aproximações sucessivas. Ocasionalmente,
algumas aproximações são pertinentes, como próximo da unidade para pressões
moderadas e a razão entre os coeficientes de fugacidade se aproxima da unidade em boa parte
dos casos (WALAS,1984).
iPF )(
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 43/124
42
2.3.2 Equações de Estado
As relações matemáticas entre as variáveis pressão (P), volume molar (VM),
temperatura (T) e composição de uma dada mistura são chamadas equações de estado. Sua
descrição remonta aos primórdios da termodinâmica, onde estudos do comportamento dos
gases rarefeitos geraram a teoria dos gases ideais. Assim, foi obtida uma relação entre
variáveis de estado P, V e T, tendo como fator de proporcionalidade a constante dos gases
ideais ( R ).
RT PV M = (2.13)
Tal teoria desconsidera a interação entre moléculas assim como dimensões atômicas, o
que não deixa de ser uma boa aproximação, para situações de baixas pressões. Uma primeira
tentativa de contabilizar as não idealidades foi a inserção do fator de compressibilidade (Z)
que nada mais é que a razão entre o volume molar do gás real e do gás ideal, sob as mesmas
condições.
RT
PV
V
V Z M
GI =≡ (2.14)
No entanto, estes modelos ainda não prevêem a existência de uma fase líquida, o quegera grandes desvios conforme estes se aproximam da pressão de saturação.
O desenvolvimento de equações de estado cúbicas teve um grande papel, pois além de
preverem o comportamento do estado gasoso e líquido, descreviam o ponto crítico onde não
há diferença entre os volumes específicos de ambas as fases. O equacionamento desenvolvido
por van der Waals possuía um fundo teórico atribuindo termos de atração e repulsão das
moléculas que corrigiam as não idealidades dos sistemas. Tal modelo foi desenvolvido
utilizando dois parâmetros, em que todos os fluidos que estivessem nas mesmas coordenadas
reduzidas possuíam as mesmas propriedades físicas. Os parâmetros redutores normalmente
são a temperatura e pressão críticas. Apesar de uma melhor descrição, este modelo ainda não
apresenta precisão requerida para a maior parte das aplicações de engenharia.
( ) RT bV V
aP M
M
=−⎟⎟ ⎠
⎞⎜⎜⎝
⎛ +
2 (2.15)
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 44/124
43
A relação de van der Waals é representada pela Eq 2.15, onde é o parâmetro de
atração e b é o parâmetro repulsivo, de volume residual ou covolume, característicos para
cada substância, determinados a partir de sua pressão e temperatura crítica.
a
Redlich e Kwong (1949) fizeram adaptações ao equacionamento de van der Walls,
introduziram a variação do parâmetro com a temperatura, a fim de se conseguir melhor
ajuste de sua equação cúbica. A proposição continuava utilizando dois parâmetros de redução,
pressão e temperaturas críticas, e, mesmo apesar dos avanços na representação de gases e
líquidos simples, ainda não era satisfatório para cálculos de engenharia (AGARWAL et al,
2001).
a
Soave (1972) propôs uma modificação à equação de Redlich e Kwong, sugerindo uma
nova parametrização, adicionando um terceiro parâmetro, o fator acêntrico , o que tornou
esta equação de estado precisa o suficiente para aplicação nas condições normais de
utilização, pois abria mais um grau de liberdade para os diferentes estados de
correspondências anteriormente tratados como homólogos. Tal parâmetro permitiu uma
melhor reprodução dos dados experimentais próximos da condição de saturação das
substâncias. Seu uso se difundiu largamente, sendo aplicada inclusive na área de refino de
petróleo, principalmente por necessitar poucos dados de entrada (temperatura crítica, ,
pressão crítica, , e fator acêntrico,
cT
cP ) (AGARWAL et al, 2001).
Outros modelos seguiram na mesma linha, destacando-se o de Peng e Robinson (1976),
na busca de uma melhor predição das massas específicas de líquidos. Também foi testada a
inserção de mais parâmetros, visando correlacionar contribuições de variáveis como o
momento dipolar e raio de giração da molécula, por exemplo; no entanto esses não trouxeram
benefícios significativos. A generização dos modelos das equações de estado cúbicas citadas e
seus parâmetros são dados pela Eq. 2.16 e pela Tabela 2.3 (RIAZI, 2005a).
Segundo Riazi (2005a), as principais razões para o sucesso das equações de estado
cúbicas são: uma ampla faixa de representação satisfatória tanto da fase líquida quanto da fase
vapor, a simplicidade matemática e também a possibilidade de cálculo dos seus parâmetros a
partir das constantes críticas e do fator acêntrico. Como limitações, estas equações apresentam
problemas na representação de sistemas que fogem muito da idealidade e altamente polares.
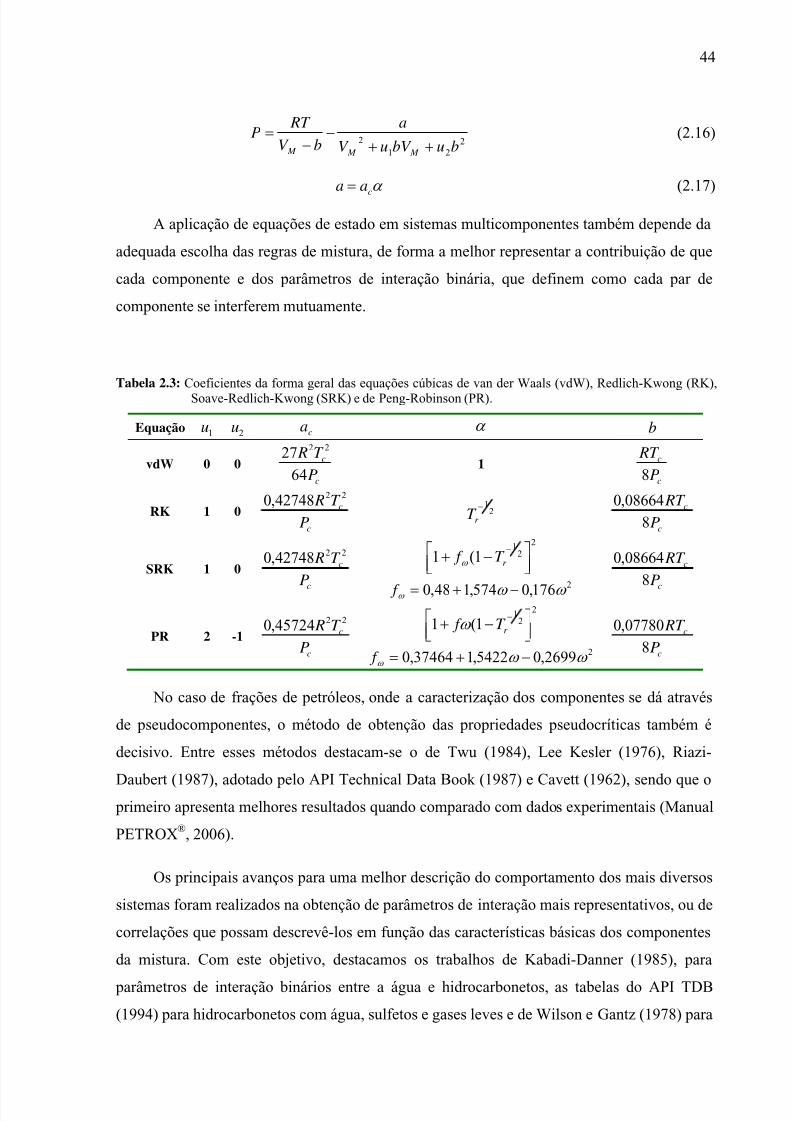
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 45/124
44
2
212
bubV uV
a
bV
RT P
M M M ++−
−= (2.16)
α c
aa = (2.17)
A aplicação de equações de estado em sistemas multicomponentes também depende da
adequada escolha das regras de mistura, de forma a melhor representar a contribuição de que
cada componente e dos parâmetros de interação binária, que definem como cada par de
componente se interferem mutuamente.
Tabela 2.3: Coeficientes da forma geral das equações cúbicas de van der Waals (vdW), Redlich-Kwong (RK),Soave-Redlich-Kwong (SRK) e de Peng-Robinson (PR).
Equação 1u 2u ca α b
vdW 0 0
c
c
P
T R
64
27 22
1
c
c
P
RT
8
RK 1 0
c
c
P
T R2242748,0
21−
r T c
c
P
RT
8
08664,0
SRK 1 0
c
c
P
T R2242748,0
22
11(1
⎥⎦⎤
⎢⎣⎡ −+
−
r T f ω
2176,0574,148,0 ω ω ω −+= f c
c
P
RT
8
08664,0
PR 2 -1
c
c
P
T R2245724,0
22
11(1
⎥⎦⎤
⎢⎣⎡ −+
−
r T f ω
22699,05422,137464,0 ω ω ω −+= f c
c
P
RT
8
07780,0
No caso de frações de petróleos, onde a caracterização dos componentes se dá através
de pseudocomponentes, o método de obtenção das propriedades pseudocríticas também é
decisivo. Entre esses métodos destacam-se o de Twu (1984), Lee Kesler (1976), Riazi-
Daubert (1987), adotado pelo API Technical Data Book (1987) e Cavett (1962), sendo que o primeiro apresenta melhores resultados quando comparado com dados experimentais (Manual
PETROX®, 2006).
Os principais avanços para uma melhor descrição do comportamento dos mais diversos
sistemas foram realizados na obtenção de parâmetros de interação mais representativos, ou de
correlações que possam descrevê-los em função das características básicas dos componentes
da mistura. Com este objetivo, destacamos os trabalhos de Kabadi-Danner (1985), para
parâmetros de interação binários entre a água e hidrocarbonetos, as tabelas do API TDB
(1994) para hidrocarbonetos com água, sulfetos e gases leves e de Wilson e Gantz (1978) para
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 46/124
45
hidrocarbonetos, água e gases altamente polares, como NH3 e H2S, todos estes implementados
no simulador de processo PETROX® (Manual PETROX®, 2006).
De uma maneira geral a seleção básica do tipo de modelo termodinâmico deve serrealizada com base nos tipos de componentes em estudo e as origens em que estes modelos se
basearam. Kyle (1999) sugere como referência a Tabela 2.4 para seleção (ZYGULA, 2001).
Tabela 2.4: Sugestão de modelos termodinâmicos para cada tipo de sistema.
Sistema Modelo Termodinâmico
Todos os gases, soluções apolares PR, SRKModeradamente não-ideal, soluções polares NRTL, Wilson, Van Laar
Altamente não-ideal, sistemas polares NRTL, UNIQUAC
Os modelos termodinâmicos de Wilson, Van Laar, NRTL (Non-Random Two Liquid) eUNIQUAC (Universal Quasi-Chemical Equation), por tratarem de sistemas que fogem do
escopo deste trabalho, não são descritos aqui. Sugere-se como bibliografia para o
aprofundamento destes temas as obras de Walas (1984) e Kyle (1999).
2.4 Caracterização de petróleo e suas frações
O petróleo é composto principalmente por hidrocarbonetos nas fases líquida e gasosa ou
da mistura destas fases. Analisando correntes de petróleo produzidas a partir de seusreservatórios podemos encontrar na sua composição hidrocarbonetos que vão desde o metano
até hidrocarbonetos pesados com dezenas de átomos de carbono em suas moléculas
(RIAZI, 2005b).
Após ser extraído do poço, o petróleo passa pelo processamento primário, ainda no
campo de produção, para separação dos gases leves, água e impurezas, quando a corrente de
petróleo atinge então as condições necessárias para o seu transporte e posterior refino. Essa
corrente tratada é denominada então de óleo cru ou simplesmente cru. O cru é enviado para as
refinarias para que através de processos de separação, conversão e tratamento possa dar
origem a produtos intermediários, chamados frações de petróleo, que irão compor os
derivados de petróleo, como GLP, gasolina, óleo diesel, querosene, etc.
Com a finalidade de projetar, otimizar e operar unidades de processamento de petróleo
obtendo-se derivados com as características desejadas de maneira rentável, faz-se necessário o
conhecimento de algumas propriedades do cru, das frações de petróleo e também dosderivados. Dessa maneira, é necessário caracterizar-se as correntes de petróleo que entram e
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 47/124
46
saem das unidades de processamento bem como o comportamento das mesmas dentro das
unidades.
A caracterização de petróleos e suas frações pode ser classificada como química oufísico-química. A caracterização química pode ser feita de modo completo apenas para
frações leves, sendo incompleta para as demais frações devido ao grande número de espécies
químicas que as compõem. A caracterização fisico-química, de maior interesse no
desenvolvimento deste trabalho será descrita mais detalhadamente nas seções subseqüentes.
2.4.1 Caracterização físico-química de petróleo e suas frações
“Caracterizar físico-quimicamente uma substância ou fração de petróleo significa
definir seu comportamento nos processos em diferentes condições operacionais, avaliando
propriedades como reatividade, afinidade, incompatibilidade, estabilidade, facilidade para
vaporizar, facilidade para cristalizar, facilidade para escoar, solubilidade, etc”
(FARAH, 2006).
Essas propriedades podem ser úteis para o acompanhamento da qualidade dos produtos
e eficiência de processos de refino. Elas também são usadas como parâmetros de projeto de
novas unidades, revamps e otimização de unidades já existentes. Nesse contexto, elas sãoutilizadas como dados de entrada e parâmetros estimados por simuladores como PETROX®,
HYSYS®, entre outras aplicações.
As propriedades de correntes de petróleo podem ser dividas em dois grandes grupos:
• Propriedades independentes da temperatura ou obtidas em uma condição dereferência: densidade API, curva PEV, massa molar, índice de refração, fatoresde caracterização como fator de Watson, composição, ponto de fulgor, ponto de
anilina, fator acêntrico, temperatura crítica, pressão crítica, volume crítico, etc.;
• Propriedades dependentes da temperatura: massa específica, pressão de vapor,entalpia, entalpia de vaporização, entalpia de reação, viscosidade, condutividadetérmica, tensão superficial, difusividade, fugacidade, etc.
Geralmente as propriedades independentes da temperatura são essenciais para
estimativa de outras propriedades físicas, químicas e termodinâmicas relevantes.
Propriedades de frações e derivados de petróleo como densidade, curvas de destilação e
viscosidade, podem ser facilmente obtidas experimentalmente, porém outras propriedades
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 48/124
47
como, por exemplo, as propriedades pseudocríticas, devem ser estimadas através de
correlações, pois não podem ser obtidas de forma experimental.
2.4.2 Caracterização fisico-química de Óleos CrusO cru, apesar de ser produto originário do tratamento primário, possui em sua
composição hidrocarbonetos que vão deste o metano até asfaltenos de alta massa molar, além
de impurezas como compostos sulfurados, água, sais, etc. É claro que o percentual de gases
leves e impurezas é menor que o existente em correntes de petróleo originárias de
reservatórios.
A completa caracterização de crus é obtida através de dados experimentais e
propriedades estimadas a partir de equações de estado e outras correlações apresentadas em
métodos de cálculo para frações de petróleo de composição molar conhecida e desconhecida,
como apresentada na Figura 2.2.
Figura 2.2: Caracterização de óleos crus
2.4.3 Caracterização físico-química de frações de petróleo
Frações de petróleo são misturas de hidrocarbonetos compreendidas em uma faixa de
ebulição. A partir de propriedades básicas de frações de petróleo obtidas por métodosexperimentais, pode-se calcular outras propriedades não medidas experimentalmente. Para
tanto utilizam-se correlações desenvolvidas a partir das utilizadas para estimar propriedades
de hidrocarbonetos puros. Essa metodologia é a utilizada em simuladores de processo.
Os simuladores fazem uso geralmente de dois métodos de caracterização de frações de
petróleo: um para frações com composição definida (normalmente aplicado a frações
compostas por gases leves e compostos puros) e outro para as de composição indefinida
(por exemplo, frações C7+), das quais algumas propriedades da mistura são conhecidas.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 49/124
48
Normalmente os percentuais molares, mássicos e volumétricos de hidrocarbonetos
puros com até 6 átomos de carbono na molécula e contaminantes como: H2S, NH3, H2O são
obtidos experimentalmente. A partir daí, ou seja, para frações do cru compostas por
hidrocarbonetos com mais de 6 átomos de carbono na molécula, denominadas de fração C7+,
torna-se inviável obter-se o percentual de cada componente puro existente na fração, devido a
diversidade de compostos com o mesmo número de átomos de carbono, porém de naturezas
diversas.
Para os compostos com menos de 30 átomos de carbono existem bancos de dados como
os encontrados no API Technical Data Book e outros, onde as principais propriedades
encontram-se disponíveis. Os simuladores de processo, como o PETROX®, possuem o seu
próprio banco de dados.
A partir das propriedades obtidas em bancos de dados (massa molar, densidade, ponto
de ebulição, propriedades críticas, etc.), e outras estimadas através de correlações, percentuais
dos compostos puros e regras de mistura, obtêm-se a caracterização de frações de petróleo
compostas por gases leves.
A fração C7+ pode ser caracterizada usando-se principalmente duas técnicas:
aproximação por mistura contínua e geração de pseudocomponentes. O método de
aproximação da fração C7+ por mistura contínua usa funções de distribuição (modelo
exponencial, modelo de distribuição Gama) para representar os componentes da mistura e
assim calcular as diversas propriedades da fração (RIAZI, 2005a).
O método de caracterização da geração de pseudocomponentes consiste em dividir a
fração C7+ do cru em frações com faixa de ebulição menores (cortes curtos) que poderão ser
caracterizadas usando-se métodos que serão apresentados a seguir para as frações de petróleo.
2.4.4 Propriedades Básicas Experimentais de Frações de Petróleo
Serão apresentados a seguir parâmetros de caracterização de petróleo obtidos
experimentalmente, bem com métodos de obtenção destes parâmetros.
Ponto de Ebulição e Curvas de Destilação
Substâncias puras têm um único ponto de ebulição, no entanto, para misturas a
vaporização ocorre ao longo de uma faixa de temperaturas (exceto em caso de misturas
azeotrópicas).

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 50/124
49
O ponto de ebulição do componente mais leve de uma fração de petróleo é chamado de
ponto inicial de ebulição (PIE) e o ponto de ebulição do componente mais pesado de ponto
final de ebulição (PFE). A diferença entre PFE e PIE é chamada de faixa de ebulição,
excetuando-se os compostos de comportamento azeotrópico, o que não é o caso de frações de
petróleo.
A temperatura de ebulição de uma mistura não é uma propriedade aditiva, contudo a
maioria das correlações para estimativas das diversas propriedades usa pontos de ebulição
médios das frações de petróleo. Por tanto se faz necessário conhecerem-se estes parâmetros,
cujos métodos de cálculo serão apresentados na seção 2.4.5. Estes métodos são baseados em
dados das curvas de destilação apresentados a seguir.
a - Curva ASTM D-86
É um dos mais simples e clássicos métodos de obtenção das curvas de destilação de
frações de petróleo. É usado para produtos como naftas, gasolina, querosene, gasóleos, óleo
combustível e outros produtos de petróleo. No entanto, não é aplicado para misturas que
contém gases muito leves ou compostos muito pesados, que não podem ser vaporizados na
pressão atmosférica sem que se atinja temperaturas que acarretem craqueamento térmico.
O teste é realizado com 100 ml de amostras e os resultados são apresentados como uma
curva de destilação para temperaturas de 0, 5, 10, 20, 30, 40, 50, 60, 70, 80, 90, e 100% do
volume de amostra vaporizada. O procedimento que descreve esse método é normatizado pelo
ASTM sob a denominação de ASTM D-86.
b – Curva PEV (Ponto de Ebulição Verdadeiro)
Os dados da destilação ASTM D-86 não representam o ponto de ebulição verdadeiro de
componentes em uma fração de petróleo. Esses valores são obtidos através da curva de
destilação PEV de cortes de frações de petróleo (RIAZI, 2005a). Dados de PEV Atmosférico
são obtidos através da destilação de petróleo usando uma coluna de destilação contendo entre
15 e 100 pratos teóricos sob alta razão de refluxo.
O grande número de frações obtido através desta destilação traz resultados mais
precisos e exatos da distribuição da mistura do que os resultados do método ASTM D-86. É
utilizado na avaliação de petróleos e frações pesadas. O procedimento que descreve essemétodo é o ASTM D-2892.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 51/124
50
c – Curva de Destilação simulada por cromatografia gasosa
Assim como o método ASTM D-86 este também é muito simples e conveniente. É
utilizado em refinarias na obtenção de curvas de destilação de fração pesadas de petróleo, para
as quais o método ASTM D-86 não se aplica. O procedimento que descreve esse método é o
ASTM D-2887.
d – Curva de Destilação a Pressões Reduzidas
Utilizado para frações pesadas sujeitas ao craqueamento térmico quando submetidas à
destilação à pressão atmosférica. Realizados a pressões entre 1 e 760 mmHg. O procedimento
que descreve esse método é ASTM D-1160.
e – Curva de Destilação Integral ou Vaporização por expansão brusca (VEB)
“Vaporização por expansão brusca (VEB) é a curva de destilação de menor importância
e muito difícil de obter-se experimentalmente (RIAZI, 2005a).” É apresentado em termos de
temperatura de ebulição versus percentual volumétrico vaporizado da fração. Este método
envolve uma série de experimentos a pressão atmosférica em equilíbrio líquido-vapor. Devido
a necessidade de conhecer-se pontos da curva de destilação VEB úteis em cálculos de
equilíbrio líquido-vapor, por exemplo em cálculos de torres de destilação, foram
desenvolvidos metodologias de conversão de curvas de destilação ASTM D-86 e PEV em
curvas VEB. Estes métodos serão comentados na seção 2.4.5.
Densidade e o API
Densidade é uma propriedade de mistura ou de compostos puros que pode serexperimentalmente obtida. É uma propriedade usada para indicar a qualidade de uma fração
de petróleo, além de ser muito utilizada para estimar várias outras propriedades físico-
químicas e químicas. O oAPI pode ser calculado a partir da densidade através da Eq. 2.18.
5,131
5,141
6,15/6,15 −=
d API o (2.18)
onde,
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 52/124
51
d15,6/15,6, é a densidade da substância, ou seja, a relação entre a massa específica da
substância a 15,6 oC em relação a de um fluido de referência (para líquidos, água) na
mesma temperatura.
Também se utiliza a d20/4, que é a densidade da substância, ou seja, a relação entre a
massa específica da sustância a 20 oC em relação a de um fluido de referência (para líquidos,
água) na temperatura a 4 oC .
Um método padrão para determinação da densidade é o descrito pelo procedimento
ASTM D-4052. Este método usa um densímetro digital para inferir a densidade de uma fração
de petróleo. Um outro método é o descrito pelo procedimento ASTM D-1298, o qual usa um
hidrômetro para inferir a densidade.
Massa Molar
É outra propriedade de mistura e um indicativo do tamanho e da estrutura molecular. É
uma importante propriedade normalmente não obtida experimentalmente, em função da baixa
precisão dos resultados obtidos.
Existem três métodos que são largamente utilizados para medir massa molar de frações
de petróleo. São eles crioscopia, método da pressão de vapor e SEC (Size Exclusion
Chromatography). Pode ser estimada através de correlações (métodos de Winn, Riazi,
Hirschler) encontradas na literatura com boa precisão.
Viscosidade Cinemática
Viscosidade cinemática é uma propriedade de mistura que pode ser medida para todas
as frações de petróleo na forma líquida. Não só a viscosidade cinemática é um parâmetro
importante, como esta pode ser usada para a estimativa de outras propriedades físico-químicas, bem como a composição e a qualidade de frações de petróleo de natureza
desconhecida.
O conhecimento da viscosidade cinemática a duas temperaturas pode ser utilizado para
caracterizar frações pesadas, em substituição aos dados de ponto de ebulição quando estes não
podem ser determinados devido a decomposição térmica durante a destilação (frações muito
pesadas) (RIAZI, 2005b).
Medidas de viscosidade são facilmente obtidas experimentalmente, mas os métodos e
instrumentos dependem do tipo de amostra.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 53/124
52
2.4.5 Ponto de ebulição médio e interconversão de dados dedestilação
A seguir serão apresentados alguns métodos de cálculo dos pontos de ebulição médios e
também métodos de interconversão de dados de curvas de destilação. Esses dois artifícios são
importantes na previsão de propriedades de correntes de petróleo através das correlações
encontradas na literatura.
Pontos de ebulição médios
Para misturas de composição conhecida o ponto de ebulição médio pode ser
representado pelos pontos de ebulição dos componentes existentes na mistura relacionados
com os percentuais vaporizados de cada componente. Para uma fração de petróleo decomposição desconhecida, o ponto de ebulição médio deve ser calculado, a partir de dados de
uma curva de temperatura de ebulição versus percentual vaporizado da fração.
Para estimativa de propriedades físico-químicas e químicas de frações de petróleo é
requerido um único ponto de ebulição médio para cada corte. Existem cinco tipos de pontos
de ebulição médios, sendo três obtidos diretamente através de médias ponderadas, PEMV
(ponto de ebulição médio volumétrico), PEMP (ponto de ebulição médio mássico), PEMM
(ponto de ebulição médio molar), definidos para uma mistura de n componentes através da Eq
2.19.
∑= )( bii T xPEM (2.19)
onde,
PEM, é o PEMV, PEMP ou PEMM;
xi é a fração correspondente em volume, mássica, ou molar;T bi é a ponto de ebulição do componente i em kelvin.
Os outros dois pontos são calculados por métodos mais complexos, PEMC (Ponto de
ebulição médio cúbico) e o PEMe (Ponto de ebulição médio mediano).
Watson e Smith foram os primeiros a propor metodologias de cálculo para os diversos
pontos de ebulição médios de frações de petróleo de composição desconhecidas, através de
dados da curva de destilação ASTM D-86 destas frações. Maxwell também propôs sua

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 54/124
53
metodologia, que caiu em desuso (FARAH, 2006). A metodologia proposta por Watson e
Smith é a mais usual e pode ser encontrada no API Technical Data Book.
Interconversão de dados de destilação
“Edmister e Okamoto (1959) foram os primeiros a propor correlações para efetuar
interconversões de curvas de destilação. Suas correlações, apesar de originalmente serem
gráficas são bastante precisas e muito utilizadas no mundo.” (FARAH, 2006)
Outros pesquisadores como Daubert e Riazi propuseram outras correlações algébricas
para algumas interconversões, com o objetivo de utilizá-las em cálculos computacionais.
Serão citadas aqui as interconversões importantes para a realização deste trabalho, bem como
as correlações mais comumente utilizadas.
a - Interconversão de ASTM D-86 para ASTM D-2892 (PEV)
Daubert e Riazi (1986) propuseram uma correlação algébrica, que foi durante muito
tempo adotada pelo American Petroleum Institute (API) (FARAH, 2006). Essa correlação
baseia-se na interconversão de curvas ASTM D-86 / PEV usando o ponto de ebulição
ASTM D-86 ou PEV de um percentual vaporizado conhecido e parâmetros de ajuste de
alguns pontos das curvas de destilação.
Mais tarde, Daubert (1994) propôs uma nova correlação baseada no ponto de ebulição
de 50% da fração, diferenças de temperatura de ebulição das curvas ASTM D-86 e PEV e um
parâmetro de ajuste para a equação que relaciona delta de temperatura ASTM D-86 e PEV.
Essa correlação é hoje adotada pelo API (FARAH, 2006).
b - Conversão de ASTM D-2887 (Destilação Simulada) para ASTM D-86
Riazi (1986) propôs uma correlação algébrica baseada na conversão de curvas
ASTM D-2887 – ASTM D-86 usando o ponto de ebulição ASTM D-2887 de um percentual
vaporizado conhecido (50%) e parâmetros de ajuste de alguns pontos das curvas de
destilação.
Daubert (1994) propôs alterações na correlação de Riazi. A correlação de Daubert usa o
ponto de ebulição de 50% da fração da curva simulada e diferenças de temperatura de
ebulição das curvas ASTM D-2887 para a estimativa do ponto de ebulição de igual percentual
vaporizado. Essa correlação é hoje adotada pelo API.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 55/124
54
2.4.6 Estimativa de propriedades de Frações de Petróleo
“O método mais preciso para determinar propriedades de uma mistura é através de
testes experimentais.” (RIAZI, 2005a) No entanto, para as misturas como frações de petróleo
isso seria bastante oneroso e em alguns casos impossível. Então se faz necessário o uso de
métodos de cálculo para estimativa de algumas propriedades.
O método mais adequado para estimar uma propriedade de uma mistura é através do
conhecimento da composição exata e das propriedades individuais de cada componente da
mistura.
Para misturas de frações de petróleo com muitos constituintes, pode-se usar métodos
que caracterizam a mistura através de um número limitado de componentes. Cada um desses
componentes, que são diferentes dos componentes reais da mistura, são chamados de
pseudocomponentes.
Cortes curtos e cortes longos
São definidos como cortes curtos, frações de petróleo para qual a inclinação da curva
destilação ASTM D-86 10-90% é menor que 0,8 ºC/% volumétrico vaporizado. Frações de
petróleo com inclinação da curva ASTM D-86 10-90% maior que 0,8 ºC/% volumétricovaporizado são chamadas de cortes longos (RIAZI, 2005a).
Para cortes curtos, toda a fração deve ser caracterizada por um único ponto de ebulição
médio ou massa molar. Para esse pseudocomponente, consideram-se as propriedades médias
como sendo propriedades de um componente puro. “Para uma fração de petróleo o ponto de
ebulição médio que melhor a representa é o PEMe, no entanto, para cortes curtos o ponto de
ebulição de 50% vaporizado da fração pode ser considerado como o ponto de ebulição médio
da mistura.” (RIAZI, 2005a) A densidade de uma fração de petróleo pode ser considerada
como o segundo parâmetro de caracterização de um pseudocomponente. No caso de frações
pesadas os parâmetros utilizados para se caracterizá-las podem ser viscosidade cinemática e
densidade, por exemplo, quando não dispõe-se dos dados de ponto de ebulição.
A fração de petróleo é dividida em um determinado número de pseudocomponentes ao
longo de todo o intervalo da curva de destilação com ponto de ebulição e densidade. A
propriedade de cada pseudocomponente é calculada e finalmente a propriedade da fração éobtida através de uma regra de mistura.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 56/124
55
O tratamento para cortes longos é mais complexo. Os constituintes dessas frações não
podem ser representados por um único pseudocomponente. A caracterização dessas frações
usa um modelo de distribuição que reduz a mistura a um determinado número de
pseudocomponentes com parâmetros de caracterização conhecidos.
Estimativa de massa molar, propriedades críticas e fator acêntrico
Muitas propriedades de frações de petróleo, como entalpia, entropia, pressão de vapor,
entre outras são calculadas através de equações de estado. Estas equações requerem como
dados de entrada as propriedades pseudocríticas (Tc, Pc e Vc), fator acêntrico ( ) e massa
molar.
Para frações de petróleo esses parâmetros podem ser estimados usando propriedades dos
pseudocomponentes e correlações encontradas na literatura com as de Lee-Kesler (1976),
Riazi-Daubert (1980), Twu (1984), entre outras (RIAZI ,2005a).
Estimativa de outras propriedades
Propriedades como Pressão de Vapor Reid (PVR), Ponto de Fulgor, Ponto de Névoa,
Ponto de Congelamento, Número de Cetano, Número de Octano e outras podem ser estimadas
através de correlações existentes na literatura, usando para isso, parâmetros medidos emlaboratório como dados da curva PEV, ASTM D-86, densidade, oAPI e outros estimados
através de correlações das propriedades pseudocríticas e massa molar.
2.5 Número mínimo de dados de experimentais
Os dados básicos de laboratório que são úteis para caracterização de petróleo e suas
frações são:
•
Dados de destilação, ponto de ebulição
• Densidade
• Composição
• Massa Molar
• Índice de refração
• Análise elementar
• Viscosidade cinemática
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 57/124
56
Se todos estes dados puderem ser obtidos teremos uma melhor caracterização, mas é
necessário conhecer-se no mínimo dois destes parâmetros para que se possa fazer a
caracterização de uma fração de petróleo.
Os dois melhores parâmetros usados para estimativa de outras propriedades são ponto
de ebulição e densidade. Para frações pesadas, para as quais o ponto de ebulição não pode ser
obtido experimentalmente, três parâmetros, sendo dois dados de viscosidade a duas diferentes
temperaturas e o outro a densidade, podem ser utilizados (RIAZI, 2005a).
Para óleos crus os dados de destilação, combinados com dados de densidade são os mais
importantes parâmetros para se fazer uma caracterização precisa.
2.6 Regras de Mistura
Neste item, serão relatadas brevemente as regras de mistura utilizadas na indústria do
petróleo para estimar os valores de propriedades físico-químicas das correntes encontradas em
seus processos.
2.6.1 Regras de Aditiv idade
Uma propriedade de um composto puro ou mistura de compostos, como, por exemplo,as frações de petróleo, pode ser considerada aditiva nas seguintes bases:
• Base atômica: utilizada para se calcular propriedade de um composto puro, a partir da contribuição dos elementos que a constituem;
• Base volumétrica, mássica ou molar: utilizada para se calcular uma propriedadede mistura, através da fração ponderada dos componentes que a constituem, em
base volumétrica, mássica ou molar. Essas regras de aditividade são aplicadas amisturas consideradas ideais.
Desta maneira, para se calcular a propriedade de uma mistura de correntes de petróleos
utilizam-se valores da propriedade para cada corrente e as contribuições volumétrica, mássica
ou molar das mesmas, dependendo da base de aditividade aplicada para a dada propriedade,
conforme demonstrado através da Eq. 2.20.
ii M b pP ∑= (2.20)
onde,
PM, é a propriedade média da mistura;
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 58/124
57
pi, é a propriedade do componente i da mistura;
bi, é a composição do componente na base de aditividade da propriedade.
São exemplos de propriedades aditivas em base volumétrica, massa específica, BSW(volume/volume), porcentagem vaporizada volumétrica da curva PEV e densidade. Existem
outras propriedades que apesar de não serem aditivas nessa base podem ser consideradas
como se fossem, como índice de cetano e fator de caracterização de Huang.
Como exemplo de propriedades aditivas em base mássica podemos citar teor de
impurezas (massa/massa), poder calorífico por unidade de massa e fator de caracterização de
Watson. Massa molar, volume molar, entalpia molar e entropia molar são propriedades
aditivas em base molar.
2.6.2 Método dos Índices de Mistura
Os chamados índices de mistura são definidos por correlações em função da
propriedade e com faixa de validade estreita. Os índices de mistura são considerados aditivos
em base volumétrica. Logo, conhecendo-se a contribuição volumétrica e os índices de mistura
para cada componente calcula-se um índice de mistura médio. Aplicando-se a correlação do
índice de mistura em função da propriedade de forma inversa obtêm-se a propriedade damistura.
São exemplos de propriedades de mistura de correntes de petróleo obtidas por este
método: PVR, Ponto de Fulgor e Ponto de Névoa. As correlações para o cálculo dos diversos
índices de mistura de correntes são encontradas na literatura.
2.6.3 Método dos Valores de Mistura ou dos Bônus
Este método baseia-se na consideração de que haja aditividade da propriedade em base
volumétrica desde que se leve em conta o valor do chamado bônus. O bônus é obtido através
da diferença entre a propriedade de um dos componentes se a mistura pudesse ser considerada
ideal e o verdadeiro valor da propriedade deste mesmo constituinte quando puro.
É um exemplo de propriedade de mistura de correntes de petróleo obtida por este
método a curva de destilação ASTM D 86.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 59/124
Capítulo 3
Desenvolvimento e Validação da Simulação daUnidade de Destilação Atmosférica
Esse capítulo visa apresentar a implementação e validação da simulação da unidade de
destilação atmosférica (UDA) estudada frente aos dados gerados por simuladores comerciais.
Inicialmente é realizada uma breve descrição do sistema sob estudo, bem como são definidos
o sistema termodinâmico utilizado e sistema de unidades adotado.
O objetivo da simulação da torre de pré-flash é a de verificar a capacidade do modelo
em reproduzir os dados gerados pelo simulador comercial PROCESS® em relação aos
resultados da torre de pré-flash, tais como perfil de temperaturas e parâmetros físico-químicos
da corrente de cru pré-fracionado, tais como curva de destilação PEV e ASTM D-86, massa
molar e vazão mássica dessa corrente.
O objetivo na implementação da simulação da torre atmosférica é desenvolver uma
ferramenta capaz de reproduzir de forma satisfatória os resultados obtidos pelo simulador
comercial HYSIM®, em relação aos mesmos resultados avaliados para a torre de
pré-fracionamento.
As ferramentas desenvolvidas em ambiente PETROX® serão avaliadas posteriormente
quanto a capacidade de representar um caso de operação real, com a finalidade de ajustar as
simulações, tornando-a capaz de prever o comportamento da unidade em condições
operacionais e/ou cargas diferentes da atual.
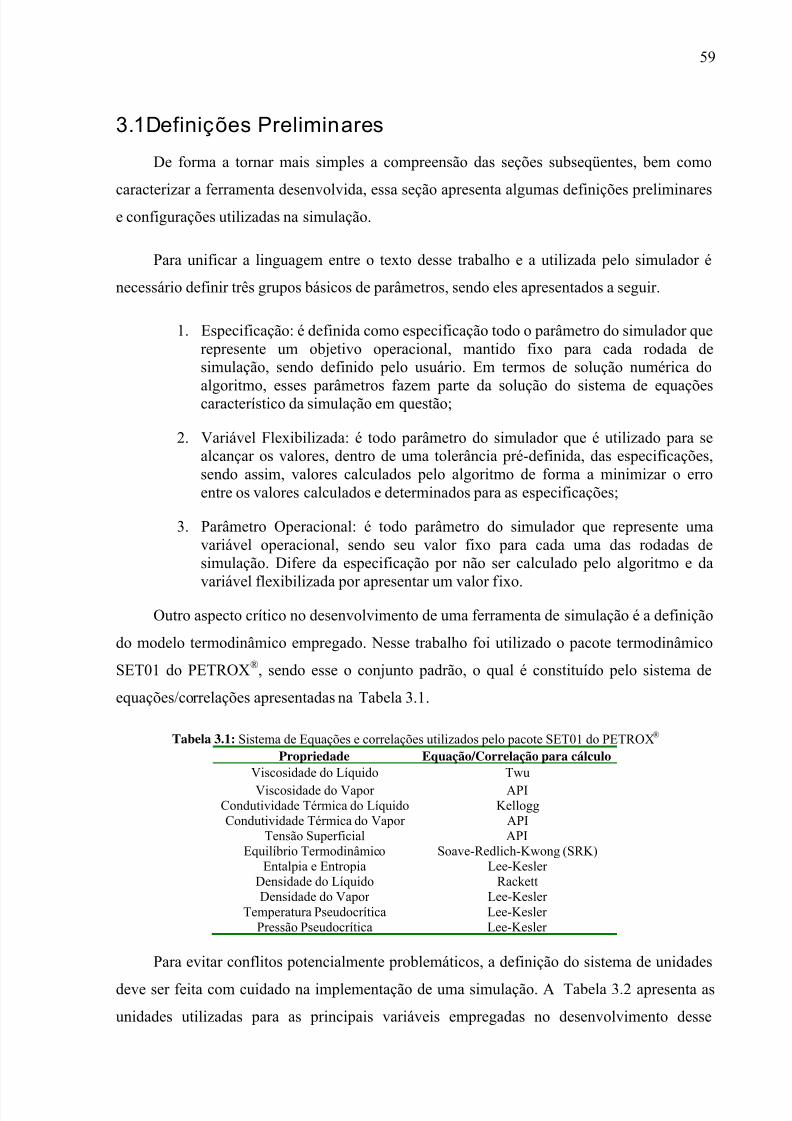
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 60/124
59
3.1Definições Preliminares
De forma a tornar mais simples a compreensão das seções subseqüentes, bem como
caracterizar a ferramenta desenvolvida, essa seção apresenta algumas definições preliminarese configurações utilizadas na simulação.
Para unificar a linguagem entre o texto desse trabalho e a utilizada pelo simulador é
necessário definir três grupos básicos de parâmetros, sendo eles apresentados a seguir.
1. Especificação: é definida como especificação todo o parâmetro do simulador querepresente um objetivo operacional, mantido fixo para cada rodada desimulação, sendo definido pelo usuário. Em termos de solução numérica do
algoritmo, esses parâmetros fazem parte da solução do sistema de equaçõescaracterístico da simulação em questão;
2. Variável Flexibilizada: é todo parâmetro do simulador que é utilizado para sealcançar os valores, dentro de uma tolerância pré-definida, das especificações,sendo assim, valores calculados pelo algoritmo de forma a minimizar o erroentre os valores calculados e determinados para as especificações;
3. Parâmetro Operacional: é todo parâmetro do simulador que represente umavariável operacional, sendo seu valor fixo para cada uma das rodadas desimulação. Difere da especificação por não ser calculado pelo algoritmo e da
variável flexibilizada por apresentar um valor fixo.Outro aspecto crítico no desenvolvimento de uma ferramenta de simulação é a definição
do modelo termodinâmico empregado. Nesse trabalho foi utilizado o pacote termodinâmico
SET01 do PETROX®, sendo esse o conjunto padrão, o qual é constituído pelo sistema de
equações/correlações apresentadas na Tabela 3.1.
Tabela 3.1: Sistema de Equações e correlações utilizados pelo pacote SET01 do PETROX®
Propriedade Equação/Correlação para cálculo
Viscosidade do Líquido Twu
Viscosidade do Vapor APICondutividade Térmica do Líquido KelloggCondutividade Térmica do Vapor API
Tensão Superficial APIEquilíbrio Termodinâmico Soave-Redlich-Kwong (SRK)
Entalpia e Entropia Lee-KeslerDensidade do Líquido RackettDensidade do Vapor Lee-Kesler
Temperatura Pseudocrítica Lee-KeslerPressão Pseudocrítica Lee-Kesler
Para evitar conflitos potencialmente problemáticos, a definição do sistema de unidades
deve ser feita com cuidado na implementação de uma simulação. A Tabela 3.2 apresenta as
unidades utilizadas para as principais variáveis empregadas no desenvolvimento desse

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 61/124
. 60
trabalho. Claramente algumas variáveis apresentam unidades díspares as do Sistema
Internacional, sendo seu uso justificado pelo emprego a nível operacional dessa unidade.
Tabela 3.2: Unidades das principais variáveis utilizadasVariável Unidade
Temperatura oCPressão kgf/cm²Vazão Volumétrica m³/hVazão Mássica kg/hEnergia GcalPotência Gcal/hMassa Molar kg/kmol
3.2 Descrição do Sistema
A UDA estudada é composta por duas baterias de pré-aquecimento de petróleo, duasdessalgadoras, três fornos, uma torre de pré-flash e uma fracionadora principal, que possui
duas retificadoras laterais, uma de querosene e uma de diesel leve.
O petróleo, ao ingressar na UDA, passa por um sistema de filtros, para a remoção de
particulados grosseiros. Ao deixar os filtros a corrente de petróleo é dividida em duas outras,
uma é encaminhada a um ramal da primeira bateria de pré-aquecimento do cru, sendo
utilizado para a condensação da corrente de nafta pesada da fracionadora principal e
resfriamento das correntes de resíduo atmosférico (RAT) e diesel pesado, removendo o calordessas correntes. Esse ramal é denominado de Ramal de Alta.
O segundo ramal, denominado de Ramal de Baixa, é composto por uma série de
trocadores de calor, nos quais o cru é utilizado para resfriar as correntes de querosene, diesel
linha, mistura de diesel leve e diesel pesado, e diesel leve. Os dois ramais são combinados e
passam por um trocador de calor adicional, onde o cru resfria uma corrente de RAT, sendo
posteriormente enviado às dessalgadoras. Nesse sistema o cru sofre um aquecimento de
aproximadamente 100 °C.
O óleo que deixa as dessalgadoras passa pela segunda bateria de pré-aquecimento,
trocando calor com diesel pesado e RAT, tendo sua temperatura elevada em aproximadamente
70 °C.
O óleo pré-aquecido é introduzido no vaso refervedor da torre de pré-flash. Esse vaso
possui em seu interior um conjunto de serpentinas, pelas quais circula o vapor de
aquecimento. Além da serpentina, no interior desse vaso estão localizados um conjunto de
pratos valvulados, que auxiliam a separação das fases vapor e líquido. Com o objetivo de
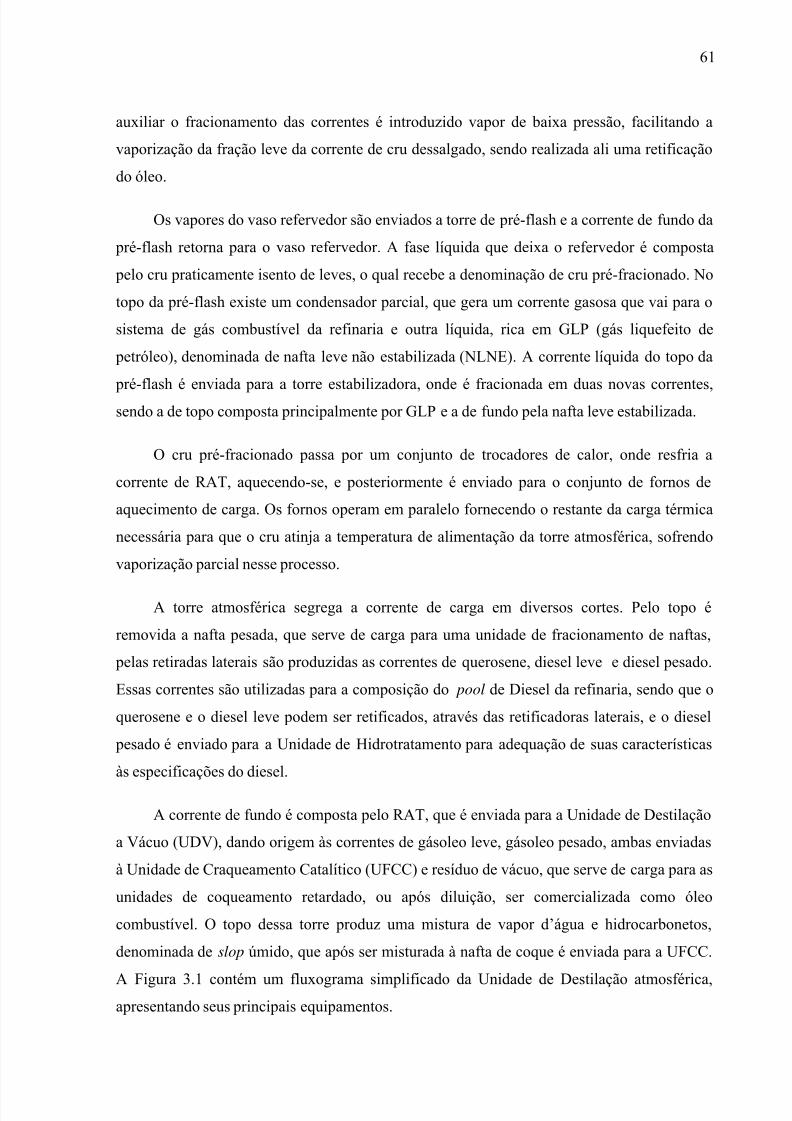
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 62/124
61
auxiliar o fracionamento das correntes é introduzido vapor de baixa pressão, facilitando a
vaporização da fração leve da corrente de cru dessalgado, sendo realizada ali uma retificação
do óleo.
Os vapores do vaso refervedor são enviados a torre de pré-flash e a corrente de fundo da
pré-flash retorna para o vaso refervedor. A fase líquida que deixa o refervedor é composta
pelo cru praticamente isento de leves, o qual recebe a denominação de cru pré-fracionado. No
topo da pré-flash existe um condensador parcial, que gera um corrente gasosa que vai para o
sistema de gás combustível da refinaria e outra líquida, rica em GLP (gás liquefeito de
petróleo), denominada de nafta leve não estabilizada (NLNE). A corrente líquida do topo da
pré-flash é enviada para a torre estabilizadora, onde é fracionada em duas novas correntes,
sendo a de topo composta principalmente por GLP e a de fundo pela nafta leve estabilizada.
O cru pré-fracionado passa por um conjunto de trocadores de calor, onde resfria a
corrente de RAT, aquecendo-se, e posteriormente é enviado para o conjunto de fornos de
aquecimento de carga. Os fornos operam em paralelo fornecendo o restante da carga térmica
necessária para que o cru atinja a temperatura de alimentação da torre atmosférica, sofrendo
vaporização parcial nesse processo.
A torre atmosférica segrega a corrente de carga em diversos cortes. Pelo topo é
removida a nafta pesada, que serve de carga para uma unidade de fracionamento de naftas,
pelas retiradas laterais são produzidas as correntes de querosene, diesel leve e diesel pesado.
Essas correntes são utilizadas para a composição do pool de Diesel da refinaria, sendo que o
querosene e o diesel leve podem ser retificados, através das retificadoras laterais, e o diesel
pesado é enviado para a Unidade de Hidrotratamento para adequação de suas características
às especificações do diesel.
A corrente de fundo é composta pelo RAT, que é enviada para a Unidade de Destilação
a Vácuo (UDV), dando origem às correntes de gásoleo leve, gásoleo pesado, ambas enviadas
à Unidade de Craqueamento Catalítico (UFCC) e resíduo de vácuo, que serve de carga para as
unidades de coqueamento retardado, ou após diluição, ser comercializada como óleo
combustível. O topo dessa torre produz uma mistura de vapor d’água e hidrocarbonetos,
denominada de slop úmido, que após ser misturada à nafta de coque é enviada para a UFCC.
A Figura 3.1 contém um fluxograma simplificado da Unidade de Destilação atmosférica,apresentando seus principais equipamentos.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 63/124
. 62
Figura 3.1: Fluxograma simplificado da unidade de destilação atmosférica estudada
3.3 Simulação da Torre de Pré-Flash
3.3.1 Unidade Industrial
A torre de pré-flash, também conhecida como torre de pré-fracionamento, é um
equipamento utilizado em unidades de destilação de grande capacidade, preferencialmente
superior a 20000 m³/d, com o objetivo de reduzir a carga da torre atmosférica, principalmente
na seção de retificação, removendo do cru as correntes de GLP e NLNE, que correspondem às
frações mais leves (INDIO DO BRASIL, 2005).
A alimentação, como mencionado na seção 3.2, é realizada em um vaso de
aquecimento, dotado de um conjunto de pratos valvulados em seu topo, um conjunto de
serpentinas para circulação de vapor na parte inferior, além de vapor “vivo” de retificação. Osvapores formados nesse vaso são alimentados no fundo da pré-flash, sofrendo um
fracionamento a medida que seguem em direção ascendente na torre. Esse fracionamento é
realizado através de um refluxo líquido, gerado pelo sistema de condensador e vaso de topo.
A corrente líquida de topo, composta por GLP e NLNE é encaminhada à torre
estabilizadora, ou debutanizadora. A corrente de fundo, composta pelos hidrocarbonetos mais
pesados do vapor formado no vaso de aquecimento, retorna ao vaso, novamente se
incorporando à mistura ali presente.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 64/124
63
A torre de pré-fracionamento investigada é constituída por 24 pratos, sendo a carga
dessa coluna, constituída pelos vapores gerados no vaso refervedor, alimentada no prato 24,
prato de fundo. Os vapores que chegam ao topo são condensados e enviados para um vaso de
topo, onde são removidos gases incondensáveis na condição de operação do vaso. Parte da
corrente líquida gerada nesse vaso retorna à torre e constitui o refluxo de topo da unidade e o
restante é enviado à torre estabilizadora para ser fracionada em GLP e nafta leve.
A corrente de fundo é reenviada ao vaso de aquecimento, onde se incorpora novamente
a carga. Pelo fundo do vaso de aquecimento é removida a corrente de cru pré-fracionado, que
antes de ser enviada à torre atmosférica, passa por uma pequena bateria de pré-aquecimento,
sendo aquecida pela corrente de resíduo atmosférico (RAT), e posteriormente alimentada em
um banco de fornos, onde o cru pré-fracionado é vaporizado parcialmente antes de ser
alimentado na torre atmosférica.
3.3.2 Metodologia de Modelagem
No intuito de avaliar as capacidades da ferramenta de simulação escolhida, PETROX®,
foi utilizada uma simulação desenvolvida no software comercial PROCESS®
(Simulation Science Inc.), para o revamp da unidade em questão como benchmark , ou seja, os
resultados dessa última foram tomados como verdadeiros e utilizados para validar o modelo
desenvolvido no PETROX®.
O ponto de partida para a simulação de uma coluna de destilação é a caracterização do
arranjo físico da unidade, sendo principalmente representado pelo número de estágios de
equilíbrio, sua natureza, ideais ou não, a presença ou não de refervedor, o tipo de
condensador, e a localização das correntes de alimentação e retirada, bem como as condições
de operação da torre, representadas por vazão, pressão e temperatura de carga, perfil de pressão na torre, pressão e/ou temperatura no vaso de topo, razão de refluxo e vazão de
retirada de produtos.
Para simular o vaso de aquecimento, foi utilizado um flash PQ ( flash onde são
especificados a pressão de operação e carga térmica), que tem como carga a corrente de cru na
temperatura da saída das dessalgadoras e a corrente líquida do fundo da torre de pré-flash. A
corrente de vapor gerada no flash foi utilizada como carga da torre de pré-flash.
Para a caracterização da torre, foram utilizados os dados da simulação do PROCESS®.
Nessa simulação, devidamente comparada e validada com dados de outro simulador na época,
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 65/124
. 64
foram utilizados 9 estágios ideais de equilíbrio. Esse mesmo número foi utilizado no
desenvolvimento desse trabalho, uma vez que os resultados obtidos no PROCESS® foram
considerados adequados. Os dados operacionais de pressão do condensador e estimativas da
vazão de retiradas de produtos e do perfil de temperatura da torre também foram obtidos dos
estudos de revamp.
3.3.3 Caracterização da carga da unidade
Por se tratar de uma mistura complexa de compostos, o petróleo deve ser devidamente
caracterizado para que possa ser utilizado na simulação de sistemas de refino de petróleo. A
ferramenta computacional escolhida apresenta uma flexibilidade na forma de definir uma
corrente do tipo petróleo.
A primeira forma, ideal para situações de operação com apenas um tipo de petróleo,
consiste em um banco de dados interno, o qual contém a caracterização de diversos óleos
processados pela companhia. Essa é a mais simples maneira de se utilizar uma corrente do
tipo petróleo, pois uma vez selecionado o cru desejado, o sistema já carrega os dados
referentes à curva PEV, curva de densidades, composição dos leves e pré-seleciona um
conjunto de grupos de corte adequado para o óleo utilizado.
A seleção do conjunto de grupos de corte é um dos passos críticos na simulação de uma
corrente de petróleo, já que a partir deles são gerados os pseudo-componentes utilizados pelo
simulador. Um número reduzido de grupos de cortes torna a simulação mais rápida,
demandando menor esforço computacional, no entanto pode comprometer a acurácia dos
resultados. Por outro lado, a utilização de um elevado número de grupos de cortes tende a
produzir melhores resultados, uma vez que as propriedades dos pseudocomponentes são
calculadas em um menor intervalo de temperatura, porém tende a elevar o custocomputacional.
O PETROX® disponibiliza além do conjunto padrão de grupos de corte para cada óleo
do banco de dados, um padrão baseado em temperaturas, um baseado em volumes
vaporizados da curva PEV e a possibilidade de se customizar um conjunto de grupos de corte.
Outra forma de se informar um petróleo é através de sua caracterização em termos de
curvas de destilação, densidade, massa molar e composição dos leves. Dispondo-se da curvade destilação, da densidade do óleo e da composição dos leves pode-se criar uma corrente,
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 66/124
65
sendo que as demais propriedades serão calculadas com base nesses parâmetros. Se forem
informadas as curvas de massa molar e densidade elas serão utilizadas diretamente.
Outra possibilidade de caracterização de um petróleo nessa ferramenta é tratar acorrente como uma fração do petróleo, ou seja, possuindo-se previamente um conjunto de
pseudocomponentes pode-se criar uma corrente composta por esses componentes. Nesse caso,
deve-se informar uma lista com os nomes dos pseudo-componentes, juntamente com duas
das seguintes propriedades, massa molar, temperatura normal de ebulição e densidade,
expressa em ternos de grau API, d20/4 ou d15,6/15,6.
Se forem informados os três parâmetros eles serão utilizados diretamente e no caso de
se informar somente um par, o terceiro é calculado pelo simulador. Todas as demais
propriedades necessárias serão estimadas a partir desses três parâmetros. Posteriormente, para
a criação da corrente, será necessário informar a participação de cada um dos
pseudocomponentes na mistura em termos de vazão, fração ou percentagem. Através dessa
forma pode-se informar dados relativos a apenas um cru ou uma mistura, expressa em termos
de seus pseudocomponentes.
No caso de cargas constituídas por misturas de petróleos, caso mais comum no cenário
industrial, o PETROX® disponibiliza uma ferramenta que permite a criação de misturas, ou
blends, diretamente de petróleos. Basta selecionar quais petróleos comporão o blend , sua
fração na mistura, expressa em porcentagem mássica ou volumétrica, bem como o conjunto
de grupos de corte a ser aplicada à mistura. A mistura é calculada através de regras de mistura
internas, criando-se pseudocomponentes cujas propriedades são resultados da mistura dos
diferentes óleos. Essa forma é mais eficiente do ponto de vista do número de
pseudocomponentes, já que será criada apenas uma lista deles para a mistura.
Outra forma de se criar uma mistura de crus é através de um misturador. Nessa
alternativa, criam-se as correntes de cru independentemente, de uma das maneiras citadas
anteriormente, e faz-se a mistura através de um bloco misturador. Essa alternativa tende a
elevar o número de componentes a ser utilizados na simulação, já que cada petróleo será
caracterizado por seu grupo de pseudocomponentes e a mistura conterá o conjunto total de
pseudo-componentes. A avaliação dos impactos da escolha de uma ou outra alternativa não
foi tratada nesse trabalho.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 67/124
. 66
3.3.4 Simulação da Torre de Pré-Flash
Como mencionado na Seção 3.3.2 a torre de pré-flash foi simulada através da
associação de um flash PQ e uma coluna rigorosa de 9 estágios ideais, possuindo um
condensador parcial para a corrente de topo, totalizando para o PETROX® um total de 10
estágios teóricos de separação. A carga é alimentada no vaso de flash, juntamente com uma
corrente de vapor d’água, utilizado para retificação. Os vapores oriundos desse vaso são
alimentados no nono estágio da torre de destilação.
A torre pré-fracionadora gera três correntes de hidrocarbonetos, duas no condensador,
gás combustível e nafta leve não estabilizada, e uma pelo fundo, que é realimentada no vaso
de flash. Pelo fundo do vaso de flash é removido o cru pré-fracionado que serve de carga paraa torre de destilação atmosférica. A Figura 3.2 apresenta, de forma simplificada, a topologia
utilizada na simulação da torre de pré-flash no PETROX®.
A corrente de carga utilizada foi obtida a partir de dados das simulações realizadas para
o revamp da unidade no ano de 1982, sendo constituída por um cru com 24.3 ºAPI de
densidade média. A caracterização da carga foi realizada diretamente através de seus
pseudo-componentes, uma vez que nessa simulação havia a listagem dos pseudo-componentes
utilizados, informando a NBP ( Normal Boiling Point ), massa molar e d15,6/15,6 de cada um dos
componentes. Os componentes puros, leves e contaminantes, foram adicionados em lista
separada. Posteriormente foram informadas as vazões mássicas dos componentes puros e dos
pseudocomponentes.
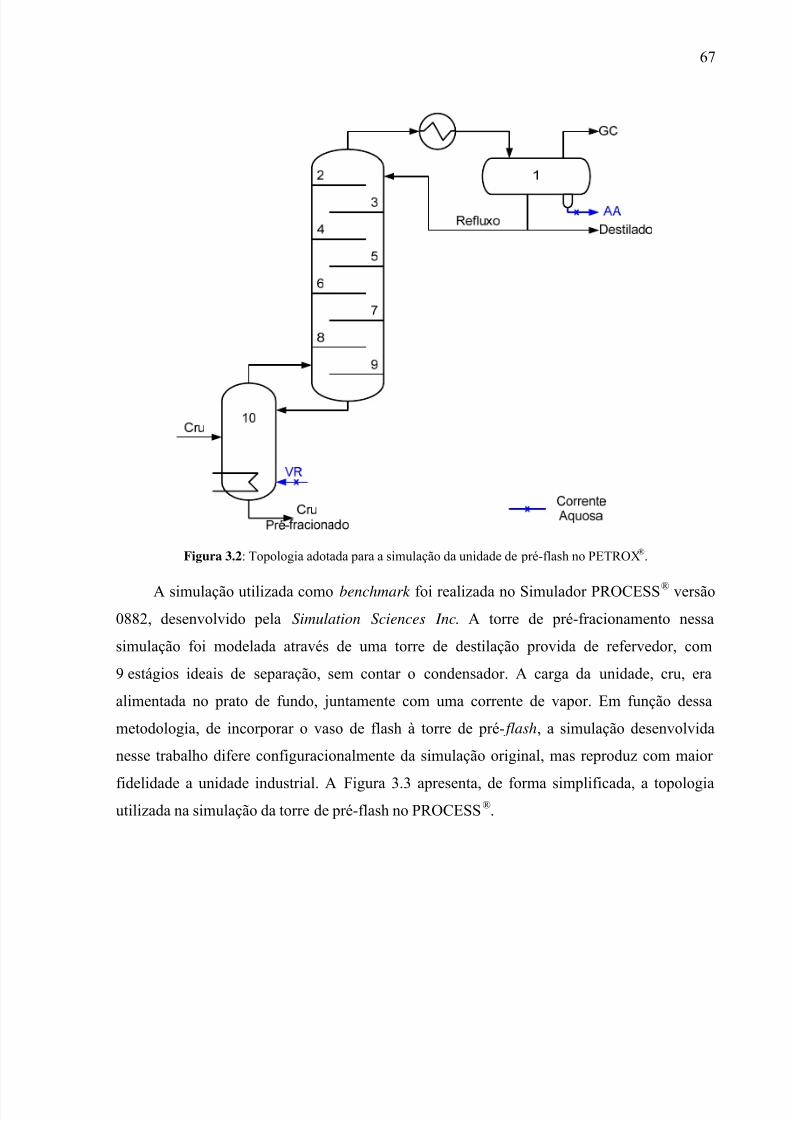
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 68/124
67
Figura 3.2: Topologia adotada para a simulação da unidade de pré-flash no PETROX®.
A simulação utilizada como benchmark foi realizada no Simulador PROCESS® versão0882, desenvolvido pela Simulation Sciences Inc. A torre de pré-fracionamento nessa
simulação foi modelada através de uma torre de destilação provida de refervedor, com
9 estágios ideais de separação, sem contar o condensador. A carga da unidade, cru, era
alimentada no prato de fundo, juntamente com uma corrente de vapor. Em função dessa
metodologia, de incorporar o vaso de flash à torre de pré- flash, a simulação desenvolvida
nesse trabalho difere configuracionalmente da simulação original, mas reproduz com maior
fidelidade a unidade industrial. A Figura 3.3 apresenta, de forma simplificada, a topologiautilizada na simulação da torre de pré-flash no PROCESS®.
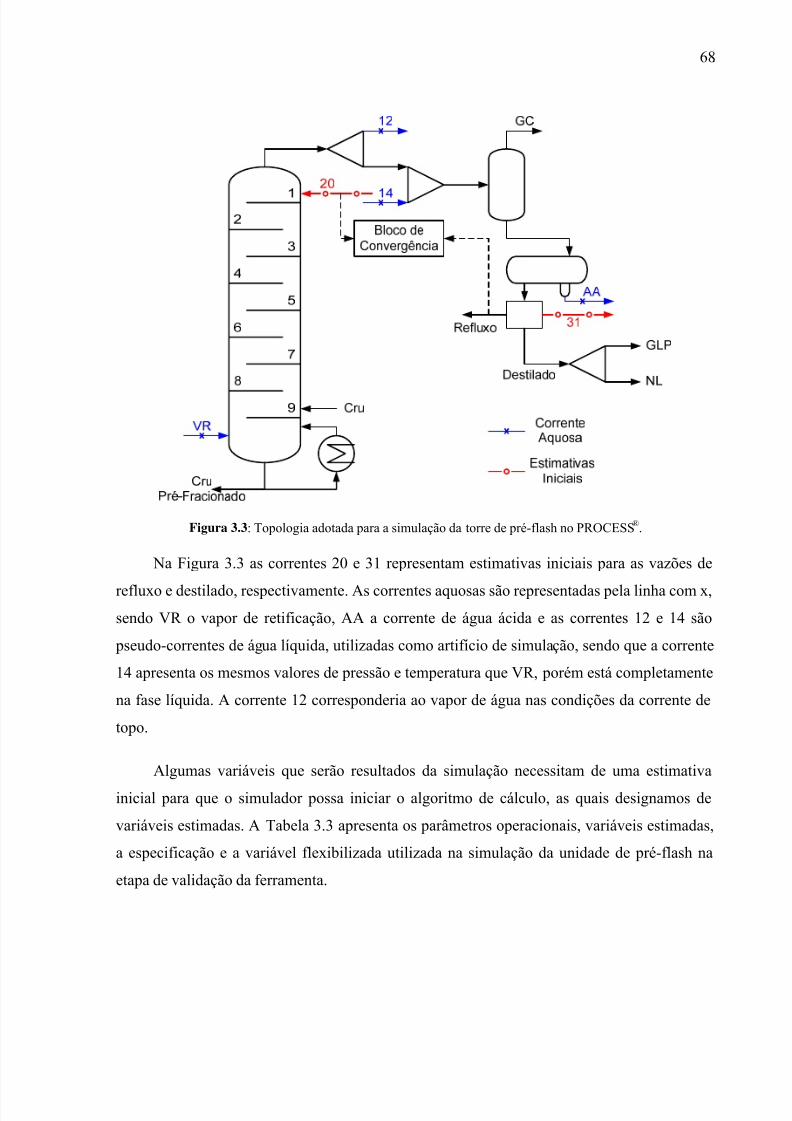
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 69/124
. 68
Figura 3.3: Topologia adotada para a simulação da torre de pré-flash no PROCESS®.
Na Figura 3.3 as correntes 20 e 31 representam estimativas iniciais para as vazões de
refluxo e destilado, respectivamente. As correntes aquosas são representadas pela linha com x,sendo VR o vapor de retificação, AA a corrente de água ácida e as correntes 12 e 14 são
pseudo-correntes de água líquida, utilizadas como artifício de simulação, sendo que a corrente
14 apresenta os mesmos valores de pressão e temperatura que VR, porém está completamente
na fase líquida. A corrente 12 corresponderia ao vapor de água nas condições da corrente de
topo.
Algumas variáveis que serão resultados da simulação necessitam de uma estimativa
inicial para que o simulador possa iniciar o algoritmo de cálculo, as quais designamos de
variáveis estimadas. A Tabela 3.3 apresenta os parâmetros operacionais, variáveis estimadas,
a especificação e a variável flexibilizada utilizada na simulação da unidade de pré-flash na
etapa de validação da ferramenta.
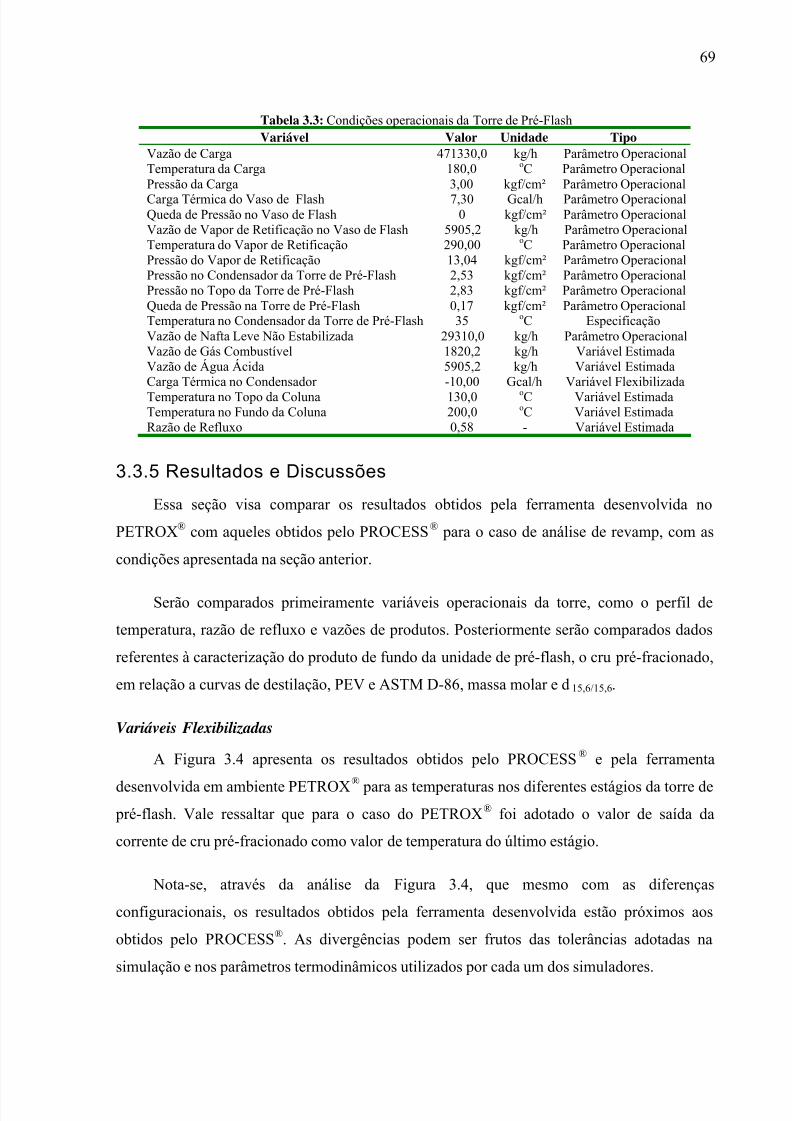
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 70/124
69
Tabela 3.3: Condições operacionais da Torre de Pré-FlashVariável Valor Unidade Tipo
Vazão de Carga 471330,0 kg/h Parâmetro OperacionalTemperatura da Carga 180,0 oC Parâmetro OperacionalPressão da Carga 3,00 kgf/cm² Parâmetro Operacional
Carga Térmica do Vaso de Flash 7,30 Gcal/h Parâmetro OperacionalQueda de Pressão no Vaso de Flash 0 kgf/cm² Parâmetro OperacionalVazão de Vapor de Retificação no Vaso de Flash 5905,2 kg/h Parâmetro OperacionalTemperatura do Vapor de Retificação 290,00 oC Parâmetro OperacionalPressão do Vapor de Retificação 13,04 kgf/cm² Parâmetro OperacionalPressão no Condensador da Torre de Pré-Flash 2,53 kgf/cm² Parâmetro OperacionalPressão no Topo da Torre de Pré-Flash 2,83 kgf/cm² Parâmetro OperacionalQueda de Pressão na Torre de Pré-Flash 0,17 kgf/cm² Parâmetro OperacionalTemperatura no Condensador da Torre de Pré-Flash 35 oC EspecificaçãoVazão de Nafta Leve Não Estabilizada 29310,0 kg/h Parâmetro OperacionalVazão de Gás Combustível 1820,2 kg/h Variável EstimadaVazão de Água Ácida 5905,2 kg/h Variável EstimadaCarga Térmica no Condensador -10,00 Gcal/h Variável Flexibilizada
Temperatura no Topo da Coluna 130,0 oC Variável EstimadaTemperatura no Fundo da Coluna 200,0 oC Variável EstimadaRazão de Refluxo 0,58 - Variável Estimada
3.3.5 Resultados e Discussões
Essa seção visa comparar os resultados obtidos pela ferramenta desenvolvida no
PETROX® com aqueles obtidos pelo PROCESS® para o caso de análise de revamp, com as
condições apresentada na seção anterior.
Serão comparados primeiramente variáveis operacionais da torre, como o perfil de
temperatura, razão de refluxo e vazões de produtos. Posteriormente serão comparados dados
referentes à caracterização do produto de fundo da unidade de pré-flash, o cru pré-fracionado,
em relação a curvas de destilação, PEV e ASTM D-86, massa molar e d15,6/15,6.
Variáveis Flexibilizadas
A Figura 3.4 apresenta os resultados obtidos pelo PROCESS® e pela ferramenta
desenvolvida em ambiente PETROX® para as temperaturas nos diferentes estágios da torre de pré-flash. Vale ressaltar que para o caso do PETROX® foi adotado o valor de saída da
corrente de cru pré-fracionado como valor de temperatura do último estágio.
Nota-se, através da análise da Figura 3.4, que mesmo com as diferenças
configuracionais, os resultados obtidos pela ferramenta desenvolvida estão próximos aos
obtidos pelo PROCESS®. As divergências podem ser frutos das tolerâncias adotadas na
simulação e nos parâmetros termodinâmicos utilizados por cada um dos simuladores.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 71/124
. 70
Perfis de Temperaturas Obtidos pelo PROCESS® e pelo PETROX®
1
2
3
4
5
6
7
8
9
110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210
Temperatura (C)
E s t á g i o
Process Pet rox
Figura 3.4: Perfis de temperatura da Pré-Flash obtidos pelo PROCESS® e PETROX®
A Tabela 3.4 apresenta a comparação dos resultados da vazão de gás combustível, nafta
leve não estabilizada e cru pré-fracionado e razão de refluxo calculados por cada um dos
simuladores.
Tabela 3.4: Comparação dos resultados para a razão de refluxo e vazão de produtosResultado PROCESS® PETROX® Unidade
Razão de refluxo 0,555 0,591Vazão de gás combustível 1820,2 1708,2 kg/h
Vazão de nafta leve não estabilizada 29309,9 29310,0 kg/hVazão de cru pré-fracionado 440213,6 440567,1 kg/h
Água ácida 5905,2 5649,2 kg/h
Através da Tabela 3.4 nota-se que existem pequenas diferenças entre os resultados
gerados pelo PROCESS® e pelo PETROX®. Pelo que pode ser observado nos resultados
gerados pelo PROCESS®, este assume separação completa entre correntes compostas por
hidrocarbonetos e água, não considerando o equilíbrio entre essas fases. Isso pode ser
observado pela composição das correntes intermediárias, omitidas nesse trabalho, e pela total
recuperação do vapor de retificação como água ácida, o que não ocorre com o PETROX®, que
considera a interação entre hidrocarbonetos e água, fato esse ratificado tanto pela maior vazão
mássica de cru pré-fracionado e menor vazão de água ácida obtida.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 72/124
71
Características do Cru Pré-Fracionado
Essa seção tem por objetivo comparar os resultados obtidos pelas duas ferramentas em
termos de características físico-químicas da corrente de cru pré-fracionado produzido na
unidade. Serão comparadas as curvas de destilação PEV e ASTM D-86, bem como valores de
massa molar e d15,6/15,6 dessa corrente.
A Figura 3.5 contém as curvas de destilação PEV da corrente de cru pré-fracionado
obtidos pelo PROCESS® e pelo PETROX®. Nota-se que as duas ferramentas produziram
curvas próximas, indicando uma performance equivalente das duas ferramentas. Os valores
utilizados para traçar as curvas são apresentados na Tabela 3.5. As maiores diferenças foram
obtidas nos pontos situados na região final da curva, correspondente aos compostos mais pesados. Normalmente os pontos dessa região são obtidos por extrapolação, as quais podem
produzir valores díspares, dependendo do método utilizado, justificando a diferença obtida.
Tabela 3.5: Dados para construção das Curvas PEV gerados pelo PROCESS® e PETROX®
% Vaporizado (v/v) PROCESS® PETROX® Unidade
1 76,29 77,50 oC5 147,69 148,76 oC10 192,96 193,27 oC30 300,39 300,41 oC50 405,17 406,08 oC70 524,19 525,21 oC90 691,25 695,53 oC95 775,26 770,96 oC99 870,03 864,63 oC
As curvas referentes à destilação ASTM D-86 produzidas pelos simuladores
PROCESS® e PETROX® são apresentadas na Figura 3.6. Novamente as duas ferramentas
produziram resultados compatíveis, havendo maiores discrepâncias na região correspondente
aos leves (% Vaporizado inferior a 5%) e, com menor intensidade, na região correspondente
aos pesados (% Vaporizado maior que 70%). Essas discrepâncias podem estar associadas aométodo de interconversão PEV-ASTM D-86 utilizado, além de aspectos relacionados ao
equilíbrio termodinâmico, que, como mencionado anteriormente, indica que o PROCESS®
desconsidera a interação entra a fase aquosa e a fase de hidrocarbonetos.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 73/124
. 72
PEV do Cru Pré-Fracionado
0.00
100.00
200.00
300.00
400.00
500.00
600.00
700.00
800.00
900.00
1000.00
0 10 20 30 40 50 60 70 80 90 1
% Vapori zado (v/v)
T e b
( C )
00
Process Pet rox
Figura 3.5: Curvas PEV do cru pré-fracionado obtidos pelo PROCESS® e PETROX®.
A Tabela 3.6 apresenta os valores calculados por cada um dos simuladores para as
propriedades de massa molar média, d15,6/15,6 e API.
Tabela 3.6: Propriedades do cru pré-fracionado calculados pelo PROCESS® e PETROX®
Propriedade PROCESS® PETROX® Unidade
Massa Molar Média 297,94 295,71 kg/kmold15,6/15,6 0,930 0,930
API 20,7009 20,6834
Nota-se que ambas as ferramentas produziram resultados muito próximos ou idênticos.
No caso da massa molar média, vale ressaltar que o cru pré-fracionado gerado pelo
PETROX® contém água em sua composição, enquanto que o calculado pelo PROCESS® é
isento nesse componente. Se a água fosse removida do cru pré-fracionado gerado pelo
PETROX®, a massa molar resultante seria de 298,15 kg/kmol, sendo praticamente idêntico ao
calculado pelo PROCESS®.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 74/124
73
ASTM D-86 Cru Pré-Fraci onado
0.00
100.00
200.00
300.00
400.00
500.00
600.00
700.00
800.00
0 10 20 30 40 50 60 70 80 90 1
% Vapori zado (v/v)
T e b
( C )
00
Process Pet rox
Figura 3.6: Curvas de destilação ASTM D-86 do cru pré-fracionado obtidas pelo PROCESS® e PETROX®
3.4 Simulação da Torre Atmosférica
3.4.1 Torre de Desti lação AtmosféricaA torre de destilação atmosférica recebe como carga o crú pré-fracionado parcialmente
vaporizado proveniente do conjunto de fornos de aquecimento da carga. Esta é alimentada na
torre na zona de separação das fases líquido e vapor (zona de flash), região entre as seções de
recheio Sobrevaporizado/Carga e recheio Carga/RAT. A partir daí a parcela vaporizada do
óleo percorre a torre no sentido ascendente e a parcela líquida no sentido descendente. A torre
recebe ainda a injeção de vapor “vivo” pelo fundo (abaixo da seção de recheio Carga/RAT)
com o objetivo de vaporizar mais uma parcela da fase líquida da carga aumentando assim orendimento dos produtos de topo e laterais.
O produto de topo após passar pelo conjunto condensador de topo - vaso acumulador
divide-se em duas correntes, uma retorna a torre como refluxo de topo e a outra deixa a
unidade como produto de topo, nafta pesada, sendo enviada para a unidade de fracionamento
de naftas. Os produtos laterais denominados querosene, diesel leve e diesel pesado são
retirados da torre abaixo dos pratos 11, 17 e 21, respectivamente. As correntes de querosene e
diesel leve são retiradas da torre em pratos de retirada parcial, já a corrente de diesel pesado é
retirada em uma panela de retirada total.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 75/124
. 74
As correntes de querosene e diesel leve podem ser alimentadas em torres retificadoras
com o objetivo de vaporizar e remover as frações mais leves destas correntes que retornam à
torre atmosférica. Esta retificação também é feita através da injeção de vapor vivo na seção de
fundo das retificadoras laterais. As parcelas líquidas destes produtos, que saem pelo fundo das
retificadoras, são resfriadas e incorporadas ao pool de diesel. Existe a opção de não se retificar
estes produtos eviando-os diretamente para o armazenamento.
A corrente de diesel pesado após ser retirada da torre atmosférica é divida em três
parcelas, uma que vai compor o pool de diesel podendo antes passar pelo hidrotratamento,
outra é resfriada e re-alimentada na torre atmosférica no prato 18, compondo assim o
chamado refluxo circulante de diesel pesado. A terceira parcela é re-alimentada na torre acima
da seção de recheio compreendida entre a panela de retirada total de diesel pesado e a zona de
separação de fases, compondo o refluxo interno.
A corrente de fundo da torre chamada de RAT é enviada para a UDV onde é aquecida
nos fornos de aquecimento da carga dessa unidade e alimentada a torre de destilação a vácuo.
A Figura 3.7 apresenta um fluxograma simplificado da coluna de destilação atmosférica.
1
11
17
21
AA
NP
VRQ
VRDL
VRFUNDO
Q
DLDP
RAT
Cru
Pré-Fracionado
P-1
18
Leito
Sobrevaporizado/
Carga
Leito Carga/RAT
Figura 3.7: Fluxograma simplificado da coluna de destilação atmosférica

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 76/124
75
3.4.2 Simulação da Torre Atmosférica
A simulação da torre de destilação atmosférica foi estruturada com o objetivo de
reproduzir os resultados obtidos através da simulação realizada pela empresa projetista
responsável pelo último revamp da torre realizado em 1989. Esta simulação foi implementada
utilizando-se o simulador HYSIM® no ano de 1988.
Desta maneira utilizou-se como carga da torre o mesmo cru pré-fracionado utilizado na
simulação em HYSIM®, ou seja, mesma vazão, mesmas temperatura, pressão e composição
similar. A caracterização da carga foi realizada a partir da mesma curva de destilação PEV e
composição dos leves utilizada na simulação em HYSIM®. Existem pequenas diferenças nas
temperaturas normais de ebulição dos pseudocomponentes gerados, fruto de arredondamentose conversão de unidades, o que justifica as pequenas diferenças na composição da carga,
conforme Tabela 3.7.
Na Figura 3.8 é apresentada a comparação entre as curvas de destilação PEV do cru pré-
fracionado geradas pelos dois simuladores. Os dados usados para gerar as curvas da
Figura 3.8 são apresentados na Tabela 3.7. Pode-se observar que as curvas PEV’s apresentam
grande similaridade, com pequenas diferenças atribuídas às diferenças dos métodos de
geração dos pseudocomponentes dos simuladores e nas diferenças entre os
pseudocomponentes gerados (massa molar, temperatura normal de bolha e densidade).
Tabela 3.7: Dados para construção das Curvas PEV gerados pelo HYSIM® e PETROX®
% Vaporizado (v/v) HYSIM® PETROX® Unidade
0 43,9 39,5 oC5 131,2 130,0 oC10 173,2 173,5 oC30 287,6 288,3 oC50 396,8 396,1 oC
70 520,7 516,0o
C90 697,0 691,4 oC95 767,7 765,5 oC100 866,2 865,6 oC
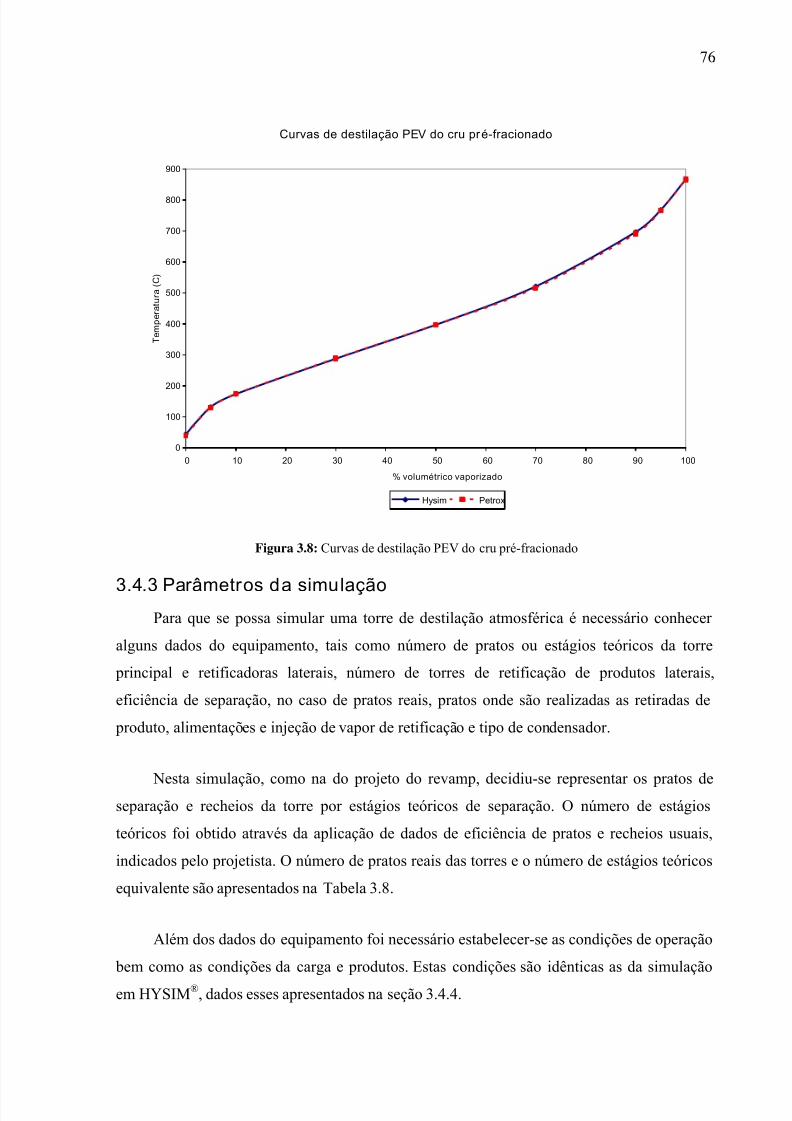
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 77/124
. 76
Curvas de destilação PEV do cru pré-fracionado
0
100
200
300
400
500
600
700
800
900
0 10 20 30 40 50 60 70 80 90 100
% volumétrico vaporizado
T e m p e r a t u r a ( C )
Hysim Petrox
Figura 3.8: Curvas de destilação PEV do cru pré-fracionado
3.4.3 Parâmetros da simulaçãoPara que se possa simular uma torre de destilação atmosférica é necessário conhecer
alguns dados do equipamento, tais como número de pratos ou estágios teóricos da torre
principal e retificadoras laterais, número de torres de retificação de produtos laterais,
eficiência de separação, no caso de pratos reais, pratos onde são realizadas as retiradas de
produto, alimentações e injeção de vapor de retificação e tipo de condensador.
Nesta simulação, como na do projeto do revamp, decidiu-se representar os pratos deseparação e recheios da torre por estágios teóricos de separação. O número de estágios
teóricos foi obtido através da aplicação de dados de eficiência de pratos e recheios usuais,
indicados pelo projetista. O número de pratos reais das torres e o número de estágios teóricos
equivalente são apresentados na Tabela 3.8.
Além dos dados do equipamento foi necessário estabelecer-se as condições de operação
bem como as condições da carga e produtos. Estas condições são idênticas as da simulação
em HYSIM®, dados esses apresentados na seção 3.4.4.
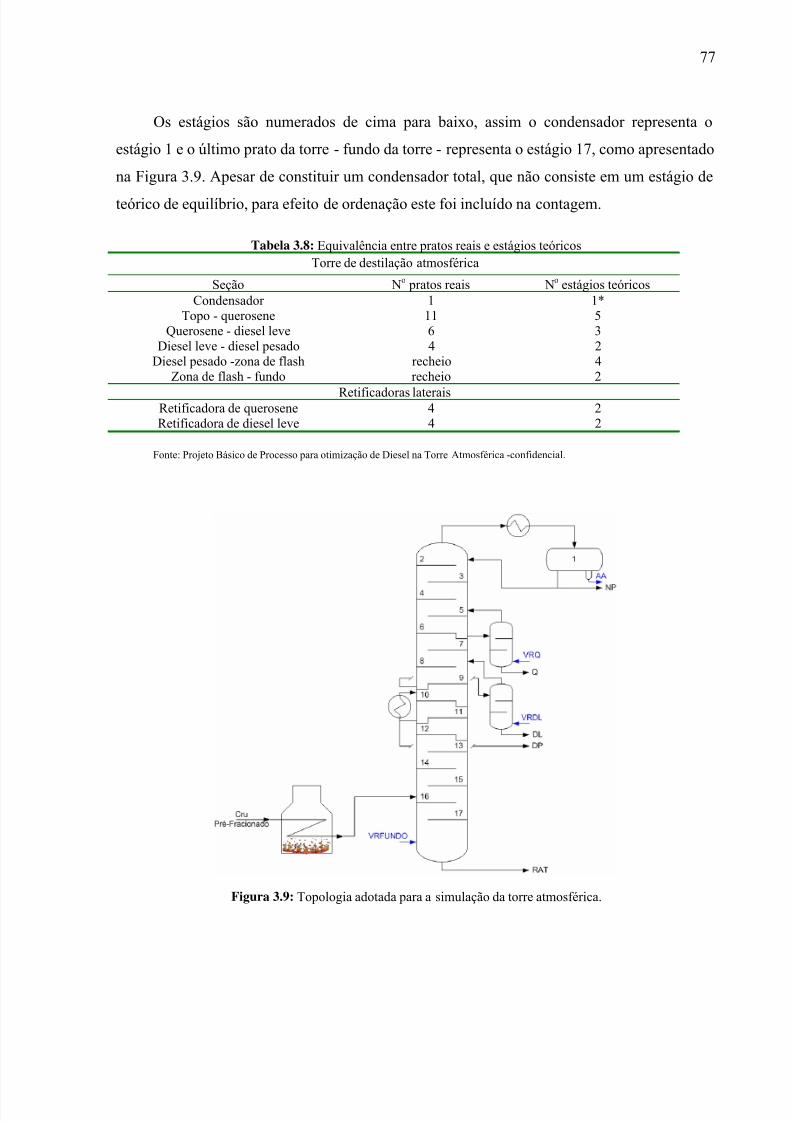
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 78/124
77
Os estágios são numerados de cima para baixo, assim o condensador representa o
estágio 1 e o último prato da torre - fundo da torre - representa o estágio 17, como apresentado
na Figura 3.9. Apesar de constituir um condensador total, que não consiste em um estágio de
teórico de equilíbrio, para efeito de ordenação este foi incluído na contagem.
Tabela 3.8: Equivalência entre pratos reais e estágios teóricosTorre de destilação atmosférica
Seção No pratos reais No estágios teóricosCondensador 1 1*
Topo - querosene 11 5Querosene - diesel leve 6 3
Diesel leve - diesel pesado 4 2Diesel pesado -zona de flash recheio 4
Zona de flash - fundo recheio 2
Retificadoras lateraisRetificadora de querosene 4 2Retificadora de diesel leve 4 2
Fonte: Projeto Básico de Processo para otimização de Diesel na Torre Atmosférica -confidencial.
Figura 3.9: Topologia adotada para a simulação da torre atmosférica.
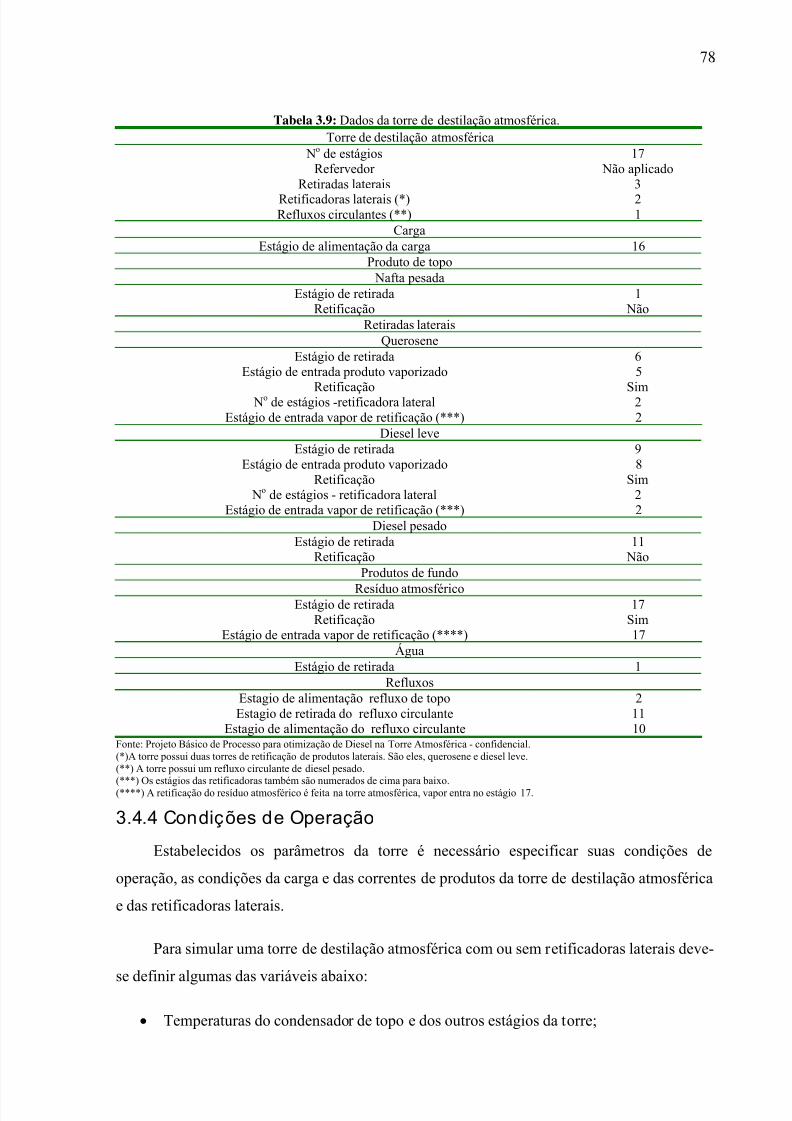
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 79/124
. 78
Tabela 3.9: Dados da torre de destilação atmosférica.Torre de destilação atmosférica
No de estágios 17Refervedor Não aplicado
Retiradas laterais 3
Retificadoras laterais (*) 2Refluxos circulantes (**) 1
CargaEstágio de alimentação da carga 16
Produto de topo Nafta pesada
Estágio de retirada 1Retificação Não
Retiradas lateraisQuerosene
Estágio de retirada 6Estágio de entrada produto vaporizado 5
Retificação Sim No de estágios -retificadora lateral 2Estágio de entrada vapor de retificação (***) 2
Diesel leveEstágio de retirada 9
Estágio de entrada produto vaporizado 8Retificação Sim
No de estágios - retificadora lateral 2Estágio de entrada vapor de retificação (***) 2
Diesel pesadoEstágio de retirada 11
Retificação NãoProdutos de fundo
Resíduo atmosféricoEstágio de retirada 17
Retificação SimEstágio de entrada vapor de retificação (****) 17
ÁguaEstágio de retirada 1
RefluxosEstagio de alimentação refluxo de topo 2Estagio de retirada do refluxo circulante 11
Estagio de alimentação do refluxo circulante 10Fonte: Projeto Básico de Processo para otimização de Diesel na Torre Atmosférica - confidencial.(*)A torre possui duas torres de retificação de produtos laterais. São eles, querosene e diesel leve.(**) A torre possui um refluxo circulante de diesel pesado.
(***) Os estágios das retificadoras também são numerados de cima para baixo.(****) A retificação do resíduo atmosférico é feita na torre atmosférica, vapor entra no estágio 17.
3.4.4 Condições de Operação
Estabelecidos os parâmetros da torre é necessário especificar suas condições de
operação, as condições da carga e das correntes de produtos da torre de destilação atmosférica
e das retificadoras laterais.
Para simular uma torre de destilação atmosférica com ou sem retificadoras laterais deve-
se definir algumas das variáveis abaixo:
• Temperaturas do condensador de topo e dos outros estágios da torre;
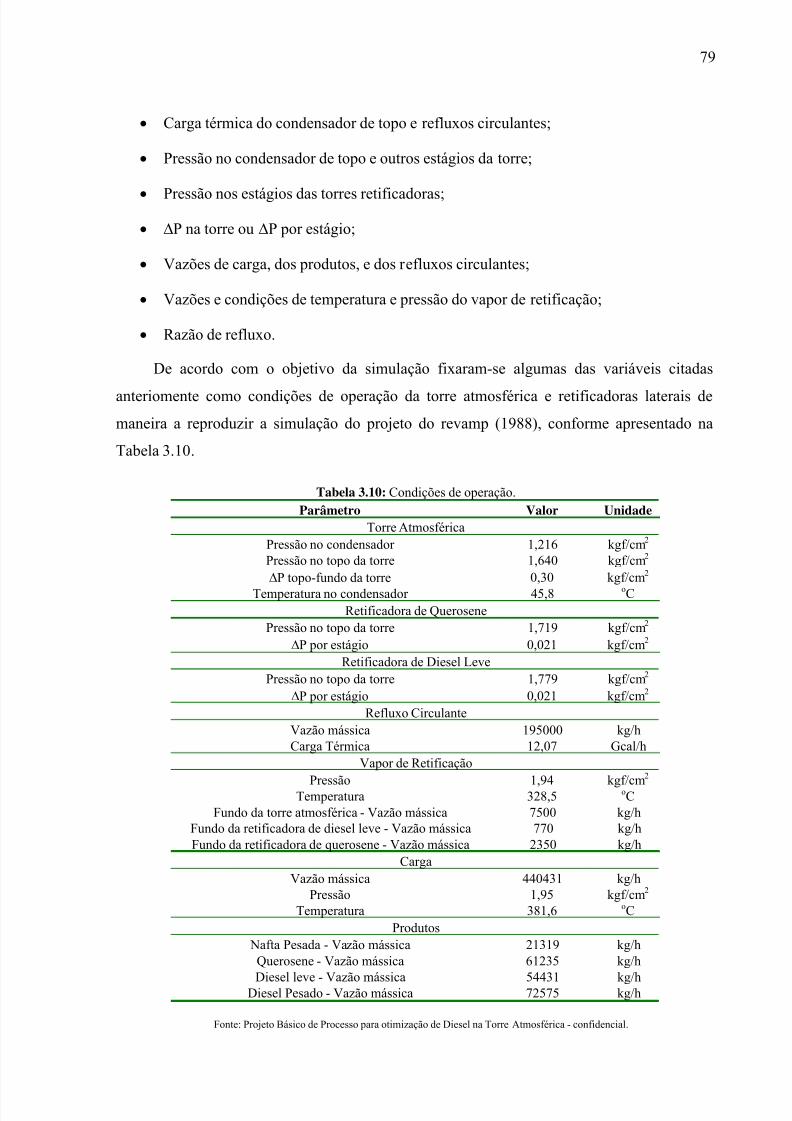
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 80/124
79
• Carga térmica do condensador de topo e refluxos circulantes;
• Pressão no condensador de topo e outros estágios da torre;
• Pressão nos estágios das torres retificadoras;
• ∆P na torre ou ∆P por estágio;
• Vazões de carga, dos produtos, e dos refluxos circulantes;
• Vazões e condições de temperatura e pressão do vapor de retificação;
• Razão de refluxo.
De acordo com o objetivo da simulação fixaram-se algumas das variáveis citadas
anteriomente como condições de operação da torre atmosférica e retificadoras laterais demaneira a reproduzir a simulação do projeto do revamp (1988), conforme apresentado na
Tabela 3.10.
Tabela 3.10: Condições de operação.Parâmetro Valor Unidade
Torre AtmosféricaPressão no condensador 1,216 kgf/cm2
Pressão no topo da torre 1,640 kgf/cm2
ΔP topo-fundo da torre 0,30 kgf/cm2
Temperatura no condensador 45,8 oCRetificadora de Querosene
Pressão no topo da torre 1,719 kgf/cm2
ΔP por estágio 0,021 kgf/cm2
Retificadora de Diesel LevePressão no topo da torre 1,779 kgf/cm2
ΔP por estágio 0,021 kgf/cm2
Refluxo CirculanteVazão mássica 195000 kg/hCarga Térmica 12,07 Gcal/h
Vapor de Retificação
Pressão 1,94 kgf/cm
2
Temperatura 328,5 oCFundo da torre atmosférica - Vazão mássica 7500 kg/h
Fundo da retificadora de diesel leve - Vazão mássica 770 kg/hFundo da retificadora de querosene - Vazão mássica 2350 kg/h
CargaVazão mássica 440431 kg/h
Pressão 1,95 kgf/cm2
Temperatura 381,6 oCProdutos
Nafta Pesada - Vazão mássica 21319 kg/hQuerosene - Vazão mássica 61235 kg/h
Diesel leve - Vazão mássica 54431 kg/hDiesel Pesado - Vazão mássica 72575 kg/h
Fonte: Projeto Básico de Processo para otimização de Diesel na Torre Atmosférica - confidencial.
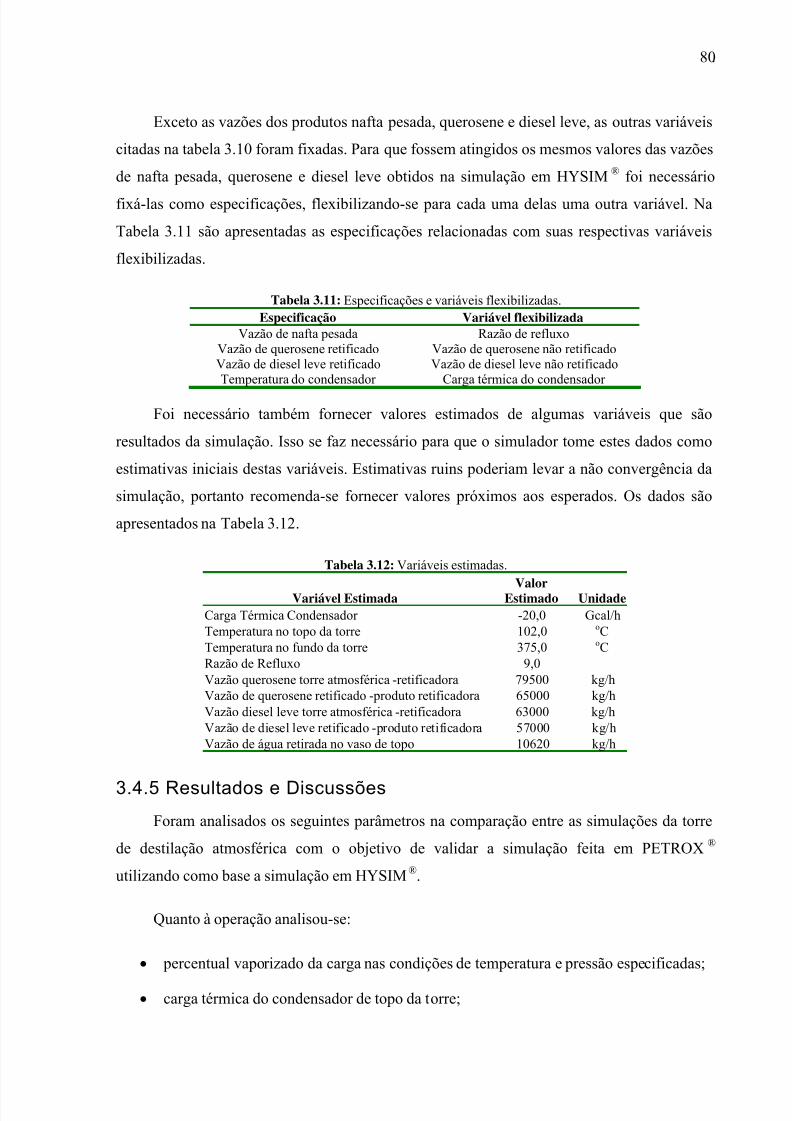
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 81/124
. 80
Exceto as vazões dos produtos nafta pesada, querosene e diesel leve, as outras variáveis
citadas na tabela 3.10 foram fixadas. Para que fossem atingidos os mesmos valores das vazões
de nafta pesada, querosene e diesel leve obtidos na simulação em HYSIM® foi necessário
fixá-las como especificações, flexibilizando-se para cada uma delas uma outra variável. Na
Tabela 3.11 são apresentadas as especificações relacionadas com suas respectivas variáveis
flexibilizadas.
Tabela 3.11: Especificações e variáveis flexibilizadas.Especificação Variável flexibilizada
Vazão de nafta pesada Razão de refluxoVazão de querosene retificado Vazão de querosene não retificadoVazão de diesel leve retificado Vazão de diesel leve não retificadoTemperatura do condensador Carga térmica do condensador
Foi necessário também fornecer valores estimados de algumas variáveis que são
resultados da simulação. Isso se faz necessário para que o simulador tome estes dados como
estimativas iniciais destas variáveis. Estimativas ruins poderiam levar a não convergência da
simulação, portanto recomenda-se fornecer valores próximos aos esperados. Os dados são
apresentados na Tabela 3.12.
Tabela 3.12: Variáveis estimadas.
Variável Estimada ValorEstimado Unidade
Carga Térmica Condensador -20,0 Gcal/hTemperatura no topo da torre 102,0 oCTemperatura no fundo da torre 375,0 oCRazão de Refluxo 9,0Vazão querosene torre atmosférica -retificadora 79500 kg/hVazão de querosene retificado -produto retificadora 65000 kg/hVazão diesel leve torre atmosférica -retificadora 63000 kg/hVazão de diesel leve retificado -produto retificadora 57000 kg/hVazão de água retirada no vaso de topo 10620 kg/h
3.4.5 Resultados e Discussões
Foram analisados os seguintes parâmetros na comparação entre as simulações da torre
de destilação atmosférica com o objetivo de validar a simulação feita em PETROX ®
utilizando como base a simulação em HYSIM®.
Quanto à operação analisou-se:
• percentual vaporizado da carga nas condições de temperatura e pressão especificadas;
• carga térmica do condensador de topo da torre;
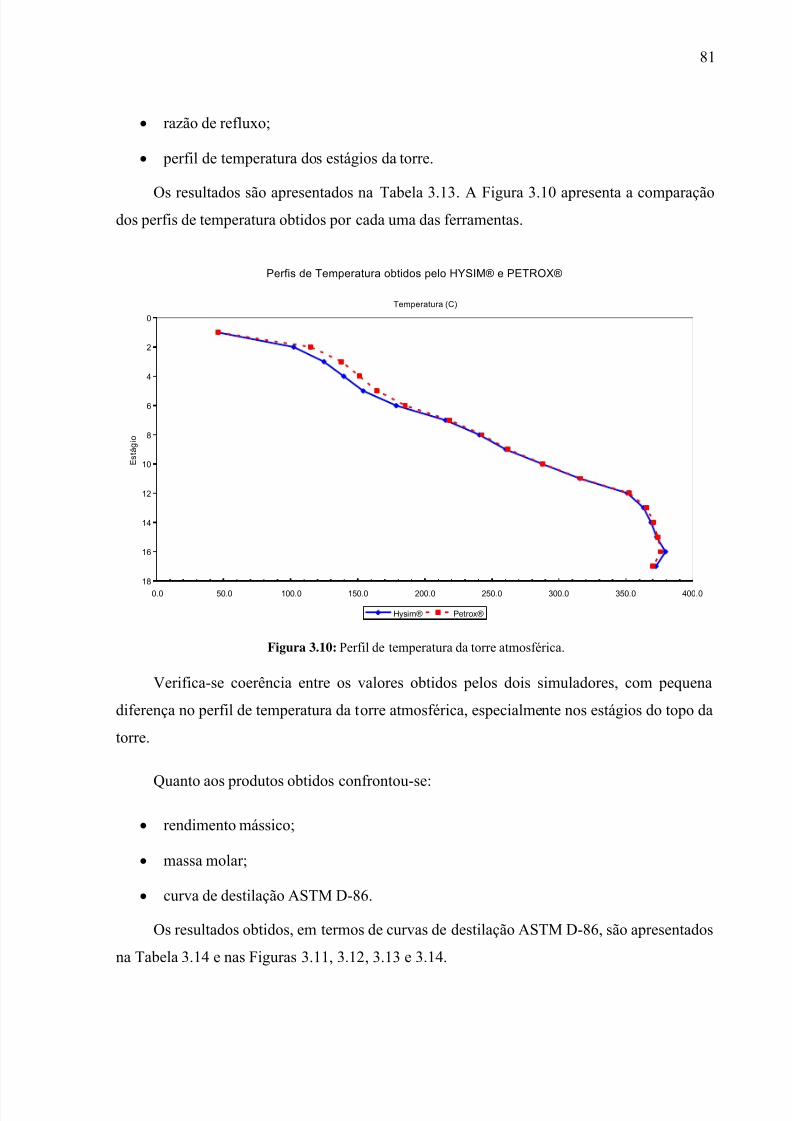
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 82/124
81
• razão de refluxo;
• perfil de temperatura dos estágios da torre.
Os resultados são apresentados na Tabela 3.13. A Figura 3.10 apresenta a comparaçãodos perfis de temperatura obtidos por cada uma das ferramentas.
Perfis de Temperatura obtidos pelo HYSIM® e PETROX®
0
2
4
6
8
10
12
14
16
18
0.0 50.0 100.0 150.0 200.0 250.0 300.0 350.0 400.0
Temperatura (C)
E s t á g i o
Hysim® Petrox®
Figura 3.10: Perfil de temperatura da torre atmosférica.
Verifica-se coerência entre os valores obtidos pelos dois simuladores, com pequena
diferença no perfil de temperatura da torre atmosférica, especialmente nos estágios do topo da
torre.
Quanto aos produtos obtidos confrontou-se:
• rendimento mássico;
• massa molar;
• curva de destilação ASTM D-86.
Os resultados obtidos, em termos de curvas de destilação ASTM D-86, são apresentados
na Tabela 3.14 e nas Figuras 3.11, 3.12, 3.13 e 3.14.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 83/124
. 82
Tabela 3.13: Comparação entre PETROX® e HYSIM®.HYSIM® PETROX®
Perfil de Temperatura na TorreNo Estágio Temperatura Temperatura Unidade
1 45,8 45,8
o
C2 102,3 114,9 oC3 124,7 137,9 oC4 139,5 151,3 oC5 154,1 164,2 oC6 178,7 185,5 oC7 215,4 218,3 oC8 240,8 242,6 oC9 260,3 262,1 oC10 287,4 287,9 oC11 315,4 316,1 oC12 350,9 352,3 oC13 363,0 365,5 oC14 368,7 370,3 oC15 372,7 373,6 oC16 379,4 375,8 oC17 372,4 370,0 oC
% molar vaporizado da carga 64,99 66,02 % (mol/mol)Carga térmica condensador 28,79 27,53 Gcal/h
Razão de refluxo 9,19 8,13
Dados HYSIM® - Fonte: Projeto Básico de Processo para otimização de Diesel na Torre Atmosférica – confidencial.
Tabela 3.14: Produtos obtidos nas simulações HYSIM® e PETROX®
HYSIM® PETROX® Unidade
Nafta pesadaVazão mássica 21319 21319 kg/h
Rendimento mássico 4,8 4,8 %Massa molar 94,6 94,3 kg/kmol
QueroseneVazão mássica 61235 61234 kg/h
Rendimento mássico 13,9 13,9 %Massa molar 165,2 160,6 kg/kmol
Diesel leveVazão mássica 54431 54430 kg/h
Rendimento mássico 12,4 12,4 %Massa molar 235,5 227,3 kg/kmol
Diesel pesadoVazão mássica 72575 72573 kg/h
Rendimento mássico 16,5 16,5 %Massa molar 293,8 282,7 kg/kmol
Resíduo AtmosféricoVazão mássica 230781 230810 kg/h
Rendimento mássico 52,4 52,4 %Massa molar 521,9 485,9 kg/kmol
Dados HYSIM® - Fonte: Projeto Básico de Processo para otimização de Diesel na Torre Atmosférica – confidencial.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 84/124
83
Curvas ASTM D-86 da Nafta pesada
-20
30
80
130
180
0 10 20 30 40 50 60 70 80 90 100
% volumétrico v aporizado
T e m p e r a t u r a ( C )
HYSIM PETROX
Figura 3.11: Curvas ASTM D-86 da Nafta pesada obtidas via HYSIM® e PETROX®.
Curvas ASTM D-86 do Querosene
120
140
160
180
200
220
240
260
280
300
0 10 20 30 40 50 60 70 80 90 100
% volumétrico vapori zado
T e m p e r a t u r a ( C )
HYSIM PETROX
Figura 3.12: Curvas ASTM D-86 do Querosene obtidas via HYSIM® e PETROX®.
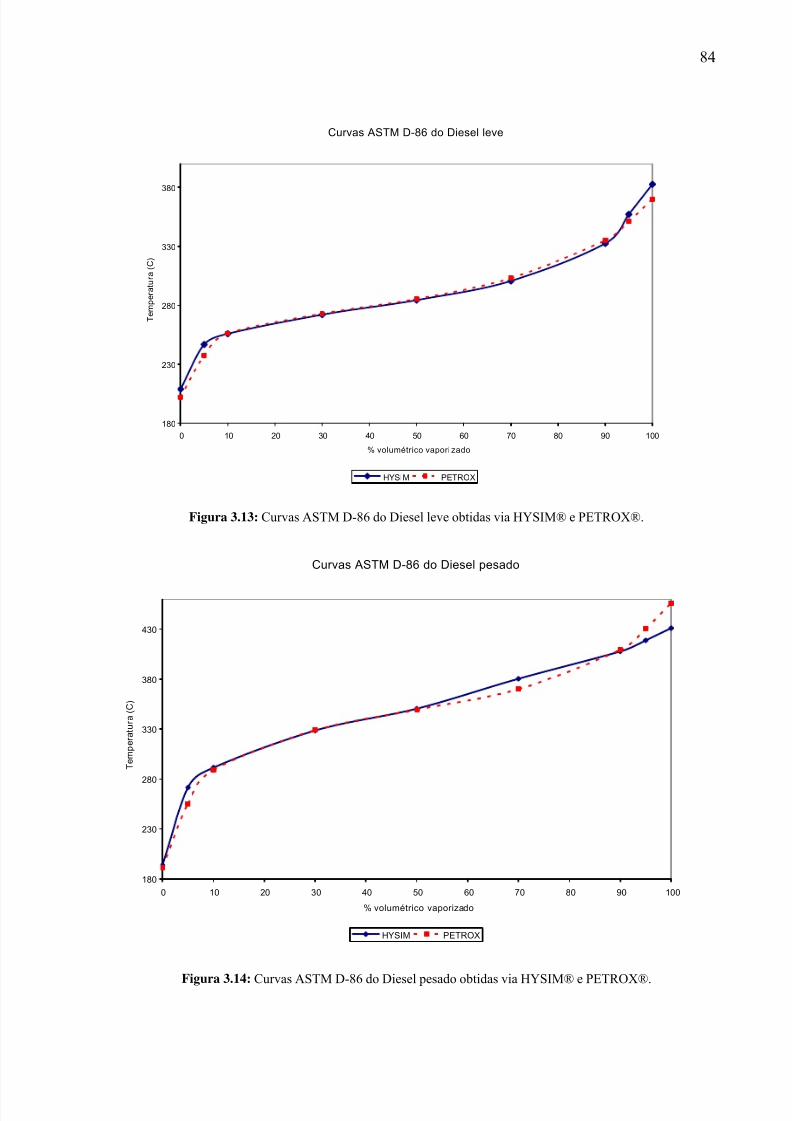
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 85/124
. 84
Curvas ASTM D-86 do Diesel leve
180
230
280
330
380
0 10 20 30 40 50 60 70 80 90 100
% volumétrico vapori zado
T e m p e r a t u r a ( C )
HYSIM PETROX
Figura 3.13: Curvas ASTM D-86 do Diesel leve obtidas via HYSIM® e PETROX®.
Curvas ASTM D-86 do Diesel pesado
180
230
280
330
380
430
0 10 20 30 40 50 60 70 80 90 100
% volumétrico vaporizado
T e m p e r a t u r a ( C )
HYSIM PETROX
Figura 3.14: Curvas ASTM D-86 do Diesel pesado obtidas via HYSIM® e PETROX®.
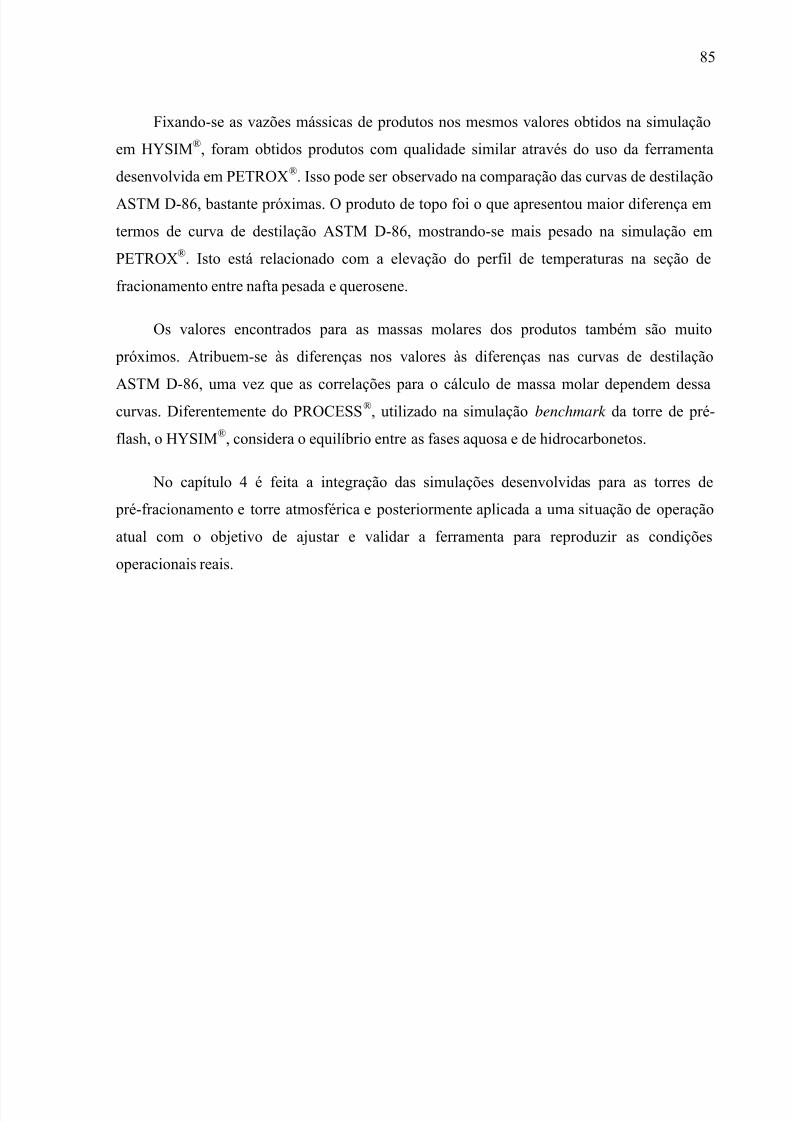
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 86/124
85
Fixando-se as vazões mássicas de produtos nos mesmos valores obtidos na simulação
em HYSIM®, foram obtidos produtos com qualidade similar através do uso da ferramenta
desenvolvida em PETROX®. Isso pode ser observado na comparação das curvas de destilação
ASTM D-86, bastante próximas. O produto de topo foi o que apresentou maior diferença em
termos de curva de destilação ASTM D-86, mostrando-se mais pesado na simulação em
PETROX®. Isto está relacionado com a elevação do perfil de temperaturas na seção de
fracionamento entre nafta pesada e querosene.
Os valores encontrados para as massas molares dos produtos também são muito
próximos. Atribuem-se às diferenças nos valores às diferenças nas curvas de destilação
ASTM D-86, uma vez que as correlações para o cálculo de massa molar dependem dessa
curvas. Diferentemente do PROCESS®, utilizado na simulação benchmark da torre de pré-
flash, o HYSIM®, considera o equilíbrio entre as fases aquosa e de hidrocarbonetos.
No capítulo 4 é feita a integração das simulações desenvolvidas para as torres de
pré-fracionamento e torre atmosférica e posteriormente aplicada a uma situação de operação
atual com o objetivo de ajustar e validar a ferramenta para reproduzir as condições
operacionais reais.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 87/124
Capítulo 4
Simulação das condições operacionais atuais
Uma vez validada a simulação da UDA em ambiente PETROX® comparando-a com as
simulações em PROCESS® e HYSYM®, foi realizada a simulação desta unidade com base em
dados de operação da planta durante um intervalo de tempo de 4 horas no final do ano de
2005. A data foi escolhida em virtude da disponibilidade de análises laboratoriais completas
dos produtos da destilação, de modo que os resultados da simulação, no que tange a qualidade
dos produtos, (principalmente a destilação ASTM D-86) pudessem ser adequadamente
comparados aos dados experimentais.
4.1 Coleta de dados
Para iniciar a simulação da UDA nas condições de operação foi necessário determinar a
composição do petróleo que estava sendo processado no período de tempo do
acompanhamento. Em condições normais, uma refinaria processa petróleos oriundos de
diversos tanques, compondo uma mistura que é processada na destilação de acordo com um
planejamento de produção específico com o objetivo de atender a demanda do mercado por
derivados. Os parâmetros operacionais da unidade e, menos freqüentemente, a composição e
vazão da carga do processo podem ser alterados de forma a maximizar a produção de um
determinado derivado (comumente chamada de “campanha” do derivado).
Um tanque de petróleo, após ser praticamente esgotado, é novamente preenchido com
os petróleos que irão compor a carga da unidade de acordo com o planejamento da produção.
Apesar de ser drenado até seu limite, sempre haverá um lastro que será o petróleo residual da

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 88/124
87
nova mistura adicionada ao tanque, resíduo este que deve ser considerado para fins de
caracterização da mistura de petróleos processada.
Durante o período de análise, estava sendo processada na destilação uma mistura comdensidade API de 24,3 , proveniente de um único tanque e composto de três petróleos
principais com fração volumétrica totalizando aproximadamente 85% da mistura, sendo o
restante oriundo do lastro do tanque. Este percentual da mistura que aparece como lastro de
tanque, apesar de ter sua composição inferida em função de sucessivas diluições anteriores,
tende a ser um fator de erro na simulação como será discutido posteriormente. As informações
da composição do tanque foram obtidas na refinaria junto aos profissionais do setor
Planejamento de Produção.
Além dos compostos orgânicos, o petróleo contém certa fração de água e sais
dissolvidos, presentes mesmo após o processo de dessalgação. Essa fração, mesmo que em
pequena quantidade, deve ser considerada na simulação. Para emular a influência dessa
mistura de água e sais minerais, foi adicionada uma corrente de água ao blend de petróleo
processado. Em função da baixa concentração de sais na corrente aquosa e da impossibilidade
de determinação de sua composição, esses foram desconsiderados e a corrente foi tratada
como água pura.
De posse da composição estimada do petróleo que estava sendo processado, é
necessário se obter as medições de pressão e temperatura em diversos pontos da unidade de
destilação atmosférica, bem como as medições de vazão das correntes líquidas e gasosas, as
quais são alimentadas e produzidas no processo. Todas as medições do campo foram obtidas
através do Sistema Digital de Controle Distribuído (SDCD) da unidade, cujos dados eram
condicionados e apresentados de forma amigável ao usuário pelo software de
acompanhamento de processos Plant Information® (PI) da Osi Soft, de onde eram lidos os
valores das variáveis.
As análises laboratoriais da qualidade dos cortes da destilação foram conduzidas no
próprio laboratório da refinaria, segundo as normas de padronização de cada teste. Das
correntes líquidas leves (nafta leve não estabilizada, nafta pesada, querosene, diesel leve e
diesel pesado) foi obtida a curva de destilação ASTM D-86 e a d 20/4. Da corrente líquida
pesada, neste caso o resíduo atmosférico, foi realizada a destilação simulada porcromatografia gasosa, ASTM D-2887, além da densidade. A composição das correntes

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 89/124
88
gasosas dos topos de cada coluna, pré-fracionamento e atmosférica, foram obtidas por
cromatografia gasosa.
4.2 Simulação da Torre de Pré-Flash
A entrada de dados para a simulação da torre de pré-fracionamento da UDA inicia-se
pela caracterização do petróleo processado, baseado nas informações da fração volumétrica de
cada petróleo contido no tanque, obtida junto ao setor de planejamento de produção da
refinaria. Através do banco de dados de petróleos do PETROX®, foi realizada a mistura dos
petróleos e formação do blend , conforme descrito na seção 3.3.3. A composição do blend
formado é inferida através da técnica dos “pseudocomponentes”, devido à impossibilidade
prática de descobrir a composição exata da mistura de componentes que compõem o petróleo.
O método de caracterização do blend utilizado no simulador foi o de Twu, ou seja, na
previsão das propriedades críticas são utilizadas as correlações de Twu, o cálculo da massa
molar do petróleo utilizou o método API e para a conversão das curvas de destilação dos
petróleos foi utilizada o método de Edmister. Foram utilizados 48 cortes para as frações de
petróleos compreendidas até a temperatura de 430°C, 8 cortes até 650°C e 4 cortes até 870°C.
A simulação da torre de pré-fracionamento foi desenvolvida de modo similar àmetodologia utilizada na simulação das condições de projeto do revamp, porém o vaso
refervedor foi representado por um flash PT (pressão e temperatura definidas), possibilitando,
desse modo, a inserção direta da pressão e temperatura desse vaso, as quais são parâmetros
medidos na unidade. O condensador escolhido foi do tipo “parcial”, que opera com a fase
líquida na condição de saturação em equilíbrio com a corrente de gás combustível.
Os dados de operação da torre pré-fracionadora (pressões e temperaturas no topo e
fundo da coluna, razão de fluxo e vazões dos produtos de topo) também são variáveis medidas
na unidade, sendo desse modo conhecidas. Na Figura 4.1 é apresentada simplificadamente a
topologia do pré-fracionamento com as variáveis (dados de campo e laboratório) utilizadas na
simulação. A lista dos parâmetros com suas respectivas unidades são apresentadas na Tabela
4.1, Tabela 4.2 e Tabela 4.3.
Por simplificação, foram omitidos nesta figura bombas, válvulas, e demais acessórios
presentes na unidade. Os números apresentados dentro do vaso de topo, torre pré-fracionadora
e vaso refervedor representam os estágios teóricos da simulação.
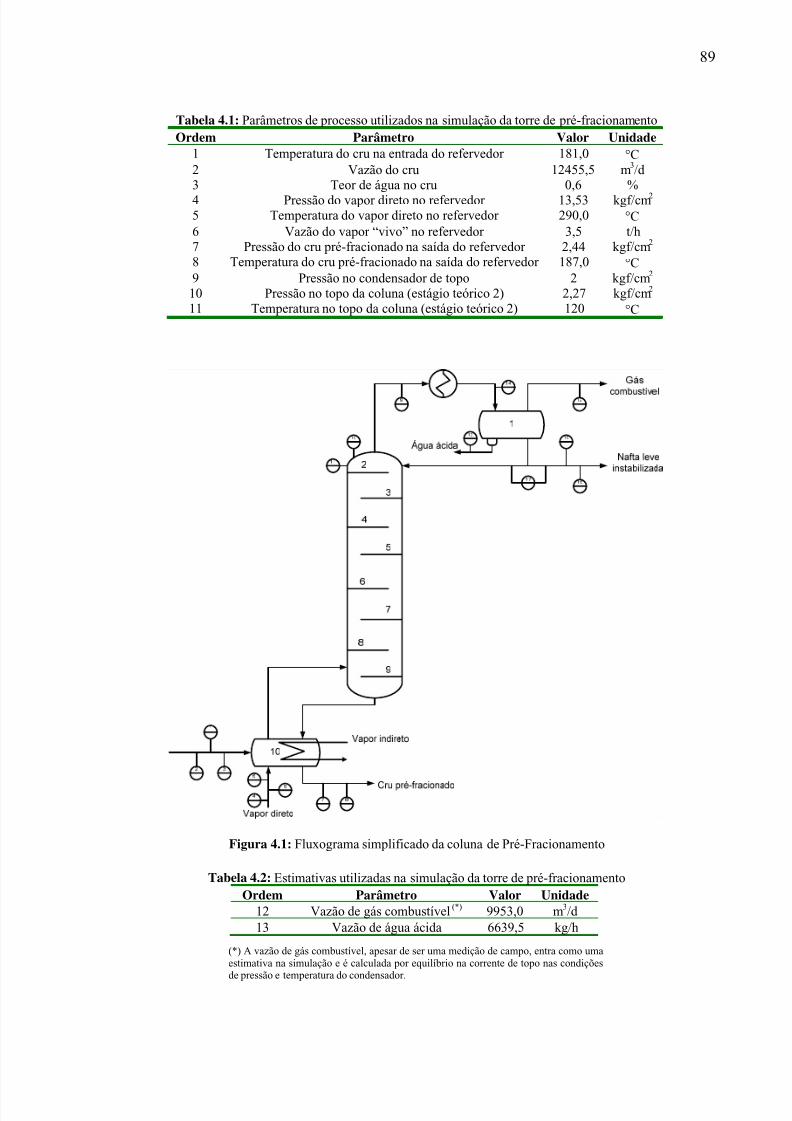
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 90/124
89
Tabela 4.1: Parâmetros de processo utilizados na simulação da torre de pré-fracionamento
Ordem Parâmetro Valor Unidade
1 Temperatura do cru na entrada do refervedor 181,0 °C2 Vazão do cru 12455,5 m
3/d
3 Teor de água no cru 0,6 %
4 Pressão do vapor direto no refervedor 13,53 kgf/cm2
5 Temperatura do vapor direto no refervedor 290,0 °C6 Vazão do vapor “vivo” no refervedor 3,5 t/h7 Pressão do cru pré-fracionado na saída do refervedor 2,44 kgf/cm2
8 Temperatura do cru pré-fracionado na saída do refervedor 187,0 °C9 Pressão no condensador de topo 2 kgf/cm2
10 Pressão no topo da coluna (estágio teórico 2) 2,27 kgf/cm2
11 Temperatura no topo da coluna (estágio teórico 2) 120 °C
Figura 4.1: Fluxograma simplificado da coluna de Pré-Fracionamento
Tabela 4.2: Estimativas utilizadas na simulação da torre de pré-fracionamento
Ordem Parâmetro Valor Unidade
12 Vazão de gás combustível (*) 9953,0 m3/d
13 Vazão de água ácida 6639,5 kg/h
(*) A vazão de gás combustível, apesar de ser uma medição de campo, entra como uma
estimativa na simulação e é calculada por equilíbrio na corrente de topo nas condiçõesde pressão e temperatura do condensador.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 91/124
90
Tabela 4.3: Especificações utilizadas na simulação da torre de pré-fracionamento
Ordem Parâmetro Valor Unidade
14 Temperatura no condensador de topo 37 °C15 Temperatura onde 90% de uma amostra de nafta leve não
estabilizada vaporiza pela análise ASTM D-86161,8 °C
16 Vazão de nafta leve não estabilizada 1114,2 m3/d17 Razão de refluxo de topo 0,59 -
As pressões apresentadas na Tabela 4.1 são expressas em termos absolutos. As vazões
volumétricas das correntes líquidas são referenciadas à d 20/4, já as correntes gasosas são
expressas na pressão de 1 atmosfera e temperatura de 20°C. Para uma comparação rigorosa
das vazões volumétricas deveria considerar cada produto com sua densidade, simulada e
medida na planta, iguais. Uma alternativa seria a transformação das vazões volumétricas em
mássicas através das densidades obtidas experimentalmente e através da simulação. Noentanto, esta alternativa implicaria em erros devido à imprecisão da medição de campo e das
correlações utilizadas pela simulação, de forma que optou-se por utilizar diretamente as
vazões volumétricas das correntes líquidas obtidas na planta.
4.2.1 Resultados e Discussões
A qualidade da nafta leve não estabilizada foi definida pela temperatura onde 90% em
volume de uma amostra do produto vaporizavam pela análise ASTM D-86 (T90%). Este
ponto foi escolhido em função do mesmo definir, segundo a especificação do produto, a
qualidade da nafta pesada. Ele também foi escolhido em virtude da dificuldade de
amostragem da nafta leve não estabilizada, pois parte dos componentes mais leves desta (C 3 e
C4, principalmente) se perdem durante a amostragem, o que acaba comprometendo, em maior
grau, os resultados da análise para as temperaturas correspondentes a percentuais vaporizados
da amostra inferiores a 30%.
A metodologia utilizada para especificação de algumas variáveis e flexibilização de
outras, de modo a zerar os graus de liberdade da simulação, está representada na Tabela 4.4.
No caso 1, a especificação da vazão de NLNE foi alimentada no simulador como um
parâmetro operacional, uma vez que não foi flexibilizada nenhuma outra variável.
Tabela 4.4: Metodologia utilizada nas simulações da torre pré-fracionadora
Caso de Estudo Especificação Variáveis flexibilizadas
Caso 1Vazão volumétrica de nafta leve não
estabilizada
Caso 2 Razão de refluxo
Vazão volumétrica de nafta leve não
estabilizada
Caso 3 T90% da nafta leve não estabilizadaVazão volumétrica de nafta leve não
estabilizada
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 92/124
91
A temperatura do condensador de topo era uma especificação comum a todos os casos
estudados, sendo que em cada caso era especificado alternativamente ou a razão de refluxo,
ou a vazão de nafta leve não estabilizada ou a T90% da nafta leve não estabilizada. Da mesma
forma, em todos os casos, a carga térmica no condensador é a outra variável flexibilizada.
A razão de refluxo de entrada no simulador é o quociente entre a vazão molar de líquido
de refluxo e todos os produtos efluentes pelo topo, exceto a corrente aquosa. Contudo, o valor
obtido experimentalmente na planta é a razão entre a vazão de refluxo e a produção de
hidrocarbonetos líquidos do condensador. Assim, a obtenção na simulação do valor exato da
razão de refluxo da planta real foi um processo iterativo, onde a razão de refluxo total era
alterada a fim de aproximar a vazão de refluxo líquida obtida no processo.
A Tabela 4.5 demonstra os resultados obtidos para o perfil de temperatura na torre
pré-fracionadora.
Tabela 4.5: Temperaturas na seção de topo da torre pré-fracionadora, caso 1
Estágio Planta PETROX® Unidade
1 37,0 37,0 °C
2 120,2 153,8 °C
A Tabela 4.6 apresenta a comparação para os resultados de vazão de gás combustível,
nafta leve não estabilizada e cru pré-fracionado, razão de refluxo, e T90% da ASTM D-86
calculados pelo PETROX®.
Tabela 4.6: Comparação dos resultados para os produtos da torre pré-fracionadora, caso 1
Parâmetro Planta PETROX® Unidade
Razão de Refluxo 0,59 0,16Vazão de Gás Combustível 9953 7884 m3/dVazão de Nafta Leve Não Estabilizada 1114,2 1117,4 m3/dT-90% da ASTM D-86 161,8 182,1 °C
Os resultados demonstram que, apesar da vazão de nafta leve não estabilizada ter
concordado com o dado de processo (por ter sido especificada na simulação), a razão de
refluxo calculada é bastante inferior a real.
A T90% da nafta leve não estabilizada calculada mostra um produto mais rico em
componentes pesados, o que indica um pior fracionamento na coluna em comparação aos
dados de planta, sendo este parâmetro dependente da razão de refluxo de topo. A Tabela 4.5
mostra uma razoável diferença na temperatura do topo da coluna, também indicando a
presença de compostos mais pesados.
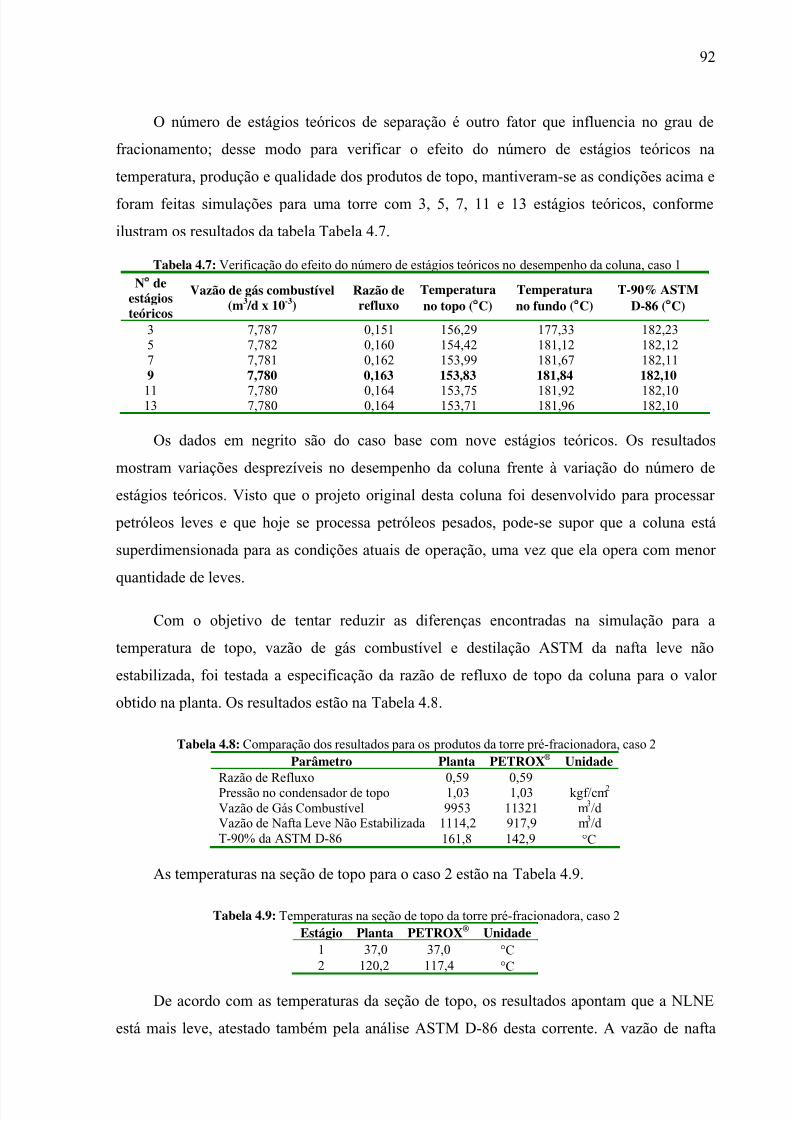
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 93/124
92
O número de estágios teóricos de separação é outro fator que influencia no grau de
fracionamento; desse modo para verificar o efeito do número de estágios teóricos na
temperatura, produção e qualidade dos produtos de topo, mantiveram-se as condições acima e
foram feitas simulações para uma torre com 3, 5, 7, 11 e 13 estágios teóricos, conforme
ilustram os resultados da tabela Tabela 4.7.
Tabela 4.7: Verificação do efeito do número de estágios teóricos no desempenho da coluna, caso 1
N
deestágiosteóricos
Vazão de gás combustível(m3 /d x 10-3)
Razão derefluxo
Temperatura
no topo (
C)
Temperatura
no fundo (
C)
T-90% ASTM
D-86 (
C)
3 7,787 0,151 156,29 177,33 182,235 7,782 0,160 154,42 181,12 182,127 7,781 0,162 153,99 181,67 182,11
9 7,780 0,163 153,83 181,84 182,10
11 7,780 0,164 153,75 181,92 182,1013 7,780 0,164 153,71 181,96 182,10
Os dados em negrito são do caso base com nove estágios teóricos. Os resultados
mostram variações desprezíveis no desempenho da coluna frente à variação do número de
estágios teóricos. Visto que o projeto original desta coluna foi desenvolvido para processar
petróleos leves e que hoje se processa petróleos pesados, pode-se supor que a coluna está
superdimensionada para as condições atuais de operação, uma vez que ela opera com menor
quantidade de leves.
Com o objetivo de tentar reduzir as diferenças encontradas na simulação para a
temperatura de topo, vazão de gás combustível e destilação ASTM da nafta leve não
estabilizada, foi testada a especificação da razão de refluxo de topo da coluna para o valor
obtido na planta. Os resultados estão na Tabela 4.8.
Tabela 4.8: Comparação dos resultados para os produtos da torre pré-fracionadora, caso 2
Parâmetro Planta PETROX® Unidade
Razão de Refluxo 0,59 0,59Pressão no condensador de topo 1,03 1,03 kgf/cm2
Vazão de Gás Combustível 9953 11321 m3/d
Vazão de Nafta Leve Não Estabilizada 1114,2 917,9 m3/d
T-90% da ASTM D-86 161,8 142,9 °C
As temperaturas na seção de topo para o caso 2 estão na Tabela 4.9.
Tabela 4.9: Temperaturas na seção de topo da torre pré-fracionadora, caso 2
Estágio Planta PETROX® Unidade
1 37,0 37,0 °C
2 120,2 117,4 °C
De acordo com as temperaturas da seção de topo, os resultados apontam que a NLNE
está mais leve, atestado também pela análise ASTM D-86 desta corrente. A vazão de nafta

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 94/124
93
leve não estabilizada foi 17,6%, inferior à medida e a vazão de gás combustível 13,7%,
superior à medida.
Em uma simulação com o intuito de acompanhar o desempenho da unidade, torna-semais prática a especificação da razão de refluxo ou da produção de nafta leve, visto que são
variáveis de processo facilmente medidas. No entanto, para tentar aproximar a qualidade do
produto de topo - expressa pela T90% da ASTM D-86 - para um valor mais próximo do
medido em laboratório, foi testado o efeito da especificação da T90%. Os resultados estão na
Tabela 4.10.
Tabela 4.10: Comparação dos resultados para os produtos da torre pré-fracionadora, caso 3
Parâmetro Planta PETROX
®
UnidadeRazão de Refluxo 0,59 0,35
Vazão de Gás Combustível 9953 9243 m3/d
Vazão de Nafta Leve Não Estabilizada 1114,2 1026,5 m3/d
T-90% da ASTM D-86 161,8 161,8 °C
As temperaturas na seção de topo para o caso 3 estão na Tabela 4.11.
Tabela 4.11: Temperaturas na seção de topo da torre pré-fracionadora, caso 3
Estágio Planta PETROX® Unidade
1 37,0 37,0 °C
2 120,2 132,3 °C
Os resultados mostram tanto para as temperaturas na seção de topo da coluna, quanto
para a razão de refluxo e vazões de produtos, valores intermediários entre aqueles obtidos
para o caso 1 e caso 2. A diferença na vazão de nafta leve foi de -7,9% e na de gás
combustível foi de -7,1%. A razão de refluxo apresentou diferença de -40%.
A Figura 4.2 mostra a comparação do resultado experimental da curva ASTM D-86 para
a nafta leve não estabilizada com o resultado obtido da simulação em PETROX ®, para o
caso 3.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 95/124
94
ASTM D-86 da nafta leve ins tabilizada
-50,0
0,0
50,0
100,0
150,0
200,0
250,0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m p e r a t u r a ( ° C )
Planta Petrox
Figura 4.2: ASTM D-86 da nafta leve não estabilizada da planta e obtida pelo PETROX®
A diferença existente nos pontos inferiores a 30% pode ser explicada pela dificuldadede amostragem da corrente de nafta não estabilizada, que propicia a vaporização e
conseqüente perda da fração de leves, comprometendo os resultados do início da curva. Para
percentuais vaporizados superiores a 30%, as curvas apresentam pequenas diferenças, uma
vez que a T90% havia sido especificada nesta simulação. Segundo Kister (1999), diferenças
de temperatura de até 10°C são aceitáveis nos resultados de simulação para a destilação
ASTM D-86.
Para comparar o resultado da simulação para a corrente de cru pré-fracionado com os
dados de planta seria necessário dispor-se de uma curva de destilação experimental.
Entretanto, essa análise não se encontrava disponível para o cru pré-fracionado, motivo pelo
qual foi necessário reconstruir a PEV a partir das destilações dos produtos da torre
atmosférica, que serão apresentadas adiante.
As curvas PEV dos produtos da torre atmosférica foram obtidas pela interconversão das
curvas ASTM D-86 através do método de Daubert (1994) (RIAZI, 2005a). De posse das
curvas PEV dos produtos e da vazão volumétrica destes, o cru pré-fracionado era obtido
através da aditividade em base volumétrica para a fração vaporizada de cada produto a
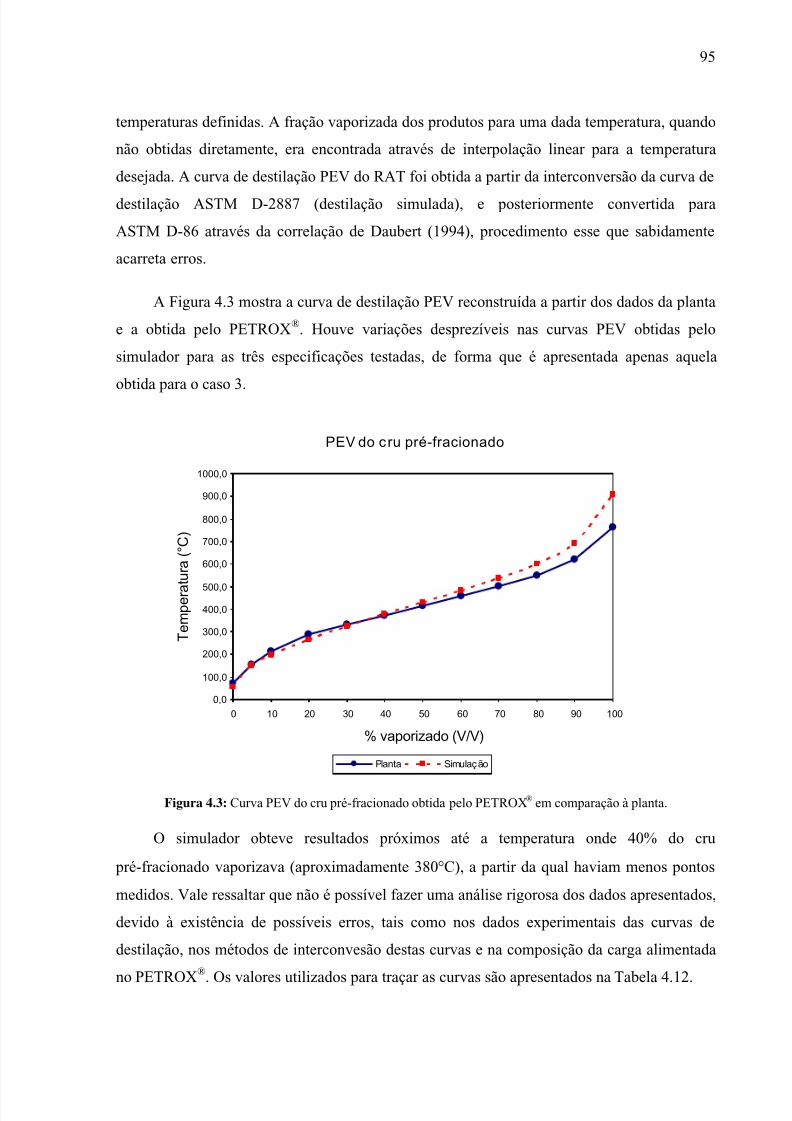
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 96/124
95
temperaturas definidas. A fração vaporizada dos produtos para uma dada temperatura, quando
não obtidas diretamente, era encontrada através de interpolação linear para a temperatura
desejada. A curva de destilação PEV do RAT foi obtida a partir da interconversão da curva de
destilação ASTM D-2887 (destilação simulada), e posteriormente convertida para
ASTM D-86 através da correlação de Daubert (1994), procedimento esse que sabidamente
acarreta erros.
A Figura 4.3 mostra a curva de destilação PEV reconstruída a partir dos dados da planta
e a obtida pelo PETROX®. Houve variações desprezíveis nas curvas PEV obtidas pelo
simulador para as três especificações testadas, de forma que é apresentada apenas aquela
obtida para o caso 3.
PEV do cru pré-fracionado
0,0
100,0
200,0
300,0
400,0
500,0
600,0
700,0
800,0
900,0
1000,0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m p e r a
t u r a ( ° C )
Planta Simulação
Figura 4.3: Curva PEV do cru pré-fracionado obtida pelo PETROX® em comparação à planta.
O simulador obteve resultados próximos até a temperatura onde 40% do cru
pré-fracionado vaporizava (aproximadamente 380°C), a partir da qual haviam menos pontos
medidos. Vale ressaltar que não é possível fazer uma análise rigorosa dos dados apresentados,
devido à existência de possíveis erros, tais como nos dados experimentais das curvas de
destilação, nos métodos de interconvesão destas curvas e na composição da carga alimentada
no PETROX
®
. Os valores utilizados para traçar as curvas são apresentados na Tabela 4.12.
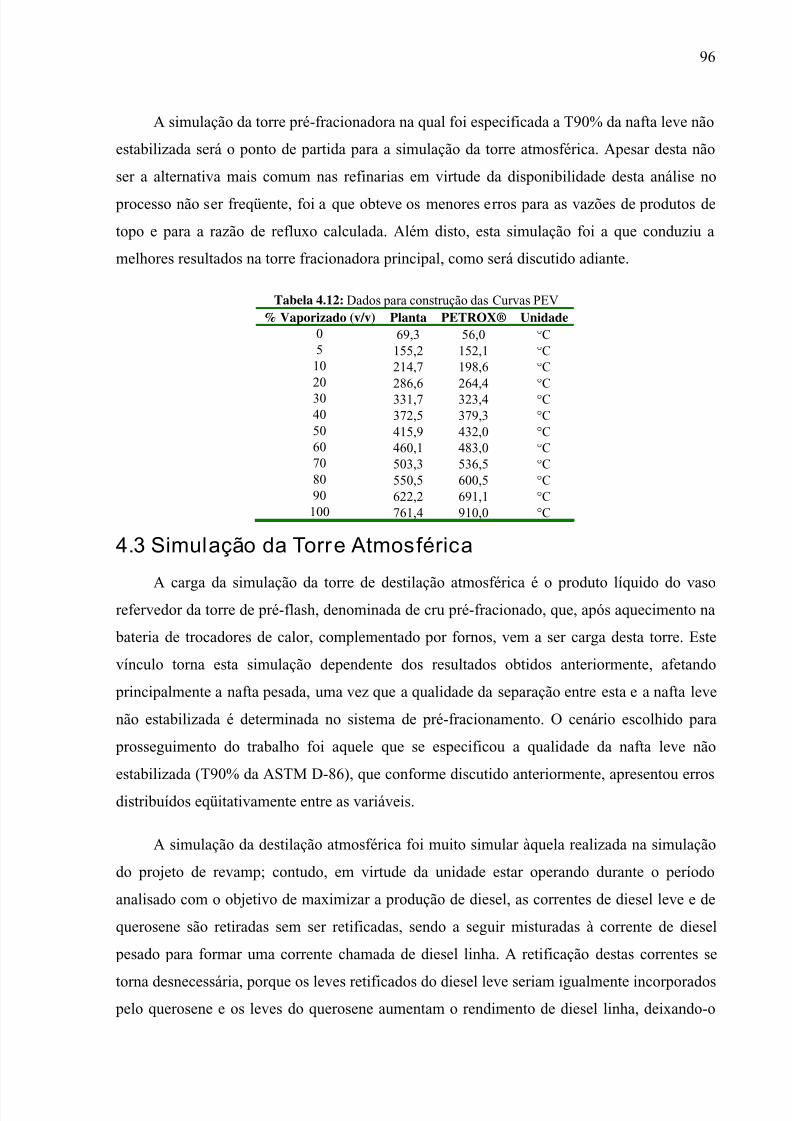
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 97/124
96
A simulação da torre pré-fracionadora na qual foi especificada a T90% da nafta leve não
estabilizada será o ponto de partida para a simulação da torre atmosférica. Apesar desta não
ser a alternativa mais comum nas refinarias em virtude da disponibilidade desta análise no
processo não ser freqüente, foi a que obteve os menores erros para as vazões de produtos de
topo e para a razão de refluxo calculada. Além disto, esta simulação foi a que conduziu a
melhores resultados na torre fracionadora principal, como será discutido adiante.
Tabela 4.12: Dados para construção das Curvas PEV
% Vaporizado (v/v) Planta PETROX® Unidade
0 69,3 56,0 °C5 155,2 152,1 °C10 214,7 198,6 °C
20 286,6 264,4 °C30 331,7 323,4 °C40 372,5 379,3 °C50 415,9 432,0 °C60 460,1 483,0 °C70 503,3 536,5 °C
80 550,5 600,5 °C90 622,2 691,1 °C100 761,4 910,0 °C
4.3 Simulação da Torre Atmosférica
A carga da simulação da torre de destilação atmosférica é o produto líquido do vasorefervedor da torre de pré-flash, denominada de cru pré-fracionado, que, após aquecimento na
bateria de trocadores de calor, complementado por fornos, vem a ser carga desta torre. Este
vínculo torna esta simulação dependente dos resultados obtidos anteriormente, afetando
principalmente a nafta pesada, uma vez que a qualidade da separação entre esta e a nafta leve
não estabilizada é determinada no sistema de pré-fracionamento. O cenário escolhido para
prosseguimento do trabalho foi aquele que se especificou a qualidade da nafta leve não
estabilizada (T90% da ASTM D-86), que conforme discutido anteriormente, apresentou erros
distribuídos eqüitativamente entre as variáveis.
A simulação da destilação atmosférica foi muito simular àquela realizada na simulação
do projeto de revamp; contudo, em virtude da unidade estar operando durante o período
analisado com o objetivo de maximizar a produção de diesel, as correntes de diesel leve e de
querosene são retiradas sem ser retificadas, sendo a seguir misturadas à corrente de diesel
pesado para formar uma corrente chamada de diesel linha. A retificação destas correntes se
torna desnecessária, porque os leves retificados do diesel leve seriam igualmente incorporados
pelo querosene e os leves do querosene aumentam o rendimento de diesel linha, deixando-o
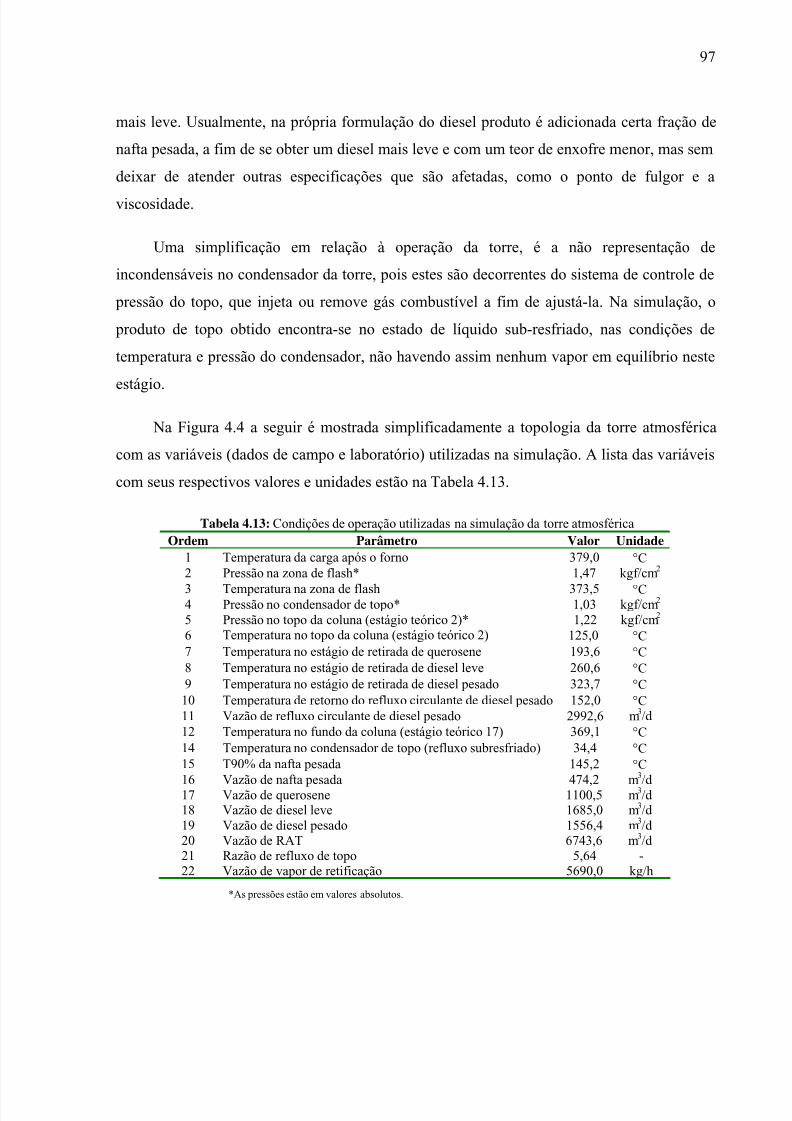
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 98/124
97
mais leve. Usualmente, na própria formulação do diesel produto é adicionada certa fração de
nafta pesada, a fim de se obter um diesel mais leve e com um teor de enxofre menor, mas sem
deixar de atender outras especificações que são afetadas, como o ponto de fulgor e a
viscosidade.
Uma simplificação em relação à operação da torre, é a não representação de
incondensáveis no condensador da torre, pois estes são decorrentes do sistema de controle de
pressão do topo, que injeta ou remove gás combustível a fim de ajustá-la. Na simulação, o
produto de topo obtido encontra-se no estado de líquido sub-resfriado, nas condições de
temperatura e pressão do condensador, não havendo assim nenhum vapor em equilíbrio neste
estágio.
Na Figura 4.4 a seguir é mostrada simplificadamente a topologia da torre atmosférica
com as variáveis (dados de campo e laboratório) utilizadas na simulação. A lista das variáveis
com seus respectivos valores e unidades estão na Tabela 4.13.
Tabela 4.13: Condições de operação utilizadas na simulação da torre atmosférica
Ordem Parâmetro Valor Unidade
1 Temperatura da carga após o forno 379,0 °C2 Pressão na zona de flash* 1,47 kgf/cm2
3 Temperatura na zona de flash 373,5 °C4 Pressão no condensador de topo* 1,03 kgf/cm2
5 Pressão no topo da coluna (estágio teórico 2)* 1,22 kgf/cm2
6 Temperatura no topo da coluna (estágio teórico 2) 125,0 °C
7 Temperatura no estágio de retirada de querosene 193,6 °C
8 Temperatura no estágio de retirada de diesel leve 260,6 °C
9 Temperatura no estágio de retirada de diesel pesado 323,7 °C
10 Temperatura de retorno do refluxo circulante de diesel pesado 152,0 °C11 Vazão de refluxo circulante de diesel pesado 2992,6 m
3/d
12 Temperatura no fundo da coluna (estágio teórico 17) 369,1 °C
14 Temperatura no condensador de topo (refluxo subresfriado) 34,4 °C
15 T90% da nafta pesada 145,2 °C
16 Vazão de nafta pesada 474,2 m
3
/d17 Vazão de querosene 1100,5 m3/d
18 Vazão de diesel leve 1685,0 m3/d
19 Vazão de diesel pesado 1556,4 m3/d
20 Vazão de RAT 6743,6 m3/d21 Razão de refluxo de topo 5,64 -22 Vazão de vapor de retificação 5690,0 kg/h
*As pressões estão em valores absolutos.
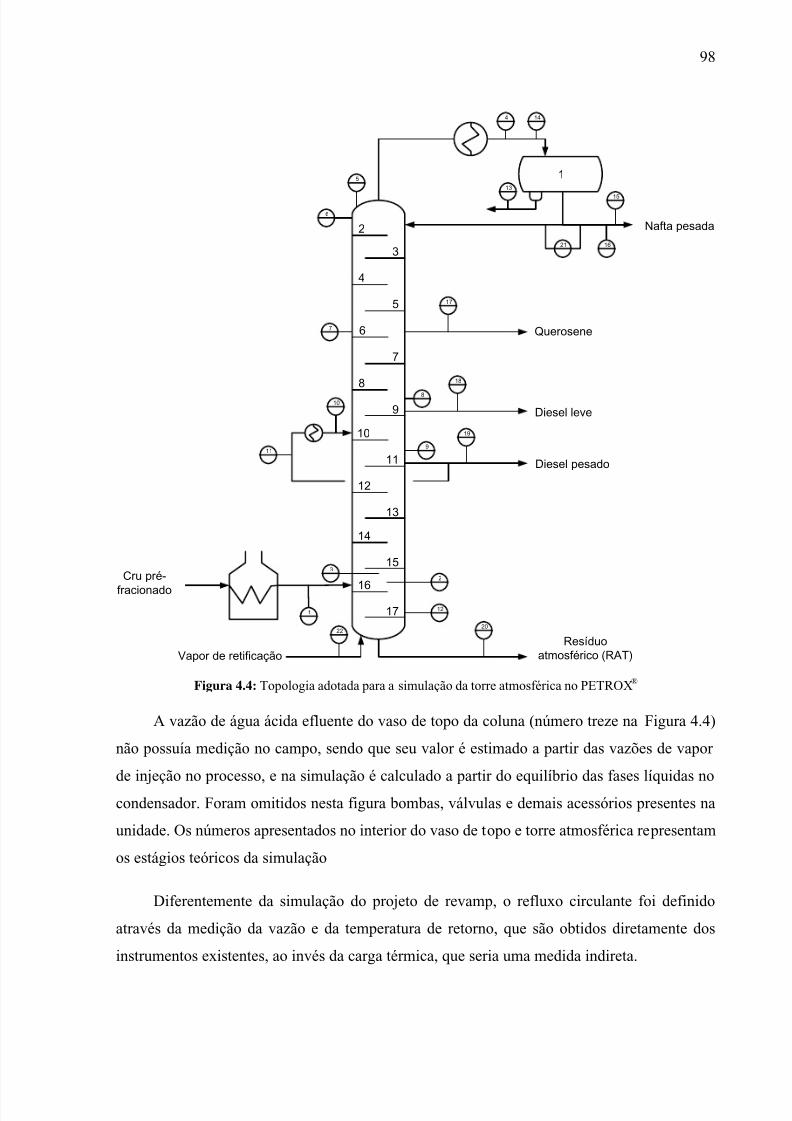
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 99/124
98
Nafta pesada
Querosene
Diesel leve
Diesel pesado
Resíduo
atmosférico (RAT)
1
2
3
2
10
11
4
5
6
7
8
9
10
11
12
13
14
15
16
17
113
4 14
1621
5
6
7
17
8
18
9
19
12
20
3
Cru pré-
fracionado
15
Vapor de retificação
22
Figura 4.4: Topologia adotada para a simulação da torre atmosférica no PETROX®
A vazão de água ácida efluente do vaso de topo da coluna (número treze na Figura 4.4)
não possuía medição no campo, sendo que seu valor é estimado a partir das vazões de vapor
de injeção no processo, e na simulação é calculado a partir do equilíbrio das fases líquidas no
condensador. Foram omitidos nesta figura bombas, válvulas e demais acessórios presentes na
unidade. Os números apresentados no interior do vaso de topo e torre atmosférica representam
os estágios teóricos da simulação
Diferentemente da simulação do projeto de revamp, o refluxo circulante foi definido
através da medição da vazão e da temperatura de retorno, que são obtidos diretamente dos
instrumentos existentes, ao invés da carga térmica, que seria uma medida indireta.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 100/124
99
Devido a sua maior complexidade, a torre atmosférica requer um maior número de
dados de entrada, a fim de zerar os graus de liberdade oriundos da sua modelagem. Estando
definidas a vazão de carga da torre atmosférica, as variáveis para fechamento do balanço de
massa são obtidas através da informação das vazões dos produtos laterais conforme as
produções medidas, enquanto as vazões dos produtos de topo e fundo são variáveis utilizadas
internamente para fechar o balanço de massa.
O balanço de energia é resolvido com as entalpias das correntes de entrada e saída,
carga térmica no refluxo circulante e carga térmica no condensador. Uma vez que esta última
não é medida na planta (pois seria necessário conhecer a vazão de fluido de resfriamento e
temperatura de entrada e saída no condensador), a carga térmica é flexibilizada a fim de se
especificar a produção de nafta pesada, ou sua qualidade (T90%) ou a razão de refluxo.
Verifica-se que, para cada uma das três especificações utilizadas, os resultados da simulação
divergem entre si, sendo as divergências discutidas na seção 4.3.1.
4.3.1 Resultados e Discussões
Com o objetivo de reproduzir as condições de operação da unidade, foram propostos
três casos, em que se alterou a especificação mantendo-se em todos os casos a mesma variável
flexibilizada (carga térmica no condensador), conforme Tabela 4.14. Para cada variável
especificada será comparado com os resultados da planta o perfil de temperaturas, as vazões
dos produtos e a razão de refluxo, além das propriedades analisadas em laboratório (densidade
e curva ASTM D-86).
Tabela 4.14: Metodologia utilizada nas simulações da torre atmosférica
Caso de Estudo Especificação Valor Unidade
Caso 1 Vazão volumétrica de nafta pesada 474,2 m3/d
Caso 2 Razão de refluxo 5,64 Adimensional
Caso 3 T90% da nafta pesada 145,2 ºC
A Tabela 4.15 contém a comparação entre as especificações em cada caso e o seu valor
medido na planta. No caso 1, em que se pretende controlar a produção de nafta pesada, vê-se
que a razão de refluxo é maior que a verificada em planta, além de apresentar uma T90%
cerca de 5ºC menor que a experimental, mas ainda dentro de um erro aceitável. A proposição
do caso 2 busca corrigir o erro na razão de refluxo e, como conseqüência, a produção de nafta
pesada é elevada 28% acima da medida, aumentando-se também sua T90% numa faixa
tolerável. O caso 3, especificando-se a qualidade da nafta, ocorre uma redução do erro na
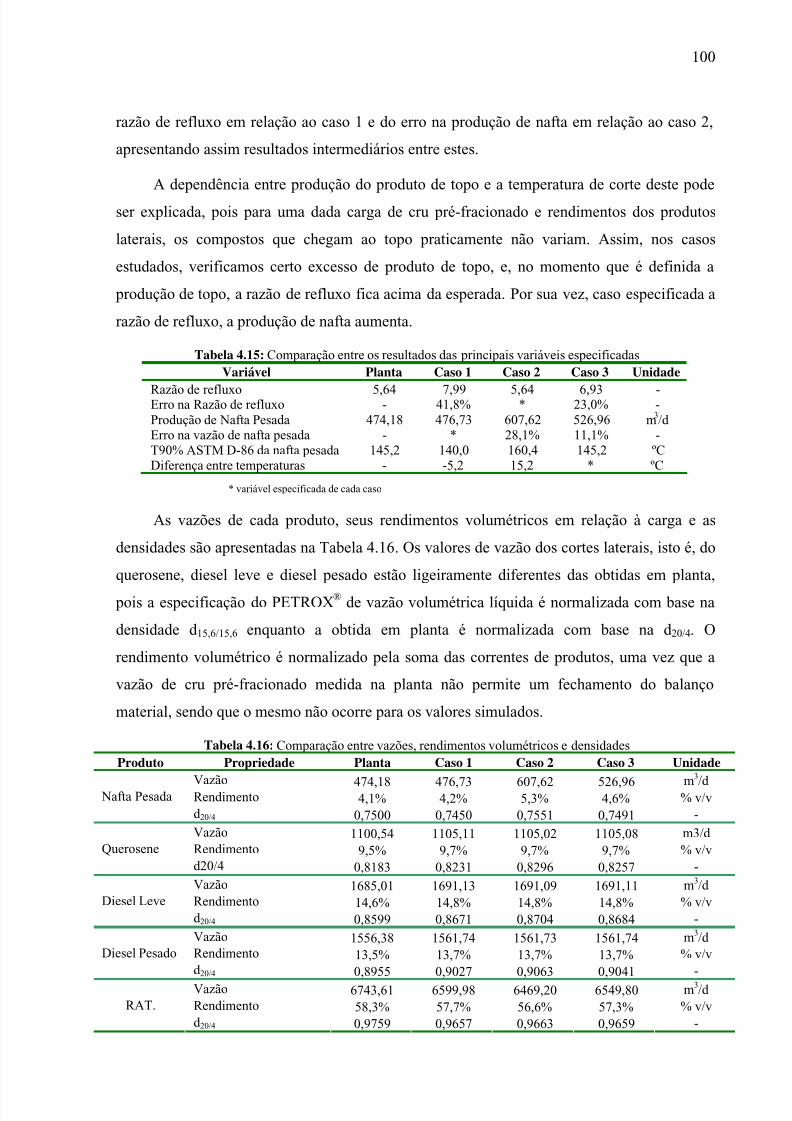
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 101/124
100
razão de refluxo em relação ao caso 1 e do erro na produção de nafta em relação ao caso 2,
apresentando assim resultados intermediários entre estes.
A dependência entre produção do produto de topo e a temperatura de corte deste pode
ser explicada, pois para uma dada carga de cru pré-fracionado e rendimentos dos produtos
laterais, os compostos que chegam ao topo praticamente não variam. Assim, nos casos
estudados, verificamos certo excesso de produto de topo, e, no momento que é definida a
produção de topo, a razão de refluxo fica acima da esperada. Por sua vez, caso especificada a
razão de refluxo, a produção de nafta aumenta.
Tabela 4.15: Comparação entre os resultados das principais variáveis especificadas
Variável Planta Caso 1 Caso 2 Caso 3 Unidade
Razão de refluxo 5,64 7,99 5,64 6,93 -Erro na Razão de refluxo - 41,8% * 23,0% -
Produção de Nafta Pesada 474,18 476,73 607,62 526,96 m3/d
Erro na vazão de nafta pesada - * 28,1% 11,1% -T90% ASTM D-86 da nafta pesada 145,2 140,0 160,4 145,2 ºCDiferença entre temperaturas - -5,2 15,2 * ºC
* variável especificada de cada caso
As vazões de cada produto, seus rendimentos volumétricos em relação à carga e as
densidades são apresentadas na Tabela 4.16. Os valores de vazão dos cortes laterais, isto é, do
querosene, diesel leve e diesel pesado estão ligeiramente diferentes das obtidas em planta,
pois a especificação do PETROX® de vazão volumétrica líquida é normalizada com base na
densidade d 15,6/15,6 enquanto a obtida em planta é normalizada com base na d 20/4. O
rendimento volumétrico é normalizado pela soma das correntes de produtos, uma vez que a
vazão de cru pré-fracionado medida na planta não permite um fechamento do balanço
material, sendo que o mesmo não ocorre para os valores simulados.
Tabela 4.16: Comparação entre vazões, rendimentos volumétricos e densidades
Produto Propriedade Planta Caso 1 Caso 2 Caso 3 Unidade
Vazão 474,18 476,73 607,62 526,96 m
3
/dRendimento 4,1% 4,2% 5,3% 4,6% % v/v Nafta Pesada
d 20/4 0,7500 0,7450 0,7551 0,7491 -
Vazão 1100,54 1105,11 1105,02 1105,08 m3/d
Rendimento 9,5% 9,7% 9,7% 9,7% % v/vQuerosene
d20/4 0,8183 0,8231 0,8296 0,8257 -
Vazão 1685,01 1691,13 1691,09 1691,11 m3/d
Rendimento 14,6% 14,8% 14,8% 14,8% % v/vDiesel Leve
d 20/4 0,8599 0,8671 0,8704 0,8684 -
Vazão 1556,38 1561,74 1561,73 1561,74 m3/d
Rendimento 13,5% 13,7% 13,7% 13,7% % v/vDiesel Pesado
d 20/4 0,8955 0,9027 0,9063 0,9041 -
Vazão 6743,61 6599,98 6469,20 6549,80 m3/d
Rendimento 58,3% 57,7% 56,6% 57,3% % v/vRAT.
d 20/4 0,9759 0,9657 0,9663 0,9659 -

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 102/124
101
O perfil de temperatura obtido nas simulações é comparado com os obtidos em
operação na Tabela 4.17, sendo que as medições da planta só contemplavam as panelas de
retiradas dos produtos laterais, a retirada de produto de fundo, além da temperatura do topo da
coluna, que é equivalente ao segundo estágio teórico. Na Figura 4.5, verificamos o
comportamento do perfil da torre medido e simulado.
Tabela 4.17: Comparação entre os perfis de temperatura e razão de refluxo simulados e medidos
Ponto de medição de temperaturaEstágioteórico
Planta Caso 1 Caso 2 Caso 3 Unidade
Condensador 1 34,4 34,4 34,4 34,4 ºC
Topo da coluna 125,0 116,3 127,5 120,8 ºCDiferença entre temperaturas
2- -8,7 2,5 -4,2 ºC
Panela de retirada de querosene 193,6 182,0 191,5 185,9 ºC
Diferença entre temperaturas
6
- -11,5 -2,0 -7,7 ºCPanela de retirada de diesel leve 260,6 246,1 250,8 248,0 ºCDiferença entre temperaturas
9- -14,5 -9,8 -12,6 ºC
Panela de retirada de diesel pesado 323,7 307,6 312,0 309,3 ºCDiferença entre temperaturas
11- -16,1 -11,7 -14,4 ºC
Retirada de residuo atmosférico 369,2 363,4 363,8 363,6 ºCDiferença entre temperaturas
17- -5,7 -5,3 -5,6 ºC
Podemos perceber que o perfil de temperaturas mostra grande dependência da razão de
refluxo e da produção de nafta pesada. A temperatura de topo nos casos em que as razões de
refluxo são maiores (casos 1 e 3) fica abaixo da experimental, enquanto, no caso 2, fica
levemente maior. Para as demais retiradas de produtos, vemos que todos os pontos
apresentam desvios para baixo em relação ao medido, mostrando que a torre simulada está
levemente mais fria em todos os casos.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 103/124
102
Comparação Entre Perfis de Temperatura
1
3
5
7
9
11
13
15
17
0 50 100 150 200 250 300 350 400
Temperatura (C)
E s t á g i o
Planta Caso 1 Caso 2 Caso 3
Figura 4.5: Comparação entre o perfil de temperaturas medido e os simulados
Para verificarmos a influência das variáveis estudadas na qualidade dos produtos, é
apresentada da Figura 4.6 à Figura 4.10 a comparação entre a análise ASTM-D86 dos
produtos da torre atmosférica medida no campo e as obtidas pelo PETROX®.
As retiradas laterais apresentaram valores muito semelhantes para a análise ASTM D-86
obtida por simulação nos três casos, desta forma serão representados apenas os valores
referentes ao caso 3. Na Tabela 4.18 são apresentados os resultados dos pontos extremos da
destilação ASTM D-86 (T10% e T90%).
A definição de gap ou overlap aceita internacionalmente é a diferença entre as
temperaturas T5% do produto mais pesado e a T95% do produto mais leve da curva de
destilação ASTM D-86, para cortes subseqüentes em uma coluna de destilação atmosférica
(por exemplo, separação nafta pesada / querosene). Assim, caso ocorra o afastamento (gap)
ou a sobreposição (overlap) entre as curvas, o valor dessa diferença será positivo ou negativo,
respectivamente (WATKINS, 1973). Em razão da indisponibilidade de dados experimentais
destes pontos da curva para as correntes analisadas, optou-se pelas temperaturas T10% e
T90% para o cálculo do Gap ou Overlap.
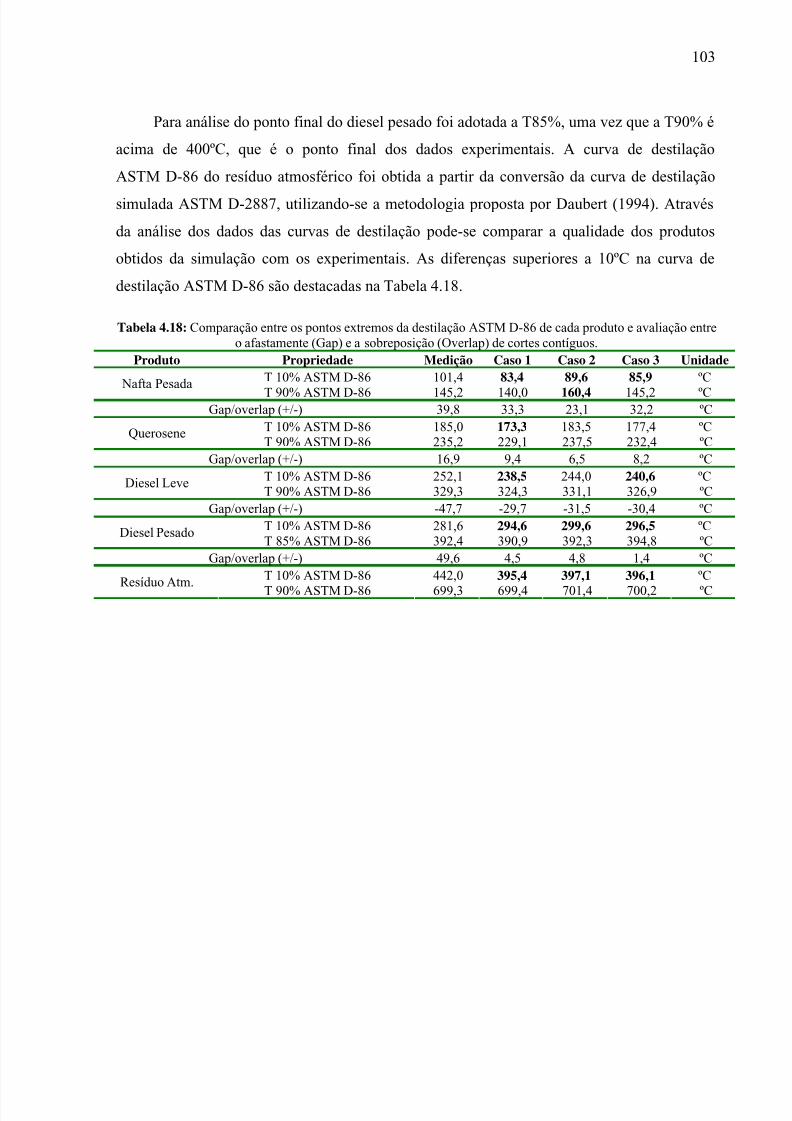
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 104/124
103
Para análise do ponto final do diesel pesado foi adotada a T85%, uma vez que a T90% é
acima de 400ºC, que é o ponto final dos dados experimentais. A curva de destilação
ASTM D-86 do resíduo atmosférico foi obtida a partir da conversão da curva de destilação
simulada ASTM D-2887, utilizando-se a metodologia proposta por Daubert (1994). Através
da análise dos dados das curvas de destilação pode-se comparar a qualidade dos produtos
obtidos da simulação com os experimentais. As diferenças superiores a 10ºC na curva de
destilação ASTM D-86 são destacadas na Tabela 4.18.
Tabela 4.18: Comparação entre os pontos extremos da destilação ASTM D-86 de cada produto e avaliação entre
o afastamente (Gap) e a sobreposição (Overlap) de cortes contíguos.
Produto Propriedade Medição Caso 1 Caso 2 Caso 3 Unidade
T 10% ASTM D-86 101,4 83,4 89,6 85,9 ºC Nafta Pesada
T 90% ASTM D-86 145,2 140,0 160,4 145,2 ºCGap/overlap (+/-) 39,8 33,3 23,1 32,2 ºC
T 10% ASTM D-86 185,0 173,3 183,5 177,4 ºCQuerosene
T 90% ASTM D-86 235,2 229,1 237,5 232,4 ºC
Gap/overlap (+/-) 16,9 9,4 6,5 8,2 ºC
T 10% ASTM D-86 252,1 238,5 244,0 240,6 ºCDiesel Leve
T 90% ASTM D-86 329,3 324,3 331,1 326,9 ºC
Gap/overlap (+/-) -47,7 -29,7 -31,5 -30,4 ºC
T 10% ASTM D-86 281,6 294,6 299,6
296,5
ºCDiesel Pesado
T 85% ASTM D-86 392,4 390,9 392,3 394,8 ºC
Gap/overlap (+/-) 49,6 4,5 4,8 1,4 ºC
T 10% ASTM D-86 442,0 395,4 397,1 396,1
ºCResíduo Atm.
T 90% ASTM D-86 699,3 699,4 701,4 700,2 ºC
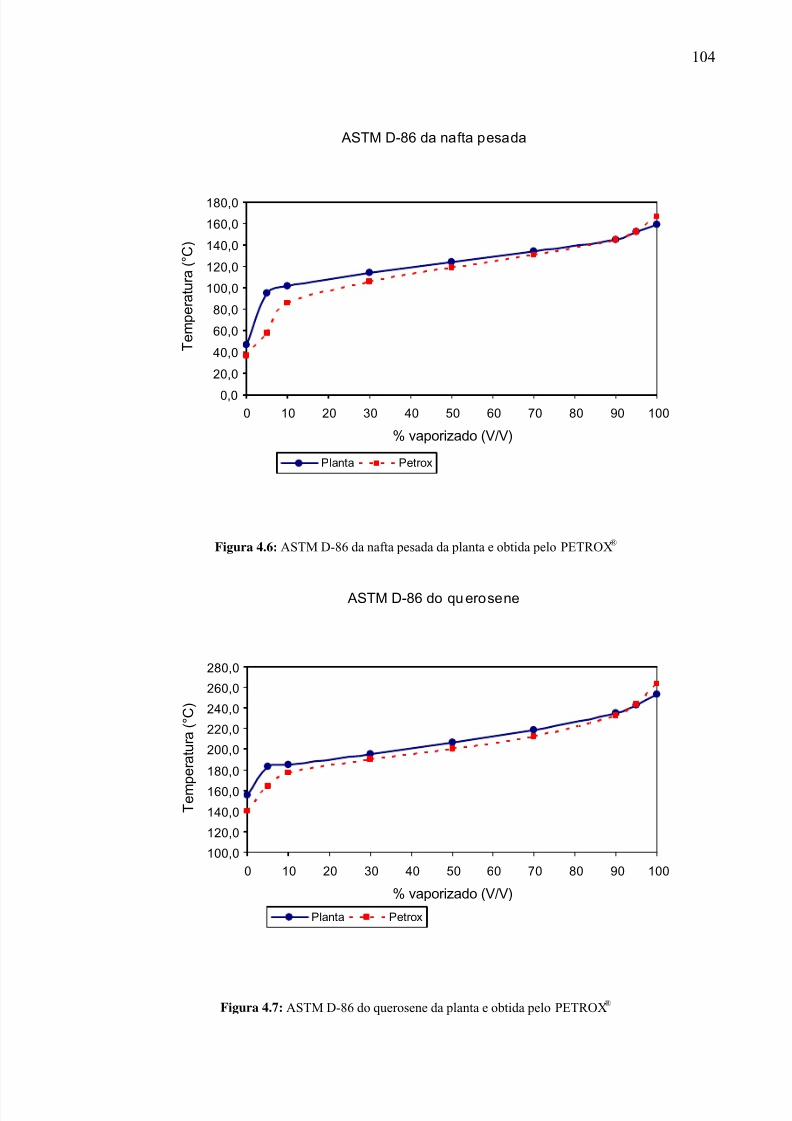
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 105/124
104
ASTM D-86 da nafta pesada
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
180,0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m p e r a t u r a ( ° C )
Planta Petrox
Figura 4.6: ASTM D-86 da nafta pesada da planta e obtida pelo PETROX®
ASTM D-86 do querosene
100,0
120,0
140,0
160,0
180,0
200,0
220,0
240,0
260,0
280,0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m p e r a t u r a ( ° C )
Planta Petrox
Figura 4.7: ASTM D-86 do querosene da planta e obtida pelo PETROX®
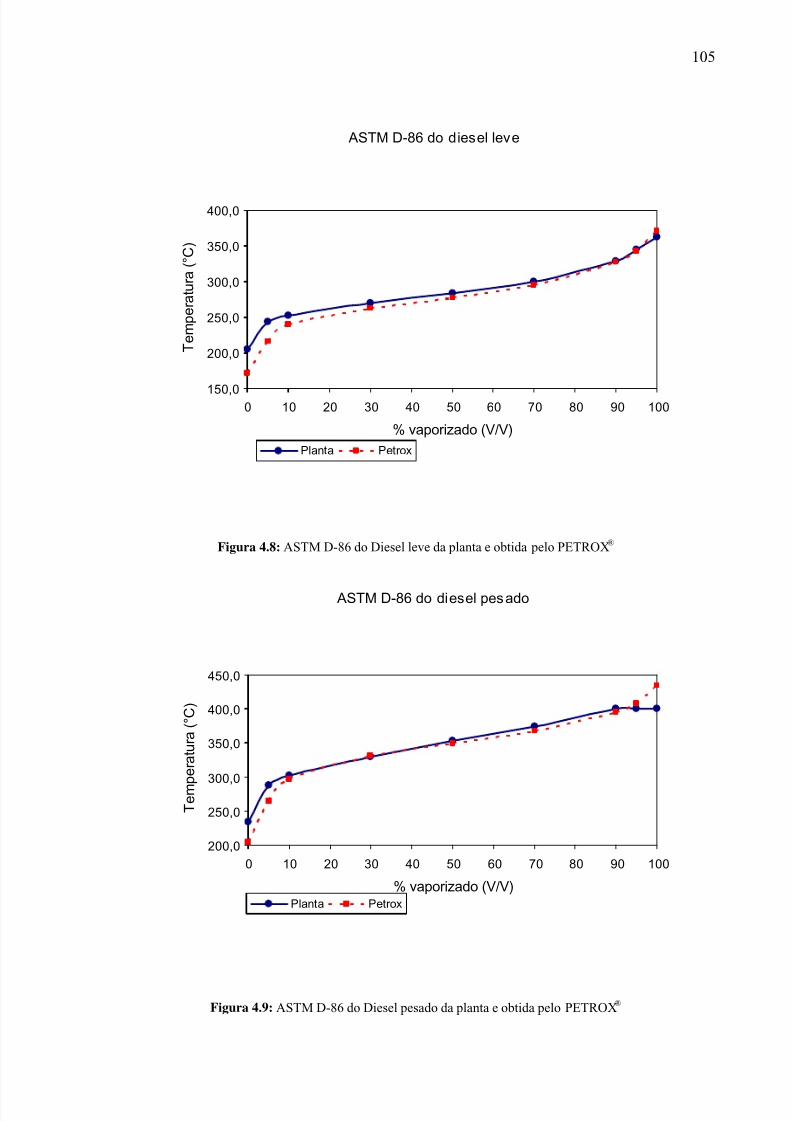
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 106/124
105
ASTM D-86 do diesel leve
150,0
200,0
250,0
300,0
350,0
400,0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m p e r a t u r a ( ° C )
Planta Petrox
Figura 4.8: ASTM D-86 do Diesel leve da planta e obtida pelo PETROX®
ASTM D-86 do diesel pesado
200,0
250,0
300,0
350,0
400,0
450,0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m p e r a t u r a ( ° C )
Planta Petrox
Figura 4.9: ASTM D-86 do Diesel pesado da planta e obtida pelo PETROX®

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 107/124
106
ASTM D-86 do RAT
300,0
350,0
400,0
450,0
500,0
550,0
600,0
650,0
700,0
750,0
800,0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m p e r a t u r a ( ° C )
Planta Petrox
Figura 4.10: ASTM D-86 do resíduo atmosférico da planta e obtida pelo PETROX®
A nafta pesada apresentou grandes divergências em relação a sua T10% em todos oscasos avaliados, o que pode ser originário da própria característica da fração leve do cru
pré-fracionado. Outra explicação para as divergências pode ser o erro experimental no início
da análise da destilação ASTM D-86, que por iniciar com a amostra à temperatura e pressão
ambiente, pode perder frações leves, aumentando suas temperaturas de vaporização no início
da curva. O T90% da nafta pesada, para o caso 2, foi maior devido a sua maior produção que
acaba deslocando parte dos leves do querosene para a corrente de topo.
Para os demais cortes, vê-se que as temperaturas finais se ajustam com a experimental
em todos os casos estudados. Quanto às temperaturas iniciais dos cortes laterais, nos casos de
razão de refluxo mais elevadas, casos 1 e 3, observa-se que essas são menores, estando este
fato ligado diretamente à redução de temperaturas em todos os estágios da torre em relação ao
da planta.
Apesar de em todos os casos a temperatura do estágio de retirada de diesel pesado
simulada ser inferior à medida, verifica-se que o valor simulado da T10% é superior ao obtido
experimentalmente. Estes dados, incluindo a observação de que a sobreposição (overlap)
entre as curvas do diesel leve e do diesel pesado experimental é maior que a simulada, aponta
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 108/124
107
para que a eficiência de separação real entre essas correntes seja menor do que a adotada nas
simulações. Isso é aceitável, tratando-se da região em que existe o refluxo circulante, onde
normalmente a eficiência é mais baixa (WATKINS, 1973).
A temperatura T10% do resíduo atmosférico também foi problemática em todos os
casos, enquanto que a T90% comportou-se satisfatoriamente. No entanto a comparação entre
estas curvas é prejudicada, em função das transformações que são realizadas na obtenção da
curva experimental. Vale ressaltar que a ASTM D-2887 é obtida por cromatografia, onde os
tempos de retenção na coluna são convertidos em temperaturas de ebulição, que após é
transformada na curva de destilação ASTM D-86.
No capítulo cinco, utilizando-se a ferramenta desenvolvida, será feita a previsão do
comportamento da unidade frente a uma mudança da carga prevista para um cenário futuro.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 109/124
Capítulo 5
Simulação de condições operacionais futuras
Uma vez verificada que a simulação desenvolvida para a unidade de destilação
atmosférica é capaz de reproduzir as condições operacionais atuais, pode-se utilizar esta
ferramenta para se prever o comportamento da unidade industrial em outras situações. Neste
intuito, pode-se utilizá-la para avaliar o comportamento da unidade quando submetida a
cargas com características diferentes da atual, seu comportamento frente a alterações no perfil
de produção dos produtos ou ainda avaliar o seu desempenho quando submetida a mudanças
nas condições operacionais.
Desta forma, foi avaliado um cenário futuro onde a UDA é submetida a uma carga de
composição diferente, mas com vazão volumétrica igual a atual. Este novo blend de petróleo a
ser processado foi definido através do planejamento de produção que engloba todas as
refinarias do sistema Petrobras. Este planejamento busca otimizar o sistema como um todo,
definindo a carga de cada refinaria de modo a melhor aproveitar seu esquema de refino,
atendendo a demanda do mercado abastecido por esta unidade de negócio.
O período de avaliação é o compreendido entre os anos 2010 e 2015, sendo escolhido o
ano de 2013, pois a previsão é de que neste ano seja processada a carga mais pesada dentro do
período (20,9 °API). Com a carga mais pesada, poder-se-ia prever uma queda do rendimento
de derivados leves e médios que são os produtos de maior demanda no Brasil atualmente.
Desta maneira é importante prever o rendimento dos derivados obtidos através da UDA e
identificar a necessidade de possíveis modificações na unidade a fim de aumentar o
rendimento destes derivados.
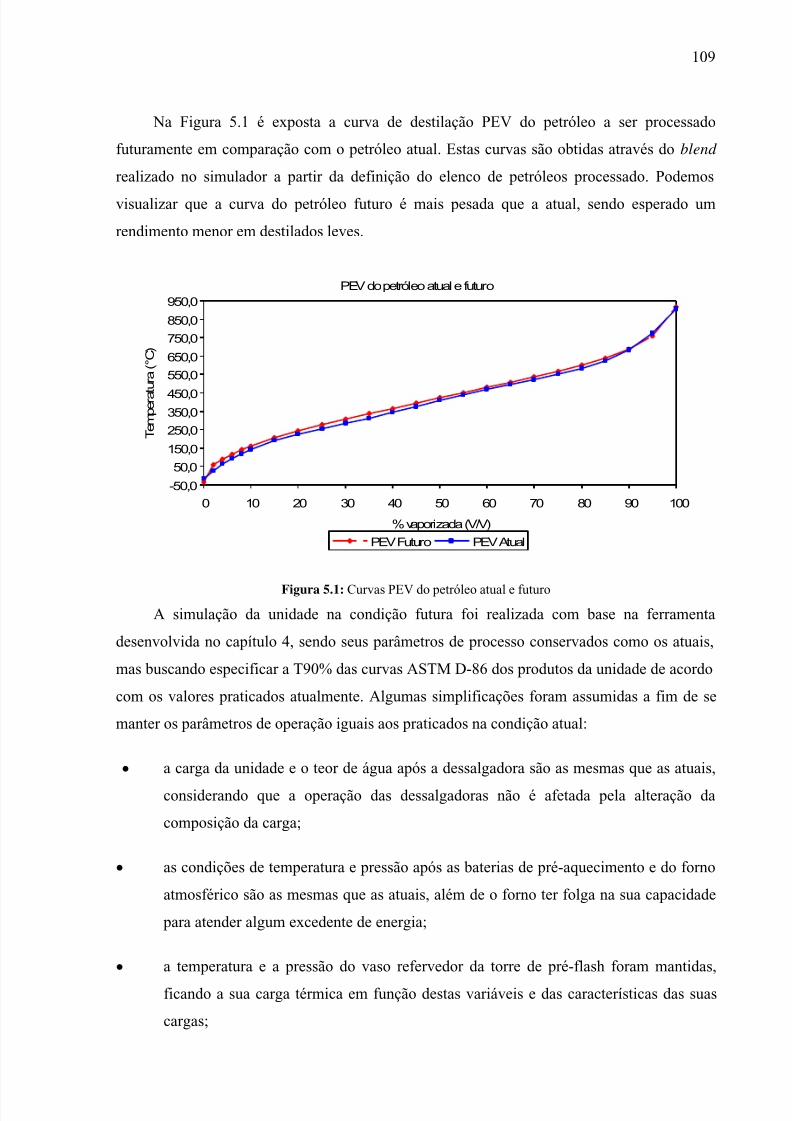
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 110/124
109
Na Figura 5.1 é exposta a curva de destilação PEV do petróleo a ser processado
futuramente em comparação com o petróleo atual. Estas curvas são obtidas através do blend
realizado no simulador a partir da definição do elenco de petróleos processado. Podemos
visualizar que a curva do petróleo futuro é mais pesada que a atual, sendo esperado um
rendimento menor em destilados leves.
PEV do petróleo atual e futuro
-50,0
50,0
150,0
250,0
350,0
450,0
550,0
650,0
750,0
850,0
950,0
0 10 20 30 40 50 60 70 80 90 100
% vaporizada (V/V)
T e m p e r a t u r a ( ° C )
PEV Futuro PEV Atual
Figura 5.1: Curvas PEV do petróleo atual e futuro
A simulação da unidade na condição futura foi realizada com base na ferramenta
desenvolvida no capítulo 4, sendo seus parâmetros de processo conservados como os atuais,
mas buscando especificar a T90% das curvas ASTM D-86 dos produtos da unidade de acordo
com os valores praticados atualmente. Algumas simplificações foram assumidas a fim de se
manter os parâmetros de operação iguais aos praticados na condição atual:
• a carga da unidade e o teor de água após a dessalgadora são as mesmas que as atuais,
considerando que a operação das dessalgadoras não é afetada pela alteração da
composição da carga;
• as condições de temperatura e pressão após as baterias de pré-aquecimento e do forno
atmosférico são as mesmas que as atuais, além de o forno ter folga na sua capacidade
para atender algum excedente de energia;
• a temperatura e a pressão do vaso refervedor da torre de pré-flash foram mantidas,
ficando a sua carga térmica em função destas variáveis e das características das suas
cargas;
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 111/124
110
• os condensadores de ambas as torres foram mantidos sob as mesmas condições de
temperatura e pressão;
•
as condições de temperatura e pressão dos vapores d’água são mantidas constante;
• a vazão e temperatura de retorno do refluxo circulante foram mantidas, uma vez que
esta atende as necessidades de pré-aquecimento do petróleo cru;
• os perfis de pressão nas colunas foram mantidos, desconsiderando-se o efeito da
diferença na perda de carga nos pratos, recheios e linhas de topo, relacionada à
alteração de vazões nestes.
Os parâmetros de processo que foram recalculados são descritos a seguir:
• a vazão de vapor de retificação de RAT do fundo da torre atmosférica é mantida na
mesma proporção com a vazão de RAT retificado;
• O vapor “vivo” injetado no vaso refervedor da pré-flash foi calculado de modo a
manter a mesma razão entre a vazão deste e de cru pré-fracionado.
Os graus de liberdade restantes na simulação são definidos especificando a qualidade
dos produtos flexibilizando-se a retirada de cada um deles, conforme Tabela 5.1.
Tabela 5.1: Especificações e variáveis flexibilizadas
Sistema Variável especificada Variável flexibilizada
T90% da NLNE Vazão de NLNETorre de pré-flash
Temperatura no condensadorCarga térmica no
condensador
T90% nafta pesadaCarga térmica no
condensador
T90% queroseneVazão de retirada de
querosene
T90% de diesel leveVazão de retirada de
diesel leve
Torre atmosférica
T90% de diesel pesadoVazão de retirada de
diesel pesado
5.1Torre de Pré-Flash
A torre de pré-flash foi simulada para a nova composição de carga com o objetivo de
manter a T90% da curva ASTM D-86 de ebulição da NLNE. Por se tratar de um blend de
petróleo mais pesado que o atual, a vaporização no vaso refervedor é menor, mesmo com uma
injeção maior de vapor “vivo”, resultando numa menor carga para a coluna que a praticada

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 112/124
111
atualmente. Os resultados dos principais parâmetros de processo para a torre de pré-
fracionamento são expostos na Tabela 5.2. Com a finalidade de comparação, são apresentados
os parâmetros de processo da planta atual, os resultados da simulação da condição futura e
também da simulação do caso atual em que a T90% ATSM D-86 da NLNE é especificada,
conforme descrito no capítulo 4.
Tabela 5.2: Condições de processo da planta e das simulações das condiçõesatuais e futuras da torre de pré-flash.
Parâmetro Planta SimulaçãoAtual
SimulaçãoFutura
Unidade
Razão de Refluxo 0,59 0,35 0,43Carga térmica Condensador - -9,04 -7,94 Gcal/hVazão de Gás Combustível 9,953 9,121 8,800 kNm
3/d
Vazão de Nafta Leve Não Estabilizada 1114,2 1026,5 776,88 m3/d
Vazão de Cru Pré-Fracionado 10915,8 11448,1 11650,5 m3/d
T-90% da ASTM D-86 161,8 161,8 161,8 °C
Como conseqüência do uso de um petróleo mais pesado, ocorre uma menor vaporização
no revervedor e obtemos uma produção de NLNE cerca de 30% menor que a atual. Já o gás
combustível apresenta uma vazão na simulação futura 7,5% menor que a medida na planta e
3,5% menor que na simulação atual. A carga térmica no condensador no caso futuro foi 12%
menor que na simulação do caso atual, demonstrando, neste caso, que o efeito da menor
produção dos produtos de topo foi maior que o aumento da razão de refluxo. O aumento darazão de refluxo é resultado da maior quantidade relativa de componentes pesados na corrente
que chega ao topo da torre. Em termos absolutos, a quantidade de matéria que chega ao topo é
menor e, mesmo com uma razão de refluxo maior, a vazão de refluxo do caso futuro é menor
que a simulação do caso atual.
Os valores de temperatura obtidos para a simulação são expostos na Tabela 5.3, e
demonstram o quanto a temperatura de topo é dependente da razão de refluxo para a obtenção
de produtos praticamente iguais.
Tabela 5.3: Valores das temperaturas medidos na planta e obtidos nas simulações das condições atuais e futurasda torre de pré-flash.
Estágio Planta SimulaçãoAtual
SimulaçãoFutura
Unidade
1 37,0 37,0 37,0 °C
2 120,2 132,3 128,4 °C
As curvas ASTM D-86 da nafta leve não estabilizada (Figura 5.1) demonstram que o
produto líquido obtido no topo da torre de pré-flash apresenta diferenças muito pequenas
quanto à composição em relação ao produto obtido na simulação das condições atuais.
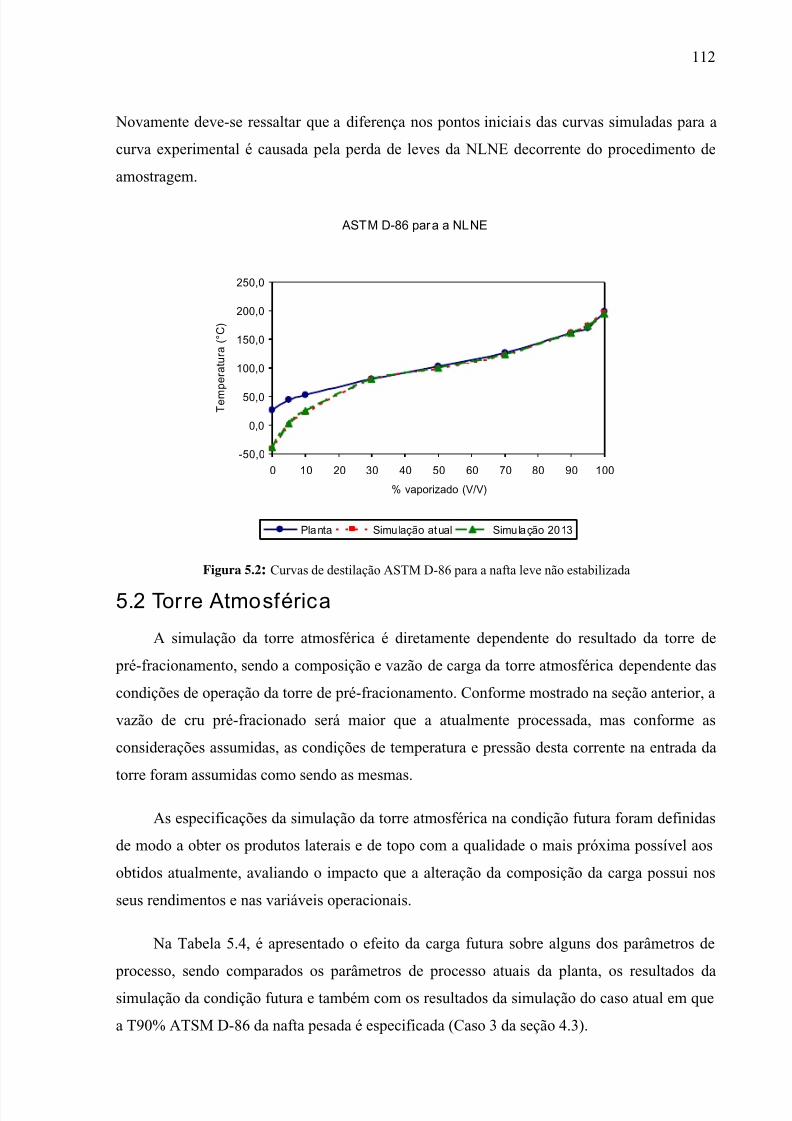
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 113/124
112
Novamente deve-se ressaltar que a diferença nos pontos iniciais das curvas simuladas para a
curva experimental é causada pela perda de leves da NLNE decorrente do procedimento de
amostragem.
ASTM D-86 para a NLNE
-50,0
0,0
50,0
100,0
150,0
200,0
250,0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m
p e r a t u r a ( ° C )
Planta Simulação atual Simulação 2013
Figura 5.2: Curvas de destilação ASTM D-86 para a nafta leve não estabilizada
5.2 Torre Atmosférica
A simulação da torre atmosférica é diretamente dependente do resultado da torre de
pré-fracionamento, sendo a composição e vazão de carga da torre atmosférica dependente das
condições de operação da torre de pré-fracionamento. Conforme mostrado na seção anterior, a
vazão de cru pré-fracionado será maior que a atualmente processada, mas conforme as
considerações assumidas, as condições de temperatura e pressão desta corrente na entrada da
torre foram assumidas como sendo as mesmas.
As especificações da simulação da torre atmosférica na condição futura foram definidas
de modo a obter os produtos laterais e de topo com a qualidade o mais próxima possível aos
obtidos atualmente, avaliando o impacto que a alteração da composição da carga possui nos
seus rendimentos e nas variáveis operacionais.
Na Tabela 5.4, é apresentado o efeito da carga futura sobre alguns dos parâmetros de
processo, sendo comparados os parâmetros de processo atuais da planta, os resultados da
simulação da condição futura e também com os resultados da simulação do caso atual em que
a T90% ATSM D-86 da nafta pesada é especificada (Caso 3 da seção 4.3).
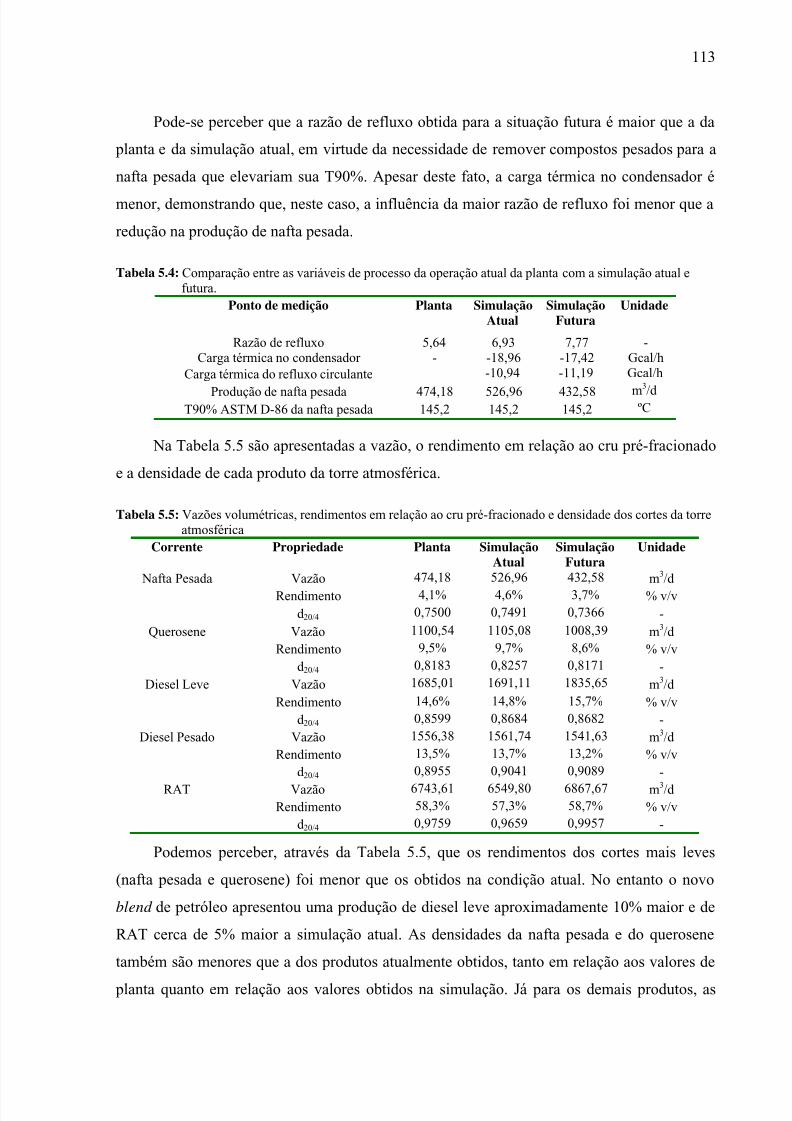
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 114/124
113
Pode-se perceber que a razão de refluxo obtida para a situação futura é maior que a da
planta e da simulação atual, em virtude da necessidade de remover compostos pesados para a
nafta pesada que elevariam sua T90%. Apesar deste fato, a carga térmica no condensador é
menor, demonstrando que, neste caso, a influência da maior razão de refluxo foi menor que a
redução na produção de nafta pesada.
Tabela 5.4: Comparação entre as variáveis de processo da operação atual da planta com a simulação atual efutura.
Ponto de medição Planta SimulaçãoAtual
SimulaçãoFutura
Unidade
Razão de refluxo 5,64 6,93 7,77 -Carga térmica no condensador - -18,96 -17,42 Gcal/h
Carga térmica do refluxo circulante -10,94 -11,19 Gcal/h
Produção de nafta pesada 474,18 526,96 432,58 m3
/dT90% ASTM D-86 da nafta pesada 145,2 145,2 145,2 ºC
Na Tabela 5.5 são apresentadas a vazão, o rendimento em relação ao cru pré-fracionado
e a densidade de cada produto da torre atmosférica.
Tabela 5.5: Vazões volumétricas, rendimentos em relação ao cru pré-fracionado e densidade dos cortes da torreatmosférica
Corrente Propriedade Planta SimulaçãoAtual
SimulaçãoFutura
Unidade
Nafta Pesada Vazão 474,18 526,96 432,58 m3/d
Rendimento 4,1% 4,6% 3,7% % v/v
d 20/4 0,7500 0,7491 0,7366 -
Querosene Vazão 1100,54 1105,08 1008,39 m3/d
Rendimento 9,5% 9,7% 8,6% % v/v
d 20/4 0,8183 0,8257 0,8171 -
Diesel Leve Vazão 1685,01 1691,11 1835,65 m3/d
Rendimento 14,6% 14,8% 15,7% % v/v
d 20/4 0,8599 0,8684 0,8682 -
Diesel Pesado Vazão 1556,38 1561,74 1541,63 m3/d
Rendimento 13,5% 13,7% 13,2% % v/v
d 20/4 0,8955 0,9041 0,9089 -
RAT Vazão 6743,61 6549,80 6867,67 m3/d
Rendimento 58,3% 57,3% 58,7% % v/v
d 20/4 0,9759 0,9659 0,9957 -
Podemos perceber, através da Tabela 5.5, que os rendimentos dos cortes mais leves
(nafta pesada e querosene) foi menor que os obtidos na condição atual. No entanto o novo
blend de petróleo apresentou uma produção de diesel leve aproximadamente 10% maior e de
RAT cerca de 5% maior a simulação atual. As densidades da nafta pesada e do querosene
também são menores que a dos produtos atualmente obtidos, tanto em relação aos valores de
planta quanto em relação aos valores obtidos na simulação. Já para os demais produtos, as
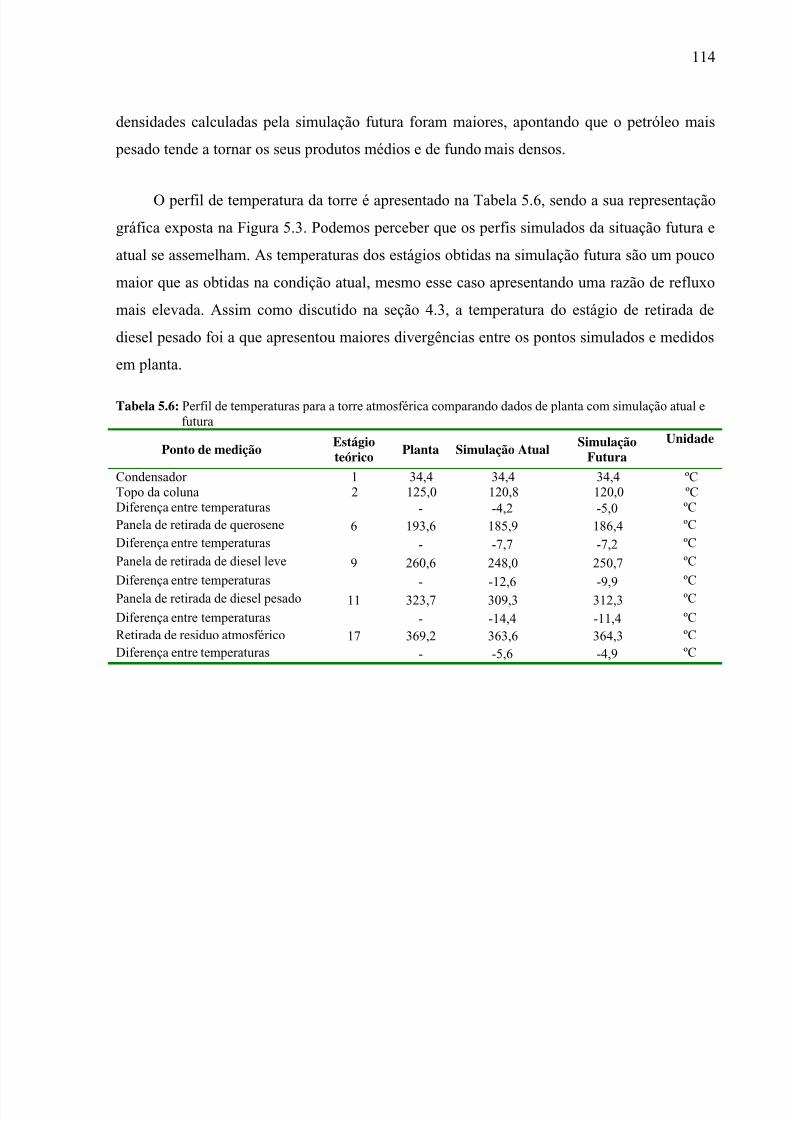
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 115/124
114
densidades calculadas pela simulação futura foram maiores, apontando que o petróleo mais
pesado tende a tornar os seus produtos médios e de fundo mais densos.
O perfil de temperatura da torre é apresentado na Tabela 5.6, sendo a sua representação
gráfica exposta na Figura 5.3. Podemos perceber que os perfis simulados da situação futura e
atual se assemelham. As temperaturas dos estágios obtidas na simulação futura são um pouco
maior que as obtidas na condição atual, mesmo esse caso apresentando uma razão de refluxo
mais elevada. Assim como discutido na seção 4.3, a temperatura do estágio de retirada de
diesel pesado foi a que apresentou maiores divergências entre os pontos simulados e medidos
em planta.
Tabela 5.6: Perfil de temperaturas para a torre atmosférica comparando dados de planta com simulação atual e
futura
Ponto de mediçãoEstágioteórico
Planta Simulação AtualSimulação
Futura
Unidade
Condensador 1 34,4 34,4 34,4 ºCTopo da coluna 2 125,0 120,8 120,0 ºCDiferença entre temperaturas - -4,2 -5,0 ºC
Panela de retirada de querosene 6 193,6 185,9 186,4 ºC
Diferença entre temperaturas - -7,7 -7,2 ºC
Panela de retirada de diesel leve 9 260,6 248,0 250,7 ºC
Diferença entre temperaturas - -12,6 -9,9 ºC
Panela de retirada de diesel pesado 11 323,7 309,3 312,3 ºC
Diferença entre temperaturas - -14,4 -11,4 ºC
Retirada de residuo atmosférico 17 369,2 363,6 364,3 ºC
Diferença entre temperaturas - -5,6 -4,9 ºC

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 116/124
115
Perfis de Temperatura para as Diferentes Condições Simuladas
1
3
5
7
9
11
13
15
17
0 50 100 150 200 250 300 350 400
Temperatura (C)
E s t á g i o
Planta Simulação Futura Simulação Atual
Figura 5.3: Perfil de temperaturas da torre atmosférica comparando dados de planta com simulação atual e
futura
A curva de destilação dos produtos está ligada a sua composição, e o gap ou overlap
entre estas curvas para produtos adjacentes é indicativo de um melhor ou pior fracionamento,
respectivamente. A Tabela 5.7 mostra os pontos extremos das curvas ASTM D-86 e a
sobreposição ou afastamento entre estas. Podemos perceber que os produtos laterais e de topo
conseguiram ser especificados quanto aos seus pontos finais, ficando as diferenças dos pontos
iniciais dentro de uma faixa aceitável. Deve-se destacar que os problemas apresentados nos
pontos iniciais da nafta pesada e do diesel pesado apareceram tanto na simulação da condição
futura quanto na simulação da condição atual. O RAT apresentou uma curva de destilação
aparentemente mais leve, mesmo tendo uma densidade maior que a simulada para a condiçãoatual.
As curvas de destilação ASTM D-86 dos produtos são expostas nas figuras a seguir
(Figura 5.4 à Figura 5.8), comparando sempre a curva experimental, com a simulação atual e
futura.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 117/124
116
Tabela 5.7: Comparação entre os pontos extremos da destilação ASTM D-86 de cada produto e avaliação entreo afastamento (Gap) e a sobreposição (Overlap) de cortes contíguos
Produto Propriedade PlantaSimulação
AtualSimulação
FuturaUnidade
T 10% ASTM D-86 101,4 85,9 86,7 ºC
Nafta Pesada T 90% ASTM D-86 145,2 145,2 145,2 ºCGap/overlap (+/-) 39,8 32,2 33,5 ºC
T 10% ASTM D-86 185,0 177,4 178,7 ºCQuerosene
T 90% ASTM D-86 235,2 232,4 235,2 ºC
Gap/overlap (+/-) 16,9 8,2 9,4 ºC
T 10% ASTM D-86 252,1 240,6 244,6 ºCDiesel Leve
T 90% ASTM D-86 329,3 326,9 329,3 ºC
Gap/overlap (+/-) -47,7 -30,4 -30,1 ºC
T 10% ASTM D-86 281,6 296,5 299,2 ºCDiesel Pesado
T 85% ASTM D-86 392,4 394,8 392,4 ºC
Gap/overlap (+/-) 49,6 1,4 0,6 ºC
T 10% ASTM D-86 442,0 396,1 393,0 ºCRAT
T 90% ASTM D-86 699,3 700,2 692,0 ºC
ASTM D-86 para a Naf ta Pesada
0.0
20.0
40.0
60.0
80.0
100.0
120.0
140.0
160.0
180.0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m p e r a t u r a ( ° C )
Planta Simulação atual Simulação 2013
Figura 5.4: Curvas de destilação ASTM D-86 para a nafta pesada

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 118/124
117
ASTM D-86 para o Querosene
100.0
120.0
140.0
160.0
180.0
200.0
220.0
240.0
260.0
280.0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m p e r a t u r a ( ° C )
Planta Simulação atual Simulação 2013
Figura 5.5: Curvas de destilação ASTM D-86 para o querosene.
ASTM D-86 para o Diesel Leve
100.0
150.0
200.0
250.0
300.0
350.0
400.0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m p e r a t u r a ( ° C )
Planta Simulação atual Simulação 2013
Figura 5.6: Curvas de destilação ASTM D-86 para o diesel leve
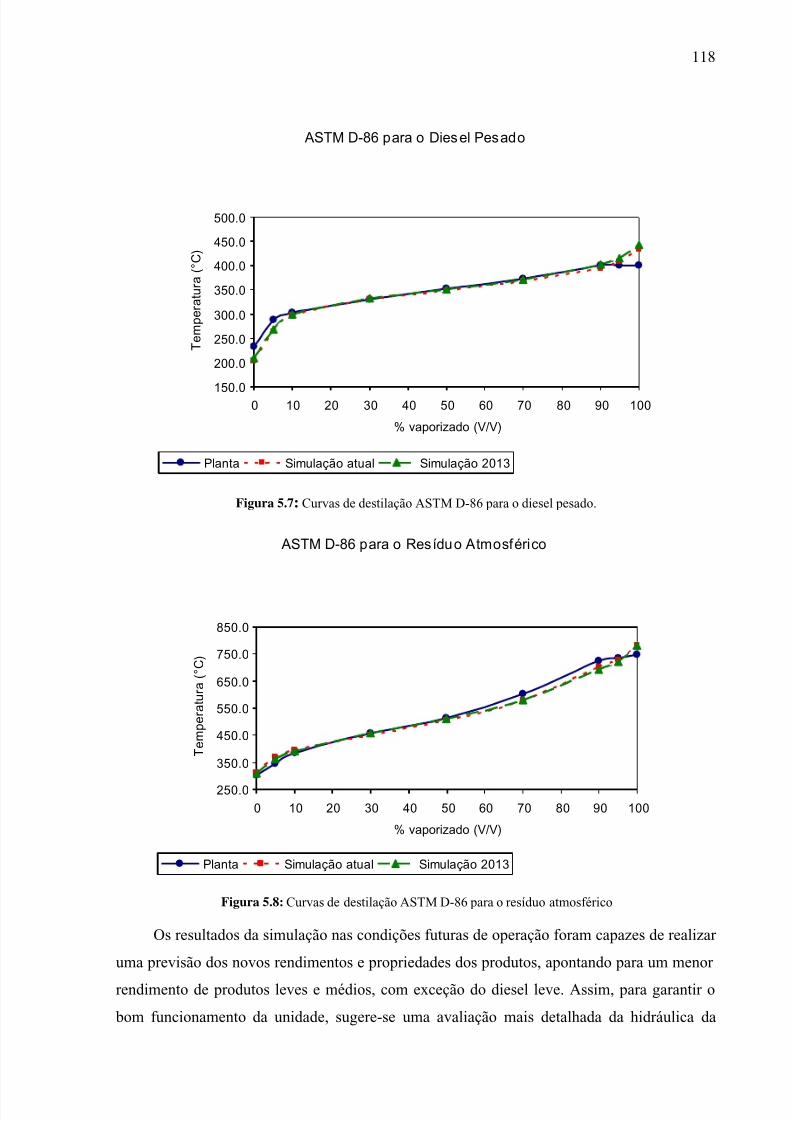
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 119/124
118
ASTM D-86 para o Diesel Pesado
150.0
200.0
250.0
300.0
350.0
400.0
450.0
500.0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m p e r a t u r a ( ° C )
Planta Simulação atual Simulação 2013
Figura 5.7: Curvas de destilação ASTM D-86 para o diesel pesado.
ASTM D-86 para o Resíduo Atmosférico
250.0
350.0
450.0
550.0
650.0
750.0
850.0
0 10 20 30 40 50 60 70 80 90 100
% vaporizado (V/V)
T e m p e r a t u r a ( ° C )
Planta Simulação atual Simulação 2013
Figura 5.8: Curvas de destilação ASTM D-86 para o resíduo atmosférico
Os resultados da simulação nas condições futuras de operação foram capazes de realizar
uma previsão dos novos rendimentos e propriedades dos produtos, apontando para um menor
rendimento de produtos leves e médios, com exceção do diesel leve. Assim, para garantir o
bom funcionamento da unidade, sugere-se uma avaliação mais detalhada da hidráulica da
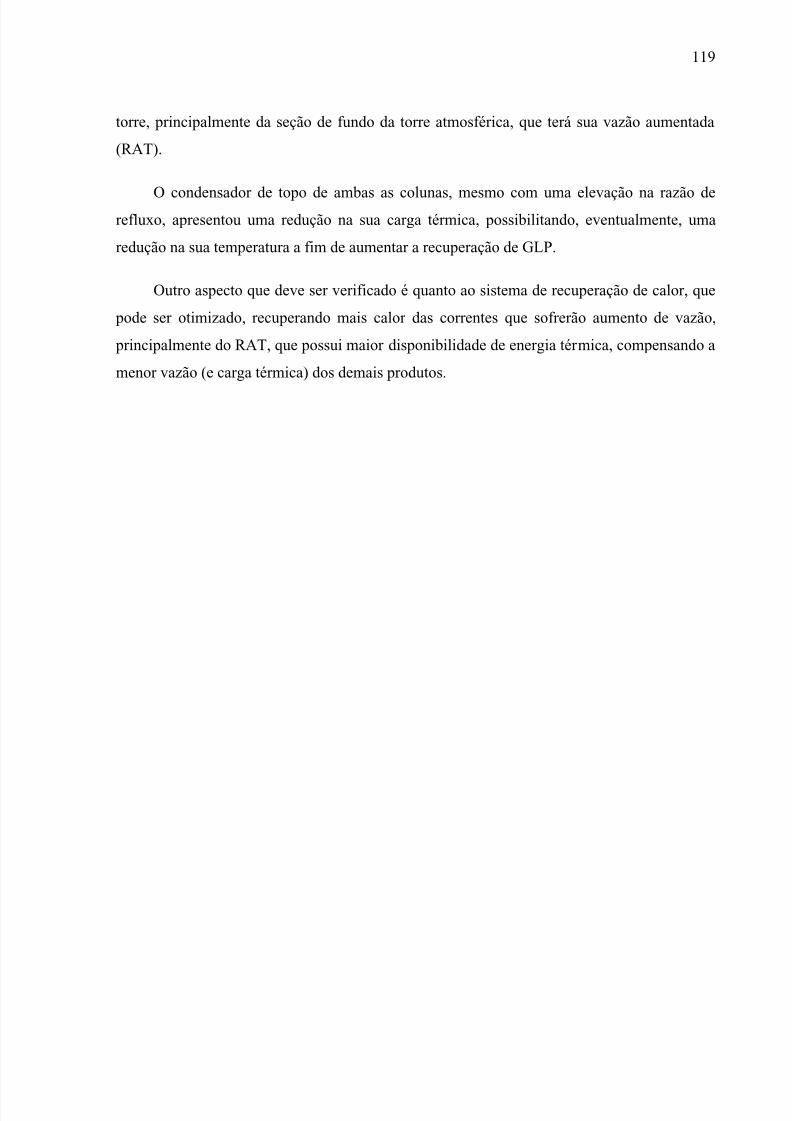
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 120/124
119
torre, principalmente da seção de fundo da torre atmosférica, que terá sua vazão aumentada
(RAT).
O condensador de topo de ambas as colunas, mesmo com uma elevação na razão derefluxo, apresentou uma redução na sua carga térmica, possibilitando, eventualmente, uma
redução na sua temperatura a fim de aumentar a recuperação de GLP.
Outro aspecto que deve ser verificado é quanto ao sistema de recuperação de calor, que
pode ser otimizado, recuperando mais calor das correntes que sofrerão aumento de vazão,
principalmente do RAT, que possui maior disponibilidade de energia térmica, compensando a
menor vazão (e carga térmica) dos demais produtos.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 121/124
Capítulo 6
Conclusão
6.1Considerações Finais
A simulação de processos tem apresentado utilização crescente tanto no ambiente
industrial, quanto acadêmico, seja para avaliações iniciais em projeto de unidades, avaliação
de desempenho de processos ou mesmo adquirir conhecimento do processo estudado. Foi com
foco nesse contexto que esse trabalho foi desenvolvido, objetivando desenvolver uma
ferramenta computacional para auxiliar os engenheiros de acompanhamento nas tarefas
cotidianas relacionadas à unidade de destilação atmosférica.
A ferramenta desenvolvida nesse trabalho foi capaz de representar satisfatoriamente os
resultados obtidos no ambiente industrial, sendo recomendado para avaliações usuais ao dia a
dia do engenheiro de acompanhamento. A aplicação da ferramenta para a previsão de
rendimentos em um cenário futuro mostrou que a mesma é adequada para avaliação de
rendimentos de produtos e condições operacionais da unidade.
As diferenças encontradas entre os resultados da simulação e os dados de planta podem
ser atribuídos à problemas referentes à caracterização da carga, principalmente na fração que
compõem o lastro do tanque de carga, a problemas relacionados à instrumentação, ou falta
dela, influência de distúrbios não medidos e simplificações inerentes à modelagem
matemática dos processos envolvidos.
Essas diferenças de maneira alguma comprometeram a confiabilidade da ferramenta,
sendo essas compatíveis com os erros esperados em qualquer metodologia de modelagem.
7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 122/124
121
Outra conclusão relevante indica a aplicabilidade do simulador PETROX® para o
desenvolvimento de ferramentas de engenharia tão necessárias no ambiente industrial, sendo
seu desempenho compatível a ferramentas comerciais de simulação.
A ferramenta desenvolvida, no entanto, é apenas uma parte do resultado desse trabalho.
A metodologia desenvolvida constitui um roteiro que pode ser utilizado para o
desenvolvimento de futuras simulações, sendo explorado o impacto das principais variáveis
que influenciam no desempenho da simulação, sendo esta outro resultado importante do
trabalho.
6.2 Sugestões para trabalhos futuros
As simulações de processos estão cada vez mais presentes no dia a dia do engenheiro
químico. Nesse contexto de uso crescente, podem-se sugerir alguns desenvolvimentos futuros.
No campo de simulação de unidade de destilação, sugere-se a integração da torre de
destilação à vácuo, obtendo-se uma ferramenta completa para a avaliação da unidade.
Dispondo-se de uma simulação completa pode-se avaliar as interações entre as diferentes
correntes de processo.
Sugere-se também a utilização da ferramenta desenvolvida para a identificação de
gargalos operacionais da unidade, bem como a incorporação de análises referentes à
hidráulica da coluna e eficiência de separação dos pratos e recheios.
No esforço de reduzir os erros presentes no desenvolvimento da simulação sugere-se o
estudo de uma metodologia capaz de caracterizar o lastro do tanque, o que poderia minimizar
os erros decorrentes da caracterização da carga, bem como a aplicação de técnicas de
reconciliação de dados, possibilitando assim a identificação dos instrumentos que apresentam
os maiores erros de medição.

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 123/124
Capítulo 7
Referências Bibl iográficas
ABADIE, E. Processos de Refino, Apostila do Curso de Formação de Engenheiro de
Processamento de Petróleo, 2006
AGARWAL, R., LI, Y. K., SANTOLANNI, Q., SATYRO, M. A. e VIELER, A., Uncovering
the Realities of Simulation Part B, Chemical Engineering Process, Junho, 2001
BANKS, J. e GIBSON, R. R. Getting Started in Simulation Modeling, Automation
Associates, Inc. 1996
DAUBERT, T. E. e Danner, R. P., Eds. API Techinical Data Book – Petroleum Refining, 6
Ed., Washington DC, American Petroleum Institute, 1997
EDGAR, T. F. e HIMMELBLAU, D. M. Optimization of Chemical Process, McGraw-Hill, 2
Ed., 1989
FARAH. M. A. Cálculos Fundamentais em Engenharia de Processamento, 1 Ed.
Universidade Petrobras, Rio de Janeiro, Brasil, 2006
GORAK, A., KRASLAWSKI, A. e VOGELPOHL, A. The Simulation and Optimization of
Multicomponent Distillation. International Chemical Engineering V. 30 -1, Janeiro 1990
INDIO DO BRASIL, N. Destilação de Petróleo, Apostila do Curso de Formação de
Engenheiro de Processamento de Petróleo, 2005a

7/17/2019 Simulacao de Unidade de Destilacao
http://slidepdf.com/reader/full/simulacao-de-unidade-de-destilacao 124/124
123
INDIO DO BRASIL, N. Dessalgação de Petróleo, Apostila do Curso de Formação de
Engenheiro de Processamento de Petróleo, 2005b
KISTER, H. Z. Distillation Design, 2 Ed., McGrawll-Hill, Nova Iorque, 1992
KISTER, H. Z. Practical Distillation Technology Seminar . CENPES, Rio de Janeiro, 1999
LOCKETT, M. J., Distillation Tray Fundamentals, 1 Ed., Cambridge, Cambridge University
Press, 1986
MORRIS, C. G., SIM, W. D. e VYSNIAUSKAS, T. Crude Tower Simulation on a Personal
Computer . Chemical Engineering Progress, Novembro 1988, 63-68
PELEGRINI, R. S. Desenvolvimento de um Simulador Genérico de Processos Dinâmicos,
Dissertação de Mestrado, DEQUI-UFRGS, Porto Alegre, 2003
RIAZI, M.R. Characterization and properties of petroleum fracitions, 1 Ed., American
Society for Testing and Materials (ASTM), West Conshohocken, Janeiro 2005
RIAZI, M.R. e ALADWANI, H.A. Some Guidelines for Choosing a Characterization Method
for Petroleum Fractions in Process Simulators, Chemical Engineering Research and
Desing, vol. 83 pg. 160-166, Fevereiro 2005
SOWELL, R. Why a simulation system doesn’t match the plant , Hydrocarbon Processing,
Março de 1998 102 107

![ESTUDO TÉCNICO N.º 21/2013 - aplicacoes.mds.gov.braplicacoes.mds.gov.br/sagirmps/simulacao/estudos_tecnicos/pdf/56.pdf · Unidade Responsável ... [5]. Entre os exemplos ... cenários](https://img.document.onl/doc/110x75/5bb2258d09d3f2a62e8bc787/estudo-tecnico-no-212013-unidade-responsavel-5-entre-os-exemplos.jpg)



























