Embed Size (px)
Citation preview

UNIVERSIDADE DE PASSO FUNDO
FACULDADE DE ENGENHARIA E ARQUITETURA
CURSO DE ENGENHARIA AMBIENTAL
Tiago Fernandes Tondello
Recuperação por osmose inversa de águas residuais
geradas na produção de leite condensado
Passo Fundo, 2011

1
Tiago Fernandes Tondello
Recuperação por osmose inversa de águas residuais
geradas na produção de leite condensado
Trabalho de conclusão de curso submetido à
Universidade de Passo Fundo com um dos
requisitos para conclusão do curso de
Engenharia Ambiental.
Orientador Vandré Barbosa Brião
Passo Fundo, 2011

2
Tiago Fernandes Tondello
Recuperação por osmose inversa de águas residuais
geradas na produção de leite condensado
Trabalho de Conclusão de Curso aprovado como requisito parcial para a obtenção do título de
Engenheiro Ambiental – Curso de Engenharia Ambiental da Faculdade de Engenharia e
Arquitetura da Universidade de Passo Fundo. Aprovado pela seguinte banca examinadora:
Orientador: _____________________________________
Vandré Barbosa Brião Dr. Eng.
Faculdade de Engenharia e Arquitetura (UPF)
_____________________________________
Ricardo Salami Debastiani Eng. Amb.
Faculdade de Engenharia e Arquitetura (UPF)
___________________________________
Marcelo Hemkemeier Dr. Eng
Faculdade de Engenharia e Arquitetura (UPF)

3
Dedico este trabalho à minha família.
Vocês foram os pilares deste longo
caminho trilhado. Dedico a vocês a minha
conquista.

4
AGRADECIMENTOS
Em primeiro lugar a DEUS, que nos dá o Dom da vida e forças para seguir sempre em
frente.
Aos meus pais Luiz e Elaine e meu irmão Leandro por todo o incentivo e compreensão
frente às minhas limitações.
A minha namorada Jéssica que sempre esteve ao meu lado, e me deu todo apoio
necessário.
Aos meus tios Miranda e Justina que dedicaram seus esforços sempre me apoiando em
minhas decisões.
A estagiária Taizi por toda a sua dedicação e força de vontade em apreender e
contribuir para a conclusão do trabalho.
A Universidade de Passo Fundo, em especial ao Curso de Engenharia Ambiental e a
Faculdade de Engenharia e Arquitetura;
Ao curso de Engenharia de Alimentos pelo suporte de laboratórios e dos equipamentos
utilizados;
Aos funcionários João Carlos, Audali e Marilda pelo apoio dedicado a minha pessoa.
Ao professor Marcelo Hemkemeier por ter me aberto as portas na iniciação científica.
Compartilhando jornadas de trabalho, e também dividindo seus conhecimentos técnicos.
Ao Professor Vandré Barbosa Brião pelo apoio, atenção, orientação, confiança e acima
de tudo a amizade desenvolvida neste longo período. Desta forma que abdicando parte de seus
preciosos momentos, me ajudou com criticas e sugestões.
Aos professores do curso de Engenharia Ambiental, pois foi deles que surgiu nosso
direcionamento e inspiração para a profissão.
Aos meus grandes amigos e companheiros de Engenharia que continuam comigo até
hoje:
Adriano de Gregori pelo companheirismo e força em todos os momentos, Duarte pelos
ensinamentos e colaboração.
A todos os amigos que de uma forma ou de outra me apoiaram, auxiliaram e me
compreenderam nesta caminhada. MEU AGRADECIMENTO
5
Aquele que não sabe e sabe que não sabe é
humilde. Ajuda-o!
Aquele que não sabe e pensa que sabe é
ignorante. Evita-o!
Aquele que sabe E pensa que não sabe Está
dormindo. Desperta-o!
Aquele que sabe e sabe que sabe é sábio! Siga-o.
Bruce Lee
6
RESUMO
A atividade leiteira tem grande importância tanto na geração de empregos como no
desenvolvimento econômico. A fabricação de leite condensado possui forte demanda devido
ao consumo doméstico, sendo que em 2007 o Brasil destinou cerca de 900.000.000 (milhões)
L de leite para a fabricação de leite condensado. Na fabricação, o leite é levado ao
aquecimento para a evaporação da água, no entanto alguns compostos de baixo peso
molecular também evaporam, contaminando assim a água volatilizada. Assim com a limitação
das reservas de água doce, o aumento da demanda e as restrições que vem sendo impostas ao
lançamento de efluente torna necessário a adoção de estratégias que visem racionalizar este
recurso. O processo de osmose inversa (OI) apresenta duas vantagens fundamentais na
produção de água com qualidade para reuso nas indústrias de laticínios: redução do consumo
de reagentes químicos para tratamento de água e a redução dos volumes de efluentes gerados.
Os experimentos foram realizados em um equipamento com membrana de poliamida. As
condições de operação foram: Temperatura de 30 ºC e de 40 ºC, pressão de 15 bar e 20 bar. O
permeado e o concentrado foram caracterizados quanto às análises físico químico e
biológicas. Os resultados obtidos indicaram que este processo é eficiente na remoção de
compostos presentes na água de processo de fabricação do leite condensado. Sendo que o
permeado possui grande potencial de reaproveitamento dentro da indústria. Sendo a
implementação dessa tecnologia vantajosa, minimizando impactos ambientais, além de
produzir água de elevada qualidade.
Palavras chave: osmose inversa; leite condensado; reuso de águas.

7
ABSTRACT
The dairy industry is of great importance both in job creation and economic development. The
manufacture of condensed milk has a strong demand due to domestic consumption, and in
2007, Brazil has allocated about 900 million (million) L of milk for the manufacture of
condensed milk. In manufacturing, the milk is heating led to the evaporation of water,
although some low molecular weight compounds also evaporate, thus contaminating the water
volatilized. So with the limited freshwater supplies, increased demand and the constraints that
have been imposed on the release of effluent is necessary to adopt strategies to rationalize this
feature. The process of reverse osmosis (HI) has two key advantages in the production of high
quality water for reuse in the dairy industry: reducing the consumption of chemical reagents
for water treatment and reduction of waste volumes generated. The experiments were
performed on equipment with a polyamide membrane. The operating conditions were:
temperature 30 ° C and 40 ° C, pressure of 15 bar and 20 bar. The permeate and concentrate
were characterized according to physical-chemical and biological analysis. The results
indicated that this process is efficient for the removal of water present in the process of
making condensed milk. Since the permeate has great potential for reuse within the industry.
Since the implementation of this technology advantageous, minimizing environmental
impacts, in addition to producing high quality water.
Keywords: reverse osmosis, condensed milk, water reuse.
8
LISTA DE ILUSTRAÇÕES
Figura 1: Fluxograma do beneficiamento dos produtos lácteos ............................................... 14
Figura 2: Fluxograma de produção do leite condensado .......................................................... 16
Figura 3: Esboço do processo de separação por membranas.................................................... 21
Figura 4: Características dos processos que utilizam diferença de pressão como força motriz
........................................................................................................................................... 24
Figura 5: Aplicação da pressão no processo de osmose inversa .............................................. 26
Figura 6: Fluxo tangencial ........................................................................................................ 27
Figura 7: Queda de fluxo permeado ocasionado com o tempo pelo fenômeno de polarização
de concentração e “fouling”. .............................................................................................. 29
Figura 8: Declínio do fluxo de permeado com o desenvolvimento da camada de entupimento
na superfície da membrana. ............................................................................................... 30
Figura 9: Diagrama das etapas experimentais .......................................................................... 34
Figura 10: Módulo usado no experimento de Osmose Inversa ................................................ 35
A Figura 11 apresenta o fluxograma de funcionamento do equipamento de osmose inversa. As
setas indicam a direção do fluxo. ....................................................................................... 35
Figura 11: Fluxograma do equipamento de osmose inversa .................................................... 36
Figura 12: Curva Fluxo 1º coleta .............................................................................................. 44
Figura 13: Curva Fluxo 2º coleta .............................................................................................. 44
Figura 14: Dados relativos a membrana utilizada no trabalho ................................................. 67
Figura 15: Relação das medidas e tamanho da membrana (3838 HR-NYV). .......................... 67
9
LISTA DE TABELAS
Tabela 1: Produção Brasileira de leite no ano de 2009 ............................................................ 13
Tabela 2: Características gerais dos processos de membranas ................................................. 23
Tabela 3: Matriz planejamento experimental 2² ....................................................................... 38
Tabela 4: Padrão de potabilidade para o consumo humano ..................................................... 41
Tabela 5: Valores estabelecidos na Alemanha para água de consumo humano Diretiva
80/778/EEC ........................................................................................................................ 42
Tabela 6: Caracterização das águas de alimentação ................................................................. 43
Tabela 7: Fatores de remoção das condições experimentais .................................................... 45
Tabela 8: Resultados dos testes de probabilidade das variáveis de resposta em relação às
variáveis independentes ..................................................................................................... 46
Tabela 9: Condições para utilização do método ....................................................................... 47
Tabela 10: Caracterização da condição 2-1 em relação às bases legais ................................... 47
Tabela 11: Testes univariados de significância para a variável condutividade em relação à
pressão e temperatura ......................................................................................................... 60
Tabela 12: Teste de Tukey para a variável condutividade ....................................................... 60
Tabela 13: Testes univariados de significância para a variável DQO em relação à pressão e
temperatura ........................................................................................................................ 61
Tabela 14: Teste de Tukey para a variável DQO ..................................................................... 61
Tabela 15: Testes univariados de significância para a variável materia orgânica em relação à
pressão e temperatura ......................................................................................................... 62
Tabela 16: Teste de Tukey para a variável materia orgânica ................................................... 62
Tabela 17: Testes univariados de significância para a variável NTK em relação à pressão e
temperatura ........................................................................................................................ 63
Tabela 18: Teste de Tukey para a variável NTK ...................................................................... 63
Tabela 19: Testes univariados de significância para a variável óleos e graxas em relação à
pressão e temperatura ......................................................................................................... 64
Tabela 20: Teste de Tukey para a variável óleos e graxas ....................................................... 64
Tabela 21: Testes univariados de significância para a variável sólidos totais em relação à
pressão e temperatura ......................................................................................................... 65
Tabela 22: Teste de Tukey para a variável sólidos totais ......................................................... 65

10
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................. 11
2 DESENVOLVIMENTO .................................................................................................... 13
2.1 REVISÃO BOBLIOGRÁFICA ................................................................................. 13
2.1.1 Indústria de laticínios ......................................................................................... 13
2.1.2 Reuso da água na indústria ................................................................................. 17
2.1.3 Processo de separação por membranas ............................................................... 20
2.1.4 Planejamento experimental................................................................................. 32
2.2 MATERIAIS E MÉTODOS ...................................................................................... 34
2.2.1 Execução dos experimentos ............................................................................... 34
2.2.2 Água de processo ................................................................................................ 34
2.2.3 Módulo de Filtração ........................................................................................... 35
2.2.4 Ensaio físico químicos ........................................................................................ 38
2.2.5 Ensaios biológicos .............................................................................................. 40
2.2.6 Parâmetros e legislações ..................................................................................... 41
2.3 RESULTADOS E DISCUSSÕES ............................................................................. 43
2.3.1 Caracterização da água do processo ................................................................... 43
2.3.2 Testes preliminares ............................................................................................. 43
3 CONCLUSÃO ................................................................................................................... 48

11
1 INTRODUÇÃO
Em termos mundiais o Brasil segue a uma taxa de 4% superior a todos os países que
ocupam os primeiros lugares no ranking. O leite está entre os seis primeiros produtos mais
importantes da agropecuária brasileira. As regiões sul e sudeste são responsáveis por 67% na
produção de leite no Brasil contabilizando um total de 18 bilhões de litros de leite, pelo fato
que nessas regiões está concentrada a maior produção, os maiores centros de consumo e a
maior parte das indústrias de laticínios. A atividade leiteira adquiriu importância tanto na
geração de empregos como no desempenho econômico.
De acordo com Milk Point (2009) Estatísticas a produção brasileira de leite atingiu
31,8 bilhões de litros no ano de 2010.
O Brasil destinou 900.000.000 (bilhões) L de leite in natura em 2007 para a produção
de leite condensado. O leite condensado é comercializado com uma porcentagem previamente
definida de gorduras e sólidos. A quantidade de sólidos é padronizada pela adição de açúcar.
Na fabricação do leite condensado o leite é levado ao aquecimento para a evaporação
da água, gerando grandes quantidades dessa água evaporada. Para cada tonelada de leite
condensado produzido, são evaporadas cerca de 1.700 L de água, (variando para cada
processo industrial). Porém na evaporação alguns compostos de baixo peso molecular são
volatilizados assim contaminando a água volatilizada, dessa forma impedindo a utilização
direta dessas águas evaporadas.
Com a limitação de reservas de água doce no planeta, o aumento da demanda de água,
e as restrições que vem sendo impostas ao lançamento de efluentes torna necessário a adoção
de estratégias que visem racionalizar este recurso. Nesse contexto a indústria de laticínios é
exemplo de atividades que sofrerão conseqüências econômicas com o uso excessivo de água.
Sistemas que busquem o reuso de água podem ser alternativas para evitar sanções que punam
atos de poluição, melhorando eficiência do processo produtivo. Logo um sistema de reciclo
que produza água com qualidade semelhante à água potável a partir de águas residuais ainda
não foi demonstrado como solução técnica e econômica bem como segura quanto à qualidade.
Por outro lado, o setor industrial prefere captar água superficial ou subterrânea, alegando
necessidade de segurança alimentar.
O processo de separação por membranas (SPM) é baseado em mecanismos físicos,
não envolvendo processos químicos, biológicos ou trocas térmicas. Refere-se, apenas, a

12
separação dos componentes de uma mistura pela rejeição daqueles que não possuem tamanho
para atravessar os poros da membrana e a eficiência deste tipo de filtração depende
inteiramente da diferença de tamanho entre o poro e a partícula a ser removida.
A osmose inversa neste enfoque permite a remoção de proteínas, gordura, lactose,
remoção de sais e um permeado com baixa condutividade, evidenciando grandes reduções na
carga orgânica efluente e apresenta potencial como tecnologia in plant para recuperação e
reaproveitamento de águas.
O objetivo do trabalho foi à redução dos passivos ambientais na indústria de laticínios
pela inclusão de um módulo de sistemas com membranas (osmose inversa) para produção de
água com qualidade para reuso.
13
2 DESENVOLVIMENTO
2.1 REVISÃO BOBLIOGRÁFICA
2.1.1 Indústria de laticínios
O Brasil em termos mundiais é o sexto no ranking, e cresce a uma taxa de 4%,
superior a de todos os países que ocupam os primeiros lugares. Aos países que compõem o
MERCOSUL respondemos por 66% do volume total de leite produzido. O leite está entre os
seis primeiros produtos mais importantes da agropecuária brasileira. A região Sudeste e a
região Sul, sozinhas são responsáveis por 67% na participação da produção de leite do Brasil
contabilizando um total de aproximadamente 18 bilhões de litros de leite, pelo fato que,
nessas regiões está concentrada a maior produção, os maiores centros de consumo e a maior
parte das indústrias de laticínios, (Boletim Setorial do Agronegócio, 2010; CASTRO, 2007).
A importância que a atividade leiteira adquiriu é considerável, tanto no desempenho
econômico como na geração de empregos permanentes. A produção de leite no Brasil no ano
de 2008 é apresentada na Tabela 1 (IBGE, 2009).
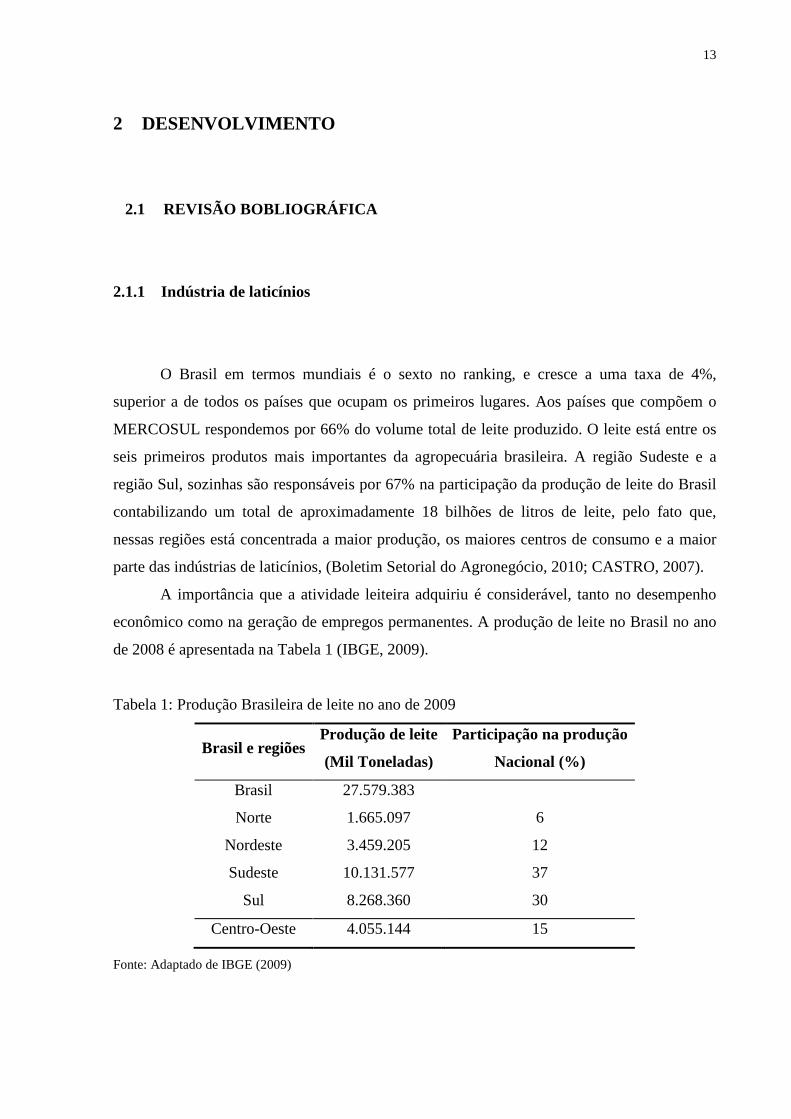
Tabela 1: Produção Brasileira de leite no ano de 2009
Brasil e regiões Produção de leite
(Mil Toneladas)
Participação na produção
Nacional (%)
Brasil 27.579.383
Norte 1.665.097 6
Nordeste 3.459.205 12
Sudeste 10.131.577 37
Sul 8.268.360 30
Centro-Oeste 4.055.144 15
Fonte: Adaptado de IBGE (2009)
14
De acordo com Milk Point Estatísticas a produção brasileira de leite atingiu 31,8
bilhões de litros no ano de 2010.
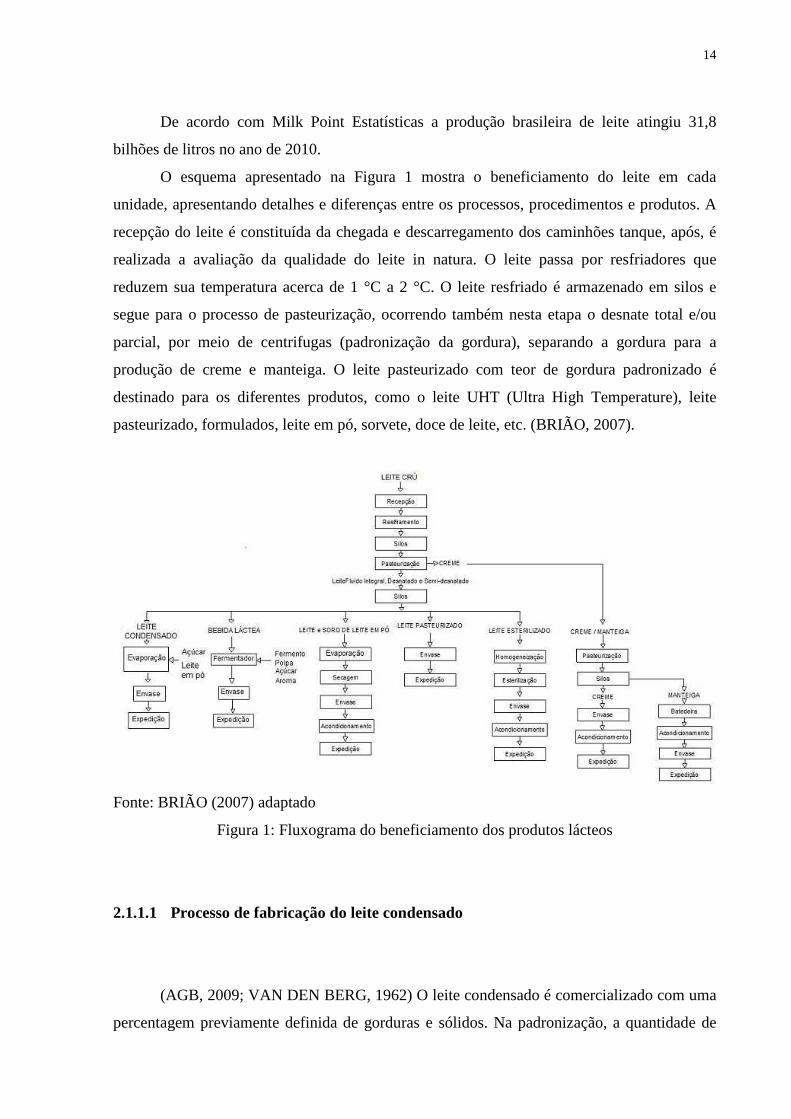
O esquema apresentado na Figura 1 mostra o beneficiamento do leite em cada
unidade, apresentando detalhes e diferenças entre os processos, procedimentos e produtos. A
recepção do leite é constituída da chegada e descarregamento dos caminhões tanque, após, é
realizada a avaliação da qualidade do leite in natura. O leite passa por resfriadores que
reduzem sua temperatura acerca de 1 °C a 2 °C. O leite resfriado é armazenado em silos e
segue para o processo de pasteurização, ocorrendo também nesta etapa o desnate total e/ou
parcial, por meio de centrifugas (padronização da gordura), separando a gordura para a
produção de creme e manteiga. O leite pasteurizado com teor de gordura padronizado é
destinado para os diferentes produtos, como o leite UHT (Ultra High Temperature), leite
pasteurizado, formulados, leite em pó, sorvete, doce de leite, etc. (BRIÃO, 2007).
Fonte: BRIÃO (2007) adaptado
Figura 1: Fluxograma do beneficiamento dos produtos lácteos
2.1.1.1 Processo de fabricação do leite condensado
(AGB, 2009; VAN DEN BERG, 1962) O leite condensado é comercializado com uma
percentagem previamente definida de gorduras e sólidos. Na padronização, a quantidade de
15
sólidos deve ser padronizada pela adição de açúcar, Nesta fase de concentração de açúcares a
pressão osmótica é suficiente para impedir o crescimento de microrganismos e pode ser
determinada pela Equação 1:
100)....%.100(
)....(%.x
condensadoleitedosólidosde
condensadoleitenoaçucardeAçucar= Eq 1
O tratamento térmico é realizado em trocadores de calor onde uma quantidade de
proteínas do soro é desnaturada, ocorrendo precipitação de sais de cálcio. A natureza do
tratamento térmico determina a viscosidade do produto final. Na
evaporação/resfriamento/cristalização, ocorre em concentradores de filmes decrescentes, a
temperatura de 65º C a 70ºC sob vácuo. A adição de açúcar, quando realizada no evaporador,
é feita na segunda metade do processo. A evaporação é contínua até que se chegue a
concentração desejada de sólidos totais: densidade para leite condensado evaporado é 1,30
kg/dm2; e a densidade para leite condensado desnatado é de 1.35 kg/dm2.
Depois de evaporado, o leite condensado deve ser resfriado. Na fase aquosa a
concentração de açúcar é muito elevada cerca de 60 % a 65 % e a concentração de lactose
aumenta proporcionalmente. Quando o produto é resfriado à temperatura ambiente este
cristaliza, pois a concentração de lactose é superior a solubilidade. Para assegurar um produto
de qualidade, os cristais devem ter um tamanho abaixo de 10 micrômetros conseguindo-se
através da adição de lactose em pó a cerca de 30 °C a 33 °C e depois resfriado rapidamente a
15 °C. Por fim o leite condensado é enlatado em embalagens previamente esterilizadas (AGB,
2009).
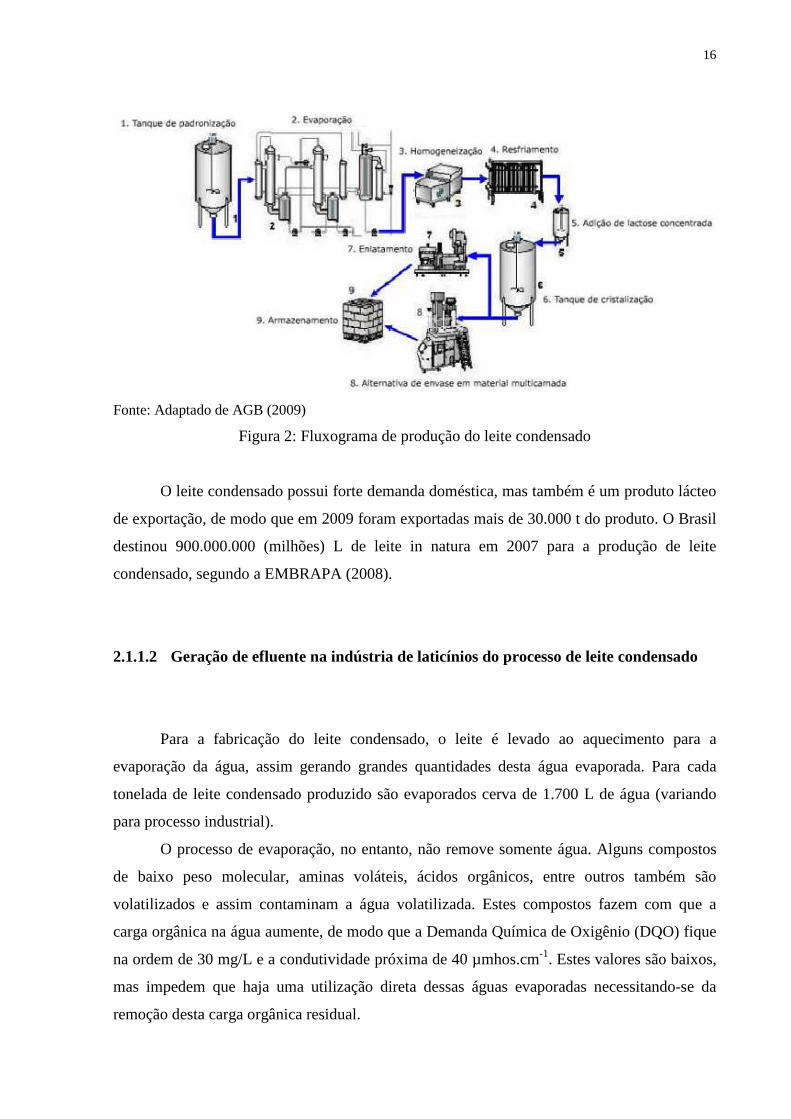
A Figura 2 demonstra o fluxograma do processo de fabricação do leite condensado.
16
Fonte: Adaptado de AGB (2009)
Figura 2: Fluxograma de produção do leite condensado
O leite condensado possui forte demanda doméstica, mas também é um produto lácteo
de exportação, de modo que em 2009 foram exportadas mais de 30.000 t do produto. O Brasil
destinou 900.000.000 (milhões) L de leite in natura em 2007 para a produção de leite
condensado, segundo a EMBRAPA (2008).
2.1.1.2 Geração de efluente na indústria de laticínios do processo de leite condensado
Para a fabricação do leite condensado, o leite é levado ao aquecimento para a
evaporação da água, assim gerando grandes quantidades desta água evaporada. Para cada
tonelada de leite condensado produzido são evaporados cerva de 1.700 L de água (variando
para processo industrial).
O processo de evaporação, no entanto, não remove somente água. Alguns compostos
de baixo peso molecular, aminas voláteis, ácidos orgânicos, entre outros também são
volatilizados e assim contaminam a água volatilizada. Estes compostos fazem com que a
carga orgânica na água aumente, de modo que a Demanda Química de Oxigênio (DQO) fique
na ordem de 30 mg/L e a condutividade próxima de 40 µmhos.cm-1. Estes valores são baixos,
mas impedem que haja uma utilização direta dessas águas evaporadas necessitando-se da
remoção desta carga orgânica residual.

17
2.1.2 Reuso da água na indústria
A limitação de reservas de água doce no planeta, o aumento da demanda de água para
atender principalmente, o consumo humano, agrícola, industrial, a prioridade de utilização dos
recursos hídricos disponíveis para abastecimento público e as restrições que vêm sendo
impostas em relação ao lançamento de efluentes no meio ambiente, torna necessária a adoção
de estratégias que visem racionalizar a utilização dos recursos hídricos e mitigar os impactos
negativos relativos à geração de efluentes pelas indústrias (FIRJAN, 2006).
Neste contexto, as práticas conservacionistas como o uso eficiente e o reuso da água,
constituem uma maneira inteligente de se poder ampliar o número de usuários de um sistema
de abastecimento, sem a necessidade de grandes investimentos na ampliação ou a instalação
de novos sistemas de abastecimento de água (HESPANHOL, I, 1997; GONÇALVES, O. M,
2004).
O conceito do reuso da água não é novo, existem vários estudos a respeito dessa
questão. Dentre esses se destacam os de HESPANHOL, (1990) e (1997), (ASANO ; MILLS,
(1990); ASANO; (1991); ASANO e LEVINE, (1996) e de REBHUN e ENGEL, (1988),
O conceito mais antigo sobre o reuso de água veio através da WHO – Organização
Mundial da Saúde (1973) onde é definido em:
a) Reuso direto: é o uso planejado e deliberado de esgotos tratados para certas
finalidades como irrigação, uso industrial, recarga de aqüíferos e água potável.
b) Reuso indireto: ocorre quando a água já usada, uma ou mais vezes no uso
doméstico ou industrial, é descarregada nas águas superficiais ou subterrâneas
e utilizada novamente à jusante, de forma diluída.
c) Reciclagem: é o reuso da água internamente às instalações industriais, tendo
como objetivo a economia de água e o controle da poluição.
Tendo em vista que a adoção destas práticas apresenta:
Benefícios ambientais:
a) Redução do lançamento de efluentes industriais em cursos d água,
possibilitando melhorar a qualidade das águas interiores das regiões mais
industrializadas.

18
b) Redução da captação de águas superficiais e subterrâneas, possibilitando uma
situação ecológica mais equilibrada.
c) Aumento da disponibilidade de água para usos mais exigentes, como no
abastecimento público, hospitalar, etc.
Benefícios Econômicos:
a) Conformidade ambiental em relação a padrões e normas ambientais
estabelecidos, possibilitando melhor inserção dos produtos brasileiros nos
mercados internacionais;
b) Mudanças nos padrões de produção e consumo;
c) Redução dos custos de produção;
d) Aumento da competitividade do setor;
e) Habilitação para receber incentivos e coeficientes redutores dos fatores da
cobrança pelo uso da água.
Benefícios sociais:
a) Ampliação da oportunidade de negócios para as empresas fornecedoras de
serviços e equipamentos, e em toda a cadeia produtiva;
b) Ampliação na geração de empregos diretos e indiretos;
c) Melhoria da imagem do setor produtivo junto à sociedade, com
reconhecimento de empresas socialmente responsáveis.
A preocupação com o desenvolvimento sustentável levou o poder público a inserir os
conceitos do “usuário pagador” e “poluidor pagador”, inicialmente instituído no País pela Lei
Federal 9433/97. Pela interpretação da lei, dever-se-á pagar não somente pela captação da
água, mas também pelo seu descarte (BRASIL, 1997). Outras leis e resoluções estão sendo
implementadas de modo a estabelecer-se o sistema de cobrança pela água.
O sistema de cobrança ainda não foi estabelecido em todos os Estados brasileiros, uma
vez que os valores são definidos pelos Comitês de Gestão das Bacias Hidrográficas, e alguns

19
Comitês não estão totalmente estruturados. Em Passo Fundo está instalado o COAJU (Comitê
de Gerenciamento da Bacia Hidrográfica do Rio Alto Jacuí), estando em andamento à fase de
diagnóstico dos corpos hídricos da região. Em vista deste diagnóstico será dado o passo inicial
para que se chegue aos critérios de cobrança e outorga pelo uso da água, chegando-se às
tarifas que serão pagas pelas atividades que utilizam os recursos hídricos.
Experiências de cobranças, já instaladas por alguns comitês, demonstram que o cálculo
incluirá parcelas sobre a captação de água, sobre o uso da água em produtos (como
refrigerante, cerveja ou suco), e também pela carga despejada, punindo quem utiliza o recurso
e o devolve ao ambiente com qualidade inadequada. Podem-se citar como exemplo recente os
percentuais definidos pelos integrantes das bacias dos rios Piracicaba, Capivari e Jundiaí, que
abrangem rios de domínio federal, uma vez que passam pelos Estados de São Paulo e Minas
Gerais. Os valores a serem cobrados serão progressivos, e os preços estabelecidos são de
R$0,01 (um centavo de real) por metro cúbico de água captada, R$0,02 (dois centavos de
real) por metro cúbico de água consumida e R$0,10 (dez centavos de real) por quilograma de
carga poluidora despejada (CAPITELLI, 2006). No Estado do Paraná, a taxa a ser cobrada
pelo uso da água ainda não foi definida, mas há sinalizações de que os valores sejam R$ 0,001
(um milésimo de real) por metro cúbico de água captada para uso doméstico e R$ 0,01 (um
centavo de real) por metro cúbico de água para uso industrial (FRANQUINI, 2004). Estes
valores são baixos, mas ajustados à realidade brasileira. Na Alemanha, os valores médios são
de €$ 2,50 (dois euros e cinqüenta centavos) e €$ 1,70 (um euro e cinqüenta centavos) por
metro cúbico de efluente descartado e água captada, respectivamente, constituindo uma
significativa parte dos custos de indústrias de alimentos e de bebidas (NORONHA et al.,
2002).
Neste contexto, as indústrias de laticínios são exemplos de atividades que sofrerão
conseqüências econômicas com o uso excessivo de água, e o crescimento do setor lácteo
deverá estar associado às inovações visando o desenvolvimento sustentável, permitindo sua
expansão sem prejuízos ao meio ambiente e garantindo a conservação dos recursos naturais.
Sistemas que busquem o reuso de águas podem ser alternativas para evitar sanções que
punam atos de poluição, melhorando a eficiência do processo produtivo.
A indústria de laticínios vem buscando de um modo geral reutilizar águas em sistemas
secundários, como reposição de torres de resfriamento, lavagens de pisos externos à indústria,
lavagem de caminhões, entre outras. Contudo estas atividades não utilizam mais do que 10 %
da demanda total, que se concentra na limpeza do ambiente de produção e sanitização de
maquinas e equipamentos (BRIÃO e TAVARES, 2007). Logo um sistema de reciclo que

20
produza água com qualidade semelhante à água potável a partir de águas residuais ainda não
foi demonstrado como solução técnica e econômica bem como segura quanto à qualidade. Por
outro lado, o setor industrial prefere captar água superficial ou subterrânea, alegando
necessidade de “segurança alimentar”.
2.1.3 Processo de separação por membranas
De acordo com APTEL e BUCKLEY, 1996, citado por: MANCUSO e SANTOS,
2003), membranas semipermeáveis são definidas como sendo filmes que separam duas fases,
que agem como uma barreia seletiva à passagem de algum tipo de matéria.
O processo de separação por membranas (SPM) é baseado em mecanismos físicos,
não envolvendo processos químicos, biológicos ou trocas térmicas. Refere-se, apenas, a
separação dos componentes de uma mistura pela rejeição daqueles que não possuem tamanho
para atravessar os poros da membrana e a eficiência deste tipo de filtração depende
inteiramente da diferença de tamanho entre o poro e a partícula a ser removida
(ECKENFELDER, 1989).
Segundo Mancuso e Santos (2003) a separação por membranas semipermeáveis pode
ser entendida como uma operação em que o fluxo de alimentação é divido em dois:
a) O permeável: contendo o material que passou através da membrana
b) O rejeito ou concentrado: que contém o material que não passou através da
membrana, ou seja, o subproduto do processo.
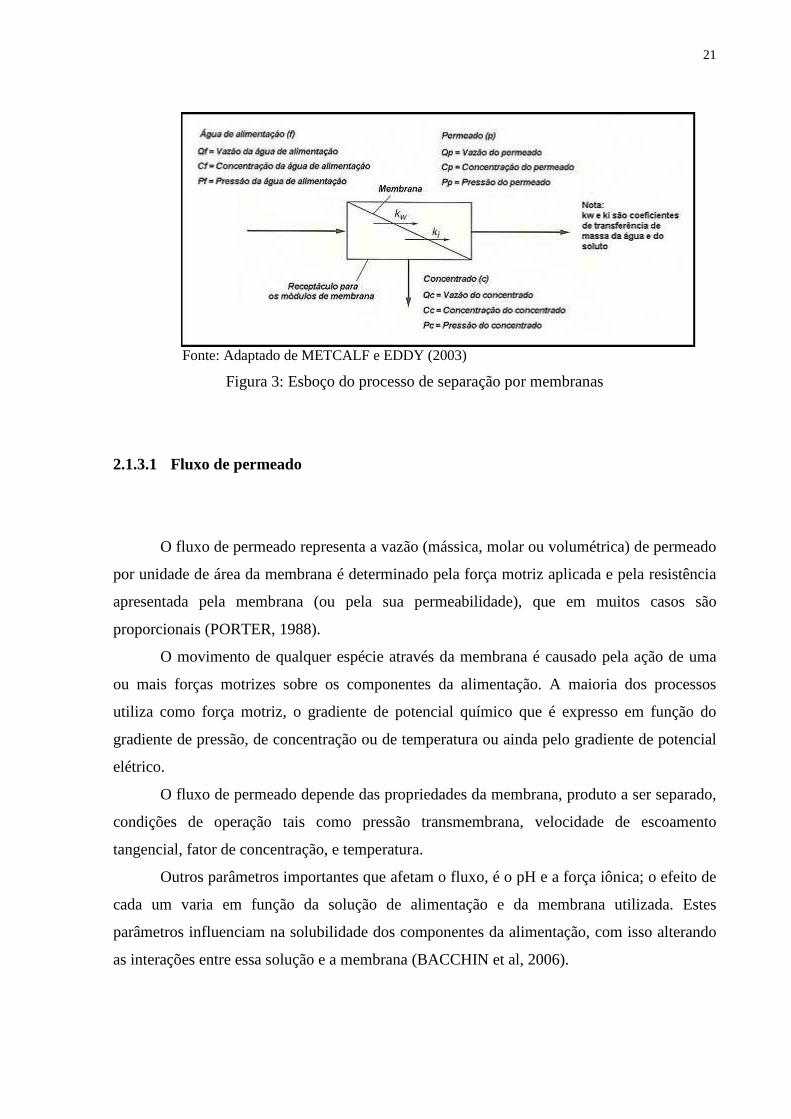
A vantagem destas tecnologias é que o rejeito pode ser reincorporado ao efluente a ser
tratado para passar novamente pela membrana. Após muitas operações desta natureza o
efluente torna-se muito concentrado, necessitando assim, de um descarte deste para que o
efluente fique com a concentração original de tratamento. A Figura 3 apresenta de forma
resumida um esboço de como ocorre o processo de separação por membranas.
21
Fonte: Adaptado de METCALF e EDDY (2003)
Figura 3: Esboço do processo de separação por membranas
2.1.3.1 Fluxo de permeado
O fluxo de permeado representa a vazão (mássica, molar ou volumétrica) de permeado
por unidade de área da membrana é determinado pela força motriz aplicada e pela resistência
apresentada pela membrana (ou pela sua permeabilidade), que em muitos casos são
proporcionais (PORTER, 1988).
O movimento de qualquer espécie através da membrana é causado pela ação de uma
ou mais forças motrizes sobre os componentes da alimentação. A maioria dos processos
utiliza como força motriz, o gradiente de potencial químico que é expresso em função do
gradiente de pressão, de concentração ou de temperatura ou ainda pelo gradiente de potencial
elétrico.
O fluxo de permeado depende das propriedades da membrana, produto a ser separado,
condições de operação tais como pressão transmembrana, velocidade de escoamento
tangencial, fator de concentração, e temperatura.
Outros parâmetros importantes que afetam o fluxo, é o pH e a força iônica; o efeito de
cada um varia em função da solução de alimentação e da membrana utilizada. Estes
parâmetros influenciam na solubilidade dos componentes da alimentação, com isso alterando
as interações entre essa solução e a membrana (BACCHIN et al, 2006).
22
2.1.3.2 Força motriz em processos de separação por membranas
As separações em processos por membranas é o resultado das diferenças nas taxas de
transporte das diferentes espécies químicas através da interface da membrana. A taxa de
transporte é determinado pela força motriz ou por forças que atuam sobre os componentes
individuais como a sua mobilidade e concentração na interface. A mobilidade é determinada
pelo tamanho molecular do soluto e da estrutura física do material da interface, enquanto a
concentração do soluto na interface é determinada pela compatibilidade química do soluto a
interface do material.
Para os processos de separação por membranas, apenas as forças motrizes que
induzem um fluxo de matéria são significativos quanto à importância prática. Estas forças
são: pressão hidrostática, concentração e diferença de potencial. Estas forças motrizes também
podem levar a separação das espécies químicas (PORTER, 1988):
a) A diferença de pressão hidrostática entre duas fases separadas por uma
membrana leva a uma separação das espécies químicas, quando a
permeabilidade hidrodinâmica da membrana é diferente para diferentes
compostos;
b) A diferença de concentração entre duas fases separadas por uma membrana
leva a uma separação das várias espécies químicas, quando a difusividade e a
concentração das espécies químicas diferentes na membrana são
c) O diferencial de potencial elétrico entre duas fases separadas por uma
membrana leva a uma separação de produtos químicos diversos
2.1.3.3 Classificação dos processos de separação por membranas
Os processos de separação por membranas incluem a microfiltração (MF), a
ultrafiltração (UF), a nanofiltração (NF) a osmose reversa (OR), a diálise (DI) e a eletrodiálise
(ED). Os processos de SPM também podem ser classificados de outras formas incluindo: (1) a
natureza da força motriz, (2) o tipo de material que a membrana é feita, (3) o mecanismo de
separação, e (4) pelo tamanho nominal com que se queira atingir a separação (METCALF e
23
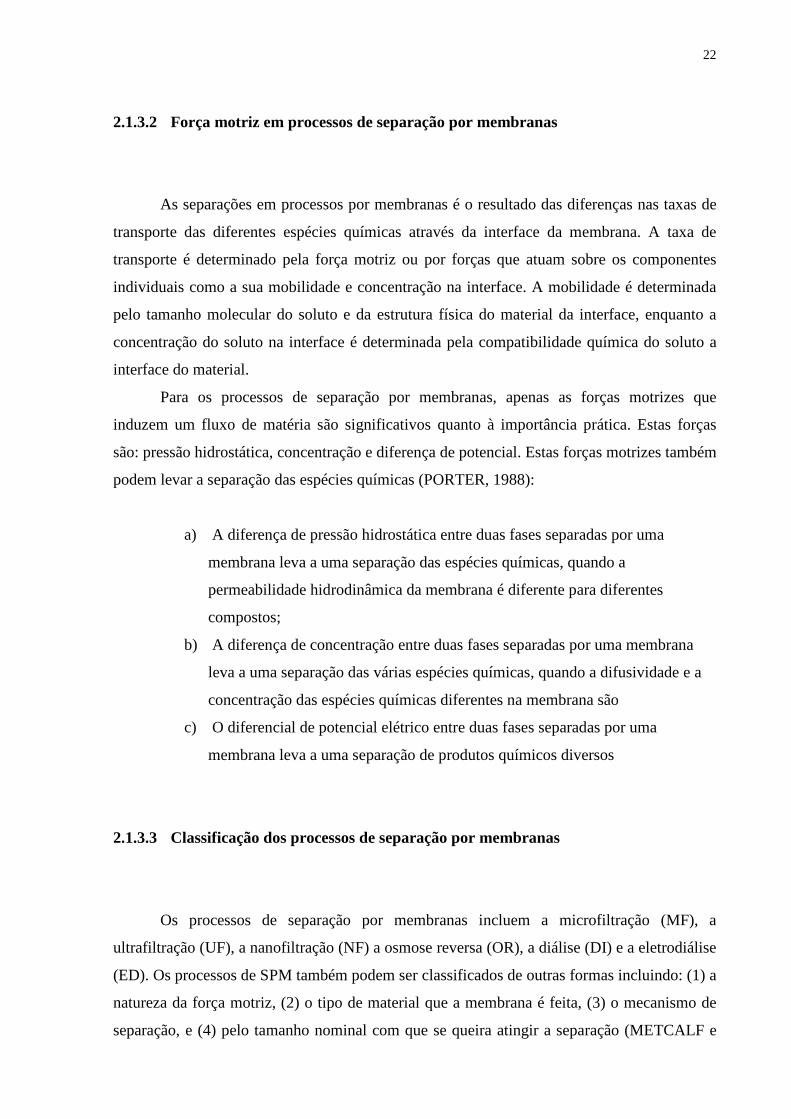
EDDY, 2003). As características gerais dos principais processos de separação por
membranas, incluindo suas faixas de operação, são relacionadas na Tabela 2.
Deve-se salientar que as separações por MF, UF, NF e OI utilizam a pressão como
força motriz, enquanto na diálise o processo de transporte de constituintes ocorre através de
uma membrana semipermeável onde a força motriz resultante é a diferença de concentração.
A passagem de íons e substâncias de baixos pesos moleculares ocorre ao mesmo tempo em
que ocorre a rejeição de solutos e colóides com altos pesos moleculares (MANCUSO e
SANTOS, 2003).
Tabela 2: Características gerais dos processos de membranas
Tipo de
Processo
Força atuante
na membrana
Tipo de
mecanismo de
separação
Estrutura de
operação (tam
poros)
Faixa típica de
operação (µm)
Descrição do
permeado
Tipos de
elementos
removidos
Microfiltração
Diferença de
pressão
hidrostática ou
vácuo
Filtro Macroporos (>50
nm) 0,08 – 2,0
Água + solutos
dissolvidos
SST, Turbidez,
protozoários,
cócitos, cistos,
algumas bactérias e
vírus
Ultrafiltração
Diferença de
pressão
hidrostática
Filtro Mesoporos (>50
nm) 0,005 – 0,2
Água +
pequenas
moléculas
Macromoléculas,
colóides, a maioria
das bactérias e
alguns vírus,
proteínas
Nanofiltração
Diferença de
pressão
hidrostática
Filtro +
dissolução,
difusão+exclusão
ou separação
Microporos
(<2nm) 0,001 – 0,01
Água +
pequenas
moléculas, íons
dissolvidos
Pequenas moléculas,
dureza e vírus
Osmose
Inversa
Diferença de
pressão
hidrostática
Dissolução,
difusão+exclusão
ou separação
Denso/opaco (<2
nm) 0,0001 – 0,001
Água pequenas
moléculas, íons
dissolvidos
Moléculas muito
pequenas, cor,
dureza, sulfatos,
nitratos, sódio
outros íons
Diálise Diferença de
concentração Difusão
Mesoporos (2 –
50 nm) -
Água +
pequenas
moléculas
Macromoléculas,
colóides, a maioria
das bactérias e
alguns vírus,
proteínas
Eletrodiálise Força
eletromotriz
Troca iônica com
seleção de
membranas
Microporos (<
nm) -
Água + íons
dissolvidos
Íons de sais
ionizados
Fonte: Adaptado de METCALF e EDDY (2003).

24
A Figura 4 mostra as faixas dos tamanhos de poros das membranas utilizadas nos
processos de MF, UF, NF e OI bem como de forma ilustrativa as dimensões de algumas
espécies típicas, presentes nas correntes industriais
Fonte: Adaptado de HABERT, ALBERTO CLÁUDIO (2006)
Figura 4: Características dos processos que utilizam diferença de pressão como força motriz
2.1.3.4 Microfiltração
HABERT, (2006) A microfiltração (MF) utiliza membranas porosas com poros na
faixa de 0,1 µm a 10 µm, indicada para reter materiais em suspensão e emulsão. Como as
membranas de MF são relativamente abertas, as pressões empregadas, como força motriz para
o transporte são pequenas, dificilmente ultrapassando 3 Bar. Na membrana de MF todo
material solúvel permeia a membrana. Apenas o material em suspensão é retido.
A MF é utilizada na esterilização de líquidos e gases, aplicações na medicina,
aplicações na biotecnologia e na purificação de fluidos.

25
2.1.3.5 Ultrafiltração
A ultrafiltração (UF) é um processo de separação por membranas, utilizado quando se
deseja purificar e fracionar soluções contendo macromoléculas. Apresenta poros na faixa
entre 1 nm a 100 nm. Como os poros da membrana de UF são menores, uma força motriz
maior é necessária para obter fluxos permeados elevados o suficiente para que o processo
possa ser utilizado industrialmente. A s pressões variam de 2 bar a 10 bar. A UF é bastante
utilizada no fracionamento de solutos, na purificação do solvente e no tratamento de esgotos.
2.1.3.6 Nanofiltração
Como Reverse Osmosis, (Osmose Reversa) o mecanismo de transferência de massa na
nanofiltração (NF) é a difusão. Embora geralmente muito similar em termos químicos da
membrana, a NF permite a difusão de certas soluções iônicas (tais como: sódio e cloretos),
predominantemente íons monovalentes, bem como água. Espécies iônicas maiores, incluindo
íons bivalentes e multivalentes, e moléculas mais complexas são amplamente retidas.
Apresenta poros da ordem de 1 nm. A pressão de operação nos sistemas de NF varia de 5 bar
a 35 bar. A NF é bastante utilizada na dessalinização de alimentos, lácteos e produto ou co-
produtos da indústria de bebidas, dessalinização parcial do soro, permeado ou retentado,
dessalinização de corantes e abrilhantadores óticos, purificação dos químicos usados em
clean-in-place (CIP), redução ou alteração de cor em produtos alimentícios, concentração de
alimentos, lácteos e produtos ou co-produtos da indústria de bebidas e concentração de co-
produtos de fermentação.
2.1.3.7 Osmose inversa
A osmose inversa é um fenômeno natural, do grego “osmós”, significando “impulso”,
é de caráter físico-químico, no qual ocorre a passagem da solução de menor concentração de
sais em direção à solução de maior concentração quando estas estão separadas por uma

26
membrana semipermeável. O fluxo ocorrerá até que se estabeleça um equilíbrio e uma
diferença de níveis entre as duas soluções, a qual se dá o nome de pressão osmótica. Na
concepção de operação de módulos de osmose inversa, são utilizadas membranas sintéticas e
o processo natural da osmose é invertido por intermédio da aplicação mecânica de uma
pressão superior a osmótica do lado da solução mais concentrada, fazendo com que ocorra um
fluxo no sentido da solução de menor concentração (AMORIM, 2001; KUCERA, 2010;
NASCIMENTO, 2004).
A osmose inversa é o processo pelo qual uma pressão é aplicada, superior à pressão
osmótica, esta pressão força a água a passar através da membrana na direção inversa à da
osmose. A água move-se a partir do compartimento com a solução de alta concentração para a
solução de baixa concentração. Desta forma, a água relativamente pura passa através da
membrana para o compartimento, enquanto os sólidos dissolvidos são retidos num outro
compartimento. Assim, a água num compartimento é purificada ou "desmineralizada", e os
sólidos em outro compartimento estão concentrados ou desidratados, visto na Figura 5.
Fonte: Adaptada de (KUCERA, 2010)
Figura 5: Aplicação da pressão no processo de osmose inversa
O processo de osmose inversa utiliza uma membrana semipermeável, altamente
permeável a água e impermeável a microrganismos, colóides, sais dissolvidos e orgânicos.

27
2.1.3.7.1Vantagens
O processo de osmose inversa apresenta algumas vantagens:
a) Plantas com membranas são mais compactas
b) Baixo custo de capital inicial
c) Alta velocidade de escoamento superficial
d) Redução de efeitos de polarização
e) Maior produção de permeado
f) Aumento de rejeição de sais
g) Baixo custo de substituição
2.1.3.8 Filtração tangencial
Na filtração de fluxo cruzado, a água passa tangencialmente sobre a superfície da
membrana em vez de perpendicular a ela. Água e alguns sólidos dissolvidos passam através
da membrana, enquanto a maioria dos sólidos dissolvidos e um pouco de água não passa pela
membrana, visto na Figura 6.
Fonte: Adaptada de MILLIPORE, 2007
Figura 6: Fluxo tangencial
28
Assim é possível operar o sistema em condições de regime de transferência de
massa, em que, somente uma pequena fração de fluido escoa sobre a membrana e passa
através dela. A polarização de concentração contínua presente, mas, neste caso é possível
mitigar o seu efeito mantendo a velocidade de fluxo através da membrana, tornando-a
contínua (MOTTA, 200-, LEITE, NASCIMENTO, 2004; VAITSMAN, DUTRA, 2006).
2.1.3.9 Concentração de polarização da membrana
Polarização de concentração tem um efeito negativo sobre o desempenho de uma
membrana de Osmose inversa. Ele atua para reduzir a taxa de transferência da membrana de
três maneiras importantes. Primeiro, ele age como uma resistência hidráulica para fluxo de
água através da membrana. Em segundo lugar, o acúmulo de solutos aumenta a pressão
osmótica dentro da camada limite, reduzindo efetivamente na força motriz da água através da
membrana. Terceiro, a maior concentração de solutos na superfície da membrana do que na
solução, leva a uma maior passagem de solutos do que seria previsto pela concentração de
água de alimentação. Isso ocorre porque uma membrana RO rejeita solutos baseado na
concentração do sal que ele "vê". Se a concentração de uma espécie é maior na superfície da
membrana, como é o caso de polarização de concentração, a quantidade de soluto passando
para o permeado será maior do que a quantidade esperada de soluto baseado na concentração
em massa desse soluto.

29
Fonte: NOBREGA et al 2005
Figura 7: Queda de fluxo permeado ocasionado com o tempo pelo fenômeno de polarização
de concentração e “fouling”.
2.1.3.10 Entupimento da membrana (fouling)
O entupimento da membrana é a principal causa do declínio do fluxo de permeado e
conseqüentemente a perda da qualidade do produto em sistema de osmose reversa. A causa e
prevenção das incrustações dependem muito da água de alimentação a ser tratada, e os
procedimentos de controle adequado devem ser concebidos para cada planta (RICHARD, W,
200-).
O entupimento é o termo usado para descrever a perda de rendimento de uma
membrana que se torna química ou fisicamente alterados pelo fluido de processo (muitas
vezes por um componente ou contaminante). O entupimento é diferente da concentração de
polarização. Ambos reduzem a produção, e suas resistências são aditivos. A incrustação pode
ser pensada como o efeito que causa uma perda de fluxo que não pode ser revertida, enquanto
o processo está em execução. Um aumento na concentração ou viscosidade, ou uma
diminuição na velocidade do fluido, ou, em algumas faixas de operação, pressão, irá causar
uma diminuição do fluxo (NOBLE; STERN, 1995), mostrado na Figura 8.
30
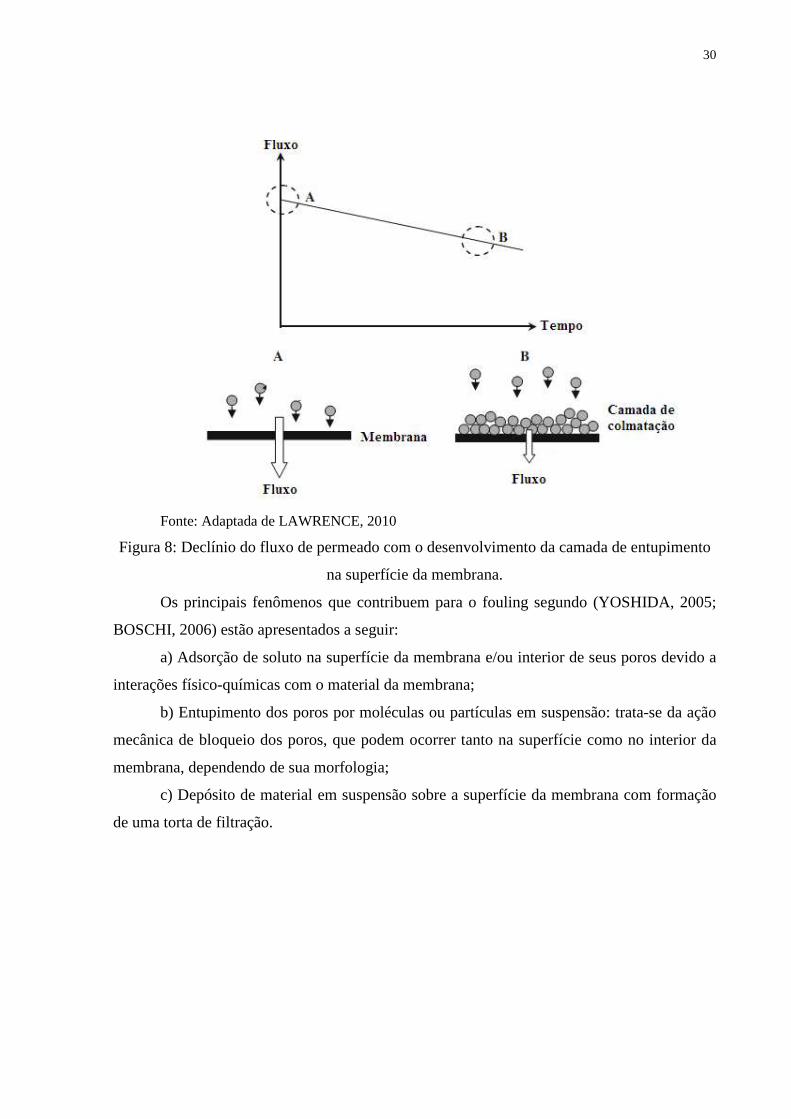
Fonte: Adaptada de LAWRENCE, 2010
Figura 8: Declínio do fluxo de permeado com o desenvolvimento da camada de entupimento
na superfície da membrana.
Os principais fenômenos que contribuem para o fouling segundo (YOSHIDA, 2005;
BOSCHI, 2006) estão apresentados a seguir:
a) Adsorção de soluto na superfície da membrana e/ou interior de seus poros devido a
interações físico-químicas com o material da membrana;
b) Entupimento dos poros por moléculas ou partículas em suspensão: trata-se da ação
mecânica de bloqueio dos poros, que podem ocorrer tanto na superfície como no interior da
membrana, dependendo de sua morfologia;
c) Depósito de material em suspensão sobre a superfície da membrana com formação
de uma torta de filtração.
31
2.1.3.11 Processo de separação por membrana no tratamento de efluentes na indústria
de laticínios
LOBO et al (2004) Comparou duas técnicas de tratamento terciário de efluentes. A
partir de efluente de uma indústria farmacêutica, para fins de reuso em torres de resfriamento.
Foi realizado ensaio em jar-test para simular a clarificação físico química, relacionando com a
UF em escala real na indústria. Concluiu-se que as membranas de UF geram efluente tratado
de melhor qualidade e maior confiabilidade em relação a físico química que se mostrou de
difícil controlo a respeito do uso de produtos químicos utilizados e na geração de lodo.
BALANNEC, et all (2004), realizou um estudo objetivando tratamento por membrana
para concentrar os resíduos orgânicos e usar o permeado para reuso. Utilizou 1/3 de leite
desnatado diluído com DQO de 36 g O2/L para cerca de 1/1 de leite, utilizando nove
membranas de NF e OI para efetuar o tratamento. Foi selecionado como critério de qualidade
do permeado a concentração de DQO. Na remoção da DQO, foi atingido 99% de remoção. As
proteínas carregadas em pH 6,6 foram retidas em um gel maciço, observado no final do
tratamento. Este gel é removido com água da torneira. A filtração com membranas aparece
como instrumento útil no tratamento.
O desempenho da filtração e da colmatação (fouling) de membranas de NF e OI no
tratamento de água residuária de laticínios foi realizado por TURAN (2004). Foram realizadas
duas séries de experimentos. O primeiro envolveu a membrana de NF para tratar efluente das
plantas químicas e biológicas de tratamento. O segundo usou uma membrana de OI, para
tratar efluente da indústria de laticínio. As curvas de fluxo de permeado apresentaram um
aumento mais lento, enquanto a taxa de fluxo de alimentação diminuiu e aumentou a pressão.
A incrustação da membrana resultou em um declínio do fluxo de permeado com o aumento da
concentração de DQO alimentada. Além disso, a diminuição de fluxo devido ao aumento de
DQO foi encontrado para maiores pressões para ambas as membranas NF e RO .
O trabalho proposto por VOURCH (2004) tinha como pretensão o tratamento das
águas dos processos de laticínios por NF e OI para produzir água tratada para ser reutilizada
no laticínio. O estudo foi feito em dois estágios um com a utilização de NF + OI e o outro
estágio com OI + OI. Foram comparadas as características da água tratada. O tratamento
utilizado com NF + OI era conveniente para utilização como aquecimento, refrigeração,
limpeza e alimentação da água da caldeira. Com o processo de RO + RO foi atingido os
padrões de qualidade de água potável.
32
VOURCH (2007), investigou práticas de gestão da água de onze laticínios. O
tratamento da água de processo produzido na partida, e no fim das unidades de
processamento. Visando reduzir o volume de efluentes, foi realizado o tratamento com a
membrana de OI. Foram focados os desempenhos do fluxo de permeado versus recuperação
de água e na qualidade da água (COT e condutividade). O uso da OI pode ser utilizado em
processos de secagem permitindo que esta água possa ser reutilizada para aquecimento,
limpeza e fins de resfriamento. É necessária uma membrana de OI com área de 540 m² para
tratar 100m³/d de águas residuárias, com uma recuperação de 95% de água.
BRIÃO (2007) utilizando duas membranas de ultrafiltração com diferentes tamanhos
de poros. Uma membrana espiral de polietersulfona e corte de 5- 8 kDa e uma membrana
tubular de PDVF com corte de 30- 80 kDa. Na recuperação de nutrientes do efluente de
laticínios, avaliando o comportamento do fluxo e a remoção dos parâmetros de controle. Os
resultados da remoção de DQO ficaram próximos de 75%, separando proteínas numa faixa de
97% e gorduras em torno de 91% a 93%. O fluxo para a membrana aspiral foi de 18 Kg m² h
e para a membrana tubular 50 kg m² h. O estudo demonstrou que trabalhos posteriores
poderiam tornar possível o reuso destes dois nutrientes em produtos lácteos.
SARKAR, (2005) estudou o pré tratamento com diferentes coagulantes, classificando
como inorgânicos, orgânicos e biológicos. O tratamento foi realizado em diferentes pH,
utilizando diferentes dosagens. Seguido de tratamento de carvão ativado. Foi avaliado cor e
odor após o tratamento por carvão ativado. A água pré tratada foi passada por uma membrana
de osmose inversa de fluxo cruzado, a água do permeado teve uma qualidade muito boa.
Concluído que as águas podem ser recicladas e reutilizadas.
A OI, de acordo com BRANS et al. (2004), é usada na remoção de água do soro.
GIRALDO-ZUNIGA et al. (2004) indicam que a OI pode ser usada na pré concentração ou
concentração de leite e do soro, da lactose e de proteínas do soro, e também pode ser usada no
tratamento de efluentes da industria de laticínios.
2.1.4 Planejamento experimental
A atividade estatística mais importante não é a análise de dados, mas sim o
planejamento dos experimentos em que esses dados serão obtidos. Um bom planejamento
consiste em projetar um experimento de forma que ele seja capaz de fornecer exatamente o

33
tipo de informação que se procura (BRUNS et al., 2007). Todo planejamento experimental
começa com uma série inicial de experimentos, com o objetivo de definir as variáveis e o
intervalo de variação. Podem-se ter variáveis qualitativas, como tipo de equipamentos e
variáveis quantitativas como: temperatura, pressão, tempo de filtração, etc. (CALADO e
MONTGOMERY, 2003).
O planejamento de experimentos vem crescendo e sendo aplicado às variadas
atividades científicas e industriais, fase à redução de custos e de trabalho. Através do
planejamento, podem-se determinar as variáveis que exercem maior influência no
desempenho de um determinado processo, tendo como resultado: (a) redução da variação do
processo e melhor concordância ente os valores nominais obtidos e os valores pretendidos; (b)
redução do tempo de processo; (c) redução do custo operacional; e (d) melhoria no
rendimento do processo.
No entanto o planejamento experimental permite o uso de métodos estatísticos na analise dos
dados obtidos, resultando em objetividade cientifica nas conclusões (CALADO e
MONTGOMERY, 2003).
2.1.4.1 Analise de variância (ANOVA)
Os dados utilizados na análise de variância devem refletir a influência de mudanças
ocorridas nos fatores (causas) de interesse sobre a variável resposta do processo
(WERKEMA, 1996). A análise de variância pode ser usada para testar hipóteses sobre efeitos
principais dos fatores e para testar a interação entre eles, é altamente útil na seleção dos
fatores, pois permite que fatores negligenciáveis ou não significativos sejam eliminados,
resultando em um experimento mais forte nos fatores ativos ou significativos
(MONTGOMERY, 2003).

34
2.2 MATERIAIS E MÉTODOS
2.2.1 Execução dos experimentos
As águas evaporadas do processo de fabricação do leite condensado foram filtradas
no modulo piloto de osmose inversa (OI), separando a corrente de concentrado da corrente
do permeado. A alimentação, o permeado e o concentrado foram caracterizados quanto às
analises físico químicas e biológicas especificadas nos métodos analíticos, (Item 2.2.4 e
Item 2.2.5).
O fluxograma abaixo mostra como se deu a seqüência do experimento.
Figura 9: Diagrama das etapas experimentais
2.2.2 Água de processo
As águas evaporadas são provindas do processo de fabricação do leite condensado de um
laticínio da região de Passo Fundo.
35
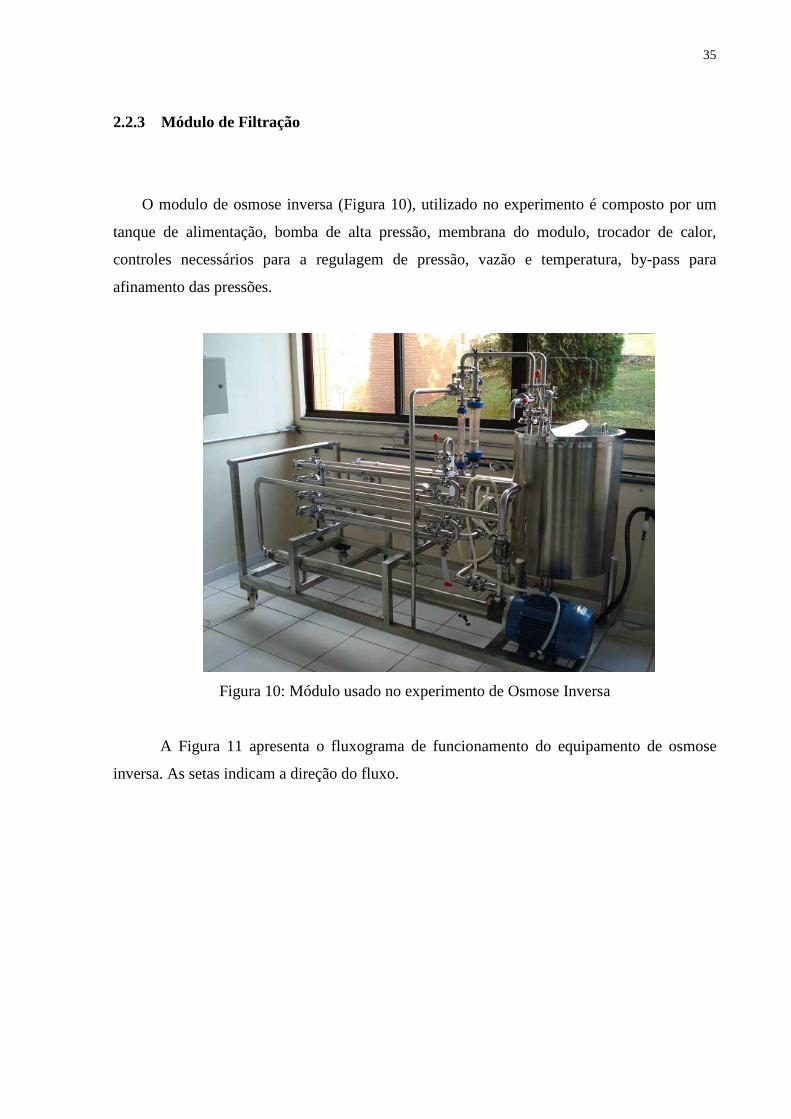
2.2.3 Módulo de Filtração
O modulo de osmose inversa (Figura 10), utilizado no experimento é composto por um
tanque de alimentação, bomba de alta pressão, membrana do modulo, trocador de calor,
controles necessários para a regulagem de pressão, vazão e temperatura, by-pass para
afinamento das pressões.
Figura 10: Módulo usado no experimento de Osmose Inversa
A Figura 11 apresenta o fluxograma de funcionamento do equipamento de osmose
inversa. As setas indicam a direção do fluxo.

36
permeado
retido
trocador
de calor
banho
termostatizado
água gelada
bomba
centrífuga
tanque
manômetro
válvula
esfera
Membrana deOsmoseinversa
alimentação
válvula
borboleta
coleta de
permeadorotâmetros
Figura 11:Fluxograma do equipamento de osmose inversa
2.2.3.1 Membrana de osmose inversa
A membrana utilizada foi uma membrana espiral de osmose inversa de alta rejeição
de poliamida (PA) marca KOCH Membrane Systems. Essa membrana foi projetada para
concentração de soro de leite, desnatado ou leite integral, e para o polimento de água para o
reuso. Tem área de 7,1 m² e o fluxo de permeado pode atingir 7,3 m³.d-1. A pressão máxima
de operação é de 44,8 Bar, mais dados são apresentados no ANEXO D.
2.2.3.2 Limpeza química
A limpeza química é dividida em duas etapas: a limpeza ácida e a limpeza alcalina. A
solução ácida é preparado com água e adição de ácido nítrico até que o pH seja ajustado a 2.
A solução alcalina é preparada com água e ajuste de pH 11 com adição de NaOH.
O procedimento de limpeza é iniciado com um enxágüe ácido, seguido de enxágüe e
logo um enxágüe alcalino tanto o enxágüe ácido quanto o alcalino é recirculado por
37
aproximadamente 30 min com temperatura de 30 ºC. Após a membrana é enxaguada várias
vezes com água até que se chegue a um pH entre 6-7 e fluxo de permeado de se estabeleça.
Antes e após os experimentos, foram realizados procedimentos de limpeza para a
remoção de possíveis depósitos sobre as membranas, pois estes podem interferir na análise de
resultados.
2.2.3.3 Experimentos no sistema de osmose inversa
Os testes de filtração no sistema piloto de osmose inversa foram realizados sob
condições controladas.
A água evaporada do processo de fabricação do leite condensado foi alimentada em
um tanque, impulsionado por uma bomba positiva através da carcaça da membrana de
poliamida (PA), separando fluxo em duas correntes: permeado e concentrado. A medida do
fluxo do permeado, foi realizada por um rotâmetro. A corrente de concentrado (rejeito) foi
recirculada para o tanque de alimentação, de onde era novamente impulsionado através da
membrana. O controle da temperatura durante este procedimento foi realizado com o auxílio
de um banho termostatizado, e por meio de um termopar era realizado o registro da
temperatura ao longo do tempo.
Além dos parâmetros que identificam a qualidade do permeado e do concentrado, uma
variável de grande importância para a análise econômica é o fluxo de permeado, pois este
avalia o tempo em que a membrana pode trabalhar sem intervalos para a limpeza da
membrana. Os testes no módulo OI consistiram basicamente na avaliação dos principais
parâmetros que possuem efeito sobre o fluxo permeado (pressão transmembrana e
temperatura da solução a ser filtrada).
Um planejamento experimental de duas variáveis independentes a dois níveis
possibilitou a combinação dos dois parâmetros para a otimização do fluxo permeado (Tabela
3).
38
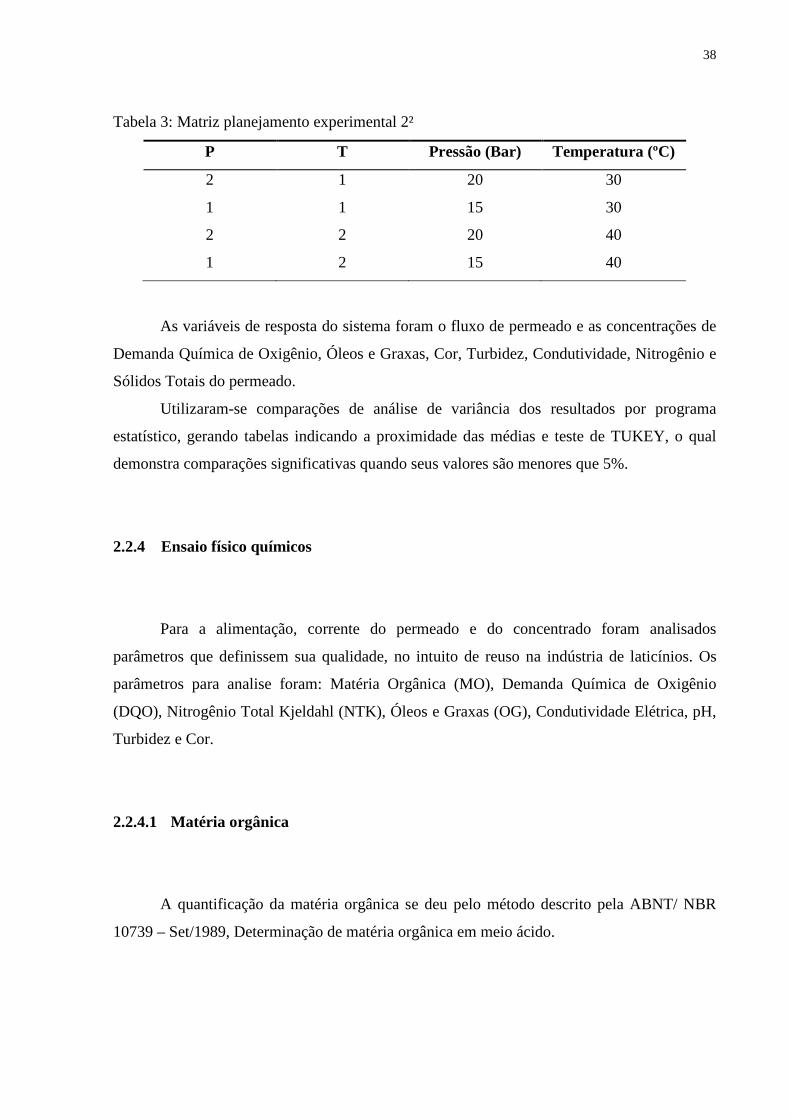
Tabela 3: Matriz planejamento experimental 2²
P T Pressão (Bar) Temperatura (ºC)
2 1 20 30
1 1 15 30
2 2 20 40
1 2 15 40
As variáveis de resposta do sistema foram o fluxo de permeado e as concentrações de
Demanda Química de Oxigênio, Óleos e Graxas, Cor, Turbidez, Condutividade, Nitrogênio e
Sólidos Totais do permeado.
Utilizaram-se comparações de análise de variância dos resultados por programa
estatístico, gerando tabelas indicando a proximidade das médias e teste de TUKEY, o qual
demonstra comparações significativas quando seus valores são menores que 5%.
2.2.4 Ensaio físico químicos
Para a alimentação, corrente do permeado e do concentrado foram analisados
parâmetros que definissem sua qualidade, no intuito de reuso na indústria de laticínios. Os
parâmetros para analise foram: Matéria Orgânica (MO), Demanda Química de Oxigênio
(DQO), Nitrogênio Total Kjeldahl (NTK), Óleos e Graxas (OG), Condutividade Elétrica, pH,
Turbidez e Cor.
2.2.4.1 Matéria orgânica
A quantificação da matéria orgânica se deu pelo método descrito pela ABNT/ NBR
10739 – Set/1989, Determinação de matéria orgânica em meio ácido.

39
2.2.4.2 Demanda química de oxigênio (DQO)
A DQO foi quantificada pelo método micrométrico segundo American Public Helth
Association (APHA, 1995), por meio da digestão em refluxo fechado e quantificação
fotométrica a 420 nm.
2.2.4.3 Nitrogênio Total kjeldahl
A concentração de nitrogênio foi quantificada por meio da digestão ácida da amostra e
posterior destilação e titulação, de acordo com APHA (1995).
2.2.4.4 Óleos e Graxas
A concentração de óleos e graxas foi determinada pela acidificação da amostra,
extraindo-se as gorduras pela adição de éter de petróleo e etanol e determinação gravimétrica,
segundo os procedimentos da APHA (1995).
2.2.4.5 pH
A concentração hidrogeniônica foi determinada pelo método eletrométrico, usando o
potenciômetro (pH METER TEC-2) de marca TECNA. A metodologia de análise é baseada
nos procedimentos da APHA (1995).
40
2.2.4.6 Condutividade elétrica
A condutividade elétrica é uma medida indireta da concentração de íons na solução. A
condutividade elétrica foi determinada pelo método da resistência elétrica e da constante da
cela de condutividade. O equipamento utilizado foi o Condutivímetro TEC-4MP de marca
TECNAL.
2.2.4.7 Cor
A determinação da cor do efluente foi quantificada pelo método colorimétrico. O
equipamento utilizado foi um espectrofotômetro de marca MERCK modelo SQ 118.
2.2.4.8 Turbidez
A turbidez das amostras do efluente de estudo foi quantificada pelo método
colorimétrico e o equipamento utilizado foi um espectrofotômetro de marca MERCK modelo
SQ 118.
2.2.5 Ensaios biológicos
Para a alimentação, a corrente do e do permeado foi realizada análise dos parâmetros
que definissem sua qualidade biológica, no intuito de reuso na indústria de laticínios, sendo a
Portaria nº 518/2004 do Ministério da Saúde estabelece que sejam determinados, na água,
para aferição de sua potabilidade, a presença de coliformes totais e termotolerantes de
preferência Escherichia coli e a contagem de bactérias heterotróficas.
Os coliformes termotolerantes e fecais foram determinados através do método dos
tubos múltiplos (FUNASA,2009).

41
2.2.5.1 Coeficiente de rejeição
Todos os parâmetros obtidos das análises acima indicadas foram avaliados tomando
como base o coeficiente de retenção ou redução (R), apresentado na Equação 2, que fornece
uma medida quantitativa da capacidade da membrana em reter, por exemplo, as moléculas
que conferem cor, sob determinadas condições de operação. Este coeficiente é determinado
em termos percentuais:
1001 ×
−=Co
CpR (2)
Co: é a concentração da macromolécula estudada no fluxo de concentrado;
Cp: é a concentração da macromolécula estudada no fluxo de permeado.
2.2.6 Parâmetros e legislações
Para a aplicação da água para o reuso foi levado em consideração a Portaria N.º 518,
de 25 de março de 2004 a qual estabelece os procedimentos e responsabilidades relativos ao
controle e vigilância da qualidade da água para consumo humano e seu padrão de
potabilidade, e dá outras providências. A água deve estar em conformidade com o padrão
microbiológico conforme Tabela 4.
Tabela 4: Padrão de potabilidade para o consumo humano
Parâmetro Unidade VMP
Escherichia coli ou
coliformes
termotolerantes
- Ausência em 100 ml
Turbidez UT 5
Sólidos Totais mg/L 1.000
Odor - Não objetável

42
Contudo a PORTARIA 518 não estabelece alguns parâmetros de potabilidade como
DQO, matéria orgânica, nitrogênio entre outros. Assim alguns dos parâmetros foram
relacionados a normas européias.
As diretivas apresentadas abaixo são referentes a países europeus.
a) Directiva do Conselho 80/778/CEE de 15 de julho de 1980, relativa à
qualidade da água A água potável destinada ao consumo humano.
b) Directiva do Conselho 98/83/CE, de 03 de novembro de 1998, relativa à
qualidade da água potável água destinada ao consumo humano.
Foi considerado os valores estabelecidos pela 80/778/CEE para a Alemanha. Os
valores são mostrados na Tabela 5.
Tabela 5: Valores estabelecidos na Alemanha para água de consumo humano Diretiva
80/778/EEC
Parâmetro Unidade VMP
Escherichia coli ou
coliformes
termotolerantes
- Ausência em 100 ml
Cor mg l-1 Pt/Co 5
Turbidez NTU 1.000
Odor - Sem odor
pH pH 6.5-9.5
Condutividade µS/cm 20 °C 2000
Nitrogênio Kjeldahl mg l-1 1
Matéria Orgânica mg l-1 5
Sólidos Suspensos - Sem valor
Temperatura °C 25

43
2.3 RESULTADOS E DISCUSSÕES
2.3.1 Caracterização da água do processo
Os resultados obtidos na caracterização das águas de alimentação do processo de
fabricação do leite condensado são apresentados na Tabela 6. A qual tem-se as concentrações
dos parâmetros analisados.
Tabela 6: Caracterização das águas de alimentação
Coleta DQO (mg/L)
NTK (mg/L)
M.O (mg/L)
O.G (mg/L) pH Cond
(µS/cm) S.T
(mg/L) Turb (NTU)
Cor (Hazen)
1º Alimentação
96,79 3,27 3,96 0,05 7,16 11,61 0,10 1 1
2º Alimentação
40,54 3,36 3,73 0,06 6,2 19,44 0,29 1 1
Os valores demonstrados na Tabela 6 variam concentrações dos parâmetros analisados
da 1º alimentação para a 2º alimentação devido ao processo de fabricação e de operação por
partes dos funcionários na própria fábrica. Assim é esperado que haja essa variação
considerável.
Quanto à análise microbiológica as amostras na apresentaram contaminação conforme
Anexo A.
2.3.2 Testes preliminares
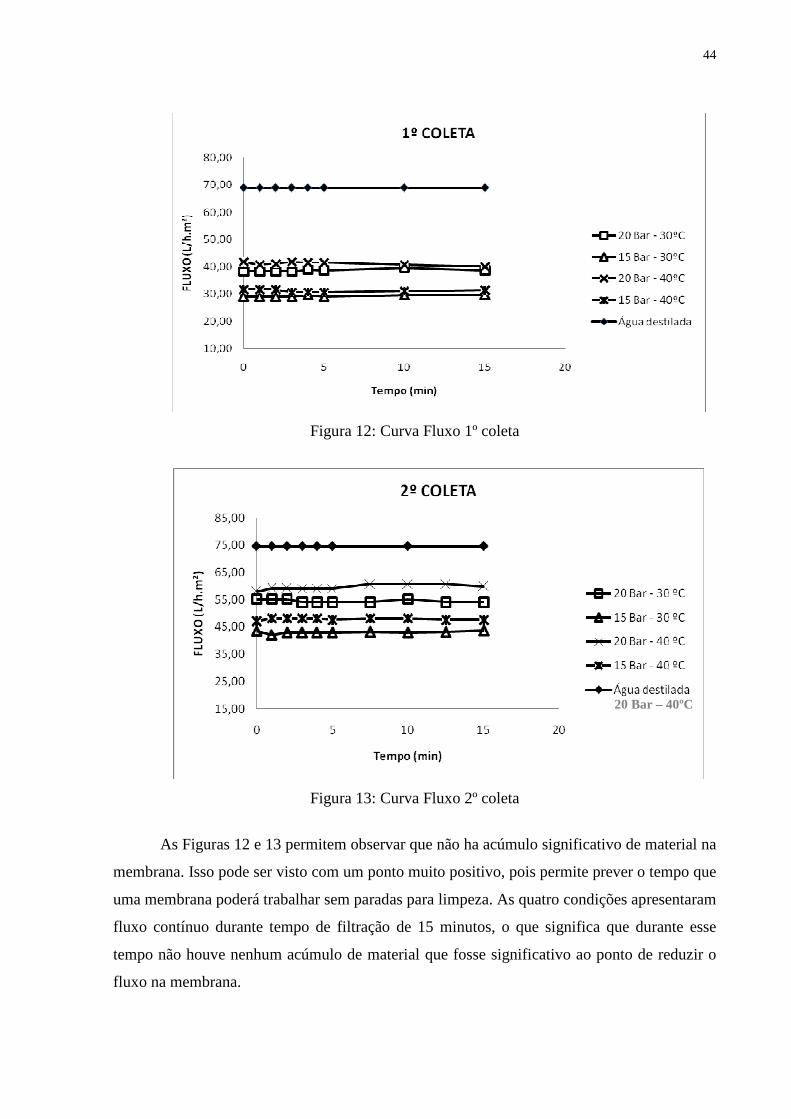
Ao longo dos experimentos foi medido o fluxo do permeado para avaliação de
possível colmatação da membrana. As Figuras 12 e 13 apresentam o perfil de comportamento
de fluxo de permeado em função do tempo de filtração da membrana de osmose inversa.
44
Figura 12: Curva Fluxo 1º coleta
Figura 13: Curva Fluxo 2º coleta
As Figuras 12 e 13 permitem observar que não ha acúmulo significativo de material na
membrana. Isso pode ser visto com um ponto muito positivo, pois permite prever o tempo que
uma membrana poderá trabalhar sem paradas para limpeza. As quatro condições apresentaram
fluxo contínuo durante tempo de filtração de 15 minutos, o que significa que durante esse
tempo não houve nenhum acúmulo de material que fosse significativo ao ponto de reduzir o
fluxo na membrana.
20 Bar – 40ºC
45
Como visto nas Figuras 12 e 13 á medida que a temperatura diminui o fluxo de
permeado diminui. Este fato pode estar ligado à retração das cadeias poliméricas da
membrana. Com o aumento da temperatura, deve-se esperar um comportamento contrário
sendo que a viscosidade do fluido diminui facilitando a passagem de algumas moléculas.
REKTOR e VATAI (2004); ATRA et al (2005), NASCIMENTO (2004) e
DBOLLANGI e HOSSAIN (2006) que trabalharam com membranas de microfiltração e
ultrafiltração em seus trabalhos verificaram que os fluxos da solução de soro eram mais
baixos do que os fluxos de água pura’ em todas as pressões. As possíveis causas para este
fluxo mais baixo incluem a interação entre a membrana e a solução, efeitos da viscosidade
cinemática e difusividade mássica.
BOSCHI (2006), utilizando membrana de osmose inversa, afirmou que o aumento do
fluxo é limitado pelo aumento da camada polarizada.
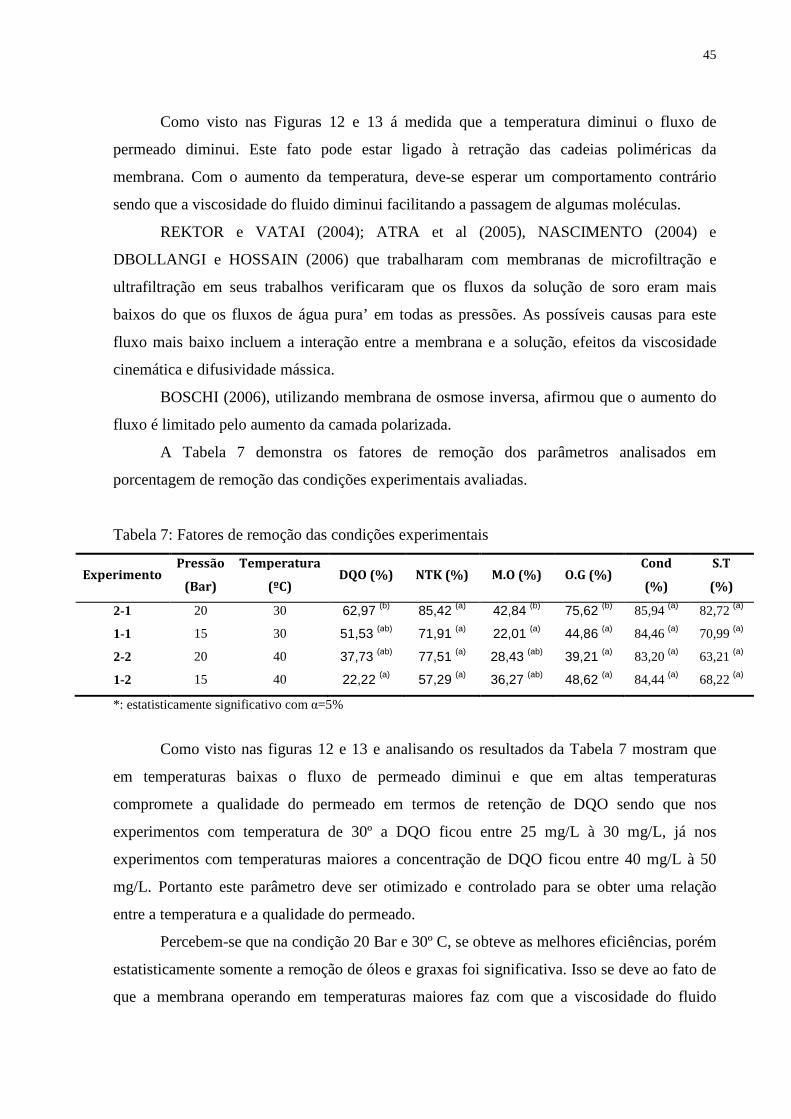
A Tabela 7 demonstra os fatores de remoção dos parâmetros analisados em
porcentagem de remoção das condições experimentais avaliadas.
Tabela 7: Fatores de remoção das condições experimentais
Experimento Pressão
(Bar)
Temperatura
(ºC) DQO (%) NTK (%) M.O (%) O.G (%)
Cond
(%)
S.T
(%)
2-1 20 30 62,97 (b) 85,42 (a) 42,84 (b) 75,62 (b) 85,94 (a) 82,72 (a)
1-1 15 30 51,53 (ab) 71,91 (a) 22,01 (a) 44,86 (a) 84,46 (a) 70,99 (a)
2-2 20 40 37,73 (ab) 77,51 (a) 28,43 (ab) 39,21 (a) 83,20 (a) 63,21 (a)
1-2 15 40 22,22 (a) 57,29 (a) 36,27 (ab) 48,62 (a) 84,44 (a) 68,22 (a)
*: estatisticamente significativo com α=5%
Como visto nas figuras 12 e 13 e analisando os resultados da Tabela 7 mostram que
em temperaturas baixas o fluxo de permeado diminui e que em altas temperaturas
compromete a qualidade do permeado em termos de retenção de DQO sendo que nos
experimentos com temperatura de 30º a DQO ficou entre 25 mg/L à 30 mg/L, já nos
experimentos com temperaturas maiores a concentração de DQO ficou entre 40 mg/L à 50
mg/L. Portanto este parâmetro deve ser otimizado e controlado para se obter uma relação
entre a temperatura e a qualidade do permeado.
Percebem-se que na condição 20 Bar e 30º C, se obteve as melhores eficiências, porém
estatisticamente somente a remoção de óleos e graxas foi significativa. Isso se deve ao fato de
que a membrana operando em temperaturas maiores faz com que a viscosidade do fluido
46
diminua fazendo com que as moléculas ultrapassem a membrana isso devido a alta
movimentação dessas.
VOURCH et al, (2005) estudaram águas de processo de 5 diferentes laticínios das
quais foram preparadas soluções a partir de leite integral, leite desnatado e soro de leite, com
a aplicação de dois estágios (NF+OI e OI+OI). O estudo comprovou que com aplicação de
(NF+ OI) a água pode ser reutilizada como substituto para limpeza e alimentação de caldeiras.
A aplicação de OI+OI a água se tornou altamente purificada atingindo valores menores que 6
mg/L de DQO.
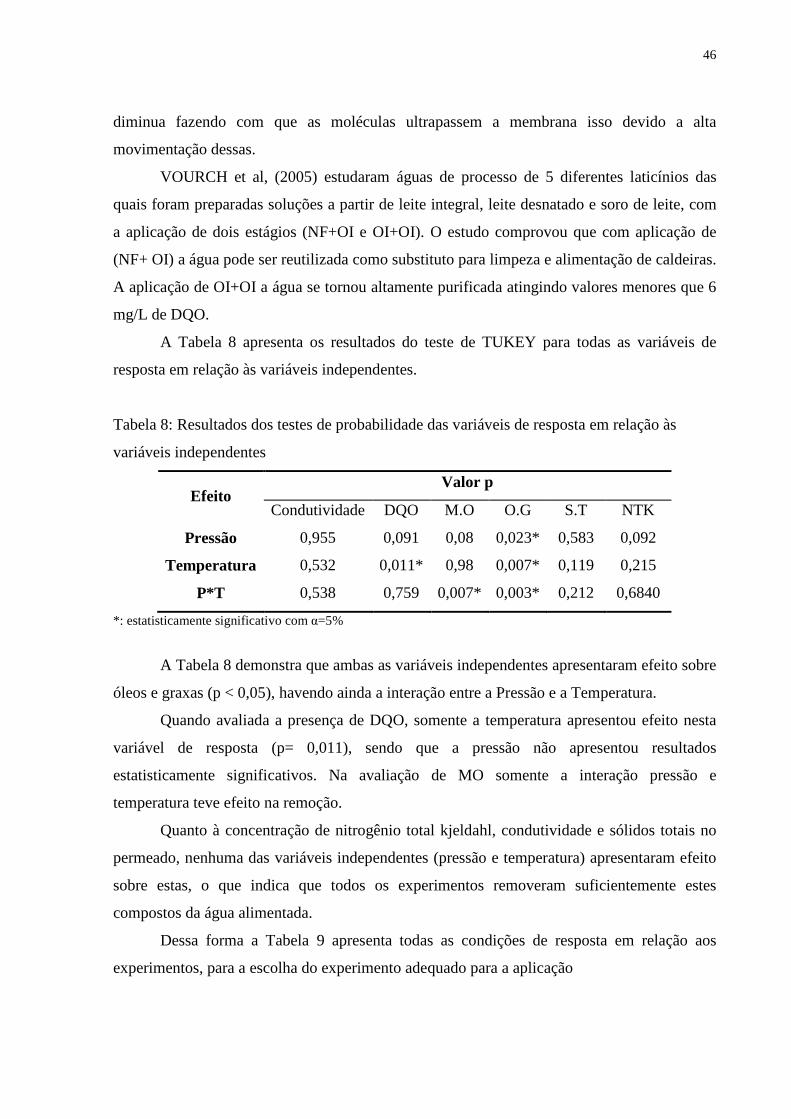
A Tabela 8 apresenta os resultados do teste de TUKEY para todas as variáveis de
resposta em relação às variáveis independentes.
Tabela 8: Resultados dos testes de probabilidade das variáveis de resposta em relação às
variáveis independentes
Efeito Valor p
Condutividade DQO M.O O.G S.T NTK
Pressão 0,955 0,091 0,08 0,023* 0,583 0,092
Temperatura 0,532 0,011* 0,98 0,007* 0,119 0,215
P*T 0,538 0,759 0,007* 0,003* 0,212 0,6840
*: estatisticamente significativo com α=5%
A Tabela 8 demonstra que ambas as variáveis independentes apresentaram efeito sobre
óleos e graxas (p < 0,05), havendo ainda a interação entre a Pressão e a Temperatura.
Quando avaliada a presença de DQO, somente a temperatura apresentou efeito nesta
variável de resposta (p= 0,011), sendo que a pressão não apresentou resultados
estatisticamente significativos. Na avaliação de MO somente a interação pressão e
temperatura teve efeito na remoção.
Quanto à concentração de nitrogênio total kjeldahl, condutividade e sólidos totais no
permeado, nenhuma das variáveis independentes (pressão e temperatura) apresentaram efeito
sobre estas, o que indica que todos os experimentos removeram suficientemente estes
compostos da água alimentada.
Dessa forma a Tabela 9 apresenta todas as condições de resposta em relação aos
experimentos, para a escolha do experimento adequado para a aplicação

47
Tabela 9: Condições para utilização do método
Experimento Pressão
(Bar)
Temperatura
(ºC)
DQO NTK M.O O.G Cond S.T Fluxo
2-1 20 30 X X X X X X X
1-1 15 30 X X X X X X
2-2 20 40 X X X X
1-2 15 40 X X X X X
Analisando a Tabela 9 se percebe que o experimento 2-1 se enquadra em todos os
parametros analisados, com isso a Tabela 10 apresenta uma relação dos valores de
concentração do experimento com a legislação.
Tabela 10: Caracterização da condição 2-1 em relação às bases legais
Parâmetro Concentração média Limite
DQO (mg/L) 25,8 NR
OG (mg/L) 0,015 NR
NTK (mg/L) 0,29 1 2
MO (mg/L) 1,67 5 2
ST (mg/L) 0,035 1 1
pH (pH) 6,5 6,5-9,5 2
Cond (µS/cm) 3 2.000 2
Odor Presente Não desejável 1
1 Portaria 518/2004 do Ministério da Saúde (BRASIL, 2004)
2 Diretiva Européia 80/778/EEC
NR: Não referenciado pela Legislação
Analisando a Tabela 10 se percebe que nenhuma legislação referencia DQO e óleos e
graxas para água de reuso, mas se leva em consideração que o valor deve ser o mais próximo
de 0 mg/L, como o odor está presente na amostra de permeado deve-se haver um pós
tratamento, para eliminar o residual de DQO e odor presente na amostra.
48
3 CONCLUSÃO
A recuperação das águas evaporadas pelo processo de membrana de osmose inversa
pode ser uma saída viável para o reaproveitamento de água dentro das próprias empresas, para
o abastecimento, para o processo produtivo e até mesmo para aplicação nas caldeiras dessas
indústrias.
As condições testadas apresentaram valores de rejeição satisfatórios, porém à pressão
de 20 bar e temperatura de 30ºC fornecem fluxo de permeado considerável, e ao mesmo
tempo uma rejeição um pouco mais elevada. Entende-se então que uma maior pressão de
filtração e menor temperatura permitem uma água final de melhor qualidade.
As águas evaporadas durante o processo de produção de leite condensado possuem um
grande potencial de reaproveitamento, pois todos os parâmetros analisados se estabeleceram
dentro dos limites permitidos pela da portaria do Ministério da Saúde, n.º 518, de 25 de março
de 2004 e da Diretiva Europeia 80/778/EEC.
Mas os resultados permitem afirmar que as águas evaporadas no processo de produção
do leite condensado podem ser reaproveitadas.
É necessária ainda a verificação de alguns parâmetros químicos e ecotoxicológicos,
antes da aplicação dessa técnica para o reuso como água para abastecimento humano, bem
como o uso de cloração do permeado.

49
REFERÊNCIAS
ABREU, Luiz Ronaldo. Tecnologia de Leite e Derivados. LAVRAS- UFLA/ FAEPE, 2000, p. 205.
AGB. Usina de processamento de leite e derivados. 2009. Disponível em http://tecalim.vilabol.uol.com.br. Acesso: 29 de março de 2011.
AMORIM, M. C. C. de et al. Alternativas de reuso dos efluentes da dessalinização por osmose inversa: Evaporação solar e meio líquido para cultivo de Tilápia Koina (Oreochromis SP). In: 21° Congresso de Engenharia Sanitária e Ambiental. João Pessoa, PB. 2001. Anais João Pessoa 2001. Disponível em < http://www.bvsde.paho.org/bvsaidis/aresidua/brasil/ii-025.pdf>. Acesso em 18 fev. 2011.
APHA. Standard Methods for the Examination of Water and Wastwater. 19. ed. New York:, MacGraw HILL, 1995.
APTEL, P., & C.A BUCKLEY. Water Treatment Membrane Processes. Categories of membrane operations. (ed.) Mallevialle, J., P.E. Odendaal, M. R. Wiesner. American Water Works Association Research Foundation. Lyonnaise des Eaux. Water Research Commission of South Africa. McGraw-Hill, 1996.
Asano, Takashi; Mills, Richard A. Planning and analysis for water reuse projects. Journal of the American Water Works Association; 82(1):38-47, Jan. 1990. Ilus, tablas.
Asano, T. Planning and Implementation of Water Reuse Projects. Water Science and Technology, Vol. 24, No 9, 1991.
Asano, T. e Levine, A. D. Wastewater Reclamation, Recycling and Reuse: Past, Present and Future. Water Science and Technology, Vol. 33, No 10-11, 1996.
ATRA, R., VATAI, G., V., BEKASSY-MOLNAR, E, BALINT, A., Investigation of ultra and nanofiltration for utilization of whey protein and lactose, Journal of Food Engineering, v. 67, p. 325-332, 2005.
BALANNEC, B et al. Comparative study of different nanofiltration and reverse osmosis membranes for dairy effluent treatment by dead-end filtration. Separation Purification Technology, França, Elsevier Science, 2004, v. 42, p. 195-200.
BARROS NETO, BENÍCIO DE; SCARMINIO, IEDA SPACINO; BRUNS, ROY EDWARD. Planejamento e otimizacão de experimentos. Campinas: Editora da UNICAMP, 2007

50
BEHMER, M. L.A. Tecnologia do leite: produção, industrialização e análise. São Paulo. Livraria Nobel. 1984. 320p.
BOSCHI, J. R. Concentração e purificação das proteinas de soro de queijo por ultrafiltração . 2006, 105 p. Dissertação (Mestrado apresentado ao Programa de Pós-Graduação em Engenharia Química) - Universidade Federal do Rio Grande do Sul, Porto Alegre, 2006.
BRAILE, P.M. E CAVALCANTE, J.E.W.A. (1993). Manual de tratamento de águas residuárias industriais. CETESB. São Paulo, pp.139-154.
BRANS, G. et al. Membrane fractionation of milk: state of the art and challenges. Journal of Membrane Science, v. 243, n. 2, p. 263-272, 2004.
BRIÃO, V. B. Estudo de prevenção à poluição em uma indústria de laticínios. 2000, 71 p. Dissertação (Mestrado apresentado ao Programa de Pós-Graduação em Engenharia Química), Universidade Estadual de Maringá, Maringá, 2000.
Brião, V.B., Study of Pollution Prevention in a Dairy Industry. Master’s Thesis. University of Maringa, Maringa, Brazil (2000).
BRIÃO, V. B. Processos de separação por membranas para reuso de efluentes de laticínios. 2007, 130 p. Tese (Doutorado apresentado ao Programa de Pós-Graduação em Engenharia Química), Universidade Estadual de Maringá, Maringá 2007.
BRIÃO, V.B.; TAVARES, C.R.G. Effluent generation by the dairy industry: preventive attitudes and opportunities. Brazilian Journal of Chemical Engineering, v. 24, n. 4, p. 487 – 497, 2007.
CALADO, VERÔNICA; MONTGOMERY, DOUGLAS C. Planejamento de Experimentos usando o Statisica. Rio de Janeiro: E-papers Serviços Editoriais LTDA. 2003. 260 p.
CAPITELLI, MARICI. A caixa preta começa a ser revelada. Ambiente Legal. São Paulo: Agência de Inteligência Corporativa e Ambiental, 2006, v.3, p. 12 - 17.
CASTRO, VANESSA CRISTINA DE. Diagnostico do consumo de água, da geração de efluentes e de resíduos sólidos em um laticínio de pequeno porte. Viçosa, MG, 2007.
CETESB- Compahia de Tecnologia de Saneamento Ambiental. Nota técnica: Tecnologia de controle- indústria de laticínios (NT 17). São Paulo, 1990. 30p.
DRIOLI, Enrico; ROMANO, Maria. Progress and new perspectives on integrated membrane operations for sustainable industrial growth. Industrial Engineering Chemical Research, American Chemical Society, 2001, v. 40, n. 5, p. 1277 – 1300.

51
Eckenfelder, W. Wesley. Industrial water pollution control . 2nd edition. McGraw-Hill (New York).
Empresa Brasileira de Pesquisa Agropecuária – EMBRAPA Gado de Leite. . Industrialização de leite no país – 2008. Disponível em http://www.cnpgl.embrapa.br/nova/informacoes/estatisticas/industria/tabela0406.php.
GIRALDO-ZUNIGA, A.D., COIMBRA, J. S.R., GOMES, J.C., MINIM, L. A., ROJAS, E. E. G., GADE, A. D., Tecnologias aplicadas ao processamento do soro de queijo, Dairy Journal Bimonthly The “Candido Tostes” Dairy Institute, v. 59, p.53-66,2004.
GONÇALVES, J. A. S. Planejamento Urbano e a Drenagem Urbana com melhoria de qualidade de vida em Ribeirao Preto – SP. Programa de Pós-Graduação em Engenharia Urbana. Universidade Federal de São Carlos. 2004.
HABERT, A. C; BORGES, C. P. NÓBREGA, R. Processos de Separação por Membranas. e-Papers, 2006.
HESPANHOL, I. Guidelines and Integrated Measures for Public Health Protection in Agricultural Reuse Systems, J. Water SRT-Aqua, Vol. 39, No. 4. 1990. p. 237- 249.
HESPANHOL, I. Esgotos como Recurso Hídrico: Parte I: Dimensões políticas, institucionais, legais, econômico-financeiras e sócio-culturais, Engenharia - Revista do Instituto de Engenharia, Ano 55, No 523. 1997. p 45- 58.
HESPANHOL, I.; GONÇALVES, O.M. (Coordenadores), Conservação e Reúso de Água – Manual de Orientações para o setor industrial – Volume 1. Organização FIESP/CIESP. São Paulo, 2004.
IBGE (INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICAS). Censo Agropecuário do Brasil: 2008-2009. Rio de Janeiro, IBGE, 2010.
KOCH MEMBRANE SYSTEMS. Folheto técnico de membranas de osmose inversa. 2009.
KONIG, ANNEMARIE. LIMA, LÊDA MARIA MOTA E CEBALLOS, BEATRIZ SUSANA OVRUSKI. Comportamento das águas residuárias brutas e tratadas provenientes de uma indústria de laticínios durante um dia de funcionamento. In: 27° Congresso Brasileiro de Engenharia Sanitária e Ambiental 1996, Campina Grande - Paraíba. Anais da Associação Brasileira de Engenharia Sanitária - ABES.
KUCERA, JANE. Reverse Osmosis: Design, Processes, and Applications for Engineers. Wiley, ©2010.

52
LAWRENCE, N.D.; KENTISH, S.E.; O’CONNOR, A.J.; BARBER, A.R.; STEVENS, G.W. Microfiltration of skim milk using polymeric membra nes for casein concentrate manufacture. Separation and Purification Technology, v.60, p.127-244, 2010.
LEITE, Zélia Therezinha Custódio; VAITSMAN, Delmo Santiago; DUTRA, Paulo Bechara. Leite e Alguns de seus Derivados: da antiguidade à atualidade. Revista Química Nova, vol. 29, n°. 4, p. 876-880, 2006.
LOBO, Luciana Paula. Análise Comparativa dos Processos de Filtração em Membranas e Clarificação Físico-Química para Reúso de Água na Indústria . Dissertação (Mestrado) – Faculdade de Engenharia da Universidade Estadual do Rio de Janeiro, 2004.
MANCUSO, P.C.S. & SANTOS, H.F. ed. Reuso de água. São Paulo: Manole, 2003. 579p.
METCALF & EDDY. Wastewater Engineering. 4. ed. New York, USA: McGraw-Hill, 2003.
MILLIPORE. 2007. Protein concentration and diafiltration by tangencial flow filtration . Technical Brief.
MONTGOMERY, Douglas C.; RUNGER, George C. Estatística aplicada e probabilidade para engenheiros. Rio de Janeiro: LTC, 2003. 463 p.
MOTTA, M. Introdução aos processos de separação por membrana. Universidade Federal de Pernambuco (Centro de Tecnologia e Geociências Departamento de Engenharia Química), Pernambuco, Pe, 200-.
NOBLE, R.D. e STERN, S. A. Membrane separation technology- principles and applications. Elsevier Science B. V., Netherlands, 1995.
NOBREGA, R., BORGES, C.P., HABERT, A.C. Processos de separação por membranas. In: JUNIOR, A.P., KILIKIAN, B.V. Purificação de produtos biotecnológicos. Editora Manole Ltda, São Paulo, 2005. p37-88.
NUNES, J. A. Tratamento Físico-químico de águas residuárias indústriais. 3. ed. Sergipe: Gráfica e Editora, 2001.
OMS. Aprovechamento de efluentes: Métodos y medidas de protección sanitaria en el trataminento de aguas servidas - Informe de una Reunión de Expertos de la OMS. Organizacion Mundial de La Salud - Série de Informes Tecnicos No 517, Ginebra, Suiza, 1973.
PEARCE, DR KN. Powdered milk. Food Science Section, New Zealand Dairy Research Institute.
53
PEIRANO, M. M. F. Tratamento de Efluentes em Laticínios. Revista Leite e Derivados, São Paulo: Editora Dipemar, 1995, n 21.
Prevention of pollution in the Dairy industry. Barcelona, Espanha: Regional Activity Centre for Cleaner Production (RAC/CP) Mediterranean Action Plan. Maio/2006. Disponível em <http://www.cema-sa.org>
REBNUS, M.; ENGEL, G., Reuse of wastewater for industrial cooling systems, Journal WPCF: Alexandria, v. 60, n. 2, p. 237-241, 1988.
REKTOR, A.; VATAI, G. Membrane filtration of mozzarella whey. Desalination, v. 162, n. 2, p. 279-286, 2004. RICHARD, W. BAKER. Membrane technology and applications. 2nd edition. John Wilet & Sons, LTD. England, 2004.
SARKAR, B. et al. Wastewater treatment in dairy industries - possibility of reuse. Desalination, India, Elsevier Science, 2005, v. 195, p. 141-152.
SEBRAE (SERVIÇO BRASILEIRO DE APOIO ÀS MICRO E PEQUENAS EMPRESAS). Boletim setorial do agronegócio: Bovinocultura leiteira. Recife, PE, 2010. 17p.
TURAN, M. Influence of filtration conditions on the performance of nanofiltration and reverse osmosis membranes in dairy wastewater treatment. Desalination, Turkey, Elsevier Science, 2004, v.170, p. 83 – 90.
VENTURINI, K.S., et al, Processamento do Leite, UFES, Espírito Santo, 2007.
VOURCH, M. et al. Treatment of dairy industry wastewater by reverse osmosis for water reuse. Desalination, França, Elsevier Science, 2004.
VOURCH, M. et al. Treatment of dairy industry wastewater by reverse osmosis for water reuse. Desalination, França, Elsevier Science, 2007,v. 219, p. 190-202.
YOSHIDA, O. RENAN. Reutilização das membranas de osmose inversa no tratamento de efluentes industriais. Trabalho apresentado ao curso de Engenharia Química. Universidade Federal do Rio Grande do Sul, 2005.
WANG, Lawrence. K. et al. Waste treatment in the process industries. New York: Taylor & Francis Group, 2006. 638 p.;
WERKEMA, MARIA C. C.; AGUIAR, SILVIO. Planejamento e análise de experimentos: como identificar e avaliar as principais variáveis influentes em um processo. Belo Horizonte: Fundação Christiano Ottoni, 1996. 294p.

54
WESTERGARD, Vagn. Milk powder technology evaporation and spray drying. NIRO A/S Copenhagen, Denmark, march, 2004

55
APÊNDICE A
ANÁLISE MICROBIOLÓGICA
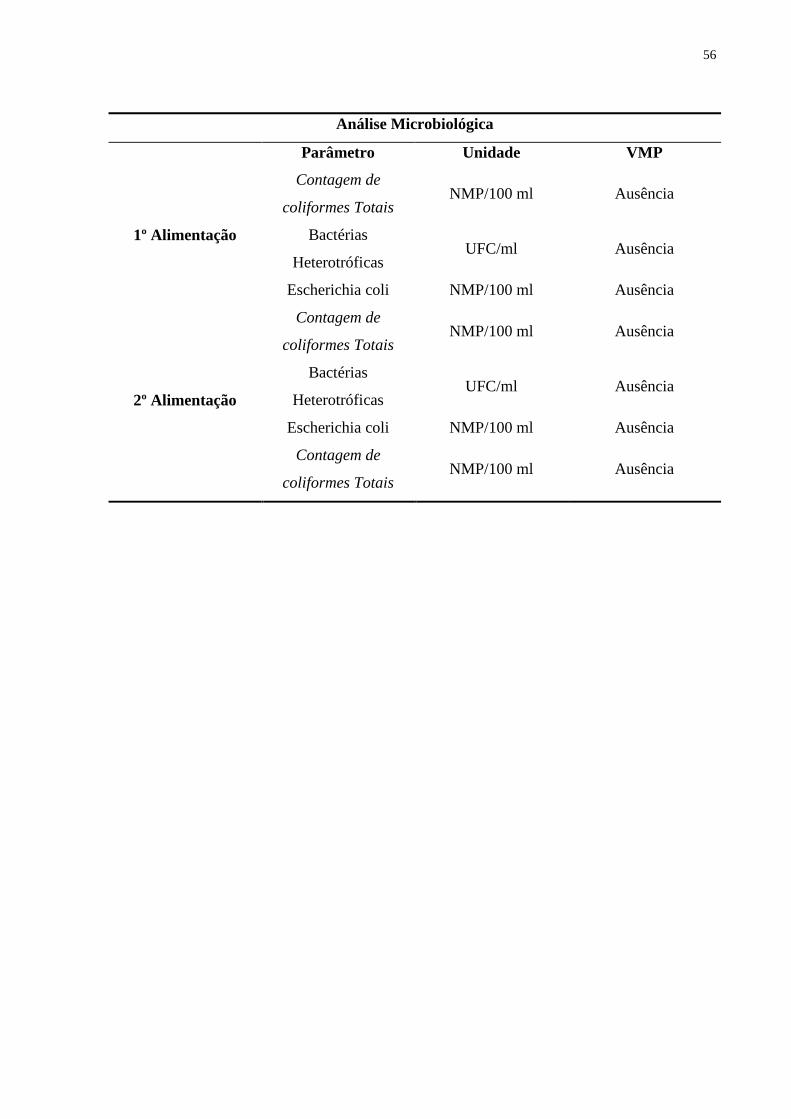
56
Análise Microbiológica
Parâmetro Unidade VMP
1º Alimentação
Contagem de
coliformes Totais NMP/100 ml Ausência
Bactérias
Heterotróficas UFC/ml Ausência
Escherichia coli NMP/100 ml Ausência
2º Alimentação
Contagem de
coliformes Totais NMP/100 ml Ausência
Bactérias
Heterotróficas UFC/ml Ausência
Escherichia coli NMP/100 ml Ausência
Contagem de
coliformes Totais NMP/100 ml Ausência

57
APÊNDICE B
CONCENTRAÇÕES NO PERMEADO
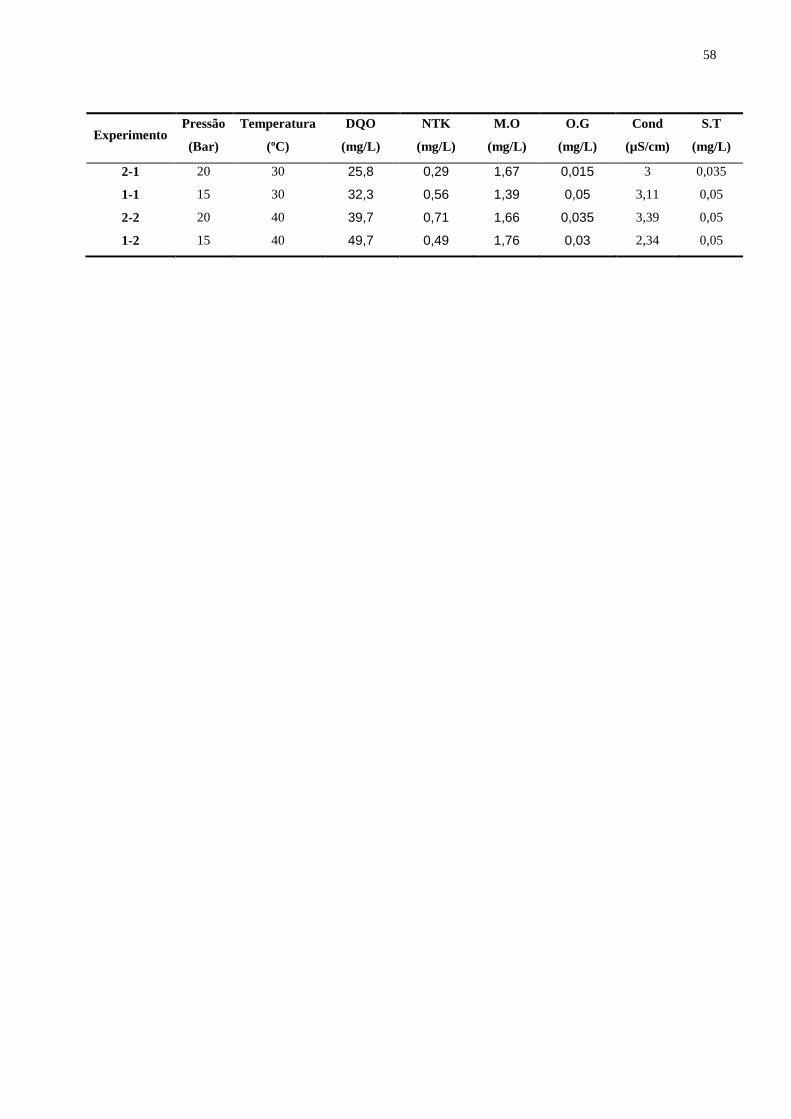
58
Experimento Pressão
(Bar)
Temperatura
(ºC)
DQO
(mg/L)
NTK
(mg/L)
M.O
(mg/L)
O.G
(mg/L)
Cond
(µS/cm)
S.T
(mg/L)
2-1 20 30 25,8 0,29 1,67 0,015 3 0,035
1-1 15 30 32,3 0,56 1,39 0,05 3,11 0,05
2-2 20 40 39,7 0,71 1,66 0,035 3,39 0,05
1-2 15 40 49,7 0,49 1,76 0,03 2,34 0,05

59
APÊNDICE C
TABELAS DE ANÁLISE DE VARIÂNCIA E TESTE TUKEY

60
Tabela 11: Testes univariados de significância para a variável condutividade em relação à
pressão e temperatura
Efeito SQ GL QM F P
Interseção 57133,84 1 57133,84 7023,823 0,00000
Pressão 0,03 1 0,03 0,004 0,95463
Temperatura 3,79 1 3,79 0,466 0,53220
Pressão x
Temperatura 3,68 1 3,68 0,452 0,53822
Erro 32,54 4 8,13
SQ: soma dos quadrados; GL: graus de liberdade; QM: quadrado médio; F: teste F; p: probabilidade *: estatisticamente significativo com α=5%
Tabela 12: Teste de Tukey para a variável condutividade
Pressão Temperatura Média Cond. a b
2 2 83,20 ****
1 2 84,44 ****
1 1 84,46 ****
2 1 85,94 ****

61
Tabela 13:Testes univariados de significância para a variável DQO em relação à pressão e
temperatura
Efeito SQ GL QM F P
Interseção 15215,15 1 15215,15 205,94 0,00013
Pressão 363,07 1 363,07 4,91 0,09093
Temperatura 1487,35 1 1487,35 20,13 0,01093
Pressão x
Temperatura 8,26 1 8,26 0,11 0,75493
Erro 295,52 4 73,88
SQ: soma dos quadrados; GL: graus de liberdade; QM: quadrado médio; F: teste F; p: probabilidade *: estatisticamente significativo com α=5%
Tabela 14: Teste de Tukey para a variável DQO
Pressão Temperatura Média DQO. a b
1 2 22,22 ****
2 2 37,73 **** ****
1 1 51,52 **** ****
2 1 62,97 ****

62
Tabela 15:Testes univariados de significância para a variável materia orgânica em relação à
pressão e temperatura
Efeito SQ GL QM F P
Interseção 8391,23 1 8391,23 533,99 0,00002
Pressão 84,39 1 84,39 5,37 0,08136
Temperatura 0,01 1 0,01 0,00 0,98039
Pressão x
Temperatura 411,07 1 411,07 26,16 0,00691
Erro 62,86 4 15,71
SQ: soma dos quadrados; GL: graus de liberdade; QM: quadrado médio; F: teste F; p: probabilidade *: estatisticamente significativo com α=5%
Tabela 16: Teste de Tukey para a variável materia orgânica
Pressão Temperatura Média Cond. a b
1 1 22,01 ****
2 2 28,43 **** ****
1 2 36,27 **** ****
2 1 42,84 ****
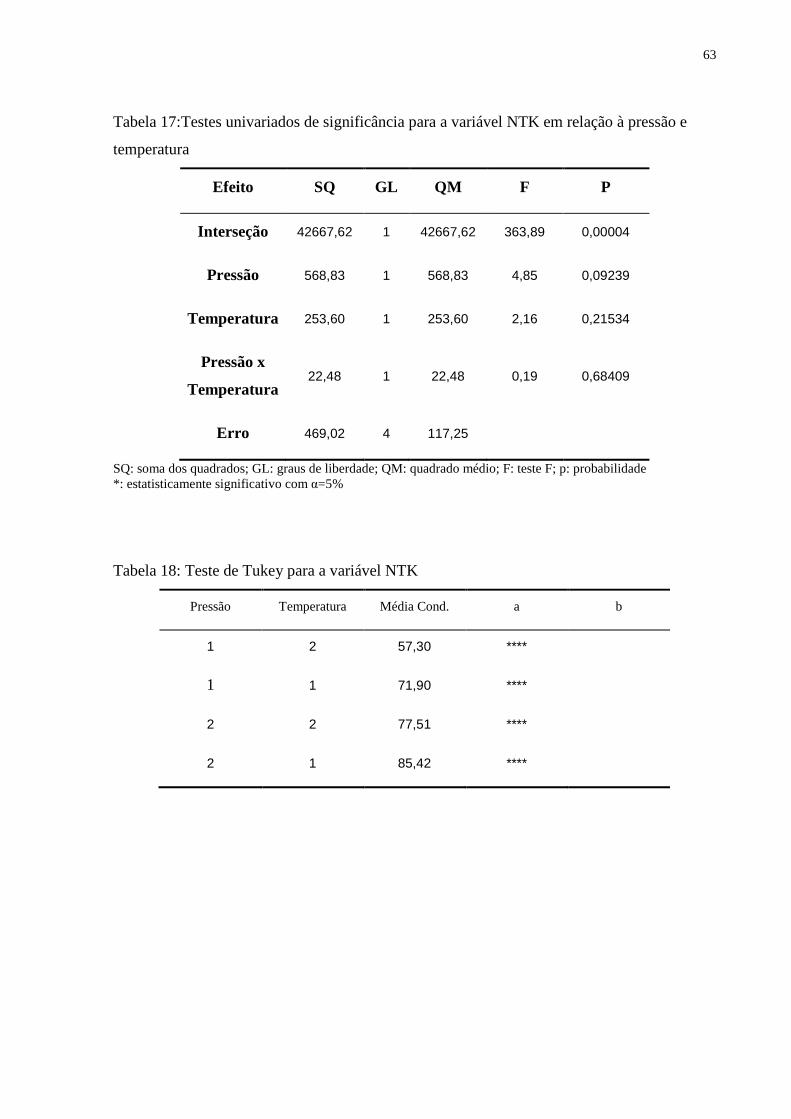
63
Tabela 17:Testes univariados de significância para a variável NTK em relação à pressão e
temperatura
Efeito SQ GL QM F P
Interseção 42667,62 1 42667,62 363,89 0,00004
Pressão 568,83 1 568,83 4,85 0,09239
Temperatura 253,60 1 253,60 2,16 0,21534
Pressão x
Temperatura 22,48 1 22,48 0,19 0,68409
Erro 469,02 4 117,25
SQ: soma dos quadrados; GL: graus de liberdade; QM: quadrado médio; F: teste F; p: probabilidade *: estatisticamente significativo com α=5%
Tabela 18: Teste de Tukey para a variável NTK
Pressão Temperatura Média Cond. a b
1 2 57,30 ****
1 1 71,90 ****
2 2 77,51 ****
2 1 85,42 ****
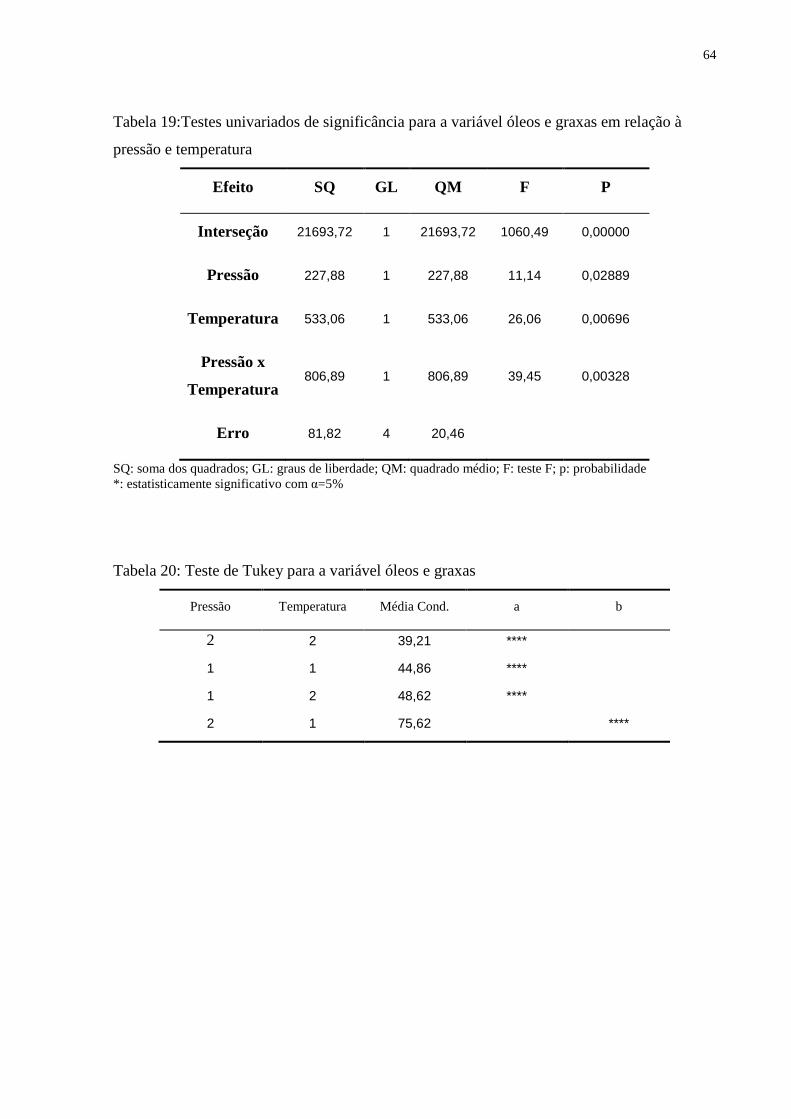
64
Tabela 19:Testes univariados de significância para a variável óleos e graxas em relação à
pressão e temperatura
Efeito SQ GL QM F P
Interseção 21693,72 1 21693,72 1060,49 0,00000
Pressão 227,88 1 227,88 11,14 0,02889
Temperatura 533,06 1 533,06 26,06 0,00696
Pressão x
Temperatura 806,89 1 806,89 39,45 0,00328
Erro 81,82 4 20,46
SQ: soma dos quadrados; GL: graus de liberdade; QM: quadrado médio; F: teste F; p: probabilidade *: estatisticamente significativo com α=5%
Tabela 20: Teste de Tukey para a variável óleos e graxas
Pressão Temperatura Média Cond. a b
2 2 39,21 ****
1 1 44,86 ****
1 2 48,62 ****
2 1 75,62 ****
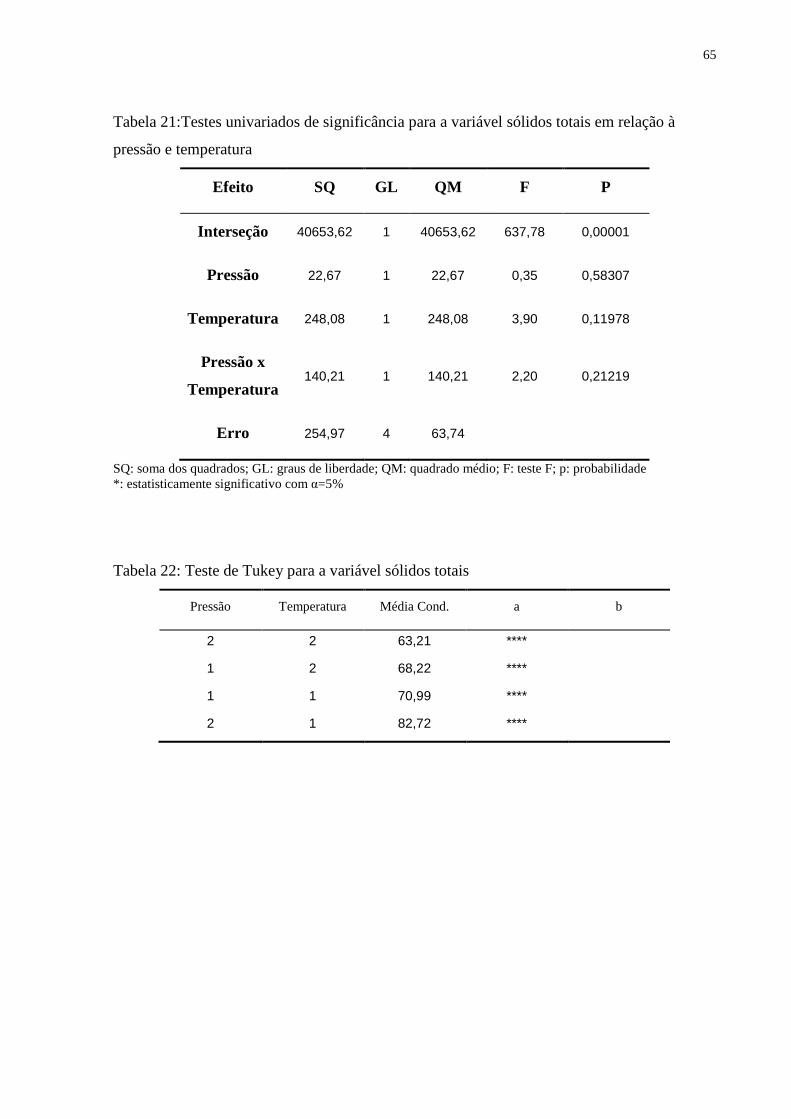
65
Tabela 21:Testes univariados de significância para a variável sólidos totais em relação à
pressão e temperatura
Efeito SQ GL QM F P
Interseção 40653,62 1 40653,62 637,78 0,00001
Pressão 22,67 1 22,67 0,35 0,58307
Temperatura 248,08 1 248,08 3,90 0,11978
Pressão x
Temperatura 140,21 1 140,21 2,20 0,21219
Erro 254,97 4 63,74
SQ: soma dos quadrados; GL: graus de liberdade; QM: quadrado médio; F: teste F; p: probabilidade *: estatisticamente significativo com α=5%
Tabela 22: Teste de Tukey para a variável sólidos totais
Pressão Temperatura Média Cond. a b
2 2 63,21 ****
1 2 68,22 ****
1 1 70,99 ****
2 1 82,72 ****

66
ANEXO D
CARACTERIZAÇÃO DA MEMBRANA

67
Figura 14: Dados relativos a membrana utilizada no trabalho
Figura 15: Relação das medidas e tamanho da membrana (3838 HR-NYV).





























