Embed Size (px)
Citation preview
บทท่ี 6 กระบวนการข้ึนรูปแบบหมุน (Rotational Molding Process)
กระบวนการข้ึนรูปแบบหมุน (Rotational molding process) หรือเรียกอีกช่ือว*า
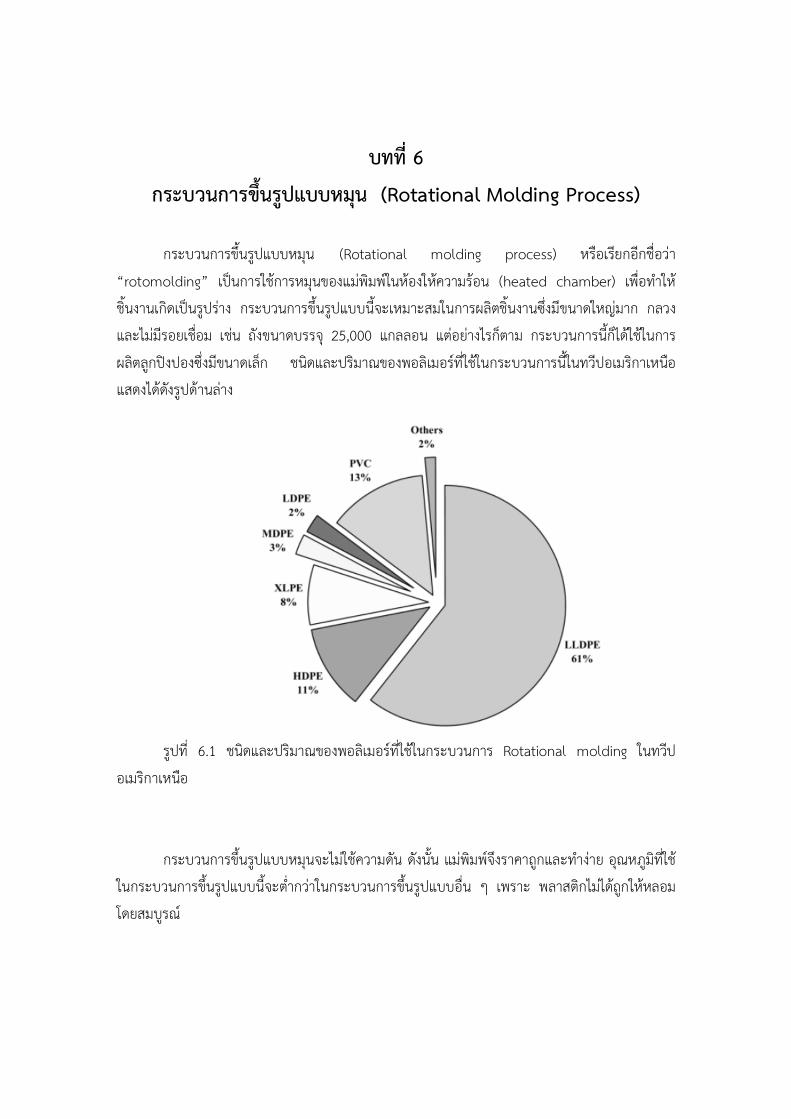
“rotomolding” เป-นการใช/การหมุนของแม*พิมพ3ในห/องให/ความร/อน (heated chamber) เพื่อทําให/ช้ินงานเกิดเป-นรูปร*าง กระบวนการข้ึนรูปแบบน้ีจะเหมาะสมในการผลิตช้ินงานซ่ึงมีขนาดใหญ*มาก กลวงและไม*มีรอยเช่ือม เช*น ถังขนาดบรรจุ 25,000 แกลลอน แต*อย*างไรก็ตาม กระบวนการน้ีก็ได/ใช/ในการผลิตลูกปIงปองซ่ึงมีขนาดเล็ก ชนิดและปริมาณของพอลิเมอร3ที่ใช/ในกระบวนการน้ีในทวีปอเมริกาเหนือแสดงได/ดังรูปด/านล*าง
รูปที่ 6.1 ชนิดและปริมาณของพอลิเมอร3ที่ใช/ในกระบวนการ Rotational molding ในทวีป
อเมริกาเหนือ กระบวนการข้ึนรูปแบบหมุนจะไม*ใช/ความดัน ดังน้ัน แม*พิมพ3จึงราคาถูกและทําง*าย อุณหภูมิท่ีใช/
ในกระบวนการข้ึนรูปแบบน้ีจะตํ่ากว*าในกระบวนการข้ึนรูปแบบอ่ืน ๆ เพราะ พลาสติกไม*ได/ถูกให/หลอมโดยสมบูรณ3
109
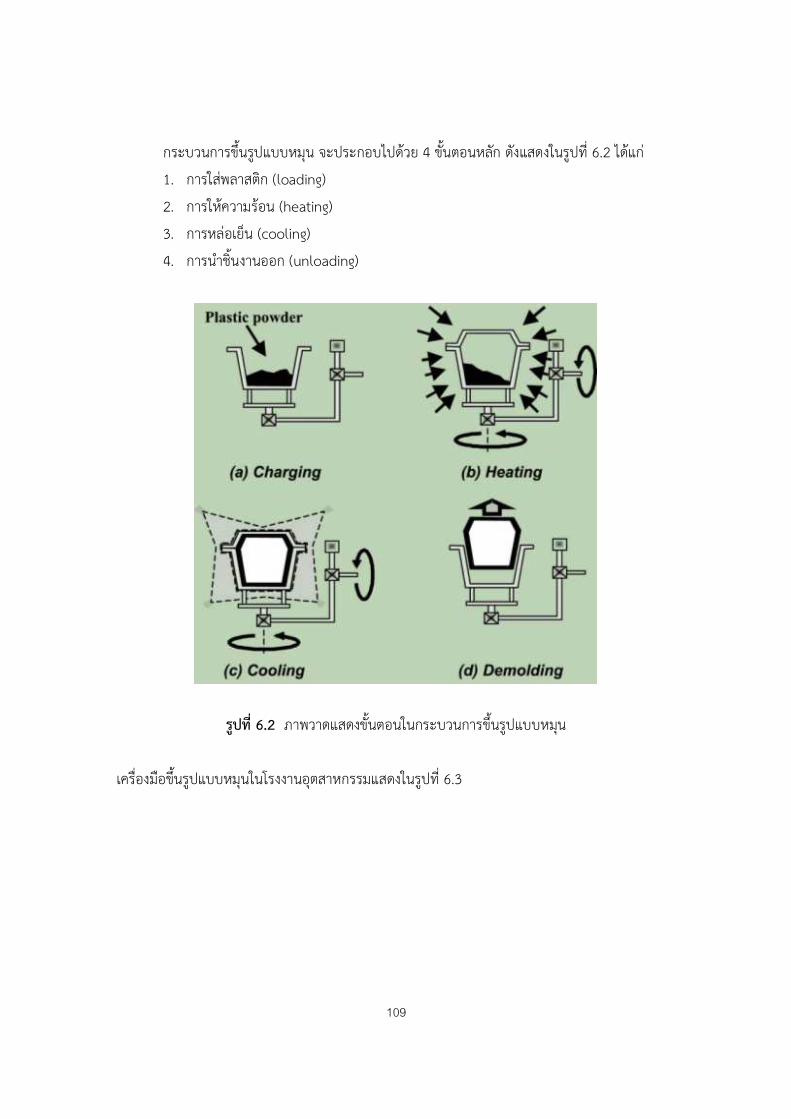
กระบวนการข้ึนรูปแบบหมุน จะประกอบไปด/วย 4 ข้ันตอนหลัก ดังแสดงในรูปท่ี 6.2 ได/แก* 1. การใส*พลาสติก (loading) 2. การให/ความร/อน (heating) 3. การหล*อเย็น (cooling) 4. การนําช้ินงานออก (unloading)
รูปที่ 6.2 ภาพวาดแสดงข้ันตอนในกระบวนการข้ึนรูปแบบหมุน
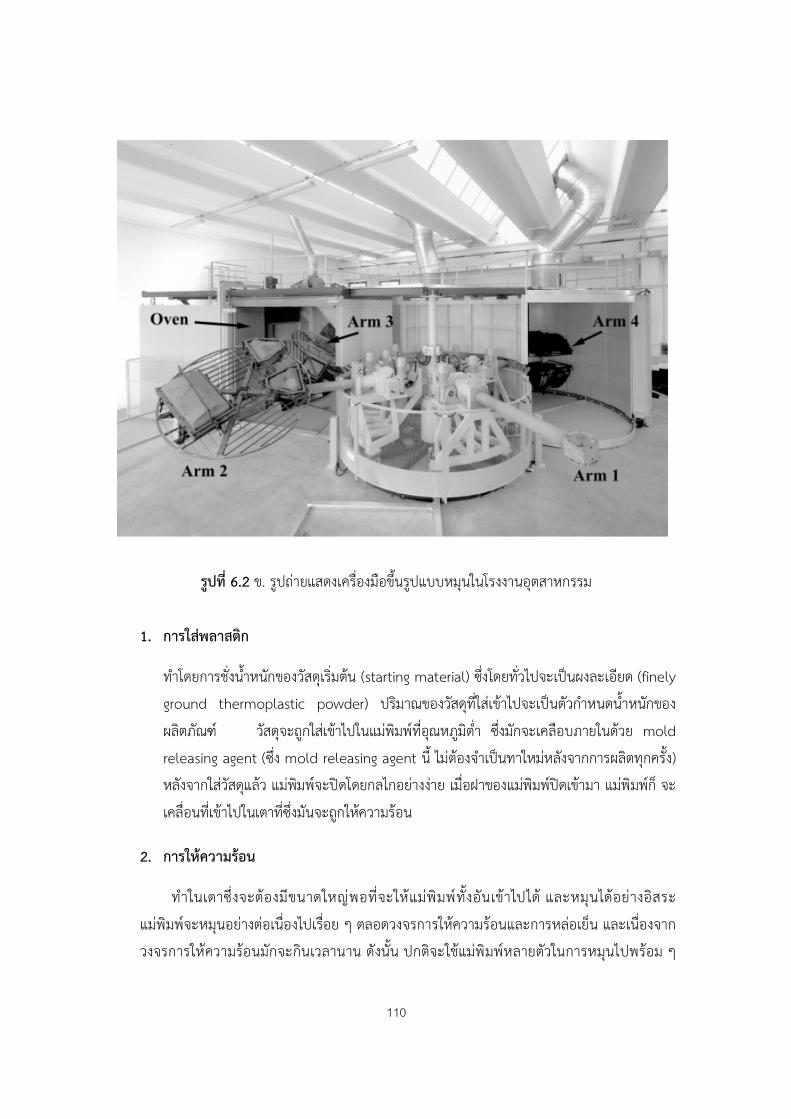
เครื่องมือข้ึนรูปแบบหมุนในโรงงานอุตสาหกรรมแสดงในรูปที่ 6.3
110
รูปที่ 6.2 ข. รูปถ*ายแสดงเครื่องมือข้ึนรูปแบบหมุนในโรงงานอุตสาหกรรม
1. การใส,พลาสติก
ทําโดยการช่ังนํ้าหนักของวัสดุเริ่มต/น (starting material) ซ่ึงโดยท่ัวไปจะเป-นผงละเอียด (finely ground thermoplastic powder) ปริมาณของวัสดุท่ีใส*เข/าไปจะเป-นตัวกําหนดนํ้าหนักของผลิตภัณฑ3 วัสดุจะถูกใส*เข/าไปในแม*พิมพ3ที่อุณหภูมิตํ่า ซ่ึงมักจะเคลือบภายในด/วย mold releasing agent (ซึ่ง mold releasing agent น้ี ไม*ต/องจําเป-นทาใหม*หลังจากการผลิตทุกครั้ง) หลังจากใส*วัสดุแล/ว แม*พิมพ3จะปIดโดยกลไกอย*างง*าย เมื่อฝาของแม*พิมพ3ปIดเข/ามา แม*พิมพ3ก็ จะเคล่ือนท่ีเข/าไปในเตาท่ีซึ่งมันจะถูกให/ความร/อน
2. การให1ความร1อน
ทําในเตาซ่ึงจะต/องมีขนาดใหญ*พอท่ีจะให/แม*พิมพ3ท้ังอันเข/าไปได/ และหมุนได/อย*างอิสระแม*พิมพ3จะหมุนอย*างต*อเน่ืองไปเรื่อย ๆ ตลอดวงจรการให/ความร/อนและการหล*อเย็น และเน่ืองจากวงจรการให/ความร/อนมักจะกินเวลานาน ดังน้ัน ปกติจะใช/แม*พิมพ3หลายตัวในการหมุนไปพร/อม ๆ
111
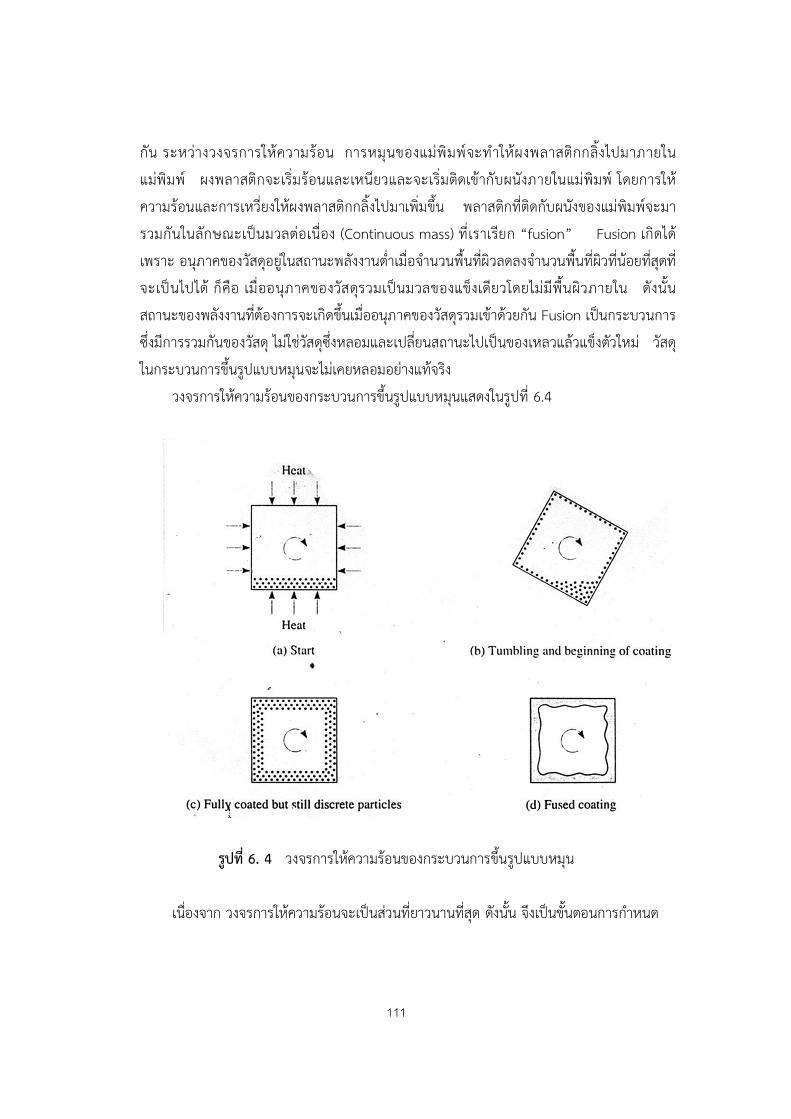
กัน ระหว*างวงจรการให/ความร/อน การหมุนของแม*พิมพ3จะทําให/ผงพลาสติกกล้ิงไปมาภายในแม*พิมพ3 ผงพลาสติกจะเริ่มร/อนและเหนียวและจะเร่ิมติดเข/ากับผนังภายในแม*พิมพ3 โดยการให/ความร/อนและการเหว่ียงให/ผงพลาสติกกล้ิงไปมาเพิ่มข้ึน พลาสติกที่ติดกับผนังของแม*พิมพ3จะมารวมกันในลักษณะเป-นมวลต*อเน่ือง (Continuous mass) ที่เราเรียก “fusion” Fusion เกิดได/เพราะ อนุภาคของวัสดุอยู*ในสถานะพลังงานตํ่าเม่ือจํานวนพื้นท่ีผิวลดลงจํานวนพื้นท่ีผิวท่ีน/อยท่ีสุดที่จะเป-นไปได/ ก็คือ เมื่ออนุภาคของวัสดุรวมเป-นมวลของแข็งเดียวโดยไม*มีพื้นผิวภายใน ดังน้ัน สถานะของพลังงานท่ีต/องการจะเกิดข้ึนเมื่ออนุภาคของวัสดุรวมเข/าด/วยกัน Fusion เป-นกระบวนการซึ่งมีการรวมกันของวัสดุ ไม*ใช*วัสดุซ่ึงหลอมและเปล่ียนสถานะไปเป-นของเหลวแล/วแข็งตัวใหม* วัสดุในกระบวนการข้ึนรูปแบบหมุนจะไม*เคยหลอมอย*างแท/จริง
วงจรการให/ความร/อนของกระบวนการข้ึนรูปแบบหมุนแสดงในรูปท่ี 6.4
รูปที่ 6. 4 วงจรการให/ความร/อนของกระบวนการข้ึนรูปแบบหมุน เน่ืองจาก วงจรการให/ความร/อนจะเป-นส*วนที่ยาวนานท่ีสุด ดังน้ัน จึงเป-นข้ันตอนการกําหนด
112
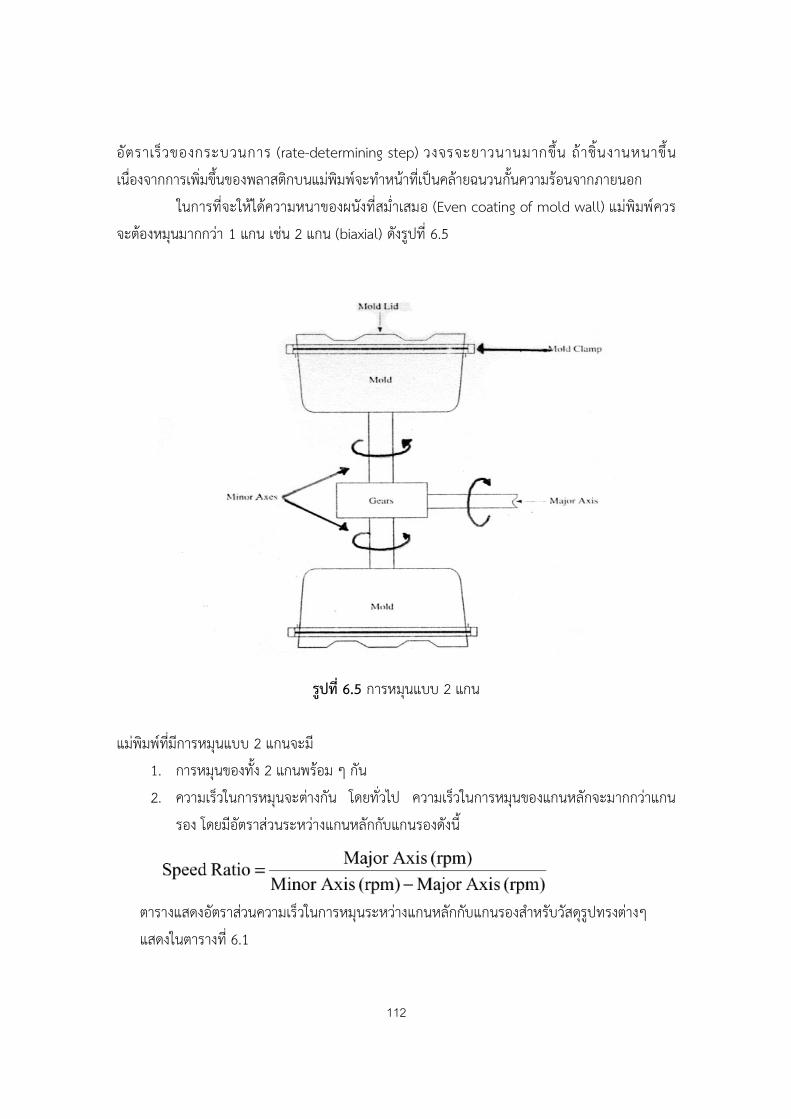
อัตราเร็วของกระบวนการ (rate-determining step) วงจรจะยาวนานมากข้ึน ถ/าช้ินงานหนาข้ึนเน่ืองจากการเพิ่มข้ึนของพลาสติกบนแม*พิมพ3จะทําหน/าท่ีเป-นคล/ายฉนวนก้ันความร/อนจากภายนอก ในการที่จะให/ได/ความหนาของผนังที่สม่ําเสมอ (Even coating of mold wall) แม*พิมพ3ควรจะต/องหมุนมากกว*า 1 แกน เช*น 2 แกน (biaxial) ดังรูปที่ 6.5
รูปที่ 6.5 การหมุนแบบ 2 แกน
แม*พิมพ3ท่ีมีการหมุนแบบ 2 แกนจะมี 1. การหมุนของท้ัง 2 แกนพร/อม ๆ กัน 2. ความเร็วในการหมุนจะต*างกัน โดยทั่วไป ความเร็วในการหมุนของแกนหลักจะมากกว*าแกน
รอง โดยมีอัตราส*วนระหว*างแกนหลักกับแกนรองดังน้ี
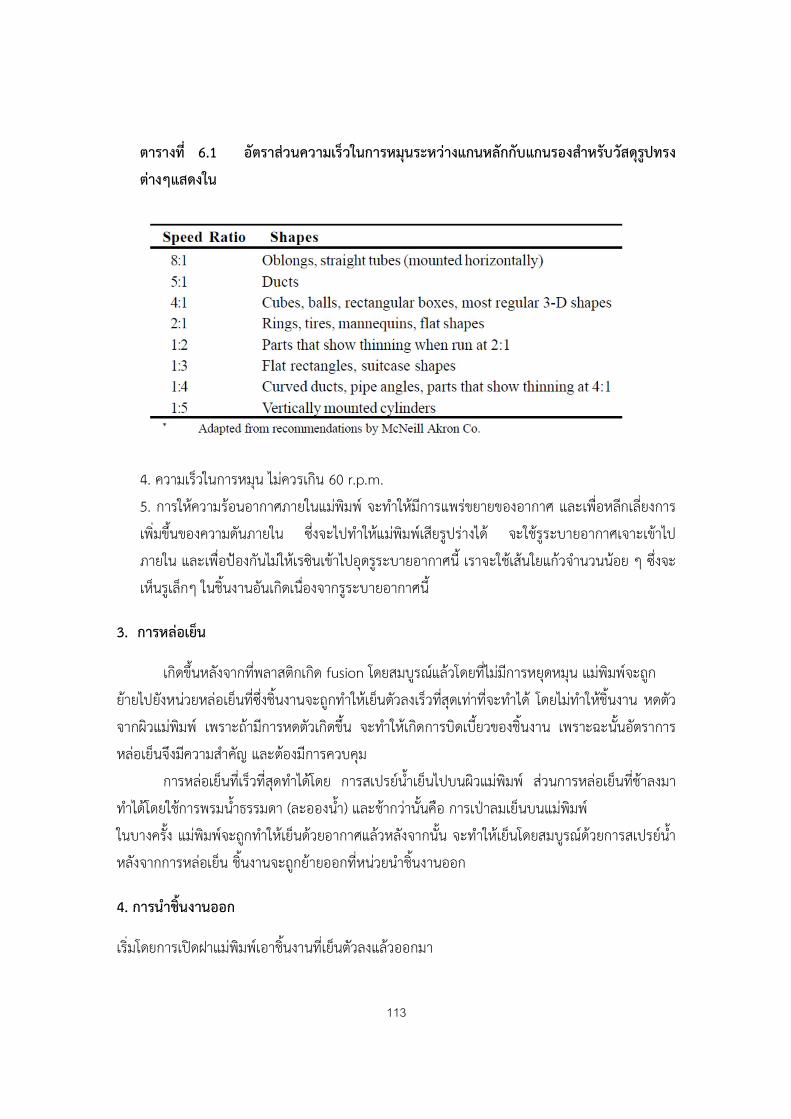
ตารางแสดงอัตราส*วนความเร็วในการหมุนระหว*างแกนหลักกับแกนรองสําหรับวัสดุรูปทรงต*างๆแสดงในตารางท่ี 6.1
113
ตารางที่ 6.1 อัตราส,วนความเร็วในการหมุนระหว,างแกนหลักกับแกนรองสําหรับวัสดุรูปทรงต,างๆแสดงใน
4. ความเร็วในการหมุน ไม*ควรเกิน 60 r.p.m.
5. การให/ความร/อนอากาศภายในแม*พิมพ3 จะทําให/มีการแพร*ขยายของอากาศ และเพื่อหลีกเล่ียงการเพิ่มข้ึนของความดันภายใน ซ่ึงจะไปทําให/แม*พิมพ3เสียรูปร*างได/ จะใช/รูระบายอากาศเจาะเข/าไปภายใน และเพื่อปbองกันไม*ให/เรซินเข/าไปอุดรูระบายอากาศน้ี เราจะใช/เส/นใยแก/วจํานวนน/อย ๆ ซึ่งจะเห็นรูเล็กๆ ในช้ินงานอันเกิดเน่ืองจากรูระบายอากาศน้ี
3. การหล,อเย็น
เกิดข้ึนหลังจากท่ีพลาสติกเกิด fusion โดยสมบูรณ3แล/วโดยที่ไม*มีการหยุดหมุน แม*พิมพ3จะถูก ย/ายไปยังหน*วยหล*อเย็นที่ซ่ึงช้ินงานจะถูกทําให/เย็นตัวลงเร็วท่ีสุดเท*าที่จะทําได/ โดยไม*ทําให/ช้ินงาน หดตัวจากผิวแม*พิมพ3 เพราะถ/ามีการหดตัวเกิดข้ึน จะทําให/เกิดการบิดเบ้ียวของช้ินงาน เพราะฉะน้ันอัตราการหล*อเย็นจึงมีความสําคัญ และต/องมีการควบคุม
การหล*อเย็นท่ีเร็วท่ีสุดทําได/โดย การสเปรย3นํ้าเย็นไปบนผิวแม*พิมพ3 ส*วนการหล*อเย็นท่ีช/าลงมาทําได/โดยใช/การพรมนํ้าธรรมดา (ละอองนํ้า) และช/ากว*าน้ันคือ การเปdาลมเย็นบนแม*พิมพ3 ในบางคร้ัง แม*พิมพ3จะถูกทําให/เย็นด/วยอากาศแล/วหลังจากน้ัน จะทําให/เย็นโดยสมบูรณ3ด/วยการสเปรย3นํ้า หลังจากการหล*อเย็น ช้ินงานจะถูกย/ายออกที่หน*วยนําช้ินงานออก
4. การนําช้ินงานออก
เริ่มโดยการเปIดฝาแม*พิมพ3เอาช้ินงานที่เย็นตัวลงแล/วออกมา
114
ข/อดีและข/อเสียของกระบวนการข้ึนรูปแบบหมุนเมื่อเปรียบเทียบกับกระบวนการข้ึนรูปแบบอ่ืน มีดังน้ี ข1อดี
1. ความดันตํ่า 2. ราคาแม*พิมพ3ตํ่า 3. ความหนาที่บริเวณมุมของช้ินงานมาก 4. ผลิตช้ินงานท่ีมีขนาดใหญ*มากได/ 5. ช้ินงานปราศจากความเค/น 6. เปล่ียนสีและชนิดของเรซินได/ง*าย 7. เปล่ียนแม*พิมพ3ได/ง*าย
ข1อเสีย 1. ผลิตได/เฉพาะช้ินงานที่มีรูปร*างง*ายๆ 2. การควบคุมความแม*นยําในด/านขนาดไม*ค*อยดี 3. วงจรการผลิตนานกว*า 4. สมบัติทางกลไม*ค*อยดี 5. จํากัดชนิดของเรซินที่ใช/ได/ในกระบวนการน้ี
พารามิเตอร3ท่ีใช/ในการเลือกเรซินท่ีดีในการข้ึนรูปแบบน้ีคือ 1. มีความเสถียรต*อความร/อน (Thermal stability) สูง เช*น พวก PVC, ABS เป-นพวกไวต*อความร/อนจึงใช/ไม*ดี 2. อุณหภูมิในการเกิด fusion ไม*ควรสูงมาก
เช*น วัสดุวิศวกรรมบางตัวจะมี Tg สูง (ใช/เป-นค*าประมาณอุณหภูมิในการเกิด fusionได/) จะไม*ดีเน่ืองจาก การเกิด fusion ที่มีประสิทธิภาพจะไม*สามารถเกิดข้ึนได/ภายในประสิทธิภาพของเตาในเครื่องมือข้ึนรูปแบบหมุน
3. ความสามารถในการบด (Grindability) เรซินจะต/องสามารถถูกบดให/เป-นผงละเอียดได/ ถ/าเป-นเรซินท่ีมีอุณหภูมิการหลอมตํ่ามาก จะไม*ดี เพราะถ/าบดในเครื่องบดความเร็วสูงแล/ว อาจเกิดการหลอมได/
4. การกระจายขนาดอนุภาค (Particle distribution) ควรแคบเพราะถ/ามีอนุภาคที่เล็กมากปนอยู*กับอนุภาคท่ีใหญ*จะทําให/การรับความร/อนจะแตกต*าง มากและอาจนําไปสู* ความหนาท่ีไม*เท*ากันของช้ินงาน 5. ความสามารถในการถูกเท (Pourability)
115
ผงพลาสติกจะต/องไหลได/ง*ายโดยปราศจากการให/ความดันภายนอก โดยวัดจากเวลาที่ใช/ใน การให/ผงพลาสติกที่มีนํ้าหนักจํานวนหน่ึงไหลผ*านกรวยโดยมีอัตราการไหลตํ่าที่สุดประมาณ185 g/min 7. ความหนาแน*นโดยรวม (Bulk density) ย่ิงสูงย่ิงดี เพราะ อนุภาคจะสามารถอัดติดกันได/ดี 8. ความสามารถในการเกิด fusion (Fusability) ถ/านํ้าหนักโมเลกุลสูงมาก อนุภาคจะต/องใช/พลังงานมากเกินไปในการเคล่ือนท่ีไปด/วยกัน ซึ่งอาจต/องใช/อุณหภูมิสูงข้ึนและอาจเป-นเหตุให/เกิดการเส่ือมสภาพ ถ/านํ้าหนักโมเลกุลตํ่ามาก วัสดุจะหลอมแทนท่ีจะเกิด fusion สําหรับ HDPE ค*าดัชนีการไหลท่ีใช/จะอยู*ช*วง 3-70 ค*าดัชนีการไหลสูงจะใช/กับช้ินงานท่ีมีรูปร*างซับซ/อน เพื่อให/ได/การไหลที่ดี ส*วนค*าดัชนีการไหลตํ่าจะใช/ถ/าต/องการความเหนียว ความทนต*อแรงกระแทก
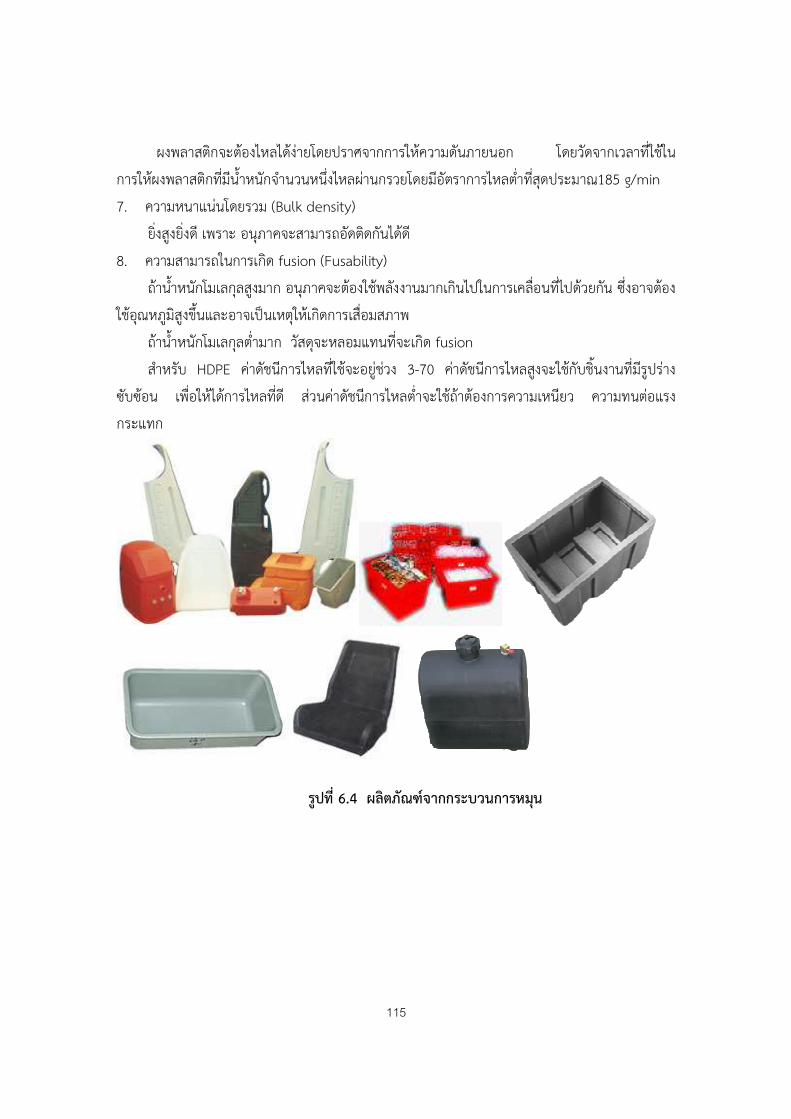
รูปที่ 6.4 ผลิตภัณฑDจากกระบวนการหมุน
116
คําถามท1ายบท
1. วัสดุท่ีสามารถนํามาใช/ขึ้นรูปด/วยกระบวนการหมุนต/องมีสมบัติท่ีสําคัญใดบ/าง
2. จงเปรียบเทียบข/อดี ข/อเสียในการข้ึนรูปผลิตภัณฑ3ชนิดหน่ึงด/วยกระบวนการหมุนกับด/วยกระบวนการ
ฉีดและเปdา




























![วิชาฟิสิกส์พื้นฐาน บทที่...วิชาฟิสิกส์พื้นฐาน บทที่ 6 ... (unå) (fluid dynamics) 6.1 (18]](https://img.document.onl/doc/110x75/6027331fcc32bc078a218270/aaaaaaaaaaaoeaaaaaaa-aaaaa-aaaaaaaaaaaoeaaaaaaa.jpg)
